

Page 1

Edward Valves
Maintenance Manual for Edward
Forged Steel Valves
Bolted and Screwed Bonnet Types
V-376 R3
V-376 R4
Page 2
Seats and Seat Finishing......................5
Disks and Disk Tack Welds ...................6
Backseat and Packings.........................7
Gland Bolts ........................................8
Reassembly.........................................9
General Information...........................10
Servicing Edward Forged Steel Valves...3
Introduction ........................................4
Contents
Flow Control Division
Edward Valves
3
Page 3
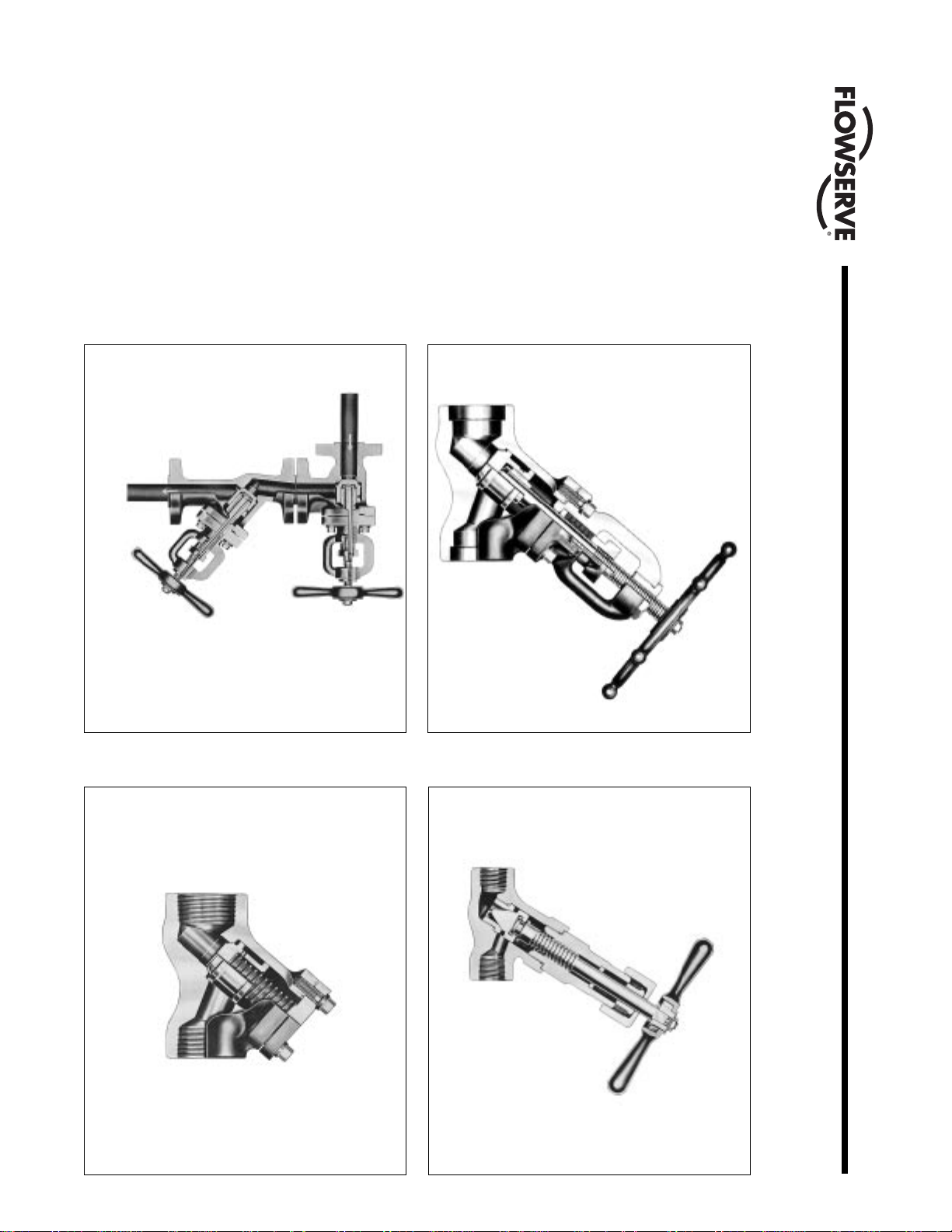
STRAIGHTWAY
Figure 1441
BLOW-OFF
VALVE
Bolted Bonnet, Bolted Gland, O.S.& Y
VALVE
BLOW-OFF
ANGLE
Figure 1443
Bolted Gland, O.S.& Y
Bolted Bonnet Stop,
Fig. 1048Y
Typical
Valve
Designs
Ser vicing Edward Forged Steel Valves
Bolted Cover Piston Check
Fig. 838
4
Screw, Screwed-in Seat
Screwed Gland, Inside
Screwed Bonnet Stop,
Fig. 158
Flow Control Division
Edward Valves
Page 4
Tools
Most Edward Forged Steel valves may be
readily disassembled with ordinary hand
tools. For the removal of screwed-in valve
seats, a special wrench may be necessary.
