

Page 1

DNC 60 PS
Manuel d'utilisation
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-60PS-FR
Page 2
Les informations figurant dans le présent document sont sujettes à révision sans
préavis et ne représentent aucun engagement de la part de CYBELEC SA.
Le logiciel décrit dans ce document est diffusé dans le cadre d'un accord de licence ou de nondivulgation et ne peut être utilisé ou copié qu'en conformité avec les stipulations de l'accord. Toute
copie du programme CYBELEC sur cassette, disque ou autre support à des fins autres que l'usage
personnel du programme par l'acheteur est interdite par la loi.
Copyright CYBELEC SA. Tous droits réservés.
Remarque:
La présente notice explique la programmation normale et standard de la commande numérique.
Cette dernière étant équipée de fonctions configurables par le constructeur de la machine pour ses
besoins spécifiques, veuillez donc vous référer aux instructions complémentaires fournies par le
constructeur de la machine pour la programmation de ces fonctions.
Autocad
CYBELEC
Ethernet
IBM
est une marque déposée de Autodesk Inc.
est une marque déposée de CYBELEC S.A.
est une marque déposée de Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
sont des marques déposées de International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
est une marque déposée de Microsoft Corporation.
est une marque déposée de Microsoft Corporation.
est une marque de fabrique de Novell, Incorporated.
est une marque déposée de Microsoft Corporation.
Page 3

CONSIGNES DE SÉCURITÉ ET D'ENTRETIEN
L'opérateur doit être formé pour utiliser la machine
sur laquelle est installé la commande numérique.
Une mauvaise utilisation de la commande numérique
peut entraîner un préjudice grave au matériel et/ou
aux personnes.
Une modification de paramètres machine peut
causer des dégâts matériels importants, ou une
production de qualité irrégulière.
Le panneau arrière ne doit être retiré que par un
technicien qualifié (danger d'électrocution).
N'exposez pas la commande numérique à une
humidité excessive pour éviter tout risque
d'électrocution et toute détérioration de l'appareil.
Assurez-vous que la commande numérique soit hors
tension avant de procéder à un nettoyage. N'utilisez
pas de liquides à base d'alcool ou d'ammoniaque.
Faites appel à un technicien en cas de
dysfonctionnement de la commande numérique.
Evitez d'exposer la commande numérique au
rayonnement solaire direct ou à toute autre source
de chaleur.
Ne placez pas à proximité de la commande
numérique des objets magnétiques tels que
transformateurs, moteurs etc. ou des appareils
générant des parasites (soudeuses à arc etc.).
Echangez régulièrement les filtres des ventilateurs
afin d'éviter une surchauffe.
CONSIGNES DE SECURITE PAGE I
Page 4

Cette page a été intentionnellement laissée blanche.
PAGE II MANUEL D'UTILISATION DNC 70 PS (G)
Page 5
ACCORD DE LICENCE POUR LOGICIEL CYBELEC
COPYRIGHT GÉNÉRAL
Les logiciels CYBELEC sont protégés par copyright et tous les droits de copie sont réservés.
Les logiciels CYBELEC peuvent seulement être implantés et utilisés dans les équipements (PC ou DNC)
autorisés.
Les manuels d'utilisation sont aussi couverts par le copyright et tous les droits d'utilisation et de copie
sont réservés.
Ce document ne peut pas être, en tout ou en partie, copié, photocopié, reproduit, traduit ou réduit sans le
consentement préalable par écrit de CYBELEC.
COPYRIGHT SPÉCIAL DISQUETTES
Les utilisateurs légaux de ce produit sont autorisés uniquement à copier la disquette dans la mémoire de
l'ordinateur pour exécuter le programme et à faire une copie de sauvegarde (Backup) de la disquette
originale à seule fin de pouvoir remédier à une perte éventuelle du programme original.
Les copies non autorisées, la duplication, la vente, ou la distribution de ce produit constituent une
violation de la loi.
COPYRIGHT SPÉCIAL EPROMS
Les appareils DNC et CNC de CYBELEC dans lesquels le logiciel original produit chez CYBELEC
aurait été remplacé par une copie non faite par CYBELEC et sans l'autorisation écrite de CYBELEC
perdent immédiatement leur garantie.
GARANTIE
CYBELEC ne garantit pas que ses produits logiciels pourront travailler correctement dans n'importe quel
environnement de computer et de programmation.
Les limites d'emploi d'un logiciel et ses spécifications techniques sont décidées uniquement par
CYBELEC; CYBELEC est seule habilitée à décider de la conformité et des performances du logiciel.
Les logiciels ne sont pas prévus pour compenser les incompatibilités entre les systèmes d'exploitation et
leurs révisions ou changement de version.
L'utilisation de différentes révisions ou de différentes versions du logiciel CYBELEC ou le passage d'une
version ou révision à une autre peut causer la perte ou la modification d'informations.
ACCORD DE LICENCE PAGE III
Page 6
SERVICE DE CHANGEMENT DU LOGICIEL
L'achat du logiciel donne droit pendant une année à la fourniture des révisions de logiciels du type
"correction".
Lors de l'emploi d'une version révisée ou corrigée du logiciel il est possible que des pertes de données
(programme, paramètres de réglage, etc) se produisent ou qu'il soit nécessaire de faire des modifications à
l'appareil ou à son raccordement; ces effets ne sont pas toujours prévisibles et n'engagent pas la
responsabilité de CYBELEC.
TERMINAISON
L'accord sera automatiquement terminé en cas de faillite qui impliquerait le preneur de licence, en cas de
mise en demeure par des créanciers du licencié ou en cas d'obligation, d'exécutions judiciaires, de saisie
de ses biens ou de procès instruits à l'encontre du licencié et qui réduisent d'une manière importante la
capacité de conduire ses affaires, ou en cas de dissolution de la société du preneur de licence.
CYBELEC aura le droit de terminer cet accord immédiatement en cas de violation des conditions cidessus par le licencié.
Dans les 30 jours après la terminaison de cet accord pour n'importe quelle raison, le licencié peut choisir
l'une des options suivantes:
Retour à CYBELEC ou à un vendeur officiel de toutes les copies existantes de tous les logiciels et du
matériel y relatif ou
Fournir à CYBELEC une preuve satisfaisante pour CYBELEC que le logiciel original et toutes les
éventuelles copies sous n'importe quelle forme ont été définitivement détruits.
LIMITATION DE LA RESPONSABILITÉ
Les conditions de garantie stipulées ici remplacent toutes les autres conditions de garantie exprimées ou
sous-entendues.
Le preneur de licence accepte d'autre part que CYBELEC n'est pas responsable en cas de manque à
gagner, perte d'informations ou autres dommages accidentels survenant en conséquence de l'utilisation ou
de l'impossibilité d'utiliser le logiciel. De même CYBELEC n'est pas responsable en cas de plainte ou
autre procédure légale, par une partie tierce, à l'encontre du preneur de licence.
En aucun cas, CYBELEC ne peut être rendu responsable de dommages même si CYBELEC a été avisé
de la possibilité que des dommages surviennent.
CYBELEC ne garantit pas que les fonctions contenues dans le logiciel satisfont tous les besoins du
licencié ni que l'utilisation du logiciel se déroulera totalement exempte d'erreurs.
Si le logiciel devait s'avérer défectueux le licencié (et ni CYBELEC ni un vendeur ou représentant
autorisé) supporte l'intégralité des frais et services nécessaires pour d'éventuelles réparations ou
corrections.
CYBELEC garantit que les disquettes ou eproms ou autres supports magnétiques ou cassettes sur lesquels
les logiciels sont fournis sont libres de défauts de matériel ou de travail dans les conditions d'usage
normales et pour une période de 90 jours. Cette période commence à la date d'expédition du matériel au
licencié, la copie du bulletin de livraison faisant foi.
PAGE IV ACCORD DE LICENCE
Page 7
LIMITATION DES REMÈDES
La responsabilité et les devoirs de CYBELEC et les seuls remèdes prévus sont les suivants:
Le remplacement des disquettes ou eproms ou supports magnétiques ou cassettes qui ne satisfont pas aux
conditions de garantie limitée de CYBELEC et qui ont été retournés à CYBELEC ou à un représentant
autorisé de CYBELEC avec une copie du bulletin de livraison ou
Si CYBELEC ou son représentant sont incapables de livrer des disquettes, supports magnétiques, eproms
ou cassettes exempts de défauts en matériel ou en travail, le licencié peut dénoncer cet accord aux termes
et conditions mentionnés; l'acheteur sera remboursé.
GÉNÉRALITÉS
Le preneur de licence confirme qu'il a lu cet accord, qu'il le comprend et reconnaît être lié par ses termes
et conditions.
Le licencié accepte de tenir CYBELEC non responsable de toutes les demandes de dommages résultant
d'une faute du preneur de licence à l'égard de cet accord y compris mais pas limité à tous les frais de
justice afférents.
Cet accord de licence est régi par le droit Suisse, le for juridique est Lausanne, Suisse.
MAINTENANCE
CYBELEC assure la maintenance du logiciel pour une année. L'étendue de cette maintenance et le temps
de réaction pour la fournir sont de la seule décision de CYBELEC. La maintenance inclut normalement la
correction des erreurs dans le code du logiciel, la correction des erreurs dans la documentation jointe, les
versions de mise à jour qui peuvent avoir été réalisées par CYBELEC pendant la période de maintenance.
En aucun cas CYBELEC ne sera obligé de fournir un support technique pour tenter de résoudre les
problèmes ou difficultés résultant des modifications apportées au logiciel par le licencié; les
modifications apportées par le licencié le sont à ses risques et périls.
ACCORD DE LICENCE PAGE V
Page 8

Cette page a été intentionnellement laissée blanche.
PAGE VI ACCORD DE LICENCE
Page 9

29.09.2006 V. 1.3
TABLE DES MATIÈRES
CONSIGNES DE SÉCURITÉ ET D'ENTRETIEN............................................................................I
ACCORD DE LICENCE POUR LOGICIEL CYBELEC....................................................................III
Sécurité, copyright et licence ..............................................................................................3
PAGE EASY BEND..........................................................................................................................5
CRÉER UNE PIÈCE ........................................................................................................................7
Page séquence ...................................................................................................................7
Programmation dans la page séquence .............................................................................11
GESTION DES PIÈCES ..................................................................................................................17
Liste des pièces...................................................................................................................17
ANNEXE A: CONVENTIONS...........................................................................................................21
Conventions typographiques...............................................................................................21
Abréviations / glossaire.......................................................................................................21
ANNEXE B: L'INTERFACE UTILISATEUR .....................................................................................23
L'écran.................................................................................................................................23
Le clavier.............................................................................................................................23
ANNEXE C: MENU PRINCIPAL......................................................................................................29
Choix du menu principal......................................................................................................30
ANNEXE D: LES MODES DE TRAVAIL MACHINE........................................................................31
Mode réglage ......................................................................................................................31
Mode sensitif .......................................................................................................................31
Mode automatique...............................................................................................................32
ANNEXE E: PROGRAMMATION DES OUTILS..............................................................................33
Programmation des poinçons / matrices.............................................................................34
ANNEXE F: PROGRAMMATION SELON L-ALPHA.......................................................................37
Programmation dans la page L-alpha.................................................................................38
Méthode L-alpha .................................................................................................................42
Définition de l'ordre des plis................................................................................................45
ANNEXE G: DIVERS .......................................................................................................................51
La page INITIALISATION....................................................................................................51
N60PS_FR.DOC TABLES DES MATIERES PAGE 1
Page 10

La référence des outillages ................................................................................................53
Le point de contact tôle (PCT)............................................................................................56
Les axes de butées ............................................................................................................ 57
Programmation de l'origine des axes.................................................................................61
La calibration ......................................................................................................................62
Le croquage........................................................................................................................63
Cycle sans pli...................................................................................................................... 65
Poinçonnage.......................................................................................................................65
Pliage en fond de matrice...................................................................................................66
Corrections des angles.......................................................................................................66
Caractères alphanumériques .............................................................................................68
Messages / erreurs.............................................................................................................68
Les messages interactifs.................................................................................................... 69
ANNEXE H: TRANSFERT .............................................................................................................. 71
Tests des ports séries ........................................................................................................ 72
CYBACK............................................................................................................................. 73
ANNEXE I: IMPRESSION DE L'ÉCRAN COURANT...................................................................... 75
Pour imprimer depuis la DNC.............................................................................................75
HyperTerminal.................................................................................................................... 76
ANNEXE J: PROTECTION DES NIVEAUX D'ACCÈS................................................................... 83
Information générale........................................................................................................... 83
Les utilisateurs....................................................................................................................84
Accès par mots de passe ...................................................................................................85
Accès aux niveaux supérieurs à 3...................................................................................... 86
Changer mot de passe.......................................................................................................87
Gestion des niveaux d'accès par clé externe.....................................................................88
ACCESSOIRES............................................................................................................................... 89
INDEX.............................................................................................................................................. 91
PAGE 2 MANUEL D'UTILISATION DNC 60PS
Page 11
SÉCURITÉ, COPYRIGHT ET LICENCE
Consulter les pages de sécurité, de copyright et licence au début de ce
manuel.
A PROPOS DE CE MANUEL
Cette notice est conçue pour aider l'utilisateur à comprendre et utiliser la
commande numérique DNC 60 avec le maximum d'efficacité.
Afin d'obtenir le maximum de confort et de productivité de la commande
numérique, il conviendra de lire attentivement toute la notice.
Une table des matières et un index très bien organisé vous permettent
d'atteindre rapidement le sujet recherché.
Remarque: Dans ce manuel, il est considéré que la DNC est configurée
de manière à être opérationnelle (c.-à-d. paramètres machines et outils
programmés).
Ce manuel peut évoluer. C'est vous, utilisateurs, qui pouvez nous aider à
mieux vous aider. Si vous avez des remarques concernant ce document,
veuillez nous écrire à:
CYBELEC S.A.
Département Communication
Rue des Uttins 27
CH-1400 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-mail: info
@cybelec.ch
SECURITE, COPYRIGHT ET LICENCE PAGE 3
Page 12

