


367

367
Máquina de coser especial
Instrucciones de uso
Instruções de operação
Istruzioni per l’uso
Bedieningshandleiding
Postfach 17 03 51, D-33703 Bielefeld • Potsdamer Straße 190, D-33719 Bielefeld
Telefon + 49 (0) 5 21/ 9 25-00 • Telefax + 49 (0) 5 21/ 9 25 24 35 • www.duerkopp-adler.com
Ausg./Edition: 12/04 Printed in Federal Republic of Germany Teile-/Part-No.: 0791 367742
E
P
I
NL

Indice Pagina:
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 367
1. Descrizione del prodotto ......................................... 5
2. Descrizione dell’uso e dell’applicazione appropriata ....................... 5
3. Sottoclassi .................................................. 6
4. Dotazioni supplementari ......................................... 6
5. Dati tecnici .................................................. 7
6. Uso della macchina
6.1 Infilaturadelfilodell’ago .......................................... 9
6.2 Regolazione della tensione per il filo dell’ago .............................. 11
6.3 Aperturadellatensioneperilfilodell’ago................................ 11
6.4 Regolazione del regolatore della quantità di filo dell’ago ....................... 12
6.5 Avvolgimentodelfilodelcrochetsullaspolina ............................. 13
6.6 Sostituzionedellaspolinaperilfilodelcrochet............................. 14
6.7 Preregolazione della tensione per il filo del crochet .......................... 15
6.8 Sostituzionedell’ago............................................. 16
6.9 Sollevamentodeipiedinidicucitura.................................... 17
6.10 Bloccaggio dei piedini di cucitura in posizione sollevata ....................... 18
6.11 Regolazione della pressione d’appoggio dei piedini di cucitura ................... 18
6.12 Regolazione della corsa di sollevamento dei piedini di cucitura ................... 19
6.13 Regolazione della lunghezza del punto.................................. 20
6.14 Gruppo di tasti sul braccio della macchina per cucire nella sottoclasse 367-170115; -170315;
-180115; -180315 ............................................... 21
7. Motore posizionatore a corrente continua
7.1 Informazioni generali ............................................ 22
7.2 Pannello di comando per l’operatore V810 ............................... 22
7.2.1 Elementi funzionali e di visualizzazione sul pannello di comando per l’operatore V810 ..... 22
7.2.2 Funzioni dei tasti sul pannello di comando per l’operatore V810 .................. 23
7.2.3 Significato dei simboli sul pannello di comando per l’operatore V810 ............... 23
7.2.4 Modifica dei valori dei parametri nella “Soglia per l’operatore” .................... 24
7.2.5 Riduzionedellavelocitàmassima..................................... 24
7.2.6 Impostazionedelnumerodicodiceperla“Sogliaperiltecnico”................... 24
7.3 Pannello di comando per l’operatore V820 ............................... 25
7.3.1 Elementi funzionali e di visualizzazione sul pannello di comando per l’operatore V820 ..... 25
7.3.2 Funzioni dei tasti sul pannello di comando per l’operatore V820 .................. 25
7.3.3 Significato dei simboli sul pannello di comando per l’operatore V820 ............... 27

Indice Pagina:
7.3.4 Modifica dei valori dei parametri nella “Soglia per l’operatore” .................... 27
7.3.5 Riduzionedellavelocitàmassima..................................... 28
7.3.6 Informazione rapida ed impostazione rapida di valori di regolazione (HIT) ............ 28
7.3.7 Impostazionedelnumerodicodiceperla“Sogliaperiltecnico”................... 28
7.3.8 Programmazione della cucitura con il pannello di comando per l’operatore V820 ........ 28
7.4 Lista dei parametri dei pannelli di comando per il motore “Efka”................... 29
7.5 Avvisidisituazioneed’errore ....................................... 30
8. Motore posizionatore a frizione “Efka”
8.1 Informazioni generali .............................................. 31
8.2 Utilizzazione del pannello di comando per il motore 6F82FAdel motore della macchina per cucire ...... 32
8.2.1 Elementi di utilizzazione nel pannello di comando per il motore 6F82FA del motore della macchina per cucire 32
8.2.2 Funzioni dei tasti nel pannello di comando per il motore 6F82FA del motore della macchina per cucire .... 32
8.2.3 Modifica dei valori dei parametri nella “Soglia per l’operatore” ......................... 32
8.2.4 Riduzionedellavelocitàmassima........................................ 33
8.2.5 Impostazionedelnumerodicodiceperla“Sogliaperiltecnico” ........................ 33
8.3 Lista dei parametri della “Soglia per l’operatore” del pannello di comando per il motore 6F82FA........ 33
8.4 Avvisi di situazione e d’errore sui pannelli di comando per l’operatore V810 e V820 .............. 33
9. Cucire
9.1 Sottoclasse 367-170010; -180010 ..................................... 34
9.2 Sottoclasse 367-170115; -170315; -180115; -180315 ......................... 35
10. Manutenzione
10.1 Puliziaecontrolli............................................... 37
10.2 Lubrificazione ................................................. 39

1. Descrizione del prodotto
La macchina per cucire speciale Dürkopp Adler 367 è una macchina
che può essere utilizzata per l’esecuzione di cuciture ornamentali
altamente qualitative in materiali da leggeri fino a mediopesanti.
