

Page 1

DNC 60 PS
Manuale di istruzioni
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-60PS-IT
Page 2

Le informazioni che figurano in questo documento sono soggette a revisione senza
preavviso e non rappresentano alcun impegno da parte di CYBELEC SA.
Il software descritto in questo documento è diffuso nel quadro di un accordo di linceza o di nondivulgazione e non può essere utilizzato o copiato che in conformità con quanto stipulato. Ogni copia del
programma CYBELEC su cassetta, dischetto o altro supporto per fini diversi dall’uso personale
dell’acquirente è vietato dalla legge.
Copyright CYBELEC S.A. Ogni diritto riservato.
Nota:
Il presente manuale spiega la programmazione normale e standard del controllo numerico.
Poichè questo è equipaggiato di funzioni configurabili dal costruttore della macchina, fate riferimento
alle istruzioni supplementari fornite da quest’ultimo per la programmazione di queste funzioni.
Autocad® è un marchio depositato da Autodesk Inc.
CYBELEC® è un marchio depositato da CYBELEC S.A.
Ethernet® è un marchio depositato da Xerox Corporation.
IBM®, PC/AT®, PC Network®, Token Ring Network® sono marchi depositati da International
Business Machines Corporation.
MS-DOS
®
è un marchio depositato da Microsoft Corporation.
MS-Windows
®
è un marchio depositato da Microsoft Corporation.
Novell Netware® è un marchio di fabbrica di Novell, Incorporated.
Windows NT® è un marchio depositato da Microsoft Corporation.
Page 3
SICUREZZA E MANUTENZIONE: ISTRUZIONI
L'operatore deve ricevere l'istruzione necessaria per
poter lavorare sulla macchina equipaggiata di
controllo numerico.
Il cattivo utilizzo del controllo numerico può causare
gravi danni a cose e/o persone.
La modifica dei parametri macchina può causare
gravi danni materiali ed una qualità scadente del
prodotto.
Il pannello posteriore del controllo numerico non
deve essere rimosso se non da un tecnico
specializzato (pericolo di folgorazione).
Non esporre il controllo numerico ad umidità
eccessiva in modo da evitare il deterioramento dello
stesso nonchè i rischi di folgorazione.
Assicurarsi che il controllo numerico sia "scollegato"
prima di eseguire qualunque tipo di pulizia; non
utilizzare, comunque, prodotti a base di alcool e/o di
ammoniaca.
Contattare un tecnico in caso di cattivo
funzionamento del controllo numerico.
Evitare di esporre il controllo numerico alla luce
diretta del sole o ad altre fonti di calore.
Non posizionare mai, nelle vicinanze del controllo
numerico, oggetti od apparecchiature generanti
campi magnetici (trasformatori, motori, ecc.) oppure
correnti parassite (saldatrici ad arco, ecc.).
Sostituire regolarmente i filtri delle ventole di
raffreddamento.
Page 4

Questa pagina è stata intenzionalmente lasciata bianca.
Page 5
ACCORDO DI LICENZA PER SOFTWARE CYBELEC
COPYRIGHT GENERALE
I softwares CYBELEC sono protetti da copyright e tutti i diritti di copia sono riservati.
I softwares CYBELEC possono essere installati e utilizzati solo negli apparecchi (PC o DNC) autorizzati.
Anche i manuali di istruzione sono coperti da copyright e tutti i diritti d’uso e di copia sono riservati.
Questo documento non può essere, del tutto o in parte, copiato, fotocopiato, riprodotto, tradotto o ridotto
senza previo consenso scritto di CYBELEC.
COPYRIGHT SPECIALE DISCHETTI
Gli utilizzatori legali di questo prodotto sono autorizzati unicamente a copiare il dischetto nella memoria
del computer per eseguire il programma e a fare una copia di salvataggio (Backup) del dischetto originale
al solo fine di poter rimediare ad una eventuale perdita del programma originale.
Le copie non autorizzate, la duplicazione, la vendita o la distribuzione di questo prodotto costituiscono
una violazione della legge.
COPYRIGHT SPECIALE EPROMS
Gli apparecchi DNC e CNC CYBELEC nei quali il software originale prodotto presso CYBELEC fosse
stato sostituito da una copia non fatta da CYBELEC e senza l’autorizzazione scritta di CYBELEC
perdono immediatamente la loro garanzia.
GARANZIA
CYBELEC non garantisce che i propri softwares possano lavorare correttamente in qualunque ambiente
di lavoro e con qualunque tipo di computer.
I limiti di utilizzo di un software e delle sue specifiche tecniche sono decisi unicamente da CYBELEC;
CYBELEC è la sola abilitata a decidere della conformità e delle prestazioni del software.
I software non sono previsti per compensare le incompatibilità fra i sistemi di utilizzo e le loro revisioni o
cambi di versione.
L’utilizzo delle varie revisioni o versioni del software CYBELEC o il passaggio di una versione o
revisione ad un’altra può causare la perdita o modifica di informazioni.
ACCORDO DI LICENZA PAGINA I
Page 6
SERVIZIO DI CAMBIO DEL SOFTWARE
L’acquisto del software dà diritto per un anno alla fornitura delle revisioni intese come “correzioni”.
All’impiego di una versione revisionata o corretta del software, si potranno avere delle perdite di dati
(programma, parametri di regolazione, ecc.) o potrà risultare necessario fare delle modifiche
all’apparecchio o al suo collegamento; questi effetti non sono sempre prevedibili e CYBELEC non ne è
responsabile.
TERMINE
L’accordo terminerà automaticamente in caso di fallimento dell’acquirente, in caso di messa in mora dei
creditori dello stesso o in caso di obbligazione, di esecuzione giudiziaria, di sequestro dei suoi beni o di
processi a lui intentati e che riducono in modo particolare la capacità di condurre i suoi affari, o in caso di
scioglimento della società acquirente.
CYBELEC ha il diritto di terminare questo accordo immediatamente in caso di violazione delle
condizioni sopra descritte da parte dell’acquirente.
Nei 30 giorni seguenti il termine dell’accordo, qualunque sia la ragione, l’acquirente può scegliere di:
Ritornare a CYBELEC o a un venditore ufficiale, tutte le copie esistenti di tutti i softwares e del
materiale relativo, o
Fornire una prova soddisfacente che il software originale e ogni eventuale copia di qualunque forma,
siano stati definitivamente distrutti.
LIMITE ALLE RESPONSABILITÀ’
Le condizioni di garanzia qui stipulate sostituiscono tutte le altre condizioni di garanzia espresse o
sottintese.
L’acquirente accetta comunque che CYBELEC non è responsabile in caso di mancato guadagno, perdita
di informazioni o altri danni accidentali sopravvenuti in conseguenza all’utilizzo o all’impossibilità di
utilizzare il software. CYBELEC non è, inoltre, responsabile in caso di querela o altra procedura legale,
di una terza parte, nei confronti dell’acquirente.
In nessun caso CYBELEC può essere ritenuta responsabile dei danni anche se fosse stata avvisata del
loro possibile sopravvenire.
CYBELEC non garantisce che le funzioni contenute nel software soddisfino tutti i bisogni del cliente nè
che l’utilizzo dello stesso si svolgerà senza alcun errore.
Se il software risultasse difettoso, l’acquirente (e nè CYBELEC nè un venditore o rappresentante
autorizzato) sopporterà tutte le spese e servizi necessari per eventuali riparazioni o correzioni.
CYBELEC garantisce che i dischetti o eproms o altri supporti magnetici o cassette sulle quali i softwares
sono forniti sono senza difetti di materiale o di lavoro in condizioni d’uso normale e per un periodo di 90
giorni. Questo periodo comincia dalla data di spedizione all’acquirente, fà fede la copia della bolla di
consegna.
PAGINA II ACCORDO DI LICENZA
Page 7
LIMITE DEI RIMEDI
La responsabilità e i doveri di CYBELEC e i soli rimedi previsti sono i seguenti:
La sostituzione dei dischetti o eproms o supporti magnetici o cassette che non soddisfino le condizioni di
garanzia limitate di CYBELEC e che sono stati ritornati a CYBELEC o a un rappresentante autorizzato di
CYBELEC con una copia della bolla di consegna o,
Se CYBELEC o il suo rappresentante non sono in grado di consegnare dei dischetti, supporti magnetici,
eproms o cassette esenti da difetti di materiale o manodopera, l’acquirente può denunciare questo accordo
secondo i termini e le condizioni indicate; l’acquirente sarà rimborsato.
GENERALITÀ
L’acquirente conferma di aver letto questo accordo, di averlo compreso e riconosce di essere legato ai
suoi termini e alle sue condizioni.
L’acquirente accetta di considerare CYBELEC non responsabile di tutte le richieste di danni derivanti da
un suo errore secondo questo accordo, comprese ma non limitate a tutte le spese di giustizia riguardanti.
Questo accordo è redatto secondo la legge svizzera, il foro giuridico è Losanna.
MANUTENZIONE
CYBELEC assicura la manutenzione del software per un anno. L’estensione di questa manutenzione e i
tempi necessari per fornirla sono di decisione di CYBELEC. La manutenzione comprende normalmente
la correzione degli errori nel codice del software, la correzione degli errori nella documentazione
allegata, le versioni di aggiornamento che possono essere state realizzate da CYBELEC durante il
periodo di manutenzione.
In nessun caso CYBELEC sarà obbligata a fornire un supporto tecnico per tentare di risolvere i problemi
o difficoltà risultanti da modifiche apportate al software da parte dell’acquirente; le modifiche apportate
dallo stesso sono a suo rischio e pericolo.
ACCORDO DI LICENZA PAGINA III
Page 8

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA IV ACCORDO DI LICENZA
Page 9

29.09.2006 V. 1.3
SOMMARIO
SICUREZZA E MANUTENZIONE: ISTRUZIONI.............................................................................V
ACCORDO DI LICENZA PER SOFTWARE CYBELEC..................................................................I
Sicurezza, copyright e licenza.............................................................................................3
PAGINA EASY BEND......................................................................................................................5
CREARE UN PEZZO.......................................................................................................................7
Pagina sequenza.................................................................................................................7
Programmazione nella pagina sequenza............................................................................11
GESTIONE DEI PEZZI.....................................................................................................................17
Lista dei pezzi......................................................................................................................17
ALLEGATO A: CONVENZIONI........................................................................................................21
Convenzioni tipografiche.....................................................................................................21
Abbreviazioni / Glossario.....................................................................................................21
ALLEGATO B: L’INTERFACCIA UTILIZZATORE...........................................................................23
Lo schermo..........................................................................................................................23
La tastiera............................................................................................................................23
ALLEGATO C: MENU PRINCIPALE................................................................................................29
Scelte del menu principale..................................................................................................29
ALLEGATO D: I MODI DI LAVORO DELLA MACCHINA................................................................31
Modo regolazione................................................................................................................31
Modo sensitivo ....................................................................................................................31
Modo automatico.................................................................................................................32
ALLEGATO E: PROGRAMMAZIONE DEGLI UTENSILI ................................................................33
Programmazione dei punzoni / matrici................................................................................34
ALLEGATO F: PROGRAMMAZIONE..............................................................................................37
Programmazione nella pagina L-alpha ...............................................................................38
Metodo L-alpha ...................................................................................................................42
ALLEGATO G: VARI........................................................................................................................51
La pagina INIZIALIZZAZIONE.............................................................................................51
La quota di riferimento degli utensili....................................................................................53
Il punto di contatto lamiera (PCL)........................................................................................56
Gli assi dei registri...............................................................................................................57
N60PS_IT.DOC SOMMARIO PAGINA 1
Page 10

Programmazione dell'origine degli assi..............................................................................61
La calibrazione....................................................................................................................62
La piega multipla.................................................................................................................63
Ciclo senza piega ...............................................................................................................65
Punzonatura ....................................................................................................................... 65
Piega a fondo matrice......................................................................................................... 66
Correzioni degli angoli........................................................................................................66
Caratteri alfanumerici ......................................................................................................... 68
Messaggi / errori.................................................................................................................68
I messaggi interattivi...........................................................................................................69
ALLEGATO H: TRASFERIMENTO................................................................................................. 73
Tests delle porte seriali.......................................................................................................74
CYBACK.............................................................................................................................75
ALLEGATO I: STAMPA DELLA VIDEATA IN CORSO...................................................................77
Per stampare dal DNC ....................................................................................................... 77
Hyper terminal .................................................................................................................... 78
ALLEGATO J: PROTEZIONE DEI LIVELLI DI ACCESSO.............................................................85
Informazioni generali..........................................................................................................85
Gli utilizzatori ...................................................................................................................... 86
Accesso tramite password.................................................................................................. 87
Accesso ai livelli superiori al 3............................................................................................88
Modifica della password..................................................................................................... 89
Gestione dei livelli di accesso tramite chiave esterna........................................................90
ACCESSORI ................................................................................................................................... 91
INDEX.............................................................................................................................................. 93
PAGINA 2 MANUALE ISTRUZIONI DNC 60 PS
Page 11
SICUREZZA, COPYRIGHT E LICENZA
Consultare le pagine sulla sicurezza, copyright e licenza all’inizio del
manuale.
A PROPOSITO DI QUESTO MANUALE
Questo manuale è studiato per aiutare l’utilizzatore a capire ed utilizzare il
controllo numerico DNC 60 al meglio.
Per ottenere il massimo comfort e la maggiore produttività del controllo
numerico, converrà leggere attentamente tutto il manuale.
L’indice ed il sommario ben organizzati vi permettono di trovare
rapidamente il soggetto che vi interessa.
Nota: nel manuale, si considera che il DNC è configurato in modo da essere
operativo (cioè parametri macchina ed utensili programmati).
Questo manuale può evolversi. Siete voi utilizzatori che potete aiutarci a
migliorarlo. Se avete delle osservazioni relative a questo manuale, scrivete a:
CYBELEC S.A.
Département Communication
Rue des Uttins 27
CH-1400 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-mail: info
@cybelec.ch
SICUREZZA, COPYRIGHT E LICENZA PAGINA 3
Page 12

