

Page 1

DNC 60 G16
Manuel d'utilisation
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND V-DOC-60G16-FR
Page 2
Les informations figurant dans le présent document sont sujettes à révision sans préavis
et ne représentent aucun engagement de la part de CYBELEC SA.
Le logiciel décrit dans ce document est diffusé dans le cadre d'un accord de licence ou de non-divulgation
et ne peut être utilisé ou copié qu'en conformité avec les stipulations de l'accord. Toute copie du
programme CYBELEC sur cassette, disque ou autre support à des fins autres que l'usage personnel du
programme par l'acheteur est interdite par la loi.
Copyright CYBELEC SA. Tous droits réservés.
Remarque:
La présente notice explique la programmation normale et standard de la commande numérique.
Cette dernière étant équipée de fonctions configurables par le constructeur de la machine pour ses besoins
spécifiques, veuillez donc vous référer aux instructions complémentaires fournies par le constructeur de
la machine pour la programmation de ces fonctions.
Autocad
CYBELEC
Ethernet
IBM
est une marque déposée de Autodesk Inc.
est une marque déposée de CYBELEC S.A.
est une marque déposée de Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
sont des marques déposées de International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
est une marque déposée de Microsoft Corporation.
est une marque déposée de Microsoft Corporation.
est une marque de fabrique de Novell, Incorporated.
est une marque déposée de Microsoft Corporation.
Page 3
CONSIGNES DE SÉCURITÉ ET D'ENTRETIEN
L'opérateur doit être formé pour utiliser la machine
sur laquelle est installé la commande numérique.
Une mauvaise utilisation de la commande numérique
peut entraîner un préjudice grave au matériel et/ou
aux personnes.
Une modification de paramètres machine peut
causer des dégâts matériels importants, ou une
production de qualité irrégulière.
Le panneau arrière ne doit être retiré que par un
technicien qualifié (danger d'électrocution).
N'exposez pas la commande numérique à une
humidité excessive pour éviter tout risque
d'électrocution et toute détérioration de l'appareil.
Assurez-vous que la commande numérique soit hors
tension avant de procéder à un nettoyage. N'utilisez
pas de liquides à base d'alcool ou d'ammoniaque.
Faites appel à un technicien en cas de
dysfonctionnement de la commande numérique.
Évitez d'exposer la commande numérique au
rayonnement solaire direct ou à toute autre source
de chaleur.
Ne placez pas à proximité de la commande
numérique des objets magnétiques tels que
transformateurs, moteurs etc. ou des appareils
générant des parasites (soudeuses à arc etc.).
Échangez régulièrement les filtres des ventilateurs
afin d'éviter une surchauffe.
CONSIGNES DE SECURITE PAGE I
Page 4

Cette page a été intentionnellement laissée blanche.
PAGE II MANUEL D'UTILISATION DNC 60 G16
Page 5
ACCORD DE LICENCE POUR LOGICIEL CYBELEC
COPYRIGHT GÉNÉRAL
Les logiciels CYBELEC sont protégés par copyright et tous les droits de copie sont réservés.
Les logiciels CYBELEC peuvent seulement être implantés et utilisés dans les équipements (PC ou DNC)
autorisés.
Les manuels d'utilisation sont aussi couverts par le copyright et tous les droits d'utilisation et de copie
sont réservés.
Ce document ne peut pas être, en tout ou en partie, copié, photocopié, reproduit, traduit ou réduit sans le
consentement préalable par écrit de CYBELEC.
COPYRIGHT SPÉCIAL DISQUETTES
Les utilisateurs légaux de ce produit sont autorisés uniquement à copier la disquette dans la mémoire de
l'ordinateur pour exécuter le programme et à faire une copie de sauvegarde (Backup) de la disquette
originale à seule fin de pouvoir remédier à une perte éventuelle du programme original.
Les copies non autorisées, la duplication, la vente, ou la distribution de ce produit constituent une
violation de la loi.
COPYRIGHT SPÉCIAL EPROMS
Les appareils DNC et CNC de CYBELEC dans lesquels le logiciel original produit chez CYBELEC
aurait été remplacé par une copie non faite par CYBELEC et sans l'autorisation écrite de CYBELEC
perdent immédiatement leur garantie.
GARANTIE
CYBELEC ne garantit pas que ses produits logiciels pourront travailler correctement dans n'importe quel
environnement de computer et de programmation.
Les limites d'emploi d'un logiciel et ses spécifications techniques sont décidées uniquement par
CYBELEC; CYBELEC est seule habilitée à décider de la conformité et des performances du logiciel.
Les logiciels ne sont pas prévus pour compenser les incompatibilités entre les systèmes d'exploitation et
leurs révisions ou changement de version.
L'utilisation de différentes révisions ou de différentes versions du logiciel CYBELEC ou le passage d'une
version ou révision à une autre peut causer la perte ou la modification d'informations.
ACCORD DE LICENCE PAGE III
Page 6
SERVICE DE CHANGEMENT DU LOGICIEL
L'achat du logiciel donne droit pendant une année à la fourniture des révisions de logiciels du type
"correction".
Lors de l'emploi d'une version révisée ou corrigée du logiciel il est possible que des pertes de données
(programme, paramètres de réglage, etc) se produisent ou qu'il soit nécessaire de faire des modifications à
l'appareil ou à son raccordement; ces effets ne sont pas toujours prévisibles et n'engagent pas la
responsabilité de CYBELEC.
TERMINAISON
L'accord sera automatiquement terminé en cas de faillite qui impliquerait le preneur de licence, en cas de
mise en demeure par des créanciers du licencié ou en cas d'obligation, d'exécutions judiciaires, de saisie
de ses biens ou de procès instruits à l'encontre du licencié et qui réduisent d'une manière importante la
capacité de conduire ses affaires, ou en cas de dissolution de la société du preneur de licence.
CYBELEC aura le droit de terminer cet accord immédiatement en cas de violation des conditions cidessus par le licencié.
Dans les 30 jours après la terminaison de cet accord pour n'importe quelle raison, le licencié peut choisir
l'une des options suivantes:
Retour à CYBELEC ou à un vendeur officiel de toutes les copies existantes de tous les logiciels et du
matériel y relatif ou
Fournir à CYBELEC une preuve satisfaisante pour CYBELEC que le logiciel original et toutes les
éventuelles copies sous n'importe quelle forme ont été définitivement détruits.
LIMITATION DE LA RESPONSABILITÉ
Les conditions de garantie stipulées ici remplacent toutes les autres conditions de garantie exprimées ou
sous-entendues.
Le preneur de licence accepte d'autre part que CYBELEC n'est pas responsable en cas de manque à
gagner, perte d'informations ou autres dommages accidentels survenant en conséquence de l'utilisation ou
de l'impossibilité d'utiliser le logiciel. De même CYBELEC n'est pas responsable en cas de plainte ou
autre procédure légale, par une partie tierce, à l'encontre du preneur de licence.
En aucun cas, CYBELEC ne peut être rendu responsable de dommages même si CYBELEC a été avisé
de la possibilité que des dommages surviennent.
CYBELEC ne garantit pas que les fonctions contenues dans le logiciel satisfont tous les besoins du
licencié ni que l'utilisation du logiciel se déroulera totalement exempte d'erreurs.
Si le logiciel devait s'avérer défectueux le licencié (et ni CYBELEC ni un vendeur ou représentant
autorisé) supporte l'intégralité des frais et services nécessaires pour d'éventuelles réparations ou
corrections.
CYBELEC garantit que les disquettes ou eproms ou autres supports magnétiques ou cassettes sur lesquels
les logiciels sont fournis sont libres de défauts de matériel ou de travail dans les conditions d'usage
normales et pour une période de 90 jours. Cette période commence à la date d'expédition du matériel au
licencié, la copie du bulletin de livraison faisant foi.
PAGE IV ACCORD DE LICENCE
Page 7
LIMITATION DES REMÈDES
La responsabilité et les devoirs de CYBELEC et les seuls remèdes prévus sont les suivants:
Le remplacement des disquettes ou eproms ou supports magnétiques ou cassettes qui ne satisfont pas aux
conditions de garantie limitée de CYBELEC et qui ont été retournés à CYBELEC ou à un représentant
autorisé de CYBELEC avec une copie du bulletin de livraison ou
Si CYBELEC ou son représentant sont incapables de livrer des disquettes, supports magnétiques, eproms
ou cassettes exempts de défauts en matériel ou en travail, le licencié peut dénoncer cet accord aux termes
et conditions mentionnés; l'acheteur sera remboursé.
GÉNÉRALITÉS
Le preneur de licence confirme qu'il a lu cet accord, qu'il le comprend et reconnaît être lié par ses termes
et conditions.
Le licencié accepte de tenir CYBELEC non responsable de toutes les demandes de dommages résultant
d'une faute du preneur de licence à l'égard de cet accord y compris mais pas limité à tous les frais de
justice afférents.
Cet accord de licence est régi par le droit Suisse, le for juridique est Lausanne, Suisse.
MAINTENANCE
CYBELEC assure la maintenance du logiciel pour une année. L'étendue de cette maintenance et le temps
de réaction pour la fournir sont de la seule décision de CYBELEC. La maintenance inclut normalement la
correction des erreurs dans le code du logiciel, la correction des erreurs dans la documentation jointe, les
versions de mise à jour qui peuvent avoir été réalisées par CYBELEC pendant la période de maintenance.
En aucun cas CYBELEC ne sera obligé de fournir un support technique pour tenter de résoudre les
problèmes ou difficultés résultant des modifications apportées au logiciel par le licencié; les
modifications apportées par le licencié le sont à ses risques et périls.
ACCORD DE LICENCE PAGE V
Page 8

Cette page a été intentionnellement laissée blanche.
PAGE VI ACCORD DE LICENCE
Page 9

26.09.2008 V. 1.8a
TABLE DES MATIÈRES
CONSIGNES DE SÉCURITÉ ET D'ENTRETIEN............................................................................I
ACCORD DE LICENCE POUR LOGICIEL CYBELEC....................................................................III
AVANT-PROPOS.............................................................................................................................5
EASY CUT .......................................................................................................................................7
Programmation d'une coupe 7
PROGRAMMATION D'UNE PIÈCE.................................................................................................9
Procédure de travail............................................................................................................9
Effacement du buffer...........................................................................................................9
Programmation d'une séquence .........................................................................................9
Création d'une deuxième (ou énième) séquence ...............................................................10
Recherche d'une séquence.................................................................................................10
Suppression d'une séquence..............................................................................................10
Insertion d'une séquence....................................................................................................11
Saut de séquence ...............................................................................................................11
Répétition de séquence.......................................................................................................11
Répétition d'un groupe de séquences.................................................................................11
Mémorisation et appel de programmes dans la mémoire interne.......................................12
Mémorisation d'une pièce ...................................................................................................12
Appel d'une pièce depuis la mémoire interne.....................................................................12
Effacement d'une pièce dans la mémoire interne...............................................................13
Effacement complet de la mémoire interne.........................................................................13
Modification d'une pièce dans la mémoire interne..............................................................13
DESCRIPTION DE LA COMMANDE NUMÉRIQUE DNC 60 G16..................................................15
Organisation physique et logique........................................................................................15
Les mémoires......................................................................................................................16
Mémoire de travail (ou buffer) 16
Mémoire interne DNC 16
L'interface utilisateur............................................................................................................17
L'écran 17
Le clavier 17
La présentation des pages écran........................................................................................22
Champs accessibles au curseur 22
LES PAGES ÉCRAN........................................................................................................................23
La page MENU....................................................................................................................23
La page EASYCUT .............................................................................................................24
Liste de pièces dans mémoire interne ................................................................................26
Liste de pièces selon critères..............................................................................................27
Page transfert RS232..........................................................................................................28
Page TRANSFERT DNC <–> PC 28
Page PIÈCE (Infos FAs)......................................................................................................29
60G16_FR.DOC TABLE DES MATIERES PAGE 1
Page 10
Page PIÈCE........................................................................................................................ 30
Pages listes de séquences.................................................................................................32
Page SÉQUENCE (petits caractères)................................................................................ 34
Définition du cycle de travail 37
Page SÉQUENCE (grands caractères), Programmation...................................................38
Page SÉQUENCE (grands caractères), Travail................................................................. 39
Page Corrections................................................................................................................40
Origine des axes................................................................................................................. 40
Paramètres machine .......................................................................................................... 41
FONCTIONNALITÉS....................................................................................................................... 43
Mode Grignotage 43
Sortie Montée Couteau 43
Décalage origine tôle 44
Support Tôle 45
Ecran opérateur 46
Mode manuel 46
Fonction anti-twist 46
Ecran opérateur 46
Mode manuel 47
TRANSFERT................................................................................................................................... 48
Tests du port série..............................................................................................................49
CYBACK............................................................................................................................. 50
PROTECTION DES NIVEAUX D'ACCÈS.......................................................................................53
Information générale........................................................................................................... 53
Les utilisateurs....................................................................................................................54
Accès par mots de passe ................................................................................................... 55
Accès aux niveaux supérieurs à 3...................................................................................... 56
Changer mot de passe....................................................................................................... 57
MAINTENANCE .............................................................................................................................. 59
En cas de non fonctionnement........................................................................................... 59
Premiers contrôles à effectuer 59
Pollution éventuelle 59
La page INITIALISATION 60
Avant l'appel au technicien 62
Sauvegarde interne 63
Restauration interne des PMs et outils 65
SÉCURITÉS ET MESSAGES INTERACTIFS ................................................................................ 67
Les messages interactifs.................................................................................................... 67
PRINT SCREEN SUR L'IMPRIMANTE (OU FICHIER ASCII)........................................................75
PAGE 2 TABLE DES MATIERES
Page 11

HyperTerminal.....................................................................................................................76
Connexion 76
Préparation 77
Saisie des écrans 81
EASY OPTIMIZER...........................................................................................................................83
Information 83
Installation 84
1er lancement 84
INDEX ..............................................................................................................................................93
TABLE DES MATIERES PAGE 3
Page 12

Page 13

AVANT-PROPOS
Ce manuel est destiné à vous familiariser avec la programmation de la
DNC 60 G16. Il vous fournit les renseignements nécessaires pour vous
permettre de programmer des pièces.
Vous apprendrez également à rechercher, copier, modifier et sauver ces
données.
AVANT-PROPOS PAGE 5
Page 14

Cette page a été intentionnellement laissée blanche.
PAGE 6 MANUEL D'UTILISATION DNC 60 G16
Page 15
EASY CUT
La page EASY CUT est accessible par une pression sur la touche . Si
vous arrivez dans le menu principal, repressez une fois la touche.
EASY CUT STOP PA
STL
2.00 1000
____
X _____.__
ACUTAL _____.__
EASY OPT:_
Q_____
Cette page permet de rapidement programmer une coupe, ou / et interrompre
brièvement la production pour effectuer une seule coupe, ceci sans
modification ou perte de données du programme de production.
PROGRAMMATION D'UNE COUPE
Introduire l'épaisseur et la matière.
Introduire la distance à laquelle devra se positionner la butée X.
Presser le bouton START ou la pédale, les axes se positionneront aux
valeurs désirées.
• Actionnez la pédale pour couper.
Au retour du coulisseau, vous pouvez introduire de nouvelles données ou
actionner la pédale pour une nouvelle coupe.
PAGE EASY CUT PAGE 7
Page 16

