


www.Fisher.com
D100391X012
Design EDR and ETR easy-er Valves
Contents
Introduction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual 1. . . . . . . . . . . . . . . . . . . . . . . . .
Description 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Specifications 2. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Maintenance 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Trim Maintenance 4. . . . . . . . . . . . . . . . . . . . . . . .
Packing Maintenance 7. . . . . . . . . . . . . . . . . . . . .
Parts Ordering 11. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Packing Kits 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts Kits 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts List 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Introduction
Scope of Manual
This instruction manual includes installation,
maintenance, and parts information for 1- through
4-inch Design EDR and ETR valves (see figure 1).
The valves are available in Class 150 through 600
ratings.
The valves are also available with full-size and
restricted-trim designs. Refer to separate manuals
for instructions covering the actuator and
accessories.
No person may install, operate, or maintain a Design
EDR or ETR valve without first D being fully trained
and qualified in valve, actuator, and accessory
installation, operation, and maintenance, and D
carefully reading and understanding the contents of
this manual. If you have any questions about these
instructions, contact your Emerson Process
Managementt sales office before proceeding.
Description
The Design EDR and ETR are single-port,
globe-style valves that feature cage guiding, a
balanced plug design, and push-down-to-open valve
plug action. The valve constructions are available
with metal-to-metal or metal-to-composition seats.
These constructions permit access to the internal
trim parts through the bottom flange without
removing the actuator from the valve.
W2080-1 / IL
Figure 1. Reverse Acting easy-er Valve with Actuator
Note
Neither Emersonr, Emerson Process
Management, Fisherr, nor any of their
affiliated entities assumes
responsibility for the selection, use
and maintenance of any product.
Responsibility for the selection, use,
and maintenance of any product
remains with the purchaser and
end-user.
Instruction Manual
Form 5050
August 2006
EDR and ETR Valves

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
2
Table 1. Specifications
Available Valve Constructions
See table 2
End Connection Styles
Cast Iron Valves
Flanged: Class 125 flat-face or 250 raised-face
flanges per ASME B16.1
Screwed: Consistent with ASME B16.4
Steel and Stainless Steel Valves
Flanged: Class 150, 300, and 600 raised-face or
ring-type joint flanges per ASME B16.5
Screwed or Socket Welding: All available ASME
B16.11 schedules that are consistent with Class
600 per ASME B16.34
Buttwelding: Consistent with ASME B16.25
Maximum Inlet Pressure
(1)
Cast Iron Valves
Flanged: Consistent with Class 125B or 250B
pressure-temperature ratings per ASME B16.1
Screwed: Consistent with Class 250
pressure-temperature ratings per ASME B16.4
Steel and Stainless Steel Valves
Flanged: Consistent with Class 150, 300, and
600
(2)
pressure-temperature ratings per ASME
B16.34
Screwed or Welding: Consistent with Class 600
pressure-temperature ratings per ASME B16.34
Shutoff Classification
Design EDR: ANSI/FCI 70-2 and IEC 60534-4
Class II (standard); Class III for valves with a
graphite piston ring and 78 mm (3.4375 inch) or
larger port diameter
Design ETR: Standard air test
(0.05 mL/minute/psid/inch of port diameter) using
air at service pressure drop or 3.5 bar (50 psi),
whichever is lower; or ANSI/FCI 70-2 and
IEC 60534-4 Class V (optional) with PTFE seats;
Class IV or V (optional) with metal seats
Flow Characteristics
Linear (all cages), quick-opening, or equal
percentage
Flow Directions
Linear, Quick Opening, or Equal Percentage
Cage: Normally up,
Whisper Trimr I Cage: Always down
Approximate Weights
VALVE SIZE,
INCHES
WEIGHT
kg Pounds
1 & 1.25
1.5
2
2.5
3
4
14
20
39
45
54
77
30
45
67
100
125
170
1. The pressure/temperature limits in this manual and any applicable standard or code limitation for the valve should not be exceeded.
2. Certain bonnet bolting material selections may require a Class 600 easy-e valve assembly to be derated. Contact your Emerson Process Management sales office.
Table 2. Available Valve Constructions
DESIGN
VALVE
SIZE,
INCHES
VALVE MATERIAL AND END CONNECTION STYLE
Carbon Steel, Alloy Steel, or Stainless Steel Valve Cast Iron Valve
Screwed
RF or RTJ Flanged
Butt-
welding
Socket
Weld
Screwed
Class 125B
FF Flanged
Class 250B
RF Flanged
Class 150 Class 300 Class 600
EDR
1, 1.5, or 2
1.25
2.5, 3, or 4
X
X
- - -
X
- - X
X
- - X
X
- - X
X
- - X
X
- - -
- - -
X
X
- - -
X
- - X
X
- - X
ETR
1, 1.5, or 2
1.25
2.5, 3, or 4
X
X
- - -
X
- - -
- - -
X
- - -
- - -
X
- - -
- - -
X
- - -
- - -
X
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
X = Available Construction

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
3
CAP SCREWS
INDICATOR SCALE
STEM LOCKNUTS
YOKE LOCKNUT
STEM
CONNECTOR
INDICATOR DISK
ACTUATOR
YOKE
PACKING
FLANGE
NUTS
BONNET
W2080-1 / IL
Figure 2. Actuator Mounting
Installation
WARNING
Always wear protective gloves,
clothing, and eyewear when
performing any installation operations.
To avoid personal injury or property
damage resulting from the sudden
release of pressure, do not install the
valve assembly where service
conditions could exceed the limits
given on the valve and actuator
nameplates. Use pressure-relieving
devices as required by accepted
industry, local, state, or Federal codes,
and good engineering practices.
Check with your process or safety
engineer for any other hazards that
may be present from exposure to
process media.
If installing into an existing
application, also refer to the WARNING
at the beginning of the Maintenance
section in this instruction manual.
CAUTION
The valve configuration and
construction materials were selected
to meet particular pressure,
temperature, pressure drop, and
controlled fluid conditions. Because
some body/trim material combinations
are limited in their pressure drop and
temperature range capabilities, do not
exceed these conditions without first
contacting your Emerson Process
Management sales office.
Inspect the valve and pipelines to
ensure they are not damaged, are
clean, and free of foreign material.
1. Before installing the valve, inspect the valve and
associated equipment for any damage and any
foreign material.
2. Make certain the valve body interior is clean, that
pipelines are free of foreign material, and that the
valve is oriented so that pipeline flow is in the same
direction as the arrow (see figure 2) on the side of
the valve.
3. The control valve assembly can be installed in
any orientation unless limited by seismic criteria.
However, the normal method is with the actuator
vertical above the valve body (see figure 2). Other
positions may result in uneven valve plug and cage
wear, and improper operation. With some valves, the
actuator may also need to be supported when it is
not vertical. For more information, consult your
Emerson Process Management sales office.
4. Use accepted piping and welding practices when
installing the valve in the line. If a post-weld heat
treatment process is to be applied to the valve end
connections, and the valve has composition or
elastomer trim parts, remove the trim to avoid
damage to the soft parts.
CAUTION
Depending on valve body materials
used, post weld heat treating may be
required. If so, damage to internal
elastomeric and plastic parts, as well
as internal metal parts is possible.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
4
Shrunk-fit pieces and threaded
connections may loosen. In general, if
post weld heat treating is to be
performed, all trim parts should be
removed. Contact your Emerson
Process Management sales office for
additional information.
