

Page 1
Manuel Utilisateur
Mars
2015
pour presses-plieuses synchronisées
V2.0
Page 2

© 2014 Cybelec S.A.
Tous Droits Réservés
La copie, la reproduction, la modification, la distribution, l’affichage ou la transmission de tout ou
partie de ce manuel à quelques fins que ce soit sans le consentement préalable de Cybelec S.A. est
strictement interdite.
Page 3

The Intuitive Programming
Table des maTières
Sécurité ................................................................................................................... 1
Sécurité Générale ......................................................................................................................... 1
Signes et Icones apparaissant dans ce Manuel ........................................................................... 2
Avertissement Général ...................................................................................................................... 2
Information.................................................................................................................................... 2
Réglages ......................................................................................................................................... 2
Navigation .................................................................................................................................... 2
Démarrer avec la CybTouch 6 P .............................................................................3
Navigation générale ..................................................................................................................... 4
Bouton Menu ................................................................................................................................. 4
Zone Etats Machine ......................................................................................................................... 4
Nettoyer l’écran ............................................................................................................................... 4
Page Etat Machine ........................................................................................................................ 5
Préférences Utilisateur ................................................................................................................. 5
Langue .......................................................................................................................................... 6
Unités de longueur .......................................................................................................................... 6
Matières ......................................................................................................................................... 6
RFLink .......................................................................................................................................... 7
Annulation machine indexée ............................................................................................................ 7
Réglage date & heure ...................................................................................................................... 7
Calibration dalle tactile .................................................................................................................... 7
Luminosité xx% Eco xx% ............................................................................................................... 7
Mouvement Manuel des Axes ...................................................................................................... 8
À partir de la page programme ou EasyBend ....................................................................................... 8
À partir de la page Mouvement Manuel ............................................................................................. 9
Page Service ................................................................................................................................ 10
Set Axe .........................................................................................................................................10
Page 4

The Intuitive Programming
Maintenance .................................................................................................................................10
Defrag .............................................................................................................................................................. 11
Format ............................................................................................................................................................. 11
Internal backup ..............................................................................................................................................11
Information...................................................................................................................................11
Configuration options .....................................................................................................................12
Numéro de série ............................................................................................................................................. 12
Computer ID ................................................................................................................................................... 12
Liste des options ............................................................................................................................................. 12
Nouveau code option ..................................................................................................................................... 12
Descriptif des Pages Principales ............................................................................13
Page Pli Numérique ................................................................................................................... 13
Fonctions disponibles dans la page Pli Num .......................................................................................13
Numéro de séquence en cours ...................................................................................................................... 13
Page Plus ..................................................................................................................................... 14
Fonctions disponibles dans la page Plus ............................................................................................14
Matière ............................................................................................................................................................14
Épaisseur matière ...........................................................................................................................................14
Recul butée arrière ......................................................................................................................................... 15
Force ................................................................................................................................................................ 15
Ouverture (PMH) ...........................................................................................................................................15
Temps maintien en pression .......................................................................................................................... 15
Sigma matière ................................................................................................................................................. 16
Gestion outillage .............................................................................................................................................16
Longueur de pliage ........................................................................................................................................ 16
Croquage ......................................................................................................................................................... 16
Fonction Copier sur Tous .......................................................................................................... 17
Bombage .........................................................................................................................................................17
Nombre de pièces ........................................................................................................................................... 17
Commande externe butée arrière ................................................................................................................. 17
Page 5

The Intuitive Programming
Gestion des Outils .................................................................................................18
Poinçons ...................................................................................................................................... 18
Comment créer ou modifier un poinçon? ............................................................................................18
Matrices ....................................................................................................................................... 19
Nommer les outils ...................................................................................................................... 21
Poinçons .......................................................................................................................................21
Matrices .......................................................................................................................................21
Créer un Programme ............................................................................................22
Plier avec la Gestion d’Outils ..................................................................................................... 22
Pliage et Corrections .................................................................................................................. 23
Mode Semi-Automatique .................................................................................................................23
Correction Angle ............................................................................................................................24
Corrections butée arrière ..................................................................................................................24
Plier sans gestion des outils ....................................................................................................... 24
Sauvegarder et Charger un Programme ................................................................. 26
Sauvegarder un programme ...................................................................................................... 26
Charger un programme ............................................................................................................. 26
Supprimer un programme......................................................................................................... 26
EasyBend Page ...................................................................................................... 27
Faire un Pli sur la Page EasyBend ............................................................................................. 27
Messages d’Information et d’Erreur ...................................................................... 28
Messages d’Information ............................................................................................................. 28
Messages d’Erreur ...................................................................................................................... 31
Page 6

