

Page 1

USER INSTRUCTIONS
Edward Valves
Univalve
Installation
Operation
Maintenance
Experience In Motion
FCD EVENIM2000-02(E)
(Bulletin V-370 R3)
1
Page 2

INTRODUCTION
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
EDWARD CUSTOMER SERVICE
Consult your Edward factory inside sales representative for
information on obtaining repair tools.
As always, field sales and service personnel are available
to assist with maintenance and repairs involving Edward
valves. And they are backed up by factory-trained specialists
to lend additional assistance whenever needed.
An improved low-maintenance Univalve design... tools for
fast in-line repairs...and reliable Edward service!
TABLE OF CONTENTS
Edward Customer Service ..............................................2
Three Tools for Faster In-line Repairs
of Edward Univalves ........................................................2
Exploded View .................................................................3
Disassembling the Univalve ....................................... 4–5
Servicing Edward Univalve Stop and Stop-check Valves
..6
Servicing Edward Univalve Check Valves ........................7
Alternate Weld-cutting Methods for Univalves ................8
Univalve Maintenance Tools ..................................... 9–13
Reassembly of the Univalve ................................... 14–17
Reassembly of Unwelded Bonnet Univalves .............14
Reassembly of Welded Bonnet Univalves .................14
Replacing the Seal Weld Univalves ...............................18
A105 and F22 Univalves ...........................................18
F316 and F347 Univalves ..........................................18
Operational Recommendations .............................. 19–20
General Information ............................................... 21–22
TABLES
Valves With No Prefix in Figure Numbers .............. 10–11
Valves With “B” Prefix Figure Numbers ........................12
Valves With “C” and “D” Prefix Figure Numbers* .........13
Unwelded Univalve Bonnet Gasket Torques ..................15
Welded Univalve Bonnet Torques .................................16
Torque Range for Packing Gland Bolts .........................17
Minimum Torque for Closing Valves —
ft-lb on Main Seat .......................................................................19
Impactor Handle/Handwheel Performance Chart ..........20
THREE TOOLS FOR FASTER IN-LINE REPAIRS OF
EDWARD UNIVALVES
Edward Univalves aren’t likely to require any maintenance
or repair work until they’ve been in services for quite a few
years. But sooner or later – depending on the nature of the
fluids, frequency of operation and time in service – Univalve
seats and disks may need to be repaired.
The Seat Refinishing Tool has
a self-centering head of multiple
tungsten carbide cutters on a
spindle which is hand-operated
with a speed wrench for complete
seat refinishing. Lapping or other
finishing work is not required to
produce refinished seats.
Seat damage, such as that
Seat Refinishing Tool
produced by foreign materials
in the line fluids, can be repaired
quickly.
The Bonnet Torquing Collar
is essentially a torque wrench
adapter that is used to remove
and reassemble the bonnet of an
unwelded Univalve.
The tool facilitates reassembly
of the bonnet with the required
torque correctly applied to ensure
that the graphitic body-bonnet
Bonnet Torquing Collar
gasket is properly loaded to
establish a leak-tight seal. The tool
may also be used to assemble and
disassemble seal-welded valves.
The Seal Weld Cutting Machine
has the ability to cut both fillet
and canopy welds. By removing
the handwheel and yoke, then
installing the machine, seal welds
can be cut, leaving a suitable weld
prep. The machine is operated by
one person and uses conventional
plant air.
Seal Weld Cutting Machine
2
Page 3

EXPLODED VIEW
16
15
14
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
1
2
3
4
13
12
11
10
9
8
1. Stem Nut
2. Washer
3. Handwheel
4. Stem/Disk Assembly
5. Locking Collar
(unwelded bonnet valves only)
(shown turned 90°)
7
6. Body
7. Yoke Nut
8. Graphitic Gasket*
(unwelded bonnet valves only)
9. Bonnet
10. Packing
5
6
11. Yoke Belt
12. Gland
13. Yoke
14. Gland Adjusting Screws
15. Cap Plugs
16. Yoke Bushing
*Class 4500 welded bonnet Univalves have a bonnet insert and graphic gasket seal ring, as shown on page 14.
3
Page 4

DISASSEMBLING THE UNIVALVE
Line pressure must be relieved before disassembling
the valve.
1. Double-check to make sure that line pressure has been
relieved before disassembling the valve.
2. The valve should be in the open position and not
against the body seat or backseat.
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
5. Loosen the yoke clamp bolt and nut. It is not necessary
to completely remove them.
6. Remove the yoke assembly by unscrewing it from
the bonnet. A gentle tap with a hammer might be
necessary before the yoke will unscrew away from
the bonnet. You may find it easier to remove the yoke
by placing the handwheel on the stem to prevent the
stem from rotating. When the yoke is even with the
top of the stem, and you can no longer use the valve
handwheel or handle, you will need to grasp the lower
portion of the stem between the yoke and bonnet. If
the yoke is turning freely, a cloth may be adequate to
hold the stem. If this is not adequate, a strap wrench
that will not damage the stem surface should be used.
If only the packing is to be replaced, this can now
be easily done with no further disassembly of the
Univalve. See Step 14.
3. If the valve is manually operated, remove the lock
nut that attaches the handwheel or impactor handle
to the valve stem. Remove the handwheel or handle.
If the valve is motor operated, remove the actuator
from the valve stem.
4. Loosen the two gland adjustment screws that rest
against the packing gland by threading them higher
into the yoke. A hex allen wrench inserted into the top
of the gland screw thru the holes in the top of the yoke
(remove the dirt protectors first) will speed this up.
7. If the yoke bushing is worn or damaged and must
be removed, insert 1⁄8” (or smaller) abrasive grinding
wheel into the slot on top of the bushing. Using a
standard grinding tool, work the grinder downward
to remove yoke metal that was upset into the bushing
during the valve assembly. Periodically during the
grinding process, try to turn the bushing within the
yoke to test how loose it is becoming. Once loosened,
use a screwdriver in the slot to turn the bushing. To
reinsert a new bushing, thread it into the yoke so that
the top of the bushing is flush with the top of the yoke.
Using a chisel and hammer, tap the yoke metal into the
bushing slot, creating an offset, so that the bushing is
tight within the yoke.
4
Page 5