5. If continuous operation is required during
inspection or maintenance, install a three-valve
bypass around the control valve assembly.
6. If the actuator and valve are shipped separately,
refer to the actuator mounting procedure in the
appropriate actuator instruction manual and also see
figure 2.
WARNING
Personal injury could result from
packing leakage. Valve packing was
tightened prior to shipment; however
some readjustment will be required to
meet specific service conditions.
Maintenance
WARNING
Avoid personal injury from sudden
release of process pressure. Before
performing any maintenance
operations:
D Always wear protective gloves,
clothing, and eyewear when
performing any maintenance
operations to avoid personal injury.
D Disconnect any operating lines
providing air pressure, electric power,
or a control signal to the actuator. Be
sure the actuator cannot suddenly
open or close the valve.
D Use bypass valves or completely
shut off the process to isolate the
valve from process pressure. Relieve
process pressure on both sides of the
valve. Drain the process media from
both sides of the valve.
D Vent the power actuator loading
pressure and relieve any actuator
spring precompression.
D Use lock-out procedures to be
sure that the above measures stay in
effect while you work on the
equipment.
D The valve packing box may
contain process fluids that are
pressurized, even when the valve has
been removed from the pipeline.
Process fluids may spray out under
pressure when removing the packing
hardware or packing rings, or when
loosening the packing box pipe plug.
D Check with your process or safety
engineer for any additional measures
that must be taken to protect against
process media.
Valve parts are subject to normal wear and must be
inspected and replaced as necessary. Inspection
and maintenance frequency depends on the severity
of service conditions. This section includes
instructions for trim maintenance, packing
maintenance, and packing lubrication. All
maintenance operations may be performed with the
valve installed in the pipeline.
Note
If the valve has ENVIRO-SEALr
live-loaded packing installed (figure 9,
10, or 11), see the Fisher instruction
manual entitled ENVIRO-SEAL Packing
System for Sliding-Stem Valves for
packing instructions.
If the valve has HIGH-SEALt
Heavy-Duty live-loaded packing
installed (figure 8), see the Fisher
instruction manual entitled HIGH-SEAL
Live-Loaded Packing System for
packing instructions.
Trim Maintenance
Disassembly
Note
Whenever a gasket seal is disturbed
by removing or shifting gasketed
parts, install a new gasket upon
reassembly. This is necessary to
ensure a good gasket seal.
Key number locations are shown in figure 12 or 13
unless otherwise indicated.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
5
STEM
DISK SEAT
DISK
VALVE PLUG
CAGE
CASTLE NUT
COTTER PIN
DESIGN ETR OR EDR
NOTE:
DESIGN ETR USES A SEAL RING (KEY 24) AND A BACKUP RING
(KEY 25) (SEE FIGURE 12).
40A5479-B
B2360 / IL
1
1
Figure 3. Valve Plug Assembly
CAUTION
Take care when removing the bottom
flange (key 31) in the following
procedure, to prevent possible product
damage from parts unexpectedly
falling out of the valve body.
1. Isolate the control valve from the line pressure,
release pressure from both sides of the valve body,
and drain the process media from both sides of the
valve. If using a power actuator, also shut off all
pressure lines to the power actuator, release all
pressure from the actuator. Use lock-out procedures
to be sure that the above measures stay in effect
while you work on the equipment. When removing the
bottom flange (key 31), be careful that the cage and
other parts are not damaged by unexpectedly falling
out of the valve body. Remove the nuts (key 16) or
cap screws from the bottom flange.
2. Removing the valve plug from the valve body, the
valve plug can be removed independently of the
valve stem by removing the cotter pin and castle nut
(keys 30 and 8). Then, slide the valve plug out of the
cage (see figure 3).
D Disconnect the stem connector, and loosen the
packing flange nuts (see figure 2).
D Move the valve stem away from the actuator
stem allowing room to remove the indicator disk and
stem locknuts. Remove the parts indicated.
D Remove the valve plug by pulling the valve
plug/stem assembly through the packing and out of
the bottom of the bonnet.
D If the valve plug is to be re-used but the stem
needs to be replaced, drive the pin (key 8) out of the
plug/stem assembly and unscrew the valve stem.
CAUTION
Take care during disassembly in the
following procedure, to prevent
possible damage to sealing surfaces.
3. Remove the seat ring (key 9), gaskets
(keys 10, 11, 12, and 13), and any remaining parts if
they did not come out with the valve plug. If the seat
ring (key 9) is stuck in the valve body, strike the
outside of the valve body at the seat ring line with a
rubber hammer while pulling down on the seat ring.
Carefully remove the seat ring without damaging
sealing surfaces.
If necessary, machine or grind metal seats before
installing the piston ring/seal ring or packing, or refer
to the Lapping Metal Seats procedure in this section.
Lapping Metal Seats
A certain amount of leakage should be expected
with metal-to-metal seating in any valve body. If the
leakage becomes excessive, however, the condition
of the seating surfaces of the valve plug and seat
ring can be improved by lapping. (Deep nicks should
be machined out rather than ground out.) Use a
good quality lapping compound of a mixture of 280
to 600-grit.
Assemble the valve to the extent that the seat ring
(key 9), cage (key 3), cage adaptor (key 4, if used),
and bonnet are in place. Also, remove the piston ring
or seal ring from the valve plug (if used).
1. Insert the valve stem (key 7) into the bonnet and
thread the plug (key 2) onto the end of the stem.
Make a simple handle from a piece of strap iron; lock
it to the valve with the stem locknuts.
2. Apply the lapping compound to the seating
surfaces. Rotate the handle alternately in each
direction to lap the seats. After lapping the seats,
remove the valve plug and stem, then clean all parts.
Repeat the lapping procedure if necessary.
Trim Assembly
Carefully clean all gasket surfaces. Use new gaskets
during reassembly of the valve.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
6
Table 3. Valve Body-to-Flange Nut Torques
VALVE
SIZE,
INCHES
TORQUES
(1)
SA193-B7
SA193-B8M
(2)
NSm LbfSft NSm LbfSft
1 and 1.25 129 95 64 47
1.5, 1.5 x 1, 2, or 2 x 1 96 71 45 33
2.5, 2.5 x 1.5, or 3 x 1.5 129 95 64 47
3, 3 x 2, 3 x 2.5, or 4 x 2 169 125 88 65
4, 4 x 2.5, or 4 x 3 271 200 156 115
1. Determined from laboratory tests.
2. SA193-B8M annealed.
Replacing the Seal or Piston Ring
CAUTION
Be careful not to scratch the surface of
the ring groove in the valve plug (key
2), or the new ring may not seal
properly.
D For Design EDR, if the piston ring (key 6) is
visibly damaged, remove the ring and replace it with
a new part. Refer to the Parts List at the end of this
manual for a replacement part.
D For Design ETR, if the seal ring and backup
ring (keys 24 and 25) are visibly damaged, remove
the rings by prying or cutting them from the groove.
Be careful not to scratch valve plug surfaces. Refer
to the Parts List at the end of this manual for
replacement parts.
Assembling the Valve Plug and Stem
1. For Design EDR and ETR, perform the following
steps:
D Insert the stem (key 7) into the plug (key 2,
figure 3) and thread the castle nut (key 8) onto the
end of the stem and hand tighten.
CAUTION
To prevent possible product damage,
take care that the stem and plug are
not damaged during the following
tightening procedure.
