

Page 1

DNC 60 G
Paramètres machine
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-60G16-FR
Page 2

Cette page a été intentionnellement laissée blanche.
Page 3

26.09.2008 V. 1.7a
TABLE DES MATIERES
PARAMÈTRES MACHINE ............................................................................................................... 5
Sécurité, copyright et licence .............................................................................................. 5
Introduction .......................................................................................................................... 5
Introduction de caractères alphanumériques 7
Définition des paramètres machine ..................................................................................... 8
P29 Résolution d'affichage 8
P30 Distance de sécurité FC 8
P31 Appuis supplémentaires 9
P32 Ecart entre appuis 9
P33 Vitesse présence tôle 9
P34 Type de gestion 9
P35 Distance de recul 10
P36 Tempo: Serre-tôle 10
P37 Facteur correction jeu couteaux 11
P38 Traitement erreur jitter 11
P39 Tempo: PMH 12
P40 Limite de non synchro (Pinces ouvertes / Pinces fermées) 12
P41 Distance "Présence tôle" <–> "Fond de pince mécanique" 12
P42 Distance "Présence tôle" <–> "Fond de pince électronique" 12
P43 Temporisation de dégagement pinces 13
P44 Distance index tôle <–> couteau 13
P49 Temporisation d'éjection 13
P50 Largeur maximale tôle 14
P51 Distance butée X1 <–> Equerre 14
P52 Longueur bras articulé 14
P53 Angle max. bras rotation 14
P54 Angle de coupe min et max 15
P55 Distance Í point de rotation couteau 15
P56 Option de cycle 15
P57 Accès au mode EasyCut 15
P58 Distance Potentiomètre 16
Matière 16
Epaisseur Défaut 16
P60 Vitesse transmission 16
P61 Data transmission 17
P62 Stop bits 17
P63 Parité 17
PM60G16_FR.DOC TABLE DES MATIÈRES PAGE 1
Page 4

P65 Protocole 17
P66 BCC 18
Tests du port série .............................................................................................................. 18
P67 Verrouillage calcul recherche K7 19
P68 Conversion Inch/mm 19
P69 Stop Q Pièce atteint 20
Paramètres des fonctions auxiliaires (FA) 20
P70 Type gestion 21
P71 Mode digital 22
P72 Mode analogique 22
P73 Mode tension 23
P74 Distance PV 24
P75 Distance de retournement 24
P76 Arrêt avancé 24
P77 Tolérance 24
P78 Temporisation de retournement 24
P79 Domaine min (D/A) 25
P80 Domaine max (D/A) 25
P81 Domaine min (progr) 25
P82 Domaine max (progr) 25
Paramètres pression de coupe (FA6) 26
P83 Pression minimum montée 26
P84 Pression réglage angle 26
P85a jeu couteau electrique 26
P85b Pression réglage jeu de couteau 26
P86 Pression montée couteau 27
P87 Gain montée couteau 27
P88 Temps acc. pression descente 27
P89a Temps déc. pression descente 27
P89b Temps déc. pression manuel 27
P90 Temps acc. pression montée 27
P91 Temps déc. pression montée 28
P92 Temps décompression 28
Paramètres calibrage pression de coupe (FA6) 28
P93 Distance capteur PMH max 29
Paramètres jeu de couteau étendu (8 segments) 29
Paramètres Escamotage butée arrière X 30
P94 Distance de parc 30
P95 Distance de rampe 30
P96 Tempo escamotage hydraulique 31
PAGE 2 PARAMÈTRES MACHINES DNC 60 G
Page 5

P97 Commutation PV/GV X 31
P98 Délai reset out serre-tôle 32
P99 Durée pulse pmh 32
P100 Easy Optimizer 32
P101 Réglage FAs une fois sur 32
P104 Coupe au milieu 33
Paramètres mesure epaisseur (8 segments) 33
Paramètres Support tôle 33
Paramètres anti-twist 35
P112 Envoi sequentiel 36
P113 Delai ouverture serre tole 37
P114 Duree ouverture serre tole 37
P117 Mode toggle niveau 3/2/3 37
P118 Visualisation I/O en run 37
P119 Mode grignotage 37
P120 Sans break coupe 37
P121 Visualiser tous les paramètres machine 38
P122 Imprimer tous les paramètres machine 38
P123 Clef 0 bloque l'utilisation 38
FONCTIONS SPÉCIALES CISAILLE .............................................................................................. 40
Fonction jeu de couteau (F1) .............................................................................................. 40
Calibrage de la fonction F1 / F5 41
Calcul jeu de couteaux 41
Fonctions angle de coupe (F2) et longueur de coupe (F3) (avec un seul
potentiomètre) ..................................................................................................................... 42
Calibrage de la fonction auxiliaire angle de coupe F2 43
Calibrage de la fonction auxiliaire longueur de coupe F3 44
Calcul angle de coupe 45
Calcul longueur de coupe 45
Fonction longueur de coupe (F3) avec angle de coupe fixe (pas de fonction F2
angle de coupe) ................................................................................................................... 46
Calibrage de la fonction F3 46
Calcul longueur de coupe 47
Fonction longueur de coupe (F3) sans potentiomètre de mesure (Utilisation de
tempo) ................................................................................................................................. 48
Calibrage de la fonction F3 48
Fonction coupe à la volée (F4) ............................................................................................ 49
Fonction Rampes de Pression (F6) .................................................................................... 50
Calibrage de la fonction F6 50
Paramétrage de la fonction F6 51
Fonction Pression tout ou rien (F6) ..................................................................................... 52
Montée ou Descente du couteau 52
TABLE DES MATIÈRES PAGE 3
Page 6

