

Page 1
DNC 1200 2D
Руководство пользователя
CYBELEC SA tel. + 41 24 447 02 00
Rue des Uttins 27 fax + 41 24 447 02 01
CH - 1400 Yverdon-Les-Bains e-mail: info@cybelec.ch
Switzerland
Руководство пользователя DNC-12000 страница 2 из 50
Page 2

Информация, данная в данном руководстве, может быть изменена фирмой CYBELEC
без предупреждения клиента
Программное обеспечение, описанное в данном руководстве, подпадает под действие лицензии и п
под соглашение о неразглашении коммерческой тайны. Программа может быть использована или
копирована только в соответствии с условиями соглашения. Копирование программы без разрешения
является незаконным.
Авторские права CYBELEC SA. 1991
Все права сохранены.
Важная информация:
Данное руководство описывает стандартные операции по программированию ЧПУ.
ЧПУ может меняться производителем прессов в зависимости от потребностей.
Autocad is a registered trade mark of Autodesk Inc..
CYBELEC is a registred trademark of CYBELEC SA.
Ethernet is a registered trade mark of Xerox Corporation.
IBM, PC/AT, PC Network, Token Ring Network
are registered trade marks of the International Business Machines Corporation.
MS-DOS is a registered trade mark of Microsoft Corporation.
MS-Windows is a registered trade mark of Microsoft Corporation.
Novell Netware is a registered trade mark of Novell, Incorporated.
Windows NT is a registered trade mark of Microsoft Corporation.
Руководство пользователя DNC-12000 страница 3 из 50
Page 3
И
НСТРУКЦИЯ ПО БЕЗОПАСНОСТИ И
ОБСЛУЖИВАНИЮ
!
!
!
!
На станке с ЧПУ должен работать хорошо
обученный оператор.
Неправильное использовние ЧПУ может привести к
поломке оборудования и/или травмированию
людей.
Изменение параметров станка может привести к
поврежденпию заготовок и снижению качества
готовых изделий
Задняя панель может быть удалена только
квалифицированным специалистом (опасность
электрошока).
Блок ЧПУ не должен находиться в помещении с
!
высокой влажностью во избежание электрошока и
быстрого износа оборудования.
Перед очисткой убедитесь, что блок ЧПУ отключен
!
от источника электропитания. Не пользуйтесь
очистительными жидкостями на основе алкоголя и
аммиака.
В случае выхода из строя ЧПУ необходимо вызвать
!
специалиста.
Блок ЧПУ не должен находиться под прямыми
!
лучами солнца или другого источника тепла.
Не располагайте блок ЧПУ рядом с электромаг-
!
нитным оборудованием, например, трансформаторами, двигателями и устройствами, создающими
помехи, например, сварочными аппаратами и т.п.
Во избежание перегрева регулярно меняйте
!
фильтры вентиляторов
Руководство пользователя DNC-12000 страница 4 из 50
Page 4
ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ, КАСАЮЩЕЕСЯ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
АВТОРСКИЕ ПРАВА
Программа CYBELEC защищена авторскими правами и все права сохранены.
Программа CYBELEC иожет быть установлена и использована только на разрешенном оборудовании
(PC или DNC).
Руководство пользователя такжезащищено авторскими правами, все права на использование и
копирование сохранены.
Данный документ не подлежит распространению, публикации или снятию копий с
отдельных страниц или со всего документа без письменного на то разрешения компании
CYBELEC.
С
ПЕЦИАЛЬНОЕ КОПИРОВАНИЕ ДИСКЕТЫ
Легальный пользователь программы имеет право копировать в память компьютера только содержание
дискеты и делать одну резервную копию на случай потери оригинальной программы.
С
ПЕЦИАЛЬНОЕ КОПИРОВАНИЕ ПРОГРАММЫ EPROM
Если оригинальные программы в CYBELEC DNC и ЧПУ, установленные фирмой CYBELEC, будут
заменены копией, выполненной не фирмой CYBELEC, клиент немедленно потеряет право на
гарантию.
Г
АРАНТИЯ
Фирма CYBELEC не гарантирует правильность функционирования программы на любом компьтере и
с любым программным обеспечением.
Ограничения использования программного продукта и его технические характеристики находятсяв
только в компетенции фирмы CYBELEC.
Программа CYBELEC не компенсирует несовместимости версий операционных систем или версий.
Выполнение программы CYBELEC в различных версиях или редакциях, или переключение между
разными версиями или редакциями может привести к потере или изменению базы данных.
И
ЗМЕНЕНИЕ ПРОГРАММ
Приобретение программы CYBELEC дает право пользователю в течение одного года получать
информацию об обновлении программы.
При использовании откорректированной версии может случиться так, что база данных (программ,
параметры и т.д.) будет утерена или придется изменить оборудование или соединения, что не всегда
можно предусмотреть, CYBELEC не несет ответственность за данные изменения.
Руководство пользователя DNC-12000 страница 5 из 50
Page 5
О
ГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ
Фирма CYBELEC не гарантирует, что функции программы отвечают всем требованиям лицензиата
или что работа прогрммы не будет иметь ошибок.
В случае нарушения работы программы лицензиат (а не фирма CYBELEC или уполномочеенный
дилер или представитель фирмы) принимает на себя расходы по обслуживанию, ремонту и
корректировке.
Фирма CYBELEC гарантирует, что дискеты, EPROMS, кассеты и другие средства, на которых
хранится программа, поставляются без дефектов и при условии правильного использования гарантия
растроняется на 90 дней.
О
ГРАНИЧЕНИЕ ВОЗМЕЩЕНИЯ УБЫТКОВ
Если дискета или EPROMS или кассеты не отвечают гарантийным требованиям фирмы CYBELEC,
они возвращаются на фирму CYBELEC или официальным представителям фирмы CYBELEC с
копией описания ошибки.
Если фирма CYBELEC или ее представители не могут поставить на замену дискеты, EPROM или
кассеты, то действие настоящего соглашения прекращается в рамках условий и сроков, оговоренных в
данном документе, и покупателю будут возмещены все убытки.
О
БСЛУЖИВАНИЕ
Фирма CYBELEC обеспечивает обслуживание в теченине одного года. Техническое обслуживание
обычно не включаетв себя корректировку ошибок в кодировании, корректировку ошибок в
сопроводительной документации, обновление программных версий, что обычно выполняется во
время технического обслуживания, проводимого фирмой CYBELEC.
Фирма CYBELEC не обязана обеспечивать техническую поддержку при попытке решения проблем
или затруднений, возникающих при изменении лицензионной программы лицезиатом.
Руководство пользователя DNC-12000 страница 6 из 50
Page 6
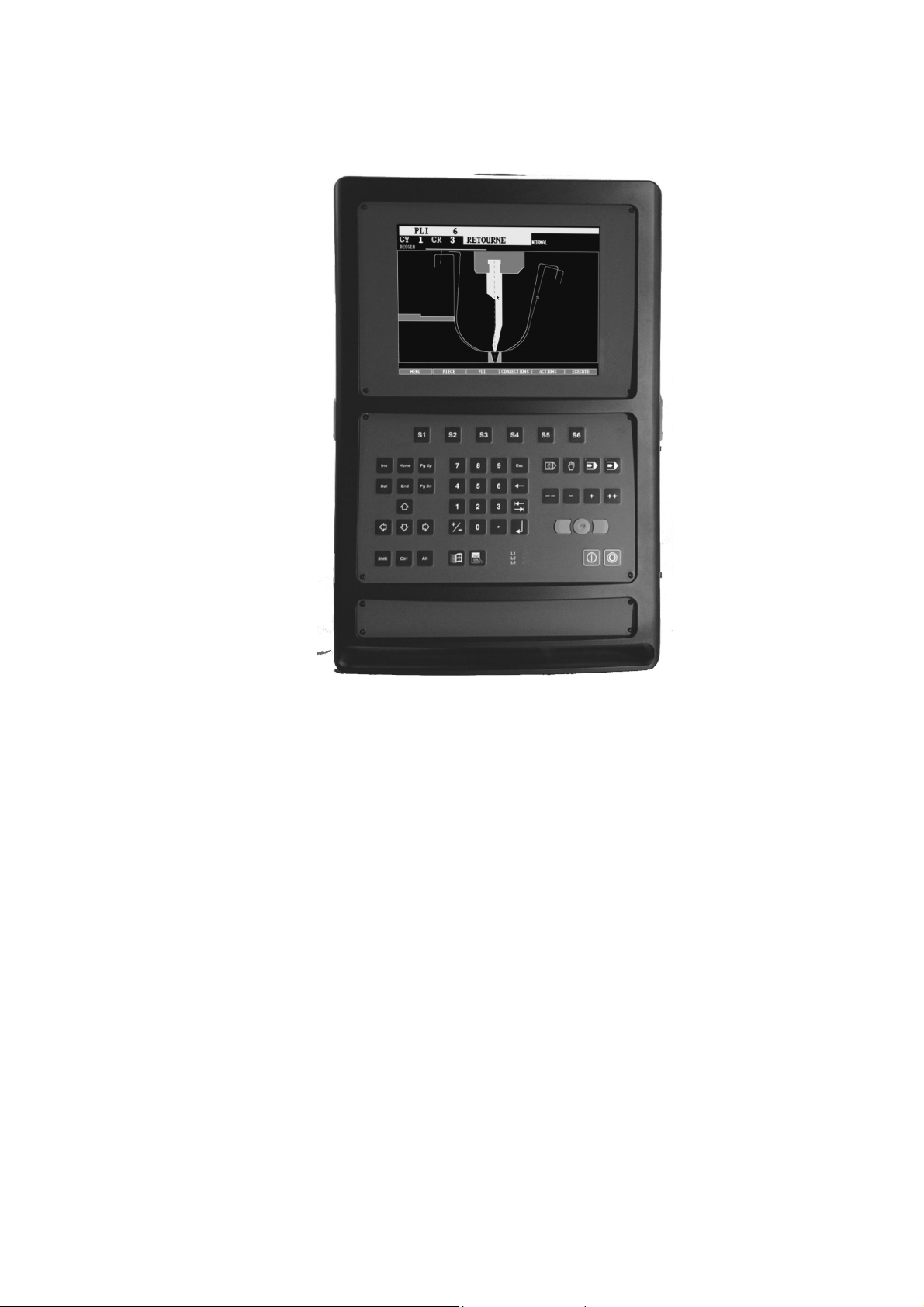
DNC 1200 2D
Руководство пользователя
Руководство пользователя DNC-12000 страница 7 из 50
Page 7