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
DISASSEMBLING THE UNIVALVE
8. If the valve is unwelded, remove the locking collar.
9. If the valve to be repaired is seal-welded, prepare
the Seal Weld Cutting Machine for the weld cutting
operation. If a cutting machine is not available, use one
of the alternate methods shown on pg. 8.
(continued)
11. Remove the valve bonnet-stem-disk assembly if the
valve being repaired is a stop valve (figure XXX2X).
The disk in a stop-check vaIve (figure XXX6X) and
the bonnet insert in welded Class 4500 vaIves (figure
961XX) may be removed by forming a short piece of
soft wire into the shape of an L and lifting it up in the
disk bore.
10. Refer to the chart on pp. 10–13 to select the proper
torquing collar assembly (consisting of lock nut and
collar). Screw the torquing collar clockwise onto the
bonnet until it bottoms. A left hand threaded lock nut
is used to lock the torquing tool to the bonnet. Use
the appropriate size open end or socket/box wrench
(1-¼", 1-¾" or 2" hex) on the lock nut to turn the tool
counterclockwise to remove the bonnet.
12. Remove the stem from the bonnet. It may be necessary
to rotate the stem through the packing before it can be
removed.
13. If the valve is unwelded, the graphitic gasket must be
replaced. Do so by removing it from the valve body,
but take care not to damage machined surfaces.
14. Using a packing tool, remove the old packing.
Stainless steel Univalves are equipped with a
metal junk ring in the bottom of the packing
chamber. (See pg. 16 for repacking instructions.)
5
Page 6

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
SERVICING EDWARD UNIVALVE STOP AND STOP-CHECK VALVES
3. The Seat Refinishing Tool is now ready for operation.
Use a speed wrench to operate the tool. Because this
manual process is fast, a special air or electric motor
should not be used. The tool assembly can be easily
Line pressure must be relieved before making any
repairs.
If seat damage has occurred, outlined below are step-bystep procedures for fast, in-line repairs using the Edward
Seat Refinishing Tool.
1.
See pp. 4–5 for proper disassembly procedures before
performing repairs on the Univalves. Then, using the
charts on pp. 10–13, select the proper Seat Refinishing
Tool Arrangement for performing repairs on the seat area.
removed to inspect the seat and determine if more seat
refinishing is required. Turn the tool clockwise using
light pressure only on the stellite seat.
Univalves can be reseated several times, assuming
nominal amounts of stellite are removed each
time. A typical resealing operation removes several
thousandths of an inch of stellite; severe seat defects,
of course, would remove more. A total of about
.03 inch of stellite can be removed before the stellite
becomes too thin, or approximately five average
refinishing operations.
2. Take appropriate caution to make sure the inlet and
outlet valve ports are blocked to prevent removed seat
material from entering the line. Then, screw the Seat
Refinishing Tool Assembly into the body while holding
the shaft up to prevent tool and seat contact. The guide
needs only to be hand-tightened. Do not damage the
cutters by dropping the tool on the stellite seat.
4. When a repair of the seat is finished, use a portable
vacuum to remove loose chips.
6
Page 7
SERVICING EDWARD UNIVALVE CHECK VALVES
Line pressure must be relieved before servicing
the valve.
1. If the check valve to be repaired is seal-welded,
prepare the Seal Cutting Machine for the weld-cutting
operation. If a cutting machine is not available, use one
of the alternate methods on pg. 8.
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
3. Remove the check valve spring and disk from the body
bore. A short piece of soft wire formed into an L shape
may be used to assist in disk removal by engaging it in
the groove inside the disk.
2. Once a seal-welded valve has been cut, it is ready for
disassembly. Unscrew vaIve cover from the body using
the flats provided.
4. The check valve is now ready for internal work.
See the section entitled “Servicing Edward Univalve
Stop and Stop-Check Valves” (pg. 6) for correct repair
procedures.
7
Page 8

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
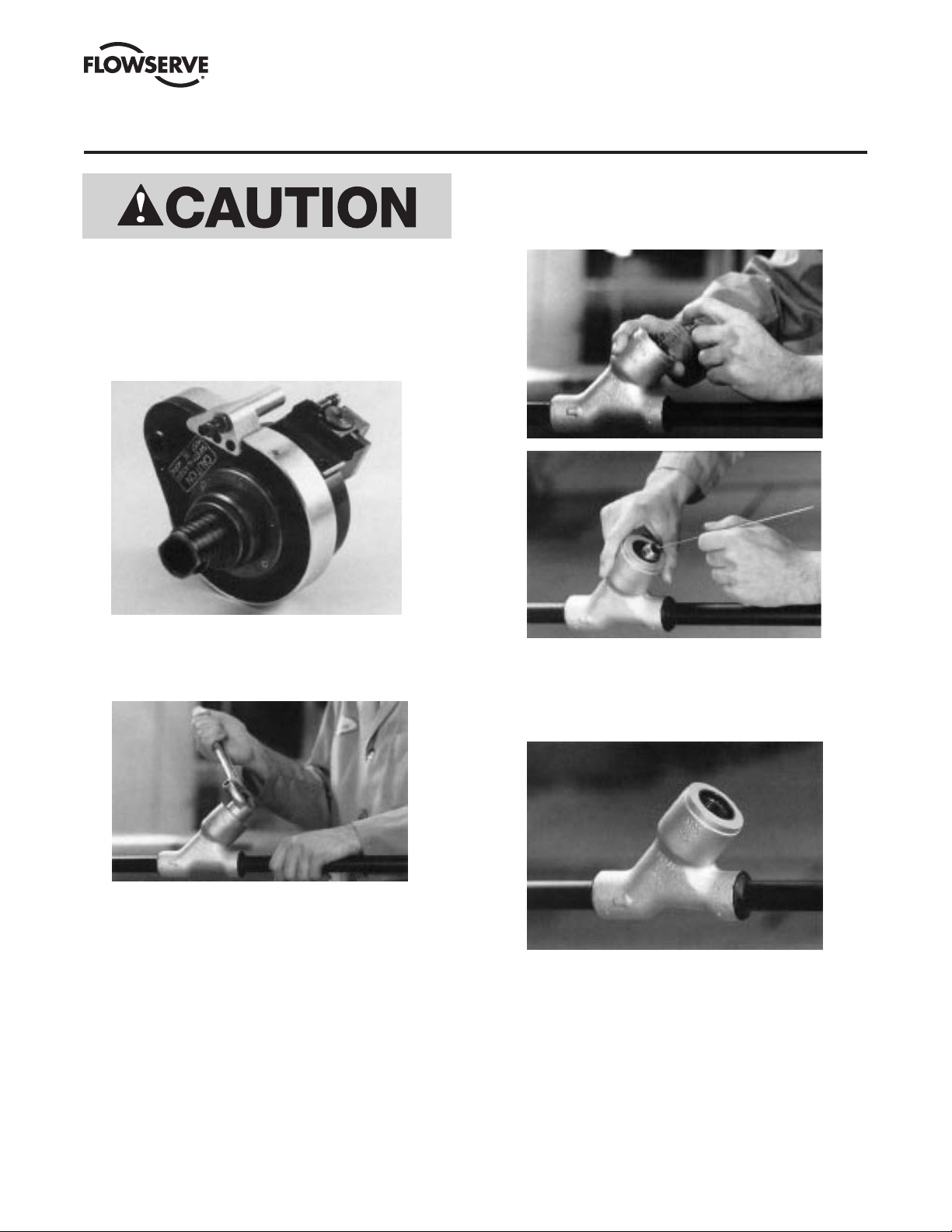
ALTERNATE WELD-CUTTING METHODS FOR UNIVALVES
SCARFING A WELD
(For fillet-welded Univalves) carbon steel and low alloy
valves
Line pressure must be relieved before making any
repairs.
GRINDING A WELD
(For canopy seal Univalves) stainless steel valves
Open valve to backseat. Using a standard grinding wheel,
remove the weld by grinding from the top of the body face
and bonnet outside diameter (see photo). Continue this
process around the valve until all weld is removed where
the body and bonnet are joined together. Clean the valve
with a wire brush. A penetrating oil may be used where
permissible to loosen the threads joining the body and
bonnet.
1. Air-arc method Open valve to backseat.
Using air-arc equipment, make a series of cuts in the
valve weld (see photo and sketch). Continue making
cuts until the valve weld takes on a grooved scarfedout appearance. Clean the valve with a wire brush.
A penetrating oil may be used where permissible to
loosen the threads joining the body and bonnet.
2. Oxyacetylene method Open valve to backseat. Using
an oxyacetylene torch equipped with a scarfing tip,
make a series of cuts in the weld until it takes on a
scarfed-out, grooved appearance. Clean the valve with
a wire brush. A penetrating oil may be used where
permissible to loosen threads joining the body and
bonnet.
This sketch shows the sequence of cuts necessary to remove the fillet weld by both
oxyacetylene and air-arc methods. Place scarfing torch or welding electrode tangent
to the bonnet, as indicated in position A. When metal reaches cutting temperature,
start blowing oxygen or air while moving torch backward. Weld metal should be
blown away. Move torch counterclockwise to position B. Repeat until entire fillet
weld is removed and gap is continuous. DO NOT REMOVE EXCESS MATERIAL
A
FROM BONNET OR UPPER BODY FACE.
B
8
Page 9