SP ou SN des FAs 52
Fonction Mesure épaisseur tôle (F7) .................................................................................. 53
Calibrage de la fonction F7 53
Support Tôle ....................................................................................................................... 54
Configuration 55
Paramètres 56
Ecran opérateur 56
Cycle du support à deux positions 56
Cycle du support à trois positions 60
Mode manuel 61
Fonction anti-twist ............................................................................................................... 62
Entrées/Sorties 62
Paramètres 62
Cycle du dispositif A-TW 63
Ecran opérateur 63
Mode manuel 63
FONCTIONNALITÉS ....................................................................................................................... 64
Visualisation des pages Entrées/Sorties en cycle 64
Entrée Dégagement X 64
Escamotage de la butée arrière X 64
Dégagement de la butée arrière X 66
Escamotage hydraulique de la butée arrière X 67
Entrée Set Pression 69
Manipulation Montée/Descente du couteau facilitée 69
Sauvegarde interne 70
CONFIGURATION DES ENTRÉES/SORTIES ............................................................................... 72
Axes et fonctions configurables .......................................................................................... 72
Axes 72
Fonctions 73
Définition des entrées/sorties par défaut ............................................................................ 74
ENTRÉES 74
SORTIES 75
Configuration des entrées/sorties digitales ........................................................................ 77
Configuration des entrées/sorties analogiques .................................................................. 78
Gestion des niveaux d'accès par clé externe ..................................................................... 79
Messages Machine ............................................................................................................. 80
INDEX .............................................................................................................................................. 83
PAGE 4 PARAMÈTRES MACHINES DNC 60 G
Page 7
0BPARAMÈTRES MACHINE
5BSÉCURITÉ, COPYRIGHT ET LICENCE
Consulter les pages de sécurité, de copyright et licence au début de ce manuel.
6BINTRODUCTION
Dans la page paramètres machine N°01, vous trouvez les champs suivants:
Softs:
PIC:
Clef
Langue:
CONFIGURATION 8
I/O
GIXME: Version du Master contenu dans la DNC
ZIAMBA3: Version du soft de boot Master
N2XMng: Version du soft d'axes
ZZAMBA3: Version du soft de boot d'axes
N2XSA1: Version du soft d'axes N2XSUP
Nom du logiciel du pic dont est équipée la DNC.
Permet de choisir entre une clef câblée ou un
Password.
Champ qui permet de sélectionner la langue
désirée à l'aide des touches de déplacement manuel
(
).
Champ qui permet de sélectionner la configuration
hardware.
PARAMÈTRES MACHINE PAGE 5
Page 8
PARAMETRES MACHINE -01- IGNORE
Softs: GIXMEG/ZIAMBA3 PIC:AA5
N2XMng/ZZAMBA3 N2XSA1 Clef:0
Langue: [FR] FR GB DE IT ES PT SE NL
CONFIGURATION 8 I/O: 1
X BUTTEE AVANT :_ X3: X
00 Type d'axe __
01 Mode de fonctionn. __
02 Res. capteur (I/mm) ___.___
03 Tolérance 0.05
04 Arrêt avancé _.__
05 Dist. retournement ___.__
06 Distance PV __.__
07 Temps SP/SN _.___
08 Temps accélération 0.300
09 Temps décélération 0.400
PARAMETRES MACHINE -02- IGNORE
X3: X
10 Vit. positionn. 30.00
11 Vit. palier final __.__
12 Vit. indexation ____.__
13 Vit. manuelle PV ___.__
14 Vit. manuelle GV ____.__
15 Tension à priori __.___
16 Tension d'ecretage _.___
17 Tension min fonct. _.___
18 Tension d'offset __.___
19 Tolerance asser.(%) 80
20 Erreur poursuite __.__
21 Temps surv. capt. _.___
22 Gain proportionnel _____
23 Gain integral _____
En ce qui concerne les paramètres de l'axe (P00 –> P28), ils sont décrits dans
la notice "PARAMETRES CARTE N2X".
Les axes et les fonctions auxiliaires peuvent être personnalisés au niveau de
leur appellation. On pourra définir un nom d'axe ou de fonction auxiliaire
comportant 4 caractères.
PAGE 6 PARAMÈTRES MACHINES DNC 60 G
Page 9
25BINTRODUCTION DE CARACTÈRES ALPHANUMÉRIQUES
1) A l'aide des touches manuelles faire défiler la table des caractères
jusqu'à l'obtention du premier caractère désiré.
Remarque: Les touches
ou
avancent ou reculent de
4 caractères.
Les touches
ou avancent ou reculent de
1 caractère.
2) Presser sur la touche "Teach" (mémorisation)
.
Le premier caractère est mémorisé.
3) Répéter les opérations 1 et 2 pour les caractères suivants.
PARAMÈTRES MACHINE PAGE 7
Page 10
7BDÉFINITION DES PARAMÈTRES MACHINE
PARAMETRES MACHINE -03- IGNORE
X3: X
24 Gain différentiel _____
25 Mode d'indexation __
26 Cote d'index ______.__
27 Fin de course - ______.__
28 Fin de course + 1000.00
29 Rés. affichage _.__
30 Dist. sécurit FC _____.__
31 Appuis supplément _
32 Ecart des appuis _____.__
33 Vit. présence tôle ___.__
34 Type gestion axe
35 Distance de recul 2.00
36 Tempo serre-tôle/rec. 1.20
37 Fact.Cor.jeu couteaux 0.90
26BP29 RÉSOLUTION D'AFFICHAGE
(Ne fonctionne pas en mode "Inch" P68).
1.00
0.10
0.01
27BP30 DISTANCE DE SÉCURITÉ FC
Distance, avant les FC, à partir de laquelle les mouvements se feront à la
vitesse GV manuelle (P14).
Cette fonction permet d'assurer une sécurité supplémentaire à l'approche des
fin-de-course. Elle peut aussi permettre d'éviter des vibrations sur les
extrémités des visses à billes.
Affichage de l'axe au mm
Affichage de l'axe au 1/10
(ou non défini) Affichage de l'axe au 1/100
de mm
ème
de mm
ème
PAGE 8 PARAMÈTRES MACHINES DNC 60 G
Page 11
28BP31 APPUIS SUPPLÉMENTAIRES
Dans le cas d'un axe avec plusieurs doigts de butée, le P31 définit le nombre
de doigts supplémentaires (max 7).
29BP32 ECART ENTRE APPUIS
Le P32 définit l'écart entre 2 doigts consécutifs. L'écart entre 2 doigts
consécutifs est toujours le même.
30BP33 VITESSE PRÉSENCE TÔLE
Dans le cas d'un cycle de prise tôle sans équerre, le P33 définira la vitesse à
laquelle se déplacera l'axe dès que la pince aura détecté la tôle.
31BP34 TYPE DE GESTION
Remarque: Ce champ est accessible uniquement sur X4, X5, X6.
Définitions:
y Les axes dépendants suivront les séquences du cycle.
y Les axes indépendants exécuteront leur propre avance séquence avec
leur signal "Start Xn".
y Les axes avec "Start" automatique auront leur départ de positionne-
ment synchronisé avec le départ des axes cisaille (X1/X2/X3).
y Les axes avec "Start" externe auront leur départ de positionnement
commandé par leur signal "Start Xn".
Modes:
0 ou __: Axe auxiliaire dépendant du cycle avec "Start" automatique.
1 (D0): Axe auxiliaire indépendant du cycle avec "Start" extérieur (temps
masqué).
4 (D2): Axe auxiliaire dépendant du cycle avec "Start" extérieur. Dans ce
mode, les séquences de l'axe suivront les séquences des axes cycle
mais le cycle n'attendra pas la fin de positionnement de l'axe pour
exécuter l'avance séquence (temps masqué).
2 (D1): Pour X4 seulement, ce mode indiquera que X4 est utilisé comme
2ème butée arrière.
PARAMÈTRES MACHINE PAGE 9
Page 12
X1, X2: butées avant
X3, X4: butées arrière
Remarque: P35, P36, P37 sont accessible uniquement sur X1 et X3.
32BP35 DISTANCE DE RECUL
Distance suffisante de recul de l'axe.
Ce recul sera effectué:
1) Avant la coupe pour butées arrière.
En cisaillant, la tôle s'écarte. Il faut reculer la butée.
2) Après la coupe pour butées avant.
Après la coupe, le serre-tôle remonte. Il faut reculer la tôle pour
pouvoir remonter le couteau sans frotter.
Le cycle attendra uniquement que l'axe atteigne sa cote de recul (en grande
vitesse), ensuite l'axe sera arrêté indépendamment du cycle de la machine.
33BP36 TEMPO: SERRE-TÔLE
UValeur négative:U Cette valeur est interprétée comme un temps de retard du
recul, et permet d'attendre la mise en pression du serretôle avant de démarrer le recul.
Après la réception du signal SERRE-TÔLE FERME
(0V) la DNC attend le temps programmé dans ce
paramètre avant de faire démarrer le recul.
UValeur positive:U Ce paramètre (programmé en positif) définit un
fonctionnement de machine sans le signal d'entrée
SERRE-TOLE. En effet ce signal est remplacé par la
tempo programmée. Dès que le signal AUTORISATION
DE COUPE est fourni, la DNC attend le temps
programmé et fait ensuite démarrer le recul.
La DNC considère que la tôle est serrée après ce temps.
La plage de temps programmable de ce paramètre est comprise entre -9,99 à
+9,99 secondes.
PAGE 10 PARAMÈTRES MACHINES DNC 60 G
Page 13
34BP37 FACTEUR CORRECTION JEU COUTEAUX
Ce paramètre permet de corriger la cote de positionnement de l'axe en
fonction du jeu des couteaux définis dans la pièce.
La DNC applique une correction constante, à toutes les cotes de positionnement programmées, qui est fonction du jeu des couteaux et de ce paramètre.
Cv = Cp + P37 * Jc
Cv: : Cote de positionnement de l'axe (cote visée)
Cp : Cote programmée
Jc : Jeu entre les lames
P37 positif : Cycle en butée arrière
P37 négatif : Cycle en butée avant
A chaque STOP la DNC affiche la cote réelle de l'axe (avec la correction).
PARAMETRES MACHINE -04- IGNORE
38 Traitement erreur jitter _
39 Tempo de PMH 0.80s
Pinces: Ouvertes Fermées
40 Limite synchron. ____.__ ____.__
41 Prés.tôle <-> fond pince méc. ___.__
42 Prés.tôle <-> fond pince élec. ___.__
43 Tempo de dégagement pinces _.__s
44 Distance index <-> couteau ___.__
49 Tempo d'éjection __.__s
50 Largeur maximale de coupe 4000
51 Dist. butée X1 <-> Equerre ___.__
52 Longueur du bras articulé ___.__
53 Angle max du bras articulé __._°
35BP38 TRAITEMENT ERREUR JITTER
Gestion des erreurs d'impulsions codeurs
0
2
Autres valeurs
PARAMÈTRES MACHINE PAGE 11
Pas de gestion
Affichage des messages d'alarmes dans le
champ interactif, mais pas d'arrêt machine
Affichage des messages d'alarmes dans le
champ interactif, passage de la DNC en mode
MANUEL et simulation de la touche
panneau avant.
du
Page 14
36BP39 TEMPO: PMH
Ce paramètre n'est utilisé que si l'on utilise un seul potentiomètre pour les
fonctions ANGLE DE COUPE (FA2) et LONGUEUR DE COUPE (FA3).
Cette temporisation est utilisée pour retarder le réglage de la fonction
ANGLE DE COUPE (FA2 P70 = 2 ou 50) après la réception du signal
PMH dans le but d'attendre la stabilisation du couteau au PMH.
En effet, dans cette configuration, il n'est possible de régler l'angle de coupe
que si le couteau est complètement arrêté au PMH.
37BP40 LIMITE DE NON SYNCHRO (PINCES OUVERTES /
PINCES FERMÉES)
Ce double paramètre définit l'écart maximal autorisé entre X1 et X2 pour les
pinces ouvertes et fermées.
Ce contrôle de sécurité sera enclenché dès qu'un axe sera en mouvement. Si
la limite est atteinte, l'axe sera arrêté et une erreur sera signalée.
Il permettra, en outre, de traiter toutes les configurations mécaniques de
butées (par ex. butées reliées par une barre).
38BP41 DISTANCE "PRÉSENCE TÔLE" <
–
> "FOND DE
PINCE MÉCANIQUE"
Cette distance devra être supérieure à la distance entre le capteur de tôle et le
fond mécanique de la pince.
Elle sera utilisée dans les cycles de prise tôle sans équerre.
39BP42 DISTANCE "PRÉSENCE TÔLE" <
–
> "FOND DE
PINCE ÉLECTRONIQUE"
Cette distance devra être inférieure à la distance entre le capteur de tôle et le
fond mécanique de la pince. Elle sera utilisée dans les cycles de prise tôle
avec équerre ou dans le mode "Equerre=2".
Elle permettra aux pinces de ne pas toucher la tôle avant de fermer les pinces.
PAGE 12 PARAMÈTRES MACHINES DNC 60 G
Page 15
40BP43 TEMPORISATION DE DÉGAGEMENT PINCES
Remarque: La programmation de ce paramètre détermine l'usage ou non
de pinces.
Non défini = machine sans pinces
Défini = machine avec pinces.
Cette temporisation servira à effectuer un contrôle de sécurité sur le
dégagement des pinces de la tôle.
Dans le cas d'un cycle "sans tôle", "sans coupe", les pinces seront ouvertes
puis l'axe partira vers l'arrière pour dégager les pinces.
La DNC contrôlera qu'après la tempo P43 le signal "présence tôle" ait
disparu. Dans le cas ou la tôle resterait coincée dans les pinces, les axes
seront arrêtés et une erreur sera signalée.
41BP44 DISTANCE INDEX TÔLE <
–
> COUTEAU
Ce paramètre indique la distance entre le point de détection de la tôle et la
ligne de coupe.
Ce paramètre sera utilisé dans les applications où l'on veut effectuer une
mesure indirecte de la tôle avant de la couper.
Ce mode de travail sera sélectionné par la programmation de la valeur 2 (D1)
sur le champ "prise tôle".
42BP49 TEMPORISATION D'ÉJECTION
Ce paramètre ne devra être programmé que dans les cas où les pinces sont
équipées d'éjecteurs.
Dans le cas ou le champ "Ejection" aura été défini (sur la page
SEQUENCE) le cycle d'éjection s'effectuera de la manière suivante:
P49 positif:
1) Set signal d'éjection
2) Temporisation d'éjection (P49)
3) Ouverture des pinces
4) Reset signal d'éjection
P49 négatif:
1) Ouverture des pinces
2) Set signal d'éjection
3) Temporisation d'éjection (P49)
4) Reset signal d'éjection
PARAMÈTRES MACHINE PAGE 13
Page 16
43BP50 LARGEUR MAXIMALE TÔLE
Ce paramètre ne doit être programmé que dans le cas d'une machine équipée
d'une fonction (F3) mesurant la largeur de coupe ou d'une fonction (F2)
mesurant l'angle de coupe. Il définit la largeur maximale de coupe de la
machine.
Les 3 paramètres suivants (P51, P52, P53) ne devront être
programmés que dans le cas d'une machine équipée de 2 pinces de
butées avant (X1, X2) et dont X1 (butée de gauche) est fixe et X2
(butée de droite) est équipée d'un bras articulé.
44BP51 DISTANCE BUTÉE X1 <
–
> EQUERRE
Ce paramètre définit la distance entre la butée de gauche et l'extrémité droite
du couteau (généralement l'équerre).
45BP52 LONGUEUR BRAS ARTICULÉ
Ce paramètre définit la distance entre l'axe de l'articulation du bras et l'axe du
cylindre tenant la tôle.
46BP53 ANGLE MAX. BRAS ROTATION
Ce paramètre définit l'angle maximal de rotation autorisé pour le bras articulé.
PARAMETRES MACHINE -05- IGNORE
54 Angle MIN: 0.50° MAX (Nom): 5.00°
55 Dist <- point fixe couteau 100.00
56 Options de cycle __
57 Mode EASY CUT au demarrage 0
58 Distance Potentiomètre 3800
TABLES ANGLE COUPE / JEU COUTEAUX
/ PRESSION COUPE
Matière 1: ALU1 Ep Def: __.__
Epaisseur Angle Jeu Pression
min 0.20 0.10° 0.20 20
I1 2.00 0.50° 0.40 40
I2 3.00 1.50° 0.60 60
I3 4.00 2.10° 0.80 80
max 6.00 3.00° 1.00 100
PAGE 14 PARAMÈTRES MACHINES DNC 60 G
Page 17
Les 4 paramètres suivant (P54 –> P57) ne devront être programmés
que dans le cas d'une machine équipée d'une fonction (FA2) mesurant
l'angle de coupe.
47BP54 ANGLE DE COUPE MIN ET MAX
Angle de coupe min et max autorisés.
48BP55 DISTANCE Í POINT DE ROTATION COUTEAU
Distance horizontale entre l'extrémité gauche du couteau inférieur et l'axe du
point de rotation du couteau supérieur. Ce point de rotation est fixe (pas de
variation verticale) quel que soit l'angle de coupe (voir figure 4 page
Dans le cas où ce point n'existerait pas, on choisira le point subissant le
moins de variation.
N.B.: Ce point peut se situer en dehors de la plage de coupe (à droite).
Dans ce cas, le P55 pourra être défini en négatif.
X42X).
49BP56 OPTION DE CYCLE
Ce paramètre sert à définir des options de cycle.
D0 = 0 L'axe de la butée démarre son positionnement lorsque le
couteau arrive au PMH.
D0 = 1 L'axe de la butée démarre son positionnement lorsque le
couteau arrive au PMH si la butée se rapproche du couteau
(positionnement en SN).
L'axe de la butée démarre son positionnement lorsque le
couteau arrive au PMB si la butée s'éloigne du couteau
(positionnement en SP).
D1 = 1 L'axe de la butée démarre son positionnement lorsque le
couteau arrive au PMB.
D2 = 1 Le champ RECUL n'est pas affiché en clef 0 ou 1.
D3 = 1 Active la messagerie d'information de suivi du cycle
50BP57 ACCÈS AU MODE EASYCUT
Ce paramètre permet de configurer l'accès à la page EasyCut.
0 Accès à la page MENU au démarrage du soft
1 Accès seulement à la page EASYCUT
2 Accès interdit à la page EASYCUT
Undef Accès à la page EASYCUT au démarrage du soft
PARAMÈTRES MACHINE PAGE 15
Page 18
51BP58 DISTANCE POTENTIOMÈTRE
Distance horizontale entre l'extrémité gauche du couteau inférieur et la
position du potentiomètre. Ce paramètre doit être plus grand que le P55 et
plus petit ou égal au P50 (P55 < P58 ≤ P50). Si ce paramètre n'est pas défini,
il prendra la valeur par défaut du P50.
52BMATIÈRE
On programme le nom de la matière sur 4 caractères dans les champs se
trouvant dans la ligne qui a pour titre -MATIERE-.
Le nom des matières est défini en alpha-numérique à l'aide des touches de
déplacement manuel. Vous trouverez une description de l'utilisation des
touches de déplacement manuel pour la définition des caractères alphanumériques dans le paragraphe des fonctions auxiliaires.
53BEPAISSEUR DÉFAUT
Pour chaque matière, on peut programmer une épaisseur par défaut. A
l'effacement du buffer ou à la sélection d'une autre matière, si l'épaisseur par
défaut est définie, elle est reportée dans le champ Epaisseur de la pièce.
PARAMETRES MACHINE -06- IGNORE
----CARACTERISTIQUES RS232--- 60 Vitesse de transmission 38400
61 Data transmission 8
62 Stop bits 1.0
63 Parité (-:off, 0:even, 1:odd) _
65 Protocole 6
66 BCC 9
67 Verrouillage calcul recherche K7 _
68 Conversion Inch mm
69 Stop Q Pièce atteint _
Compteur coupes : 127
Compteur 11h 42min
54BP60 VITESSE TRANSMISSION
Programmable à 300, 600, 1200, 2400, 4800, 9600, 14400, 19200, 38400,
57600 bauds.
PAGE 16 PARAMÈTRES MACHINES DNC 60 G
Page 19
55BP61 DATA TRANSMISSION
Nombre de data bits (généralement 8) utilisés pour la transmission.
56BP62 STOP BITS
Programmable en fonction du périphérique: 1.0, 1.5, 2.0
57BP63 PARITÉ
Contrôle de parité.
58BP65 PROTOCOLE
Ce paramètre permet la sélection de plusieurs protocoles de transmission.
0 / _
Standard Cybelec pour liaison avec PC et logiciel
avec protocole Cybelec.
DNC en émission, le PC renvoie un caractère de
contrôle après chaque caractère émis par la DNC.
DNC en réception, elle ne retourne pas de
caractère de contrôle.
1 Idem à 0 ou _, mais sans écho du PC.
2 Protocole pour liaison avec PUNCHER,
READER.
Gestion des signaux de blocage hardware CTS et
DSR.
DNC en réception, lorsque la DNC veut arrêter la
transmission pour traiter les données reçues, la
ligne CTS est imposée au niveau bas et attend
encore 1 caractère (si d'autres caractères arrivent,
ils sont perdus).
Avec ce protocole, le READER doit donc envoyer
encore 1 caractère lorsque la ligne CTS est forcée
au niveau bas.
DNC en émission, lorsque la ligne CTS est forcée
au niveau bas, la DNC stoppe immédiatement
l'émission (pas d'envoi de caractère).
3 Idem au protocole 2, mais lorsque la DNC force la
ligne CTS au niveau bas, elle n'attend plus de
caractère.
Le READER ne doit donc plus envoyer de
caractère lorsqu'il voit la ligne CTS passer au
niveau bas.
PARAMÈTRES MACHINE PAGE 17
Page 20
59BP66 BCC
Ce paramètre autorise ou non en mode réception le test du checksum.
_
1
8BTESTS DU PORT SÉRIE
Le port série de la DNC 60 est le SUB-D 9P, prise J5.
y Introduire, vérifier que les paramètres de transmissions soient
programmés comme suit:
PARAMETRES RS232 / DIVERS
. . .
--LIAISON ORDINATEUR – 106 BAUD RATE 4800 STOP 1.0
PARITY ODD(1) EVEN(2) _ BITS 8
PROTOCOLE _ BCC ___
y Placer un bouchon de test sur le connecteur de la ligne RS232 à tester.
avec checksum
sans checksum
y Presser la touche
pour lancer le test.
Le message RUN doit clignoter.
y Pour arrêter le test, presser sur la touche
(STOP).
Si vous désirez tester le câble également:
y Connecter le câble de transmission à la DNC et mettre un bouchon
court-circuitant à l'autre extrémité du câble à tester.
153BBouchon de test
Pin 2 (RXD) reliée à pin 3 (TXD)
Pin 4 (DTR) reliée à pin 6 (DSR)
Pin 7 (RTS) reliée à pin 8 (CTS)
PAGE 18 PARAMÈTRES MACHINES DNC 60 G
Page 21
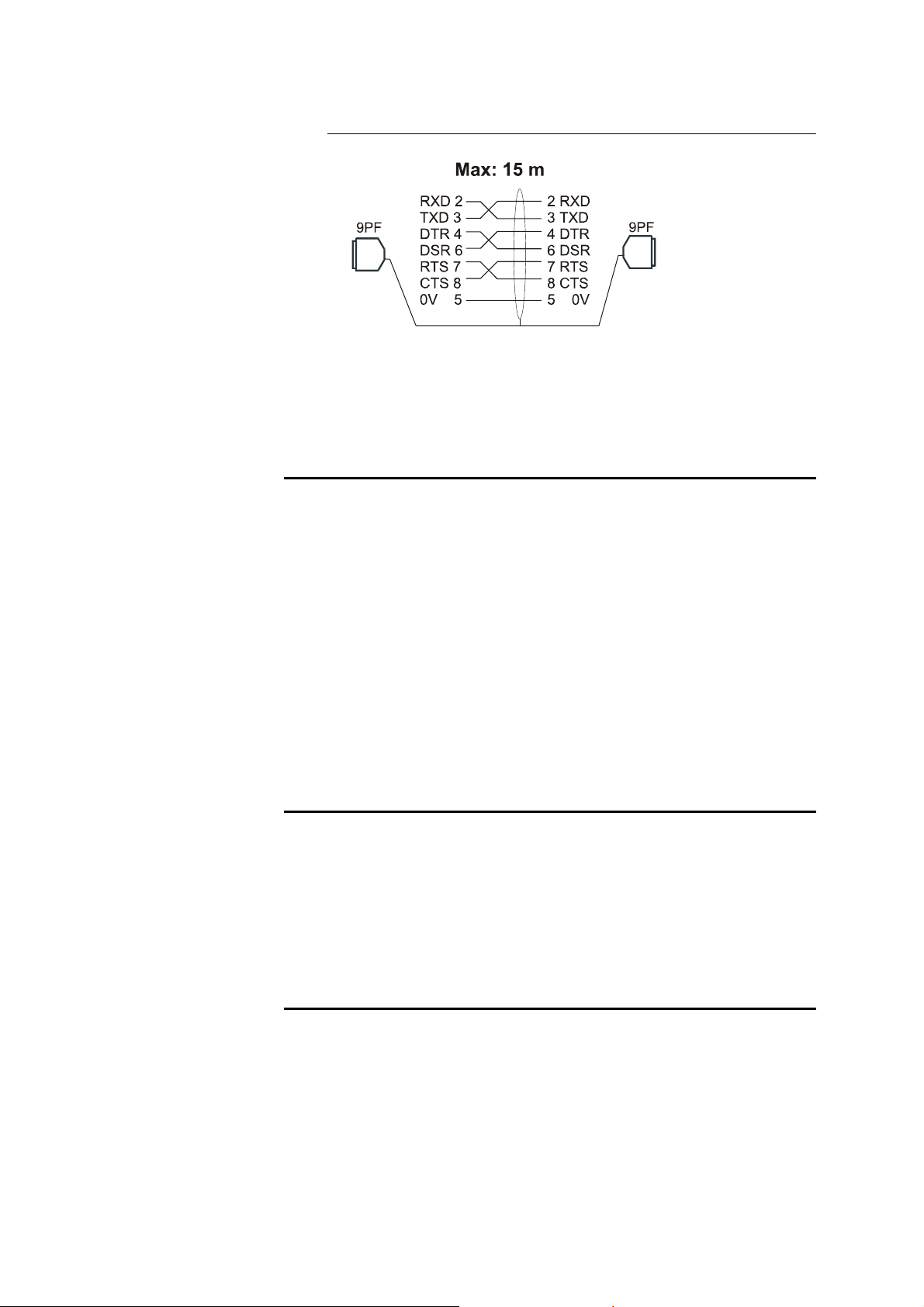
154BCâble RS 232
Shield: connection on the metallic hood
Blindage: connexion sur le capot métallique
Abschirmung: Anschluss an Metallhülse
60BP67 VERROUILLAGE CALCUL RECHERCHE K7
Si P67 = 1 La DNC bloque les calculs relatifs aux
fonctions F1, F2, F3 (jeu de couteaux, angle de
coupe, longueur de coupe) lors de l'appel d'une
pièce dans la mémoire pièce. Dans le cas
contraire tous les calculs sont effectués à
chaque appel d'une pièce dans la mémoire
pièce.
Si P67 = 2 La DNC bloque le calcul du PMH. Le cycle de
remontée du couteau ne tiendra compte que du
PMH extérieur (contact 24V de PMH max).
Si P67 = 3 Les deux conditions précédentes ensemble.
61BP68 CONVERSION INCH/MM
Si P68 = 1 Conversion en Inch des données utilisateur
exprimées en mm.
Si P68 = 0
ou non défini
Données utilisateur exprimées en mm.
PARAMÈTRES MACHINE PAGE 19
Page 22
62BP69 STOP Q PIÈCE ATTEINT
Ce paramètre permet d'arrêter l’exécution du cycle en mode
AUTOMATIQUE dès que la quantité de pièces est atteinte.
Cette fonctionnalité est active par défaut (P69 = Undef). Pour inhiber cette
fonctionnalité, il faut programmer P69 = 0.
En page PM 12 (PARAMETRAGE DES MESSAGES MACHINES), écrire
Q PIECE ATTEINT dans le message 15.
Lorsque la quantité de pièces est atteinte, la touche STOP est activée et la
DNC affiche la page Messages Machine avec Q PIECE ATTEINT. Au
relâchement du STOP, la quantité de pièces réalisées est réinitialisée à 0.
63BPARAMÈTRES DES FONCTIONS AUXILIAIRES (FA)
PARAMETRES MACHINE -07- IGNORE
---Fonctions auxiliaires-- F1:JEU F2:ANG F3:PMB
70 Type gestion 2 2 2
71 Mode: Digital _ _ _
72 Analogique 1 1 0
73 Tension _ _ _
74 Distance PV __ __ __
75 Dist. retourn. __ __ __
76 Arrêt avancé 2 2 2
77 Tolérance 2 2 2
78 Tempo retourn. _.__ _.__ _.__
79 Dom. min (D/A) 2 38 2
80 Dom. max (D/A) 250 254 254
81 Dom. min(prog) 5 34 0
82 Dom. max(prog) 165 341 361
Dans la page paramètres machine N° 7 vous trouvez les champs:
Fn
PAGE 20 PARAMÈTRES MACHINES DNC 60 G
Ces champs permettent de définir
l'identification de la FA sur 4 caractères
alphanumériques. (n=1 à 8)
A l'initialisation, ces fonctions s'appellent F1,
F2 .... F8.
Page 23
UDéfinition des caractères alphanumériquesU:
1) A l'aide des touches manuelles faire défiler la table des caractères
jusqu'à l'obtention du premier caractère désiré.
Remarque: Les touches
ou
avancent ou reculent de 4
caractères.
Les touches
ou avancent ou reculent de 1
caractère.
2) Presser sur la touche TEACH (mémorisation)
.
Le premier caractère est mémorisé.
3) Répéter les opérations 1 et 2 pour les caractères suivants.
Les pages fonctions auxiliaires ne peuvent visualiser que 3 FA à la fois alors
que la DNC peut gérer jusqu'à 8 FA.
Pour visualiser les autres FA, on positionne le curseur sur n'importe quel
champ des paramètres 70 à 78 et on presse sur les touches de déplacement
manuel.
64BP70 TYPE GESTION
Définitions:
y Les fonctions auxiliaires dépendantes suivent les séquences du cycle.
y Les fonctions auxiliaires avec START automatique ont leur départ de
gestion synchronisé avec le départ de l'axe.
y Les fonctions auxiliaires indépendantes exécutent leur propre avance
séquence et leur START avec leur signal START FAn.
y Les fonctions auxiliaires avec START externe ont leur départ de
gestion commandé par leur signal START FAn.
Programmation:
P70 = non défini
FA dépendante du cycle de la machine avec
START automatique.
P70 = 0
Le code 0 interdira l'affichage de la fonction,
mais permet de faire une réservation des sorties
de la fonction en mode digital. Ceci a pour but
d'éviter le décalage des fonctions auxiliaires en
fonction de la configuration des options de la
machine. Le câblage peut être standardisé.
P70 = 1 (D0)
FA indépendante du cycle avec avance
séquence indépendante et START externe.
P70 = 2 (D1)
FA spéciale avec calculs internes:
- pour F1 et F5: jeu de couteaux
- pour F2: angle de coupe
- pour F3: longueur de coupe (PMB)
- pour F4: tempo coupe à la volée
- pour F7: mesure épaisseur de tôle
PARAMÈTRES MACHINE PAGE 21
Page 24
P70 = 4 (D2)
FA dépendante du cycle pour les avances
séquence mais ayant son propre départ de
gestion, fourni par son signal START FAn
correspondant.
65BP71 MODE DIGITAL
Ce paramètre configure la FA en mode digital.
Le nombre programmé (maximum 8) correspond au nombre de fils (codés
binaire) de sortie (24V) désirés sur la FA choisie.
Réservation du nombre de sorties choisies.
175BCalibrage d'une fonction digitale
Les paramètres P79 et P80 peuvent être définis comme les limites de codes
binaires attribuées à la fonction.
Ex: Une fonction digitale programmée avec 3 fils permet des valeurs
digitales allant de 0 à 7. Ces valeurs seront prises par défaut dans le cas
où l'on ne programmera pas les P79 et P80.
En programmant P79 = 2 et P80 = 5 on interdira les codes 0, 1, 6 et 7.
66BP72 MODE ANALOGIQUE
Ce paramètre configure la FA en analogique pour être utilisé comme axe
avec mesure analogique de position ou d'une autre grandeur physique
(pression, température, etc.).
Mode 1:
Réservation de 2 sorties digitales (SP/SN) et
une entrée analogique (potentiomètre).
Mode 0:
Réservation, uniquement, d'une entrée
analogique (F3 en mode longueur de coupe).
176BCalibrage d'une fonction analogique
1) Déplacer la fonction jusqu'à sa position minimale, en plaçant le curseur
dans P79 de la fonction et en actionnant la touche
2) Effectuer le TEACH de la valeur min D/A (P79 de la fonction), en
pressant la touche
. La valeur D/A lue sur le potentiomètre
s'inscrit dans le champ actif (valeur comprise entre 1 et 254).
3) Programmer dans P81 la valeur physique correspondant à cet état (mm,
degrés, pression, température, etc.).
.
4) Déplacer la fonction jusqu'à sa position maximale, en plaçant le curseur
dans P80 de la fonction et en actionnant la touche
PAGE 22 PARAMÈTRES MACHINES DNC 60 G
.
Page 25
5) Effectuer le TEACH de la valeur max. D/A (P80 de la fonction), en
pressant la touche
(valeur inférieure à 255).
6) Programmer dans P82 la valeur physique correspondant à cet état (mm,
degrés, pression, température, etc.).
67BP73 MODE TENSION
Ce paramètre configure la FA en mode tension. Dans ce mode la DNC
fournit une tension de 0V à 10V.
Réservation d'une sortie analogique.
177BCalibrage d'une fonction tension
1) Programmer dans le paramètre 79 la valeur min D/A sachant que:
0 V correspond à 0 D/A
+10 V correspond à 254 D/A.
2) Programmer dans P81 la valeur physique correspondant à cet état (mm,
degrés, pression, température, vitesse, etc.).
3) Programmer dans le paramètre 80 la valeur max D/A sachant que:
0 V correspond à 0 D/A
+10 V correspond à 254 D/A.
4) Programmer dans P82 la valeur physique correspondant à cet état (mm,
degrés, pression, température, vitesse, etc.).
NB: Les étapes 1 et 3 peuvent être réalisées par apprentissage à l'aide des
touches manuelles. Les touches manuelles augmenteront ou
diminueront la valeur des P79 ou P80 (selon position du curseur) tout
en sortant, sur la sortie analogique de la fonction auxiliaire, la tension
correspondant à la valeur digitale atteinte.
Les touches
et augmenteront la valeur D/A de 1 et 10
unités respectivement.
Les touches
et diminueront la valeur D/A de 1 et 10
unités respectivement.
Pour les 5 paramètres suivants (P74 Æ P78), vous trouverez un
diagramme du positionnement d'un axe AC à 1 ou 2 vitesses dans la
notice "PARAMETRES CARTE N2X" en figure 1, à la différence que
les unités de mesure sont remplacées par des incréments en unités
D/A.
PARAMÈTRES MACHINE PAGE 23
Page 26
68BP74 DISTANCE PV
Enclenche les signaux petite vitesse à "n" unités D/A avant la cote à
atteindre.
Valeur par défaut = pas de vitesse PV
Valeur type = 10
Cette distance doit être suffisamment grande pour que l'axe puisse atteindre
une vitesse PV stable avant l'arrêt avancé P76.
La programmation de ce paramètre réservera une sortie digitale (GV)
supplémentaire.
69BP75 DISTANCE DE RETOURNEMENT
Définit la distance en unités D/A permettant de faire un retournement pour
rattraper le jeu de l'axe auxiliaire (positionnement unidirectionnel).
Valeur type = 0 (sans retournement)
Le signe précédant la valeur détermine le sens de la fin de positionnement,
soit :
Signe négatif: l'axe termine son positionnement en SN.
Signe positif: l'axe termine son positionnement en SP.
70BP76 ARRÊT AVANCÉ
Distance en unités D/A avant la cote à viser, à laquelle les ordres de
déplacement sont coupés.
Valeur type = 1 (selon l'inertie de l'axe)
L'inertie de l'axe détermine cette distance.
71BP77 TOLÉRANCE
Tolérance maximale, en unités D/A, autorisée autour de la cote sans refaire
un nouveau positionnement lors d'un start.
Valeur type = 2
Zone d'insensibilité.
72BP78 TEMPORISATION DE RETOURNEMENT
Temps entre la fin du déplacement à la cote de retournement et l'ordre de
positionnement (en sens inverse) à la cote programmée (temporisation de
changement de sens).
PAGE 24 PARAMÈTRES MACHINES DNC 60 G
Page 27

