

Page 1

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ОБРАЗОВАНИЯ «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
им. Н. П. ОГАРЁВА»
ПРОГРАММИРОВАНИЕ СИСТЕМЫ ЧПУ
FANUC 21
(ТОКАРНАЯ ОБРАБОТКА)
УЧЕБНОЕ ПОСОБИЕ
САРАНСК
ИЗДАТЕЛЬСТВО МОРДОВСКОГО УНИВЕРСИТЕТА
2018
Page 2

УДК 621.9.06-529.004.1(075)
П 784
Программирование системы ЧПУ FANUC 21 (Токарная
обработка) : учеб. пособие [Электронный ресурс] / С. Ю. Калякулин,
С. П. Кудаев, А. П. Мартышкин [и др.]– Саранск : Изд-во Мордов. унта, 2018. – 3,5 Мб.
ISBN 978-5-7103-3568-0
В пособии рассматриваются вопросы, связанные с разработкой
управляющих программ для современных систем числового программного
управления (ЧПУ) на базе системы ЧПУ FANUC 21. Материал размещен в
последовательности, обеспечивающей оптимальную работу студентов над
выполнением курса лабораторных работ, предусмотренных учебными планами
для механических и технологических специальностей вузов.
Предназначено для студентов, обучающихся по направлению подготовки
15.03.05 «Конструкторско-технологическое обеспечение машиностроительных
производств», профилей «Технология машиностроения», «Металлообрабатывающие станки и комплексы», «Конструкторско-технологическая
информатика. САПР». Пособие будет полезно студентам и инженернотехническим работникам, занимающимся вопросами разработки управляющих
программ для систем ЧПУ.
ISBN 978-5-7103-3568-0
© Калякулин С. Ю., Кудаев С. П.,
Мартышкин А. П., 2018
© ФГБОУ ВО «МГУ
им. Н. П. Огарёва», 2018
© Оформление. Издательство
Мордовского университета, 2018
ББК 397
П 784
А в т о р ы:
Калякулин С. Ю. – кандидат технических наук, доцент кафедры технологии
машиностроения ФГБОУ ВО «МГУ им. Н. П. Огарёва»;
Кудаев С. П. – кандидат физико-математических наук, доцент кафедры технологии
машиностроения ФГБОУ ВО «МГУ им. Н. П. Огарёва»;
Мартышкин А. П. – кандидат технических наук, доцент кафедры конструкторско-
технологической информатики ФГБОУ ВО «МГУ им. Н. П. Огарёва»;
Митин Э. В. – кандидат технических наук, доцент кафедры технологии
машиностроения ФГБОУ ВО «МГУ им. Н. П. Огарёва»;
Сульдин С. П. – кандидат технических наук, заведующий кафедрой технологии
машиностроения ФГБОУ ВО «МГУ им. Н. П. Огарёва»
Р е ц е н з е н т ы:
Комаров В. А., доктор технических наук, профессор кафедры технического
сервиса машин ФГБОУ ВО «МГУ им. Н. П. Огарёва»;
Ахмеров Н .Р., директор филиала ФГБОУ ВО «Самарский государственный
университет путей сообщений» в г. Рузаевке
Учебное издание
КАЛЯКУЛИН Сергей Юрьевич, КУДАЕВ Сергей Петрович,
МАРТЫШКИН Анатолий Петрович и др.
ПРОГРАММИРОВАНИЕ СИСТЕМЫ ЧПУ FANUC 21
(ТОКАРНАЯ ОБРАБОТКА)
Издательство Мордовского университета
430005, г. Саранск, ул. Советская, 24
Учебное пособие
Page 3

СОДЕРЖАНИЕ
1. Особенности обработки деталей на станках с ЧПУ
1.1. Обработка деталей на станках с ЧПУ
1.2. Основные термины и понятия
1.3. Классификация устройств ЧПУ
1.4. Языки программирования обработки заготовок на станках с ЧПУ
(стойки ЧПУ)
2. Описание стойки ЧПУ ЕМСО Fanuc 21 ТВ (Токарная обработка)
2.1. Описание клавиш
2.2. Рабочие режимы
2.3. Базовые точки для токарных станков
2.4. Смещение нуля
2.5. Измерение данных резца
2.6. Система координат
2.7. Ввод программы
2.8. Выполнение программ
3. Программирование токарной обработки на стойке ЧПУ Fanuc 21 ТВ23
3.1. Структура программы
3.2. Вспомогательные функции М
3.3. Обзор команд G
3.4. Описание G команд
4. Гибкое программирование
5. Пример составления управляющей программы
6. Порядок выполнения и оформления контрольных работ
6.1. Программирование технологической обработки на токарном станке
со стойкой ЧПУ Fanuc 21
7. Приложения
Список литературы
Page 4

1. Особенности обработки деталей на станках с ЧПУ
1.1. Обработка деталей на станках с ЧПУ
На сегодняшний день практически каждое предприятие, занимающееся
механической обработкой, имеет в своем распоряжении станки с числовым
программным управлением (ЧПУ). Станки с ЧПУ выполняют все те же
функции, что и обычные станки с ручным управлением, однако перемещения
исполнительных органов этих станков управляются электроникой. В чем же
основное преимущество станков с ЧПУ и почему все большее число
предприятий предпочитает вкладывать деньги именно в современное
оборудование с автоматическим управлением, а не покупать относительно
дешевые универсальные станки?
Первым очевидным плюсом от использования станков с ЧПУ является
более высокий уровень автоматизации производства. Случаи
вмешательства оператора станка в процесс изготовления детали сведены к
минимуму. Станки с ЧПУ могут работать практически автономно, день за днем,
неделю за неделей, выпуская продукцию с неизменно высоким качеством. При
этом главной заботой станочника-оператора являются в основном
подготовительно-заключительные операции: установка и снятие детали,
наладка инструмента и т.д. В результате один работник может обслуживать
сразу несколько станков.
Вторым преимуществом является производственная гибкость. Это
значит, что для обработки разных деталей нужно всего лишь заменить
программу. А уже проверенная и отработанная программа может быть
использована в любой момент и любое число раз.
Третьим плюсом является высокая точность и повторяемость
обработки. По одной и той же программе вы сможете изготовить с требуемым
качеством тысячи практически идентичных деталей. Ну и наконец, числовое
программное управление позволяет обрабатывать такие детали, которые не
возможно изготовить на обычном оборудовании. Эго детали со сложной
пространственной формой, например, штампы и пресс-формы.
Стоит отметить, что сама методика работы по программе позволяет более
точно предсказывать время обработки некоторой партии деталей и
соответственно более полно загружать оборудование.
Станки с ЧПУ стоят достаточно дорого и требуют больших затрат на
установку и обслуживание, чем обычные станки. Тем не менее, их высокая
производительность легко может перекрыть все затраты при грамотном
использовании и соответствующих объемах производства.
Page 5

Числовое программное управление (ЧПУ) – это автоматическое
управление станком при помощи компьютера (который находится внутри
станка) и программы обработки (управляющей программы). До изобретения
ЧПУ управление станком осуществлялось вручную или механически.
Осевыми перемещениями станка с ЧПУ руководит компьютер, который
читает управляющую программу (УП) и выдает команды соответствующим
двигателям. Двигатели заставляют перемещаться исполнительные органы
станка – рабочий стол или колонну со шпинделем. В результате производится
механическая обработка детали. Датчики, установленные на направляющих,
посылают информацию о фактической позиции исполнительного органа
обратно в компьютер. Эго называется обратной связью. Как только компьютер
узнает о том, что исполнительный орган станка находится в требуемой
позиции, он выполняет следующее перемещение. Такой процесс продолжается
пока чтение управляющей программы не подойдет к концу.
По своей конструкции и внешнему виду станки с ЧПУ похожи на обычные
универсальные станки. Единственное внешнее отличие этих двух типов станков
заключается в наличие у станка с ЧПУ устройства числового программного
управления (УЧПУ), которое часто называют стойкой ЧПУ.
1.2. Основные термины и понятия
Числовое программное управление станком (ЧПУ) (Numerical control of
machine) – управление обработкой заготовки на станке по управляющей
программе, в которой данные заданы в цифровой форме.
Позиционное ЧПУ (Positioning control) – числовое программное
управление станком, при котором перемещение его рабочих органов
происходит в заданные точки, причем траектории перемещения не задаются.
Контурное ЧПУ (Contouring control) – числовое программное
управление станком, при котором перемещение его рабочих органов
происходит по заданной траектории и с заданной скоростью для получения
необходимого контура обработки.
Адаптивное ЧПУ (Adaptive control) – числовое программное управление
станком, при котором обеспечивается автоматическое приспособление
процесса обработки заготовки к изменяющимся условиям обработки по
определенным критериям.
Групповое ЧПУ (Direct numerical control – DNC) – числовое программное
управление группой станков от ЭВМ, имеющей общую память для хранения
управляющих программ, распределяемых по запросам от станков.
Устройство числового программного управления станком (УЧПУ)
(Numerical control) – устройство, выдающее управляющие воздействия на
Page 6

исполнительные органы станка в соответствии с управляющей программой и
информацией о состоянии управляемого объекта.
Аппаратное устройство числового программного управления станком
(Numerical control – NC) – устройство числового программного управления
станком, алгоритмы работы которого реализуются схемным путем и не могут
быть изменены после изготовления устройства.
Программируемое устройство числового программного управления
станком (Computerized numerical control – CNC) – устройство числового
программного управления станком, алгоритмы работы которого реализуются с
помощью программ, вводимых в его память, и могут быть изменены после
изготовления устройства.
Система числового программного управления станком (СЧПУ)
(Control system) – совокупность функционально взаимосвязанных и
взаимодействующих технических и программных средств, обеспечивающих
числовое программное управление станком.
Автоматическая работа системы (устройства) числового
программного управления станком (Mode of operation, automatic) -
функционирование СЧПУ (УЧПУ), при котором отработка управляющей
программы происходит с автоматической сменой кадров управляющей
программы.
Работа системы числового программного управления станком с
пропуском кадров (Block skip) – автоматическая работа СЧПУ (УЧПУ), при
которой не отрабатываются кадры управляющей программы, обозначенные
символом «Пропуск кадра».
Покадровая работа системы (устройства) числового программного
управления станком (Mode of operation, single block) – функционирование
СЧПУ (УЧПУ), при котором отработка каждого кадра управляющей
программы происходит только после воздействия оператора.
Работа системы (устройства) числового программного управления
станком с ручным вводом данных (Manual data input – MDI) –
функционирование СЧПУ (УЧПУ), при котором набор данных, ограниченный
форматом кадра, производится вручную оператором на пульте.
Работа системы числового программного управления станком с
ручным управлением (Mode of operation, manual) – функционирование СЧПУ
(УЧПУ), при котором оператор управляет станком с пульта без использования
числовых данных.
Зеркальная отработка системы (устройства) числового программного
управления станком (Machine program mirror execution) – функционирование
СЧПУ (УЧПУ), при котором рабочие органы станка перемещаются по
Page 7

траектории, представляющей собой зеркальное отображение траектории,
записанной в управляющей программе.
Управляющая программа (УП) – совокупность команд на языке
программирования, соответствующая заданному алгоритму функционирования
станка по обработке конкретной заготовки.
Кадр УП – составляющая часть управляющей программы, вводимая и
отрабатываемая как единое целое и содержащая не менее одной команды.
Слово УП – составляющая часть кадра управляющей программы,
содержащая данные о параметре процесса обработки заготовки и (или) другие
данные по выполнению управления.
Адрес УП – часть слова управляющей программы, определяющая
назначение следующих за ним данных, содержащихся в этом слове.
Номер кадра УП – слово в начале кадра, определяющее
последовательность кадров в управляющей программе.
Формат кадра УП – условная запись структуры и расположения слов в
кадре управляющей программы с максимальным числом слов.
Главный кадр УП – кадр управляющей программы, содержащий все
данные, необходимые для возобновления процесса обработки заготовки после
его перерыва (главный кадр управляющей программы обозначают
специальным символом).
Абсолютный размер – линейный или угловой размер, задаваемый в
управляющей программе и указывающий положение точки относительно
принятого нуля отсчета.
Размер в приращении – линейный или угловой размер, задаваемый в
управляющей программе и указывающий положение точки относительно
координат точки предыдущего положения рабочего органа станка.
Ускоренная отработка – автоматическая работа СЧПУ (УЧПУ), при
которой предусмотренные в управляющей программе скорости подач
автоматически заменяются на ускоренную подачу.
Нулевая точка станка – точка, принятая за начало системы координат
станка.
Исходная точка станка – точка, определенная относительно нулевой
точки станка и используемая для начала работы по управляющей программе.
Фиксированная точка станка – точка, определенная относительно
нулевой точки станка и используемая для определения положения рабочего
органа станка.
Точка начала обработки – точка, определяющая начало обработки
конкретной заготовки.
Page 8

Нулевая точка детали – точка на детали, относительно которой заданы
ее размеры.
Плавающий нуль – свойство СЧПУ (УЧПУ) помещать начало отсчета
перемещения рабочего органа в любое положение относительно нулевой точки
станка.
Дискретность задания перемещения – минимальное перемещение или
угол поворота рабочего органа станка, которые могут быть заданы в
управляющей программе.
Дискретность отработки перемещения – минимальное перемещение
или угол поворота рабочего органа станка, контролируемое в процессе
управления.
Максимальное программируемое перемещение – наибольшее
перемещение рабочего органа станка, которое может быть задано в одном кадре
управляющей программы.
1.3. Классификация устройств ЧПУ
К УЧПУ сходятся все нити управления автоматическими механизмами
станка. Конструктивно УЧПУ выполнено как автономный электронный агрегат,
имеющий устройство ввода УП, вычислительную часть, электрический канал
связи с автоматическими механизмами станка.
Внешний вид УЧПУ во многом определен панелью управления, с которой
осуществляется выбор одного из следующих режимов управления станком:
ручной, наладка, полуавтоматический, автоматический; производится
исправление программы в период ее отладки, вводится коррекция, ведется
контроль за выполнением команд и наблюдение за правильной работой станка
и самого устройства ЧПУ и др. Панель управления (пульт) УЧПУ, в свою
очередь, определяется системой программирования, принятой для данного
устройства, характерными признаками принятой системы программного
управления, классом СЧПУ.
В соответствии с международной классификацией все УЧПУ по уровню
технических возможностей делятся на следующие основные классы: NC
(Numerical Control); SNC (Stored Numerical Control); CNC (Computer Numerical
Control); DNC (Direct Numerical Control); HNC (Handled Numerical Control);
VNC (Voise Numerical Control); РСNC (Personal Computer Numerical Control) .
Структурно-информационный анализ этих систем достаточно сложен, хотя
позволяет выделить в них наличие определенных функциональных элементов и
информационных каналов. Классификация для реальных УЧПУ также является
условной, поскольку реализация функций ЧПУ может быть такой, что
реальный вариант системы управления представляет собой синтез отдельных
Page 9

