

Page 1

CYBELEC SA Tel. ++ 41 24 447 02 00
DNC 15
User Guide
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
Page 2
Information in this document is subject to change without notice, and does not represent
a commitment on the part of CYBELEC SA.
The software described in this document is furnished under a license agreement or nondisclosure
agreement. The software may be used or copied only in accordance with the terms of the agreement. It is
against the law to copy the software on any medium except as specifically allowed in the license or
nondisclosure agreement.
Copyright CYBELEC SA. 2013
All rights reserved.
Important:
This notice explains normal and s tandard p r o gramming operations for the numerical control.
In view of the fact that numerical controls can be equipped with configurable functions by the press
manufacturer for his own specific purposes, please refer to the manufacturer-supplied complementary
instructions regarding the programming of these functions.
CYBELEC
Ethernet
IBM
are registered trade marks of the International Business Machines Corporation.
MS-Windows
is a registered trademark of CYBELEC SA.
is a registered trade mark of Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
is a registered trade mark of Microsoft Corporation.
Page 3
SAFETY AND MAINTENANCE INSTRUCTIONS
The operator must be trained for working with the
machine on which the numerical control is installed.
Improper use of the numerical control can cause
heavy damage on equipment and/or injuries to
people.
Modification of machine parameters can cause
important material damage or lead to irregular
product quality.
The rear panel may only be removed by a qualified
technician (danger of electrocution).
Do not expose the numerical control to excessive
humidity so as to avoid any risk of electrocution and
any deterioration of the equipment.
Make sure the numerical control is disconnected
from the mains power before carrying out any
cleaning. Do not use liquids based on alcohol or
ammoniac.
In case of malfunction of the numerical control, call a
technician.
Do not expose the numerical control to direct sun
rays or any other heat source.
Do not place the numerical control in the
neighbourhood of magnetic equipment such as
transformers, motors or devices which generate
interference (welding machines, etc.)
Replace fan filters at regular intervals so as to avoid
overheating.
SAFETY AND MAINTENANCE INSTRUCTIONS PAGE I
Page 4

This page has been left blank intentionally.
PAGE II USER GUIDE
Page 5
LICENSE AGREEMENT FOR CYBELEC SOFTWARE
GENERAL COPYRIGHT
The CYBELEC software is protected by Copyright, and all the copying rights are reserved.
The CYBELEC software may only be installed and used in authorized equipments (PC or DNC).
The user manuals are also covered by copyright, and all rights to use and to copy are reserved.
This document may not, in whole or in part, be copied, photocopied, reproduced, translated or reduced
without prior consent, in writing, from CYBELEC.
SPECIAL DISKETTE COPYRIGHT
The legal users of this software product are authorized only to copy the contents of the diskette into the
memory of the computer to run the program, and to make one backup copy of the original diskette for
safety purposes in case of loss of the original program.
Unauthorized copying, duplicating, selling or otherwise distributing this product is a violation of the law.
SPECIAL EPROM COPYRIGHT
The CYBELE C DNC and CNC units in which the o riginal software made b y CYBELEC has been
replaced by a copy not made by CYBELEC, and without written authorization of CYBELEC, will
immediately lose their warranty.
WARRANTY
CYBELEC does not warrant that its software products will function properly in every computer and
programming environment.
The limitations of use of a software product and its technical specifications are decided by CYBELEC
only; CYBELEC solely is entitled to decide upon conformity and performance of a given software.
The CYBELEC software does not compensate for incompatibilities in operating system revisions or
versions.
Running the CYBELEC software under vario us revisions or ver s i ons, or switching between different
versions or revisions may result in loss or alteration of data.
LICENSE AGREEMENT PAGE III
Page 6
SOFTWARE UPDATE SERVICE
Purchase of the CYBELEC software entitles the user, during one year, to delivery of software updates of
the "correction" type.
During the use of a revised or corrected version of the software it may occur that data (program,
parameters, etc.) is lost, or that the equipment or its connections need to be modified; these effects are not
always foreseeable and do not engage CYBELEC's responsibility.
TERMINATION
This agreement shall automatically terminate upon any act of bankruptcy by or against licensee, upon any
assignment for the benefit of creditors of the licensee, upon any attachment execution of judgement or
process against licensee or its assets that substantially inhibits its ability to do business, or upon
dissolution of licensee.
CYBELEC has the right to terminate this agreement immediately, should the licensee violate the
aforementioned conditions.
Within 30 days of termination of this agreement for any reason, licensee shall at his option, either:
return to CYBELEC or authorized dealer all existent copies of such software and related materials, or
furnish to CYBELEC evidence satisfactory that the original and all copies of the software, in whole
and in any form, have been destroyed.
LIMITATION OF LIABILITY
The foregoing warranty is instead of all other warranties, expressed or implied.
Licensee further agrees that CYBELEC shall not be liable for any lost profits, lost savings, loss of use, or
other incidental or consequential damages arising from the use or inability to use the software, or for any
claim or demand against licensee by any other party.
In no event shall CYBELEC be liable for consequential damages, even if CYBELEC has been advised of
the possibility of such damages.
CYBELEC does not warrant that the functions contained in the software will meet the licensee's
requirement or that the operation of the software will be totally error free.
Should the software prove defective, the licensee (and not CYBELEC or an authorized dealer or
representative) will assume the entire cost of all necessary service, repair or correction.
CYBELEC warrants the diskettes, EPROMS or other magnetic support or cassettes on which the
programs are supplied to be free of defects in material and workmanship under normal use for a period of
90 days from the date of shipment to the licensee as evidenced by a copy of the packing slip.
PAGE IV LICENSE AGREEMENT
Page 7
LIMITATION OF REMEDIES
CYBELEC's entire liability and the licensee's exclusive remedy shall be as follows:
The replacement of any diskettes or EPROMS or magnetic support media or cassettes not meeting
CYBELEC's limited warranty and which materials are returned to CYBELEC or an authorized
CYBELEC representative with a copy of the packing slip, or
If CYBELEC or its representative is unable to deliver replacement diskettes, magnetic support media,
EPROM or cassettes which are free of defects in materials or workmanship, the licensee may terminate
this agreement under the terms and conditions herein mentioned, and the purchaser's money will be
refunded.
GENERAL
The licensee acknowledges that he has read this agreement, understands it and agrees to be bound by its
terms and conditions.
The licensee agrees to hold CYBELEC harmless on all liability associated with licensee's breach of this
agreement including, but not limited to, all reasonable attorney's fees and court costs, if any.
This license agreement shall be governed by Swiss law; place of jurisdiction is Lausanne, Switzerland.
MAINTENANCE
CYBELEC will provide one year of software maintenance.The extent of maintenance, and response time
for furnishing same, shall be at the sole discretion of CYBELEC.Maintenance shall normally include
correction of errors in code, correction of errors in supporting documentation, update versions of the
covered software which may be released by CYBELEC during the maintenance period.
In no event shall CYBELEC be obliged to provide technical supp ort in attempting to resolve problems or
difficulties resulting from licensee's modification of the licensed software; any such modification by
licensee is entirely at licensee's own risk.
LICENSE AGREEMENT PAGE V
Page 8

This page has been left blank intentionally.
PAGE VI LICENSE AGREEMENT
Page 9

April 2014 V1.2
CONTENTS
SAFETY AND MAINTENANCE INSTRUCTIONS............................................................................I
LICENSE AGREEMENT FOR CYBELEC SOFTWARE ..................................................................III
INTRODUCTION ..............................................................................................................................3
Safety, Copyright & License agreement ..............................................................................3
Numerical Control with Windows operating system 3
About this Manual ................................................................................................................4
Typographical Conventions .................................................................................................5
Definitions ............................................................................................................................5
Quick Start ...........................................................................................................................7
Leaving the Software 7
L-ALPHA (2D) PROGRAMMING .....................................................................................................8
Step by Step ........................................................................................................................9
Clear the Work Zone 9
Select the Tools 10
Punch Adjustment 11
General Data 12
Programming Section 1 12
Programming Section 2 13
Product Calculation 15
Bending order (BEND 2D) 15
Position of Axes, other Functions 17
DIRECT PROGRAMMING (BEND NUM) ........................................................................................19
Step by Step ........................................................................................................................20
Clear the Work memory 20
General Data 20
Select the Tools 21
Entering the Data (1) 21
Entering the Data (2) 22
BENDING, TESTS AND CORRECTIONS .......................................................................................26
MEMORIZE OR SEARCH A PRODUCT .........................................................................................28
Memorize a Product ............................................................................................................28
Search a Product .................................................................................................................29
Organization of the Memories .............................................................................................33
DNC_15_QS_EN.DOC CONTENTS PAGE 1
Page 10