·
Macchina per cucire a doppio punto annodato, a base piana, ad un
ago, dotata di trasporto inferiore a griffa, trasporto a punta d’ago e
trasporto superiore a piedini alternati.
·
Una frizione slittante di sicurezza impedisce una sregolazione
oppure un danneggiamento del crochet a causa di un bloccaggio
del filo nella pista del crochet.
·
Crochet grande ad asse orizzontale.
(Spoline come nelle classi 767, 291, 8967)
·
Lubrificazione automatica a stoppini con spie di controllo del livello
dell’olio.
·
Filarello integrato.
2. Descrizione dell’uso e dell’applicazione appropriata
La classe 367 è una macchina per cucire speciale che, conformemente alla
sua destinazione, può essere utilizzata per cucire materiale da leggero fino a
medio-pesante. Tale materiale consiste normalmente in fibre tessili oppure
pelle. Codesti materiali vengono impiegati nell’industria della confezione e
della tappezzeria per mobili ed auto.
Inoltre con codesta macchina per cucire speciale possono essere
realizzate delle cosidette cuciture tecniche. In codesto caso
l’utilizzatore ( se desiderato in collaborazione con la DÜRKOPP ADLER
AG) deve valutare preventivamente i possibili rischi ivi connessi, poichè
codesti casi d’applicazione sono da una parte piuttosto rari e d’altra parte la
loro molteciplità è imprevedibile a seconda dei casi di lavorazione e della
preventiva valutazione effettuata, l’utilizzatore deve adottare le appropriate
misure di sicurezza.
Generalmente con codesta macchina per cucire speciale si può
lavorare solo materiale asciutto. Il materiale non deve superare 10 mm
di spessore quando esso viene premuto dai piedini di trasporto
abbassati. Il materiale non deve contenere oggetti duri, in caso
contrario la macchina per cucire speciale dev’essere utilizzata solo
utilizzando un dispositivo di sicurezza per gli occhi. Al momento un
dispositivo di sicurezza per gli occhi adatto allo scopo non è fornibile.
La cucitura viene generalmente realizzata utilizzando filati in fibra
tessile delle dimensioni fino a 15/3 NeB (filati in cotone), 20/3 Nm (filati
sintetici) oppure 25/4 Nm (filati ritorti e ricoperti). Chi volesse
impiegare altri fili, deve anche in questo caso valutare
preventivamente i rischi ivi connessi ed a seconda dei casi adottare le
appropriate misure di sicurezza.
Questa macchina per cucire speciale può essere collocata ed utilizzata
solo in locali asciutti e ben tenuti; in caso essa venisse impiegata in
locali che non siano asciutti e ben tenuti, potrebbero rendersi
necessarie altre precauzioni, che devono essere concordate ( vedi EN
60204-3-1:1999 ).
Come produttori di macchine per cucire industriali diamo per scontato
che sui nostri prodotti lavori personale quantomeno addestrato e che
quindi tutte le operazioni inerenti all’uso e gli eventuali rischi ad esse
connesse siano da considerare come conosciuti.
5
3. Sottoclassi
367-170010: Macchina per cucire a doppio punto annodato,
a base piana, ad un ago con trasporto inferiore
a griffa, trasporto a punta d’ago e trasporto
superiore a piedini alternati. Finezza ago 100-150.
367-170115: Come la classe 367-170010, però
supplettivamente equipaggiata con un
dispositivo rasafilo elettromagnetico,
dispositivo elettropneumatico per
l’affrancatura della cucitura e sollevamento
elettropneumatico dei piedini di cucitura.
Finezza ago 100-150.