Cette page a été intentionnellement laissée blanche.
PAGE 4 MANUEL D'UTILISATION DNC 60PS
Page 13
PAGE EASY BEND
La page EASY BEND est accessible par une double pression sur la touche
.
Easy Bend
Ep: 2.00 σ 45.00 Kg/mm2 Ac_Al_In_
p/m 1/1 CR __/ri 2.78
--MEM-- --POS--
90.0° mes __._°
Y1 293.11 350.92
Y2 293.11 351.05
L 136.0
X1 133.9 51.8
Lp 5000 Fp 78
Rx ___ Start Ext _
Vy __% __% ∆Tp _._s
PCV ___
Cette page permet de rapidement programmer un pli, ou / et interrompre
brièvement la production pour effectuer un seul pliage, ceci sans
modification ou perte de données du programme de production.
PROGRAMMATION D'UN PLI
Introduire l'épaisseur et les outils s'ils devaient être différents de la pièce
en cours de production.
Pour accélérer la programmation, les champs p/m ainsi que la matière
sont repris de la séquence 1 de la pièce de production en cours. La
modification de ces données n'affecte pas le programme en production.
Introduire l'angle du pli dans le champ
Introduire la hauteur
sera calculée automatiquement.
ou
directement la distance à laquelle devra
se positionner la butée X.
Introduire la longueur de pliage.
Le système calcule la pression et le bombage automatiquement.
L de l'aile (cote externe) la position de la butée X
L
Éventuellement introduire,
o le temps de maintien en pression (par défaut non programmé
= 0.5 s),
o le recul de la butée,
o la réduction de vitesse de pliage,
o la remontée lente, etc.
PAGE EASY BEND PAGE 5
Page 14
Presser le bouton START ou la pédale, les axes se positionneront aux
valeurs désirées. La commande numérique passe automatiquement en
mode semi-auto.
Actionnez la pédale pour plier.
Au retour du coulisseau, la DNC passe en mode programmation.
Vous pouvez introduire de nouvelles données ou actionner la pédale pour
un nouveau pliage.
Pressez la touche
pour retourner à la production.
EXPLICATION DES CHAMPS
Voir Explication des champs page 8.
PAGE 6 MANUEL D'UTILISATION DNC 60PS
Page 15
CRÉER UNE PIÈCE
Ce paragraphe explique comment l'on programme une pièce ainsi que la
méthode pour faire les corrections et l'enregistrement de la pièce.
PAGE SÉQUENCE
Cette page affiche toutes informations de pliage pour la séquence en cours.
C'est à dire la position demandée des axes Y et X (R, etc), la pression, le
recul de la butée, le bombage, le temps de maintien en pression etc.
Important Cette page affiche le résultat des calculs effectués lors de la programmation
d'une pièce en page L-alpha avec définition de l'ordre des plis.
L'opérateur peut modifier ces valeurs si nécessaires (spécialement le recul, le
temps de maintien en pression, le point mort haut).
Il évitera cependant de modifier directement les valeurs Y et X qui ont été
calculées par la DNC:
Si des modifications s'avèrent nécessaires pour ces axes, il faut utiliser la
page de correction.
Astuce Un opérateur peut programmer directement une pièce dans cette page sans
"passer" par la page L-alpha et définition de l'ordre des plis.
Cela simplifie beaucoup les manipulations, puisque toutes les informations
nécessaires au pliage se trouvent sur cette page.
Pour atteindre la page séquence presser la touche
La première pression affiche la page des cotes en grands caractères.
Une deuxième pression affiche toutes les cotes et fonctions de la séquence
courante en petits caractères.
Cette page s'affiche lors de la mise sous tension de la DNC.
Pour passer d'une séquence à l'autre, appuyez sur les touches
Lorsque la dernière séquence du programme est atteinte, la petite LED de la
touche
effectuée, une nouvelle séquence est crée avec le même contenu que la
dernière séquence. Un message COPIE est affiché.
s'allume. A ce moment si une pression sur la touche est
.
ou .
Sur cette page, la touche
important à un autre champ important.
La touche
peut être désactivée dans les paramètres machine.
CREER UNE PIECE PAGE 7
sert à déplacer le curseur sur tous les champs. Cette fonction
sert à déplacer le curseur d’un champ
Page 16
En cas de suppression d’une pièce, les données contenues dans les champs
Outil, le champ Épaisseur et les champs d’informations sur le Matériau
subsistent (si affichés). Ceci évite à l’opérateur de reprogrammer des données
inchangées.
P 1 P+__ N 1 / 4 CY __
PLAN 623-42.15
Ep: 2.00 σ 45.00 Kg/mm2 Ac_Al_In_
p/m 1/ 1 CR __/ri 2.78
--MEM-- --POS-- --COR--
90.0° mes____.__
Y1 293.11 350.92 ____.__
Y2 293.11 351.05 ____.__
L 136.0
X1 133.91 51.85 ____.__
Q ____ ____
Lp 5000 Fp 78
Rx _ ___ Start Ext _
Vy __% __% ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
EXPLICATION DES CHAMPS
P
P+
N __/__
CY
Ep
σ
Numéro de la pièce en mémoire de travail.
Numéro de la pièce suivante lors
d'enchaînement de programmes.
Numéro d'ordre du pli (séquence) à effectuer et
le nombre total de pli pour la pièce.
Nombre de fois que la séquence sera répétée.
(programmé à 0, la séquence sera sautée)
Épaisseur de la tôle.
Le symbole grec "Sigma" désigne la résistance
à la traction et à la rupture.
Ce champ ainsi que ceux du type de matière
peuvent êtres cachés (voir page
dans les paramètres machine).
Si ce champ est caché, la valeur par défaut est
Acier 45 kg/mm2, mais d'autres valeurs peuvent
être définies dans le champ adoc dans les
paramètres machine.
préférences
PAGE 8 MANUEL D'UTILISATION DNC 60PS
Page 17
p/m
CR/ri
--MEM--
--POS--
--COR--
Les champs
, Y1, Y2, etc. dépendent des axes programmés dans la
commande numérique.
Numéro du couple poinçon/matrice associé au
pli à exécuter.
Dans le champ P ou M pressez
pour
afficher la liste des outils.
Sélectionnez l’outil dans la liste puis pressez
de nouveau
pour revenir.
Nombre de plis demandés lorsqu'on travaille
par croquage. (min 4), et rayon interne du pli.
Cette colonne contient soit les valeurs
calculées par le système lors d'une simulation,
soit les valeurs programmées par l'opérateur.
Cette colonne indique la position réelle des
axes.
Cette colonne contient la somme des
corrections séquence et pièce introduites dans
la page CORRECTIONS.
L
Q
Lp
Fp
Rx
Hauteur de l'aile après le pliage. La DNC
calculera automatiquement la position de la
butée arrière de l'axe X.
L
Nombre de fois que les séquences de la pièce
seront répétées. Quantité de pièce à produire.
Le champ Q ne s'affiche que si le paramètre
dans la page
PREFERENCES est activé.
Longueur de pliage.
Force de pliage.
Recul de la butée. L'opérateur indique en mm
la distance de recul. Si rien n'est programmé, le
coulisseau ne s'arrête pas au PCT. Pas de recul.
Si la valeur 0 est introduite, le coulisseau
s'arrête au PCT, puis exécute le pli
immédiatement sans effectuer de recul.
Le champ entre le Rx et la valeur du recul sert
à définir le mode de recul.
_ = le coulisseau s'arrête au PCT et attend que
le recul soir effectué pour effectuer le pli.
1 = le coulisseau s'arrête au PCT, puis
repart immédiatement, en même temps que
s'effectue le recul.
CREER UNE PIECE PAGE 9
Page 18
Start ext
Vy
Si rien n'est programmé dans ce champ, le
départ des axes se fait automatiquement au
PMB ou au PCT ou au PMH selon le choix
exécuté dans les paramètres machine.
Si 1 est programmé, le départ se fera en
fonction de la configuration faite par le
constructeur.
- Dans la plupart des configurations, il
suffira de donner un ordre de descente. Sur cet
ordre, les axes se positionnent, ensuite il faudra
donner un deuxième ordre de descente pour
faire mouvoir le coulisseau.
- Dans d'autres configurations, il faudra
presser le bouton start prévu à cet effet.
- Si le message ZONE TOL apparaît, c'est
qu'un ordre de descente a été donné et que les
axes ne sont pas positionnés à la séquence
courante. Donner un start avec le bouton prévu
ou sur le panneau avant de la DNC.
Vitesse de pliage du coulisseau.
Programmé à 0, la vitesse sera de 1 mm/s.
Programmé à 9, la vitesse sera de 10 mm/s.
(Si la machine est capable d'atteindre cette
vitesse de pliage).
Vy
Vitesse de remontée du PMB au PCT.
Programmable de 0 (lent) à 9 (rapide).
Permet de varier la vitesse de remontée du
coulisseau jusqu'au PCT. (Fonction dépendante
de l'hydraulique de la machine).
∆Tp
Temporisation de maintien du coulisseau en
pression.
PMH
PCV
Distance du point mort haut.
Distance du point de changement de vitesse du
coulisseau.
F1 - F5, Bo
Valeur des fonctions auxiliaires F1 à F5 et du
bombage.
Les fonctions auxiliaires ne s'affichent que si la
fonction est configurée.
Ces champs peuvent également être reprogrammés par l'utilisateur.
Cependant, certains d'entre eux sont liés, c'est-à-dire que la modification de
l'un entraîne une modification de l'autre.
PAGE 10 MANUEL D'UTILISATION DNC 60PS
Page 19
PROGRAMMATION DANS LA PAGE SÉQUENCE
Dans ce manuel, il est considéré que la DNC est configurée de manière à être
opérationnelle (c.-à-d. paramètres machines et outils programmés).
2 méthodes de programmation sont accessibles par l'opérateur.
Le plus rapide
La programmation directe.
La programmation directe est la méthode la plus rapide pour un
opérateur expérimenté, car toute la programmation de la pièce se fait
sur la même page. Elle permet de programmer directement les
positions des axes, et elle calcule la profondeur de pliage en
fonction de l'angle introduit.
Avec calcul du développé
La méthode L-alpha.
La méthode L-alpha permet d'entrer un profil à plier avec les cotes
extérieures et angle de chaque face. La DNC calculera la longueur
développée:
Après avoir programmé la suite des plis la DNC calculera la
position des butées.
Explication de cette méthode dans le chapitre Annexe F:
Programmation selon L-alpha à la page 37
Comme mentionné au début de ce chapitre, la page SEQUENCE est
automatiquement programmée lorsque la pièce a été introduite selon la
méthode L-alpha.
PROGRAMMATION DIRECTE
Exemple de programmation
La pièce suivante est à réaliser.
Ep: 2.0 mm
Lp: 1000mm
L'ordre de plis est le suivant:
CREER UNE PIECE PAGE 11
Page 20
Pli 1 sur FACE 1 et APPUI 0
Pli 2 sur FACE 3 et APPUI 4
Pli 3 sur FACE 2 et APPUI 3
Effacement de la mémoire Appeler la page séquence avec la touche
Vider la mémoire de travail.
En cas de suppression d’une pièce, les données contenues dans les
champs Outil, le champ Épaisseur et les champs d’informations sur le
Matériau subsistent (si affichés). Ceci évite à l’opérateur de
reprogrammer des données inchangées.
Placer le curseur dans le champ N (rappel:
le curseur au haut de la page).
.
+ positionne
Introduire 99 et presser la touche
PAGE 12 MANUEL D'UTILISATION DNC 60PS
.
Page 21
P 125 P+__ N 99 / 4 CY __
Ep: __.__ σ __.__ Kg/mm2
p/m _/_ CR __/ri __.__
--MEM-- --POS-- --COR- __._° mes____.__
Y1 ____.__ 350.92 ____.__
Y2 ____.__ 351.05 ____.__
X ____.__ 51.85 ____.__
Q ____ ____
Lp ____ Fp ___ TON
Rx ___ Start ext _
Vy _ _ ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: __
1ère séquence Introduire l'épaisseur, le sigma, les outils comme ci-dessous:
P 0 P+__ N 1 / 1 CY __
Ep: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
Programmer 90 dans le champ ,
en quittant le champ, le système calcule la valeur des axes Y1 et Y2.
Introduire 58.0 dans le champ X (position de la butée pour ce premier
pli).
Introduire la longueur de pliage 1000.
Le système calcule la pression et le bombage automatiquement.
Éventuellement introduire, le temps de maintien en pression (par
défaut non programmé = 0.5 s), le recul de la butée, la réduction de
vitesse de pliage, la remontée lente, etc.
Presser la touche avance séquence
séquence dans la séquence 2.
Le message COPIE est affiché., le champ N passe à 2.
La LED de la touche reste allumée, indiquant que l 'on se trouve sur la
dernière séquence.
2eme séquence L'écran suivant est affiché:
Remarque: les valeurs Y1, Y2, Fp et Bo seront différentes car elles sont
calculées en fonction des outils programmés. Les valeurs POS
Y1, Y2 et X seront également différentes car elles affichent la
position réelle des axes.
, pour copier cette première
CREER UNE PIECE PAGE 13
Page 22
P 0 P+__ N 2 / 2 CY __
Ep: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0° mes____.__
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
X 58.00 51.85 ____.__
Q ____ ____
Lp 1000 Fp 19
Rx ___ Start ext _
Vy _ _ ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
Modifier les valeurs qui diffèrent pour cette séquence, en l'occurrence
introduire la valeur 18 dans le champ X.
P 0 P+__ N 2 / 2 CY __
Ep: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0° mes____.__
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
X 18.00 51.85 ____.__
Q ____ ____
Lp 1000 Fp 19
Rx ___ Start ext _
Vy _ _ ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
PAGE 14 MANUEL D'UTILISATION DNC 60PS
Page 23
Presser la touche avance séquence
séquence dans la séquence 3.
Le message COPIE est affiché., Le champ N passe à 3. La LED de la
touche reste allumée, indiquant que l 'on se trouve sur la dernière
séquence.
3eme séquence: L'écran suivant est affiché:
P 0 P+__ N 3 / 3 CY __
Ep: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0° mes____.__
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
X 18.00 51.85 ____.__
Q ____ ____
Lp 1000 Fp 19
Rx ___ Start ext _
Vy _ _ ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
, pour copier cette deuxième
Modifier les valeurs qui diffèrent pour cette séquence, en l'occurrence
introduisez la valeur 48 dans le champ X.
La programmation de la pièce est terminée.
Mémorisation Si vous désirez mémoriser:
Placer le curseur sur le champ P.
(
et
Introduire le numéro que vous voulez donner à cette pièce.
Appuyer sur
choisir un autre numéro pour sauver cette pièce).
La pièce sera mémorisée dans la mémoire interne avec le numéro que
vous venez de lui attribuer.
Cependant, elle reste présente dans la mémoire de travail.
Passer mode semi-automatique
Appeler la séquence 1
Exécuter le premier pli
pour positionner le curseur au haut de la page.)
(si le système répond par le message EXISTE,
.
CREER UNE PIECE PAGE 15
Page 24
CORRECTION
Il peut arriver que l'angle plié soit légèrement supérieur ou inférieur à l'angle
programmé.
L'opérateur a alors la possibilité d'introduire la valeur réelle de l'angle plié.
La DNC corrigera les cotes des axes Y1 et Y2 en conséquence.
Les corrections peuvent être introduites dans deux pages différentes:
Page corrections (Voir explication à la page 66).
Page séquence.
P 0 P+__ N 1 / 4 CY __
Ep: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0° mes 91.20
Y1 229.60 350.92 ____.__
Y2 229.60 351.05 ____.__
X 58.00 51.85 ____.__
Q ____ ____
Lp 1000 Fp 19 TON
Rx ___ Start ext _
Vy _ _ ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
La méthode de travail est préconisée comme suit:
Programmer ou appeler la pièce-
Passer en mode semi-auto.
Effectuer le premier pli.
Mesurer le résultat.
Passer en mode programmation.
Introduire l'angle mesuré dans le champ COR (voir ci-dessus). La
DNC calcule automatiquement les corrections à apporter dans Y1 et
Y2.
Apporter si nécessaire, les corrections sur les axes de butées.
Plier une seconde pièce sur le premier pli pour contrôler les
corrections.
Passer à la séquence suivante et procéder de même pour les séquences
suivantes.
Lorsque tous les plis sont corrects, passer en mode automatique et
produire normalement.
La correction introduite ci-dessus est appliquée seulement sur la séquence
courante. Chaque autre séquence doit être corrigée individuellement.
Une correction par pièce est possible dans la page CORRECTION (Voir
explication à la page 66).
PAGE 16 MANUEL D'UTILISATION DNC 60PS
Page 25
GESTION DES PIÈCES
Ce chapitre indique comment gérer les pièces (programmes) stockés dans la
commande numérique.
LISTE DES PIÈCES
Presser la touche
P 1 NEW_P
PLAN 623-42.15
SEQUENCES PROGRAMMEES 42
LIBRES 564
-LISTE DE PIECES DANS LA MEMOIRE 1 2 11 222 997 ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
La partie supérieure de l'écran affiche le numéro de la pièce se trouvant en
mémoire de travail, ainsi que le numéro de dessin de cette pièce.
La DNC affiche également le nombre de séquences programmées, ainsi que
le nombre de séquences encore disponibles dans la mémoire interne.
Ensuite sont affichés, dans l'ordre croissant, les numéros de toutes les pièces
stockées dans la mémoire interne.
Le champ NEW_P permet à l'opérateur de créer une nouvelle pièce
directement à partir de cette page.
Positionner le curseur sur NEW_P et presser la touche
RECHERCHE DE PIÈCES SELON CRITÈRES
Presser une nouvelle fois la touche .
.
GESTION DES PIECES PAGE 17
Page 26
P 28
-- CRITERES - PLAN
p/m __/__
Ep __.__
Lp _____
Ldév ____.__
-- LISTE PIECES - P PLAN p/m
___ __/__
___ __/__
___ __/__
Cette page permet d'afficher une liste de pièces recherchées selon un ou
plusieurs critères tels que le numéro de plan, l'épaisseur, la longueur de
pliage ou / et la longueur développée.
Sous le titre -- CRITERES-- sont affichés les différents critères selon
lesquels il est possible de rechercher les pièces.
Ces critères peuvent être combinés, c'est à dire que l'on peut demander, par
exemple, la liste de toutes les pièces mémorisées et utilisant un certain couple
d'outillage et ayant une épaisseur matière particulière.
Dans la deuxième moitié de l'écran sera affiché la liste des pièces répondant
aux critères de sélection définis.
Pour effectuer une recherche par critères, procédez comme suit:
Introduire le ou les critères de sélection dans les champs prévus à cet
effet.
Laisser le curseur dans l'un des champs de critères.
Appuyer sur
Si la liste comprend plus de 7 pièces, vous pouvez voir la ou les pages
suivantes en appuyant sur
.
.
APPELER UNE PIÈCE
Cette opération recherche une pièce dans la mémoire interne et la place dans
la mémoire de travail.
Appeler une pièce est possible à partir de toutes les pages sur lesquelles il est
possible de positionner le curseur sur le champ P ou PLAN.
Attention: La pièce appelée "écrase" la pièce en cours dans la mémoire de
travail, veillez donc à mémoriser si nécessaire la pièce en cours avant
d'appeler une autre pièce.
Introduire le numéro de la pièce dans le champ P ou le numéro de
plan dans le champ PLAN.
Laisser le curseur sur le champ qui vient d'être programmé.
Appuyer sur
mémoire de travail (l'original de cette pièce reste, bien entendu,
conservé dans la mémoire interne).
PAGE 18 MANUEL D'UTILISATION DNC 60PS
. La pièce recherchée est alors copiée dans la
Page 27
MÉMORISER UNE PIÈCE
Cette opération a pour but de sauvegarder une pièce se trouvant dans la
mémoire de travail.
Mémoriser une pièce est possible à partir de toutes les pages sur lesquelles il
est possible de positionner le curseur sur le champ P.
A noter qu'après la mémorisation, la pièce reste présente dans la mémoire de
travail.
Pour mémoriser une pièce, procédez comme suit:
Si vous désirez donner un numéro ou un nom de dessin à la pièce,
remplir le champ PLAN. Cette opération est facultative.
Introduire le numéro de la pièce dans le champ P.
Laisser le curseur dans le champ P.
Appuyer sur la touche
Si le système affiche le message EXISTE, choisir un autre numéro.
Si vous désirez mémoriser une pièce avec un numéro existant déjà (p. ex.
après la modification d'une pièce), vous devez d'abord supprimer dans la
mémoire interne la pièce qui porte le même numéro
Note: Attention les N° de pièce 998 et 999 sont réservés à des fonctions spéciales.
998 pour le stockage temporaire du contenu de la mémoire de travail
durant le transfert PC<->DNC.
999 pour l'effacement total de la mémoire interne (voir page 20).
.
SUPPRIMER UNE PIÈCE
Appeler la page liste de pièces.
Positionner le curseur sur le champ P et introduire le numéro de la
pièce à supprimer.
Appuyer sur
.
A noter que cette action n'agit pas sur la mémoire de travail.
GESTION DES PIECES PAGE 19
Page 28
SUPPRIMER TOUTES LES PIÈCES
Attention cette opération efface la totalité des pièces stockées dans la mémoire interne
sans possibilité d'annulation de cette commande.
Appeler la page liste des pièces.
Introduire la valeur
Appuyer sur
999 dans le champ P.
.
PAGE 20 MANUEL D'UTILISATION DNC 60PS
Page 29
ANNEXE A: CONVENTIONS
De manière générale, dans ce manuel, il ne sera pas répété comment valider
un champ, sélectionner un outil, appeler une page ou effectuer d'autres
manipulations de base.
CONVENTIONS TYPOGRAPHIQUES
Arial gras Citations des textes tels que visibles à l'écran.
Arial gras italique Sert à indiquer le nom d'une entrée ou d'une
sortie de la DNC.
Italique Renvoi à un élément écrit, un paragraphe ou un
manuel.
Par exemple: Voir Annexe A: Conventions.
ABRÉVIATIONS / GLOSSAIRE
Explications des abréviations qui ne sont pas des champs visibles dans les
pages de la commande numérique.
PMH Point mort haut.
PCV Point de changement de vitesse, c'est à dire le
passage de vitesse d'approche en vitesse de
pliage en phase de descente.
PSS Point de sécurité. Ce point est calculé en
fonction de la hauteur des outils et de l'épaisseur
de la matière.
PCT Point de contact tôle. (voir page 56).
PMB Point mort bas.
LED Light Emitting Diode. Petite lampe rouge
servant d'indicateur lumineux.
CONVENTIONS PAGE 21
Page 30