73BP79 DOMAINE MIN (D/A)
Valeur digitale du convertisseur analogique/digital pour la position minimale
de la fonction.
Ce paramètre fonctionne comme un fin de course électronique pour les FA.
Pour déterminer la valeur, on positionne le curseur sur le paramètre et on
déplace l'axe (la fonction auxiliaire) jusqu'au fin de course désiré. Ensuite, en
pressant la touche TEACH
, la valeur D/A de la position du
potentiomètre s'inscrit dans le champ et fonctionne comme fin de course à ne
pas dépasser.
Attention : La valeur doit être supérieure à 0, sinon cela indique que l'axe a
atteint ou dépassé le fin de course électrique du potentiomètre.
74BP80 DOMAINE MAX (D/A)
Valeur digitale du convertisseur analogique/digital pour la position maximale
de la fonction.
Ce paramètre fonctionne comme un fin de course électronique pour les FA.
Pour déterminer la valeur, on positionne le curseur sur le paramètre et on
déplace l'axe (la fonction auxiliaire) jusqu'au fin de course désiré. Ensuite, en
pressant la touche TEACH
, la valeur D/A de la position du
potentiomètre s'inscrit dans le champ et fonctionne comme fin de course à ne
pas dépasser.
Attention : La valeur doit être inférieure à 255, sinon cela indique que l'axe
a atteint ou dépassé le fin de course électrique du potentiomètre.
Ces 2 paramètres (P79, P80) sont déterminés généralement par TEACH pour
les fonctions analogiques.
75BP81 DOMAINE MIN (PROGR)
Valeur de programmation à laquelle on veut faire correspondre le minimum
D/A (P79).
76BP82 DOMAINE MAX (PROGR)
Valeur de programmation à laquelle l'on veut faire correspondre le maximum
D/A (P80).
Ce paramètre détermine l'unité avec laquelle on veut travailler.
PARAMÈTRES MACHINE PAGE 25
Page 28

77BPARAMÈTRES PRESSION DE COUPE (FA6)
PARAMETRES MACHINE -13- IGNORE
-- PARAMETRAGE PRESSION (FA6) --
83 PRESSION MINIMUM MONTÉE: 10
84 PRESSION RÉGLAGE ANGLE: 20
85 a JEU COUTEAU ELECTRIQUE _
b PRESSION RÉGLAGE JEU COUTEAU 20
86 PRESSION MONTÉE COUTEAU: 80
87 GAIN MONTÉE COUTEAU: 200
88 TEMPS ACC PRESSION DESCENTE: 1.00
89 a TEMPS DEC PRESSION DESCENTE: 1.00
b TEMPS DEC PRESSION MANUEL _.__
90 TEMPS ACC PRESSION MONTÉE: 1.00
91 TEMPS DEC PRESSION MONTÉE: 1.00
92 TEMPS DÉCOMPRESSION: 1.00
78BP83 PRESSION MINIMUM MONTÉE
Ce paramètre indique la pression minimum restante lors de la remontée du
couteau lorsqu'il a atteint le PMH max.
79BP84 PRESSION RÉGLAGE ANGLE
Ce paramètre indique la pression utilisée pour effectuer le réglage d'angle.
Remarque: Si FA2 et FA3 sont calibrées, la pression utilisée est la pression
max. des paramètres P84 et P85.
80BP85A JEU COUTEAU ELECTRIQUE
Ce paramètre indique que le jeu de couteau est réglé à l’aide d’un moteur
électrique et non pas avec une pression hydraulique. (Valeur = _, 0 ou 1)
81BP85B PRESSION RÉGLAGE JEU DE COUTEAU
Ce paramètre indique la pression utilisée pour effectuer le réglage du jeu de
couteau.
Remarque: Si FA2 et FA3 sont calibrées, la pression utilisée est la pression
max. des paramètres P84 et P85.
PAGE 26 PARAMÈTRES MACHINES DNC 60 G
Page 29

82BP86 PRESSION MONTÉE COUTEAU
Ce paramètre indique le palier de pression utilisé pour effectuer la remontée
du couteau.
83BP87 GAIN MONTÉE COUTEAU
Ce paramètre sert à adoucir l’arrivée au PMH lors de la remontée du couteau.
y Valeur par défaut (SI Undef) = 100.
y Une valeur trop faible peut limiter trop la pression de montée du
couteau (la montée ne s’amorce pas).
y Plus la valeur est forte, plus l’adoucissement arrive tardivement, il est
par contre plus pentu.
84BP88 TEMPS ACC. PRESSION DESCENTE
Ce paramètre indique le temps nécessaire pour atteindre la pression de
descente du couteau.
Ce paramètre correspond à une rampe d'accélération de pression.
85BP89A TEMPS DÉC. PRESSION DESCENTE
Ce paramètre indique le temps nécessaire pour atteindre la pression nulle à la
fin de la descente du couteau.
Ce paramètre correspond à une rampe de décélération de pression.
86BP89B TEMPS DÉC. PRESSION MANUEL
Ce paramètre indique le temps nécessaire pour atteindre la pression nulle à la
fin d’un mouvement manuel du couteau.
Ce paramètre correspond à une rampe de décélération de pression. La valeur
par défaut est de 0,3 seconde. (max 0,3sec)
87BP90 TEMPS ACC. PRESSION MONTÉE
Ce paramètre indique le temps nécessaire pour atteindre la pression de
montée du couteau.
Ce paramètre correspond à une rampe d'accélération de pression.
PARAMÈTRES MACHINE PAGE 27
Page 30

88BP91 TEMPS DÉC. PRESSION MONTÉE
Ce paramètre indique le temps nécessaire pour atteindre la pression minimum
de montée (P83) à la fin de la montée du couteau.
Ce paramètre correspond à une rampe de décélération de pression.
89BP92 TEMPS DÉCOMPRESSION
Ce paramètre indique le temps d'attente après la coupe avant que le couteau
ne remonte.
90BPARAMÈTRES CALIBRAGE PRESSION DE COUPE (FA6)
PARAMETRES MACHINE -14- IGNORE
93 DISTANCE CAPTEUR PMH MAX EN MM: 20
EN U D/A: 14
-- CALIBRAGE PRESSION (FA6) --
FA6 FA6
U Pr U D/A
Min = P81 1 = P79 2
25% 64
50% 128
75% 192
Max = P82 100 = P80 254
PAGE 28 PARAMÈTRES MACHINES DNC 60 G
Page 31