D When tightening the castle nut with a wrench,
line up the hole in the end of the stem with a slot in
the castle nut. Ensure that the stem and plug are not
damaged during the tightening procedure.
D Insert the cotter pin (key 30) and lock it in
place.
Installing the Piston Rings or Backup Ring/Seal
Rings
1. For Design EDR: When using a carbon-filled
PTFE piston ring, spread the ring apart slightly at the
split, start one end of the split into the groove in the
valve plug. Work the ring around the valve plug
inserting the ring into the groove in the valve plug.
The replacement graphite piston rings will arrive in
one piece. Use a vise with smooth or tapered jaws to
break the replacement piston ring into two halves.
Place the new ring in the vise so that the jaws
compress the ring into an oval. Compress the ring
slowly until the ring snaps on both sides. If one side
snaps first, do not try to tear or cut the other side.
Instead, keep compressing the ring until the other
side snaps. The piston ring can also be fractured by
scoring and snapping over a hard surface such as a
table edge. Sawing or cutting the ring is not
recommended.
2. For Design ETR: Apply a lubricant to both
backup and seal rings (keys 25 and 24). Place the
backup ring over the stem (key 7) and into the
groove in the valve plug (key 3). Slowly and gently
stretch the seal ring over the valve plug and work it
into the groove. Stretching the ring over the valve
plug can cause it to appear too large for the groove,
but it will contract to its original size when inserted
into the cage.
CAUTION
When installing the Design EDR or
ETR valve plug into the cage, make
sure the piston or seal ring is evenly
engaged in the entrance chamfer of
the cage to avoid damage to the ring.
Note
Use the preceding procedures to
assemble the valve plug and stem
before installing the parts into the
valve body. Insert the valve plug into
the cage (figure 3), then stack the
parts as recommended in steps below.
Installing the Parts into the Valve Body
1. Stack the valve trim parts using figures 12 and 13
to determine the sequence of parts.
EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
7
2. Lubricate the stud bolts (key 15) before installing
the valve trim into the valve body. (Note: For ease of
installing trim parts, remove all packing parts from
the packing box before installing the trim parts.)
3. When inserting the stack of trim parts into the
valve body, carefully align the parts in the recess of
the valve body.
4. Slide the bottom flange onto the stud bolts
(key 15). Secure the bottom flange (key 31) in place
on the valve body with the hex nuts (key 16). Tighten
the hex nuts to the torque value shown in table 3.
5. Torque the nuts in a criss-cross pattern. Repeat
the pattern until all nuts are torqued to the value
indicated in table 3.
6. Refer to the Packing Maintenance procedures
below.
Packing Maintenance
This procedure covers PTFE V-ring, graphite
ribbon/filament, and PTFE composition packing
rings. Key numbers refer to figure 5 for PTFE V-ring
packing and PTFE/composition packing, unless
otherwise indicated.
Note
If the valve has ENVIRO-SEAL
live-loaded packing installed (figure 9,
10, or 11), see the Fisher instruction
manual entitled ENVIRO-SEAL Packing
System for Sliding-Stem Valves for
packing instructions.
If the valve has HIGH-SEAL
Heavy-Duty live-loaded packing
installed (figure 8), see the Fisher
instruction manual entitled HIGH-SEAL
Live-Loaded Packing System for
packing instructions.
For all except spring-loaded packing, if the
packing is relatively new and tight on the stem, and if
tightening the packing flange nuts does not stop the
leakage, it is possible that the valve stem is worn or
nicked so that a seal cannot be made. If the leakage
comes from the outside diameter of the packing
follower, it is possible that the leakage is caused by
nicks or scratches around the inside of the packing
box wall.
For spring-loaded single PTFE V-ring packing,
the spring (key 8) maintains a sealing force on the
packing. If leakage is noted around the packing
follower (key 13), check to be sure the shoulder on
the packing follower is touching the bonnet. If the
shoulder is not touching the bonnet, tighten the
packing flange nuts (key 5, figure 4) until the
shoulder is against the bonnet. If leakage cannot be
stopped in this manner, proceed to the Removing
Packing and Installing Packing procedures below.
Removing Packing
WARNING
Refer to the WARNING at the
beginning of the Maintenance section
in this instruction manual.
The packing may have been removed in earlier
steps, or during trim maintenance procedures. Use
the following steps, when necessary, to remove
packing and associated assemblies.
Key number locations for packing parts are shown in
figures 5 and 6. For valve parts and the live loaded
packing system, refer to figures 8 through 11 (in the
Parts List section), for key number locations.
1. Isolate the control valve from the line pressure,
release pressure from both sides of the valve body,
and drain the process media from both sides of the
valve. If using a power actuator, also shut off all
pressure lines to the power actuator and release all
pressure from the actuator. Use lock-out procedures
to be sure that the above measures stay in effect
while you work on the equipment.
2. Exhaust all actuator pressure, disconnect the
operating lines from the actuator, and disconnect
any leakoff piping from the actuator. Relieve any
actuator precompression from the stem connector.
(If necessary, refer to the appropriate actuator
instruction manual for warnings, cautions, and
disassembly procedures.)
3. When removing the bottom flange (key 31), be
careful that the cage and other parts are not
damaged by unexpectedly falling out of the valve
body. Remove the nuts (key 16) or cap screws from
the bottom flange.
4. To remove the packing for maintenance,
disconnect the stem connector (see figure 2).
Remove the yoke locknut, and lift the actuator off the
valve.
5. Remove the packing flange nuts (key 5, figure 4),
packing flange (key 15), upper wiper (key 12), and
packing follower (key 13). If maintaining the packing
while the valve stem is in place, ensure that the
valve stem surface is not scratched or marred while
working with the packing.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
8
PACKING
BOX
NOTE:
REFER TO FIGURE 5 OR 6 FOR PACKING ARRANGEMENTS.
1
1
10A6681-A / DOC
Figure 4. Bonnet Assembly
Table 4. Recommended Torque for Packing Flange Nuts
VALVE
STEM
DIAMETER
CLASS
GRAPHITE PACKING PTFE PACKING
Minimum
Torque
Maximum
Torque
Minimum
Torque
Maximum
Torque
mm Inches
NSm LbfSin NSm LbfSin NSm Lbf Sin NSm LbfSin
9.5 3/8
125,
150
3 24 5 48 1 12 3 24
250,
300
4 36 7 60 2 18 3 30
600 5 48 8 72 3 24 4 36
12.7 1/2
125,
150
5 48 8 72 3 24 4 36
250,
300
7 60 10 84 3 30 5 42
600 10 84 14 120 5 42 7 60
19.1 3/4
125,
150
11 96 16 144 5 48 8 72
250,
300
14 120 20 180 7 60 10 90
600 20 180 30 264 10 90 15 132
CAUTION
To prevent possible product damage,
avoid scratching the packing box walls
when removing old packing parts. Also
inspect valve stem threads and
packing box surfaces for sharp edges
which may damage packing.
6. Avoid scratching the packing box walls when
removing the old packing parts. Clean the packing
box (see figure 4), and clean, inspect, or replace
metal packing parts. Generally, the metal packing
parts are not part of the packing kits listed in the
Parts List section, and they must be ordered
individually.
7. Inspect the valve stem threads and packing box
surfaces for any sharp edges which might cut the
packing. Scratches or burrs on the stem surfaces
can cause packing box leakage or damage to new
packing. If the surface condition cannot be improved
by light sanding, replace the damaged parts by
following the appropriate steps in the Trim
Maintenance procedure.