Disassembly
Be sure line is not under pressure when dis-
assembling valves
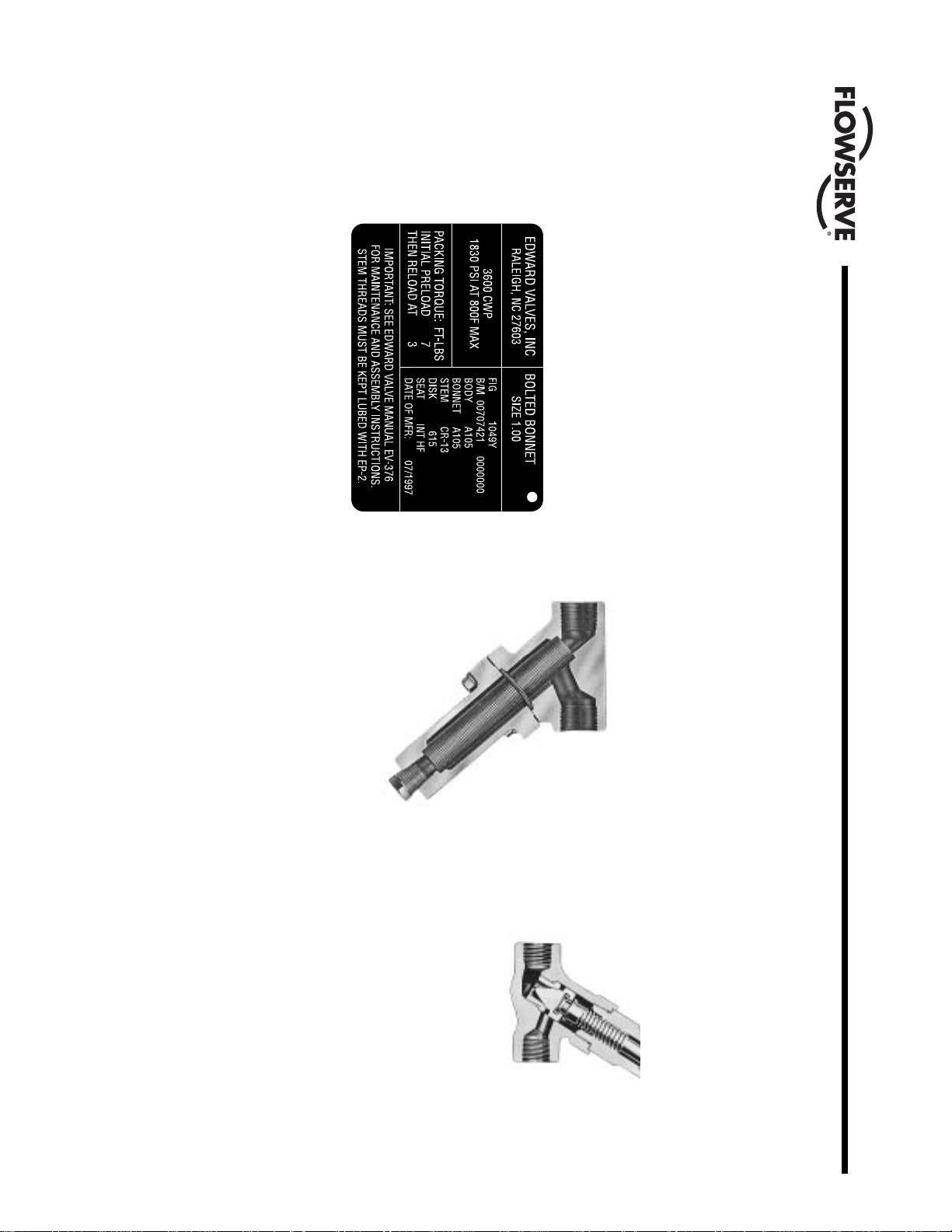
Typical Identification Plates
Bolted Cover Strainer
Fig. 238
This manual is provided to help you
service your Edward Forged Steel valves.
Before disassembling any valve, we recom-
mend that you check the valve identifica-
tion plate and note size, figure number
and pressure class, so that you can identify
it in the appropriate Edward Valve catalog.
This catalog will show typical cross sec-
tions to help identify the various parts.
Introduction
Bolted Bonnet
In bolted bonnet/cover style valves, cap
screws should be removed (see page 3
and below). The bonnet assembly or cover
can then be removed and the interior of
the valve exposed.
Screwed Bonnet
Small valves of the screwed bonnet type
are disassembled by unscrewing the
bonnet.
Screwed Bonnet Construction
Flow Control Division
Edward Valves
5
Page 5

machining. Seats can be cut with high-
speed tool bits. Stellite-faced seats must be
machined with tungsten-carbide tools or by
grinding. In replacing a screwed-in seat in
the valve body, care should be taken that
the face on the body against which the
seat shoulder rests is clean and true to pro-
vide a tight seal. New “O”- Rings should
always be used. Surfaces should be blued
and checked for contact all the way
around when replacing a seat. Care
should be taken that reworking does not
throw the sealing face between body and
seat out of line with the seat threads.
These valves should then be finish-lapped
using the valve disk assembly (see below).
Seat refinishing tools are also available for
