


Indice |
Home |
Pagina: |
|
|
Parte 2: Istruzioni per il montaggio classe 745-22; -23; -24
1. |
Parti componenti della fornitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
3 |
2.Montaggio dell’unità di cucitura
2.1Smontaggio delle sicurezze di trasporto . . . . . . . . . . . . . . . . . . .
2.2 |
Trasporto dell’unità di cucitura . . . . . . . . . . . . . . . . . . . . . . . . |
2.3 |
Regolazione dell’altezza del piano di lavoro . . . . . . . . . . . . . . . . |
2.4 |
Controllo della tensione delle cinghie . . . . . . . . . . . . . . . . . . . . |
2.5 |
Rifornimento dell’olio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . . . |
3 |
. . . . . . . . . . . . |
4 |
. . . . . . . . . . . . |
4 |
. . . . . . . . . . . . |
5 |
. . . . . . . . . . . . |
5 |
3.Montaggio delle parti smontate per la spedizione della macchina
3.1 |
Pedale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
6 |
3.2 |
Portaconi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
7 |
3.3 |
Timbro piegatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
7 |
3.4 |
Ampliamento del tavolo (dotazione supplementare) . . . . . . . . . . . . . . . . . . . . . . . . |
8 |
3.5 |
Impilatore a bracci (dotazione supplementare) . . . . . . . . . . . . . . . . . . . . . . . . . . . |
9 |
4.Collegamento elettrico
4.1 |
Collegamento del pannello comandi "Microcontrol" . . . . . . . . . . . . . . . . . . . . . . . . |
10 |
4.2 |
Controllo della tensione nominale d’alimentazione . . . . . . . . . . . . . . . . . . . . . . . . . |
11 |
4.3 |
Regolazione dell’interruttore di protezione per il motore . . . . . . . . . . . . . . . . . . . . . . |
11 |
4.4 |
Controllo del senso di rotazione del motore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
12 |
4.5 |
Controllo delle posizioni di posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
13 |
5. |
Collegamento pneumatico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
14 |


1.Parti componenti della fornitura
–Sostegno e bancale con il motore della macchina per cucire
–Motore passo a passo per il trasporto del materiale da cucire
–Testa della macchina per cucire a due aghi, doppio punto annodato, classe 935-246-00
745-22; -23: dotata con il gruppo di particolari 0935 745301 per l’innesto congiunto delle barre ago
745-24: dotata con il gruppo di particolari 0935 745310 per l’innesto separato delle barre ago
–Pannello di comandi "Microcontrol"
–Pinze di trasporto destra e sinistra con lamina di piegatura
–Timbro di piegatura per tasche a filetto doppio
–Due luci di riferimento per il posizionamento del materiale
–Gruppo riduttore per l’aria compressa con pistola ad aria compressa
–Portaconi
–Utensili e piccoli particolari negli accessori
2.Montaggio dell’unità di cucitura
ATTENZIONE !
L’unità automatica dev’essere montata solo da personale specializzato ed appositamente istruito allo scopo
2.1Smontaggio delle sicurezze di trasporto
La testa della macchina per cucire, il piano della macchina ed il carro di trasporto, all’atto della fornitura sono montati assieme in una singola unità.
La sicurezza di trasporto 2 impedisce che :
–La testa della macchina per cucire possa ribaltarsi durante il trasporto
–Il carro di trasporto si sposti di moto proprio verso l’indietro.
Prima d’iniziare il montaggio dell’unità di cucitura smontare la sicurezza per il trasporto 2:
–Allentare il montante 3 sulla traversa 4.
–Allentare i morsetti 1 e 5.
–Levare la sicurezza per il trasporto 2.
1
2
3
4
5
3