Note
If the control valve assembly was
purchased for an application where the
service temperatures are under 232_C
(450_F), the bonnet may be unscrewed
from the valve body. Where
temperatures are greater than 232_C
(450_F), the bonnet is seal welded to
the valve body.
CAUTION
To prevent possible product damage,
set the bonnet on a protective surface
in the following procedure.
8. If necessary, remove the bonnet assembly from
the valve by unscrewing it. Some applications
require seal welding the bonnet to the valve body,
and the bonnet should not be removed. Set the
bonnet on a protective surface to prevent damage to
the bonnet gasket surface.
Installing Packing
If the trim is removed, refer to Trim Maintenance
procedures, and install the trim (including the valve
stem) before installing the packing. If necessary, use
the Lapping Metal Seats procedures before installing
packing. Key number locations are shown in figure 5
or 6 unless otherwise indicated.
CAUTION
To prevent possible product damage,
take care when installing the bonnet
over the valve stem in the following
procedure.
1. If the bonnet has been removed from the valve
body, install the replacement bonnet (see figure 4).
Carefully slide the bonnet over the valve stem
without damaging the stem surfaces.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
9
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER
(KEY 13)
WASHER
(KEY 10)
SPRING
(KEY 8)
PACKING BOX
RING (KEY 11)
FEMALE
ADAPTOR
PACKING RING
MALE
ADAPTOR
LOWER WIPER
SPACER (KEY 8)
LOWER WIPER
MALE
ADAPTOR
PACKING RING
FEMALE
ADAPTOR
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER
(KEY 13)
PACKING BOX
RING (KEY 11)
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER
(KEY 13)
MALE
ADAPTOR
PACKING RING
FEMALE
ADAPTOR
PACKING BOX
RING (KEY 11)
LOWER WIPER
LANTERN RING
(KEY 8)
ASSEMBLY 1
(POSITIVE
PRESSURES)
ASSEMBLY 2
(VACUUM)
ASSEMBLY 3
(POSITIVE
PRESSURES
& VACUUM)
ASSEMBLY 1
(POSITIVE
PRESSURES)
ASSEMBLY 2
(VACUUM)
ASSEMBLY 3
(POSITIVE
PRESSURES
& VACUUM)
ASSEMBLY 1
(POSITIVE
PRESSURES)
ASSEMBLY 2
(VACUUM)
ASSEMBLY 3
(POSITIVE
PRESSURES
& VACUUM)
FOR S31600 (316 SST) OR S17400 (17-4PH)
SST METAL PACKING BOX PARTS
FOR ALL OTHER METAL PACKING
BOX PART MATERIALS
TYPICAL SINGLE ARRANGEMENTS
NOTES:
REFER TO THE VALVE SERIAL NUMBER AND THE PARTS ORDERING
SECTION FOR THE SPACER AND OTHER METAL PARTS.
PACKING SET (KEY 6) (2 REQ’D FOR DOUBLE ARRANGEMENTS).
9.5mm (3/8 INCH) STEM 12.7 mm (1/2 INCH) STEM 19.1 mm (3/4 INCH) STEM
TYPICAL DOUBLE ARRANGEMENTS
B2359 / IL
12A8187-C
12A7814-C
12A7839-A
12A7837-A
B2358-1 / IL
1
1
2
2
2
2
2
2
2
2
2
Figure 5. Packing Arrangements
2. Refer to figure 5 or 6 for the sequence of parts to
make up the appropriate packing set for your
application. Arrange the packing parts in sequence
before installing them into the packing box.
3. For split-ring packing, alternate the positions of
the splits to avoid creating a leak path. Place a
smooth-edged pipe over the valve stem and gently
tap each soft packing ring into the packing box. Be
sure that air is not trapped between adjacent soft
parts.
4. Install the packing follower (key 13), packing
flange (key 3), and upper wiper (key 12, if required).
Install the packing flange nuts (key 5).
5. Refer to actuator installation procedures in the
actuator instruction manual, and the installation
procedures in the manual when mounting and
connecting the actuator to the valve. If lubrication is
required, refer to the Packing Lubrication section
below.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
10
UPPER WIPER
(KEY 12)
PACKING FOLLOWER
(KEY 13)
LANTERN RING
(KEY 8)
PACKING BOX RING
(KEY 11)
PACKING RING
(KEY 7)
9.5 mm
(3/8 INCH)
STEM
12.7 mm
(1/2 INCH)
STEM
19.1 mm
(3/4 INCH)
STEM
TYPICAL (DOUBLE) ARRANGEMENTS
12A8188-A
12A7815-A
12A8173-A
A2619-3 / IL
PACKING FOLLOWER
(KEY 13)
LANTERN RING (KEY 8)
PACKING BOX RING
(KEY 11)
1
12.7 mm
(1/2 INCH)
STEM
SINGLE ARRANGEMENTS
NOTE:
0.102 mm (0.004 INCH) THICK SACRIFICIAL
ZINC WASHERS; USE ONLY ONE BELOW
EACH GRAPHITE RIBBON RING.
A5864 / IL
1
GRAPHITE RIBBON PACKING RING
(KEY 7)
GRAPHITE FILAMENT PACKING RING
(KEY 7)
1
1
9.5 mm
(3/8 INCH)
STEM
19.1 mm
(3/4 INCH)
STEM
14A3411-A
13A9775-B
13A9776-B
PACKING FOLLOWER
(KEY 13)
LANTERN RING
(KEY 8)
PACKING BOX RING
(KEY 11)
1
12.7 mm
(1/2 INCH)
STEM
DOUBLE ARRANGEMENTS
GRAPHITE RIBBON PACKING RING
(KEY 7)
GRAPHITE FILAMENT PACKING RING
(KEY 7)
1
1
9.5 mm
(3/8 INCH)
STEM
19.1 mm
(3/4 INCH)
STEM
14A2153-B
14A1849-B
14A1780-B
1
DETAIL OF PTFE/COMPOSITION PACKING
DETAIL OF GRAPHITE RIBBON/ FILAMENT PACKING
Figure 6. Packing Arrangements
EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
11
6. For spring-loaded PTFE V-ring packing,
tighten the packing flange nuts until the shoulder on
the packing follower (key 13, figure 4) contacts the
bonnet.
For graphite packing, tighten the packing flange
nuts to the maximum recommended torque shown in
table 4. Then, loosen the packing flange nuts, and
retighten them to the recommended minimum torque
shown in table 4.
For other packing types, tighten the packing flange
nuts alternately in small equal increments until one
of the nuts reaches the minimum recommended
torque shown in table 4. Then, tighten the remaining
flange nuts until the packing flange is level and at a
90-degree angle to the valve stem.
Note
If the valve has ENVIRO-SEAL
live-loaded packing installed (figure 9,
10, or 11), see the Fisher instruction
manual entitled ENVIRO-SEAL Packing
System for Sliding-Stem Valves for
packing instructions.
If the valve has HIGH-SEAL
Heavy-Duty live-loaded packing
installed (figure 8), see the Fisher
instruction manual entitled HIGH-SEAL
Live-Loaded Packing System for
packing instructions.
Packing Lubrication
WARNING
To avoid personal injury or property
damage resulting from fire or
explosion, do not lubricate packing
used in oxygen service or in
processes with temperatures over
260_C (500_F).