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 4 MANUALE ISTRUZIONI DNC 60 PS
Page 13
PAGINA EASY BEND
La pagina EASY BEND è accessibile mediante doppia pressione del tasto
.
Easy Bend
Sp: 2.00 σ 45.00 Kg/mm2 Ac_Al_In_
p/m 1/1 CR __/ri 2.78
--MEM-- --POS--
90.0° mes __._°
Y1 293.11 350.92
Y2 293.11 351.05
L 136.0
X1 133.9 51.8
Lp 5000 Fp 78
Rx ___ Start Ext _
Vy __% __% ∆Tp _._s
PCV ___
Questa pagina permette di programmare rapidamente una piega e/o di
interrompere brevemente la produzione per eseguire una sola piegatura,
senza modifica o perdita dei dati del programma in corso di produzione.
PROGRAMMAZIONE DI UNA PIEGA
Inserire lo spessore e gli utensili se dovessero essere diversi del pezzo in
corso di produzione.
Per accelerare la programmazione, i campi p/m nonché la materia sono
ricavati dalla sequenza 1 del pezzo di produzione in corso. La modifica di
questi dati non ha alcuna influenza sul programma durante la produzione.
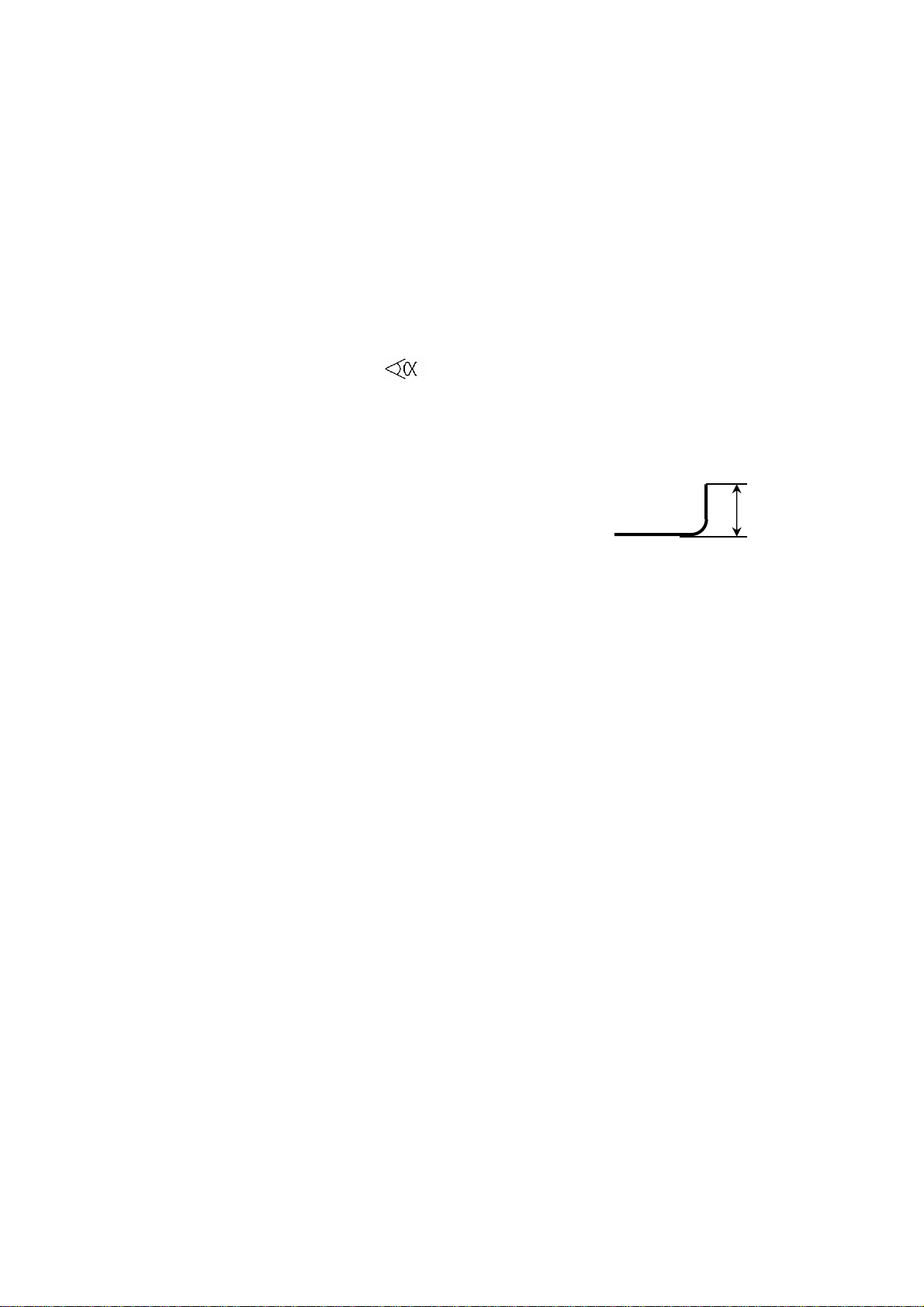
Inserire l’angolo della piega nel campo
Inserire l’altezza
sarà automaticamente calcolata.
o
direttamente la distanza alla quale dovrà
posizionarsi il registro X.
Inserire la lunghezza di piegatura.
Il sistema calcolerà automaticamente la pressione e la bombatura.
L dell’ala (quota esterna) la posizione del registro X
L
Eventualmente inserire,
o il tempo di mantenimento in pressione (di default non
programmato = 0.5 s),
o l’arretramento del registro,
o la riduzione della velocità di piegatura,
o la risalita lenta, ecc.
PAGINA EASY BEND PAGINA 5
Page 14
Premere il pulsante START o il pedale. Gli assi si posizioneranno ai
valori desiderati. Il controllo numerico passerà automaticamente in modo
semi-automatico.
Azionare il pedale per piegare.
Al ritorno del pestone, il DNC passa in modo programmazione.
Potete inserire nuovi dati o azionare il pedale per eseguire una nuova
piegatura.
Premere il tasto
per ritornare alla produzione.
SPIEGAZIONE DEI CAMPI
Vedi Spiegazione dei campi pagina 8.
PAGINA 6 MANUALE ISTRUZIONI DNC 60 PS
Page 15
CREARE UN PEZZO
Questo paragrafo spiega come programmare un pezzo nonché il metodo per
eseguire le correzioni e la registrazione del pezzo.
PAGINA SEQUENZA
Questa pagina visualizza tutte le informazioni di piega per la sequenza in
corso, vale a dire la posizione richiesta degli assi Y e X (R, ecc.), la
pressione, l'arretramento del registro, la bombatura, i tempi di mantenimento
in pressione , ecc.
Importante Questa pagina visualizza il risultato dei calcoli effettuati durante la
programmazione di un pezzo nella pagina L-alpha con definizione dell'ordine
delle pieghe.
L'operatore può modificare questi valori se necessario (specialmente
l'arretramento, il tempo di mantenimento in pressione, il punto morto
superiore).
Bisogna evitare ciononostante di modificare direttamente i valori Y e X che
sono stati calcolati dal DNC:
Se si devono modificare questi assi, bisogna usare la pagina correzione.
Astuzia L'operatore può programmare direttamente un pezzo in questa pagina senza
"passare" dalla pagina L-alpha e la definizione dell'ordine delle pieghe.
Questo semplifica molto le operazioni, poiché tutte le informazioni
necessarie alla piega si trovano su questa pagina.
Per andare alla pagina sequenza premere il tasto
Premendo una volta il tasto si visualizza la pagina delle dimensioni a grandi
caratteri.
Premendo due volte il tasto si visualizzano tutte le dimensioni e le funzioni
della sequenza corrente a piccoli caratteri
Questa pagina si visualizza alla messa sotto tensione del DNC.
Per passare da una sequenza all'altra, premere i tasti
Quando si raggiunge l'ultima sequenza del programma, si accende il piccolo
LED del tasto
una nuova sequenza con lo stesso contenuto dell'ultima. Appare il messaggio
COPIA.
. A questo punto se si preme il tasto viene creata
.
o .
In questa pagina, il tasto
importante ad un altro campo importante.
Il tasto
essere disattivata nei parametri macchina.
CREARE UN PEZZO PAGINA 7
serve a spostare il cursore su tutti i campi. Questa funzione può
serve a spostare il cursore da un campo
Page 16
In caso di cancellazione di un pezzo, i dati contenuti nei campi Utensile, il
campo Spessore ed i campi d’informazioni sul Materiale sussistono (se
visualizzati). Ciò evita all’operatore di riprogrammare dati invariati.
P 1 P+__ N 1 / 4 CY __
Sp: 2.00 σ 45.00 Kg/mm2
p/m 1/ 1 CR __/ri 2.78
--MEM-- --POS-- --COR--
90.0° mes____.__
Y1 293.11 350.92 ____.__
Y2 293.11 351.05 ____.__
L 136.0
X1 133.91 51.85 ____.__
Q ____ ____
Lmat 5000 Fp 78
Rx _ ___ Start Est _
Vy __% __% ∆Tp _._s
PMS ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Ce: 41
SPIEGAZIONE DEI CAMPI
P
P+
N __/__
Sp
CY
σ
p/m
Numero del pezzo nella memoria di lavoro.
Numero del pezzo successivo durante il
concatenamento dei programmi.
Numero di ordine della piega (sequenza) da
eseguire e numero totale di pieghe per il pezzo.
Spessore della lamiera.
Numero di volte di ripetizione della sequenza.
(programmato a 0, la sequenza sarà saltata)
Il simbolo greco "Sigma" designa la resistenza
alla trazione ed alla rottura.
Questo campo nonché quelli del tipo di materia
possono essere nascosti (vedi pagina
nei parametri macchina).
Se questo campo è nascosto, il valore di default
Acciaio 45 kg/mm2; tuttavia, possono essere
è
definiti altri valori nel campo adoc dei
parametri macchina.
Numero della coppia punzone/matrice
associata alla piega da eseguire.
preferenze
PAGINA 8 MANUALE ISTRUZIONI DNC 60 PS
Nel campo P o M, premere
visualizzare l’elenco dei comandi.
Selezionare il comando nell’elenco quindi
premere di nuovo
per ritornare.
per
Page 17
PM/ri
--MEM--
--POS--
--COR--
I campi
numerico.
L
Q
Numero di pieghe richieste quando si lavora
con piega multipla (min. 4), e raggio interno di
piega.
Questa colonna contiene sia i valori calcolati
dal sistema durante una simulazione, sia i
valori programmati dall'operatore.
Questa colonna indica la posizione reale degli
assi.
Questa colonna contiene la somma delle
correzioni sequenza e pezzo inserite nella
pagina CORREZIONI.
, Y1, Y2, ecc. dipendono dagli assi programmati nel controllo
Altezza dell’ala dopo la piegatura. Il DNC
calcolerà automaticamente la posizione del
registro posteriore dell’asse X.
L
Numero di volte che la sequenza del pezzo
verrà ripetuta. Quantità di pezzi da produrre. Il
campo Q si visualizza soltanto in caso di
attivazione del parametro nella pagina
PREFERENZE.
Lmat
Fp
Rx
Start est
Lunghezza di piega.
Forza di piega.
Arretramento del registro. L'operatore indica in
mm la distanza di arretramento. Se non viene
programmato, il pestone non si ferma al PCL.
Nessun arretramento.
Se è inserito 0, il pestone si ferma al PCL poi
esegue immediatamente la piega senza
effettuare arretramento.
Il campo tra il Rx ed il valore di arretramento
serve a definire il modo di arretramento.
_ = il pestone si ferma al PCL e aspetta
che sia effettuato l'arretramento per fare la
piega.
1 = il pestone si ferma al PCL, poi riparte
immediatamente, mentre si fa l'arretramento
Se questo campo non viene programmato, la
partenza degli assi avviene automaticamente al
PMI o al PCL o al PMS a seconda della scelta
fatta nei parametri macchina.
Se programmato a 1, la partenza avviene in
funzione della configurazione fatta dal
costruttore.
- Nella maggior parte delle
CREARE UN PEZZO PAGINA 9
Page 18
configurazioni, sarà sufficiente dare un ordine
di discesa. Gli assi si posizionano, e bisognerà
dare poi un secondo ordine di discesa per far
muovere il pestone.
- In altre configurazioni, bisognerà
premere il tasto start previsto per questo scopo.
- Se appare il messaggio ZONA TOL,
significa che è stato dato un ordine di discesa e
che gli assi non sono posizionati alla sequenza
in corso. Dare un start con il pulsante previsto
o dal pannello frontale del DNC.
Vy
Velocità di piega del pestone.
Programmato a 0, la velocità sarà di 1 mm/s.
Programmato a 9, la velocità sarà di 10 mm/s.
(A condizione che la macchina sia in grado di
raggiungere questa velocità).
Vy
Velocità di risalita dal PMI al PCL.
Programmabile da 0 (lento) a 9 (veloce).
Permette di variare la velocità di risalita del
pestone fino al PCL (Funzione legata
all'idraulica della macchina).
∆Tp
PMS
PCV
F1 - F5, Ce
Temporizzazione di mantenimento in pressione
del pestone.
Distanza del punto morto superiore.
Distanza del punto di cambio velocità del
pestone.
Valore delle funzioni ausiliarie da F1 a F5 e
della bombatura. Le funzioni ausiliarie si
visualizzano soltanto in caso di configurazione
della funzione.
Questi campi possono anche essere riprogrammati dall'operatore.
Ciononostante, alcuni di essi sono legati, cioè la modifica di uno comporta la
modifica dell'altro.
PAGINA 10 MANUALE ISTRUZIONI DNC 60 PS
Page 19
PROGRAMMAZIONE NELLA PAGINA SEQUENZA
In questo manuale, si considera che il DNC viene configurato in modo da
essere operativo (cioè parametri macchine ed utensili programmati).
L’operatore dispone di 2 metodi di programmazione.
Il più rapido
La programmazione diretta.
La programmazione diretta è il metodo più rapido per un operatore
esperto, perché tutta la programmazione del pezzo avviene nella
stessa pagina. Permette di programmare direttamente le posizioni
degli assi e calcola la profondità di piegatura in funzione dell’angolo
inserito.
Con calcolo dello sviluppo
Il metodo L-alpha.
Il metodo L-alfa permette di inserire un profilo da piegare con le dimensioni
esterne e l’angolo di ogni faccia. Il DNC calcolerà la lunghezza sviluppata:
Dopo aver programmato la sequenza delle pieghe, il DNC calcolerà la
posizione dei registri.
Spiegazione di questo metodo nel capitolo pagina 38 Programmazione nella
pagina L-alpha
Come indicato all'inizio di questo capitolo, questa pagina è automaticamente
programmata quando il pezzo viene inserito con il metodo L-alpha.
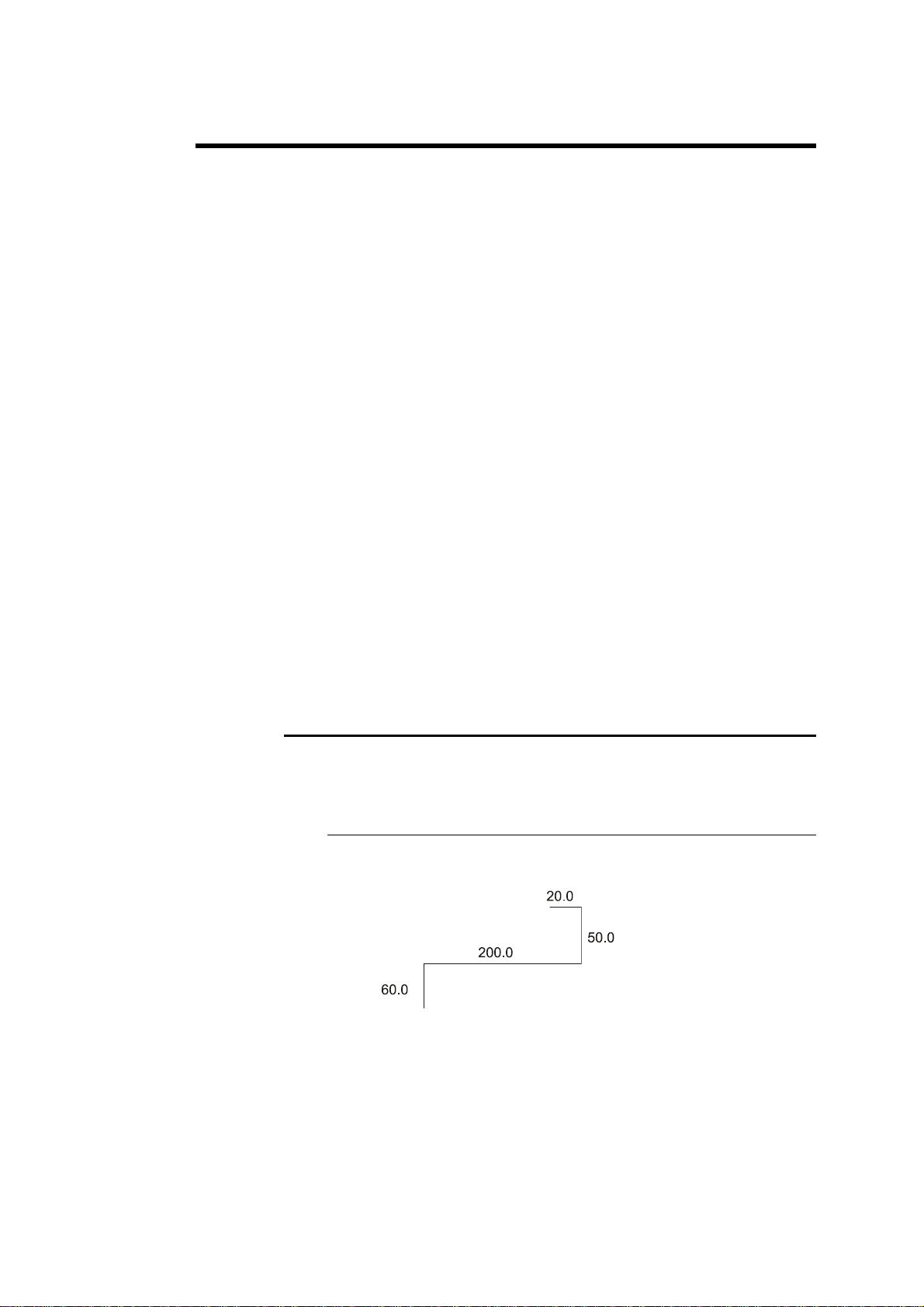
PROGRAMMAZIONE DIRETTA
Esempio di programmazione
Bisogna realizzare il pezzo seguente.
Sp: 2.0 mm
Lp: 1000mm
CREARE UN PEZZO PAGINA 11
Page 20
L'ordine di piega è il seguente:
Piega 1 su FACCIA 1 e APPOGGIO 0
Piega 2 su FACCIA 3 e APPOGGIO 4
Piega 3 su FACCIA 2 e APPOGGIO 3
Richiamare la pagina sequenza con il tasto
..
Liberare la memoria di lavoro.
In caso di soppressione di un pezzo, i dati contenuti nei campi
Utensile, il campo Spessore ed i campi d’informazioni sul Materiale
sussistono (se visualizzati). Ciò evita all’operatore di riprogrammare
dati invariati.
Mettere il cursore sul campo N (nota:
+ posiziona il
cursore in alto alla pagina).
Inserire 99 e premere il tasto
PAGINA 12 MANUALE ISTRUZIONI DNC 60 PS
.
Page 21
P 125 N 99 CY __
Sp: __.__ σ __.__ Kg/mm2
p/m _/_ CR __/ri __.__
--MEM-- --POS-- --COR- __._°
Y1 ____.__ 350.92 ____.__
Y2 ____.__ 351.05 ____.__
X 1 ____.__ 51.85 ____.__
Q ____ ____
Lmat ____ Fp ___ TON
Rx ___ Start est _
Vy _ _ ∆Tp _._s
PMS ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Ce: __
Inserire lo spessore, il sigma e gli utensili come indicato sotto:
P 0 N 1 CY __
Sp: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
Programmare 90 nel campo ,
lasciando il campo, il sistema calcola il valore degli assi Y1 e Y2.
Inserire 58.0 nel campo X (posizione del registro per questa prima
piega).
Inserire la lunghezza di piega a 1000.
Il sistema calcola automaticamente la pressione e la bombatura.
Inserire eventualmente, il tempo di mantenimento in pressione (di
default non programmato = 0,5 s), l'arretramento del registro, la
riduzione della velocità di piega, la risalita lenta, ecc.
Premere il tasto di avanzamento sequenza
prima sequenza nella sequenza 2.
Viene visualizzato il messaggio COPIA il campo N passa a 2.
Il LED del tasto resta acceso, ad indicare che ci si trova sull'ultima
sequenza.
2a sequenza Appare la schermata seguente:
Nota: i valori Y1, Y2, Fp e Bo saranno diversi perché sono calcolati
in funzione degli utensili programmati. I valori POS Y1, Y2 e
X saranno anch'essi diversi perché visualizzano la posizione
reale degli assi.
, per copiare questa
CREARE UN PEZZO PAGINA 13
Page 22
P 0 N 2 CY __
Sp: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
X 58.00 51.85 ____.__
Q ____ ____
Lmat 1000 Fp 19
Rx ___ Start est _
Vy _ _ ∆Tp _._s
PMS ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Ce: 41
Modificare i valori che variano per questa sequenza, all'occorrenza
inserire il valore 18 nel campo X.
P 0 N 2 CY __
Sp: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
X 18.00 51.85 ____.__
Q ____ ____
Lmat 1000 Fp 19
Rx ___ Start est _
Vy _ _ ∆Tp _._s
PMS ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Ce: 41
PAGINA 14 MANUALE ISTRUZIONI DNC 60 PS
Page 23
Premere il tasto di avanzamento sequenza
seconda sequenza nella sequenza 3.
Viene visualizzato il messaggio COPIA il campo N passa a 3.
Il LED del tasto resta acceso, ad indicare che ci si trova sull'ultima
sequenza.
3a sequenza: Appare la schermata seguente:
P 0 N 3 CY __
Sp: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
X 18.00 51.85 ____.__
Q ____ ____
Lmat 1000 Fp 19
Rx ___ Start est _
Vy _ _ ∆Tp _._s
PMS ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Ce: 41
, per copiare questa
Modificare i valori che variano per questa sequenza, all'occorrenza
inserire il valore 48 nel campo X.
La programmazione del pezzo è terminata.
Se desiderate memorizzare:
Mettere il cursore sul campo P.
(
e
Inserire il numero che volete dare a questo pezzo.
Premere
scegliere un numero diverso per il pezzo).
Il pezzo sarà memorizzata nella memoria interna con il numero che gli
avete appena attribuito.
Ciononostante, resta nella memoria di lavoro.
Passare al modo semi-automatico
Richiamare la sequenza 1
Eseguire la prima piega
per posizionare il cursore in alto alla pagina.)
(se il sistema risponde con il messaggio ESISTE,
.
CREARE UN PEZZO PAGINA 15
Page 24
CORREZIONI
Può verificarsi che l’angolo piegato sia leggermente superiore o inferiore
all’angolo programmato.
In questo caso, l’operatore ha la possibilità di inserire il valore reale
dell’angolo piegato. Il DNC corrigerà le dimensioni degli assi Y1 e Y2.
Le correzioni possono essere inserite in due pagine diverse:
Pagina correzioni (Vedi spiegazioni pagina 66).
Pagina sequenza.
P 0 P+__ N 1 / 4 CY __
Sp: 2.00 σ 37.00 Kg/mm2
p/m 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0° mes 91.20
Y1 229.60 350.92 ____.__
Y2 229.60 351.05 ____.__
X 58.00 51.85 ____.__
Q ____ ____
Lp 1000 Fp 19 TON
Rx ___ Start ext _
Vy _ _ ∆Tp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
Il metodo di lavoro raccomandato è riportato qui di seguito:
Programmare o richiamare il pezzo
Passare in modo semi-automatico.
Eseguire la prima piega.
Misurare il risultato.
Passare in modo programmazione.
Inserire l’angolo misurato nel campo COR (vedi sopra). Il DNC
calcula automaticamente le correzioni da apportare in Y1 e Y2.
Eseguire, se necessario, le correzioni sugli assi dei registri.
Piegare un secondo pezzo sulla prima piega per controllare le
correzioni.
Passare alla sequenza successiva e procedere analogamente per le
sequenze successive.
Quando tutte le pieghe sono corrette, passare in modo automatico e
produrre normalmente.
Le correzioni inserite qui sopra vengono applicate soltanto nella sequenza
corrente. Qualsiasi altra sequenza deve essere corretta singolarmente.
Una correzione per pezzo è possibile nella pagina CORREZIONI (Vedi
spiegazioni pagina 66).
PAGINA 16 MANUALE ISTRUZIONI DNC 60 PS
Page 25
GESTIONE DEI PEZZI
Questo capitolo spiega come gestire i pezzi (programmati) immagazzinati nel
controllo numerico.
LISTA DEI PEZZI
Premere il tasto
P 1
DIS 623-42.15
SEQUENZE PROGRAMMATE 42
LIBERE 564
-LISTA DEI PEZZI NELLA MEMORIA 1 2 11 222 997 ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
La parte superiore del display visualizza il numero del pezzo che si trova
nella memoria di lavoro ed il relativo numero di disegno.
Il DNC visualizza anche il numero di sequenze programmate e di quelle
ancora disponibili nella memoria interna.
Sono visualizzati poi, in ordine crescente, i numeri di tutti i pezzi che si
trovano nella memoria interna.
Il campo NEW_P permette all’operatore di creare un nuovo prezzo
direttamente a partire da questa pagina.
Posizionare il cursore su NEW_P e premere il tasto
.
GESTIONE DEI PEZZI PAGINA 17
Page 26
RICERCA DI PEZZI SECONDO INDIZI
Premere di nuovo il tasto .
P 28
-- INDIZI - DIS.
p/m __/__
Sp __.__
Lp _____
Lsvi ____.__
-- LISTA DEI PEZZI NELLA MEMORIA - P DISEGNO p/m
___ __/__
___ __/__
___ __/__
___ __/__
Questa pagina permette di visualizzare una lista di pezzi ricercati secondo
uno o più indizi come il numero di disegno, lo spessore, la lunghezza di
piega e/o la lunghezza sviluppata.
Sotto il titolo -- INDIZI-- sono visualizzati i vari indizi con i quali ricercare i
pezzi.
Gli indizi possono essere combinati, cioè si può domandare, per esempio, la
lista di tutti i pezzi memorizzati e che utilizzano una coppia di utensili e con
uno spessore particolare.
Nella seconda metà del display saranno visualizzati i pezzi che rispondono
agli indizi di selezione definiti.
Per effettuare una ricerca per indizi, procedere come segue:
Inserire il o gli indizi di selezione nei relativi campi.
Lasciare il cursore in uno dei campi di indizi.
Premere
Se la lista comprende più di 7 pezzi, potete visualizzare la o le pagine
successive premendo
.
.
RICHIAMARE UN PEZZO
Questa operazione ricerca un pezzo nella memoria interna e lo mette nella
memoria di lavoro.
E' possibile richiamare un pezzo da tutte quelle pagine in cui si può mettere il
cursore sul campo P o DISEGNO.
Attenzione: il pezzo richiamato "cancella" il pezzo in corso dalla memoria
di lavoro, assicuratevi quindi di memorizzare se necessario il pezzo in corso
prima di richiamarne un altro.
PAGINA 18 MANUALE ISTRUZIONI DNC 60 PS
Page 27
Inserire il numero del pezzo nel campo P o il numero di disegno nel
campo DISEGNO.
Lasciare il cursore sul campo appena programmato.
Premere
Il pezzo ricercato viene quindi copiato nella memoria di lavoro
(l'originale resta, naturalmente, nella memoria interna ).
.
MEMORIZZARE UN PEZZO
Con questa operazione si salva il pezzo che si trova nella memoria di lavoro.
E' possibile memorizzare un pezzo da tutte quelle pagine in cui si può
mettere il cursore sul campo P.
Notate che dopo la memorizzazione, il pezzo resta presente nella memoria di
lavoro.
GESTIONE DEI PEZZI PAGINA 19
Page 28
Per memorizzare un pezzo procedere come segue:
Se volete dare un numero o un nome di disegno al pezzo, completare
il campo DISEGNO. Questa operazione è facoltativa.
Inserire il numero del pezzo nel campo P.
Lasciare il cursore sul campo P.
Premere il tasto .
Se appare il messaggio ESISTE, scegliere un altro numero.
Se desiderate memorizzare un pezzo con un numero già esistente (per es.
dopo una modifica) dovete prima sopprimere dalla memoria interna il pezzo
che ha lo stesso numero.
Nota: Attenzione: i N° di pezzo 998 e 999 sono riservati a funzioni speciali.
998 per la memorizzazione temporanea del contenuto della memoria
di lavoro durante il trasferimento PC<->DNC.
999 per la cancellazione totale della memoria interna (vedere pagina
20).
SOPPRIMERE UN PEZZO
Richiamare la pagina lista pezzi.
Posizionare il cursore sul campo P ed inserire il numero del pezzo che
si vuole sopprimere.
Premere
Notare che questa operazione non agisce sulla memoria di lavoro.
.
SOPPRIMERE TUTTI I PEZZI
Attenzione questa operazione cancella tutti i pezzi immagazzinati nella memoria interna
senza la possibilità di annullare il comando.
Richiamare la pagina lista pezzi.
Inserire il valore
999 nel campo P.
Premere
PAGINA 20 MANUALE ISTRUZIONI DNC 60 PS
.
Page 29
ALLEGATO A: CONVENZIONI
In linea di massima, in questo manuale, non verrà ripetuto come confermare
un campo, selezionare un utensile, chiamare una pagina o effettuare altre
operazioni di base.
Queste informazioni sono descritte all’inizio del manuale.
CONVENZIONI TIPOGRAFICHE
Arial grassetto Citazioni di testo visualizzati sullo schermo .
Arial grassetto corsivo Serve ad indicare il nome di un ingresso o di
un'uscita del DNC.
Corsivo Rinvio ad un elemento scritto, un paragrafo o un
manuale.
Per esempio: Vedere Allegato A: Convenzioni.
ABBREVIAZIONI / GLOSSARIO
Spiegazioni delle abbreviazioni che non sono campi visibili nelle pagine del
controllo numerico.
PMS Punto morto superiore.
PCV Punto cambio velocità, cioè il passaggio dalla
velocità di avvicinamento in velocità di piega in
fase di discesa.
PS Punto di sicurezza. Il punto è calcolato in
funzione dell'altezza degli utensili e dello
spessore del materiale.
PCL Punto contatto lamiera (vedere pagina 56).
PMI Punto morto inferiore.
LED Light Emitting Diode. Picco la spia rossa che
serve da indicatore luminoso.
CONVENZIONI PAGINA 21
Page 30

