

Page 1
Instruction Manual
D101634X012
Fisher™ HP and HPA Control Valves
HP and HPA Valves
July 2017
Contents
Introduction 1.................................
Scope of Manual 1.............................
Description 2.................................
Specifications 3...............................
Educational Services 3.........................
Installation 3..................................
Maintenance 6.................................
Packing Lubrication 8..........................
Packing Maintenance 8.........................
Adding Packing Rings 8.....................
Replacing Packing 9........................
Trim Removal 14..............................
Valve Plug Maintenance 15.....................
Lapping Seats 17..............................
Trim Replacement 20..........................
Retrofit: Installing C‐seal Trim 24................
Replacement of Installed C‐seal Trim 26...........
Trim Removal (C‐seal Constructions) 26.......
Lapping Metal Seats (C‐seal Constructions) 27..
Remachining Metal Seats
(C‐seal Constructions) 27.................
Trim Replacement (C‐seal Constructions) 28...
Parts Ordering 30...............................
Parts Kits 30...................................
Parts List 36...................................
Figure 1. HP Valve with 667 Actuator and
FIELDVUE™ DVC6200 Digital Valve Controller
X0183-1
Introduction
Scope of Manual
This instruction manual includes installation, maintenance, and parts information for NPS 1 through 6 HP valves with
CL900 and CL1500 ratings; NPS 1 through 2 HP with CL2500 ratings; NPS 1 through 8 HPA valves with CL900 and
CL1500 ratings; and NPS 1 through 2 HPA valves with CL2500 ratings. Refer to separate manuals for instructions
covering the actuator, positioner, and accessories.
Do not install, operate, or maintain HP series valves without being fully trained and qualified in valve, actuator, and
accessory installation, operation, and maintenance. To avoid personal injury or property damage, it is important to
carefully read, understand, and follow all the contents of this manual, including all safety cautions and warnings. If you
have any questions about these instructions, contact your Emerson sales office
proceeding.
Unless otherwise noted, all NACE references are to NACE MR0175‐2002 and MR0103.
or Local Business Partner before
www.Fisher.com
Page 2
HP and HPA Valves
July 2017
Table 1. Specifications
Instruction Manual
D101634X012
End Connection Styles and Ratings
(1,2,3,4)
Flanged: Consistent with CL900, CL1500, and CL2500
per ASME B16.34
Socket Welding: Consistent with CL900, CL1500, and
CL2500 per ASME B16.34
Buttwelding: Consistent with CL900, CL1500, and
CL2500 per ASME B16.34
Also see table 2
Standard Cage with Micro‐Flat Valve Plug: (HPAS
only): J Linear
Cavitrol
™ III, Whisper Trim™ III, or WhisperFlo™
Cage: J Linear
Special cages: Special characterized flow cages are
available. Consult your local Emerson sales office
Local Business Partner.
Flow Direction
Standard Cage
Shutoff Classifications
See table 3
C‐seal trim: High‐temperature, Class V.
See table 4
TSO (Tight Shutoff) trim: See tables 5 and 6
Flow Characteristic
Standard Cage: J Equal percentage, J Modified
equal percentage, or J Linear
Standard Cage with Micro‐Form Valve Plug: (HPS and
J HPD and HPAD: Normally flow down
J HPS and HPAS: Normally flow up
J HPAS Micro‐Flat: Flow down
J HPT and HPAT: Normally flow down
J HPS and HPAS Micro‐Form: Flow up only
Cavitrol III Cage: Flow down
Whisper Trim III or WhisperFlo Cage: Flow up
Approximate Weights (valve body and bonnet
assemblies)
See table 2
HPAS only): J Equal percentage or J Modified equal
percentage
Standard Cage with Micro‐Flute Valve Plug: (HPS and
HPAS only): J Equal percentage or J Modified equal
percentage
1. EN (or other) ratings and end connections can usually be supplied; consult your Emerson sales office.
2. CL900 and CL1500 globe valves are identical for NPS 1 and 2 valves. CL900 and CL1500 globe valves for NPS 3, 4, and 6 valves, however, are not identical.
3. The centerline‐to‐face dimension for CL2500 NPS 1 and 2 HPA valves does not conform to ANSI/ISA S75.12.
4. The pressure or temperature limits in this manual and any applicable standard limitations should not be exceeded.
5. HPS and HPAS valves may be used flow down for on‐off service only or where further limited by trim design. HPAS valves may be used flow down for erosive service.
Additional Specifications
For specifications such as materials, valve plug
travels, and port, yoke boss, and stem diameters, see
the Parts List section
or
(5)
Description
HP Series high‐pressure globe and angle valves (figure 1) have metal seats, cage guiding, quick change trim, and
push‐down‐to‐close valve plug action. HPD, HPAD, HPT, and HPAT valves use balanced valve plugs. HPS and HPAS
valves use an unbalanced valve plug. To provide a seal between the cage and a balanced valve plug, the HPD and HPAD
valve plugs use piston rings; the HPT and HPAT valve plugs use a pressure‐assisted seal ring. A Whisper Trim or
WhisperFlo cage can be used with an HPD, HPAD, HPS, HPAS, HPT, or HPAT valve plug. A Cavitrol III cage can be used
with an HPS, HPAS, HPT, or HPAT valve plug.