integral Stellite seat valves. Consult your
Edward Valves representative.
Complete instructions for the repair and fin-
ishing of integral Stellite valve seats are
contained in “Univalve Operation and
Maintenance Manual” V-370.
Seat Finishing
After properly installing seats in valve
bodies or reworking integral seat valves, the
seat and disk should be lapped together. To
preclude galling, caution should be taken
not to apply too much pressure in lapping
Screwed-in seats can best be repaired, if
more than lightly damaged, by removal
from the valve. If screwed-in seats are
badly damaged, it may be more economi-
cal to replace them with new seats;
however, if they are repairable, they may
be remachined on a lathe. The part should
be accurately centered in the lathe before
Integral valve seating surfaces cannot be
removed for repair. Once the valve has
been disassembled and thoroughly
cleaned, determine the best procedure
based on the extent of damage. Lightly
damaged seats may simply be repaired by
lapping with the valve disk assembly.
Heavier damage may require the use of
special lapping tools or removal of the
valve body from the line for remachining.
Integral Seat
Edward valve seats are of two types:
screwed-in (with “O”- Ring Seal) or integral
with the valve body.
Seats
Seats and Seat Finishing
6
The effectiveness of valve seat lapping can
best be judged by blueing the disk and
rotating it lightly in the seat. A full contact
should be obtained around the circum-
ference of the seat. A valve that shows
this full contact should be pressure tight
after assembly when proper stem load
is applied.
