

Page 1

DNC 60 G16
GIXMD_
Bedienungsanleitung
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-60G16-DE
Page 2
Die Angaben, die in dieser Anleitung enthalten sind, können ohne Meldung geändert
werden und bilden keine Verpflichtung seitens CYBELEC SA.
Die beschriebene Software wird unter Lizenz- oder Geheimhaltungsvertrag geliefert. Die Software darf
nur dem Vertrag entsprechend benutzt und kopiert werden. Das Kopieren der Software auf einen im
Vertrag nicht vorgesehenen Träger ist gesetzwidrig.
Copyright CYBELEC SA. Alle Rechte vorbehalten.
Bemerkung:
Die vorliegende Anleitung erklärt die normale Standardprogrammierung der Numerischen Steuerung. Da
diese vom Maschinenhersteller mit konfigurierbaren Funktionen für seine speziellen Bedürfnisse
ausgestattet ist, müssen für die Programmierung dieser Funktionen die vom Hersteller gelieferten
Zusatzinstruktionen beachtet werden.
Autocad
CYBELEC
Ethernet
IBM
ist eine Schutzmarke der Autodesk Inc.
ist eine Schutzmarke der CYBELEC SA
ist eine Schutzmarke der Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
sind Schutzmarken der International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
ist eine Schutzmarke der Microsoft Corporation.
ist eine Schutzmarke der Microsoft Corporation.
ist eine Schutzmarke der Novell, Incorporated.
ist eine Schutzmarke der Microsoft Corporation.
Page 3
SICHERHEITS- UND WARTUNGSVORSCHRIFTEN
Unfachgemässe Anwendung der Numerischen
Steuerung kann am Material schwere Schäden
verursachen und/oder Personen verletzen.
Eine Änderung der Maschinenparameter kann
erhebliche Materialschäden nach sich ziehen oder
eine Produktion von unregelmässiger Qualität
bewirken.
Die Rückwand darf nur durch einen qualifizierten
Techniker entfernt werden (Gefahr elektrischer
Schläge).
Numerische Steuerung nicht übermässiger
Luftfeuchtigkeit aussetzen, um die Gefahr
elektrischer Schläge oder eine Beschädigung des
Gerätes zu vermeiden.
Trennen Sie die Numerische Steuerung von der
Netzspannung, bevor Sie das Gerät reinigen.
Verwenden Sie keine Flüssigkeiten auf Alkohol- oder
Ammoniakbasis.
Ziehen Sie im Falle mangelhaften Funktionierens der
Numerischen Steuerung einen Techniker bei.
Setzen Sie die Numerische Steuerung nicht direkter
Sonnenbestrahlung oder anderen Hitzequellen aus.
Halten Sie die Numerische Steuerung von
magnetischen Geräten wie Trafos, Motoren usw.
oder Einrichtungen, welche Störungen erzeugen
(z.B. Schweissmaschinen) fern.
Wechseln Sie regelmässig die Filter der Ventilatoren
aus, um ein Überhitzen des Gerätes zu verhindern.
SICHERHEITSVORSCHRIFTEN SEITE I
Page 4

Diese Seite wurde absichtlich leer gelassen.
SEITE II BEDIENUNGSANLEITUNG DNC 60 G16
Page 5
LIZENZVERTRAG FÜR CYBELEC-SOFTWARE
ALLGEMEINES COPYRIGHT
Die CYBELEC-Software ist geschützt und alle Rechte des Kopierens sind vorbehalten.
Die CYBELEC-Softwareprogramme dürfen nur auf den dazu berechtigten Anlagen (PC oder DNC)
installiert und betrieben werden.
Die Benutzerhandbücher sind ebenfalls durch Copyright geschützt, und alle Rechte des Benützens und
des Kopierens sind vorbehalten.
Dieses Dokument darf ohne vorherige schriftliche Einwilligung von CYBELEC nicht kopiert,
photokopiert, reproduziert, übersetzt oder reduziert werden, und zwar weder ganz noch auszugsweise.
SPEZIELLES DISKETTEN-COPYRIGHT
Den berechtigten Anwendern dieses Softwarepaketes ist nur gestattet, den Inhalt der Diskette in den
Speicher des Computers zu kopieren um das Programm zu verwenden, und um eine Sicherheitskopie zu
erstellen für den Fall des Verlustes des Originalprogrammes.
Unerlaubtes Kopieren, Duplizieren, Verkaufen oder sonstiges Verteilen dieses Produktes ist
widerrechtlich.
SPEZIELLES EPROM-COPYRIGHT
Die CYBELEC DNC- und CNC-Einheiten in welchen die ursprüngliche CYBELEC-Software durch eine
nicht von CYBELEC erstellte Kopie ersetzt wurde ohne vorherige schriftliche Zustimmung von
CYBELEC verliert unverzüglich jeden Anspruch auf Garantieleistungen.
GARANTIE
CYBELEC gewährleistet nicht, dass ihre Software-Produkte in jedem Computer und in jedem
Programm-Umfeld einwandfrei funktionieren.
Leistungsbeschränkungen und technische Spezifikationen eines Softwarepaketes werden ausschliesslich
durch CYBELEC entschieden; CYBELEC allein ist befugt, über Konformität und Leistungsumfang einer
bestimmten Software zu entscheiden.
Die CYBELEC-Software ist nicht dafür ausgelegt, Inkompatibilitäten von Betriebssystem-Versionen
oder -Revisionen auszugleichen.
Die Anwendung von verschiedenen CYBELEC-Softwareversionen oder -Revisionen, oder das
Übergehen von einer Revision oder Version zur andern kann Datenverlust oder Veränderung von Daten
nach sich ziehen.
LIZENZVERTRAG SEITE III
Page 6
SOFTWARE-WARTUNGSDIENST
Der Kauf von CYBELEC-Software berechtigt den Benutzer, während eines Jahres neue SoftwareVersionen des Typs "Korrektur" zu beziehen.
Während des Gebrauchs einer revidierten oder korrigierten Software-Version kann es vorkommen, dass
Daten (Programme, Parameter etc.) verloren gehen oder dass die Anlage oder deren Anschlüsse geändert
werden müssen; solche Auswirkungen sind nicht immer voraussehbar und CYBELEC lehnt dafür jede
Verantwortung ab.
BEENDIGUNG DER VEREINBARUNG
Diese Vereinbarung wird automatisch beendet falls der Lizenznehmer zahlungsunfähig wird, in einem
Konkursverfahren steht, wenn gegen ihn wegen Zahlungsunfähigkeit Prozess geführt wird oder seine
Güter gerichtlich beschlagnahmt werden, wenn er aus finanziellen Gründen unfähig ist, seine Geschäfte
ordnungsgemäss weiterzuführen, oder wenn sein Unternehmen aufgelöst wird.
CYBELEC hat das Recht, diese Vereibarung unverzüglich zu beenden falls eine der vorher genannten
Bedingungen durch den Lizenznehmer verletzt wird.
Innert 30 Tagen nach Beendigung dieser Vereinbarung kann der Lizenznehmer, nach seiner Wahl:
alle bestehenden Kopien der Software und dazugehöriges Material an CYBELEC oder deren
offiziellen Vertreter zurücksenden oder,
CYBELEC einen für CYBELEC zufriedenstellenden Beweis erbringen, dass das Original und
sämtliche Kopien vollständig und in jeder Form vernichtet worden sind.
BESCHRÄNKUNG DER HAFTUNG
Die in dieser Vereinbarung erwähnte Garantie ersetzt alle anderen in irgendeiner Form vereinbarten oder
stillschweigenden Garantien.
Der Lizenznehmer anerkennt, dass CYBELEC in keiner Weise haftet für Erwerbsausfall,
Ersparnisausfall, oder andere Konsequenzen die auf die Verwendung der Software, oder auf die
Unmöglichkeit deren Verwendung, zurückzuführen sind. Der Lizenznehmer anerkennt auch, dass
CYBELEC nicht für irgendwelche Schadenersatz- oder andere Klagen belangt werden kann, die von
einer Drittpartei gegen den Lizenznehmer erhoben werden.
CYBELEC haftet in keinem Falle für entstandene Schäden, auch nicht wenn CYBELEC auf die
Möglichkeit des Eintretens solcher Schäden aufmerksam gemacht worden ist.
CYBELEC garantiert nicht, dass die in der Software enthaltenen Funktionen die Bedürfnisse des
Lizenznehmers erfüllen. CYBELEC garantiert auch nicht, dass sich das Arbeiten mit dieser Software
vollständig fehlerfrei abspielen wird.
Sollte die Software fehlerhaft sein, so trägt der Lizenznehmer (und in keinem Falle CYBELEC oder
deren offizieller Händler oder Vertreter) die ganzen Kosten aller notwendigen Kundendienstleistungen,
Reparaturen oder Korrekturen.
CYBELEC garantiert, dass die Disketten, EPROMS oder sonstigen Datenträger auf welchen die
Programme geliefert werden fehlerfrei in Material und Ausführung sind, und zwar für eine Dauer von 90
Tagen unter normalem Gebrauch. Die Garantiezeit läuft ab dem Versanddatum, das aus der Kopie des
Lieferscheines ersichtlich ist.
SEITE IV LIZENZVERTRAG
Page 7
BESCHRÄNKUNG DER MASSNAHMEN ZUR MÄNGELBEHEBUNG
Mängelbehebung beschränken sich auf folgende Punkte:
Ersatz der Disketten, EPROMS oder sonstiger Datenträger, die der beschränkten CYBELEC-Garantie
nicht entsprechen, und die zusammen mit der Kopie des Lieferscheines an CYBELEC oder einen
offiziellen CYBELEC-Vertreter zurückgeschickt werden.
Falls CYBELEC oder ihr Vertreter nicht in der Lage ist, in Material und Ausführung fehlerfreie
EPROMS, Disketten oder sonstige Datenträger als Ersatz zu liefern, kann der Lizenznehmer die
vorliegende Vereinbarung unter den vorstehenden Bedingungen beenden, und der Wert wird dem Käufer
zurückbezahlt.
ALLGEMEINES
Der Lizenznehmer bestätigt, dass er diese Vereinbarung gelesen hat, sie versteht und er sich laut den
erwähnten Bedingungen verpflichtet.
Der Lizenznehmer erklärt sich damit einverstanden, CYBELEC von allen Verpflichtungen und jeder
Verantwortung für allfällige Schadenersatzklagen, die auf Nichtbeachten der vorliegenden Vereinbarung
zurückzuführen sind, zu entbinden. Dies gilt ebenfalls - aber nicht nur - für eventuelle Anwalts- und
Gerichtskosten.
Diese Lizenzvereinbarung ist dem Schweizer Recht unterstellt; Gerichtsstand ist Lausanne, Schweiz.
UNTERHALT
CYBELEC sichert den Unterhalt der Software während eines Jahres zu. Der Umfang dieses Unterhaltes
und die Reaktionszeit geschieht nach alleinigem Ermessen von CYBELEC. Normalerweise besteht der
Unterhalt aus der Korrektur von Programmfehlern, von Fehlern in der Dokumentation, und aus dem
Zurverfügungstellen eventueller neuer Softwareversionen, die während der Unterhaltsperiode
freigegeben werden.
CYBELEC verpflichtet sich auf keinen Fall, technischen Beistand zu leisten um Probleme oder
Schwierigkeiten zu beheben, die daraus entstanden sind, dass der Lizenznehmer die Lizenz-Software
eigenmächtig geändert hat. Vom Lizenznehmer durchgeführte Software-Änderungen geschehen auf
eigene Gefahr.
LIZENZVERTRAG SEITE V
Page 8

Diese Seite wurde absichtlich leer gelassen.
SEITE VI LIZENZVERTRAG
Page 9

26.09.2008 V. 1.5a
INHALTSVERZEICHNIS
SICHERHEITS- UND WARTUNGSVORSCHRIFTEN....................................................................I
LIZENZVERTRAG FÜR CYBELEC-SOFTWARE ...........................................................................III
VORWORT.......................................................................................................................................3
BESCHREIBUNG DER NUMERISCHEN STEUERUNG DNC 60 G16..........................................5
Allgemeine Beschreibung....................................................................................................5
Physische und logische Organisation.................................................................................7
Die Speicher........................................................................................................................8
Arbeitsspeicher (oder Pufferspeicher) 8
Interner DNC-Speicher 8
Die Bediener-Oberfläche.....................................................................................................9
Der Bildschirm 9
Die Tastatur 9
Präsentation der Bildschirmseiten.......................................................................................14
Dem Cursor zugängliche Felder 14
DIE BILDSCHIRMSEITEN...............................................................................................................15
Die MENÜ-Seite..................................................................................................................15
Die Seite EASYCUT............................................................................................................16
Liste der Produkte im Internspeicher ..................................................................................20
Produktliste nach Kriterien ..................................................................................................21
Seite Übertragung RS232...................................................................................................22
Seite ÜBERTRAGUNG DNC <–> PC 22
PRODUKT-Seite (Infos HFn) ..............................................................................................23
PRODUKT-Seite .................................................................................................................25
Seiten der Satz-Listen.........................................................................................................27
SATZ-Seite (Kleinschrift).....................................................................................................29
Bestimmung des Arbeitszyklus 32
SATZ-Seite (Grossschrift), Programmierung......................................................................33
SATZ-Seite (Grossschrift), Arbeit........................................................................................34
KORREKTUR-Seite ............................................................................................................35
Achsen-Nullpunkt................................................................................................................36
Maschinenparameter...........................................................................................................37
PROGRAMMIERUNG......................................................................................................................39
Arbeitsvorgang ....................................................................................................................39
Löschen des Arbeitsspeichers............................................................................................39
Programmierung eines Satzes............................................................................................39
Erstellen eines zweiten (oder beliebigen) Satzes...............................................................40
Suchen eines Satzes...........................................................................................................40
Löschen eines Satzes.........................................................................................................40
Einfügen eines Satzes.........................................................................................................41
Überspringen eines Satzes.................................................................................................41
60G16_DE.DOC INHALTSVERZEICHNIS SEITE 1
Page 10
Wiederholung eines Satzes................................................................................................41
Wiederholung einer Satzgruppe.........................................................................................41
Speicherung und Abruf von Programmen im Internspeicher............................................. 42
Speicherung eines Produktes ............................................................................................ 42
Aufruf eines Produktes im Internspeicher .......................................................................... 42
Löschen eines Produktes im Internspeicher ...................................................................... 43
Löschen des gesamten Internspeichers............................................................................. 43
Änderung eines Produktes im Internspeicher .................................................................... 43
DIE INITIALISIERUNGSSEITE.......................................................................................................45
FUNKTIONALITÄTEN.....................................................................................................................47
Betriebsart Aushauen 47
Ausgang Messer Aufwärts 47
Verschiebung Blechnullpunkt 48
ÜBERTRAGUNG.............................................................................................................................49
Tests der seriellen Anschlüsse...........................................................................................50
CYBACK............................................................................................................................. 51
SCHUTZ DER ZUGRIFFSEBENEN ............................................................................................... 53
Allgemeine Information.......................................................................................................53
Die Anwender..................................................................................................................... 54
Zugriff über Passwort .........................................................................................................55
Zugriff auf Ebenen höher als 3...........................................................................................56
Passwort ändern.................................................................................................................57
Verwaltung der Zugriffsebenen über externen Schlüssel .................................................. 58
WARTUNG...................................................................................................................................... 59
Bei Nicht-Funktionieren...................................................................................................... 59
Zuerst durchzuführende Kontrollen 59
Mögliche Speicherverunreinigung 59
Bevor Sie einen Techniker rufen 60
SICHERHEITEN UND INTERAKTIVE MELDUNGEN.................................................................... 61
Die interaktiven Meldungen................................................................................................ 61
PRINT SCREEN AUF DEN DRUCKER (ODER IN ASCII-DATEI)................................................. 65
HyperTerminal.................................................................................................................... 66
Anschluss 66
Vorbereitung 67
Bildschirme erfassen 71
INDEX.............................................................................................................................................. 73
SEITE 2 INHALTSVERZEICHNIS
Page 11