Cette page a été intentionnellement laissée blanche.
PAGE 8 MANUEL D'UTILISATION DNC 60 G16
Page 17
PROGRAMMATION D'UNE PIÈCE
PROCÉDURE DE TRAVAIL
Introduction des données
Pièces d'essais
Corrections (éventuelles) de la pièce au moyen de la page COR.
Mémorisation (optionnelle) de la pièce.
Production de pièces.
EFFACEMENT DU BUFFER
Pour introduire un nouveau programme dans le buffer (mémoire de
travail), il est préférable d'effacer le contenu du buffer avant
l'introduction des nouvelles données.
DNC en mode programmation
Sélectionnez la page séquence
Positionnez le curseur sur le champ N avec la touche
Introduisez la valeur 99.
Pressez la touche effacement
La DNC indique dans le champ interactif à droite au haut de l'écran le
message LIBRE et le N° de séquence N la valeur 1.
La DNC affiche dans le champ Matière la 1
les paramètres machine et, dans le champ Epaisseur, son épaisseur
par défaut.
.
.
.
PROGRAMMATION D'UNE SÉQUENCE
Positionnez le curseur sur le prochain champ programmable au moyen
des touches
ou .
ou .
ère
matière définie dans
Introduisez la valeur désirée puis quittez le champ (
valider l'introduction de la donnée.
Passez au champ suivant, etc.
PROGRAMMATION PAGE 9
) pour
Page 18
CRÉATION D'UNE DEUXIÈME (OU ÉNIÈME) SÉQUENCE
Lorsque la touche s'allume, cela indique la dernière séquence
du programme, il suffit pour créer une séquence supplémentaire, à la
fin du programme, de presser la touche
La DNC indique alors dans le champ interactif le message COPIE.
La valeur du champ N est incrémentée de 1.
La DNC a créé une séquence identique à la précédente (copie), ainsi
seulement les valeurs différentes de la séquence précédente sont à
modifier.
etc. pour les séquences suivantes.
A ce stade il est déjà possible de tester la pièce en mode
directement en mode
La pièce ne porte pas encore de N° de pièce, celui-ci sera introduit au
moment de la mémorisation de cette pièce dans la cassette (voir le
paragraphe Mémorisation et appel de programmes dans la mémoire interne
qui suit).
et d'y apporter d'éventuelles corrections.
RECHERCHE D'UNE SÉQUENCE
.
ou même
Positionnez le curseur sur le champ N.
Introduisez le N° de séquence à rechercher.
Pressez la touche
SUPPRESSION D'UNE SÉQUENCE
Positionnez le curseur sur le champ N.
Introduisez le N° de séquence à supprimer.
Pressez la touche
Cette opération entraîne un recompactage automatique des séquences
de la pièce.
.
puis .
PAGE 10 MANUEL D'UTILISATION DNC 60 G16
Page 19
INSERTION D'UNE SÉQUENCE
Insertion d'une séquence avec renumérotage automatique des séquences de la
pièce:
Sélectionnez la séquence précédant l'insertion (
Positionnez le curseur sur le champ N.
Pressez la touche
La DNC copie la séquence actuelle et l'insère à la position suivante.
Il suffit de modifier les valeurs concernant la nouvelle séquence.
Insertion d'une séquence par transfert d'une séquence existante:
Recherchez la séquence à insérer.
Positionnez le curseur sur le champ N.
Introduisez le N° de la séquence où doit être insérée la séquence
choisie.
Pressez la touche
SAUT DE SÉQUENCE
Programmer CY à 0.
...).
.
.
RÉPÉTITION DE SÉQUENCE
Programmer le nombre de répétitions à effectuer dans le champ CY.
Si ce champ n'est pas programmé, la séquence sera exécutée une fois
(identique à CY = 1).
RÉPÉTITION D'UN GROUPE DE SÉQUENCES
Programmez sur le champ JS de la dernière séquence du groupe le
numéro de séquence de la première du groupe. Programmez sur le
champ FOIS le nombre de répétitions moins une unité.
PROGRAMMATION PAGE 11
Page 20
MÉMORISATION ET APPEL DE PROGRAMMES DANS LA
MÉMOIRE INTERNE
La recherche, la mémorisation et l'effacement de pièces ne sont réalisables
qu'en mode
Le champ concerné est le champ PIECE se trouvant au haut de la plupart des
pages à gauche.
Lorsque ce champ est existant, les opérations de recherche de pièce, de
mémorisation et d'effacement sont réalisables directement depuis ladite page.
Le numéro sous lequel sera mémorisé la pièce doit être programmé dans le
champ PIECE en dernier lieu, juste avant l'appui de la touche
Dans le cas contraire, lorsque le curseur quitte le champ, celui-ci affiche la
valeur précédente.
Toutes les autres données doivent être introduites avant la mémorisation.
.
MÉMORISATION D'UNE PIÈCE
Lorsque la programmation de la pièce est terminée, il est possible de la
mémoriser pour une utilisation future.
.
Choisir un N° de pièce non utilisé.
Placez le curseur sur le champ PIECE, programmez le N° choisi et
pressez la touche
Le champ interactif indique MEMORISE si l'opération s'est effectuée
correctement.
Si la mention EXISTE apparaît, cela indique que le N° sélectionné est
déjà utilisé pour un autre programme.
Choisir alors un autre numéro.
.
APPEL D'UNE PIÈCE DEPUIS LA MÉMOIRE INTERNE
Placez le curseur sur le champ PIECE, introduisez le N° de la pièce à
rechercher, puis pressez
Le programme appelé remplacera automatiquement le programme
existant dans le buffer pièce au moment de l'opération.
Ce dernier ne peut être récupéré que s'il a été auparavant mémorisé
dans la mémoire interne.
.
PAGE 12 MANUEL D'UTILISATION DNC 60 G16
Page 21
EFFACEMENT D'UNE PIÈCE DANS LA MÉMOIRE
INTERNE
Placez le curseur sur le champ PIECE, introduisez le N° de la pièce
effacer, puis pressez
Le champ interactif indique SUPPRIME.
Si la pièce n'existe pas, le message IGNORE sera affiché.
.
EFFACEMENT COMPLET DE LA MÉMOIRE INTERNE
Placez le curseur sur le champ PIECE.
Introduisez le chiffre 999.
Pressez la touche
La DNC indique SUPPRIME.
.
MODIFICATION D'UNE PIÈCE DANS LA MÉMOIRE
INTERNE
Lorsqu'un programme déjà mémorisé doit être modifié, il faut l'appeler dans
le buffer pièce, le modifier, effacer l'ancien programme, et remémoriser le
programme corrigé.
Procédez comme suit:
Appelez le programme à corriger en plaçant le curseur sur le champ
PIECE, introduisez son N° puis pressez
Modifiez le programme.
Effacez l'ancien programme en plaçant le curseur sur le champ
PIECE et pressez
Mémorisez le nouveau programme en pressant
.
.
.
PROGRAMMATION PAGE 13
Page 22