СОДЕРЖАНИЕ
ИНСТРУКЦИЯ ПО БЕЗОПАСНОСТИ И ОБСЛУЖИВАНИЮ ......................................................4
ВСТУПЛЕНИЕ .................................................................................................................................10
Безопасность, авторские права и лицензионное соглашение.......................................10
Информация о руководстве ..............................................................................................10
Обозначения ......................................................................................................................11
Определения......................................................................................................................11
Выход из программы 13
Пошаговое программирование.........................................................................................15
Очистка памяти рабочей зоны 15
Регулировка пуансона 16
Регулировка матрицы 17
Выбор инструмента 18
Общая информация 19
Программирование профиля 1 19
Программирование профиля 2 20
Диапазон гибки (гибка 2D) 21
Позиции осей, другие функции 23
ПРЯМОЕ ПРОГРАММИРОВАНИЕ (BEND NUM) .........................................................................24
Пошаговое программирование.........................................................................................25
Очистка рабочей зоны 25
Общая информация 26
Выбор инструмента 26
Ввод данных (1) 27
Ввод данных (2) 28
ГИБКА, ПРОВЕРКА И КОРРЕКТИРОВКА .....................................................................................30
ВВЕДЕНИЕ В ПАМЯТЬ ИНФОРМАЦИИ ОБ ОБРАБАТЫВАЕМОМ ИЗДЕЛИИ ИЛИ ЕГО
ПОИСК.............................................................................................................................................31
Введение в память информации об обрабатываемом изделии....................................31
Поиск обрабатываемого изделия.....................................................................................32
Структура памяти...............................................................................................................33
общая информация ...........................................................................................................34
Пользователи.....................................................................................................................35
Доступ с помощью пароля ................................................................................................36
Доступ к уровню выше 3....................................................................................................37
Изменение пароля .............................................................................................................38
Если пароль забыт 39
Страница меню ..................................................................................................................41
Изделие / Страница критерия поиска ..............................................................................41
Страница передачи данных..............................................................................................42
Страница Перечень пуансонов.........................................................................................42
Страница Перечень матриц..............................................................................................43
Руководство пользователя DNC-12000 страница 8 из 50
Page 8