367-170315 Come la classe 367-170115,però
supplettivamente equpaggiata con dispositivo
per la variazione rapida della corsa di
sollevamento dei piedini di cucitura, seconda
lunghezza del punto e seconda tensione per
il filo dell’ago. Riduzione pneumatica della
lunghezza del filo restante dopo il taglio a
ca. 8 mm. Finezza ago 100-150.
367-180010: Macchina per cucire a doppio punto annodato,
a base piana, ad un ago con trasporto inferiore
a griffa, trasporto a punta d’ago e trasporto
superiore a piedini alternati. Finezza ago 130-180.
367-180115: Come la classe 367-180010, però
supplettivamente equipaggiata con un
dispositivo rasafilo elettromagnetico,
dispositivo elettropneumatico per
l’affrancatura della cucitura e sollevamento
elettropneumatico dei piedini di cucitura.
Finezza ago 130-180.
367-180315 Come la classe 367-180115, però
supplettivamente equpaggiata con dispositivo
per la variazione rapida della corsa di
sollevamento dei piedini di cucitura, seconda
lunghezza del punto e seconda tensione per
il filo dell’ago. Riduzione pneumatica della
lunghezza del filo restante dopo il taglio a
ca. 8 mm. Finezza ago 130-180.
4. Dotazioni supplementari
Numero d’ordine Dotazione supplementare
9780 000108 Gruppo riduttore della pressione WE-8
Per le dotazioni supplementari ad azionamento pneumatico
9822 510001 Lampada per l’illuminazione del campo di cucitura (alogena),
munita di lampadina 12V/20W, la lampada è montabile
sulla testa della macchina per cucire
0907 487519 Gruppo di montaggio per la lampada per l’illuminazione del campo
di cucitura destinato alla lampada per l’illuminazione del campo di
cucitura 9822 510001
0798 500088 Trasformatore per la lampada per l’illuminazione del campo di cucitura
per 230V, con cavo di collegamento alla rete, senza interruttore,
destinato alle lampade per l’illuminazione del campo di c ucitura
9822 510001 e 9822 510129
0797 003031 Pacchetto per il collegamento pneumatico
9400 367001 “Set” di servizio
9880 002001 Interruttore a ginocchiera per l’affrancatura automatica della cucitura
(Cl. 367-170115; 367-180115)
6
5. Dati tecnici
Rumorosità Valore d’emissione riferito al posto di lavoro secondo la norma
DIN 45635-48-A-1-KL2
Classe 367-170010; -180010 LC = 82 dB (A)
367-170115; -180115
367-170315; -180315 Lunghezza del punto: 6,4 mm
corsa solevamento
piedini alternati: 1,5 mm
Velocità: 2.800 min
-1
Materiale da cucire: G1 DIN 23328 quattro strati
Classe 367-170010; -180010 LC = 82 dB (A)
367-170115; -180115
367-170315; -180315 Lunghezza del punto: 6,4 mm
corsa solevamento
piedini alternati: 5,6 mm
Velocità: 2.800 min
-1
Materiale da cucire: due strati Skai 1,6 mm 900 g/m
2
DIN 53352
Tipo del punto
Doppio punto annodato
Sistema ago:
134-35
Classe 367 Sottoclasse
-170010 -180010
-170115 -180115
-170315 -180315
Finezza dell’ago (a seconda del nr. “E”): max. [Nm]
150 180
Titolo massimo del filato: [Nm]
15/3 10/3
Corsa max.di sollevamento dei Lunghezza del punto max.:
piedini a movimento alternato:
Velocità max.: [min
-1
]
*)
-170010 -170115 -170315
-180010 -180115 -180315
1-3mm
3-5mm
5-6,5mm 0-6mm
6,5-8mm
*) 9 mm
2800 3000 3000
2300 2300 2300
2000 2000 2000
1800 1800 1800
- - 1800
1-6,5mm
6,5-8mm 6-8mm
*) 9 mm
2000 2000 2000
1800 1800 1800
- - 1800
Passaggio max. s otto i piedini di cucitura:
- Durante la cucitura [mm]
- Dopo il sollevamento [mm]
10
20
Pressione d’esercizio: [bar]
6
Consumo aria per ciclo di lavoro: ca. [Nl]
0,7
Tensione nominale d’alimentazione:
A seconda del “Pacchetto
motore” utilizzato
Dimensioni (A x L x P) [mm]
630 x 220 x 420
Altezza del piano di lavoro (di fabbrica): [mm]
790
7

Riservato per le Vs. notizie:
8
6. Uso della macchina
6.1 Infilatura del filo dell’ago
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Effettuare l’infilatura del filo dell’ago solo se la macchina per cucire è
stata previamente spenta.