Cette page a été intentionnellement laissée blanche.
PAGE 14 MANUEL D'UTILISATION DNC 60 G16
Page 23
DESCRIPTION DE LA COMMANDE NUMÉRIQUE DNC 60 G16
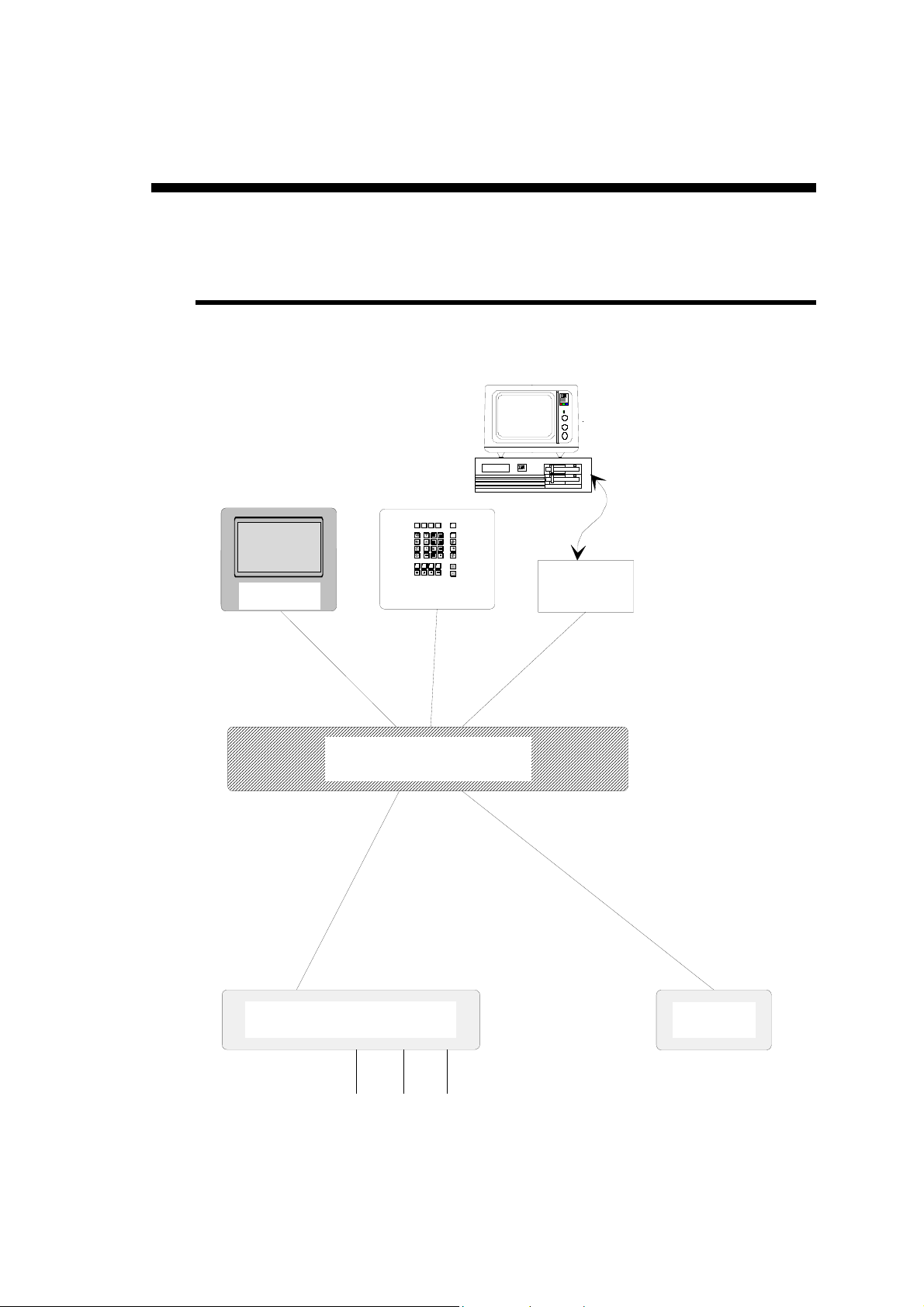
ORGANISATION PHYSIQUE ET LOGIQUE
Le dessin ci-dessous représente schématiquement l'organisation physique et logique de la
DNC 60:
Microprocesseurs, mémoires
Ca r t es de trait ement
Surveillance et
commande des axes
interface
clavierécran
RS232
Fonctions
auxiliaires
Moteurs
capteurs
DESCRIPTION DE LA DNC 60 G16 PAGE 15
Page 24
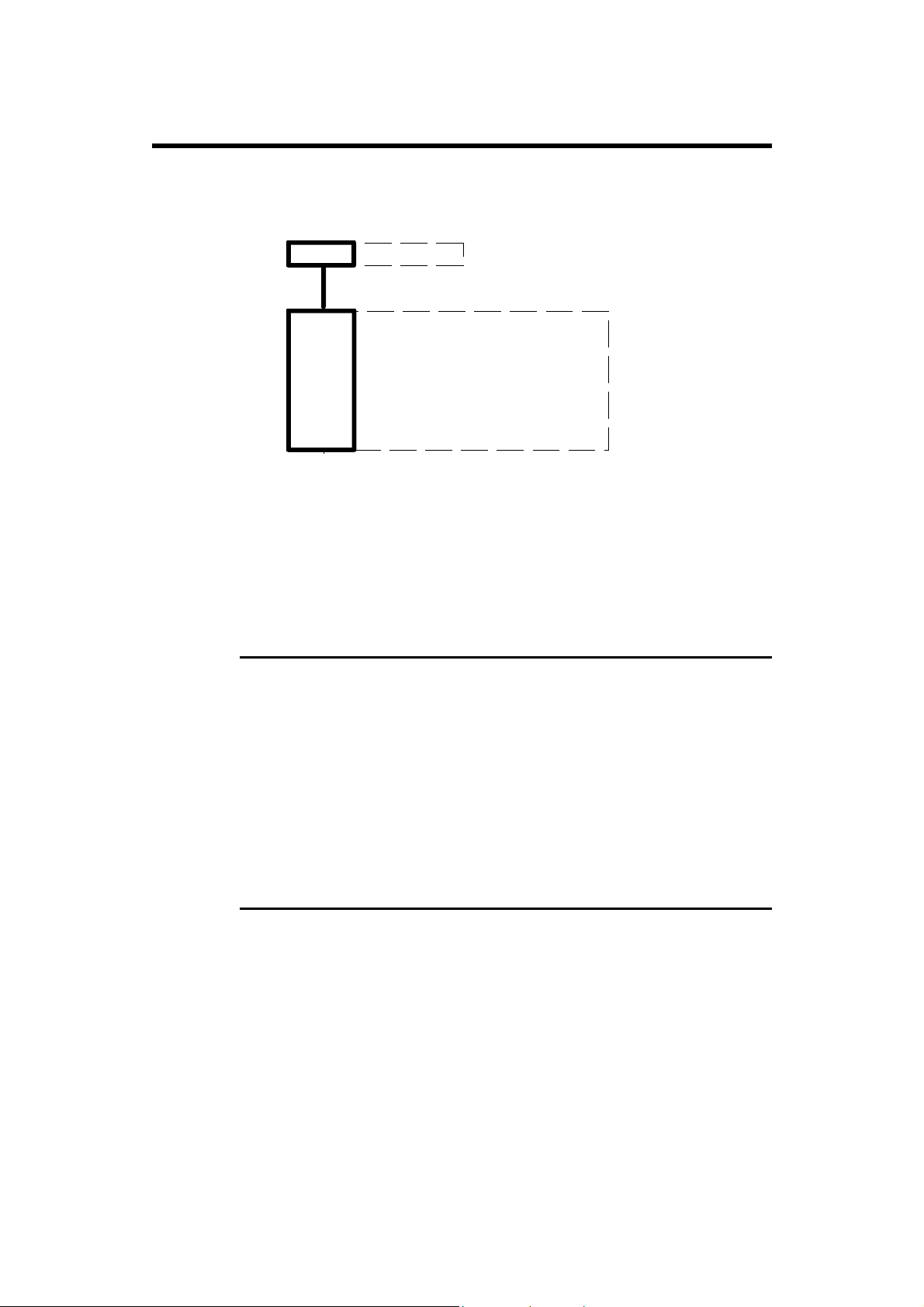
LES MÉMOIRES
Les différentes mémoires de la DNC 60 peuvent être représentées
schématiquement comme suit:
ROM
RAM
+
Pile
La DNC 60 est dotée, en équipement standard, d'une mémoire ROM
comprenant le programme de la DNC 60, et d'une mémoire RAM permettant
la programmation et la mémorisation des pièces, outils et paramètres
machine. La mémoire RAM est répartie en plusieurs zones ayant chacune un
usage différent.
Programme
Mémoire de travail
Mémoire interne non volatil e
Pièces, production ,
paramètres machine, position des
axes
MÉMOIRE DE TRAVAIL (OU BUFFER)
Cette mémoire du type RAM statique est utilisée pour la programmation, la
modification et l'exécution des pièces.
Il s'agit d'une mémoire temporaire dont le contenu est effacé chaque fois que
l'on appelle une autre pièce.
En outre, le contenu de cette mémoire est conservé lorsque l'on coupe
l'alimentation de la DNC, même si il n'a pas été mémorisé dans la mémoire
interne.
MÉMOIRE INTERNE DNC
Cette mémoire interne non volatile, du type RAM statique et maintenue par
une pile lithium, contient les pièces, la position des axes ainsi que les chiffres
concernant la production et les paramètres machine. Aucune programmation
ni modification de pièce n'est effectuée directement dans cette mémoire.
PAGE 16 MANUEL D'UTILISATION DNC 60 G16
Page 25
L'INTERFACE UTILISATEUR
L'ÉCRAN
L'écran affiche les pièces, les paramètres machine ainsi que toutes les
informations utiles à la programmation et au travail sur machine.
Les touches situées sur la face avant de la DNC 60, sont utilisées pour la
sélection des pages écran et l'introduction des données.
Un curseur indique l'endroit où peut interven ir l'utilisateur.
LE CLAVIER
Le clavier est réparti en plusieurs groupes:
a) Clavier numérique
b) Touches de sélection des pages écran
c) Touches de sélection du mode de travail
d) Touches de commandes
e) Touches curseur
f) Autres touches
a) Clavier numérique:
Les touches numériques ainsi que les touches
introduire des nombres ou des valeurs dans les différents champs.
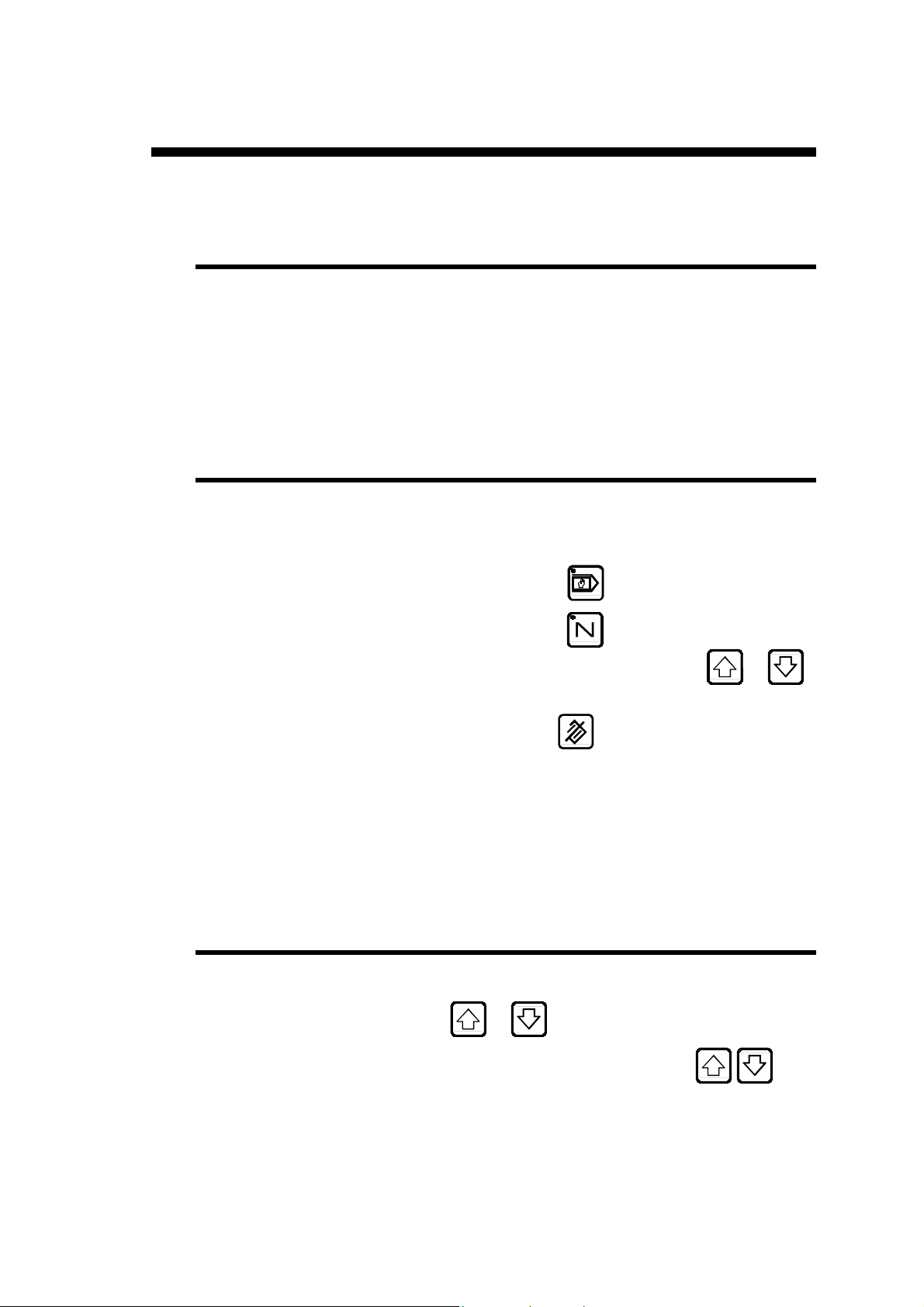
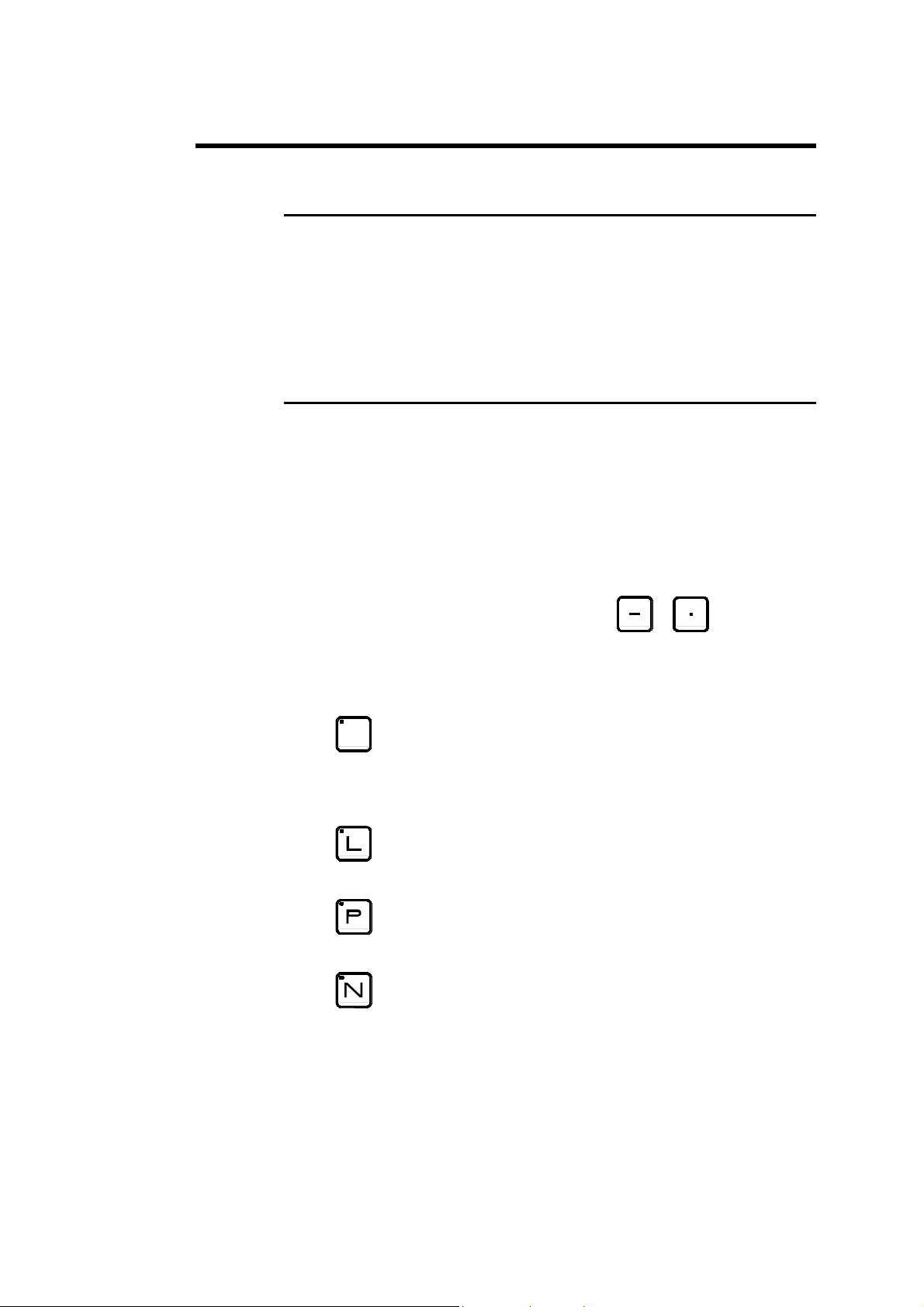
b) Touches de sélection des pages écran:
Touche MENU
Touche à double fonction.
Une première pression donne accès à la page
EASYCUT.Une seconde pression donne accès
à la page du MENU PRINCIPAL.
Touche LISTE PIECES
Une pression de la touche permet l'affichage de
la liste des pièces dans la mémoire DNC.
Touche PIECE
Visualisation des données pièce (séquence 0)
et fonctions cisaille.
Touche SEQUENCE
Touche à triple fonction.
Une première pression de la touche permet
l'affichage de toutes les données de la séquence
courante.
Une seconde pression permet l'affichage, en
grands caractères, des données principales de
la séquence avec les cotes des axes principaux.
Une troisième pression de la touche permet
l'affichage, en grands caractères, des données
principales de la séquence avec les cotes des
axes secondaires.
et
servent à
DESCRIPTION DE LA DNC 60 G16 PAGE 17
Page 26
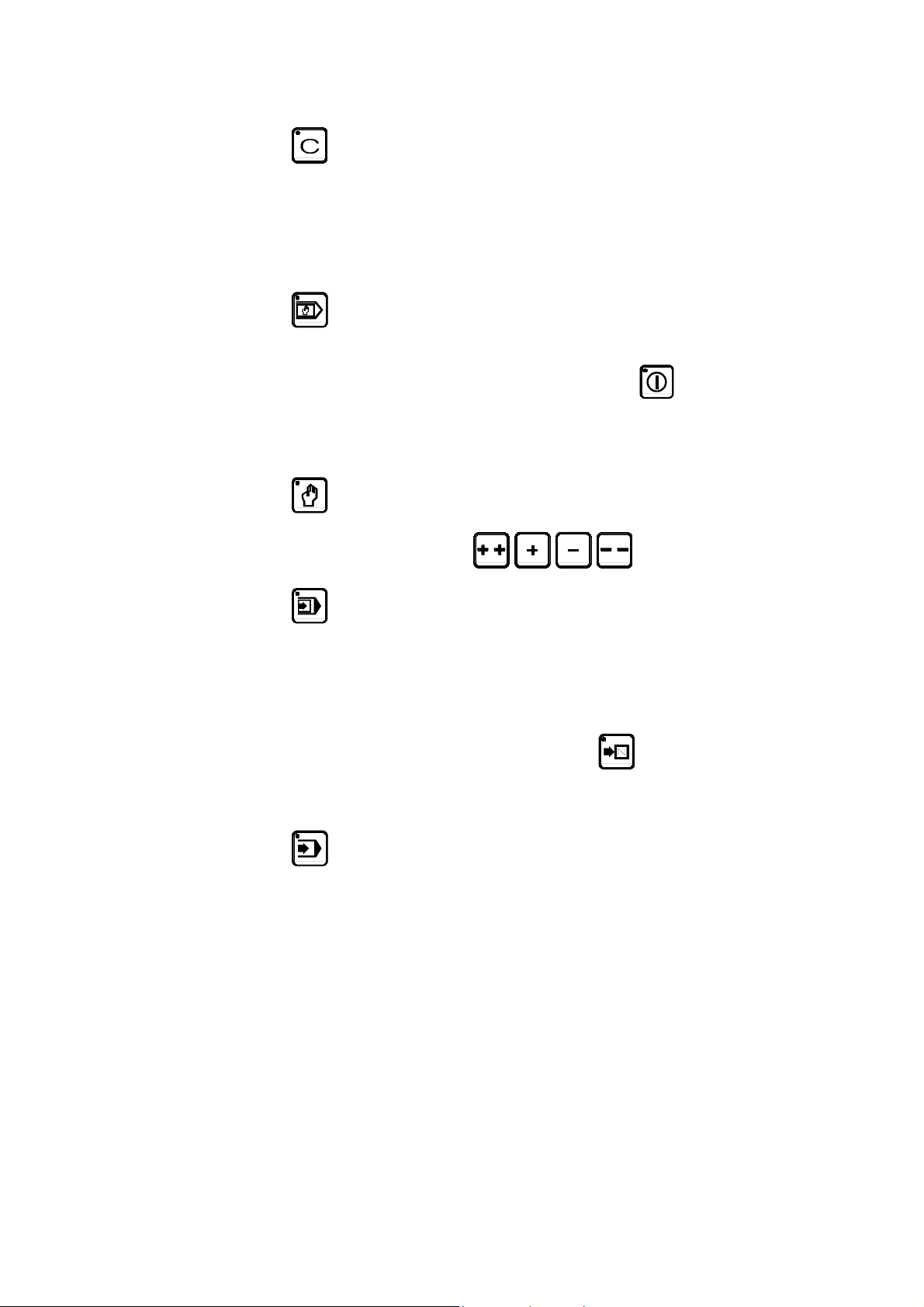
Touche CORRECTION
Cette touche permet l'affichage de la page
correction qui permet d'effectuer des
corrections sur la séquence courante, ainsi que
sur toute la pièce.
c) Touches de sélection du mode de travail:
Mode PROGRAMMATION
Permet l'introduction, la modification et la
lecture des données ainsi que la mémorisation,
la recherche et le transfert des programmes.
Par un appui sur la touche
ou sur la
pédale, la DNC commutera automatiquement
en mode automatique et démarrera les axes et
les fonctions.
Mode MANUEL Autorise le déplacement (gestion) des axes et des fonctions auxiliaires au moyen des touches
.
Mode SEMI-AUTOMATIQUE
Permet un cycle machine aux valeurs de la
séquence en cours sans changement
automatique de séquence.
Ce mode est utilisé pour les réglages lors de la
réalisation de la première pièce, ainsi que pour
des pièces ne comportant qu'une seule coupe.
Le changement de séquence s'effectue au
moyen de la touche
.
Note: Le compteur de pièces Q ne fonctionne
pas dans ce mode.
Mode AUTOMATIQUE
Mode normal pour la production de pièces. La
DNC changera automatiquement de séquences
après chaque coupe.
Le passage direct depuis le mode
"programmation" forcera automatiquement la
1ère séquence du programme.
Le passage depuis le mode "programmation",
d'abord par le mode "semi-automatique" puis
"automatique", conservera la séquence
courante pour exécution.
Cela permet de reprendre une pièce en cours
sans devoir faire des cycles "à vide".
PAGE 18 MANUEL D'UTILISATION DNC 60 G16
Page 27
d) Touches de commandes:
Touche SUPPRIME
Permet l'effacement d'une séquence ou d'un
programme pour autant que le curseur se
trouve sur les champs PIECE ou N.
Ne fonctionne qu'en mode
PROGRAMMATION.
Touche CLEAR
Cette touche permet l'effacement des données
pointées par le curseur.
Une double pression de cette touche efface,
dans la majorité des pages, toutes les données
de la page.
Touche RECHERCHE
Permet, selon la position du curseur:
la recherche d'une pièce
la recherche d'une séquence
la recherche d'une page écran
l'exécution d'un transfert
Ne fonctionne qu'en mode
PROGRAMMATION.
Touche STORE (mémorisation)
Selon la position du curseur, permet de sauver
le programme courant dans la mémoire interne
DNC, ou de créer (insérer) une nouvelle
séquence au milieu d'un programme existant,
ou de copier (teach) la valeur d'un axe
positionné manuellement dans la séquence
courante.
Touche valide seulement en mode
PROGRAMMATION (mémorisation et
insertion) et en mode manuel (teach).
DESCRIPTION DE LA DNC 60 G16 PAGE 19
Page 28
e) Touches curseur:
Touche AVANCE SEQUENCE / AVANCE
PAGE
Cette touche permet le défilement de page d'un
même type. Permet également de passer à la
page suivante lorsqu'une série d'informations
occupe plusieurs pages
Par exemple:
séquence d'un programme
pages production
pages paramètres
Permet en plus, en mode
PROGRAMMATION, la création d'une
séquence identique à la précédente (fonction
copie), pour autant que celle-ci soit la dernière
du programme.
La LED incorporée indique si la séquence
courante est la dernière du programme.
Touche PAGE EN ARRIERE
Permet le défilement en arrière de pages d'un
même type.
Fonctionne dans tous les modes à l'exception
du mode automatique.
Curseur vers le haut, sur le prochain champ
accessible.
Curseur vers le bas, sur le prochain champ
accessible.
PAGE 20 MANUEL D'UTILISATION DNC 60 G16
Page 29
f) Autres touches:
Touche START
Commandera:
• Le déplacement des axes et des fonctions
auxiliaires. Pendant un mouvement la LED
s'allumera.
• Une prise d'index (en option selon la
configuration) sur les axes digitaux lors de
la première pression de cette touche après
l'enclenchement de la DNC.
Pour indiquer qu'il s'agit d'une prise d'index la
LED reste constamment allumée, jusqu'à
réception des index. La prise d'index n'est
possible qu'en mode
ou .
Touche STOP
Cette touche arrête les axes et fonctions
auxiliaires en mouvement.
La LED STOP restera allumée jusqu'à ce que
l'on presse une nouvelle fois sur la touche
STOP.
NB: Aucun mouvement d'axe (ou de fonction
auxiliaire) ne sera autorisé tant que la
LED STOP sera allumée.
Dans ce groupe se trouvent également les
touches de déplacement liées au mode
MANUEL.
DESCRIPTION DE LA DNC 60 G16 PAGE 21
Page 30
LA PRÉSENTATION DES PAGES ÉCRAN
CHAMPS ACCESSIBLES AU CURSEUR
Dans toutes les pages, lors de son affichage le curseur se positionne sur le
champ programmable sur lequel il se trouvait lors de la dernière intervention
sur la page.
Vous pouvez déplacer le curseur sur le champ précédent ou suivant en
pressant la touche
Quelle que soit la position du curseur dans la page, la pression de la touche
puis simultanément de la touche
premier champ programmable de la page.
Lorsque le curseur se trouve sur un champ, vous avez la possibilité:
d'introduire un numéro ou une valeur à l'aide du clavier numérique.
d'effacer le contenu au moyen de la touche
(Attention: dans certaines pages une seconde pression de la touche
peut effacer la totalité des champs programmables de la page).
ou .
conduit le curseur sur le
.
PAGE 22 MANUEL D'UTILISATION DNC 60 G16
Page 31