The Intuitive Programming
Page 7
CybTouch 6 P Manuel utilisateur
Sécurité
sécuriTé Générale
L’utilisateur doit avoir Lu et Compris, mais avant tout doit respeCter les directives décrites dans ce manuel.
Toutes les personnes entrant en contact avec la machine sur laquelle la commande numérique est installée, quelle que soit leur fonction ou quel que soit
l’état dans lequel la machine se trouve (montage, démontage, mise en service,
production, maintenance, réparation) doit avoir lu et compris les exigences relatives à la sécurité et l’ensemble des directives de fonctionnement décrites dans
les manuels livrés avec la machine.
L’opérateur doit être correctement formé pour travailler avec la
machine sur laquelle la commande numérique est installée. Une
mauvaise utilisation de la commande numérique peut causer de
graves dégâts matériel et/ou des blessures aux personnes.
Des modifications des paramètres de la machine peuvent provoquer d’importants dégâts matériels ou conduire à une qualité de production irrégulière.
N’exposez pas la commande numérique à une humidité excessive, afin d’éviter
tout risque d’électrocution et toute détérioration du matériel.
Assurez-vous que la commande numérique soit bien déconnectée de l’alimentation générale avant d’en effectuer le nettoyage. N’utilisez pas de liquides à base
d’alcool ou d’ammoniac.
En cas de mauvais fonctionnement de la commande numérique, appelez un
technicien.
N’exposez pas la commande numérique aux rayons directs du soleil ou toute
autre source de chaleur.
Ne placez pas la commande numérique aux abords d’équipements magnétiques
tels que transformateurs, moteurs ou autres appareils générant des interférences (postes à souder, etc.)
Ce manuel a été traduit à partir de sa version originale en anglais. En cas de
contradictions ou de difficultés de compréhension, la version anglaise fait foi.
Dans un souci de constante amélioration, Cybelec vous serait très reconnaissant
de bien vouloir nous communiquer les incohérences que vous pourriez rencontrer.
Mars
2015
V2.0
1/36
Page 8
siGnes eT icones apparaissanT dans ce manuel
Durant l’utilisation de ce manuel, vous rencontrerez les signes et les icônes représentées
ci-dessous: ils sont directement liés à la sécurité des personnes. Suivez attentivement ces
conseils et informez-en les autres.
CybTouch 6 P Manuel utilisateur
Avertissement Général
Information
Réglages
Ce signe d’avertissement apparaît dans le manuel à chaque fois qu’il est nécessaire d’être
attentif aux règles, instructions ou conseils. La séquence correcte des opérations doit être
suivie afin d’éviter d’endommager la machine.
Symbolise un danger personnel grave
Ce signe d’avertissement apparaît dans ce manuel à chaque fois qu’une information
importante doit être prise en considération. Faites attention à ce signe et suivez les
instructions données.
Ce signe apparaît dans ce manuel à chaque fois que des instructions de réglage sont
données. Faites attention à ce signe et suivez la séquence des instructions données.
Navigation
Cette icône apparaît dans ce manuel pour fournir des informations de navigation, et
donner le chemin d’accès à l’écran vers le sujet traité dans le chapitre.
2/36
Mars
2015
V2.0
Page 9
CybTouch 6 P Manuel utilisateur
Démarrer avec la cybtouch 6 P
Suite aux évolutions du logiciel et selon les capacités/configurations de la machine, il
se peut que le présent manuel ne corresponde pas exactement à la machine dont vous
disposez actuellement. Cependant, les différences sont moindres.
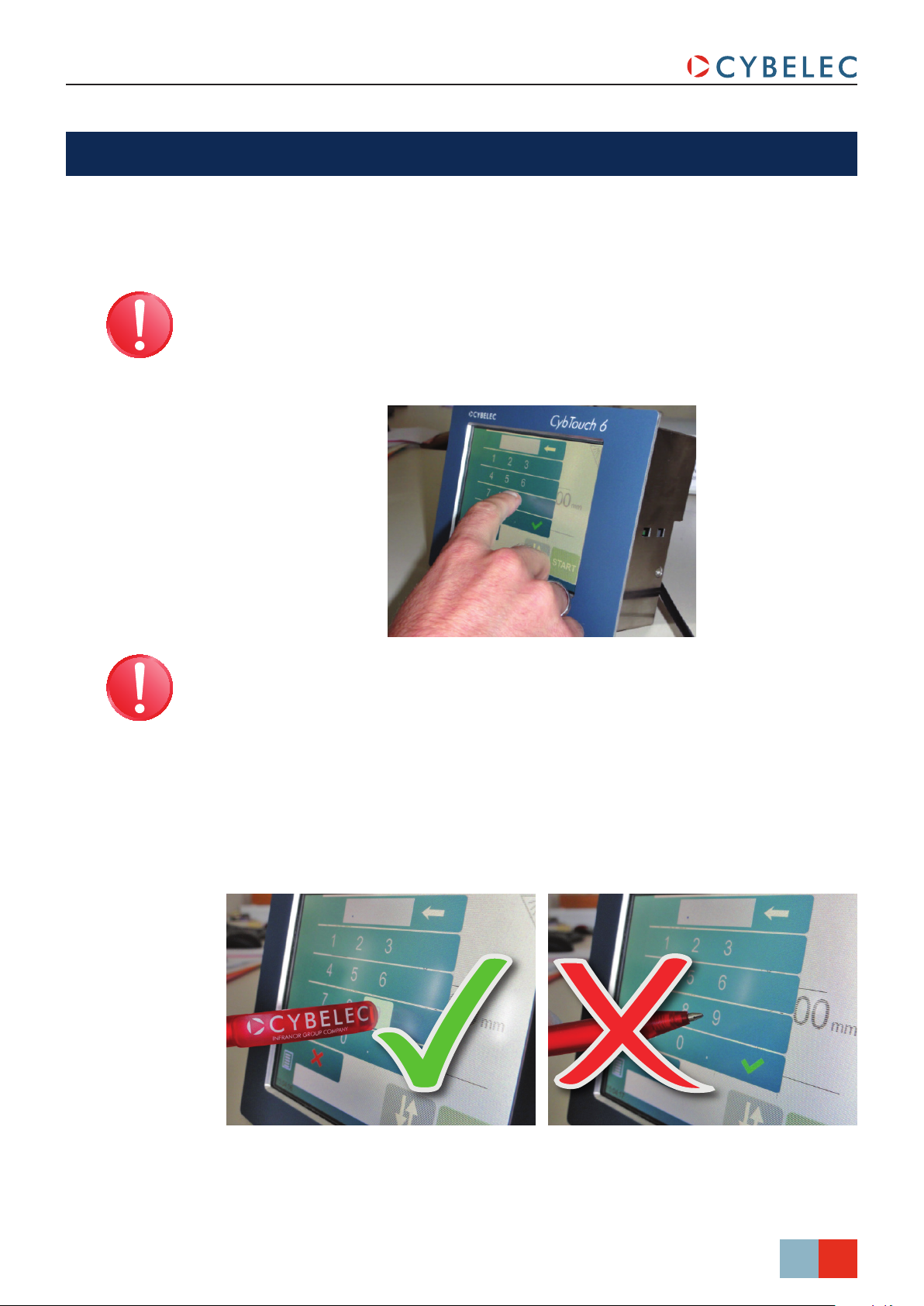
Les écrans tactiles sont sensibles à la pression.
N’appuyez pas trop fort sur l’écran. Appuyez fort sur l’écran peut
l’endommager. Les dégâts causés à l’écran en appuyant trop fort ne
seront pas pris en charge par la garantie !
N’utilisez pas d’objets tranchants, durs ou pointus (bout de tôle,
tournevis, pointe de stylo à bille, etc.) pour toucher l’écran.
Utilisez uniquement vos doigts (avec ou sans gants) ou un stylo en plastique. Assurezvous que vos gants ne sont pas incrustés de particules de métal, ces dernières pourraient
abîmer l’écran.
Prenez quelques instants pour apprendre à utiliser les touches de l’écran, vous vous
rendrez vite compte que l’écran est très réactif et agréable à utiliser.
Mars
2015
V2.0
3/36
Page 10
naviGaTion Générale
CybTouch 6 P Manuel utilisateur
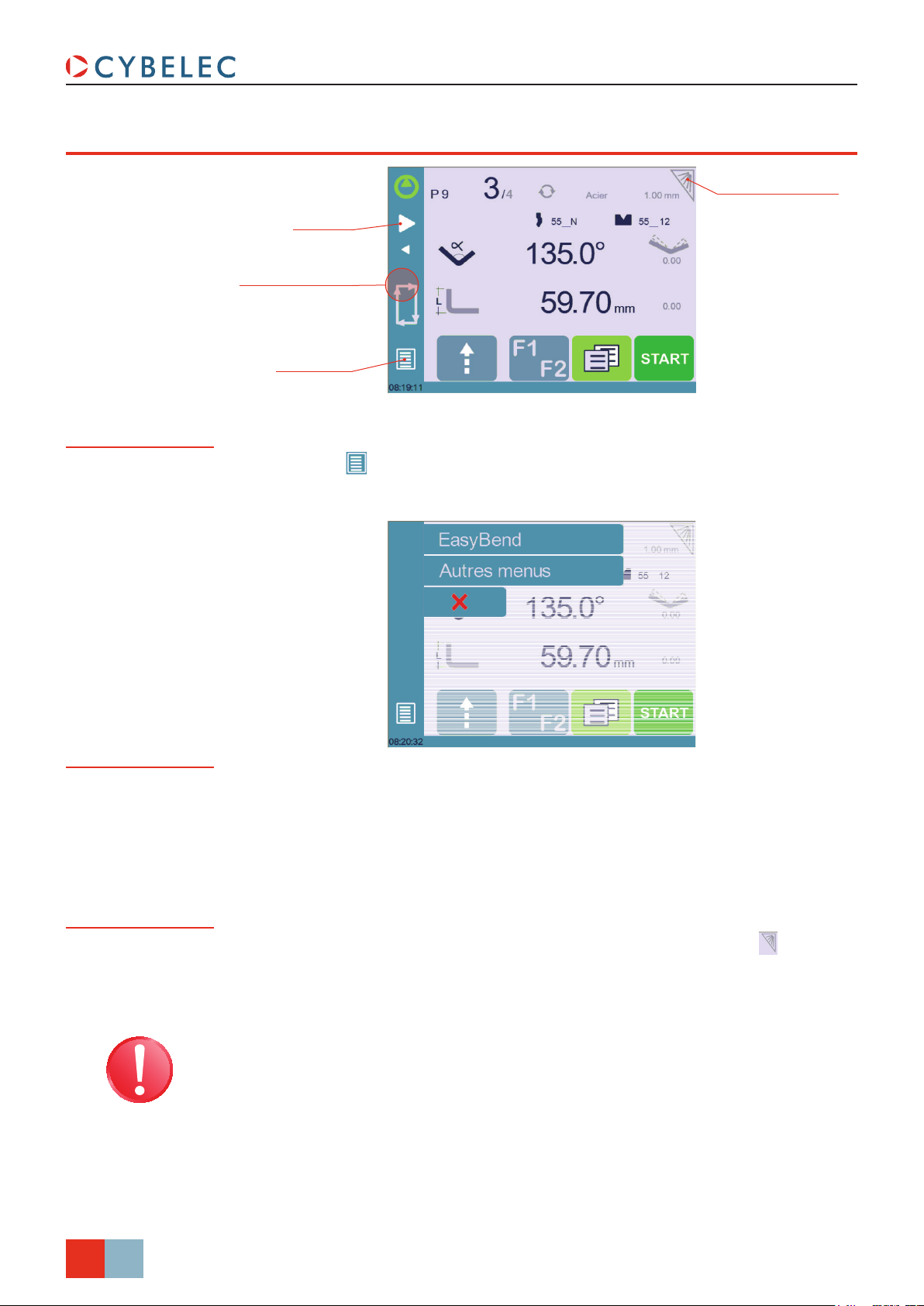
Bouton Menu
Ajouter pli ou
pli suivant
Zone Etats Machine
Bouton Menu
Bouton pour Nettoyer
l’écran
Le bouton Menu permet de sélectionner directement (passer à) l’écran désiré. Le
contenu du menu change de manière contextuelle.
Zone Etats
Machine
Nettoyer l’écran
La zone états machine donne accès à la Page Etat Machine (voir page 5). Il s’agit