UNIVALVE MAINTENANCE TOOLS
SEAT REFINISHING TOOL ASSEMBLY
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
BONNET TORQUING COLLAR ASSEMBLY
9
Page 10

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
UNIVALVE MAINTENANCE TOOLS
(continued)
VALVES WITH NO PREFIX IN FIGURE NUMBERS
Size
1/2 361XX 876111 875920 875929 876744 - - 876678 N/A
3/4 361XX 876111 875920 875929 876744 - - 876678 N/A
1 361XX 876112 975920 875929 876745 - - 876679 N/A
1-1/4 361XX 876113 875922 875930 876746 876703 3 876680 B
1-1/2 361XX 876114 875921 875931 876746 876703 5 876680 A
2 361XX 876115 875924 875933 876747 876703 5 876681 D
2-1/2 361XX 876116 875926 875917 876748 876703 7 876683 E
3 361XX 876116 875926 875917 876748 876703 7 876683 E
4 361XX 876116 875927 875936 876750 876703 7 876684 E
1/2 362XX 876111 875920 875929 876744 - - 876678 N/A
3/4 362XX 876111 875920 875929 876744 - - 876678 N/A
1 362XX 876111 875920 875929 876744 - - 876679 N/A
1-1/4 362XX 876113 875922 875930 876746 876703 3 876680 B
1-1/2 362XX 876113 875922 875930 876746 876703 3 876680 B
2 362XX 876114 875923 875918 876746 876703 5 876681 A
2-1/2 362XX 876115 875925 875934 876749 876703 5 876682 D
3 362XX 876115 875925 875934 876749 876703 5 876682 D
4 362XX 876116 875927 875936 876750 876703 7 876684 E
1/2 661XX 876111 875920 875929 876744 - - 876678 N/A
3/4 661XX 876111 875920 875929 876744 - - 876678 N/A
1 661XX 876112 875920 875929 876745 - - 876679 N/A
1-1/4 661XX 876113 875922 875930 876746 876703 3 876680 B
1-1/2 661XX 876113 875922 875930 876746 876703 3 876680 B
2 661XX 876115 875925 875934 876749 876703 5 876682 D
2-1/2 661XX 876116 875927 875936 876750 876703 7 876684 E
3 661XX 876116 875927 875936 876750 876703 7 876684 E
4 661XX 876116 875927 875936 876750 876703 7 876684 E
Figure
Number
1,6
Tool Head
Assembly
Guide Bushing
For Carbon
Steeel Valves
Guide Bushing
For Stainless
3
Steel Valves
Bonnet
Torquing
Collar
Assembly
Replacement
Cutters
2
No. Of
Cutters
On Head
Assembly
Check
Valve
Adapter
Assembly
4
Torque
Group
5
Notes:
1. First three numbers indicate pressure class and bonnet seal;
remaining two numbers denote valve type and end configuration,
which have no effect on tool selection.
2. Where dashes are indicated, cutters cannot be replaced.
3. Low alloy steel valves use same tools as carbon steel valves.
10
4. Required for using bonnet torqueing collar and seal weld cutting
machine on check valves.
5. To be used to determine the number of impacts required to close
valves with impactor handles/handwheels (see page 19). “N/A”
indicates that the valve(s) have standard handwheel (non-impactor).
6. Four-digit figure number Univalves use different maintenance tools.
Please consult your Edward Valves sales representative.
Page 11