91BP93 DISTANCE CAPTEUR PMH MAX
Ce paramètre peut être considéré comme un arrêt avancé, qui permet d’éviter
un choc en haut de la machine lors de la remontée du couteau.
ATTENTION: Ce paramètre doit être programmé en millimètre après le
calibrage de FA2 et FA3, car il est ensuite transformé et affiché (juste en
dessous) en U D/A dès que l’on quitte le champ. Cette valeur en U D/A est
ensuite exploitée par le soft pour la gestion de la tolérance du réglage
d’angle.
Ce paramètre permet d’améliorer la gestion de la tolérance du réglage
d’angle.
92BPARAMÈTRES JEU DE COUTEAU ÉTENDU
(8 SEGMENTS)
PARAMETRES MACHINE -15- IGNORE
- JEU DE COUTEAU 9 POINTS (8 SEGMENTS) -
FA1 FA1 (TEACH) FA5
U Pr U D/A U D/A
Min = P81 1 = P79 2 2
Int1 12 32 16
Int2 25 64 32
Int3 37 96 48
Int4 50 128 64
Int5 62 160 80
Int6 75 192 96
Int7 87 224 112
Max = P82 100 = P80 254 128
PARAMÈTRES MACHINE PAGE 29
Page 32

93BPARAMÈTRES ESCAMOTAGE BUTÉE ARRIÈRE X
PARAMETRES MACHINE -16- IGNORE
-- ESCAMOTAGE BUTEE ARRIERE X --
P94 DISTANCE DE PARC: _____.__
COTE DE PARC: +_____.__
P95 DISTANCE DE RAMPE: _____.__
COTE DE RAMPE: +_____.__
P96 TEMPO ESCAMOTAGE HYDRAULIQUE:
a: ENTREE: _.__ b: SORTIE: _.__
c: DELAI: _.__ d: PRESSION: _.__
P97 COMMUTATION PV/GV X: _
P98 DELAI RESET OUT SERRE TOLE: _.__
P99 DUREE PULSE PMH: _.__
P100 EASY OPTIMIZER: _
P104 COUPE AU MILIEU: _
P101 REGLAGE FAS: 1 x / ___
94BP94 DISTANCE DE PARC
Ce paramètre est utilisé pour l'escamotage de la butée arrière. Il définit la
distance de sécurité depuis le fin de course Max où la butée est escamotée.
La COTE DE PARC (= FC Max – P94) est la cote absolue à partir de
laquelle la butée est entièrement escamotée.
Voir: Fonctionnalités, Escamotage butée pour plus de détails.
95BP95 DISTANCE DE RAMPE
Ce paramètre est utilisé pour l'escamotage de la butée arrière. Il définit la
distance de transition entre la position normale de la butée arrière et sa
position escamotée.
La COTE DE RAMPE (= COTE DE PARC – P95) est la cote absolue
maximum de la butée arrière pour une utilisation normale.
Voir: Fonctionnalités, Escamotage butée pour plus de détails.
PAGE 30 PARAMÈTRES MACHINES DNC 60 G
Page 33

96BP96 TEMPO ESCAMOTAGE HYDRAULIQUE
Ce paramètre est utilisé pour l'escamotage de la butée arrière activée par un
vérin hydraulique.
Pour activer cette fonctionnalité, il faut en plus programmer:
y P94 (DISTANCE DE PARC)
y P95 (DISTANCE DE RAMPE) = 0
178Ba: Entrée
Temporisation pendant que la pression pour l'escamotage est active. (Max
9.99 secondes)
179Bb: Sortie
Temporisation pendant que la butée est ramenée à sa hauteur normale
d'utilisation. (Max 9.99 secondes)
180Bc: Délai
Ce paramètre prolonge les signaux de commande pression montée et
descente de l'escamotage. (Max 2.54 secondes)
181Bd: Pression
Pression pour la montée de l'escamotage hydraulique. La valeur introduite
dans ce champ est en pour-cent. La valeur minimum (0%) correspond à
PM 81 Domaine min. (progr) de la FA6 et la valeur maximum (100%) au
PM 82 Domaine max. (progr) de la FA6.
Si le curseur est sur ce champ, il est possible de faire monter ou de descendre
avec les touches
97BP97 COMMUTATION PV/GV X
ou l'escamotage hydraulique.
Si ce paramètre P97 vaut 1, alors:
y à chaque entrée de X en zone d’escamotage (= P94 + P95), la DNC
passe en PV sur X.
y à chaque sortie de X de la zone d’escamotage (= P94 + P95), la DNC
passe en GV sur X.
PRECAUTION: pour utiliser cette fonctionnalité, il est préconisé de ne pas
configurer l’entrée PVX.
PARAMÈTRES MACHINE PAGE 31
Page 34

98BP98 DÉLAI RESET OUT SERRE-TÔLE
La gestion indépendante des serres-tôles peut se faire uniquement avec une
pédale à deux niveaux. Le 1
er
niveau active les serre-tôles et le 2
la descente du couteau.
Dès le début de la remontée du couteau, la valeur du paramètre P98 définit le
délai d'attente (de 0 à 9.99 secondes) avant de désactiver la sortie Serre-
tôle.
P98 = Undef est considéré comme un délai d'attente nul (0 sec.).
99BP99 DURÉE PULSE PMH
Lorsque la sortie Pulse PMH est configurée, le paramètre P99 définit la
durée d'activation (de 0 à 9.99 secondes) de cette sortie dès que le couteau
arrive au PMH calculé par la DNC.
Pour P99 = Undef ou P99 = 0, la sortie Pulse PMH n'est pas activée.
100BP100 EASY OPTIMIZER
Ce paramètre est utilisé pour le mode Easy Optimizer.
Si P100 = 1, le champ MODE EASY OPTIMIZER apparaît dans la page
EASYCUT.
Pour activer cette fonctionnalité, il faut en plus programmer la valeur 1 dans
le champ MODE EASY OPTIMIZER de la page EASYCUT.
Voir: Manuel d'utilisation, La Page EasyCut, Page EasyCut en Mode Easy
Optimizer pour plus de détails.
ème
déclenche
101BP101 RÉGLAGE FAS UNE FOIS SUR
Ce paramètre permet d'augmenter les cadences de coupes en ne remontant
pas à chaque fois en haut de la machine (PMH max).
En mode AUTOMATIQUE ou SEMI-AUTOMATIQUE:
y Si P101 = 0, le couteau ne remonte jamais en haut de la machine
(PMH max) pendant tout le cycle; le réglage du jeu des couteaux et de
l'angle n'est effectué qu'une seule fois au démarrage du cycle.
y Si P101 = 1 ou P101 = Undef, le couteau remonte à chaque fois en
haut de la machine (PMH max) pour effectuer le réglage du jeu des
couteaux et de l’angle.
y Si P101 = n (2 ≤ n ≤ 999), le couteau remonte en haut de la machine
(PMH max) toutes les n fois pour effectuer le réglage du jeu des
couteaux et de l’angle. Pour les n-1 autres fois, le couteau ne remonte
qu'au PMH pot.
PAGE 32 PARAMÈTRES MACHINES DNC 60 G
Page 35

102BP104 COUPE AU MILIEU
Ce paramètre permet d’activer la fonction de décalage du point d’origine
de la tôle
. Ce qui permet de découper une tôle n’importe où sur
la largeur de la machine.
103BPARAMÈTRES MESURE EPAISSEUR (8 SEGMENTS)
PARAMETRES MACHINE -17- IGNORE
- MESURE EPAISSEUR 9 POINTS (8 SEGMENTS) FA7 FA7 (TEACH)
U Pr U D/A
Min = P81 0 = P79 2
Int1 10 32
Int2 15 64
Int3 20 96
Int4 40 128
Int5 60 160
Int6 80 192
Int7 100 224
Max = P82 120 = P80 254
104BPARAMÈTRES SUPPORT TÔLE
Pour plus de détails concernant la fonction support tôle, veuillez vous référer
à la section
XSupport TôleX à la page 54 de ce manuel.
PARAMÈTRES MACHINE PAGE 33
Page 36

PARAMETRES MACHINE -18- STOP PA 3
P103 ZONE DE SECURITE PIN: _.__
-- FONCTION SUPPORT TOLE --
P115 DELAI START SUPPORT TOLE: _.__
P105 TEMPO SUPPORT TOLE UP: _.__
P102 TEMPO SUPPORT TOLE: _.__
P106 TEMPO SUPPORT TOLE DOWN: _.__
b : DELAI SECURITE DOWN: _.__
P107 RETOUR SUPPORT TOLE AU PMH
-- FONCTION A-TW --
P116 DELAI START A-TW: _.__
P108 TEMPO A-TW UP: _.__
P109 TEMPO A-TW: _.__
P110 TEMPO A-TW DOWN: _.__
P111 RETOUR A-TW AU PMH: _
155BP102 Tempo Support Tôle
Ce délai commence au moment où on a simultanément le couteau au PMB et
le support tôle en position basse, et termine au début la remontée du support
tôle. (Plage de valeur : 0 à 9,99 secondes)
156BP105 Tempo Support Tôle Up
Ce paramètre représente le temps nécessaire estimé pour la remontée du
support tôle. (Plage de valeur : 0 à 9,99 secondes)
157BP106 Tempo Support Tôle Down
Ce paramètre représente le temps estimé pour la descente du support tôle.
(Plage de valeur de 0 à 9,99 secondes).
158BP106b Délai Sécurité Down
Ce paramètre est le délai à la fin duquel la commande numérique vérifie si le
capteur UP est activé ou non.
(Plage de valeur : 0.01 à 2.54 secondes, si Undef, aucun contrôle).
La valeur de ce paramètre doit être inférieure au P106.
PAGE 34 PARAMÈTRES MACHINES DNC 60 G
Page 37

159BP107 Retour Support Tôle au PMH
Si ce paramètre est programmé à 1, la remontée du support tôle se fera après
l’arrivée au PMH du couteau et après que p102 soit écoulé.
Ce paramètre permet de remonter le support tôle après le couteau.
160BP115 Délai Start Support Tôle
Ce paramètre est le délai entre l’autorisation de coupe et le démarrage du
cycle support tôle.
(Plage de valeur : 0.01 à 9,99 secondes, Undef = 1 seconde par défaut)
Rappel : dans un cycle sans support tôle, le paramètre P36 (temporisation
serre-tôle) permet de définir le délai entre l'autorisation de coupe et le
moment oú le serre-tôle est considéré comme fermé, c'est-à-dire ou la
descente du couteau peut commencer.
En présence d'un support tôle, le paramètre 36 doit aussi être programmé : il
sert alors de sécurité. En règle générale, le cycle du support tôle doit
démarrer après que la tôle soit serrée. Il faut que P115 soit supérieur à P36.
Dans les rares cas où le cycle support tôle doit démarrer avant que la tôle soit
serrée, il faut que P115 soit inférieur à P36.
Lorsqu’un capteur de pression est configuré, la durée de P115 et de P36 peut
être adaptée (réduite).
105BPARAMÈTRES ANTI-TWIST
Pour plus de détails concernant la fonction anti-twist, veuillez vous référer à
la section
161BP116 DELAI START A-TW
XFonction anti-twistX à la page 62 de ce manuel.
Ce paramètre est le délai entre l’autorisation de coupe et le démarrage du
cycle anti-twist. (Plage de valeur : 0.01 à 9,99 secondes, Undef = 1 seconde
par défaut)
Rappel : dans un cycle sans support tôle, le paramètre P36 (temporisation
serre-tôle) permet de définir le délai entre l'autorisation de coupe et le
moment où le serre-tôle est considéré comme fermé, c'est-à-dire ou la
descente du couteau peut commencer.
En présence d'un support tôle, le paramètre P36 doit aussi être programmé : il
sert alors de sécurité. En règle générale, le cycle anti-twist doit démarrer
après que la tôle soit serrée. Il faut que P116 soit supérieur à P36.
Dans les rares cas où le cycle anti-twist doit démarrer avant que la tôle soit
serrée, il faut que P116 soit inférieur à P36.
Lorsqu’un capteur de pression serre-tôle est configuré, la durée de P116 et de
P36 peut être adaptée (réduite).
PARAMÈTRES MACHINE PAGE 35
Page 38

162BP108 TEMPO A-TW UP
Ce paramètre (temporisation anti-twist up) représente le temps estimé pour la
montée du dispositif anti-twist.
Le paramètre P108 est équivalent au paramètre P105 pour le support tôle.
163BP109 TEMPO A-TW
Le délai de ce paramètre commence au moment où on a simultanément le
couteau au PMB et le dispositif anti-twist en position basse, et termine au
début de la montée du dispositif anti-twist. (Plage de valeur : 0 à 9,99
secondes)
164BP110 TEMPO A-TW DOWN
Ce paramètre représente le temps nécessaire estimé pour la descente du
dispositif anti-twist. (Plage de valeur : 0 à 9,99 secondes)
165BP111 RETOUR A-TW AU PMH
Si la valeur de ce paramètre est 1, la remontée du dispositif anti-twist se fera
après l’arrivée au PMH du couteau et après que P109 soit écoulé.
Ce paramètre permet de remonter le dispositif anti-twist après le couteau.
PARAMETRES MACHINE -19- STOP PA 3
P112 ENVOI SEQUENTIEL
P113 DELAI OUVERTURE SERRE TOLE: _.__
P114 DUREE OUVERTURE SERRE TOLE: _.__
P117 MODE TOGGLE NIVEAU 3/2/3: _
P118 VISUALISATION I/O EN RUN: _
P119 MODE GRIGNOTAGE: _
P120 SANS BREAK COUPE: _
P121 VISUALISER TOUS LES PM (1=OUI):_
P122 IMPR. TOUS LES PAR.MACH (1=OUI)_
P123 CLEF 0 BLOQUE L'UTILISATION _
106BP112 ENVOI SEQUENTIEL
Lorsque ce paramètre est à 1, les fonctions auxiliaires (1er jeu de couteau,
ème
jeu de couteau, angle) sont réglées l’une après l’autre.
2
PAGE 36 PARAMÈTRES MACHINES DNC 60 G
Page 39

107BP113 DELAI OUVERTURE SERRE TOLE
Dans le circuit hydraulique du serre-tôle, une valve d’ouverture est insérée,
cette valve est commandée par un signal fourni par la sortie POuvSerT.
Le paramètre Delai ouverture serre tole et un potentiomètre vont
temporiser l’activation de la sortie POuvSerT après le début de la montée
du couteau. Le potentiomètre doit être connecté sur la 4
ème
entrée analogique
(Pin 1 du connecteur J8).
La fonction est TOUJOURS ACTIVE, sauf si la valeur du potentiomètre est
plus petite que 20 unités D/A.
Voir aussi le paramètre P114.
108BP114 DUREE OUVERTURE SERRE TOLE
Ce paramètre permet de limiter la durée d’activation de la sortie POuvSerT.
109BP117 MODE TOGGLE NIVEAU 3/2/3
Si ce paramètre vaut 1, un appui prolongé de la touche permet de
passer du niveau 3 au niveau 2 et vice-versa.
Il est impossible de passer au niveau 0 ou 1, si le paramètre P117 reste à 1.
Ce mode toggle permet de changer de niveau rapidement lors de la mise en
route d’une machine.
110BP118 VISUALISATION I/O EN RUN
Si ce paramètre est à 1, c’est possible de vérifier l’état des entrées/sorties
pendant que la machine est en cycle par des pressions sur les touches
et
111BP119 MODE GRIGNOTAGE
.
Ce paramètre permet d’activer la fonction « Grignotage ».
1 = activé
0 ou undef = désactivé.
112BP120 SANS BREAK COUPE
PARAMÈTRES MACHINE PAGE 37
Page 40