en réalité d’une zone qui est active à tout instant depuis n’importe quelle page (wizard
excepté).
Pour nettoyer l’écran pendant l’utilisation de la CybTouch, touchez le bouton .
Utilisez uniquement un chiffon propre, doux et humide, avec du savon ou un détergent
neutre.
N’utilisez jamais de solvants, de pétrole, de benzine, d’alcool, etc.
4/36
Mars
2015
V2.0
Page 11
CybTouch 6 P Manuel utilisateur
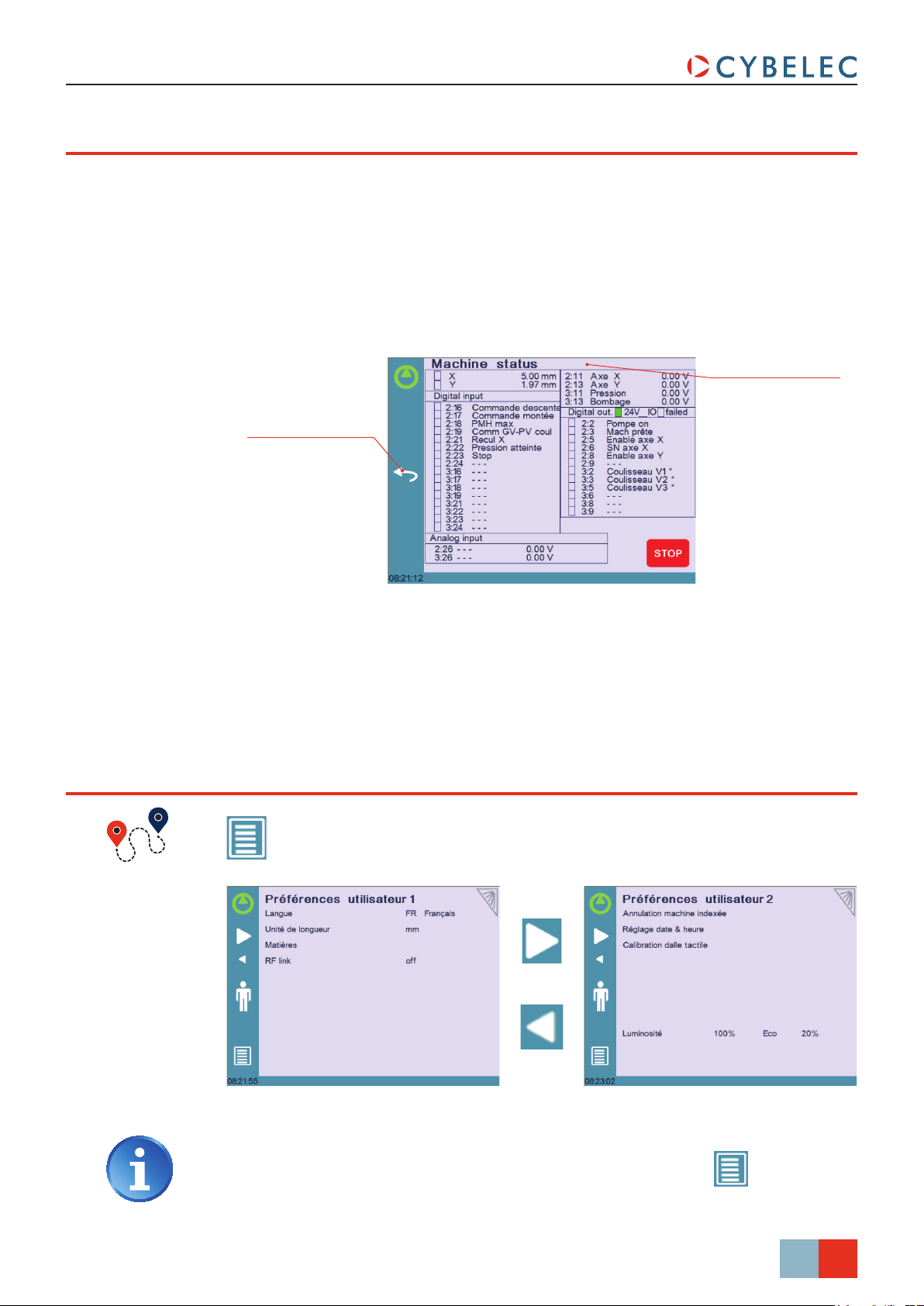
paGe eTaT machine
La page État machine permet de visionner l’état de toutes les entrées et sorties de la
machine, ainsi que la position de tous les axes de la CN.
Cette fonctionnalité est très utiles durant la mise en service ou lors du dépannage
téléphonique d’une machine.
Cette page peut être affichée depuis n’importe où en pressant sur la Zone Etats Machine
(voir page 4).
Pour quitter la page État machine, pressez sur la flèche sur la gauche.
Pressez sur la èche
pour quitter cette page
Sur la ligne supérieure,
un message de cycle peut
être afché indiquant la
phase de cycle que la
machine exécute
préférences uTilisaTeur
(Bouton Menu) → Autres menus → Préférence utilisateur
Pour quitter la page Préférences Utilisateur, touchez le bouton .
Mars
2015
V2.0
5/36
Page 12
CybTouch 6 P Manuel utilisateur
Langue
Unités de longueur
Pour changer la langue dans la CybTouch, touchez Langue et sélectionnez votre langue.
Les langues disponibles sont:
• EN English.
• CN 中文.
• CZ Český.
• DE Deutsch.
• ES Español.
• FR Français.
• IT Italiano.
• NL Nederlands.
• PL Polski.
• PT Português.
• RU Pусский.
• TR Türkçe.
• TW 台灣.
La liste des langues disponibles est sujette au changement et peut s’agrandir
avec le temps.
Ce paramètre permet de choisir l’unité de longueur utilisée sur la CybTouch. Les choix
sont mm, inch (pouce) et none (aucune).
Lorsque none (aucune) est sélectionné, les unités utilisées sont les millimètres.
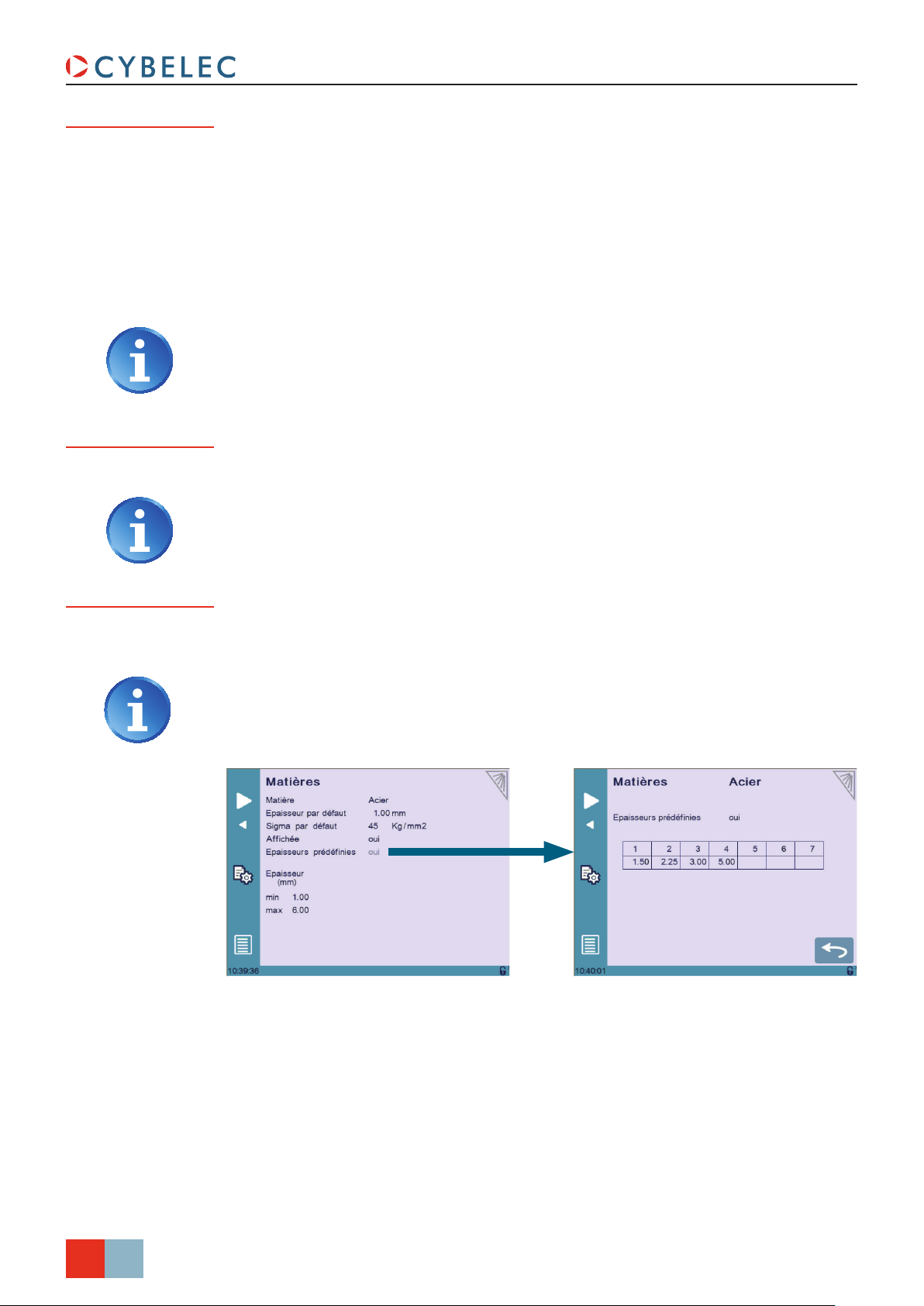
Matières
Appuyer sur Matières provoquera l’ouverture de la page Matières, où les caractéristiques
par défaut de chaque matériau peuvent être modifiées, ou de nouvelles matières
configurées.
En fonction de la configuration des paramètres machine, cette page peut ne pas
être disponible. Pour y avoir accès, un mot de passe de niveau 2 est nécessaire.
La page Matières affiche:
• Matière: Matière sélectionnée (ici Acier).
• Épaisseur par défaut de la matière.
6/36
Mars
2015
V2.0
• Sigma par défaut de la matière (ici 45).
• Afchée: si la matière pourra être sélectionnée dans la CybTouch afin d’être utilisée
(ici oui).
• Épaisseurs prédénies: Permet de définir jusqu’à 7 épaisseur prédéfinies différentes
pour la matière sélectionnée.
• Épaisseur min/max: détermine l’épaisseur minimum et maximum acceptée pour la
matière sélectionnée.
Page 13
CybTouch 6 P Manuel utilisateur
Trois matières sont définies par défaut (acier, acier inoxydable, aluminium), mais d’autres
matières peuvent être ajoutées.
Pour ajouter une matière:
1. Touchez Matière jusqu’à afficher une page de matière non configurée (Matière X).
2. Entrez les caractéristiques pour la nouvelle matière.
3. Touchez le nom (Matière X) pour afficher le clavier numérique et entrez le nom de la
nouvelle matière.
RFLink
Annulation machine indexée
Réglage date & heure
Lorsque elle est activée, cette fonction permet la communication entre la CybTouch et un
ordinateur portable, sur lequel est branchée une clé RFLink Cybelec. Le statut par défaut
de cette fonction est off, et il est automatiquement remis à off à chaque enclenchement
de la commande numérique.
Lorsque cette fonction est activée, elle efface les index de la machine, et cette dernière
va les chercher, comme cela se produit à l’enclenchement. Cela permet à l’opérateur de
ré-indexer sa machine sans devoir couper l’alimentation.
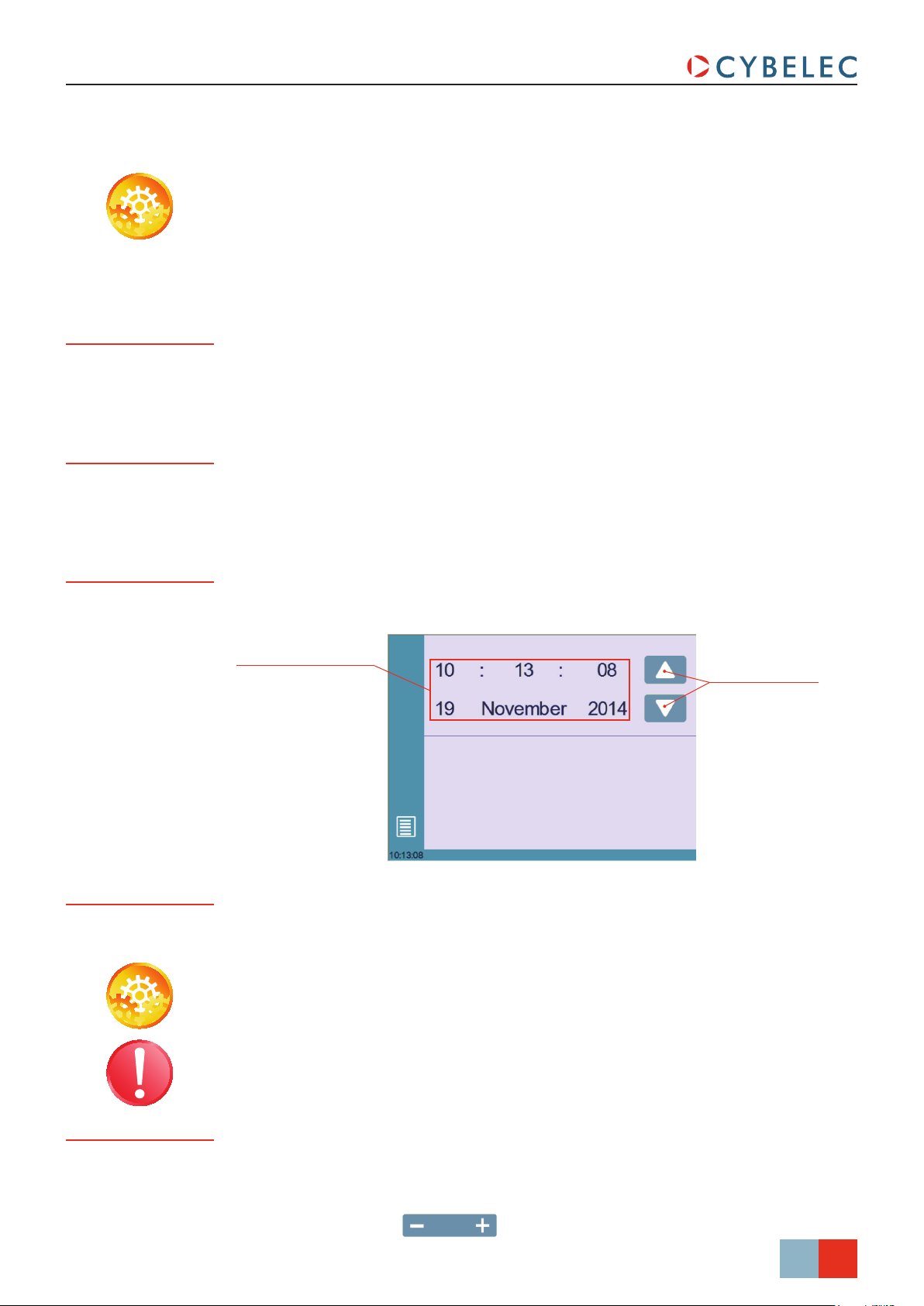
Permet à l’opérateur de régler l’heure et la date sur la CybTouch.
Appuyez sur le champs
que vous voulez modier
Utilisez les èches haut
et bas pour modier le
champs sélectionné
Calibration dalle tactile
Luminosité xx% Eco xx%
Un opérateur de grande taille aura tendance à toucher l’écran plus haut qu’un de petite
taille. Cette fonction permet donc la calibration de la dalle tactile, et par là même s’assure
de son bon fonctionnement.
InstructIons de réglage:
Suivez simplement les instructions affichées à l’écran pour calibrer la dalle tactile.
Utilisez vos doigts ou l’extrémité plastique d’un stylo pour calibrer
la dalle tactile. N’utilisez pas d’objets tranchants ou pointus qui
pourraient endommager l’écran.
Ces paramètres permettent de régler la luminosité de l’écran en mode normal et en mode
économique:
1. Touchez le mode pour lequel vous souhaitez modifier la luminosité.
2. Utilisez les boutons
pour régler la luminosité.
Mars
2015
V2.0
7/36
Page 14