PROTECTION OF THE ACCESS LEVELS .................................................................................... 34
General Information ............................................................................................................ 34
The Users ........................................................................................................................... 35
Access by Password ........................................................................................................... 36
Access to Levels superior to 3 ............................................................................................ 37
Change Password ............................................................................................................... 38
Password forgotten 39
BRIEF OVERVIEW OF THE PAGES .............................................................................................. 42
Menu Page .......................................................................................................................... 42
List of Products Page .......................................................................................................... 42
List of Graphical Products Page ......................................................................................... 43
Product / Criteria Search Page ........................................................................................... 43
Transfer Page ..................................................................................................................... 43
List of Punches Page .......................................................................................................... 44
List of Dies Page ................................................................................................................. 44
Punch Programming Page .................................................................................................. 45
Die Programming Page ...................................................................................................... 45
Welcome Page ................................................................................................................... 46
Initialization Page ................................................................................................................ 46
Machine Parameters Page ................................................................................................. 47
Product Num Page ............................................................................................................. 47
Tools Position Page ............................................................................................................ 48
Comments Page ................................................................................................................. 48
Bend Numerical Page ......................................................................................................... 49
Bend 2D Page ..................................................................................................................... 49
Bend Function Page ........................................................................................................... 50
Bend. Tools Page ............................................................................................................... 50
Corrections Page ................................................................................................................ 51
PC 1200 SOFTWARE FOR PC ...................................................................................................... 52
Installation of PC 1200 ........................................................................................................ 52
INSTALLATION OF CYBELEC SOFTWARE ON NC ..................................................................... 54
Installation of the software NC ............................................................................................ 54
Installation of the ENC software.......................................................................................... 55
If the keyboard of the NC doesn't work: 55
INDEX .............................................................................................................................................. 56
PAGE 2 USER GUIDE
Page 11
INTRODUCTION
SAFETY, COPYRIGHT & LICENSE AGREEMENT
Please consult the safety instructions, copyright and license agreement on the
first pages of the manual.
NUMERICAL CONTROL WITH WINDOWS OPERATING
SYSTEM
The CYBELEC NCs equipped with Windows have been installed in the
factory with a configuration especially realised for the numerical control
(see technical information).
This configura tion ensures that a minimum of files a re present on the NC,
offering in this way a maximum speed to execute the programs. This
configuration also ensures that the drivers are correct and that the whole
guarantees an optimal functioning of the numerical cont rol.
As Windows is a very open system, it is advised to not modify the Windows
installation nor to install other programs. You risk to disturb the functioning
of the numerical control.
If you wish to install a network or a printer, please call a specialist.
Remember that the NC is equipped with a floppy reader and USB ports and
that it is very easy or even tempting to install external software, utilities or
games coming from specialized magazines.
CYBELEC accepts no responsibility in case of malfunctioning of
the numerical control if other programs have been installed or if
the original configura tion has been modified.
We also re mind you that the Windows environment is infested with virus and
utmost caution is to be taken when using data or soft ware coming from
outside. A regular back-up enables you to get your data in safety.
We certify that our numerical controls are delivered virus free.
QUICK START PAGE 3
Page 12
ABOUT THIS MANUAL
This User Guide treats some simple examples, in order to rapidly acquire the
programming conce pt.
The Reference manual furnishes s upplementary informatio n t o this document.
Remark: In this manual, it is assumed that the Numerical Control has
an operational configuration (i.e. machine parameters and
tools are programmed).
This manual describes the software version October 2013 or
higher..
This manual can evolve, it is you, the operators, who can contribute to help
you more. If you have any remarks concerning this manual, please write to us
at:
CYBELEC S.A.
Dpt Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-Mail: info@cybelec.ch
PAGE 4 USER GUIDE
Page 13
TYPOGRAPHICAL CONVENTIONS
Arial bold Quotations of text as seen on the screen.
Arial bold italic Used to indicate the name of a Numerical
Italic Reference to a written element, a paragraph or a
Indicates a double click on the key.
DEFINITIONS
In this manual the following terms are used:
NC Numerical Control
Select This term designates a choice operation.
Control input or output.
manual.
For example: See Typographical Conventions.
According to the situation the choice can be
done in different ways.
