


Andrew Burrows Oil pump / Tightening torques 13/02/16
Oil filler pipes, tightening torques
Oil filler pipes
Plastic lock 27±2 Nm
Dipstick guide bolts 20±4 Nm
1 / 1
Andrew Burrows Cylinder head cover / Tightening torques 13/02/16
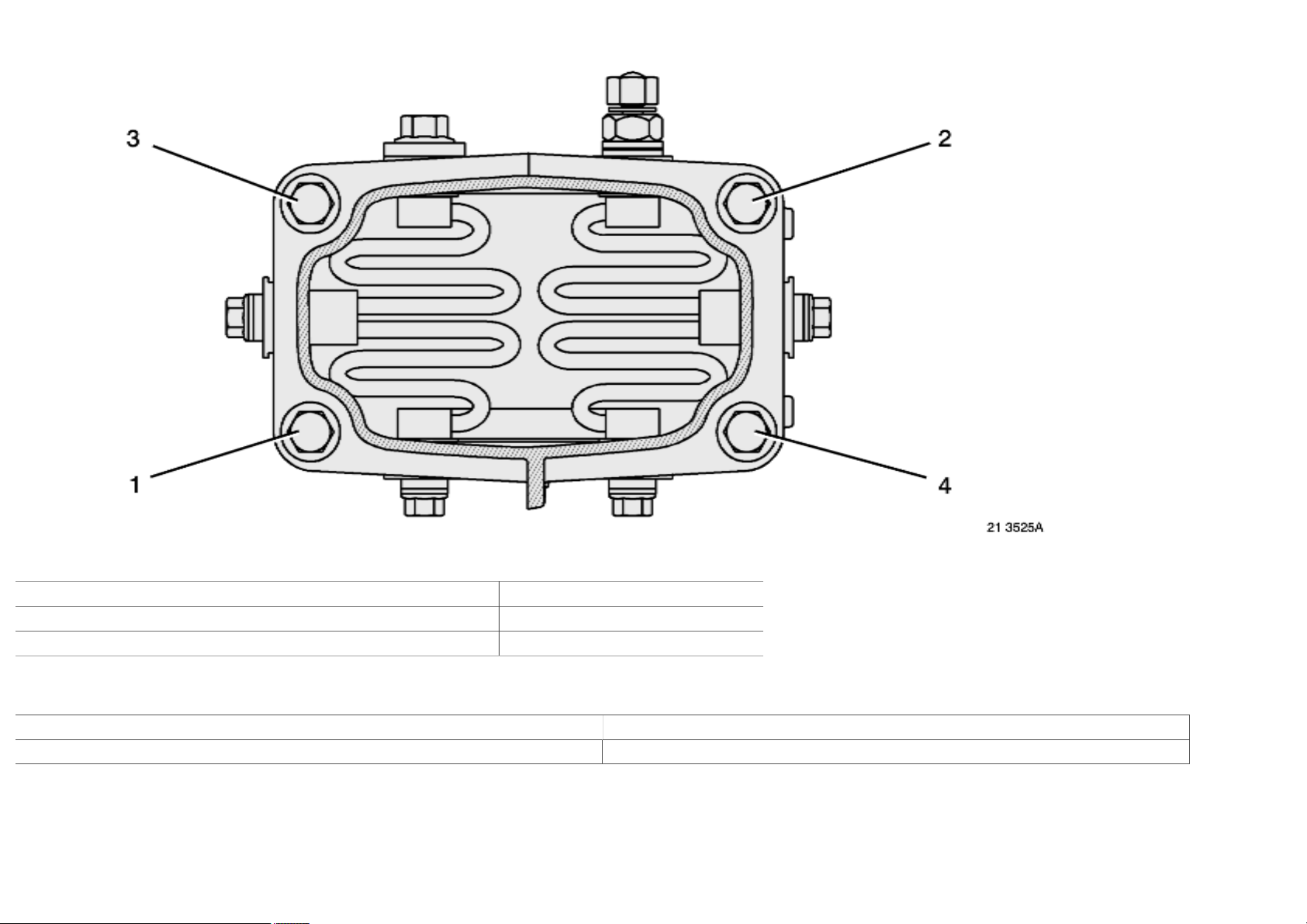
Cylinder head cover, tightening torques
The item numbers indicate the tightening sequence.
Cylinder head cover securing bolts 24±4 Nm
1 / 1
Andrew Burrows Rocker arms / Tightening torques 13/02/16
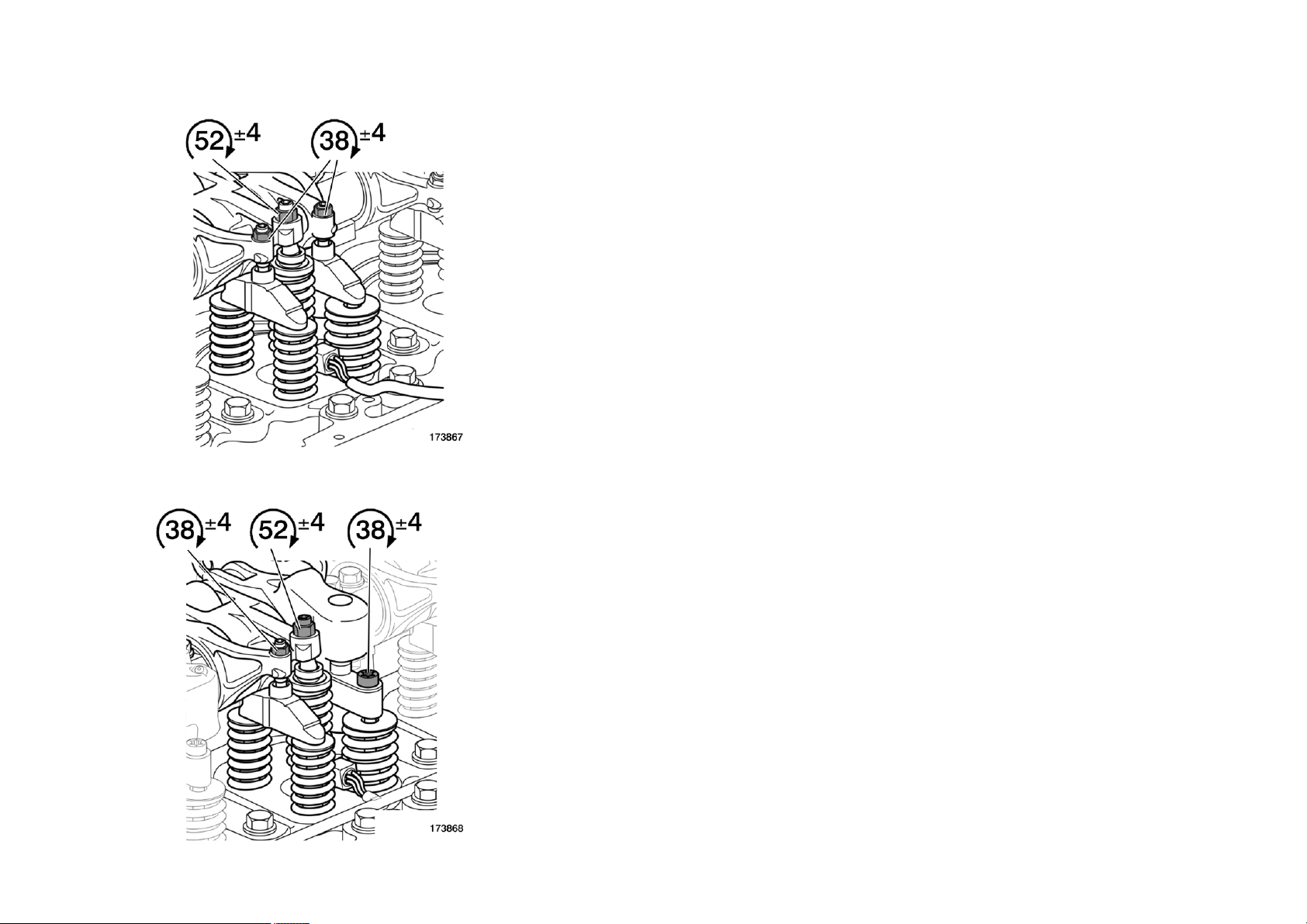
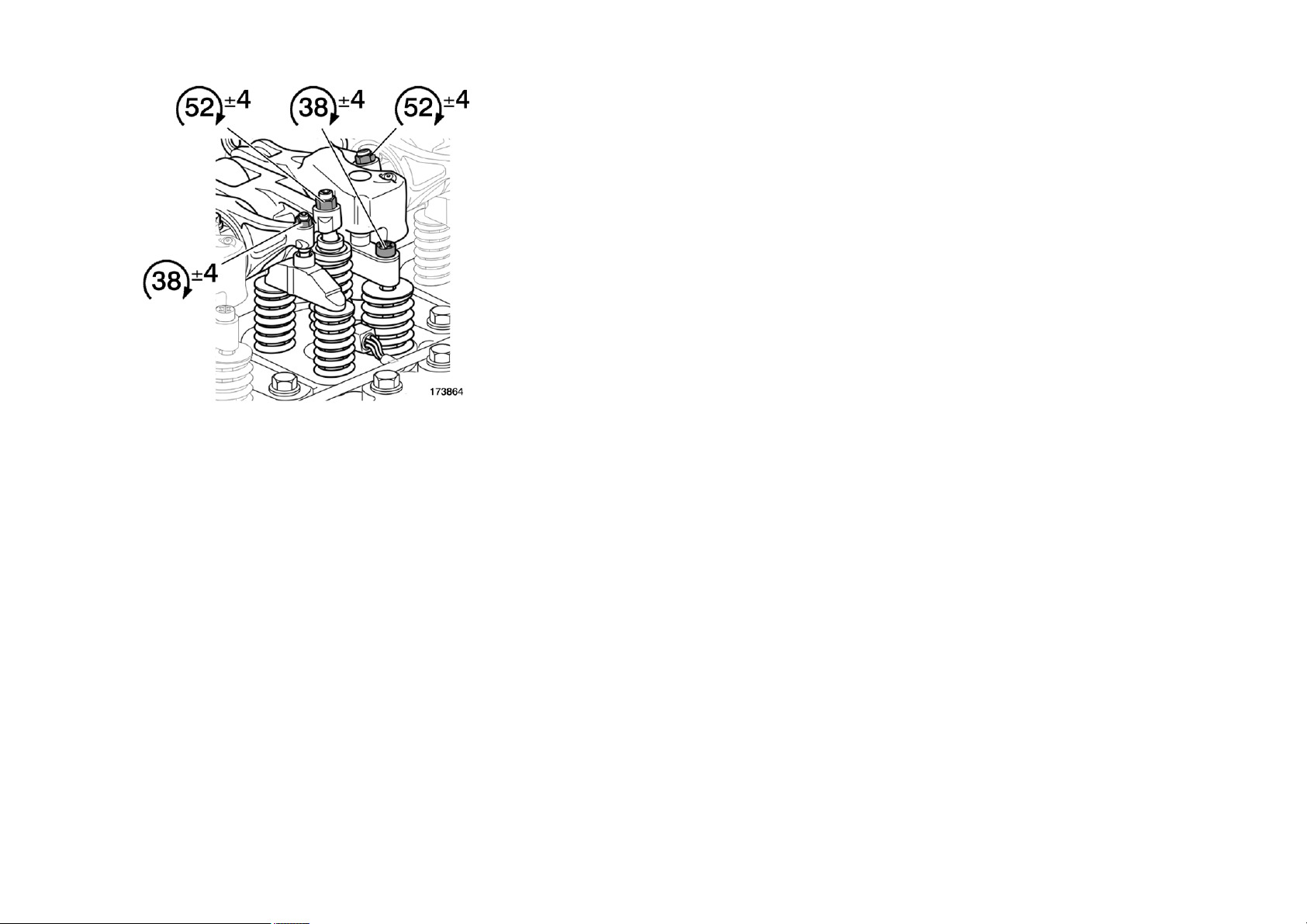
Rocker arms, tightening torques
Without "Optibrake" / "Optibrake +"
With "Optibrake"
1 / 2
Andrew Burrows Rocker arms / Tightening torques 13/02/16