mouvemenT manuel des axes
Au cours de la mise en route d’une machine, il est parfois nécessaire de pouvoir bouger
les axes manuellement, par exemple au changement d’outillage. Cela peut se faire depuis
deux endroits différents:
• À partir de la page programme ou EasyBend.
• À partir de la page Mouvement Manuel.
CybTouch 6 P Manuel utilisateur
À partir de la page programme ou EasyBend
Dans la page programme ou EasyBend, les axes ne peuvent être déplacés manuellement
que lorsque la gestion d’outils est désactivée.
Utilisez ces èches pour
Sélectionnez l’axe que
vous voulez bouger
manuellement en touchant
son icône
bouger l’axe sélectionné
InstructIons de réglage:
1. Touchez le bouton puis l’icône (si disponible); il devient gris.
2. Touchez le bouton
pour revenir à la page programme.
8/36
Mars
2015
V2.0
3. Touchez l’icône de l’axe Y
et
) pour le déplacer.
et utilisez les boutons de déplacement manuel (
4. Procédez de la même manière pour l’axe de la butée arrière.
Page 15

CybTouch 6 P Manuel utilisateur
À partir de la page Mouvement Manuel
Les mouvements manuels ont également leur propre page, à laquelle on accède en
suivant le lien ci-dessous.
(Bouton Menu) → Autres menus → Mouvement manuel
Monter le coulisseau
(bouton caché si
mouvement pas permis)
Bouton Menu
InstructIons de réglage:
1. Sélectionnez l’axe que vous voulez bouger:
•
•
•
2. Touchez les boutons pour faire bouger les axes sélectionnés.
3. Servez-vous de la pédale (Petite Vitesse Descente) et de ce bouton
Vitesse Montée) pour bouger le coulisseau.
pour l’axe X de la butée arrière.
pour l’axe R de la butée arrière.
pour l’axe du bombage.
(Grande
Mars
2015
V2.0
9/36
Page 16

paGe service
CybTouch 6 P Manuel utilisateur
(Bouton Menu) → Autres menus → Service → Service
Set Axe
Maintenance
Permet à l’opérateur d’ajuster manuellement la position de la butée arrière (axes X et R) et
du coulisseau (axes Y1 et Y2).
Seul un technicien expérimenté peut utiliser cette fonction avec la
plus grande prudence. Un mauvais réglage pourraient endommager la
machine.
Ces réglages sont perdus lors du ré-indexage de la machine.
La page Maintenance affiche l’état hardware de la CybTouch et permet à l’opérateur
d’effectuer différentes actions de maintenance.
(Bouton Menu) → Autres menus → Service → Service → Maintenance
10/36
Mars
2015
V2.0
Toutes les actions ci-dessus nécessitent un code d’accès et ne doivent être effectuées que par ou avec l’assistance d’un technicien.
Page 17

CybTouch 6 P Manuel utilisateur
Defrag
Cette fonction permet de réarranger l’espace mémoire de la CybTouch. Touchez-la
simplement et suivez les instructions données dans la fenêtre contextuelle jaune.
Format
Cette fonction permet d’effacer toutes les données de la CybTouch. A n’utiliser qu’avec
l’aide d’un technicien.
Internal backup
Cette fonction est conçue spécialement pour les OEM et le support.
Habituellement, un backup des paramètres machine est fait par le fabricant de la machine
ou par l’entreprise en charge du service de la machine. Ce backup permet à un technicien
de maintenance de restaurer les paramètres originaux de travail si nécessaire.
S’il devenait nécessaire de restaurer les paramètres, faites appel à un technicien de
maintenance et suivez ses instructions.
Information
N’essayez pas d’utiliser cette fonction sans en avoir réellement besoin.
Avant d’utiliser cette dernière fonction, assurez-vous que tous
vos fichiers ont été transférés hors de la CybTouch (à l’aide de
CybTouchTools, voir le manuel d’Instructions correspondant).
La page Information affiche les noms et versions des logiciels installés sur la CybTouch.
Des informations plus détaillées sont accessibles en appuyant sur le bouton Avancé.
(Bouton Menu) → Autres menus → Service → Service → Information
Vers informations
plus détaillées
Mars
2015
V2.0
11/36
Page 18

CybTouch 6 P Manuel utilisateur
Configuration
options
La page ci-dessous s’affiche lorsque l’on touche ce menu, qui permet l’identification et la
gestion des options de la machine.
(Bouton Menu) → Autres menus → Service → Service → Configuration options
Numéro de série
Il s’agit du numéro de série de la CybTouch. Il est entré à la fin de la configuration initiale
de la machine à l’usine et est liée à la liste d’options de cette dernière.
Changer le numéro de série signifie que toutes les options installées
sur la machine peuvent être perdues.
Computer ID
Cette ligne affiche un code d’identification unique à chaque CybTouch et garanti, avec le
numéro de série, une identification correcte de la machine.
Liste des options
Cette fonction ouvre une fenêtre contextuelle jaune où toutes les options installées sur la
CybTouch sont affichées.
Nouveau code option
Cette fonction ouvre un clavier alphanumérique sur lequel le code de la nouvelle option
doit être entré. Le format d’un code d’option se présente ainsi: ABC-DEF-GHI-JKLM
12/36
Mars
2015
V2.0
Page 19

CybTouch 6 P Manuel utilisateur
DeScriPtif DeS PageS PrinciPaleS
paGe pli numérique
Numéro de séquence en cours Bouton répéter séquence
(ici désactivé)
Bouton pompe
(si conguré)
Numéro du programme
Ajouter pli ou pli suivant
Consigne coulisseau (axe
Y) / Angle pliage
Consigne butée arrière
(axe X) / longueur de pli
Bouton Menu
Ligne de message interactif
Information activité cycle en cours
Matière
Épaisseur matière
Gestion des Outils
Pliage et Corrections
Corrections butée arrière
Page Plus
Start – Stop
Bouton fonction auxiliaire
Fonctions disponibles dans la page Pli Num
La Page Pli Numérique est normalement la page de travail, celle à partir de laquelle les plis
sont exécutés, et de laquelle la majorité de la navigation provient et à laquelle elle conduit.
Numéro de séquence en cours
Une fenêtre contextuelle jaune s’ouvre si
l’on touche le numéro de séquence. Trois
actions différentes y sont proposées:
• Insérer séquence: cette fonction
Insérer séquence ici
Effacer séquence ici
Aller à la séquence
sélectionnée ici
Sélectionner la séquence
vers laquelle aller ici
permet d’insérer une séquence après
celle en cours.
• Effacer séquence: cette fonction
permet d’effacer la séquence en cours.
• Va à la séquence: cette fonction
permet de passer directement à la
séquence désirée.
Mars
2015
V2.0
13/36
Page 20

paGe plus
CybTouch 6 P Manuel utilisateur
Page Pli Numérique →
Fonctions disponibles dans la page Plus
Épaisseur matière
Matière
Pas suivant
Recul butée arrière
Force
Ouverture (PMH)
Temps maintien en
pression
Sigma matière
Gestion outillage
Longueur de pliage
Croquage
Bombage
Retour à la Page Pli
Numérique
Accès aux fonctions
supplémentaires
La page Plus affiche des paramètres relatifs à la pièce, et en fonction de la configuration
de la CybTouch et du type d’action effectuée, elle affiche aussi différents réglages pour le
pli en cours.
Matière
Il ne s’agit pas d’un paramètre de séquence, mais bien sûr d’un paramètre de pièce. La
liste des Matières (voir page 6) défile à chaque appui sur le nom, affichant la prochaine
disponible.
Épaisseur matière
L’épaisseur par défaut, définie dans
les Matières (voir page 6), s’affiche
automatiquement lors de tout changement
de matière. Il est toutefois possible de la
changer en touchant simplement cette
icône.
Si le paramètre Épaisseurs prédénies
(voir page 6) est réglé à oui, un
clavier numérique tel que celui sur la
droite apparait lorsque l’on touche cette
icône. L’opérateur peut y sélectionner une
épaisseur parmi celles prédéfinies.
Il s’agit d’un paramètre de pièce.
Épaisseurs prédénies
Touchez ici pour insérer
manuellement une
épaisseur
14/36
Mars
2015
V2.0
Page 21