C‐seal trim is available for HPD valves, CL900 and CL1500, in sizes NPS 3, 4, and 6; and for HPAD valves, CL900 and
CL1500 in sizes NPS 4, 6, and 8.
With C‐seal trim, a balanced valve can achieve high‐temperature, Class V shutoff. Because the C‐seal plug seal is
formed from metal (N07718 nickel alloy) rather than an elastomer, a valve equipped with the C‐seal trim can be
applied in processes with a fluid temperature of up to 593_C (1100_F), provided other material limits are not
exceeded.
2
Page 3
Instruction Manual
D101634X012
Specifications
Specifications for the HP Series valves are shown in table 1.
Table 2. Approximate Weights (Valve and Bonnet Assemblies)
VALVE SIZE,
NPS
1
1‐1/2 x 1 CL2500 ‐ ‐ ‐ 34 ‐ ‐ ‐ 76
2
3
4
6
1
2
3 CL1500 123 78 278 173
4 CL1500 181 117 399 258
6 CL1500 357 202 788 445
8 CL1500 648 405 1428 893
1. Only SWE is available for CL2500.
PRESSURE RATING
CL900 & CL1500 42 38 93 85
CL2500 45 34 100 76
CL900 & CL1500 72 52 158 115
CL2500 104 74 229 164
CL900 125 ‐ ‐ ‐ 276 ‐ ‐ ‐
CL1500 129 97 284 213
CL900 230 ‐ ‐ ‐ 507 ‐ ‐ ‐
CL1500 249 201 548 444
CL900 511 ‐ ‐ ‐ 1127 ‐ ‐ ‐
CL1500 557 455 1228 1003
CL900 & CL1500 40 36 88 80
CL2500 ‐ ‐ ‐ 72
CL900 & CL1500 69 50 153 110
CL2500 ‐ ‐ ‐ 109
KILOGRAMS POUNDS
Flg SWE & BWE Flg SWE & BWE
Globe Valves
Angle Valves
(1)
(1)
‐ ‐ ‐ 160
‐ ‐ ‐ 240
HP and HPA Valves
July 2017
(1)
(1)
Educational Services
For information on available courses for Fisher HP and HPA valves, as well as a variety of other products, contact:
Emerson Automation Solutions
Educational Services - Registration
Phone: 1-641-754-3771 or 1-800-338-8158
E-mail: education@emerson.com
emerson.com/fishervalvetraining
Installation
WARNING
Always wear protective gloves, clothing, and eyewear when performing any installation operations to avoid personal
injury.
Personal injury or equipment damage caused by sudden release of pressure may result if the valve assembly is installed
where service conditions could exceed the limits given in table 1 or on the appropriate nameplates. To avoid such injury or
3
Page 4
HP and HPA Valves
July 2017
Instruction Manual
D101634X012
damage, provide a relief valve for over‐pressure protection as required by government or accepted industry codes and
good engineering practices.
Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
If installing into an existing application, also refer to the WARNING at the beginning of the Maintenance section in this
instruction manual.
WARNING
Some bonnet flanges have a tapped hole that was used to handle the bonnet during manufacture. Do not use this tapped
hole to lift the valve assembly or personal injury may result.
WARNING
When ordered, the valve configuration and construction materials were selected to meet particular pressure, temperature,
pressure drop, and controlled fluid conditions indicated when the valve was ordered. Since some body/trim material
combinations are limited in their pressure drop and temperature ranges, do not apply any other conditions to the valve
without first contacting your Emerson sales office
or Local Business Partner.
1. Before installing the valve, inspect it to ensure that the valve body cavity is free of foreign material.
2. Clean out all pipelines to remove scale, welding slag, and other foreign materials before installing the valve.
Note
If the valve body being installed has small internal flow passages, such as with Whisper Trim III, WhisperFlo, or Cavitrol III cages,
consideration should be given to installing an upstream strainer to prevent the lodging of particles in these passages. This is
especially important if the pipeline cannot be thoroughly cleaned or if the flowing medium is not clean.
3. Flow through the valve must be in the direction indicated by the flow arrow, which is stamped on or attached to the
valve body.