VORWORT
Diese Anleitung gestattet Ihnen, sich mit der Programmierung der DNC 60
G16 vertraut zu machen. Sie enthält alle notwendigen Anweisungen, um
Produkte und Werkzeuge zu programmieren.
Es wird Ihnen auch gezeigt, wie diese Daten gesucht, kopiert, geändert und
gespeichert werden können.
VORWORT SEITE 3
Page 12

Diese Seite wurde absichtlich leer gelassen.
SEITE 4 BEDIENUNGSANLEITUNG DNC 60 G16
Page 13

BESCHREIBUNG DER NUMERISCHEN STEUERUNG DNC 60 G16
ALLGEMEINE BESCHREIBUNG
Konfigurierbare Numerische Steuerung für 1 Achse:
X3 Hinteranschlag
LCD-Bildschirm, monochrom mit hoher Auflösung.
Multi-Seiten-Anzeige über Menüs oder durch Direktzugang.
Mehrsprachige, konversationelle Programmierung. In jeder DNC stehen
dem Bediener permanent 8 Sprachen zur Verfügung.
Automatische Berechnung von:
Schnittspalt
Schnittwinkel
Schnittlänge
Blechlänge
Alphanumerische Zeichen verwendbar für Programmierung der
Planbezeichnung und der Produktionsseiten.
Funktion "Printscreen" zum seriellen Ausdruck des Inhaltes jeder
Bildschirmseite.
Automatische Umwandlung:
Inch / mm
Interner nichtflüchtiger Speicher, erlaubt die Lagerung in der DNC von:
ca. 800 Sätzen
36 Sätzen pro Produkt
Produktnummer : 3 Ziffern
Plannummer : 24 Ziffern oder Buchstaben
Satznummer : 2 Ziffern
Satzwiederholung : 2 Ziffern
BESCHREIBUNG DER DNC 60 G16 SEITE 5
Page 14

Für jede Digitalachse:
Ansteuerung im geschlossenen Regelkreis mit hoher Leistung mit
oder ohne Totpunktzone.
Zählfrequenz: 250 KHz
Verschiebungsgeschwindigkeit, Anlauf- und Abfallgeschwindigkeit,
Ansteuerungs-Verstärkerfaktor, PID, Sicherheiten und Endschalter in
den Maschinenparametern numerisch programmierbar.
Automatische Initialisierungsprozedur.
Speicherung der Positionen der Achsen bei Netzausfall.
Korrekturen pro Produkt und pro Satz.
In der DNC eingebaute serielle Schnittstelle zur Verbindung "ON LINE" mit
IBM-PC / AT / PS2.
SEITE 6 BEDIENUNGSANLEITUNG DNC 60 G16
Page 15
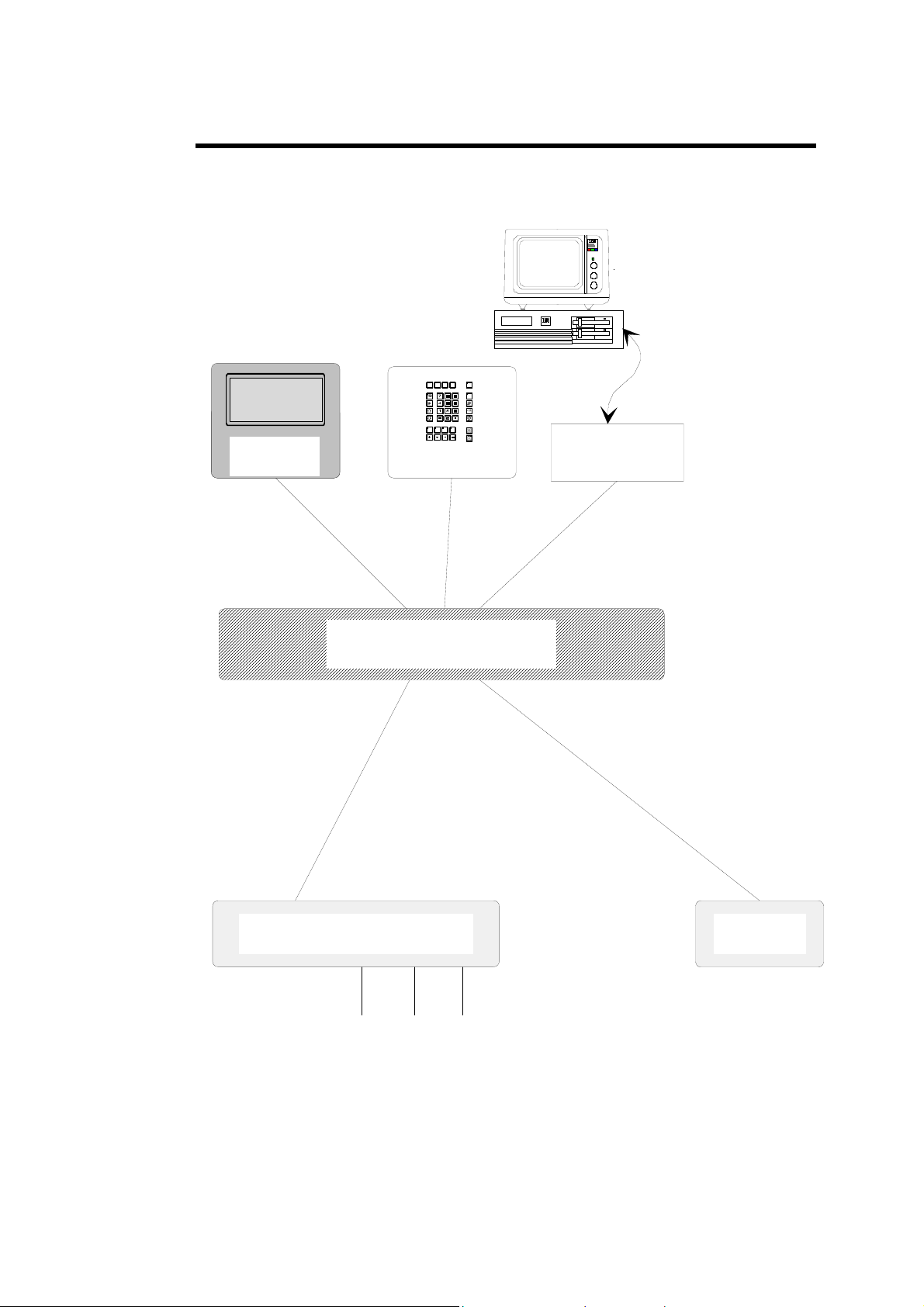
PHYSISCHE UND LOGISCHE ORGANISATION
Die nachstehende Zeichnung zeigt schematisch die physische und logische Organisation der
DNC 60.
Serieschnittstelle
Bildschirm Tastatur
RS232
Mikroprozessoren, Speicher
Überwach ung und
Steuerung der Achsen
Geber-
motoren
Arbeitskarten
Hilfs-
funktionen
BESCHREIBUNG DER DNC 60 G16 SEITE 7
Page 16
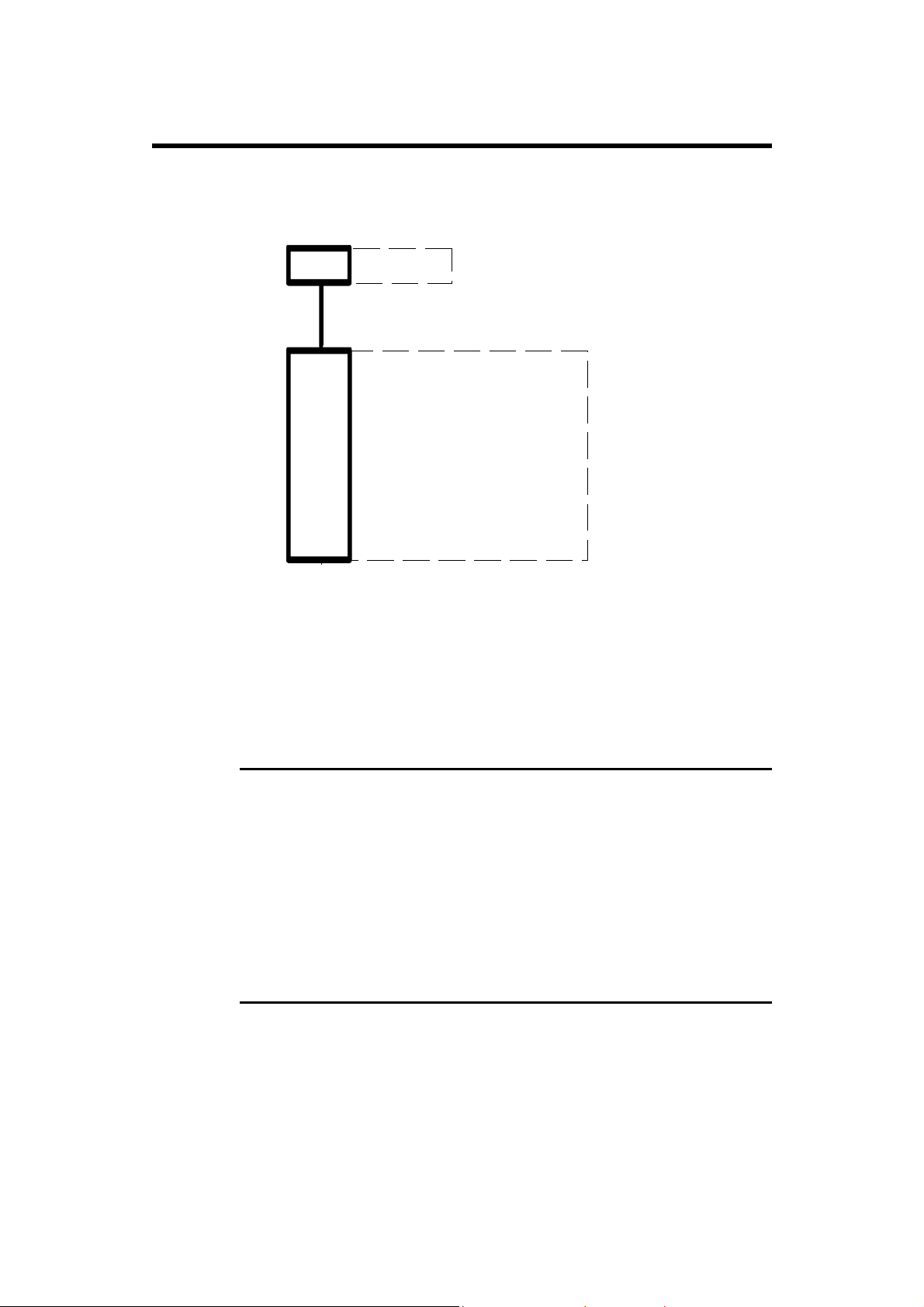
DIE SPEICHER
Die verschiedenen Speicher der DNC 60 können schematisch wie folgt
dargestellt werden:
ROM
Programm
Arbeits sp eicher
RAM
Interner, nichtflüc htiger Speicher.
+
Batterie
Produkte , Produktion,
Maschin en parameter
und Achsenposi tion.
Die DNC 60 ist in der Standardausführung mit einem ROM-Speicher, der
das Programm der DNC 60 enthält, ausgerüstet, sowie mit einem RAMSpeicher, der das Programmieren und Speichern von Produkten und
Maschinenparametern erlaubt. Der RAM-Speicher ist in verschiedene Zonen
unterteilt, von welchen jede eine andere Verwendung findet.
ARBEITSSPEICHER (ODER PUFFERSPEICHER)
Dieser Speicher vom Typ "RAM statisch" wird für die Programmierung, die
Änderung und die Ausführung der Produkte verwendet.
Es handelt sich um eine vorübergehende Speicherung, die jedesmal gelöscht
wird, wenn ein anderes Produkt aufgerufen wird.
Der Inhalt dieses Speichers bleibt beim Stromausschalten der DNC erhalten,
auch wenn er nicht im internen DNC-Speicher gespeichert wurde.
INTERNER DNC-SPEICHER
Dieser nichtflüchtige Speicher vom Typ "RAM statisch", der mit einer
Lithiumbatterie aufrechterhalten wird, enthält die Produkte,
Achsenpositionen, Produktionszahlen und Maschinenparameter. In diesem
Speicher werden keine Produkte programmiert oder geändert.
SEITE 8 BEDIENUNGSANLEITUNG DNC 60 G16
Page 17
DIE BEDIENER-OBERFLÄCHE
DER BILDSCHIRM
Der Bildschirm zeigt die Produkte und Maschinenparameter sowie alle
Informationen an, die für die Programmierung und die Arbeit mit der
Maschine nützlich sind.
Die auf der Vorderseite der DNC 60 befindlichen Tasten werden zur
Auswahl der Bildschirmseiten sowie für die Eingabe der Daten benützt.
Ein Cursor zeigt an, wo der Bediener eingreifen kann.
DIE TASTATUR
Die Tastatur ist in sechs Zonen unterteilt:
a) Numerische Tastatur
b) Tasten zur Wahl der Bildschirmseiten
c) Tasten zur W ahl der Betriebsarten
d) Tasten zur Eingabe von Befehlen
e) Cursortasten
f) Andere Tasten
a) Numerische Tastatur
Die numerischen Tasten, sowie die Tasten
Eingabe von Zahlen oder Werten in den verschiedenen Feldern.
b) Tasten zur Wahl der Bildschirmseiten
Taste MENÜ
Erlaubt den Zugang zur Seite des
HAUPTMENÜS.
Taste PRODUKTLISTE
Ein Druck auf diese Taste erlaubt die Anzeige
der Liste der in der DNC enthaltenen Produkte.
Taste PRODUKT
Anzeige der Produktdaten (Grund-Satz) und
Scherenfunktionen.
und
dienen zur
Taste SATZ
BESCHREIBUNG DER DNC 60 G16 SEITE 9
Taste mit drei Funktionen.
Ein erster Druck der Taste bewirkt die Anzeige
aller Daten des laufenden Satzes.
Page 18
Ein zweiter Druck erlaubt, in grossen
Buchstaben die wichtigsten Daten des Satzes
mit den Massen der Hauptachsen anzuzeigen.
Ein dritter Tastendruck erlaubt, die wichtigsten Daten des Satzes mit den Massen der
Nebenachsen anzuzeigen.
Taste KORREKTUR
Diese Taste gestattet die Anzeige der
Korrekturseite. Darin können sowohl im
laufenden Satz als auch auf dem ganzen
Produkt Korrekturen eingegeben werden.
c) Tasten zur Wahl der Betriebsarten
Betriebsart PROGRAMMIERUNG
Gestattet die Eingabe, die Änderung und das
Lesen der Daten, sowie das Speichern, das
Suchen und das Übertragen der Programme.
Betriebsart MANUELL
Gestattet das Verschieben der Achsen und der
Hilfsfunktionen mit Hilfe der Tasten
.
Betriebsart HALBAUTOMATISCH
Gestattet das Ausführen eines Maschinenzyklus mit den Werten des laufenden Satzes
ohne automatischen Satzwechsel.
Diese Betriebsart wird beim Einstellen für das
erste Produkt, sowie für die Herstellung von
Produkten mit nur einem Schnitt verwendet.
Der Satzwechsel wird durch die Tasten
ausgelöst.
Bemerkung: Der Stückzähler Q funktioniert
nicht in dieser Betriebsart.
Betriebsart AUTOMATISCH
Normale Betriebsart für die Herstellung der
Produkte. Die DNC wechselt automatisch den
Satz nach jedem Schnitt.
Ein direkter Übergang von der Betriebsart
"Programmierung" aus forciert automatisch
den ersten Satz des Programmes.
Der Übergang von der Betriebsart
"Programmierung", zuerst über die Betriebsart
"Halbautomatisch" bewirkt die Ausführung des
laufenden Satzes.
Dies gestattet, ein sich in der Herstellung
befindliches Produkt weiter zu bearbeiten,
ohne "Leersätze" machen zu müssen.
SEITE 10 BEDIENUNGSANLEITUNG DNC 60 G16
Page 19
d) Die Befehle
Taste ENTFERNEN
Gestattet das Löschen eines Satzes oder eines
Programmes, vorausgesetzt dass sich der
Cursor auf dem Feld PRODUKT oder N
befindet.
Die Taste funktioniert nur in der Betriebsart
PROGRAMMIERUNG.
Taste LÖSCHEN
Diese Taste gestattet das Löschen der durch
den Cursor bezeichneten Daten.
Ein doppelter Druck auf diese Taste löscht in
den meisten Seiten alle darin enthaltenen
Daten.
Taste SUCHEN
Je nach der Position des Cursors sind folgende
Operationen möglich:
Suchen eines Produktes
Suchen eines Satzes
Suchen einer Bildschirmseite
Ausführen einer Übertragung
Diese Taste funktioniert nur in der Betriebsart
PROGRAMMIERUNG.
Taste SPEICHERN
Gestattet, je nach der Stellung des Cursors, das
laufende Programm im internen DNC-Speicher
abzulegen, oder innerhalb eines bestehenden
Programmes einen neuen Satz einzufügen,
oder den Wert einer manuell positionierten
Achse in den laufenden Satz zu kopieren
(Teach).
Diese Taste ist nur in der Betriebsart
PROGRAMMIERUNG (Speichern und
Einfügen), und in der manuellen Betriebsart
(Teach) verwendbar.
BESCHREIBUNG DER DNC 60 G16 SEITE 11
Page 20
e) Die Cursor-Tasten
Taste SATZ VOR / SEITE VOR
Diese Taste gestattet, innerhalb mehrerer
Seiten desselben Typs zu "blättern". Sie erlaubt
auch, die nächstfolgende Seite anzuzeigen,
wenn eine Serie von Informationen mehrere
Seiten belegt, wie z. B.:
Satz eines Programmes
Produktionsseiten
Maschinenparameter-Seiten.
In der Betriebsart PROGRAMMIERUNG
erlaubt diese Taste überdies das Erstellen eines
mit dem vorhergehenden Satz identischen
Satzes (Kopierfunktion), vorausgesetzt, dass es
sich dabei um den letzten Satz im Programm
handelt.
Die eingebaute LED zeigt an, wenn es sich
beim laufenden Satz um den letzten des
Programmes handelt.
Taste SEITE ZURÜCK
Gestattet das "Rückwärtsblättern" innerhalb
von Seiten des gleichen Typs.
Funktioniert in allen Betriebsarten, ausser in
der automatischen Betriebsart.
Cursorbewegung nach oben, auf das nächste
zugängliche Feld.
Cursorbewegung nach unten, auf das nächste
zugängliche Feld.
SEITE 12 BEDIENUNGSANLEITUNG DNC 60 G16
Page 21
f) Andere Tasten
Taste START
Diese Taste bewirkt:
Bewegung der Achsen und
Hilfsfunktionen.
Während einer Bewegung leuchtet die
LED auf.
Indexaufnahme (je nach Konfiguration, als
Option) an den Achsen, beim ersten Druck
auf diese Taste nach dem Einschalten der
DNC.
Um anzuzeigen, dass es sich um eine Indexaufnahme handelt, bleibt die Leuchtdiode
dauernd eingeschaltet, bis zum Empfang der
Indexe. Die Indexaufnahme ist nur in den
Betriebsarten
oder möglich.
Taste STOP
Diese Taste hält, je nach der gewählten
Betriebsart, die in Bewegung befindlichen
Achsen und Hilfsfunktionen an.
Die STOP-Leuchtdiode bleibt erleuchtet bis
die STOP-Taste erneut gedrückt wird.
Bemerkung: Solange die STOP-
Leuchtdiode erleuchtet ist, wird
keine Bewegung von Achsen
oder Hilfsfunktionen zugelassen.
In dieser Gruppe befinden sich auch die mit der
Betriebsart MANUELL zusammenhängenden
Verschiebungstasten.
BESCHREIBUNG DER DNC 60 G16 SEITE 13
Page 22
PRÄSENTATION DER BILDSCHIRMSEITEN
DEM CURSOR ZUGÄNGLICHE FELDER
Bei der Anzeige setzt sich der Cursor auf das programmierbare Feld, auf dem
er beim letzten Verlassen dieser Seite gestanden hatte.
Durch Betätigen der Tasten
vorhergehende oder das nachfolgende Feld setzen.
Von jeder Cursorposition aus bewirkt ein gleichzeitiges Betätigen der Tasten
und , dass sich der Cursor auf das erste programmierbare Feld
der Seite bewegt.
Befindet sich der Cursor auf einem Feld, so haben Sie folgende
Möglichkeiten:
Eingabe einer Nummer oder eines Wertes über die numerische
Tastatur.
Löschen des Inhaltes durch die Taste
(Vorsicht: in einigen Seiten bewirkt ein zweiter Druck auf die Taste
die Löschung aller programmierbaren Felder der Seite).
oder können Sie den Cursor auf das
.
SEITE 14 BEDIENUNGSANLEITUNG DNC 60 G16
Page 23
DIE BILDSCHIRMSEITEN
DIE MENÜ-SEITE
Um diese Seite zu erhalten, drücken Sie die Taste .
WAHL ? 7 STOP
1 UEBERTRAGUNG RS232
2 ANZEIGE ACHSEN
3 ANZEIGE HILFSFUNKTIONEN
4 ANZEIGE CY/JS/MAL/TYP SEQ
5 MASCHINEN-MELDUNGEN
6 PROGRAMMIERUNG NULLPUNKT ACHSEN
7 PROGR. MASCHINENPARAMETER
Um eine der auf dieser Anzeige aufgeführten Seiten zu erhalten, ist die
Nummer der gewünschten Seite einzugeben; worauf sie im Feld WAHL?__
angezeigt wird.
Danach drücken Sie die Taste
Alle Seiten können von jeder bebliebigen Betriebsart aus angezeigt werden,
aber nur in der Betriebsart PROGRAMMIERUNG kann programmiert
werden.
.
DIE BILDSCHIRMSEITEN SEITE 15
Page 24
DIE SEITE EASYCUT
Beim Einschalten gelangt man direkt in diese Seite, wenn der Wert von P57
nicht 0 ist.
Drücken Sie die Taste
um in diese Seite zu gelangen.
EASY CUT STOP
M ____
F4 ___
F1 _.__
F2 __.__
2.00 BR: 1000
X3 _____.__ OT:
POS:_____.__ UT:
VERSCH:
Q_____
Diese Seite erlaubt, mit einer vereinfachten Programmierung
Einzelschnitte auszuführen.
Es ist möglich, die Herstellung von Produkten im Serienprogramm zu
unterbrechen, um von der EASYCUT-Seite aus einen Schnitt
auszuführen und dann wieder ins Serienprogramm zurückzukehren
und fortzufahren.
Beim Zugriff auf diese Seite
- ist die Schnittbreite nicht definiert,
- ist die Stückzahl mit 0 initialisiert,
- werden die anderen, vorher in dieser Seite programmierten Werte
wiederhergestellt.
Das Feld VERSCH stellt den Abstand zwischen dem linken
Maschinenrand und dem Blech dar (siehe Funktionalitäten,
SEITE 16 BEDIENUNGSANLEITUNG DNC 60 G16
Page 25