Страница Программирование пуансонов ........................................................................43
Страница Программирование матриц .............................................................................44
Общая страница ................................................................................................................44
Страница Инициализация станка.....................................................................................45
Страница Параметры станка............................................................................................45
Страница Количество обрабатываемых изделий ...........................................................46
Страница Позиция инструмента.......................................................................................46
Страница Комментарии.....................................................................................................47
Страница Номер операции гибки .....................................................................................47
Страница Гибка в двух измерениях 2D............................................................................48
Страница функции операции гибки ..................................................................................48
Страница Гибка. Инструменты. ........................................................................................49
Страница Корректировка...................................................................................................49
Программное обеспечение ...............................................................................................50
Установка на ПК.................................................................................................................50
Установка (DOS) DNC .......................................................................................................50
Руководство пользователя DNC-12000 страница 9 из 50
Page 9
В
СТУПЛЕНИЕ
ЕЗОПАСНОСТЬ, АВТОРСКИЕ ПРАВА И
Б
ЛИЦЕНЗИОННОЕ СОГЛАШЕНИЕ
См. первые страницы
НФОРМАЦИЯ О РУКОВОДСТВЕ
И
Данное руководство приводит примеры программы.
Справочное руководство 2D является дополнением к данному руководству.
Примечание: В данном руководстве в DNC (прямое цифровое управление)
запрограммированы параметры станка и инструментов.
При возникновении вопросов обращайтесь:
CYBELEC S.A.
Rue des Uttins 27
CH-1400 Yverdon-les-Bains
Fax +41 24 447 02 01
E-Mail: info
cybelec.ch
@
Руководство пользователя DNC-12000 страница 10 из 50
Page 10
БОЗНАЧЕНИЯ
О
ПРЕДЕЛЕНИЯ
О
Типографические условные обозначения
Arial bold Текст на экране.
Arial bold italic используется для обозначения названия ввода и
вывода DNC.
Italic Относится к описанию, параграфу или
руководству. Например: См Типографические
условные обозначения
.
Условные обозначения программы:
Select Для выбора директории.
В зависимости от ситуации выбор может быть
сделан различными путями.
Для полей или покиньте поле или нажмите
клавишу
Слово "Select" используется также для открытия
нужной страницы.
Point out Подвод курсора в нужную точку.
Round robin lists или многофункциональные поля:
Окрашенные в фиолетовый цвет поля означают,
что несколько заранее определенных опций
применимы для тех же полей. Они известны под
названием поля с возможностью выбора
значений Round robin.
Клавиша
Появляется окно с перечнем возможного выбора
на данном поле.
Для подтверждения выбора:
- напечатайте номер, расположенный рядом со
строкой меню или
- поместите курсор на нужную строку и нажмите
клавишу
.
(Enter).
или мышкой
или правой кнопкой мышки.
После нажатия клавиши
просмотреть список без вывода на дисплей
списка строк меню.
Для подтверждения нужно выйти из данного
поля.
Руководство пользователя DNC-12000 страница 11 из 50
можно
Page 11
Menu Страница с главным меню, страница
открывается нажатием клавиши
.
Окно строк меню "Menu Menuname" также
вызывается нажатием клавиши
- .
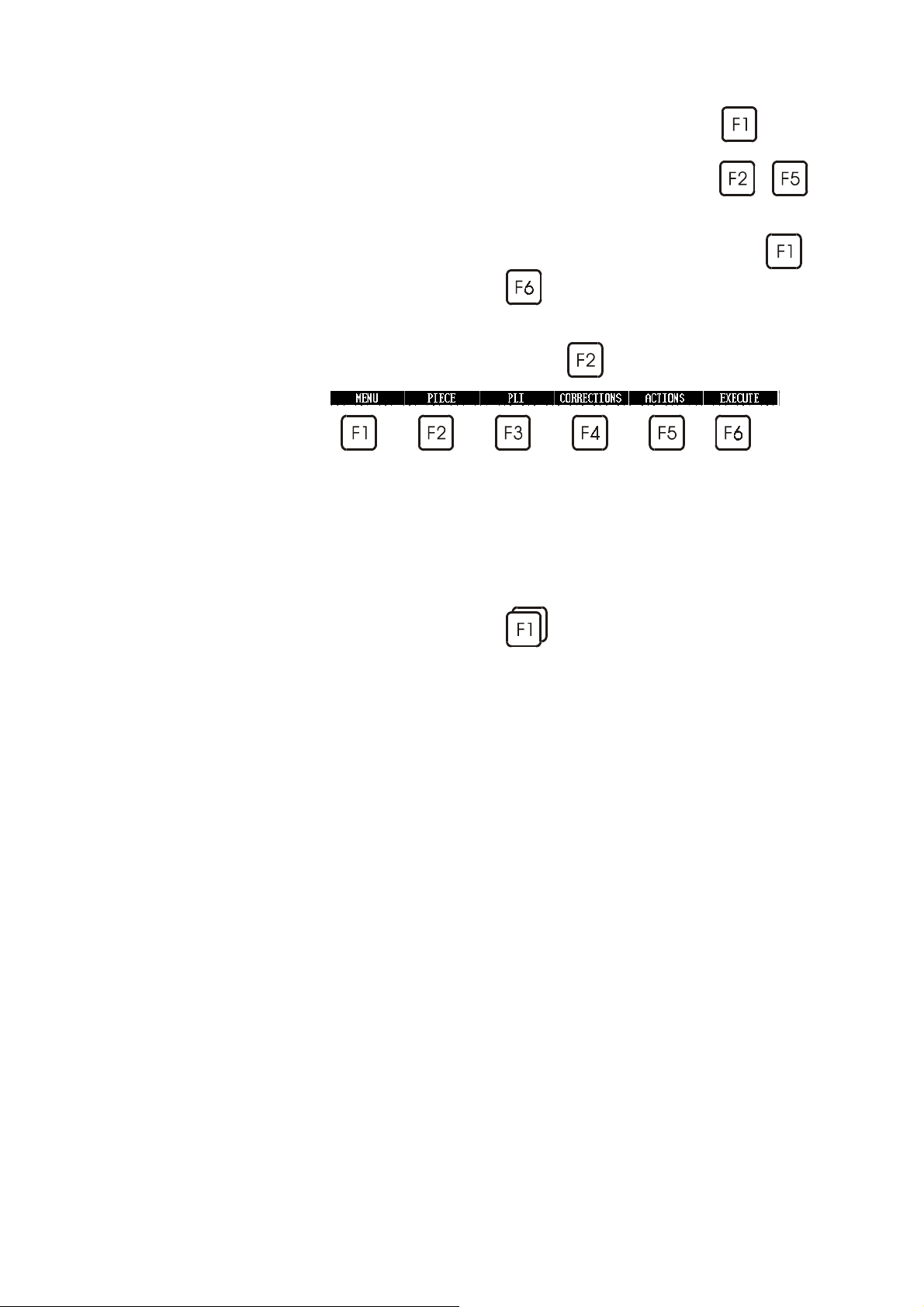
Function key Нажатием функциональных клавиш от
, открывается соответствующее меню.
Чаще используется название функциональной
клавиши. Например, нажмите PIECE вместо
клавиши
.
Rapid validation Клавиша быстрого подтверждения, DNC
вызывает из памяти последнюю выбранную в
меню директорию.
Для быстрого подтверждения просто дважды
нажмите функциональную клавишу (например:
до
См. параграф в Руководстве 2D.
).
Руководство пользователя DNC-12000 страница 12 из 50
Page 12
Быстрый запуск
Использование DNC
! L-alpha программирование.
Данный метод является самым быстрым и чаще всего используется,
когда оператор должен сам изготовить деталь по чертежу на бумаге.
! Прямое программирование