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 22 MANUALE ISTRUZIONI DNC 60 PS
Page 31

ALLEGATO B: L’INTERFACCIA UTILIZZATORE
LO SCHERMO
Lo schermo visualizza i pezzi, gli utensili, i parametri macchina e tutte le
informazioni utili alla programmazione ed al lavoro sulla macchina.
I tasti che si trovano sul frontale del DNC sono utilizzati per la selezione
delle pagine video e per l’inserimento dei dati.
Un cursore indica il punto in cui può intervenire l’operatore.
In tutte le pagine, appena si visualizza, il cursore si posiziona sul campo
programmabile in cui si trovava l’ultima volta che è stata usata la pagina.
Potete spostare il cursore sul campo precedente o successivo premendo il
tasto
che fa avanzare o arretrare il cursore finché il tasto rimanga premuto.
Più rapidamente Qualunque sia la posizione del cursore, premendo simultaneamente i tasti
pagina.
o . La pressione di uno dei tasti provoca un "autorepeat"
e
il cursore si posiziona sul primo campo programmabile della
LA TASTIERA
La tastiera è divisa in 6 zone:
Tastiera numerica
Tasti di selezione delle pagina video
Zona modo di lavoro
I comandi
I tasti cursore
I tasti modo manuale
TASTIERA NUMERICA
I tasti numerici ed i tasti e
nei vari campi.
L'INTERFACCIA UTILIZZATORE PAGINA 23
servono ad inserire numeri o valori
Page 32

SELEZIONE DELLE PAGINE VIDEO
Tasto menù principale Tasto a doppia funzione
Una prima pressione del tasto dà accesso alla
pagina MENU’ PRINCIPALE.
Una seconda prezzione del tasto permette la
visualizzazione della
Tasto lista pezzi
Tasto a doppia funzione.
Una prima pressione visualizza la lista pezzi
nella memoria DNC.
Una seconda pressione visualizza la pagina
ricerca pezzi secondo indizi.
Tasto pezzo
Tasto a tripla funzione.
Una prima pressione visualizza i valori
Lunghezze-angoli (L-alpha).
Una seconda pressione visualizza l’ordine delle
pieghe con i rispettivi appoggi.
Una terza pressione visualizza le quote di piega
che sono calcolate in funzione dei valori
inseriti nella pagina precedente.
Tasto sequenza
Tasto a doppia funzione.
• Una prima pressione del tasto visualizza
la pagina delle quote a grandi caratteri.
Pagina EASY BEND.
• Una seconda pressione del tasto
visualizza tutte le quote e funzioni della
sequenza corrente.
Tasto correzione
Questo tasto visualizza la pagina correzioni che
permette di effettuare delle correzioni sulla
sequenza in corso, e su tutto il pezzo.
PAGINA 24 MANUALE ISTRUZIONI DNC 60 PS
Page 33

I MODI DI LAVORO
Modo programmazione.
Permette l’inserimento, la modifica e la lettura
dei dati così come la memorizzazione, la
ricerca ed il trasferimento dei programmi.
Modo manuale.
Autorizza lo spostamento degli assi e delle
funzioni ausiliarie per mezzo dei tasti
Modo semi-automatico.
Permette un ciclo macchina ai valori della
sequenza in corso senza cambio automatico di
sequenza.
Questo modo è utilizzato per le regolazioni
quando si realizza il primo pezzo, così come
per dei pezzi che comportano una sola piega.
Il cambio di sequenza si effettua per mezzo dei
tasti
Nota: Il contapezzi Q non funziona in questo
modo.
Modo automatico.
Modo normale per la produzione di pezzi. Il
DNC cambierà automaticamente di sequenza
dopo ogni piega.
Il passaggio diretto dal modo
"programmazione" forza automaticamente la
prima sequenza del programma
Il passaggio dal modo "programmazione",
prima al modo "semi-automatico" poi
"automatico", conserva la sequenza in corso
per l’esecuzione.
Questo permette di riprendere un pezzo in
corso senza dover fare dei cicli "a vuoto".
.
.
L'INTERFACCIA UTILIZZATORE PAGINA 25
Page 34

i
I COMANDI
Tasto sopprime.
Permette di cancellare una sequenza o un
programma finché il cursore si trova sui campi
PEZZO o N.
Questo tasto può essere inattivo in alcune
situazioni.
Funziona solo in modo programmazione
Tasto "clear" o cancella.
Questo tasto permette di cancellare i dati indicat
dal cursore.
Attenzione: una doppia pressione di questo
tasto cancella, nella maggior parte delle pagine,
tutti i dati della pagina.
Tasto ricerca .
A secondo della posizione del cursore permette:
- la ricerca di un pezzo
- la ricerca di una sequenza
- la ricerca di un utensile
- la ricerca di una pagina video
- il lancio di un calcolo di fattibilità di un
pezzo
- la trasformazione dei valori L-alpha in quote
macchina
- il calcolo della lunghezza sviluppata della
lamiera
- l’esecuzione di un trasferimento
E’ attivo solo in modo programmazione
Tasto memorizzazione / inserimento / teach .
A secondo della posizione del cursore, permette
di salvare il programma in corso nella memoria
interna DNC, o di creare (inserire) una
sequenza in un programma esistente, o di
copiare (teach) il valore di un asse posizionato
manualmente nella sequenza in corso.
Tasto attivo solo in modo programmazione
(memorizzazione e inserimento) e in modo
manuale (teach).
PAGINA 26 MANUALE ISTRUZIONI DNC 60 PS
Page 35