Cette page a été intentionnellement laissée blanche.
PAGE 22 MANUEL D'UTILISATION DNC 60 PS
Page 31

ANNEXE B: L'INTERFACE UTILISATEUR
L'ÉCRAN
L'écran affiche les pièces, outils, paramètres machines ainsi que toutes les
informations utiles à la programmation et au travail sur machine.
Les touches situées sur la face avant de la DNC, sont utilisées pour la
sélection des pages écran et l'introduction des données.
Un curseur indique l'endroit où peut intervenir l'utilisateu r.
Dans toutes les pages, lors de son affichage le curseur se positionne sur le
champ programmable sur lequel il se trouvait lors de la dernière intervention
sur la page.
Vous pouvez déplacer le curseur sur le champ précédent ou suivant en
pressant la touche
il y a un "autorepeat" qui fait avancer ou reculer le curseur tant que la touche
est maintenue.
Plus rapidement Quelle que soit la position du curseur dans la page, la pression de la touche
puis simultanément de la touche
premier champ programmable de la page.
ou . En maintenant pressée l'une des touches,
positionne le curseur sur le
LE CLAVIER
Le clavier est réparti en six zones:
Clavier numérique
Touches de sélection des pages écran
Zone mode de travail
Les commandes
Les touches curseur
Les touches mode manuel
CLAVIER NUMÉRIQUE
Les touches numériques ainsi que les touches et
introduire des nombres ou des valeurs dans les différents champs.
L'INTERFACE UTILISATEUR PAGE 23
servent à
Page 32

SÉLECTION DES PAGES ÉCRAN
Touche menu principal
Touche à double fonction
Une première pression de la touche donne
accès à la page MENU PRINCIPAL.
Une seconde pression de la touche permet
l'affichage de la Page
Touche liste pièces
Touche à double fonction.
Une première pression de la touche
permet l'affichage de la liste des pièces
dans la mémoire DNC.
Une seconde pression de la touche
permet l'affichage de la page de
recherche de pièces selon critères.
Touche pièce
Touche à triple fonction.
Une première pression de la touche
permet l'affichage des valeurs
Longueurs-angles (L-alpha).
Une seconde pression de la touche
permet l'affichage de l'ordre des plis avec
leurs appuis respectifs.
Une troisième pression de la touche
permet l'affichage des cotes de pliages
qui sont calculées en fonction des
valeurs introduites dans la page
précédente.
EASY BEND.
Touche séquence
PAGE 24 MANUEL D'UTILISATION DNC 60 PS
Touche à double fonction.
Touche correction
Cette touche permet l'affichage de la page
correction qui permet d'effectuer des
corrections sur la séquence courante, ainsi que
sur toute la pièce.
Une première pression affiche la page
des cotes en grands caractères.
Une deuxième pression affiche toutes les
cotes et fonctions de la séquence
courante.
Page 33

LES MODES DE TRAVAIL
Mode programmation.
Permet l'introduction, la modification et la
lecture des données ainsi que la mémorisation,
la recherche et le transfert des programmes.
Mode manuel.
Autorise le déplacement des axes et des
fonctions auxiliaires au moyen des touches
Mode semi-automatique.
Permet un cycle machine aux valeurs de la
séquence en cours sans changement
automatique de séquence.
Ce mode est utilisé pour les réglages lors de la
réalisation de la première pièce, ainsi que pour
des pièces ne comportant qu'un seul pli.
Le changement de séquence s'effectue au
moyen des touches
Note: Le compteur de pièce Q ne fonctionne
pas dans ce mode.
Mode automatique.
Mode normal pour la production de pièces. La
DNC changera automatiquement de séquences
après chaque pli.
Le passage direct depuis le mode
"programmation" forcera automatiquement la
1ère séquence du programme.
Le passage depuis le mode "programmation",
d'abord par le mode "semi-automatique" puis
"automatique", conservera la séquence
courante pour exécution.
Cela permet de reprendre une pièce en cours
sans devoir faire des cycles "à vide".
.
.
L'INTERFACE UTILISATEUR PAGE 25
Page 34

LES COMMANDES
Touche supprime.
Permet l'effacement d'une séquence ou d'un
programme pour autant que le curseur se
trouve sur les champs PIECE ou N.
Ne fonctionne qu'en mode programmati on.
Touche "clear" ou efface.
Cette touche permet l'effacement des données
pointées par le curseur.
Attention: une double pression de cette touche
efface, dans la majorité des pages, toutes les
données de la page.
Touche recherche.
Selon la position du curseur permet:
- la recherche d'une pièce
- la recherche d'une séquence
- la recherche d'un outil
- la recherche d'une page écran
- le lancement d'un calcul de faisabilité
d'une pièce
- la transformation des valeurs L-alpha en
cotes machine
- le calcul de la longueur développée de la tôle.
- l'exécution d'un transfert
Ne fonctionne qu'en mode programmation.
Touche mémorisation / insertion / teach .
Selon la position du curseur, permet de sauver
le programme courant dans la mémoire interne
DNC, ou de créer (insérer) une nouvelle séquence au milieu d'un programme existant, ou
de copier (teach) la valeur d'un axe positionné
manuellement dans la séquence courante.
Touche valide seulement en mode
programmation (mémorisation et insertion) et
en mode manuel (teach).
PAGE 26 MANUEL D'UTILISATION DNC 60 PS
Page 35

LES TOUCHES CURSEUR
Touche avance séquence / avance page
Cette touche permet le défilement de page d'un
même type. Permet également de passer à la
page suivante lorsqu'une série d'informations
occupe plusieurs pages.
Par exemple: séquence d'un programme
pages poinçons-matrices
pages production
pages paramètres
Permet en plus en mode programmation la
création d'une séquence identique (fonction
copie) à la précédente pour autant que celle-ci
soit la dernière du programme.
La LED incorporée indique si la séquence
courante est la dernière du programme.
Touche recul page /recul séquence
et
Fonction inverse de la touche
Permet le défilement en arrière de pages d'un
même type.
Fonctionne dans tous les modes à l'exception
du mode automatique.
Curseur vers le haut, sur le prochain champ
accessible. En maintenant pressée cette touche,
un "autorepeat" fait reculer le curseur tant que
la touche est maintenue.
Curseur vers le bas, sur le prochain champ
accessible. En maintenant pressée cette touche,
un "autorepeat" fait avancer le curseur tant que
la touche est maintenue
Cette combinaison de touche positionne le
curseur au haut de la page en cours.
L'INTERFACE UTILISATEUR PAGE 27
Page 36

ZONE "MANUEL"
Touche start
Commandera :
- Le déplacement des axes et des fonctions
auxiliaires. Pendant un mouvement d'axe la
LED s'allumera (exception pour le
coulisseau).
- Une prise d'index au coulisseau (en option
selon la configuration sur d'autres axes)
lors de la première pression de cette
touche après l'enclenchement de la DNC.
Pour indiquer qu'il s'agit d'une prise d'index la
LED reste constamment allumée, jusqu'à
réception des index. La prise d'index n'est
possible qu'en mode
Touche stop
.
Selon le mode de travail sélectionné, arrêtera
les axes ou fonctions auxiliaires en
mouvement, ou stoppera le calcul en exécution.
Lorsque la DNC se trouve en mode de transfert
(RS232) la touche STOP permet de terminer le
transfert.
Touches de déplacement manuel des axes
sélectionnés.
Permet dans les paramètres machine de
configurer le type d'axe, les entrées/sorties et
de sélectionner l'affichages des axes N2X.
ou .
PAGE 28 MANUEL D'UTILISATION DNC 60 PS
Page 37

ANNEXE C: MENU PRINCIPAL
En appuyant sur la touche en haut à droite du clavier, vous verrez
apparaître le menu principal.
CHOIX ? __
1 NOUVELLE PIECE
2 EASY BEND
3 LISTE PIECES DNC / CRITERES
4 LISTE POINCONS
5 LISTE MATRICES
6 PROGR.POINCONS / MATRICES
7 PIECE POINCONS / MATRICES
8 PIECE STATUS; L-
9 PIECE PLIS; APPUIS
10 PIECE X; ;Y
11 PROGR.ORIGINES AXES
12 TRANSFERT DNC <-> PC
13 PARAMETRES MACHINE
14 CONTROLES MACHINE
Quelle que soit la page-écran dans laquelle vous vous trouvez, vous pouvez
toujours accéder au menu principal par la touche
permettra de circuler dans les différentes pages.
L'option désirée est choisie en inscrivant le numéro de l'option dans le champ
CHOIX sur la première ligne de l'écran et en pressant la touche
recherche
.
, ce qui vous
MENU PRINCIPAL PAGE 29
Page 38

CHOIX DU MENU PRINCIPAL
1 NOUVELLE PIECE Crée une nouvelle pièce et affiche la page séquence, prêt
pour introduire les données.
2 EASY BEND Accède à la Page EASY BEND
Permet de rapidement programmer un pli ou / et
d'interrompre la production pour vite faire un autre travail
(pli) sans perte ou modification du programme en production.
3 LISTE PIECES DNC / CRITERES Cette double page affiche la liste des pièces
contenues dans la mémoire DNC et permet la recherche
sélective de pièces.
4 LISTE POINÇONS Affiche la liste des poinçons.
5 LISTE MATRICES Affiche la liste des matrices.
6 PROGR. POINÇONS / MATRICES A partir de cette page, il est possible d'appeler, de
programmer ou de supprimer une matrice ou un poinçon.
7 PIECE POINÇONS / MATRICES Cette page permet de modifier, pour la pièce
uniquement, la référence d'un outil.
8 PIECE STATUS; L;
9 PIECE PLIS; APPUIS Affiche la page permettant la programmation ou la
10 PIECE X;
11 PROGR. ORIGINES AXES Permet la programmation du compteur de position des axes.
12 TRANSFERT DNC <-> PC Permet le transfert bidirectionnel global ou partiel de pièces,
13 PARAMETRES Fait apparaître une série de pages permettant d'introduire,
MACHINE de visualiser et de modifier les paramètres machine.
14 CONTROLES MACHINE Page permettant de contrôler et de modifier l'état de certaines
; Y Affiche pour chaque séquence la position calculée des axes.
Appelée généralement page L-alpha, cette page affiche et
permet la programmation de pièces en mode "longueurs et
angles".
modification de l'ordre de pliage.
outils ou paramètres machine entre la mémoire interne fixe
DNC et un ordinateur PC.
entrées et sorties (selon la configuration).
PAGE 30 MANUEL D'UTILISATION DNC 60 PS
Page 39

ANNEXE D: LES MODES DE TRAVAIL MACHINE
3 modes de travail sont généralement disponibles au niveau de la machine.
Le fonctionnement est décrit ci-après.
Selon les constructeurs et les normes de sécurité en vigueur dans le pays, le
fonctionnement peut être différent.
Mode réglage
Mode sensitif
Mode automatique
Ces modes sont indépendants des modes
peuvent être combinés. Exception: le mode réglage
MODE RÉGLAGE
Ce mode ne fonctionne que si la DNC se trouve en mode .
Si ce n'est pas le cas, la presse refusera de descendre.
Dans ce mode, le tablier ne fonctionne qu'en vitesse de pliage avec la
pression et la vitesse programmées dans la séquence courante.
Le point mort haut de la séquence en cours est actif, il ne sera donc pas
possible de monter le coulisseau au delà de ce point.
Par contre, le point mort bas programmé dans la séquence est inactif. Ainsi
seul l'arrêt de l'ordre de descente, ou un arrêt mécanique (poinçon dans la
matrice), ou le fin de course bas, vont stopper le coulisseau dans la phase
descente.
de la DNC et
MODE SENSITIF
DNC en mode
Le fonctionnement est identique au mode réglage, sauf que le retour au PMH
s'effectue en une seule fois.
LES MODES DE TRAVAIL PAGE 31
Page 40