Verschiebung Blechnullpunkt).
DIE BILDSCHIRMSEITEN SEITE 17
Page 26

"Fliegender Schnitt" im EasyCut-Modus
Es ist möglich, in dieser Seite den fliegenden Schnitt zu verwenden. Dazu
muss die HF4 im "Fliegender Schnitt"-Modus parametriert und kalibriert
sein.
Wenn diese Voraussetzung erfüllt ist und man dann auf die EASYCUT-Seite
zugreift, gibt es zwei Möglichkeiten:
1. Der Eingang Fliegender Schnitt ist aktiv: das Feld HF4 wird
angezeigt und sein Wert ist unbestimmt. Dieses Feld muss
programmiert werden (einer Verzögerung entsprechend) um den
fliegenden Schnitt zu aktivieren.
2. Der Eingang Fliegender Schnitt ist inaktiv: das Feld HF4 wird
nicht angezeigt und der fliegende Schnitt ist nicht aktiv.
In der Seite EASYCUT kann man:
1. Den Eingang Fliegender Schnitt aktivieren: das Feld HF4 wird
angezeigt und sein Wert ist Null. Der fliegende Schnitt ist aktiv mit
einer Null-Verzögerung.
2. Den Eingang Fliegender Schnitt desaktivieren: das Feld HF4
wird nicht mehr angezeigt und der fliegende Schnitt ist inaktiv.
Bemerkung:
Aus Sicherheitsgründen wird beim Loslassen des Pedals nach dem letzten
Schnitt das Feld HF4 mit einem nicht definierten Wert neu initialisiert und
der fliegende Schnitt ist desaktiviert.
Seite EasyCut im Easy Optimizer-Modus
Der Easy Optimizer-Modus ist eine Funktionalität welche erlaubt, die
aufeinanderfolgend auszuführenden Schnitte zu optimieren, um so einen
minimalen Ausschuss an Rohmaterial zu erzielen. Diese Optimierung wird
durch die auf einem PC installierte Software Easy Optimizer der Firma
ARDIS realisiert, welche die zum Schneiden benötigten Werte über eine
RS232-Verbindung an die DNC überträgt.
Um in diesen Modus zu gelangen, muss zuerst im Maschinenparameter
EASY OPTIMIZER der Wert 1 programmiert werden (Seite MP 16):
P100 = 1.
Dann muss in der Seite EASYCUT, im Feld EASY OPT der Wert 1
eingegeben werden. Es erscheint die Meldung ACTIV EO und die folgenden
Maschinenparameter sind automatisch konfiguriert:
Übertragungsgeschwindigkeit MP60 = 9600
Datenübertragung MP61 = 8
Stop bits MP62 = 1
und die RS232-Verbindung ist wieder initialisiert.
In der Seite RS232-ÜBERTRAGUNG ist das Feld WAHL auf
10 = ARDIS-ANSCHLUSS gesetzt.
SEITE 18 BEDIENUNGSANLEITUNG DNC 60 G16
Page 27

EASY CUT STOP
M ____
2.00 BR: 1000
F4 ___
X1EO _____._ F1 _.__
F2 _.__
X3 _____.__ OT: ___
POS: _____.__ UT: ___
VERSCH:____
PROG: ___
PAT: ___
CUT: ___
EASY OPT: _
Q_____
Folgende Felder erscheinen auf der EASYCUT-Seite:
PROG: Nr. der in der Easy Optimizer-Software geladenen Datei.
PAT: Nr. des in der Easy Optimizer-Software geladenen Rohbleches.
Der Wert Undef. entspricht dem Wert 1.
CUT: Nr. des in der Easy Optimizer-Software geladenen Schnittes.
Der Wert Undef. entspricht dem Wert 1.
X1EO: Dieses Feld erscheint nur, wenn der Schnitt ohne den
Hinteranschlag gemacht werden muss. Der Bediener legt das Blech
von Hand auf den von diesem Feld angegebenen Wert und simuliert
somit einen Vorderanschlag.
Bemerkung: Der Easy Optimizer-Modus ist nie aktiv beim Einschalten der
Maschine.
Um den Easy Optimizer-Modus zu verlassen, muss das Feld EASY OPT mit
dem Wert 0 programmiert werden. Die Meldung EXIT EO zeigt jetzt 0 an.
DIE BILDSCHIRMSEITEN SEITE 19
Page 28