I TASTI CURSORE
Tasto avanzamento sequenza / avanzamento
pagina
Questo tasto permette lo scorrimento di pagine
dello stesso tipo. Permette anche di passare alla
pagina successiva quando un serie di
informazioni occupa più pagine. Per esempio:
sequenza di un programma
pagine punzoni-matrici
pagine produzione
pagine parametri
Permette inoltre in modo programmazione la
creazione di una sequenza identica (funzione
copia) alla precedente a condizione che questa
sia l’ultima del programma.
Il LED incorporato indica se la sequenza in
corso è l'ultima del programma.
Tasto arretramento pagina / arretramento
sequenza
e
Funzione inversa del tasto
Permette di scorrere indietro le pagine dello
stesso tipo.
Funziona in tutti i modi tranne il modo
automatico.
Cursore verso l’alto, sul prossimo campo
accessibile. Mantenendo premuto questo tasto,
un "autorepeat" fa arretrare il cursore finché il
tasto venga mantenuto premuto.
Cursore verso il basso, sul prossimo campo
accessibile. Mantenendo premuto questo tasto,
un "autorepeat" fa avanzare il cursore finché il
tasto venga mantenuto premuto.
Questa combinazione di tasti posiziona il
cursore in alto alla pagina in corso.
L'INTERFACCIA UTILIZZATORE PAGINA 27
Page 36

ZONA "MANUALE"
Tasto start
Comanda :
- Lo spostamento degli assi e delle funzioni
ausiliarie. Durante un movimento dell’asse
si accende il LED (tranne per il pestone).
- Una presa d’indice al pestone (in opzione
a secondo della configurazione degli assi)
alla prima pressione di questo tasto dopo
aver attivato il DNC.
Per indicare che si tratta di una presa d’indice
il LED resta costantemente acceso fino alla
ricezione degli index. La presa d’indice è
possibile solo in modo
Tasto stop
.
A secondo del modo di lavoro selezionato,
ferma gli assi o le funzioni ausiliarie in
movimento, o il calcolo in esecuzione.
Quando il DNC si trova nel modo transfert
(RS232) il tasto STOP permette di fermare il
trasferimento.
Tasti di spostamento manuale degli assi
selezionati.
Permette nei parametri macchina di configurare
il tipo di asse, gli ingressi e le uscite e di
selezionare la visualizzazione degli assi N2X.
o .
PAGINA 28 MANUALE ISTRUZIONI DNC 60 PS
Page 37

ALLEGATO C: MENU PRINCIPALE
Premendo il tasto in alto a destra, appare il menù principale.
SCELTA ? __
1 NUOVO PEZZO
2 EASY BEND
3 LISTA PEZZI DNC / INDIZI
4 LISTA PUNZONI
5 LISTA MATRICI
6 PROGR.PUNZONE / MATRICE
7 PEZZO PUNZONE / MATRICE
8 PEZZO STATUS; L-
9 PEZZO PIEGHE; APPOGGI
10 PEZZO X; ;Y
11 PROGR.ORIGINE ASSI
12 TRASFERIMENTO DNC <-> PC
13 PARAMETRI MACCHINA
14 CONTROLLO MACCHINA
Qualunque sia la pagina-video nella quale vi trovate, potete sempre accedere
al menù principale con il tasto
pagine.
L’opzione desiderata si ottiene scrivendo il relativo numero nel campo
SCELTA sulla prima linea e premendo il tasto
, che vi permette di circolare nelle varie
.
SCELTE DEL MENU PRINCIPALE
1 NUOVO PEZZO Crea un nuovo pezzo e visualizza la pagina sequenza nella
quale si inseriscono i dati.
2 EASY BEND Permette di accedere alla Pagina EASY BEND
Permette di programmare rapidamente una piega e/o di
interrompere la produzione per fare presto un altro lavoro
(piega) senza perdita o modifica del programma in corso di
produzione.
3 LISTA PEZZ DNC / INDIZI Questa doppia pagina visualizza la lista dei pezzi contenuti
nella memoria DNC e permette la ricerca selettiva di pezzi.
4 LISTA PUNZONE Visualizza la lista dei punzoni.
5 LISTA MATRICE Visualizza la lista delle matrici.
6 PROGR. PUNZONE / Da questa pagina è possibile chiamare, programmare o
MATRICE sopprimere una matrice o un punzone
IL MENU' PRINCIPALE PAGINA 29
.
Page 38

7 PEZZO PUNZONE / Questa pagina permette di modificare, solo per il pezzo,
MATRICE il riferimento dell’utensile.
8 PEZZO STATUS; L;
Chiamata generalmente L-alpha, questa pagina visualizza e
permette la programmazione di pezzi in modo "lunghezze e
angoli".
9 PEZZO PIEGHE; Visualizza la pagina permettendo la
APPOGGI programmazione o la modifica dell'ordine di piega.
10 PEZZO X;
; Y Visualizza per ogni sequenza la posizione calcolata degli
assi.
11 PROGR. ORIGINE ASSI Permette la programmazione del conteggio della posizione
degli assi.
12 TRASFERIMENTO DNC <-> PC Permette il trasferimento bidirezionale totale o
parziale di pezzi, utensili o parametri macchina tra la
memoria interna fissa DNC ed un PC.
13 PARAMETRI Fa apparire una serie di pagine permettendo di inserire,
MACCHINA visualizzare e modificare i parametri macchina.
14 CONTROLLI MACCHINA Pagina che permette di controllare e modificare lo stato di
alcuni ingressi e uscite.
PAGINA 30 MANUALE ISTRUZIONI DNC 60 PS
Page 39

ALLEGATO D: I MODI DI LAVORO DELLA MACCHINA
Generalmente, a livello di macchina, sono disponibili 3 modi di lavoro. Il
loro funzionamento è descritto di seguito.
A secondo del costruttore e delle norme di sicurezza in vigore nei vari stati, il
funzionamento può essere diverso.
modo regolazione
modo sensitivo
modo automatico
Questi modi sono indipendenti dai modi
possono essere combinati. Eccezione. il modo regolazione
MODO REGOLAZIONE
Questo modo è possibile solo se il DNC si trova in modo .
Diversamente, la pressa rifiuterà di scendere.
In questo modo, la tavola si muoverà sempre in velocità di lavoro, con la
pressione e la velocità programmate nella sequenza in corso.
Il punto morto superiore della sequenza in corso è attivo, non sarà perciò
possibile far risalire il pestone al di sopra di questo punto.
Al contrario, il punto morto inferiore programmato nella sequenza è inattivo.
Così soltanto la cessazione dell'ordine di discesa, o una battuta meccanica
(punzone contro matrice) oppure il fine corsa inferiore possono arrestare il
pestone nella fase di discesa
del DNC e
MODO SENSITIVO
DNC in modo
Il funzionamento è identico al modo regolazione, salvo la risalita al PMS che
avviene in una sola volta.
I MODI DI LAVORO PAGINA 31
Page 40

DNC in modo o
La pressa esegue normalmente il suo lavoro, cioè:
avvicinamento a grande velocità
rallentamento
arresto sicurezza (se il modo lo richiede)
piegatura
punto morto inferiore
E' al punto morto inferiore (PMI) che intervengono differenze.
Il DNC resta in pressione al PMI fino alla cessazione dell'ordine di discesa,
indipendentemente dalla temporizzazione di mantenimento in pressione
al PMI.
Quando l'ordine di discesa è cessato, il DNC resta al PMI senza pressione né
ordine discesa, fino al ricevimento di un ordine di risalita che eseguirà subito.
MODO AUTOMATICO
Questo modo funziona in maniera analoga al modo sensitivo, salvo che la
risalita del pestone avviene automaticamente allo scadere del tempo di
mantenimento in pressione programmato nella sequenza in corso.
Questo anche se l'ordine di discesa resta attivo.
NB: in tutti i modi descritti l'ordine di risalita è prioritario ed è eseguito appena
viene ricevuto.
PAGINA 32 MANUALE ISTRUZIONI DNC 60 PS
Page 41

ALLEGATO E: PROGRAMMAZIONE DEGLI UTENSILI
Il DNC60 dispone di più pagine che permettono di consultare la lista degli
utensili esistenti, di visualizzarli e/o di programmarne di nuovi.
La memoria del DNC 60 può contenere al massimo 20 punzoni, 30 matrici.
LISTA DEI PUNZONI
Dal menù principale scegliere l'opzione LISTA PUNZONI.
Il sistema visualizza la lista dei punzoni che si trovano nella memoria,
con il loro numero e le loro caratteristiche:
LISTA p/m 1/ 1
p/m 1/__ __/__ __/__ __/__
PUNZONE
p 90° ___° ___° ___°
hp 100.00 ___.__ ___.__ ___.__
rp 1.50 ___.__ ___.__ ___.__
TON/M 100 ___ ___ ___
MATRICE
Ve ___.__ ___.__ ___.__ ___.__
m ___° ___° ___° ___°
hm ___.__ ___.__ ___.__ ___.__
rm ___.__ ___.__ ___.__ ___.__
TON/M ___ ___ ___ ___
RIF Y ___.__ ___.__ ___.__ ___.__
SIC X ___.__ ___.__ ___.__ ___.__
Se il DNC contiene più di 4 punzoni, potete richiamare la o le pagine
successive premendo
.
LISTA DELLE MATRICI
Dal menù principale scegliere l'opzione LISTA MATRICI.
La consultazione della lista delle matrici avviene nello stesso modo di quella
dei punzoni.
PROGRAMMAZIONE DEGLI UTENSILI PAGINA 33
Page 42

PROGRAMMAZIONE DEI PUNZONI / MATRICI
SPIEGAZIONI GENERALI
La programmazione degli utensili avviene introducendo i valori e le
dimensioni nella pagina come descritto di seguito.
Chiamare la pagina PROGRAMMAZIONE PUNZONI / MATRICI
(dal menù principale).
p
Hp
Rp
TON/m
Ve
m
Hm
Rm
TON/m
RIF Y
Angolo del punzone.
Altezza del punzone tra la parte più bassa del
pestone e la punta del punzone.
Raggio del punzone.
Forza massima che il punzone sopporta per
metro lineare.
Larghezza di V della matrice.
Angolo di V della matrice.
Altezza della matrice dalla superficie della
tavola.
Raggio della matrice.
Forza massima che la matrice sopporta per
metro lineare.
Somma di hp e hm
Questo valore è calcolato automaticamente
quando si programmano delle coppie. Vedere
Allegati.
SIC X
a: e b:
PAGINA 34 MANUALE ISTRUZIONI DNC 60 PS
Distanza di sicurezza X.
(Non programmato = ½ apertura di V)
Dimensioni della matrice e della tavola
secondo il disegno a video.
Page 43

PROGRAMMAZIONE DI UN PUNZONE
Nella pagina PROGRAMMAZIONE PUNZONI / MATRICI,
cancellare i valori contenuti premendo due volte il tasto
Completare i vari campi.
Se desiderate salvare questo nuovo punzone, procedere come segue:
a) Posizionare il cursore nel campo PROGR. p/m ed inserire il
numero di questo punzone come indicato sotto.
Attenzione: il N° della matrice non deve essere programmato.
b) Premere su
c) Se il sistema risponde con il messaggio ESISTE, scegliere un
numero diverso.
Attenzione: . il N° della matrice non deve essere programmato
.
PROGR. p/m 1/__
PUNZONE
p 90°
hp 100.00
rp 1.50
TON/M 100
MATRICE
Ve 15.00
m 90°
hm 100.00
rm 1.50
TON/M 100
RIF Y 200.00
SIC X 10.00
a: 20
b: 30
.
Creare un punzone modificandone uno esistente
Nella pagina PROGRAMMAZIONE PUNZONI / MATRICI.
Chiamare il punzone che servirà da base.
Per farlo posizionare il cursore sul campo p, inserire il numero
desiderato e premere il tasto
Modificare i valori a seconda delle proprie necessità.
Salvare il nuovo punzone inserendo il suo numero nel campo p/ e
premere il tasto
PROGRAMMAZIONE DEGLI UTENSILI PAGINA 35
.
.
Page 44

MODIFICARE UN PUNZONE ESISTENTE
Nella pagina PROGRAMMAZIONE PUNZONI / MATRICI.
Chiamare il punzone che servirà da base.
Per farlo posizionare il cursore sul campo p, inserire il numero
desiderato e premere il tasto
Modificare i valori a secondo delle proprie necessità.
Per poter memorizzare questo punzone con lo stesso numero, bisogna
prima sopprimere dalla memoria interna la versione vecchia.
Mettere il cursore sul numero del punzone e premere il tasto
Lasciare il cursore sullo stesso punto e premere
Attenzione: Il N° della matrice non deve essere programmato.
La versione vecchia del vostro punzone è sostituita con la nuova che ha lo
stesso numero.
.
SOPPRIMERE UN PUNZONE
Chiamare la pagina LISTA PUNZONI (dal menù principale).
Inserire il numero del punzone da eliminare nel campo p/.
Premere
.
.
PROGRAMMAZIONE DI UNA MATRICE
La programmazione di una matrice avviene in maniera analoga a quella di un
punzone ma nel campo /m.
PAGINA 36 MANUALE ISTRUZIONI DNC 60 PS
Page 45

ALLEGATO F: PROGRAMMAZIONE
In questo manuale si considera che il DNC sia configurato in modo da essere
operativo (cioè parametri macchina ed utensili programmati).
Il metodo L-alpha.
Il metodo L-alpha permette di inserire un contorno da piegare con le
quote esterne e l'angolo di ogni faccia. Il DNC calcolerà la lunghezza
sviluppata:
Dopo aver programmato il seguito delle pieghe il DNC calcolerà la
posizione dei registri.
Prima di iniziare la programmazione di un pezzo, assicuratevi di avere nella
memoria del DNC gli utensili necessari per fabbricare il pezzo e segnatevi da
qualche parte il numero di punzone e matrice che decidete di usare.
Per farlo procedete così:
Se conoscete già gli utensili nel DNC, potete passare direttamente al capitolo
Programmazione nella pagina L-alpha, vedere pagina 38.
Consultare la lista dei punzoni
Nel campo P o M premete per visualizzare la lista degli utensili.
Selezionate l’utensile nella lista quindi premete di nuovo
alla produzione.
Se non trovate un punzone adatto alle vostre necessità, potete crearne uno.
Consultate il capitolo Allegato E: Programmazione degli utensili pagina 33.
Se sono programmati più di quattro punzoni, premere il tasto
visualizzarli.
per ritornare
per
Consultare la lista delle matrici
Procedere nello stesso modo descritto per i punzoni; accesso dal menù
principale, LISTA MATRICI.
PROGRAMMAZIONE PAGINA 37
Page 46