Данный вид программирования часто используется или при
обработке простых изделий, или операторами, работающими на
листогибах без ЧПУ.
Данная страница близка к тому, что оператор должен выполнять, так
как на одном экране расположена вся информация и поля,
необходимые программирования данного изделия.
Мы исходим из того, что все необходимые инструменты, а также
параметры станка были запрограммированы.
Уровни доступа Предпочтительно, чтобы оператор знал, как достичь уровня 1 или что
клавишу лицевой панели (опция) нужно установить в положение 1. См.
главу Защита уровней доступа.
Внимание:
Соответствие между клавишами DNC и клавиатурой ПК описано в главе
Справочное руководство 2D под под заголовком Внешняя клавиатура.
Оператор видит способ программирования, рекомендованный CYBELEC, и
пример работы программы.
Дополнительная информация дана в главе Справочное руководство 2D
и/или Справочное руководство 3D, каждое из которых имеет содержание и
детальный перечень, облегчающий поиск информации.
В
ЫХОД ИЗ ПРОГРАММЫ
В любое время можно удалить задание, сохранив данные. Тем не менее,
необходимо правильно выходить из программы, вызвав страницу меню
MENU нажатием клавиши
Та же процедура может быть использована для программы персонального
компьютера или нажатием клавиш
и клавиши QUIT.
+ на любой странице.
Руководство пользователя DNC-12000 страница 13 из 50
Page 13
40.0
Программирование L-alpha (2D)
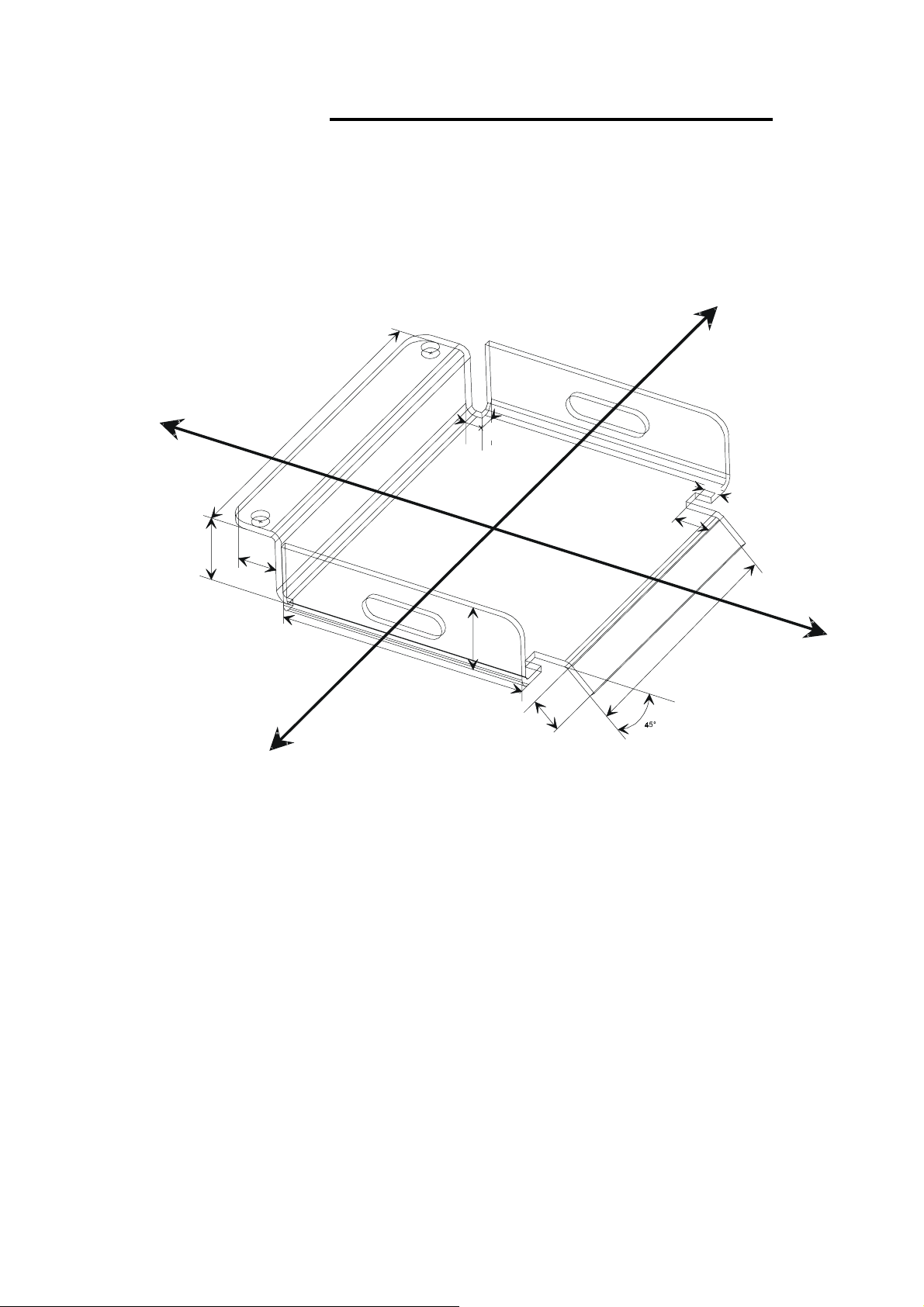
В данной главе на конкретном примере описано, как изготовить деталь с
помощью метода "L-alpha" (длина-угол).
Данный метод прост и позволяет отображать на экране изделие в 2-х
мерном изображении, что особенно важно, когда детали программируются
прямо в цехе.
Деталь, используемая в качестве примера, состоит из двух профилей, по
процедура идентична деталям с одним или несколькими профилями.
0
.
0
0
2
3
0
.
0
45.0
15
0.
0
2
0
.
0
Сначала будут изготавливаться боковые створки с продолговатыми
отверстиями по профилю 1, чтобы для 2-го профиля можно было
использовать пуансон такой же длины.
Для данной детали используется сталь ST37 толщиной 2 мм.
Руководство пользователя DNC-12000 страница 14 из 50
Page 14
ОШАГОВОЕ ПРОГРАММИРОВАНИЕ
П
О
ЧИСТКА ПАМЯТИ РАБОЧЕЙ ЗОНЫ
Перед началом создания нового изделия рекомендуется очищать рабочую
память.
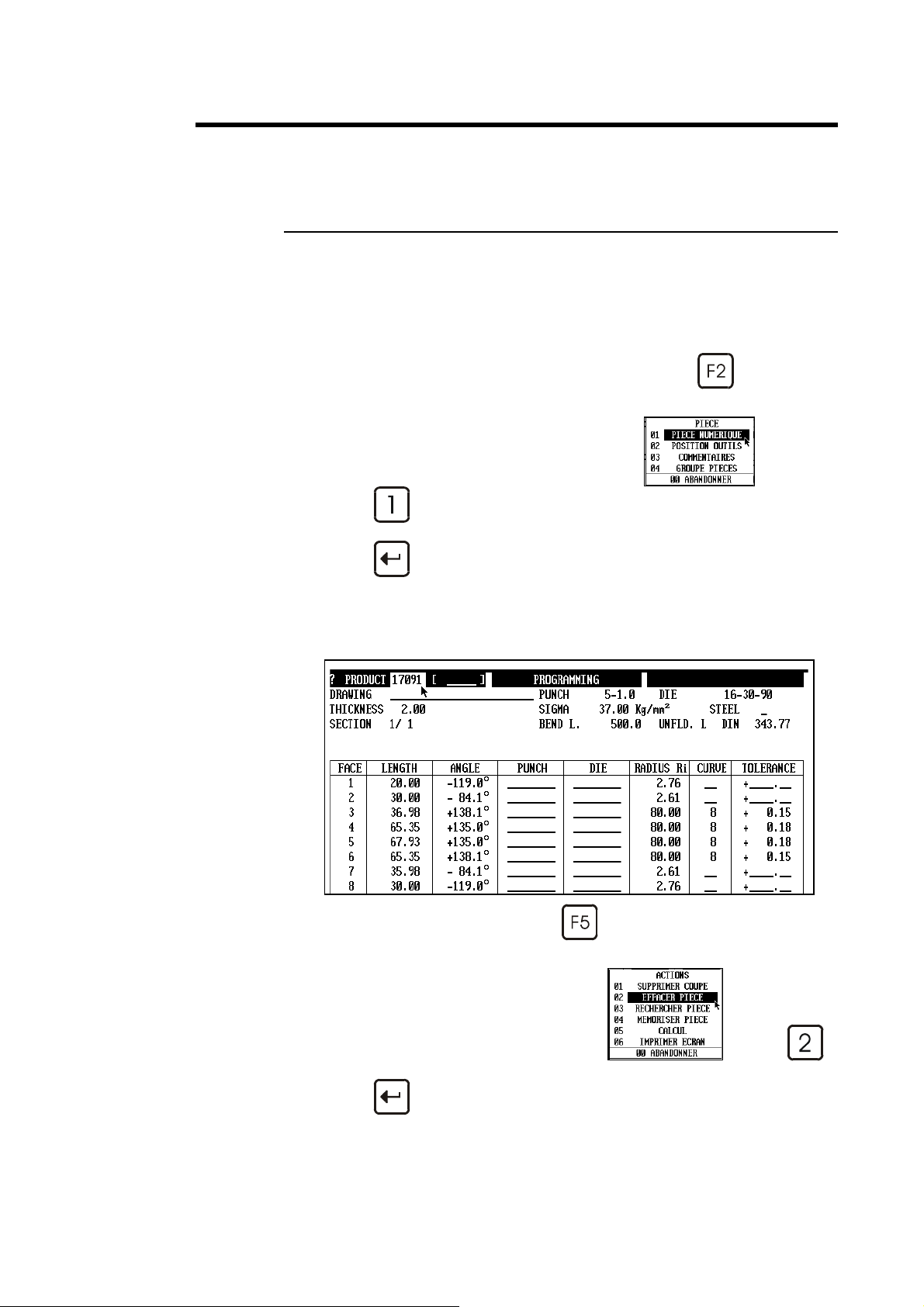
! вызовите страницу PRODUCT NUMERICAL, которая выведет
информацию в режиме L-Alpha.
! Нажмите функциональную клавишу PRODUCT
! Выберите PRODUCT NUMERICAL. Для этого напечатайте номер,
указанный следующим за строкой меню
или поместите курсор на нужную строку меню и нажмите клавишу
или щелкните клавишей мышки.
Внизу приведена страница номеров изделий PRODUCT NUMERICAL,
содержащая предыдущее изделие.
.
клавиша
Для создания нового
изделия очистите
рабочую память
! Нажмите клавишу ACTION .
! Выберите ERASE PRODUCT. Для этого напечайте номер,
указанный рядом со строкой меню
или поместите курсор на нужную строку меню и нажмите клавишу
или щелкните кнопкой мышки.
клавиша
Данная процедура стирает только информацию рабочей памяти. Это
означает, что информация об изделии, находящаясяв в рабочей памяти, не
будет потеряна раньше времени.
Руководство пользователя DNC-12000 страница 15 из 50
Page 15
Р
ЕГУЛИРОВКА ПУАНСОНА
Регулировка пуансона
Данная глава и следующая, Регулировка матрицы, являются опциями при
программиировании в режиме 2D.
Необходимо ознакомиться с данными главами, так как страницы
положения инструментов TOOLS POSITION дают возможность
определить несколько рабочих мест и оператор видит информацию о
комплекте инструментов.
Данные главы можно пропустить, если для вас неважна информация о
комплекте инструментов.
Определение инструмента будет дано на странице PRODUCT
NUMERICAL .
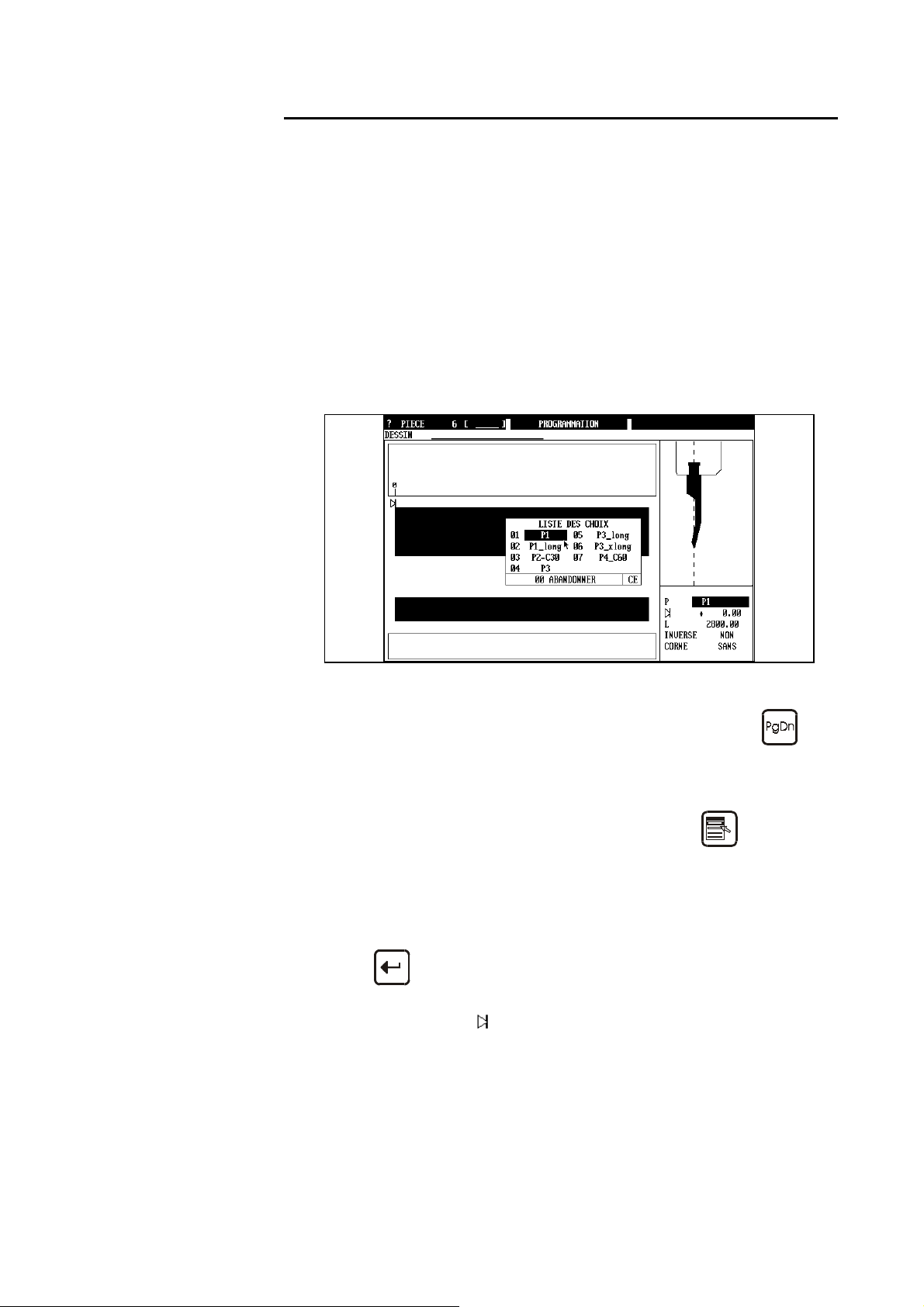
! Вызовите страницу TOOLS POSITION, нажав функциональную
клавишу PRODUCT и выберите директорию TOOLS POSITION.
! Проверьте, чтобы в правом углу окна дисплея высветился пуансон
или/и буква P.
Если появится матрица или буква M, с помощью клавиши
замените их.
На переднем плане появится изображение выбранного инструмента
темно-синего цвета.
! Поместите курсор на поле P и нажмите клавишу
открыть меню пуансонов LIST OF CHOICES (перечень строк
меню).
! Выберите требуемый пуансон, напечатав номер, указанный рядом с
выбранной строкой меню или
поместите курсор на выбранную строку и подтвердите клавишей
.
или щелкните кнопкой мышки.
! Измените поле
центру станка, на котором установлен пуансон.
! Измените поле L вводом значения 195 мм, которое соответствует
требуемой длине инструмента.
вводом значения 1400 мм, которое соответствует
чтобы
,
Руководство пользователя DNC-12000 страница 16 из 50
Page 16