–
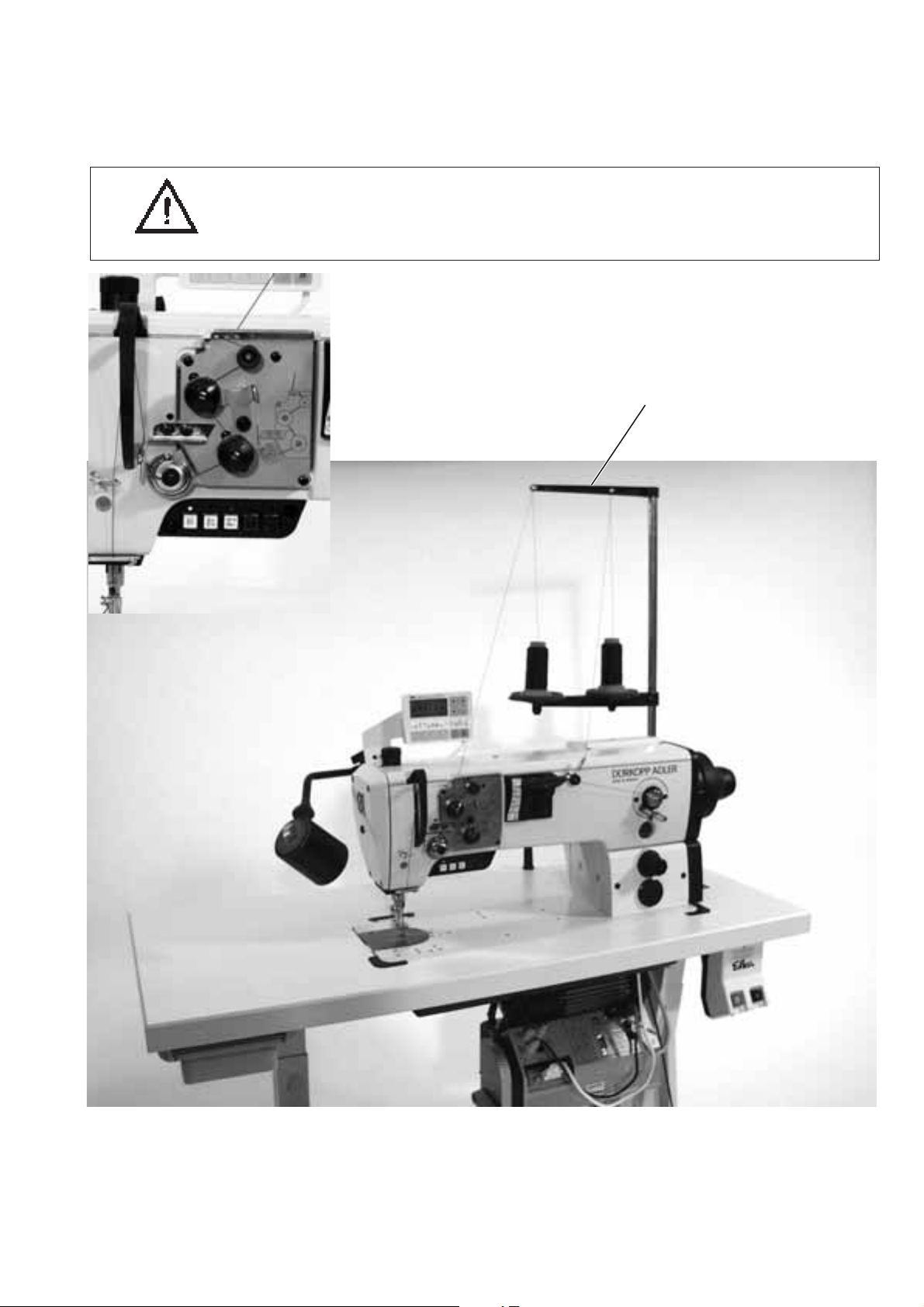
Inserire i coni di filato sul portaconi ed infilare il filo per l’ago ed
il filo destinato all’avvolgimento della spolina attraverso i fori
passafilo del braccio svolgifilo. Il braccio svolgifilo 1 dev’essere
perpendicolare rispetto ai coni di filato.
–
Eseguire l’infilatura del filo dell’ago come visibile nella figura
seguente.