Table 3. Shutoff Classifications per ANSI/FCI 70‐2 and IEC 60534‐4
VALVE DESIGN PORT DIAMETER, mm (INCHES) LEAKAGE CLASS
47.6 (1.875) and smaller II
HPD, HPAD
HPS, HPAS w/ Cavitrol III, or
HPT, HPAT w/ Cavitrol III, or HPAS w/Micro‐Flat
HPS, HPAS, HPT, HPAT, HPS, HPAS w/ Micro‐Form,
or HPS, HPAS w/ Micro‐Flute
HPT w/ PEEK anti‐extrusion rings 47.6 (1.875) to 136.5 (5.375) V ‐ Standard
58.7 (2.3125) to 92.1 (3.625)
111.1 (4.375) and larger
All V
All
II ‐ Standard
III ‐ Optional
III ‐ Standard
IV ‐ Optional
IV‐Standard
V‐Optional
4
Page 5
Instruction Manual
HP and HPA Valves
D101634X012
Table 4. Additional Shutoff Classification per ANSI/FCI 70‐2 and IEC 60534‐4
Valve Design
HPD, HPAD
with optional
C‐seal trim
Valve Size, NPS Port Diameter
HPD HPAD mm Inches
Equal Percentage, Modified Equal Percentage,
3 4 73.0 2.875
4 6 73.0 2.875 Linear (Whisper III, D3) V
Equal Percentage, Modified Equal Percentage,
4 6 92.1 3.625
Linear (Whisper III, A1, B3, C3)
6 8 111.1 4.375 Linear (Whisper III, D3) V
Equal Percentage, Modified Equal Percentage,
6 8 136.5 5.375
Linear (Whisper III, A1, B3, C3)
Cage Style Leakage Class
Linear (std. cage),
Linear (Whisper III, A1, B1)
Linear (std. cage),
Linear (std. cage),
Table 5. TSO (Tight Shutoff) Leakage Class per ANSI/FCI 70‐2 and IEC 60534‐4
Leakage Class Maximum Leakage Test Medium Test Pressure Leakage Class
Valves with TSO trim are factory
TSO (Tight Shutoff)
tested to a more stringent Emerson
requirement of no leakage at time of
1. Specify service ΔP when ordering.
Automation Solutions test
shipment.
Water Service ΔP
(1)
July 2017
V
V
V
V
Table 6. TSO Shutoff Availability
VALVE DESIGN CONSTRUCTION LEAKAGE CLASS
HPS, HPT Std or Cavitrol III trim. Replaceable, protected soft seat TSO - Standard
Table 7. Recommended Torque for Packing Flange Nuts (Non Live‐loaded Graphite Packing)
STEM
DIAMETER
mm Inches Min Max Min Max
12.7 1/2 CL900 12 18 9 13
12.7 1/2 CL1500 15 22 11 16
12.7 1/2 CL2500 18 24 13 18
19.1 3/4 CL900 27 41 20 30
19.1 3/4 CL1500 34 50 25 37
19.1 3/4 CL2500 41 61 30 45
25.4 1 CL900 42 62 31 46
25.4 1 CL1500 52 77 38 57
25.4 1 CL2500 61 91 45 67
31.8 1‐1/4 CL900 56 83 41 61
31.8 1‐1/4 CL1500 68 102 50 75
1. For intermediate class ratings, use the same torque as the next lower standard class.
VALVE BODY
RATING(1)
NSm lbfSft
TORQUE
CAUTION
Depending on valve body materials used, post‐weld heat treating might be needed. Post‐weld heat treatment can damage
internal elastomeric, plastic, and metal parts. Shrink‐fit pieces and threaded connections might also loosen. In general, if
post‐weld heat treating is needed, remove all trim parts. Contact your Emerson sales office
additional information.
or Local Business Partner for
5
Page 6

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
4. Use accepted piping and welding practices when installing the valve in the pipeline. For flanged valve bodies, use a
suitable gasket between the body and pipeline flanges.
5. Install a three‐valve bypass around the valve if continuous operation is required during maintenance.
6. If the actuator and valve body are shipped separately, refer to the actuator mounting procedure in the appropriate
actuator instruction manual.
7. If the valve body was shipped without packing installed in the packing box, install the packing before putting the
valve body into service. Refer to instructions given in the Packing Maintenance procedure.
WARNING
Personal injury could result from packing leakage. Valve packing was tightened before shipment; however, the packing
might require some readjustment to meet specific service conditions.
Valves with ENVIRO‐SEAL™ live‐loaded packing or HIGH‐SEAL ULF live‐loaded packing will not require this initial
re‐adjustment. See the instruction manuals titled ENVIRO‐SEAL Packing System for Sliding‐Stem Valves
(D101642X012
instructions. If you wish to convert your present packing arrangement to ENVIRO‐SEAL packing, refer to the retrofit
kits listed in the parts kit sub‐section near the end of this manual.
) or HIGH‐SEAL ULF Live‐Loaded Packing System (D101453X012) (as appropriate) for packing
Maintenance
Valve parts are subject to normal wear and must be inspected and replaced as necessary. Inspection and maintenance
frequency depends on the severity of service conditions. This section includes instructions for packing lubrication,
packing maintenance, and trim maintenance. All maintenance operations may be performed with the valve in the line.
WARNING
Avoid personal injury or damage to property from sudden release of pressure or uncontrolled process fluid. Before starting
disassembly:
D Do not remove the actuator from the valve while the valve is still pressurized.
D Always wear protective gloves, clothing, and eyewear when performing any maintenance operations to avoid personal
injury.
D Disconnect any operating lines providing air pressure, electric power, or a control signal to the actuator. Be sure the
actuator cannot suddenly open or close the valve.
D Use bypass valves or completely shut off the process to isolate the valve from process pressure. Relieve process pressure
on both sides of the valve. Drain the process media from both sides of the valve.
D Vent the power actuator loading pressure and relieve any actuator spring precompression.
D Use lock‐out procedures to be sure that the above measures stay in effect while you work on the equipment.