признаков систем разных классов. Особенно это относится к УЧПУ с
признаками класса DNC, которые реализуются как системы классов DNC-NC,
DNC-SNC, DNC-CNC и др. к УЧПУ класса CNC, которые реализуются как
системы VNC, CNC-HNC и др.
Системы классов NC и SNC. Станки, оснащенные УЧПУ классов NC и
SNC, в настоящее время еще имеются в практике предприятий, но выпуск
систем этих классов уже прекращен. Это наиболее простые системы
управления с ограниченным числом информационных каналов. В составе этих
систем отсутствует оперативная ЭВМ, и весь поток информации обычно
замыкается на уровне 3-го ранга. Внешним признаком УЧПУ классов NC и
SNC является способ считывания и отработки УП.
Системы класса NC. В системах класса NC принято покадровое чтение
перфоленты на протяжении цикла обработки каждой заготовки. Системы
класса NC работают в следующем режиме. После включения станка и УЧПУ
читаются первый и второй кадры программы. Как только заканчивается их
чтение, станок начинает выполнять команды первого кадра. В это время
информация второго кадра программы находится в запоминающем устройстве
УЧПУ. После выполнения первого кадра станок начинает отрабатывать второй
кадр, который для этого выводится из запоминающего устройства. В процессе
отработки станком второго кадра система читает третий кадр программы,
который вводится в освободившееся от информации второго кадра
запоминающее устройство, и т.д.
Основным недостатком рассмотренного режима работы является то, что
для обработки каждой следующей заготовки из партии системе ЧПУ
приходится вновь читать все кадры перфоленты, в процессе такого чтения
нередко возникают сбои из-за недостаточно надежной работы считывающих
устройств УЧПУ. В результате отдельные детали из партии могут оказаться
бракованными. Кроме того, при таком режиме работы перфолента быстро
изнашивается и загрязняется, что еще более увеличивает вероятность сбоев при
чтении. Наконец, если в кадре записаны действия, которые станок выполняет
очень быстро, то УЧПУ за это время может не успеть прочитать следующий
кадр, что также ведет к сбоям.
В настоящее время УЧПУ класса NC уже не выпускаются.
Системы класса SNC. Эти системы сохраняют все свойства систем класса
NC, но отличаются от них увеличенным объемом памяти. Системы класса SNC
позволяют прочитать все кадры программы и разместить информацию в
запоминающем устройстве большой емкости. Перфолента читается только один
раз перед обработкой всей партии одинаковых деталей и поэтому мало
изнашивается. Все заготовки обрабатываются по сигналам из запоминающего
Page 10

устройства, что резко уменьшает вероятность сбоев, а, следовательно, и брак
деталей. В настоящее время УЧПУ класса SNC уже не выпускаются. Однако
схема работы этих систем является очень показательной и определяет существо
программного управления. При работе станка, управляемого системой NC или
SNC, кодированная программа вводится на перфоленте. Кроме того, отдельные
команды могут быть введены с пульта управления УЧПУ или с панели
управления станком. Информация с перфоленты через блоки ввода и
декодирования поступает в память. При работе станка в автоматическом
режиме команды программы, обработанные интерполятором, через блоки
управления поступают к приводам. Скорость приводов регулируется по данным
системы обратной связи, а перемещения для приводов подач - по данным
путевых датчиков перемещения ПД
Системы классов CNC, DNC, HNC. Развитие вычислительной техники,
уменьшение габаритов ее элементов, расширение функциональных
возможностей позволило создать УЧПУ на базе ЭВМ, установив, мощную
вычислительную технику прямо к станку в производственные цеха. Новые
системы совместили функции управления станком и решение почти всех задач
подготовки УП.
Системы класса CNC. В системах класса CNC возможно в период
эксплуатации изменять и корректировать как УП обработки детали, так и
программы функционирования самой системы в целях максимального учета
особенностей данного станка. Каждая из выполняемых функций
обеспечивается своим комплексом подпрограмм. Подпрограммы увязываются
общей координирующей программой-диспетчером, осуществляющей гибкое
взаимодействие всех блоков системы.
В запоминающее устройство системы CNC УП может быть введена
полностью не только с дискеты или по каналу внешней связи, но и отдельными
кадрами — вручную с пульта УЧПУ. В кадрах программы могут записываться
не только команды на задания отдельных движений рабочих органов, но и
команды, задающие целые группы движений, называемые постоянными
циклами, которые хранятся в запоминающем устройстве СПУ. Ряд систем
имеет библиотеку типовых программ, встроенную САП и т.д. Это приводит к
резкому уменьшению числа кадров УП, к сокращению сроков ее подготовки и
повышению надежности работы станка.
Системы класса CNC позволяют достаточно просто выполнять в режиме
диалога доработку и отладку УП и их редактирование, используя ручной ввод
информации и вывод ее на дисплей, а также получить отредактированную и
отработанную программу на магнитном диске (дискете) и т.п. В процессе
работы допускаются самые различные виды коррекций.
Page 11

Достоинства систем класса CNC: низкая стоимость, малые габариты,
высокая надежность, многие УЧПУ этого класса имеют математическое
обеспечение, с помощью которого можно учитывать и автоматически
корректировать постоянные погрешности станка и тем самым влиять на
совокупность причин, определяющих точность обработки, использование
систем контроля и диагностики повышает надежность и работоспособность
станков с УЧПУ класса CNC.
Системы класса DNC. Системами класса DNC можно управлять
непосредственно по приводам от центральной ЭВМ, минуя считывающее
устройство станка. Однако наличие ЭВМ не означает, что необходимость в
УЧПУ у станков полностью отпадает. В одном из наиболее распространенных
вариантов систем DNC каждый вид оборудования на участке сохраняет свои
УЧПУ классов NC, SNC, CNC. Нормальным для такого участка является режим
работы с управлением от ЭВМ, но в условиях временного выхода из строя
ЭВМ такой участок сохраняет работоспособность, поскольку каждый вид
оборудования может работать с помощью дискеты, подготовленной заранее на
случай аварийной ситуации.
В функции DNC входит управление и другим оборудованием
автоматизированного участка, например автоматизированным складом,
транспортной системой и промышленными роботами, а также решение
некоторых организационно-экономических задач планирования и
диспетчирования работы участка. Составной частью программноматематического обеспечения DNC может быть специализированная система
автоматизации подготовки УП. Редактирование УП в DNC возможно на
внешней ЭВМ, на которой ведется автоматизированная подготовка УП, на
ЭВМ, управляющей группой станков, и на ЭВМ, встроенной в УЧПУ
конкретного станка. Во всех случаях подготовленные и отредактированные УП
для оборудования участка хранятся в памяти ЭВМ управляющей группой
станков, откуда они передаются на станки по каналам связи.
Системы класса НNC. Оперативные УЧПУ класса HNC позволяют
ручной ввод программ в электронную память ЭВМ УЧПУ непосредственно
прямо с ее пульта. Программа, состоящая из достаточно большого числа
кадров, легко набирается и исправляется с помощью клавиш или
переключателей на пульте УЧПУ. После отладки она фиксируется до
окончания обработки партии одинаковых заготовок. Первоначально УЧПУ
класса HNC, имея упрощенную схему, в ряде случаев не обладали
возможностью внесения коррекций, буферной памятью и другими элементами.
Современные УЧПУ класса HNC построены на базе лучших УЧПУ класса
CNC, лишь формально отличаясь от последних отсутствием устройств для
Page 12

ввода УП с перфолент. Но УЧПУ класса HNC имеют входное устройство для
подключения внешних устройств. Новейшие модели УЧПУ класса HNC имеют
повышенный объем памяти встроенной микроЭВМ. Подобные устройства
позволяют вести программирование с пульта УЧПУ в режиме диалога и при
использовании большого архива стандартных подпрограмм хранящихся в
памяти встроенной микроЭВМ. Эти подпрограммы по команде с пульта
вызываются на экран дисплея, на экране высвечиваются как схема обработки,
так и текст с перечнем необходимых данных для ввода в УЧПУ по выбранной
подпрограмме.
Системы класса VNC. УЧПУ класса VNC позволяют вводить
информацию непосредственно голосом. Принятая информация преобразуется в
УП и затем в виде графики и текста отображается на дисплее, чем
обеспечивается визуальный контроль введенных данных, их корректировка и
отработка. Особенно активно речевой ввод информации внедряется в
робототехнику; В системах управления роботами используют два метода
преобразования речевых сигналов в команды: «синтез по правилам» или
«синтез по образцам».
В первом случае речевой ввод реализуется только при наличии
хранящихся в памяти пульта оператора правил. Здесь трудно получить высокое
качество из-за ограниченной емкости памяти и сложности программ
составления речевых сообщений. Система содержит запоминающее устройство
для хранения кодов текста сообщений, преобразователь текста и синтезатор.
Преобразователь текста переводит звуковые сигналы текста в фонетические
символы и осуществляет синтаксический анализ. Полученные символы
используются как кодовые знаки для организации программы управления.
При методе «синтез по образцам» в основе синтезатора лежит линейная
модель речеобразования на базе генераторов основного тока, линейного
фильтра и модели изучения. Это расширяет объем команд речевого ввода.
Однако УЧПУ класса VNC пока еще не получили распространение в
промышленности, но, вероятно, в ближайшем будущем будут представлены
широко как наиболее совершенные конструкции, обеспечивающие сервисные
возможности высочайшего уровня.
Системы типа РСNC. В последние годы доминирующие позиции заняла
концепция открытых систем ЧПУ, построенных на базе персонального
компьютера РСNC. Первые системы этого типа относились к
двухкомпьютерной архитектуре, они и сегодня широко распространены.
Позднее появились системы, ядро которых реализовано на отдельной плате,
устанавливаемой в корпусе промышленного персонального компьютера. По
Page 13

мере повышения мощности микропроцессоров все большее распространение
получает однокомпьютерный вариант системы.
Системы РСNC-1 построены по принципу многопроцессорных CNCсистем, т.е. с ЧПУ-процессором, процессором программируемого контроллера
автоматики и графическим процессором. Также системы могут быть оснащены
терминальным промышленным компьютером с операционной системой
Windows. Вычислительная мощность системы очень высока, поэтому имеется
широкий набор возможностей, например возможна девятикоординатная
интерполяция, пятикоординатная коррекция инструмента, одновременная
работа по двум различным управляющим программам.
Двухкомпьютерные системы РСNC-2 имеют структуру в виде следующего
набора модулей: терминальный компьютер, ЧПУ-компьютер, панель оператора,
монитор, программируемый контроллер, приводы подач, главный привод.
Система построена на основе двух высокопроизводительных компьютеров
и обладает мощным набором функций. Терминальный компьютер имеет
операционную систему Windows. Характер связи операционных средств обоих
компьютеров такова, что позволяет удаленное размещение терминала и работу
нескольких терминалов с одним ЧПУ-компьютером. В свою очередь ЧПУкомпьютер предполагает многоканальную работу более чем с одной
управляющей программой.
Система РСNC-3 построена по двухкомпьютерному варианту. При этом
ЧПУ-компьютер выполнен в виде отдельной платы, устанавливаемой на
терминальном персональном компьютере. Терминальный компьютер
выполняет классические функции терминальной задачи и функции
интерпретатора управляющих программ. Одноплатный ЧПУ-компьютер
решает геометрическую и логическую задачи, выполняет функции
интерполятора, контроллера управления приводами, программнореализованного контроллера электроавтоматики.
Система РСNC-4 имеет чисто однокомпьютерную архитектуру, в рамках
которой все задачи управления решены программным путем без какой-либо
дополнительной аппаратной поддержки, например Siemens.
1.4. Языки программирования обработки заготовок на станках с ЧПУ
(стойки ЧПУ)
С момента появления первых станков с ЧПУ до внедрения новейших
обрабатывающих центров появились различные языки для программирования
обработки. Сегодня программирование в G- и М-кодах является наиболее
популярным. Язык G- и М-кодов основывается на положениях Международной
организации по стандартизации (ISO) и Ассоциации электронной
Page 14
промышленности (EIA). Официально этот язык считается стандартом для
американских и европейских производителей оборудования с ЧПУ, и иногда
его называют «ISO 7 bit». Однако производители систем ЧПУ хоть и
придерживаются этих стандартов для описания основных функций, но
допускают вольности и отступления от правил, когда речь заходит о каких-либо
специальных возможностях своих систем.
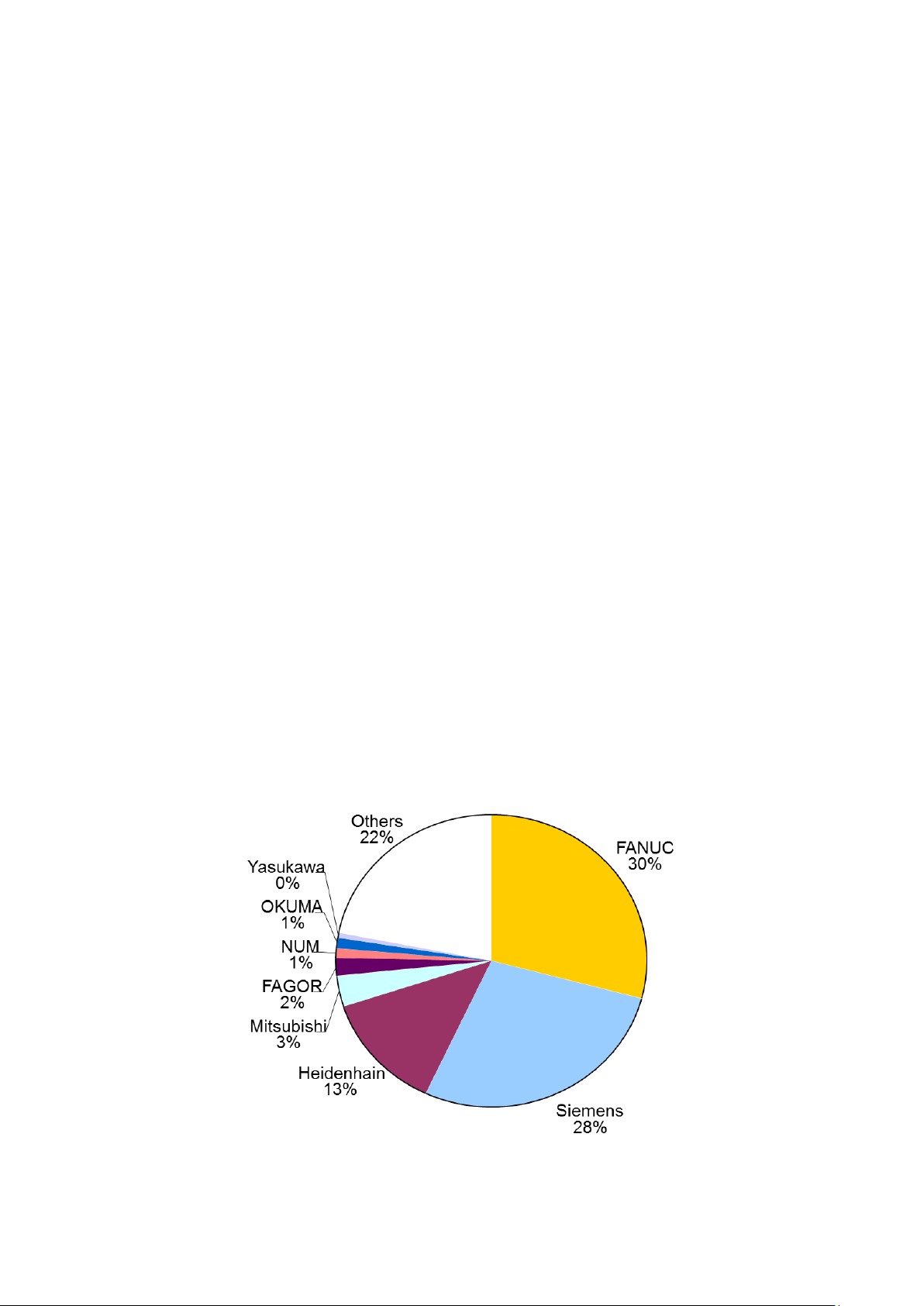
Системы ЧПУ Fanuc (Япония) были одними из первых, адаптированных
под работу с G- и М-кодами ISO и использующими этот стандарт наиболее
полно. В настоящее время стойки Fanuc являются очень популярными и
наиболее распространенными как за рубежом, так и в России.
Стойки ЧПУ других известных производителей, например Heidenhain
(Германия) и Sinumerik (Siemens) (Германия), также имеют возможности по
работе с G- и М-кодами, однако некоторые коды все же могут отличаться. Но
не стоит этого пугаться. Нет никакой необходимости знать все коды всех
систем ЧПУ. Достаточно знать набор основных G- и М-кодов, а о возникшей
разнице в программировании специфических функций можно узнать из
документации к конкретной системе. Освоив стиль программирования Fanuc,
скорее всего, вы сможете работать на любом другом оборудовании с ЧПУ.
Некоторые производители систем ЧПУ предлагают диалоговый язык
программирования. Этот язык упрощает общение с системой, особенно для
новых операторов, так как основой для него служат англоязычные
предложения, сокращения, вопросы и графические элементы, которые вводятся
оператором станка в интерактивном режиме.
На рисунке 1.1 изображено примерное оснащение системами числового
программного управления (СЧПУ) станков с ЧПУ, представленных на рынке.
Рисунок 1.1 – Примерная доля оснащения станков с ЧПУ «стойками»
числового программного управления
Page 15