PROGRAMMAZIONE NELLA PAGINA L-ALPHA
La pagina PEZZO STATUS è chiamata di solito pagina L-alpha.
In questa pagina si programma un pezzo definendo il suo profilo attraverso
la lunghezza e l'angolo di ogni faccia .
Chiamate la pagina L-alpha con il tasto
principale e scegliendo PEZZO STATUS.
La pagina si presenta in questo modo:
, o passando dal menù
P 0 P+ ___ N 1 I/mm
DIS CAL_/__.__
p/m __/__ Ac:_ Al:_ In:_
Sp: __.__ σ Kg/mm2___.___
Lmat _____ L svi ____.__
-N- -L-.. - - -p/m- -ri- CR ..TOL
1 ____.__ ____._°__/__ ____.__ __ ___
2 ____.__ ____._°__/__ ____.__ __ ___
3 ____.__ ____._°__/__ ____.__ __ ___
4 ____.__ ____._°__/__ ____.__ __ ___
5 ____.__ ____._°__/__ ____.__ __ ___
6 ____.__ ____._°__/__ ____.__ __ ___
7 ____.__ ____._°__/__ ____.__ __ ___
8 ____.__ ____._°__/__ ____.__ __ ___
9 ____.__ ____._°__/__ ____.__ __ ___
10 ____.__ ____._°__/__ ____.__ __ ___
Nota: Nelle pagine seguenti trovate una spiegazione dettagliata di tutti i campi che
si trovano nella pagina L-alpha.
Se volete seguire solo la procedura potete passare direttamente al capitolo
Metodo L-alpha pagina 42.
PAGINA L-ALPHA : SPIEGAZIONE DEI CAMPI
P
Numero del pezzo
– che si trova nella memoria di lavoro o
– da creare o
– da cercare
Il numero deve essere composto al massimo da
3 cifre comprese tra 1 e 997.
(998 e 999 sono numeri riservati)
Se il pezzo viene creato a partire da una pagina
vuota, il campo contiene il numero 0.
Il campo mantiene questo valore finché il
pezzo non sarà memorizzato.
PAGINA 38 MANUALE ISTRUZIONI DNC 60 PS
Page 47

P+
Numero del prossimo pezzo che sarà eseguito
automaticamente.
Se questo campo è lasciato vuoto, al momento
dell'esecuzione dell'ultima sequenza del pezzo,
il programma tornerà alla prima sequenza del
pezzo in corso.
Se comporta un N° di pezzo, questo verrà
eseguito immediatamente alla fine del pezzo in
corso.
Questo permette di collegare più programmi.
Non dimenticare di programmare nell'ultimo
programma il N° del primo programma per
fermare il ciclo.
N
I/mm
DISEGNO
CAL
p/m
Ac:
Al:
In:
Numero della sequenza in corso, le cui quote
degli assi sono visibili nella pagina sequenza.
Permette di scegliere l'unità di lunghezza.
Programmato a 1, i valori delle lunghezze delle
facce saranno in Inch.
Non programmato o programmato con un
valore diverso da 1, i dati saranno visualizzati
in mm.
Numero o nome di disegno (facoltativo),
permette di associare al numero del pezzo una
informazione supplementare per facilitare la
gestione o la ricerca di pezzi.
Per l'inserimento di caratteri alfanumerici
vedere Caratteri alfanumerici pagina 68.
Permette la compensazione automatica della
variazione dello spessore della lamiera.
Per la sua programmazione consultate il
capitolo La calibrazione, pagina 62.
Punzoni e matrici del pezzo in corso.
Scelta del materiale del pezzo, acciaio,
alluminio o acciaio inossidabile.
Programmate il campo a 1 in riferimento al
codice del materiale usato.
Se non viene programmato alcun campo,
l'acciaio è considerato come valore di default.
Sp:
σ Kg/mm²
Lmat
L svi
Spessore del materiale.
(Sigma) Resistenza alla trazione e alla rottura.
Lunghezza di piega.
Lunghezza sviluppata calcolata dal sistema
secondo le norme DIN 6935.
PROGRAMMAZIONE PAGINA 39
Page 48

PAGINA L-ALPHA: SPIEGAZIONE DELLE COLONNE
Ogni linea (eccetto l'ultima) nella tabella della pagina PEZZO STATUS
contiene informazioni relativa ad una piega.
-N- -L- - - -p/m- -ri- CR TOL
1 ____.__ ____._°__/__ ____.__ __ ___
2 ____.__ ____._°__/__ ____.__ __ ___
3 ____.__ __
-N-
-L-
80.00 60.00 80.00 85.00 120.00
Numerazione automatica delle facce.
Una "faccia" è la porzione di lamiera situata tra
due pieghe o tra il bordo della lamiera ed una
piega.
Si possono programmare al massimo 14 facce
per un pezzo. Se sono necessarie più sequenze,
usare la funzione di collegamento di pezzi
(vedere alla pagina precedente il campo P+).
Lunghezza della faccia. Indica la distanza tra
due pieghe o tra il bordo della lamiera e la
prima piega.
←⎯→
Lunghezza
-
p/m
-ri-
PAGINA 40 MANUALE ISTRUZIONI DNC 60 PS
Angolo di piega
Permette per una determinata piega, di definire
una coppia di utensili particolare diversa da
quella specificata per il pezzo.
Se il campo adiacente PM (piega multipla) è
vuoto, premendo il tasto
indica il raggio interno di piega calcolato
tenendo conto dell'angolo, del materiale e degli
utensili.
L'operatore può inserire il valore del raggio
interno che gli sembra corretto, poi inserire il
valore 1 nel campo PM.
Al momento del calcolo, il campo TOL
, il campo ri
Page 49

(tolleranza) indica la distanza definita come
spiegato sotto.
Quando si lavora per piega multipla, questo
campo indica il raggio teorico richiesto
dall'operatore. (Vedere La piega multipla
pagina 63).
PM
TOL
Numero di pieghe richiesto quando si lavora
per piega multipla. (Vedere La piega multipla
pagina 63)
Questo numero deve essere compreso tra 3 e
99.
Il valore 2 rende impossibile cambiare modo.
Nota: deve esser un numero tale che la
lunghezza dei segmenti di PM sia
superiore a metà dell'apertura di
V della matrice.
Tolleranza. Se il valore del campo PM è 1, la
tolleranza indica il valore come illustrato sotto
R1 = Raggio di piega inserito dall'operatore .
ri = Raggio di piega calcolato dal sistema.
Se il valore del campo PM è compreso tra 4 e
99, indica la differenza tra la corda formata da
due pieghe e l'arco teorico, ossia la differenza
tra il raggio teorico Ri e l'Apotema A della
corda.
ri = Raggio di piega teorico richiesto dall'operatore.
A = Apotema.
Per un esempio di piega multipla, vedere La piega multipla pagina
63.
PROGRAMMAZIONE PAGINA 41
Page 50

METODO L-ALPHA
1. Se non l'avete già a video, chiamate la pagina PEZZO L-alpha.
Vengono visualizzati i dati del pezzo attualmente nella memoria di
lavoro
2. Per poter programmare un nuovo pezzo, bisogna liberare la memoria
di lavoro cancellando il pezzo contenuto.
Se non volete perdere questo pezzo, potete salvarlo nella memoria
interna seguendo le istruzioni qui di seguito; se il pezzo in corso non è
importante o è già stato memorizzato, passare direttamente al punto 4.
3. Per memorizzare il pezzo in corso:
Mettere il cursore sul campo P.
(
e
Inserire il numero che volete dare al pezzo.
Premere
scegliere un altro numero per memorizzare questo pezzo).
Il pezzo verrà memorizzato nella memoria interna con il numero
che gli avete appena attribuito.
Ciononostante, esso resta presente nella memoria di lavoro.
4. Cancellare il pezzo dalla memoria di lavoro:
Mettere il cursore sul campo N.
Inserire il valore
Premere il tasto
La memoria di lavoro adesso è vuota.
Notate che questa operazione agisce solo sulla memoria di lavoro
e non distrugge le informazioni che si trovano nella memoria
interna.
per posizionare il cursore in alto alla pagina.)
(se il sistema risponde con il messaggio ESISTE,
99.
.
PAGINA 42 MANUALE ISTRUZIONI DNC 60 PS
Page 51

5. Il pezzo del nostro esempio è così:
Spessore: 2 mm
Sigma: 45 Kg/mm
Materiale: Acciaio
Lunghezza di piega: 250 mm
6. Completare i campi a video come nel modello seguente, tenendo
conto che:
DISEGNO Campo facoltativo
2
p/m Inserire i numeri degli utensili che avete
scelto precedentemente (vedere consultazione della
lista punzoni o matrici).
Completare poi le colonne della tabella.
Il vostro display deve presentarsi così (ma con i numeri di punzone e
matrice corrispondenti ai vostri utensili):
P 0 P+ ___ N 1 I/mm
DIS. ESEMPIO-01 CAL_/__.__
p/m 1/ 1 Ac:1 Al:_ In:_
Sp: 2.00 σ Kg/mm2 45.000
Lmat 250.000 L svi ____.__
-N- -L- - - -p/m- -ri- CR TOL
1 80.00 -90.0°__/__ ____.__ __ ___
2 60.00 90.0°__/__ ____.__ __ ___
3 90.00 135.0°__/__ ____.__ __ ___
4 85.00 -135.0°__/__ ____.__ __ ___
5 120.00 ____._°__/__ ____.__ __ ___
6 ____.__ ____._°__/__ ____.__ __ ___
7 ____.__ ____._°__/__ ____.__ __ ___
8 ____.__ ____._°__/__ ____.__ __ ___
9 ____.__ ____._°__/__ ____.__ __ ___
10 ____.__ ____._°__/__ ____.__ __ ___
PROGRAMMAZIONE PAGINA 43
Page 52

7. Dopo avere inserito l'ultima lunghezza, premere il tasto
Il sistema calcola il raggio di ogni piega e la lunghezza sviluppata del
pezzo e visualizza questi valori sul display.
Salvare il pezzo nella memoria interna procedendo in questo modo:
Inserire il numero che volete dare al pezzo nel campo P,
all'occorrenza il numero 1 per questo pezzo che sarà usato più tardi
come esempio.
Premere il tasto
Se il sistema risponde con il messaggio ESISTE, scegliete un altro
numero.
.
MODIFICA DI UN PEZZO
Se volete apportare qualche modifica ad un pezzo programmato nella pagina
L-alpha, richiamate il pezzo dalla pagina PEZZO L-alpha.
.
Eliminare una piega
Mettere il cursore sul campo N ed inserire il numero della faccia da
eliminare.
Premere il tasto
. La faccia che contiene la piega è eliminata.
Aggiungere una piega
Mettere il cursore sul campo N ed inserire il numero della faccia
precedente quella dove volete aggiungere una nuova faccia.
Premere
piega in corso.
Modificare i campi LUNGHEZZA e ANGOLO.
Lanciate il calcolo premendo
Continuare al capitolo seguente. Deve essere riprogrammata la
definizione dell'ordine delle pieghe.
. Il sistema inserisce una linea e ricopia i dati delle
.
PAGINA 44 MANUALE ISTRUZIONI DNC 60 PS
Page 53

Esempio a
Per questo esempio, utilizziamo il pezzo creato in precedenza.
Era stato salvato con il numero 1 (se non lo trovate, createlo seguendo le
istruzione alla pagina 42, Metodo L-alpha).
Richiamare il pezzo 1 scrivendo il numero nel campo P, e premendo
poi il tasto
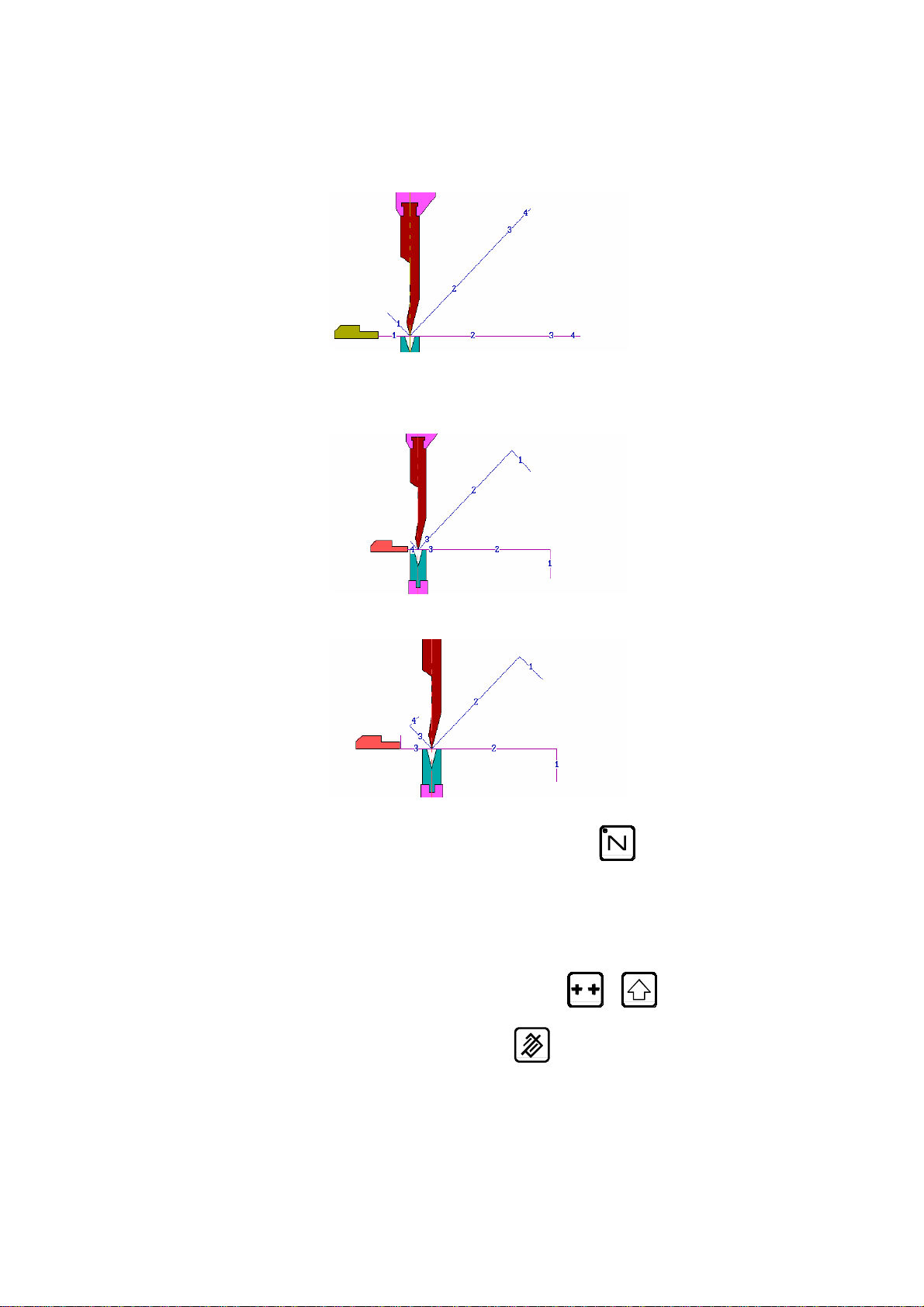
Le illustrazioni che seguono mostrano l'ordine delle pieghe desiderato. Per
ogni sequenza, l'illustrazione mostra la lamiera con la rispettiva piega ed il
suo appoggio prima e dopo la piegatura.
Sequenza N 1: Faccia 1 e Appoggio 0
Sequenza N 2: Faccia 3 e Appoggio 1
.
Sequenza N 3: Faccia 2 e Appoggio 1
PROGRAMMAZIONE PAGINA 45
Page 54

Sequenza N 4: Faccia 4 e Appoggio 5
Per inserire questo seguito di pieghe:
Completare i campi FACCIA e APPOGGIO come sotto
N FACCIA APPOG. CR p/m
1 1 0 __ 1/ 1
2 3 1 __ 1/ 1
3 2 1 __ 1/ 1
4 4 5 __ 1/ 1
Premere il tasto .
Il sistema calcola l'insieme del programma macchina (assi, funzioni, ecc.) e
visualizza le manipolazioni da effettuare prima di ogni sequenza. (vedere la
figura Manipolazione della lamiera qui sotto).
N FACCIA APPOG. CR p/m
1 1 0 __ 1/ 1
2 3 1 __ 1/ 1 CAPOVOLG.
3 2 1 __ 1/ 1
4 4 5 __ 1/ 1 GIR.CAP.
Fig. Manipolazione della lamiera
1 Capovolgere
2 Girare
3 Girare+capovolgere (= Gira 180° + capovolge)
PAGINA 46 MANUALE ISTRUZIONI DNC 60 PS
Page 55