With "Optibrake +"
2 / 2
Andrew Burrows Camshaft / Tightening torques 13/02/16
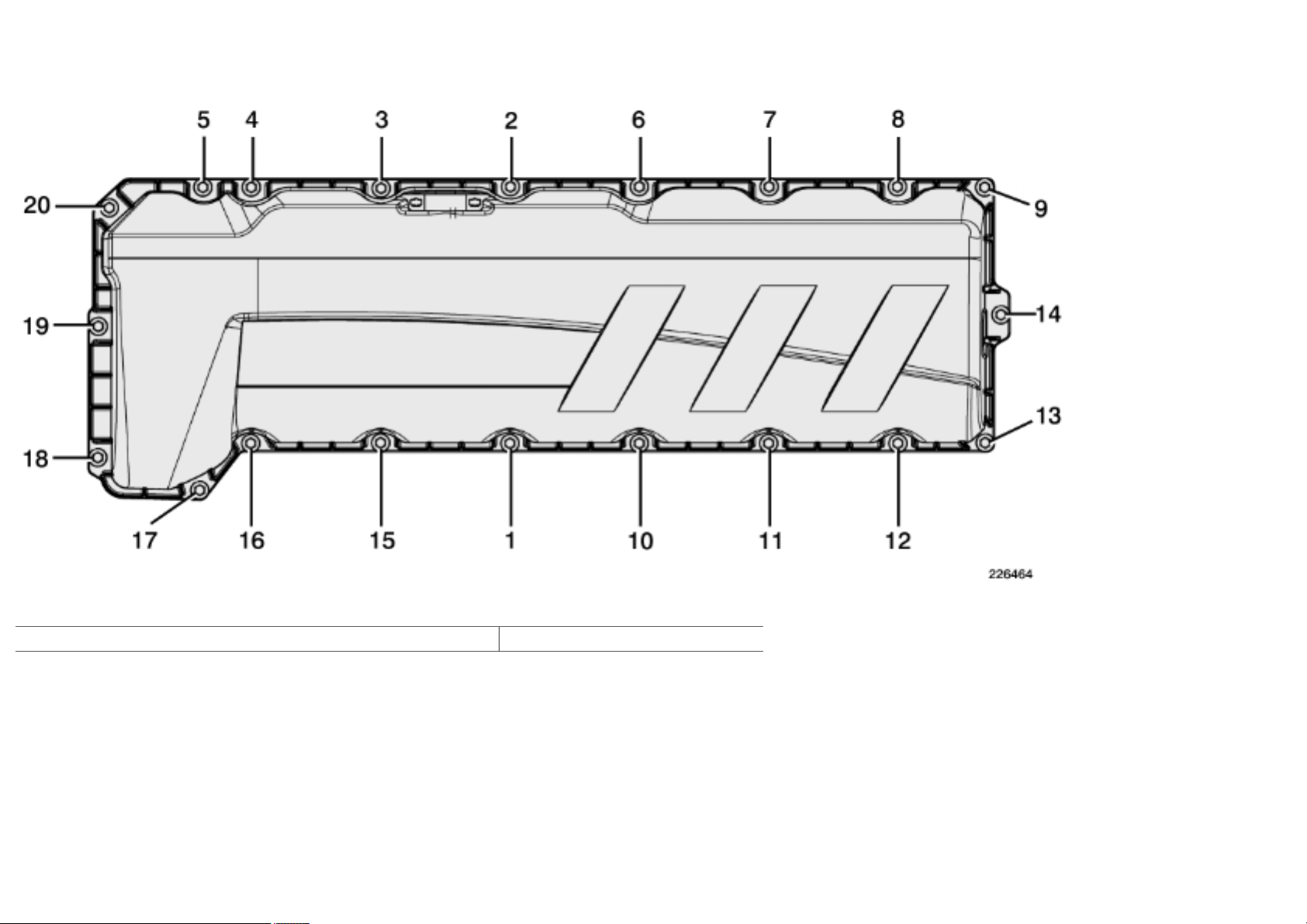
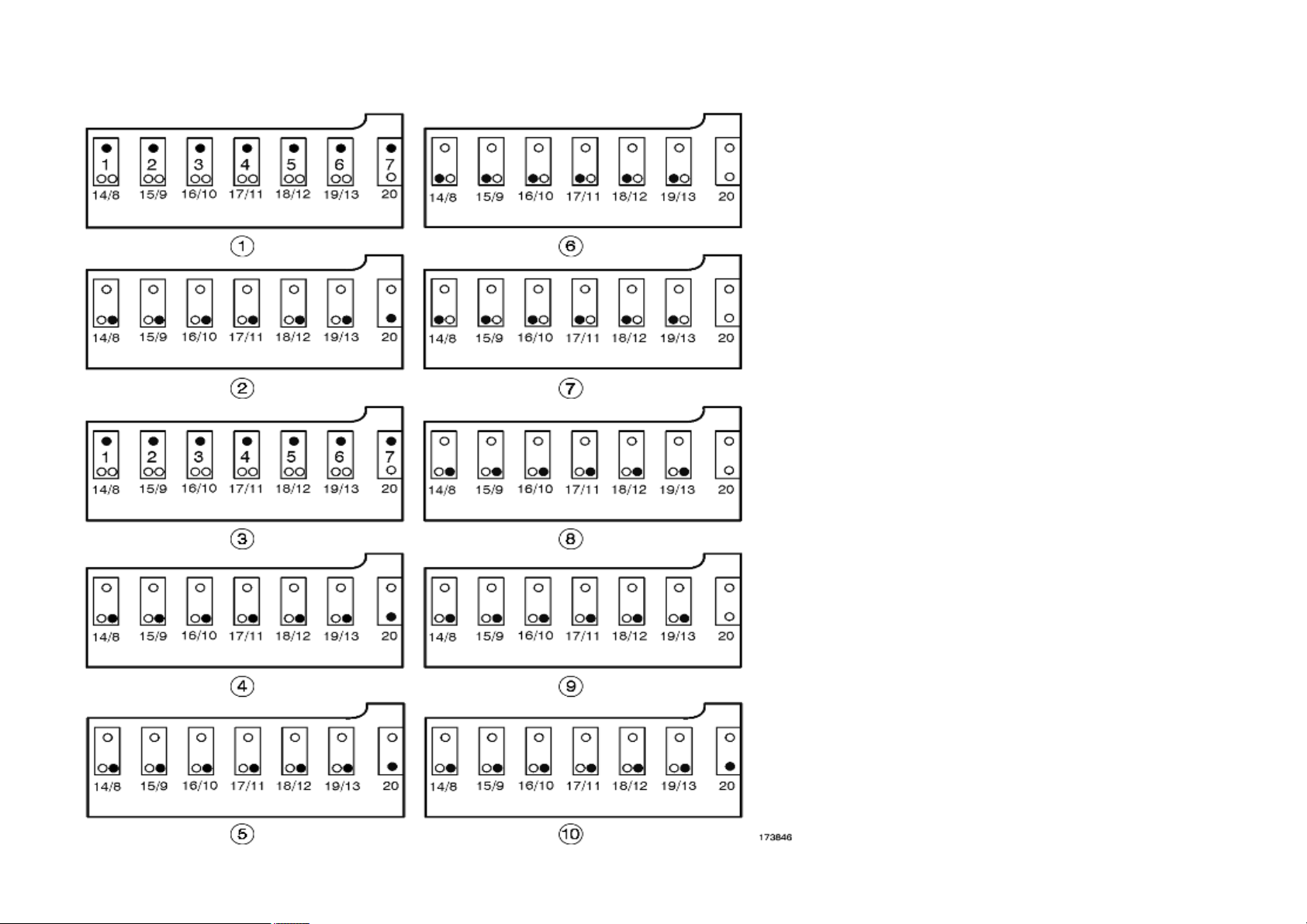
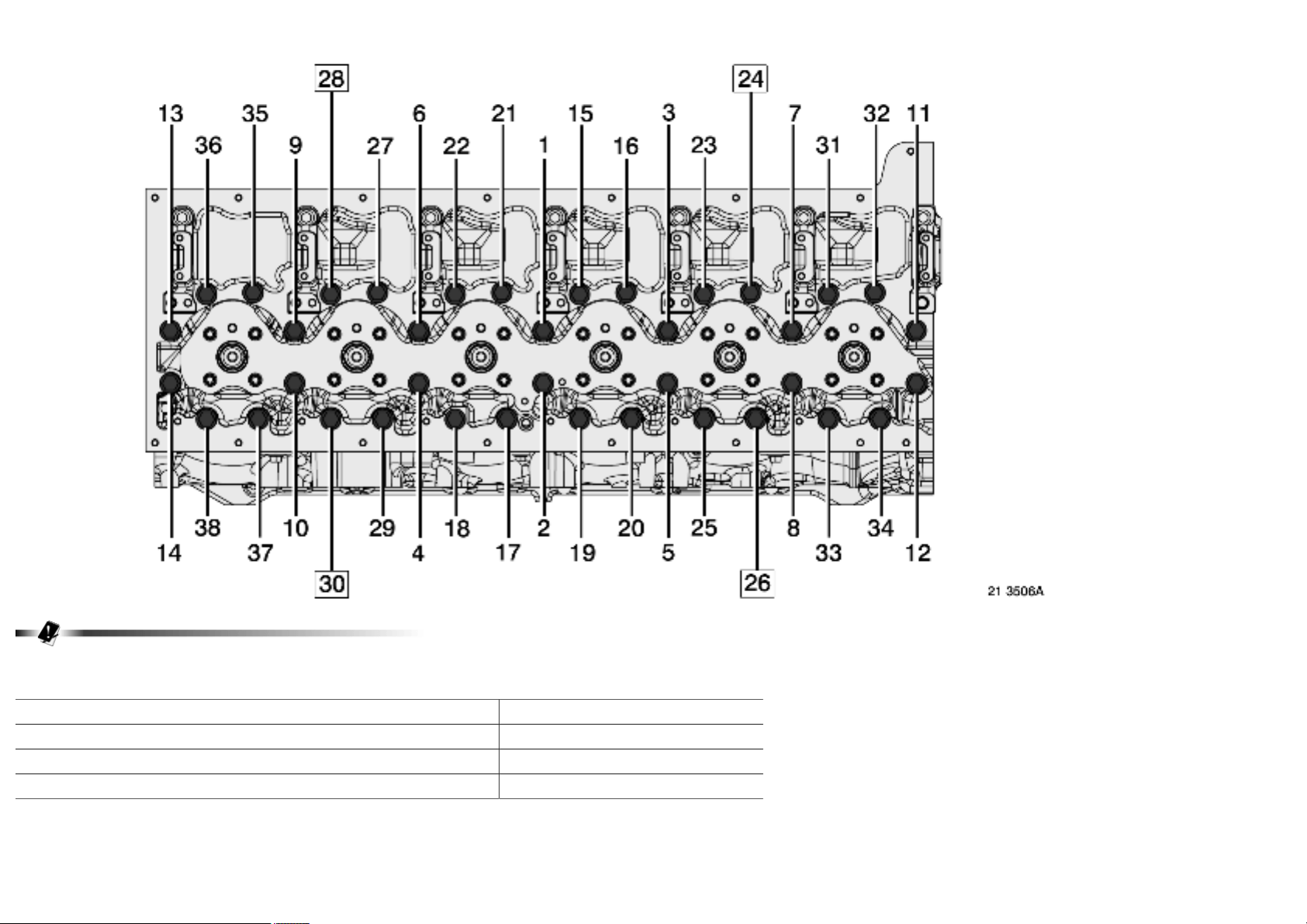
Rocker shaft and camshaft bearing caps, tightening torques
Camshaft
1 / 2

Andrew Burrows Camshaft / Tightening torques 13/02/16
Stage 1: bolts (1 › 7) 40±3 Nm
Stage 2: bolts (8 › 13 - 20) 60±5 Nm
For the 2th stage, tighten bolts gradually in the following order: 11 - 10 - 12 - 9 - 13 - 8 - 20, so that the rocker shaft can be lowered without being
damaged.
Stage 3: bolts (1 › 7) 90±5 °
Stage 4: bolts (8 › 13 - 20) Loosen the bolts
Rocker shaft
Stage 5: bolts (8 › 13 - 20) 60±5 Nm