DNC en mode ou
La presse effectue son travail de façon conventionnelle, soit:
Approche à grande vitesse
Ralentissement
Arrêt sécurité (si le mode l'exige)
Pliage
Point mort bas
C'est au point mort bas (PMB) que les différences s'opèrent.
La DNC reste en pression au point mort bas jusqu'à la disparition de l'ordre
de descente, ceci indifféremment de la temporisation de maintien en
pression au PMB.
Lorsque la commande descente est supprimée, la DNC reste au PMB sans
pression ni commande descente, jusqu'à réception d'un ordre de montée
qu'elle exécutera aussitôt.
MODE AUTOMATIQUE
Ce mode fonctionne de façon similaire au mode sensitif, sauf que la
remontée du coulisseau se fait automatiquement lorsque le temps de maintien
en pression programmé dans la séquence courante est écoulé.
Ceci même si la commande descente reste active.
NB: Dans tous ces modes, l'ordre montée est prioritaire. Il est exécuté
immédiatement dès sa réception.
PAGE 32 MANUEL D'UTILISATION DNC 60 PS
Page 41

ANNEXE E: PROGRAMMATION DES OUTILS
La DNC 60 dispose de plusieurs pages permettant de consulter la liste des
outils existants, de les visualiser et / ou d'en programmer de nouveaux.
La mémoire de la DNC 60 peut contenir au maximum 20 poinçons,
30 matrices.
LISTE DES POINÇONS
Depuis le menu principal choisir l'option LISTE POINCONS.
Le système affiche la liste des poinçons se trouvant en mémoire, avec
le numéro et les caractéristiques de chaque poinçon:
LISTE p/m 1/ 1
p/m 1/__ __/__ __/__ __/__
POINCON
p 90° ___° ___° ___°
hp 100.00 ___.__ ___.__ ___.__
r 1.50 ___.__ ___.__ ___.__
TON/M 100 ___ ___ ___
MATRICE
Ve ___.__ ___.__ ___.__ ___.__
m ___° ___° ___° ___°
hm ___.__ ___.__ ___.__ ___.__
rm ___.__ ___.__ ___.__ ___.__
TON/M ___ ___ ___ ___
REF Y ___.__ ___.__ ___.__ ___.__
SEC X ___.__ ___.__ ___.__ ___.__
Si votre DNC contient plus de 4 poinçons, vous pouvez appeler la ou les
page(s) suivante(s) en appuyant sur
.
LISTE DES MATRICES
Depuis le menu principal, choisissez l'option LISTE MATRICES.
La consultation de la liste des matrices peut se faire de la même manière que
celle expliquée pour les poinçons.
PROGRAMMATION DES OUTILS PAGE 33
Page 42

PROGRAMMATION DES POINÇONS / MATRICES
EXPLICATIONS GÉNÉRALES
La programmation des outils s'effectue en introduisant ses valeurs et
dimensions dans la page telle que représentée ci-après.
Appeler la page PROGRAMMATION POINCONS / MATRICES
(via le menu principal).
p
hp
rp
TON/M
Ve
m
hm
rm
TON/M
REF Y
Angle du poinçon.
Hauteur du poinçon entre la partie la plus basse
du coulisseau et la pointe du poinçon.
Rayon du poinçon.
Force maximale que supporte le poinçon par
mètre linéaire.
Largeur du V de la matrice.
Angle du V de la matrice.
Hauteur de la matrice depuis la surface de la
table.
Rayon de la matrice.
Force maximale que supporte la matrice par
mètre linéaire.
Somme de hp et hm.
Cette valeur est automatiquement calculée lors
de la programmation des couples. Voir La
référence des outillages.
SEC X
a: et b:
PAGE 34 MANUEL D'UTILISATION DNC 60 PS
Distance de sécurité X.
(Non programmé = ½ ouverture du V)
Dimensions de la matrice et de la table selon le
dessin affiché à l'écran.
Page 43

PROGRAMMATION D'UN POINÇON
Dans la page PROGRAMMATION POINCONS / MATRICES,
efface les valeurs contenues sur la page en pressant deux fois la
touche
Remplir les différents champs.
Si vous désirez sauvegarder ce nouveau poinçon, procédez comme
suit:
a) Positionner le curseur dans le champ PROGR. p/m et introduire
le numéro de ce poinçon comme indiqué ci dessous.
Attention: Le N° de matrice ne doit pas être programmé.
b) Appuyer sur
c) Si le système répond par le message EXISTE, choisissez un
numéro différent.
.
.
PROGR. p/m 1/__
POINCON
p 90°
hp 100.00
rp 1.50
TON/M 100
MATRICE
Ve 15.00
m 90°
hm 100.00
rm 1.50
TON/M 100
REF Y 200.00
SEC X 10.00
a: 20
b: 30
Créer un poinçon par modification d'un poinçon existant
Dans la page PROGRAMMATION POINCONS / MATRICES.
Appeler le poinçon qui servira comme base.
Pour cela placer le curseur dans le champ p, introduire le numéro
désiré et presser la touche
Modifier les valeurs selon la nécessité.
Sauvegarder le nouveau poinçon en introduisant son numéro dans le
champ p/ et presser la touche
PROGRAMMATION DES OUTILS PAGE 35
.
.
Page 44

MODIFIER UN POINÇON EXISTANT
Dans la page PROGRAMMATION POINCONS / MATRICES.
Appeler le poinçon qui servira comme base.
Pour cela placer le curseur dans le champ p, introduire le numéro
désiré et presser la touche
Modifier les valeurs selon la nécessité.
Pour pouvoir mémoriser ce poinçon avec le même numéro, il faut
d'abord supprimer de la mémoire interne l'ancienne version.
Placer le curseur sur le numéro du poinçon et appuyez sur la touche
Laisser le curseur au même endroit et appuyer sur
Attention: Le N° de matrice ne doit pas être programmé.
L'ancienne version de votre poinçon est maintenant remplacée par la
nouvelle qui portera le même numéro.
.
SUPPRIMER UN POINÇON
Appeler la page LISTE POINÇONS (Via le menu principal).
Introduire le numéro du poinçon à supprimer dans le champ p/.
.
Appuyer sur .
PROGRAMMATION D'UNE MATRICE
La programmation d'une matrice s'effectue de façon analogue à celle d'un
poinçon mais dans le champ /m.
PAGE 36 MANUEL D'UTILISATION DNC 60 PS
Page 45

ANNEXE F: PROGRAMMATION SELON L-ALPHA
Dans ce manuel, il est considéré que la DNC est configurée de manière à être
opérationnelle (c.-à-d. paramètres machines et outils programmés).
La méthode L-alpha.
La méthode L-alpha permet d'entrer un profil à plier avec les cotes
extérieures et angle de chaque face. La DNC calculera la longueur
développée:
Après avoir programmé la suite des plis la DNC calculera la position des
butées.
Avant de commencer la programmation d'une pièce, assurez-vous que vous
avez, dans la mémoire de la DNC, les outils nécessaires pour fabriquer la
pièce, et notez quelque part les numéros du poinçon et de la matrice que vous
décidez d'utiliser.
Pour ce faire, procéder comme décrit ci-après:
Si vous connaissez déjà les outils présents dans la DNC, vous pouvez passer
directement au chapitre Programmation dans la page L-alpha, voir page 38.
Consulter la liste des poinçons
Dans le champ P ou M pressez pour afficher la liste des outils.
Sélectionnez l’outil dans la liste puis pressez de nouveau
Si vous ne trouvez aucun poinçon correspondant à vos besoins, vous pouvez
en créer un.
Reportez-vous dans ce cas au chapitre Annexe E: Programmation des outils
page 33.
Si plus de quatre poinçons sont programmés, presser la touche
les visualiser.
pour revenir.
pour
Consulter la liste des matrices
Procédez de la même façon que celle décrite ci-dessus pour les poinçons;
accès depuis le menu principal, LISTE MATRICES.
PROGRAMMATION SELON L-ALPHA PAGE 37
Page 46

PROGRAMMATION DANS LA PAGE L-ALPHA
La page PIECE STATUS est souvent appelée page L-alpha de par la
méthode de programmation.
Dans cette page, on programme une pièce en définissant son profil par la
longueur et l'angle de chaque face.
Appelez la page L-alpha au moyen de la touche
menu principal en choisissant PIECE STATUS.
Cette page se présente de la façon suivante:
, ou en passant par le
P 0 P+ ___ N 1 I/mm
PLAN CAL_/__.__
p/m __/__ Ac:_ Al:_ In:_
Ep: __.__ σ Kg/mm2___.___
Lp _____ L dév ____.__
-N- -L-.. - - -p/m- -ri- CR ..TOL
1 ____.__ ____._°__/__ ____.__ __ ___
2 ____.__ ____._°__/__ ____.__ __ ___
3 ____.__ ____._°__/__ ____.__ __ ___
4 ____.__ ____._°__/__ ____.__ __ ___
5 ____.__ ____._°__/__ ____.__ __ ___
6 ____.__ ____._°__/__ ____.__ __ ___
7 ____.__ ____._°__/__ ____.__ __ ___
8 ____.__ ____._°__/__ ____.__ __ ___
9 ____.__ ____._°__/__ ____.__ __ ___
10 ____.__ ____._°__/__ ____.__ __ ___
Remarque: Dans les pages suivantes, vous trouverez une explication systématique de
tous les champs figurant dans la page L-alpha.
Si vous désirez juste suivre la procédure, vous pouvez passer directement au
chapitre Méthode L-alpha page 42.
PAGE L-ALPHA : EXPLICATION DES CHAMPS
P
Numéro de la pièce
- se trouvant en mémoire de travail ou
- à créer ou
- à rechercher
Le numéro de la pièce doit être un nombre de
maximum 3 chiffres compris entre 1 et 997.
(998 et 999 sont des N° réservés)
Si la pièce est créée à partir d'une page vide, le
champ contient le nombre 0.
Le champ conservera cette valeur tant que la
pièce n'aura pas été mémorisée.
PAGE 38 MANUEL D'UTILISATION DNC 60 PS
Page 47

P+
Numéro de la prochaine pièce qui sera
exécutée automatiquement.
Si ce champ est laissé vide, lors de l'exécution
de la dernière séquence de la pièce, le
programme retournera à la première séquence
de la pièce courante.
S'il comporte un N° de pièce, celle-ci sera
exécutée immédiatement à la fin de la pièce en
cours.
Cela permet d'enchaîner plusieurs programmes
à la suite. Ne pas oublier de programmer dans
le dernier programme le N° du premier
programme afin de fermer la boucle.
N
I/mm
PLAN
CAL
p/m
Numéro de la séquence en cours, dont les cotes
des axes sont visibles dans la page séquence.
Permet le choix de l'unité de longueur.
Programmé à 1, les valeurs des longueurs de
faces seront en Inch.
Non programmé ou programmé avec une
valeur différente de 1, les données seront
affichées en millimètres.
Numéro ou nom de plan (facultatif), permettant
d'associer au numéro de pièce une information
supplémentaire afin de faciliter la gestion des
pièces ou leur recherche.
Pour l'introduction de caractères
alphanumériques, voir en Caractères
alphanumériques page 68
Permet la compensation automatique de la
variation de l'épaisseur de la tôle.
Pour la programmation de ce champ, référezvous au chapitre La calibration, page 62.
Poinçon et matrice de la pièce en cours.
Ac:
Al:
In:
Choix de la matière de la pièce, acier,
aluminium ou acier inoxydable.
Programmez à 1 le champ en regard du code de
la matière utilisée.
Si aucun champ n'est programmé, l'acier est
considéré comme valeur par défaut.
Ep:
σ Kg/mm²
Lp
L dév
Epaisseur de la matière.
(Sigma) Résistance à la traction et à la rupture.
Longueur de pliage.
Longueur développée de la pièce calculée par
le système selon les normes DIN 6935.
PROGRAMMATION SELON L-ALPHA PAGE 39
Page 48

PAGE L-ALPHA: EXPLICATION DES COLONNES
Chaque ligne (sauf la dernière) dans le tableau de la page PIECE STATUS
représente les informations concernant un pli.
-N- -L- - - -p/m- -ri- CR TOL
1 ____.__ ____._°__/__ ____.__ __ ___
2 ____.__ ____._°__/__ ____.__ __ ___
3 ____.__ __
-N-
-L-
80.00 60.00 80.00 85.00 120.00
Numérotation automatique des faces.
Une "face" est définie comme étant la portion
de tôle située entre deux plis ou entre le bord
de la tôle et un pli.
Le maximum de faces programmables pour
une pièce est de 14. Si plus de séquences sont
nécessaires, utiliser la fonction enchaînement
de pièce (voir page précédente champ P+).
Longueur de la face. Désigne la distance entre
deux plis ou entre le bord de la tôle et le
premier pli.
←⎯→
Longueur
-
p/m
-ri-
PAGE 40 MANUEL D'UTILISATION DNC 60 PS
Angle de pli.
Permet pour un pli donné, de définir un couple
d'outils particulier différent de celui spécifié
pour la pièce.
Si le champ adjacent CR (croquage) est vide,
lors de la pression de la touche
champ ri indique le rayon intérieur de pliage
calculé en tenant compte de l'angle, de la
matière et de l'outillage.
L'opérateur peut entrer la valeur du rayon
intérieur qui est selon lui correcte, puis
introduire la valeur 1 dans le champ CR.
Lors du calcul, le champ TOL (tolérance)
, le
Page 49

indique la distance définie selon l'explication
TOL ci-dessous.
Lors du travail par croquage, ce champ indique
le rayon théorique demandé par l'opérateur.
(Voir Le croquage page 63).
CR
TOL
Nombre de plis demandés lorsque l'on travaille
par croquage. (Voir Le croquage page 63)
Ce nombre doit être compris entre 3 et 99.
La valeur 2 rendra impossible le changement
de mode.
Remarque: Ce nombre doit être tel que la
longueur des segments de croquage soit supérieure à la moitié de
l'ouverture du V de la matrice.
Tolérance. Si la valeur du champ CR est égale
à 1, la tolérance indique la valeur selon
l'illustration ci-dessous.
R1 = Rayon de pliage introduit par
l'opérateur.
ri = Rayon de pliage calculé par le système.
Si la valeur du champ CR est comprise entre 4
et 99, indique la différence entre la corde
formée par deux plis et l'arc de cercle
théorique, soit la différence entre le rayon
théorique Ri et l'apothème A de la corde.
ri = Rayon de pliage théorique demandé par l'opérateur.
A = Apothème.
Pour un exemple de croquage, voir Le croquage page 63.
PROGRAMMATION SELON L-ALPHA PAGE 41
Page 50

MÉTHODE L-ALPHA
1. Si vous ne l'avez pas déjà à l'écran, appeler la page PIECE L-alpha.
L'écran affiche les données de la pièce actuellement en mémoire de
travail.
2. Pour pouvoir programmer une nouvelle pièce, il faut libérer la
mémoire de travail en effaçant la pièce qui s'y trouve.
Si vous ne voulez pas perdre cette pièce, vous pouvez la stocker dans
la mémoire interne en suivant les instructions ci-après; si la pièce
courante n'est pas importante ou a déjà été mémorisée, passer
directement au point 4.
3. Pour mémoriser la pièce courante:
Placer le curseur sur le champ P.
(
et
Introduire le numéro que vous voulez donner à cette pièce.
Appuyer sur
choisir un autre numéro pour sauver cette pièce).
La pièce sera mémorisée dans la mémoire interne avec le numéro
que vous venez de lui attribuer.
Cependant, elle reste présente dans la mémoire de travail.
4. Effacer la pièce de la mémoire de travail:
Placer le curseur sur le champ N.
Introduire la valeur
Appuyer sur la touche
La mémoire de travail est maintenant vide.
Notez que cette opération n'agit que sur la mémoire de travail et ne
détruit pas les informations contenues dans la mémoire interne.
pour positionner le curseur au haut de la page.)
(si le système répond par le message EXISTE,
99.
.
PAGE 42 MANUEL D'UTILISATION DNC 60 PS
Page 51

