

Ingersoll-Rand 300-301 User Manual
OPERATOR'S MANUAL 300-301
300-301 FLOW GUN 1/4 inch SEAT TUNGSTEN CARBIDE
IMPORTANT: READ THIS MANUAL CAREFULLY BEFORE INSTALLING, OPERATING,
OR SERVICING THIS EQUIPMENT
WARNING:
Always wear eye protection when operating this gun.
Do not use damaged, frayed or deteriorated material
hoses or fittings.
SERVICE KITS
Use only Johnstone replacement parts to insure
compatibility and longest life.
• 300-301RK Repair Kit
• 300-919 Valve Rod Assembly
WARNING:
DO NOT OPERATE FLOW GUN AT PRESSURES
ABOVE RECOMMENDED MAXIMUM OF 4000PSI
(272 BAR) MATERIAL AND 100PSI (6.8 BAR) AIR.
Material Inlet Port Size 3/8" NPT
Material Outlet 1/4” orifice
Nozzle connection 400-667 Collar
DAILY:
Check for material leakage.
Check for Frayed or damaged hoses.
Depressurize when not in use.
SPECIFICATIONS
MAINTENANCE SCHEDULE
OPERATION
Supply material to the flow gun.
Adjust Material Pressure to flow gun until desired
material flow is achieved. (Material Regulator)
Adjust the trigger spring pressure until the Flow Gun
closes while under pressure. Turn the Adjusting screw
clockwise to increase pressure and counter-clockwise
to decrease pressure.
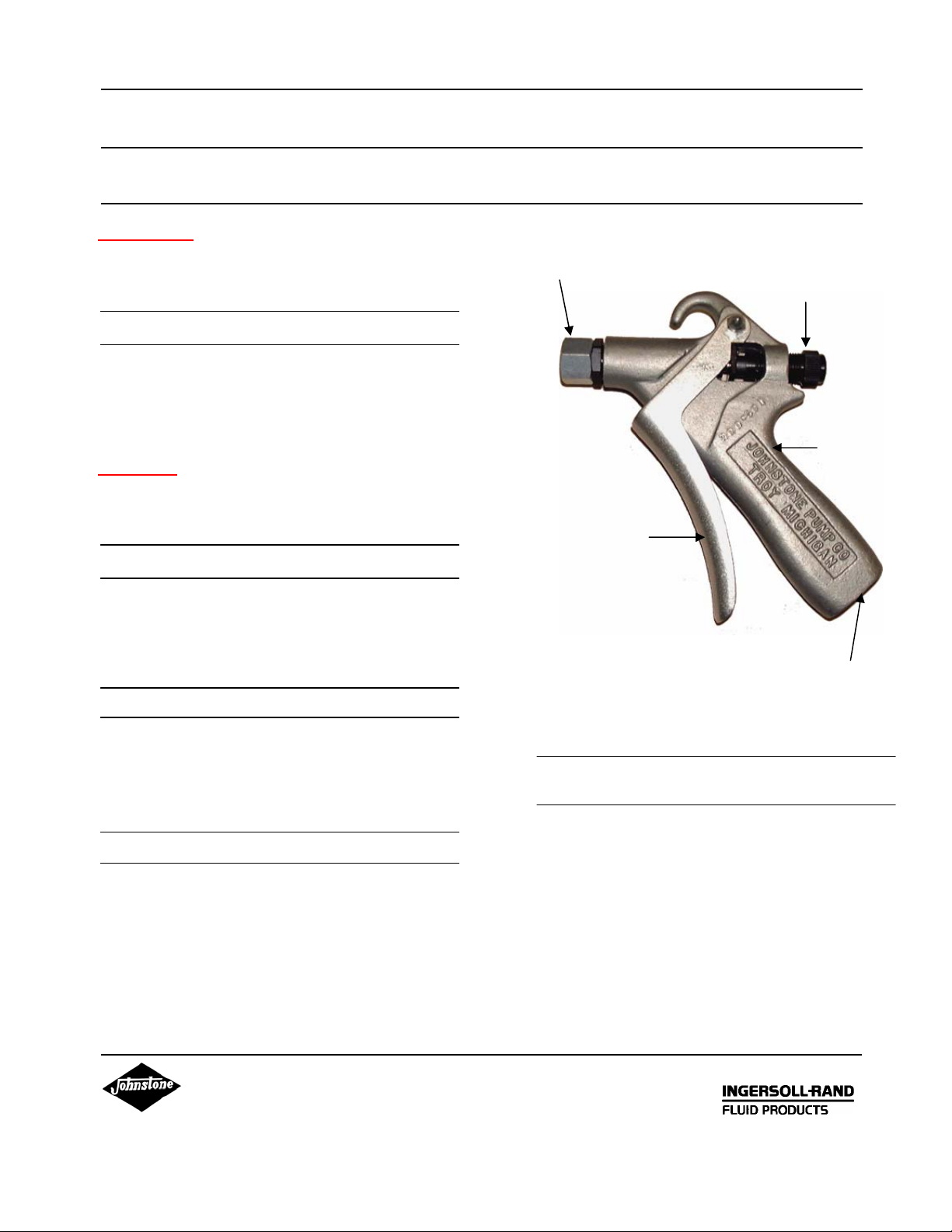
COLLAR
TRIGGER
REPLACEMENT PROCEDURE
Depressurize the Flow Gun
Disconnect the 3/8” NPT fitting from the Gun
inlet and remove the Nozzle.
Connect new Flow gun to the 3/8” NPT.
Install new nozzle.
To bleed air out of the Flow Gun- Operate the
Flow Gun until the air stops coming out.
ADJUSTING
SCREW
3/8” NPT
MATERIAL INLET
BODY
Johnstone Dispensing Systems 1872 Enerprise Drive PH (248) 293-5700
300-301.doc Rochester Hills MI 48309 FX (248 ) 293-5800 March15, 2000