9
1
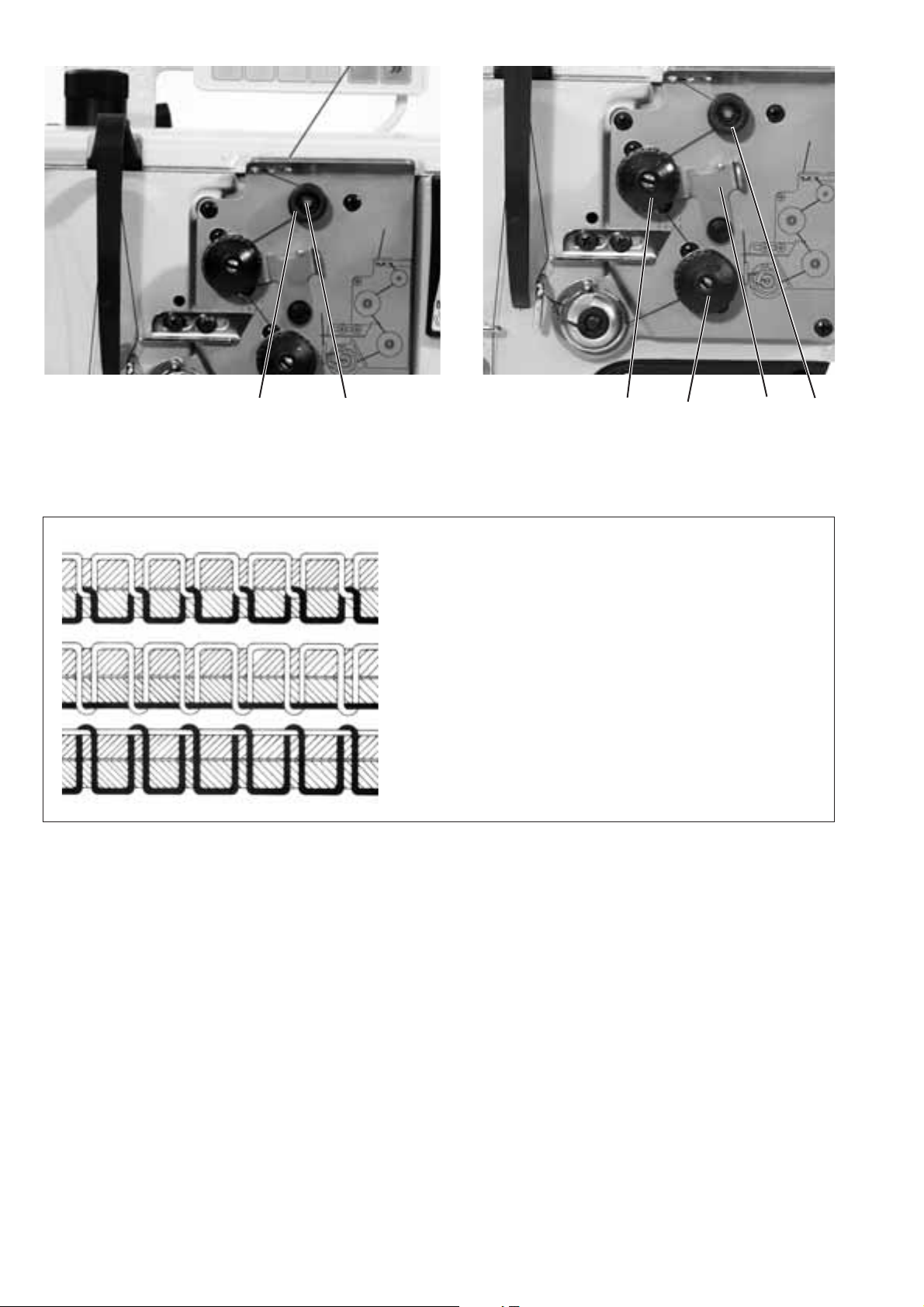
Fig. A: Annodamento corretto dei fili
nel mezzo del materiale da cucire
Fig. B: Tensione per il filo dell’ago troppo debole
oppure
tensione per il filo del crochet regolata troppo forte
Fig. C: Tensione per il filo dell’ago regolata troppo forte
oppure
tensione per il filo del crochet regolata
troppo debole
10
43
5
21 2

6.2 Regolazione della tensione per il filo dell’ago
Regolazione della pretensione del filo dell’ago
Quando la tensione principale4elatensionesupplementare 5 sono
aperte (per es. quando i piedini di cucitura sono sollevati oppure
durante il ciclo di taglio dei fili) è indispensabile che il filo dell’ago
abbia ancora una leggera tensione residua (pretensionamento).
Codesta tensione residua viene realizzata tramite la pretensione 2.