Si ce paramètre est à 1, le couteau descendra jusqu’au PMB malgré un
relâchement de la pédale. Le cycle machine doit être dans la phase « Attente
PMB » pour que le couteau finisse la coupe.
113BP121 VISUALISER TOUS LES PARAMÈTRES MACHINE
Si ce paramètre est à 1, tous les paramètres machines sont affichés même
s’ils ne sont pas nécessaires. Les paramètres des fonctions auxiliaires nonutilisés sont aussi affichés.
Si le paramètre P121 est à 0 ou undef, Les paramètres machines qui
dépendent d’un autre paramètre (non-programmé) ne sont pas affichés.
Ex: P39 (TEMPO PMH) est affiché seulement si F2 est en mode « angle
de coupe » ou si P121 est à 1.
114BP122 IMPRIMER TOUS LES PARAMÈTRES MACHINE
Lorsque ce paramètre est déjà programmé à 1, vous pouvez imprimer tous les
paramètres machine en appuyant sur la touche
.
Si le paramètre n'est pas programmé à 1, il suffit de saisir la valeur 1 puis de
quitter le champ et d'appuyer sur
.
Par impression, on entend le téléchargement du contenu des écrans
Paramètres Machine vers HyperTerminal (sur PC). Pour plus d'informations
sur cette configuration, veuillez vous référer à la section HyperTerminal du
Manuel d'utilisation DNC60G16.
115BP123 CLEF 0 BLOQUE L'UTILISATION
Ce paramètre permet d'ajouter une sécurité supplémentaire à la DNC.
Lorsqu'il est à 1 et que la DNC est en clef 0, après la mise en route de la
machine et le début de la production, le seul moyen d'intervenir sur la
machine est d'appuyer sur la pédale ou le bouton Stop.
Pour débloquer la machine, il suffit de changer à nouveau le niveau de clef.
PAGE 38 PARAMÈTRES MACHINES DNC 60 G
Page 41

Cette page a été intentionnellement laissée blanche.
PARAMÈTRES MACHINE PAGE 39
Page 42

1BFONCTIONS SPÉCIALES CISAILLE
FONCTIONS AUXILIAIRES Type de gestion (P70)
F1/F5: Jeu de couteaux 2
F2: Angle de coupe 2
F3: Longueur de coupe 2
F4: Coupe à la volée 2
F6: Pression 2
F7: Mesure épaisseur de tôle 2
9BFONCTION JEU DE COUTEAU (F1)
CHAMPS A
VALEURS COMMENTAIRES
PROGRAMMER
Tables de matières 0.01Î9.99
Constantes de calcul jeu de
couteaux en fonction de la
matière et de l'épaisseur
P70 F1 2
P72 F1 (par ex.) 1
P79 F1 1Î254
P80 F1 1Î254
P81 F1 0Î999
Type gestion
Mode analogique
Valeur D/A min. (teach)
Valeur D/A max. (teach)
Domaine de programmation
min.
P82 F1 0Î999
Domaine de programmation
max.
En page séquence:
-
- choisir la
MATIERE grâce
0.01Î99.99
ALU
(par ex.)
Epaisseur de la tôle
Type de matière
aux touches de
déplacement
manuel.
Le réglage de la fonction JEU DES COUTEAUX peut se faire avec 2
moteurs placés à chaque extrémité de la machine. Cette configuration permet
notamment de simplifier la mécanique de réglage du jeu des couteaux.
ème
La 2
FA utilisée pour le réglage du jeu des couteaux est la FA5 et elle doit
être programmée et calibrée exactement comme la FA1 (en mode JEU DE
COUTEAUX). Dans ce mode, la FA5 n'apparaît pas sur l'écran mais elle est
automatiquement programmée lors d'un calcul ou une programmation de la
fonction jeu de couteaux. De même, elle est déplacée simultanément avec la
FA1 en AUTOMATIQUE ou MANUEL.
Note : F1 / F5 peuvent être définis en analogique, en tension ou en
digital en définissant les paramètres 71, 72 ou 73 (voir texte
relatif, page
X22X).
PAGE 40 PARAMÈTRES MACHINES DNC 60 G
Page 43

116BCALIBRAGE DE LA FONCTION F1 / F5
1) Déplacer la fonction jeu de couteaux jusqu'à sa position minimale, en
plaçant le curseur dans P79 de la F1 / F5 et en actionnant la
touche
.
2) Effectuer le TEACH de la valeur min D/A (P79 de la F1 / F5), en
pressant la touche
. La valeur D/A lue sur le potentiomètre
s'inscrit dans le champ actif (valeur comprise entre 1 et 254).
3) Programmer dans P81 la distance mesurée (en 1/100 mm) entre les
couteaux.
4) Déplacer la fonction jeu de couteaux jusqu'à sa position maximale, en
plaçant le curseur dans P80 de F1 / F5 et en actionnant la
touche
.
5) Effectuer le TEACH de la valeur max. D/A (P80 de la F1 / F5), en
pressant la touche
(valeur inférieure à 255).
6) Programmer dans P82 la distance mesurée (en 1/100 mm) entre les
couteaux.
Si F6 est définie en mode Pression (voir Fonction F6 Pression), chaque appui
sur une touche manuelle provoque la montée de la pression à P85 (Pression
Réglage Jeu Couteau). Au relâchement de la touche, la pression retombe vers
0.
117BCALCUL JEU DE COUTEAUX
Le calcul du jeu de couteaux est réalisé à chaque programmation des champs
épaisseur tôle ou type de matière (en fonction de la table des matières).
La valeur de jeu de couteaux calculée sur la page séquence correspond à des
1/100 mm.
La programmation manuelle (en 1/100 mm) sur la page fonction (
reste toujours possible.
)
FONCTIONNALITÉS PAGE 41
Page 44

10BFONCTIONS ANGLE DE COUPE (F2) ET LONGUEUR DE
COUPE
(F3) (AVEC UN SEUL POTENTIOMÈTRE)
CHAMPS A
PROGRAMMER
P70 F2 2
P72 F2 1
P79 F2 1Î254
P80 F2 1Î254
P81 F2 (b-a) mm
P82 F2 (c-a) mm
P70 F3 2
P72 F3 0
P79 F3 1Î254
P80 F3 1Î254
P81 F3 0 mm
P82 F3 (c) mm
P50 1Î99999
Table des matières 0.01Î9.99
P55 0.01Î999.99
En page séquence :
-
- choisir la
MATIERE grâce
aux touches de
déplacement
manuel.
-
VALEURS COMMENTAIRES
Type de gestion
FA2 analogique
Valeur D/A min. (teach)
Valeur D/A max. (teach)
Domaine de programmation
min. (Voir figure 4, page
Domaine de programmation
max. (Voir figure 4, page
Type de gestion
FA3 analogique
Valeur D/A min. (teach)
Valeur D/A max. (teach)
Domaine de programmation
min.
Domaine de programmation
max. (Voir figure 4, page
Longueur max. de coupe
Angle de coupe en fonction de
la matière et de l'épaisseur
Dist. montant gauche / point
fixe de rotation
0.01Î99.99
ALU
(par ex.)
1Î99999
Épaisseur de la tôle
Type de matière
Longueur de coupe de la
séquence
X42X)
X42X)
X42X)
PAGE 42 PARAMÈTRES MACHINES DNC 60 G
Figure 4
Page 45
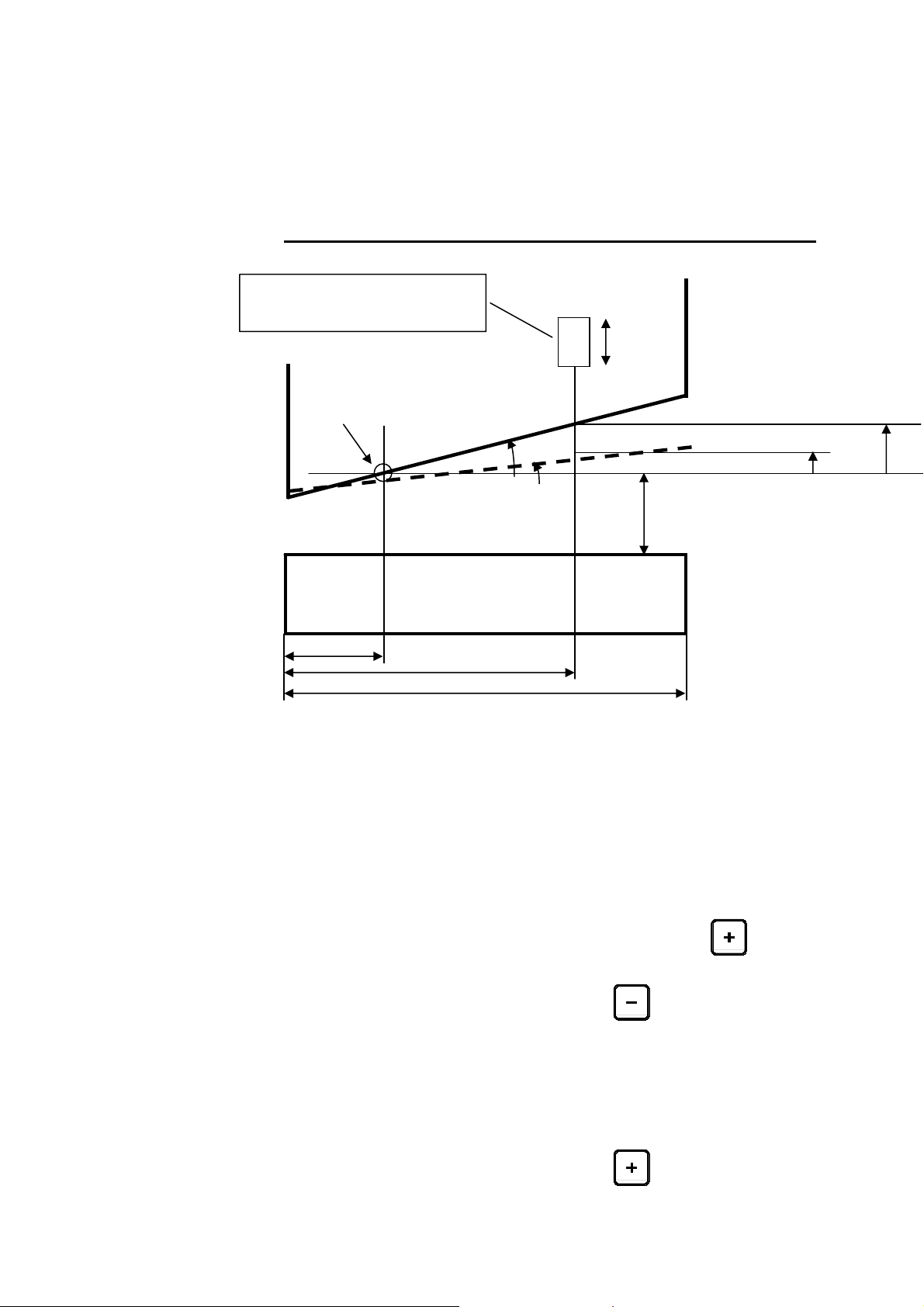
118BCALIBRAGE DE LA FONCTION AUXILIAIRE ANGLE DE
COUPE F2
Potentiomètre de mesure angle
de coupe et profondeur de coupe
+
Point fixe de
rotation
P54 max.
P54 min.
_
Dmax.
P81
P82
Couteau inférieur
P55
P58
P50
1) Programmer dans le P50 la largeur maximale de coupe de la machine.
2) Programmer dans le P54 l'angle max. et l'angle min du couteau.
3) Programmer dans le P55 la distance horizontale entre l'extrémité
gauche du couteau inférieur et l'axe du point de rotation du couteau
supérieur.
4) Programmer dans le P58 la distance horizontale entre l'extrémité
gauche du couteau inférieur et la position du potentiomètre.
5) Déplacer le couteau jusqu'au PMH max. (distance Dmax) en plaçant le
curseur dans le P80 de la F3 et en actionnant la touche
6) Déplacer le couteau jusqu'à son angle min. en plaçant le curseur dans le
P79 de la F2 et en actionnant la touche
distance Dmax).
7) Effectuer le TEACH de la valeur min. D/A (P79 de la F2). La distance
verticale calculée (en mm) entre le point fixe de rotation et le couteau
supérieur à l'endroit où se trouve le potentiomètre est reportée dans le
P81 de la F2.
8) Déplacer le couteau jusqu'à son angle max. en plaçant le curseur dans le
P80 de la F2 et en actionnant la touche
(en conservant la
.
.
FONCTIONNALITÉS PAGE 43
Page 46

9) Effectuer le TEACH de la valeur max. D/A (P80 de la F2). La distance
verticale calculée (en mm) entre le point fixe de rotation et le couteau
supérieur à l'endroit où se trouve le potentiomètre est reportée dans le
P82 de la F2.
Si F6 est définie en mode Pression (voir Fonction F6 Pression), chaque appui
sur une touche manuelle provoque la montée de la pression à P84 (Pression
Réglage Angle). Au relâchement de la touche, la pression retombe vers 0.
119BCALIBRAGE DE LA FONCTION AUXILIAIRE LONGUEUR
DE COUPE F3
Potentiomètre de mesure angle
de coupe et profondeur de
+
_
Point fixe
de rotation
P54 max.
P82
Couteau inférieur
P81 = 0
P55
P58
P50
Remarque: La montée / descente du couteau peut également être effectuée
par la pédale. Dans ce cas, si le temps écoulé entre deux appuis
sur la pédale est inférieur à 2 secondes, le couteau se déplace
dans le même sens que précédemment, sinon il change de sens.
Après avoir réalisé les étapes 1) à 9) décrites ci-dessus, le calibrage de la
fonction auxiliaire F3 est le suivant:
10) Placer le curseur dans le P80 de la F3 et effectuer le TEACH de la
valeur max. D/A (P80 de la F3).
11) Mesurer la distance entre le couteau supérieur et inférieur à l'extrémité
droite de la machine et reporter cette valeur (en mm) dans le P82 de la
F3.
PAGE 44 PARAMÈTRES MACHINES DNC 60 G
Page 47

12) Descendre le couteau supérieur jusqu'à obtenir le croisement des
extrémités droites des couteaux en plaçant le curseur dans le P79 de la
F3 et en actionnant la touche
et arrêter le couteau sur cette
position.
13) Effectuer le TEACH de la valeur min. D/A (P79 de la F3).
14) Programmer dans le P81 de la F3 la valeur 0.
Si F6 est définie en mode Pression (voir Fonction F6 Pression), chaque appui
sur une touche manuelle provoque la montée de la pression à P86 (Pression
Montée Couteau). Au relâchement de la touche, la pression retombe vers 0.
120BCALCUL ANGLE DE COUPE
Le calcul de l'angle de coupe est réalisé à chaque programmation des champs
épaisseur tôle ou matière.
La valeur calculée au 1/100 de degrés est affichée sur la page fonction.
Le calcul se fera à partir des tables définissant l'angle de coupe en fonction
de l'épaisseur et de la matière.
121BCALCUL LONGUEUR DE COUPE
La DNC calcule le PMB et le PMH à chaque programmation des champs
épaisseur tôle, sigma matière ou longueur de coupe de la séquence.
La valeur calculée et affichée du PMB correspond à la position (en mm)
géométrique du point de mesure (figure 4, page
X42X), par rapport au couteau
inférieur, à la fin de la coupe.
Formule de calcul:
PMB = tg *(P50-Ltôle)
LTôle: Longueur de coupe de la séquence
: Angle de coupe
La valeur calculée et affichée du PMH correspond à la position (en mm)
géométrique du point de mesure (figure 4, page
X42X), par rapport au couteau
inférieur, à la position de dégagement de la tôle.
Formule de calcul:
PMH = (tg *P50)+E
E: Epaisseur tôle
FONCTIONNALITÉS PAGE 45
Page 48