2. Описание стойки ЧПУ EMCO Fanuc 21 TB (Токарная обработка)
RESET
Отмена, сброс ЧПУ (например,
прерывание программы)
HELP
Помощь
CURSOR
Функция поиска, строка
вверх/вниз
PAGE
Страница вверх/вниз
ALTER
Изменение слова (замена)
INSERT
Вставка слова, создание новой
программы
DELETE
Удаление (программы, кадра,
слова)
EOB
Конец блока
CAN
Удаление ввода
INPUT
Ввод слова, ввод данных
POS
Текущее положение
PROG
OFSET
SETTING
Ввод и отображение данных
переменных коррекции износа
инструмента
SYSTEM
Ввод и отображение
параметров и диагностических
данных
MASSAGES
Дисплей тревог и сообщений об
ошибках
GRAPH
Графический дисплей
2.1. Описание клавиш
Рисунок 2.1 – Клавиатура управления Рисунок 2.2 – Описание клавиш
Рисунок 2.3 – Клавиши ввода данных Рисунок 2.4 – Функциональные
клавиши
Page 16

- SKIP (пропуск кадра)
- DRY RUN (испытательный
прогон программы)
- OPT STOP (останов
программы при М01)
- RESET (сброс, отмена)
- поблочное выполнение
обработки
- останов/запуск программы
- ручное
перемещение
осей
- подвод к базовой точке
по всем осям
- останов/начало подачи
- ручная коррекция
шпинделя
- останов/запуск шпинделя
- открывание/закрывание
дверей
- открывание/закрывание
зажимного приспособления
- задняя бабка вперед/назад
- поворот инструментальной
головки
- хладагент/продув вкл/выкл
- включение/выключение
вспомогательных приводов
- селектор режимов
- переключатель
ручной коррекции
подачи/быстрый ход
Рисунок 2.5 – Клавиши управления станком на клавиатуре EMCO
Page 17

2.2. Рабочие режимы
В данном рабочем режиме выполняется
подвод к базовой точке.
По достижении базовой точки дисплей
фактического положения устанавливается
на значение координат базовой точки.
Тем самым система управления определяет
положение направляющих в рабочей зоне.
Подвод к базовой точке необходимо
выполнять в следующих ситуациях:
После включения станка.
После прерывания питания.
При появлении тревоги «Подвод к
базовой точке» или «Не достигнута
базовая точка».
После столкновений или если
направляющие блокированы по
причине перегрузки.
В режиме MDI выполняется включение
шпинделя и поворот инструментальной
оправки.
Система управления отрабатывает
введенные кадры и удаляет
промежуточные данные для нового ввода
.
При помощи клавиш KONV может
выполняться ручное перемещение
направляющих.
Создание программ в диалоговом режиме
в режиме MDA
Для выполнения программы обработки
система управления выполняет вызов
кадров по одному и обрабатывает их.
При обработке учитываются все
коррекции, вызов которых осуществляется
в программе.
Обработанные таким образом кадры
выполняются по одному.
В режиме EDIT выполняется ввод
программ обработки детали и передача
данных.
В данном операционном режиме
направляющие могут перемещаться на
требуемое значение приращения (1…1000)
при помощи JOG –Х, +Х, -Z, +Z.
Выбранный инкремент (1, 10, 100, …)
должен быть больше разрешения станка
(наименьший допустимый момент
перемещения), иначе движения не
происходит.
Повторное позиционирование, подвод
обратно к контуру в режиме JOG.
Page 18
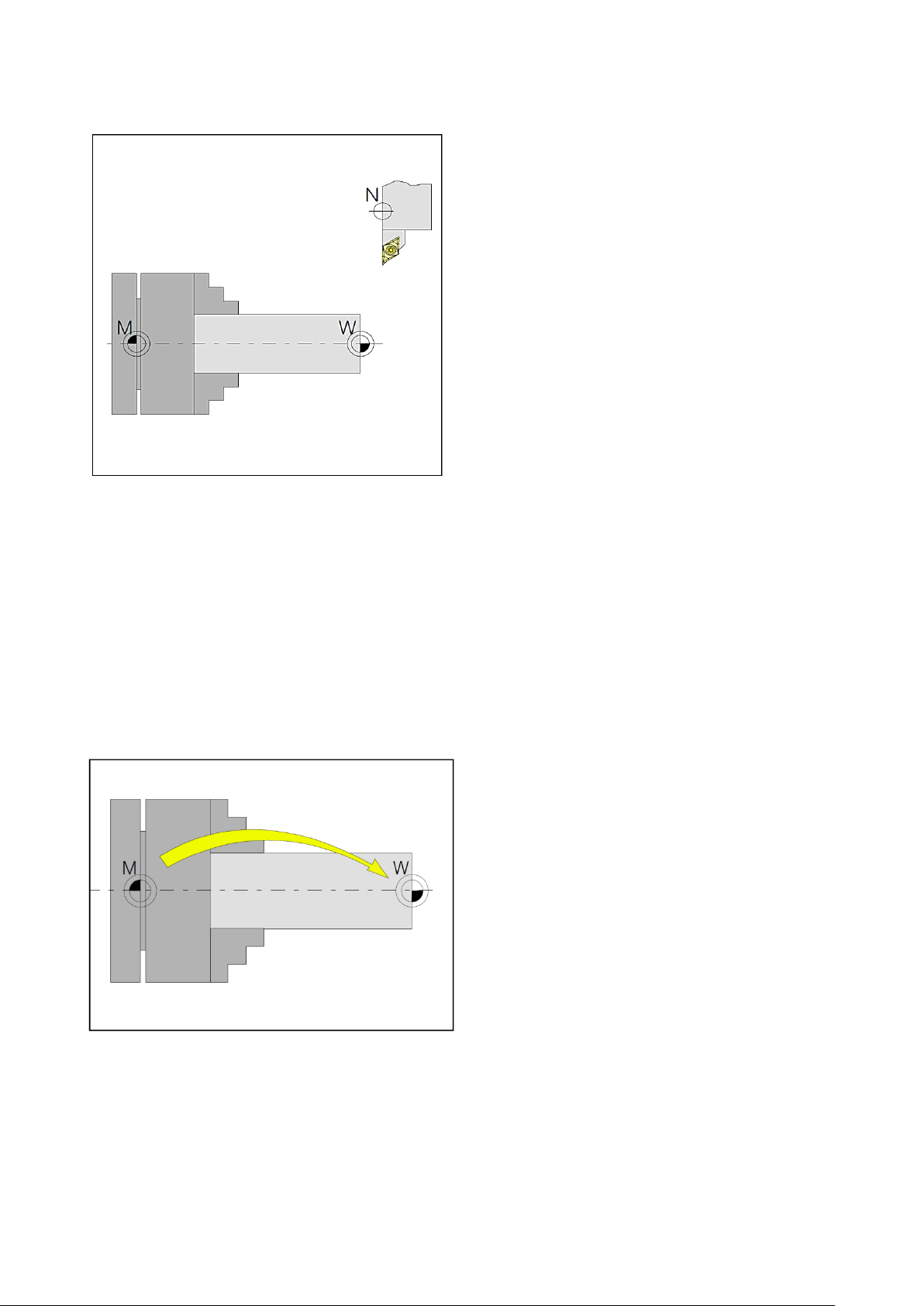
2.3. Базовые точки для токарных станков
M – Нуль отсчета станка
Неизменная базовая точка, устанавливаемая изготовителем станка и принятая
за начало координат станка.
Все измерения станка выполняют от этой
точки. В тоже время точка «М» является
точкой отсчета системы координат.
R – Исходная точка
Точка, определенная относительно нулевой
точки станка и используемая для начала
работы по УП.
N – Исходная точка резцедержателя
Исходная точка для измерения параметров
инструмента. «N» находится в некоторой
Базовые точки в рабочей зоне
точке системы резцедержателя, и устанавливается изготовителем
W – Нуль отсчета детали
Исходная точка для установки всех размеров в
программе обработки. Свободно устанавливается программистом, и может перемещаться по желанию в программе обработки.
2.4. Смещение нуля
Смещение нуля от нуля отсчета станка М
к нулю отсчета детали W
В станках EMCO нуль отсчета станка «М»
находится на оси вращения и на торце фланца
шпинделя. Данная позиция не подходит в
качестве точки отсчета для задания размеров.
При использовании так называемого
смещенного нуля, система координат может
быть перемещена в нужное положение в
рабочей зоне станка. В регистре смещений
имеется одна регулируемая установка
смещения нуля.
После установки значения в регистре
смещения, это значение учитывается при
запуске программы, т.е. нулевая точка системы
координат смещается из нуля станка М в нуль
W.
Нулевая точка детали может быть смещена в
пределах программы про помощи «G92 –
Установки системы координат». При частом
использовании при помощи «G10 –
Установка данных».
Page 19

2.5. Измерение данных резца
Коррекция на длину
Радиус вершины резца R
Позиция резца T.
Посмотрите на инструмент с точки зрения
зажима на станке, для определения позиции
резца. Для станков, в которых инструмент
находится под (перед) вращающимися
центрами используйте значения в скобках,
так как направление +Х противоположно
Цель измерений данных резца:
ЧПУ должно использовать для позициионирования вершину резца, а не базовую точку
резцедержателя.
Каждый инструмент используемый для
обработки должен быть измерен. Необходимо
измерить расстояния в обоих направлениях
оси между вершиной резца и базовой точкой
резцедержателя «N». В регистре инструментов
сохраняются измеренные коррекции на
инструмент, радиус резца и позицию резца.
Номер коррекции может быть любым номером
регистра, но должен определиться вызовом
инструмента в программе.
Пример:
Коррекции на длину инструмента в позиции 4
револьверной головки сохранены как
коррекция номер 4.
Вызов инструмента в программе: Т0404
Первые две цифры Т-слова определяют
позицию в револьверной головке, последние
две цифры – определяют номер коррекции,
относящийся к этой позиции.
Коррекции на длину могут измеряться
автоматически, радиус резца и позиция резца
устанавливаются вручную.
Ввод радиуса резца и позиция резца требуется
только при использовании коррекции на
радиус резца с данным инструментом.
Измерение данных инструмента выполняется
как:
X – диаметр
Z – абсолютное значение от точки «N»
R – радиус вершины резца
T – позиция резца
В поле «offset wear» устанавливается
коррекция на неточность измерения данных
инструмента, или износ инструмента после
нескольких рабочих циклов. Введенные
коррекции на длину добавляются или
вычитаются из геометрических данных
инструмента с приращением.
Page 20
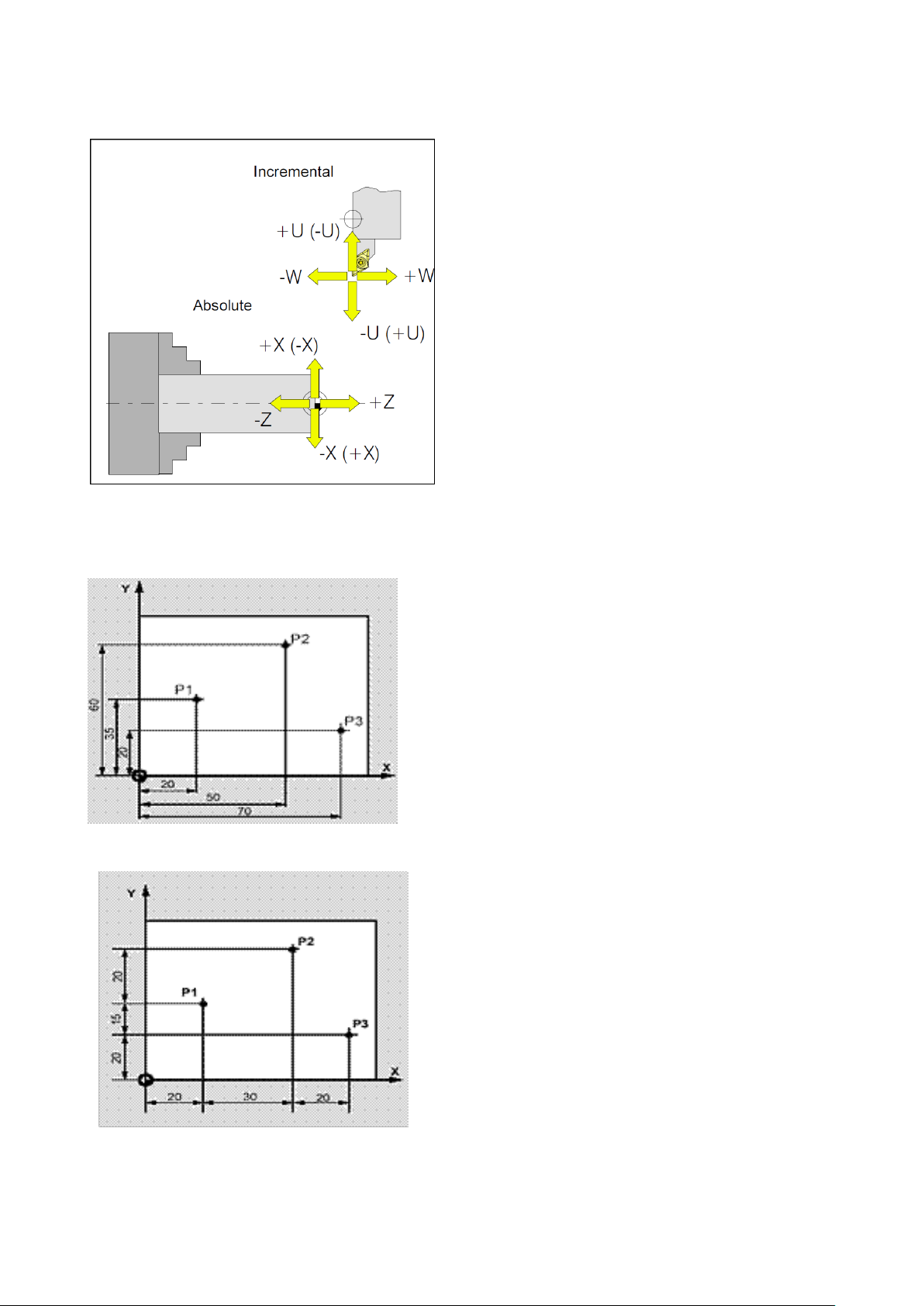
2.6. Система координат
Абсолютные координаты относятся к
жесткой позиции, координаты с приращением
– к позиции инструмента.
Размеры в абсолютных значениях
Размеры в приращениях
Координата X отсчитывается по ходу
поперечной направляющей, координата Z – по
ходу продольной направляющей.
Значения координат в отрицательном
направлении описывают движение системы
инструмента по направлению к детали.
Значения в положительном направлении – от
детали.
Система координат для программирования
в абсолютных значениях.
Точка отсчета системы координат находится в
нуле станка или детали, в соответствии с
запрограммированным смещением нуля. Все
целевые точки описываются относительно
точки отсчета системы координат, путем
указания относительных расстояний X и Z.
Расстояние X указывается как диаметр.
Система координат для программирования
в значениях с приращением.
Точка отсчета находится в базовой точке
резцедержателя «N» или в точку резания после
вызова инструмента.
Координата U отсчитывается по ходу
поперечной направляющей, координата W –
по ходу продольной направляющей. Положительное и отрицательное направления
аналогичны направлениям при программмировании в абсолютных значениях. При
программировании в значениях с приращением, описывается фактическая траектория
инструмента (от точке к точке). Расстояние Х
указывается как диаметр.
Page 21