Lapping with Valve Disk Assembly
Lapping with Lap or Abrasive Disk
seats and disks. Lapping should be done
with a light load, lifting the disk frequently
to a new position and cleaning the lapping
faces as required. See below:
Flow Control Division
Edward Valves
Page 6

Disk Nut Construction - All Univalves and
Post 1991 Bolted Bonnet Valves
Stellite Wire Construction
this contact should be checked, if possible,
to be sure it is in proper condition.
Disk Tack Welds
In body-guided valve disks with disk nuts,
the disk nut is secured to the disk by a
small weld through the side of the disk,
fusing the disk nut threads and preventing
loosening of the disk assembly in service.
Such disks can easily be disassembled if
required by drilling out the fused material
Disk Nut Construction - Bolted
Bonnet Valves - Pre 1991
Disk Nut Construction
radius at the disk contact to give center
loading. If foreign material gets between
this spherical surface and the disk, or if
galling occurs, it may not be possible to
close the valve tightly. In a leaking valve
Valve stems are normally provided with a
Typical Stop-Check Valve with Body-Guided Disk
Fig. 846
T-slot Construction
disk nut, or Stellite wire.
Disks
In all Edward valves, disks are designed to
swivel on the valve stem. They are held in
place by either a “T”-slot connection, a
Disks and Disk Tack Welds
Stop-Check valve disks are not attached to
the stem and respond to the fluid flow in
the same manner as check valve disks
(see below). The disk seating face can be
repaired in a similar manner to that
described for seats.
Valves may be body-guided by rings on
the disk or in the case of “T”-slot disks by
the disk outside diameter. A similar body-
guiding arrangement may be found in
check valves. Some ball check valves are
guided by an extension of the cover (see
Fig. 160). The wear on sliding surfaces
inside valves should be considered and the
surfaces checked to be sure wear has not
resulted in ridges in the guide bore, which
might impair disk movement. Guiding in
check valves is particularly critical.
7
Bolted Cover Piston Check
Fig. 838
at the bottom of the small hole in the disk.
The disk nut can then be unscrewed for
servicing. Care must be taken not to drill
through the disk nut wall or the stem may
be damaged. When repairs are complete,
the parts can be reassembled with care
being taken to screw the disk nut down
until only a few thousandths of an inch in
end play remain in the assembly. The parts
can then be lock-welded again by deposit-
ing weld metal at the bottom of the small
hole in the disk.
Flow Control Division
Edward Valves
Page 7

sized too large for flow condition will
sometimes have excessive wear, chatter
and noise.
Backseat
Edward stop valves have a backseat inte-
gral with the bonnet. The seating face on
the bonnet is generally a bevel and the
seating surface on the disk, disk nut, or
stem is provided with either a radius or a
bevel. Care must be taken of sealing sur-
faces on both the bonnet and the radius,
which seals against it to obtain a tight
backseat.
rings be added. To obtain best results, the
stem should be thoroughly cleaned.
Replacement packing should be the same
as that originally furnished. Edward valve
packings are inhibited to prevent stem
pitting in service.
We recommend packing be purchased
from Edward Valves to assure packing with
the proper density and corrosion inhibitors
is always used.
Foreign material in the flow medium may
wedge between guiding surfaces with the
possibility of making the disk stick. It is
recommended that piston check valves be
used where the fluids are clean and where
tight seating is important. In smaller sizes,
it is recommended that ball type check
valves be used where the problem of stick-
ing open is of serious consideration. Valves
Screwed-Cover, Cover-guided Ball Check,
Screwed-in Set
Fig. 160
Packings
Edward valves are packed with all-purpose
packing sets. This is a combination of
packing using braided rings at the top and
bottom of the packing chamber and flexi-
ble graphite packing in the center section.
Packing glands should be tightened down
enough to prevent leakage but not enough
to develop excessive operating torque.
When the gland has advanced approxi-
mately half way into the packing chamber,
it is recommended that additional packing
Integral Backseat Construction
The guides must be close enough to bring
the disk accurately down into the seat to
make a tight joint.