CybTouch 6 P Manuel utilisateur
Recul butée arrière
Le recul de la butée arrière peut être activé/désactivé par cette icône. Il est possible de
modifier la valeur en la touchant. C’est un paramètre de séquence, ce qui signifie qu’il
peut être modifié dans chaque étape du programme.
Force
La force est automatiquement calculée par la CybTouch, en fonction de la Matière,
de l’Épaisseur matière, du Sigma matière et de la Longueur de pliage. La valeur peut
également être modifiée manuellement ici.
Ouverture (PMH)
Lorsqu’il est activé, ce paramètre permet de définir la durée du temps de montée
du coulisseau depuis le PMB. Cette valeur doit être réglée de manière à donner
suffisamment de place à l’opérateur pour extraire sa pièce d’entre les outils.
Lorsque ce champ est désactivé (grisé), le coulisseau remonte jusqu’à son fin de
course maximum haut.
Temps maintien en pression
Permet de définir la durée du temps de maintien en pression, ce qui signifie le temps
durant lequel le poinçon reste au PMB avant de remonter.
Lorsque ce champ est désactivé (grisé), la valeur par défaut du Temps de maintien en pression défini dans les paramètres machine est appliqué.
Mars
2015
V2.0
15/36
Page 22

CybTouch 6 P Manuel utilisateur
Sigma matière
Le sigma par défaut, défini dans les Matières (voir page 6), est automatiquement
affiché lors de tout changement de matière. Il est toutefois possible de la changer en
touchant simplement cette icône. Il s’agit évidemment d’un paramètre de pièce.
Gestion outillage
Lorsque désactivée (grisée), cette fonction neutralise l’icône des Poinçons (voir
page 18) et l’icône des Matrices (voir page 19) de la Page Pli Numérique (voir
page 13) (voir également Plier sans gestion des outils, page 24).
Longueur de pliage
Ce paramètre défini la largeur de la tôle qui sera pincée entre les outils. Cette valeur est
utilisée pour calculer la force de pliage.
Si ce paramètre n’est pas activé (grisé), la CybTouch ne calculera pas la Force de
pliage et le Bombage.
Croquage
Activer ce champ permet de programmer
des plis de grand rayon en entrant la valeur
du rayon et en combien de séquence il
devra être exécuté.
Pour que le résultat soit cohérent, le
nombre de plis nécessaires à réaliser
l’angle doit être tel que la longueur de
chaque segment soit plus grande que
la moitié de la longueur de l’ouverture
en V de la matrice.
S
½
S
S
S
S
S
½
S
α
α
b
a
2
1
α
c
3
8
a
α
7
b
α
c
α
c
α
5
c
α
4
6
16/36
Mars
2015
V2.0
Page 23

CybTouch 6 P Manuel utilisateur
Bombage
La fonction de bombage est activée ici. Elle est automatiquement calculée en fonction de
la Matière, de l’Épaisseur matière, du Sigma matière et de la Longueur de pliage.
La valeur peut être manuellement changée par l’opérateur. Elle sera toutefois
automatiquement recalculée si l’une des valeurs utilisées pour son calcul est changée.
Le système de bombage mécanique ne peut bouger que lorsque la coulisseau est au
PMH.
Lorsque la fonction de bombage est désactivée (grisée), le système de bombage reste physiquement à sa dernière position et ne retourne pas automatiquement à 0.0 mm. Gardez cela à l’esprit lorsque vous utilisez cette fonction - ou
non - en passant d’une séquence à la suivante.
Nombre de pièces
L’opérateur peut entrer ici le montant total des pièces à produire. A chaque fois que
toutes les séquences du programme sont exécutées, donc qu’une pièce est terminée, ce
compteur décrémente d’une unité. Lorsque la quantité définie de pièces est atteinte, une
fenêtre contextuelle jaune le signale à l’opérateur.
Commande externe butée arrière
L’activation de ce paramètre permet de contrôler manuellement le mouvement de butée
arrière. Cela signifie que l’opérateur doit personnellement donner le départ au mouvement
de la butée arrière, en utilisant par exemple la pédale ou le bouton de démarrage.
foncTion copier sur Tous
Cette fonction permet de copier une
certaine valeur sur toutes les séquences du
programme courant. Elle apparaît dans le
clavier numérique des champs concernés,
tels que la Longueur de pliage, la Force, les
Pliage et Corrections, etc.
Bouton Copier sur tous
Mars
2015
V2.0
17/36
Page 24

geStion DeS outilS
La gestion d’outils permet la création et la configuration sur la CybTouch des outils utilisés
sur la machine. Les outils sont ensuite pris en compte lors des calculs des plis.
Selon la version de la CybTouch et selon la configuration de la presse, il est possible que votre CybTouch ne dispose pas de la gestion d’outils.
poinçons
Page Pli Numérique →
CybTouch 6 P Manuel utilisateur
Comment créer
ou modifier un
poinçon?
Nom du poinçon
Types de poinçons
Navigation dans les
poinçons existants
Données de base du
poinçon
Sens de montage du
poinçon
Retour à la Page Pli
Numérique
InstructIons de réglage:
Pour sélectionner un poinçon, naviguez simplement à travers les poinçons existants de
votre librairie à l’aide des flèches, puis revenez à la Page Pli Numérique.
Si aucun poinçon n’est créé, le poinçon n’aura pas de nom (??? est affiché). Si un poinçon
est déjà créé dans la CybTouch, alors le dernier poinçon utilisé sera affiché par défaut (ici
55_N). Il ne sera pas affecté par les modifications car le nouveau poinçon que nous allons
créer sera enregistré sous un autre nom.
18/36
Mars
2015
V2.0
1. Touchez le bouton
2. Touchez l’icône poinçon
3. Entrez les caractéristiques du poinçon à créer (α (angle du poinçon), Hauteur, Rayon
et Ton/m).
4. Sélectionnez le type de poinçon (droit, normal, col de cygne) avec ce bouton
Cette caractéristique n’est qu’une information pour l’opérateur.
puis l’icône pour activer la gestion d’outils si nécessaire.
pour afficher les informations du poinçon.
.
Page 25

CybTouch 6 P Manuel utilisateur
5. Touchez le bouton pour inverser le poinçon si nécessaire.
Un mot de passe de niveau 2 est nécessaire pour pouvoir sauvegarder un outil.
6. Touchez le nom du poinçon (ici 55_N).
7. Touchez Sauver poinçon pour enregistrer ou Sauver poinçon sous pour enregistrer
le poinçon sous un autre nom.
8. Entrez le nom du nouveau poinçon à l’aide du clavier numérique.
Nous recommandons de suivre les conventions de nommage décrites dans la
section Nommer les outils (voir page 21).
9. Touchez le bouton pour revenir à la page Programme, avec le poinçon que vous
venez d’enregistrer sélectionné et prêt à être utilisé.
maTrices
Page Pli Numérique →
Nom de la matrice
Sens de montage de la
matrice
Navigation dans les
matrices existantes
Données de base
de la matrice
Retour à la Page Pli
Numérique
InstructIons de réglage:
Pour sélectionner une matrice, naviguez simplement à travers les matrices existantes de
votre librairie à l’aide des flèches, puis revenez à la Page Pli Numérique.
Mars
19/36
2015
V2.0
Page 26

CybTouch 6 P Manuel utilisateur
Comment créer
ou modifier une
matrice?
Si aucune matrice n’est créée, la matrice affichée n’aura pas de nom (??? est affiché). Si
une matrice existe déjà, la dernière sélectionnée sera alors affichée par défaut (ici 55_12).
Elle ne sera pas affectée par les modifications car la nouvelle matrice que nous allons
créer sera enregistrée sous un autre nom.
Ve
1. Touchez le bouton puis l’icône
Ve
pour activer la gestion d’outils si
nécessaire.
2. Touchez l’icône matrice
pour
R
R
afficher les informations de la matrice.
3. Entrez les caractéristiques de la
matrice à créer (Ve, α (angle matrice),
Hauteur, Rayon et Ton/m).
Sécurité XS défini la distance de sécurité entre matrice et butée arrière pour
l’axe X.
4. Touchez le bouton pour inverser la matrice si nécessaire.
Un mot de passe de niveau 2 est nécessaire pour pouvoir sauvegarder un outil.
5. Touchez le nom de la matrice (ici 55_12).
6. Touchez Sauver matrice pour enregistrer ou Sauver matrice sous pour enregistrer la
matrice sous un autre nom.
7. Entrez le nom de la nouvelle matrice à l’aide du clavier numérique.
Nous recommandons de suivre les conventions de nommage décrites dans la
section Nommer les outils (voir page 21).
8. Touchez le bouton pour revenir à la page Programme, avec la matrice que vous
venez d’enregistrer sélectionnée et prête à être utilisée.
20/36
Mars
2015
V2.0
Page 27

CybTouch 6 P Manuel utilisateur
nommer les ouTils
Il est recommandé d’utiliser une convention de nommage pour les outils.
Ci-dessous vous trouverez une convention simple permettant l’identification des outils
grâce à leur nom.
Selon les besoins, il vous faudra peut-être ajouter des règles à cette convention pour
nommer l’ensemble de vos poinçons et matrices.
Poinçons
Matrices
Le nom d’un poinçon devrait être construit de la manière suivante: en premier son angle,
suivi de son type, puis enfin s’il est inversé ou pas.
anGle poinçon (°) Type poinçon inversé ou pas
30
60
90
En suivant ces règles, voici quelques exemples de nom de poinçon: 90_N_i, 60_C, 30_D,
et ainsi de suite.
Le nom de la matrice devrait être construit de la même manière: en premier sa largeur
(dimension Ve), suivi de son angle, puis enfin s’il est inversé ou pas.
_
N = Normal
D = Droit
C = Col de cygne
_ i = si inversé
ve (mm) anGle maTrice (°) inversé ou pas
12
16
20
_
30
_ i = si inversé
86
En suivant ces règles, voici quelques exemples de nom de matrice: 12_86_i, 16_86,
20_30, et ainsi de suite.
Mars
2015
V2.0
21/36
Page 28

créer un Programme
La plupart des CybTouch 6 ont la Gestion des Outils (voir page 18), qui peut être
activée ou désactivée (voir Gestion outillage, page 16). Cependant certaines versions,
selon la configuration de la presse elle-même, n’ont pas du tout de gestion d’outils. Les
procédures diffèrent donc quelque peu. Vous les trouverez ici:
• Plier avec la Gestion d’Outils,
• Plier sans gestion des outils (voir page 24).
Dans cet exemple, nous considérons que la machine est opérationnelle : les
paramètres machine, outils (voir Gestion des Outils, page 18), Matières (voir
page 6) sont programmées et configurées.
plier avec la GesTion d’ouTils
La première page affichée en allumant la CybTouch est la Page Pli Numérique. Cette page
sert à créer des programmes contenant les séquences de plis nécessaires à la réalisation
d’une pièce.
CybTouch 6 P Manuel utilisateur
Numéro de séquence en cours
Numéro du programme
Ajouter pli ou passer
au pli suivant
Angle de pliage
Longueur de pli
Matériau utilisé et épaisseur
Sélection outils
Page Plus
InstructIons de réglage:
1. Touchez le numéro du programme et sélectionnez Nouveau programme dans la
liste.
2. Touchez le nom de la matière (ici Acier). La Page Plus (voir page 14) s’affiche.
3. Sur la Page Plus, sélectionnez la Matière utilisée, entrez l’Épaisseur matière, la
Longueur de pliage, et d’autres paramètres de séquence (Ouverture (PMH), Recul
butée arrière, etc.).
22/36
Mars
2015
V2.0
4. Si nécessaire, touchez ce bouton
page 18).
5. Touchez le bouton
6. Sélectionnez les outils à utiliser pour la pièce en touchant leurs icônes respectives
(voir Gestion des Outils, page 18).
pour revenir à la Page Pli Numérique.
pour activer la Gestion des Outils (voir
Pour travailler sans la gestion d’outils, voir la section Plier sans gestion des ou-
tils, page 24.
Page 29