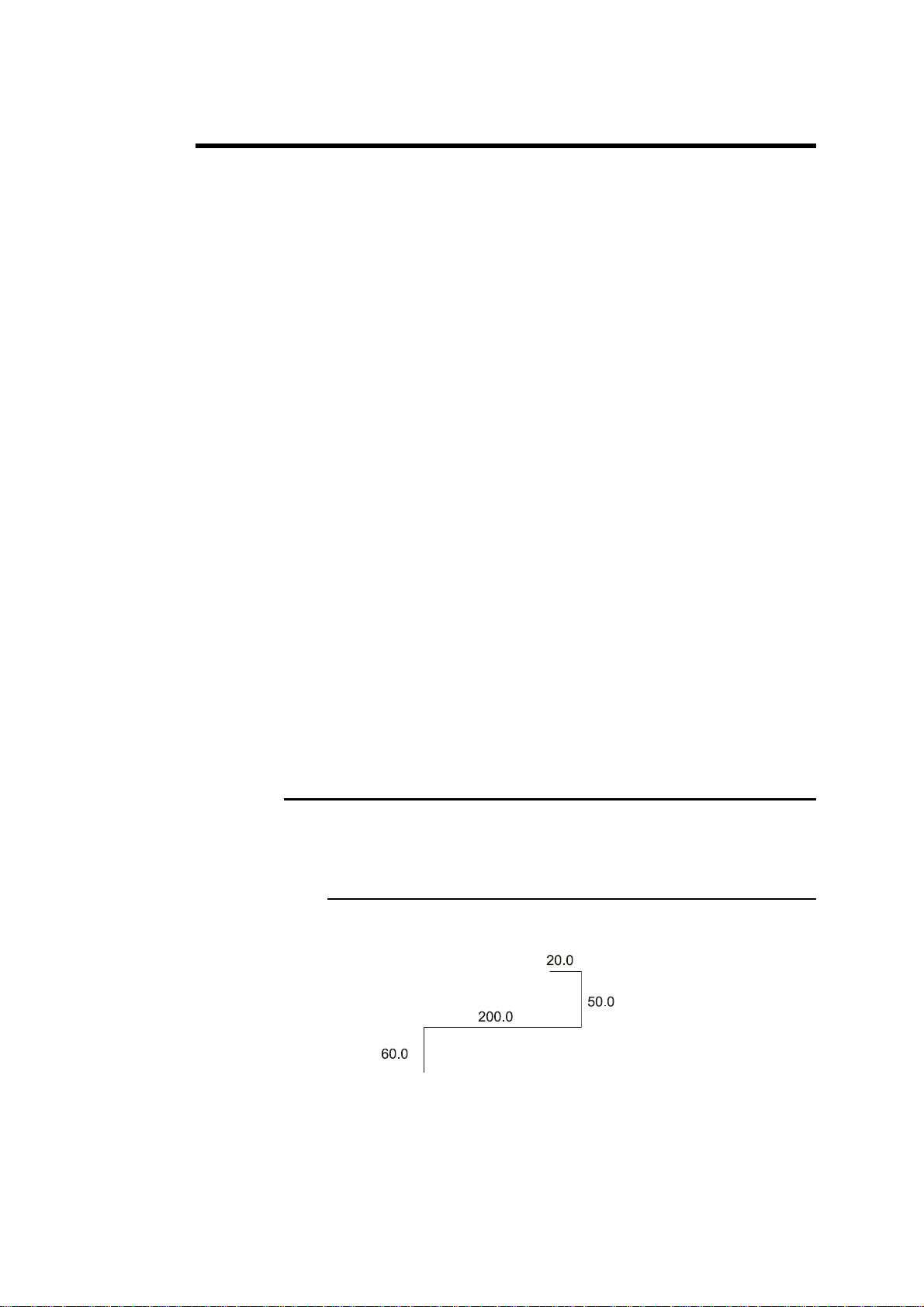
5. La pièce de notre exemple est définie comme suit:
Épaisseur: 2 mm
Sigma: 45 Kg/mm
Matière: Acier
Longueur de pliage: 250 mm
6. Remplir les champs de l'écran selon le modèle ci-après, en tenant
compte des particularités suivantes:
PLAN Champ facultatif
2
p/m Insérer les numéros des outils que vous aurez repérés
préalablement (voir consultation de la liste des poinçons ou
matrices).
Puis remplir les colonnes du tableau.
Votre écran doit se présenter de la manière suivante (mais avec les
numéros de poinçon et matrice correspondant à vos outils):
P 0 P+ ___ N 1 I/mm
PLAN EXEMPLE-01 CAL_/__.__
p/m 1/ 1 Ac:1 Al:_ In:_
Ep: 2.00 σ Kg/mm2 45.000
Lp 250.000 L dév ____.__
-N- -L- - - -p/m- -ri- CR TOL
1 80.00 -90.0°__/__ ____.__ __ ___
2 60.00 90.0°__/__ ____.__ __ ___
3 90.00 135.0°__/__ ____.__ __ ___
4 85.00 -135.0°__/__ ____.__ __ ___
5 120.00 ____._°__/__ ____.__ __ ___
6 ____.__ ____._°__/__ ____.__ __ ___
7 ____.__ ____._°__/__ ____.__ __ ___
8 ____.__ ____._°__/__ ____.__ __ ___
9 ____.__ ____._°__/__ ____.__ __ ___
10 ____.__ ____._°__/__ ____.__ __ ___
PROGRAMMATION SELON L-ALPHA PAGE 43
Page 52

7. Après l'introduction de la dernière longueur, appuyer sur la touche
.
Le système calcule le rayon de chaque pli ainsi que la longueur
développée de la pièce et affiche ces valeurs à l'écran.
Sauver cette pièce dans la mémoire interne en procédant comme suit:
Introduire le numéro que vous voulez donner à la pièce dans le
champ P, en l'occurrence le nombre 1 pour cette pièce qui sera
utilisée plus tard comme exemple.
Pressez la touche
Si le système répond par un message EXISTE, choisissez un autre
numéro.
.
MODIFICATION D'UNE PIÈCE
Si vous désirez apporter des modifications à une pièce programmée en page
L-alpha, appelez la pièce depuis la page PIECE L-alpha.
Supprimer un pli
Positionnez le curseur sur le champ N et introduire le numéro de la
face à supprimer.
Appuyer sur la touche
. La face contenant le pli est supprimée.
Ajouter un pli
Positionner le curseur sur le champ N et introduire le numéro de la
face précédent à celle où vous désirez insérer une nouvelle face.
Appuyez sur
données du pli courant.
Modifier les champs LONGUEUR et ANGLE.
Lancez le calcul en appuyant sur
Continuer au chapitre suivant. La définition de l'ordre des plis doit
être reprogrammée.
PAGE 44 MANUEL D'UTILISATION DNC 60 PS
. Le système insère une ligne et recopie les
.
Page 53

DÉFINITION DE L'ORDRE DES PLIS
Appuyer sur la touche , afin de faire apparaître la page ordre des plis
(Choix 9 PIECE PLI, APPUIS du menu principal).
P 1 N 1 p/m 1/ 1
N FACE APPUI CR p/m
1 __ __ __ __/__
2 __ __ __ __/__
3 __ __ __ __/__
. . .
14 __ __ __ __/__
Explication des colonnes du tableau
N
FACE
APPUI
CR
Numéro de la séquence.
Numéro de face.
Numéro de la face qui prendra appui contre la butée.
L'orientation des appuis se fait en fonction de la suite des
plis.
Nombre de plis demandés lorsque l'on travaille par
croquage
p/m
PROGRAMMATION SELON L-ALPHA PAGE 45
Définition d'un couple d'outil pour un pli particulier (si
différent du couple spécifié dans le champ p/m du haut de
la page).
Page 54

Exemple a
Pour cet exemple, nous utilisons la pièce créée précédemment.
Elle avait été sauvée sous le numéro 1. (Si vous ne la trouvez plus, créez-la
en suivant les instructions de la page 42).
Appeler la pièce 1 en tapant son numéro dans le champ P, et en
appuyant ensuite sur la touche
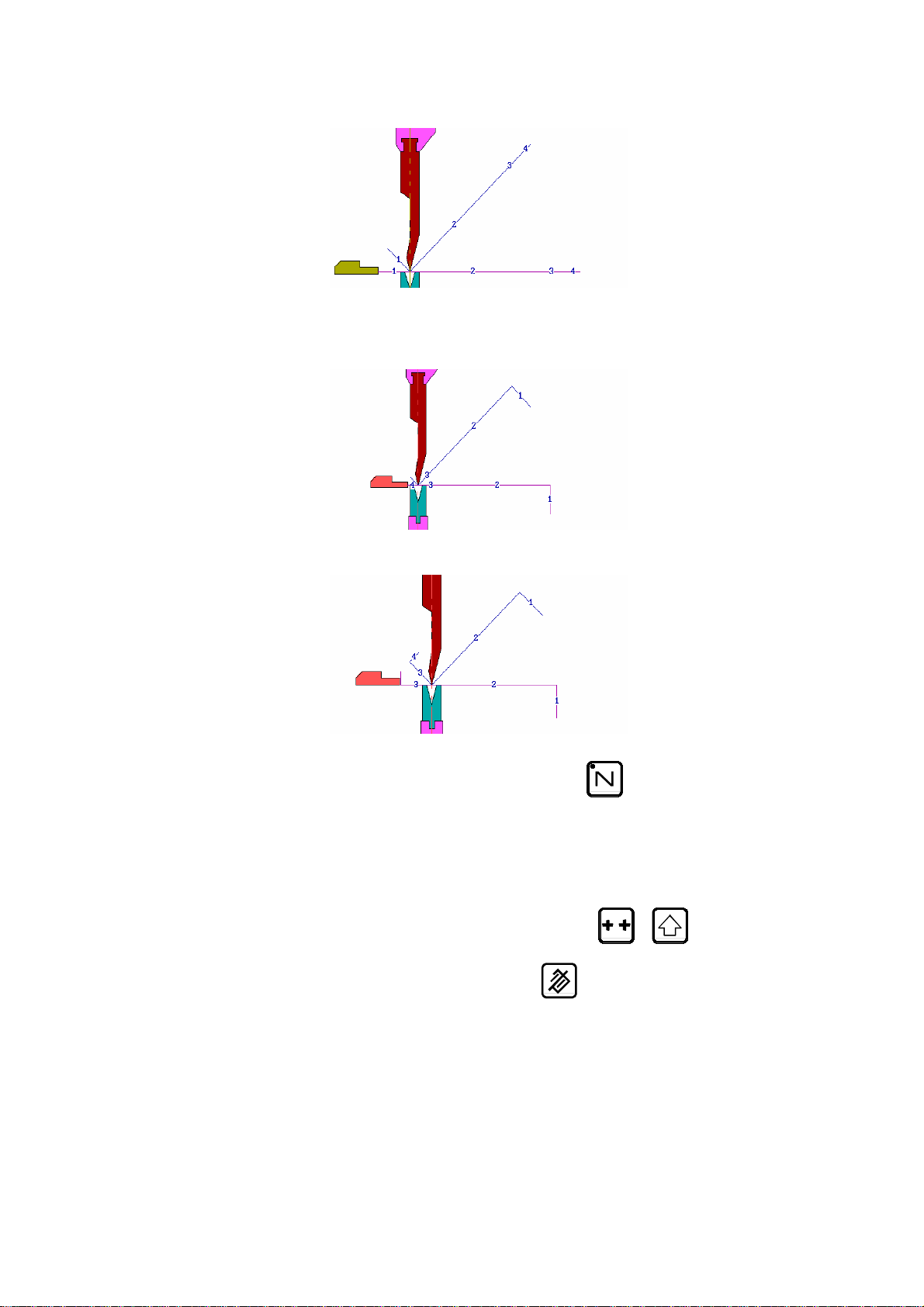
Les illustrations suivantes vous montrent l'ordre des plis désiré.
Pour chaque séquence, l'illustration montre la tôle avec son pli et son appui
avant et après pliage.
Séquence N 1: Face 1 et Appui 0
Séquence N 2: Face 3 et Appui 1
.
Séquence N 3: Face 2 et Appui 1
PAGE 46 MANUEL D'UTILISATION DNC 60 PS
Page 55

Séquence N 4: Face 4 et Appui 5
Pour introduire cette suite de plis:
Remplir les champs FACE et APPUI comme ci-dessous
N FACE APPUI CR p/m
1 1 0 __ 1/ 1
2 3 1 __ 1/ 1
3 2 1 __ 1/ 1
4 4 5 __ 1/ 1
Appuyez sur la touche .
Le système calcule l'ensemble du programme machine (axes, fonctions, etc.)
et affiche les manipulations de la tôle à effectuer avant chaque séquence.
(Voir la figure Manipulation de la tôle ci-dessous).
N FACE APPUI CR p/m
1 1 0 __ 1/ 1
2 3 1 __ 1/ 1 RETOURNE
3 2 1 __ 1/ 1
4 4 5 __ 1/ 1 BASCULE
Fig. Manipulation de la tôle
1 Retourne
2 Pivote
3 Bascule (= Pivote 180° + retourne)
PROGRAMMATION SELON L-ALPHA PAGE 47
Page 56

Presser la touche
PIECE X
des axes X et Y (les valeurs dépendent de la matière et des outils
utilisés).
Y Cette page affiche pour chaque séquence les cotes
, vous pourrez consulter la page
P 1 N 1
N -X- - - -Y- CY
1 78.06 90.0° 229.90 __
2 145.51 135.0° 233.58 __ RETOURNE
3 58.06 90.0° 229.90 __
4 119.39 135.0° 233.58 __ BASCULE
5 _____.__ ___._° ___.__ 0
6 _____.__ ___._° ___.__ __
7 ……..
Exemple b
Voici un autre ordre de pliage.
Les illustrations suivantes montrent chaque séquence avant et après le pli
pour ce nouvel ordre de pliage.
Séquence N1: Face 4 et Appui 0
Séquence N2: Face 1 et Appui 0
PAGE 48 MANUEL D'UTILISATION DNC 60 PS
Page 57

Séquence N 3: Face 2 et Appui 1
Séquence N 4: Face 3 et Appui 2
Appeler la page ordre des plis en pressant deux fois la touche
Remplir les champs FACE et APPUI comme ci-dessous:
Vous remarquerez que les champs p/m sont déjà programmés puisque
l'on a déjà fait un calcul précédemment.
.
N FACE APPUI CR p/m
1 4 0 __ 1/ 1
2 1 0 __ 1/ 1
3 2 1 __ 1/ 1
4 3 2 __ 1/ 1
Appuyez sur la touche .
Le système calcule l'ensemble du programme machine (axes, fonctions, etc.)
et affiche les manipulations de la tôle à effectuer avant chaque séquence.
N FACE APPUI CR p/m
1 4 0 __ 1/ 1
2 1 0 __ 1/ 1
3 2 1 __ 1/ 1 RETOURNE
4 3 2 __ 1/ 1
PROGRAMMATION SELON L-ALPHA PAGE 49
Page 58

Presser la touche
PIECE X
Cette page affiche pour chaque séquence les cotes des axes X et Y (les
valeurs dépendent de la matière et des outils utilisés).
Y.
, vous pourrez consulter la page
P 1 N 1
N -X- - - -Y- CY
1 305.42 135.0° 233.58 __
2 78.06 90.0° 229.90 __
3 58.06 90.0° 229.90 __ RETOURNE
4 89.39 135.0° 233.58 __
5 _____.__ ___._° ___.__ 0
6 _____.__ ___._° ___.__ __
Appeler la page séquence
Passer mode semi-automatique
Appeler la séquence 1.
Exécuter le premier pli.
Pour corriger aller en page 66.
.
.
PAGE 50 MANUEL D'UTILISATION DNC 60 PS
Page 59

ANNEXE G: DIVERS
LA PAGE INITIALISATION
Cette page peut apparaître lors d'un calcul impossible, créé par une donnée
non programmée, ou de valeur non correcte.
Elle peut aussi apparaître lors d'une pollution d'une zone mémoire, ce qui
donne également des calculs impossibles.
INITIALISATION DNC 60 PS
-- ZONE MEMOIRE --
_ Effacement zone des variables
_ Effacement zone matrices-poinçons
_ Effacement zone paramètres machine
CODE D'EXECUTION ___
Il peut être nécessaire faire apparaître cette page volontairement afin de vider
complètement les données de la DNC afin de recommencer la
programmation sur une base "propre".
Pour faire apparaître la page initialisation:
Enclencher la DNC tout en pressant les touches
En cas d'apparition inopinée de la page init, procéder comme suit:
Si le point n°1 ne rétablit pas une situation normale, passez au point suivant
et ainsi de suite.
Les opérations suivantes effacent successivement toutes les données dans les
mémoires sélectionnées.
Il conviendra alors de réintroduire les données.
1) Presser 2 fois la touche
2) Introduire:
la valeur
la valeur
Pressez la touche
1 dans le champ Effacement zone des variables
817 dans le champ CODE D'EXECUTION.
.
.
et .
Presser 2 fois la touche
DIVERS PAGE 51
.
Page 60