D The valve packing box may contain process fluids that are pressurized, even when the valve has been removed from the
pipeline. Process fluids may spray out under pressure when removing the packing hardware or packing rings, or when
loosening the packing box pipe plug.
D Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
Note
The HP series valve uses spiral‐wound gaskets which are crushed to provide their seal. A spiral‐wound gasket should never be
reused. Whenever a gasket seal is disturbed by removing or shifting gasketed parts, a new gasket must be installed upon
reassembly. This is necessary to ensure a good gasket seal, since the used gasket will not seal properly.
6
Page 7
Instruction Manual
D101634X012
HP and HPA Valves
July 2017
Table 8. Torque for Body‐to‐Bonnet Bolting Using Anti‐Seize Lubricant
VALVE
RATING
CL900 & CL1500
CL2500
1. For other materials, contact your Emerson sales office or Local Business Partner for torques.
VALVE SIZE,
NPS
HP HPA B7, B16, B8M CL2, BD, S20910, and 660 Studs B7, B16, B8M CL2, BD, S20910, and 660 Studs
1 1 260 190
2 2, 3 370 275
3 4 710 525
4 6 940 695
6 8 1650 1220
1 1 370 275
2 2 710 525
NSm lbfSft
(1)
TORQUE
CAUTION
The spiral‐wound gaskets are of special design. Failure to use Fisher replacement parts may result in valve damage.
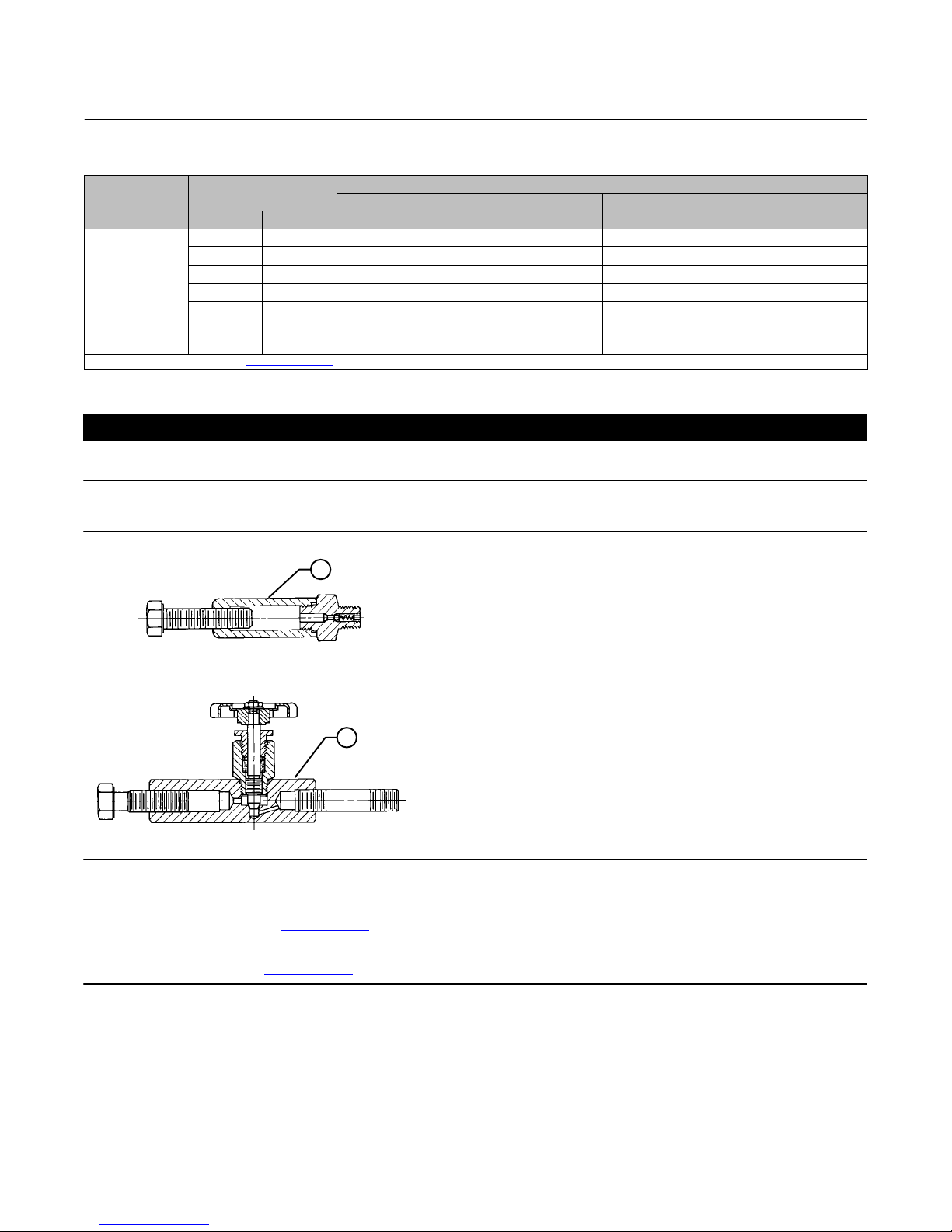
Figure 2. Lubricator and Lubricator/Isolating Valve
31
LUBRICATOR
31
10A9421‐A
AJ5428‐D
A0832‐2
LUBRICATOR/ISOLATING VALVE
Note
If the valve has ENVIRO‐SEAL live‐loaded packing installed (figure 4), see the instruction manual entitled ENVIRO‐SEAL Packing
System for Sliding‐Stem Valves (D101642X012
) for packing instructions.