La pretensione 2 determina contemporaneamente anche la lunghezza
dello spezzone finale del filo tagliato, una sufficiente lunghezza del filo
è necessaria per garantire un inizio sicuro della prossima cucitura.
–
Regolazione di base:
Girare il bottone zigrinato 2, fino a quando la sua superficie
anteriore è allineata con il perno 1.
–
Filo iniziale più corto:
Girare il bottone zigrinato 2 in senso orario.
–
Filo iniziale più lungo:
Girare il bottone zigrinato 2 in senso antiorario.
Regolazione della tensione principale
La tensione principale 4 dev’essere regolata sul valore minore
possibile.
L’annodamento dei fili dev’essere regolare e sempre nel mezzo del
materiale da cucire. Nel caso di materiale da cucire leggero, un
tensionamento troppo forte dei fili potrebbe causare un’arricciatura
indesiderata del capo cucito ed eventualmente delle rotture del filo.
–
Regolare la tensione principale 4 in maniera tale da ottenere un
annodamento regolare del punto.
Per aumentare la tensione -Girare il bottone zigrinato in senso orario
Per diminuire la tensione - Girare il bottone zigrinato in senso antiorario
Tensione supplementare
La tensione supplementare 5 che è attivabile supplettivamente durante
la cucitura serve in caso di necessità per effettuare una variazione
rapida della tensione del filo dell’ago (per es. nel caso
d’inspessoramenti del materiale da cucire).
–
Il valore di regolazione della tensione supplementare 5 dev’essere
sempre minore di quello della tensione principale 4.
–
Inserire oppure disinserire la tensione supplementare 5 tramite la
leva 3.
Leva 3 verso sinistra = La tensione supplementare è disinserita.
Leva 3 verso destra = La tensione supplementare è inserita.
6.3 Apertura della tensione per il filo dell’ago
Sottoclasse -170010; -180010
Sollevando i piedini di cucitura vengono aperte automaticamente sia la
tensione principale che la tensione supplementare.
Sottoclasse -170115; -180115
La tensione del filo dell’ago viene aperta automaticamente durante il
processo di taglio dei fili.