LISTE DER PRODUKTE IM INTERNSPEICHER
Taste .
PRODUKT 4 NEXT PROD.
PLAN
SÄTZE N: PROG: 16 FREI: 832
--PRODUKTLISTE--
1 2 3 4
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___
N 1 STOP
Diese Seite dient nur zur Anzeige des Internspeichers und zur Angabe
der Anzahl programmierter Sätze, sowie der Anzahl der noch frei
verfügbaren Sätze.
Wenn diese Seite ausgefüllt ist, wird automatich eine andere erzeugt,
die man durch Drücken der Taste
Es ist nicht möglich, auf dieser Seite zu programmieren.
Die Felder PRODUKT__ und PLAN__ dienen nur zur Erinnerung,
welche Produktnummer sich zur Zeit im Arbeitsspeicher befindet.
Um das sich im Arbeitsspeicher befindliche Produkt zu speichern,
wird die Taste
Um ein Produkt aus dem Internspeicher abzurufen, wählen Sie seine
Nummer, geben diese ins Feld PRODUKT ein und drücken
Um ein Produkt im Internspeicher zu löschen: wählen Sie seine
Nummer, geben diese ins Feld PRODUKT ein und drücken
Um den ganzen Internspeicher zu löschen: geben Sie im Feld
PRODUKT die Zahl 999 ein und drücken
gedrückt.
sehen kann.
.
.
.
SEITE 20 BEDIENUNGSANLEITUNG DNC 60 G16
Page 29

PRODUKTLISTE NACH KRITERIEN
Taste .
PRODUKT 4 NEXT PROD.
PLAN
STÄRKE SCHNITTWINKEL
3.00
-- PRODUKTLISTE NACH KRITERIEN --
1
2
3
4
___
___
___
___
___
___
___
N 1 STOP
__.__
°
Diese Seite erlaubt die Suche im Internspeicher nach einem Produkt gemäss
einem oder mehreren Kriterien.
Beispiel: Suche eines Produktes nach Plan-Nr.
Den Cursor auf das Feld PLAN___ setzen.
Die gewünschte Plan-Nr eingeben und die anderen Felder löschen.
Die SUCH-Taste
Wenn das Produkt existiert, wird es in der Kolonne PRODUKT mit
seiner Plan-Nr angezeigt.
Wenn es nicht existiert oder die Nummer oder der Wert schlecht
und/oder falsch programmiert sind, zeigt die DNC im Dialog-Feld
oben rechts IGNORIER an.
Die Suche geschieht entsprechend der Anzahl der programmierten
Kriterien und gemäss ihren Werten.
Bei Vorliegen eines Fehlers in den eingegebenen Daten für das SuchKriterium kann die DNC das Produkt nicht finden.
drücken.
DIE BILDSCHIRMSEITEN SEITE 21
Page 30

SEITE ÜBERTRAGUNG RS232
Wahl 1 des Hauptmenüs
Die DNC 60 erlaubt, Daten auf einen PC zu übertragen oder von einem PC
abzurufen.
SEITE ÜBERTRAGUNG DNC <–> PC
Diese Seite erlaubt die Übertragung der Daten zu und von einem IBM PC,
XT, AT oder kompatiblem Computer über eine serielle RS232-Verbindung.
Ausserdem bietet sie die Möglichkeit, die Produkte entweder als Gesamtheit
oder einzeln zu übertragen.
Der Datenaustausch zwischen einem IBM-PC und einer DNC 60 mittels
einer seriellen Leitung setzt voraus, dass die DNC über eine serielle RS-232Verbindung verfügt, und dass der PC mit der CYBELECDatensicherungssoftware vom Typ CYBACK oder sonst einer PC-Software,
welche das Sendeprotokoll der DNC versteht, ausgerüstet ist.
DNC <-> PC STATUS STOP
ÜBERTRAGUNG _ 1 DNC --> PC
2 PC --> DNC
3,4 TEST VERBIND 1 2
7 FLASH
8 EXT TASTATUR
9 MODEM
10 ARDIS-ANSCHLUSS
WAHL _ 1 PRODUKTE
4 PARAMETER
6 PRODUKTE N°
___ ( )
___ ( )
___ ( )
Die Übertragungsprozedur DNC <–> PC wird auf der Seite 49 erläutert.
SEITE 22 BEDIENUNGSANLEITUNG DNC 60 G16
Page 31

PRODUKT-SEITE (INFOS HFN)
Taste .
P 0 N 1 CY__
STOP
M ALU1
2.00
VERSCH:____ 1000
0.74°
OT 54 0.24
UT 39 PRESS 60
Diese Seite ist für Informationen zu den für Scheren spezifischen
Hilfsfunktionen (HF) bestimmt. (Schnittspalt, Schnittwinkel, Schnitttiefe).
Abruf von - Material
- Stärke
- Breite
Dort befinden sich die folgenden Informationen, welche auf Grund
der drei obigen berechnet wurden:
- Schnittspalt
- Schnittwinkel
- OT (oberer Totpunkt)
- UT (unterer Totpunkt)
- Abwärtsdruck
Das Feld VERSCH stellt den Abstand zwischen dem linken
Maschinenrand und dem Blech dar (siehe Funktionalitäten,
DIE BILDSCHIRMSEITEN SEITE 23
Page 32

Verschiebung Blechnullpunkt).
SEITE 24 BEDIENUNGSANLEITUNG DNC 60 G16
Page 33

PRODUKT-SEITE
Taste
PRODUKT 0 N 1 STOP
NÄCHSTES PRODUKT ___
PLAN
Beschleunigungsfaktor X3 __%
BLECH: Länge Breite Stärke
Rohmass ____.__ ____.__ 3.00
Material ALU1
NÄCHSTES PRODUKT
PLAN
Beschleunigungsfaktor X3
BLECH
Länge Breite
Stärke
Rohmass
Material
Dieses Feld erlaubt von einem Produkt zum
nächsten zu schalten.
Plannummer des laufenden Produktes.
Wie obenstehend, aber für X3 (Hinteranschlag
oder abhängige Hilfsachse).
Geometrische Dimensionen des Blechstückes.
(Sie können für die Berechnung der Besäumzyklen verwendet werden).
Dieses Feld dient zur Berechnung der
Funktionen Schnittspalt, Schnittwinkel und
eventuell OT beim Rückzug des Messers.
Bezeichnet die Masse der Dimension des
Blechstückes vor dem Laden in die Maschine.
Dieses Feld bestimmt eine mit den Maschinenparametern programmierte Konstante, die zur
Berechnung des Schnittspaltes in Abhängigkeit
des Blechmaterials dient. Dieses Feld erscheint
nur, wenn die Maschine über eine Funktion
"Schnittspalt" verfügt. Die Wahl des Materials
erfolgt mittels den manuellen Tasten.
DIE BILDSCHIRMSEITEN SEITE 25
Page 34

Schn. Länge
Schnittspalt (HF1)
Schnittwinkel (HF2)
UT (HF3)
OT (HF3)
Dieses Feld wird nur angezeigt, wenn die
Maschine mit der Funktion "Schnittlänge"
ausgerüstet ist.
Die Schnittlänge ist die Länge, auf welcher
sich die beiden Messer kreuzen (Abb. 3).
Die Programmierung dieses Feldes bewirkt die
automatische Berechnung des UT.
Spalt zwischen den beiden Messern (in 1/100
mm), entsprechend Blechstärke und Material.
Neigung des oberen Messers. Wird automatisch berechnet, kann aber auch von Hand
programmiert werden.
Dieses Feld erscheint nur, wenn die Maschine
über eine Funktion "Schnittwinkel" verfügt.
Schnitttiefe
Der für dieses Feld berechnete Wert entspricht
dem Abstand (in mm) zwischen dem rechten
Ende des oberen Messers und dem unteren
Messer.
Dieses Feld erscheint nur, wenn die Maschine
eine Funktion "Schnittiefe" enthält. Optimaler
oberer Totpunkt des Messers. Wird automatisch berechnet, wenn die Neigung des Messers
einstellbar ist. Kann auch von Hand
programmiert werden.
SEITE 26 BEDIENUNGSANLEITUNG DNC 60 G16
Page 35

SEITEN DER SATZ-LISTEN
a) Wahl 2 des Hauptmenüs:
Diese Seite zeigt die Daten der die Hauptachse betreffenden Sätze an (X3).
PRODUKT 4 NEXT PROD.__ N 1 STOP
PLAN
N --X3 -- V%
1 _ 100.0 __
2 _ 200.0 __
3 _ 300.0 __
4 _ ______._ __
5 _ ______._ __
6 _ ______._ __
7 _ ______._ __
8 _ ______._ __
9 _ ______._ __
10 _ ______._ __
11 _ ______._ __
12 _ ______._ __
b) Wahl 3 des Hauptmenüs:
Diese Seite zeigt die Daten der die Hilfsfunktionen betreffenden Sätze an
(HF1–>HF8).
PRODUKT 4 NEXT PROD.__ N 1 STOP
PLAN
-- HILFSFUNKTIONEN --
N SPALT WINKEL UT
1 0.48 97 75
2 0.48 97 50
3 0.48 97 25
4 _.__ ___ ___
5 _.__ ___ ___
6 _.__ ___ ___
7 _.__ ___ ___
8 _.__ ___ ___
9 _.__ ___ ___
10 _.__ ___ ___
11 _.__ ___ ___
12 _.__ ___ ___
DIE BILDSCHIRMSEITEN SEITE 27
Page 36

c) Wahl 4 des Hauptmenüs:
Diese Seite zeigt die Zyklusdaten (CY, JS, Satztyp usw.) der Sätze an.
PRODUKT 4 NEXT PROD.__ N 1 STOP
PLAN
N CY JS OSchn
1 2 __x__ _
2 __ __x__ _
3 __ __x__ _
4 __ __x__ _
5 __ __x__ _
6 __ __x__ _
7 __ __x__ _
8 __ __x__ _
9 __ __x__ _
10 __ __x__ _
11 __ __x__ _
12 __ __x__ _
Die max. Anzahl der Sätze auf diesem Maschinentyp ist 36.
Die Bildschirmseite zeigt max. 12 Sätze an, die übrigen Sätze können durch
Druck auf die Taste
Um zurückzublättern, drücken Sie
auf den nächsten Seiten angezeigt werden.
.
SEITE 28 BEDIENUNGSANLEITUNG DNC 60 G16
Page 37

SATZ-SEITE (KLEINSCHRIFT)
Taste .
Diese Seite ist eine Zusammenfassung der Satz-Informationen.
PRODUKT 0 N 1 CY __/__Pos STOP
M ALU1 Ep. 2.00 N° Blech ______
--SOLL-- --IST-- --V-- --KOR--
X3 _ 100.0 99.8 __% ___ _
Schn.Länge 1000
JS __x__/__ Q Produkt _____ / _____
Zyklus:Ohne Schn. _
Rueck _ Besaeum. _
SPALT WINKEL UT
0.24 50 39
N_
CY_
CY/POS
Ist die Satznummer. Sie wird bei der
Erzeugung eines Produktes automatisch
programmiert.
Es ist möglich, mittels der Tasten
einen Satz zu löschen oder einzuschieben.
Dafür die Nummer des einzuschiebenden oder
zu löschenden Satzes suchen, Cursor auf N_
stellen, die Nr des gewünschten Satzes ein-
geben und
Einfügen mit
Gibt die Anzahl der Satzwiederholungen an,
bevor zum nächsten Satz übergegangen wird.
und 1 = keine Wiederholung (also
0 = der Satz wird nicht ausgeführt.
2 bis 99 = Satzwiederholungen.
Die in diesem Feld angezeigte Zahl entspricht
der Anzahl der schon wiederholten Sätze.
drücken. Löschen mit ,
.
einmalige Ausführung)
und
DIE BILDSCHIRMSEITEN SEITE 29
Page 38

N° Blech
Xn
V
Eine Blechnummer (Max 7 Ziffern) kann für
jede Sequenz programmiert werden. Diese
Nummer wird durch RS232 bei jedem Satzwechsel entsprechend einem vorbestimmten
Protokoll übertragen.
Wenn das Feld unmittelbar nach der Achsenbezeichnung nicht programmiert ist, so ist
X -SOLL- ein absoluter zu erreichender Wert.
Ist dieses Feld mit 1 programmiert, wird die
Bewegung von X relativ zur letzten Position
ausgeführt.
Diese Bewegung erfolgt so oft wie unter CY__
programmiert.
Es ist unzulässig im Satz Nr 1 eine Bewegung
von X mit Relativwert zu programmieren (die
DNC würde in diesem Fall eine Fehlermeldung
ausgeben).
Wenn das Feld mit 2 programmiert ist, wird
die Achse zuerst auf 0,0 gestellt und erst dann
wird eine absolute Positionierung mit dem
programmierten Wert ausgeführt.
Geschwindigkeitsfaktor (0->99%,
unbestimmt = 100%)
KOR
JS__ J für Jump und S für Sequenz.
MAL/Ist
Dieses Feld gibt die Summe der konstanten
und variablen Korrekturen des angezeigten
Satzes.
Dieses Feld erlaubt beim Übergang auf den
nächsten Satz eine Anzahl Sätze zu überspringen. Die in JS progra mmierte Nummer
bezeichnet den nächsten auszuführenden Satz.
Das erste Feld bestimmt die Anzahl Ausführungen des unter JS bezeichneten
Satzsprunges.
Das Feld Ist zeigt an, wie oft der Sprung schon
ausgeführt worden ist.
: Die Programmierung des Feldes JS
Nota
ohne Bestimmung der Anzahl der
Sprünge hat einen unbedingten Sprung
auf den vorgesehenen Satz zur Folge.
Meistens wird man im Feld JS einen
vor dem laufenden Satz stehenden Satz
programmieren.
Analog zu CY, der eine Wiederholung
eines Satzes gestattet, erlaubt JS die
Wiederholung einer Satzgruppe. Dies
kann sehr nützlich sein, um eine
Produktion mit geringem Lagerbestand
zu erzielen.
SEITE 30 BEDIENUNGSANLEITUNG DNC 60 G16
Page 39