2.7. Ввод программы
Программы обработки и подпрограммы
вводятся в режиме EDIT.
Вызов программы.
Перейти в режим EDIT.
Нажать клавишу PROG.
При помощи экранной клавиши выводится
на экран существующие программы.
Ввести номер программы О…
Использование номеров программ от 9500 не
допускается, т.к. они зарезервированы для
внутренних целей.
Новая программа: Нажать клавишу
INSERT.
Существующая программа: нажать
экранную клавишу O SRH.
Ввод кадра.
Пример:
N 5 INSERT
G 1 INSERT
X 30 INSERT
EOB – конец кадра.
Поиск слова.
Ввести адрес слова для поиска (например, Х) и
нажать экранную клавишу SRH ↓.
Вставка слова.
Установить курсор перед словом, которое
должно находиться перед вставляемым
словом, ввести новое слово (адрес и значение)
И нажать клавишу INSERT.
Изменение слова.
Установить курсор перед словом, которое
должно быть изменено, вести слово и нажать
клавишу ALTER.
Удаление слова.
Установить курсор перед словом, которое
должно быть удалено, ввести слово и нажать
клавишу DELETE.
Вставка кадра.
Установить курсор перед знаком EOB «;» в
кадре которой должен находиться перед
вставляемым кадром и ввести кадр для
вставки.
Удаление кадра.
Ввести номер кадра (при отсутствии номера
кадра: NO) и нажать клавишу DELETE.
Структура кадра УП.
Каждый кадр УП содержит:
Номер кадра (№ 005).
Буквенный адрес (G,F,X,Z,P,M,S,T).
Значение буквенного адреса. (G 01,
X 35, S 500).
Удаление программы.
Режим EDIT. Ввести номер программы
(например, О22) и нажать клавишу DELETE.
Удаление всех программ.
Режим EDIT. Ввести номер программы (О 0
- 9999) и нажать клавишу DELETE.
Page 22

2.8. Выполнение программы
Запуск программы обработки.
Перед запуском программы, система
управления и станок должны быть готовы к
выполнению программы.
Режим EDIT.
Нажать клавишу PROG.
Ввести необходимый номер программы
обработки (например, О26).
Нажать клавишу ↑.
Перейти в режим МЕМ.
Нажать клавишу .
Дисплей в ходе выполнения программы.
В ходе выполнения программы могут
отображаться различные значения.
Нажать экранную клавишу PRGRM
(базовое состояние). В ходе выполнения
программы отображается фактически
текущий кадр программы.
Нажать экранную клавишу CHECK. В ходе
выполнения программы отображается
фактический программный кадр,
фактические позиции, активные команды G
и М.
Нажать экранную клавишу CURRNT. В
ходе выполнения программы отображаются
команды G.
Нажать POS. На экране в увлечённом виде
отображаются позиции.
Поиск кадра.
При помощи данной функции программа
обработки может быть запущена с любого
программного кадра. При поиске кадра
выполняются такие же вычисления, как при
нормальном выполнении программы, но
движение направляющих не происходит.
Режим EDIT.
Выбрать программы для выполнения
Переместить курсор при помощи клавиш ↑
или ↓ на кадр, с которого должна начаться
обработка.
Перейти в режим МЕМ.
Запустить программу при помощи клавиши
. Обработка программы.
DRY RUN
DRY RUN используется для
тестирования программы. Основной
шпиндель не включается, и все
движения выполняются с быстрой
подачей.
Если активирована функция DRY
RUN, в первой строке на экране
отображается DRY.
SKIP
При помощи функции SKIP
выполняется пропуск кадров
отмеченных «/» (например /N0120 G00
X…), а программа продолжается со
следующего кадра без знака «/».
Если активирована функция SKIP, в
первой строке на экране отображается
SKIP.
Прерывание программы.
Поблочный режим SBL.
После каждого программного кадра
программа останавливается.
Продолжение выполнения программы
активируется клавишей .
Если программный кадр активирован, в
первой строке на экране отображается
SBL.
M00
После М00 (программируемый
останов) в программе, выполнение
программы останавливается.
Продолжение программы активируется
клавишей .
M01
Если активирована функция
OPT.STOP, (дисплей OPT в первой
строке экрана) М01 работает как М00,
иначе М01 не эффективна.
Версия программного обеспечения.
Нажать клавишу SYSTEM.
Отображается версия ПО системы
управления и подключенного
позиционного УЧПУ, ПЛК, рабочее
состояние.
Page 23

3. Программирование токарной обработки на стойке ЧПУ Fanuc 21 TB
O
номер программы от 1 до 9499 для программ обработки и
подпрограмм
N
номер кадра от 1 до 9999
G
функция обработки
X,Z
позиционные данные в абсолютных значениях (Х так же время
выдержки)
U,W
позиционные данные в значениях с приращениями (U также
время выдержки)
R
радиус, характеристики конуса, параметры цикла
C
фаска
I,K
параметр круга
F
скорость подачи, шаг резьбы
S
скорость вращения шпинделя
T
вызов инструмента (коррекция инструмента)
M
вспомогательная функция
P
выстой, вызов подпрограммы, параметр цикла
Q
параметр цикла
;
конец блока
3.1. Структура программы
Используется программирование для станков с ЧПУ в соответствии с ISO7bit (ISO 6983, DIN 66025). УП ЧПУ является последовательностью
программных кодов, сохраненных в системе управления. При выполнении
обработки детали эти кадры считываются и проверяются компьютером в
запрограммированном порядке. Соответствующие управляющие сигналы
поступаю в станок.
УП ЧПУ состоит из:
Номера программы
Кадров УП
Слов
Адресов
Комбинаций чисел (для адресов осей, частично со знаком)
Используемые адреса
Page 24

3.2. Вспомогательные функции М
Команда
Значение
М0
Программируемый останов
М1
Программируемый останов, условный останов
М2
Конец программы
М3
Шпиндель ВКЛ по часовой стрелки
М4
Шпиндель ВКЛ против часовой стрелки
М5
Шпиндель ВЫКЛ
М8
Подача охлаждения ВКЛ
М9
Подача охлаждения ВЫКЛ
М13
Инструменты с механическим приводом ВКЛ по часовой
стрелки
М14
Инструменты с механическим приводом ВКЛ против
часовой стрелки
М15
Инструменты с механическим приводом ВЫКЛ
М20
Пиноль вперед
М21
Пиноль назад
М23
Лоток вперед
М24
Лоток назад
М25
Открывание зажимного устройства
М26
Закрывание зажимного устройства
М30
Конец основной программы
М32
Конец программы для загрузочной операции
М52
Круговая работа оси (ось С ВКЛ)
М53
Работа шпинделя (ось С ВЫКЛ)
М57
Колебания шпинделя ВКЛ
М58
Колебания шпинделя ВЫКЛ
М67
Подача прутка/подача загрузочного магазина ВКЛ
М68
Подача прутка/подача загрузочного магазина ВЫКЛ
М69
Смена прутка
М71
Выдувание ВКЛ
М72
Выдувание ВЫКЛ
М90
Ручной зажим патрона
М91
Зажимной патрон натяжения
М92
Зажимное приспособление
М93
Зажимное приспособление давления
М94
Подача прутка/активирование загрузочного магазина
М95
Подача прутка/инактивирование загрузочного магазина
М98
Вызов подпрограммы
М99
Конец программы, команда перехода
Page 25
3.3. Обзор команд G
Группа
Команда
Функция
01
G00
Позиционирование (быстрое перемещение)
01
G01
Линейная интерполяция (подача)
01
G02
Круговая интерполяция по часовой стрелке
01
G03
Круговая интерполяция против часовой стрелке
00
G04+
Пауза
00
G07.1
Цилиндрическая интерполяция
00
G10
Установка данных
00
G11
Установка данных ВЫКЛ.
21
G12.1
Интерполяция в полярных координатах ВКЛ
21
G13.1
Интерполяция в полярных координатах ВЫКЛ
16
G17
Выбор плоскости XY
16
G18
Выбор плоскости ZX
16
G19
Выбор плоскости YZ
01
G20
Цикл продольной обработки
01
G21
Цикл нарезания резьбы
01
G24
Цикл торцевой обработки
00
G28+
Возврат на базовую точку
01
G33
Нарезание резьбы
07
G40
Отмена компенсации на радиус резца
07
G41
Компенсация на радиус резца влево
07
G42
Компенсация на радиус резца вправо
06
G70
Ввод данных в дюймах
06
G71
Метрический ввод данных
00
G72+
Цикл чистовой обработки
00
G73+
Удаление стружки при продольной обработке
00
G74+
Удаление стружки при торцевой обработке
00
G75+
Повтор шаблона
00
G76+
Глубокое сверление, врезной цикл по оси Z
00
G77+
Врезной цикл по оси X
00
G78+
Цикл многозаходной резьбы
10
G80
Отмена циклов (с G83 по G85)
10
G83
Цикл сверления
10
G84
Цикл нарезания резьбы метчиком
10
G85
Цикл развертывания
03
G90*
Программирование в абсолютных значениях
03
G91
Программирование в значениях с приращением
00
G92+
Установка системы координат, установка ограничения скорости
шпинделя
05
G94
Подача в минуту
05
G95*
Подача на оборот
02
G96
Постоянная скорость резания
02
G97
Прямое программирование скорости шпинделя
11
G98
Возврат в начальную плоскость
11
G99
Возврат в плоскость отвода
* – Исходный статус
+ – Эффективность поблочно
Page 26

3.4. Описание G команд
Абсолютные и инкрементные размеры для
G00
G00 Позиционирование (Быстрое
перемещение)
Формат:
N… G00 X(U)… Z(W)…
Перемещение выполняется с максимальной
скоростью до запрограммированной целевой
точки. Одновременно могут использоваться
абсолютные и инкрементные команды.
Примечание:
Запрограммированная подача F подавляется
при выполнении G00.
Максимальная подача определяется
изготовителем станка.
Ручная коррекция подачи ограничена до
100%.
Пример:
G90 в абсолютных размерах
N50 G00 X40 Z56
G91 в размерах с приращением
N50 G00 U-30 W-30.5
Абсолютные и инкрементные размеры для
G01
G01 Линейная интерполяция
(подача)
Формат:
N… G01 X(U)… Z(W)… F…
Линейные перемещения направляющих
(торцевая, продольная обработка, обработка
конуса) при запрограммированной скорости
подачи.
Пример:
G90 в абсолютных размерах
N.. G95
N20 G01 X40 Z20.1 F0.1
G91 в размерах с приращением
N.. G95 F0.1
N20 G01 X20 W-25.9
Page 27

Фаски и закругления
Фаски и закругления
Пример:
….
N95 G01 X26 Z53
N100 G01 X26 Z27 R6
N95 G01 X86 Z27 C3
N95 G01 X86 Z0
….
Примечания:
Фаски и закругления могут быть вставлены
только между двумя движениями G00/G01.
Движение, запрограммированное во втором
блоке, должно начинаться в точке b
Обработка фасок
(чертеж). При программировании в
размерах с приращением, необходимо
программировать расстояние от точки b.
В покадровом режиме первая остановка
инструмента происходит в точке с, а затем в
точке b.
Если движение в одном из кадров слишком
короткое, так что при вставке фаски или
закругления нет точки пересечения,
активируется тревога 055.
Page 28

Нет необходимости вычислять координаты недостающей точки пересечения.
Page 29

В программах возможно прямое программирование углов (А), фасок (С) и закруглений (R).
Примечание:
В кадрах с фасками или закруглениями невозможно использование следующих команд G.
Коды G (за исключением G04) и группе 00.
G02, G03, G20, G21 и G24 в группе 01.
G02 Круговая интерполяция по
часовой стрелке
G03 Круговая интерполяция
против часовой стрелке
Формат:
N… G02 X(U)… Z(W)… I… K… F…
Или
N… G02 X(U)… Z(W)… R… F…
X, Z – конечная точка дуги
U, W, I, K – параметры круга в приращениях
(расстояние от начальной точки до центра
дуги, I относительно Х, К относительно Z)
R - радиус дуги.
Инструмент перемещается к целевой точке
вдоль установленной дуги с
запрограммированной скоростью подачи.
Примечание:
Программирование значения 0 для I и К
может быть пропущено.
Ввод R с положительным знаком дает дугу
<180˚, отрицательный знак дает дугу > 180˚.
G04 Пауза
Формат:
N… G04 X(U)… (сек)
N… G04 Р… (мсек)
Движение инструмента останавливается в
последней достигнутой позиции для выдержки
определенного Х, U или P.
Примечание:
В адресе Р недопустимо использование
десятичного знака
Время выдержки начинается с момента
нулевой скорости движения инструмента.
t
= 2000 сек, t
max
разрешение ввода 100 мсек (0,1 сек)
Примеры:
N75 G04 X2.5 (время выдержки = 2,5 сек)
N95 G04 P1000 (время выдержки = 1 сек =
1000 мсек)
= 0,1 сек
min
Page 30

Подрезка вершины резца 0 должна быть
запрограммирована для всех инструментов,
которые будут использоваться для
цилиндрической интерполяции.
Примечания:
Базовая точка цилиндра должна вводиться в
размерах с приращениями, т.к. в ином
случае к ней подводится инструмент.
В данных сдвига необходимо установить
позицию 0 для реза. Однако радиус фрезы
необходимо ввести.
Изменение системы координат в режиме
G7.1 не допустимо.
G7.1 и/или G13.1 C0 необходимо
программировать в режиме «компенсация
на радиус резца ВЫКЛ» (G40), и не может
быть запущена или завершена в режиме
«Компенсация на радиус резца ВКЛ» (G41
или G42).
G7.1 C.. и G7.1 C0нобходимо
программировать в отдельных кадрах.
В кадре между G7.1 C.. и G7.1 С0
прерванная программа не может быть
перезапущена.
Радиус дуги с круговой интерполяцией (G2
или G3) должен программироваться через
команду R, и не должен программироваться
в градусах и/или через координаты K и J.
В геометрической программе между G7.1
C.. и G7 C0 не должны программироваться
быстрые перемещения (G0) и/или операции
позиционирования, приводящие к быстрым
перемещениям (G28) или циклы сверления
(G83 до G89).
Вводимые значения подачи в режиме
цилиндрической интерполяции должны
рассматриваться как скорость перемещения в
непрокатанной области цилиндра.
G7.1 Цилиндрическая
интерполяция
Формат:
N... G7.1 C…
N… G7.1 C0
G7.1 C… Начало цилиндрической
интерполяции. Значение С описывает
радиус заготовки.
G7.1 C0 Конец цилиндрической
интерполяции.
Функция позволяет выполнять
программирование цилиндрической
поверхности.
Таким образом могут создаваться
программы для обработки цилиндрических
кулачков на токарных станках.
Количество перемещений оси вращения С,
программируемое назначением угла
конвертируется системой направления и
расстояния по фиктивной линейной оси
вдоль нашей поверхности цилиндра.
Т.е. становится возможным выполнение
линейной и круговой интерполяции в
данной зоне с использованием другой оси.
G19 определяет уровень, где ось вращения
устанавливается параллельно оси Y.
Page 31