Nota bene!
(solo per sottoclasse -170115; -180115)
Il momento dell’apertura della tensione del filo dell’ago può essere
regolato tramite i parametri F-191 ed F-192 (“Soglia per il tecnico”).
11
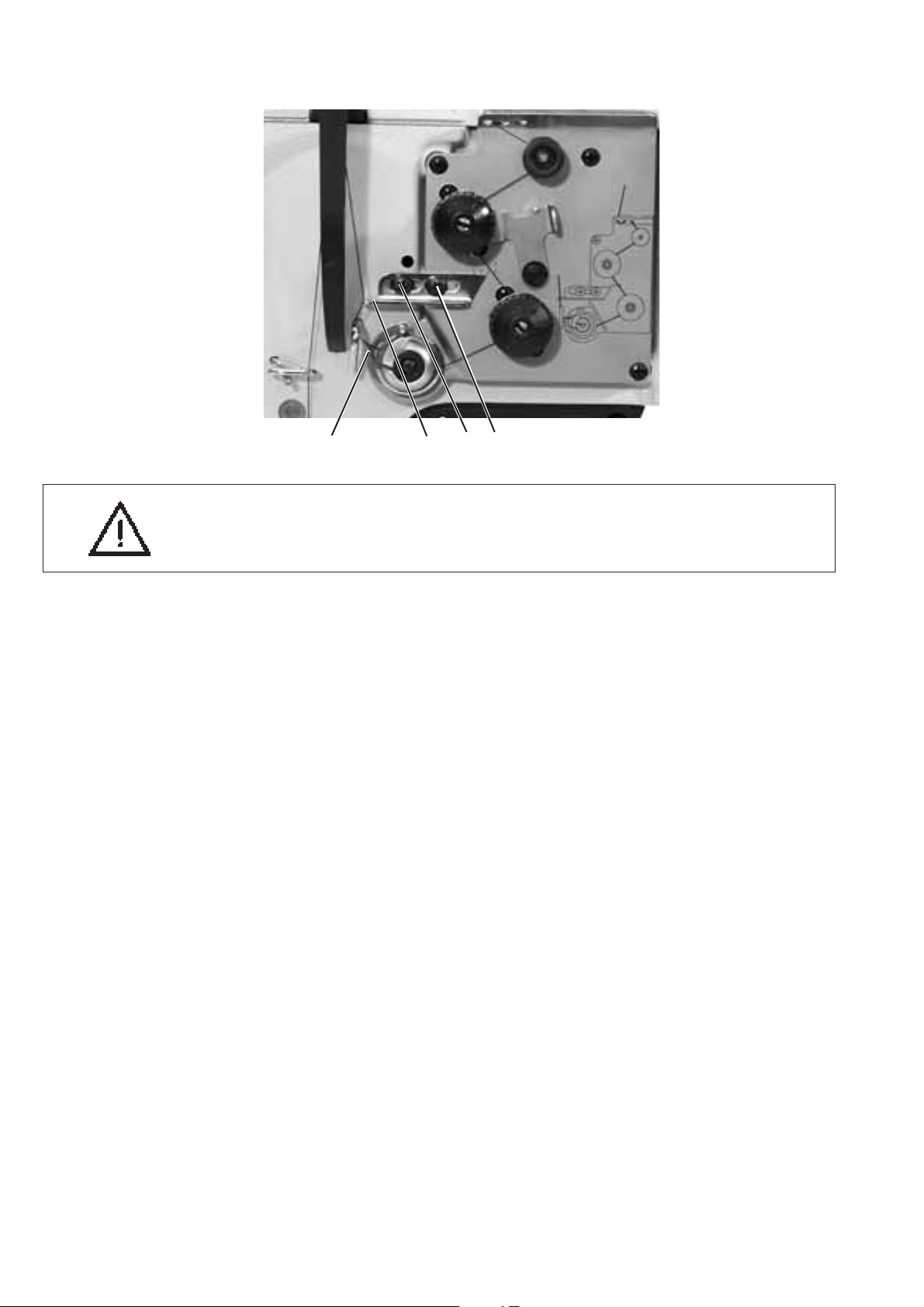
6.4 Regolazione del regolatore della quantità di filo dell’ago
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare il regolatore della quantità di filo dell’ago solo se la macchina
per cucire è stata previamente spenta.
Tramite il regolatore della quantità di filo dell’ago 3 viene regolata la
quantità di filo dell’ago necessaria per la formazione del punto.
Solo un regolatore della quantità di filo dell’ago ben regolato
garantisce un aspetto della cucitura altamente qualitativo realizzato
con la tensione per il filo dell’ago minore possibile.
La regolazione del regolatore della quantità di filo dell’ago dipende dai
seguenti fattori:
–
Lunghezza del punto
–
Spessore del materiale da cucire
–
Caratteristiche del filato utilizzato
Se la regolazione è corretta, il cappio formato dal filo dell’ago deve
scivolare aderente e con una tensione minima intorno al crochet.
–
Allentareleviti1e2.
–
A seconda della necessità spostare il regolatore della quantità di
filo dell’ago 3.
–
A regolazione ultimata bloccare nuovamente le viti 1 e 2.
Consiglio di regolazione:
Quando è necessaria la maggiore quantità di filo per la formazione del
cappio e cioè nel momento nel quale il cappio formato dal filo dell’ago
sta’ passando il punto di diametro massimo del crochet, la molla
recuperafilo 4 dev’essere tirata e tensionata verso l’alto per ca. 0,5 mm
rispetto alla sua posizione finale inferiore.
Regolazione del regolatore della quantità di filo dell’ago
–
Allentareleviti1e2.
–
A seconda della necessità spostare il regolatore della quantità di
filo dell’ago 3.
Regolatore della quantità di filo dell’ago verso sinistra
= Maggiore quantità di filo
Regolatore della quantità di filo dell’ago verso destra
= Minore quantità di filo.
–
A regolazione ultimata bloccare nuovamente le viti 1 e 2.