Beispiel: N JS MAL
____________________
1 __ __
2 __ __
3 __ __
4 2 2
5 __ __
6 1 2
7 9 __
8 __ __
9 __ __
Ablauf des Zyklus:
Bemerkung: Im obenstehenden Beispiel kann festgestellt werden, dass der Satz Nr. 8 nie
ausgeführt wird (unbedingter Sprung).
Q__ Das Feld Q -SOLL- entspricht der auszu-
führenden Stückzahl.
Der Zähler Q -IST- muss aktiviert werden
durch Eingabe von 0 oder der Anzahl der
bereits ausgeführten Produkte.
Der Zähler funktioniert nicht bei leerem Feld.
Wenn Q -IST- den Wert von Q -SOLL-
erreicht hat, wird ein 24V-Signal ausgegeben.
DIE BILDSCHIRMSEITEN SEITE 31
Page 40

O
U
BESTIMMUNG DES ARBEITSZYKLUS
Die Programmierung der nachstehenden Felder bestimmt den
Arbeitszyklustyp, der für die laufende Sequenz gewählt wird.
Ohne Schneiden__
Rueck
Besaeum.
Schn. Länge
Schnittspalt (HF1)
Schnitt (HF2)
Arbeitszyklus ohne Ausführung eines Schnittes.
Steht in diesem Feld kein Wert, so wird ein
Rückzug ausgeführt. Wird das Feld mit 0 programmiert, so erfolgt kein Rückzug. In allen
anderen Fällen wird der Rückzug durchgeführt.
Die Programmierung dieses Feldes gibt am
Anfang des Satzes ein 24 V-Signal aus für die
Steuerung der Öffnung der Schrottablassklappe.
Dieses Feld wird nur angezeigt, wenn die
Maschine mit der Funktion "Schnittlänge"
ausgerüstet ist.
Die Schnittlänge ist die Länge, auf welcher
sich die beiden Messer kreuzen. (Abb. 3)
Die Programmierung dieses Feldes bewirkt die
automatische Berechnung des UT.
Ist dieses Feld nicht programmiert, wird auf
der totalen Länge der Maschine geschnitten.
Spalt zwischen den beiden Messern (in 1/100
mm), entprechend Blechstärke und Material.
Dieser Parameter ist ein Abstand, der dem
programmierten Winkel entspricht.
Der in diesem Feld berechnete Wert entspricht
dem vertikalen Abstand (in mm) zwischen den
beiden Endpunkten des oberen Messers (Abb.3).
Co
UT (HF3)
OT
UT
Oberes
Messer
Schnittbreite
Schnitt-
länge
Schnitttiefe.
Der für dieses Feld berechnete Wert entspricht
dem Abstand (in mm) zwischen dem rechten
Ende des oberen Messers und dem unteren
Messer.
OT
Schnittwinkel
Blech
Unteres
Messer
UT
Abb. 3
SEITE 32 BEDIENUNGSANLEITUNG DNC 60 G16
Page 41

SATZ-SEITE (GROSSSCHRIFT), PROGRAMMIERUNG
Taste .
P 0 N 1 CY__
STOP
M ALU1 2.00
X3 _ 100.0 V__%
1000
JS__x__ Q _____
Zyklus:Ohne Schn. _
Rueck _ Besaeum. _
Diese Seite wurde geschaffen, um die Produktprogrammierung maximal zu
erleichtern.
Wahl P (Produkt-Nr.)
Gegebenenfalls CY (Anzahl Wiederholungen)
Wahl Material
Wahl Stärke
Wahl Länge
Wahl Geschwindigkeit
Wahl Schnittlänge
Gegebenenfalls JS__x__ (Satzsprung und Anzahl
Sprungwiederholungen)
Wahl Anzahl
Gegebenenfalls: - Ohne Schneiden
- Rückzug
- Besäumen
DIE BILDSCHIRMSEITEN SEITE 33
Page 42

SATZ-SEITE (GROSSSCHRIFT), ARBEIT
Taste
P 0 N 1 CY__
STOP
M ALU1 2.00
X3
_ 100.0
99.8
1000
JS__x__/__
Q _____/_____
Diese Seite wird durchgesetzt, sobald man in den Zyklus einsteigt.
Sie wurde erstellt, um den Zustand der Maschine während der Arbeit
anzuzeigen.
Im Gegensatz zur Seite Programmierung
Die korrekte Position der Achse unter dem programmierten Mass.
Auf CY: die Anzahl der schon ausgeführten Wiederholungen.
Auf JS__x__: die Anzahl der schon ausgeführten
Sprungwiederholungen
Auf Q: die Anzahl der schon ausgeführten Produkte.
hat man hier vor allem:
SEITE 34 BEDIENUNGSANLEITUNG DNC 60 G16
Page 43

KORREKTUR-SEITE
Taste
Diese Seite zeigt die Korrekturen an.
.
PRODUKT 4 N 1 STOP
PLAN
--KORREKTUREN--
KONSTANT VARIABEL --SOLL--
X3 _ __._ __._ 200.0
KONSTANT
VARIABEL
NB
: Das resultierende Positionsmass wird in der Spalte -SOLL- angezeigt.
Korrekturen, die alle Sätze beeinflussen.
Wirken nur auf die Sätze, in welchen sie
programmiert worden sind.
DIE BILDSCHIRMSEITEN SEITE 35
Page 44

ACHSEN-NULLPUNKT
Wahl 6 des Hauptmenüs.
Diese Seite dient zur Eingabe oder Änderung des Nullpunktes der
Hauptachse (X3).
PRODUKT 4 STOP
NULLPUNKT HAUPTACHSEN
X3 100.0
100.0
Den Cursor auf das Feld der gewünschten Achse setzen.
Den gewünschten Wert programmieren.
Darauf das Feld mit dem Cursor verlassen (
den eingegebenen Wert zu bestätigen.
Dieser Wert wird in das entsprechende Feld -IST- übertragen.
Die Taste
bewirkt das Anzeigen der Hilfsachsen (X4/X5/X6).
oder ), um
SEITE 36 BEDIENUNGSANLEITUNG DNC 60 G16
Page 45

MASCHINENPARAMETER
Wahl 7 des Hauptmenüs.
Diese Seiten dienen zur Einstellung Ihrer Maschine.
MASCHINENPARAMETER -02-
X1:X1 X2:X2
10 Geschw Position. ____.__ ____.__
11 Geschw Endstufe __.__ __.__
12 Geschw Indexierung ____.__ ____.__
13 Geschw Hand Langsam ___.__ ___.__
14 Geschw H. Schnell ____.__ ____.__
15 Spannung Voreinst __.___ __.___
16 Spann. max Begrenz. _.___ _.___
17 Spann. min Betrieb. _.___ _ ___
18 Spannung Offset __.___ __.___
19 Verh SP/SN (%) __ __
20 Max Folgefehler __.__ __.__
21 Zeit Geberüberw. _.___ _.___
22 Verst Proportional _____ _____
Der Aufruf dieser Seiten von der Menüseite aus erlaubt die Anzeige der
Parameter, aber nicht deren Änderung.
Es wird dringend empfohlen, diese Werte nicht zu ändern, oder nur nach
Rücksprache mit dem Hersteller, der Firma CYBELEC oder einem ihrer
Vertreter.
Überdies raten wir Ihnen, diese Daten schriftlich aufzubewahren, damit
jeder Techniker die Ursprungswerte nötigenfalls wieder programmieren
kann.
DIE BILDSCHIRMSEITEN SEITE 37
Page 46

Diese Seite wurde absichtlich leer gelassen.
SEITE 38 BEDIENUNGSANLEITUNG DNC 60 G16
Page 47

PROGRAMMIERUNG
ARBEITSVORGANG
Eingabe der Daten
Probestücke
Eventuelle Korrekturen am Produkt mittels KORREKTUR-Seite
Speicherung des Produktes (optional)
Ausführung der Produkte
LÖSCHEN DES ARBEITSSPEICHERS
Bevor ein neues Programm in den Arbeitsspeicher eingegeben wird,
ist es besser, dessen Inhalt zu löschen
DNC in Modus Programmierung, Taste .
Satzseite wählen, Taste .
Cursor mittels Taste oder auf das Feld N setzen.
Wert 99 eingeben.
Löschtaste drücken.
Im interaktiven Feld oben rechts auf dem Bildschirm erscheint die
Meldung FREI und die Satznummer N zeigt den Wert 1.
Die DNC zeigt im Feld Material M das erste, in den Maschinen-
parametern definierte Material an und im Feld Stärke seine
voreingestellte Stärke.
PROGRAMMIERUNG EINES SATZES
.
Cursor mittels Tasten oder auf das nächste
programmierbare Feld setzen
Gewünschten Wert eingeben und das Feld verlassen ( )
zur Bestätigung des eingegeben Wertes.
Gehen Sie zum nächsten Feld weiter, usw.
PROGRAMMIERUNG SEITE 39
.
Page 48

ERSTELLEN EINES ZWEITEN (ODER BELIEBIGEN) SATZES
Das Aufleuchten der Taste heisst, dass es sich um den letzten
Satz des Programmes handelt. Um einen weiteren Satz am Ende des
Programmes zu erstellen, drücken Sie die Taste
Die DNC zeigt dann im interaktiven Feld die Meldung KOPIE an.
Der Wert im Feld N wird um 1 Einheit erhöht.
Die DNC hat einen Satz geschaffen, der identisch ist mit dem
vorherigen (Kopie). Es können jetzt einfach die gewünschten Werte
geändert werden.
usw. für alle weiteren Sätze.
Nun ist es bereits möglich, das Produkt in der Betriebsart
direkt im Modus
Das Produkt trägt noch keine Produktnummer. Diese wird erst unmittelbar
vor der Speicherung dieses Produktes im Internspeicher eingegeben (siehe
weiter unten im Abschnitt Speicherung und Abruf von Programmen im
Internspeicher).
SUCHEN EINES SATZES
.
oder sogar
zu prüfen und Korrekturen vorzunehmen.
Stellen Sie den Cursor auf das Feld N.
Geben Sie die Nummer des zu suchenden Satzes ein.
Drücken Sie die Taste .
LÖSCHEN EINES SATZES
Stellen Sie den Cursor auf das Feld N.
Geben Sie die Nummer des zu löschenden Satzes ein.
Drücken Sie , dann .
Dieser Vorgang bewirkt das automatische Zusammenrücken der Sätze
dieses Produktes.
SEITE 40 BEDIENUNGSANLEITUNG DNC 60 G16
Page 49

EINFÜGEN EINES SATZES
Das Einfügen eines Satzes bewirkt automatisch dessen entsprechende
Neunumerierung.
Wählen Sie den Satz, der vor der Einfügung stehen wird
(
Stellen Sie den Cursor auf das Feld N.
Drücken Sie die Taste .
Die DNC kopiert den aktuellen Satz und fügt diesen an der nächsten
Position ein. Jetzt können die gewünschten Daten geändert werden.
...).
Einfügen eines Satzes durch Übertragung eines existierenden Satzes:
Suchen Sie den zu übertragenden und einzufügenden Satz.
Stellen Sie den Cursor auf das Feld N.
Geben Sie die Nummer des Satzes, der unmittelbar vor dem
einzufügenden Satz stehen soll, ein.
Drücken Sie die Taste .
ÜBERSPRINGEN EINES SATZES
CY mit Wert 0 programmieren.
WIEDERHOLUNG EINES SATZES
Programmieren Sie die Anzahl der Ausführungen im Feld CY.
Wird dieses Feld nicht programmiert, so wird der Satz einmal
ausgeführt
(identisch mit Y = 1).
WIEDERHOLUNG EINER SATZGRUPPE
Programmieren Sie im Feld JS des letzten Satzes der Gruppe die
Satznummer des ersten Satzes der Gruppe. Geben Sie im Feld MAL
die Anzahl der gewünschten Wiederholungen, minus 1, ein.
PROGRAMMIERUNG SEITE 41
Page 50

SPEICHERUNG UND ABRUF VON PROGRAMMEN IM INTERNSPEICHER
Suche, Speicherung und Löschung von Produkten sind nur in Betriebsart
ausführbar.
Das betroffene Feld ist das Feld PRODUKT, welches sich bei den meisten
Seiten oben links befindet.
Wenn dieses Feld angezeigt wird, sind die Operationen der Produktsuche, -speicherung und -löschung direkt von der genannten Seite aus
durchführbar.
Die Nummer, unter der das Produkt gespeichert wird, muss vor dem Drücken
der Taste
Im gegenteiligen Fall zeigt das Feld, wenn es vom Cursor verlassen wird,
den vorhergehenden Wert an.
Alle anderen Daten müssen vor der Speicherung eingegeben werden.
ins Feld PRODUKT eingegeben werden.
SPEICHERUNG EINES PRODUKTES
Wenn die Programmierung des Produktes beendet ist, kann sie für einen
zukünftigen Gebrauch gespeichert werden.
Eine nicht verwendete Produkt-Nr. wählen.
Den Cursor auf das Feld PRODUKT stellen, die gewählte Nummer
programmieren, und die Taste
Das Dialogfeld zeigt SPEICHERT an, wenn die Operation korrekt
erfolgt ist.
Wenn die Bemerkung EXISTIERT erscheint, zeigt dies an, dass die
ausgewählte Nummer schon für ein anderes Programm verwendet
wird.
In diesem Fall ist eine andere Nummer zu wählen.
drücken.
AUFRUF EINES PRODUKTES IM INTERNSPEICHER
Den Cursor auf das Feld PRODUKT stellen, die Nummer des zu
suchenden Produktes eingeben, dann
Im Augenblick der Operation ersetzt das aufgerufene Programm automatisch das im Arbeitsspeicher vorhandene Programm.
Letzteres kann nur wiedergewonnen werden, wenn es vorher im
Internspeicher abgelegt wurde.
SEITE 42 BEDIENUNGSANLEITUNG DNC 60 G16
drücken.
Page 51