Пример – Цилиндрическая
интерполяция
Ось Х с диаметральным
программированием и ось С с угловым
программированием.
О0002 (Цилиндрическая интерполяция)
N15 T0505
N25 M13 (Вращение приводных
инструментов (эквивалентно М3))
N30 G97 S2000
N31 M52 (Позиционирование шпинделя)
N35 G7.1 C19.1 Начало
интерполяции/радиус заготовки
N36 G94 F200
N40 G0 X45 Z-5
N50 G1 Z-15 C22.5
N55 Z-5 C45
N60 Z-15 C67.5
N65 Z-5 C90
N70 Z-15 C112.5
N75 Z-5C135
N80 Z-15 C157.5
N85 Z-5 C225
N90 Z-15 C202.5
N95 Z-5 C 247.5
Обработка фрезой Ǿ5 мм
N100 Z-15 C292.5
N115 Z-5 C315
N120 Z-15 C337.5
N125 Z-5 C360
N130 X45
N135 G7.1 C0 (Конец интерполяции)
N140 M53 (Конец движения по оси
вращения)
N145 G0 X80 Z100 M15
N150 M30
Page 32

G10 Установка данных
Команда G10 позволяет изменять данные
системы управления, программировать
параметры, записывать данные инструмента и
т.д.
G10 часто используется для
программирования нулевой точки детали.
Пример:
Сдвиг точки нуля
Формат:
N... G10 Р... X...Z...R...Q...;
Или
N... G10 Р... U...W...C...Q...;
Р : номер коррекции на износ
0 Значение перемещения для системы
координат детали
1-64 Значение коррекции на износ
инструмента. Величина команды - номер
коррекции.
10000+(1-64) номер сдвига геометрии
инструмента
X... Номер коррекции по оси X (абс.)
Z... Номер коррекции по оси Z (абс.)
U... Номер коррекции по оси X (инкр.)
W... Номер коррекции по оси Z (инкр.)
R... значение коррекции на радиус вершины
резца (абс.)
R... значение коррекции на радиус вершины
резца (инкр.)
Q... мнимый номер вершины резца
При G10 Р0 выполняется перезапись точки
нуля детали.
Поэтому, длина детали и т.д. должны
приниматься во внимание.
Page 33

Код G
Назначение
G01
Линейная интерполяция
G01, G03
Круговая интерполяция
G04
Прерывание
G40, G41,
Коррекция на радиус резца (интерполяция
G42
полярных координатах применяется на
траектории инструмента после коррекции
G65, G66,
G67
Пользовательская макрокоманда
G98, G99
Подача в минуту, подача на оборот
Примечания:
Данные инструмента
При установке коррекции на фрезу, в
геометрические данные вводится:
X -20
Z (длина инструмента по Z)
R радиус фрезы
Т 0 (тип 0)
Выбор G12.1 и отмена G13.1 должны
программироваться в режиме G40. Т.е.
компенсация на радиус фрезы
программируется только после включения
интерполяции в полярных координатах.
При активированной интерполяции в
полярных координатах, движения в G0 не
могут выполняться быстрым перемещением.
После включения G12.1 необходимо
запрограммировать достаточно большое
движение подвода по оси X перед первым
движением G42/G41 (см. пример
программирования).
При диаметральном программировании для
линейной оси (ось X), для оси вращения
используется радиальное
программирование (ось С).
В режиме G12.1 не может быть изменена
система координат.
G12.1 и G13.1 должны программироваться
в разных кадрах. В блоке между G 12.1 и G
13.1 прерванная программа не может быть
возобновлена.
Радиус дуги при круговой интерполяции (G2
или G3) может программироваться командой R
и/или через координаты I и J.
G12.1/G13.1 Интерполяция в
полярных координатах
Формат:
N... G12.1
В... G13.1
G12.1 - начало интерполяции в полярных
координатах
G13.1 - завершение интерполяции в полярных
координатах
Интерполяция в полярных координатах
используется для обработки торцевой
поверхности обточенной детали.
При этом команда, запрограммированная в
прямоугольной системе координат,
конвертируется в движение по линейной оси X
(движение инструмента) и оси вращения С
(вращение детали) для управления
траекторией.
При использовании данной функции система
переходи в плоскость G17 (X-Y). Далее любые
профили могут обрабатываться фрезой с
передней стороны с использованием
координатных инструментов.
Ось X, как и прежде, программируется
диаметром. Мнимая ось Y устанавливается на
90° против часовой стрелки к оси X и
программируется с адресом «С» в радиусе.
G12.1 устанавливает уровень (G17), в котором
выполняется интерполяция в полярных
координатах. Уровень G18 используемый
G12.1 перед программированием, удаляется.
Он восстанавливается командой G13. (конец
интерполяции в полярных координатах).
После включения станка или при системном
«RESET», интерполяция в полярных
координатах также отменяется, (G 13.1) и
используется уровень, определенный G18.
Коды G которые могут программироваться в
режиме «интерполяции в полярных координатах»
Page 34

Пример: обработка шестигранного SW17
Точка
Формула C
C
X
Формула X
P1 0 0
19,63
(SW/SIN60°)
P2
SW*0,5
8,5
9,81
TAN30°*SW
P3
SW*0,5
8,5
-9,81
TAN30°*SW-1
P4 0 0
-19,63
SW/SIN60°)
P5
SW*0,5
-8,5
-9,81
TAN30°*SW*-1
P6
SW*0,5
-8,5
9,81
TAN30°*SW
SW= 17
Пример:
О0104 (BSP SW 17 MILLING)
N5 G10 P0 Z-72
G40 G90 G95
G92 S4000
Т0000 G0 X150 Z150
N10 Т1212 (EXTERNAL TURNING TOOL)
N15 G96 S350 M4 F0.18
N20 G0 X26 Z0
N25 G1 X-0.8
N30 G0 XI5 Z1
N35G42G1 Z0.05 F0.12
N40 X19.6 Cl
N45 Z-5
N50 X24 Cl
N51 Z-12
N55 X26
N60 G40 G0 X50 Z80 M5
N65 T0707
N66 M52
N70 M13
N75 G97 S2000
N85 G28 G0 C0
N90 G0 X50 Z2
N95 G12.1
G1 X50 C-10 F0.3
G1 Z-5
N100 G42 G1 X19.63 C10 F0.2 (PA)
N105 G1 C0 (PI)
N110 X9.81 C8.5 (P2)
N115 X-9.81 (P3)
N120 X-19.63 С0 (P4)
N125 X-9.81 C-8.5 (P5)
N130 X9.81 (P6)
N135 X19.63 C0 (P1=P7)
N140 C5 (PE)
N145 G40G1 X45 C0 F0.4
N150 G13.1
Длина стороны 1=9.81
N155 G0 X80 Z20 M15
N160 M53
T0101 (CUT OFFTOOL)
G97 S2000 M4 F0.08
G0 X27 Z5
Z-10
G1 X22
G0 X26
W1
G1 X24.1 Z-10 A225
X8
G97 S1200
M24 G1 X-l F0.06
M23
G0 X26 W1
X50 Z50 M5
N165 M30
Page 35

Определение основных плоскостей
G17 - G19 Выбор плоскости
Формат:
N... G17/G18/G19
С использованием G17-G19 определяется
плоскость, в которой может быть выполнена
круговая интерполяция и интерполяция в
полярных координатах, и в которой
вычисляется компенсация на радиус резца.
В оси вертикальной к активной плоскости,
выполняется компенсация на длину
инструмента.
G17 плоскость XY
G18 плоскость ZX
G19 плоскость YZ
Page 36

Цикл продольного точения без R конуса
Цикл продольного точения с отрицательным
R конуса
Пример: G20 Цикл продольного точения
G20 Цикл продольного точения
Формат:
N... G20 X(U)... Z(W)... F... (прям)
Или
N... G20 X(U)... Z(W)... R... F... (конус)
X(U), Z(W)… абсолютные (инкрементные)
координаты точки профиля К
R [мм] Размеры в приращениях для конуса по
оси X с направлением (+/-)
Примечания:
Данный цикл модальный, и отменяется
командой G из той же группы.
Для последующих кадров, необходимо
программировать только измененные
координаты (см. пример)
Отрицательный параметр конуса (-R)
определяет конус, как показано на чертеже.
N100G91
………..
N110 G20 U-4 W-66 F0.18
N115 U-8
N120 U-12
N125 U-16
N130 G00....
Page 37

Цикл нарезания резьбы, прямой
G 21 Цикл нарезания резьбы
Формат:
N... G21 X(U)... Z(W)... F... (прямой)
Или
N... G21 X(U)... Z(W)... R... F... (конус)
F ........ шаг резьбы (мм)
R (мм) ....... Инкрементные размеры конуса в X
с направлением (+/-)
Примечания:
Данный цикл модальный, и отменяется
командой G из той же группы.
Для последующих кадров, необходимо
программировать только измененные
координаты (см. пример)
Отрицательный параметр конуса (-R)
определяет конус, как показано на чертеже.
Цикл нарезания резьбы, конус
Page 38

Цикл торцевой обработки без R конуса
Цикл торцевой обработки с отрицательным
R конуса
G24 Цикл торцевой обработки
Формат:
N... G24 X(U)... Z(W)... F... (прямой)
Или
N... G24 X(U)... Z(W)... R... F... (конус)
R (мм) Инкрементные размеры конуса в оси Z
Примечания:
Данный цикл модальный, и отменяется
командой G из той же группы.
Для последующих кадров, необходимо
программировать только измененные
координаты (см. пример)
G28 Возврат к базовой точке
Формат:
N... G28 X(U)... Z(W)...
X, Z Абсолютные промежуточные
координаты
U, W Промежуточные координаты с
приращением
Команда G28 используется для подвода к
базовой точке через промежуточную позицию
(X(U), Z(W)). Сначала перемещение в X(U) и
Z(W), затем перемещение в базовую точку.
Оба движения выполняются при помощи G00.
Page 39

Особенности нарезания резьбы
G33 Цикл нарезания резьбы
Формат:
N... G33 X(U)... Z(W)... F...
F шаг резьбы (мм)
Возможность выполнения прямой, конусной
или винтовой резьбы. Т.к. нет автоматического
возврата к исходной точке, предпочтительнее
множественный цикл нарезания резьбы.
Возможно также использования программ
обработки, типа накатка.
Примечания:
При нарезании конусной резьбы, шаг
резьбы должен определяться большим
значением по оси X или Z.
Возможно непрерывное нарезание резьбы
(множественные резьбы)
Page 40

Радиус вершины резца и теоретическая
вершина резца
Движение параллельно оси и наклонно
Коррекция на радиус режущего
инструмента
Во время выполнения измерений инструмента,
вершина инструмента замеряется только в
двух точках (касание осей X и Z).
Коррекция на инструмент, описывает
теоретическую вершину резца.
Данная точка перемещается по детали по
запрограммированной траектории.
При движении в направлении одной оси
(продольное и торцевое точение)
используются точки на вершине инструмента,
касающейся оси.
Т.е. никакие погрешности размеров не
переносятся на деталь.
При одновременном движении в направлениях
обеих осей (конус, закругление) позиция
теоретической вершины инструмента более не
совпадает с точкой на вершине резца,
выполняющей фактическое резание.
Это приводит к образованию размерных
погрешностей детали.
Максимальная размерная погрешность без
коррекции на радиус резца при движении 45°:
Радиус вершины резца 0,4 мм — 016 мм
расстояния траектории 0,24 мм расстояния по
X и Z.
Если используется коррекция на радиус резца,
такие размерные погрешности автоматически
вычисляются и компенсируются системой
управления.
Для коррекции на радиус резца необходимо
ввести радиус резца R и позицию Т при вводе
данных инструмента.
Позиция резца определяется числом (см.
рисунок).
Для определения позиции резца, смотрите на
инструмент, с позиции его зажима на станке.
Позиция резца
Page 41

Траектории инструмента с активированной/отмененной коррекцией на радиус инструмента
Фронтальный подвод или отвод
от крайней точки
Подвод или отвод от крайней
точки назад
Подвод или отвод от крайней
точки сбоку назад
_ _ _ программируемая траектория
инструмента
_________ фактически пройденная траектория
инструмента
При выполнении дуги, подвод всегда
выполняется по тангенсу начальной или
конечной точки дуги.
Траектория приближения к профилю и
траектория отвода от профиля должны быть
больше, чем радиус вершины резца R, иначе
программа прерывается тревогой.
Если элементы профиля меньше радиуса
вершины резца R, возможно нарушение
профиля. Программное обеспечение
обрабатывает с опережением три
последующих кадра, для распознавания таких
нарушений
Траектории инструмента в цикле выполнения программы с активированной коррекцией
на радиус резца
Траектория инструмента на внутренней кромке
Траектория инструмента на внешней кромке > 90°
При выполнении дуги, подвод всегда
выполняется по тангенсу начальной или
конечной точки дуги.
Если элементы профиля меньше радиуса
вершины резца R, возможно нарушение
профиля. Программное обеспечение
обрабатывает с опережением три
последующих кадра, для распознавания таких
Траектория инструмента на внешней кромке < 90°
нарушений профиля и прерывания программы
тревогой.
Page 42

Назначение G41 коррекции на радиус резца
влево
Назначение G42 коррекции на радиус резца
вправо
G40 Отмена коррекции на радиус
резца
Коррекция на радиус резца отменяется
командой G40. Отмена допустима только в
сочетании с командой линейного перемещения
(G00, G01).
G40 может программироваться в одном кадре
с G00 или G01, а также в предшествующем
кадре.
G41 Коррекция на радиус резца
влево
Если запрограммированная траектория
инструмента (рассматриваемая в направлении
обработки) находится слева от
обрабатываемого материала, коррекция на
радиус резца должно устанавливаться
командой G 41.
Примечания:
Прямая смена между G41 и G42
невозможна, необходима предварительная
отмена командой G40.
Радиус резца R и позиция резца Т должны
быть определены.
Выбор команды допустим только в
сочетании с G00 или G01.
При активированной коррекции на радиус
резца, изменение коррекции на инструмент
не возможно.
G42 Коррекция на радиус резца
вправо
Если запрограммированная траектория
инструмента (рассматриваемая в направлении
обработки) находится справа от
обрабатываемого материала, коррекция на
радиус резца должно устанавливаться
командой G 42.
Примечания: (см. G41)
Page 43