3) Introduire:
la valeur
1 dans le champ Effacement zone des variables,
la valeur
la valeur
Pressez la touche
Presser 2 fois la touche
4) Introduire:
la valeur
la valeur
la valeur
machine
et la valeur
Pressez la touche
Presser 2 fois la touche
L'effacement des paramètres machine supprimera également toute
configuration des entrées / sorties définies par l'opérateur.
1 dans le champ Effacement zone matrices-poinçons
817 dans le champ CODE D'EXECUTION.
.
.
1 dans le champ Effacement zone des variables,
1 dans le champ Effacement zone matrices-poinçons,
1 dans le champ Effacement zone paramètres
817 dans le champ CODE D'EXECUTION.
.
.
Il conviendra donc de reconfigurer la DNC 60 avant une nouvelle utilisation.
Attention: si vous utilisez un système extérieur pour réintroduire les données
(CYBACK via RS232) et que le problème persiste, il faut mettre en doute les
informations réintroduites par ce moyen.
La meilleure chose est dans ce cas d'effacer à nouveau tout le contenu de la
DNC et de reprogrammer manuellement la DNC via le clavier (pas la ligne
RS232).
PAGE 52 MANUEL D'UTILISATION DNC 60 PS
Page 61

LA RÉFÉRENCE DES OUTILLAGES
Le réglage de la machine a été fait sur le principe suivant:
Lorsque théoriquement la surface d'appui du poinçon est en contact avec la
surface de la table, la cote des compteurs Y1 et Y2 est 000.00.
Pratiquement ce réglage a été effectué au moyen de deux blocs calibrés, dont
la cote a été introduite dans les compteurs.
Définition:
La cote de référence (REF Y) est théoriquement l'addition des deux hauteurs
d'outils; poinçon et matrice.
coulisseau
table
Y1 = 000.00
Y2 = 000.00
coulisseau
a
b
a ou b = face d'appui
du poinçon
La face d'appui du poinçon
varie selon le type de machine
La hauteur du poinçon est la hauteur comprise entre la "pointe" du poinçon et
la face d'appui de celui-ci.
hauteur
poinçon
De la cote de référence REF Y dépend toute la précision des plis réalisés par
la machine.
La commande numérique calcule la profondeur de pliage au moyen:
de la cote REF Y,
des valeurs géométriques des outils,
de l'épaisseur de la tôle.
Si les plis résultants sont fortement éloignés de la valeur programmée, il
convient de faire un contrôle de la référence et des valeurs ci-dessus.
DIVERS PAGE 53
Page 62

réf. =
cote Y
Pour le contrôle de la référence, il suffit en mode
poinçon sur le plat de la matrice (attention à la pression de la séquence en
cours) et de lire la valeur indiquée par les compteurs POS Y1 et Y2 .
Cette valeur doit être identique pour les deux compteurs et doit correspondre
également à la cote de référence REF Y visible dans la page
PROGRAMMATION POINÇONS / MATRICES.
S'il n'est pas possible de déplacer la matrice pour obtenir le cas de figure
susmentionné, il est possible dans une matrice de faible ouverture de poser
sur la matrice une tôle de forte épaisseur (qui ne pliera pas sous le poids du
coulisseau) ou des blocs d'épaisseur connue précisément (voir figure cidessous).
Il conviendra alors de soustraire la valeur du matériel introduit entre le
poinçon et la matrice pour obtenir la cote de référence REF Y.
de poser la pointe du
réf. =
cote Y - ép. tôle
ép. tôle min. 10mm
voir plus en
fonction de Ve
PAGE 54 MANUEL D'UTILISATION DNC 60 PS
Page 63

Compteurs Y1 et Y2 fortement différents
Si les compteurs ne sont pas identiques et présentent une différence
supérieure à celle tolérée (la presse fournit dans ce cas un angle différent d'un
côté à l'autre de la machine), il convient de refaire un essai avec un autre
outillage afin de déterminer si la différence provient de l'outil même (outil
mal usiné présentant une différence de hauteur sur sa longueur) ou si la
presse est mal calibrée. Dans le dernier cas, il convient de contacter le
fabricant.
Compteurs Y1 et Y2 identiques, mais différents de REF Y
Si la différence des compteurs Y1 et Y2 se trouve être dans les tolérances
acceptables, mais que la valeur Y1-Y2 se trouve être fortement différente de
la cote REF Y, il convient de déterminer si la différence provient de la
hauteur matrice ou de celle du poinçon.
Il conviendra dans ce cas de corriger l'outil en cause de façon à ce que le
résultat REF Y soit identique à la valeur des compteurs Y1 Y2.
Modification de la référence pour la pièce
Il existe une possibilité de modifier la référence pour chaque outil utilisé par
pièce. Cette modification est mémorisée avec la pièce.
Il s'agit en quelque sorte d'une modification de référence par outil pièce.
Il est donc dans ce cas envisageable pour le même couple d'outil utilisé dans
deux pièces distinctes, d'avoir une référence modifiée positivement dans la
pièce XXX et d'avoir une référence modifiée négativement pour la pièce
YYY.
Le principe de mesure / contrôle est identique à ce qui est décrit ci-dessus.
Pour modifier la référence dans une pièce particulière, il faut accéder par le
menu principal à la page PIECE POINÇONS / MATRICES, choix 7, et
programmer la nouvelle référence dans le champ REF Y qui est accessible
par le curseur.
Toutes les séquences ayant le même outillage seront modifiées.
DIVERS PAGE 55
Page 64

LE POINT DE CONTACT TÔLE (PCT)
Définition:
Le point de contact tôle est la position du coulisseau qui correspond au
moment ou la pointe du poinçon arrive en contact avec la tôle placée sur la
matrice.
Ce point n'est pas programmable, mais il est calculé par la DNC au moyen de
la cote REF Y et de l'épaisseur tôle.
La position est déterminée par le calcul suivant:
PCT = REF Y + Ep (épaisseur de la tôle).
Le PCT est utilisé par le cycle de la DNC pour maintenir la tôle lorsqu'un
recul de butée X est programmé.
Comme nous l'avons vu au début de ce chapitre, le PCT est étroitement lié à
la référence Y et à l'épaisseur de la tôle.
Il peut donc se produire les cas suivants:
a) la tôle n'est pas pincée lors du recul de la butée X
b) la tôle est trop pliée lors du recul de la butée X
Il convient pour remédier à ces problèmes de:
Vérifier l'épaisseur de la tôle et si nécessaire la corriger
Vérifier la référence et si nécessaire la corriger.
Ajouter une correction PCT dans le paramètre 37.
Un moyen simple de vérifier la position du PCT est de programmer une
séquence avec un très grand recul (env. 400 mm) et faire une descente
coulisseau.
Pendant l'exécution du recul, le coulisseau s'arrête sur la tôle, il est donc aisé
de contrôler si la tôle est pincée suffisamment ou trop.
Il suffit d'interrompre l'ordre descente avant la fin du recul pour empêcher
que le coulisseau plie la tôle. Un ordre de montée la libère immédiatement
pour un nouvel essai.
Pour les logiciels équipés d'un paramètre "Correction PCT", si la référence,
les dimensions des outils, l'épaisseur de la tôle sont correctes, l'on peut
modifier ce paramètre afin de corriger le PCT (ajustage du pincement de la
tôle) sans influencer les autres points.
PAGE 56 MANUEL D'UTILISATION DNC 60 PS
Page 65

LES AXES DE BUTÉES
L'adjonction d'axes supplémentaires (à X) ne présente pas de difficultés à
l'opérateur, les champs étant clairement définis à l'écran.
Les fonctionnements et sécurités concernant les axes supplémentaires tels
que R, X1, X2, Z1 et Z2 sont décrites ci-dessous.
Sécurité X-R
Lorsque l'axe R est un axe digital, une sécurité anti-collision interdit le
positionnement des doigts de butées dans la matrice.
Une zone de sécurité entourant la matrice entraîne un type de positionnement
particulier lorsque les doigts vont se positionner dans cette zone.
La zone de sécurité entourant la matrice est définie par les données
introduites dans les paramètres machine, et sont définies par le constructeur.
La zone interdite à tout positionnement, est définie au moyen des cotes
introduites pour chaque outillage.
1 Zone sécurisée
2 Zone interdite
3 Valeur Sécurité matrice X paramètre 50
4 Valeur Sécurité matrice R paramètre 50
DIVERS PAGE 57
Page 66

Diagramme de positionnement sécurité X-R
X"o R"o = cote paramètres machine 50
Xo = cote "a" matrice
Ro = cote "hm" matrice
X'o = Xo + X"o
R'o = Ro + R"o
Xc = cote courante axe X
Rc = cote courante axe R
Xv = cote visée axe X
Rv = cote visée axe R
Xv > X'c ?
ouinon
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
Rc > R'o
non
dégagement R
pos. X et R
non
dégagement R
puis pos. X
puis pos. R
Positionnement
simultané X et R
ouioui
oui
oui
Rv > Rc ?
non
Rv > R'o ?
non
Xc > X'o ?Rc> R'o ?
non
PAGE 58 MANUEL D'UTILISATION DNC 60 PS
Page 67

Deux exemples de positionnement
Ces exemples démontrent qu'il est possible de positionner dans la zone de
sécurité.
Si le positionnement demandé se trouve dans la zone interdite, la DNC refuse
le passage en mode
1 Position de départ
2 Position d'arrêt temporaire
3 Position d'arrivée
1 Position de départ
2 Position d'arrêt temporaire
3 Position d'arrêt temporaire
4 Position d'arrivée
ou , et le curseur se place sur le champ X.
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
Rc > R'o
non
dégagement R
non
pos. X et R
dégagement R
puis pos. X
puis pos. R
Xv > X'c ?
Positionnem ent
simultané X et R
ouioui
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
Rc > R'o
non
dégagement R
non
pos. X et R
dégagement R
puis pos. X
puis pos. R
Xv > X'c ?
Positionnem ent
simultané X et R
ouioui
DIVERS PAGE 59
Page 68

Sécurité X1-X2
Les sécurités offertes pour X1 X2 sont identiques à l'axe X simple.
L'axe (X1 ou X2) le plus proche de la matrice sera pris en compte pour la
sécurité.
Sécurité Z1-Z2
Une sécurité anti-collision empêche le passage en mode ou , le
texte interactif Z1-Z2 est obtenu si le positionnement n'est pas possible (voir
paramètre 51).
Normalement l'origine des axes Z est à gauche de la machine, lorsque l'on
regarde celle-ci de face.
PAGE 60 MANUEL D'UTILISATION DNC 60 PS
Page 69

PROGRAMMATION DE L'ORIGINE DES AXES
Sélectionner l'option 11 du menu principal, la page suivante apparaît:
SET AXES
--SET-- --POS- X _____.__ 0.00
Y1 ____.__ ____.__
Y2 ____.__ ____.__
Introduire dans la colonne SET la position courante de l'axe.
Quitter le champ pour valider.
À ce moment, le champ POS prend la nouvelle valeur.
Opération dangereuse
Cette opération ne doit se faire que par un opérateur expérimenté qui
connaît les conséquences de sa modification.
Si vous modifiez la position d'un axe par ce moyen, il faut s'assurer
qu'elle correspondra bien à la réalité. Après la modification, il faut
vérifier les fins de courses électroniques, électriques et mécaniques.
Généralement on déplacera l'axe en question en mode manuel petite
vitesse jusqu'au fin de course négatif / positif.
Il est recommandé de ne pas modifier Y1 et Y2.
Si toutefois cela devait être le cas, une précaution particulière sera
prise. En effet si vous modifiez ici la position et qu'une erreur est
commise, les dégâts causés par cette modification peuvent être
dangereux et /ou nuisibles pour le fonctionnement de la machine.
De plus à chaque remise en route de la machine, cette modification est
perdue.
DIVERS PAGE 61
Page 70

LA CALIBRATION
Le champ CAL (calibration) de la page PIECE STATUS sert à la
compensation automatique d'une variation de l'épaisseur de la tôle.
Pour assurer, le bon fonctionnement de cette fonction, il est nécessaire que le
coulisseau puisse se "poser" sur la tôle avec la pression minimum sans la
plier.
Le principe de fonctionnement est le suivant:
Le coulisseau approche la tôle avec une vitesse et une pression minimum, la
résistance de la tôle va stopper le coulisseau. Cet arrêt permet la mesure de
l'épaisseur de la tôle sous le poinçon, et en cas de différence entre une tôle de
référence, effectue une correction.
Il est donc indispensable que la tôle soit suffisamment rigide pour
stopper le coulisseau sans fléchir, sans quoi la mesure sera erronée.
Calibration (procédure)
La calibration n'est possible que sur la séquence N°1.
Mesurer une tôle de référence avec un micromètre.
Introduire la valeur relevée dans le champ Ep.
Programmer le champ CAL à
Vérifiez que la DNC soit sur la séquence N1.
Passez en mode
Placer la tôle de référence dans l'outillage et plier.
Une fois le pli terminé, le champ CAL passe automatiquement à la
valeur 4, ce qui confirme que la calibration a été effectuée.
La calibration ne se fait qu'une fois pour une série de pièces de même
épaisseur.
.
3.
Utilisation
Après avoir effectué la calibration, il est possible de travailler en mode .
La mesure de la tôle se fera pour chaque pièce sur la séquence N1.
Pour quitter ce mode de travail, effacer le champ CAL au moyen de la
touche
Si des modifications sont apportées à l'outillage, il est nécessaire de refaire la
calibration.
PAGE 62 MANUEL D'UTILISATION DNC 60 PS
.
Page 71

LE CROQUAGE
Le croquage permet de faire un pli avec un grand rayon interne.
On peut programmer un croquage sur l'une ou l'autre pages.
Un croquage est défini par une programmation de 4 à 98 (une
programmation à 0, 2 ou 3 donnera une erreur).
Remarque: Pour que le résultat soit cohérent, le nombre de plis pour
réaliser l'angle doit être tel que la longueur de chaque segment soit supérieure
à la moitié de la longueur de l'ouverture du V de la matrice.
Dans le cas contraire un message informe l'opérateur et le résultat sera un
angle trop ouvert.
En mode croquage, le logiciel calcul des plis différents pour les premier,
deuxième, avant-dernier et dernier plis selon le croquis ci-après.
DIVERS PAGE 63
Page 72

Procédure pour réaliser un croquage:
Dans cet exemple, il s'agit d'effectuer un croquage ayant un rayon intérieur
de 50 mm.
Appeler la page PIECE STATUS et remplir les champs tel que
décrits ci dessous.
P 0 P+ ___ F 1 I/mm
PLAN CAL_/__.__
p/m 1/ 1 Ac:1 Al:_ In:_
Ep: 2.00 σ Kg/mm2 45.000
Lp 2000 L dév ___.__
-N- -L- - - -p/m- -ri- CR TOL
1 100.00 90.0°__/__ 50 00 15 ___
2 200.00 90.0°__/__ ____.__ __ ___
3 100.00 ____._°__/__ ____.__ __ ___
4 ____.__ ____._°__/__ ____.__ __ ___
5 ____.__ ____._°__/__ ____.__ __ ___
____.__ ____._°__/__ ____.__ __ ___
Presser la touche
Le système remplit les champs L dév, ri et TOL.
.
Lp 2000 L dév 372.79
-N- -L- - - -p/m- -ri- CR TOL
1 100.00 90.0° 1/ 1 50.00 15 0
2 200.00 90.0° 1/ 1 2.13 __ ___
3 100.00 ____._°__/__ ____.__ __ ___
Le nombre de 15 donne une bonne approximation, puisque la tolérance, soit
la différence entre l'apothème de la corde et le rayon théorique est de 0 mm.
Les valeurs calculées varient en fonction de l'épaisseur, de la largeur du V de
la matrice etc.
Pressez la touche
comme ci-dessous.
et remplir les champs FACE et APPUI
P 0 N 1 p/m 1/ 1
N FACE APPUI CR p/m
1 1 0 15 1/ 1
2 2 1 __ 1/ 1
Attention Les cotes MEM X de la page séquence ne correspondent pas à la position
réellement visée par l'axe lorsque l'on se trouve sur une séquence de
croquage.
PAGE 64 MANUEL D'UTILISATION DNC 60 PS
Page 73