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
UNIVALVE MAINTENANCE TOOLS
(continued)
VALVES WITH NO PREFIX IN FIGURE NUMBERS
Size
1/2 662XX 876111 875920 875929 876744 - - 876678 N/A
3/4 662XX 876111 875920 875929 876744 - - 876678 N/A
1 662XX 876111 975920 875929 876744 - - 876679 N/A
1-1/4 662XX 876113 875922 875930 876746 876703 3 876680 B
1-1/2 662XX 876113 875922 875930 876746 876703 3 876680 B
2 662XX 876115 875925 875934 876749 876703 5 876682 D
2-1/2 662XX 876116 875927 875936 876750 876703 7 876684 E
3 662XX 876116 875927 875936 876750 876703 7 876684 E
4 662XX 876116 875927 875936 876750 876703 7 876684 E
1/2 961XX 876112 876772 876773 876751 - - 876762 N/A
3/4 961XX 876112 876772 876773 876751 - - 876762 N/A
1 961XX 876112 876772 876773 876751 - - 876762 N/A
1-1/4 961XX 876112 876722 876773 876751 - - 876762 N/A
1-1/2 961XX 876112 876772 876773 876751 - - 876762 N/A
2 961XX 876115 875925 875934 876752 876703 5 876763 C
2-1/2 961XX 876115 875925 875934 876752 876703 5 876763 C
3 961XX 876115 875925 875934 876752 876703 5 876763 C
4 961XX 876115 875925 875934 876752 876703 5 876763 C
1/2 962XX 876112 876772 876773 876751 - - 876762 N/A
3/4 962XX 876112 876772 876773 876751 - - 876762 N/A
1 962XX 876112 876772 876773 876751 - - 876762 N/A
1-1/4 962XX 876112 876772 876773 876751 - - 876762 N/A
1-1/2 962XX 876112 876772 876773 876751 - - 876762 N/A
2 962XX 876115 875925 875934 876752 876703 5 876763 C
2-1/2 962XX 876115 875925 875934 876752 876703 5 876763 C
3 962XX 876115 875925 875934 876752 876703 5 876763 C
4 962XX 876115 875925 875934 876752 876703 5 876763 C
Figure
Number
1,6
Tool Head
Assembly
Guide Bushing
For Carbon
Steeel Valves
Guide Bushing
For Stainless
3
Steel Valves
Bonnet
Torquing
Collar
Assembly
Replacement
Cutters
2
No. Of
Cutters
On Head
Assembly
Check
Valve
Adapter
Assembly
4
Torque
Group
5
Notes:
1. First three numbers indicate pressure class and bonnet seal;
remaining two numbers denote valve type and end configuration,
which have no effect on tool selection.
2. Where dashes are indicated, cutters cannot be replaced.
3. Low alloy steel valves use same tools as carbon steel valves.
4. Required for using bonnet torqueing collar and seal weld cutting
machine on check valves.
5. To be used to determine the number of impacts required to close
valves with impactor handles/handwheels (see page 19). “N/A”
indicates that the valve(s) have standard handwheel (non-impactor).
6. Four-digit figure number Univalves use different maintenance tools.
Please consult your Edward Valves sales representative.
11
Page 12

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
UNIVALVE MAINTENANCE TOOLS
(continued)
VALVES WITH “B” PREFIX FIGURE NUMBERS
Size
1/2 B36XXX 876112 499563 499564 876745 - - 166933 N/A
3/4 B36XXX 876112 499563 499564 876745 - - 166933 N/A
1 B36XXX 876112 499563 499564 876745 - - 166933 N/A
1-1/4 B36XXX 876114 875923 494228 876746 876703 5 166934 B
1-1/2 B36XXX 876114 875923 494228 876746 876703 5 166934 B
2 B36XXX 876115 875925 875934 876749 876703 5 166935 D
2-1/2 B36XXX 876116 875927 875936 876749 876703 7 166936 E
3 B36XXX 876116 875927 875936 876749 876703 7 166936 E
4 B36XXX 876116 875927 875936 876748 876703 7 166939 E
1/2 B66XXX 876112 499563 499564 876745 - - 166933 N/A
3/4 B66XYX 876112 499563 499564 876745 - - 166933 N/A
1 B66XXX 876112 499563 499564 876745 - - 166933 N/A
1-1/4 B66XXX 876113 875922 875930 876746 876703 3 166934 A
1-1/2 B66XXX 876113 875922 875930 876746 876703 3 166934 A
2 B66XXX 876115 875925 875934 876749 876703 5 166935 D
2-1/2 B66XYX 876116 875927 875936 876748 876703 7 166939 E
3 B66XXX 876116 875927 875936 876748 876703 7 166939 E
4 B66XXX 876116 875927 875936 876748 876703 7 166939 E
1/2 B96XXX 876112 876772 876773 876746 - - 168554 N/A
3/4 B96XXX 876112 876772 876773 876746 - - 168554 N/A
1 B96XXX 876112 876772 876773 876746 - - 168554 N/A
1-1/4 B96XXX 876112 876772 876773 876746 - - 168554 N/A
1-1/2 B96XXX 876112 876772 876773 876746 - - 168554 N/A
2 B96XXX 876115 875925 875934 876748 876703 5 876683 C
2-1/2 B96XXX 876115 875925 875934 876748 876703 5 876683 C
3 B96XXX 876115 875928 875934 876748 876703 5 876683 C
4 B96XXX 876115 875925 875934 876748 876703 5 876683 C
Figure
Number
1,6
Tool Head
Assembly
Guide Bushing
For Carbon
Steeel Valves
Guide Bushing
For Stainless
3
Steel Valves
Bonnet
Torquing
Collar
Assembly
Replacement
Cutters
2
No. Of
Cutters
On Head
Assembly
4
Check
Valve
Adapter
Assembly
Torque
Group
5
Notes:
1. First three numbers indicate pressure class and bonnet seal;
remaining two numbers denote valve type and end configuration,
which have no effect on tool selection.
2. Where dashes are indicated, cutters cannot be replaced.
3. Low alloy steel valves use same tools as carbon steel valves.
12
4. Required for using bonnet torqueing collar and seal weld cutting
machine on check valves.
5. To be used to determine the number of impacts required to close
valves with impactor handles/handwheels (see page 19). “N/A”
indicates that the valve(s) have standard handwheel (non-impactor).
6. Four-digit figure number Univalves use different maintenance tools.
Please consult your Edward Valves sales representative.
Page 13