12
1
23
4
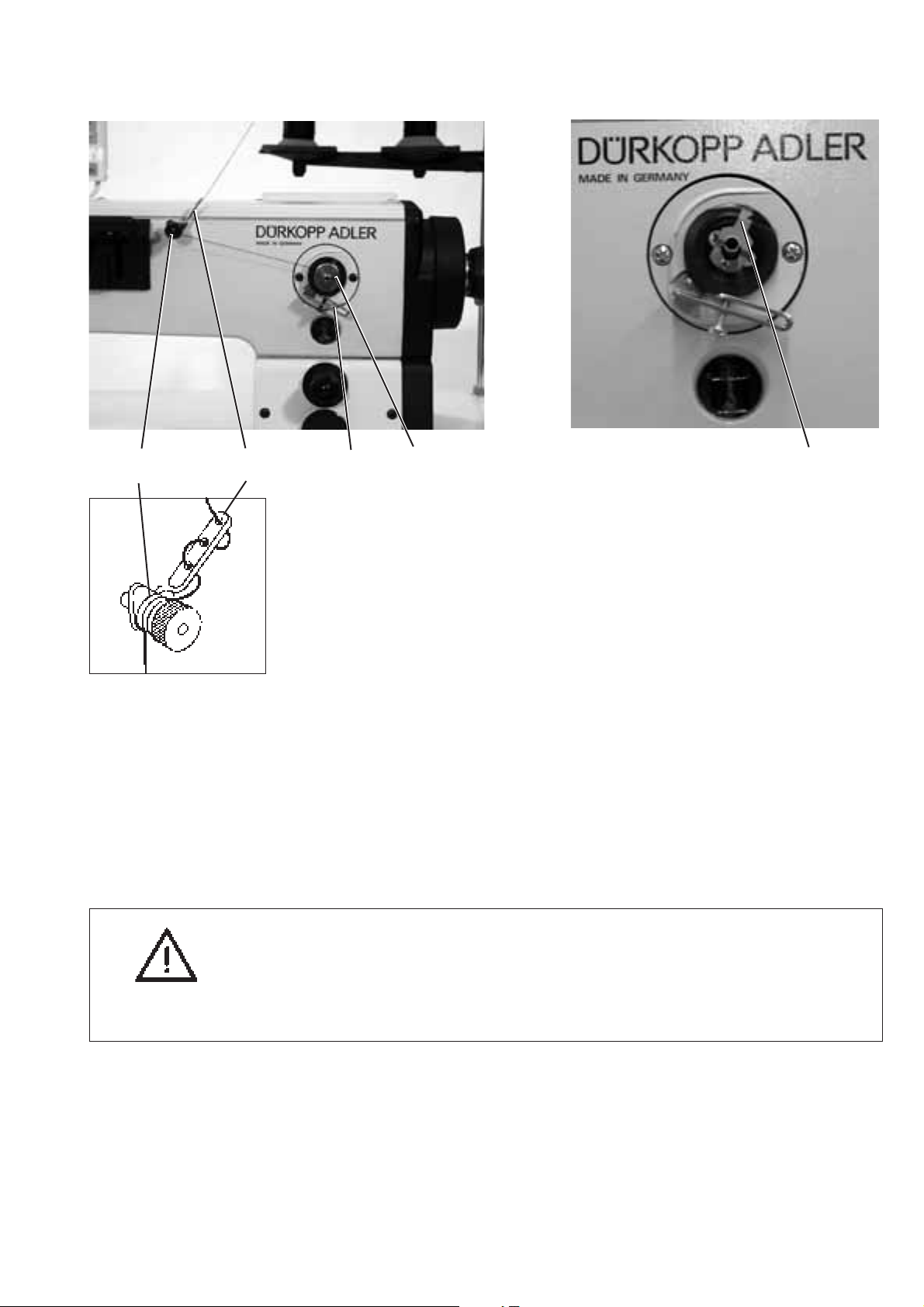
6.5 Avvolgimento del filo del crochet sulla spolina
–
Far passare il filo, come visibile in figura, attraverso i fori passafilo
del guidafilo 3 ed attraverso i dischi della tensione 4.
–
Pinzareilfilodietroalcoltello5etagliarlo.
–
Inserire una spolina vuota 1 sull’asse del filarello.
Nota bene
Il filo non dev’essere avvolto manualmente sull’asse della spolina.
–
Premere la leva di disinnesto 2 del filarello contro l’asse della
spolina.
–
Avviare il ciclo di cucitura
Quando la spolina è piena, il processo d’avvolgimento viene
terminato automaticamente tramite il disinnesto della leva di
disinnesto 2 del filarello.
Il filarello s’arresta sempre in maniera tale che il coltello 5 sia nella
posizione giusta.
(Consultare la figura a destra)
–
Estrarre la spolina piena 1, pinzare il filo dietro al coltello 5 e
tagliarlo.
–
Inserire sull’asse del filarello una spolina vuota per il prossimo
ciclo di avvolgimento e premere la leva di disinnesto 2 del filarello
contro l’asse della spolina.
ATTENZIONE IMPORTANTE !
Attenzione pericolo di danneggiamento: Se l’avvolgimento della
spolina non deve avvenire durante la cucitura ma bensì senza
materiale sotto i piedini di cucitura, bloccare sempre previamente i
piedini di cucitura nella loro posizione alta e porre la corsa di
sollevamento dei piedini sul suo valore minimo.
13
4321
5
 Loading...
Loading...