If the valve has HIGH‐SEAL ULF live‐loaded packing installed (figure 4), see the instruction manual entitledHIGH‐SEAL ULF
Live‐Loaded Packing System
(D101453X012) for packing instructions.
7
Page 8
HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Packing Lubrication
CAUTION
Do not lubricate graphite packing. Graphite packing is self-lubricated. Additional lubrication may result in slip-stick
movement of the valve.
Note
To avoid lubricants breaking down at elevated temperatures, do not lubricate packing used in processes with temperatures over
260_C (500_F).
WARNING
Do not lubricate parts when used in oxygen service, or where the lubrication is incompatible with the process media. Any
use of lubricant can lead to the sudden explosion of media due to the oil/oxygen mixture, causing personal injury or
property damage.
If a lubricator or lubricator/isolating valve (figure 2) is provided for PTFE/composition or other packings that require
lubrication, it will be installed in place of the pipe plug (key 31, figure 17, 18, or 19). Use a good quality silicon‐base
lubricant. Packing used in oxygen service or in processes with temperatures over 260_C (500_F) should not be
lubricated. To operate the lubricator, turn the cap screw clockwise to force the lubricant into the packing box. The
lubricator/isolating valve operates the same way except the isolating valve must first be opened and then closed after
lubrication is completed.
Packing Maintenance
If there is undesirable packing leakage in the spring‐loaded PTFE V‐ring packing shown in figure 3, tighten the packing
flange nuts (key 21, figure 17, 18, or 19) until the shoulder on the packing follower (key 28, figure 17, 18, or 19)
contacts the bonnet (key 18, figure 17, 18, or 19). If leakage continues, replace the packing by following the
numbered steps presented in the replacing packing procedure.
If there is undesirable packing leakage with other than spring‐loaded PTFE V‐ring packing, first try to limit the leakage
and establish a stem seal by tightening the packing flange nuts (key 21, figure 17, 18, or 19) to at least the minimum
recommended torque in table 7. However, do not exceed the maximum recommended torque in table 7 or excessive
friction may result. If leakage continues, replace the packing by following the numbered steps presented in the
Replacing Packing procedure.
If the packing is relatively new and tight on the valve plug stem, and if tightening the packing flange nuts does not stop
the leakage, it is possible that the stem is worn or nicked so that a seal cannot be made. The surface finish of a new
stem is critical for making a good packing seal. If the leakage comes from the outside diameter of the packing, it is
possible that the leakage is caused by nicks or scratches around the packing box wall. While replacing the packing
according to the Replacing Packing procedure, inspect the valve plug stem and packing box wall for nicks or scratches.
Adding Packing Rings
Key numbers referred to in this procedure are shown in figure 17, 18, or 19, unless otherwise indicated.
8
Page 9
Instruction Manual
D101634X012
HP and HPA Valves
July 2017
When using packing with a lantern ring (key 24) it may be possible to add packing rings above the lantern ring as a
temporary measure without removing the actuator from the valve body.
1. Isolate the control valve from the line pressure, release pressure from both sides of the valve body, and drain the
process media from both sides of the valve. If using a power actuator, also shut‐off all pressure lines to the power
actuator, release all pressure from the actuator. Use lock‐out procedures to be sure that the above measures stay in
effect while you work on the equipment.
2. Remove the packing flange nuts (key 21) and lift the packing flange, upper wiper, and packing follower (keys 19, 27,
and 28) away from the valve body.
3. It may be possible to dig out the old packing rings on top of the lantern ring, but use care to avoid scratching the
valve plug stem or packing box wall. Clean all metal parts to remove particles that would prevent the packing from
sealing.
4. Remove the stem connector and slip the packing rings over the end of the valve plug stem.
5. Reassemble the packing follower, upper wiper, packing flange, and packing flange nuts (keys 28, 27, 19, and 21).
6. Reconnect the body‐actuator stem connection according to the appropriate actuator instruction manual.
7. Tighten the packing flange nuts only far enough to stop leakage under operating conditions. Check for leakage
around the packing follower when the valve is being put into service. Retighten the packing flange nuts as required
(see table 7).
Replacing Packing
WARNING
Refer to the WARNING at the beginning of the Maintenance section in this instruction manual.
Key numbers referred to in this procedure are shown in figure 17, 18, or 19, unless otherwise indicated.
1. Isolate the control valve from the line pressure, release pressure from both sides of the valve body, and drain the
process media from both sides of the valve. If using a power actuator, also shut‐off all pressure lines to the power
actuator, release all pressure from the actuator. Use lock‐out procedures to be sure that the above measures stay in
effect while you work on the equipment.
2. Remove the cap screws in the stem connector, and separate the two halves of the stem connector. Then exhaust all
actuator pressure, if any was applied, and disconnect the actuator supply and any leakoff piping.