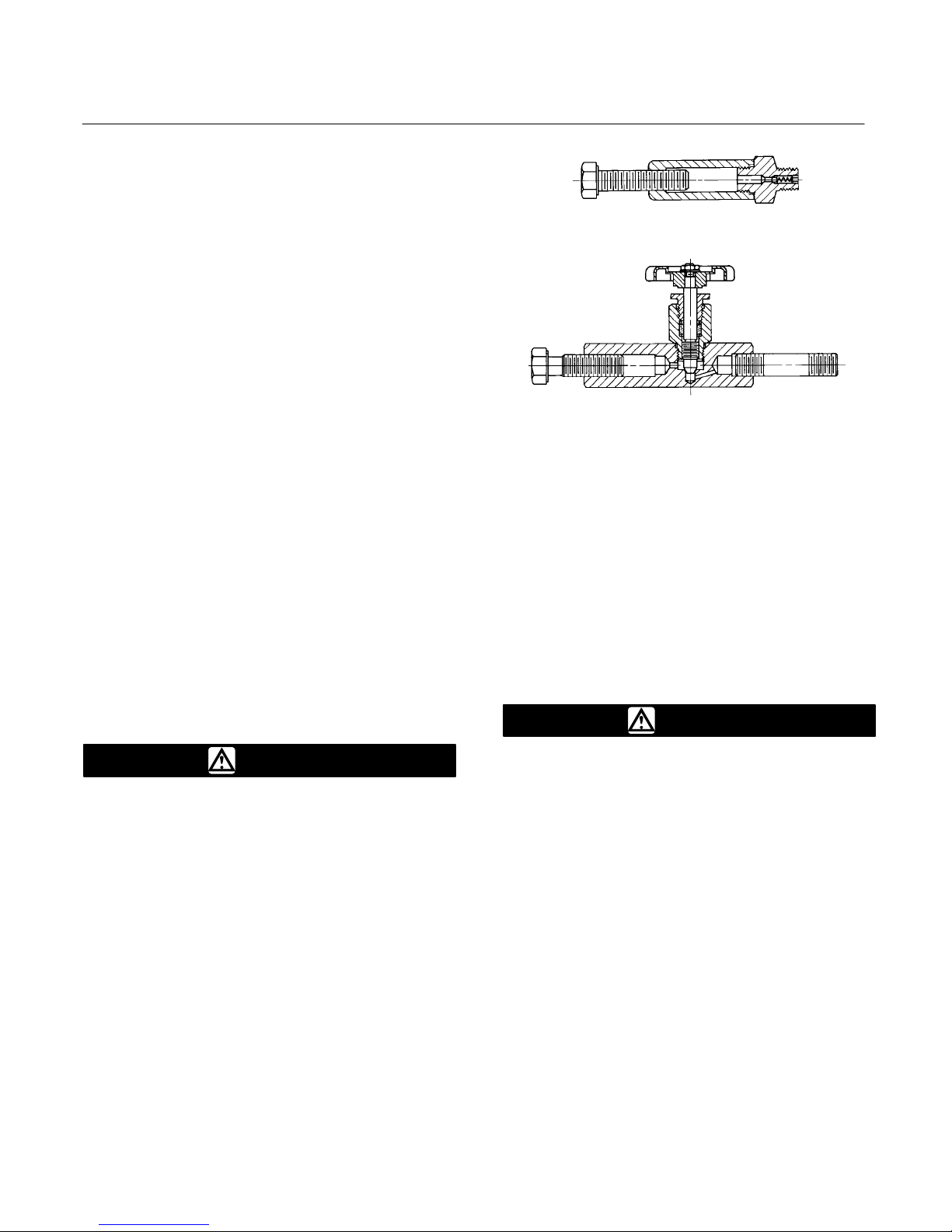
Packing used in oxygen service or in processes with
temperatures over 260_C (500_F) should not be
lubricated. If a lubricator or lubricator/isolating valve
(see figure 7) is required for the packing, install the
lubricator or lubricator/isolating valve into the
threaded hole in the side of the bonnet (see
figure 7). Use a good quality silicon-base lubricant.
To operate the lubricator, simply turn the cap screw
clockwise to force the lubricant into the packing box.
The lubricator/isolating valve operates the same way
except the isolating valve must first be opened and
then closed after lubrication is completed.
LUBRICATOR
LUBRICATOR/ISOLATING VALVE
10A9421-A
AJ5428-D
A0832-2/IL
Figure 7. Lubricator and Lubricator/Isolating Valve
Parts Ordering
Each body-bonnet assembly is assigned a serial
number which can be found on the valve body. This
same number also appears on the actuator
nameplate when the valve is shipped from the
factory as part of a control valve assembly. Refer to
the serial number when contacting your Emerson
Process Management sales office for technical
assistance. When ordering replacement parts, refer
to the serial number and to the eleven-character part
number for each part required from the following
parts kit or parts list information.
WARNING
Use only genuine Fisher replacement
parts. Components that are not
supplied by Emerson Process
Management should not, under any
circumstances, be used in any Fisher
valve, because they will void your
warranty, might adversely affect the
performance of the valve, and might
jeopardize worker and workplace
safety.
Note
Neither Emerson, Emerson Process
Management, Fisher, nor any of their
affiliated entities assumes
responsibility for the selection, use
and maintenance of any product.
Responsibility for the selection, use,
and maintenance of any product
remains with the purchaser and
end-user.

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
12
Packing Kits
Standard Packing Repair Kits (Non Live-Loaded)
Standard Packing Repair Kits (non live-loaded)
Stem Diameter, mm (Inches)
Yoke Boss Diameter, mm (Inches)
9.5 (3/8)
54 (2-1/8)
12.7 (1/2)
71 (2-13/16)
19.1 (3/4)
90 (3-9/16)
PTFE (Contains keys 6, 8, 10, 11, and 12) RPACKX00012 RPACKX00022 RPACKX00032
Double PTFE (Contains keys 6, 8, 11, 12) RPACKX00042 RPACKX00052 RPACKX00062
PTFE/Composition (Contains keys 7, 8, 11, and 12) RPACKX00072 RPACKX00082 RPACKX00092
Single Graphite Ribbon/Filament (Contains keys 7 [ribbon ring], 7 [filament ring], 8, and 11) RPACKX00102 RPACKX00112 RPACKX00122
Single Graphite Ribbon/Filament (Contains keys 7 [ribbon ring], 7 [filament ring]) RPACKX00132 RPACKX00142 RPACKX00152
Double Graphite Ribbon/Filament (Contains keys 7 [ribbon ring], 7 [filament ring], 8, and 11) RPACKX00162 RPACKX00172 RPACKX00182
ENVIRO-SEAL Packing Retrofit Kits
Retrofit kits include parts to convert valves with
existing standard bonnets to the ENVIRO-SEAL
packing box construction. Refer to figure 9 for key
numbers for PTFE packing, to figure 10 for key
numbers for graphite packing, and to figure 11 for
key numbers for duplex packing. PTFE kits include
keys 200, 201, 211, 212, 214, 215, 216, 217, 218,
tag, and cable tie. Graphite kits include keys 200,
201, 207, 208, 209, 210, 211, 212, 214, 217, tag,
and cable tie. Duplex kits include keys 200, 201,
207, 209, 211, 212, 214, 215, 216, 217, tag, and
cable tie.
Stems and packing box constructions that do not
meet Fisher stem finish specifications, dimensional
tolerances, and design specifications, may adversely
alter the performance of this packing kit.