Регулировка пуансона
Р
ЕГУЛИРОВКА МАТРИЦЫ
Регулировка матрицы
Так же как и в Регулировке пуансона
! Оставайтесь на странице положения инструментов TOOLS
POSITION.
! С помощью клавиши
! Поместите курсор на поле M м нажмите клавишу
открыть меню выбора матриц.
выберите матрицу.
чтобы
,
! Выберите нужный инструмент, напечатав номер, указанный рядом с
выбранной строкой меню
или
Поместите курсор на нужную строку меню и подтвердите клавишей
или
Щелкните кнопкой мышки на выбранной строке меню.
! Измените поле
центру станка, на котором установлена матрица.
! Измените значение поля L вводом значения 195 мм, которое
соответствует требуемой длине инструмента.
! Через меню PRODUCT вернитесь на страницу PRODUCT
NUMERICAL.
Руководство пользователя DNC-12000 страница 17 из 50
вводом значения 1400 мм, которое соотвествует
Page 17

В
Выбор инструмента
ЫБОР ИНСТРУМЕНТА
Как описано выше, вы также можете выбрать инструмент непосредственно
на странице PRODUCT NUMERICAL.
! Курсор на поле PUNCH (верхняя часть экрана)*.
! С помощью клавиши
откроете страницу перечня строк меню LIST OF CHOICES (левой
кнопкой мышки активизируется перечень ound-robin).
! Выберите нужный инструмент, напечатав номер, указанный рядом с
выбранной строкой меню
или
Поместите курсор на выбранную строку меню и подтверите
клавишей
или
Щелкните кнопкой мышки.
! Для выбора матрицы поступитеточно также..
Примечание:: Выбор той же строки меню и таким же путем можно сделать
на странице TOOLS BEND (через меню BEND). Это даст
вам возможность увидеть профиль инструмента и его
основные характеристики.
* Поля PUNCH (пуансон) и DIE (матрица) в верхней части экрана
обозначают инструменты общего назначения для расчета обрабатываемой
детали. Если деталь программируется через страницу PRODUCT
NUMERICAL, то обязательно необходимо вводить два элемента данных.
Колонки PUNCH и DIE в таблице позволяют определять различные
инструменты для данной гибки.
или нажатием правой кнопки мышки вы
На странице BEND NUMERICAL (номер гибки) также имеются поля
PUNCH и DIE. Если обрабатываемая деталь программируется через
страницу PRODUCT NUMERICAL (номер детали), эти поля будут
очищены или частично заполнены, если инструменты были введены в
соответствующие колонки страницы PRODUCT NUMERICAL, так как
данные поля соответствуют значениям в таблице.
(См. также ниже раздел Прямое программирование (BEND NUM)
Руководство пользователя DNC-12000 страница 18 из 50
Page 18

Ввод:
- пуансон
- матрица
- сигма/материал
– тип материала
– ширина загибки
О
БЩАЯ ИНФОРМАЦИЯ
! Наведите курсор на поле толщины материалаTHICKNESS и введите
значение толщины используемого материала.
! Наведите курсор на поле SIGMA и введите значение усилия/мм²
используемого материала. (например: сталь = 37 кг/мм²)
! Выйдите из перечня round-robin на директорию STEEL.
! Наведите курсор на поле BEND L. Введите значение длины гибки
для обрабатываемого изделия (профиль 1 = 150.0 мм).
Профиль 1
П
РОГРАММИРОВАНИЕ ПРОФИЛЯ
Размеры лицевых поверхностей даны в соответствии с DIN.
См. главу Справочное руководство 2D раздел Развернутая длина
45.0
45.0
При введении данных в режиме L-Alpha, вам нужно "начать" с профиля
одной из крайних точек и закончить введением одно за другим значений
каждой поверхности и углов. На последней поверхности нет значения угла.
90.0°
45.0
90.0°
200.0
200.0
200.0
1
45.0
90.0°
45.0
90.0°
! Наведите курсор на первое поле в колонке значений длины LENGTH
и введите значение 45 мм, которое соответствует первой длине
загиба.
! Наведите курсор на первое поле в колонке значений углов ANGLE и
введите значение 90°, соответствующее первому углу загиба.
Руководство пользователя DNC-12000 страница 19 из 50
Page 19

! Наведите курсор на второе поле в колонке значений длины LENGTH
и введите значение 200 мм, соответствующее второй длине загиба.
! Наведите курсор на второе поле в колонке значений углов ANGLE и
введите значение 90° соответствующее второму углу загиба.
! Наведите курсор на третье поле в колонке значений длины LENGTH
и введите значение 45 мм, соответствующее последней длине перед
кромкой изделия.
Примечание: рекомендуется сначала вводить значения всех длин, затем
углов.
Профиль 2
П
РОГРАММИРОВАНИЕ ПРОФИЛЯ
Определение направления гибки осуществляется инверсией значений угла,
и, хотя выбор стороны для обработки произвольный, выбранная сторона
должна быть одной для всего профиля обрабатываемого изделия.
45.0
-90.0°
45.0
150.0
150.0
или
45.0
90.0°
90.0°
45.0
-90.0°
2
-135.0°
20.0
135.0°
20.0
!Оставайтесь на странице PRODUCT NUMERICAL.
! Наведите курсор на поле SECTION, введите цифру 2 и выйдите из
поля. Это автоматически активизирует открытие новой страницы для
программирования профиля 2.
! Наведите курсор на поле BEND L. Введите значение длины загиба
для данного профоиля (200).
! Наведите курсор на первое поле в колонке значений длины LENGTH
ивведите значение 30 мм, соответствующее первой длине загиба.
! Наведите курсор на первое поле в колонке значений угла ANGLE и
введите значение угла 90°, соответствующее первому углу загиба.
! Наведите курсор на второе поле в колонке значений длины LENGTH
и введите значение 40 мм, соответствующее второй длине.
Руководство пользователя DNC-12000 страница 20 из 50
Page 20

Расчет развернутой
длины
Наведите курсор на второе поле в колонке значений углов ANGLE и
введите значение -90°, соответствующее второму углу загиба.
! Наведите курсор на третье поле в колонке значений длины LENGTH
и введите значение 150 мм, соответствующее третьей длине.
! Наведите курсор на третье поле в колонке значений углов ANGLE и
введите значение 135°, соответствующее третьему углу загиба.
! Наведите курсор на четвертое поле в колонке значений длины
LENGTH и введите значение 20, соответствующее последней перед
кромкой изделия длине.
Примечание: рекомендуется сначала вводить значения всех длин, затем
углов.
Расчет обрабатываемого изделия
Поиск диапазона
гибки
! Оставайтесь на странице PRODUCT NUMERICAL..
! Выберите директорию CALCULATE в меню ACTION.
! В интерактивном поле в правом верхнем углу экрана появится
сообщение CALCULATING...
Появятся данные полей UNFLD. L. DIN (длина развернутого листа)
и Ri (внутренний радиус)
Примечание: Если функциональная клавиша CALCULATE не была
активизирована, расчет начнет проводится автоматически,
как только будет доступна другая страница экрана.
Д
ИАПАЗОН ГИБКИ (ГИБКА
2D)
! Вызовите страницу BEND 2D (меню BEND).
Руководство пользователя DNC-12000 страница 21 из 50
Page 21

! В поле SIMULAT. выберите опцию WITHOUT PROGR. BENDS
(без программирования гибки)
! В меню ACTION выберите SEARCH BENDING RANGE (поиск
диапазона гибки).
! Появится сообщение SIMULATING RUNS…, затем в
интерактивном поле в верхнем правом углу экрана появится
сообщение CALCULATING...
! После этого можно с помощью клавиш
и
Pg Dn
. просмотреть
последовательность гибки.
В данном примере видно, что поиск диапазона гибки сначала
осуществляетсяпо профилю 1, затем по профилю 2.
Оператор имеет возможность изменять диапазон гибки (см.
соответствующую главу в Руководстве 2D) или запросить программу
специальных критериев, например, минимальное количество поворотов и
возвратов. См. Руководство 2D, раздел Критерий подобия.
Если с помощью программы не будет найдено решение, диапазон гибки
необходимо составлять вручную. См. Руководство 2D.
Руководство пользователя DNC-12000 страница 22 из 50
Page 22

П
ОЗИЦИИ ОСЕЙ, ДРУГИЕ ФУНКЦИИ
Меню BEND, страница BEND NUMERICAL.
Как видно, значения позиции осей, изгибающей силы, позиции оси,
бомбирования, отвода назад и верхней мертвой точки (в зависимости от
того, как они определены в параметрах станка) рассчитываются
автоматически. Данные значения может изменить оператор.
В соответствии с потребностями оператор может менять следующее:
TDC верхнюю мертвую точку. Если не
запрограммирована, балка поднимется до
максимальной мертвой точки.
RETRACTION BG отвод заднего упора назад
SP точка переключения (переключение с большой
скорости на скорость гибки)
DWELL TIME время, в течение которого осуществляется
прижим
BENDING SPEED скорость загибки вниз или скорость при
перемещении вверх до тех пор, пока не будет
достигнута точка зажима.
LOW SPEED
DISTANCE позволяет определить, что часть (выраженная в
%) движения перемещения вверх между
верхней мертвой точкой и точкой зажима будет
выполняться на небольшой скорости,
продолжение перемещения вверх будет
осуществляться на большой скорости.
Более подробное описание в главе Справочное руководство 2D
Для изготовления изделия см. раздел Тестовое испытание и исправление
ошибок страница 30.
Руководство пользователя DNC-12000 страница 23 из 50
Page 23

П
РЯМОЕ ПРОГРАММИРОВАНИЕ
Данный тип программирования часто используется для изготовления
простых изделий или при работе на прессах без ЧПУ.
Данная страница очень удобна, так как оператор на одном экране может
видеть всю информацию и все поля, необходимые для программирования
обрабатываемого изделия.
(BEND NUM)
Профиль 2
40.0
Профиль 1
0
.
0
0
2
3
0
.
0
45.0
15
0.
0
2
0
.
0
Порядок гибки выбирается оператором, так как он программирует каждую
гибку.
В данном примере, сначала программируются боковые створки с
овальными отверстиями, которые входят в профиль 1, может быть
использован пуансон той же длины, что для профиля 2.
Для изготовления данного изделия используется сталь ST37 толщиной 2
мм.
Руководство пользователя DNC-12000 страница 24 из 50
Page 24