300-301 FLOW GUN 1/4 inch SEAT TUNGSTEN CARBIDE
400-667
COLLAR
350-420
O’RING
400-690
VALVE SEAT
350-165 (2)
O’RING
400-691
VALVE-TC
350-167
O’RING
400-161
TRIGGER
300-919
VALVE ROD ASSEMBLY
400-160
PACKING
NUT
350-166 (2)
BACK UP
400-279
STEM
350-306
ROLL PIN
400-158
TRIGGER
PLATE
400-154
SPACER
SLEEVE
400-873
SHOULDER
SCREW
400-872
U-RING
400-164
SPRING
350-335
ACORN NUT
400-155
ADJUSTING
SCREW
400-153
BODY
DISASSEMBLY INSTRUCTIONS
1) Unbolt the Acorn nut and Shoulder screw and
remove the Trigger
2) Unscrew the adjustment screw and remove the
Spring.
3) Remove the Collar and Nozzle.
4) Remove the Valve Seat.
5) The U-ring can be pushed out from the side of
the body.
6) Push the Valve rod assembly out of the body.
7) Using a large flat screwdriver remove the
Packing nut and O’ring.
8) Clean and inspect all parts.
ASSEMBLY INSTRCTIONS
1) Align the holes between the Valve and Stem
and press the roll pin flush with the Valve.
2) Install a lubricated 350-420 O’ring into the
Packing Nut bore.
3) Install the back-up-rings and O’ring into the
Packing Nut and Lubricate.
4) Tighten the Packing Nut into the Body with a
large flat screwdriver.
5) Push the Valve Rod assembly though the
body. (see diagram above)
6) Slide the Trigger Plate and Spacer Sleeve over
the Stem.
7) Install the U-bolt on the Stem.
8) Place the Spring in the Adjusting Screw and
thread it into the Body.
9) Install the 350-167 O’ring on the Seat and
lubricate.
10) Thread the Valve Seat into the body and
tighten.
11) Install the Trigger and tighten the Acorn nut
and Shouder Screw.
12) Install Nozzle and Collar.
2
 Loading...
Loading...