CybTouch 6 P Manuel utilisateur
7. Touchez la valeur numérique à côté de l’icône d’angle , et entrez l’angle du
premier pli que vous désirez créer (ici 90°).
8. Touchez la valeur numérique à côté de l’icône de longueur de segment
la longueur du premier segment que vous désirez créer (ici 35.00 mm).
, et entrez
Cette dimension est la dimension externe de l’aile, calculée selon DIN 6935. Si
vous désirez entrer la position de l’aile manuellement, touchez cette icône
Elle se changera en celle-ci
9. Ajoutez le pli suivant au programme en touchant .
10. Procédez de la même manière pour créer les autres segments de la pièce.
11. Allez à la séquence désirée en touchant le Numéro de séquence en cours (voir
page 13) ou en utilisant ce bouton
12. Démarrez le moteur de la pompe hydraulique (en pressant ce bouton
disponible. Il devient rouge lorsque le moteur tourne).
13. Pressez le bouton
venez d’entrer.
14. Lorsque la machine est prête à plier, un bouton
15. Si vous désirez répéter le même pas afin d’y appliquer les corrections nécessaires, passez en Mode Semi-Automatique.
16. Pressez la pédale pour exécuter le premier pli.
afin de positionner la machine selon les données que vous
.
.
si
s’affiche.
.
pliaGe eT correcTions
Toutes les corrections se font dans la Page Pli Numérique (voir page 13). Selon ses
préférences, l’opérateur peut choisir d’exécuter tous les pas du programme l’un après
l’autre, tout en faisant des corrections. Ou il peut choisir d’appliquer toutes les corrections
nécessaire à un même pas avant de passer au suivant en utilisant le Mode Semi-
Automatique.
Des corrections peuvent être apportées à:
• L’angle (axe Y, voir Correction Angle, page 24).
• La position de la butée arrière (axe X, voir Corrections butée arrière, page 24).
Mode SemiAutomatique
Le mode semi-automatique permet de répéter la même séquence indéfiniment. Il est
utilisé lorsque l’opérateur désire appliquer des corrections à sa pièce un pli après l’autre.
Il peut donc exécuter le même pas jusqu’à ce qu’il obtienne le résultat désiré, avant de
passer au suivant au moyen de la touche
Le mode semi-automatique est activé (et désactivé) en touchant pendant plus d’une
seconde le bouton
.
.
Mars
2015
V2.0
23/36
Page 30

CybTouch 6 P Manuel utilisateur
Correction Angle
Corrections butée arrière
Après avoir physiquement mesuré l’angle, si des corrections doivent être apportées, elles
doivent l’être sur cette page, et non pas directement dans la séquence du programme.
InstructIons de réglage:
1. Touchez l’icône de correction
d’angle, et entrez la valeur physiquement mesurée de l’angle. La commande numérique calculera automatiquement la correction à apporter à
l’axe Y.
Bouton de remise à zéro
Presser ce bouton remet à zéro
toutes les corrections d’angle.
2. Des corrections peuvent être appliquées de la même manière à la position de
la butée arrière (axe X), en touchant simplement le petit chiffre sur la droite de
la longueur de l’aile. La correction requise (en positif ou négatif) doit être entrée
manuellement.
plier sans GesTion des ouTils
Pour les versions n’ayant pas la gestion d’outils, il est impossible d’activer la gestion
d’outils (voir Gestion outillage, page 16), car le bouton n’est pas affiché.
Travailler sans gestion d’outils signifie que les valeurs de la position de la butée arrière
pour l’axe X et de la profondeur du pli pour l’axe Y ne sont programmables qu’en mm (ou
en pouces).
Toutes les corrections se font manuellement, en mm ou en pouces.
Position en mm (ou
pouces) de l’axe Y
Position en mm (ou
pouces) de l’axe X
Page Plus
24/36
Mars
2015
V2.0
Cette procédure est également valable si la gestion des outils a été mise hors
service (voir Gestion outillage, page 16).
Page 31

CybTouch 6 P Manuel utilisateur
InstructIons de réglage:
1. Touchez le numéro du programme et sélectionnez Nouveau programme dans la
liste.
2. Touchez le nom de la matière (ici Acier). La Page Plus (voir page 14) s’affiche.
3. Sur la Page Plus, sélectionnez la Matière utilisée, entrez l’Épaisseur matière, la
Longueur de pliage, et d’autres paramètres de séquence (Ouverture (PMH), Recul
butée arrière, etc.).
4. Touchez le bouton
pour revenir à la Page Pli Numérique.
5. Entrez la profondeur de pli pour l’axe Y (ici 150.97). On peut aussi toucher l’icône
de l’axe Y et se servir des boutons manuels ( et ) pour le déplacer.
6. Entrez la position de la butée arrière pour l’axe X (ici 33.91). On peut aussi toucher
l’icône
de l’axe Y et se servir des boutons manuels ( et ) pour le
déplacer.
7. Ajoutez le pli suivant au programme en touchant
.
Cliquez sur OK lorsque vous êtes invité à créer une nouvelle étape.
8. Procédez de la même manière pour créer les autres segments de la pièce.
9. Allez à la séquence désirée en touchant le Numéro de séquence en cours (voir
page 13) ou en utilisant ce bouton
10. Démarrez le moteur de la pompe hydraulique (en pressant ce bouton
disponible. Il devient rouge lorsque le moteur tourne).
11. Pressez le bouton
afin de positionner la machine selon les données que vous
venez d’entrer.
12. Lorsque la machine est prête à plier, un bouton
.
si
s’affiche.
13. Si vous désirez répéter le même pas afin d’y appliquer les corrections nécessaires,
passez en Mode Semi-Automatique.
14. Pressez la pédale pour exécuter le premier pli.
Mars
2015
V2.0
25/36
Page 32

SauvegarDer et charger un Programme
sauveGarder un proGramme
Après avoir créé un programme, un opérateur peut l’enregistrer afin de s’en resservir
ultérieurement:
1. Touchez le Numéro du programme (ex. P0).
2. Touchez Sauver prog.
CybTouch 6 P Manuel utilisateur
3. Entrez le numéro à attribuer au programme (ex. 1 pour P1), puis validez avec
4. Le programme est maintenant sauvegardé dans la CybTouch sous le nom de P1.
charGer un proGramme
Pour appeler (charger) un programme:
1. Touchez le Numéro du programme (ex. P1).
2. Touchez Appeler prog.
3. Sélectionnez le programme à charger dans la liste (ex. 002 pour P2).
4. Le programme sélectionné (P2) est chargé dans la mémoire de travail et est prêt à
être utilisé.
.
supprimer un proGramme
Pour effacer (supprimer) un programme :
1. Touchez le Numéro du programme (ex. P1).
2. Touchez Effacer prog.
3. Sélectionnez le programme à effacer dans la liste.
4. Touchez
Mars
26/36
2015
V2.0
pour valider.
Page 33

CybTouch 6 P Manuel utilisateur
eaSybenD Page
(Bouton Menu) → EasyBend
La page EasyBend est utilisée pour effectuer des plis individuels. Par exemple, si un
travailleur externe souhaite simplement faire un pli (généralement avec les mêmes outils).
Passer sur la page EasyBend n’interrompt que temporairement le programme
en cours d’utilisation pour la production (pas besoin de le sauvegarder). Ce
dernier est repris en retournant sur la page programme (Bouton Menu → Prog.
actuel).
faire un pli sur la paGe easybend
Référez-vous au Descriptif des Pages Principales, page 13 pour plus d’infor-
mations sur les différentes commandes de la page EasyBend.
InstructIons de réglage:
1. Touchez le nom de la matière (ici Acier). La Page Plus (voir page 14) s’affiche.
Sélectionnez la Matière (voir page 14) utilisée, entrez l’Épaisseur matière et la
Longueur de pliage.
2. Si nécessaire, touchez l’une des icônes d’outil (
poinçon ou une matrice. Référez-vous à la section Gestion des Outils, page 18).
3. Entrez l’angle
4. Entrez la longueur du premier segment
ou ) pour sélectionner un
du pli que vous désirez créer (ici 90°).
(ici 275.00 mm).
5. Touchez ce bouton
éventuels paramètres supplémentaires nécessaires au pli.
6. Démarrez le moteur de la pompe hydraulique (en pressant ce bouton
disponible. Il devient rouge lorsque le moteur tourne).
7. Pressez le bouton
venez d’entrer.
8. Lorsque la machine est prête à plier, un bouton
9. Pressez la pédale pour exécuter le premier pli.
pour accéder à la Page Plus (voir page 14) et entrez les
afin de positionner la machine selon les données que vous
s’affiche.
si
Mars
2015
V2.0
27/36
Page 34