3. Remove either the yoke locknut (key 32) or the hex nuts (key 30), and remove the actuator from the bonnet (key
18).
4. Loosen the packing flange nuts (key 21) so that the packing (keys 22, 23, 209, or 210, figure 3) is not tight on the
valve plug stem (key 6). Remove any travel indicator disk and stem locknuts from the valve plug stem threads.
CAUTION
When lifting the bonnet (key 18), be sure that the valve plug and stem assembly (keys 5 and 6) remains on the seat ring
(key 4). This avoids damage to the seating surfaces as a result of the assembly dropping from the bonnet after being lifted
part way out. The parts are also easier to handle separately.
Use care to avoid damaging gasket sealing surfaces.
The HPD and HPAD piston rings (key 8) are brittle and in two pieces. Avoid damaging the piston rings by dropping or rough
handling.
9
Page 10
HP and HPA Valves
July 2017
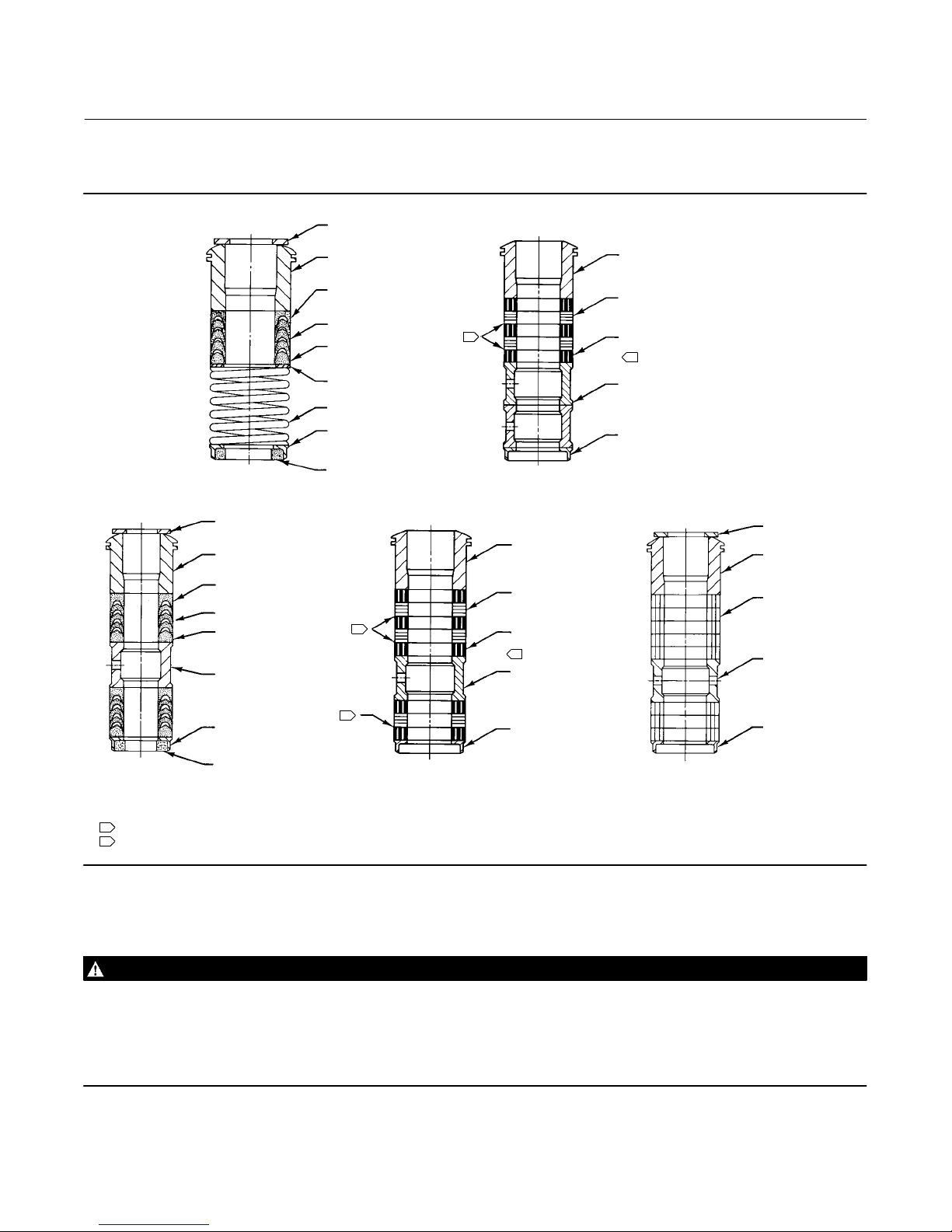
Figure 3. Packing Arrangements
Instruction Manual
D101634X012
UPPER WIPER (KEY 27)
12A8160-A
PTFE V‐RING
SINGLE PACKING
UPPER WIPER (KEY 27)
PACKING FOLLOWER
(KEY 28)
FEMALE ADAPTOR
(KEY 35)
V-RING (KEY 23)
MALE ADAPTOR
(KEY 34)
LANTERN RING (KEY 24)
PACKING FOLLOWER
(KEY 28)
FEMALE ADAPTOR
(KEY 35)
V-RING (KEY 23)
MALE ADAPTOR
(KEY 34)
WASHER (KEY 25)
SPRING (KEY 24)
PACKING BOX RING
(KEY 26)
LOWER WIPER
(KEY 33)
KEY 22
}
1
KEY 22
}
1
14A3412-C
GRAPHITE RIBBON AND FILAMENT
SINGLE PACKING
PACKING FOLLOWER
(KEY 28)
GRAPHITE RIBBON
PACKING RING (KEY 23)
GRAPHITE FILAMENT
PACKING RING (KEY 23)
2
LANTERN RING
(KEY 24)
PACKING FOLLOWER
(KEY 28)
GRAPHITE RIBBON
PACKING RING (KEY 23)
GRAPHITE FILAMENT
PACKING RING (KEY 23)
2
LANTERN RING
(KEY 24)
PACKING BOX RING
(KEY 26)
UPPER WIPER
(KEY 27)
PACKING
FOLLOWER
(KEY 28)
PACKING RING
(KEY 23)
LANTERN RING
(KEY 24)
PACKING BOX RING
(KEY 26)
12A7839-A Sht 1
PTFE V‐RING
LOWER WIPER
(KEY 33)
DOUBLE PACKING
NOTES:
0.102 mm (0.004 INCH) THICK SACRIFICIAL ZINC WASHERS. USE ONLY ONE BELOW EACH GRAPHITE RIBBON RING.