LÖSCHEN EINES PRODUKTES IM INTERNSPEICHER
Den Cursor auf das Feld PRODUKT stellen, die Nummer des zu
löschenden Produktes eingeben, dann
Das Dialogfeld zeigt GELÖSCHT an. Falls das Produkt nicht
existiert, so wird die Meldung IGNORIERT angezeigt.
drücken.
LÖSCHEN DES GESAMTEN INTERNSPEICHERS
Den Cursor auf das Feld PRODUKT stellen.
999 eingeben.
Taste
Das Dialogfeld zeigt GELÖSCHT an.
drücken.
ÄNDERUNG EINES PRODUKTES IM INTERNSPEICHER
Wenn ein schon gespeichertes Programm geändert werden soll, ist es in den
Arbeitsspeicher abzurufen, zu ändern, das alte Programm ist zu löschen und
das korrigierte Programm neu zu speichern.
Es wird wie folgt verfahren:
Das zu korrigierende Programm durch Platzieren des Cursors auf das
Feld PRODUKT aufrufen, die Nummer eingeben, dann
drücken.
Das Programm abändern.
Das alte Programm löschen, indem man den Cursor auf das Feld
PRODUKT stellt und
Dann das neue Programm durch Drücken von
drückt.
eingeben.
PROGRAMMIERUNG SEITE 43
Page 52

Diese Seite wurde absichtlich leer gelassen.
SEITE 44 BEDIENUNGSANLEITUNG DNC 60 G16
Page 53

DIE INITIALISIERUNGSSEITE
Diese Seite kann erscheinen, wenn eine Berechnung wegen
unprogrammierten oder unrichtigen Daten unmöglich ist.
Sie kann auch im Falle von Verunreinigung einer Speicherzone erscheinen,
was ebenfalls unmögliche Berechnungen zur Folge haben kann.
GRUNDEINGABE DNC 60 G
-----------
--SPEICHERZONE--
_ Löschen der Zone Variablen
_ Löschen der Zone Maschinenparameter
_ Löschen der Zone Übertragung RS232
AUSFÜHRUNGSCODE ___
Es kann auch notwendig sein, diese Seite absichtlich erscheinen zu lassen,
um die Daten der DNC vollständig zu leeren und die Programmierung auf
einer "sauberen" Basis neu zu beginnen.
Um die Initialisierungsseite erscheinen zu lassen wird folgendermassen
vorgegangen:
Einschalten der Maschine, indem die Tasten
werden.
Bei unerwartetem Erscheinen der Init-Seite verfahren Sie wie folgt:
Wenn Punkt 1 keine normale Situation herstellt, versuchen Sie den nächsten
Punkt, usw.
Die folgenden Arbeitsgänge löschen sukzessive alle Daten in den gewählten
Speichern.
Es ist daher ratsam, die Daten wieder neu einzugeben.
1) Drücken Sie 2 Mal die Taste
2) Geben Sie ein:
Den Wert
und den Wert
1 im Feld Löschen der Zone Variablen
.
817 im Feld AUSFÜHRUNGSCODE.
und gedrückt
Drücken Sie die Taste
Drücken Sie 2 Mal die Taste
INITIALISIERUNGSSEITE SEITE 45
.
.
Page 54

3) Geben Sie ein:
den Wert
den Wert
und den Wert
1 im Feld Löschen der Zone Variablen,
1 im Feld Löschen der Zone Maschinenparameter
817 im Feld AUSFÜHRUNGSCODE.
Drücken Sie die Taste
Drücken Sie 2 Mal die Taste
4) Geben Sie ein:
den Wert
den Wert
den Wert
und den Wert
Drücken Sie die Taste
Drücken Sie 2 Mal die Taste
Das Löschen der Maschinenparameter entfernt ebenfalls die ganze
Konfiguration der durch den Bediener definierten Ein- und Ausgänge.
Es empfiehlt sich deshalb, die DNC 60 vor der nächsten Anwendung wieder
neu zu konfigurieren.
1 im Feld Löschen der Zone Variablen,
1 im Feld Löschen der Zone Maschinenparameter,
1 im Feld Löschen der Zone Übertragung RS232
817 im Feld AUSFÜHRUNGSCODE.
.
.
.
.
Achtung: Wenn Sie ein externes System für die Wiedereingabe der Daten
anwenden (LINK 7000, CYBACK via RS232) und das Problem andauert,
müssen die mittels dieses Systems neu eingegebenen Informationen
angezweifelt werden.
Das Beste in diesem Fall ist, den ganzen Inhalt der DNC wieder zu löschen
und die DNC manuell über die Tastatur (nicht über die RS232-Linie) neu zu
programmieren.
SEITE 46 BEDIENUNGSANLEITUNG DNC 60 G16
Page 55

FUNKTIONALITÄTEN
BETRIEBSART AUSHAUEN
Die Betriebsart Aushauen ermöglicht, in aufeinanderfolgenden Ansätzen zu
schneiden ohne Aufwärtsbewegung des Messers, typisch für das Schneiden
von für rechteckige Formen bestimmte Keile oder Plattenabschnitte.
Die Betriebsart Aushauen ist nur im Halbautomatik-Modus aktiv, ausgehend
von Schlüssel auf 1 und dem Cursor auf das Feld Schnitt-BREITE zeigend
in den SATZ- oder EASYCUT-Seiten.
Wird das Pedal losgelassen, wird der Ausgang Schnittfreigabe desaktiviert
(der Druck ebenfalls, wenn sich HF6 im Druck-Modus befindet), das Messer
hält an und die Meldung AUSHAUEN erscheint. Sobald das Pedal wieder
aktiviert wird, reaktiviert sich auch die Schnittfreigabe und das Messer
fährt seinen Abwärtsgang fort, usw.
Sobald der UT erreicht ist, fährt das Messer wieder normal hoch. In diesem
Augenblick verlässt man die Betriebsart Aushauen und die Meldung
AUSHAUEN verschwindet.
Um das Messer vor Erreichen des UT wieder hochzufahren genügt es, eine
der manuellen Tasten
verlässt man die Betriebsart Aushauen und die Meldung AUSHAUEN
verschwindet.
oder zu drücken. In diesem Augenblick
AUSGANG MESSER AUFWÄRTS
Dieser Ausgang ist nicht vorbesetzt für den Betrieb konfiguriert, sondern
muss durch den Anwender konfiguriert werden. Man denkt dabei daran, die
Kabellogik, welche sich normalerweise zum Hochfahren des Messers im
elektrischen Schrank befindet, entfernen zu können.
Dieser Ausgang wird aktiviert:
Bei jedem START oder Pedaldruck, wenn sich das Messer nicht am
OT Max befindet.
Jedes Mal wenn das Messer schon niedergefahren ist und wieder
hochgefahren werden muss, nämlich:
- Im Normalbetrieb am Schnittende,
- Bei einem STOP während des Niederfahrens des Messers,
- Bei einem Zwischenfall im Laufe des Zyklus.
Dieser Ausgang wird desaktiviert sobald das Messer wieder hochgefahren
ist, also an der aufsteigenden Front des Eingangs OT Max.
FUNKTIONALITÄTEN SEITE 47
Page 56

VERSCHIEBUNG BLECHNULLPUNKT
Diese Funktionalität erlaubt das Ausschneiden von Blechen an irgendeiner
Stelle auf der Maschinenbreite.
Das in den Seiten P und EASYCUT programmierte Feld VERSCH stellt
den Abstand zwischen dem linken Maschinenrand und dem Blech dar.
Der OT und der UT werden in Abhängigkeit des VERSCH-Wertes neu
berechnet.
Berechnungsformel:
Berechnungsformel:
VERSCH
UT = (P50 – Blechlänge – VERSCH) ·
tg
OT = (P50 – VERSCH) * tg
Blechlänge
+ E
OT
UT
SEITE 48 BEDIENUNGSANLEITUNG DNC 60 G16
P50
Page 57

ÜBERTRAGUNG
Die Übertragung auf einen PC mittels einer seriellen Leitung setzt voraus,
dass die DNC 60 mit der Option RS232 ausgestattet ist.
Backup Der PC muss mit der Datensicherungssoftware CYBACK ausgerüstet sein.
CYBACK erlaubt, ein Backup der Daten der DNC zu machen, ohne dabei
auf die Daten auf PC-Ebene einzugreifen.
Aktualisierung Einfach, praktisch und sehr schnell, vereinfacht diese Möglichkeit im
Bedarfsfall die Aktualisierung der DNC-Software im FLASH-Speicher.
Der PC muss mit der Aktualisierungs-Software ausgerüstet sein.
Die Seite ÜBERTRAGUNG DNC <–> PC via Hauptmenü aufrufen.
DNC <-> PC STATUS STOP
ÜBERTRAGUNG _ 1 DNC --> PC
2 PC --> DNC
3,4 TEST VERBIND 1 2
7 FLASH
8 EXT TASTATUR
10 ARDIS-ANSCHLUSS
WAHL _ 1 PRODUKTE
4 PARAMETER
6 PRODUKTE N°
__ ( )
__ ( )
__ ( )
Wer befiehlt ? Diese Seite wird nur verwendet, um den Übertragungstyp zu initialisieren.
Es ist nicht möglich, die Übertragung von der DNC aus zu starten, dies wird
immer vom PC aus geschehen.
ÜBERTRAGUNG Erlaubt, den Typ der Übertragung auszuwählen.
DNC PC Initialisiert die Übertragung PC-DNC. Es kann
beliebig Modus 1 oder 2 gewählt werden.
TEST VERBIND Wählt den Test-Modus der seriellen Anschlüsse
aus. Siehe nächstes Kapitel.
FLASH Bereitet die DNC auf den Empfang einer
Aktualisierung vor.
EXT TASTATUR Sezt die DNC in Modus externes Terminal.
Siehe betreffendes Kapitel.
ARDIS-ANSCHLUSS Sendet die zum Schneiden benötigten Werte via
RS232 an die DNC.
WAHL Dieses Feld erlaubt, die zu übertragenden
Objekte zu bestimmen.
Im Fall der Option 6 PRODUKTE N°, müssen
in den letzten Feldern der Seite die Nummern der
zu übertragenden Produkte eingegeben werden.
ÜBERTRAGUNG SEITE 49
Page 58

TESTS DER SERIELLEN ANSCHLÜSSE
Die 2 seriellen Anschlüsse der DNC 60 sind die SUB-D 9P, Stecker J5 und
J6.
Eingeben und überprüfen, ob die Übertragungsparameter
programmiert sind, wie folgt:
PARAMETER RS232 / DIVERS
. . .
–- COMPUTER VERBINDUNG –106 BAUD RATE 4800 STOP 1.0
PARITY ODD(1) EVEN(2) _ BITS 8
PROTOCOLE _ BCC ___
Einen Teststecker auf dem Stecker der zu prüfenden RS232-
Verbindung anbringen.
Die Taste
Die Meldung RUN muss blinken.
Um den Test abzubrechen, Taste
Wenn Sie auch das Kabel zu testen wünschen:
Das Übertragungskabel an der DNC anschliessen und einen
kurzschliessenden Stecker am anderen Ende des zu prüfenden Kabels
anbringen.
drücken, um den Test zu starten.
(STOP) drücken.
Teststecker
Pin 2 (RXD) verbunden mit Pin 3 (TXD)
Pin 4 (DTR) verbunden mit Pin 6 (DSR)
Pin 7 (RTS) verbunden mit Pin 8 (CTS)
SEITE 50 BEDIENUNGSANLEITUNG DNC 60 G16
Page 59

CYBACK
RS 232-Übertragungskabel
Shield: connection on the metallic hood
Blindage: connexion sur le capot métallique
Abschirmung: Anschluss an Metallhülse
Für dieses Programm muss das RS-Kabel am RS232-Anschluss des Steckers
J5 angeschlossen sein.
Die Übertragungsparameter müssen auf der DNC mit den gleichen Werten
programmiert sein wie für den Test der seriellen Anschlüsse (siehe obiger
Paragraph). Diese gleichen Werte müssen auf dem PC programmiert sein.
Wenn die Übertragung mit 4800 Baud läuft, können Sie versuchen, die
Übertragungsgeschwindigkeit auf 9600 Baud zu erhöhen.
Die RS 232-Norm gibt als Grenze 15 m an. Wird ein grösserer Abstand
angewendet, kann dies eine schlechte Übertragung zur Folge haben. Die
Übertragungsgeschwindigkeit muss dann vermindert werden.
Erinnerung: Der Übertragungsbefehl kann nur von PC-Seite aus gegeben
werden.
Um die serielle Übertragung mit CYBACK zu ermöglichen:
Gehen Sie in den Programmierungsmodus über.
Rufen Sie die Seite ÜBERTRAGUNG DNC <–> PC auf.
Geben Sie 2 ein im Feld ÜBERTRAGUNG.
Drücken Sie die Taste
Die Anzeige meldet STATUS RS232.
Programmierungsmodus Ab diesem Moment kann die DNC vom PC aus gesandte Daten empfangen,
vorausgesetzt, die DNC befindet sich im Programmierungsmodus.
In den anderen Modi (Automatisch, Halbautomatisch oder Manuell)
antwortet die DNC nicht, die Übertragung ist nicht akzeptiert.
Der Bediener kann die DNC während der Übertragung auf irgendeiner Seite
lassen. Es ist nicht erforderlich, die Seite Übertragung anzuzeigen.
Der Übertragungsmodus bleibt gespeichert, selbst wenn die DNC nicht unter
Spannung ist. Er muss neu programmiert werden, wenn der Modus geändert
wurde (zum Beispiel FLASH).
.
ÜBERTRAGUNG SEITE 51
Page 60

Diese Seite wurde absichtlich leer gelassen.
SEITE 52 BEDIENUNGSANLEITUNG DNC 60 G16
Page 61