To validate a field, just leave the field or press
the
The word "select" will also be used to reach a
specific page.
Point out Position the cursor on the described point.
Use therefore the cursor keys
Click Touch the screen
or press the left mouse button.
Click right Press the ri ght mouse button. No t a vailable on
the touch screen
Round robin lists or multiple choice fields:
They are green coloured and signify that several
options are available.
The choice of the content is made by pressing
one or several touch in the field
or pressing the
line or enter the number indicated next to the
choice.
(Enter) key.
key and touch the selected
or an external mouse.
QUICK START PAGE 5
Page 14
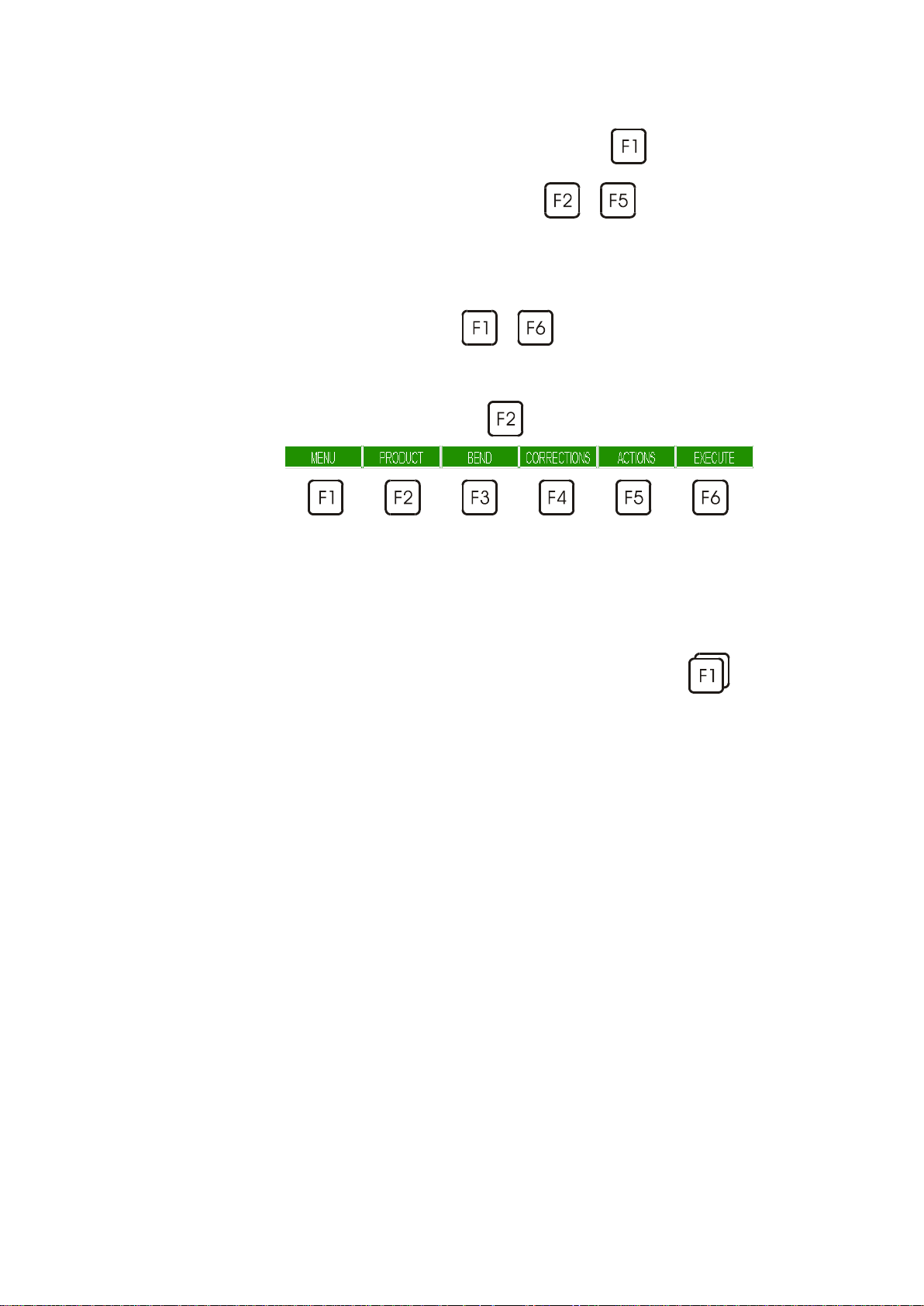
Menu Designates the main menu page which can be
reached by pressing the
the MENU button on the touch scree n.
Same for the
Touch the selected line in the menu to jump to
the item. See also function key below.
Function key Each time you are asked to press a function key
to , t he corresponding menu
appears.
Generally the name of the function key is used.
For example: press PRODUCT designates the
key
Rapid validation To facilitate the operator's work, the numerical
control memorizes the last choice made in a
menu.
To validate a menu option quickly, simply
.
to keys.
key or touching
double cli ck on a function key (e.g. :
to validate directly the last page selected.
For more information, see the same paragraph in the DNC 15 Reference
Manual.
),
PAGE 6 USER GUIDE
Page 15
QUICK START
This chapter describes, by means of some simple examples, diverse ways of
using your Numerical Control.
L-alpha Programming.
This method is the fastest and the most currently used in the worksho p
when the operator has to create himself a product from a paper
drawing.
Direct Pr ogramming.
This type of programming is often used for simple products or by
operators having worked on convent i onal pressbrakes without
numerical controls.
This page is very close to what an operator has to do, since he has on
one single screen all the information and fields necessary for the
programming of his product.
We assume in this chapter that all the necessary tools have already been
programmed as well as the machine parameters.
Access levels We presume that the operator knows how to reach level 1.
Should this not be the case, see chapter Protection of the Access Levels
further in this manual.
Reminder:
You will find the correspondence between the keys of the NC and those of a
PC keyboard in the 2D Reference Manual under External keyboard.
These procedures indicate to the operator a programming method
recommended by CYBELEC, enabling to assimilate by the example the
functioning of the software.
For additional information, please consult the DNC 15 2D Reference Manual
which each contains a table of contents and a detailed index facilitating the
search for information.
LEAVING THE SOFTWARE
It is possible at any time to quit the task after having memorized the current
state. However it is important to leave the software in the correct way by
calling up the MENU page
The same procedure can be used on the PC software, or press the
and pressing t he QUIT key.
+
keys on any page.
QUICK START PAGE 7
Page 16
L-ALPHA (2D) PROGRAMMING
2
0
0
.
0
45.0
3
0
.
0
40.0
2
0
.
0
1
5
0
.
0
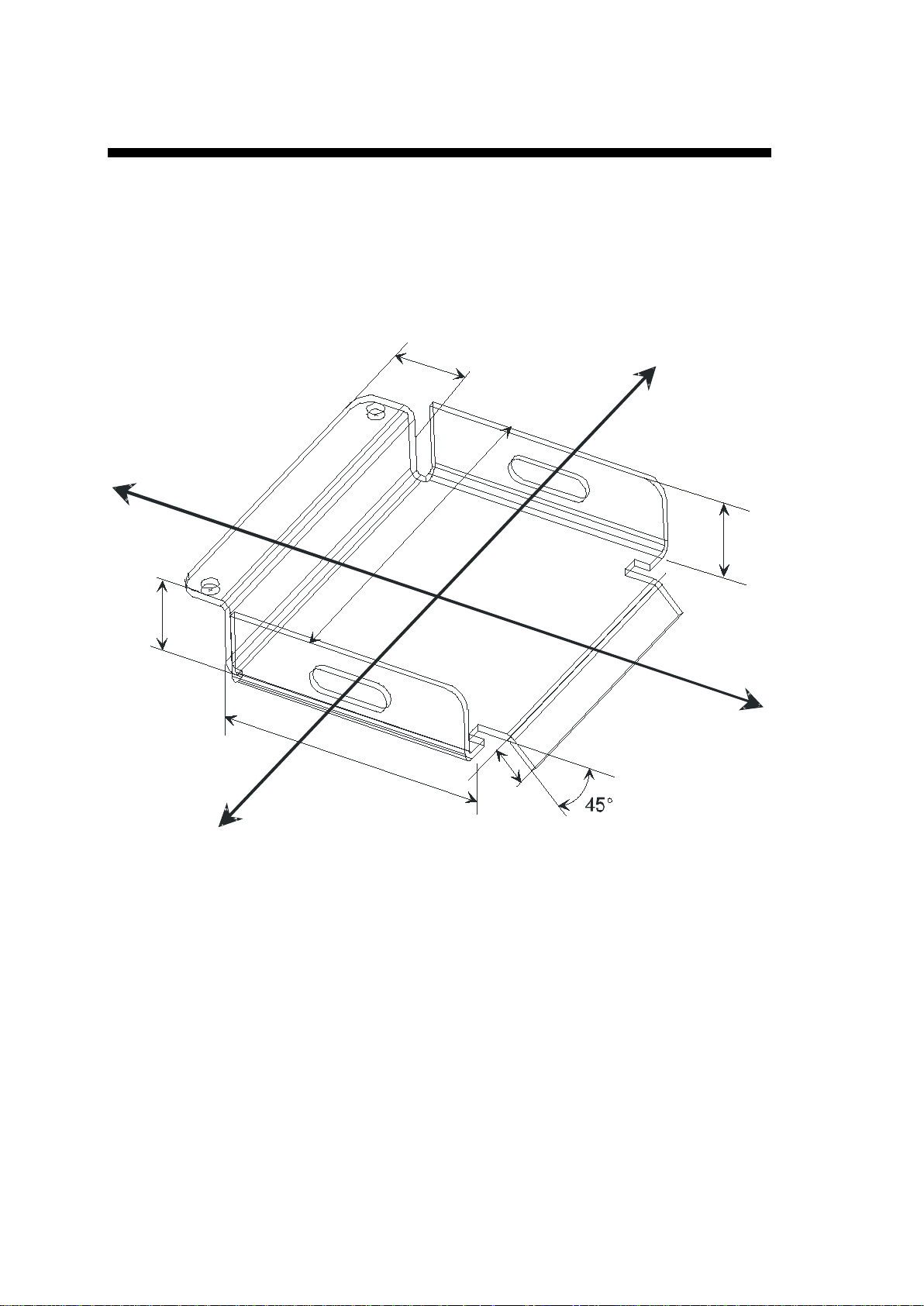
This chapter describes, by means of a concrete example, how to create a
product by using the "L-alpha" method (length-angle).
This method is fast and easy and allows to display the product in 2D, which
usually is sufficient when pro ducts are being programmed in the workshop.
The product being used as an example is composed of 2 sections (profiles),
but the procedure is identical for one or several sections.
The side flaps with the oblong holes, which are included in section 1, will be
made first, so that a punch of identical length as that for section 2 can be
used.
To make this product, we will use 2 mm thick ST37 type steel.
PAGE 8 USER GUIDE
Page 17
STEP BY STEP
CLEAR THE WORK ZONE
The user has to clear the work memory before creating a new product.
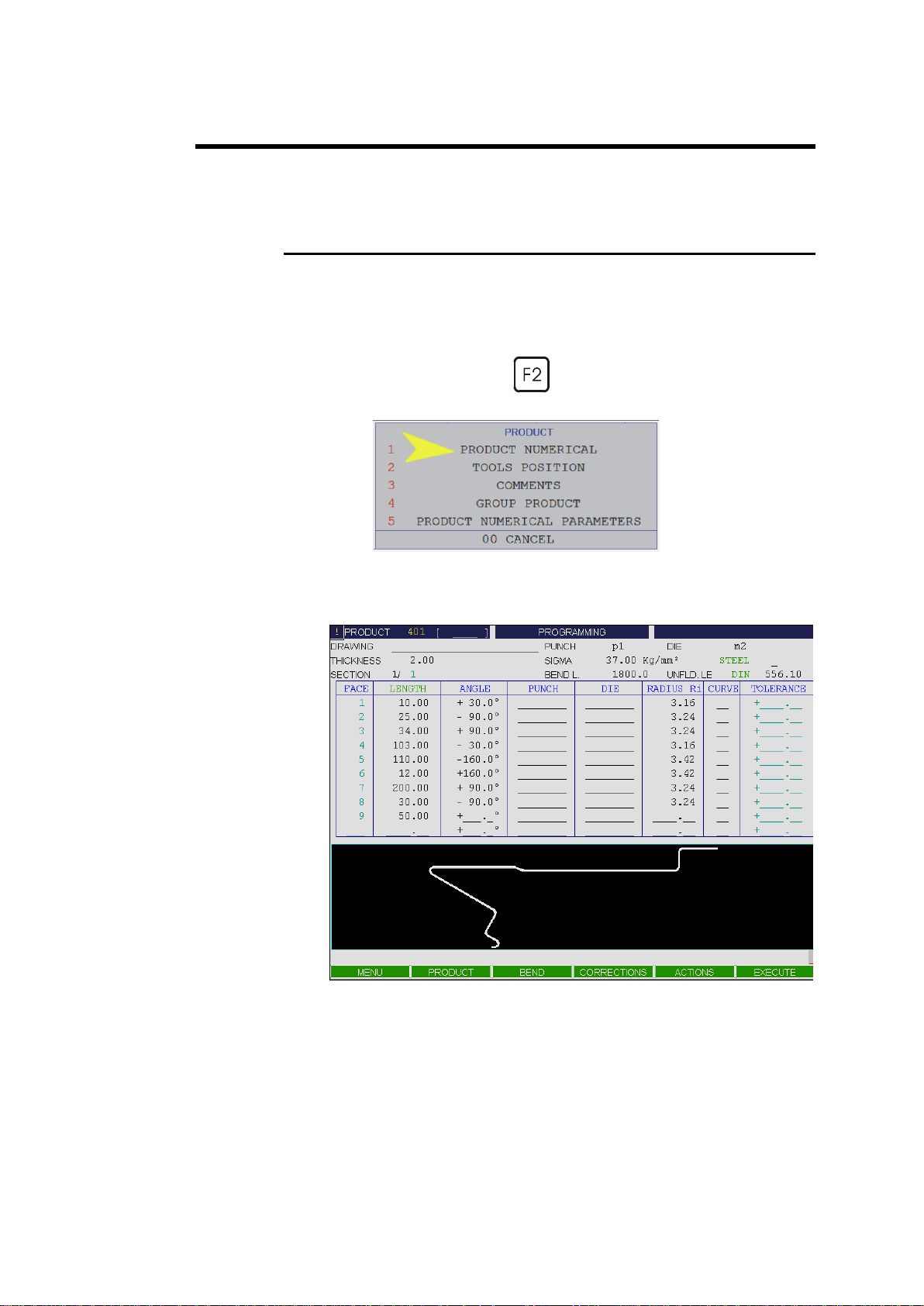
Call the PRODUCT NUMERICAL page, which enables the data
introduction in L-Alpha mode.
Clear the work zone to
create a new product
Press the PRODUCT
Select PRODUCT NUMERICAL.
The screen below shows the PRODUCT NUMERICAL page containing a
previous product.
function key.
L-ALPHA PROGRAMMING PAGE 9
Page 18
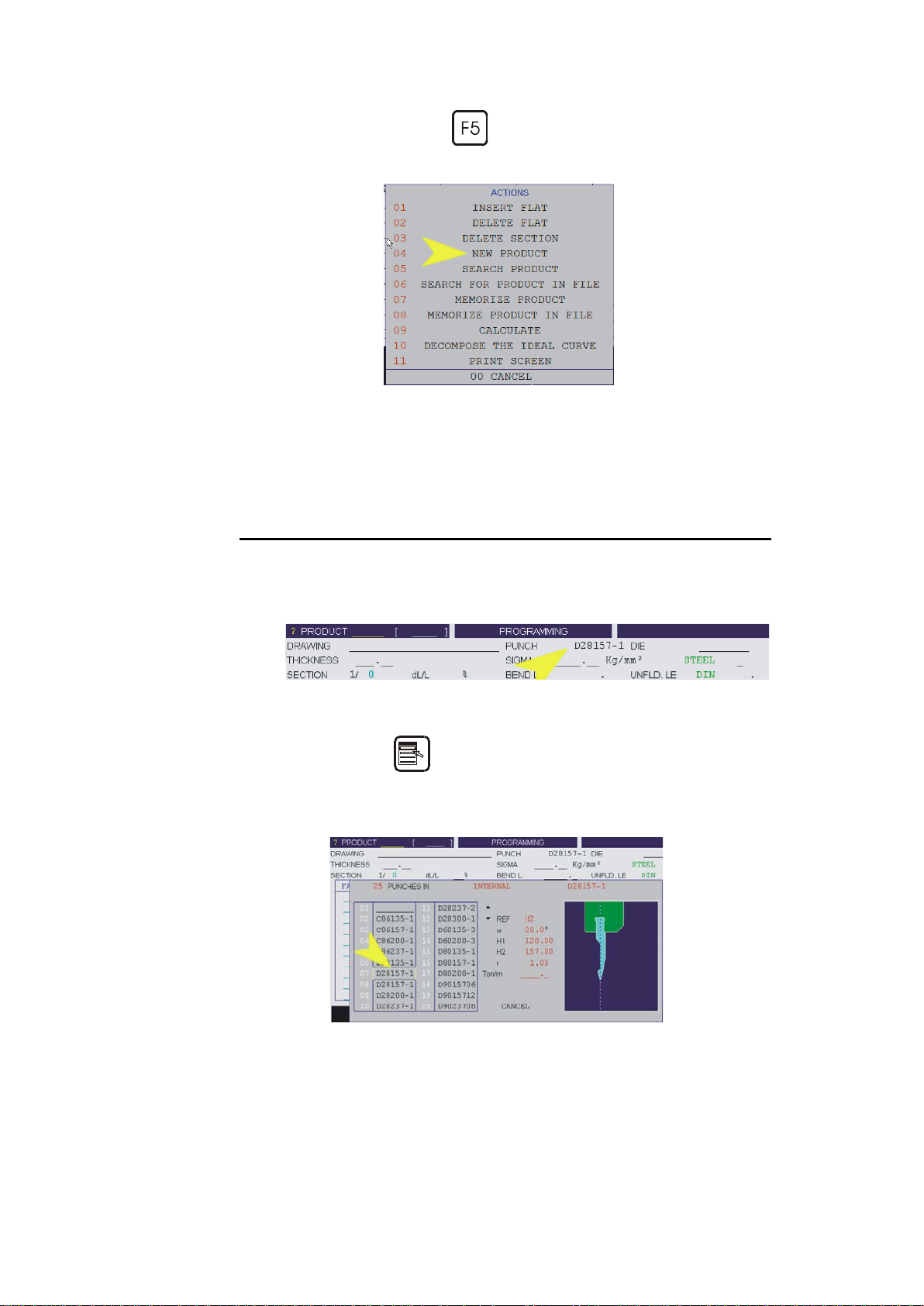
Press the ACTION
Select NEW PRODUCT.
key.
Select the tools
This operation erases only the data of the work memory. That means that the
product which is possibly located in the work memory is not lost if it has been
saved beforehand.
then CONFIRM
SELECT THE TOOLS
If the tools position is not indispensable, you can define the tools directly in
the PRODUCT NUMERICAL page.
Touch on PUNCH field (upper part of the screen)*.
Press key
Select the desired tool by entering the number indicated next to the
choice with a two-digit number. Example: 01 for 1, 02 for 2, etc…
or touch the too l name
.
PAGE 10 USER GUIDE
Proceed the same for the die tool.
Page 19
Punch adjustment
PUNCH ADJUSTMENT
This chapter is optional.
It is interesting to look them over, for the TOOLS POSITION page enables
to define several places of work and hence to the operator to visualize the
tools assembly.
If the tools assembly is not important, skip this chapter.
The tools definition can be made directly in the PRODUCT NUMERICAL
page (page in which you still are at this stage of the procedure).
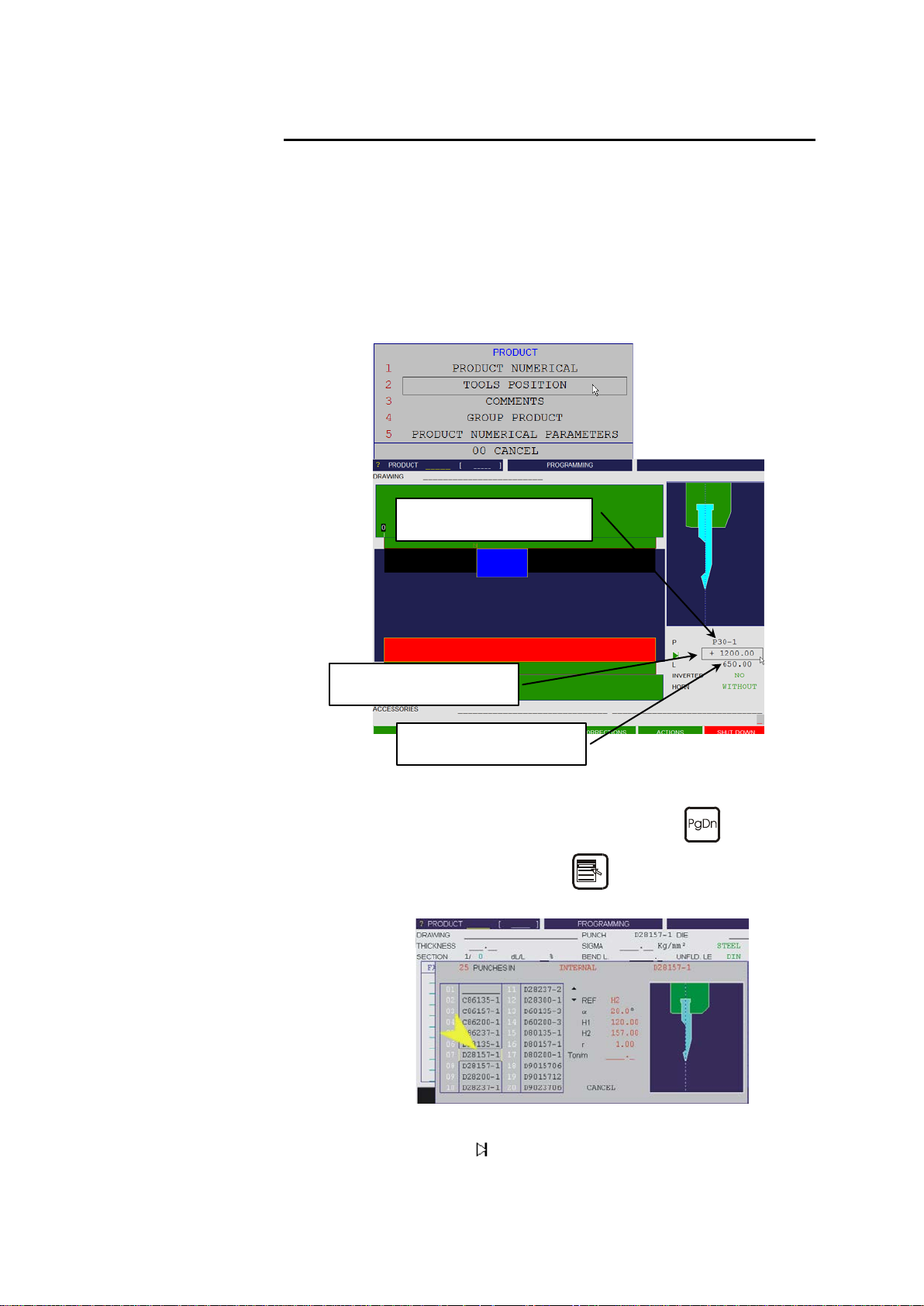
Call the TOOLS POSITION page by pressing the PRODUCT
function key and select TOOLS POSITION.
Window without any
tools selection
Selection field : P or D
Origin of the tool
Field L (length of the tool )
Check that a punch or / and the letter P are displayed in the right-hand
window (selection field).
If there is a die or the letter D, change it using the
Touch the P field and press the
key to open the punch LIST
key.
OF CHOICES menu.
Select the required tool.
Enter the origin
field.
Enter the L field (tool length).
L-ALPHA PROGRAMMING PAGE 11
Page 20
GENERAL DATA
- the bending length
45.0
45.0
45.0
200.0
200.0
90.0°
90.0°
45.0
45.0
200.0
90.0°
90.0°
New part; procedure
Enter:
- the punch
- the die
- the sigma/material
- the type of material
PROGRAMMING SECTION 1
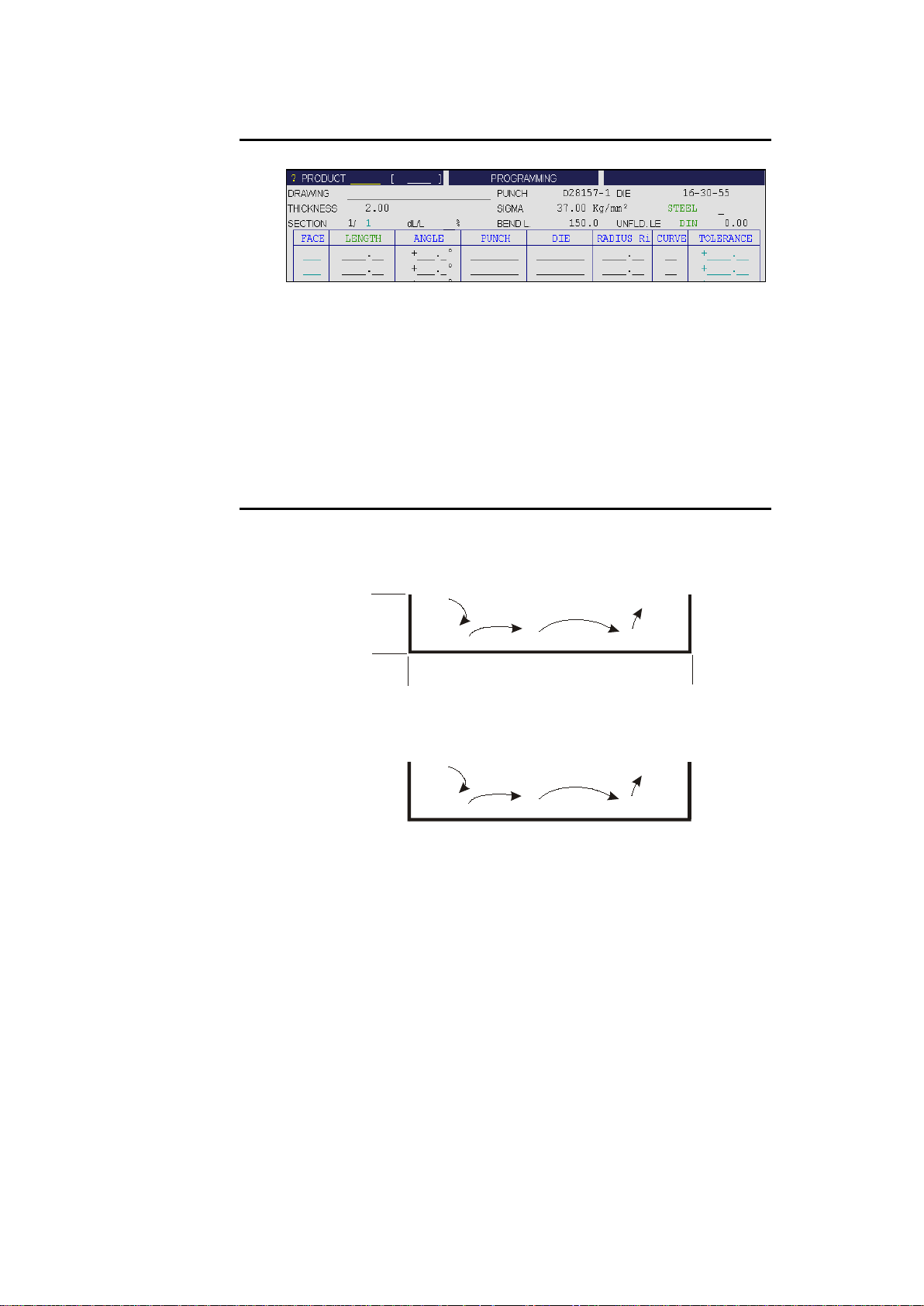
Enter the THICKNESS
Enter the SIGMA (force/mm² of the material used. E.g.: Steel = 37
Kg/mm²).
Select the material (E.gSTEEL).
Enter the BEND L. (bending length).
The dimensions of the faces are given in external dimensions according to
DIN norms.
See 2D Reference Manual, section Unfolded length.
When introducing the data in L-Alpha mode, just "begin" the profile by one
of the extremities and furnish one after the other the values of each face and
angle. At the last face there is no angle corresponding to.
Remark: As shown in the following figure, the profile of section 1 is
automatically drawn as a function of the introduced data
(length and angle ), thus the value of the internal radius is
automatically calculated.
PAGE 12 USER GUIDE
Page 21