1
2
HAS THE APPEARANCE OF A WOVEN OR BRAIDED RING.
C0747‐1
1
14A3414-C
GRAPHITE RIBBON AND FILAMENT
DOUBLE PACKING
PACKING BOX RING
(KEY 26)
12A8163-A
PTFE/COMPOSITION
DOUBLE PACKING
PACKING BOX RING
(KEY 26)
WARNING
To avoid personal injury or property damage caused by uncontrolled movement of the bonnet, loosen the bonnet by
following the instructions in the next step. Do not remove a stuck bonnet by pulling on it with equipment that can stretch
or store energy in any other manner. The sudden release of stored energy can cause uncontrolled movement of the bonnet.
If the cage sticks to the bonnet, proceed carefully with bonnet removal and support the cage so that it will not fall
unexpectedly from the bonnet.
10
Page 11
Instruction Manual
D101634X012
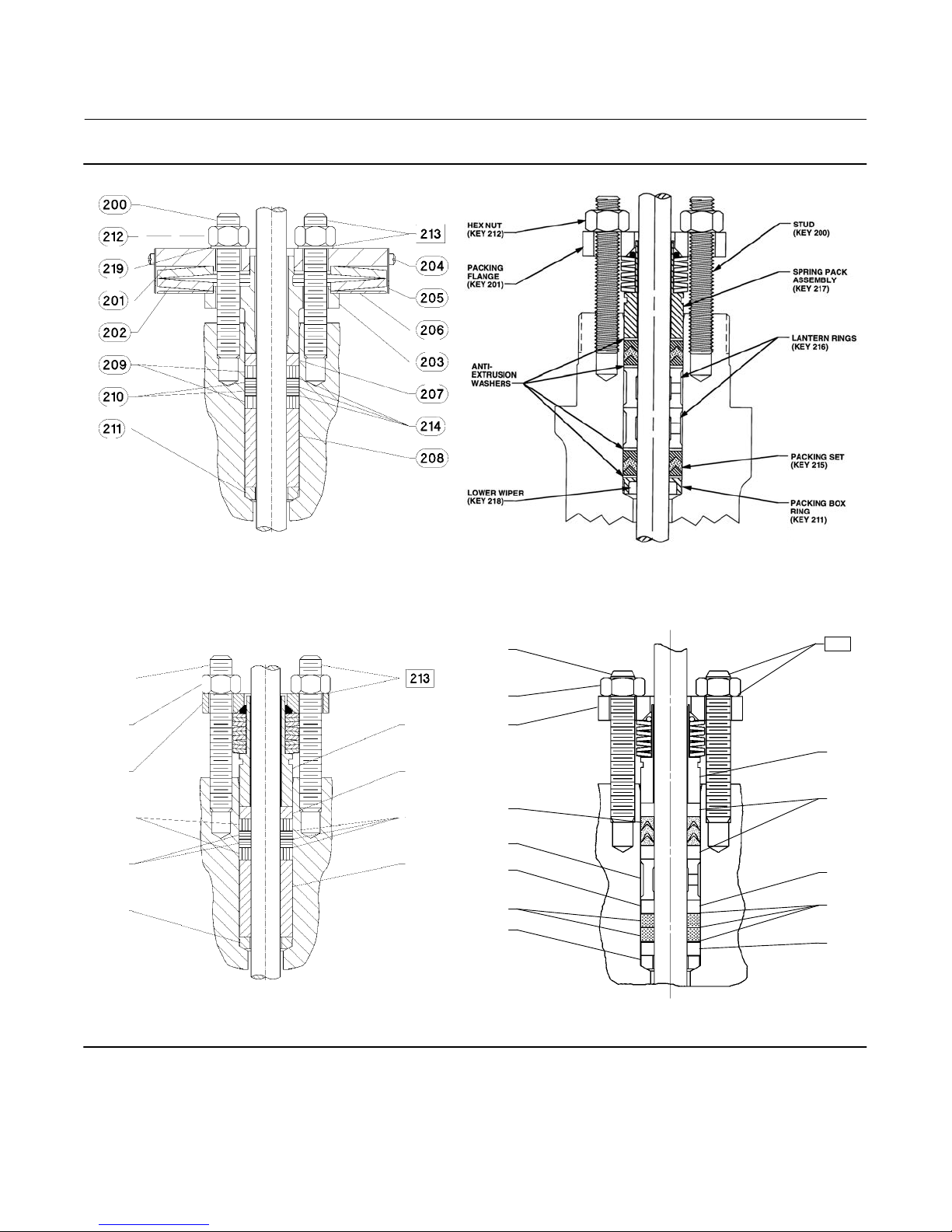
Figure 4. Live‐Loaded Packing
HP and HPA Valves
July 2017
(KEY 214)
39B4153-A
STUD
(KEY 200)
HEX NUT
(KEY 212)
PACKING
FLANGE
(KEY 201)
PACKING
RING
(KEY 209)
PACKING
RING
(KEY 210)
PACKING
BOX RING
(KEY 211)
39B4612/A
Typical HIGH‐SEAL Graphite ULF
Packing System
SPRING
PACK
ASSEMBLY
(KEY 217)
GUIDE
BUSHING
(KEY 207)
PACKING
WASHERS
(KEY 214)
GUIDE
BUSHING
(KEY 208)
A6297-1
200
212
201
215
216
207
209
211
A6722
Typical ENVIRO‐SEAL Packing System
with PTFE Packing
213
217
207
207
214
207
Typical ENVIRO‐SEAL Packing System
with Graphite ULF Packing
Typical ENVIRO‐SEAL Packing System
with Duplex Packing
11
Page 12

HP and HPA Valves
July 2017
Note
The following step also provides additional assurance that the valve body fluid pressure has been relieved.
Instruction Manual
D101634X012
5. Hex nuts (key 14) attach the bonnet to the valve body. Loosen these nuts or cap screws approximately 3 mm (1/8
inch). Then loosen the body‐to‐bonnet gasketed joint by either rocking the bonnet or prying between the bonnet
and valve body. Work the prying tool around the bonnet until the bonnet loosens. If no fluid leaks from the joint,
proceed to the next step.
6. Unscrew the hex nuts (key 14) and carefully lift the bonnet off the valve stem. If the valve plug and stem assembly
starts to lift with the bonnet, use a brass or lead hammer on the end of the stem and tap it back down. Set the
bonnet on a cardboard or wooden surface to prevent damage to the bonnet gasket surface.
7. Remove the valve plug (key 5), bonnet gasket (key 11), cage (key 2), seat ring (key 4), and the seat ring gasket (key