For the 5th stage, tighten bolts gradually in the following order: 11 - 10 - 12 - 9 - 13 - 8 - 20, so that the rocker shaft can be lowered without being
damaged.
Stage 6: bolts (14 › 19) 40±3 Nm
Stage 7: bolts (14 › 19) 120±5 °
Stage 8: bolts (8 › 13) Loosen the bolts
Stage 9: bolts (8 › 13) 40±3 Nm
Stage 10: bolts (8 › 13 - 20) 120±5 °
2 / 2
Andrew Burrows Retarders / Tightening torques 13/02/16
"Optibrake/Optibrake +" retarder, tightening torques
Control solenoid valve 24±4 Nm
Rocker arms elastic blades securing bolts 25±3 Nm
1 / 1
Andrew Burrows Injectors / Tightening torques 13/02/16
Pump injector mounting flange, tightening torques
Assembly type A
A = Socket with boss.
Tightening procedure for already used copper injector sleeves
Stage1 20+5 Nm
Stage2 60±5 °
1 / 3

Andrew Burrows Injectors / Tightening torques 13/02/16
Assembly type B
A = Double groove flat socket with washer.
Tightening procedure for new copper injector sleeves
Stage1 20+5 Nm
Stage2 180±5 °
Fully loosen the yoke securing bolt before proceeding with stage 3.
Stage3 20+5 Nm
Stage4 90±5 °
At each disassembly operation, change the washer.
Tightening procedure for a used injector socket or removing an injector.
Stage1 20+5 Nm
Stage2 180±5 °
Fully loosen the yoke securing bolt before proceeding with stage 3.
Stage3 20+5 Nm
Stage4 90±5 °
At each disassembly operation, change the washer.