ОШАГОВОЕ ПРОГРАММИРОВАНИЕ
П
О
ЧИСТКА РАБОЧЕЙ ЗОНЫ
Рекомендуется перед созданием нового изделия очистить рабочую память.
! Вызовите страницу BEND NUMERICAL .
! Нажмите функциональную клавишу BEND
! Выберите BEND NUMERICAL. Для этого напечатайте номер,
указанный рядом с выбранной директорией
или поместите курсор на выбранную директорию и нажмите
или щелкните кнопкой мышки на выбранную директорию.
! Нажмите клавишу ACTION
! Выберите ERASE PRODUCT. Для этого напечатайте номер,
.
.
клавиша
Очистите память
рабочей зоны для
программирования
нового изделия
стоящий рядом с выбранной директорией
или
наведите курсор на выбранную директорию и нажмите
или
щелкните кнопкой мышки.
Данная операция стирает только базу данных рабочей памяти. Это
означает, что информация об изделии, которая возможно находится в
рабочей памяти, не будет потеряна,если заранее будет сохранена.
клавиша
Руководство пользователя DNC-12000 страница 25 из 50
Page 25

Введите:
- сигму/материал
– тип материала
О
БЩАЯ ИНФОРМАЦИЯ
! Наведите курсор на поле толщины THICKNESS и введите значение
тощины используемого материала.
! Наведите курсор на поле значений сигмы SIGMA и введите значение
усилие/мм² используемого материала (например: сталь = 37 кг/мм²).
Примечание: Программирование вышеуказанных данных обязательно,
также, как программирование инструмента.
В
Выбор инструмента
ЫБОР ИНСТРУМЕНТА
! Оставайтесь на странице BEND NUMERICAL.
! Курсор на поле PUNCH.
! Нажмите клавишу
экране появится перечень CHOICE LIST (левой кнопкой мыши
активизируйте перечень round-robin).
! Выберите требуемый пуансон, напечатав номер, стоящий рядом с
выбранной директорией
или
Наведите курсор на выбранную директорию и подтвердите
или щелкните правой кнопкой мыши, на
клавишей
или
Щелкните кнопкой мыши по выбранной директории.
! Выбор матрицы (DIE) осуществляется таким же способом.
Примечание: На странице TOOLS BEND можно выбрать ту же директорию
тем же способом (через меню BEND). Это позволит увидеть
профиль инструментов и их технические характеристики.
Руководство пользователя DNC-12000 страница 26 из 50
.
Page 26

В
ВОД ДАННЫХ
Вспомогательным способом ввода данных является программирование на
странице BEND NUMERICAL:
! введите значение требуемого угла (глубина Y будет подсчитана в
соответствии с уже запрограммированными инструментами и
материалом). Можно также сразу вводить значения Y1 / Y2 без
программирования угла.
! введите реальную позицию заднего упора.
! введите специальную информацию для текущей последовательности
(верхняя мертвая точка, длина загиба, и, при необходимости, тип
заднего упора, возврат назад, время выдержки и т.д..)
Ниже приведен экран со значениями двух гибок.
(1)
Данная страница дает пример программирования двух створок с овальными
отверстиями (профиль 1).
Если две гибки одинаковы, введите значение 2 в поле CY.
Запрограммируйте угол 90°, ось X должна иметь свое абсолютное значение
(43.00), введите длину загиба.
Изгибающая сила и бомбирование будут подсчитаны автоматически.
Оператор, конечно, может изменить эти значения при необходимости.
В соответствии с потребностями оператор может также менять следующее:
TDC верхняя мертвая точка. Если она не
запрограммирована, балка поднимется до
максимальной мертвой точки.
RETRACTION BG движение возврата заденого упора.
SP точка переключения (переключение с
перемещения на большой скорости на скорость
гибки)
DWELL TIME время, в течение которого осуществляется
прижим.
BENDING SPEED скорость загибки вниз или скорость при
перемещении вверх до достижения точки
зажима.
LOW SPEED
DISTANCE позволяет определять часть пути (выраженную в
%) при перемещении вверх между верхней
мертвой точкой и точкой зажима на небольшой
Руководство пользователя DNC-12000 страница 27 из 50
Page 27

скорости, далее перемещение вверх будет
осуществляться на большой скорости.
В
ВОД ДАННЫХ
Совет При вышеописанном пути программирования (раздел Ввод данных (1))
оператор должен вычесть толщину стали из наружного размера
обрабатываемой детали. Нижеописанная процедура облегчает
программирование. Тем не менее, имеются некоторые ограничения,
зависящие от обрабатываемого изделия и выбора последовательности
гибки.
При данном способе в поле X вводятся наружные размеры заднего упора и
программируется постоянное корректирующее отрицательное значение,
соответствующее толщине материала для обрабатываемого изделия
(приблизительно, в соответствии с вашим опытом, инструментами и
материалом).
Данная процедура описана ниже:
(2)
! страница BEND NUMERICAL, те же примечания, что и внизу
предыдущего экрана, за исключением того факта, что значение Х
было запрограммировано со значением наружного размера.
При данной последовательности выполняется гибка двух створок
размером 45.0 мм с овальными отверстиями.
! Для создания следующей последовательности нажмите клавишу
ACTION и выберите COPY BEND.
Как видно, вся информация копируется со второй
последовательностью.
! Введите первую створку второго профиля, например, X = 30.00.
! Измените поле CY = 1 или оставьте его незапрограммированным.
Руководство пользователя DNC-12000 страница 28 из 50
Page 28

! При необходимости, измените длину загибки и возможно другие
поля в соответствии с вашими потребностями.
! Нажмите клавишу ACTION и выберите COPY BEND.
! Запрограммируйте X = 40.00.
! Нажмите клавишу ACTION и выберите COPY BEND.
! Для последней гибки введите значение угла ANGLE = 135.0° и X =
20.00.
! Вызовите страницу CORRECTIONS (клавиша
).
! В колонке обрабатываемых изделий PRODUCT, введите значение,
которое будет вычитаться из наружных размеров для достижения
правильной позиции заднего упора (обычно значение близко к
толщине материала).
Руководство пользователя DNC-12000 страница 29 из 50
Page 29

Г
ИБКА, ПРОВЕРКА И КОРРЕКТИРОВКА
В данной главе описывается процедура изготовления детали с целью
демонстрации использования ЧПУ. Тестирование и регулировка
выполняются в последовательности, определенной оператором.
! Войдите в полуавтоматический режим
! При необходимости, переместитесь на первую последовательность с
Pg Dn
помощью клавиш
! Нажмите клавишу запуска для позиционирования осей на
первую последовательсноть обработки.
! Выполните гибку на пробном образце.
! Замерьте створку и полученный угол.
! Оставайтесь на странице корректировки CORRECTIONS или
перейдите дальше.
! При необходимости, откорректируйте текущую гибку створки (в
данном случае значение корректировки X = - 0.10)
Внимание: на вышеприведенном экране значение корректировки -
2.00 мм соответствует запрограммированному в вышеописанном
разделе Ввод данных (2).
! наведите курсор на поле значений углов ANGLE, колонка BEND, и
введите значение замеренного угла (в данном случае 93.0 ).
Программа автоматически подсчитает значение корректировки
(можно увидеть в полях Y1, Y2, в колонке BEND). См. также главу
Рукоководство 2D раздел Корректировка..
! Выполните вторую естовую гибку (с той же последовательностью, на
втором тестовом образце). При необходимости, сделайте новую
корректировку.
В зависимости от материала, регулировки станка и точности
введенных данных необходимо сделать 2 или 3 корректировки
операции гибки. Это считается стандартной ситуацией.
Если текущая гибка была откорректирована верно, то:
! Переместитесь на следующую последовательность, нажав клавишу
или
.
.
Pg Dn
.
! Сделайте корректировку, как описано выше.
После завершения всей последовательности гибок:
! Перейдите в автоматический режим
страницу (BEND NUM., BEND 2D или для изделий в трехмерном
изображении BEND 3D).
Руководство пользователя DNC-12000 страница 30 из 50
и выберите рабочую
Page 30

В
ВЕДЕНИЕ В ПАМЯТЬ ИНФОРМАЦИИ ОБ
ОБРАБАТЫВАЕМОМ ИЗДЕЛИИ ИЛИ ЕГО ПОИСК
ВЕДЕНИЕ В ПАМЯТЬ ИНФОРМАЦИИ ОБ
В
ОБРАБАТЫВАЕМОМ ИЗДЕЛИИ
Введение в память информации об обрабатываемом изделии может
выполняться со всех страниц, содержащих поле PRODUCT в верхней
части экрана.
! Установите DNC в режим программирования
.
! Наведите курсор на поле PRODUCT и введите номер сохранения в
памяти (от 1 до 89'999).
! Меню ACTION, выберите MEMORIZE PRODUCT.
! Если появится сообщение EXISTS, это значит, что выбранный номер
уже используется.
Удалите (CANCEL) и выберите другой номер или
подвердите (CONFIRM).
Перечень страниц
С информацией об изделиях Если вы хотите ввести в память информацию вместе с общим видом
обрабатываемого изделия:
! Вызовите страницу LIST OF PRODUCTS с помощью клавиши
MENU
! В поле чертежей DRAWING введите, при необходимости, ссылку.
и выберите в меню опцию LIST OF PRODUCTS .
! Если вы хотите ввести информацию об изделии не во внутренную
память, наведите курсор на поле INTERNAL в директории
PRODUCTS AND GROUPS IN
кнопкой мышки, появится перечень, выберите нужную директорию.
Руководство пользователя DNC-12000 страница 31 из 50
или щелкните правой
Page 31