meSSageS D’information et D’erreur
Dans les pages suivantes, vous trouverez
les messages d’erreurs et d’information
pouvant s’afficher sur la ligne des
messages de la CybTouch. Il y a deux types
de messages:
• Les Messages d’Information, qui sont affichés sur fond vert. Il s’agit d’informations ou d’instructions qui disparaissent automatiquement.
• Les Messages d’Erreur (machine
ou commande numérique), qui sont
affichés sur fond rouge. Ils préviennent
l’utilisateur d’éventuelles erreurs
pouvant nécessiter l’intervention de
l’opérateur ou d’un technicien.
Si vous voulez nous transmettre des messages d’erreur, veuillez s’il vous plaît
TOUJOURS en indiquer le numéro se trouvant à la fin de la ligne. Ce numéro se
retrouve également dans la première colonne des tableaux ci-après.
CybTouch 6 P Manuel utilisateur
Ligne de message
interactif
Numéro message
messaGes d’informaTion
msG n° messaGe descripTion
W02 Ignore Ce message apparait lorsque l’action demandée n’a pas de sens,
comme par exemple annuler l’indexation alors que cette dernière
n’a pas été faite.
W03 Code accepté Ce message s’affiche lorsque le mode passe entré est correct.
W04 Presser 2 secondes svp Ce message rappelle à l’opérateur qu’il faut maintenir le bouton
du démarrage de la pompe
W05 La pompe est en fonction Ce message apparait après que le cycle de démarrage de la
pompe se soit correctement déroulé.
W06 La pompe est arrêtée Ce message indique que la pompe a été arrêtée.
W07 La machine n’est pas indexée Avant que la machine soit indexée, la commande numérique
ne sait pas où se trouvent les axes. Dans la page Mouvement
Manuel, les mouvements sont autorisés mais les fins de course
électroniques ne sont pas activés. C’est à l’opérateur d’arrêter le
mouvement de l’axe avant qu’il ait atteint sa limite mécanique.
W08 Toucher OK pour continuer Signale qu’une validation est demandée pour pouvoir continuer.
W09 Step n° Ce message s’affiche dans la Page Plus (voir page 14), il
indique le numéro de pas de la séquence lorsque l’on navigue à
travers les pas du programme.
W10 Cycle en cours Pendant que ce message est affiché, le cycle machine est en
cours et l’écran est verrouillé, à l’exception du bouton Stop.
W11 Machine indexée Indique que le cycle d’indexation s’est bien déroulé.
W12 Identification OK Dans le Wizard Axe, ce message indique que le cycle
d’identification s’est bien déroulé.
W15 Entrée en mode
programmation !
Les entrées “Av Seq+Start” ou “Pression atteinte” sont actives
alors que la CN est en mode programmation. Si ce message
persiste, contrôlez les états machine.
appuyé pendant 2 secondes.
28/36
Mars
2015
V2.0
Page 35

CybTouch 6 P Manuel utilisateur
msG n° messaGe descripTion
W16 Mode eco Ce message apparait lorsque le mode Eco s’active, une fois la
temporisation définie dans les paramètres machine écoulée.
W17 Introduire l’angle mesuré Ce message s’affiche pour demander à l’opérateur d’entrer la
valeur physiquement mesurée de l’angle dans la page Pliage et
Corrections.
W18 Champ vide Une valeur n’a pas été entrée par l’opérateur.
W19 Alimentation 24VDC I/O
présente
W20 Sélectionner un champ svp Ce message s’affiche lors du réglage de l’heure (voir Réglage
W21 Réglage des secondes
W22 Réglage de la minute
W23 Réglage de l’heure
W24 Réglage du jour
W25 Réglage du mois
W26 Réglage de l’année
W29 Fin de liste Ce message s’affiche lorsque l’on atteint la fin de la liste dans
W30 Numéro de série de 100’000 à
199’999
W31 Nouveau code option Lors de l’installation d’une nouvelle option sur la Page Service
W32 Saisie en cours Opération impossible: saisie de données en cours. Attendez que
W33 Indexation en cours Opération impossible: indexation en cours. Attendez que
W34 RFlink déconnecté Lorsque la connexion RFLink vers ordinateur portable a été
W35 Accès interdit L’opérateur a besoin d’un mot de passe d’un niveau supérieur.
W37 Sens de déplacement a été
inversé
W38 Sens de comptage a été
inversé
W39 Sens de déplacement et
comptage ont étés inversés
W40 OK Indique qu’un cycle ou une opération s’est correctement terminé.
W41 Pas de mouvement exécuté
W45 Saisie verrouillée, entrer le mot
de passe
W46 Entrer le mot de passe niveau
1 ou plus grand
W47 Entrer le mot de passe niveau 3Ce message s’affiche lorsqu’un mode de passe de niveau 3 est
L’alimentation 24V des entrées/sorties est disponible.
date & heure, page 7) et aucun champs (minute, seconde,
etc.) n’est sélectionné.
Sur la page de Réglage date & heure (voir page 7), lorsque le
champs correspondant est sélectionné, indique que ce dernier
peut être réglé à l’aide des flèches haut et bas.
l’un des différents menus
.
Ce message s’affiche seulement lors de l’introduction du numéro
de série. Il indique la plage dans laquelle doit se trouver le
numéro à entrer. Attention, cette opération se fait normalement
à l’usine, avec un numéro de série en relation avec les options
installée sur la machine. Ne le changez pas!
(voir page 10).
les données soient entrées, puis essayez à nouveau.
l’indexation soit terminée, puis essayez à nouveau.
coupée depuis ce dernier.
Message Wizard: le sens de rotation du moteur a été inversé.
Message Wizard: le sens de comptage de l’axe a été inversé.
Message Wizard: le sens de rotation du moteur et le sens de
comptage de l’axe ont été inversés.
Message Wizard Axe: l’opérateur a pressé
mais aucun
mouvement n’a été effectué.
Ce message s’affiche lorsque le paramètre P02.04 Clé 0 bloque
HMI est sur oui et que l’écran est touché.
Ce message s’affiche lorsqu’un mode de passe de niveau 1 ou
plus grand est nécessaire pour pouvoir exécuter une opération
spécifique.
nécessaire pour pouvoir exécuter une opération spécifique.
Mars
2015
V2.0
29/36
Page 36

CybTouch 6 P Manuel utilisateur
msG n° messaGe descripTion
W48 Entrer le nouveau mot de
passe
W49 Confirmer nouv. mot de passe
W50 Entrer mot de passe pour
backup
W51 Entrer mot de passe pour
restaurer
W52 Entrer mot de passe pour init Ce message apparait sur la page qui s’affiche après que
W53 Entrer mot de passe pour vider
mémoire backups
Ces messages sont affichés lors de changement de mots de
passe.
Ce message s’affiche lorsque l’on veut créer une sauvegarde.
Ce message s’affiche lorsque l’on veut restaurer une sauvegarde.
la système ait crashé (problème soft ou hardware), et que
l’opérateur essaie de formater la machine.
Ce message s’affiche lorsque l’on veut effacer toutes les
sauvegardes.
30/36
Mars
2015
V2.0
Page 37

CybTouch 6 P Manuel utilisateur
messaGes d’erreur
msG n° messaGe descripTion
E01 Y - collision coulisseau.
Monter le coulisseau
E02 Moteur pompe arrêté Le moteur de la pompe doit être enclenché pour pouvoir
E03 Buffer Full La mémoire des programmes-pièce est pleine, vous ne pouvez
E04 Code refusé Le mode de passe pour accéder à la page désirée n’est pas
E05 Fichier pas compatible Le programme-pièce chargé est incompatible avec la commande
E06 Problème fichier paramètres
machine
E07 Paramètres machine non
compatibles, formater svp
E08 Lismisc File not compatible Message d’information, qui disparaîtra au redémarrage de la
E09 Problème sauvegarde
programme
E10 Fichier pas trouvé [ ] Un fichier est manquant et le code indique lequel. Contactez
E11 Problème d’écriture fichier Ce fichier est corrompu et ne peut être sauvegardé. Essayez de
E12 X plus petit que fin de course
min
E13 X plus grand que fin de course
max
E14 Fw SetVar Error [ ] Peut se produire lorsque une fonction est configurée, mais
E15 Table verrouillée Dans les paramètres machine (pages “Options” et “Contrôle des
La butée mécanique de pliage sur l’axe Y ne peut pas bouger: le
coulisseau est trop près. Faites remonter le coulisseau avant de
pouvoir modifier la position de l’axe Y (butée de profondeur).
démarrer la séquence.
pas ajouter d’autres séquences.
correct. Essayez à nouveau ou demandez-le si vous ne l’avez pas.
numérique. Cette pièce doit être effacée.
Ce fichier est corrompu et ne peut être sauvegardé. Essayez de
redémarrer la commande numérique. Si le problème persiste,
formater la mémoire.
Ce message apparait lorsque une mise à jour du software a été
faite sur une version bien plus vieille et que les paramètres ne
sont plus compatibles. Il peut aussi apparaître si les paramètres
téléchargés (via RFlink) sont bien plus vieux ou bien plus
récents que la version actuelle du software et qu’ils ne sont pas
compatibles. Une nouvelle mise en service de la machine doit
être faite. Contactez votre revendeur.
commande numérique.
Ce fichier est corrompu et ne peut être sauvegardé. Essayez de
redémarrer la commande numérique. Si le problème persiste,
formater la mémoire.
Cybelec avec ce code pour découvrir quel fichier manque.
redémarrer la commande numérique. Si le problème persiste,
formater la mémoire.
L’opérateur a entré une valeur en-dessous de la limite, ou une
valeur mémorisée dans le programme est en-dessous de la
limite. La valeur fausse clignote et doit être corrigée.
L’opérateur a entré une valeur au-dessus de la limite, ou une
valeur mémorisée dans le programme est au-dessus de la limite.
La valeur fausse clignote et doit être corrigée.
que l’entrée/sortie dédiée n’est pas configurée. Cela se résout
normalement en chargeant la configuration par défaut des
entrées/sorties (voir les paramètres machine).
valves”) se trouve un petit cadenas évitant toutes modifications
non désirées. Ce message s’affiche lorsque l’on essaie de
modifier le tableau et que le cadenas est fermé.
Mars
2015
V2.0
31/36
Page 38