Section 1
45.0
45.0
20.0
150.0
90.0°
-90.0°
-135.0°
45.0
45.0
20.0
150.0
-90.0°
90.0°
135.0°
Automatically drawn profile
Procedure:
Touch on the first field o f the LENGTH column and introduce the
value of 45 mm which corresponds to the first length.
Touch or move
the cursor on the ANGLE field in the same line
and introduce the value of 90° which corresponds to the first angle to
be bent.
Touch or move on the second field of the LENGTH column and
introduce the value of 200 mm which corresponds to the second
length.
Touch or move on the second field of the ANGLE column and
introduce the value of 90° which corresponds to the second angle to
be bent.
Touch or move on the third field of the LENGTH column and
introduce the value of 45 mm which corresponds to the last length
before the edge of the product.
Hint: Introduce fi rst all the lengths and then the angles. T hi s way of operating is
much faster.
PROGRAMMING SECTION 2
The definiti on of the bending direction is do ne by inversing the angle sign,
however the choice of the side is arbitrary, but has to be constant for the
whole profile of the product.
or
L-ALPHA PROGRAMMING PAGE 13
Page 22

Section 2
Procedure:
Stay on PRODUCT NUMERICAL page.
Touch or move on the SECTION field, enter the value of 2 and leave
the field. This automatically initializes a new page for programming
section 2.
Touch or move on the BEND L. field and enter the bendi ng length for
this section (200).
Touch or move on the first field of the LENGTH column and
introduce the value of 30 mm which corresponds to the first length.
Touch or move on the first field of the ANGLE column and introduce
the value of 90° which corresponds to the first angle to be bent.
Touch or move on the second field of the LENGTH column and intro-
duce the value of 40 mm which corresponds to the second length.
Touch or move on the second field of the ANGLE column and
introduce the value of -90° which corresponds to the second angle to
be bent.
Touch or move on the third field of the LENGTH column and
introduce the value of 150 mm which corresponds to the third length.
Touch or move on the third field of the ANGLE column and introd uce
the value of 135° which corresponds to the third angle to be bent.
Touch or move on the fourth field of the LENGTH column and
introduce the value of 20 which corresponds to the last length before
the edge of the product.
Remark: As shown in the previous figure, the profile of section 2 is
automatically drawn as a function of the introduced data
(length and angle ), thus the value of the internal radius is
automatically calculated. The unfolded length too is
calculated.
PAGE 14 USER GUIDE
Page 23