For part numbers of individual components in the
ENVIRO-SEAL packing kits, refer to instruction
manual ENVIRO-SEAL Packing System for
Sliding-Stem Valves, Form 5306.
ENVIRO-SEAL Packing Retrofit Kits
PACKING
MATERIAL
STEM DIAMETER AND YOKE BOSS DIAMETER, mm (INCH)
9.5 (3/8)
54 (2-1/8)
12.7 (1/2)
71 (2-13/16)
19.1 (3/4)
90 (3-9/16)
Double PTFE RPACKXRT012 RPACKXRT022 RPACKXRT032
Graphite ULF RPACKXRT262 RPACKXRT272 RPACKXRT282
Duplex RPACKXRT212 RPACKXRT222 RPACKXRT232
ENVIRO-SEAL Packing Repair Kits
Repair kits include parts to replace the ‘‘soft’’
packing materials in valves that already have
ENVIRO-SEAL packing arrangements installed or in
valves that have been upgraded with ENVIRO-SEAL
retrofit kits. Refer to figure 9 for key numbers for
PTFE packing, to figure 10 for key numbers for
graphite packing, and to figure 11 for key numbers
for duplex packing. PTFE repair kits include keys
214, 215, and 218. Graphite repair kits include keys
207, 208, 209, 210, and 214. Duplex repair kits
include keys 207, 209, 214, and 215.
Stems and packing box constructions that do not
meet Fisher stem finish specifications, dimensional
tolerances, and design specifications, may adversely
alter the performance of this packing kit.
For part numbers of individual components in the
ENVIRO-SEAL packing kits, refer to instruction
manual ENVIRO-SEAL Packing System for
Sliding-Stem Valves, Form 5306.
ENVIRO-SEAL Packing Repair Kits
Stem Diameter, mm (Inches)
Yoke Boss Diameter, mm (Inches)
9.5 (3/8)
54 (2-1/8)
12.7 (1/2)
71 (2-13/16)
19.1 (3/4)
90 (3-9/16)
Double PTFE (contains keys 214, 215, & 218) RPACKX00192 RPACKX00202 RPACKX00212
Graphite ULF (contains keys 207, 208, 209, 210, and 214) RPACKX00592 RPACKX00602 RPACKX00612
Duplex (contains keys 207, 209, 214, and 215) RPACKX00292 RPACKX00302 RPACKX00312

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
13
39B4153-A
Figure 8. Typical HIGH-SEALt Graphite ULF Packing
System
A6297-1 / IL
Figure 9. Typical ENVIRO-SEALr Packing System
with PTFE Packing
PACKING
RING
(KEY 209)
PACKING
RING
(KEY 210)
PACKING
BOX RING
(KEY 211)
STUD
(KEY 200)
SPRING
PACK
ASSEMBLY
(KEY 217)
HEX NUT
(KEY 212)
PACKING
FLANGE
(KEY 201)
GUIDE
BUSHING
(KEY 207)
PACKING
WASHERS
(KEY 214)
GUIDE
BUSHING
(KEY 208)
39B4612/A
Figure 10. Typical ENVIRO-SEALr Packing System
with Graphite ULF Packing
200
212
201
215
216
207
209
211
217
207
207
207
214
213
24B9310-A
A6722 / IL
Figure 11. Typical ENVIRO-SEALr Packing System
with Duplex Packing

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
14
Parts Kits
Note
Kits do not apply to alloy C (N10276 &
CW2M), Alloy 20 (N08020 & CN7M), or
alloy 400 (N04400 & M35-1) trims.
Kits for full- and restricted- capacity trims with
service temperature to 593_C (1100_F) include
S31600 [316 stainless steel (SST)] shim and
N06600/graphite spiral wound gasket.
Gasket Kits and Shims
(1)
Valve Size, Inches
Key
Number
To 593_C
(To 1100_F)
Valve Size, Inches
Key
Number
To 593_C
(To 1100_F)
1 or 1.25
Set
10
12
13
32
RGASKETX162
1R2859X0042
1R286099442
1R2862X0062
16A1936X012
2.5 x 1.5
Set
10
11
12
13
14
32
RGASKETX262
1R3847X0032
1R3100X0032
1R309999442
1R3098X0052
1R3844X0052
16A1937X012
1.5
Set
10
12
13
32
RGASKETX172
1R3101X0032
1R309999442
1R3098X0052
16A1937X012
3
Set
10
12
13
32
RGASKETX202
1R3484X0042
1R348299442
1R3481X0052
16A1940X012
1.5 x 1
Set
10
11
12
13
20
32
RGASKETX242
1R3101X0032
1R2861X0042
1R286099442
1R3098X0052
1U2152X0042
16A1936X012
3 x 2
Set
10
11
12
13
14
32
RGASKETX272
1R3484X0042
1R3298X0032
1R329799442
1R3296X0042
1R3481X0052
16A1938X012
2
Set
10
12
13
32
RGASKETX182
1R3299X0042
1R329799442
1R3296X0042
16A1938X012
4
Set
10
12
13
32
RGASKETX212
1R3724X0042
1R372299442
1J5047X0062
16A1941X012
2 x 1
Set
10
11
12
13
14
32
RGASKETX252
1R3299X0042
1R2861X0042
1R286099442
1R2862X0062
1R3296X0042
16A1936X012
4 x 2.5
Set
10
11
12
13
14
32
RGASKETX282
1R3724X0042
1R3846X0042
1R384599442
1R3844X0052
1J5047X0062
16A1939X012
2.5
Set
10
12
13
32
RGASKETX192
1R3847X0032
1R384599442
1R3844X0052
16A1939X012
1. The bonnet gasket (key 10), spiral gasket (key 12), seat gasket (key 13), adapter gasket (key 14), adapter gasket (key 20) and shim (key 32) are included in gasket kit (RGASKET).
Gasket Descriptions
KEY NUMBER DESCRIPTION
MATERIAL
FGM
−198_ to 593_C (−325_ to 1100_F)
10 Bonnet Gasket
Graphite/S31600
11 Cage Gasket
13 Seat Ring or Liner Gasket
14 or 20 Adapter Gasket
12 Spiral-Wound Gasket N06600/Graphite
32 Shim S31600

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
15
Parts List
Note
Part numbers are shown for recommended spares
only. For part numbers not shown, contact your
Emerson Process Management sales office.
Bonnet Assembly (figure 4)
Note
For ENVIRO-SEAL or HIGH-SEAL packing box
parts, see instruction manual ENVIRO-SEAL
Packing System for Sliding-Stem Valves, Form 5306
or HIGH-SEAL Live-Loaded Packing System, Form
5263.
Key Description Part Number
1 Bonnet
If you need a bonnet as a replacement part, order by valve
size and stem diameter, serial number, and desired material.
3 Packing flange
4 Packing flange stud
5 Packing flange nut
6* Packing Set, Single PTFE V-ring, (2 req’d)
For 9.5 mm (3/8 inch) stem 1R290001012
For 12.7 mm (1/2 inch) stem 1R290201012
For 19.1 mm (3/4 inch) stem 1R290401012
7* Packing ring See key 5, Set
8 Spring
8 Lantern ring
8 Spacer
Please refer to the valve serial number
and the Parts Ordering section for
the spacer and packing replacement
parts information.