G70 Ввод размеров в дюймах
Формат:
N5 G70
При программировании G70 следующие
значения будут конвертированы в дюймы:
Скорость подачи F [мм/мин, дюйм/мин,
мм/оборот/ дюйм/оборот]
Значения коррекций (нулевая точка,
геометрия, износ, ...) [мм, дюймы]
Траектории движений [мм, дюймы]
Дисплей фактической позиции [мм, дюймы]
Скорость [м/мин, фут/мин]
Примечания:
Для обеспечения ясности, G70 необходимо
программировать в первом кадре
программы.
Система измерений, запрограммированная
последней, будет активна также и после
выключения/включения питания.
Для возврата к исходной системе
измерений, лучше всего использовать
режим MDI (например, MDI G70 Cycle
Start).
G71 Измерения в метрической
системе
Формат:
N5 G70
См. G70!
72 Цикл чистовой обработки
Формат:
N... G72 Р... Q....
Р Номер кадра для первого кадра
программы чистовой обработки
Q Номер кадра для последнего кадра
программы чистовой обработки
После черновой обработки при помощи
команд G73, G74, G75, команда G72
определяет чистовую обработку.
Запрограммированная форма между Р и Q
которая использовалась также для черновой
обработки, будет повторена без припуска на
глубину резания и припуска на чистовую
обработку.
Примечания:
Функции F, S и Т установленные между Р и
Q эффективны только для G72. Они не
эффективны для G73, G74 и G75!
Цикл чистовой обработки G72 должен
программироваться только после циклов
G73, G74 и G75.
Перед началом цикла чистовой обработки
G72 инструмента должен находиться в
подходящей исходной точке.
Между Р и Q недопустимо продвижение
кадров.
Page 44
Цикл контурного точения
Пример контурного точения
Пример цикла контурного точения:
О2000
N10 G95 G1 F0.5
N11 G0 X45 Z20
N12 T0202
N20 М3 S3000
N30 G00 Х45 Z2
(исходная точка цикла)
N40 G73 U2 R2
N50 G73 P60 Q120 U1 W1
(цикл контурного точения)
N60 G0 X10
N70 G1 Z-10
(с N60 по N130 описание контура)
N80 Х20
N90 Х26 Z-15
N100 Z-25
N110 X34
N120X40 Z-30
N130 G0 X45 Z20
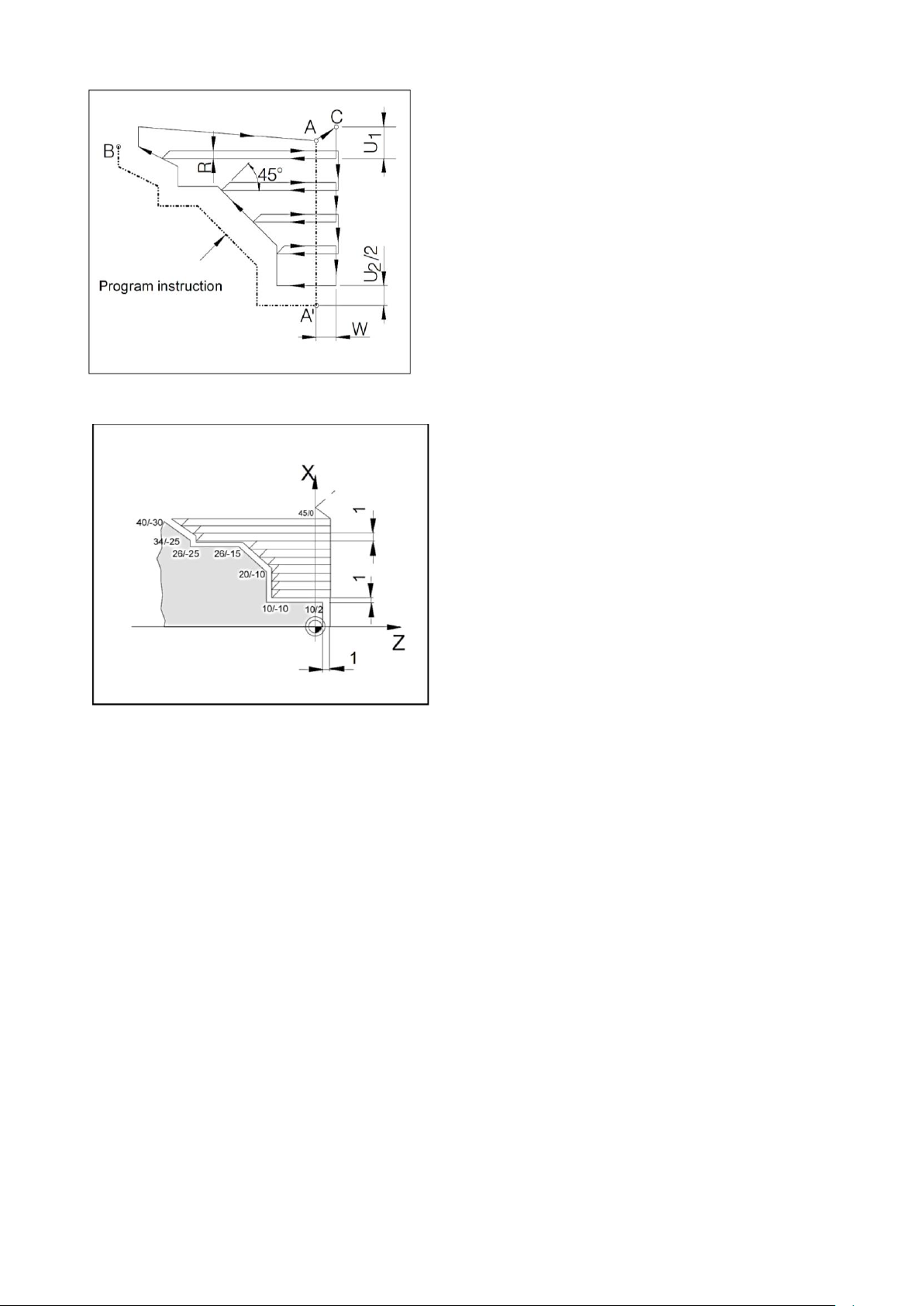
G73 Цикл контурного точения
Формат:
N... G73 U1... R...
N... G73 P...Q...U2+/-...W+/-... F...S...T...
Первый кадр
U [мм] .глубина резания, инкр., без знака, на
чертеже – U.
Второй кадр
R [мм] ...высота отвода
Р ... номер кадра для первого кадра
программируемой формы
Q ... номер кадра для последнего кадра
программируемой формы
U2 [мм] ... расстояние и направление припуска
на чистовую обработку в направлении X
(диаметр или радиус) на рисунке показано как
U2/2.
W [мм] ... расстояние и направление припуска
на чистовую обработку в направлении Z,
инкр., без знака.
F, S, Т ... Подача, скорость, инструмент.
Перед обработкой инструмент находится в
точке С. Между номерами кадров Р и Q
программируется контур (А до А' до В),
который будет обрабатываться с
соответствующим припуском на глубину
резания по определенному припуску на
чистовую обработку (2 кадр, на чертеже U2/2).
Примечания:
Функции F, S и Т между Р и Q
игнорируются.
Точка С (позиция инструмента перед
циклом) должна находиться вне контура.
Первое движение от А до А' должно быть
G00 или G01, допускается только по X (G00
X...) и должно программироваться в
абсолютных координатах.
Между Р и Q недопустим вызов
подпрограммы.
Между Р и Q недопустимо кадровое
продвижение.
N140 S3000 F0.6 Т0404
(выбор инструмента чистовой обработки)
N150 G0 Х45 Z2
(исходная точка для чистовой обработки)
N160 G72 Р60 Q120 (цикл чистовой
обработки)
N170 М30
Page 45

Контур торцевой обработки
Пример цикла торцевой обработки
Пример цикла торцевой обработки:
О2001
N10 G95 G1 F0.5
N11 G0 X45 Z20
N12 Т0202
N20 М3 S3000
N30 G00 Х45 Z2
(исходная точка цикла торцевой обработки)
N40 G74 W2 R2
N50 G74 P60 Q120 U1 W1
(цикл торцевой обработки)
N60 G0 Z-23
N70 G01 Х36 Z-23
(с N60 по N120 описание контура)
N80Z-19
N90X24Z-17
N100X16Z-12
N110X10
N120 Z0
N130 GO X45 Z20
N140 S3000 F0.6 T0404
G74 Цикл торцевой обработки
Формат:
N... G73 U1... R...
N... G73 P... Q... U2+/-... W+/-... F...S...T...
Первый кадр:
W1 [мм] ...глубина резания по Z, инкр., без
знака, на чертеже -W.
R [мм] ...высота отвода
Второй кадр:
Р ...номер кадра для первого кадра
программируемой формы
Q ...номер кадра для последнего кадра
программируемой формы
U [мм] ...расстояние и направление припуска
на чистовую обработку в направлении X
(диаметр или радиус) на рисунке показано как
U/2.
W2 [мм] ...расстояние и направление припуска
на чистовую обработку в направлении Z,
инкр., без знака, на рисунке показано как W2
F, S, Т ...Подача, скорость, инструмент.
Перед обработкой инструмент находится в
точке С. Между номерами кадров Р и Q
программируется контур (А до А' до В),
который будет обрабатываться с
соответствующим припуском на глубину
резания по определенному припуску на
чистовую обработку (2 кадр, на чертеже W2).
Примечания:
Функции F, S и Т между Р и Q
игнорируются.
Точка С (позиция инструмента циклом)
должна находиться вне контура.
Контур между А' и В должен
программироваться на понижение, т.е.
диаметр должен уменьшаться.
Первое движение от А до А1 должно быть
G00 или G01, допускается только по Z (G00
X...) и должно программироваться в
абсолютных координатах.
Между Р и Q недопустим вызов
подпрограммы.
Между Р и Q недопустимо кадровое
продвижение.
N150 GO Х45 Z2
N160 G72 Р60 Q120
(цикл чистовой обработки)
N170 М30
Page 46

Повторение профиля
Пример цикла повторения профиля
G75 Повторение профиля
Формат:
N... G75 U1+/-... W1+/-... R...
N... G73 P...Q...U2...W2... F...S...T...
Первый кадр
U1 [мм] ...Исходи, точка цикла по оси X
(радиус), на чертеже - U.
W1 - Исходная точка цикла на оси Z (инкр. со
знаком)
R - количество повторений (равно кол-ву
резания)
Второй кадр
Р - номер кадра для первого кадра
программируемой формы
Q - номер кадра для последнего кадра
программируемой формы
U2 [мм] ...расстояние и направление припуска
на чистовую обработку в направлении X
(диаметр или радиус)
W2 [мм] - расстояние и направление припуска
на чистовую обработку в направлении Z,
(инкр., со знаком).
F, S, Т ...Подача, скорость, инструмент.
Цикл G75 позволяет выполнять обработку
параллельно профилю заготовки, траектория
пошагово сдвигается к законченному
профилю. Программа для полуфабрикатов
(кованые, литые детали).
Пример:
О2002
N1 G95 G0 Х45 Z0
N5 М3 S2000 F0.5 Т0202
N10 G75 PU5 W5 R5
N15 G75 P20 Q80 U2 W1
N20 G0 X10
N30 G1 Z-12 (от N20 по N70 описание
контура)
N40 X16
N50 X30 Z-19
N60 Z-26
N70 Х38 Z-37
N80 Х40
N90 М30
Контур в N 20 (20/0) - N80 (80/-50)
обрабатывается в 5 врезных подач.
Page 47

Глубокое сверление/торцевое сверление
G76 Глубокое сверление/торцевое
врезание
Формат:
N... G76 R...
N... G76 X(U)... Z(W)... P...Q...R2...F...
Первый кадр
R1 [мм] ...высота отвода для стружколомания
(инкрементный, без знака), на чертеже – R1.
Второй кадр
X(U), Z(W) …абсолютные (инкрементные)
координаты крайней точки контура К
или
Z(W) …абсолютная (инкрементная) глубина
сверления
Р [мм] …инкрементная подача в направлении
X (без знака); Р < ширины инструмента!
Q [мм] …глубина резания в направлении Z
(без знака)
R2 …подрезание в конечной точке Z
F …скорость подачи
Примечания:
Без адресов X(U) и Р, G76 может
использоваться как цикл сверления
(предварительно переместить инструмент
на X = 0)
При цикле врезания врезная подача Р
должна быть меньше ширины инструмента
В.
При первом проходе, в конечной точке Z не
выполняется подрезание.
Подрезание должно определяться
положительным значением.
Page 48

Цикл врезания по оси Х
G77 Цикл врезания (ось X)
Формат:
N... G77 R1...
N... G77 X(U)… Z(W)… P…Q…R2…F…
Первый кадр
R1 [мм] ...высота отвода для кадр
стружколомания (инкрементный, без знака), на
чертеже – R1.
Второй кадр
X(U), Z(W) …абсолютные (инкрементные)
координаты для К
Р [мм] …глубина резания в направлении X
(без знака);
Q [мм] …инкрементная глубина врезания в
направлении Z (без знака)
R …подрезание в конечной точке X, на
чертеже - R2
F …подача
Примечания:
Врезная подача Q должна быть меньше
ширины инструмента В.
Ширина инструмента не должна
приниматься во внимание при данном
цикле.
При первом проходе не выполняется
подрезание.
Подрезание должно определяться
положительным значением.
Page 49

Цикл многозаходной резьбы
F
10mmP
F
)(
G78 Многократный цикл
нарезания резьбы
Формат:
N... G78 P1... Q1... R1...
N...G78 X(U)...Z(W)...R2...P2 ...Q2 ... F...
Первый блок:
P1 ……6-циферный параметр разделенный на
цифровые пары:
РХХхххх …первые две цифры данного
параметра определяют количество проходов
чистовой обработки
РххХХхх …следующие две цифры определяют
величину фаски PF (см. рисунок)
РххххХХ …определяет угол наклона боковой
стороны резьбы в [°] (допускается:
0,29,30,56,60,80)
Q1 …минимальная глубина резания [мм] с
приращением
R1 ....припуск на чистовую обработку [мм] с
приращением.
Второй блок:
X(U), Z(W) …абсолютные (инкрементные
координаты для точки К
R2 [мм] …величина конуса с приращением со
знаком
Р
[мм] …глубина резьбы (всегда
2
положительна), на чертеже - Р2
Q2 [мм] …глубина резания для первого
прохода (радиус) без знака
F [мм] …шаг резьбы
Примечание:
Отрицательный параметр конуса R определяет
конус как показано на рисунке.
P
xxXXxx
=
Page 50

Характеристики отвода G98, G99
Последовательность движений G98, G99
Систематические функции
G98/G99
G98 ....После достижение глубины сверления
инструмент отводится в исходную плоскость
G99 ....После достижение глубины сверления
инструмент отводится в плоскость отвода определяется параметром R.
Если не активированы функции G98 или G99,
инструмент отводится в исходную плоскость.
При программировании G99 (отвод в
плоскость отвода), необходимо установить
адрес R. При программировании G98, нет
необходимости программирования R.
R определяет высоту плоскости отвода
относительно последней позиции Z (исходная
позиция цикла сверления). При отрицательном
значении для R, плоскость отвода находится
ниже исходной позиции, при положительном
значении для R, плоскость отвода находится
выше исходной позиции.
Последовательность движений
1. Инструмент перемещается с высокой
скоростью от исходной позиции (S) в
плоскость, определенную R (R).
2. Обработка сверлением, определяемая
характеристиками цикла, на глубину
сверления.
3. Выполняется отвод: 1) при помощи
G98 в исходную плоскость (S), 2) при помощи
G99 в плоскость отвода.
Page 51