Calculation of the
unfolded lengths
PRODUCT CALCULATION
Stay on the PRODUCT NUMERICAL page.
Select ACTION menu and CALCULATE .
The message CALCULATING... appears in the interactive field on
the top right-hand corner of the screen.
The data in the UNFLD. LE. DIN (Length of the unfolded sheet) and
Ri (Internal radius) fields appears.
Remark: If the CALCULATE function key is not activated, the
calculation will be carried out automatically as soon as an other
screen page is being accessed.
This function is t o use for the software versions previo us to U2.
Searching for the
bending range
BENDING ORDER (BEND 2D)
Call the BEND 2D page (in BEND menu).
In the SIMULAT. field, choose the option WITHOUT PROGR.
BENDS.
In the ACTION menu, c hoose SEARCH BENDING RANGE.
The message SIMULATING RUNS…, then CALCULATING...
appears in the interactive field on the top right-hand co rner of the
screen.
L-ALPHA PROGRAMMING PAGE 15
Page 24

After this the succession of sequences can be visualized using the
Pg Dn
and
keys.
In the just programmed example we can see that the searching for the bending
range has first placed the section 1, and then the section 2.
The operator has the possibility to modify the bending order (see the
corresponding chapter in t he 2D Reference Manual) or to ask the software to
respect specific criteria like minimum of swings or returns. For that, please
refer to the 2D Reference Manual, section Simulation criteria.
In case where the software program does not find any solution, the bending
range must be imposed manually.
See Bending order in the 2D Reference Manual.
PAGE 16 USER GUIDE
Page 25