Premere il tasto
Questa pagina visualizza per ogni sequenza le quote degli assi X e Y
(i valori dipendono dal materiale e dagli utensili usati).
, potete consultare la pagina PEZZO X Y
P 1 N 1
N -X- - - -Y- CY
1 78.06 90.0° 229.90 __
2 145.51 135.0° 233.58 __ CAPOVOLG.
3 58.06 90.0° 229.90 __
4 119.39 135.0° 233.58 __ GIR.CAP.
5 _____.__ ___._° ___.__ 0
6 _____.__ ___._° ___.__ __
7 ……..
Esempio b
Ecco un altro ordine di piega.
Le illustrazioni che seguono mostrano ogni sequenza prima e dopo la piega
per questo nuovo ordine di piega.
Sequenza N1: Faccia 4 e Appoggio 0
Sequenza N2: Faccia 1 e Appoggio 0
PROGRAMMAZIONE PAGINA 47
Page 56

Sequenza N 3: Faccia 2 e Appoggio 1
Sequenza N 4: Faccia 3 e Appoggio 2
Chiamare la pagina ordine delle pieghe premendo due volte il
tasto
Completare i campi FACCIA e APPOGGIO come sotto:
Potete notare che i campi p/m sono già programmati perché è già
stato fatto un calcolo precedentemente.
.
N FACCIA APPOG. CR p/m
1 4 0 __ 1/ 1
2 1 0 __ 1/ 1
3 2 1 __ 1/ 1
4 3 2 __ 1/ 1
Premere il tasto .
Il sistema calcola l'insieme del programma macchina (assi, funzioni, ecc.) e
visualizza le manipolazioni della lamiera da effettuare prima di ogni
sequenza.
N FACCIA APPOG. CR p/m
1 4 0 __ 1/ 1
2 1 0 __ 1/ 1
3 2 1 __ 1/ 1 CAPOVOLG.
4 3 2 __ 1/ 1
PAGINA 48 MANUALE ISTRUZIONI DNC 60 PS
Page 57

Premere il tasto
Questa pagina visualizza per ogni sequenza le quote degli assi e X e Y
(i valori dipendono dal materiale e dagli utensili usati).
, potrete consultare la pagina PEZZO X Y.
P 1 N 1
N -X- - - -Y- CY
1 305.42 135.0° 233.58 __
2 78.06 90.0° 229.90 __
3 58.06 90.0° 229.90 __ CAPOVOLG.
4 89.39 135.0° 233.58 __
5 _____.__ ___._° ___.__ 0
6 _____.__ ___._° ___.__ __
Chiamare la pagina sequenza
Passare in modo semi-automatico
Chiamare la sequenza 1.
Eseguire la prima piega.
Per correggere alla pagina 66, Correzioni degli angoli.
.
.
PROGRAMMAZIONE PAGINA 49
Page 58

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 50 MANUALE ISTRUZIONI DNC 60 PS
Page 59

ALLEGATO G: VARI
LA PAGINA INIZIALIZZAZIONE
Questa pagina può apparire in occasione di un calcolo impossibile, a causa di
un dato non programmato, oppure di un valore non corretto
Può apparire anche per l'inquinamento di una zona memoria che provoca
anch'esso l'impossibilità di eseguire dei calcoli.
INIZIALIZZAZIONE DNC 60 PS
-- ZONA MEMORIA --
_ Cancellazione zona variabili
_ Cancellazione zona matrici-punzoni
_ Cancellazione zona parametri macch.
CODICE DI ESECUZIONE ___
Può essere necessario far apparire volontariamente questa pagina per vuotare
completamente i dati del DNC e ricominciare la programmazione su una base
"pulita".
Per far apparire la pagina inizializzazione:
Attivare il DNC premendo i tasti
In caso di apparizione imprevista della pagina inizializzazione, procedere
così:
Se il punto 1 non ristabilisce una situazione normale, passare al punto
successivo e così via.
Le operazioni seguenti cancellano successivamente tutti i dati nelle memorie
selezionate.
Converrà quindi reinserire i dati.
1) Premere 2 volte il tasto
2) Inserire:
il valore
il valore
1 nel campo Cancellazione zona variabili
817 nel campo CODICE DI ESECUZIONE.
.
e .
Premere il tasto
Premere 2 volte il tasto
ALLEGATI PAGINA 51
.
.
Page 60

3) Inserire:
il valore
1 nel campo Cancellazione zona variabili,
il valore
il valore
Premere il tasto
Premere 2 volte il tasto
4) Inserire:
il valore
il valore
il valore
e il valore
Premere il tasto
Premere 2 volte il tasto
La cancellazione dei parametri macchina eliminerà anche tutte le
configurazioni degli ingressi e delle uscite definite dall'operatore.
1 nel campo Cancellazione zona matrici-punzoni
817 nel campo CODICE DI ESECUZIONE
.
.
1 nel campo Cancellazione zona variabili,
1 nel campo Cancellazione zona matrici-punzoni
1 nel campo Cancellazione zona parametri macchina
817 nel campo CODICE DI ESECUZIONE.
.
.
Bisognerà perciò riconfigurare il DNC 60 prima di una nuova
inizializzazione
Attenzione: se usate un sistema esterno per reinserire i dati (CYBACK via
RS232) ed il problema persiste, bisognerà verificare delle informazioni
reinserite in questo modo.
La cosa migliore da fare in questi casi è di cancellare di nuovo tutto il
contenuto del DNC e di riprogrammarlo manualmente tramite tastiera (non
con linea RS232)
PAGINA 52 MANUALE ISTRUZIONI DNC 60 PS
Page 61

LA QUOTA DI RIFERIMENTO DEGLI UTENSILI
La regolazione della macchina è stata eseguita sul principio seguente:
Quando teoricamente la superficie d'appoggio del punzone è a contatto con la
superficie della tavola, la quota dei contatori Y1 e Y2 è 000.00.
In pratica questa regolazione è stata fatta per mezzo di due blocchi calibrati,
la cui altezza è stata introdotta nei contatori.
Definizione:
La quota di riferimento (RIF Y) è teoricamente la somma delle due altezze
degli utensili; punzone e matrice.
coulisseau
table
Y1 = 000.00
Y2 = 000.00
coulisseau
a
b
a ou b = face d'appui
du poinçon
La face d'appui du poinçon
varie selon le type de machine
L'altezza del punzone è l'altezza compresa tra la sua "punta" e la faccia
d'appoggio
hauteur
poinçon
Dalla quota di riferimento RIF Y dipende tutta la precisione delle pieghe
realizzate dalla macchina.
Il controllo numerico calcola la profondità della piega per mezzo:
della quota RIF Y,
dei valori geometrici degli utensili,
dello spessore della lamiera.
Se le pieghe risultano fortemente lontane dal valore programmato, conviene
fare un controllo del riferimento e dei valori indicati sopra.
ALLEGATI PAGINA 53
Page 62

réf. =
cote Y
Per controllare la quota di riferimento, è sufficiente in modo
contatto la punta del punzone con il piano della matrice (attenzione alla
pressione della sequenza in corso) e leggere il valore indicato dai contatori
POS Y1 e Y2 .
Questo valore deve essere identico per i due contatori e deve corrispondere
anche alla quota di riferimento RIF Y visibile nella pagina
PROGRAMMAZIONE PUNZONI / MATRICI.
Se non si può spostare la matrice per ottenere il caso della figura sopra
menzionata, è possibile in una matrice di apertura debole posare una lamiera
di forte spessore (che non si piegherà sotto il peso del pestone) o dei blocchi
di spessore conosciuto (vedere figura sotto).
Converrà allora sottrarre il valore del materiale introdotto tra il punzone e la
matrice per ottenere la quota di riferimento RIF Y.
mettere a
réf. =
cote Y - ép. tôle
ép. tôle min. 10mm
voir plus en
fonction de Ve
PAGINA 54 MANUALE ISTRUZIONI DNC 60 PS
Page 63

Contatori Y1 e Y2 molto differenti
Se i contatori sono diversi e la differenza è maggiore di quella tollerata (la
pressa in questo caso fornisce un angolo diverso da un lato all'altro),
conviene rifare una prova con un altro utensile per scoprire se la differenza
proviene dall'utensile stesso (utensile mal fabbricato con una differenza di
altezza sulla sua lunghezza) o se la pressa è mal calibrata. Nell'ultimo caso, si
consiglia di contattare il costruttore.
Contatori Y1 e Y2 identici, ma diversi da RIF Y
Se la differenza dei contatori Y1 e Y2 è nelle tolleranze accettabili, ma il
valore Y1-Y2 è molto diverso dalla quota RIF Y, conviene determinare se la
differenza proviene dall'altezza della matrice o da quella del punzone.
Sarà meglio in questo caso correggere l'utensile in questione in modo che il
risultato RIF Y sia identico al valore dei contatori Y1 Y2.
Modifica del riferimento per il pezzo
E' possibile modificare la quota di riferimento per ogni utensile usato per un
pezzo. Questa modifica è memorizzata con il pezzo.
Si tratta in qualche modo di una modifica di riferimento per utensile pezzo.
E' quindi consigliabile in questo caso per la stessa coppia di utensili usata per
due pezzi diversi, di avere un riferimento modificato positivamente nel pezzo
XXX ed un riferimento modificato negativamente per il pezzo YYY.
Il principio di misura/controllo è identico a quello descritto sopra.
Per modificare la quota di riferimento in un pezzo particolare, bisogna
accedere dal menù principale alla pagina PEZZO PUNZONI / MATRICI,
scelta 7, e programmare il nuovo riferimento nel campo RIF Y accessibile al
cursore.
Tutte le sequenze con gli stessi utensili saranno modificate.
ALLEGATI PAGINA 55
Page 64

IL PUNTO DI CONTATTO LAMIERA (PCL)
Definizione:
Il punto di contatto lamiera è la posizione del pestone al momento in cui la
punta del punzone va a contatto con la lamiera posizionata sulla matrice.
Questo punto non è programmabile, ma è calcolato dal DNC per mezzo della
quota RIF Y e dello spessore della lamiera.
La posizione è ottenuta con il calcolo seguente:
PCL = RIF Y + Sp (spessore lamiera).
Il PCL è utilizzato dal ciclo del DNC per mantenere la lamiera quando viene
programmato l'arretramento del registro X.
Come abbiamo visto all'inizio del capitolo, il PCL è strettamente legato alla
quota di riferimento Y ed allo spessore della lamiera.
Possono capitare dunque i casi seguenti:
a) la lamiera non è pinzata al momento dell'arretramento del registro X
b) la lamiera è troppo piegata al momento dell'arretramento del registro
X
Per rimediare a questi problemi conviene:
verificare lo spessore della lamiera e se necessario correggerlo
verificare la quota di riferimento e se necessario correggerla.
aggiungere una correzione PCL nel parametro 37.
Un modo semplice di verificare la posizione del PCL è di programmare una
sequenza con un forte arretramento (circa 400 mm) e far scendere il pestone.
Durante l'arretramento, il pestone si ferma sulla lamiera, ed è perciò facile
controllare se la lamiera è sufficientemente o troppo pinzata.
Basta interrompere l'ordine di discesa prima che finisca l'arretramento per
impedire che il pestone pieghi la lamiera. Un ordine di risalita la libera
immediatamente per una nuova prova.
Per i softwares equipaggiati dal parametro "correzione PCL", se la quota di
riferimento, le dimensioni degli utensili e lo spessore della lamiera sono
corretti, si può modificare questo parametro al fine di correggere il PCL
(regolazione della pinzatura della lamiera) senza influenzare gli altri punti.
PAGINA 56 MANUALE ISTRUZIONI DNC 60 PS
Page 65

GLI ASSI DEI REGISTRI
L'aggiunta di assi supplementari (alla X) non presenta difficoltà all'operatore
in quanto i campi sono chiaramente definiti a video.
Il funzionamento e le sicurezze relative agli assi supplementari come R, X1,
X2, Z1 e Z2 sono descritti qui avanti.
Sicurezze X-R
Essendo l'asse R un asse digitale, una sicurezza anti-collisione vieta il
posizionamento delle dita dei registri nella matrice.
Una zona di sicurezza che circonda la matrice comporta un tipo di
posizionamento particolare quando le dita si posizionano in questa zona.
La zona di sicurezza intorno alla matrice viene definita attraverso i parametri
macchina impostati dal costruttore.
La zona vietata ad ogni posizionamento viene definita con le quote inserite
per ogni utensile.
1 Zona sicura
2 Zona vietata
3 Valore Sicurezza matrice X parametro 50
4 Valore Sicurezza matrice R parametro 50
ALLEGATI PAGINA 57
Page 66

Diagramma di posizionamento sicurezza X-R
X"o R"o = quota parametri macchina 50
Xo = quota "a" matrice
Ro = quota "hm" matrice
X'o = Xo + X"o
R'o = Ro + R"o
Xc = quota in corso asse X
Rc = quota in corso asse R
Xv = quota puntata asse X
Rv = quota puntata asse R
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
Rc > R'o
non
dégagement R
pos. X et R
non
dégagement R
puis pos. X
puis pos. R
Xv > X'c ?
Positionnement
simultané X et R
ouioui
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
PAGINA 58 MANUALE ISTRUZIONI DNC 60 PS
Page 67

Due esempi di posizionamento
Questi esempi mostrano che è possibile posizionare nella zona di sicurezza.
Se il posizionamento richiesto si trova nella zona vietata, il DNC rifiuta il
passaggio in modo
1 Posizione di partenza
2 Posizione di arresto temporaneo
3 Posizione di arrivo
1 Posizione di partenza
2 Posizione di arresto temporaneo
3 Posizione di arresto temporaneo
4 Posizione di arrivo
o , ed il cursore si posiziona sul campo X.
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
Rc > R'o
non
dégagement R
non
pos. X et R
dégagement R
puis pos. X
puis pos. R
Xv > X'c ?
Positionnem ent
simultané X et R
ouioui
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
Rc > R'o
non
dégagement R
non
pos. X et R
dégagement R
puis pos. X
puis pos. R
Xv > X'c ?
Positionnem ent
simultané X et R
ouioui
ALLEGATI PAGINA 59
Page 68

Sicurezza X1-X2
Le sicurezze offerte per X1 X2 sono identiche all'asse X semplice.
L'asse (X1 o X2) più vicino alla matrice sarà preso in carico per la sicurezza.
Sicurezza Z1-Z2
Una sicurezza anti-collisione impedisce il passaggio in modo o ,
il testo interattivo Z1-Z2 si ottiene se non è possibile il posizionamento
(vedere parametro 51).
Normalmente l'origine degli assi Z è a sinistra della macchina (vista frontale).
PAGINA 60 MANUALE ISTRUZIONI DNC 60 PS
Page 69

PROGRAMMAZIONE DELL'ORIGINE DEGLI ASSI
Selezionare l'opzione 11 nel menù principale, appare la pagina seguente:
ORIGINE
--SET-- --POS- X _____.__ 0.00
Y1 ____.__ ____.__
Y2 ____.__ ____.__
Inserire nella colonna SET la posizione attuale dell'asse.
Lasciare il campo per confermare.
A questo punto, il campo POS assume il nuovo valore.
Operazione pericolosa
Questa operazione deve essere fatta da un operatore esperto che
conosce la conseguenze delle modifiche effettuate.
Se modificate la posizione di un asse con questa procedura, bisogna
assicurarsi che corrisponderà esattamente alla realtà. Dopo la
modifica, bisogna controllare i fine corsa elettronici, elettrici e
meccanici. Generalmente si sposterà l'asse in questione in manuale
piccola velocità fino al fine corsa negativo / positivo.
Si raccomanda di non modificare Y1 e Y2.
Se così fosse, tuttavia, si dovrà prendere una precauzione particolare.
Infatti se modificate qui la posizione e si commette un errore, i danni
provocati da questa modifica possono essere pericolosi e/o dannosi
per il funzionamento della macchina.
Inoltre, questa modifica verrà persa ad ogni riaccensione della
macchina.
ALLEGATI PAGINA 61
Page 70