Цикл сверления с отводом в плоскость отвода
Цикл сверления с отводом в исходную
плоскость
G80 Циклы отмены сверления
(G83 - G85)
Формат:
N... G80
Циклы сверления являются модальными. Они
отменяются функцией G80 или другой
командой группы 1 (G00, G01,...).
G83 Цикл сверления
Формат:
N... G89(G99)G83X0 Z(W)...(R...)Q...P...F
М...
G89(G99)... возврат в исходную плоскость
(плоскость отвода)
Х0 …позиция отверстия по X (всегда 0)
Z(W) ...абс. (инкр.) глубина сверления
R [мм] ...инкр. значение для плоскости отвода
относительно точки Z (со знаком)
Q [мм] ...глубина сверления на проход
Р [мс] ...выдержка на глубине сверления Р1000
= 1 сек
F …скорость подачи
М …направление шпинделя (М03 или М04)
К …количество повторений цикла
Примечания:
При программировании G99 (отвод в
плоскость отвода), необходимо установить
адрес R. При программировании G98, нет
необходимости программирования R.
Нет необходимости программировать Х0,
если в предшествующем кадре инструмент
уже был перемещен к вращающемуся
центру (N... G00 Х0 Z...). Если
программируется Х0, в предшествующем
кадре необходимо выполнить подвод
только к исходной точке по оси Z (N... G00
Z3...).
Если не установлено Q, деление проходов
не выполняется, т.е. выполняется сверление
до конечной точки Z в одно движение.
Page 52

Цикл нарезания резьбы метчиком с отводом
в плоскость отвода
Цикл нарезания резьбы метчиком с отводом
в исходную плоскость
G84 Цикл нарезания резьбы
метчиком
Формат:
N…G98(99) G84 Х0 Z(W)...(R...) F…M…
F …шаг резьбы
Х0 …позиция отверстия по оси X (всегда 0)
Z(W) ...а6c. (инкр.) глубина сверления
R [мм] …инкр. значение для плоскости отвода
относительно точки Z (со знаком)
Р [мс] ...выдержка на дне отверстия Р1000 =
1сек
F …скорость подачи
М …направление вращения шпинделя (М03
или М04)
Примечания:
При программировании G99 (отвод в
плоскость отвода), необходимо установить
адрес R. При программировании G98, нет
необходимости программирования R.
Нет необходимости программировать Х0,
если в предшествующем кадре инструмент
уже был перемещен к вращающемуся
центру (N... G00 Х0 Z...). Если
программируется Х0, в предшествующем
кадре необходимо выполнить подвод
только к исходной точке по оси Z (N... G00
Z3...).
Цикл нарезания резьбы метчиком
запускается соответствующей функцией М
(М03 или М04). В целевой точке
направление вращения шпинделя автоматически изменяется на обратное, для
возврата. После достижения исходной
позиции, система переключается на
исходное направление вращения шпинделя.
Page 53

Пример
Цикл развертывания с отводом в плоскость
отвода
Цикл развертывания с отводом в исходную
плоскость
Глубокое сверление, G83 и нарезание резьбы
метчиком, G84 на основном шпинделе со
стационарными инструментами. Пример:
G10P0 Z-100
Т0000 G0 X100 Z150
G90 G40 G95
Т0505 (диаметр сверла 5)
G97 S2000 М3
G0 Х0 Z2
G83 Z-15 Q5000 F0.15
G0 Z50
Т0707 (AWZAXIALGEWB.)
N90 G97 S300
G0 Х0 Z5
G84 Z-10 F1 М3
G0 Z20 М5
М30
G85 Цикл развертывания
Формат:
N…G98(99)G85X0Z(W)...(R...)P...F...M...
Х0 …позиция отверстия по оси X (всегда 0)
Z(W) ...абс. (инкр.) глубина сверления
R [мм] …инкр. значение для плоскости отвода
относительно исходной точки Z (со знаком)
Р [мс] ...выдержка на дне отверстия Р1000=
1сек
F …скорость подачи
М …направление вращения шпинделя (М03
или М04)
Примечания:
При программировании G99 (отвод в
плоскость отвода), необходимо установить
адрес R. При программировании G98, нет
необходимости программирования R.
Нет необходимости программировать Х0 в
G83, если в предшествующем кадре была
запрограммирована исходная позиция для
выполнения цикла по обеим осям (N... G00
Х0 Z...). В обратном случае, в
предшествующем кадре необходимо
выполнить подвод только к исходной точке
по оси Z (N... G00 Z3...).
Отвод к исходной точке выполняется с
двойной подачей.
Деление проходов назначением Q невозможно.
Page 54

G90 Программирование
абсолютных размерах
Формат:
N...G90
Адреса программируются следующим
образом:
X …диаметр
U+/- ...инкр., в диаметре (для некоторых
циклов) Z+/-... абсолюты, (относительно
нулевой точки заготовки)
W+/- ...инкр.. (фактическое) расстояние
перемещения
Примечания:
Допускается прямое переключение между
G90 и G91 от кадра к кадру.
G90 и G91 могут также программироваться
с некоторыми другими функциями G
(N... G90G00X...Z...).
G91 Программирование в
размерах с приращением
Формат:
N...G91
Адреса программируются следующим
образом:
X,U …диаметр
Z,W …инкр.. (фактическое) расстояние
перемещения со знаком
Программа:
N...G90 Программирование в абсолютных
размерах
…Нуль детали справа....Правая сторона
контура обработана
N180 G00 Х35 Отвод
N185 Z-100 …расстояние движения = длина
детали
N190 G92 Х35 Z0...Новый нуль детали на
левой стороне
…Нулевая точка детали слева …Обработка
левой стороны
N305 G00 Х35 …отвод
N310 Z100 …расстояние движения = длина
детали
N315 G92 Х35 Z0...и т.д.
Сдвиг нуля с помощью G92 является
модальным, и не отменяется командой М30
или RESET. Поэтому, не забывайте выполнять
сброс сдвига нуля G92 перед завершением
программы. При инкрементной установке
сдвига нуля, значения U и W прибавляются к
последнему достоверному сдвигу нуля.
G94 Скорость подачи в минутах
Ввод команды G94 означает, что все значения,
запрограммированные в «F» (подача), даются в
мм/мин.
Формат:
N...G94 F...
G92 Ограничение скорости
шпинделя
Формат:
N...G92 S... (ограничение скорости шпинделя)
Максимальная скорость вращения шпинделя
(U/мин) для постоянной скорости резания
(G96) устанавливается командой G92.
G92 Выбор системы координат
Формат:
N...G92 X...Z... (установка системы координат)
или
N.. .G92 U... W... (сдвиг системы координат)
Пример:
При необходимости сдвига нуля заготовки
справа влево
Диаметр заготовки = 30 мм
Длина заготовки = 100 мм
G95 Скорость подачи в оборотах
Ввод команды G95 означает, что все значения,
запрограммированные в «F» (подача), даются в
мм/оборот.
Формат:
N...G95 F...
G96 Постоянная скорость резания
Единица: м/мин
Система управления выполняет постоянную
калькуляцию скорости шпинделя в
соответствии с необходимым диаметром.
Формат:
N...G96 S...
G97 Постоянная скорость
вращения
Единица: оборот/мин Формат:
N...G97 S...
Page 55

Описание команд М
Команды М являются переключательными или
дополнительными функциями. Команды М
могут вводиться в программу отдельно или
вместе с другими командами. Команды одной
группы отменяют друг друга, поэтому
последняя запрограммированная команда М
отменяет предшествующую команду М той же
группы.
Примечание:
Далее описаны стандартные команды М.
Возможность выполнения данных команд
зависит от типа станка и используемых
дополнительных приспособлений.
М00 Программируемый останов
(безусловный)
Данная команда активирует остановку
выполнения программы обработки.
Основной шпиндель, подача и подача
хладагента выключаются.
Стружкооградительная дверь может быть
открыта без включения тревоги.
Выполнение программы может быть
продолжено нажатием «NC START ». После
этого включается основной привод
используемыми до этого значениями.
М01 Программируемый останов
(условный)
М01 работает как М00, но только если
включена функция подтверждения
PROGRAMMED STOP YES при помощи
экранной клавиши в меню PROGRAM
CONTROL.
Выполнение программы может быть
продолжено нажатием «NC START ». После
этого включается основной привод
используемыми до этого значениями.
М03 Включение основного
шпинделя по часовой стрелке
Шпиндель включается при условии, что
запрограммирована скорость вращения
шпинделя и скорость резания,
стружкооградительная дверь закрыта, а
заготовка правильно зажата.
М03 должна использоваться для всех
инструментов правостороннего резания или
верхнего расположения, если обработка
выполняется за вращающимся центром.
М04 Включение основного
шпинделя против часовой стрелки
Условия аналогичны описанным в М03.
М03 должна использоваться для всех
инструментов левостороннего резания или
нормального расположения, если обработка
выполняется за вращающимся центром.
М05 Выключение основного
шпинделя
Электрическое торможение основного
привода.
В конце программы основной привода
автоматически выключается.
М02 Конец основной программы
М02 работает как М30.
М08/M09 Подача хладагента
ВКЛ/ВЫКЛ
Включение/ Выключение подачи хладагента.
М20/М21 Задняя бабка
назад/вперед
Задняя бабка движется назад/вперед.
М25/М26 Открывание зажимного
приспособления
Открывание/закрывание зажимного
приспособления.
М30 Конец программы
Командой М30 выключаются все приводы и
система возвращается в начало программы.
Кроме того, показание счетчика увеличивается
на 1.
М71/72 Выдувание ВКЛ/ВЫКЛ
Устройство выдувания вкл./выключается.
Page 56

Основная программа Подпрограмма
Вызов подпрограммы из основной программы
М98 Вызов подпрограммы
Формат:
N... М98 Р...
Р …первые четыре цифры справа определяют
номер подпрограммы, другие цифры количество повторений.
Примечание:
М98 может устанавливаться в одном кадре
с командой движения (например, G01 Х25
М98 Р2500 1).
Если количество повторов не определено,
вызов подпрограммы выполняется один раз
(М98 Р500 1).
Если запрограммированной подпрограммы
не существует, активируется тревога.
Возможно выполнение двойного
циклического вызова подпрограммы.
М99 Конец подпрограммы.
Указание перехода
Формат:
N... М99 Р...
М99 в основной программе
Без адреса перехода:
Переход к началу программы.
С адресом перехода:
Переход к кадру № хххх
М99 в подпрограмме
Без адреса перехода:
Переход в программу вызова, следующий кадр
после кадра с вызовом подпрограммы (см.
рисунок)
С адресом перехода:
Переход в программу вызова к кадру № хххх
Примечание:
М99 должна быть последней командой в
подпрограмме.
Обратный переход выполняется
автоматически на следующий кадр УП.
Page 57

4. Гибкое программирование
Функция
Пример
=
#1=2
+
#1= #2+#3
-
#1 =#2-#3
*
#1= #2*#3
/
#1 =#2/#3
Номер
переменной
Тип переменной
Функция
#0
Всегда 0
Системная
переменная
Переменная всегда имеет
значение 0. Неизменная.
#1 -33
Локальная
переменная
Используется для
вычислений в программе
#100-149
Глобальная
переменная
Используется для
вычислений в программе
#500-531
Системная
переменная
Используется для
вычислений в программе
#1000
Системная
переменная
Загрузочный магазин:
достигнут конец прутка
#1001
Системная
переменная
Загрузочный магазин:
загрузчик выдвинут
#1002
Системная
переменная
Загрузочный магазин: первая
деталь после смены прутка
#3901
Системная
переменная
Номинальный номер деталей
#3901
Системная
переменная
Фактический номер детали
Переменные и арифметические параметры
Использование переменных вместо
фиксированных значений дает возможность
создания более гибкой конфигурации
программы. Это позволяет обеспечивать
реакцию на сигналы (например: значения
измерений), или использовать одну программу
для различных геометрических данных,
используя переменные вместо номинальных
значений.
Наряду с вычислением переменных и
переходами программы, появляется возможность создания сверхгибкого программного
архива и, соответственно, экономии времени
программирования.
Локальные и глобальные переменные могут
быть считаны и записаны. Все другие
переменные могут быть только считаны.
Локальные переменные используются только в
том макросе, в котором они установлены.
Глобальные переменные могут использоваться
в каждом макросе, независимо от макроса в
котором они были определены.
Вычисления с переменными
Для четырех основных математических
действий достоверны математические
обозначения.
Выражение в правой части может содержать
постоянные величины и/или переменные,
объединенные функциями.
Каждая переменная может быть снова
заменена арифметическим выражением в
квадратных скобках или постоянным
значением.
Пример:
#1 = #[#2]
Вычисления выполняются слева правила
приоритета вычислений.
Пример:
#1 = #[#2]*3+#5/2
Page 58

Структуры управления
Оператор
Значение
EQ
Равно (=)
NE
He равно (≠)
GT
Больше чем (>)
GE
Больше или равно
LT
Меньше чем (<)
LE
Меньше или равно
В программах последовательности управления
могут быть изменены инструкциями IF и
GOTO. Имеются следующие типы ветвления:
IF (условие) TFIEN
IF (условие) GOTO <n>
GOTO назначение
IF (условие) THEN
После IF должно быть указано условие. Если
условие выполнено, выполняется соответствующая макрокоманда. Может быть
выполнена только одна макрокоманда.
Пример:
При равенстве значений #1 и #2, значение 5
присваивается #3.
IF [#1EQ#2]THEN#3=5
IF (условие) GOTO <n>
После IF должно быть указано условие. Если
условие выполнено, то переход к указанному
номеру кадра. Если это не так, выполняется
следующий кадр.
Пример:
Если значение переменной #1 больше чем 10,
выполняется ветвление к номеру кадра №4.
Если это не так, выполняется следующий кадр.
IF [#lGT10]GOTO4
GOTO назначение
Команда перехода GOTO может
программироваться также без условия.
Переменная или постоянная может
использоваться как назначение перехода. При
использовании переменной номер может быть
заменен выражением в квадратных скобках.
Пример:
Переход к номеру кадра 3
GОTО3
Пример:
Переход к переменной #6
GOTO#6
Относительные операторы
Относительные операторы состоят из двух
букв и используются для определения, в
сравнении двух значений, равны ли они, или
одно из них болыне/меныне другого.
Сравниваемые выражения могут быть
переменными п или постоянными.
Переменная может быть заменен выражением
в квадратных скобках.
Пример:
IF[#12EQl]GOTO10
Примеры программирования с макрокомандами
IF[#100EQ1]GOTO10
IF[#[10]]NE#0]GOTO#[#1]
IF[1EQ1]THEN#2=5
IF[#[#4+#[#2/2]]GT#20THEN#[#10]]=#l*5+#7
Page 59

5. Пример составления
управляющей программы
О0300 (Fanuc21)
N5 T0101 (sidetool left)
N10 G96 S200 M4
N15 G92 S3000
N20 G95 F.15
N25 G0 X31 Z-5
N30 G1 X-1
N35 G0 Z2
N40 G0 X31
N45 G73 U1 R1
N50 G73 P55 Q105 U3 W2 F15
N55 G1 X10 Z0
N60 G1 X14 Z-2
N65 G1 X14 Z-15.8
N70 G1 X11.7 Z-18
N75 G1 X11 Z-20
N80 G1 X17 Z-20
N85 G1 X18 Z-21
N90 G1 X18 Z-35.276
N95 G3 X28 Z-46 R14
N100 G1 Z-48
N105 G1 X30
N110 G72 P55 Q105 F1
N115 G00 X30 Z50
N120 T0505 (threading tool)
N125 G97 S600 М3
N130 G00 X15 Z2
N135 G78 P030060 Q100 R0.1
N140 G78 X12.16 Z-18 R0 P920 Q250 F1.5
N145 G0 X30 Z50
N150 T0202 ( no start drill )
N155 G97 S1500 М3
N160 G94 F80.
N165 G0 X0 Z5
N170 G1 Z-7
N175 G0 Z5
N180 G28 U5 W5
N185 T0808 ( drilling 5mm )
N190 G97 S1500 M3
N191 G94 F80
N192 G0 X0 Z5
N193 M8
N195 G98 G83 X0 Z-15 Q5000 P1000 K1
N196 M9
N200 G28 U5 W5
N205 T0404 (tapping m6 )
N210 G97 S600 М3
N215 G0 X0 Z5
N216 M8
N220 G98 G84 X0 Z-10 F1 P1000
N221 M9
N225 G28 U5 W5
N230 M30
О0301 (ballguide2)
N5 T0101
N10 G96 S200 M4
N15 G92 S3000
N20 G95 F15
N25 G00 X31 Z8
N30 G73 U5 R5
N35 G73 P40 Q60U2 W1
N40 G01 X-0.8 Z5
N45 Z0
N46 X0
N50 G03 X28 Z-14 R14
N55 G01 Z-15
N60 X30
N65 G72 P40 Q60 F1
N70 G0 X50 Z50
N75 M30
Page 60