POSITION OF AXES, OTHER FUNCTIONS
beam will rise to the maximum TDC.
RETRACTION BG
the retraction of the backgauge.
Bending Speed).
maintained.
clamping point is reached.
movement is made at high speed.
Menu BEND, page BEND NUMERICAL.
It can be seen that the axis posit ion, the bending fo rce, the crowning and , if
applicable, the retraction and the top dead centre (depending on how they
have been defined in the machine parameters) are calculated automatically.
These values can be modified by the operator.
According to his needs, the operator can modify the following items:
TDC
SP
DWELL TIME
BENDING SPEED
LOW SPEED
DISTANCE
Complementary explications are found in the 2D Reference Manual.
To execute the product, see the Bending, Tests and Corrections section,
page 26.
the Top Dead Center. If not programmed, the
the Switch Point (switching from High Speed to
the time during which pressure is being
the bending speed downward, or the speed
during the upward movi ng phase until the
allows to define that only a portion (expressed
in %) of the upward movement between the
TDC and the clamping point will be carried out
at low speed; the continuation of the upward
L-ALPHA PROGRAMMING PAGE 17
Page 26

This page has been left blank intentionally.
PAGE 18 USER GUIDE
Page 27

DIRECT PROGRAMMING (BEND NUM)
2
0
0
.
0
45.0
3
0
.
0
40.0
2
0
.
0
1
5
0
.
0
SECTION
2
This type of programming is often used for simple products or by operators
having worked on conventional press brakes without numerical controls.
This page is very userfriendly, for t he operator has on one single screen all
the information and fields necessar y for the programming of his product.
SECTION 1
The bending order is chosen by the operator, since he programs directly each
bend.
In this example, we first realize the side flaps with the oblong holes, which
are included in section 1, so that a punch of identical length as that for section
2 can be used.
To make this product, we will use 2 mm thick ST37 type steel.
DI RECT PROGRAMMING PAGE 19
Page 28

STEP BY STEP
create a new product
CLEAR THE WORK MEMORY
The user has to clear the work memory before creating a new product.
Call the BEND NUMERICAL page.
Clear the work zone to
Touch the BEND
Select BEND NUMERICAL
Touch the ACTION key
Select NEW PRODUCT.
.
This operation erases only the data of the work memory. That means that the
product, which is possibly located in the work memory, is not lost if it has
been saved beforehand.
function key.
.
then CONFIRM
Enter:
- the sigma/material
- the type of material
PAGE 20 USER GUIDE
GENERAL DATA
Touch or move on the THICKNESS field and enter the thickness of
the material being used.
Place the cursor on the SIGMA field and introduce the force/mm² of
the material used. (E.g.: STEEL = 37 Kg/mm²).
Page 29

Note: It is mandatory to program these data, as well as the tools.
(see following page)
SELECT THE TOOLS
Proceed as in L-alpha programming chapter.
ENTERING THE DATA (1)
The conventi onal way of entering the dat a is to progra m in the
BEND NUMERICAL page:
the required angle (the Y depth will be calculated according to the
tools and the material already programmed). It is also possible to
directly enter the Y1 / Y2 values without programming the angle.
the real position of the backgauge.
the specific data for the current sequence (top dead center, bending
length and, if necessary, backgauge type, retraction, dwell time, etc.)
Below is shown the screen with the values for these two bends.
The page shown above illustrates how to program the two flaps with the
oblong holes (section 1).
The two bends being identical, enter 2 in the CY field. Program the angle to
90°, the X axis to its absolute value (43.00) and e nter the bending le ngth
(150).
The bending force and the crowning will be calculated automatically.
The operator can, of course, modify these values if necessary.
DI RECT PROGRAMMING PAGE 21
Page 30

According to his needs, the operator can also modify:
beam will rise to the maximum TDC.
RETRACTION BG
the retraction of the backgauge.
Bending Speed).
maintained.
clamping point is reached.
movement is made at high speed.
TDC
SP
DWELL TIME
BENDING SPEED
LOW SPEED
DISTANCE
the Top Dead Center. If not programmed, the
the Switch Point (switching from High Speed to
the time during which pressure is being
the bending speed downward, or the speed
during the upward movi ng phase until the
allows to define that only a portion (expressed
in %) of the upward movement between the
TDC and the clamping point will be carried out
at low speed; the continuation of the upward
ENTERING THE DATA (2)
HINT The way of programming described above (section Entering the Data (1))
requires of the operator to subtract the steel thickness from the external
dimension of the product. The procedure described below will facilitate the
programming. It has, however, some limitations depending on the product
and the chosen bending order.
The hint consis ts of entering the external dimension in the X field o f the
backgauge, and to program a constant negative correction corresponding to
(approximately, according to your experience, to the tools and to the material)
the material thickness for the entire product.
This procedure is described hereafter:
BEND NUMERICAL page, same remark as underneath the preceding
screen illustration, except for the fact that X has been programmed
with the external dimension, as explained. (45)
This sequence carries out the bending of the two flaps of 45.0 mm
with the oblong holes.
To create the subsequent sequence, press the ACTION key and choose
COPY BEND.
It can be seen that all the data has been copied onto the second
sequence.
PAGE 22 USER GUIDE
Page 31

Enter the first flap of the second section, i.e. X = 30.00.
Modify the field CY = 1 or leave it unprogrammed.
Modify the be nding length (BEND L. = 200) and possibly the other
fields according to your needs.
Press the ACTION key and choose COPY BEND.
Program X = 40.00.
Press the ACTION key and choose COPY BEND.
For the last bend, enter ANGLE = 135.0° and X = 20.00.
Call the CORRECTIONS page (key
DI RECT PROGRAMMING PAGE 23
).
Page 32

In the PRODUCT column, enter the value to be subtracted from the
external dimension in order to obtain a correct backgauge position
(generally, a value close to the material thickness). In our example, a
value of – 2.00 mm.
PAGE 24 USER GUIDE
Page 33

This page has been left blank intentionally.
DI RECT PROGRAMMING PAGE 25
Page 34

BENDING, TESTS AND CORRECTIONS
Pg Dn
This chapter explains how to proceed in order to execute a product. This way
of doing is destined only to demonstrate how to use the numerical control.
The testing and adjusting operations can be carried out in the order decided
by the operator.
Go into semi-automatic mode
If necessary, move to the first sequence by means of the
keys.
Press the start key in order to position the axes on the first
sequence.
Carry out the bend with a trial product.
Measure the flap and the obtained angle.
Go to or remain in the CORRECTIONS page.
.
or
If necessary, correct the flap (in this example, a correction of
X = - 0.10 is assumed) for the current bend.
Reminder: In the above screen page the correction of -2.00 mm
corresponds to the material thickness programmed in the
example Entering the Data (2) above.
Positio n the cursor on the ANGLE field, BEND column, and enter the
measured angle (93.0 in this case). The software automatically
calculates the necessary correction (-0.292,which can be seen in the
Y1, Y2 fields, in the BEND column). Also see the 2D Reférence
Manual in the Corrections section.
Carry out a second test bend (on the same sequence, with a second test
product). If necessary, make a new correction.
Depending on the material, the machine adjustment and the exactness
of the data introduced, 2 or 3 corrections can be necessary for a bend.
This can be considered as being a normal situation.
PAGE 26 USER GUIDE
Page 35

Once the current bend has been adjusted correctly:
Pg Dn
Move on to the next sequence by pressing the
Make corrections as described before.
When all the bends of the product turn out as expected:
Go into automatic mode
and choose the work page you like:
⇒ BEND NUMERICAL
⇒ BEND 2D
key.
BENDING, TESTS AND CORRECTIONS PAGE 27
Page 36

MEMORIZE OR SEARCH A PRODUCT
MEMORIZE A PRODUCT
The memorizing of a product can be carried out from all pages containing the
PRODUCT field at the top of the screen.
• Set the NC in programming mode .
• Enter a product number.
• Press (about 2 s. ) on the product number until the ACTION menu
pops up.
• In the menu ACTION, select MEMORIZE PRODUCT.
• If the message EXISTS appears, this indicates that the N° selected is
already in use.
CANCEL and choose one other number
or
CONFIRM in order to erase the existing product.
List of products page If you wish to do this memorizing by having a global view of the existing
products:
PAGE 28 USER GUIDE
Call the LIST OF PRODUCTS page by means of the MENU
key and by selecting the option LIST OF PRODUCTS of the menu.
In the DRAWING field, introduce a reference, if needed.
Page 37

If you want to memorize the product elsewhere than in the internal
memory, place the cursor on the INTERNAL field of PRODUCTS
AND GROUPS IN
and make your choice.
Touch or move on the PRODUCT field and introduce the storage
number (1 to 89.999).
Press the ACTION key.
Select the MEMORIZE option.
The message SAVING... appears in the interactive field on the top
right-hand corner of the screen.
The number of the product recorded will then appear in the list.
See the following section and also Active peripherals and Product
management in the 2D Reference Manual.
SEARCH A PRODUCT
or click right to cause the list to appear,
Rapid method
From any page disp laying the PRODUCT field:
Touch or move on the PRODUCT field.
Press the
The following window is displayed:
key.
The products are initially listed in increasing order by product number.
To browse, place the cursor in the table and displace with the
MEMORIZE OR SEARCH A PRODUCT PAGE 29
or keys.
Page 38