11* Packing Box ring, S31600 (standard)
9.5 mm (3/8 inch) stem 1J873135072
12.7 mm (1/2 inch) stem 1J873235072
19.1 mm (3/4 inch) stem 1J873335072
14 Pipe plug
14 Optional lubricator
14 Optional lubricator/isolating valve
15 Yoke Locknut
27 Pipe nipple for optional lubricator/isolating valve
30* Lower Wiper, PTFE See key 6, Set
31* Male Adapter, PTFE See key 6, Set
32* Female Adaptor, PTFE See key 6, Set
Valve Assembly (figures 12 and 13)
1 Valve Body
If you need a valve body as a replacement
part, order by valve size, serial number,
and desired material.
Key Description Part Number
2* Valve plug See following table
3* Cage See following table
4 Cage adaptor
5 Seat Ring Adaptor
6* Piston Ring See following table
7* Valve Stem See following table
8* Castle Nut (standard), SST
For Design EDR and ETR only
9.5 mm (3/8 inch) O.D. stem with
9.5 mm (3/8 inch) VSC
(1)
and
12.7 mm (1/2 inch) O.D. stem
with 9.5 mm (3/8 inch) VSC 1E5034X0012
12.7 mm (1/2 inch) O.D. stem
with 12.7 mm (1/2 inch) VSC and
19.1 mm (3/4 inch) O.D. stem
with 12.7 mm (1/2 inch) VSC 1J141235072
9* Seat Ring See following table
10* Bonnet Gasket See following table
11* Cage Gasket See following table
12* Spiral-Wound Gasket See following table
13* Seat Ring or Liner Gasket See following table
14*
or
20* Adapter Gasket See following table
15 Cap Screw or Stud Bolt
16 Hex Nut
17 Pipe plug for tapped bottom flanges
18 Flow Arrow
19 Drive screw
21* Disk retainer, S31600
For Design ETR only
1, 1.25 or 2 x 1-inch valve 1V710035072
1.5 valve 1V710335072
1.5 x 1-inch valve 1V712135072
1.5 or 2.5 x 1.5 inch valve 1V710335072
2 or 3 x 2-inch valve 1V710835072
2.5 or 4 x 2.5 inch valve 1V710935072
3-inch valve 1V711235072
4-inch valve 1V711533092
22* Disk Seat
For Design ETR only
Use w/soft seat, 1,
1.25, or 2 x 1-inch restricted trim
S31600 1V710235072
R30006 (alloy 6) 1V710239102
1.5 x 1-inch restricted trim
S31600 1V712235072
R30006 1V712239102
1.5 or 2.5 x 1.5 inch valve
S31600 1V710535072
R30006 1V710539102
2 or 3 x 2-inch valve
S31600 1V710635072
R30006 1V710639102
2.5 or 4 x 2.5 valve
S31600 1V711135072
R30006 1V711139102
3-inch valve
S31600 1V711435072
R30006 1V711439102
4-inch valve
CF8M 1V711733092
R30006 1V711739102
*Recommended spare parts
1. VSC stands for valve stem connection (diameter).

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
16
Key Description Part Number
23* Disk
Use with composition seats only
1, 1.25, 1.5 x 1 or 2 x 1-inch valve
PTFE 1V710106242
Nylon 1V710103152
1.5, or 2.5 x 1.5 inch valve
PTFE 1V710406242
Nylon 1V710403152
2 or 3 x 2-inch valve
PTFE 1V710706242
Nylon 1V710703152
2.5 or 4 x 2.5 inch valve
PTFE 1V711006242
Nylon 1V711003152
3-inch valve
PTFE 1V711306242
Nylon 1V711303152
4-inch valve
PTFE 1V711606242
Nylon 1V711603152
24* Seal ring, carbon filled PTFE
For Design ETR only
1, 1.25, 1.5 x 1, or
2 x 1-inch valve 1V659105092
1.5, or 2.5 x 1.5 inch valve 1V653905092
2 or 3 x 2-inch valve 1V550805092
2.5 or 4 x 2.5 inch valve 1V659505092
3-inch valve 1V659705092
4-inch valve 1V659905092
Key Description Part Number
25* Backup ring
For Design ETR only
1, 1.25, 1.5 x 1, or
2 x 1-inch valve
Nitrile 1V659003052
Fluoroelastomer 1V659005292
Ethylene-propylene 1V6590X0042
1.5, or 2.5 x 1.5 inch valve
Nitrile 1V659203052
Fluoroelastomer 1V659205292
Ethylene-propylene 1V6592X0032
2 or 3 x 2-inch valve
Nitrile 1V550703052
Fluoroelastomer 1V550705292
Ethylene-propylene 1V5507X0042
2.5 or 4 x 2.5 inch valve
Nitrile 1V659403052
Fluoroelastomer 1V659405292
Ethylene-propylene 1V6594X0032
3-inch valve
Nitrile 1V659603052
Fluoroelastomer 1V659605292
Ethylene-propylene 1V6596X0032
4-inch valve
Nitrile 1V659803052
Fluoroelastomer 1V659805292
Ethylene-propylene 1V6598X0022
30 Cotter pin
31 Bottom Flange
32* Shim See following table
33 Nameplate
Key 2* Valve Plug for Design EDR and ETR Valves
VALVE
SIZE,
INCHES
ORIFICE
SIZE
STEM
DIAMETER
S41600
(416 SST)
STANDARD
S31600
(316 SST)
S31600/
CoCr-A
SEAT
S31600/
CoCr-A
SEAT & GUIDE
HI TEMPERATURE
S31600/CoCr-A
SEAT & GUIDE
Inches mm Inches mm
1, 1.25
1.5 x 1, 2 x 1
1.3125 33 3/8 9.5 20A6125X012 20A6125X022 20A6126X012 20A6127X012 21A2891X012
1.5 &
2.5 x 1.5
1.875 48 3/8 9.5 20A6128X012 20A6128X022 20A6129X012 20A6130X012 21A2892X012
2 & 3 x 2 2.3125 59 1/2 12.7 20A6131X012 20A6131X022 20A6132X012 20A6133X012 21A2893X012
2.5 &
4 x 2.5
2.875 73 1/2 12.7 20A6134X012 20A6134X022 20A6135X012 20A6136X012 21A2894X012
3 3.4375 87 1/2 12.7 20A6137X012 20A6137X022 20A6138X012 20A6139X012 21A2895X012
4 4.375 111 1/2 12.7 20A6140X012 20A6140X022 20A6141X012 20A6142X012 21A2896X012
*Recommended spare parts

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
17
Key 3* Cage
Cage Style
CB7Cu-1
Hardened
(17-4 HT)
CF8M
(316 SST)
CF8M,
Nickel Coated
Alloy 6
(Cast)
Valve Sizes 1, 1.25, 1.5 x 1, and 2 x 1 Inch
Equal Percentage
Linear
Quick Opening
Whisper I
2U215333272
2U215633272
2U215033272
2V502333272
2U215333092
2U215633092
2U215033092
- - -
2U740848932
2U741448932
2U740348932
2V503048932
2U215339102
2U215639102
2U215039102
- - -
Valve Sizes 1.5 and 2.5 x 1.5 Inch
Equal Percentage
Linear
Quick Opening
Whisper I
2U219533272
2U219833272
2U219233272
2V502433272
2U219533092
2U219833092
2U219233092
- - -
2U740948932
2U741548932
2U725448932
2V503148932
2U219539102
2U219839102
2U219239102
- - -
Valve Sizes 2 and 3 x 2 Inch