! Наведите курсор на поле PRODUCT и введите номер сохранения в
памяти (от 1 до 89.999).
! Нажмите клавишу ACTION.
! Выберите опцию MEMORIZE.
! В интерактивном поле в верхнем правом углу экрана появится
сообщение SAVING...
! Затем в перечне появится записанный номер изделия.
См. следующий раздел, а также Активная перифория и Управление
обрабатываемым изделием в главе Справочное руководство 2D.
ОИСК ОБРАБАТЫВАЕМОГО ИЗДЕЛИЯ
П
! Если вы хотите найти информацию об изделии не во внутренней
памяти, наведите курсор на поле INTERNAL в PRODUCTS AND
GROUPS IN ..
появится перечень, выберите нужную директорию.
! В перечне наведите курсор на номер требуемого изделия и нажмите
клавишу
или
Наведите курсор на поле PRODUCT, введите номер изделия и и
через меню ACTION выберите загрузку LOAD.
! Введите номер изделия.
! Теперь информация об изделии будет находиться в рабочей памяти
(его номер будет отображен на дисплее в поле PRODUCT).
Если вы знаете номер изделия, которое хотите найти (при условии,что оно
находится в активной периферии), вы можете найти изделие на всех
страницах поля PRODUCT в верхнем левом углу экрана.
! Введите номер изделия в поле PRODUCT.
или щелкните правой кнопкой мышки,
,
! Выберите SEARCH PRODUCT в меню ACTION.
Руководство пользователя DNC-12000 страница 32 из 50
Page 32

ТРУКТУРА ПАМЯТИ
С
В данной главе описаны основные элементы работы DNC (прямого
цифрового программирования). Более подробная информация о памяти
дана в главе Справочное руководство 2D.
ЧПУ содержит различные виды памяти. Если оператор программирует
изделие или изменяет содержание информации об изделии, он работает в
рабочей памяти, иногда вызывает буферную память..
Рабочая память не является временной, т.е. когда вы отключаете DNC,
информация об изделии остается в памяти до тех пор, пока не будет
заменена другой информацией или удалена.
INTERNAL
Floppy
Network
Work memory
or
buffer
ENC
Необязательно сохранять информацию об изделии, которая была
запрограммирована в рабочей памяти, если в дальнейшем вы не будете ею
пользоваться.
Обычно информация об изделии сохраняется только если вы будете
пользоваться ей в будущем.
Несохраненная информация об изделии может быть распознана в рабочей
памяти, если поле PRODUCT пустое.
DNC имеет также память,содержащую копию информации об изделии,
расположенной в рабочей памяти. Данная копия передается на DNC при
переключении на полуавтический или автоматический режим.
Еще одна память DNC – это накоптель на гибких дисках.
Обычно он используется для сохранения (резервирования) информации об
изделиях, имеющих особую важность, инструментах, параметрах станка и
т.п.
Тем не менее, используется страница передачи.
Информацию об изделии можно также найти или сохранить
непосредственно на гибком диске, но используется очень редко из-за
скорости выборки информации.
Дополнительная память появляется при выходе в сеть интернет.
Стандартное DNC хранит и производит поиск информации об
обрабатываемых изделиях во внутренней памяти INTERNAL. Можно также
обращаться к другим видам памяти по умолчанию (см. главу Активная
периферия в Справочном руководстве 2D).
Руководство пользователя DNC-12000 страница 33 из 50
Page 33

Защита уровней доступа
ОБЩАЯ ИНФОРМАЦИЯ
В зависимости от версии DNC 1200 может иметь или не иметь физический
ключ с 4-мя позициями.
Тем не менее уровни защиты 0-1-2 и 3 все равно существуют.
Если физический ключ отсутсвует, доступ осуществляется через пароль.
Таким образом, в данной главе речь будет идти о позиции виртуального
ключа, например, "Ключ в позиции 3".
Уровни Существует 4 уровня доступа от 0 до 3.
0 = Программирование запрещено.
1 = Создание, корректировка, изменение, сохранение, удаление,
передача одного или нескольких обрабатываемых изделий.
2 = Создание, корректировка, изменение, сохранение, удаление,
передача инструментов.
3 = Программирование, изменение и передача параметров станка.
Доступ Следующие уровни доступны нажатием клавиш
Alt
+ или (освободите клавиши 0-3 перед
клавишей Alt).
Положение ключа будет отражено на экране в виде небольшой
пиктограммы внизу с правой стороны экрана.
При вхождении в неразрешенный уровень потребуется изменение пароля.
После введения пароля вы можете "плавать" по нижним уровням и
идентичным разрешенным уровням без повторного ввода пароля.
Для вхождения на уровень 0 необходимо повторное введение пароля.
Пользователи Число пользователей определяется заранее. Пользователь не является
одним физическим лицом, это могут быть все операторы, которые имеют
право работы на станке.
Каждый пользователь имеет свой личный пароль и максимальный уровень,
которого он может достичь. Подробнее см. в главе Таблица пользователей,
доступ и пароли.
Пароль Некоторые пользователи могут изменять свой пароль. Для других
пользователей пароль может быть изменен только пользователем,
имеющем специальный доступ.
Потеря пароля В случае потери пароля пользователь высшего уровня должен заново
запрограммировать пароль.
Руководство пользователя DNC-12000 страница 34 из 50
Page 34

ОЛЬЗОВАТЕЛИ
П
Таблица пользователей, доступ и пароли
Уро
Фамилия
вень
заранее
определенног
о
пользователя
1
2
3
4 WSSUPER OK OK 3 817 Мастер цеха
5 MACHMAN NO OK 3 Инженер сервиса фирмы-
6 MACHMAN0 OK OK 3 Ответственный за
Заранее определенный пользователь – это только роль.
Многие физические лица могут играть эту роль. Например, многие операторы могут быть EUL1
(уровень 1).
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Изменение
личного
пароля
Изменение
пароля
подчиненных
сотрудников
Уровень
виртуально
го ключа
1
2
3
Пароль по
умолчанию
111 Операторы, имеющие
222 Операторы, имеющие
333 Операторы, имеющие
Пользователи
доступ к уровню 1
доступ к уровню 2
доступ к уровню 3
производителя
технический персонал на
фирме-производителе
После установки станка рекомендуется менять пароль по умолчанию уровня 4 (WSSUPER = мастер
цеха) и уровня 3 (EUL3 = Операторы, имеющие доступ к уровню 3), так как пароли приведены в
данном руководстве.
Руководство пользователя DNC-12000 страница 35 из 50
Page 35

ОСТУП С ПОМОЩЬЮ ПАРОЛЯ
Д
При запуске программы виртуальный ключ всегда находится в позиции 0.
Когда оператор выбирает одну из комбинаций
, появляется следующее соообщение:
Level 1
Password
! Введите пароль
! Нажмите
! Разрешенный уровень бу дет отображен в нижней правой рамке
экрана.
В противном случае появится сообщение, что пользователь не имеет
права на доступ.
После получения разрешения оператор может изменить уровень, выбрав
один из разрешенных ему, без ввода нового пароля.
Например, пользователь с уровнем доступа 3 может работать между
уровнями 1, 2 и 3 без повторного ввода пароля.
Если активизирован уровень 0, для доступа оператора другого уровня
потребуется повторный ввод пароля.
Это требование появится также, если пользователь перейдет к высшей
степени доступа (от 0 к 1, от 1 к 2, от 2 к 3, и т.д.) не имея наэто
разрешения.
.
+ , или
или 2 или 3 в
соответствии
с
комбинацией
ключей
Совет Если у вас есть доступ к уровню 3, после вашего вмешательства у вас будет
доступ к уровню 0.
Руководство пользователя DNC-12000 страница 36 из 50
Page 36

ОСТУП К УРОВНЮ ВЫШЕ
Д
Некоторые пользователи могут иметь доступ выше уровня 3,что позволяет
им изменять пароль.
См. Таблица пользователей, доступ и пароли.
3
! Нажмите комбинацию клавиш
! Появится следующее сообщение:
Changing key position
User WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
! Выберите нужный уровень пользователя (см. таблицу).
Для этого поместите курсор на поле User и нажмите клавишу
затем на выбранную директорию и подтвердите
! Наведите курсор на поле Password и введите пароль,
соответствующий требуемому уровню и подтвердите
клавишей
! DNC перейдет к уровню 1. Оператор может "плавать" между
уровнями 1 и 3 без повторного введения пароля.
Если уровень доступа разрешает, оператор может вызвать процедуру
изменения пароля (см. следующий параграф).
.
+ .
.
,
! Не забывайте перейти на уровень 0, чтобы выйти из текущего
уровня.
Руководство пользователя DNC-12000 страница 37 из 50
Page 37

ЗМЕНЕНИЕ ПАРОЛЯ
И
Можно изменить пароль по умолчанию.
Некоторые пользователи могут сделать это сами, другие нет.
См. Таблица пользователей, доступ и пароли.
Процедура:
! нажмите комбинацию клавиш
+
.
! Появится следующее сообщение:
Changing key position
User WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
! Зарегистрируйтесь по крайней мере как WSSUPER.
! Введите свой пароль.
! Щелкните кнопкой мыши на директорию смены пароля Change
password.
! Появится следующее окно:
Change password
User WSSUPER
New password
Confirm password
Validate
Cancel
! Выберите пользователя, чей пароль должен быть изменен. Для этого
наведите курсор на поле User и нажмите клавишу
выбранную директорию и подтвердите клавишей
! Введите новый пароль.
! Напечатайте новый пароль в строке Confirm password.
! Наведите курсор Validate и нажмите клавишу
кнопкой мышки для подтверждения).
Руководство пользователя DNC-12000 страница 38 из 50
затем на
.
(или щелкните
Page 38