To load the product: click or press the
corresponding columns (DRAWING or DATE).
key.
Sorting:
increasing / decreasing
To search a product:
To list in decreasing order:
place the cursor on the title of the column and click left
or press the
key.
The order is inversed (the red arrow is turned upwards ).
To sort by drawing name or date, proceed likewise in the titles of the
Position the cursor in the table in the desired column and introduce
there the product number, the drawing name or the searched date.
Your introduction is displayed on the last line (in white), and the
cursor positions on the first line of the table. The names are sorted in
increasing order, the first corresponding on the first line.
PAGE 30 USER GUIDE
For more explanations, please refer to the 2D Reference Manual.
Page 39

Standard Method
If you want to search the product at a location other than the internal
memory, place the cursor on the INTERNAL field of PRODUCTS
AND GROUPS IN ...
and make your choice.
In the list, place the cursor on the number of the desired product and
press the
or
Place the cursor in the PRODUCT field, introduce the product
number and choo s e LOAD via the ACTION menu.
The product is now in the work memory (its number is displayed in the
PRODUCT field).
If you know the number of the product to be searched (provided that it is in
the active peripheral), you can search a product in all the pages displaying the
PRODUCT field on the top left of the screen.
To this end:
Introduce the product number in the PRODUCT field.
Choose SEARCH PRODUCT in the ACTION menu.
key,
or click right to cause the list to appear,
MEMORIZE OR SEARCH A PRODUCT PAGE 31
Page 40

Graphic Method
Procedure:
Pass to the MENU page by means of the
List of graphical products page (key
The above window is displayed and allows you to make a search of the
products.
The functions
The product selection is identical to the standard mode.
and allow to scroll the list of graphical products.
key and call the
).
PAGE 32 USER GUIDE
Page 41

ORGANIZATION OF THE MEMORIES
ENC
INTERNAL
Floppy
Network
Work memory
The numerical c ontrol contains various memories. Whe n the operator
programs a product or modifies the contents of a product, he is doing it in a
work memory, sometimes called buffer memory.
The work memory is non-volatile, that means, when you switch off the NC,
the data of the current product remain stored in the memory until they are
replaced by an other product or deleted.
or
buffer
It is not necessary to save the product which has been programmed in the
work memory, if this one is of no more use once the product executed.
Generally, the product will be saved only if it has to be kept for future use.
A non-saved product in the work memory is recognizable, for the
PRODUCT field is empty.
The ENC is also provided with a memory which contains a copy of the
product located in the work memory. This copy is transferred to the ENC
when switching to semi-automatic or automatic mode.
An other memory, belo nging to the NC again, is the Floppy (disk).
Generally, the Floppy is used for the saving (backup) of important products,
the tools, and/or the machine parameters.
Therefore, the transfer page is used.
Although a product can be searched or stored directly in the Floppy, this
operation will be made very rarely because of the access speed.
Complementary memories can be those offered by a network access.
When normally configurated, the NC always memorizes and searchs its
products in the INTERNAL memory. It is possible to attribute an other
memory by default to it (see Active Peripherals in the 2D Reference Manual).
MEMORIZE OR SEARCH A PRODUCT PAGE 33
Page 42

PROTECTION OF THE ACCESS LEVELS
Alt
Alt
Alt
Alt
GENERAL INFORMATION
Thus, in this manual we will always speak of a (virtual) key position like e.g.:
"Key in position 3".
Levels There exist 4 access levels, 0 to 3.
0 = Programming prohibited.
1 = Creation, correction, modification, saving, deleting, transfer of one (or
more) product(s).
2 = Creation, correction, modification, saving, deleting, transfer of the too ls.
3 = Programming, modification and transfer of the machine parameters.
Access These levels are reached by pressing the
+ ,
Remark: Release the numerical key before the Alt key.
The key position is displayed as a small pictograph at the right bottom of the
screen.
When passing to non-authorized level, a password modification will be
requested.
When the password has been introduced, you can "navigate" in the inferior
levels and eq ual to the authorized one without reint roducing the password.
The fact to pass on level 0 reinitializes the password request.
Users A number of different users are predefined. A user is not a physical person in
particular, but can be e.g. all the operators having the authorization to work
on the machine.
Each predefined user possesses his own password and a maximum level
which he can reach. See further under Table of users, access and passwords.
Password Certain users can modify their own password. For the others, the password
can only be changed by a user having a superior access.
Characteristics The password can be composed of alphanumerical characters if such a
keyboard is disposable. Otherwise only of numerical characters.
Loss of the password In case of loss of the password, a user of a superior level has to reprogram the
password.
+ ,
+ or
+ keys.
PAGE 34 USER GUIDE
Page 43

THE USERS
subordinateds
authorization of level 1
authorization of level 2
authorization of level 3
4
WSSUPER
OK
OK
3
817
Workshop supervisor
Service technicians
manufacturer's
Table of users, access and passwords.
Level Names of
predefined
users
1
2
3
5 MACHMAN NO OK 3 Machine manufacturer's
6 MACHMAN0 OK OK 3 Responsible of the
A predefined user is just a role.
Many physical persons can have the same role. E.g., many physical operators can be a EUL1 (level 1).
After installing the machine it is advised to modify the password by default of level 4 (WSSUPER =
Workshop supervisor) and of level 3 (EUL3 = Operators with authorization level 3), because the
passwords are in this manual.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Changing of
the personal
password
Changing of
passwords of
the
Level
virtual key
1
2
3
Password
by default
111 Operators having the access
222 Operators having the access
333 Operators having the access
User generally attributed to:
technicians at the machine
PROTECTION OF THE ACCESS LEVELS PAGE 35
Page 44

ACCESS BY PASSWORD
Level 1
Password
By starting the software, the virtual key is always positioned at 0.
When the operator selects one of the combinations
, the following message appears:
Enter the password.
Press
The authori zed level is shown in the bottom right box in the screen.
Otherwise a message indicating that the user is not authorized is
displayed.
Once the authorization acquired, the operator can change the level among
those authorized to him without reappearing of a new password request.
For instance, a user with access on level 3 can navigate between levels 1, 2
and 3 without having to give his password again.
If level 0 is activated, the access on any other level will require to introduce
the password again.
This request also will appear when the user passes to a superior level (from 0
to 1, from 1 to 2, from 2 to 3, etc.) and he has no access authorization.
.
+ , or
or 2 or 3
according to
the keys
combination
Advice If you have accessed to level 3, access to level 0 after your intervention. This
will avoid to make und esired changings by inadvertence.
PAGE 36 USER GUIDE
Page 45

ACCESS TO LEVELS SUPERIOR TO 3
Changing key position
User
WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
Certain users can access to levels superior to 3, which enables them, among
other things, to modify the passwords.
In order t o know the authorizati ons, see Table of users, access and
passwords.
Press the keys combination
+ .
The following message appears:
Choose the desired user level (see table).
For that, place the cursor in the User field and press the
then make your choice and validate with
.
key,
Place the cursor in the Password field and enter the password
corresponding to the requested level and validate with the
key.
The NC passes to level 1. The operator can "navigate" between levels
1 and 3 without reintroducing his password.
If his access level enables him, he can call the procedure of password
modification (see next paragraph).
At the end of the intervention, don't forget to pass to level 0 in order to
leave the current level.
PROTECTION OF THE ACCESS LEVELS PAGE 37
Page 46

CHANGE PASSWORD
Changing key position
User
WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
Change password
User
WSSUPER
New password
Confirm password
Validate
Cancel
It is possible to modify the passwords attributed by default.
Certain users can do it for themselves, others not.
In order t o know the authorizati ons, see Table of users, access and
passwords.
Procedure:
Press the keys combination
The following message appears:
Log in as at least WSSUPER.
Introduce your password.
Click on Change password.
The following window appears:
+
.
PAGE 38 USER GUIDE
Choose the user whose password is to be changed. For that, place the
cursor in the User field and press the
choice and validate with
.
key, then make your
Introduce the new password.
Type the new password in Confirm password.
Place the cursor on Validate and press
(or click on validate).
Page 47

PASSWORD FORGOTTEN
Changing key position
User
WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
If a user has lost / forgotten his password, ask to the responsible of the
machine.
If this password is definitively lost however, there are 2 possibilities: .
a) The user is not authorize d to change his password himself.
2 solutions for this case:
- Ask the "superior" user to modify his password.
(See section Change Password).
- Use the method described below.
b) The user is authorized to change his password.
Proceed as described hereinafter.
Note:
If the forgotten password concerns levels 1, 2 or 3, ask the workshop
supervisor to modify the passwords of these levels according to the procedure
described in section Change Password.
Procedure:
Press the keys combination
+
.
The following message appears:
Choose the user whose password is forgotten. For that, place the
cursor in the User field and press the
choice and validate with
.
key, then make your
Click on the choice Password forgotten.
PROTECTION OF THE ACCESS LEVELS PAGE 39
Page 48

The following window appears:
Password forgotten
User
WSSUPER
Auxiliary code
Kl2398saf58sdf7
Please contact your supplier
Exit
The operator has to note the displayed auxiliary code and contact his supplier.
The latter disposes of a software enabling to generate a new password.
In order to recover a forgotten password, proceed as follows:
Call the Password forgotten function.
Note the displayed auxiliary code.
Obtain the new password from the supplier by communicating him the
auxiliary code. You will be informed of the lost password.
PAGE 40 USER GUIDE
Page 49