2 / 3

Andrew Burrows Injectors / Tightening torques 13/02/16
Retightening at valve maintenance
Injector flange attachment bolts 45+5 Nm
3 / 3
Andrew Burrows Cylinder head / Tightening torques 13/02/16
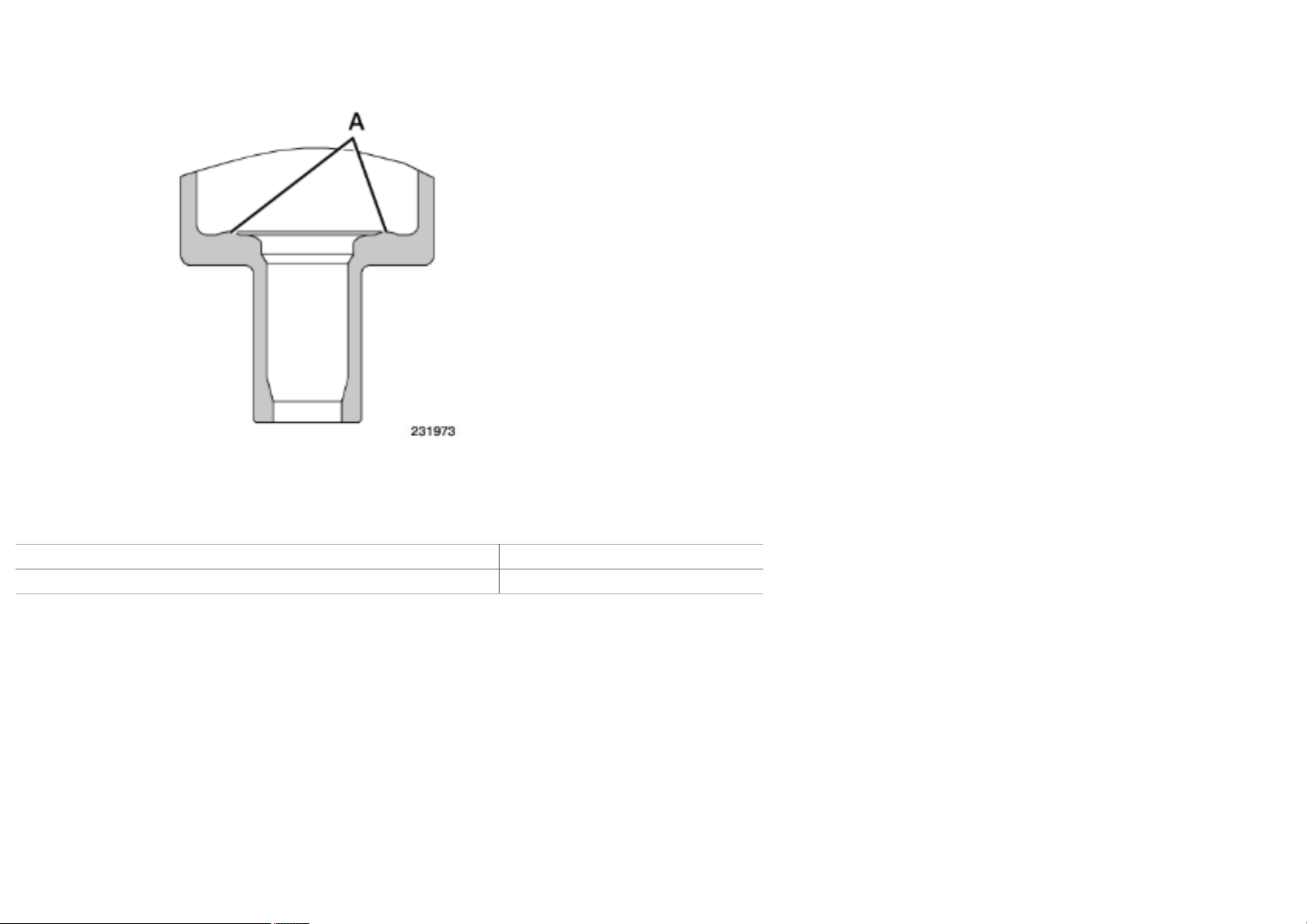
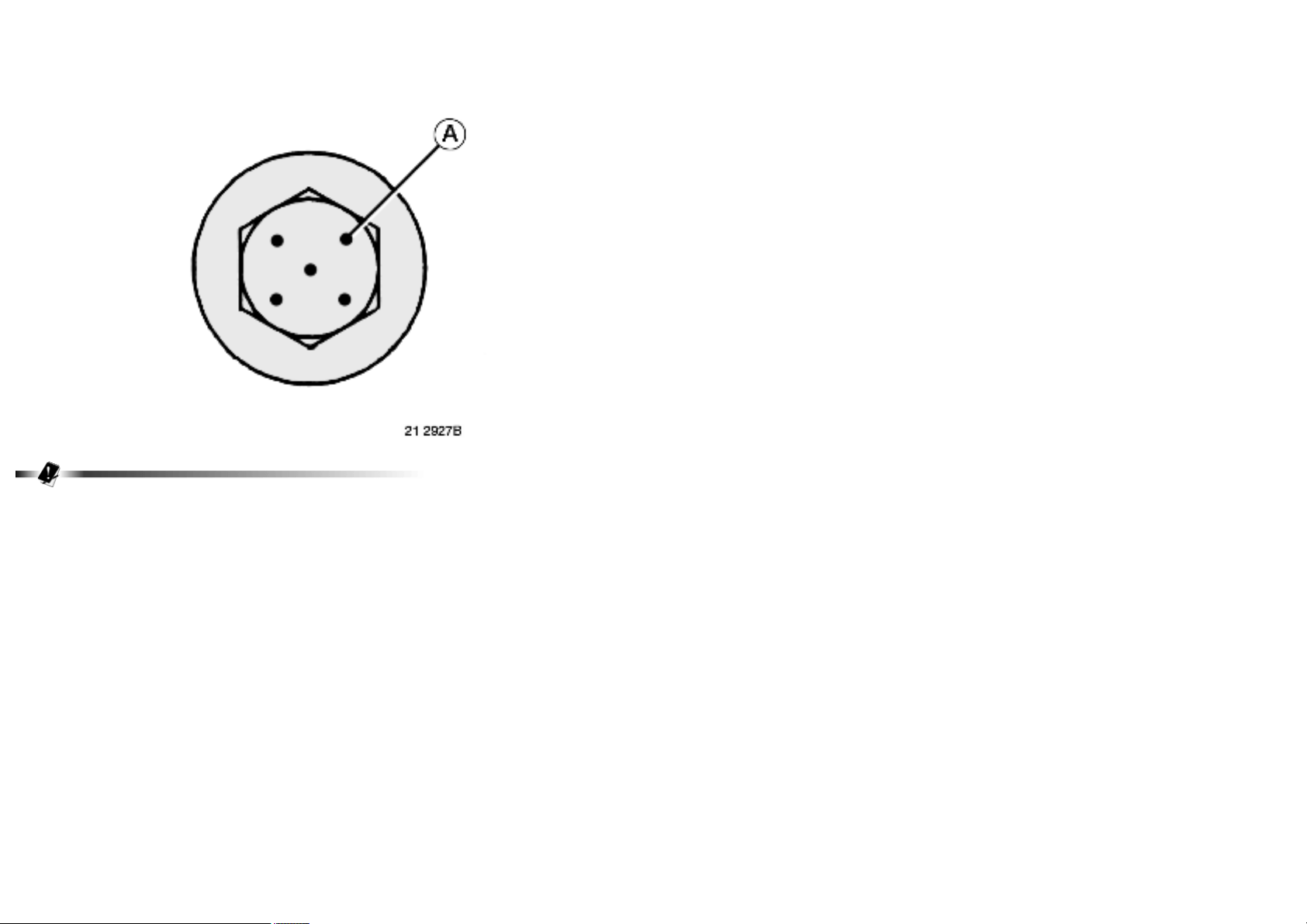
Cylinder head, tightening torques
The bolts can be re-used no more than 5 times maximum. Mark the bolt head with an indentation (A) after tightening each time using a centre punch. In
this case, apply engine oil to the screw-threads and under the bolt heads.Do not apply engine oil to new bolts, which are already pre-lubricated.