2.2Trasporto dell’unità di cucitura
Il sostegno dell’unità di cucitura è dotato di quattro rulli di trasporto per permettere il trasporto dell’unità di cucitura all’interno della fabbrica.
3
1
2
ATTENZIONE !
Prima d’effettuare il collaudo dell’unità di cucitura, inserire gli ammortizzatori 2 (contenuti negli accessori) sui quattro piedini del sostegno.
Rialzare i rulli di trasporto fino a raggiungere una posizione stabile dell’unità di cucitura.
–Per il trasporto far scendere i rulli trasportatori girando verso sinistra le viti di regolazione 1.
Per poter effettuare il trasporto i piedini devono avere una sufficiente distanza rispetto al pavimento.
–Dopo aver effettuato il trasporto dell’unità di cucitura, girando verso destra le viti di regolazione 1 assicurarsi che l’unità di cucitura appoggi effettivamente e sicuramente con tutti e quattro i piedini sul pavimento.
2.3Regolazione dell’altezza del piano di lavoro lavoro
L’altezza del piano di lavoro (misurata tra il pavimento ed il bordo superiore della tavola di supporto) può essere regolata tra 87 cm e 110 cm.
All’atto della fornitura l’unità di cucitura è regolata dalla fabbrica sull’altezza del piano di lavoro più bassa, cioè corrispondente ad 87 cm.
–Allentare le viti di fissaggio 3 di tutti e quattro i longheroni di sostegno del sostegno dell’unità.
–Regolare il piano di lavoro dell’unità di cucitura sull’altezza di lavoro desiderata.Per impedire uno scivolamento ed incastramento laterale, estrarre ed inserire la tavola di supporto in maniera uniforme su entrambi i lati.
–A regolazione ultimata bloccare saldamente le viti di fissaggio 3.
4
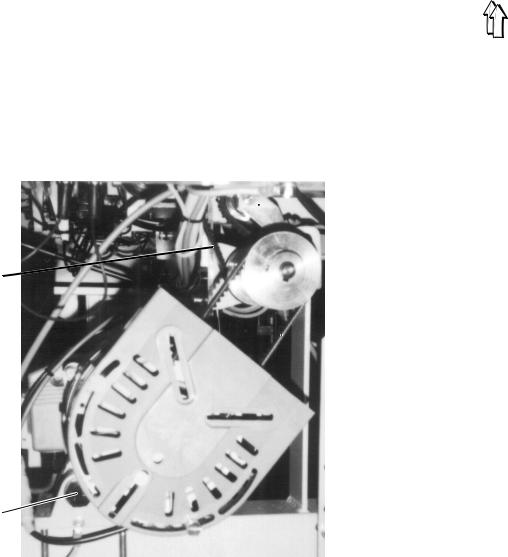
2.4Controllare la tensione delle cinghie
Dopo il trasporto dell’unità di cucitura, dev’essere controllata la tensione delle cinghie che è già stata regolata a priori in fabbrica.
Se la tensione è giusta, la cinghia 5 (dal motore della macchina per cucire fino al rinvio) e la cinghia 1 (dal rinvio fino alla testa della macchina per cucire) devono poter essere ancora premute con le dita per ca. 10 mm.
 3
3 
 4
4
1
 5
5
2
Tensionamento della cinghia 5:
–Dopo aver svitato le sue viti di fissaggio, levare il carter in lamiera per la protezione per le cinghie.
–Allentare la vite 2.
–Ribaltare sul suo asse il motore per la macchina per cucire fino a raggiungere la tensione desiderata della cinghia.
–Bloccare saldamente la vite 2.
Tensionamento della cinghia 1:
–Allentare la vite di fissaggio 4.
–Spingere il tendicinghia 3 contro la cinghia 1 fino a raggiungere la tensione desiderata della cinghia 1.
–In codesta posizione bloccare saldamente la vite di fissaggio 4.
–Montare nuovamente il carter in lamiera per la protezione per le cinghie.
2.5Rifornimento dell’olio
Per rifornire il serbatoio dell’olio utilizzare esclusivamente l’olio lubrificante del tipo ESSO SP-NK 10.
L’olio del tipo SP-NK 10 può essere acquisito presso i punti di vendita della DÜRKOPP ADLER AG .
–Rifornire d’olio il serbatoio per la lubrificazione del crochet e il serbatoio per la lubrificazione della macchina per cucire fino alla linea di riferimento "Max" (consultare a questo scopo il capitolo 3.2 delle istruzioni per l’uso).
5
 Loading...
Loading...