11BFONCTION LONGUEUR DE COUPE (F3) AVEC ANGLE
DE COUPE FIXE
COUPE
)
La position du potentiomètre (à droite ou à gauche) n'a pas d'importance mais
le sens de déplacement positif (tension croissante) devra être celui de la
montée du couteau.
CHAMPS A
PROGRAMMER
P54 0,01Î9,99
P70 F3 2
P72 F3 0
P79 F3 1Î254
P80 F3 1Î254
P81 F3 1Î999
P82 F3 1Î999
P50 1Î99999
En page séquence :
-
(PAS DE FONCTION F2 ANGLE DE
VALEURS COMMENTAIRES
Pour le calcul du PMH
Type de gestion
FA3 analogique
Valeur D/A min. (teach)
Valeur D/A max. (teach)
Domaine de programmation
min.
Domaine de programmation
max.
Longueur max. de coupe.
1Î99999
Longueur de coupe de la
séquence.
122BCALIBRAGE DE LA FONCTION F3
Remarque: La montée / descente du couteau peut également être effectuée
par la pédale. Dans ce cas, si le temps écoulé entre deux appuis
sur la pédale est inférieur à 2 secondes, le couteau se déplace
dans le même sens que précédemment, sinon il change de sens.
1) Descendre le couteau jusqu'au point de croisement de son extrémité
droite avec le couteau inférieur.
Effectuer le TEACH de la valeur min D/A (P79 de F3) en maintenant
le couteau à cette position.
2) Programmer dans P81 la valeur 0.
3) Remonter le couteau supérieur jusqu'à sa position maximale.
Effectuer le TEACH de la valeur max. D/A (P80 de la F3) en
maintenant le couteau à cette position.
4) En maintenant la position du point 3, programmer dans le P82 la valeur
du domaine de programmation max. correspondant à la distance
mesurée entre les deux extrémités droites des couteaux.
(Cote "c" de la figure 4).
Si F6 est définie en mode Pression (voir Fonction F6 Pression), chaque appui
sur une touche manuelle provoque la montée de la pression à P86 (Pression
Montée Couteau). Au relâchement de la touche, la pression retombe vers 0.
PAGE 46 PARAMÈTRES MACHINES DNC 60 G
Page 49

123BCALCUL LONGUEUR DE COUPE
Le calcul du PMB est enclenché à chaque programmation du champ longueur
de coupe de la séquence.
Formule de calcul:
PMB = (P50 – LTôle) · tan(P54)
PMH
PMB
P54
LTôle
P50
Le calcul du PMH ne se fait que si on programme le paramètre P54 (angle
nominal) à la valeur de l'angle fixe.
Dans tous les cas, on peut toujours programmer le PMH manuellement.
Remarques sur les fonctions F1, F2:
Les procédures précédentes permettent uniquement d'étalonner les fonctions
analogiques. Il faudra ensuite, pour F1 et F2, régler les paramètres de
positionnements (P74, P75, P76, P77, P78).
FONCTIONNALITÉS PAGE 47
Page 50

12BFONCTION LONGUEUR DE COUPE (F3) SANS
POTENTIOMÈTRE DE MESURE
TEMPO
)
Dans cette configuration, on utilise une temporisation pour gérer la descente
du couteau. La durée est calculée en fonction de la longueur à couper.
CHAMPS A
PROGRAMMER
P54 0,01Î9,99
P70 F3 2
P79 F3 1Î254
P80 F3 1Î254
P81 F3 0mm.
P82 F3 (c)mm.
P50 1Î99999
En page séquence:
-
VALEURS COMMENTAIRES
1Î99999
(UTILISATION DE
Calcul du PMH
Type de gestion
Généralement = 0
Temps de descente 1/10
seconde pour la longueur max.
de coupe
Domaine de programmation
min.
Domaine de programmation
max.
Longueur max. de coupe.
Longueur de coupe de la
séquence.
de
124BCALIBRAGE DE LA FONCTION F3
Reprendre la méthode de calibrage avec l'angle variable ou angle fixe (selon
configuration machine) à l'exception des paramètres P79 et P80 de FA3.
1) Généralement on programme la valeur P79 = 0.
On peut également programmer, si nécessaire, sur ce paramètre un
offset de temps en 1/10 de seconde correspondant au temps de
démarrage du couteau.
2) Programmer dans le P80 le temps en 1/10 de seconde nécessaire pour
couper sur toute la longueur de la machine (avec angle max.).
PAGE 48 PARAMÈTRES MACHINES DNC 60 G
Page 51

13BFONCTION COUPE À LA VOLÉE (F4)
L'entrée coupe à la volée (à 24V) permet d'enchaîner automatiquement les
coupes sans être obligé de relâcher puis presser la pédale pour obtenir la
prochaine coupe. L'autorisation de coupe est donnée dès que l'on se
trouve au PMH et que les axes se sont positionnés.
Afin de laisser suffisamment de temps à l'opérateur pour appliquer la tôle
contre la butée, on peut programmer une temporisation entre la fin du
positionnement des axes (et le PMH) et la sortie du signal d'autorisation
de coupe.
Cette temporisation est programmable par séquence dans la FA4 qui aura
préalablement été définie en mode Tempo coupe à la volée (voir ci-après).
CHAMPS A
VALEURS COMMENTAIRES
PROGRAMMER
P70 F4 2
Type de gestion = coupe à la
volée
P71 F4
P72 F4
P73 F4
P79 F4 0Î254
P80 F4 0Î254
P81 F4 0Î254
Non défini
Non défini
Non défini
Tempo min en 1/10 de seconde
Tempo max en 1/10 de seconde
Domaine min. de
programmation.
P82 F4 0Î254
Domaine max. de
programmation.
Voici deux exemples permettant à l'utilisateur de programmer cette
temporisation soit en secondes, soit en dixièmes de secondes.
Exemple 1: (tempo programmable en secondes)
P79 = 0 =
P80 = 120 =
> 0 10
> 120 10
èmes
de sec. = 0 sec. min.
èmes
de sec. = 12 sec. max.
P81 = 1 => min. 1 sec.
P82 = 12 => max 12 sec.
Si l'on programme FA4 = 8, cela correspond, pour la séquence courante, à
une attente de 8 sec. avant la coupe.
Exemple 2: (tempo programmable en 1/10
èmes
P79 = 0 => 0 10
P80 = 50 =
> 50 10
de sec. = 0.0 sec. min.
èmes
de sec. = 5 sec. max.
èmes
de secondes)
P81 = 0 => min. 0.0 sec.
P82 = 50 => max. 5 sec.
Si l'on programme FA4 = 30, cela correspond, pour la séquence courante, à
une attente de 3 sec. avant la coupe.
Remarque: Si la FA4 n'est pas programmée, la temporisation n'est pas
active.
FONCTIONNALITÉS PAGE 49
Page 52

14BFONCTION RAMPES DE PRESSION (F6)
Une sortie analogique permet de régler la pression du système de montée et
de descente du couteau afin d'avoir des rampes de pression au lieu d'une
pression tout ou rien.
CHAMPS A
VALEURS COMMENTAIRES
PROGRAMMER
P70 F6 2
P73 F6 1
Type de gestion
FA6 tension
125BCALIBRAGE DE LA FONCTION F6
Le calibrage de la fonction F6 s'effectue dans la page PARAMETRES
MACHINE 14 avec les touches manuelles:
y Un appui sur
ou augmente ou diminue la valeur de une
unité D/A et sort la tension correspondante sur la sortie analogique,
y Un appui sur
ou augmente ou diminue la valeur de dix
unités D/A et sort la tension correspondante sur la sortie analogique.
A chaque relâchement d'une de ces touches, la tension sur la sortie
analogique retourne à 0 Volt.
1) Avec le curseur sur le champ Min U D/A, avec les touches manuelles
augmenter progressivement la valeur jusqu'à atteindre la pression Min
souhaitée, relever cette valeur = Pression Min.
2) Avec le curseur sur le champ Max U D/A, avec les touches manuelles
augmenter progressivement la valeur jusqu'à atteindre la pression Max
souhaitée, relever cette valeur = Pression Max.
3) Pour chacun des 3 points intermédiaires (en X %) qui restent, avec les
touches manuelles augmenter progressivement la valeur jusqu'à la
pression souhaitée, c’est-à-dire:
Pression = Pression Min + X % * (Pression Max - Pression Min).
PAGE 50 PARAMÈTRES MACHINES DNC 60 G
Page 53

126BPARAMÉTRAGE DE LA FONCTION F6
Le paramétrage de la fonction F6 s'effectue dans la page PARAMETRES
MACHINE 13 avec les touches manuelles.
Définir d’abord les temps des rampes de pression pour la montée et la
descente du couteau (P88 à P91) ainsi que le temps de décompression (P92).
Sur chacun des champs P83 (Pression Minimum Montée), P84 (Pression
Réglage Angle), P85 (Pression Réglage Jeu Couteau) et P86 (Pression
Montée Couteau), programmer d’abord une valeur puis:
1) A l’appui d'une touche manuelle:
y La pression monte jusqu’à cette valeur programmée.
y La sortie digitale correspondante (Montée Couteau, Autorisation de
Coupe, SP, SN) est activée (24V).
2) Au relâchement de la touche:
y La sortie digitale activée (Montée Couteau, Autorisation de Coupe,
SP, SN) est désactivée (0V).
y La pression retombe vers 0.
FONCTIONNALITÉS PAGE 51
Page 54

15BFONCTION PRESSION TOUT OU RIEN (F6)
La sortie Pression Système doit être configurée pour pouvoir utiliser cette
fonction.
CHAMPS A
VALEURS COMMENTAIRES
PROGRAMMER
P70 F6 2
P88 0Î254
P89 0Î254
P90 0Î254
P91 0Î254
127BMONTÉE OU DESCENTE DU COUTEAU
Type de gestion
Tempo en 1/10 de seconde
Tempo en 1/10 de seconde
Tempo en 1/10 de seconde
Tempo en 1/10 de seconde
La gestion des sorties utilisées pour le déplacement du couteau est comme
suit:
UDémarrage:U
1.
La sortie SP / SN est activée. Après un délai d'attente (défini par P88
si le couteau descend ou P90 si le couteau monte), la sortie Pression
Système est activée.
2.
UArrêt:
ULa sortie Pression Système est désactivée. Après un délai d'attente
(défini par P89 si le couteau descend ou P91 si le couteau monte), la
sortie SP / SN est désactivée.
128BSP OU SN DES FAS
La gestion des sorties utilisées pour le SP / SN des FAs est comme suit:
UDémarrage:U
1.
La sortie SP / SN est activée. Après un délai d'attente défini par P88,
la sortie Pression Système est activée.
2.
UArrêt:
ULa sortie Pression Système est désactivée. Après un délai d'attente
défini par P89, la sortie SP / SN est désactivée.
PAGE 52 PARAMÈTRES MACHINES DNC 60 G
Page 55

16BFONCTION MESURE ÉPAISSEUR TÔLE (F7)
Avec un capteur analogique 0 – 10V connecté à une entrée analogique de la
DNC, il est possible de mesurer automatiquement l'épaisseur de la tôle.
CHAMPS A
VALEURS COMMENTAIRES
PROGRAMMER
P70 F7 2
P72 F7 0
P79 F7 1Î254
P80 F7 1Î254
P81 F7 1Î999
Type de gestion
FA7 analogique
Valeur D/A min. (teach)
Valeur D/A max. (teach)
Domaine de programmation
min (1/10mm).
P82 F7 1Î999
Domaine de programmation
max (1/10mm).
129BCALIBRAGE DE LA FONCTION F7
1) Sans avoir de tôle placée sous le capteur, effectuer le TEACH de la
valeur min D/A (P79 de F7).
2) Programmer dans P81 la valeur 0.
3) Avec une tôle d'épaisseur maximum, effectuer le TEACH de la valeur
max. D/A (P80 de la F7)
4) Programmer dans le P82 l'épaisseur maximum
Uen dixièmes de
millimètreU.
Si la réponse du capteur n'est pas linéaire, il est possible de calibrer et
paramétrer F7 sur une courbe en 9 points (8 segments) dans la page
PARAMETRES MACHINE 17. Cette fonctionnalité est active si les 9
points sont définis et tous différents les uns des autres.
FONCTIONNALITÉS PAGE 53
Page 56

17BSUPPORT TÔLE
La fonction du support-tôle est de soutenir la tôle avant que le serre-tôle soit
activé, et après la coupe, d'évacuer la tôle.
Le cycle du support tôle commence après que le serre-tôle soit fermé et se
termine après que le serre-tôle soit relâché (après le point mort bas).
(C1SupTol)
SW1
(C1SupTol)
SW2
(C2SupTol)
SW1
SW3
(C3SupTol)
SW2
(C2SupTol)
Position 1
Position 1
o
i
t
i
s
o
P
n
Positi
2
n
io
t
osi
P
2
3
n
o
Le support tôle peut être à deux positions (une position haute et une position
basse) ou à trois positions (une position intermédiaire vient se rajouter entre
les positions haute et basse).
PAGE 54 PARAMÈTRES MACHINES DNC 60 G
Page 57

130BCONFIGURATION
Pour utiliser le support tôle, il faut définir différentes entrées et sorties ainsi
que certains paramètres.
166BEntrées
C1SupTol: Entrée du capteur de la position 1, c’est-à-dire la
position haute, que le support ait 2 ou 3
positions.
C2SupTol: Entrée du capteur de la position 2, c’est-à-dire la
position basse pour un support à 2 positions et la
position intermédiaire pour un support à
3 positions.
C3SupTol: Entrée du capteur de la position 3 c’est-à-dire la
position basse pour un support à 3 positions.
Ces trois entrées indiquent la position du support tôle à la commande
numérique et définissent s'il s'agit d'un support tôle à deux ou trois positions.
CprSeTol: Capteur Pression Serre Tôle est une entrée
optionnelle. Lorsqu’elle est active, elle indique
que les serres tôles sont fermés et que le cycle du
support tôle peut commencer.
Rappel : la fermeture du serre-tôle est
habituellement contrôlée par le paramètre P36,
Tempo Serre Tôle, qui commence dès
l’arrivée de l’autorisation de coupe.
Même lorsque l’entrée CprSeTol, est utilisée, le
paramètre Tempo Serre Tôle doit rester
configuré : la temporisation sert alors de sécurité.
Par contre il est possible d'utiliser seulement le
paramètre Tempo Serre Tôle sans l'entrée
Capteur Pression Serre Tôle.
167BSorties
SupTolUp: Sortie qui commande le mouvement du support
tôle vers le haut.
SupTolDn: Sortie qui commande le mouvement du support
tôle vers le bas.
STSingle: Sortie qui passe à 1 lors d’un front montant de la
sortie SupTolDn et repasse à 0 lors d’un front
montant de la sortie SupTolUp.
Cette sortie donne une commande unique pour
faire descendre le support tôle et pour le
maintenir en-bas, où la position du support tôle
FONCTIONNALITÉS PAGE 55
Page 58

est normalement en-haut (actionneur
monostable).
Support Tôle Down
(Sortie SupTolDn)
Support Tôle Up
(Sortie SupTolUp)
Support Tôle Single
(Sortie STSingle)
131BPARAMÈTRES
Le tableau ci-dessous énumère les paramètrse machine dédiés au support
tôle.
Pour plus de détails sur ces paramètres, veuillez vous référer à la section
XParamètres Support tôleX, page 33 de ce manuel.
P115 DELAI START
SUPPORT TOLE:
P106 TEMPO SUPPORT
P106b DELAI SECURITE
P102 TEMPO SUPPORT
P105 TEMPO SUPPORT
P107 RETOUR SUPPORT
132BECRAN OPÉRATEUR
Ce champ – également appelé SupTol - s’affiche lorsque le
support tôle est paramétré.
Lorsque ce champ est à 1, le cycle support tôle est activé.
Ce champ est une variable propre à chaque séquence.
TÔLE DOWN:
DOWN:
TÔLE:
TÔLE UP:
TOLE AU PMH:
133BCYCLE DU SUPPORT À DEUX POSITIONS
Le support tôle à deux positions peut être paramétré de plusieurs manières :
- avec juste les deux capteurs C1SupTol et C2SupTol configurés.
Contrôle physique de la position du support tôle.
PAGE 56 PARAMÈTRES MACHINES DNC 60 G
Page 59

- Avec juste les deux timers paramétrables P105 et P106 définis.
A
S
Aucun contrôle physique de la position du support tôle.
- Avec un ou deux capteurs C1SupTol / C2SupTol et un ou deux timers
P105 / P106.
Cette section décrit quelques exemples de gestion possible.
Il existe d’autres manières de gérer le support tôle mais qui ne sont pas
décrites dans ce manuel.
168BDeux capteurs C1SupTol et C2SupTol
Le support tôle est contrôlé physiquement par deux capteurs C1SupTol et
C2SupTol. Les paramètres P105 et P106 ne sont pas programmés.
182B (SupTol) = 1
Au début d'un cycle de coupe, le support tôle monte à la position haute.
Dès que l’autorisation de coupe est donnée, le timer P115 (DELAI START
SUPPORT TOLE) décompte et à la fin de celui-ci, le support tôle descend à
la position basse définie par le capteur de la position 2.
Une fois le couteau arrivé au PMB et le support tôle arrivé en bas, le support
tôle remonte après la Tempo Support Tôle (P102) si le paramètre SupTol
est à 1 pour la prochaine séquence. S'il est à 0 ou Undef, le support tôle
restera à la position basse.
Tempo
Tôle P102
upport
Pédale
utorisation Coupe
Pression Serre Tôle
Support Tôle Position 1
(Entrée C1SupTol)
Support Tôle Position 2
(Entrée C2SupTol)
Support Tôle Up
(Sortie SupTolUp)
Support Tôle Down
(Sortie SupTolDn)
Délai Start Support
Tôle P115
PMB
Position
Support Tôle
183B (SupTol) = 0 ou Undef
Au début d'un cycle de coupe, le support tôle descend à la position basse.
FONCTIONNALITÉS PAGE 57
Page 60