Backseat and Packings
IMPORTANT:
• Stroke the stem and then recheck the
torque on the gland bolts.
• Tighten nuts to the initial values
shown, then loosen and retighten to
the final range.
• IMPORTANT: Apply the recommended
using the gland.
torque to the gland nuts evenly with-
out cocking the gland. See table.
• Clean and lubricate the gland bolts.
• Tamp the packing down by hand
• Position split packing with the ends of
• Standard packing
Top Ring Braided Ring
Center Ring Flexible Graphite Ring
Bottom Ring Same as top
packing.
adjacent rings rotated 90°.
• All parts should be clean and not
• The stem, disk and bonnet should be
in the valve prior to installing the new
repacking.
scored or pitted, especially the stem.
• Long service life from modern
graphitic packing requires that ade-
quate preloads be applied when
Flow Control Division
Edward Valves
8
Page 8

Swing Type
Valves of the Fig. 158, 5158, 9158 (see
pg. 3) type have a packing nut with
threads that should be kept well lubricated
to prevent corrosion and eliminate packing
adjustment difficulties.
Gland Bolts
The removal of glands is accomplished by
removing the nuts. Swing bolts can be
removed by also driving out the pin.
FLEXIBLE
GRAPHITE
RING
BRAIDED
RINGS (2)
Packing Chamber Schematic
Yoke Bushing
valves and reduces wear of yoke bushings.
1046 FINAL 28-38 43-53 43-53 106-116 145-155
ALL TORQUES ARE GIVEN IN INCH-POUNDS EXCEPT WHERE NOTED
1028 INITIAL 40 62 62 153 210
1441,1443 INITIAL 250 287
1641,1643 FINAL 71-81 82-92
1069 FINAL 15-25 28-38 43-53 106-116 145-155
Yoke Bushing
The yoke bushings of small Edward valves
are threaded to the yoke. Bushings are
subject to wear in services where large
amounts of grit accumulate on the valve
threads. Lubrication aids easy operation of
849,868,869 FINAL 8-18 15-25 24-34 59-69 81-91
1029,1047 INITIAL 21 40 62 153 210
1048,1068
847,848
828,829 INITIAL 21 40 62 153 210
5158,9158 FINAL FT-LB FT-LB FT-LB FT-LB FT-LB
158 125-130 140-145 265-270 280-285 435-440
NUMBERS 1/2 3/4 1 1-1/2 2
Gland Bolts
FIGURE 1/4, 3/8 1-1/4
Packing Gland Torque
VALVE SIZE
Flow Control Division
Edward Valves
9
Page 9

NOTE: TORQUE IS MEASURED IN FOOT-POUNDS
9160
5158, 5160
2 158,160, 400-420 300
1-1/4, 1-1/2 158,160 320-340 150
1 158,160 240-260 125
18 30 45 68 90 150 240 370 585 750
3/4 158,160 100-120 60
3/8 7/16 1/2 9/16 5/8 3/4 7/8 1 1-1/8 1-1/4
Torque, Ft. Lbs.
1/4, 3/8, 1/2 158,160 75 40
SIZE NUMBER TORQUE TORQUE
Bolt diameter, Inches
VALVE FIGURE RING COVER
cated and tightened to develop sufficient
gasket compression.
Bolted Bonnet/Cover Torques
A torque wrench should be used for tight-
ening the bonnet, which is used to preload
the spiral-wound gaskets.
The following procedure is recommended:
1. Guard against leakage by having these
2. Capscrews should be tightened to the
torque shown below.
capscrews tight at all times.
mended torque. Sequence:4-3-2
Step #3
Torque to full recommended torque.
Sequence: 1-2-3-4
Note: The above noted method for tighten-
ing cover capscrews is for the purpose of
pulling the cover down evenly. If this objec-
tive can be achieved without following this
suggested method precisely, then some
variation from this method is permissible.