LES PAGES ÉCRAN
LA PAGE MENU
Pour accéder à cette page, pressez deux fois la touche .
CHOIX ? 7 STOP PA
1 TRANSFERT RS232
2 VISUALISATION AXES
3 VISUALISATION FA
4 VISUALISATION CY/JS/FOIS/TYPE SEQ
5 MESSAGES MACHINE
6 PROGRAMMATION ORIGINES AXES
7 PROGRAMMATION PARAMETRES MACHINE
Pour obtenir une des pages listées sur cet écran, introduisez le numéro se
trouvant en regard de la page désirée, dans le champ CHOIX ?__.
Pressez ensuite la touche
Toutes les pages sont visualisables depuis n'importe quel mode, mais il n'est
possible de programmer qu'en mode PROGRAMMATION.
.
LES PAGES ÉCRAN PAGE 23
Page 32

LA PAGE EASYCUT
Au démarrage, on accède directement à cette page si le PM57 ne vaut pas 0.
Pour accéder à cette page, pressez la touche
.
EASY CUT STOP PA
STL
_
2.00 1000
X _____.__
ACTUAL _____.__
EASY OPT:_
Q 0
Cette page permet de réaliser des coupes à l'unité avec une
programmation simplifiée.
___
Il est possible d'interrompre l'exécution d'une série de pièces
programmées pour réaliser une coupe depuis cette page, puis de
reprendre l'exécution de la série de pièces à l'endroit où on s'était
arrêté.
Quand on accède à cette page:
- la largeur de coupe n'est pas définie,
- la quantité de pièces est initialisée à 0,
Le champ
machine et la tôle (sa disponibilité dépend du type de machine)
(voir Fonctionnalités, Décalage origine tôle).
représente la distance entre le bord gauche de la
PAGE 24 MANUEL D'UTILISATION DNC 60 G16
Page 33

Coupe à la volée en Mode EasyCut
Il est possible d'utiliser la coupe à la volée dans cette page. Pour cela, un
sélecteur externe sur l'armoire électrique permet d'activer ou désactiver la
coupe à la volée (si configuré par le constructeur).
1. Le sélecteur Coupe à la volée est sur ON: le champ FA4 est
affiché et sa valeur est indéfinie.
Il faut programmer ce champ avec une valeur comprise entre 1 et 9
pour activer la coupe à la volée.
La valeur correspond au temps d'attente au PMH avant le redépart
du couteau.
2. Le sélecteur Coupe à la volée est sur OFF: le champ FA4 n'est
pas affiché et la coupe à la volée n'est pas active.
Remarque:
Pour des raisons de sécurité, au relâchement de la pédale, le champ FA4 est
réinitialisé à la valeur indéfinie, et la coupe à la volée est désactivée.
LES PAGES ÉCRAN PAGE 25
Page 34

LISTE DE PIÈCES DANS MÉMOIRE INTERNE
Touche .
PIECE 4 NEXT PIECE
PLAN
SEQUENCES N: PROG: 16 LIBRES: 832
--LISTE DE PIECES--
1 2 3 4
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___
___
N 1 STOP PA
Cette page ne sert qu'à visualiser le contenu de la mémoire interne, et
mentionner le nombre de séquences programmées, ainsi que le
nombre de séquences encore disponibles.
Si cette page se trouve remplie, une autre est automatiquement créée,
que l'on peut voir en pressant la touche
Il n'est pas possible de programmer dans la liste de pièces.
Les champs PIECE __ et PLAN __ ne sont là que pour rappeler quel
est le N° de pièce actuellement dans le buffer de travail.
Pour mémoriser la pièce actuellement dans le buffer pièce, presser
.
Pour appeler une pièce depuis la mémoire interne, sélectionner le N°
et l'introduire dans le champ PIECE, puis presser
Pour effacer une pièce dans la mémoire interne, sélectionner le N° et
l'introduire dans le champ PIECE, puis presser
Pour effacer toute la mémoire interne, introduire dans le champ
PIECE le chiffre 999, puis presser
.
.
.
.
PAGE 26 MANUEL D'UTILISATION DNC 60 G16
Page 35

LISTE DE PIÈCES SELON CRITÈRES
Touche .
PIECE 4 NEXT PIECE ___ N 1 STOP PA
PLAN
EPAISSEUR ANGLE DE COUPE
3.00 __.__°
-- LISTE DE PIECES SELON CRITERES - 1
2
3
4
___
___
___
___
___
___
Cette page permet la recherche dans la mémoire interne d'un n° de pièce
selon l'un ou l'autre (ou plusieurs simultanément) des critères mentionnés.
Exemple: Recherche d'une pièce d'après son n° de plan.
Amener le curseur sur le champ PLAN___.
Introduire le n° de plan désiré, et effacer les autres champs.
Presser la touche RECHERCHE
Si la pièce existe, elle sera affichée dans la colonne PIECE avec son
n° de plan.
Si elle n'existe pas ou que le numéro ou les valeurs sont mal
programmées, et/ou incorrectes, la DNC indique IGNORE dans le
champ interactif (en haut à droite).
La recherche s'effectue en fonction du nombre de critères
programmés, et selon leurs valeurs.
Une seule erreur dans les données introduites empêchera la DNC de
trouver la pièce recherchée.
.
LES PAGES ÉCRAN PAGE 27
Page 36

PAGE TRANSFERT RS232
Choix 1 du menu principal.
La DNC 60 permet d'importer ou d'exporter des données depuis ou vers un
PC.
PAGE TRANSFERT DNC <–> PC
Cette page permet le transfert des données vers un PC IBM, XT, AT ou
compatible par une liaison série RS 232.
De plus, elle offre la possibilité de transférer soit la totalité des pièces, soit
des pièces isolées.
Le transfert sur un ordinateur IBM PC par ligne série nécessite que la DNC
60 soit munie de la liaison série RS232 , et que le PC soit équipé du logiciel
de sauvegarde sur PC de type CYBACK ou tout autre logiciel respectant le
protocole d'envoi de données de la DNC.
DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
La procédure du transfert DNC <–> PC est décrite en page 45.
PAGE 28 MANUEL D'UTILISATION DNC 60 G16
Page 37

PAGE PIÈCE (INFOS FAS)
Touche .
P 0 N 1 CY__
STOP PA
ALU1
2.00
____ 1000
0.74°
PMH 54 0.24
PMB 39 PRESS 60
Cette page est destinée à donner des informations relatives aux
fonctions auxiliaires (FAs) dédiées à la cisaille. (Jeu, angle,
profondeur de coupe).
On y rappelle: - la matière
- l'épaisseur
- la largeur
On y trouve les informations suivantes qui sont calculées à partir des
trois premières ci-dessus:
- le jeu de couteau
- l'angle de coupe
- le PMH (point mort haut)
- le PMB (point mort bas)
- la pression de descente
Le champ
machine et la tôle (voir Fonctionnalités, Décalage origine tôle).
LES PAGES ÉCRAN PAGE 29
représente la distance entre le bord gauche de la
Page 38

PAGE PIÈCE
Touche .
PIECE 0 N 1 STOP PA
NEXT PIECE ___
PLAN
Facteur d'accélération X3 __%
TOLE: Longueur Largeur Epaisseur
Brut ____.__ ____.__ 2.00
Matière ALU1
NEXT PIECE
PLAN
Facteur d'accélération
X
TOLE
Longueur Largeur
Epaisseur
Brut
Matière
Ce champ permet d'enchaîner les pièces.
Numéro de plan de la pièce courante.
Idem avec X (butée arrière ou axe auxiliaire
dépendant)
Dimensions géométriques de la tôle. (Elles
pourraient servir pour le calcul de cycles
d'affranchissements automatiques).
Ce champ intervient dans le calcul des
fonctions jeu de couteaux, angle de coupe et
éventuellement le PMH de dégagement du
couteau.
Dimensions correspondant à la tôle avant le
chargement dans la machine.
Ce champ détermine la constante de calcul
(programmée dans les paramètres machine) du
jeu de couteaux selon la matière utilisée.
Ce champ ne sera affiché que si la machine
comporte une fonction "jeu de couteaux".
La sélection des matières s'effectue avec les
touches manuelles.
PAGE 30 MANUEL D'UTILISATION DNC 60 G16
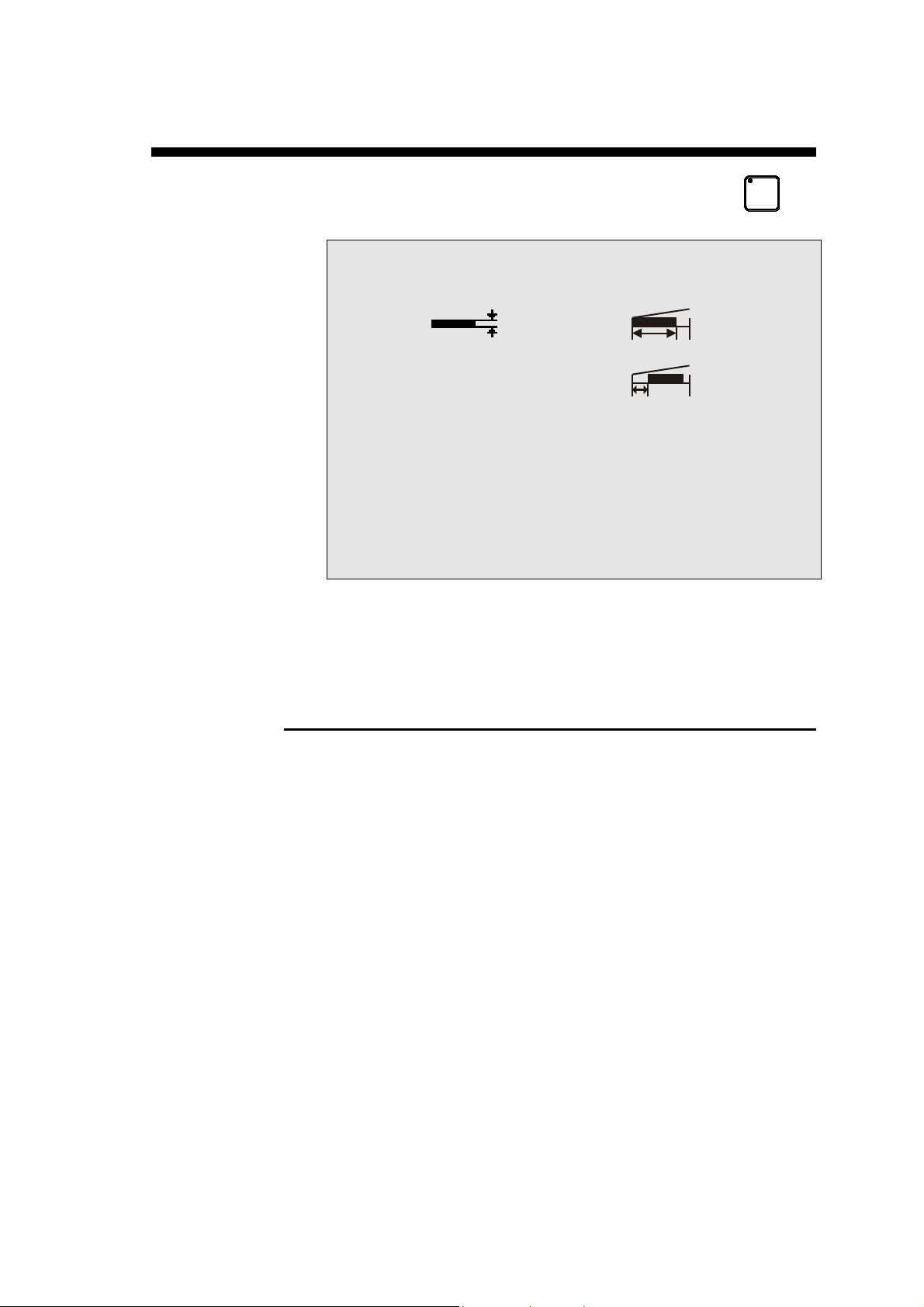
Page 39

Largeur de coupe
Jeu de couteaux (FA1)
Angle de coupe (FA2)
PMB (FA3)
PMH (FA3)
Ce champ ne sera affiché que si la machine est
équipée d'une fonction "profondeur de coupe".
Largeur sur laquelle le couteau supérieur
croisera le couteau inférieur.
La programmation de ce champ déclenche le
calcul du PMB (profondeur de coupe, figure 3).
Jeu entre les lames (au 1/100 mm) de couteaux
pour l'épaisseur tôle et la matière choisies.
Angle du couteau supérieur. Il sera calculé
automatiquement mais pourra aussi être
programmé manuellement.
Ce champ ne sera affiché que si la fonction
"Angle de coupe" existe dans la machine.
Profondeur de la coupe.
La valeur calculée pour ce champ correspondra
à la distance (en mm) entre l'extrémité droite
du couteau supérieur et le couteau inférieur.
Ce champ ne sera affiché que si la machine
comporte une fonction "Profondeur de coupe".
Point Mort Haut optimal de dégagement du
couteau. Il sera calculé automatiquement (si
angle de coupe variable) mais peut aussi être
programmé manuellement.
LES PAGES ÉCRAN PAGE 31
Page 40