Ensuite, le support tôle reste dans sa position la plus basse jusqu'à ce que le
A
p
couteau arrive au PMB.
À ce moment là, la commande numérique décide en fonction de la séquence
suivante (dépend de la valeur SupTol) si le support tôle remonte (après la
Tempo Support Tôle) ou s’il reste dans la position basse.
169BDeux paramètres P105 et P106
Le support tôle est contrôlé par les paramètres P105 et P106. Il n’y a aucun
contrôle physique de la position du support tôle. Le software mémorise la
position du support tôle.
Le principe général de fonctionnement du support tôle contrôlé par les deux
paramètres P105 et P106 est identique à celui géré par deux capteurs de
position.
La fin du timer P105 (TEMPO SUPPORT TOLE UP) arrête la montée au
lieu du capteur C1SupTol.
La fin du timer P106 (TEMPO SUPPORT TOLE DOWN) arrête la
descente au lieu du capteur C2SupTol.
Délai Start Support
Tôle P115
PMB
Tempo Support
Tôle P102
Pédale
utorisation Coupe
Pression Serre Tôle
Support Tôle Up
(Sortie SupTolUp)
Support Tôle Down
(Sortie SupTolDn)
Position
Support Tôle
Tempo Support
Tôle Down P106
170BUn capteur C1SupTol et le paramètre P106
Tempo Support
Tôle U
P105
Le support tôle est contrôlé physiquement par un capteur C1SupTol et par
le paramètre P106 (TEMPO SUPPORT TOLE DOWN).
Dans ce cas, la descente est stoppée par le paramètre P106 (TEMPO
SUPPORT TOLE DOWN). Il n’y a aucun contrôle physique de la position
du support tôle pendant la descente.
La montée est arrêtée par le capteur C1SupTol.
PAGE 58 PARAMÈTRES MACHINES DNC 60 G
Page 61

Délai Start Support
Tôle P115
Pédale
Autorisation Coupe
Pression Serre Tôle
Support Tôle Position 1
(Entrée C1SupTol)
Support Tôle Up
(Sortie SupTolUp)
Support Tôle Down
(Sortie SupTolDn)
Position
Support Tôle
Tempo Support
Tôle Down P106
171BDeux paramètres P105 et P106 + le capteur C1Suptol
PMB
Tempo Support
Tôle P102
Dans cet exemple, le paramètre P106b est également programmé. Il sert de
sécurité (« chien de garde ») en début de descente.
Le support tôle doit quitter le capteur C1SupTol avant que le timer P106b
(DELAI SECURITE DOWN) soit terminé sinon le cycle est arrêté et un
pop-up s’affiche.
Le paramètre P105 (TEMPO SUPPORT TOLE UP) constitue une sécurité
à la remontée.
FONCTIONNALITÉS PAGE 59
Page 62

A
Pédale
S
o
06b
utorisation Coupe
Pression Serre Tôle
Support Tôle Position 1
(Entrée C1SupTol)
Support Tôle Up
(Sortie SupTolUp)
Support Tôle Down
(Sortie SupTolDn)
Position
Support Tôle
Délai Start Support
Tôle P115
PMB
Tempo
Tôle P102
upport
Délai Sécurité
wn P1
D
134BCYCLE DU SUPPORT À TROIS POSITIONS
Tempo Support
Tôle Down P106
Si les trois entrées C1SupTol, C2SupTol et C3SupTol sont
programmées, la commande numérique reconnaît que le support tôle est à
trois positions.
184B (SupTol) = 1
Au début d'un cycle de coupe, le support tôle monte à la position haute.
Dès que l’autorisation de coupe est donnée, le timer P115 (DELAI START
SUPPORT TOLE) décompte et à la fin de celui-ci, le support tôle descend à
la position intermédiaire définie par le capteur de la position 2.
Une fois le couteau arrivé au PMB, le support tôle descend jusqu'à la position
basse définie par le capteur 3. Pendant ce temps, le couteau commence à
remonter.
Une fois arrivé au capteur 3, si le paramètre SupTol est à 1 pour la
prochaine séquence, le support tôle remonte à la position haute après la
Tempo Support Tôle. S'il est à 0 ou Undef, le support tôle restera à la
position basse.
Tempo Support
Tôle Up P105
PAGE 60 PARAMÈTRES MACHINES DNC 60 G
Page 63

Pédale
Autorisation Coupe
Pression Serre Tôle
Support Tôle Position 1
(Entrée C1SupTol)
Support Tôle Position 2
(Entrée C2SupTol)
Support Tôle Position 3
(Entrée C3SupTol)
Support Tôle Up
(Sortie SupTolUp)
Support Tôle Down
(Sortie SupTolDn)
Position
Support Tôle
Délai Start Support
Tôle P115
PMB
Tempo Support Tôle P102
185B (SupTol) = 0 ou Undef
Au début d'un cycle de coupe, le support tôle descend à la position basse.
Ensuite, le support tôle reste dans sa position la plus basse jusqu'à ce que le
couteau arrive au PMB. À ce moment là, la commande numérique décide en
fonction de la séquence suivante (dépend de la valeur SupTol) si le support
tôle remonte (après la Tempo Support Tôle) ou il reste dans la position
basse.
135BMODE MANUEL
Lorsque le curseur pointe sur le champ SupTol, une pression sur une des
touches
permet de faire monter ou descendre le
support tôle. Pour arrêter le mouvement, il suffit de relâcher les touches.
Lorsque le curseur se trouve sur le champ Largeur de coupe, une pression
sur la touche
ou permet de faire descendre le couteau, ainsi que
le support tôle. Par contre, une pression sur la touche
ou n'a
aucune influence sur le support tôle.
FONCTIONNALITÉS PAGE 61
Page 64

18BFONCTION ANTI-TWIST
Un dispositif anti-twist permet d'empêcher la tôle de se vriller lors de la
coupe de tôles de faible largeur.
Au début de la coupe, le dispositif est en position haute et soutient la tôle. Il
s'abaisse pour accompagner la tôle lors de la coupe.
Un tel dispositif est géré par la DNC 60 G16 de la même façon qu'un support
tôle à 2 positions sans capteurs, c'est-à-dire à l'aide de timers (pour plus de
détails à ce sujet, veuillez vous référer à la section
54).
136BENTRÉES/SORTIES
Pour utiliser un dispositif anti-twist, vous devez configurer les 2 sorties
suivantes :
ATwistUp Sortie qui commande le mouvement du dispositif
ATwistDn Sortie qui commande le mouvement du dispositif
XSupport TôleX à la page
anti-twist vers le haut.
anti-twist vers le bas.
Il n'y a aucune entrée à configurer.
137BPARAMÈTRES
Le tableau ci-dessous énumère les paramètres machine dédiés au dispositif
anti-twist.
Pour plus de détails sur ces paramètres, veuillez vous référer à la section
XParamètres anti-twistX, à la page 35 de ce manuel.
P116 DELAI START
A-TW
P110 TEMPO A-TW
DOWN
P109 TEMPO A-TW
P108 TEMPO A-TW
UP
P111 RETOUR A-TW
AU PMH:
PAGE 62 PARAMÈTRES MACHINES DNC 60 G
Page 65

138BCYCLE DU DISPOSITIF A-TW
Comme le dispositif anti-twist n'est pas équipé de capteurs, la DNC n'a
aucune information quant à sa position : son fonctionnement est commandé
par les deux paramètres P108 et P110.
Ces deux paramètres fonctionnent de façon identique aux paramètres P105 et
P106 dans le cas d'un support tôle. (Voir page 58 de ce manuel pour plus de
détails.)
139BECRAN OPÉRATEUR
Le champ 'A-TW' apparait sur la page séquence et la page EASY CUT
lorsque la fonction est paramétrée.
Pour activer la fonction, programmer 1 sur ce champ.
140BMODE MANUEL
Lorsque le curseur pointe sur le champ A-TW, une pression sur une des
touches
permet de faire monter ou descendre le
support tôle. Pour arrêter le mouvement, il suffit de relâcher les touches.
FONCTIONNALITÉS PAGE 63
Page 66

2BFONCTIONNALITÉS
141BVISUALISATION DES PAGES ENTRÉES/SORTIES EN
CYCLE
Afin de faciliter la mise en route et le suivi de l’état des entrées/sorties, il est
possible de visualiser les pages d'entrées/sorties pendant le cycle machine.
Dès que la machine se trouve en mode AUTOMATIQUE ou
SEMI-AUTOMATIQUE, un 1
l’affichage de la 1
ère
page d'entrées/sorties. Les 3 appuis suivants sur cette
er
appui sur la touche provoque
même touche provoquent l’affichage des 3 pages d'entrées/sorties suivantes.
Pour revenir à la page d’origine, il faut appuyer 4 fois sur la touche .
142BENTRÉE DÉGAGEMENT X
Le dégagement de la butée arrière X vers l’arrière de la machine permet
d'éviter le vrillage de la tôle lors d’une coupe de faible largeur.
Cette fonctionnalité est active dès que l’entrée Dégagement X est
configurée.
En mode SEMI-AUTOMATIQUE ou AUTOMATIQUE dès que le couteau
descend, ou en mode MANUEL:
- Un front montant sur cette entrée provoque l’envoi de X vers FC+.
- Un front descendant sur cette entrée provoque l’arrêt de X.
143BESCAMOTAGE DE LA BUTÉE ARRIÈRE X
L'escamotage de la butée arrière permet de couper des tôles plus longues que
sa fin de course Max.
En page PARAMETRES MACHINE 16, il faut configurer les 2 paramètres
suivants :
y P94 = DISTANCE DE PARC (voir figure)
y P95 = DISTANCE DE RAMPE (voir figure)
P94 définit la distance de sécurité depuis la fin de course Max où la butée est
escamotée.
La COTE DE PARC (= FC Max – P94) est la cote absolue à partir de
laquelle la butée est entièrement escamotée.
P95 définit la distance de transition entre la position normale de la butée
arrière et sa position escamotée.
PAGE 64 PARAMÈTRES MACHINES DNC 60 G
Page 67

La COTE DE RAMPE (= COTE DE PARC – P95) est la cote absolue
maximum de la butée arrière pour une utilisation normale.
FC
Min.
COTE DE RAMPE
P95 = Dist.
RAMPE
P 94 = Dist.
PARC
COTE DE PARC
Lorsque les paramètres P94 et P95 sont configurés, l'escamotage de la butée
arrière est actif. Dans ce cas, si la cote MEM est supérieure à la COTE DE
RAMPE, celle-là est mise à Undef et l'axe est envoyé vers sa fin de course
Max. Dès que la COTE DE PARC est atteinte, l'axe est arrêté.
De plus, si le P97 (COMMUTATION PV/GV ) est configuré avec la valeur
1, alors:
y A chaque entrée de en zone d’escamotage (= P94 + P95), la DNC
passe en PV sur .
FC
Max
y A chaque sortie de de la zone d’escamotage (= P94 + P95), la DNC
passe en GV sur .
PRÉCAUTION: pour utiliser cette fonctionnalité (P97), il est préconisé de
ne pas configurer l’entrée PVX.
FONCTIONNALITÉS PAGE 65
Page 68

COTE DE RAMPE
COTE DE PARC
M
M
M
P95 = Dist
RAMPE
P94 =
Dist PARC
FC
Min.
144BDÉGAGEMENT DE LA BUTÉE ARRIÈRE X
Lorsque la butée arrière X n'est pas programmée dans la séquence,
elle reste dans sa position;
sauf si le paramètre P94 est configuré avec une valeur quelconque
et que le paramètre P95 n'est pas défini. Dans ce cas, elle est
envoyée vers FC+.
FC
Max .
PAGE 66 PARAMÈTRES MACHINES DNC 60 G
Page 69

145BESCAMOTAGE HYDRAULIQUE DE LA BUTÉE ARRIÈRE X
L'escamotage de la butée arrière est activé par un vérin hydraulique.
Pour activer cette fonctionnalité, il faut programmer:
• P94 (DISTANCE DE PARC)
• P95 (DISTANCE DE RAMPE) = 0
• P96a (TEMPO ESCAMOTAGE HYDRAULIQUE ENTRÉE)
• P96b (TEMPO ESCAMOTAGE HYDRAULIQUE SORTIE)
• P96c (DÉLAI SÉCURITÉ)
• P96d (PRESSION MONTÉE ESCAMOTAGE HYDRAULIQUE)
172BEntrées / Sorties
• IN Bg Dn: entrée pour le capteur escamotage bas. Ce capteur doit
se situer dans la zone de parc où il arrêtera la course de la butée
avant la montée. L'arrêt lors de la descente de la butée se fait par ce
capteur. (Cette entrée doit être configurée.)
• IN Bg Up: entrée pour le capteur escamotage haut. Ce capteur
indique la position haute lors de l'escamotage de la butée. (Cette
entrée peut être configurée.)
• OUTBg Dn: sortie pour activer la descente de la butée. (Cette
sortie doit être configurée.)
• OUTBg Up: sortie pour activer la montée de la butée. (Cette sortie
doit être configurée.)
Remarque: Lorsque l'entrée IN Bg Dn n'est pas activée et que l'entrée
IN Bg Up n'est pas configurée, la butée n'est pas forcement
en position haute pour le software.
173BFonctionnement
Lorsque X MEM n'est pas défini et que l’escamotage a lieu (entrée de X en
zone de PARC), après l’arrêt des axes et des fonctions auxiliaires, la DNC va
fournir une pression P96d ce qui va permettre de monter la butée. L'arrêt de
la pression se fera soit par l'activation de l'entrée IN Bg Up (si elle est
configurée), soit par la fin de la tempo défini par P96a. Si la tempo est
terminée avant que l'entrée est activée (et configurée), un message est affiché
par un pop-up.
Dès qu'une valeur est mise dans X MEM, la DNC fournit une pression P96d
et la butée descend. L'arrêt de la pression se fait soit par l'activation de
l'entrée IN Bg Dn, soit par la fin de la tempo défini par P96b. Si la tempo
est terminé avant que l'entrée est activée, un message est affiché par un popup.
FONCTIONNALITÉS PAGE 67
Page 70

0
Pression
P96 = Tempo
escamotage hydraulique
M
M
t
M
FC
Min.
COTE DE PARC
P95 = Dist.
RAMPE =
P94 = Dist.
PARC
FC
Max.
M
PAGE 68 PARAMÈTRES MACHINES DNC 60 G
Page 71

146BENTRÉE SET PRESSION
Cette fonctionnalité est active dès que l’entrée SetPression est configurée.
Au front montant de cette entrée:
Si la pression en cours est nulle (c'est-à-dire aucune autre
pression n'est déjà active):
alors montée en pression vers la Pression Montée Couteau.
Au front descendant de cette entrée:
Si la pression en cours a été activée par le front montant de
cette entrée:
alors retour vers la Pression nulle.
147BMANIPULATION MONTÉE/DESCENTE DU COUTEAU
FACILITÉE
Cette fonctionnalité permet de faciliter le calibrage de la fonction auxiliaire
FA3 (Longueur de coupe).
Avec le curseur sur le champ Min ou Max D/A FA3 (= PM79 ou PM80):
y Chaque appui sur la pédale provoque la montée ou la descente du
couteau.
y Chaque relâchement de la pédale provoque la retombée des sorties
Montée Couteau ou Descente Couteau.
Si la durée entre deux appuis successifs de la pédale est supérieure à 2
secondes, alors le sens de déplacement du couteau est inversé; sinon le sens
reste le même.
Pour indiquer le sens du prochain déplacement, les messages Next UP et
Next DOWN sont affichés 2 secondes après le dernier appui sur la pédale.
FONCTIONNALITÉS PAGE 69
Page 72