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
UNIVALVE MAINTENANCE TOOLS
(continued)
VALVES WITH “C” AND “D” PREFIX FIGURE NUMBERS*
Size
1/2 X36XXX 876112 499564 499564 876745 - - 166933 N/A
3/4 X36XXX 876112 499564 499564 876745 - - 166933 N/A
1 X36XXX 876112 499564 499564 876745 - - 166933 N/A
1-1/4 X36XXX 876114 494228 494228 876746 876703 5 166934 B
1-1/2 X36XXX 876114 494228 494228 876746 876703 5 166934 B
2 X36XXX 876115 875934 875934 876749 876703 5 166935 D
2-1/2 X36XXX 876116 875936 875936 876749 876703 7 166936 E
3 X36XXX 876116 875936 875936 876749 876703 7 166936 E
4 X36XXX 876116 875936 875936 876748 876703 7 166939 E
1/2 X66XXX 876112 499564 499564 876745 - - 166933 N/A
3/4 X66XXX 876112 499564 499564 876745 - - 166933 N/A
1 X66XXX 876112 499564 499564 876745 - - 166933 N/A
1-1/4 X66XXX 876113 875930 875930 876746 876703 3 166934 A
1-1/2 X66XXX 876113 875930 875930 876746 876703 3 166934 A
2 X66XXX 876115 875934 875934 876749 876703 5 166935 D
2-1/2 X66XXX 876116 875936 875936 876748 876703 7 166939 E
3 X66XXX 876116 875936 875936 876748 876703 7 166939 E
4 X66XXX 876116 875936 875936 876748 876703 7 166939 E
1/2 X96XXX 876112 876773 876773 876746 - - 168554 N/A
3/4 X96XXX 876112 876773 876773 876746 - - 168554 N/A
1 X96XXX 876112 876773 876773 876746 - - 168554 N/A
1-1/4 X96XXX 876112 876773 876773 876746 - - 168554 N/A
1-1/2 X96XXX 876112 876773 876773 876746 - - 168554 N/A
2 X96XXX 876115 875934 875934 876748 876703 5 876683 C
2-1/2 X96XXX 876115 875934 875934 876748 876703 5 876683 C
3 X96XXX 876115 875934 875934 876748 876703 5 876683 C
4 X96XXX 876115 875934 875934 876748 876703 5 876683 C
Figure
Number
1,6
Tool Head
Assembly
Guide Bushing
For Carbon
Steeel Valves
Guide Bushing
For Stainless
3
Steel Valves
Bonnet
Torquing
Collar
Assembly
Replacement
Cutters
2
No. Of
Cutters
On Head
Assembly
4
Check
Valve
Adapter
Assembly
Torque
Group
5
*Prefix examples: X36220 = C36220 or D36220.
Notes:
1. First three numbers indicate pressure class and bonnet seal;
remaining two numbers denote valve type and end configuration,
which have no effect on tool selection.
2. Where dashes are indicated, cutters cannot be replaced.
3. Low alloy steel valves use same tools as carbon steel valves.
4. Required for using bonnet torqueing collar and seal weld cutting
machine on check valves.
5. To be used to determine the number of impacts required to close
valves with impactor handles/handwheels (see page 19). “N/A”
indicates that the valve(s) have standard handwheel (non-impactor).
6. Four-digit figure number Univalves use different maintenance tools.
Please consult your Edward Valves sales representative.
13
Page 14

REASSEMBLY OF THE UNIVALVE
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
REASSEMBLY OF UNWELDED BONNET UNIVALVES
GENERAL: Be sure all parts are clean of dirt, rust or scale.
• Always install a new stem-disk assembly into the bonnet
if the one is damaged, e.g., the disk seat damaged or
stem scratched, worn or pitted. Make sure all dirt is
removed from old stems.
• Apply a light coating of a good high-temperature
lubricant to the bonnet-body threads, such as Bostik
Never-Seez™ – Regular Grade; stainless Univalves
should use Nickel Special Nuclear Grade. Do not use
excessive amounts, and keep it off the gasket seal faces
of unwelded Univalves.
• Next, install a new graphitic gasket seal ring – it should
always be replaced – by slipping it onto the bonnet and
placing it snugly against the off-set. A light film of oil (not
Never-Seez™) helps hold it in place.
• Slip the locking collar over the bonnet from the body end,
with the lug toward the body. Install the capscrew and
nut on the collar, but do not tighten.*
• Next carefully screw the bonnet and stem-disk assembly
into the body, making certain the disk is off the body
seat (valve is open). Using the Bonnet Torquing Collar
assembly, tighten the threads to the torque shown for
unwelded bonnet Univalves.
THIS IS VERY IMPORTANT FOR UNWELDED BONNET
UNIVALVES.
• Verify that the bonnet shoulder does not bottom out on
the body.
• Rotate the locking collar counterclockwise so the lug is
against one of the body lugs. Tighten nut to the torque
value for the yoke bolts, as shown in the next column.
• Install the packing if the original is to be replaced. See
“Packing Installation,” pg. 16.
• Making sure the stem is clean, apply a light coat of
extreme pressure grease, such as American Oil Rycon
EP-2 or equivalent on the threads. Screw the yoke onto
the stem, then onto the bonnet, turning it down snugly
against the bonnet shoulder. Lubricate and then tighten
the yoke bolt as follows:
3/8 dia. bolt 16/20 ft-lb
25/30 N-M
7/16 dia. bolt 30/35 ft-lb
45/50 N-M
• Tighten the gland bolts. IMPORTANT: per “Torque Range
for Packing Gland Bolts,” pg. 17.
• Install the handwheel or actuator. For safety reasons,
make sure the self-locking stem nut is tight on the
handwheel valves.
NOTE: Univalves with “B” prefix or no prefix have a different
type of locking collar which is installed after the bonnet has
been tightened into the body.
REASSEMBLY OF WELDED BONNET UNIVALVES
GENERAL: Be sure all parts are clean of dirt, rust or scale.
• Always install a new stem-disk assembly into the bonnet
if the old one is damaged, e.g., the disk seat is damaged
or stem scratched/worn or pitted. Make sure all dirt is
removed from old stems.
• Class 4500 welded bonnet Univalves (only) should have
both the bonnet insert and graphitic gasket seal ring
replaced. Do this by removing the stem-disk assembly
from the bonnet, placing the new bonnet insert and
graphitic gasket seal ring over the stem, then installing
the stem back into the bonnet.
• Apply a light coating of a good high-temperature
lubricant to the bonnet-body threads, such as Bostik
Never-Seez™ Regular Grade; stainless Univalves should
use Nickel Special Nuclear Grade. Do not use excessive
amounts.
• Next, carefully screw the bonnet and stem-disk assembly
into the body, making certain the disk is off the body seat
(valve is open). Apply a nominal torque, as specified on
pg. 16 for welded bonnet Univalves.
• Seal weld the bonnet; refer to pg. 18.
• Install the packing if the original is to be replaced. See
“Packing Installation,” pg. 16.
• Making sure the stem is clean, apply a light coat of
extreme pressure grease, such as American Oil Rycon
EP-2 or equivalent, on the threads. Screw the yoke onto
the stem, then onto the bonnet, turning it down snugly
against the bonnet shoulder. Lubricate and then tighten
the yoke bolt as follows:
3/8 dia. bolt 16/20 ft-lb
25/30 N-M
7/16 dia. bolt 30/35 ft-lb
45/50 N-M
• Tighten the gland bolts. IMPORTANT: per “Torque Range
for Packing Gland Bolts,” pg. 17.
• Install the handwheel or actuator. For safety reasons,
make sure the
self-locking
stem nut is tight
on handwheel
valves.
14
Page 15