PAGES LISTES DE SÉQUENCES
a) Choix 2 du menu principal:
Cette page visualise les données des séquences concernant l'axe principal
(X).
PIECE 4 NEXT PIECE __ N 1 STOP PA
PLAN
N --X -- V%
1 _ 200.0 __
2 _ 200.0 __
3 _ 200.0 __
4 _ ______._ __
5 _ ______._ __
6 _ ______._ __
7 _ ______._ __
8 _ ______._ __
9 _ ______._ __
10 _ ______._ __
11 _ ______._ __
12 _ ______._ __
b) Choix 3 du menu principal:
Cette page visualise les données des séquences concernant les fonctions
auxiliaires (FA1–>FA8).
PIECE 4 NEXT PIECE ___ N 1 STOP PA
PLAN
-- FONCTIONS AUXILIAIRES - N JEU ANGL PMB
1 0.48 97 75
2 0.48 97 50
3 0.48 97 25
4 _.__ ___ ___
5 _.__ ___ ___
6 _.__ ___ ___
7 _.__ ___ ___
8 _.__ ___ ___
9 _.__ ___ ___
10 _.__ ___ ___
11 _.__ ___ ___
12 _.__ ___ ___
PAGE 32 MANUEL D'UTILISATION DNC 60 G16
Page 41

c) Choix 4 du menu principal:
Cette page visualise les données de cycle (CY, JS, type de séquence, etc.)
des séquences.
PIECE 4 NEXT PIECE ___ N 1 STOP PA
PLAN
N CY JS SCoupe
1 2 __x__ _
2 __ __x__ _
3 __ __x__ _
4 __ __x__ _
5 __ __x__ _
6 __ __x__ _
7 __ __x__ _
8 __ __x__ _
9 __ __x__ _
10 __ __x__ _
11 __ __x__ _
12 __ __x__ _
Le nombre de séquences maximum prévues sur ce type de machine est de 36
séquences.
La page écran ne pouvant visualiser que 12 séquences, les séquences
suivantes seront visualisées sur la page suivante, qui sera appelée par
Pour revenir en arrière sur les mêmes pages, presser
.
.
LES PAGES ÉCRAN PAGE 33
Page 42

PAGE SÉQUENCE (PETITS CARACTÈRES)
Touche .
Cette page est un récapitulatif des informations de séquence.
PIECE 0 N 1 CY __/__pos STOP PA
ALU1 Ep. 2.00 N° tôle _______
--MEM-- --POS-- -VIT- --COR- X _ 100.0 99.8 __% ___._
Larg coupe 1000
JS __x__/__pos Q pièces _____ / _____
Cycle:Sans coupe_
Recul _ Affranch. _
JEU ANG PMB
0.24 50 39
N_
CY_
Est le N° de la séquence. Il se programme
automatiquement lors de la création d'une
pièce.
Il est possible d'effacer ou d'insérer une
séquence au moyen des touches
.
Pour cela, rechercher le N° de séquence à
effacer ou à insérer, curseur sur N_, frapper le
N° de séquence désiré, puis
pour effacer la séquence, utiliser la touche
; pour insérer une séquence appuyer sur
.
Représente le nombre de fois que la séquence
sera répétée avant de passer à la séquence
suivante.
_ et 1 = pas de répétition (sera donc effectuée
une fois).
0 = la séquence ne sera pas effectuée.
2 à 99 = répétition de la séquence.
et
. Ensuite,
CY/POS
PAGE 34 MANUEL D'UTILISATION DNC 60 G16
Le nombre affiché sur ce champ correspond au
nombre de répétitions déjà exécutées.
Page 43

N° TOLE
Xn
VIT
COR
Un numéro de tôle à 7 chiffres peut être
programmé pour chaque séquence. Il sera
transmis par RS 232 à chaque changement de
séquence selon un protocole prédéfini.
Si le champ suivant immédiatement la
dénomination de l'axe n'est pas programmé, la
valeur de X -MEM- est une valeur absolue à
atteindre. Si le champ est programmé à 1, le
déplacement de X sera relatif par rapport à la
dernière cote de positionnement.
Ce déplacement se fera le nombre de fois
programmé sous CY_. Il est interdit de
programmer dans la séquence N°1 un
déplacement de X en valeur relative (la DNC
signalera une erreur).
Si le champ est programmé à 2, l'axe sera mis à
0,0 au départ du positionnement et il exécutera
ensuite un positionnement absolu de la valeur
programmée.
Facteur de vitesse (0->99%, non déf. = 100%)
Ce champ indique la somme des corrections
(constante et variable) de la séquence affichée.
JS__ J pour Jump et S pour Séquence.
Ce champ permet de faire un saut, à la suite de
la prochaine avance séquence, à la séquence
programmée dans le champ JS.
FOIS/POS
Le premier champ définit le nombre de fois
que le saut de séquence (programmée dans JS)
devra être effectué.
Le champ POS définit le nombre de fois que
le saut a déjà été effectué.
NB: La programmation du champ JS sans la
définition du nombre de fois exécutera
un saut inconditionnel à la séquence
prévue.
Généralement on programmera dans le
champ JS une séquence antérieure à la
séquence courante.
Par analogie avec le CY, qui permet la
répétition d'une séquence, le JS
permettra la répétition d'un groupe de
séquences. Ce type de programmation
peut s'avérer très utile pour réaliser une
production avec un minimum de stock.
LES PAGES ÉCRAN PAGE 35
Page 44

Exemple: N JS FOIS
____________________
1 __ __
2 __ __
3 __ __
4 2 2
5 __ __
6 1 2
7 9 __
8 __ __
9 __ __
Déroulement du cycle:
Remarque: Dans l'exemple ci-dessus, on remarque que la séquence 8 ne sera jamais
effectuée (saut inconditionnel).
Q__ Le champ Q-MEM- représente le nombre de
pièces à réaliser.
Le compteur de pièces Q -POS- doit être
validé en programmant un 0 ou une autre
valeur correspondant au nombre de pièces déjà
effectuées.
Seulement dans ce cas le compteur
fonctionnera.
Pour supprimer le compteur, il suffit d'effacer
le champ.
Un signal 24V sera fourni à l'extérieur dès que
le Q -POS- atteindra le Q -MEM-.
PAGE 36 MANUEL D'UTILISATION DNC 60 G16
Page 45

DÉFINITION DU CYCLE DE TRAVAIL
La programmation des champs suivants définit le type de cycle de travail qui
sera choisi pour la séquence courante.
Sans coupe_
Recul_
Affranch.
Largeur coupe
Jeu (FA1)
Coupe (FA2)
Cycle de travail sans exécution de coupe.
Par défaut (champ non défini), le cycle effectue
le recul. Dans le cas où l'on programme sur le
champ RECUL la valeur 0, le recul n'est pas
effectué. Dans tous les autres cas le recul a lieu.
La programmation de ce champ fournira un
signal 24V à l'extérieur au début de la
séquence, dans le but d'ouvrir le clapet
d'évacuation de déchets.
Ce champ ne sera affiché que si la machine est
équipée d'une fonction "profondeur de coupe".
Largeur sur laquelle le couteau supérieur
croisera le couteau inférieur.
La programmation de ce champ déclenche le
calcul du PMB (profondeur de coupe, figure 3).
Si ce champ n'est pas programmé, on coupe sur
la largeur totale de la machine.
Jeu entre les lames (au 1/100 mm) de couteaux
pour l'épaisseur tôle et la matière choisies.
Fonctionnement correspondant à l'angle de
coupe.
La valeur calculée par ce champ correspond à
l'écart vertical (en mm) entre les 2 extrémités
du couteau supérieur. (Figure 3)
PMB (FA3)
Profondeur de la coupe.
La valeur calculée pour ce champ correspondra
à la distance (en mm) entre l'extrémité droite
du couteau supérieur et le couteau inférieur.
PMH
PMB
Co
PMH
PMB
couteau
supérieur
Lodengueur
Largeur
coupe
de coupe
Angle de coupe
tôle
couteau
inférieur
Figure 3
LES PAGES ÉCRAN PAGE 37
Page 46

PAGE SÉQUENCE (GRANDS CARACTÈRES), PROGRAMMATION
Touche .
P 0 N 1 __
ALU1 2.00
STOP PA
1000
X _ 100.0
Actual 140.0
CY: 10/ 0
JS: __x__/ 0 Q _____/ 0
Cycle:Sans coupe_
Recul _ Affranch. -
Cette page a été faite pour faciliter au maximum la programmation pièce.
Choix P (N° de la pièce)
Éventuellement CY (nombre de répétitions)
Choix matière
Choix épaisseur
Choix longueur
Choix vitesse
Choix largeur de coupe
Éventuellement JS__x__ (saut et nombre de répétitions de saut)
Choix quantité
Éventuellement: - Sans coupe
- Recul
- Affranch.
PAGE 38 MANUEL D'UTILISATION DNC 60 G16
Page 47

PAGE SÉQUENCE (GRANDS CARACTÈRES), TRAVAIL
Touche
P 0 N 1 CY__
STOP PA
ALU1 2.00
X
_ 100.0
99.8
1000
JS__x__/__
Q _____/_____
Cette page est forcée dès qu'on entre au cycle.
Elle a été faite pour montrer l'état dans lequel se trouve la machine en cours
de travail.
On a notamment par rapport à la page programmation
La position correcte de l'axe en dessous de la cote programmée.
Sur CY: le nombre de répétitions déjà effectuées.
Sur JS__x__: le nombre de répétitions de saut déjà effectuées.
Sur Q: le nombre de pièces déjà effectuées.
:
LES PAGES ÉCRAN PAGE 39
Page 48

PAGE CORRECTIONS
Touche .
Cette page visualise les corrections.
PIECE 4 N 1 STOP PA
PLAN
--CORRECTIONS--
CONSTANTES VARIABLES --MEM--
X _ __._ __._ 200.0
CORRECTIONS
CONSTANTES
CORRECTIONS
VARIABLES
NB: La cote de positionnement résultante sera affichée sous la
colonne -MEM-.
ORIGINE DES AXES
Choix 6 du menu principal.
Cette page sert à introduire ou à modifier l'origine de l'axe principal (X).
PIECE 4 STOP PA
SET AXES PRINCIPAUX
X 100.0
100.0
Corrections à appliquer sur toutes les
séquences.
Corrections à appliquer uniquement sur les
séquences ou elles ont été programmées.
Placer le curseur sur le champ de l'axe désiré.
Programmer la valeur souhaitée.
Puis quitter le champ avec le curseur (
valeur introduite.
Cette valeur sera reportée dans le champ -POS- correspondant.
La touche
(X4/X5/X6).
PAGE 40 MANUEL D'UTILISATION DNC 60 G16
permettra de visualiser les axes auxiliaires
ou ) pour valider la
Page 49

PARAMÈTRES MACHINE
Choix 7 du menu principal.
Ces pages visualisent les paramètres de fonctionnement de la machine.
Ceux-ci seront programmés à la mise en service de la machine.
PARAMETRES MACHINE -01- IGNORE
Softs: GIXMEG/ZIAMBA3 PIC:AA6
N2XMng/ZZAMBA3 N2XSA1 Clef:0
Langue: [FR] FR GB DE IT ES PT SE NL
CONFIGURATION 8 I/O: 1
X : X
00 Type d'axe __
01 Mode de fonctionn. __
02 Res. capteur (I/mm) ___.___
03 Tolérance 0.05
04 Arrêt avancé _.__
05 Dist. retournement ___.__
06 Distance PV __.__
07 Temps SP/SN _.___
08 Temps accélération 0.300
09 Temps décélération 0.400
L'appel de ces pages depuis la page menu ne permettra que de visualiser les
paramètres mais non pas de les modifier.
Il est vivement recommandé de ne pas modifier ces valeurs, ou seulement sur
les directives du constructeur, de la société CYBELEC ou un de ses agents.
Nous vous conseillons en outre de conserver par écrit ces données afin que
n'importe quel technicien puisse reprogrammer les valeurs d'origine en cas
de nécessité.
LES PAGES ÉCRAN PAGE 41
Page 50

Cette page a été intentionnellement laissée blanche.
PAGE 42 MANUEL D'UTILISATION DNC 60 G16
Page 51

FONCTIONNALITÉS
MODE GRIGNOTAGE
Le mode grignotage donne la possibilité de couper par approches successives
sans remontée du couteau, typiquement pour couper des coins rentrants dans
une forme rectangulaire ou des secteurs de disque.
Le mode grignotage est actif uniquement en mode semi-automatique à partir
de clef 1 et avec le curseur qui pointe sur le champ LARGEUR de coupe des
pages Séquence ou EasyCut.
Lorsqu'on relâche la pédale, la sortie AUTORISATION DE COUPE est
désactivée (la pression aussi si FA6 est en mode pression), le couteau s’arrête
et le message GRIGNOTA apparaît. Dès que la pédale est à nouveau activée,
la sortie AUTORISATION DE COUPE est réactivée et le couteau continue
sa descente. Ainsi de suite…
Dès que le PMB est atteint, le couteau remonte normalement; à ce moment là
on sort du mode grignotage et le message GRIGNOTA disparaît.
Pour remonter le couteau avant l’arrivée au PMB, il suffit d’un appui sur une
des touches manuelles
grignotage et le message GRIGNOTA disparaît.
ou . À ce moment là on sort du mode
SORTIE MONTÉE COUTEAU
Cette sortie n’est pas configurée par défaut; pour être exploitée, elle doit
donc être configurée par l’utilisateur. L’idée est ici de pouvoir supprimer la
logique câblée qui se trouve habituellement dans l’armoire électrique pour
remonter le couteau.
Cette sortie est activée:
A chaque START ou pédale si le couteau n’est pas au PMH Max.
A chaque fois que le couteau est déjà descendu et qu’il doit être
remonté, à savoir:
- En marche normale en fin de coupe,
- Lors d’un STOP pendant la descente du couteau,
- Lors d’un incident le long du cycle.
Cette sortie est désactivée dès que le couteau est remonté, donc au front
montant de l’entrée PMH Max.
FONCTIONNALITES PAGE 43
Page 52

DÉCALAGE ORIGINE TÔLE
Cette fonctionnalité permet la découpe de tôles n'importe où sur la largeur de
la machine.
Le champ DEC
représente la distance entre le bord gauche de la machine et la tôle.
Les PMH et PMB sont recalculés en fonction de la valeur du DEC.
Formule de calcul:
Formule de calcul:
, programmé dans les pages P et EASYCUT,
PMB = (P50 – Ltôle - DEC) tan
PMH = (P50 – DEC) * tan + E
PMH
PMB
DEC
LTôle
P50
PAGE 44 MANUEL D'UTILISATION DNC 60 G16
Page 53

SUPPORT TÔLE
La fonction du support-tôle est de soutenir la tôle avant que le serre-tôle soit
activé et, après la coupe, d'évacuer la tôle.
Le support tôle peut être à deux positions (une position haute et une position
basse) ou à trois positions (une position intermédiaire vient se rajouter entre
les positions haute et basse).
Le cycle du support tôle commence après que le serre-tôle soit fermé et se
termine après que le serre-tôle soit relâché (après le point mort bas).
(C1SupTol)
SW1
(C1SupTol)
SW2
(C2SupTol)
SW1
SW3
(C3SupTol)
SW2
(C2SupTol)
Position 1
Position 1
o
i
it
s
o
P
2
n
Positio
2
n
ioPosi
t
3
n
TRANSFERT PAGE 45
Page 54