SCHUTZ DER ZUGRIFFSEBENEN
ALLGEMEINE INFORMATION
Je nach Version kann die DNC 60 mit einem physischen 4 PositionenSchlüssel ausgerüstet sein, oder nicht.
Die Schutzebenen 0-1-2 und 3 bestehen jedoch weiterhin.
Für den Fall wo der physische Schlüssel nicht existiert, erfolgt der Zugriff
über ein Passwort.
ACHTUNG
Maschinenparameter auf ihre Grundwerte zurückgesetzt (817 auf Seite INIT
und Wahl Init Masch Par = 1).
Wir werden also in diesem Handbuch immer von einer (virtuellen)
Schlüsselposition sprechen, wie z.B.: "Stellung des Schlüssels auf 3".
Ebenen Es bestehen 4 Zugriffsebenen, von 0 bis 3.
0 = Programmierung untersagt.
1 = Erstellung, Korrektur, Änderung, Speichern, Löschen, Übertragen
2 = Erstellung, Korrektur, Änderung, Speichern, Löschen, Übertragen
3 = Programmierung, Änderung und Übertragen der
Zugriff Man gelangt in diese Ebenen durch Drücken der Tasten
loslassen).
Die Schlüsselposition wird in Form einer Nummer oben rechts im Bildschirm
angezeigt (nach dem interaktiven Feld).
Beim Übergang in eine nicht erlaubte Ebene, wird eine Änderung des
Passwortes verlangt.
Sobald das Passwort eingegeben ist, kann man in den unteren oder gleich der
erlaubten Ebenen herum "navigieren" ohne das Passwort neu einzugeben.
Der Übergang in Ebene 0 bewirkt, dass die Passwortabfrage neu initialisiert
wird.
: diese Passwörter werden bei jeder Initialisierung der
eines (oder mehrerer) Produkte(s).
der Werkzeuge.
Maschinenparameter.
+ oder . (Die Taste 0-3 vor der Stop-Taste
Anwender Verschiedene Anwender sind vorbestimmt. Ein Anwender ist nicht eine
physische Person im eigentlichen Sinne, sondern es können dies z.B. alle
Bediener sein, die befugt sind, auf der Maschine zu arbeiten.
Jeder vorbestimmte Anwender besitzt sein eigenes Passwort und eine
Höchstebene, die er erreichen kann. Siehe Tabelle der Anwender, Zugriff und
Passwörter weiter unten.
Passwort Gewisse Anwender können ihr eigenes Passwort ändern. Bei anderen
hingegen kann es nur durch einen Anwender geändert werden, der einen
höherstehenden Zutritt hat.
Passwortverlust Bei Passwortverlust muss ein Anwender einer höheren Ebene das Passwort
neu programmieren.
SCHUTZ DER ZUGRIFFSEBENEN SEITE 53
Page 62

DIE ANWENDER
Tabelle der Anwender, Zugriff und Passwörter.
Ebene Namen der
vorbestimmten
Anwender
1
2
3
4 WSSUPER OK OK 3 817 Werkstattchef beim
5 MACHMAN NO OK 3 Diensttechniker des
6 MACHMAN0 OK OK 3 Verantwortlicher der
Ein vorbestimmter Anwender kann mehreren Personen "gegeben" werden. Ebene 1 (EUL 1) zum
Beispiel an alle Personen, die Zugriff auf die Maschine haben.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Ändern des
persönlichen
Passwortes
Ändern der
Passwörter
der Unter-
geordneten
Ebene
virtueller
Schlüssel
1
2
3
Vorbesetztes
Passwort
111 Bediener mit Zugriffs-
222 Bediener mit Zugriffs-
333 Bediener mit Zugriffs-
Anwender normalerweise
zugeteilt an:
erlaubnis auf Ebene 1
erlaubnis auf Ebene 2
erlaubnis auf Ebene 3
Maschinenanwender
Maschinenherstellers
Techniker beim
Maschinenhersteller
Es wird empfohlen, nach dem Einbau der Maschine das vorbesetzte Passwort von Ebene 4 (WSSUPER
Workshop supervisor = Werkstattchef) und von Ebene 3 (EUL3 Bediener mit Zugriffserlaubnis auf
Ebene 3) zu ändern, denn die Passwörter befinden sich in diesem Handbuch.
SEITE 54 BEDIENUNGSANLEITUNG DNC 60 G16
Page 63

ZUGRIFF ÜBER PASSWORT
Beim Starten der Software befindet sich der virtuelle Schlüssel immer auf 0.
Die gewünschte Ebene mittels einer der Kombinationen
, oder wählen.
Die Meldung WERT ? erschein t.
Das Passwort eingeben und Taste
Die Meldung OK und die gewählte Ebene werden angezeigt, wenn
das Passwort akzeptiert ist, oder KO, wenn es verweigert worden ist.
Hat er die Berechtigung einmal erlangt, kann der Bediener zwischen den ihm
erlaubten Ebenen wechseln, ohne dass die Passwortabfrage neu erscheint.
Zum Beispiel kann ein Anwender mit Zugriff auf Ebene 3 sich zwischen den
Ebenen 1, 2 und 3 bewegen, ohne sein Passwort neu eingeben zu müssen.
Wenn Ebene 0 aktiviert ist, wird beim Zugriff auf irgendeine der Ebenen die
Passworteingabe neu verlangt.
Diese Aufforderung wird ebenfalls erscheinen, wenn der Anwender in eine
höhere Ebene übergeht (von 0 auf 1, von 1 auf 2, von 2 auf 3, usw.) und er
dazu keine Zugriffsberechtigung hat.
Ratschlag Wenn Sie auf Ebene 3 übergangen sind, gehen Sie nach Ihrer Intervention
auf Ebene 0. Damit wird vermieden, aus Versehen unerwünschte
Änderungen zu machen.
drücken, um es zu bestätigen.
+
SCHUTZ DER ZUGRIFFSEBENEN SEITE 55
Page 64

ZUGRIFF AUF EBENEN HÖHER ALS 3
Gewisse Anwender haben Zugriff auf Ebenen höher als 3, was ihnen unter
anderem erlaubt, die Passwörter zu ändern.
Um die Berechtigungen zu kennen, siehe Tabelle der Anwender, Zugriff und
Passwörter.
Die Tastenkombination
Die Meldung EBENE ? erschein t.
Die gewünschte Ebene eingeben.
Die Meldung WERT ? erschein t.
Das der gewünschten Ebene entsprechende Passwort eingeben und
mit Taste
Die DNC begibt sich auf Ebene 1. Der Bediener kann sich zwischen
den Ebenen 1 und 3 bewegen, ohne sein Passwort neu eingeben zu
müssen.
Wenn es ihm seine Zugriffsebene erlaubt, kann er die Prozedur der
Passwortänderung aufrufen (siehe nächsten Abschnitt).
Am Ende der Intervention nicht vergessen, auf Ebene 0 zu gehen um
die laufende Ebene zu verlassen.
bestätigen.
+ drücken.
SEITE 56 BEDIENUNGSANLEITUNG DNC 60 G16
Page 65

PASSWORT ÄNDERN
Es ist möglich, die zugeteilten vorgegebenen Passwörter zu ändern.
Gewisse Anwender können dies für sich selbst tun, andere nicht. Um die
Berechtigungen zu kennen, siehe Tabelle der Anwender, Zugriff und
Passwörter.
Um ein Passwort zu ändern:
Die Tastenkombination
Die Meldung EBENE ? erschein t.
Die gewünschte Ebene eingeben.
Die Meldung WERT ? erschein t.
Das der gewünschten Ebene entsprechende Passwort eingeben und
mit Taste
Dann die Tastenkombination
Die Meldung EBENE ? erschein t.
Die Ebene programmieren, in der man das Passwort zu ändern
wünscht. Die Meldung IGNORIER erscheint, wenn die verlangte
Ebene höher ist als die "gelogte". Andernfalls erscheint die Meldung
WERT ?.
Das gewünschte neue Passwort eingeben und mit Taste
bestätigen.
Die Meldung BESTÄTIGEN ersch eint.
Das neue Passwort nochmals eingeben und mit
bestätigen.
+ drücken.
+ wählen..
bestätigen.
Wenn die 2 Passwörter identisch sind, wird die Meldung OK
angezeigt.
Wenn die 2 Passwörter unterschiedlich sind, wird der Anwender
aufgefordert, beide Passwörter nochmals einzugeben, wobei die
Meldung WERT angezeigt wird.
Am Ende der Intervention nicht vergessen, auf Ebene 0 zu gehen um
die laufende Ebene zu verlassen.
SCHUTZ DER ZUGRIFFSEBENEN SEITE 57
Page 66

VERWALTUNG DER ZUGRIFFSEBENEN ÜBER
EXTERNEN
SCHLÜSSEL
Wenn die Anwendung des externen Schlüssels in den Maschinenparametern
definiert ist, werden die Zugriffsebenen durch den externen Schlüssel
verwaltet.
Die Passwörter sind nicht mehr aktiv.
Die Anwendung des externen Schlüssels ist definiert durch den Parameter
Schlüssel = 1 und durch Anwendung der Eingänge SCHLÜSSEL 0 und
SCHLÜSSEL 1.
Eingang
SCHLÜSSEL 0
OFF OFF
ON OFF
OFF ON
ON ON
Eingang
SCHLÜSSEL 1
Schlüssel
Pos.
0
1
2
3
SEITE 58 BEDIENUNGSANLEITUNG DNC 60 G16
Page 67

WARTUNG
BEI NICHT-FUNKTIONIEREN
ZUERST DURCHZUFÜHRENDE KONTROLLEN
Maschine aus- und wieder einschalten.
Programm kontrollieren (Sicherheiten).
Prüfen, ob sich die Achsen bei Handbetrieb bewegen.
Nachprüfen, ob die Maschinenparameter die Werte aufweisen, die Sie
bei der Inbetriebnahme aufgeschrieben haben.
Anspeisespannungen überprüfen (siehe technisches Handbuch).
Nachprüfen, ob die Tastatur funktioniert.
Nachprüfen, ob die Lichter an der Frontplatte aufleuchten.
MÖGLICHE SPEICHERVERUNREINIGUNG
Nachdem die obenstehenden Punkte kontrolliert sind, könnte angenommen
werden, dass einer der Speicher verunreinigt wurde. Um dieses Problem zu
lösen, gehen Sie wie folgt vor:
DNC abschalten
DNC wieder einschalten.
Die im Kapitel Die INITIALISIERUNGSSEITE enthaltenen
Anweisungen befolgen.
WARTUNG SEITE 59
Page 68

BEVOR SIE EINEN TECHNIKER RUFEN
Bereiten Sie die folgenden Informationen vor, bevor Sie einen Techniker
rufen:
Typ der Numerischen Steuerung.
Seriennummer der DNC.
Softwareversion der DNC.
Name des Maschinenherstellers.
Liste der Maschinenparameter (muss anlässlich des Anrufens
vorhanden sein).
Zustand der Numerischen Steuerung:
- welche Leuchtdioden leuchten ?
- welche Meldung steht in der Anzeige ?
Einzelheiten über eventuelle Gründe des Problems.
SEITE 60 BEDIENUNGSANLEITUNG DNC 60 G16
Page 69

SICHERHEITEN UND INTERAKTIVE MELDUNGEN
Bei jedem Betätigen der Tasten oder um in die MaschinenBetriebsarten einzudringen, werden die Sicherheiten geprüft, und bei jedem
Fehler wird der Zugang zu den Betriebsarten
Die DNC setzt die Betriebsart
betroffene Feld, und im interaktiven Feld erscheint die Meldung FEHLER.
Der Fehler muss korrigiert werden, und ein neuer Versuch muss gemacht
werden, um in die Betriebsart
Fehler bestehen, so wird der gleiche Vorgang wiederholt bis zur gänzlichen
Behebung aller Programmfehler.
durch; der Cursor setzt sich auf das
oder überzugehen. Falls weitere
DIE INTERAKTIVEN MELDUNGEN
<– BLECH
ABORT
Blech nicht mehr in den Zangen (bei
geschlossenen Zangen).
Blech in den Zangen eingeklemmt (bei offenen
Zangen).
Zeigt an, dass die Übertragung mittels der
STOP-Taste der DNC unterbrochen worden
ist.
oder verweigert.
ÄNDERN
AUSGEF.
BESTEHT
DNC <–> PC
ENDE
F.ACHSE
Erscheint, wenn der Bediener die DNC normal
programmiert.
Meldet, dass die DNC die Berechnung
(Korrekturen, Umrechnungen usw.) richtig
ausgeführt hat.
Erscheint in Betriebsart
Speicherung in der Kassette gewählte
Produktnummer dort schon existiert.
Bedeutet, dass eine Übertragung von einer
DNC aus in Richtung PC vorgenommen wird.
Erscheint in Betriebsart
wenn es sich um die letzte Sequenz des
Programmes handelt.
Meldet einen Folgefehler gegenüber dem
theoretischen Verlauf.
, wenn die für
oder ,
SICHERHEITEN UND MELDUNGEN SEITE 61
Page 70

F.MODE
F.N2X
FEHLER
Fehler ES
FREI
GELAGERT
Wenn die Übertragung von aussen zur DNC hin
erfolgt, besagt diese Meldung, dass die bei der
DNC eingetroffenen Daten nicht gültig, d.h.
unlesbar sind.
Fehler in N2X-Befehl.
Erscheint, wenn eine Berechnung unmöglich ist
oder die erlaubten Grenzen überschreitet.
Erscheint auch, wenn eine Sicherheit aktiv ist
und die Soll-Position einer Achse sich ausserhalb der erlaubten Grenzen befindet.
Auf diese Meldung erfolgt eine Rückkehr in die
Betriebsart
, und der Cursor stellt sich
automatisch auf das zu korrigierende Feld.
Meldet einen Fehler betreffend Endschalter.
Erscheint, in Betriebsart
, wenn der
Arbeitsspeicher leer ist (d.h. wenn keine
Sequenz programmiert ist).
Meldet, dass die Speicherung richtig ausgeführt
worden ist.
GELÖSCHT
Wird in Betriebsart
angezeigt, wenn ein
Produkt oder eine Sequenz mittels Taste
gelöscht wird.
GRENZE !
Diese Meldung erscheint, wenn die Berechnung
einer Scherenfunktion (Schnittspalt, Schnittwinkel, UT oder OT) die in den Maschinenparametern festgelegten Grenzwerte überschreitet. Die DNC schränkt den berechneten
Wert ein auf den in den Maschinenparametern
definierten Wert, und der Cursor setzt sich auf
das Feld der fehlerhaften Funktion.
IGNORIER
Wird angezeigt, wenn die aktivierte Taste nicht
gedrückt werden darf (oder kann).
INDEX
Maschine im Indexierungsvorgang.
INDEX Bezieht sicht auf Index Blech, wenn die
Längenberechnung automatisch ausgeführt wird.
I-Zone
Diese Meldung erscheint, wenn eine Achse sich
schon in einer Indexzone befindet und die N2XProgrammierung der betreffenden Achse ein
automatisches Verlassen dieser Indexzone
verhindert. In diesem Fall muss das N2XHandbuch, Parameter 25, konsultiert werden.
SEITE 62 BEDIENUNGSANLEITUNG DNC 60 G16
Page 71