Е
СЛИ ПАРОЛЬ ЗАБЫТ
Если потребитель забыл пароль, необходимо спросить об
этомответственного за станок.
Если, тем не менее, пароль не восставновлен, существует две возможности:
a) Пользователь не имеет права сам изменять пароль
В этом случае существует 2 решения:
- Попросить "вышестоящего" пользователя изменить пароль.
(См. раздел Изменение пароля).
– Использовать нижеописанный способ.
b) Пользователь имеет право менять свой пароль.
Использульзуйте нижеописанный способ.
Примечание:
Если забытый пароль относится к уровням 1, 2 или 3, попросите мастера
цеха изменить пароли данных уровней в соответствии с процедурой,
описанной в разделе Изменение пароля
Процедура:
! Нажмите комбинацию клавиш
+
.
! Появится сообщение:
Changing key position
User WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
! Выберите пользователя, чей пароль забыт. Для этого наведите
курсор на поле User и нажмите клавишу
выбор и подтвердите клавишей
.
, затем сделайте свой
! Подтвердите щелчком клавиши Password forgotten.
Руководство пользователя DNC-12000 страница 39 из 50
Page 39

Появится следующее сообщение:
Password forgotten
User WSSUPER
Auxiliary code Kl2398saf58sdf7
Please contact your supplier
Exit
Оператор должен записать вспомогательный код на экране и сообщить
поставщику, который создает в программе новый пароль.
Для восставноления забытого пароля необходимо выполнить следующее:
! Вызовите функцию Password forgotten.
! Запишите вспомогательный код, отображенный на экране.
! Получите от поставщика новый пароль, сообщив ему
вспомогательный код, и поставщик сообщит вам забытый пароль.
Руководство пользователя DNC-12000 страница 40 из 50
Page 40

Краткий обзор страниц
Многие дополнительные разъяснения данных страниц даны в главе
Справочное руководство 2D
Данное руководство организовано в виде словаря с подробным
содержанием.
ТРАНИЦА МЕНЮ
С
Страница MENU
появляется при
нажатии клавиши
.
Для подтверждения:
наведите курсор на
требуемую опцию и
нажмите клавишу
, или
напечатайте номер
рядом с выбранной
строкой.
ЗДЕЛИЕ
И
Данная страница
позволяет
осуществлять поиск
различных
обрабатываемых
изделий, информация
о которых хранится в
памяти ЧПУ в
соответствии с
некоторыми
критериями.
ТРАНИЦА КРИТЕРИЯ ПОИСКА
/ С
Руководство пользователя DNC-12000 страница 41 из 50
Page 41

ТРАНИЦА ПЕРЕДАЧИ ДАННЫХ
С
Позволяет выбирать и
давать команды к
передаче данных с
одного вида памяти на
другой (гибкий диск,
сеть, т.д....)
ТРАНИЦА ПЕРЕЧЕНЬ ПУАНСОНОВ
С
На данной странице
расположены
основные параметры
пуансонов,
хранящиеся в ЧПУ.
В данном перечне вы можете при желании увидеть полное описание
инструмента, наведя курсор на название инструмента и нажав клавишу
, или щелкните кнопкой мышки.
Появится страница программирования пуансонов PROGRAMMING
PUNCHES.
Руководство пользователя DNC-12000 страница 42 из 50
Page 42

ТРАНИЦА ПЕРЕЧЕНЬ МАТРИЦ
С
На данной странице
расположены
основные параметры
матриц, хранящиеся в
ЧПУ.
В данном перечне вы можете при желании увидеть полное описание
инструмента, наведя курсор на название инструмента и нажав клавишу
, или щелкните кнопкой мышки.
Появится страница программирования матриц PROGRAMMING DIES
ТРАНИЦА ПРОГРАММИРОВАНИЕ ПУАНСОНОВ
С
Страница
программирования
всех пуансонов.
Представлены все
размеры,
относящиеся к
инструменту
В правой стороне
экрана приведены
чертежи
инструментов.
Руководство пользователя DNC-12000 страница 43 из 50
Page 43

ТРАНИЦА ПРОГРАММИРОВАНИЕ МАТРИЦ
С
Страница
программирования
всех матриц.
Представлены все
размеры,
относящиеся к
инструменту
С правой стороны
экрана приведены
чертежи
инструментов.
БЩАЯ СТРАНИЦА
О
Основные данные
станка и ЧПУ.
Поля фиолетового
цвета –это поля
выбора, которые
могутбыть изменены.
Руководство пользователя DNC-12000 страница 44 из 50
Page 44

ТРАНИЦА ИНИЦИАЛИЗАЦИЯ СТАНКА
С
Данная страница
является резервной и
оставлена для
описания
технического
обслуживания или
ЧПУ.
Данная страница
позволяет очищать
базу данных DNC и
изменять первоначальные характеристики станка.
В данную страницу
можно войти только с
помощью клавиши
лицевой панели.
ТРАНИЦА ПАРАМЕТРЫ СТАНКА
С
Данная страница
является первой
страницей,
содержащей перечень
всех параметров,
относящихся к работе
ЧПУ. Эти данные
могут быть изменены
только при установке
ключа лицевой панели
в позицию 3.
Эти данные могут
быть изменены только
компетентными
техническими
специалистами.
Руководство пользователя DNC-12000 страница 45 из 50
Page 45

ТРАНИЦА КОЛИЧЕСТВО ОБРАБАТЫВАЕМЫХ
С
ИЗДЕЛИЙ
Появляется при
нажатии клавиши
PRODUCT
выборе директории
PRODUCT
NUMERICAL.
Данная страница
позволяет
конструировать
изделие и проводит
расчеты.
и
ТРАНИЦА ПОЗИЦИЯ ИНСТРУМЕНТА
С
Появляется при
нажатии клавиши
PRODUCT
выборе директории is
TOOLS POSITION.
Позволяет определять
несколько рабочих
станций.
и
Руководство пользователя DNC-12000 страница 46 из 50
Page 46

ТРАНИЦА КОММЕНТАРИИ
С
Появляется
наложением при
нажатии клавиши
PRODUCT
выборе директории
COMMENTS.
Данная страница
позволяет дополнять
информацию об
изделии с
комментариями.
Данные комментарии
программируются с
помощью программы
ПК
ТРАНИЦА НОМЕР ОПЕРАЦИИ ГИБКИ
С
Появляется при
нажатии клавиши
и
BEND
директории BEND
NUMERICAL
Данная страница
перечисляет все
данные для текущей
последовательности
гибки.
.
и выборе
Руководство пользователя DNC-12000 страница 47 из 50
Page 47

ТРАНИЦА ГИБКА В ДВУХ ИЗМЕРЕНИЯХ
С
Появляется при
нажатии клавиши
2D
BEND
директории BEND 2D
Позволяет проводить
имитацию обработки
изделия и при
необходимости
корректировать
последовательность
гибки.
Появляется при
нажатии клавиши
и выборе
ТРАНИЦА ФУНКЦИИ ОПЕРАЦИИ ГИБКИ
С
BEND
директории BEND
FUNCTION
Позволяет
программировать
любые возможные
вспомогательные
функции станка.
и выборе
Руководство пользователя DNC-12000 страница 48 из 50
Page 48

ТРАНИЦА ГИБКА
С
Появляется при
нажатии клавиши
НСТРУМЕНТЫ.
. И
BEND
директории BEND.
TOOLS
Позволяет изменять
положение и ширину
инструментов,
расположенных на
станке. Могут быть
изменены также
некоторые факторы
безопасности.
Появляется при
нажатии клавиши
CORRECTIONS и
выборе директории
CORRECTIONS
и выборе
ТРАНИЦА КОРРЕКТИРОВКА
С
Позволяет проводить
корректировку
различных осей
станка после
проведения гибки.
Руководство пользователя DNC-12000 страница 49 из 50
Page 49

Установка программы (DOS) на DNC 1200 2D
РОГРАММНОЕ ОБЕСПЕЧЕНИЕ
П
! 1 установочный диск SYSTEM S103 (или более).
! 1 программный диск SSAFDxx.
! 1 языковой диск.
СТАНОВКА НА
У
СТАНОВКА
У
Данная программа может быть установлена только на DNC.
Не может быть установлена на ПК.
Для ПК нужна программа PC900 (версия DOS) или PC1200 (Windows).
ПК
(DOS) DNC
! Отключите DNC.
…
S6
! На DNC, оснащенных функциональными ключами
должна быть установлена внешняя клавиатура.
Для DNC с функциональными ключами
необходимости.
! Вставьте диск в SYSTEM 103, драйвер A.
! Снова включите DNC.
! Следуйте инструкциям
Если жесткий диск не содержит "операционной системы" или если он был
форматирован, необходимо конфигурировать установку BIOS под
страницей STANDARD SETUP с опцией Boot sequence на дисках A, C
таким образом, чтобы системный диск SYSTEM был читаемым при
запуске. После установки переустановите на C, A.
Вмешательство в переустановку DNC должно выполняться только высоко
квалифицированным специалистом. При неправильной манипуляции на
данном этапе имеется риск вывода из строя DNC.
S1
… в этом нет
Руководство пользователя DNC-12000 страница 50 из 50
 Loading...
Loading...