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
REASSEMBLY OF THE UNIVALVE
(continued)
UNWELDED UNIVALVE BONNET GASKET TORQUES
Figure Number
36220, 36224
36228, 36264
36268, 36270
36274, 36278
66220, 66224,
66228, 66264
66268, 66270
66274, 66278
96224, 96228
96264, 96268
96274, 96278
Figure Number
B, C & D
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 4
50-60
70-80
50-60
70-80
110-120
150-165
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 4
50-60
70-80
50-60
70-80
110-120
150-165
50-60
70-80
50-60
70-80
110-120
150-165
Valve Size (No Prefix Figure Numbers)
90-105
125-145
90-105
125-145
110-120
150-165
Valve Size (Prefix B, C & D Figure Number)
90-105
125-145
90-105
125-145
110-120
150-165
140-155
190-210
260-290
355-395
430-475
585-645
260-290
355-395
400-440
545-600
430-475
585-645
260-290
355-395
400-440
545-600
430-475
585-645
400-440
545-600
400-440
545-600
430-475
585-645
X36220, X36224,
X36228, X36260
X36264, X36268
X36270, X36274
X36278
X66220, X66224
X66228, X66260,
X66264, X66268,
X66270, X66274,
X66278
X96224, X96228
X96264, X96268
X96274, X96278
*Prefix examples: X36220=B36220, C36220 or D36220.
ft-lb: Bold face numerals are feet-pounds.
N-M: Regular face numerals are in newton-meters.
70-80
95-110
70-80
95-110
110-120
150-165
70-80
95-110
70-80
95-110
110-120
150-165
70-80
95-110
70-80
95-110
110-120
150-165
140-155
190-210
90-105
125-145
110-120
150-165
140-155
190-210
90-105
125-145
110-120
150-165
260-290
355-395
260-290
355-395
430-475
585-645
400-440
545-600
400-440
545-600
430-475
585-645
400-440
545-600
400-440
545-600
430-475
585-645
400-440
545-600
400-440
545-600
430-475
585-645
15
Page 16

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
REASSEMBLY OF THE UNIVALVE
(continued)
WELDED UNIVALVE BONNET TORQUES
Figure Number
All
ft-lb: Bold face numerals are feet-pounds.
N-M: Regular face numerals are in newton-meters.
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 4
50
70
GENERAL: Be sure all parts are clean of dirt, rust or scale.
Packing Installation
If the Univalve packing was sealing well and has not been
removed, it can be reused. However, if leaking, or if it has
been removed from the bonnet, it should be replaced. We
recommend packing be purchased from Edward Valves
to assure packing with the proper density and corrosion
inhibitors is always used.
IMPORTANT: Long service life from modern graphitic
packing requires that adequate preloads be applied when
repacking.
• All parts should be clean and not scored or pitted,
especially the stem.
• The stem, disk and bonnet should be in the valve prior
to installing the new packing.
• Position split packing with the ends of adjacent rings
rotated 90°.
• Standard packing:
– Top Ring: Braided Carbon Fiber Ring
Note: Class 4500 valves use two (2) top rings
– Center Ring: Flexible Graphite Ring
– Bottom Ring: Same as top (Class 4500 has only one
[1] ring on bottom).
• Clean and lubricate the gland screws.
• Tamp the packing down by hand using the gland.
• IMPORTANT: Apply the recommended torque to
the gland bolts evenly without cocking the gland.
See pg. 15 for torques.
• Stroke the stem and then recheck the torque on the
gland bolts.
Valve Size
100
135
Packing Chamber Schematic
16
Page 17

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
REASSEMBLY OF THE UNIVALVE
TORQUE RANGE FOR PACKING GLAND BOLTS
Figure Number
36120, 36124,
36128, 36164,
36168
36220, 36224
36228, 36264,
36368
66120, 66124,
66128, 66164,
66168
66220, 66224,
66228, 66264,
66268
96124, 96128,
96164, 96168
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 4
8-13
11-18
8-13
11-18
9-14
12-19
9-14
12-19
18-23
24-31
8-13
11-18
8-13
11-18
9-14
12-19
9-14
12-19
18-23
24-31
(continued)
10-15
14-20
8-13
11-18
11-16
15-22
9-14
12-19
18-23
24-31
Valve Size (No Prefix Figure Numbers)
19-24
26-33
19-24
26-33
21-26
29-35
21-26
29-35
25-30
34-41
18-23
24-31
19-24
26-33
21-26
29-35
21-26
29-35
25-30
34-41
23-28
31-38
18-23
24-31
30-35
41-47
30-35
41-47
63-72
85-98
26-31
35-42
27-32
37-43
41-47
56-64
41-47
56-64
63-72
85-98
26-31
35-42
27-32
37-43
41-47
56-64
41-47
56-64
63-72
85-98
37-42
50-57
37-42
50-57
41-47
56-64
41-47
56-64
63-72
85-98
96224, 96228,
96264, 96268
Figure Number B,
C & D*
X36120, X36124,
X36128, X36160,
X36164, X36168,
X36220, X36224,
X36228, X36264,
X36268
X66120, X66124,
X66128, X66160,
X66164, X66168,
X66220, X66224
X66228, X66264,
X66268
X96124, X96128,
X96164, X96168,
X96224, X96228,
X96264, X96268
18-23
24-31
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 4
10-15
14-20
13-18
18-24
22-27
30-37
18-23
24-31
10-15
14-20
13-18
18-24
22-27
30-37
18-23
24-31
10-15
14-20
13-18
18-24
22-27
30-37
25-30
34-41
Valve Size (Prefix B, C & D Figure Number)
21-26
29-35
21-26
29-35
22-27
30-37
25-30
34-41
21-26
29-35
21-26
29-35
22-27
30-37
63-72
85-98
33-38
45-52
38-43
52-58
63-72
85-98
63-72
85-98
37-42
50-57
41-47
56-64
63-72
85-98
63-72
85-98
37-42
50-57
41-47
56-64
63-72
85-98
63-72
85-98
37-42
50-57
41-47
56-64
63-72
85-98
*Prefix examples: X36220=B36220, C36220 or D36220.
ft-lb: Bold face numerals are feet-pounds.
N-M: Regular face numerals are in newton-meters.
17
Page 18