ECRAN OPÉRATEUR
Ce symbole représente le champ SupTol.
Il s’affiche lorsque le support tôle est paramétré.
Ce champ est une variable propre à chaque séquence.
Pour activer le support tôle pour une séquence donnée, entrez 1
dans ce champ. Pour le désactiver, entrez 0 ou laissez le champ
vide.
Lors d'une séquence où le support tôle est activé, le support tôle monte à la
position haute au début de la séquence.
Lors d'une séquence où le support tôle n'est pas activé, le support tôle
descend en position basse au début de la séquence. Il reste en position basse
pendant toute la durée de la coupe.
MODE MANUEL
Lorsque le curseur se trouve sur le champ SupTol, une pression sur une des
touches
support tôle. Pour arrêter le mouvement, il suffit de relâcher les touches.
Lorsque le curseur se trouve sur le champ Largeur de coupe, une pression
sur la touche
le support tôle. Par contre, une pression sur la touche
aucune influence sur le support tôle.
FONCTION ANTI-TWIST
Un dispositif anti-twist permet d'empêcher la tôle de se vriller lors de la
coupe de tôles de faible largeur.
Au début de la coupe, le dispositif est en position haute et soutient la tôle. Il
s'abaisse pour accompagner la tôle lors de la coupe.
ou permet de faire descendre le couteau, ainsi que
permet de faire monter ou descendre le
ou n'a
ECRAN OPÉRATEUR
Le champ 'A-TW' apparait sur la page séquence et la page EASY CUT
lorsque la fonction est paramétrée.
Pour activer la fonction, programmer 1 sur ce champ.
PAGE 46 MANUEL D'UTILISATION DNC 60 G16
Page 55

MODE MANUEL
Lorsque le curseur se trouve sur le champ A-TW, une pression sur une des
touches
dispositif anti-twist. Pour arrêter le mouvement, il suffit de relâcher les
touches.
permet de faire monter ou descendre le
TRANSFERT PAGE 47
Page 56

TRANSFERT
Le transfert sur un ordinateur PC par ligne série nécessite que la DNC 60 soit
équipée de l'option RS232.
Backup Le PC doit être équipé d'un logiciel de sauvegarde CYBACK.
CYBACK permet de faire un backup des données de la DNC sans possibilité
d'intervenir sur les données au niveau du PC.
Mise à jour Simple, pratique et très rapide cette possibilité facilite en cas de nécessité la
mise à jour du logiciel de la DNC en mémoire FLASH.
Le PC doit être équipé du logiciel de mise à jour.
Appeler la page TRANSFERT DNC <–>PC via le menu principal.
DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
Qui commande ? Cette page sera uniquement utilisée pour initialiser le type de transmission.
Il n'est pas possible de démarrer la transmission depuis la DNC, cela se fera
toujours depuis le PC.
TRANSFERT Permet de sélectionner les types de transmission.
DNC PC Initialise la transmission PC-DNC. Le mode 1 ou
2 peut être sélectionné indifféremment.
TEST LIAISON Sélectionne le mode de test des ports série.
Voir le chapitre suivant.
FLASH Prépare la DNC à recevoir une mise à jour.
CLAVIER EXT Met la DNC en mode terminal externe.
Voir le chapitre concerné.
CONNEXION ARDIS Envoie via liaison RS232 à la DNC les valeurs
nécessaires pour couper.
CHOIX Le champ permet la sélection des objets à
transférer.
Dans le cas de l'option 6 PIECES N°, il est
nécessaire d'introduire les numéros de pièce à
transférer dans les derniers champs de la page.
PAGE 48 MANUEL D'UTILISATION DNC 60 G16
Page 57

TESTS DU PORT SÉRIE
Le port série de la DNC 60 est le SUB-D 9P, prise J5.
Introduire, vérifier que les paramètres de transmissions sont
PARAMETRES RS232 / DIVERS
. . .
--LIAISON ORDINATEUR – 106 BAUD RATE 4800 STOP 1.0
PARITY ODD(1) EVEN(2) _ BITS 8
PROTOCOLE _ BCC ___
programmés comme suit:
Placer un bouchon de test sur le connecteur de la ligne RS232 à tester.
Presser la touche
Le message RUN doit clignoter.
Pour arrêter le test presser sur la touche
Si vous désirez tester le câble également:
Connecter le câble de transmission à la DNC et mettre un bouchon
court-circuitant à l'autre extrémité du câble à tester.
pour lancer le test.
(STOP).
Bouchon de test
Pin 2 (RXD) reliée à pin 3 (TXD)
Pin 4 (DTR) reliée à pin 6 (DSR)
Pin 7 (RTS) reliée à pin 8 (CTS)
TRANSFERT PAGE 49
Page 58

CYBACK
Câble RS 232
Shield: connection on the metallic hood
Blindage: connexion sur le capot métallique
Abschirmung: Anschluss an Metallhülse
Pour ce programme, le câble RS doit être connecté sur le port RS232 de la
prise J5.
Les paramètres de transmission doivent êtres programmés sur la DNC avec
les mêmes valeurs que pour le test des ports série (voir paragraphe ci-dessus).
Ces mêmes valeurs doivent être programmées sur le PC.
Si la transmission fonctionne à 4800 bauds, vous pouvez tenter d'augmenter
la vitesse de transmission à 9600 bauds.
La norme RS 232 donne comme limite 15m. Si une distance plus importante
est utilisée, il y a des risques de mauvaise transmission et il sera nécessaire de
diminuer la vitesse de transmission.
Rappel: La commande de la transmission peut se faire uniquement du côté
PC.
Pour autoriser la transmission série avec CYBACK:
Passer en mode programmation.
Appeler la page TRANFERT DNC <–> PC.
Introduire 2 dans le champ TRANSFERT.
Presser la touche
L'affichage indique STATUS RS232.
Mode programmation Dès cet instant, la DNC peut recevoir des données envoyées depuis le PC
pour autant que la DNC se trouve en mode programmation.
Dans les autres modes (automatique, semi-auto ou manuel) la DNC ne
répond pas, la transmission n'est pas acceptée.
L'opérateur peut laisser la DNC sur n'importe quelle page pendant la
transmission. Il n'est pas nécessaire d'afficher la page transfert.
Le mode de transfert reste mémorisé, même si la DNC est mise hors tension.
Il faudra le reprogrammer si l'on a changé de mode (par exemple FLASH).
.
PAGE 50 MANUEL D'UTILISATION DNC 60 G16
Page 59

Cette page a été intentionnellement laissée blanche.
TRANSFERT PAGE 51
Page 60

Page 61

PROTECTION DES NIVEAUX D'ACCÈS
INFORMATION GÉNÉRALE
Selon la version, la DNC 60 peut être ou ne pas être équipée de clé physique
à 4 positions.
Cependant les niveaux de protection 0-1-2 et 3 existent toujours.
Dans le cas ou la clé physique n'existe pas, l'accès se fait par mot de passe.
ATTENTION
chaque initialisation des paramètres machines (817 sur page INIT et
choix Init Par Mach = 1).
Dans ce manuel nous parlerons donc toujours de position de la clé (virtuelle)
tel que: "positionner la clé sur 3".
Niveaux Il existe 4 niveaux d'accès 0 à 3.
0 = programmation interdite
1 = création, correction, modification, sauvegarde, effacement, transfert
2 = création, correction, modification, sauvegarde, effacement, transfert
3= programmation, modification et transfert des paramètres machine.
Accès On accède à ces niveaux en pressant la touche
minimum.
Un pop-up est affiché.
Presser une des touches
La position de la clé est affichée sous forme d'un numéro en haut de l'écran à
droite (après le champ interactif).
: ces mots de passe seront remis aux valeurs par défaut à
d'une (ou plusieurs) pièce(s).
des outils.
ou .
pendant deux secondes
Lors du passage à un niveau non autorisé, une demande de modification de
mot de passe est faite.
Lorsque le mot de passe a été introduit, on peut "naviguer" dans les niveaux
inférieurs et égaux à celui autorisé sans réintroduire le mot de passe.
Le fait de passer au niveau 0 réinitialise la demande de mot de passe.
Utilisateurs Différents utilisateurs sont prédéfinis. Un utilisateur n'est pas une personne
physique en particulier, mais peut être par exemple tous les opérateurs ayant
l'autorisation de travailler sur la machine.
Chaque utilisateur prédéfini possède son propre mot de passe et un niveau
maximum qu'il peut atteindre. Voir plus loin Tableau des utilisateurs, accès
et mots de passe.
Mot de passe Certains utilisateurs peuvent modifier leur propre mot de passe. Pour les
autres, le mot de passe peut être changé uniquement par un utilisateur ayant
un accès supérieur.
Perte du mot de passe En cas de perte du mot de passe, il faut qu'un utilisateur de niveau supérieur
reprogramme le mot de passe.
PROTECTION DES NIVEAUX D'ACCES PAGE 53
Page 62

LES UTILISATEURS
Tableau des utilisateurs, accès et mots de passe.
Niveau Noms
d'utilisateurs
prédéfinis
1
2
3
4 WSSUPER OK OK 3 Chef d'atelier chez
5 MACHMAN NO OK 3 Techniciens de service du
6 MACHMAN0 OK OK 3 Responsable des
Un utilisateur prédéfini peut être "donné" à plusieurs personnes. Par exemple niveau 1 (EUL1) à toutes
les personnes ayant accès à la machine.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Changement
du mot de
passe
personnel
Changement
des mots de
passe des
subordonnés
Niveau
clé
virtuelle
1
2
3
Mot de
passe par
défaut
111 Opérateur ayant le droit
222 Opérateur ayant le droit
Opérateurs ayant le droit
Utilisateur généralement
attribué à
d'accès au niveau 1
d'accès au niveau 2
d'accès au niveau 3
l'utilisateur de la machine
constructeur de la machine.
techniciens chez le
constructeur de la machine.
Après l'installation de la machine, il est recommandé de modifier le mot de passe par défaut du niveau 4
(WSSUPER Workshop supervisor = chef d'atelier) et du niveau 3 (EUL3 Utilisateurs avec autorisation
niveau 3), car les mots de passe se trouvent dans ce manuel.
PAGE 54 MANUEL D'UTILISATION DNC 60 G16
Page 63

ACCÈS PAR MOTS DE PASSE
Au démarrage du logiciel, la clé virtuelle est toujours placée à 0.
Presser la touche
Un pop-up est affiché.
Choisir le niveau à accéder au moyen de l'une des touches
ou .
Le message VALEUR ? apparaît.
Introduire le mot de passe et appuyer sur la touche
le mot de passe.
Le message OK et le niveau sélectionné sont affichés si le mot de
passe est accepté ou KO s'il est refusé.
Une fois l'autorisation acquise, l'opérateur peut changer de niveau parmi ceux
qui lui sont autorisés sans qu'une nouvelle demande de mot de passe ne
réapparaisse.
Par exemple un utilisateur avec accès au niveau 3 peut naviguer entre les
niveaux 1, 2 et 3 sans plus avoir à donner son mot de passe.
Si le niveau 0 est activé, l'accès à n'importe lequel des niveaux demande
d'introduire à nouveau le mot de passe.
Cette demande apparaîtra également lorsque l’utilisateur passe à un niveau
supérieur (de 0 à 1, de 1 à 2, de 2 à 3, etc…) et qu’il ne possède pas les droits
pour y accéder.
pendant deux secondes au minimum.
pour valider
Conseil Si vous avez accédé au niveau 3, après votre intervention, accédez au
niveau 0. Cela évitera de faire par mégarde des changements non désirés.
PROTECTION DES NIVEAUX D'ACCES PAGE 55
Page 64

ACCÈS AUX NIVEAUX SUPÉRIEURS À 3
Certains utilisateurs peuvent accéder à un niveau supérieur à 3, ce qui leur
permet entre autre de modifier les mots de passe.
Pour connaître les droits, voir le Tableau des utilisateurs, accès et mots de
passe.
Presser la touche
Un pop-up est affiché.
Presser la touche
Le message NIVEAU ? apparaît.
Introduire le niveau (4, 5, …..).
Le message VALEUR ? apparaît.
Introduire le mot de passe correspondant au niveau demandé et
valider par la touche
La DNC se met au niveau 1. L'opérateur peut "naviguer" entre les
niveaux 1 et 3 sans avoir à redonner son mot de passe.
Si son niveau le lui permet, il peut appeler la procédure de
modification des mots de passe (voir paragraphe suivant).
A la fin de l'intervention, ne pas oublier de passer au niveau 0 pour
quitter le niveau en cours.
pendant deux secondes au minimum.
.
.
PAGE 56 MANUEL D'UTILISATION DNC 60 G16
Page 65

CHANGER MOT DE PASSE
Il est possible de modifier les mots de passe attribués par défaut.
Certains utilisateurs peuvent le faire pour eux-mêmes, d'autres pas. Pour
connaître les droits, voir le Tableau des utilisateurs, accès et mots de passe.
Pour changer un mot de passe:
Presser la touche
Un pop-up est affiché.
Presser la touche
Le message NIVEAU ? apparaît.
Introduire le niveau (4, 5, …..).
Le message VALEUR ? apparaît.
Introduire le mot de passe correspondant au niveau demandé et
valider par la touche
Puis presser la touche
Un pop-up est affiché.
Presser la touche
Le message NIVEAU ? apparaît.
Programmer le niveau pour lequel on désire modifier le mot de passe.
Le message IGNORE apparaît si le niveau demandé est supérieur au
niveau "logué", dans le cas contraire, le message VALEUR ?
apparaît.
pendant deux secondes au minimum
.
.
pendant deux secondes au minimum.
.
Introduire le nouveau mot de passe désiré et valider par la touche
.
Le message CONFIRM apparaît.
Réintroduire le nouveau mot de passe et valider par
Si les 2 mots de passe saisis sont identiques le message OK est
affiché.
Si les 2 mots de passe saisis sont différents, on invite l’utilisateur à
saisir à nouveau les 2 mots de passe, le message VALEUR est affiché.
A la fin de l'intervention, ne pas oublier de passer au niveau 0 pour
quitter le niveau en cours.
PROTECTION DES NIVEAUX D'ACCES PAGE 57
.
Page 66

Cette page a été intentionnellement laissée blanche.
PAGE 58 MANUEL D'UTILISATION DNC 60 G16
Page 67

MAINTENANCE
EN CAS DE NON FONCTIONNEMENT
PREMIERS CONTRÔLES À EFFECTUER
Éteindre et rallumer la machine.
Contrôler le programme (sécurités).
Contrôler si les axes se déplacent en mode manuel.
Contrôler les paramètres machine selon la liste écrite que vous avez
relevée lors de la mise en route.
Contrôler les tensions d'alimentation (pour cela veuillez vous référer
au manuel technique).
Contrôler si le clavier réagit.
Contrôler si les lampes du panneau avant s'allument.
POLLUTION ÉVENTUELLE
Après avoir contrôlé les points précédents, on peut penser qu'il y a une
pollution dans l'une des mémoires et pour résoudre ce problème il faudra:
Éteindre la DNC. Enclencher la DNC.
Suivre les instructions du chapitre La page INITIALISATION.
MAINTENANCE PAGE 59
Page 68

LA PAGE INITIALISATION
Cette page peut apparaître lors d'un calcul impossible, créé par une donnée
non programmée, ou de valeur non correcte.
Elle peut aussi apparaître lors d'une pollution d'une zone mémoire, ce qui
donne également des calculs impossibles.
INITIALISATION DNC 60 G
———————————
--ZONE MEMOIRE--
_ Effacement zone des variables
_ Effacement zone paramètres machine
_ Effacement zone transfert RS232
CODE D'EXECUTION ___
Il peut être nécessaire de faire apparaître cette page volontairement afin de
vider complètement les données de la DNC et de recommencer la
programmation sur une base "propre".
Pour faire apparaître la page initialisation:
Enclencher la machine tout en pressant les touches
En cas d'apparition inopinée de la page init, procédez comme suit:
Si le point n°1 ne rétablit pas une situation normale, passez au poin t suivant
et ainsi de suite.
Les opérations suivantes effacent successivement toutes les données dans les
mémoires sélectionnées.
Il conviendra alors de réintroduire les données.
1) Pressez 2 fois la touche
2) Introduisez:
la valeur
et la valeur
Pressez la touche
1 dans le champ Effacement zone des variables
817 dans le champ CODE D'EXECUTION.
.
.
et .
Pressez 2 fois la touche
PAGE 60 MANUEL D'UTILISATION DNC 60 G16
.
Page 69