Seat Ring & Bonnet/Cover Torques
Valves of the screwed bonnet/cover type
construction are sealed at the bonnet by
flat, soft metal gaskets and “O”- Rings.
Screwed-in seats are also sealed by “O”-
Rings. Such seals require smooth clean
surfaces on body, bonnet or seat. Bolted
bonnet valves, such as Fig. 848 type, are
sealed with spiral-wound gaskets. In all
valves, new gaskets (and “O”- Rings) are
recommended for reassembly. Bonnet gas-
kets (and “O”- Rings) are inexpensive and
available out of factory stock.
Valves with screwed bonnet/cover joints
require the bonnet threads to be well lubri-
Step #1
Snug to approximately 10% of full recom-
mended torque. Sequence:1-2-3
Step #2
Torque to approximately 75% of full recom-
Reassembly
10
extreme pressure, extreme temperature
lubricant of high quality. For valves that
are operated infrequently, relubrication
should be at least once a year.
SEAT BONNET/
closed position.
For valves that see frequent operation,
such as motor-actuated, the lubricant
should be replenished every three months.
If extreme service conditions dictate, a
more frequent relube schedule is recom-
mended. Motor-actuated valves have a
lubricant fitting at the yoke flange.
The recommended lubricant for all stem
threads, bonnet, packing nut and bolt
threads is Rykon EP #2, manufactured by
the American Oil Company. This is an
Edward valves into piping, make sure
there is no foreign material on the seat
joint, then close the valve tightly to avoid
distorting the seats.
After welding, open the valve and flush the
line to clean out all foreign matter.
Lubrication
In order to obtain full service life, valves
require periodic lubrication of the stem
threads. Exposed threads should be wiped
clean of old grease and accumulated dirt
and fresh lubricant applied. This is most
effectively done with the valve in the
Welding Edward Valves into Piping
Welding is outside the scope of this manu-
al, but Edward recommends you consult
the appropriate welding procedure in
ASME/ANSI B31, or whatever other codes
apply to your system. When welding
Flow Control Division
Edward Valves
Page 10

to minimize flow disturbances. For addi-
tional information, refer to the “Technical”
section of the Edward Valves Catalog,
Publication No. EV-100.
avoided.
For optimum performance, the orientation
limits shown in Figures 1 and 2 should
be observed even for spring-loaded
check valves.
The orientation limits shown in Figures 1
and 2 must not be exceeded for Edward
stop-check valves and check valves with-
out springs. The limitations given for line
inclination and bonnet roll angle should
not be combined.
All check and stop-check valves should be
installed with 10 or more diameters
of straight pipe upstream of the valve
system to prevent the piping system pressure
from exceeding the maximum rated pressure
of the valve.
PIPING SUPPORT
Piping should be supported sufficiently to
preclude excessive end loads on the valve.
VALVE INSTALLATION GUIDELINES
Except as noted below, Edward stop valves
and stop-check or check valves with springs
can be installed in any position. Installed
positions with the valve cover or bonnet
below horizontal, where dirt and scale can
accumulate in the valve neck, should be
high-pressure side of the valve; continued
flow through an inspection drain on the low-
pressure side; or, in hot water or steam lines,
a downstream pipe that remains hot beyond
the usual length of time and conductivity
range.
Such a leak may be the result of closing on
dirt, scale or other foreign matter in the line.
It may also develop because of the operator’s
failure to close the valve tightly. An increased
velocity is imparted to a flow forced through
a very small opening. This increased velocity
subsequently gives rise to the “cutting” of
both disk and seat, particularly by particles
Edward valves are not provided with a pres-
sure relief device. A pressure relief device
must be provided elsewhere in the piping
WARNING
General Information
SEAT AND DISK JOINT LEAKS
A leak existing between the seat and disk of
a closed valve might be indicated by one of
the following: a definite pressure loss in the
11
11
hard-surfaced material on the seat and disk is
corrosion- and erosion-resistant, grooves, pit
marks, or other surface irregularities may be
formed on the seat and disk joint surfaces
when the disk is closed against a foreign
body on the seat. This sometimes occurs dur-
ing the initial start-up of a piping system.