148BSAUVEGARDE INTERNE
Une sauvegarde des paramètres machine et des outils est possible dans la
mémoire interne ainsi que la restauration depuis cette même mémoire interne.
Cette fonctionnalité permet au constructeur de mémoriser au moment de la
livraison de la machine, l’état des paramètres et des outils.
Ce qui permettra par la suite, en cas de problèmes, à l’opérateur de recharger
facilement les paramètres et/ou outils originalement livrés. Ceci sans
nécessité de connecter la DNC à un PC. Seule la dernière sauvegarde
compatible peut être restaurée.
La quantité de mémoire est limitée. Chaque sauvegarde « consomme » de la
place mémoire (pas de réécriture possible) ainsi le nombre de sauvegarde
dépend de la version de software et du nombre d’outils.
Lorsque cette mémoire est pleine, elle peut être effacée uniquement en
réinstallant le programme de boot. (Voir plus loin). Opération qui doit
impérativement être effectuée par une personne compétente et formée.
La quantité de sauvegarde possible (généralement 1 à 2) est largement
suffisante pour la bonne utilisation de cette fonction.
174BSauvegarde interne des PMs et outils
Pour sauvegarder les paramètres machine et les outils, aller dans la page
TRANSFERT RS232 à partir du menu principal.
DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 97 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
• Sélectionner 11 SAUVEGARDE INTERNE
PAGE 70 PARAMÈTRES MACHINES DNC 60 G
Page 73

DNC <-> PC STATUS STOP PA
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
Sauvegarde interne
10 CONNEXION ARDIS
11 Sauvegarde interne
12 Restauration interne
0 = Annuler
1 = Sauver les parametres
2 = Sauver les outils
Quantite de mémoire backup libre 97 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
• Sélectionner l’opération à effectuer par un appui sur la touche 0, 1
ou 2.
Le pop-up se ferme.
• Le message valeur ? est affiché en haut à droite de l’écran (comme
pour passer en niveau 2 ou 3).
Introduire le code du niveau 4 pour les paramètres machine ou le
code 217 pour les outils.
• Presser la touche
.
DNC <-> PC STATUS EXECUTE
TRANSFERT 1 1 DNC --> PC
2 PC --> DNC
3,4 TEST LIAISON 1 2
7 FLASH
8 CLAVIER EXT
10 CONNEXION ARDIS
11 SAUVEGARDE INTERNE
12 RESTAURATION INTERNE
Quantite de mémoire backup libre 93 %
-- PARAMETRES RS232 - Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
Lorsque la sauvegarde est terminée, le message EXECUTE et le nouveau
pourcentage de mémoire libre sont affichés.
FONCTIONNALITÉS PAGE 71
Page 74

3BCONFIGURATION DES ENTRÉES/SORTIES
La configuration des entrées/sorties d'une DNC consiste à attribuer une
fonction du logiciel (voir section
XDéfinition des entrées/sortiesX, page X74X) à
une entrée ou une sortie déterminée de la commande numérique.
Dans la liste des entrées/sorties, lorsqu'elles ne sont pas utilisées, les
entrées/sorties portent les désignations suivantes:
Digitales Analogiques Tension
F dig 1 Pot F1 A analog 1
F dig 2 Pot F2 A analog 2
. . A analog 3
. .
. .
F dig 20 Pot F8
19BAXES ET FONCTIONS CONFIGURABLES
La disponibilité d'un axe ou d'une fonction est en relation directe avec le
"hardware". La DNC 60 G16 gère 4 axes au maximum. Il n'est donc pas
possible de configurer tous les axes disponibles dans le logiciel, mais
uniquement 4 parmi eux. Il en va de même pour les fonctions auxiliaires dans
les limites des entrées/sorties disponibles.
149BAXES
La configuration (l'apparition à l'écran) d'un axe se fait en programmant les
fins de course (+,-) de l'axe concerné.
X1-X2
X
X4 à X6
Butées avant
Butée arrière
Axes auxiliaires
Dans les pages paramètres N2X presser la touche manuelle
pour faire défiler les axes disponibles.
X1 X2 X X4 X5 X6.
ou
PAGE 72 PARAMÈTRES MACHINES DNC 60 G
Page 75

150BFONCTIONS
Ces fonctions configurent (attribuent) une sortie aussitôt que la fonction est
utilisée.
Par exemple, le fait d'utiliser l'axe X4 attribuera automatiquement la sortie
X4 en position.
X utilisé seul
Sortie informant l'extérieur que l'axe de la
DNC fonctionne en "mode butée arrière". C'est
à dire que X1 et X2 ne sont pas programmés
dans la séquence en cours.
X4 en position
Sortie informant l'extérieur que l'axe X4 est en
position.
X5 en position
X6 en position
Appui X1
Appui X2
Appui X
FA1 à FA8
idem pour X5.
idem pour X6.
Sorties activant le code d'appui de l'axe X1.
Sorties activant le code d'appui de l'axe X2.
Sorties activant le code d'appui de l'axe X.
Fonctions auxiliaires attribuées selon le tableau
de configuration des fonctions auxiliaires.
CONFIGURATION DES ENTRÉES/SORTIES PAGE 73
Page 76

20BDÉFINITION DES ENTRÉES/SORTIES PAR DÉFAUT
151BENTRÉES
- PEDALE = Pedale
- PMH max = PMH Maxi (Capteur)
- CoupeVol = Coupe a la Volée
- ZI X = SIGNAL Zone Index AXE X
CONFIG. INPUT IGNORE
RECHERCHE CONFIGURATION DEFAUT _
--- MB6 J10 --- 10111100
01: PEDALE ÇÈ 02: PMHmax ÇÈ
03: CoupeVol ÇÈ 04:
05: 06:
07: 08: ZI X ÇÈ
--- MB6 J11 ---
01: 02:
03: 04:
05: 06:
07: 08:
(doit rester vide)
CONFIG. INPUT IGNORE
RECHERCHE CONFIGURATION DEFAUT _
--- MIO J10 ---
01: 02:
03: 04:
05: 06:
07: 08:
--- MIO J11 ---
01: 02:
03: 04:
05: 06:
07: 08:
PAGE 74 PARAMÈTRES MACHINES DNC 60 G
Page 77

152BSORTIES
- AutCoupe = Autorisation de coupe
- F1Dig SP / SN = Sortie digitale FA1 (1er jeu de couteau)
- F2Dig SP / SN = Sortie digitale FA2 (angle de coupe)
- F5Dig SP / SN = Sortie digitale FA5 (second jeu de couteau)
- SP X = SIGNAL SP AXE X
- SN X = SIGNAL SN AXE X
Dans le but de simplifier le câblage de l’armoire électrique et d’éviter un
relayeur électromécanique systématique sur les sorties digitales, il est
possible de doubler les sorties suivantes:
y Autorisation de coupe (= Descente du couteau)
y Montée Couteau
y Toutes les sorties Fonctions Auxiliaires
Pour mettre en oeuvre une sortie doublée, il suffit de configurer la seconde
sortie, elle a le même nom que la première et se termine par la lettre B.
CONFIG. OUTPUT IGNORE
RECHERCHE CONFIGURATION DEFAUT _
--- MB6 J10 --- 10100000
09: AutCoupe 10: Montée C
11: F1Dig SP 12: F1Dig SN
13: F2Dig SP 14: F2Dig SN
15: F5Dig SP 16: F5Dig SN
--- MB6 J11 --- 00000000
09: 10:
11: 12:
13: 14:
15: SP X 16: SN X
CONFIGURATION DES ENTRÉES/SORTIES PAGE 75
Page 78

(doit rester vide)
CONFIG. OUTPUT IGNORE
RECHERCHE CONFIGURATION DEFAUT _
--- MIO J10 ---
09: 02:
11: 04:
13: 06:
15: 08: Aff
--- MIO J11 ---
09: 10:
11: 12:
13: 14:
15: 16:
PAGE 76 PARAMÈTRES MACHINES DNC 60 G
Page 79

21BCONFIGURATION DES ENTRÉES/SORTIES DIGITALES
Page paramètres machine, touches ou .
Après un effacement de la zone paramètres machine la configuration des I/O
est réinitialisée avec ses valeurs par défaut d'origine.
Attention: Sur cette machine on a seulement 16 I/O hardware, dès lors les
ème
pages I/O configurables sont vides par défaut et doivent le
2
rester. (Elles ne doivent en aucun cas être modifiées).
Pour modifier:
y Placer le curseur sur le champ à modifier.
y Avec les touches
et sélectionner l'entrée ou la sortie
désirée parmi les I/O qu'il est possible d'affecter sur cette machine.
Remarque: Pour les FAs il faut préciser l'extension qui peut valoir de D0 à
D7, SN, SP, PV.
Pour les appuis supplémentaires seules les extensions D0, D1,
D2 ont un sens et sont gérées.
Pour retrouver la configuration originale:
On peut à tout moment retrouver la configuration I/O par défaut. Pour cela:
y Programmer la valeur 1 sur le champ RECHERCHE
CONFIGURATION DEFAUT.
y Appuyer sur la touche RECHERCHE
.
Le message TEACHED, apparaît.
Le champ CONFIGURATION 8 I/O de la page PARAMETRES
MACHINE 01 doit être programmé à 1.
CONFIGURATION DES ENTRÉES/SORTIES PAGE 77
Page 80

22BCONFIGURATION DES ENTRÉES/SORTIES
ANALOGIQUES
URappelU: Sur cette machine il y a:
Pour les entrées analogiques, l'allocation des adresses se fait
automatiquement en dynamique lorsque l'on programme les FAs.
Voici un récapitulatif des différentes possibilités:
F2/F3 AVEC UN SEUL POTENTIOMETRE : PM 70 PM 72 ORDRE
F1 1ER JEU DE COUTEAU 2 1 1ERE J7_PIN_2
F2 ANGLE DE COUPE 2 1 2EME J7_PIN_1
F3 PROFONDEUR DE COUPE 2 0 2EME J7_PIN_1
F5 2ÈME JEU DE COUTEAU 2 1 3EME J8_PIN_2
– 4 entrées analogiques
– 2 sorties analogiques : la première est réservée à la tension de
consigne de X et la deuxième à la consigne de pression si FA6
est paramétrée en mode pression.
CABLAGE
INPUT
F7 MESURE EPAISSEUR
2 0 4EME J8_PIN_1
TOLE
F8 UNIQUEMENT
GÉNÉRIQUE _ 1 4EME J8_PIN_1
SI PAS F7
F2/F3 AVEC 2 POTENTIOMETRES : PM 70 PM 72 ORDRE
F1 1ER JEU DE COUTEAU 2 1 1ERE J7_PIN_2
F2 ANGLE DE COUPE 8 1 OU 0 2EME J7_PIN_1
F3 ANGLE / PROFONDEUR
8 1 3EME J8_PIN_2
DE COUPE
F5 2ÈME JEU DE COUTEAU 2 1 4EME J8_PIN_1
F7 UNIQUEMENT
SI PAS F5
F8 UNIQUEMENT
MESURE EPAISSEUR
2 0 4EME J8_PIN_1
TOLE
GÉNÉRIQUE _ 1 4EME J8_PIN_1
SI PAS F5 NI F7
CABLAGE
INPUT
PAGE 78 PARAMÈTRES MACHINES DNC 60 G
Page 81

23BGESTION DES NIVEAUX D'ACCÈS PAR CLÉ EXTERNE
Si l'utilisation de la clé externe est définie dans les paramètres machine, les
niveaux d'accès sont gérés par la clé externe. Les mots de passe ne sont plus
actifs.
L'utilisation de la clé externe est définie par le paramètre Clé = 1 et par
l'utilisation des entrées CLE 0 et CLE 1.
Input
CLE 0
OFF OFF
ON OFF
OFF ON
ON ON
Input
CLE 1
Pos.
clé
0
1
2
3
CONFIGURATION DES ENTRÉES/SORTIES PAGE 79
Page 82

24BMESSAGES MACHINE
y En PARAMETRES MACHINE (page 12):
On a la possibilité de définir 15 messages qui peuvent chacun être
composé de 2 mots de 15 caractères.
y En page CONFIG. INPUT:
On a la possibilité d'affecter 4 entrées (D0MesMac à D3MesMac) qui
donnent 15 combinaisons d'état possible; chacun de ces états
correspondra à un message à afficher.
y En EXPLOITATION:
À chaque changement d'état sur une des entrées (D0MesMac à
D3MesMac), le message correspondant est affiché immédiatement.
(On a également en bas de page un petit historique des 4 derniers
messages apparus.)
M PARAMETRES MACHINE -12- IGNORE
E 01 A FE
S 02 B OU
S 03
A 04
G 05
E 06
S 07
08
M 09
A 10
C 11
H 12
I 13
N 14
E 15
PAGE 80 PARAMÈTRES MACHINES DNC 60 G
Page 83

Cette page a été intentionnellement laissée blanche.
CONFIGURATION DES ENTRÉES/SORTIES PAGE 81
Page 84

Page 85

4BINDEX
Décompression • 28
186BA
Accès au mode EasyCut • 15
Analogique • 22
Angle de coupe • 42
Arrêt avancé • 24
187BB
Bauds • 16
BCC • 18
188BC
Calcul
verrouillage • 19
Calcul angle de coupe • 45
Calcul longueur de coupe • 45
Calibrage • 22, 23, 41
angle de coupe F2 • 43
longueur de coupe F3 • 44
Caractères alphanumériques • 7, 21
Dégagement X • 64, 66
Delai ouverture serre tole • 37
Délai Sécurité Down • 34
Délai Start Support Tôle • 35
Descente couteau
pression • 27
Digital • 22
Distance de parc • 64
Distance de rampe • 64
Domaine max • 25
Domaine min • 25
DSR • 17
Duree ouverture serre tole • 37
190BE
Envoi sequentiel • 36
Epaisseur par défaut • 16
Escamotage X • 64
Checksum • 18
Choix
de la langue • 5
Cisaille
fonctions spéciales • 40
Clé
externe • 79
Clef 0 bloque l'utilisation • 38
Copyright et licence • 5
Cote de parc • 64
cote de rampe • 65
Coupe à la volée • 49
Coupe au milieu • 33
Couteau
Manipulation facilitée • 69
CTS • 17
189BD
Data • 17
191BF
Facteur correction jeu couteaux • 11
Fn • 20
Fonctionnalités • 64
Fonctions indépendantes • 21
192BI
Imprimer tous les paramètres machine • 38
193BJ
Jeu de couteau • 40
194BL
Langue • 5
Logiciel master • 5
Longueur de coupe • 42, 46, 48
INDEX PAGE 83
Page 86

195BM
Réglage FAs • 32
Master • 5
Matière • 16
Message
RUN • 18
Mesure épaisseur tôle • 53
Mode grignotage • 37
Mode toggle niveau 3/2/3 • 37
Montée couteau
gain • 27
pression • 27
196BN
Niveaux d'accès
Gestion par clé externe • 79
197BO
Option de cycle • 15
198BP
Parité • 17
Pic • 5
version de logicial • 5
Résolution • 8
Résolution d'affichage • 8
Retour Support Tôle au PMH • 35
Retournement • 24
201BS
Sans break coupe • 37
Sauvegarde interne • 70
Sécurité • 5
START externe • 21
Stop bits • 17
Support tôle • 54
Support tôle, paramètres • 33
202BT
Teach • 7, 21, 41
Tempo
PMH • 12
Serre-tôle • 10
Tempo Support Tôle • 34
Tempo Support Tôle Down • 34
PMB • 45
PMH • 45
Point de rotation • 15
Point de rotation couteau • 15
Point fixe de rotation • 42
Pression de coupe • 26
Pression tout ou rien • 52
Protocole • 17
PV • 24
199BQ
Q Pièce atteint • 20
200BR
Rampes de Pression • 50
réglage
angle • 26
Tempo Support Tôle Up • 34
Temporisation • 24
Tension • 23
Tolérance • 24
203BV
Verrouillage calcul • 19
Version
du logiciel master • 5
du logiciel pic • 5
Visualisation I/O en run • 37
Visualiser tous les parametres machine • 38
Réglage
jeu de couteau • 26
PAGE 84 INDEX
 Loading...
Loading...