CYCLE SANS PLI
Le cycle sans pli sert à faire un déplacement des axes et des fonctions
auxiliaires sans faire de déplacement du coulisseau.
Pour programmer un cycle sans pli:
Effacer le champ
Programmer Y1 et Y2 à une cote supérieure à celle du point de
Le cycle se déroule de la façon suivante:
Ordre descente
Coupure de la sortie PMH
Impulsion fin de pli
Avance séquence
Start des axes et des fonctions auxiliaires suivant le mode
Activation de la sortie PMH
Impulsion contrôle synchro
Attente ordre descente
Ce cycle a été défini pour réarmer l'armoire électrique pour un nouveau pli.
POINÇONNAGE
contact tôle (PCT).
Pour utiliser des outils de poinçonnage sur la presse-plieuse, il est
indispensable de connaître la cote de sortie du poinçon.
Il faut ensuite programmer la DNC pour de manière à ce que le point mort
bas corresponde à ce point de sortie.
On programmera un jeu d'outils fictifs si nécessaire afin d'ajuster la hauteur
de référence de manière à ce que le point de contact tôle soit juste au dessus
de la mise en pression des outils de poinçonnage.
Pour trouver ces valeurs:
Effectuer une descente, machine en mode réglage
mode
Lorsque le poinçon a atteint son point de sortie, stopper la descente, et
noter la position du coulisseau.
Effacer le champ
Introduire cette valeur dans Y1 Y2.
Ajuster la cote référence de l'outillage en fonction des outils utilisés.
.
et DNC en
DIVERS PAGE 65
Page 74

PLIAGE EN FOND DE MATRICE
Comme pour la plupart des travaux en force, il est préférable d'effectuer ce
type de pliage au centre de la presse.
Effacer le champ
Effacer ou laisser les champs Y1 et Y2 non programmés.
La presse effectue la descente de façon conventionnelle jusqu'à ce que le
coulisseau s'arrête en fond de matrice avec la pression de la séquence en
cours.
La DNC constate l'arrêt du coulisseau, le cycle de remontée est alors
enclenché.
CORRECTIONS DES ANGLES
Il peut arriver que l'angle plié soit légèrement supérieur ou inférieur à l'angle
programmé.
L'opérateur a alors la possibilité d'introduire la valeur réelle de l'angle plié.
La DNC corrigera les cotes des axes Y1 et Y2 en conséquence.
Cette page permet d'introduire et de visualiser les corrections sur les cotes
calculées des axes pour la pièce et le pli en cours.
Appelez la page CORRECTIONS en pressant la touche
.
Le passage au pli suivant ou précédent se fait à l'aide des touches
.
N 1 CY __
-COR N- -COR P-
90.0°
MES ___._° ___._°
Y1 ___.__ ___.__
Y2 ___.__ ___.__
X ___.__ ___.__
ou
PAGE 66 MANUEL D'UTILISATION DNC 60 PS
Page 75

COR N Cette colonne permet d'apporter une correction
pour la séquence en cours uniquement. (le
libellé COR N peut ne pas apparaître selon la
configuration de la machine, il s'agit cependant
toujours des champs de la colonne de gauche).
COR P Cette colonne permet d'apporter une correction
à toute la pièce en une seule saisie.
Valeur de l'angle programmé dans la séquence.
Ce champ n'est pas programmable dans cette
page. Il rappelle simplement la valeur désirée.
MES Valeur de l'angle mesuré après pliage. En
quittant le champ la DNC calcule
automatiquement la correction pour Y1-Y2.
Selon que l'opérateur veut apporter cette
correction à la séquence en cours ou à toutes les
séquences ayant le même angle, il faut
programmer la valeur mesurée dans la colonne
COR N ou COR P.
Y1, Y2, X, etc Correction directe sur les axes.
La méthode de travail est préconisée comme suit:
Programmer ou appeler la pièce-
Passer en mode semi-auto.
Effectuer le premier pli.
Mesurer le résultat.
Introduire l'angle mesuré dans le champ COR N ou COR P (voir ci-
dessus). La DNC calcule automatiquement les corrections à apporter
dans Y1 et Y2.
Apporter si nécessaire, les corrections sur les axes de butées.
Plier une seconde pièce sur le premier pli pour contrôler les
corrections.
Passer à la séquence suivante et procéder de même pour les séquences
suivantes.
Lorsque tous les plis sont corrects, passer en mode automatique et
produire normalement.
Axes Y1-Y2 Si l'opérateur désire intervenir directement sur les valeurs des axes Y1 et Y2,
il faut le faire dans cette page directement dans les champs Y1-Y2, et pas
dans la page séquence
.
DIVERS PAGE 67
Page 76

CARACTÈRES ALPHANUMÉRIQUES
Le champ PLAN permet d'introduire des caractères alphanumériques.
Pour introduire ces caractères, on utilise les touches
combinées avec les touches numériques du clavier.
Exemple: Pour introduire le caractère A, pressez la touche
Voici la correspondance de ces touches:
0 1 2 3 4 5 6 7 8 9
----------------------------------------------------------------------------------------------
MESSAGES / ERREURS
et ,
et tout
en maintenant enfoncée cette dernière, pressez la touche
0.
A D G J M P S V Y \
B E H K N Q T W Z ]
C F I L O R U X [ ^
Lors du passage de mode programmation ou manuel en mode semi-auto ou
automatique, les sécurités sont vérifiées et toute erreur est mentionnée par
l'impossibilité de passer dans le mode sélectionné.
La DNC force le mode
et le champ interactif indique ERREUR.
Il convient alors de corriger l'erreur et de tenter à nouveau le passage en
mode
reproduira et ce jusqu'à ce que toutes les erreurs aient été corrigées.
On entend par erreur, la programmation d'une valeur non réalisable par la
DNC (plus loin que les fins de course, collision etc.).
ou . Si une autre erreur subsiste, le même processus se
; le curseur se positionne sur le champ concerné
PAGE 68 MANUEL D'UTILISATION DNC 60 PS
Page 77

LES MESSAGES INTERACTIFS
CASSETTE
COMPLET
COPIE
DERNIER
Err - axes
Err - FC
Indique que la "cassette" (mémoire interne)
- n'a pas été initialisée
- est polluée
- a changé de format
(p.ex. en changeant de version de logiciel)
Il suffit de "nettoyer" la mémoire interne en plaçant le
curseur sur le champ P, d'introduire 999 et de presser la
touche
Affiché en mode
place disponible pour une nouvelle séquence)
Affiché en mode
créée en fin de programme au moyen de la touche
Affiché en mode
la dernière de la pièce.
Erreur de poursuite (trajectoire théorique).
Erreur de Fin de Course.
.
lorsque le buffer est plein. (Plus de
lorsqu'une nouvelle séquence a été
lorsque la séquence visualisée est
.
ERREUR
ERREUR
EXECUTE
EXISTE
FIN
IGNORE
INDEFINI
Ce message est indiqué lorsqu'un calcul est impossible ou
sort des limites autorisées.
Lorsqu'une sécurité est active (c'est-à-dire que la cote visée
d'un .axe est hors des limites autorisées).
Cette information est suivie du retour en mode
curseur est placé automatiquement sur le champ à corriger.
Dans le cas d'une transmission extérieur -> DNC, ce
message indique que les données reçues par la DNC ne
sont pas valides, et donc impossibles à lire.
La DNC a effectué le calcul correctement (Corrections,
transformations, etc.).
Indique que le numéro de pièce ou d'outil que l'on désire
mémoriser existe déjà.
Affiché en mode
séquence du programme.
Affiché lorsque la touche activée ne peut (ne doit) pas être
traitée.
Refus de passage en mode
mètres vitaux à l'exécution ne sont pas ou que
partiellement programmés et empêchent ainsi les calculs
de vérification.
ou , indique la dernière
ou , si les para-
et le
INSERE
DIVERS PAGE 69
Indique que l'insertion a correctement été effectuée.
Page 78

Jitter
LIBRE
MEMORISE
NO ACTIF
NO PLACE
PAUSE
PRECEDE
PROCHAIN
Erreur causée par l'application de flancs simultanés sur les
signaux d'entrée codeur. (Peut être provoqué par un
parasite, un défaut du codeur ou un court-circuit sur les
phases du codeur).
Affiché en mode
lorsque la mémoire de travail est
vide. (Aucune séquence programmée)
Indique que l'opération de mémorisation a correctement
été effectuée.
Indique une tentative de passage en mode
ou
sur une séquence dont le CY est programmé à 0.
Indique que la mémoire liste de pièces ne comporte plus
de place disponible.
Axe en pause.
Identique à PROCHAIN mais avec la touche
.
Est affiché lors de la visualisation successive (touche
) des séquences qui existent dans le buffer (sauf pour
la dernière séquence qui indique FIN).
RUN
Indique que la transmission s'effectue correctement. Ce
message clignote lentement tout au long de la
transmission.
STOP
Indique que la transmission a été interrompue au moyen de
la touche STOP de la DNC.
SUPPRIME
synchro
TEACH OK
TIME OUT
Affiché en mode
est effacée au moyen de la touche
Dépassement de l'écart max. (X1<->X2) autorisé.
L'opération TEACH a été effectuée correctement.
Indique que la DNC n'a pas reçu d'information valide
lorsqu'une pièce ou une séquence
.
depuis le lancement de la transmission, et rend ainsi la
commande à l'opérateur. Ce message apparaît après 30
secondes environ.
Var KO Une des entrées DNC VARIATEUR OK n'est pas (plus)
active (+24 VDC).
ZONE TOL
Affiché en mode
ou lorsque les axes sont
positionnés hors tolérances. Généralement il suffira de
presser le start du panneau avant pour positionner les axes.
PAGE 70 MANUEL D'UTILISATION DNC 60 PS
Page 79

ANNEXE H: TRANSFERT
Le transfert sur un ordinateur PC par ligne série nécessite que la DNC 60 soit
équipée de l'option RS232.
Pièces Le PC doit être équipé d'un logiciel CYBELEC PC1200. Cet ensemble
permet de créer des pièces sur le logiciel de pliage sur PC et de les transférer
à la DNC pour exécution.
Backup Le PC doit être équipé d'un logiciel de sauvegarde CYBACK.
CYBACK permet de faire un backup des données de la DNC sans possibilité
d'intervenir sur les données au niveau du PC.
Mise à jour Simple, pratique et très rapide cette possibilité facilite en cas de nécessité la
mise à jour du logiciel de la DNC en mémoire FLASH.
Le PC doit être équipé du logiciel de mise à jour.
Appeler la page TRANSFERT DNC <-->PC via le menu principal.
DNC <-> PC STATUS
TRANSFERT _ 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
9 MODEM
CHOIX _ 1 PIECES
2 OUTILS
4 PARAMETRES
6 PIECES N°
___ ( )
___ ( )
___ ( )
Qui commande ? Cette page sera uniquement utilisée pour initialiser le type de transmission.
Il n'est pas possible de démarrer la transmission depuis la DNC, cela se fera
toujours depuis le PC.
TRANSFERT Permet de sélectionner les types de
transmission.
DNC PC Initialise la transmission PC-DNC. Le mode 1
ou 2 peut être sélectionné indifféremment.
TEST LIAISON Sélectionne le mode de test des ports série.
Voir le chapitre suivant.
FLASH Prépare la DNC à recevoir une mise à jour.
CLAVIER EXT Met la DNC en mode terminal externe.
Voir le chapitre concerné.
MODEM Pour l'instant pas encore disponible.
CHOIX Le champ permet la sélection des objets à
transférer.
Dans le cas de l'option 6 PIECES N°, il est
nécessaire d'introduire les numéros de pièce à
transférer dans les derniers champs de la page.
TRANSFERT PAGE 71
Page 80

TESTS DES PORTS SÉRIES
Les 2 ports série de la DNC 60 sont les SUB-D 9P, prises J5 et J6.
Introduire, vérifier que les paramètres de transmissions sont
programmés comme suit:
PARAMETRES RS232 / DIVERS
. . .
--LIAISON ORDINATEUR –106 BAUD RATE 4800 STOP 1.0
PARITY ODD(1) EVEN(2) _ BITS 8
PROTOCOLE _ BCC ___
Placer un bouchon de test sur le connecteur de la ligne RS232 à tester.
Presser la touche
Le message RUN doit clignoter.
Pour arrêter le test presser sur la touche
Si vous désirez tester le câble également:
Connecter le câble de transmission à la DNC et mettre un bouchon
court-circuitant à l'autre extrémité du câble à tester.
pour lancer le test.
(STOP).
Bouchon de test
Pin 2 (RXD) reliée à pin 3 (TXD)
Pin 4 (DTR) reliée à pin 6 (DSR)
Pin 7 (RTS) reliée à pin 8 (CTS)
Câble RS 232
PAGE 72 MANUEL D'UTILISATION DNC 60 PS
Le blindage doit être
connecté au boîtier
métallique des fiches
Sub-D.
Page 81

CYBACK
Pour ce programme, le câble RS doit être connecté sur le port RS232 de la
prise J5.
Les paramètres de transmissions doivent êtres programmés sur la DNC avec
les mêmes valeurs que pour le test des ports série (voir paragraphe ci-dessus).
Ces mêmes valeurs doivent être programmées sur le PC.
Si la transmission fonctionne à 4800 bauds, vous pouvez tenter d'augmenter
la vitesse de transmission à 9600 bauds.
La norme RS 232 donne comme limite 15m. Si une distance plus importante
est utilisée, il y a des risques de mauvaise transmissions et il sera nécessaire
de diminuer la vitesse de transmission.
Rappel: La commande de la transmission peut se faire uniquement du
côté PC.
Pour autoriser la transmission série avec CYBACK:
Passer en mode programmation.
Appeler la page TRANFERT DNC <-> PC.
Introduire 2 dans le champ TRANSFERT.
Presser la touche
L'affichage indique STATUS RS232.
Mode programmation Dès cet instant, la DNC peut recevoir des données envoyées depuis le PC
pour autant que la DNC se trouve en mode programmation.
Dans les autres modes (automatique, semi-auto ou manuel) la DNC ne
répond pas, la transmission n'est pas acceptée.
L'opérateur peut laisser la DNC sur n'importe quelle page pendant la
transmission. Il n'est pas nécessaire d'afficher la page transfert.
Le mode de transfert reste mémorisée, même si la DNC est mise hors tension.
Il faudra le reprogrammer si l'on a changé de mode (par exemple FLASH).
PC1200
Utiliser le fichier de conversion SIXFAFIØ.XFR et suivants.
.
TRANSFERT PAGE 73
Page 82

Cette page a été intentionnellement laissée blanche.
PAGE 74 MANUEL D'UTILISATION DNC 60 PS
Page 83

ANNEXE I: IMPRESSION DE L'ÉCRAN COURANT
La DNC 60 permet, si elle est équipée de la sortie RS232 d'imprimer le
contenu de la page courante affichée à l'écran (connecteur J5).
Ceci permet de conserver ou de transmettre sur support papier le contenu
d'un programme, des outils ou des paramètres machine.
Afin de pouvoir envoyer les données sur imprimante, il est obligatoire d'avoir
une imprimante équipée d'une entrée RS232.
Sur la DNC 60 il convient de programmer les paramètres de liaison série
demandés par l'imprimante.
Baud rate: 4800 max.
Bits: 7 ou 8
Stop bits: 1, 2 etc.
Parity: 1 ou non programmé
Protocole: ce champ permet de désigner le nombre de pages DNC
imprimées sur une page imprimante. Après le nombre
désigné, la DNC envoie une avance page à l'imprimante.
Exemple: 1 = 1 page DNC par page d'imprimante.
2 = 2 pages DNC par page d'imprimante.
BCC: ce champ définit la marge de gauche en caractères (espace).
marge de gauche = 2 + (BCC x 2)
Domaine: 0 (2 caractères) to 9 (20 caractères)
Exemple: BCC = 4, soit 2 + (4 x 2) = 10
POUR IMPRIMER DEPUIS LA DNC
Sélectionner la page désirée.
Presser simultanément la touche stop
correction
ou menu .
et la touche
IMPRESSION DE L'ÉCRAN COURANT PAGE 75
Page 84