1 / 3
Andrew Burrows Cylinder head / Tightening torques 13/02/16
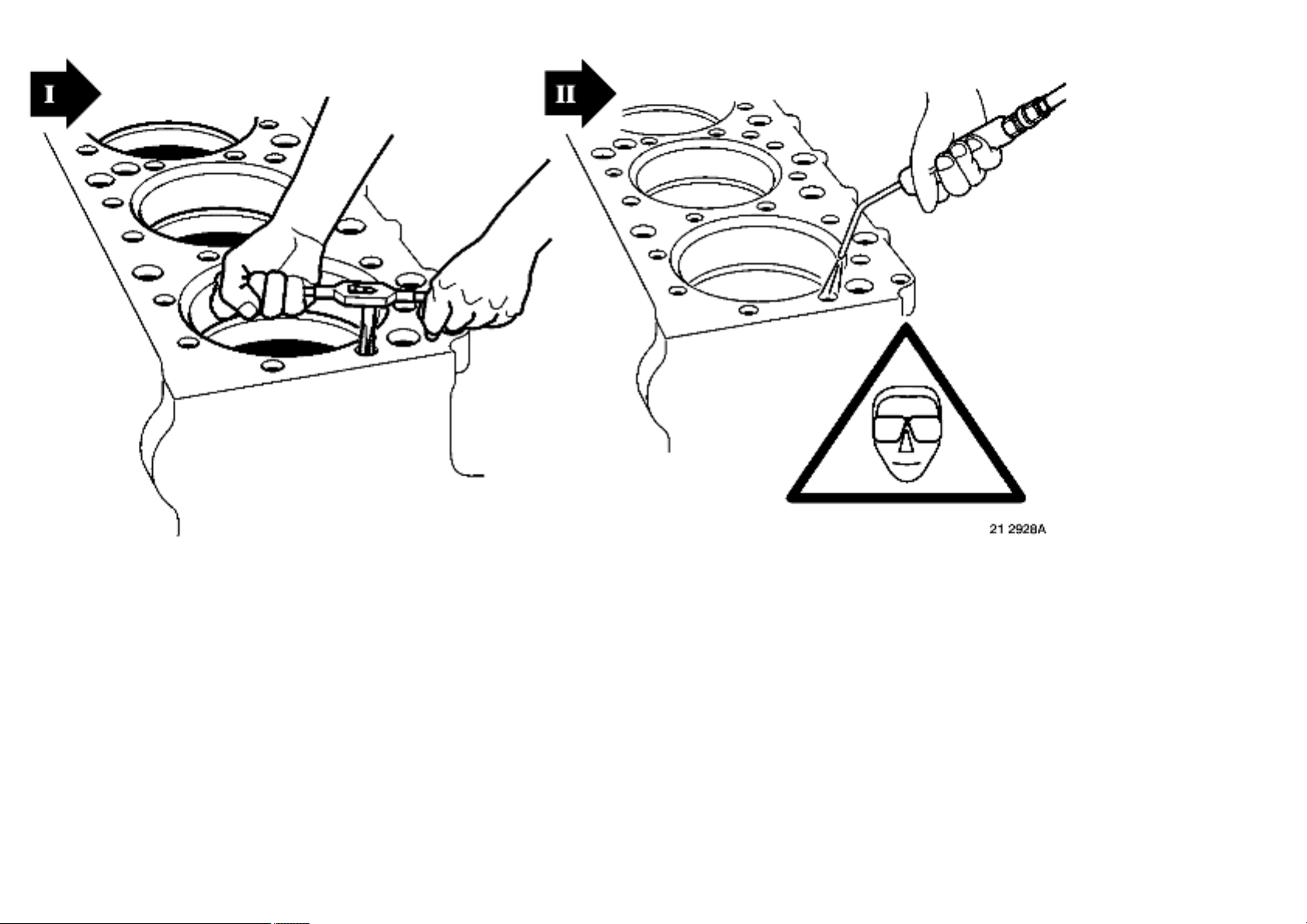
Tap the screw-threads in the cylinder block then blow through with compressed air.
2 / 3
Andrew Burrows Cylinder head / Tightening torques 13/02/16
The cylinder head must be positioned and tightened in accordance with the instructions given in the method (see page ).
The item numbers indicate the tightening sequence.
Stage1 100±5 Nm
Stage2 (check tightening) 100±5 Nm
Stage3 120±5 °
Stage4 90±5 °
3 / 3
Andrew Burrows Blanking plug / cap / Tightening torques 13/02/16
Cylinder head plugs, tightening torques
Plug M10 x 1.00 25±3 Nm
Plug M16 x 1.50 50±3 Nm
1 / 1
Andrew Burrows Exhaust manifold / Tightening torques 13/02/16
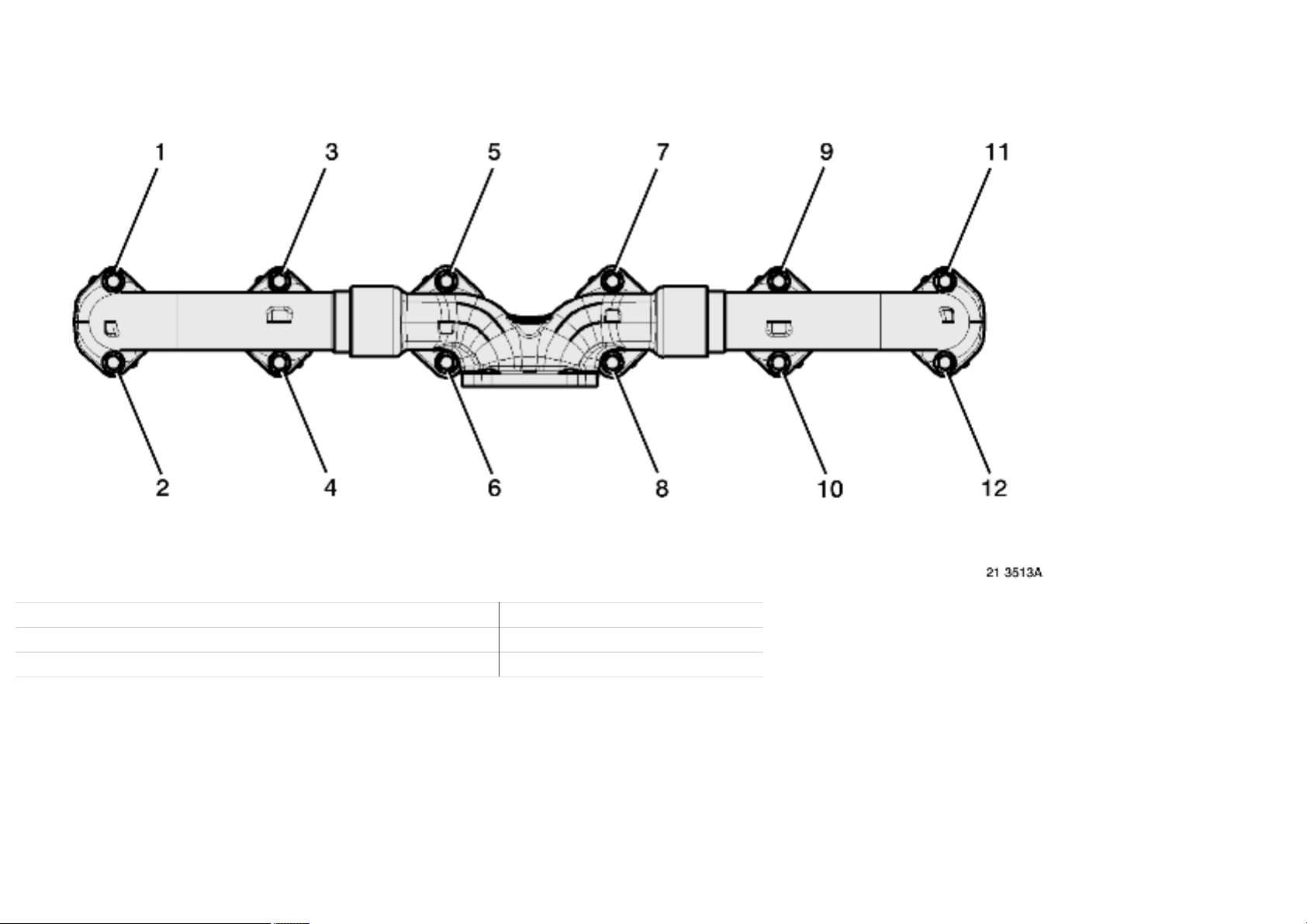
Exhaust manifold, tightening torques
Stage 1: bolts (1 › 12) 5±1.5 Nm