3) Introduisez:
la valeur
la valeur
et la valeur
1 dans le champ Effacement zone des variables,
1 dans le champ Effacement zone paramètres
machine
817 dans le champ CODE D'EXECUTION.
Pressez la touche
Pressez 2 fois la touche
4) Introduisez:
la valeur
la valeur
la valeur
et la valeur
Pressez la touche
Pressez 2 fois la touche
L'effacement des paramètres machine supprimera également toute
configuration des entrées / sorties définie par l'opérateur.
Il conviendra donc de reconfigurer la DNC 60 avant une nouvelle utilisation.
1 dans le champ Effacement zone des variables,
1 dans le champ Effacement zone paramètres
1 dans le champ Effacement zone transfert RS232
817 dans le champ CODE D'EXECUTION.
.
.
machine,
.
.
Attention: si vous utilisez un système extérieur pour réintroduire les données
(CYBACK via RS232) et que le problème persiste, il faut mettre en doute les
informations réintroduites par ce moyen.
La meilleure chose est dans ce cas d'effacer à nouveau tout le contenu de la
DNC et de reprogrammer manuellement la DNC via le clavier (pas la ligne
RS232).
MAINTENANCE PAGE 61
Page 70

AVANT L'APPEL AU TECHNICIEN
Avant d'appeler un technicien, veuillez prendre note des points suivants:
Type de la commande numérique.
N° de série de la DNC.
N° du logiciel de la DNC.
Nom du fabricant de la machine outil.
Liste des paramètres machine (à avoir sous la main lors de l'entretien).
État de la commande numérique:
- quelles LED sont allumées ?
- quel message s'affiche à l'écran ? Détails sur ce qui cause
ou a causé le problème.
PAGE 62 MANUEL D'UTILISATION DNC 60 G16
Page 71

SAUVEGARDE INTERNE
Une sauvegarde des paramètres machine et des outils est possible dans la
mémoire interne ainsi que la restauration depuis cette même mémoire interne.
Cette fonctionnalité permet au constructeur de mémoriser au moment de la
livraison de la machine, l’état des paramètres et des outils.
Ce qui permettra par la suite, en cas de problèmes, à l’opérateur de recharger
facilement les paramètres et/ou outils originalement livrés. Ceci sans
nécessité de connecter la DNC à un PC. Seule la dernière sauvegarde
compatible peut être restaurée.
La quantité de mémoire est limitée. Chaque sauvegarde « consomme » de la
place mémoire (pas de réécriture possible) ainsi le nombre de sauvegarde
dépend de la version de software et du nombre d’outils.
Lorsque cette mémoire est pleine, elle peut être effacée uniquement en
réinstallant le programme de boot. (Voir plus loin). Opération qui doit
impérativement être effectuée par une personne compétente et formée.
La quantité de sauvegarde possible (généralement 1 à 2) est largement
suffisante pour la bonne utilisation de cette fonction.
Sauvegarde interne des PMs et outils
Pour sauvegarder les paramètres machine et les outils, aller dans la page
TRANSFERT RS232 à partir du menu principal.
DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 97 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
• Sélectionner 11 SAUVEGARDE INTERNE
MAINTENANCE PAGE 63
Page 72

DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
Sauvegarde interne
10 CONNEXION ARDIS
11 Sauvegarde interne
12 Restauration interne
0 = Annuler
1 = Sauver les parametres
2 = Sauver les outils
Quantite de mémoire backup libre 97 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
• Sélectionner l’opération à effectuer par un appui sur la touche 0, 1
ou 2.
Le pop-up se ferme.
• Le message valeur ? est affiché en haut à droite de l’écran (comme
pour passer en niveau 2 ou 3).
Introduire le code du niveau 4 pour les paramètres machine ou le
code 217 pour les outils.
• Presser la touche
.
DNC <-> PC STATUS EXECUTE
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
Lorsque la sauvegarde est terminée, le message EXECUTE et le nouveau
pourcentage de mémoire libre sont affichés.
PAGE 64 MANUEL D'UTILISATION DNC 60 G16
Page 73

RESTAURATION INTERNE DES PMS ET OUTILS
Cette fonctionnalité est à utiliser, en cas de problèmes, par l’opérateur
uniquement sur la demande du constructeur.
La restauration des paramètres va remplacer le contenu actuel de la DNC par
les derniers paramètres sauvegardés (généralement par le constructeur).
La restauration des outils va remplacer toutes les données des outils qui
portent le même numéro.
Les outils qui portent un numéro différent que ceux contenus dans la
sauvegarde ne sont pas affectés par la restauration.
Exemple : Les poinçons numéros 1 et 2 ont été sauvegardés.
L’utilisateur a modifié les données des poinçons 1 et 2 et il en a
ajouté les poinçons 12, 14 et 15.
Lors de la restauration, les valeurs des données des poinçons 1 et
2 vont être remplacées par celles des outils sauvegardés.
Les poinçons 12, 14 et 15 ne sont pas affectés.
Seule la dernière sauvegarde compatible peut être restaurée.
Pour restaurer les paramètres machine et les outils, aller dans la page
TRANSFERT RS232 à partir du menu principal.
DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
• Sélectionner 12 RESTAURATION INTERNE
MAINTENANCE PAGE 65
Page 74

DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
Restauration interne
10 CONNEXION ARDIS
11 Sauvegarde interne
12 Restauration interne
0 = Annuler
1 = Restaurer les parametres
2 = Restaurer les outils
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
• Sélectionner l’opération à effectuer par un appui sur la touche 0, 1
ou 2.
• Le pop-up se ferme.
• Le message valeur ? est affiché en haut à droite de l’écran (comme
pour passer en niveau 2 ou 3).
Introduire le code 718 pour restaurer soit les paramètres machine ou
les outils.
• Presser la touche
.
DNC <-> PC STATUS EXECUTE
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
Restauration terminée
DIS 10 CONNEXION AR
11 Sauvegarde interne
12 Restauration interne
Veuillez presser sur
une touche pour continuer
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
Lorsque la restauration est terminée, un pop-up est affiché.
PAGE 66 MANUEL D'UTILISATION DNC 60 G16
Page 75

SÉCURITÉS ET MESSAGES INTERACTIFS
Lors de chaque pression des touches de modes ou pour tenter
d'entrer dans les modes de travail machine, les sécurités sont vérifiées et
toute erreur est mentionnée par l'impossibilité de passer en mode
.
La DNC force le mode
et le champ interactif indique ERREUR.
Il convient alors de corriger l'erreur, et de tenter à nouveau le passage en
mode
reproduira et ce jusqu'à ce que toutes les fautes de programmation aient été
corrigées.
ou . Si une autre erreur subsiste, le même processus se
; le curseur se positionne sur le champ concerné
LES MESSAGES INTERACTIFS
<-- TOLE
24V down
Sortie de la tôle des pinces (avec pinces
fermées).
Tôle coincée dans les pinces (avec pinces
ouvertes).
Dès que le 24V est interrompu dans la
commande numérique, celle-ci affiche ce
message dans le champ interactif.
ou
ABORT
ACTIV EO
CASSETTE
COPIE
Indique que la transmission a été interrompue
au moyen de la touche STOP de la DNC.
Ce message apparaît lorsqu'on active la
connexion avec Easy Optimizer.
Indique que la "cassette" (mémoire interne)
- n'a pas été initialisée
- est polluée
- a changé de format (p.ex. en changeant de
version de logiciel).
Il suffit de "nettoyer" la mémoire interne en
plaçant le curseur sur le champ P, d'introduire
999 et de presser la touche
Affiché en mode
séquence a été créée en fin de programme au
moyen de la touche
lorsqu'une nouvelle
.
.
SÉCURITÉS ET MESSAGES INTERACTIFS PAGE 67
Page 76

Coupe
CUT OFF
DERNIER
DNC <–> PC
END P EO
ERR-AXE
ERREU EO
ERREUR
Ce message apparaît lorsque le couteau
descend et se trouve plus bas que le
potentiomètre PMH.
La position du couteau est hors des limites des
PM FA2 et FA3 lors d'un appui de la touche
start.
Affiché en mode
lorsque la séquence
visualisée est la dernière de la pièce.
Indique un transfert d'une DNC dans la
direction d'un PC.
Fin du programme Easy Optimizer.
Erreur de poursuite (trajectoire théorique).
Erreur lors du transfert d'information depuis
Easy Optimizer.
Ce message est indiqué lorsqu'un calcul est
impossible ou sort des limites autorisées.
Il s'affiche également lorsqu'une sécurité est
active (c'est-à-dire que la cote visée d'un axe
est hors des limites autorisées).
Cette information est suivie du retour en mode
ERR-MODE
Error FC
ErrorN2X
Escam X
Esc H Dn
Esc H Up
EXECUTE
et le curseur est placé automatiquement
sur le champ à corriger.
Dans le cas d'une transmission extérieur-DNC,
ce message indique que les données reçues par
la DNC ne sont pas valides, et donc
impossibles à lire.
Erreur de Fin de Course.
Erreur de commande N2X.
Ce message apparaît lorsque la distance
programmée pour l'axe X est plus grand que la
distance de rampe.
La machine attend que l'escamotage
hydraulique arrive au point bas.
La machine attend que l'escamotage
hydraulique arrive au point haut.
La DNC a effectué le calcul correctement
(corrections, transformations, etc.).
EXISTE
Affiché en mode
choisi pour mémoriser dans la cassette existe
déjà dans celle-ci.
PAGE 68 MANUEL D'UTILISATION DNC 60 G16
lorsque le N° de pièce
Page 77

EXIT EO
Ce message apparaît lorsque la connexion est
interrompue avec Easy Optimizer.
FIN
Affiché en mode
ou , indique la
dernière séquence du programme.
IGNORE
Affiché lorsque la touche activée ne peut (ne
doit) pas être traitée.
INACTIF
Indique une tentative de passage en mode
ou sur une séquence dont le CY
est programmé à 0.
INDEFINI
Refus de passage en mode
ou , si
les paramètres vitaux à l'exécution sont
partiellement programmés et empêchent ainsi
les calculs de vérification.
INDEX Se rapporte à Index tôle lorsque le calcul de
la longueur se fait automatiquement.
INDEXE
Machine en cours d'indexation.
INSERE
LIBRE
LIMITE !
MAT KO
MEMORISE
MODIFIE
Indique que l'insertion a correctement été
effectuée.
Affiché en mode
lorsque le buffer est
vide (aucune séquence programmée).
Ce message apparaît lorsque le calcul d'une
fonction cisaille (jeu des couteaux, angle de
coupe, PMB ou PMH) dépasse les limites
fixées par les paramètres machine.
La DNC limite la valeur calculée à la limite
définie dans les paramètres machine, et
positionne le curseur sur la fonction en défaut.
Erreur: la matière sélectionnée par Easy
Optimizer n'est pas complètement défini dans
la DNC.
Indique que l'opération de mémorisation a
correctement été effectuée.
Affiché lorsque l'opérateur programme la
DNC.
N2XPause
Indique que l'axe correspondant a été mis
provisoirement en PAUSE au moyen de
l'entrée définie.
N CUT EO
La DNC demande à Easy Optimizer d'envoyer
les informations de la prochaine coupe.
SÉCURITÉS ET MESSAGES INTERACTIFS PAGE 69
Page 78

N MAT EO
NO EASYC
NO SPACE
N PAT EO
ONLY E C
ParMach
PausCycl
Erreur: le numéro de matière dans Easy
Optimizer n'existe pas dans la DNC.
Ce message apparaît lorsqu'on veut accéder à
la page EASYCUT et qu'elle n'est pas
disponible. (PM57 = 2 = No EASYCUT
Mode)
Indique que la mémoire liste de pièces ne
comporte plus de place disponible.
La DNC demande à Easy Optimizer d'envoyer
les informations de la prochaine tôle.
Ce message apparaît si on ne peut pas sortir du
mode EASYCUT. (PM57 = 1 = EASYCUT
Mode seulement)
Indique qu'un paramètre machine N2X est
invalide. Il faudra se reporter à la notice
spécifique N2X.
Au flanc montant le cycle de la machine est
arrêté (suspendu). Au flanc descendant le cycle
continue.
PC <–> DNC
Indique un transfert d'un PC dans la direction
d'une DNC.
PLEIN
Affiché lorsque le buffer est plein (plus de
place disponible pour une nouvelle séquence).
PMBMax1
Le capteur PMB Max est activé pendant
l'attente avant de quitter le PMH (défaut du
capteur, problème de câblage, …).
PMBMax2
Le PMB a été détecté par le capteur PMB Max
avant le PMB calculé par la DNC pendant
WaitPMB. Ce capteur de sécurité est placé
trop haut par rapport au point bas du
potentiomètre de mesure.
PMHMax2
Le capteur PMH Max est activé pendant
WaitPMB (défaut du capteur, problème de
câblage, …).
PMHMes2
Le capteur PMH Max est activé pendant
WaitPMB (défaut du potentiomètre, problème
de câblage, …).
PRECEDE Identique à PROCHAIN mais avec la touche
PAGE 70 MANUEL D'UTILISATION DNC 60 G16
.
Page 79

PROCHAIN
Recalage
RecAngle
Rec Jeu1
Rec Jeu2
Rec JeuC
Regl FAs !
Est affiché lors de la visualisation successive
(touche
) des séquences qui existent dans
le buffer (sauf pour la dernière séquence qui
indique FIN).
La machine est entrain de régler l'angle et (/ou)
le(s) jeux de couteaux. Le couteau peut
remonter par à coups avant de faire les
réglages.
Ajustement de l'angle du couteau (seulement
FA2)
Ajustement du premier jeu de couteau
(Seulement FA1)
Ajustement du deuxième jeu de couteau
(Seulement FA5)
Ajustement jeu des couteux (seulement FA1 et
FA5)
La machine est entrain de régler l'angle et (/ou)
le(s) jeux de couteaux.
RESTORE
RPedale1
Rpedale2
RPedCou1
RPedCou2
RS232
RserTol1
RserTol2
Affiché lorsque la pièce suivante est chargée
dans la DNC depuis l'extérieur, par exemple un
PC.
L'utilisateur a relâche la pédale pendant
l'attente avant de quitter le PMH.
L'utilisateur a relâche la pédale pendant que le
couteau descend jusqu'au PMB.
L'utilisateur a relâché la pédale de coupe
pendant l'attente avant de quitter le PMH.
L'utilisateur a relâché la pédale de coupe
pendant l'attente avant d'arriver au PMB.
Indique que le choix d'une transmission en
mode RS232 a été sélectionné.
Le serre-tôle s'est ouvert pendant l'attente avant
de quitter le PMH.
Le serre-tôle s'est ouvert pendant que le
couteau descend jusqu'au PMB.
RUN
Indique que la transmission s'effectue
correctement. Ce message clignote lentement
tout au long de la transmission.
START EO
Lorsque la connexion avec Easy Optimizer est
établie, ce message apparaît au premier appui
sur la touche Start ou sur la pédale.
SÉCURITÉS ET MESSAGES INTERACTIFS PAGE 71
Page 80

STOP PA
Indique que la machine a été arrêtée par une
pression de la touche
STOP du panneau
avant.
StopCycl Indique que l'entrée /STOPCYCLE a été
désactivée. La séquence en cours se terminera
et la machine attendra un nouveau START
panneau avant.
SUPPRIME
Affiché en mode
lorsqu'une pièce ou
une séquence est effacée au moyen de la
Synchro
touche
Dépassement de l'écart max. (X1<->X2)
.
autorisé.
TEACHED L'opération TEACH a été effectuée
correctement.
TEST
Indique que la DNC se trouve en mode de
TEST de communication.
TIME OUT
Indique que la DNC n'a pas reçu d'information
valide depuis le lancement de la transmission,
et rend ainsi la commande à l'opérateur. Ce
message apparaît après 30 secondes environ.
TolPosit
Un des axes n'est pas dans la tolérance.
Variat Informe que l'entrée Variateur OK n'est plus
présente. Il faut contrôler l'état de fonctionnement du variateur.
WaitFST
Attente de la fermeture du serre-tôle (tempo ou
entrée en fonction du PM36)
WaitPeda
Informe que tous les axes et les FAs sont en
position pour la séquence en cours et lorsque la
commande numérique est en mode
. La
commande numérique attend la pédale.
WaitStrt
Apparaît en fin de séquence en mode
et
. Attente de la pédale.
Wait PMB
WaitPMH
Le couteau descend, attente du PMB.
Le couteau remonte, attente de l'arrivée au
PMH calculé par la DNC.
WaitOST
Attente de l'ouverture du serre-tôle après avoir
atteint le PMB et avant de faire l'avance
séquence.
PAGE 72 MANUEL D'UTILISATION DNC 60 G16
Page 81