Leakage of steam through a valve that is
badly steam-cut has a whistling or sonorous
sound. If the valve is only slightly steam-cut,
however, leakage is identified by subdued
gurgling or weak popping sounds. These
sounds can be heard through a stethoscope
or by placing one end of a stick against the
valve body while holding the other end
between the teeth, with hands over the ears.
of line scale or rust in suspension or normal
solids in solution. In spite of the fact that the
Flow Control Division
Edward Valves
Page 11

© 2003 Flowserve Corporation, Irving, Texas, USA. Flowserve and Edward Valves are registered trademarks of Flowserve Corporation. V-376 R3 3/03 Printed in USA
FLOWSERVE CORPORATION
FLOW CONTROL DIVISION
Edward Valves
1900 South Saunders Street
Raleigh, NC 27603 USA
Toll- Free Telephone Service
(U. S. and Canada)
Day: 1-800-225-6989
After Hours Customer Service
1-800-543-3927
US Sales Offices
Phone: 919-832-0525
Facsimile: 919-831-3369
Facsimile: 919-831-3376
Visit Our Website
www.edwardvalves.com
www.Flowserve.com
For more information about Flowserve Corporation, contact www.flowserve.com or call USA 1-800-225-6989.
one of its worldwide operations or offices.
While the information and specifications contained in this literature are believed to be accurate, they are supplied for informative purposes only and should not be considered certified or as a guarantee of satisfactory results by
reliance thereon. Nothing contained herein is to be construed as a warranty or guarantee, express or implied, regarding any matter with respect to this product. Because Flowserve is continually improving and upgrading its product
design, the specifications, dimensions and information contained herein are subject to change without notice. Should any question arise concerning these provisions, the purchaser/user should contact Flowserve Corporation at any
Flowserve products in connection with the specific application.
backseat a valve. This can result in damage
to the valve stem and bonnet backseat.
in blowout of the packing.
valves require the B/M number to properly
identify your valve.
cate the correct torque switch setting for
the valve. Exceeding these torque switch
settings can cause damage to the valve.
Never use an electric motor actuator to
Failure to torque the gasket properly will
result in gasket failure. When replacing the
valve stem packing, never machine the
packing chamber oversize. This will result
the correct parts for your Edward valve,
include the valve size, the figure number,
including any prefix and/or suffixes and,
if available, the B/M number. All nuclear
NOTES ON VALVE OPERATION
Valves equipped with electric motor actua-
tors have special tags attached, which indi-
NOTES ON VALVE MAINTENANCE
When replacing the bonnet gaskets, follow
the torque requirements on page 9 closely.
HOW TO ORDER PARTS
During normal working hours, call
800-225-6989 or 919-832-0525. To assure
Flowserve Corporation has established industry leadership in the design and manufacture of its products. When properly selected, this Flowserve product is designed to perform its intended function safely during its useful life.
However, the purchaser or user of Flowserve products should be aware that Flowserve products might be used in numerous applications under a wide variety of industrial service conditions. Although Flowserve can (and often does)
provide general guidelines, it cannot provide specific data and warnings for all possible applications. The purchaser/user must therefore assume the ultimate responsibility for the proper sizing and selection, installation, operation,
and maintenance of Flowserve products. The purchaser/user should read and understand the Installation Operation Maintenance (IOM) instructions included with the product, and train its employees and contractors in the safe use of
V-376 R4 7/10
This information is located on the valve
nameplate. The nameplate is attached to a
yoke leg via a cable. If the nameplate is
inaccessible, you can use your Edward
sales drawing; please include the drawing
number as well.
SERVICE
If you have any further questions on valve
repair or part replacement, your Edward
Valves representative will be happy to
assist you. Edward Valves catalogs are
available on request.
Edward Valves
Flow Control Division
 Loading...
Loading...