REPLACING THE SEAL WELD UNIVALVES
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
A105 AND F22 UNIVALVES
Seal weld of A105 (Carbon) and F22 (Low-alloy) Univalves
are made using a “Fillet” weld.
RE-WELDING
• To allow welding gases to escape, do not fully seat or
backseat valve.
• Weld surfaces shall be clean and dry.
• Preheat to 300°F – 400°F.
• Weld A105 Univalves with SFA 5.1 E7018 electrodes and
F22 Univalves with SFA 5.5 E9018-B3 electrodes.
• Deposit weld metal to meet dimensions shown in table
below.
Univalve Size Min. Leg
1-1/2 and smaller 3-16 1/8 2
2 (except Class 4500) 1/4 3/16 2
2 (Class 4500 and valves over 2) 3/8 1/4 2
Min.
Throat
Min.
Passes
F316 AND F347 UNIVALVES
JOINT
Seal welds of F316, F316L and F347 (Stainless Steel)
Univalves are made using a “Canopy” weld.
• Univalves should be prepared for the Joint design shown
below.
RE-WELDING
• To allow welding gases to escape, do not fully seat or
backseat the valve.
• Weld surfaces shall be clean and dry.
• Preheat to 70°F – 150°F.
• Maintain an interpass temperature of 350°F maximum.
• Weld F316 Univalves using SFA 5.9 ER316L bare rod,
F316L Univalves using SFA 5.9 ER308L bare rod and
F347 Univalves using SFA 5.9 ER347 bare rod.
• Deposit weld metal to meet dimensions shown in sketch
below.
18
Page 19

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
OPERATIONAL RECOMMENDATIONS
RECOMMENDED CLOSING TORQUES
To assure long seat life and seat tightness, it is very
important to close the Univalve with enough seat
stress/stem load.
The torques in this table should be applied when closing
against the maximum (100°F) valve pressure. The impactor
handle/handwheel performance chart on pg. 20 will achieve
these stem loads.
Overtorquing can, on the other hand, damage seats and
bend stems, so torques greatly in excess of these should
not be applied.
MINIMUM TORQUE FOR CLOSING VALVES — FT-LB ON MAIN SEAT (Do Not Apply This Load to Backseats.)
Figure Number
36120, 36124,
36128, 36160
36164, 36168
36220, 36224,
36228, 36260,
36264, 36268
66120, 66124,
66128, 66160,
66164, 66168
66220, 66224,
66228, 66260,
66264, 66268
96124, 96128,
96164, 96168
96224, 96228,
96264, 96268
All Valves With Five-Digit Figure Numbers
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 4
30 30 30 95 95 155 275 275 275
30 30 30 95 95 155 275 275 275
45 45 45 85 85 230 395 395 395
45 45 45 85 85 230 395 395 395
70 70 70 70 70 350 350 350 350
70 70 70 70 70 350 350 350 350
Torques are for valves with stem packing tightened – see page 17.
19
Page 20

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
Impactor
OPERATIONAL RECOMMENDATIONS
(continued)
Correct Use of Impactor Handles/Handwheels to Close Applicable Univalves (Sizes 1-1/4 Through 4)
IMPACTOR HANDLE/HANDWHEELS
Impactor handle/handwheels increase the closing
effectiveness and eliminate the need for cheater bars.
Impactor handles/handwheels used on Edward Univalves
have the proven ability to achieve tight sealing, eliminating
leakage past the seats.They allow the recommended stem
loads on pg. 19 to be easily achieved.
Since they are smaller in diameter than standard
handwheels, they must be impacted multiple times to
The values listed in the chart below are based on a standard
rating for the ability of plant personnel to accelerate the
handle/handwheel against the the stem adaptor. In addition,
these values assume that all parts are in good working
order (no binding or heavy dirt build-up on stem). The
figures given represent the minimum number of required
impacts, and exceeding them will not damage valves.
Failure to close these valves tightly, on the other hand, will
cause leakage, with resulting degradation of the sealing
surfaces over time.
develop the required torque. The number of impacts
required depends upon the size of the handle/handwheel,
the stem and seat size, and the differential pressure against
which the valve is being closed.
IMPACTOR HANDLE/HANDWHEEL PERFORMANCE CHART
Maximum Shut-Off Pressure < 1000 PSIG
Maximum Shut-Off Pressure < 1500 PSIG
Maximum Shut-Off Pressure < 2000 PSIG
Maximum Shut-Off Pressure < 3000 PSIG
Maximum Shut-Off Pressure < 3500 PSIG
Maximum Shut-Off Pressure < 4000 PSIG
3
Maximum Shut-Off Pressure < 2500 PSIG
22
2
20
18
16
14
12
10
8
6
4
Number of Impacts Required for Tight Closure
2
0
Torque Group A
1
Torque Group B
1
Torque Group C
1
Torque Group D
1
Torque Group E
1
1.) See pages 10–13 for identification of torque groups A through E.
2.) Number of impacts listed are “minimum” values for corresponding shut-off pressure range.
3.) For shut-off pressures greater than 4000 PSIG, double the number of impacts recommended at 4000 PSIG for the applicable valve group.
22
20
18
16
14
12
10
8
6
4
2
0
20
Page 21

GENERAL INFORMATION
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
WARNING
The Edward Univalve® is not provided with a pressure
relief device. A pressure relief device must be provided
elsewhere in the piping system to prevent the piping system
pressure from exceeding the maximum rated pressure of
the Univalve.
CONVERTING UNIVALVES
Welded bonnet carbon steel and F22 Univalves, Class 1690
and 2680, can be converted to unwelded types by removing
the seal weld and bonnet, and adding a graphitic gasket and
a locking collar to assure the bonnet will remain locked to
the body. Torque the bonnet per pg. 15.
Unwelded bonnet carbon steel and F22 Univalves, Class
1690 and 2680, can be converted to welded types by adding
a seal weld. Edward Valves does not recommend adding
a seal weld to Univalves with the graphitic bonnet gasket
installed, because of the possibility of over-pressurizing the
threaded region with fluid trapped between the seal weld
and graphitic gasket; remove the gasket before welding.
WELDING UNIVALVES INTO PIPING
WeIding is outside the scope of this manual, but Edward
recommends you consult the appropriate welding
procedure in ASME/ANSI B31, or whatever other codes
apply to your system. When welding Univalves into piping,
make sure there is no foreign material on the seat joint, then
close the valve tightly to approximately 50% of the torque
values in the chart on pg. 19, to avoid distorting the seats.
During subsequent stress relief of the welds, leave the
valve closed to avoid distorting the valve seat. Also, during
stress relief, assure that the valve upperstructure is not
overheated. After welding, open the valve and flush the line
to clean out all foreign matter.
PIPING SUPPORT
Piping should be supported sufficiently to preclude
excessive end loads on the valve.
VALVE INSTALLATION GUIDELINES
Except as noted below, Univalve stop valves and check
valves with springs can be installed in any position.
Installed positions with the valve cover or bonnet below
horizontal, where dirt and scale can accumulate in the valve
neck, should be avoided.
For optimum performance, the orientation limits shown in
Figures 1 and 2 should be observed, even for spring-loaded
check valves.
The orientation limits shown in Figures 1 and 2 must not be
exceeded for Univalve Stop-Check valves and Check valves
without springs. The limitations given for line inclination
and bonnet roll angle should not be combined.
All Check and Stop-Check valves should be installed with
10 or more diameters of straight pipe upstream of the valve
to minimize flow disturbances. For additional information,
refer to the “Technical” section of the Flowserve-Edward
catalog FCD EVENCT0001 or FCD EVENCT0002.
Figure 1
45° Inclined Bonnet Piston-Lift Check Valves
Maximum Check Valve Orientation Limits
Figure 2
Angle Piston-Lift Check Valves
Orientation Limits
21
Page 22

EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
GENERAL INFORMATION
NOTES ON VALVE OPERATION
Valves equipped with electric motor actuators have special
tags attached which indicate the correct torque switch
setting for the valve. Exceeding these torque switch settings
can cause damage to the valve.
Never use an electric motor actuator to backseat a valve.
This can result in damage to the valve stem and bonnet
backseat.
NOTES ON VALVE MAINTENANCE
When replacing the bonnet gasket in the unwelded Univalve,
follow the torque requirements on page 15 closely. Failure
to torque the gasket properly will result in gasket failure.
When replacing the valve stem packing, never machine the
packing chamber oversize. This will result in blowout of the
packing.
LUBRICATION
In order to obtain full service life, valves require periodic
lubrication of the stem threads. Exposed threads should be
wiped clean of old grease and accumulated dirt and fresh
lubricant applied. This is most effectively done with the
valve in the closed position.
For valves that see frequent operation, such as motor
actuated, the lubricant should be replenished every three
months. If extreme service conditions dictate, a more
frequent re-lube schedule is recommended. Motor actuated
valves have a lubricant fitting at the yoke flange.
The recommended lubricant for all stem threads is Rykon
EP #2, manufactured by the American Oil Company. This
is an extreme pressure, extreme temperature lubricant
of high quality. For vaIves that are operated infrequently,
relubrication should be at least once a year.
(continued)
SEAT AND DISK JOINT LEAKS
A leak existing between the seat and disk of a closed valve
might be indicated by one of the following: a definite
pressure loss in the high-pressure side of the valve;
continued flow through an inspection drain on the lowpressure side; or, in hot water or steam lines, a downstream
pipe that remains hot beyond the usual length of time and
conductivity range.
Such a leak may be the result of closing on dirt, scale
or other foreign matter in the line. It may also develop
because of the operator’s failure to close the valve tightly.
An increased velocity is imparted to a flow forced through
a very small opening. This increased velocity subsequently
gives rise to the “cutting” of both disk and seat, particularly
by particles of line scale or rust in suspension or normal
solids in solution. In spite of the fact that the hard surfaced
material on the seat and disk is corrosion and erosion
resistant, grooves, pit marks, or other surface irregularities
may be formed on the seat and disk joint surfaces when
the disk is closed against a foreign body on the seat. This
sometimes occurs during the initial startup of a piping
system.
Leakage of steam through a valve which is badly steam
cut has a whistling or sonorous sound. If the valve is
only slightly steam cut, however, leakage is identified by
subdued gurgling or weakly popping sounds. These sounds
can be heard through a stethoscope or by placing one end
of a stick against the valve body while holding the other end
between the teeth, with hands over the ears.
HOW TO ORDER PARTS
During normal working hours, call 800/225-6989 or
919/832-0525. To assure the correct parts for your
Univalve, include the valve size, the figure number ñ
including any prefix and/or suffixes and if available, the
B/M number. All nuclear valves require the B/M number to
properly identify your Univalve.
This information is located on the valve nameplate. The
nameplate is attached to a yoke leg via a cable. If the
nameplate is inaccessible, you can use your Edward sales
drawing; please include the drawing number as well.
22
Page 23

NOTES
EDWARD UNIVALVE USER INSTRUCTIONS ENGLISH 12-13
23
Page 24

FLOWSERVE CORPORATION
FLOW CONTROL DIVISION
Edward Valves
1900 South Saunders Street
Raleigh, NC 27603 USA
Toll-Free Telephone Service
(U.S. and Canada)
Day: 800 225 6989
After-Hours Customer Service
1 800 543 3927
U.S. Sales Offices
Phone: 919 832 0525
Fax: 919 831 3369
Visit Our Website
www.edwardvalves.com
For more information about Flowserve Corporation,
contact www.flowserve.com or call USA 1-800-225-6989.
FCD EVENIM2000-02 (E) 12/13 © 2013 Flowserve Corporation.
Flowserve Corporation has established industry leadership in the design and manufacture of its products. When properly selected, this Flowserve product is designed to perform
its intended function safely during its useful life. However, the purchaser or user of Flowserve products should be aware that Flowserve products might be used in numerous
applications under a wide variety of industrial service conditions. Although Flowserve can (and often does) provide general guidelines, it cannot provide specific data and warnings
for all possible applications. The purchaser/user must therefore assume the ultimate responsibility for the proper sizing and selection, installation, operation, and maintenance of
Flowserve products. The purchaser/user should read and understand the Installation Operation Maintenance (IOM) instructions included with the product, and train its employees
and contractors in the safe use of Flowserve products in connection with the specific application.
While the information and specifications contained in this literature are believed to be accurate, they are supplied for informative purposes only and should not be considered
certified or as a guarantee of satisfactory results by reliance thereon. Nothing contained herein is to be construed as a warranty or guarantee, express or implied, regarding any
matter with respect to this product. Because Flowserve is continually improving and upgrading its product design, the specifications, dimensions and information contained herein
are subject to change without notice. Should any question arise concerning these provisions, the purchaser/user should contact Flowserve Corporation at any one of its worldwide
operations or offices.
© 2013 Flowserve Corporation, Irving, Texas, USA. Flowserve is a registered trademark of Flowserve Corporation.
flowserve.com
 Loading...
Loading...