Stage 2: bolts (1 - 4 - 5 - 8 - 9 - 12) 10±1.5 Nm
Stage 3: bolts (3 - 2 - 7 - 6 - 11 - 10 - 1 - 4 - 5 - 8 - 9 - 12) 48±8 Nm
1 / 1

Andrew Burrows Intake manifold / Tightening torques 13/02/16
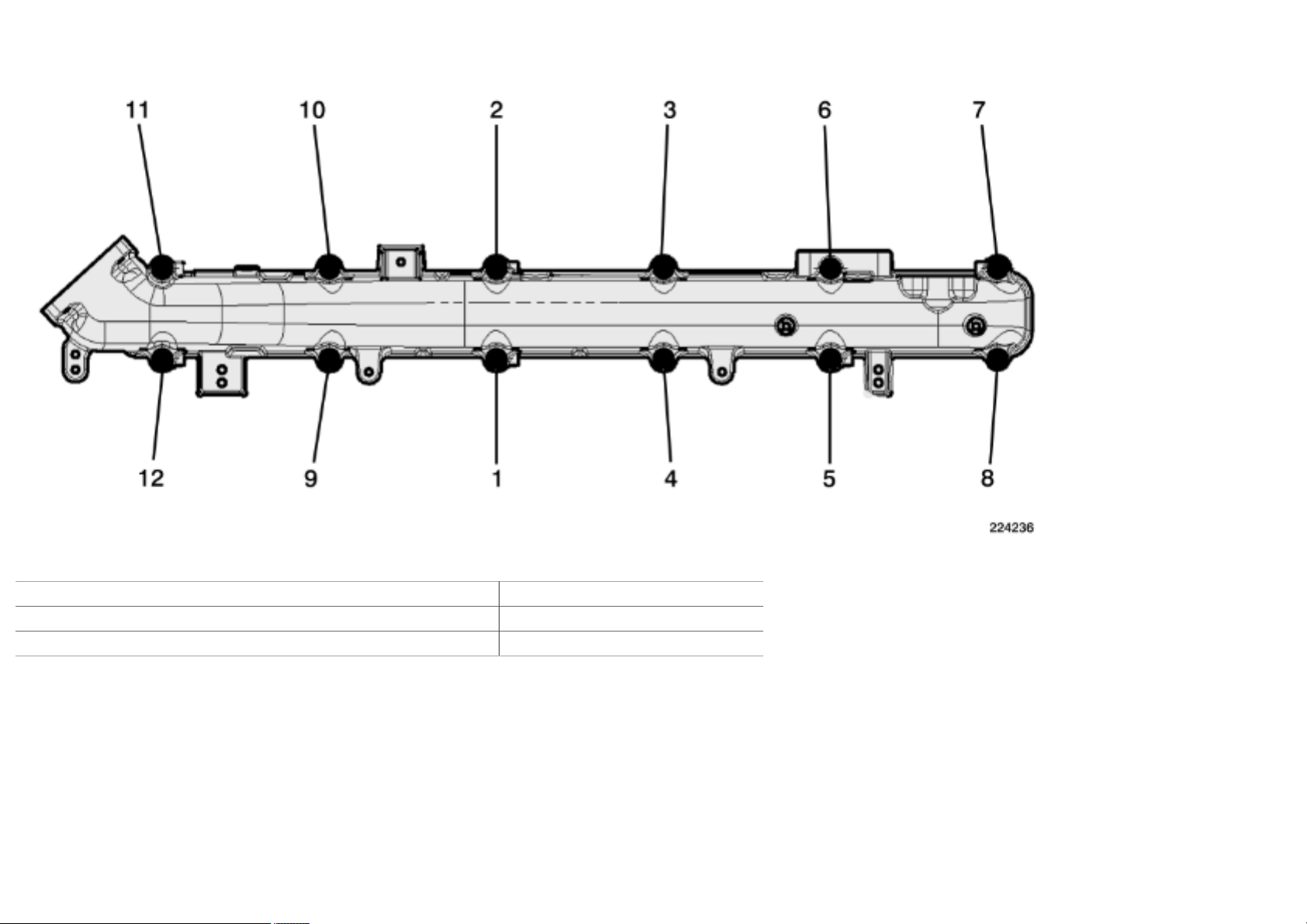
Intake manifold, tightening torques
Apply a fine coat of sealing compound in the gasket housing (A).
Apply "
ADHESIF SILICONE 7091
".
Install seal.
Carry out the assembly work within 20 minutes following application of the sealing compound.
1 / 3
Andrew Burrows Intake manifold / Tightening torques 13/02/16
The item numbers indicate the tightening sequence.
Intake manifold securing bolts 24±4 Nm
Plug M10 20±3 Nm
Boost air pressure / temperature sensor 12±2 Nm
2 / 3
Andrew Burrows Intake manifold / Tightening torques 13/02/16
The item numbers indicate the tightening sequence.