WaSuToDn
WaSuToUp
WaTeSuTo
WFProcAS
WpedCoup
W PMHMax
WSuToDn1
WSuToDn2
WtempDec
La machine attend que le support tôle arrive au
point bas.
La machine attend que le support tôle arrive au
point haut.
Attente de la tempo support tôle
Attente de la fin du processus Anti Twist
Attente de l'ordre pédale de coupe, apparaît dès
que la tempo serre tôle est échue.
Le couteau est entrain de remonter. Attente du
signal du capteur PMH Max.
La machine attend que le support tôle arrive au
point bas. (Seulement pour support tôle à 3
positions)
La machine attend que le support tôle arrive au
point bas. (Seulement pour support tôle à 3
positions)
Message spécifique à FA6 en mode pression.
Signale l'attente de la tempo décompression
(PM92).
WTempPMH
ZonIndex
Informe qu'une temporisation est en cours
pendant que le couteau se stabilise au PMH.
Ce message apparaît lorsqu'un axe se trouve
déjà dans une zone d'index et que la
programmation N2X de l'axe en cause interdit
une sortie automatique de ladite zone d'index.
Dans ce cas reportez-vous au manuel
d'utilisation N2X sous le paramètre N° 25.
SÉCURITÉS ET MESSAGES INTERACTIFS PAGE 73
Page 82

Cette page a été intentionnellement laissée blanche.
PAGE 74 MANUEL D'UTILISATION DNC 60 G16
Page 83

PRINT SCREEN SUR L'IMPRIMANTE (OU FICHIER
ASCII
)
La DNC 60 permet, si elle est équipée de la sortie RS232 (disponible en
option), d'imprimer le contenu de la page courante affichée à l'écran.
Ceci permet de conserver ou de transmettre sur support papier le contenu
d'un programme, des outils ou des paramètres machine.
Afin de pouvoir envoyer les données sur imprimante, il est obligatoire d'avoir
une imprimante équipée d'une entrée RS232.
Sur la DNC 60 il convient de programmer les paramètres de liaison série
demandés par l'imprimante.
Baud rate: 4800 max.
Bits: 7 ou 8
Stop bits: 1, 2 etc.
Parity: 1 ou non programmé
Protocole: ce champ permet de désigner le nombre de pages DNC
imprimées sur une page imprimante. Après le nombre désigné,
la DNC envoie une avance page à l'imprimante.
Exemple: 1 = 1 page DNC par page d'imprimante.
2 = 2 pages DNC par page d'imprimante.
BCC: ce champ définit la marge de gauche en caractères (espace).
marge de gauche = 2 + (BCC x 2)
domaine: 0 (2 caractères) à 9 (20 caractères)
Exemple: BCC = 4, soit 2 + (4 x 2) = 10
Pour imprimer depuis la DNC 60:
Sélectionner la page désirée.
Presser simultanément la touche STOP et la touche CORRECTION
ou MENU.
PRINT SCREEN PAGE 75
Page 84

HYPERTERMINAL
CONNEXION
Il est possible de saisir toutes les pages d’une DNC60 sur un PC dans un
fichier txt, ce qui permet une sauvegarde papier des paramètres machines, de
programmes ou autres éléments de la DNC 60.
Connecter un câble RS 232 inversé entre le connecteur J5 de la DNC et le
port RS 232 de l'ordinateur. S'il s'agit d'un ordinateur portable sans port
RS 232, l'utilisation d'un convertisseur USB-RS232 (par ex. marque Aten).
PAGE 76 MANUEL D'UTILISATION DNC 60 G16
Page 85

PRÉPARATION
Les paramètres de liaisons doivent être les mêmes sur la DNC que sur
HyperTerminal.
Paramètres DNC 60
PARAMETRES MACHINE -06- IGNORE
----CARACTERISTIQUES RS232--- 60 Vitesse de transmission 57600
61 Data transmission 8
62 Stop bits 1.0
63 Parité (-:off, 0:even, 1:odd) _
65 Protocole 0
66 BCC 5
67 Verrouillage calcul recherche K7 _
68 Conversion Inch mm
69 Stop Q Pièce atteint _
Protocole: ce champ permet de désigner le nombre de pages
DNC imprimées sur une page.
Après le nombre désigné, la DNC envoie une
avance page à l'imprimante.
Exemple:
1 = 1 page DNC par page d'imprimante.
2 = 2 pages DNC par page d'imprimante.
Si rien n'est programmé, les pages sont
envoyées les unes à la suites des autres.
BCC: ce champ définit la marge de gauche en caractères
(espace).
marge de gauche = 2 + (BCC x 2)
Domaine: 0 (2 caractères) to 9 (20
caractères)
Exemple: BCC = 4, soit 2 + (4 x 2) = 10
LAprès avoir modifié les paramètres:
• Aller sur page TRANSFER,
• Sélectionner 1 puis touche
les nouveaux paramètres, ou éteindre la DNC et la rallumer.
pour valider la transmission avec
PRINT SCREEN PAGE 77
Page 86

Configuration de HyperTerminal
• Introduire un nom pour le ficher qui contiendra le paramétrage pour
cette commande numérique et choisir une icône. Vous appellerez ce
fichier à chaque connexion avec la commande numérique sans
devoir reparamétrer Hyper Terminal.
• Connecter en utilisant un port série.
PAGE 78 MANUEL D'UTILISATION DNC 60 G16
Page 87

• - Paramètres du port:
Bits par seconde: 57600
Bits de données: 8
Parité: Aucun
Bits d’arrêt: 1
Contrôle de flux: Aucun
• Sélectionner Propriétés:
PRINT SCREEN PAGE 79
Page 88

• Introduire les paramètres comme ci-dessus.
• Cliquer sur le bouton Configuration ASCII
• Cocher la case Retour automatique à la ligne. Puis OK
• Sélectionner Affichage puis Police
PAGE 80 MANUEL D'UTILISATION DNC 60 G16
Page 89

• Choisir Terminal Standard 14
SAISIE DES ÉCRANS
A ce point la DNC et Hyper Terminal sont paramétrés, reliés ensembles et
prêts à transmettre.
• Ouvrir le menu Appeler,
o sélectionner Appeler
• Ouvrir le menu Transfert,
o sélectionner Capturer le texte
• Choisir l'emplacement et le nom de fichier qui contiendra les pages
écrans de la DNC.
PRINT SCREEN PAGE 81
Page 90

• Sur la DNC 60, choisir la page à imprimer
et . • Presser simultanément les touches
• Répéter pour chaque page désirée.
• Déconnecter
• Les pages capturées sont visibles dans le fichier txt choisi
précédemment.
Impression de tous les paramètres machines
Pour les DNC 60 P, PC et PS, à partir de la version SIXFDAx, il est possible
d'imprimer tous les paramètres machines en une seule opération. Il faut à cet
effet:
• Aller dans les paramètres machines
• Presser simultanément
, et .
PAGE 82 MANUEL D'UTILISATION DNC 60 G16
Page 91

EASY OPTIMIZER
INFORMATION
Easy Optimizer est un programme d’optimisation de coupe pour la tôle.
C’est un logiciel PC et affiche une solution graphique.
Ce programme est très simple, rapide et performant.
Les solutions calculées (séquences de coupe et dimensions) peuvent être
imprimées ou envoyées directement à la DNC 60 G16 par une liaison RS232.
La communication entre le PC et la DNC affiche graphiquement la coupe
en temps réel sur l’écran du PC.
Un basique PC à bas prix à côté de la cisaille avec une connexion RS232 à la
DNC 60 G16 change votre cisaille en un centre de coupe performant.
Le programme est très facile à manipuler. L’opérateur introduit les
dimensions de la tôle et ensuite les dimensions et quantité des pièces. Le
programme optimise et affiche la solution graphiquement (aussi imprimable)
à l’écran.
Une ligne bleue affiche la première coupe sur la surface à découper. Au
même moment, la DNC 60 G16 est prête à couper ce côté à la dimension
correcte. Après la coupe, la ligne bleue se déplace à la seconde ligne de
coupe and la DNC est prête pour cette coupe.
Avantage:
• Meilleure utilisation de la matière (pas de partie gaspillée)
• Des solutions et une manipulation plus rapide des pièces multiples.
• Pas d’erreur de coupe dû à des fautes de programmation.
EASY OPTIMIZER PAGE 83
Page 92

Essayer sans risque:
L’installation écrit les fichiers seulement dans les dossiers consacrés au
programme, le registre ou d’autres composants du PC ne sont pas modifies.
Installer juste le programme et suivre la procédure d’installation dans le
chapitre suivant.
Double clic sur le fichier EasyOptimizer_install_demo.exe (dans le répertoire
EasyOptimizer) pour démarrer l’installation de la version démo
d’EasyOptimizer.
Ce programme démo est une version fonctionnant entièrement mais avec
quelques limitations:
• Max. 2 tôles à découper
• Max. 10 pièces de dimensions différentes
• Max. 20 pièces (total)
• Max. 1 dimension de tôle
Pour plus d’information, visiter le site d’internet d’ARDIS : www.ardis.be
INSTALLATION
Double cliquer sur l'icône Setup et suiver les instructions données.
Connecter l'ordinateur à la DNC avec un câble RS232 (même câble que pour
le programme CYBACK).
1ER LANCEMENT
Après que le programme Easy Optimizer a été correctement installé, une
icône apparaît sur le bureau.
PAGE 84 MANUEL D'UTILISATION DNC 60 G16
Page 93

Double cliquer sur l'icône pour lancer Easy Optimizer.
Une boîte de dialogue apparaît:
Si le fichier demo2298 n'apparaît pas, vous devez le rechercher (cliquer sur
le bouton indiqué par la flèche rouge). Le chemin pour ce fichier correspond
au répertoire où vous avez installé le programme (par défaut, le répertoire
ARDIS).
Cliquer sur le bouton OK.
La fenêtre d'optimisation apparaît:
Cliquer sur le bouton Suivant (fleche rouge).
Ne rien introduire dans la fenêtre suivante.
EASY OPTIMIZER PAGE 85
Page 94

Cliquer sur le bouton Suivant (fleche rouge).
PAGE 86 MANUEL D'UTILISATION DNC 60 G16
Page 95

Introduire la matière que vous voulez utiliser dans la fenêtre suivante:
Attention: Dans le champ Référence, vous devez introduire un nombre
entre 1 et 5 qui correspond à la matière programmée dans la
DNC 60 G16.
PARAMETRES MACHINE -05- IGNORE
54 Angle MIN: 0.50° MAX (Nom): 5.00°
55 Dist <- point fixe couteau 100.00
56 Options de cycle __
57 Mode EASY CUT au demarrage 0
58 Distance Potentiomètre 3800
TABLES ANGLE COUPE / BLADE GAP
/ CUTTING PRESSURE
Material 1: ALU1 Ep Def: __.__
Thickness Angle Gap Pressure
min 0.20 0.10° 0.20 20
I1 2.00 0.50° 0.40 40
I2 3.00 1.50° 0.60 60
I3 4.00 2.10° 0.80 80
max 6.00 3.00° 1.00 100
Cliquer sur le bouton Suivant (flèche rouge).
EASY OPTIMIZER PAGE 87
Page 96

Introduire les pièces que vous voulez couper dans la fenêtre suivante:
Attention: Dans le champ Référence, vous devez introduire un nombre
entre 1 et 5 qui correspond à la matière programmée dans la
DNC 60 G16.
Cliquer sur le bouton Suivant (flèche rouge).
Cliquez sur le bouton Terminer dans la fenêtre suivante.
Une boîte de dialogue demande de sauver le travail.
Attention: Le nom du fichier doit être un nombre entre 1 et 900. Certains
nombre au-dessus de 900 sont utilisé pour des fonctions internes
spéciales.
Ce nombre est à reporter dans la page Easy Cut de la DNC 60 dans le
champ Prog.
PAGE 88 MANUEL D'UTILISATION DNC 60 G16
Page 97

Après que la pièce a été sauvée, l'optimisation est automatiquement exécutée
et l'écran ressemble à ci-dessous. Maintenant les données sont prêtes à être
envoyées à la DNC.
Cliquer sur le bouton Link to DNC (flèche rouge).
EASY OPTIMIZER PAGE 89
Page 98

Ecriver dans la nouvelle fenêtre:
• Le paramètre machine P28 (limite max. +) de X dans le champ
MaxWidthParAxis.
• La limite max. de l'axe virtuel X1 (longueur de la régle avant) dans
le champ MinWidthAngleAxis.
PARAMETRES MACHINE -03- IGNORE
X3: X3
24 Gain différentiel _____
25 Mode d'indexation __
26 Cote d'index ______.__
27 Fin de course - ______.__
28 Fin de course + 1000.00
29 Rés. affichage _.__
30 Dist. sécurit FC _____.__
31 Appuis supplément _ _
32 Ecart des appuis _____.__ _____.__
33 Vit. présence tôle ___.__ ___.__
34 Type gestion axe
35 Distance de recul 2.00
36 Tempo serre-tôle/rec. 1.20
37 Fact.Cor.jeu couteaux 0.90
Longueur max.
de la règle avant
PAGE 90 MANUEL D'UTILISATION DNC 60 G16
Page 99

Vérifier que le répertoire du Project's destination est le même que le
projet courant.
Cliquer sur le bouton Run.
Finalement la fenêtre suivante avec la liste de toutes les coupes est exécutée.
La ligne bleue représente le coupe actuelle.
Introduire la valeur 1 dans le champ P100 (EASY OPTIMIZER) de la page
16 des paramètres machine.
PARAMETRES MACHINE -16- IGNORE
-- ESCAMOTAGE BUTEE ARRIERE X3 --
P94 DISTANCE DE PARC: _____.__
COTE DE PARC: +_____.__
P95 DISTANCE DE RAMPE: _____.__
COTE DE RAMPE: +_____.__
EASY OPTIMIZER PAGE 91
Page 100

P96 TEMPO ESCAMOTAGE HYDRAULIQUE: _.__
P97 COMMUTATION PV/GV X3: _
-- GESTION SERRE-TOLE INDEPENDANTE –-
P98 DELAI RESET OUT SERRE TOLE: _.__
P99 DUREE PULSE PMH: _.__
P100 EASY OPTIMIZER: 1
P101 REGLAGE FAS: 1 x / ___
Programmer la valeur 1 dans le champ EASY OPT de la page EASY CUT,
ensuite les champs suivants apparaissent.
Programmer les avec les valeurs énumérées:
• PROG = 4 (N° du fichier chargé dans le programme
Easy Optimizer)
• PAT = 1 (N° de la tôle brute chargée dans le programme
Easy Optimizer)
• CUT = 1 (N° de la coupe chargée dans le programme
Easy Optimizer)
EASY CUT STOP PA
M ____
F4 ___
2.00 LAR: 1000
X1EO _____._ F1 _.__
F2 _.__
X3 _____.__ PMH: ___
POS: _____.__ PMB: ___
DEC: ____
PROG: 4
PAT: 1
CUT: 1
EASY OPT:1
Q_____
Presser la touche START de la DNC 60 G16
PAGE 92 MANUEL D'UTILISATION DNC 60 G16
 Loading...
Loading...