This page has been left blank intentionally.
PROTECTION OF THE ACCESS LEVELS PAGE 41
Page 50

BRIEF OVERVIEW OF THE PAGES
Many complementary explications of these pages and/or the functions are
described in the 2D Reference Manual.
This manual is organized like a dictionary, with a table of contents and a very
detailed index for easy reference.
MENU PAGE
The MENU page
appears when the
MENU key
pressed.
To validate: place the
cursor on the required
option and press the
key, or type the
number next to the
choice.
is
LIST OF PRODUCTS PAGE
This page allows to
extract the products
stored in the NC, in
numerical increasing
order.
PAGE 42 USER GUIDE
Page 51

LIST OF GRAPHICAL PRODUCTS PAGE
This page allows to
extract the products
stored in the NC, in
numerical increasing
order, and with the
graphic associated to
them.
PRODUCT / CRITERIA SEARCH PAGE
This page allows to
search for different
products stored in the
numerical control
according to certain
criteria.
TRANSFER PAGE
Allows to select and
command data
transfers from one
memory to another.
(Floppy, network, etc...)
BRIEF OVERVIEW OF THE PAGES PAGE 43
Page 52

LIST OF PUNCHES PAGE
This page gives a quick
glimpse at the main
parameters of the
punches stored in the
numerical control.
In this list, if you wish to see the complete description of the tool, just place
the cursor on the tool's name and press
The PROGRAMMING PUNCHES page is then displayed.
LIST OF DIES PAGE
This page gives a quick
glimpse at the main
parameters of the dies
stored in the numerical
control.
, or click.
In this list, if you wish to see the complete description of the tool, just place
the cursor on the tool's name and press
The PROGRAMMING DIES page is then displayed.
PAGE 44 USER GUIDE
, or click.
Page 53

PUNCH PROGRAMMING PAGE
Programming of all
punches is done from
this page.
All the dimensions
relative to the tool are
introduced here.
A drawing representing
the tool is displayed on
the right of the screen.
DIE PROGRAMMING PAGE
Programming of all dies
is done from this page.
All the dimensions
relative to the tool are
introduced here.
A drawing representing
the tool is displayed on
the right of the screen.
BRIEF OVERVIEW OF THE PAGES PAGE 45
Page 54

WELCOME PAGE
Main data for the
machine and the
numerical control.
The fields of green
colour are multiple
choice fields which can
be modified.
INITIALIZATION PAGE
This page is reserved
for the technical
maintenance of the
numerical control or the
machine.
This page allows to
clear the NC data and
to modify the physical
indices of the machine.
The use of the front
panel key is necessary
to intervene on this
page.
To modify a value, touch the appropriate field in the REQUESTED column
and enter the new value.
Press (about 2 s.) on the progra mmed field until the ACTIONS menu
appears.
In the ACTIONS menu, select VALIDATION.
PAGE 46 USER GUIDE
Page 55

MACHINE PARAMETERS PAGE
This page is the first of
the pages which
constitute the list of all
the parameters which
condition the
functioning of the
numerical control.
This data can only be
modified with the front
panel key in position 3.
This data may be
modified only with the
aid of competent
technical support.
PRODUCT NUM PAGE
This page appears
when the PRODUCT
key is pressed
and PRODUCT
NUMERICAL is
chosen.
This page allows to
construct and calculate
a product and to
visualize the profile of
the cut in real time.
BRIEF OVERVIEW OF THE PAGES PAGE 47
Page 56

TOOLS POSITION PAGE
This page appears
when the PRODUCT
key is pressed
and TOOLS POSITION
is chosen.
This page allows to
define several work
stations.
COMMENTS PAGE
This page appears
superimposed when the
PRODUCT
pressed and
COMMENTS is chosen.
This page allows to
complete the product
data with a series of
commentaries. These
commentaries are
programmed using a
PC software.
key is
PAGE 48 USER GUIDE
Page 57

BEND NUMERICAL PAGE
This page appears
when the BEND
key is pressed and
BEND NUMERICAL
is chosen.
This page recapitulates
all the data for the
current sequence.
BEND 2D PAGE
This page appears
when the BEND
key is pressed and
BEND 2D is chosen.
This page allows to
simulate the feasibility
of the product and to
correct the bending
order if necessary.
BRIEF OVERVIEW OF THE PAGES PAGE 49
Page 58

BEND FUNCTION PAGE
This page appears
when the BEND
key is pressed and
BEND FUNCTION is
chosen.
This page allows to
program any possible
auxiliary functions of
the machine.
BEND. TOOLS PAGE
This page appears
when the BEND
key is pressed and
BEND. TOOLS is
chosen.
This page allows to
modify the position and
the width of the tools
mounted on the
machine. Certain safety
factors can also be
modified here.
PAGE 50 USER GUIDE
Page 59

CORRECTIONS PAGE
This page appears
when the
CORRECTIONS key is
pressed and
CORRECTIONS is
chosen.
This page allows to
apply the corrections to
the different machine
axes as a function of
the results obtained
during bending.
BRIEF OVERVIEW OF THE PAGES PAGE 51
Page 60

PC 1200 SOFTWARE FOR PC
PC 1200 2D (=PC 1200) software delivred with a DNC 15. This software
doesn't require any protection key.
INSTALLATION OF PC 1200
Insert the CD-ROM in the CD reader and follow the instructions.
If the software asks you the question, choose Installation on PC
(and not on NC).
PAGE 52 USER GUIDE
By default, the software sets up in a CYB/ directory and there in a sub-
directory under the name of the installed version.
This enables to have several different versions on the PC.
If the software asks you the question, introduce the CONFIG 03 disk
(or higher) and continue the installation.
If you have no diskette, click on NO, the software will then be
installed with the standard options.
Page 61

Installation in an existing directory
If you wish to not keep your old version, but make an update in the same
directory as your old software, answer also by NO on the question "install
the CONFIG 03 diskette ?".
In this way the parameters of your old software will be kept, the
configuration, the parameters, the products and the paths.
Installation under Windows NT, 2000 or XP
Attention: under these s yste ms you must have t he rights of an
ADMINISTRATOR to install the software.
INSTALLATION OF THE CYBELEC SOFTWARE ON DNC 15 PAGE 53
Page 62

INSTALLATION OF CYBELEC SOFTWARE ON NC
INSTALLATION OF THE SOFTWARE NC
It is presumed that Windows is already installed in the NC.
In the other case, it is necessary to restore the Windows image
according to the procedure described in the restoration CD delivered
with the NC.
Install an external keyboard.
Switch the NC on.
Let the NC Cybelec software do its loading completely (if it is
functional).
Go on level 3.
Leave the NC Cybelec software.
At this moment, one finds in the Windows desktop.
Insert the Cybelec software CD-ROM in the CD drive and follow the
instructions.
If the software asks you the question, choose Installatio n on NC.
If the software asks you the question, introduce the CONFIG 03 disk
(or higher) and continue the installation.
If you don't have the diskette, click on NO.
Leave Windows.
Switch the numerical control off.
Follow with the ENC software installation in the next chapter.
PAGE 54 USER GUIDE
Page 63

INSTALLATION OF THE ENC SOFTWARE
Switch the NC on.
Let the NC Cybelec software do its loading completely.
Go on level 3.
Leave the NC Cybelec software.
Start the Flash 12 software which is on the desktop or on the CD-ROM
under the directory: \Tools\Flash_program\ModEva_Windows.
Select the ENC software according to the NC software under Select
File ENC.
Click on the butt on Upload.
Leave the Flash 12 software.
Start the NC Cybelec Software
Do an Initialise ENC.
IF THE KEYBOARD OF THE NC DOESN'T WORK:
Leave Windows.
Switch the NC off.
Install an external keyboard.
Switch the NC on.
During the boot, pre ss t he Del key or F2 key.
In the BIOS se tup under the ST AN DARD SETUP pa ge, make sure
that the option Halt on is on Halt all but keyboard.
Save and leave the BIOS setup.
INSTALLATION OF THE CYBELEC SOFTWARE ON DNC 15 PAGE 55
Page 64

INDEX
Access
by password, 36
Protection of the access levels, 34
to levels superior to 3, 37
Access level, 34
Bend
copy, 22
Bending range
modify, 16
search, 16
Copyright & License agreement, 3
function key, 6
Key
virtual, 34
Keyboard
doesn't work, 55
L-alpha method, 8
List of products, 28
Memorize a product, 28
Memory
Buffer memo ry, 33
Floppy disk, 33
internal, 33
Network, 33
Work memory, 33
New product, 9
Operating system, 3
Password, 34
change, 38
forgotten, 39
Loss, 34
lost, 39
Programming
direct, 19
Section 1, 12
Section 2, 13
Punch adjust ment, 1 1
Safety instructions, 3
Search a product
Graphic method, 32
Rapid method, 29
Standard method, 31
Users
Table, 35
Warranty, III
Windows NT, 2000 or XP, 53
Work memory
clear, 20
PAGE 56 USER GUIDE
 Loading...
Loading...