CybTouch 6 P Manuel utilisateur
msG n° messaGe descripTion
E16 Fw Axes Error [ ] ... Erreur gestionnaire d’axe. Le numéro donne plus d’information.
La plupart des erreurs communes sont décrites dans les
messages E55 à E68.
Si d’autres numéros d’erreur sont listés, veuillez envoyer les
conditions du problème, les traces et le paramètres au Support
Technique Cybelec pour plus d’assistance.
E17 Erreur de programmation Paramètres machine configurés de manière incorrecte, la page
d’erreur est affichée.
E19 Quantité = 0 Au moment de presser Start, la quantité de pièces à faire
programmée est de ‘0’. Voir Nombre de pièces, page 17 pour
plus d’information.
E20 Répétition cycle = 0 Le cycle ne peut pas démarrer, car la fonction répétition de cycle
est à “0”.
E21 Aucune matière définie (à
définir dans les PM)
E24 Erreur d’identification [ ] Durant le Wizard Axe, une erreur lors de l’identification d’un des
E25 No FAST task running [ ] Éteignez la machine pendant 1 minute puis redémarrez-la.
E26 NULL pointer to axis struct. Ce message signale un bogue dans le logiciel. Notez tout et
E27 MUTEX Error [ ] Ce message signale un bogue dans le logiciel. Notez tout et
E28 Pas de 24V ou surcharge
(sortie disjonctée)
E29 Radio link error, code [ ] La puce RFlink a détecté une erreur. Soyez attentif aux
E30 Erreur dalle tactile, code [ ] Veuillez contacter votre revendeur avec le code indiqué et les
E31 Entrée analogue «Bombage»
pas configurée
E32 Sortie analogue «Bombage»
pas configurée
E33 Erreur de syntaxe fichier XML Ce fichier est corrompu et ne peut pas être utilisé. Essayez de
E34 Memory allocation problem
(xml)
E35 Endless loop on process task Erreur de processus. Veuillez redémarrer la commande
Aucune matière n’est programmée dans le page Matières (voir
page 6). Une matière doit être sélectionnée pouvoir lancer les
calculs.
axes s’est produite. Le numéro de l’erreur (typiquement E55, E56
ou E57) donne plus d’information. Vois aussi le message E16.
contactez Cybelec.
contactez Cybelec.
L’alimentation 24V des entrées/sorties n’est plus présente ou une
sortie est en surcharge. Remettez tous les dispositifs de sécurité
sur la machine à zéro, contrôlez que les gilles de protection et
les protections arrière sont fermées, etc. Si le problème persiste,
éteignez la machine pendant 3 minutes puis redémarrez-la. Si
le problème persiste toujours, reportez-vous au manuel de la
machine et/ou demandez à un technicien de maintenance de
contrôler votre machine.
perturbations dans les environs (téléphone portable, wi-fi) et
assurez-vous du bon fonctionnement du matériel. Si le problème
persiste, notez le numéro de l’erreur et envoyez-le à Cybelec.
détails.
Durant la configuration (mise en service) de la commande
numérique, l’entrée dédiée au Bombage n’a pas été configurée,
mais est nécessaire au bon fonctionnement.
Durant la configuration (mise en service) de la commande
numérique, les sorties dédiées au Bombage n’ont pas été
configurées, mais sont nécessaires au bon fonctionnement.
redémarrer la commande numérique. Si le fichier est une pièceprogramme, essayez de l’effacer.
Un problème est apparu lors de la lecture d’un fichier dans la
mémoire. Le fichier est probablement corrompu. Le numéro
donne plus d’information, notez-le.
numérique et en informer votre revendeur.
32/36
Mars
2015
V2.0
Page 39

CybTouch 6 P Manuel utilisateur
msG n° messaGe descripTion
E36 Entrée «Pedale» refusée La commande pédale n’est pas acceptée dans cette page/
situation.
E37 WARNING: Overloop intern Cette erreur ne devrait normalement jamais apparaître sur la
machine. Cela signifie que trop d’éléments se trouvent dan la
liste codée.
E38 Touche inconnue Il y a une liste des zones écran connues, et la zone pressée ne
s’y trouve pas. Cette erreur ne peut normalement pas se produire
sur le terrain.
E39 Entrée «Start» refusée La commande Start n’est pas acceptée dans cette page/situation.
E40 Y plus petit que fin de course
min
E41 Épaisseur plus petit que min L’épaisseur entrée pour la matière est inférieure à la valeur
E42 Épaisseur plus grande que max L’épaisseur entrée pour la matière est supérieure à la valeur
E43 Erreur de configuration Entrée/sortie mal configurée dans les paramètres machine, la
E44 Entrée «Stop externe» active Un stop externe peut être causé par des dispositifs de sécurité,
E46 Sortie analogue «Pression» pas
configurée
E47 Y plus grand que fin de course
max
E48 Problème d’accès fichier Une erreur s’est produite pendant la tentative d’accès à un fichier
E49 Erreur inconnue Une erreur inconnue s’est produite lors de la tentative de
E50 Saisie hors limite Ce message s’affiche lorsque la valeur que l’opérateur essaie de
E51 Error[ ][ ][ ][ ]... Erreur gestion interne. Notez les codes de l’erreur et le numéro
E52 Poinçon n’existe pas Ce message s’affiche si l’on essaie de créer une nouvelle pièce
E53 Matrice n’existe pas Ce message s’affiche si l’on essaie de créer une nouvelle pièce
E55 Identification Error 1 (No
motion detected)
E56 Identification Error 2 (Not
enough oscillations)
La valeur programmée de la position de l’axe Y est en-dessous
de la valeur de la position du fin de course minimum.
minimum définie dans les Préférences Utilisateur (voir Matières,
page 6).
maximum définie dans les Préférences Utilisateur (voir Matières,
page 6).
page d’entrée/sortie fautive est affichée. Vérifiez qu’il n’y ait pas
d’entrée ou sortie doublée non autorisée.
Ce message peut aussi s’afficher lorsque la configuration choisie
plus d’icône sur la première page qu’il n’y a de place disponible.
des arrêts d’urgence, des protections arrière, etc. Référez-vous
aux instructions de la machine.
Durant la configuration (mise en service) de la CN, des entrées ou
sorties dédiées n’ont pas été configurées mais sont nécessaires
pour pouvoir tourner correctement.
La valeur programmée de la position de l’axe Y est en-dessus de
la valeur de la position du fin de course maximum.
lors de la programmation d’une option. Assurez-vous que le code
a été entré correctement. Si cela ne fonctionne pas, essayez de
redémarrer la commande numérique. Si le problème persiste,
contactez Cybelec.
programmation d‘une option. Contactez Cybelec.
programmer est plus grande la valeur maximum autorisée.
du logiciel (voir Information, page 11) et appelez Cybelec.
avant d’avoir sélectionné un poinçon dans la liste (voir Poinçons,
page 18).
avant d’avoir sélectionné une matrice dans la liste (voir Matrices,
page 19).
Aucun mouvement détecté. Ne devrait pas se produire si le
Wizard a été exécuté depuis le début. Si l’erreur reste, vérifiez les
fins de course, les drive, le câblage, etc.
Pas assez d’oscillations. Augmentez la durée d’identification.
Référez-vous au manuel des paramètres machine.
Mars
2015
V2.0
33/36
Page 40

CybTouch 6 P Manuel utilisateur
msG n° messaGe descripTion
E57 Identification Error 3
(Amplitude of the oscillation)
E58 Fw Axes Error 32 [Trajectory
tracking error]
E59 Fw Axes Error 311 [MaxSpeed
too high !]
E60 Fw Axes Error 312 [MaxSpeed
too small !]
E61 Fw Axes Error 313
[Acceleration too small or
MaxSpeed too high !]
E62 Fw Axes Error 314
[Acceleration too high or
MaxSpeed too small !]
E63 Entrée digitale «Recul X» pas
configurée
E64 Entrée digitale «Pression
atteinte» pas configurée
E65 Entrée analogue «Pression»
pas configurée
E66 Fw Axes Error 33 [Maximum
voltage time exceeded (10V)]
E67 Fw Axes Error 39 [Speed
tracking error]
E68 Fw Axes Error 316 [MinPosition
or MaxPosition outside limit ! ]
E69 Entrée digitale «Commande
descente» pas configurée
E70 Angle progr. plus petit que
l’angle matrice
E71 Angle progr. plus petit que
l’angle poinçon
E72 Sécurité profondeur L’angle calculé provoque une collision entre le poinçon, la
E73 Entrée digitale «Comm GV-PV
coul» pas configurée
E74 Codeur «Coulisseau» pas
configuré
Amplitude oscillation. Augmentez la tension d’identification.
Référez-vous au manuel des paramètres machine.
Il s’agit d’une erreur de régulateur. L’axe n’a pas pu suivre sa
trajectoire. Une friction élevée, de la résistance ou un obstacle
sur le mouvement de l’axe peuvent en être la cause. Cela peut
également être un problème de drive. Appelez un technicien.
Vitesse max ou résolution encodeur trop haute.
Vitesse max ou résolution encodeur trop basse.
2
L’accélération est trop grande (mm/s
) ou la vitesse max est trop
basse. Cela doit être corrigé. Veuillez noter que l’accélération
n’est pas une distance de rampe.
2
L’accélération est trop grande (mm/s
) ou la vitesse max est trop
basse. Cela doit être corrigé.
Durant la configuration (mise en service) de la CN, des entrées ou
sorties dédiées n’ont pas été configurées mais sont nécessaires
pour pouvoir tourner correctement.
Il s’agit d’une erreur de régulateur. L’axe n’a pas pu suivre sa
trajectoire. Une friction élevée, de la résistance ou un obstacle
sur le mouvement de l’axe peuvent en être la cause. Cela peut
également être un problème de drive. Appelez un technicien.
Il s’agit d’une erreur de régulateur. L’axe n’a pas pu suivre sa
trajectoire. Une friction élevée, de la résistance ou un obstacle
sur le mouvement de l’axe peuvent en être la cause. Cela peut
également être un problème de drive. Appelez un technicien.
La position du compteur de l’axe est hors limite (max ou min).
Vérifiez la position physique de l’axe et réglez le compteur en
fonction.
Durant la configuration (mise en service) de la CN, des entrées ou
sorties dédiées n’ont pas été configurées mais sont nécessaires
pour pouvoir tourner correctement.
L’angle programmé est plus petit que l’angle de la matrice.
Changez de matrice.
L’angle programmé est plus petit que l’angle du poinçon.
Changez de poinçon.
matière, et la matrice, ce qui correspond à un pli en fond de
matrice. L’opérateur doit confirmer pour continuer.
Durant la configuration (mise en service) de la CN, des entrées ou
sorties dédiées n’ont pas été configurées mais sont nécessaires
pour pouvoir tourner correctement.
Ce message s’affiche sur les machines de type PL, où le codeur
du coulisseau doit être configuré.
34/36
Mars
2015
V2.0
Page 41

CybTouch 6 P Manuel utilisateur
Mars
2015
V2.0
35/36
Page 42

CybTouch 6 P Manuel utilisateur
36/36
Mars
2015
V2.0
 Loading...
Loading...