Stage1 10±2 Nm
Stage2 24±4 Nm
Intake air heater supply cable securing nut 10±1.5 Nm
Consumables
Automotive part N° Industrial reference N°
56 89 501 292 Silicon adhesive 7091
3 / 3

Andrew Burrows Air compressor / Tightening torques 13/02/16
Air compressor, tightening torques
Air compressor 636 cm³ drive pinion securing nut 200+ 50 Nm
Air compressor 636 cm³ securing nut 85±15 Nm
Lubrication union 25±4 Nm
1 / 1
Andrew Burrows Distribution / Tightening torques 13/02/16
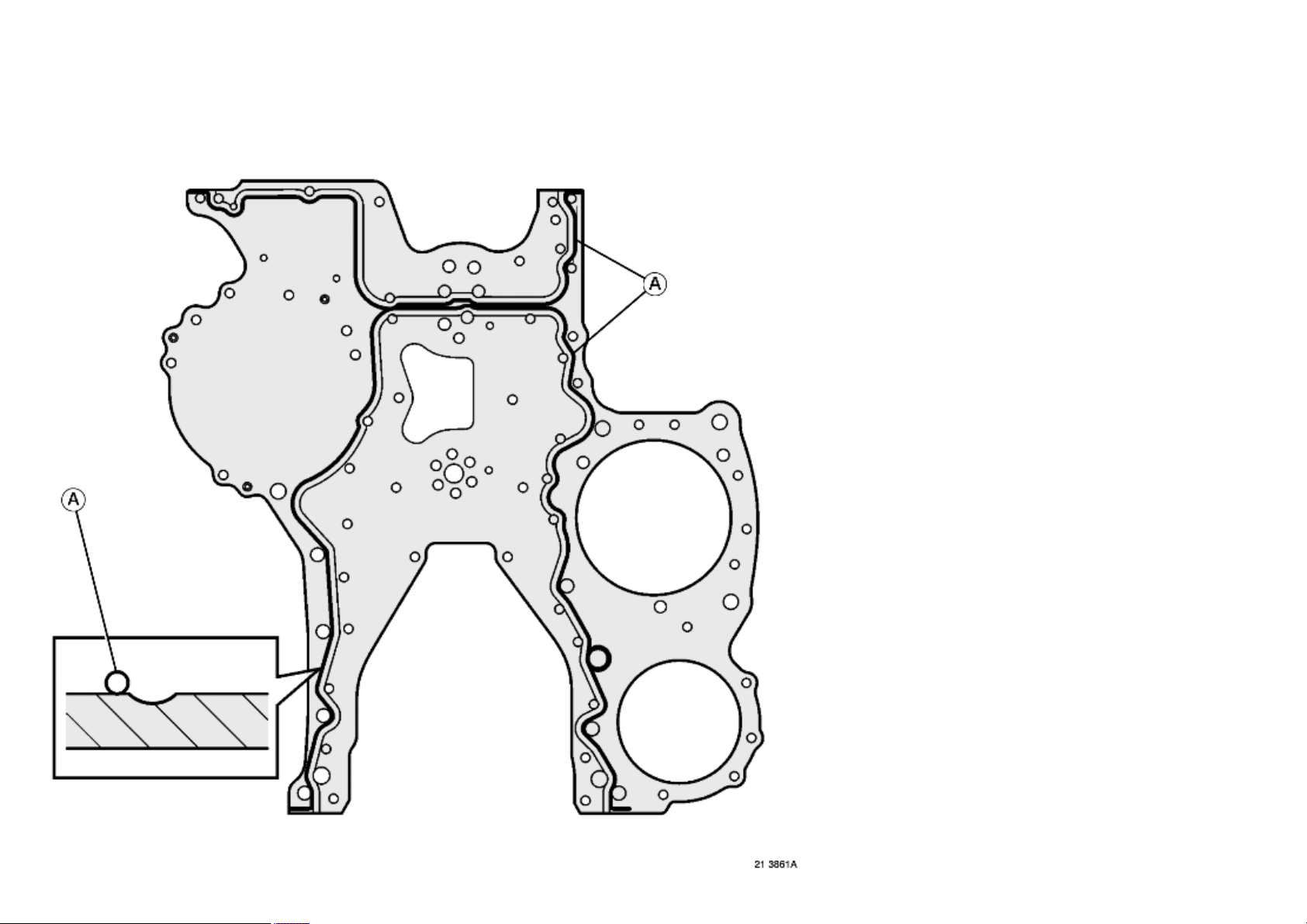
Timing system, tightening torques
Assembly type A
1 / 10
Andrew Burrows Distribution / Tightening torques 13/02/16
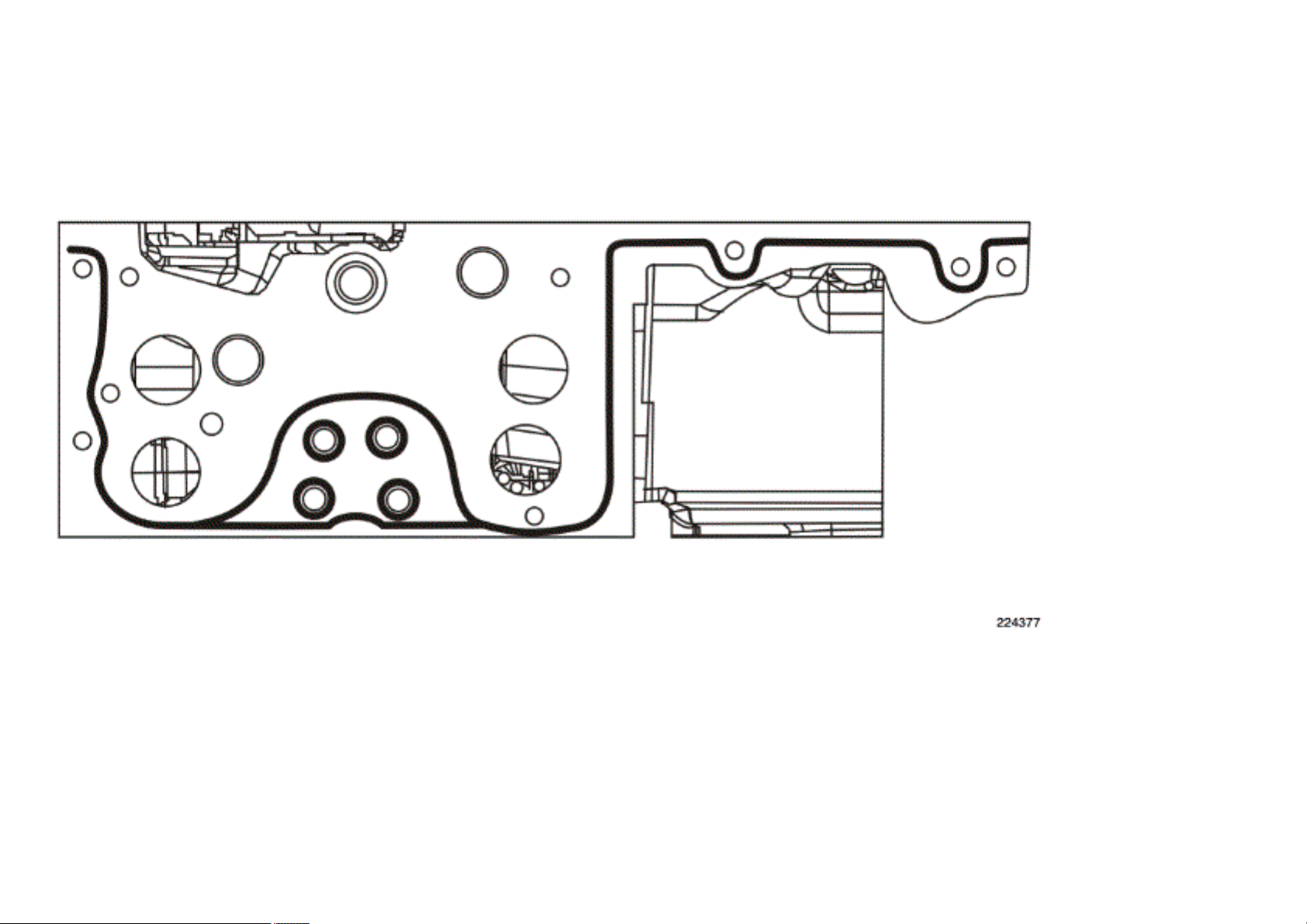
Apply a bead of silicone dia. 2 mm (A) as shown in the drawing. Perform assembly within 20 minutes of application of the silicone.
Use a silicone sealant "
ADHESIF SILICONE 7091
".
Apply a bead of silicone dia. 2 mm (A) as shown in the drawing. Perform assembly within 20 minutes of application of the silicone.
Use a silicone sealant "
ADHESIF SILICONE 7091
".
2 / 10
 Loading...
Loading...