HYPERTERMINAL
Il est possible de saisir toutes les pages d’une DNC60 sur un PC dans un
fichier txt, ce qui permet une sauvegarde papier des paramètres machines, de
programmes ou autres éléments de la DNC 60.
CONNEXION
Connecter un câble RS 232 inversé entre le connecteur J5 de la DNC et le
port RS 232 de l'ordinateur. S'il s'agit d'un ordinateur portable sans port
RS 232, l'utilisation d'un convertisseur USB-RS232 (par ex. marque Aten)
PAGE 76 MANUEL D'UTILISATION DNC 60 PS
Page 85

PRÉPARATION
Les paramètres de liaisons doivent être les mêmes sur la DNC que sur
HyperTerminal.
Paramètres DNC 60
PARAMETRES MACHINE -06- IGNORE
----CARACTERISTIQUES RS232--- 60 Vitesse de transmission 9600
61 Data transmission 8
62 Stop bits 1.0
63 Parité (-:off, 0:even, 1:odd) _
65 Protocole 0
66 BCC 5
67 Verrouillage calcul recherche K7 _
68 Conversion Inch mm
69 Stop Q Pièce atteint _
Protocole: ce champ permet de désigner le nombre de pages
DNC imprimées sur une page.
Après le nombre désigné, la DNC envoie une
avance page à l'imprimante.
Exemple:
1 = 1 page DNC par page d'imprimante.
2 = 2 pages DNC par page d'imprimante.
Si rien n'est programmé, les pages sont
envoyées les unes à la suite des autres.
BCC: ce champ définit la marge de gauche en caractères
(espace).
marge de gauche = 2 + (BCC x 2)
Domaine: 0 (2 caractères) to 9 (20
caractères)
Exemple: BCC = 4, soit 2 + (4 x 2) = 10
LAprès avoir modifié les paramètres:
• Aller sur page TRANSFER,
• Sélectionner 1 puis touche
les nouveaux paramètres, ou éteindre la DNC et la rallumer.
pour valider la transmission avec
IMPRESSION DE L'ÉCRAN COURANT PAGE 77
Page 86

Configuration de HyperTerminal
• Introduire un nom pour le ficher qui contiendra le paramétrage pour
cette commande numérique et choisir une icône. Vous appellerez ce
fichier à chaque connexion avec la commande numérique sans
devoir reparamétrer Hyper Terminal.
• Connecter en utilisant un port série.
PAGE 78 MANUEL D'UTILISATION DNC 60 PS
Page 87

• - Paramètres du port:
Bits par seconde: 9600
Bits de données: 8
Parité: Aucun
Bits d’arrêt: 1
Contrôle de flux: Aucun
• Sélectionner Propriétés:
IMPRESSION DE L'ÉCRAN COURANT PAGE 79
Page 88

• Introduire les paramètres comme ci-dessus.
• Cliquer le bouton Configuration ASCII
• Cocher la case Retour automatique à la ligne. Puis OK
• Sélectionner Affichage puis Police
PAGE 80 MANUEL D'UTILISATION DNC 60 PS
Page 89

• Choisir Terminal. Standard 14
SAISIE DES ÉCRANS
A ce point la DNC et Hyper Terminal sont paramétrés, reliés ensembles et
prêts à transmettre.
• Ouvrir le menu Appeler,
o sélectionner Appeler
• Ouvrir le menu Transfert,
o sélectionner Capturer le texte
• Choisir l'emplacement et le nom de fichier qui contiendra les pages
écrans de la DNC.
IMPRESSION DE L'ÉCRAN COURANT PAGE 81
Page 90

• Sur la DNC 60, choisir la page à imprimer
• Presser simultanément les touches
• Répéter pour chaque page désirée.
• Déconnecter
• Les pages capturées sont visibles dans le fichier txt choisi
précédemment.
et .
Impression de tous les paramètres machines
Pour les DNC 60 P, PC et PS, à partir de la version SIXFDAx, il est possible
d'imprimer tous les paramètres machines en une seule opération. Il faut à cet
effet:
• Aller dans les paramètres machines
• Presser simultanément
, et
PAGE 82 MANUEL D'UTILISATION DNC 60 PS
Page 91

ANNEXE J: PROTECTION DES NIVEAUX D'ACCÈS
INFORMATION GÉNÉRALE
Selon la version, la DNC 60 peut être ou ne pas être équipée de clé physique
à 4 positions.
Cependant les niveaux de protection 0-1-2 et 3 existent toujours.
Dans le cas ou la clé physique n'existe pas, l'accès se fait par mot de passe.
ATTENTION : ces mots de passe seront remis aux valeurs par défaut à
chaque initialisation des paramètres machines (817 sur page INIT et
choix Init Par Mach = 1).
Dans ce manuel nous parlerons donc toujours de position de la clé (virtuelle)
tel que: "positionner la clé sur 3".
Niveaux Il existe 4 niveaux d'accès 0 à 3.
0 = programmation interdite
1 = création, correction, modification, sauvegarde, effacement, transfert
d'une (ou plusieurs) pièce(s).
2 = création, correction, modification, sauvegarde, effacement, transfert
des outils.
3= programmation, modification et transfert des paramètres machine.
Accès On accède à ces niveaux en pressant les touches
+ ou . (Relâcher la touche 0-3 avant la
touche stop).
La position de la clé est affichée sous forme d'un numéro en haut de l'écran à
droite (après le champ interactif).
Lors du passage à un niveau non autorisé, une demande de modification de
mot de passe est faite.
Lorsque le mot de passe a été introduit, on peut "naviguer" dans les niveaux
inférieurs et égal à celui autorisé sans réintroduire le mot de passe.
Le fait de passer au niveau 0 réinitialise la demande de mot de passe.
Utilisateurs Différents utilisateurs sont prédéfinis. Un utilisateur n'est pas une personne
physique en particulier, mais peut être par exemple tous les opérateurs ayant
l'autorisation de travailler sur la machine.
Chaque utilisateur prédéfini possède son propre mot de passe et un niveau
maximum qu'il peut atteindre. Voir plus loin Tableau des utilisateurs, accès
et mots de passe.
Mot de passe Certains utilisateurs peuvent modifier leur propre mot de passe. Pour les
autres, le mots de passe peut être changé uniquement par un utilisateur ayant
un accès supérieur.
Perte du mot de passe En cas de perte du mot de passe, il faut qu'un utilisateur de niveau supérieur
reprogramme le mot de passe.
PROTECTION DES NIVEAUX D'ACCES PAGE 83
Page 92

LES UTILISATEURS
Tableau des utilisateurs, accès et mots de passe.
Niveau Noms
d'utilisateurs
prédéfinis
1
2
3
4 WSSUPER OK OK 3 817 Chef d'atelier chez
5 MACHMAN NO OK 3 Techniciens de service du
6 MACHMAN0 OK OK 3 Responsable des
Un utilisateur prédéfini peut être "donné" à plusieurs personnes. Par exemple niveau 1 (EUL1) à toutes
les personnes ayant accès à la machine.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Changement
du mot de
passe
personnel
Changement
des mots de
passe des
subordonnés
Niveau
clé
virtuelle
1
2
3
Mot de passe
par défaut
111 Opérateur ayant le droit
222 Opérateur ayant le droit
333 Opérateurs ayant le droit
Utilisateur généralement
attribué à
d'accès au niveau 1
d'accès au niveau 2
d'accès au niveau 3
l'utilisateur de la machine
constructeur de la
machine.
techniciens chez le
constructeur de la
machine.
Après l'installation de la machine, il est recommandé de modifier le mot de passe par défaut du niveau 4
(WSSUPER Workshop supervisor = chef d'atelier) et du niveau 3 (EUL3 Utilisateurs avec autorisation
niveau 3), car les mots de passe se trouvent dans ce manuel.
PAGE 84 MANUEL D'UTILISATION DNC 60 PS
Page 93

ACCÈS PAR MOTS DE PASSE
Au démarrage du logiciel, la clé virtuelle est toujours placée à 0.
Choisir le niveau à accéder au moyen de l'une des combinaisons
+ ou :
Le message VALEUR ? apparaît.
Introduire le mot de passe et appuyer sur la touche
le mot de passe.
Le message OK et le niveau sélectionné sont affichés si le mot de
passe est accepté ou KO s'il est refusé.
Une fois l'autorisation acquise, l'opérateur peut changer de niveau parmi ceux
qui lui sont autorisés sans qu'une nouvelle demande de mot de passe ne
réapparaisse.
Par exemple un utilisateur avec accès au niveau 3 peut naviguer entre les
niveaux 1, 2 et 3 sans plus avoir à donner son mot de passe.
Si le niveau 0 est activé, l'accès à n'importe lequel des niveaux demande
d'introduire à nouveau le mot de passe.
Cette demande apparaîtra également lorsque l’utilisateur passe à un niveau
supérieur (de 0 à 1, de 1 à 2, de 2 à 3, etc…) et qu’il ne possède pas les droits
pour y accéder.
Conseil Si vous avez accédé au niveau 3, après votre intervention, accédez au niveau
0. Cela évitera de faire par mégarde des changements non désirés.
pour valider
PROTECTION DES NIVEAUX D'ACCES PAGE 85
Page 94

ACCÈS AUX NIVEAUX SUPÉRIEURS À 3
Certains utilisateurs peuvent accéder à un niveau supérieur à 3, ce qui leur
permet entre autre de modifier les mots de passe.
Pour connaître les droits, voir le Tableau des utilisateurs, accès et mots de
passe.
Presser la combinaison de touche
Le message NIVEAU ? apparaît.
Introduire le niveau (4, 5, …..).
Le message VALEUR ? apparaît.
Introduire le mot de passe correspondant au niveau demandé et
valider par la touche
La DNC se met au niveau 1. L'opérateur peut "naviguer" entre les
niveaux 1 et 3 sans avoir à redonner son mot de passe.
Si son niveau le lui permet, il peut appeler la procédure de
modification des mots de passe (voir paragraphe suivant).
A la fin de l'intervention, ne pas oublier de passer au niveau 0 pour
quitter le niveau en cours.
.
+
.
PAGE 86 MANUEL D'UTILISATION DNC 60 PS
Page 95

CHANGER MOT DE PASSE
Il est possible de modifier les mots de passe attribués par défaut.
Certains utilisateurs peuvent le faire pour eux-mêmes, d'autres pas. Pour
connaître les droits, voir le Tableau des utilisateurs, accès et mots de passe.
Pour changer un mot de passe:
Presser la combinaison de touche
Le message NIVEAU ? apparaît.
Introduire le niveau (4, 5, …..).
Le message VALEUR ? apparaît.
Introduire le mot de passe correspondant au niveau demandé et
valider par la touche
Puis sélectionner la combinaison de touches +
Le message NIVEAU ? apparaît.
Programmer le niveau pour lequel on désire modifier le mot de passe.
Le message IGNORE apparaît si le niveau demandé est supérieur au
niveau "logué", dans le cas contraire, le message VALEUR ?
apparaît.
Introduire le nouveau mot de passe désiré et valider par la touche
.
Le message CONFIRM apparaît.
Réintroduire le nouveau mot de passe et valider par
.
+ .
:
.
Si les 2 mots de passe saisis sont identiques le message OK est
affiché.
Si les 2 mots de passe saisis sont différents, on invite l’utilisateur à
saisir à nouveau les 2 mots de passe, le message VALEUR est affiché.
A la fin de l'intervention, ne pas oublier de passer au niveau 0 pour
quitter le niveau en cours.
PROTECTION DES NIVEAUX D'ACCES PAGE 87
Page 96

GESTION DES NIVEAUX D'ACCÈS PAR CLÉ EXTERNE
Si l'utilisation de la clé externe est définie dans les paramètres machine, les
niveaux d'accès sont gérés par la clé externe. Les mots de passe ne sont plus
actifs.
L'utilisation de la clé externe est définie par le paramètre Clé = 1 et par
l'utilisation des entrées CLE 0 et CLE 1.
Input
CLE 0
OFF OFF
ON OFF
OFF ON
ON ON
Input
CLE 1
Pos.
clé
0
1
2
3
PAGE 88 MANUEL D'UTILISATION DNC 60 PS
Page 97

ACCESSOIRES
CYBACK Logiciel de sauvegarde sur PC.
Permet la sauvegarde et la restitution des données (pièces, outils,
paramètres machines) des commandes numériques DNC 7000, DNC 70.
DNC 60 et DNC 30 sur un PC via la ligne série.
Jusqu'à 10 différentes commandes numériques peuvent être sélectionnées.
Vous trouverez CYBACK sur le CD qui accompagne votre commande
numérique.
PC 1200 Ce logiciel permet la programmation sur PC en 2 ou 3 dimensions des
pièces à réaliser sur la commande numérique.
Le logiciel exécute la simulation et la visualisation graphique de la suite
des plis en tenant compte des caractéristiques de la machine, des outils et
de la matière.
ACCESSOIRES PAGE 89
Page 98

Cette page a été intentionnellement laissée blanche.
PAGE 90 MANUEL D'UTILISATION DNC 60 PS
Page 99

INDEX
N 8, 39, 40
P 38
A
Abréviations 21
Accès
aux niveaux supérieurs à 3 89
par mot de passe 88
Ajouter
un pli 44
Angle 16, 67
corrections 16, 67
résultat hors tolérance 54, 56
Avance
page 27
sequence 27
Axe
modifier l'origine 62
p/m 39
P+ 39
PCV 10
PLAN 39
PMH 10
POS 9
Q 9
ri 40
Rx 9
SET 62
Start ext 10
TOL 41
10
Vy
Clavier 23
Clé
externe 91
physique 86
virtuelle 86
B
Backup 74
Bascule 47
C
Calcul 44
Calibration 63
Caractère(s)
alphanumérique(s) 69
Champ
σ (sigma) 8, 39
Ac 39
Al 39
APPUI 45
Bo 10
CAL 39, 63
COR 9
CR 9, 41
CY 8
Ep 8, 39
F1à F5 10
FACE 45
Fp 9
I/mm 39
In 39
Kg/mm² 39
L 9, 40
L dév 39
Lp 9, 39
MEM 9
Conventions 21
Copier
séquence 7, 13
Copyright et licence 3
Correction
angle 16, 67
page 67
touche 24
utiliser la page 7
Coulisseau
cycle sans pli 66
ne descend pas 66
référence 54
Critères 17
Croquage 9, 41, 64
CYBACK 74
Cycle sans pli 66
E
Easy Bend 5, 24
Ecran
imprimer l'écran 78
Effacer
mémoire de travail 12, 42
touche 26
zone des variables 52
Enchaînement de pièces 39
INDEX PAGE 91
Page 100

Épaisseur
de la matière 8, 39, 43
mesure de 63
Erreur
explication des messages 70
F
Flash
mémoire 74
Force
linéaire 34
RUN 75
Mise à jour du logiciel 74
Mode
automatique 25
de travail 31
manuel 25
programmation 25
semi-automatique 25
Mot de passe 86
changer 90
modifier 86
perdu 86
H
Hyper terminal 79
I
Imprimante 78
Initialisation 52
Inserer
touche 26
L
Liaison série 74
LINK7000 74, 76
Liste
matrices 37
pièces 24
M
Manipulation
de la tôle 47
Matrice(s)
force linéaire 34
programmation 33
Mémoire
Flash 74
Mémorisation
touche 26
Mémoriser
pièce 19, 42
Menu 29
touche 24
Message
COPIE 7
EXISTE 15, 42, 44
explication des messages 70
N
Niveaux d'accès 86
Gestion par clé externe 91
Protection 86
Utilisateurs 86
O
Ordre des plis 45
Origine
d'un axe 62
Outils
référence 54
P
Page
correction 16, 67
L-alpha 38
pièce status 38
séquence 7
Page en arriere 27
Pièce 24
appeler 18
enchaînement de 39
liste de 17
programmation 37
rechercher 18
rechercher selon critères 17
supprimer 19
Pivote 47
Pli
ajouter 44
cycle sans pli 66
supprimer 44
Pliage
en fond de matrice 67
Poinçon(s) 33
PAGE 92 INDEX
 Loading...
Loading...