K.PLATZ
KASSETTE
Keine24V
KOPIERT
LETZTE
Meldet, dass der Speicher "Produktliste" voll ist.
Meldet, dass die "Kassette" (interner Speicher):
- nicht initialisiert wurde
- verunreinigt ist
- das Format gewechselt hat (z.B. wenn die
Software-Version gewechselt wurde).
Es genügt dann, den internen Speicher zu
"reinigen" indem der Cursor auf Feld P gesetzt,
999 eingegeben und die Taste
gedrückt
wird.
Erscheint, sobald in der Steuerung die 24VVersorgung unterbrochen ist.
Wird in Betriebsart
angezeigt, wenn eine
neue Sequenz am Ende eines Programmes
mittels Taste
Erscheint in Betriebsart
geschaffen wurde.
, wenn die
angezeigte Sequenz die letzte des Produktes ist.
MaschPar
Zeigt an, dass ein N2X-Maschinenparameter
ungültig ist. Es muss das spezifische N2XHandbuch zu Rate gezogen werden.
NÄCHSTE
Erscheint bei aufeinanderfolgender Anzeige
(Taste
) der Sequenzen, die sich im
Arbeitsspeicher befinden (ausser bei Erreichen
der letzten Sequenz, wo ENDE angezeigt wird)
PauseN2X
Gibt an, dass die entsprechende Achse mittels
dem dafür festgelegten Eingang provisorisch
auf PAUSE gesetzt wurde.
PausZykl
Bei steigender Flanke wird der Maschinenzyklus angehalten (unterbrochen). Bei fallender
Flanke geht der Zyklus weiter.
PC <–> DNC
Bedeutet, dass eine Übertragung von einem PC
aus in Richtung DNC vorgenommen wird.
PositTol
Eine der Achsen ist ausserhalb der Toleranz.
Regler Teilt mit, dass das Eingangssignal Regler OK
nicht mehr vorhanden ist. Der Funktionszustand
des Reglers muss überprüft werden.
RESTORE !
Wird angezeigt, wenn das nächste Produkt von
aussen in die DNC geladen wird, zum Beispiel
von einem PC.
SICHERHEITEN UND MELDUNGEN SEITE 63
Page 72

RS232
Zeigt an, dass eine Übertragung im RS232Modus gewählt worden ist.
RUN
Meldet, dass die Übertragung richtig vor sich
geht. Die Meldung wird langsam blinkend
während der ganzen Übertragungszeit
angezeigt.
STOP
Gibt an, dass die Maschine durch Drücken der
Taste
an der Frontplatte angehalten
wurde.
StopZykl Gibt an, dass der Eingang /STOPZYKL
desaktiviert wurde. Die laufende Sequenz wird
beendet und die Maschine wartet auf einen
neuen START von der Frontplatte aus.
Synchro
Meldet ein Überschreiten des max. erlaubten
Abstandes (X1<–>X2).
TEACH OK Meldet, dass der TEACH-Vorgang richtig
ausgeführt worden ist.
TEST
Zeigt an, dass sich die DNC im Übertragungs-
TEST-Modus befindet.
TIME-OUT
UNAKTIV
UNDEF.
VOLL
VORIGE
Meldet, dass die DNC seit der Auslösung des
Übertragungsbefehls keine gültige Information
erhalten hat, und dass der Bediener wieder die
Befehlsgewalt übernimmt.
Meldet einen Versuch, in die Betriebsart
oder
überzugehen in einem Satz, dessen
CY auf 0 programmiert wurde.
Erscheint in Betriebsart
oder ,
wenn unvollständige Programmierung
Prüfberechnungen verunmöglicht und den
Übergang verbietet.
Wird in Betriebsart
angezeigt, wenn der
Arbeitsspeicher voll ist (kein Platz mehr für
eine weitere Sequenz).
Wie NÄCHSTE, aber mit Taste
.
ZWISCHEN
Meldet, dass die Einfügung richtig ausgeführt
worden ist.
SEITE 64 BEDIENUNGSANLEITUNG DNC 60 G16
Page 73

PRINT SCREEN AUF DEN DRUCKER (ODER IN ASCII-DATEI)
Die DNC 60 erlaubt, falls die Option RS232-Schnittstelle vorhanden ist, den
Inhalt eines Bildschirmes auszudrucken.
Dank einer Kopie auf Papier können so Informationen über Produkte,
Werkzeuge oder Maschinenparameter festgehalten werden.
Damit diese Informationen gedruckt werden können, muss ein serieller
Drucker (RS232) verwendet werden.
Die Übertragungsparameter der DNC 60 müssen entsprechend den
Anforderungen des Printers programmiert werden.
Baud rate: max. 4800
Bits: 7 oder 8
Stop bits: 1, 2 etc.
Parity: 1, oder nicht programmiert
Protokoll: In diesem Feld wird definiert, wie viele DNC-Seiten auf ein er
Printer-Seite gedruckt werden sollen. Nach der entsprechenden
Anzahl Seiten sendet die DNC ein Seitenvorschubsignal.
Beispiel: 1 = 1 DNC-Seite pro Drucker-Seite
2 = 2 DNC-Seiten pro Drucker-Seite, usw.
BCC: In diesem Feld wird der linke Rand in cm eingegeben.
Linker Rand = 2 + (BCC x 2)
Zugelassener Spielraum: 0 (2 Leerschritte) bis 9 (20
Leerschritte)
Beispiel: BCC = 4, dann 2 + (4 x 2) = 10
Drucken von der DNC 60 aus:
Gewünschte Seite wählen.
Gleichzeitig die STOP- und die KORREKTUR- oder MENU-Tasten
drücken.
PRINT SCREEN SEITE 65
Page 74

HYPERTERMINAL
ANSCHLUSS
Alle Seiten einer DNC60 können in einer .txt-Datei auf dem PC erfasst
werden. Dadurch können Maschinen- und Programmparameter sowie andere
Details der DNC 60 in Form eines Papierausdrucks gespeichert werden.
Schliessen Sie ein invertiertes RS 232-Kabel zwischen Stecker J5 der DNC
und dem RS 232-Port des Computers an. Handelt es sich um einen Laptop
ohne RS 232-Port, verwenden Sie einen USB-RS232-Adapter (z.B. der
Marke Aten).
SEITE 66 BEDIENUNGSANLEITUNG DNC 60 G16
Page 75

VORBEREITUNG
Die Verbindungsparameter müssen auf der DNC und dem HyperTerminal
identisch sein.
Parameter DNC 60
MASCHINENPARAMETER -06-
IGNORIEREN
----MERKMALE RS232--- 60 Übertragungsgeschwindigkeit 9600
61 Datenübertragung 8
62 Stop bits 1.0
63 Parity (-:off, 0:even, 1:odd) _
65 Protokoll 0
66 BCC 5
67 Blockieren Berechnen Suchen K7 _
68 Umrechnung Inch mm
69 Stop Q Produkt erreicht _
Protokoll: In diesem Feld kann die Anzahl der auf einer
Printer-Seite ausgedruckten DNC-Seiten bestimmt
werden.
Nach der entsprechenden Anzahl Seiten sendet die
DNC ein Seitenvorschubsignal.
Beispiel:
1 = 1 DNC-Seite pro Drucker-Seite.
2 = 2 DNC-Seiten pro Drucker-Seite.
Wurde nichts programmiert, werden die
Seiten nacheinander gesendet.
BCC: In diesem Feld wird der linke Rand in Zeichen
(Leerschläge) eingegeben.
Linker Rand = 2 + (BCC x 2)
Bereich: 0 (2 Leerschläge bis 9 (20
Leerschläge)
Beispiel: BCC = 4, d.h. 2 + (4 x 2) = 10
LNach erfolgter Änderung der Parameter:
• Wechseln Sie zur Seite ÜBERTRAGUNG,
• Wählen Sie 1, dann Taste
neuen Parametern freizugeben, oder schalten Sie die DNC aus und
wieder ein.
, um die Übertragung mit den
PRINT SCREEN SEITE 67
Page 76

Konfiguration HyperTerminal
• Wählen Sie einen Namen für die Datei, die die
Parametereinstellungen für diese CNC-Steuerung enthält und
wählen Sie anschliessend ein Symbol. Sie werden diese Datei bei
jedem Verbindungsaufbau mit der DNC-Steuerung aufrufen und
müssen die Parameter von Hyper Terminal nicht jedes Mal neu
eingeben.
• Verbindung mit seriellem Port herstellen.
SEITE 68 BEDIENUNGSANLEITUNG DNC 60 G16
Page 77

• - Port-Parameter:
Baud rate: 9600
Datenbits: 8
Parity: Keine
Stop bits: 1
Flusskontrolle: Keine
• Wählen Sie Eigenschaften:
PRINT SCREEN SEITE 69
Page 78

• Geben Sie die Parameter wie oben gezeigt ein.
• Klicken Sie auf die Schaltfläche Configuration ASCII (ASCII-
Konfiguration)
• Setzen Sie ein Häkchen bei Retour automatique à la ligne
(Automatische Leitungsrückkehr). Wählen Sie dann OK
• Wählen Sie Affichage (Anzeige), anschliessend Police
(Schriftart)
SEITE 70 BEDIENUNGSANLEITUNG DNC 60 G16
Page 79

• Wählen Sie die Schriftart und -grösse Terminal. Standard 14
BILDSCHIRME ERFASSEN
Nun sind die DNC und Hyper Terminal parametriert, miteinander verbunden
und für die Übertragung bereit.
• Öffnen Sie das Menü Appeler (Wählen),
o Wählen Sie Appeler (Wählen)
• Öffnen Sie das Menü Transfert (Übertragung),
o Wählen Sie Capturer le texte (Text erfassen)
• Wählen Sie den Speicherort und den Namen der Datei, die die
Bildschirmseiten der DNC enthält.
PRINT SCREEN SEITE 71
Page 80

• Wählen Sie an der DNC 60 die auszudruckende Seite
• Drücken Sie gleichzeitig die Tasten
• Wiederholen Sie diesen Vorgang für jede gewünschte Seite.
• Beenden Sie die Verbindung.
• Die erfassten Seiten werden in der zuvor gewählten .txt-Datei
angezeigt.
und .
Ausdrucken aller Maschinenparameter
Bei den Produkten DNC 60 P, PC und PS ab Version SIXFDAx können alle
Maschinenparameter in einem Schritt ausgedruckt werden. Dazu gehen Sie
wie folgt vor:
• Wechseln Sie zu Maschinenparameter
• Drücken Sie gleichzeitig die Tasten
, und .
SEITE 72 BEDIENUNGSANLEITUNG DNC 60 G16
Page 81

INDEX
Satz, 39
A
Achsen
Nullpunkt, 34
Ä
Ändern
Produkt, 41
A
Anwender
Tabelle der ..., 52
Arbeitsspeicher, 8
Löschen, 37
ARDIS-Anschluss, 17
Aufrufen
Produkt, 40
Aushauen, 45
AUTOMATISCH, 10
Einzelschnitte, 16
ENTFERNEN, 11
Erstellen
Satz, 38
F
Fliegender Schnitt, 17
Funktionalitäten, 45
G
Gesamtlöschung
Internspeicher, 41
H
HALBAUTOMATISCH, 10
I
IBM PC, 21
B
Betriebsart, 10
Aushauen, 45
Blechnullpunkt
verschieben, 46
C
CYBACK, 21, 47
D
Datensicherung, 47
DNC <-> PC, 21 Satz, 38
E
EASY OPTIMIZER-MODUS, 17
Seite, 16, 18
EasyCut-Modus
fliegender Schnitt, 17
Initialisierung, 43
Internspeicher, 40
Gesamtlöschen, 41
K
KORREKTUR, 10
KORREKTUR-Seite, 33
L
Löschen
Arbeitsspeicher, 37
Produkt, 41
LÖSCHEN, 11
M
MANUELL, 10 EasyCut
Maschinenparameter, 35
Meldung
ACTIV EO, 17
EXIT EO, 18 Einfügen
INDEX SEITE 73
Page 82

Interaktive Meldungen, 59 physisch, 51
RUN, 48 virtuell, 51
MENÜ, 9 Seite EasyCut, 16
Easy Optimizer-Modus, 17
P
Passwort, 51
ändern, 51, 55
neu programmieren, 51
verloren, 51
PC-Datensicherungssoftware, 21
Probleme, 57
Speicherverunreinigung, 57
Techniker rufen, 58
Produkt
Ändern, 41
Aufrufen, 40
Löschen, 41
Speichern, 40
PRODUKT, 9
Produktliste, 19
nach Kriterien, 20
PRODUKTLISTE, 9
Produkt-Seite, 23
Programmierung
Arbeitsvorgang, 37
vereinfacht, 16
SEITE VOR, 12
SEITE ZURÜCK, 12
Serielle Verbindung, 47
Sicherheit, 59
Software-Aktualisierung, 47
Speicher, 8
Flash, 47
interner, 8
Pufferspeicher, 8
Speichern
Produkt, 40
SPEICHERN, 11
Speicherzone, 43
START, 13
STOP, 13
Störung, 57
Suchen
Satz, 38
SUCHEN, 11
PROGRAMMIERUNG, 10
Pufferspeicher, 8
R
RAM, 8
RS232, 21, 47
Ardis-ANSCHLUSS, 17
S
Satz
Einfügen, 39
Erstellen, 38
Löschen, 38
Suchen, 38
Überspringen, 39
Wiederholen, 39
SATZ, 9
Satzgruppe
Wiederholen, 39
Schlüssel
extern, 56
T
Tastatur, 9
Ü
Überspringen
Satz, 39
Übertragung, 21, 47
V
Verschiebung Blechnullpunkt, 46
W
Wartung, 57
Wiederholen
Satz, 39
Satzgruppe, 39
X
X1EO, 18
SEITE 74 INDEX
Page 83

Z
Zugriff
auf Ebenen höher als 3, 54
über Passwort, 53
Zugriffsebenen, 51
Anwender, 51
Schutz, 51
Verwaltung über externen Schlüssel, 56
INDEX SEITE 75
 Loading...
Loading...