LA CALIBRAZIONE
Il campo CAL (calibrazione) della pagina STATUS PEZZO serve alla
compensazione automatica della variazione spessore lamiera.
Per il buon funzionamento di questa funzione, è necessario che il pestone
possa "posarsi" sulla lamiera con la pressione minima senza piegarla.
Il principio di funzionamento è il seguente:
Il pestone si avvicina alla lamiera ad una velocità e pressione minime, la
resistenza della lamiera fermerà il pestone. Questo arresto permette la misura
dello spessore lamiera sotto il punzone, e in caso di differenza con una
lamiera di riferimento, effettuare la correzione.
La lamiera deve perciò essere sufficientemente rigida per fermare il
pestone senza flettersi, falsando così la misura.
Calibrazione (procedura)
La calibrazione è possibile solo sulla sequenza N°1.
Misurare una lamiera di riferimento con un micrometro.
Inserire il valore rilevato nel campo Sp.
Programmare il campo CAL a
Controllare che il DNC sia sulla sequenza N1.
Passare in modo
Posizionare la lamiera di riferimento e piegare.
Una volta terminata la piega, il campo CAL passa automaticamente al
valore 4, che conferma che è stata effettuata la calibrazione.
La calibrazione si fa solo una volta per una serie di pezzi con lo stesso
spessore.
.
3.
Utilizzo
Dopo aver effettuato la calibrazione, è possibile lavorare in modo .
La misura della lamiera si farà per ogni pezzo sulla sequenza N1.
Per uscire da questo modo di lavoro, cancellare il campo CAL con il tasto
.
Se si apportano modifiche agli utensili, bisogna rifare la calibrazione.
PAGINA 62 MANUALE ISTRUZIONI DNC 60 PS
Page 71

LA PIEGA MULTIPLA
La piega multipla permette di fare una piega con un grande raggio interno.
E' possibile programmarla su una pagina qualsiasi.
Una piega multipla è definita con una programmazione da 4 a 98 (una
programmazione a 0, 2 o 3 darà un errore).
Nota: per avere un buon risultato, si deve avere un numero di pieghe per
realizzare l'angolo tale che la lunghezza di ogni segmento sia superiore alla
metà dell'apertura di V della matrice
In caso contrario un messaggio informa l'operatore ed il risultato sarà un
angolo troppo aperto.
Il software calcola la prima piega, la seconda, la penultima e l'ultima diverse,
come illustrato sotto.
ALLEGATI PAGINA 63
Page 72

Procedura per realizzare una piega multipla:
Nell'esempio bisogna effettuare una piega multipla con un raggio interno di
50 mm.
Chiamare la pagina STATUS PEZZO e completare i campi come
illustrato.
P 0 P+ ___ F 1 I/mm
DIS. CAL_/__.__
p/m 1/ 1 Ac:1 Al:_ In:_
Sp: 2.00 σ Kg/mm2 45.000
Lmat 2000 L svi ___.__
-N- -L- - - -p/m- -ri- CR TOL
1 100.00 90.0°__/__ 50 00 15 ___
2 200.00 90.0°__/__ ____.__ __ ___
3 100.00 ____._°__/__ ____.__ __ ___
4 ____.__ ____._°__/__ ____.__ __ ___
5 ____.__ ____._°__/__ ____.__ __ ___
____.__ ____._°__/__ ____.__ __ ___
Premere il tasto
Il sistema completa i campi L svi, ri e TOL.
.
Lmat 2000 L svi 372.79
-N- -L- - - -p/m- -ri- CR TOL
1 100.00 90.0° 1/ 1 50.00 15 0
2 200.00 90.0° 1/ 1 2.13 __ ___
3 100.00 ____._°__/__ ____.__ __ ___
Il numero di 15 da una buona approssimazione, poiché la tolleranza, sia la
differenza tra l'apotema della corda ed il raggio teorico, è di 0 mm. I valori
calcolati variano in funzione dello spessore, della larghezza di V della
matrice, ecc..
Premere il tasto
come sotto.
e completare i campi FACCIA e APPOGGIO
P 0 N 1 p/m 1/ 1
N FACCIA APPOG. CR p/m
1 1 0 15 1/ 1
2 2 1 __ 1/ 1
Attenzione Le quote MEM X della pagina sequenza non corrispondono alla posizione
realmente puntata dall'asse quando ci si trova su una sequenza di piega
multipla.
PAGINA 64 MANUALE ISTRUZIONI DNC 60 PS
Page 73

CICLO SENZA PIEGA
Il ciclo senza piega serve a fare uno spostamento degli assi e delle funzioni
ausiliarie senza far spostare il pestone.
Per programmare un ciclo senza piega:
Cancellare il campo
Programmare Y1 e Y2 ad una quota superiore a quella del punto di
Il ciclo si svolge in questo modo:
Ordine di discesa
Interruzione dell'uscita PMS
Impulso fine piega
Avanzamento sequenza
Start degli assi e delle funzioni ausiliarie a secondo del modo
Attivazione dell'uscita PMS
Impulso controllo sincro
Attesa ordine di discesa
Questo ciclo è stato definito per riattivare il quadro elettrico per una nuova
piega.
PUNZONATURA
contatto lamiera (PCL).
Per utilizzare degli utensili di punzonatura sulla pressa piegatrice, è
indispensabile conoscere la quota di uscita del punzone.
Bisogna poi programmare il DNC in modo che il punto morto inferiore
corrisponda a questo punto di uscita.
Se necessario si programma poi un set di utensili fittizi per regolare l'altezza
di riferimento in modo che il punto di contatto lamiera sia giusto sotto la
messa in pressione degli utensili di punzonatura.
Per trovare questi valori:
Fare una discesa, macchina in modo regolazione
modo
Quando il punzone ha raggiunto il proprio punto di uscita, fermare la
discesa e prendere nota della posizione del pestone.
Cancellare il campo
Inserire questo valore in Y1 Y2.
Regolare la quota di riferimento degli utensili in funzione degli
utensili utilizzati.
.
e DNC in
ALLEGATI PAGINA 65
Page 74

PIEGA A FONDO MATRICE
E' preferibile effettuare questo tipo di piega al centro della pressa.
Cancellare il campo
Cancellare i campi Y1 e Y2 oppure lasciarli non programmati.
La pressa effettua la discesa in modo convenzionale finché il pestone si
ferma a fondo matrice con la pressione della sequenza in corso.
Il DNC rileva l'arresto del pestone, viene attivato il ciclo di risalita
CORREZIONI DEGLI ANGOLI
Può succedere che l'angolo piegato sia leggermente superiore o inferiore
all'angolo programmato.
L'operatore ha però la possibilità di inserire il valore reale dell'angolo di
piega. Il DNC correggerà le quote degli assi Y1 e Y2 di conseguenza.
Questa pagina permette di inserire e visualizzare le correzioni sulle quote
calcolate degli assi per il pezzo e la piega in corso.
Chiamare la pagina CORREZIONI premendo il tasto
Premendo il tasto
precedente
o
.si passa alla piega successiva o
.
N 1 CY __
-COR N- -COR P-
90.0°
MIS ___._° ___._°
Y1 ___.__ ___.__
Y2 ___.__ ___.__
X ___.__ ___.__
PAGINA 66 MANUALE ISTRUZIONI DNC 60 PS
Page 75

COR N Questa colonna permette di fare una correzione
solo per la sequenza in corso (COR N può non
apparire, a secondo della configurazione della
macchina, si tratta comunque sempre di campi
della colonna di sinistra)
COR P Questa colonna permette di fare una correzione
a tutto il pezzo.
Valore dell'angolo programmato nella sequenza.
Non è programmabile in questa pagina. Ricorda
semplicemente il valore desiderato
MES Valore dell'angolo misurato dopo la piega.
Abbandonando il campo, il DNC calcola
automaticamente la correzione per Y1-Y2. A
seconda se l'operatore vuole apportare questa
correzione alla sequenza in corso o a tutte le
sequenze con lo stesso angolo, bisogna
programmare il valore misurato nella colonna
COR N o COR P.
Y1, Y2, X, ecc Correzione diretta sugli assi.
Il metodo di lavoro consiste in:
Programmare o chiamare il pezzo
Passare in modo semi-automatico.
Fare la prima piega.
Misurare il risultato.
Inserire l'angolo misurato nel campo COR N o COR P (vedi sopra).
Il DNC calcola automaticamente le correzioni da apportare in Y1 e Y2.
Apportare se necessario le correzioni sugli assi del registro.
Piegare un secondo pezzo alla prima piega per controllare le
correzioni.
Passare alla sequenza successiva e procedere allo stesso modo per le
sequenze successive.
Quando tutte le pieghe sono corrette, passare in modo automatico e
produrre normalmente.
Assi Y1-Y2 Se l'operatore vuole intervenire direttamente sui valori degli assi Y1 e Y2,
bisogna farlo in questa pagina direttamente nei campi Y1-Y2 e non nella
pagina sequenza
.
ALLEGATI PAGINA 67
Page 76

CARATTERI ALFANUMERICI
Il campo DISEGNO permette di inserire dei caratteri alfanumerici.
Per inserire questi caratteri, si usano i tasti
con i tasti numerici della tastiera.
Esempio: Per inserire la lettera A, premere il tasto
Ecco come corrispondono i tasti:
0 1 2 3 4 5 6 7 8 9
----------------------------------------------------------------------------------------------
MESSAGGI / ERRORI
e , combinati
e
contemporaneamente il tasto
0.
A D G J M P S V Y \
B E H K N Q T W Z ]
C F I L O R U X [ ^
Quando si passa dal modo programmazione o manuale al modo semi-auto o
automatico, vengono verificate le sicurezze e in caso di errore è impossibile
passare al modo selezionato.
Il DNC forza il modo
campo interattivo indica ERRORE.
Conviene quindi correggere l'errore e provare di nuovo il passaggio in modo
o . Se sussiste un altro errore, si ripeterà lo stesso processo e
questo succederà fino a che non si saranno corretti tutti gli errori.
Per errore si intende la programmazione di un valore non realizzabile dal
DNC (più lontano del fine corsa, collisione, ecc.).
; il cursore si posiziona sul campo relativo ed il
PAGINA 68 MANUALE ISTRUZIONI DNC 60 PS
Page 77

I MESSAGGI INTERATTIVI
CASSETTA
COMPLETO
COPIA
Err – assi
Err – FC
ERRORE
Indica che la "cassetta" Memoria interna)
- non è stata inizializzata
- è sporca
- ha cambiato formato (per es. modificando la
versione di software)
E sufficiente pulire la memoria interna mettendo il
cursore sul campo P, inserire 999 e premere il tasto
.
Appare in modo
c'è spazio disponibile per una nuova sequenza)
Appare in modo
stata creata a fine programma per mezzo del tasto
.
Errore di proseguimento ( traiettoria teorica).
Errore di fine corsa.
Questo messaggio indica un calcolo impossibile o oltre
i limiti consentiti.
Quando è attiva una sicurezza (cioè quando la quota a
cui è diretto l'asse è fuori dei limiti consentiti).
quando il buffer è pieno (non
quando una nuova sequenza è
ERRORE
ESEGUITO
ESISTE
FINE
IGNORA
A questa informazione segue il ritorno al modo
il cursore è posizionato automaticamente sul campo da
correggere.
In caso di una trasmissione esterna -> DNC, questo
messaggio indica che i dati ricevuti dal DNC non sono
validi e quindi impossibili da leggere.
Il DNC ha effettuato il calcolo correttamente
(correzioni, trasformazioni, ecc.).
Indica che il numero del pezzo o dell'utensile che si
vuole memorizzare esiste già.
Appare in modo
sequenza del programma.
Appare quando il tasto attivato non può (non deve)
essere trattato.
o , indica l'ultima
e
ALLEGATI PAGINA 69
Page 78

INDEFINITO
INSERITO
Jitter
LIBERO
MEMORIZZATO
NO SPAZIO
NON ATTIVO
Rifiuto di passaggio in modo
o , se i
parametri indispensabili all'esecuzione non sono del
tutto o solo parzialmente programmati e impediscono
così i calcoli di verifica.
Indica che l'inserimento è stato effettuato correttamente
.
Errore causato da un mancato sfasamento sui segnali di
ingresso encoder (può essere provocato da un
parassita, un difetto dell'encoder o un corto circuito
sulle fasi dell'encoder).
Appare in modo
quando la memoria di lavoro è
vuota (nessuna sequenza programmata).
Indica che la memorizzazione è stata effettuata
correttamente.
Indica che non c'è più spazio disponibile nella
memoria lista pezzi.
Indica un tentativo di passaggio in modo
o
su una sequenza in cui CY è programmato a 0.
PAUSA
PRECEDENTE
PROSSIMO
RUN
Sincro
SOPPRIME
STOP
TEACH OK
Asse in pausa.
Identica a PROSSIMO ma con il tasto
Appare alla visualizzazione successiva (tasto
.
)
delle sequenze che esistono nel buffer (tranne per
l'ultima sequenza che indica FINE).
Indica che la trasmissione si svolge correttamente.
Questo messaggio lampeggia lentamente durante la
trasmissione.
Superamento dello scarto massimo. (X1<->X2)
autorizzato.
Appare in modo
sequenza viene cancellata con il tasto
quando un pezzo o una
.
Indica che la trasmissione è stata interrotta per mezzo
del tasto STOP del DNC.
L'operazione TEACH è stata effettuata correttamente.
PAGINA 70 MANUALE ISTRUZIONI DNC 60 PS
Page 79

TIME OUT
ULTIMO
Var KO
ZONA TOL
Indica che il DNC non ha ricevuto un informazione
valida dopo il lancio della trasmissione, e rende così il
comando all'operatore. Questo messaggio appare dopo
circa 30 secondi.
Appare in modo
quando la sequenza
visualizzata è l'ultima del pezzo.
Uno degli ingressi DNC "VARIATORE OK" non è
(più) attivo (+24 VDC).
Appare in modo
o quando gli assi sono
posizionati fuori tolleranza. Solitamente sarà
sufficiente premere lo start del pannello frontale per
posizionare gli assi.
ALLEGATI PAGINA 71
Page 80

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 72 MANUALE ISTRUZIONI DNC 60 PS
Page 81

ALLEGATO H: TRASFERIMENTO
Per poter trasferire ad un PC via linea seriale, il DNC 60 deve essere
equipaggiato dell'opzione RS232.
Pezzi Il PC deve essere equipaggiato di un software CYBELEC PC1200. Questo
sistema permette di creare dei pezzi con il software di piega su PC e di
trasferirli al DNC per l'esecuzione.
Backup Il PC deve essere equipaggiato di un software di salvataggio denominato
CYBACK.
CYBACK permette di fare un backup dei dati del DNC, senza poter però
intervenire a livello PC.
Aggiornamento Semplice, pratica e molto rapida, questa possibilità aiuta in caso sia
necessario aggiornare il software del DNC in memoria FLASH.
Il PC deve essere dotato del software di aggiornamento.
Chiamare la pagina TRASFERIMENTO DNC <-->PC dal menù
principale.
DNC <-> PC STATUS
TRASFER. _ 1 DNC --> PC
2 PC --> DNC
3,4 TEST COLLEG. 1 2
7 FLASH
8 KEYBD EXT
9 MODEM
SCELTA _ 1 PEZZI
2 UTENSILI
4 PARAMETRI
6 PEZZI N°
___ ( )
___ ( )
___ ( )
Chi comanda ? Questa pagina viene usata unicamente per inizializzare il tipo di
trasmissione. Non è possibile far partire la trasmissione dal DNC, ma solo e
sempre dal PC.
TRASFERIMENTO Permette di selezionare il tipo di trasmissione
DNC PC Inizializza la trasmissione PC-DNC. Possono
essere selezionati indifferentemente i modi 1 e 2.
TEST COLLEGAMENTO Seleziona il tipo di test delle porte seriali.
Vedere il capitolo relativo
FLASH Prepara il DNC a ricevere un aggiornamento.
TASTIERA EST Mette il DNC in modo terminale esterno.
Vedere il capitolo relativo.
MODEM Non ancora disponibile.
SCELTA Permette la selezione degli oggetti da trasferire.
Nel caso dell'opzione 6 PEZZI N°, è necessario
introdurre i numeri dei pezzi da trasferire negli
ultimi campi della pagina.
TRASFERIMENTO PAGINA 73
Page 82

TESTS DELLE PORTE SERIALI
Le 2 porte seriali del DNC 60 sono i SUB-D 9P, connettori J5 et J6.
Inserire, verificare che i parametri di trasmissione sono programmati
così:
PARAMETRI RS232 / DIVERSI
. . .
–COLLEGAMENTO COMPUTER –106 RATE 4800 STOP 1.0
PARITY ODD(1) EVEN(2) _ BITS 8
PROTOCOLLO _ BCC ___
Mettere un tappo di test sul connettore della linea RS232 da testare.
Premere il tasto
Il messaggio RUN deve lampeggiare.
Per fermare il test premere il tasto
Se volete testare anche il cavo:
Collegare il cavo di trasmissione al DNC e mettere un tappo
cortocircuitante all'altra estremità del cavo da testare.
per lanciare il test.
(STOP).
Tappo di test
Pin 2 (RXD) collegato a pin 3 (TXD)
Pin 4 (DTR) collegato a pin 6 (DSR)
Pin 7 (RTS) collegato a pin 8 (CTS)
Cavo RS 232
PAGINA 74 MANUALE ISTRUZIONI DNC 60 PS
La schermatura deve
essere collegata ad una
cassa metallica di
connettori Sub-D.
Page 83