6. Порядок выполнения и оформления контрольных работ
По всему курсу студент выполняет контрольные работы, которые
помогают ему самостоятельно усвоить содержание изучаемого предмета.
Контрольные задания составлены для тридцати вариантов деталей. Студент
выбирает чертеж детали, в соответствии с номером приложения данным
преподавателем. Контрольные работы должны быть оформлены на листах
формата А4. Допускается оформление графической части работ на листах
формата А3. Выполнение контрольных работ в тетради не допускается.
Содержание контрольных работ должно точно соответствовать заданию.
Контрольные работы не рассматриваются, если они выполнены не по
заданному варианту.
Чертежи необходимо выполнять в соответствии с требованиями правил
машиностроительного черчения и стандартов ЕСКД. Чертежи должны быть
пронумерованы и снабжены поясняющими подписями. Чертежи могут быть
выполнены на белой бумаге и даны в приложении к контрольной работе со
ссылками на них в соответствующем месте работы.
Применять ксерокопии, синьки, светокопии, фотографии и др. не
разрешается.
Полное совпадение контрольных работ у нескольких студентов будет
рассматриваться преподавателем как уклонение от самостоятельного
выполнения задания. Такие работы не зачитываются, и студентам,
представившим их, будут выдаваться индивидуальные задания.
В конце работы должны быть приведены использованные источники –
ГОСТы, учебники, монографии, справочники и методическая литература.
6.1. Программирование технологической обработки на токарном
станке со стойкой ЧПУ Fanuc 21
– дать описание станка, на котором будет производиться обработка
заготовки (выбрать любой токарный станок оснащенной стойкой Fanuc 21);
– дать описание стойки с ЧПУ, на которой будет производиться
составление управляющей программы для обработки заготовки;
– описать основные команды, которые будут использованы в программе;
– по чертежу детали составить управляющую программу.
Чертежи деталей приведены в приложениях 1-30.
При выполнении контрольных работ необходимо пользоваться
литературой, список которой представлен ниже.
Page 61
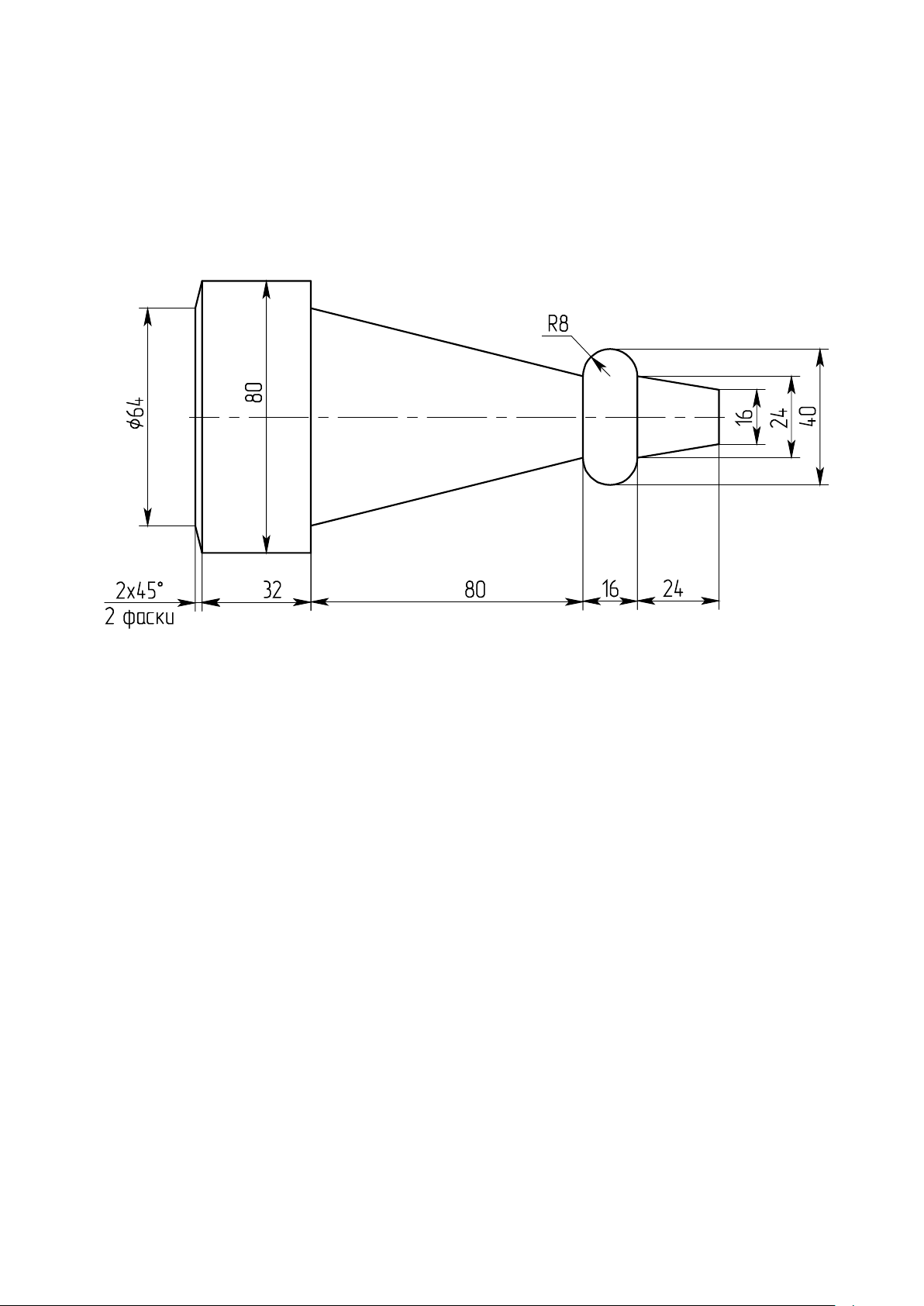
7. ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Page 62

ПРИЛОЖЕНИЕ 2
Page 63

ПРИЛОЖЕНИЕ 3
Page 64

ПРИЛОЖЕНИЕ 4
Page 65

ПРИЛОЖЕНИЕ 5
Page 66

ПРИЛОЖЕНИЕ 6
Page 67

ПРИЛОЖЕНИЕ 7
Page 68

ПРИЛОЖЕНИЕ 8
Page 69

ПРИЛОЖЕНИЕ 9
Page 70

ПРИЛОЖЕНИЕ 10
Page 71

ПРИЛОЖЕНИЕ 11
Page 72

ПРИЛОЖЕНИЕ 12
Page 73

ПРИЛОЖЕНИЕ 13
Page 74

ПРИЛОЖЕНИЕ 14
Page 75

ПРИЛОЖЕНИЕ 15
Page 76

ПРИЛОЖЕНИЕ 16
Page 77
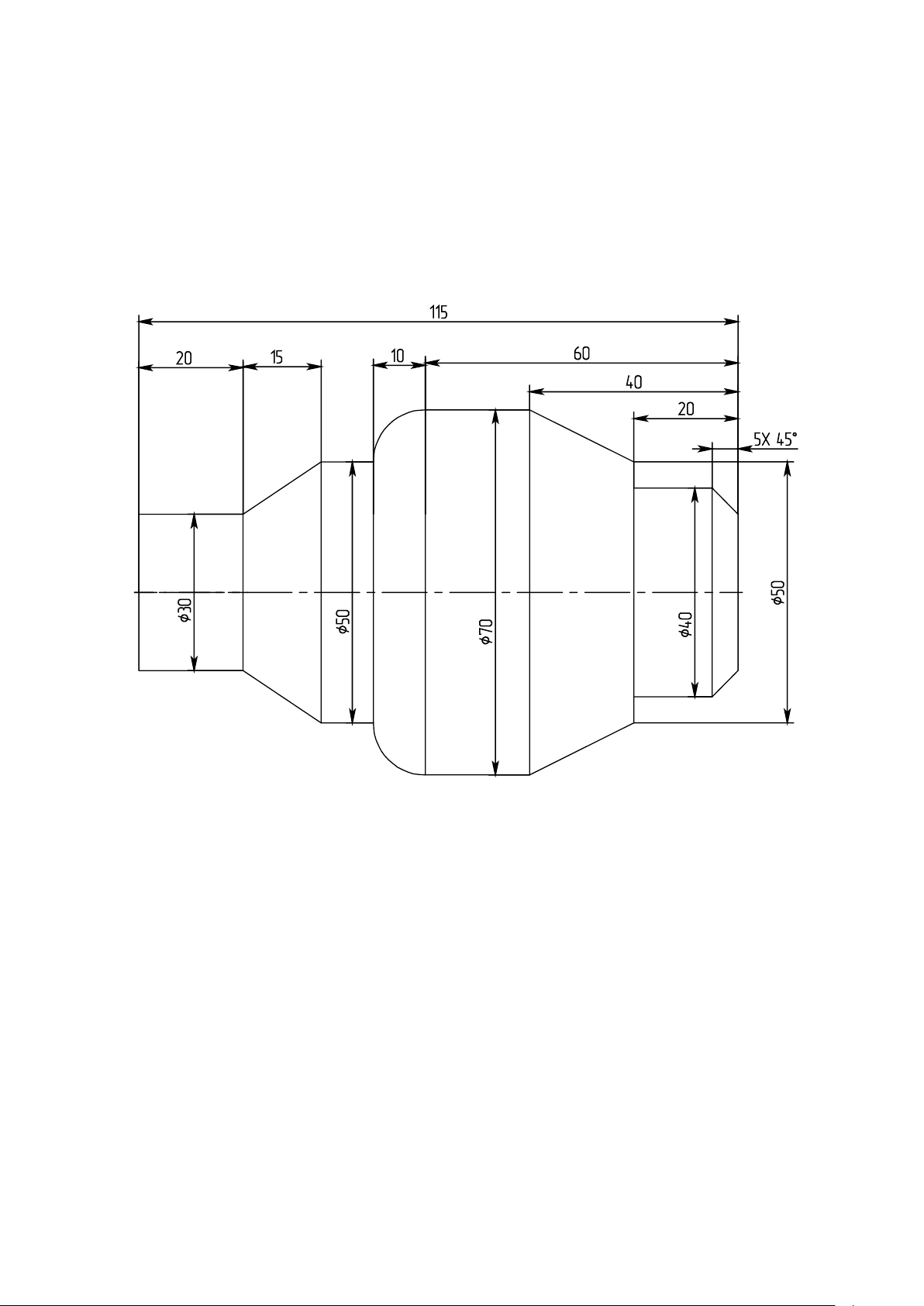
ПРИЛОЖЕНИЕ 17
Page 78

ПРИЛОЖЕНИЕ 18
Page 79

ПРИЛОЖЕНИЕ 19
Page 80

ПРИЛОЖЕНИЕ 20
Page 81

ПРИЛОЖЕНИЕ 21
Page 82

ПРИЛОЖЕНИЕ 22
Page 83

ПРИЛОЖЕНИЕ 23
Page 84

ПРИЛОЖЕНИЕ 24
Page 85

ПРИЛОЖЕНИЕ 25
Page 86

ПРИЛОЖЕНИЕ 26
Page 87

ПРИЛОЖЕНИЕ 27
Page 88

ПРИЛОЖЕНИЕ 28
Page 89

ПРИЛОЖЕНИЕ 29
Page 90

ПРИЛОЖЕНИЕ 30
Page 91

Список литературы
1. Сосонкин В. Л. Программное управление технологическим оборудованием :
учеб. для вузов по специальности «Автоматизация технологических процессов и
производств»/В. Л. Сосонкин. – М. : Машиностроение, 1991. – 512 с.: ил
2. Программное управление станками : учеб. для машиностроительных вузов /
В. Л. Сосонкин, О. П. Михайлов, Ю. А. Павлов [и др.] ; под ред. д-ра техн. наук. проф.
В. Л. Сосонкина. – М. : Машиностроение, 1981. – 398.: ил.
3. Станки с числовым программным управлением (специализированные) / В.
А. Лещенко, Н. А. Богданов, И. В. Вайнштейн [и др.] ; под общ. ред. В. А. Лещенко. – 2-е
изд., перераб. и доп. – М. : Машиностроение, 1988. – 568с.: ил.
4. Каштальян И. А. Обработка на станках с числовым программным управлениием : справ. пособие/ И. А. Каштальян, В. И. Клевзович. – Мн. : Выш. шк., 1989. – 271с.: ил.
5. Фоллпрехт Я. Управление металлообрабатывающими станками/ Я. Фоллпрехт,
И. Заградник ; пер. с чешск. И. В. Шварца. – М. : Машиностроение, 1983. – 392с.: ил.
6. Бржозовский Б. М. Управление системами и процессами : учеб. для студентов
специальностей: 151001.65,151002.65,220301.65. – Старый Оскол : ТНТ, 2010. – 296 с.
7. Серебреницкий П. П. Программирование для автоматизированного оборудования : учеб. для средн. проф. учебных заведений/ П. П. Серебреницкий, А. Г. Схиртладзе ;
под ред. Ю. М. Соломенцева. – М. : Высш. шк. 2003. – 592 с.: ил.
8. Гжиров Р. И. Программирование на станках с ЧПУ : справочник/ Р. И. Гжиров,
П. П. Серебреницкий. – Л. : Машиностроение. Ленингр. отд-ние, 1990. – 588с.: ил.
9. Микроэлектронные устройства в системах управления станками/ под. ред.
С. Г. Синичкина. – М. : Машиностроение, 1983. – 120 с.: ил.
10. Схиртладзе А. Г. Работа оператора на станках с программным управлением :
учеб. пособие для проф. учеб. заведений. – 3-е изд. стер./А. Г. Схиртладзе. – М. : Высш. шк. ;
Изд. центр «Академия», 2000. – 175 с.: ил.
11. Никитенко В. Д. Подготовка программ для станков с числовым программным
управлением/В. Д. Никитенко. – М. : Машиностроение, 1973. – 240 с.
12. Вашкевич С. Н. Программирование и математическое обеспечение обеспечение микропроцессорных систем ЧПУ : учеб. пособие/С. Н. Вашкевич, Е. В. Новичков,
В. В. Панчурин. – Пенза : Пенз. политехн. ин-т, 1991. – 79 с.: ил.
13. Новичков Е. В. Управление технологическим оборудованием с использованием
программируемых контроллеров : метод. указания к лабораторным работам/Е. В. Новичков,
В. Ю. Баталин. – Пенза : Пенз. политехн. ин-т, 1999. – 20 с.: ил.
14. Новичков Е. В. Управление технологическим оборудованием с
использованием программируемых контроллеров : метод. указания к лабораторным работам.
Ч. 2/Е. В. Новичков, В. Ю. Баталин. – Пенза : Пенз. политехн. ин-т, 1999. – 24 с.: ил.
 Loading...
Loading...