Equal Percentage
Linear
Quick Opening
Whisper I
2U223733272
2U224033272
2U223433272
2V502533272
2U223733092
2U224033092
2U223433092
- - -
2U741048932
2U741648932
2U740448932
2U503248932
2U223739102
2U224039102
2U223439102
- - -
Valve Sizes 2.5 and 4 x 2.5 Inch
Equal Percentage
Linear
Quick Opening
Whisper I
2U227933272
2U228233272
2U227633272
2V502633272
2U227933092
2U228233092
2U227633092
- - -
2U741148932
2U741748932
2U740548932
2V503348932
2U227939102
2U228239102
2U227639102
- - -
Valve Size 3-Inch
Equal Percentage
Linear
Quick Opening
Whisper I
2U232133272
2U232433272
2U231833272
2V502733272
2U232133092
2U232433092
2U231833092
- - -
2U741248932
2U741848932
2U740648932
2V503448932
2U232139102
2U232439102
2U231839102
- - -
Valve Size 4-Inch
Equal Percentage
Linear
Quick Opening
Whisper I
2U236333272
2U236633272
2U236033272
23A8915X032
2U236333092
2U236633092
2U236033092
- - -
2U741348932
2U741948932
2U740748932
2V503548932
2U236339102
2U236639102
2U236039102
- - -
Key 6* Piston Ring (Design EDR only)
VALVE SIZE, INCHES
GRAPHITE
Oxidizing Service
1, 1.25, 1.5 x 1, 2 x 1
1.5, 2.5 x 1.5
2, 3 x 2
2.5, 4 x 2.5
3
4
1U2174X0012
1U2216X0012
1U2258X0012
1U2300X0012
1U2342X0012
1U2392X0012
Group 1 Actuators by Type Number
54 mm (2-1/8 inches),
71 mm (2-13/16 inches),
or 90 mm (3-9/16 inches) Yoke Boss
585C Series—50.8 mm (2 inches) maximum travel
585C
603 & 1B
644 & 645
655
657 & 667—76.2 mm (3 inches) maximum travel
1008—71.4 mm (2-13/16 inches) yoke boss
*Recommended spare parts
EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
18
Key 7* Valve Stem, S31600 (316 Stainless Steel) for Design EDR and ETR Valves
GROUP 1 ACTUATOR
(1)
Valve Size,
Inches
Travel
Stem
Diameter
Stem
Connection
Diameter
Part
Number
mm Inches mm Inches mm Inches
Valves with Full Size Trim
1 &
1.25
7 to 19 0.25 to 0.75
9.5
12.7
3/8
1/2
9.5
12.7
3/8
1/2
22A3121X012
22A3122X012
1.5 7 to 19 0.25 to 0.75
9.5
12.7
3/8
1/2
9.5
9.5
3/8
3/8
20A6492X012
20A6496X012
2
7 to 19
29
7 to 29
0.25 to 0.75
1.125
0.25 to 1.125
12.7
12.7
19.1
1/2
1/2
3/4
12.7
12.7
12.7
1/2
1/2
1/2
22A3123X012
20A6493X012
20A6499X012
2.5
7 to 19
29 to 38
7 to 29
38
0.25 to 0.75
1.125 to 1.5
0.25 to 1.125
1.5
12.7
12.7
19.1
19.1
1/2
1/2
3/4
3/4
12.7
12.7
12.7
12.7
1/2
1/2
1/2
1/2
22A3124X012
20A6494X012
22A3127X012
20A6500X012
3
7 to 19
29 to 38
7 to 29
38
0.25 to 0.75
1.125 to 1.5
0.25 to 1.125
1.5
12.7
12.7
19.1
19.1
1/2
1/2
3/4
3/4
12.7
12.7
12.7
12.7
1/2
1/2
1/2
1/2
21A4298X012
20A6494X012
22A3128X012
20A6500X012
4
7 to 19
29 to 38
51
7 to 29
38 to 51
0.25 to 0.75
1.125 to 1.5
2
0.25 to 1.125
1.5 to 2
12.7
12.7
12.7
19.1
19.1
1/2
1/2
1/2
3/4
3/4
12.7
12.7
12.7
12.7
12.7
1/2
1/2
1/2
1/2
1/2
21A5097X012
22A3126X012
20A6495X012
22A3129X012
20A6501X012
Valves with Restricted Trim
1.5 x 1 7 to 19 0.25 to 0.75 9.5 3/8 9.5 3/8 20A6492X012
2 x 1 7 to 19 0.25 to 0.75 12.7 1/2 9.5 3/8 27A2091X012
2.5 x 1.5 7 to 19 0.25 to 0.75 12.7 1/2 9.5 3/8 27A2092X012
3 x 2
7 to 19
29
0.25 to 0.75
1.125
12.7
12.7
1/2
1/2
12.7
12.7
1/2
1/2
27A2093X012
27A2094X012
4 x 2.5
7 to 19
29 to 38
0.25 to 0.75
1.125 to 1.5
12.7
12.7
1/2
1/2
12.7
12.7
1/2
1/2
22A3126X012
20A6495X012
1. For Group 1 actuators by type number, see following table.
Key 9* Seat Ring (for metal seat only)
Valve Size, Inches
S41600 (416 SST)
Hardened
S31600
(316 SST)
S31600/CoCr-A
Seat
1, 1.25 & 2 x 1
1.5 & 2.5 x 1.5
1.5 x 1
2 & 3 x 2
2.5 & 4 x 2.5
3
4
1U222546172
1U221946172
1U222046172
1U222646172
1U222746172
1U222846172
1U222946172
1U222535072
1U221935072
1U222035072
1U222635072
1U222735072
1U222835072
1U222933092
1U222539102
1U221939102
1U222039102
1U222639102
1U222739102
1U222839102
1U222939102
*Recommended spare parts

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
19
FLOW DIRECTION
WHISPER TRIM
STANDARD TRIM
40A5480-D / DOC
Figure 12. Design EDR and ETR with Full-Size Trim Valve Assembly

EDR and ETR Valves
Instruction Manual
Form 5050
August 2006
20
40A5482-D / DOC
FLOW DIRECTION
STANDARD TRIM
WHISPER TRIM
Figure 13. Design EDR and ETR with Restricted Trim Valve Assembly
Fisher
Marshalltown, Iowa 50158 USA
Cernay 68700 France
Sao Paulo 05424 Brazil
Singapore 128461
Emerson Process Management
www.Fisher.com
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are
not to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability.
We reserve the right to modify or improve the designs or specifications of such products at any time without notice.
Neither Emerson, Emerson Process Management, Fisher, nor any of their affiliated entities assumes responsibility for the selection, use and
maintenance of any product. Responsibility for the selection, use and maintenance of any product remains with the purchaser and end-user.
EFisher Controls International LLC 1992, 2006; All Rights Reserved Printed in USA
easy-e, ENVIRO-SEAL, HIGH-SEAL, Whisper Trim, and Fisher are marks owned by Fisher Controls International LLC, a member of the Emerson
Process Management business division of Emerson Electric Co. Emerson Process Management, Emerson, and the Emerson logo are trademarks
and service marks of Emerson Electric Co. All other marks are the property of their respective owners. This product is covered by one or more of
the following patents: 5,129,625; 5,131,666; 5,056,757; 5,230,498; and 5,299,812 or under pending patents.
 Loading...
Loading...