CYBACK
Per questo programma, il cavo RS deve essere collegato alla porta RS232 del
connettore J5.
I parametri di trasmissione devono essere programmati sul DNC con gli
stessi valori del test delle porte seriali (vedere paragrafo precedente). Questi
stessi valori devono essere programmati sul PC.
Se la trasmissione funziona a 4800 bauds, potete tentare di aumentare la
velocità di trasmissione a 9600 bauds.
Di norma l'RS232 ha un limite di 15 mt. Se la distanza è maggiore, la
trasmissione può essere difettosa e può essere necessario ridurre la velocità di
trasmissione.
Nota: l'ordine di trasmissione può essere fatto solo dal PC.
Per autorizzare la trasmissione con CYBACK:
Passare in modo programmazione.
Chiamare la pagina TRASFERIMENTO DNC <-> PC.
Inserire 2 nel campo TRASFERIMENTO.
Premere il tasto
Sul display appare STATUS RS232.
Modo programmazione A partire da questo momento, il DNC, finché si trova in modo
programmazione, può ricevere dei dati inviati dal PC.
Negli altri modi (automatico, semi-automatico o manuale) il DNC non
risponde e la trasmissione non viene accettata.
Durante la trasmissione l'operatore può lasciare il DNC su una pagina
qualsiasi. Non è necessario visualizzare la pagina trasferimento.
Il modo di trasferimento resta memorizzato, anche se il DNC viene spento.
Bisognerà riprogrammarlo se si è cambiato modo (per esempio FLASH).
PC1200
Utilizzare il file di conversione SIXFAFIØ.XFR e successivi.
.
TRASFERIMENTO PAGINA 75
Page 84

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 76 MANUALE ISTRUZIONI DNC 60 PS
Page 85

ALLEGATO I: STAMPA DELLA VIDEATA IN CORSO
Il DNC 60 permette, se equipaggiato dell'uscita RS232, di stampare la pagina
a video (connettore J5).
Questo permette di conservare o di trasmettere su supporto cartaceo il
contenuto di un programma, degli utensili o dei parametri macchina.
Per poter inviare i dati alla stampante, è obbligatorio avere una stampante
con ingresso RS232.
Sul DNC 60 conviene programmare i parametri di collegamento seriale
richiesti dalla stampante.
Baud rate: 4800 max.
Bits: 7 o 8
Stop bits: 1, 2 ecc.
Parità: 1 o non programmato
Protocollo: questo campo indica quante pagina DNC devono essere
stampate su una pagina della stampante. Dopo il numero
indicato, il DNC invia un avanzamento pagina alla
stampante.
Esempio: 1 = 1 pagina DNC per pagina stampante
2 = 2 pagine DNC per pagina stampante.
BCC: questo campo definisce il margine sinistro in caratteri
(spazio)
margine sinistro = 2 + (BCC x 2)
Campo: 0 (2 caratteri) a 9 (20 caratteri)
Esempio: BCC = 4, sia 2 + (4 x 2) = 10
PER STAMPARE DAL DNC
Selezionare la pagina desiderata.
Premere simultaneamente il tasto stop
correzione
o menù .
e il tasto
STAMPA DELLA FINESTRA CORRENTE PAGINA 77
Page 86

HYPER TERMINAL
COLLEGAMENTO
È possibile inserire tutte le pagine di un DNC60 su un PC in un file txt, il che
permette un salvataggio su carta dei parametri macchine, di programmi o altri
elementi del DNC 60.
Collegare un cavo RS 232 invertito tra il connettore J5 del DNC e la porta
RS 232 del computer. Se si tratta di un computer portatile senza RS 232, va
usato un convertitore USB-RS232 (per es. marca Aten)
PAGINA 78 MANUALE ISTRUZIONI DNC 60 PS
Page 87

PREPARAZIONE
I parametri dei collegamenti devono essere gli stessi sul DNC e sull’Hyper
Terminal.
Parametri DNC 60
PARAMETRI MACCHINA -06- IGNORA
----CARATTERISTICHE RS232--- 60 Velocità ditrasmissione 9600
61 Data trasmissione 8
62 Stop bit 1.0
63 Parità (-:off, 0:even, 1:odd) _
65 Protocollo 0
66 BCC 5
67 Bloccaggio calcolo ricerca K7 _
68 Conversione Inch mm
69 Stop Q Pezzo raggiunto _
LDopo aver modificato i parametri:
• Andare nella pagina TRASFERIMENTO,
Selezionare 1 quindi premere il tasto
spegnere e riavviare il DNC.
Protocollo: questo campo permette di definire il numero di
pagine DNC stampate su una pagina.
Una volta definito il numero, il DNC invia un
avanzamento pagina alla stampante.
Esempio:
1 = 1 pagina DNC per pagina di stampante.
2 = 2 pagine DNC per pagina di stampante.
Se non viene programmato nulla, le pagine
vengono inviate le une dopo le altre.
BCC: questo campo definisce il margine sinistro in
caratteri (spazio).
margine sinistro = 2 + (BCC x 2)
Campo: 0 (2 caratteri) - 9 (20 caratteri)
Esempio: BCC = 4, cioè 2 + (4 x 2) = 1 0
per convalidare la trasmissione con i nuovi parametri oppure
STAMPA DELLA FINESTRA CORRENTE PAGINA 79
Page 88

Configurazione dell’Hyper Terminal
• Inserire un nome per il file che conterrà il parametraggio di questo
controllo numerico e scegliere un’icona. Il file verrà richiamato ad
ogni collegamento con il controllo numerico senza dover
parametrare di nuovo l’Hyper Terminal.
• Collegare inserendo una porta seriale.
PAGINA 80 MANUALE ISTRUZIONI DNC 60 PS
Page 89

• - Parametri della porta:
Bit per secondo: 9600
Bit di dati: 8
Parità: Nessuna
Bit di arresto: 1
Controllo di flusso: Nessuno
• Selezionare Proprietà:
STAMPA DELLA FINESTRA CORRENTE PAGINA 81
Page 90

• Inserire i parametri come sopraindicato.
• Cliccare il pulsante Configuration ASCII
• Sbarrare la casella Retour automatique à la ligne quindi premere
OK
• Selezionare Affichage quindi Police
PAGINA 82 MANUALE ISTRUZIONI DNC 60 PS
Page 91

• Scegliere Terminal. Standard 14
IMMISSIONE DELLE FINESTRE
A questo punto, il DNC e l’Hyper Terminal sono parametretati, collegati
assieme e pronti a trasmettere.
• Aprire il menu Appeler,
o selezionare Appeler
• Aprire il menu Transfert,
o selezionare Capturer le texte
• Scegliere il percorso ed il nome di file che conterrà le pagine finestre
del DNC.
STAMPA DELLA FINESTRA CORRENTE PAGINA 83
Page 92

• Sul DNC 60, scegliere la pagina da stampare
• Premere contemporaneamente i tasti
• Ripetere per ogni pagina desiderata.
• Scollegare
• Le pagine catturate sono visibili nel file txt precedentemente scelto.
e .
Stampa di tutti i parametri macchine
Per i DNC 60 P, PC e PS, a partire dalla versione SIXFDAx, è possibile
stampare tutti i parametri macchine in un’unica operazione..Per eseguire
questa operazione, procedere come segue:
• Andare nei parametri macchine
• Premere contemporaneamente
, e
PAGINA 84 MANUALE ISTRUZIONI DNC 60 PS
Page 93

ALLEGATO J: PROTEZIONE DEI LIVELLI DI ACCESSO
INFORMAZIONI GENERALI
A seconda della versione, il DNC 60 può essere o non essere equipaggiato
con una chiave fisica a 4 posizioni.
In ogni caso i livelli 0-1-2 e 3 sono presenti.
Nel caso in cui la chiave fisica non esista, l’accesso è eseguito tramite
password.
ATTENZIONE : queste password saranno resettate nei valori di default ad
ogni inizializzazione dei parametri macchina (817 sulla pagina INIT e Scegli
Init Mach Par = 1).
Quindi in questo manuale parleremo sempre di una posizione (virtuale) della
chiave come, per esempio : “Chiave in posizione 3”.
Livelli Esistono 4 livelli di accesso, da 0 a 3.
0 = Programmazione proibita.
1 = Creazione, correzione, modifica, salvataggio, cancellazione,
trasferimento di uno (o più) prodotti.
2 = Creazione, correzione, modifica, salvataggio, cancellazione,
trasferimento degli utensili.
3 = Programmazione, modifica e trasferimento dei parametri macchina.
Accessi Questi livelli sono accessibili premendo le chiavi
+ o (Premere le chiavi da 0 a 3 prima della
chiave di stop).
La posizione della chiave è visualizzata come un numero sulla parte alta
dello schermo a destra (dopo il settore interattivo).
Quando si passa ad un livello più alto e non autorizzato verrà richiesta una
modifica della password.
Quando la password è stata introdotta è possibile navigare a livelli inferiori o
equivalenti a quello autorizzato senza reintrodurre la password.
Se si passa dal livello 0 la validità della password verrà resettata.
Utilizzatori Un numero di utilizzatori differenti è predefinito. L’utilizzatore non è una
persona fisica particolare ma può essere inteso come, per esempio, tutti gli
operatori autorizzati a lavorare sulla macchina.
Ogni utilizzatore predefinito possiede la sua propria password ed un livello
massimo che può raggiungere. Vedere la “Tavola degli utilizzatori, accessi e
password”.
Password Alcuni utilizzatori possono modificare la loro propria password. Per gli altri
la password può essere cambiata unicamente da un utilizzatore avente un
accesso superiore.
Perdita della password In caso di perdita della password un utilizzatore di un livello superiore dovrà
riprogrammarla.
PROTEZIONE DEI LIVELLI DI ACCESSO PAGINA 85
Page 94

GLI UTILIZZATORI
Tabella degli utilizzatori, accessi e passwords
Livello Nome
utilizzatore
predefinito
1
2
3
4 WSSUPER OK OK 3 817 Capo officina
5 MACHMAN NO OK 3 Costruttore della macchina
6 MACHMAN0 OK OK 3 Responsabile dei tecnici
L’utilizzatore predefinito è semplicemente un ruolo.
Molte persone fisiche possono avere lo stesso ruolo. Per esempio, molti operatori fisici possono essere a
EUL1 (livello 1).
Dopo l’installazione della macchina è consigliata la modifica della password di default del livello 4
(WSSUPER = Capo officina) e del livello 3 (EUL3 = Operatore con autorizzazione livello 3), poiché le
password si trovano in questo manuale.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Modifica
della
password
personale
Modifica
della
password dei
subordinati
Livello
di chiave
virtuale
1
2
3
Password
di default
111 Operatore con autorizzazione
222 Operatore con autorizzazione
333 Operatore con autorizzazione
Uso attribuito generalmente a :
d’accesso di livello 1
d’accesso di livello 2
d’accesso di livello 3
Tecnici di servizio
presso il costruttore
PAGINA 86 MANUALE ISTRUZIONI DNC 60 PS
Page 95

ACCESSO TRAMITE PASSWORD
All’accensione del software, la chiave virtuale è sempre posizionata su 0.
Scegliere il livello di accesso premendo una delle seguenti
combinazioni:
+ , or .
Apparirà il messaggio VALUE ?
Introdurre la password e premere la chiave
Se la password è accettata apparirà sullo schermo il messaggio OK e
il livello selezionato, se la password è rifiutata apparirà KO.
Una volta acquisita l’autorizzazione, l’operatore può navigare tra i livelli a
lui autorizzati senza che riappaia una nuova richiesta di password.
Per esempio, un utilizzatore con accesso al livello 3 può navigare tra i livelli
1,2 e 3 senza dover ridare la password.
Se viene attivato il livello 0, l’accesso ad ogni altro livello richiederà un
nuovo inserimento della password.
Questa richiesta apparirà anche quando l’utilizzatore passerà ad un livello
superiore (da 0 a 1, da 1 a 2, da 2 a 3, etc.) senza avere autorizzazione
all’accesso.
Avviso Se avete avuto accesso al livello 3, tornate al livello 0 dopo il vostro
intervento. Questo impedirà di eseguire inavvertitamente cambiamenti
indesiderati .
per renderla valida.
PROTEZIONE DEI LIVELLI DI ACCESSO PAGINA 87
Page 96

ACCESSO AI LIVELLI SUPERIORI AL 3
Alcuni utilizzatori possono accedere a livelli superiori al 3, il che permette
loro, tra le altre cose, di modificare le passwords.
Per conoscere le autorizzazioni vedere la “ Tabella degli utilizzatori, accessi
e passwords”.
Premere la combinazione di chiavi
Apparirà il messaggio LEVEL ?.
Scrivere il numero del livello al quale volete accedere.
Apparirà il messaggio VALUE ?.
Introdurre la password corrispondente al livello richiesto e
convalidare con la chiave
Il DNC passa al livello 1. L’operatore può navigare tra i livelli 1 e 3
senza reintrodurre la propria password.
Se il suo livello lo permette, può chiamare la procedura per la
modifica della password (vedi il prossimo paragrafo).
Alla fine dell’intervento, non dimenticate di passare al livello 0 in
modo da abbandonare il livello corrente.
.
+ .
PAGINA 88 MANUALE ISTRUZIONI DNC 60 PS
Page 97

MODIFICA DELLA PASSWORD
E’ possibile modificare le passwords attribuite tramite default.
Alcuni utilizzatori possono farlo da soli, altri no.
Per conoscere le autorizzazioni, vedere la “Tabella degli utilizzatori, accessi
e passwords”.
Per modificare una password:
Premere la combinazione di chiavi
Apparirà il messaggio LEVEL ?.
Scrivere il numero del livello al quale volete accedere.
Apparirà il messaggio VALUE ?.
Introdurre la password corrispondente al livello richiesto e
convalidare con la chiave
Ora premere la combinazione di chiavi + .
Apparirà il messaggio LEVEL ?.
Programmare il livello nel quale volete modificare la password.
Se il livello richiesto è superiore al livello permesso apparirà il
messaggio IGNORE, in caso contrario apparirà il messaggio VALUE
?.
Introdurre la nuova password desiderata e convalidarla con la chiave
.
Apparirà il messaggio CONFIRM.
Introdurre ancora la nuova password convalidarla con
.
+ .
.
Se le due password registrate sono identiche apparirà il messaggio
OK.
Se le due password registrate sono differenti l’utilizzatore sarà
invitato ad introdurre nuovamente le due password e verrà
visualizzato il messaggio VALUE.
Alla fine dell’intervento, non dimenticate di passare al livello 0 in
modo da abbandonare il livello corrente.
PROTEZIONE DEI LIVELLI DI ACCESSO PAGINA 89
Page 98

GESTIONE DEI LIVELLI DI ACCESSO TRAMITE CHIAVE
ESTERNA
Se l’uso della chiave esterna è definito nei parametri macchina, l’accesso ai
livelli è gestito tramite chiave esterna. Le passwords non sono più attive.
L’uso della chiave esterna è definito tramite il parametro Key = 1 e tramite
l’uso degli imput KEY 0 e KEY 1.
Input
KEY 0
OFF OFF
ON OFF
OFF ON
ON ON
Input
KEY 1
Posizione
chiave
0
1
2
3
PAGINA 90 MANUALE ISTRUZIONI DNC 60 PS
Page 99

ACCESSORI
CYBACK Software di salvataggio su PC.
Permette il salvataggio ed il recupero di dati (pezzi, utensili, parametri
macchina) dai controlli numerici DNC 7000, DNC 70, DNC 60 e DNC
30 a PC via linea seriale.
Possono essere selezionati fino a 10 diversi controlli numerici.
Richiedete il nostro "Product Information" del CYBAC.
Troverete CYBACK sul CD in dotazione con il controllo numerico.
PC 1200 Questo software permette la programmazione su PC in 2 o 3 dimensioni
dei pezzi da realizzare sul controllo numerico.
Il software esegue la simulazione e la visualizzazione grafica del seguito
delle pieghe tenendo conto delle caratteristiche della macchina, degli
utensili e del materiale.
ACCESSORI PAGINA 91
Page 100

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 92 MANUALE ISTRUZIONI DNC 60 PS
 Loading...
Loading...