12).
CAUTION
Inspect the seat ring, cage, bonnet, and body gasket surfaces. These surfaces must be in good condition, with all foreign
material removed. Small burrs less than approximately 0.076 mm (0.003 inches) in height (the thickness of a human hair)
can be ignored. Scratches or burrs that run across the serrations are not permitted under any conditions, since they will
prevent the gaskets from sealing properly.
8. Clean all gasket surfaces with a good wire brush. Clean in the same direction as the surface serrations, not across
them.
9. Cover the opening in the valve body to protect the gasket surface and to prevent foreign material from getting into
the valve body cavity.
10. Remove the packing flange nuts (key 21), packing flange (key 19), upper wiper (key 27), and packing follower (key
28). Carefully push out all the remaining packing parts from the valve side of the bonnet using a rounded rod or
other tool that will not scratch the packing box wall. For extension bonnets, also remove the baffle (key 36 ) and
retaining ring (key 37).
11. Clean the packing box and the following metal packing parts: packing follower, packing box ring (key 26), spring
or lantern ring (key 24), and, for single arrangements of PTFE V‐ring packing only, special washer (key 25).
12. Inspect the valve stem threads for any sharp edges that might cut the packing. A whetstone or emery cloth may
be used to smooth the threads if necessary.
13. Remove the protective covering from the valve body cavity, and install the seat ring and cage using a new seat ring
gasket (key 12) and bonnet gasket (key 11). Install the plug, then slide the bonnet over the stem and onto the studs
(key 13). For a valve body with extension bonnet, also install the baffle and retaining rings (keys 36 and 37).
Note
The prelubricated hex nuts (key 14) referred to in step 14 can be identified by a black film coating on the nut threads.
The proper bolting procedures in step 14 include‐‐but are not limited to‐‐ensuring that the bonnet stud threads are clean, and that
the hex nuts are evenly tightened to the specified torque values.
12
Page 13

Instruction Manual
D101634X012
HP and HPA Valves
Table 9. Valve Stem Connection Torque and Drill Size for Pin Hole
VALVE SIZE,
NPS
HP HPA mm Inches NSm LbfSft Inches
1 1
2 2, 3
3 4
4 6
6 8
1. HPAS available in NPS2 only.
VALVE STEM
DIAMETER
12.7 1/2 HPS, HPAS 81 ‐ 115 60 ‐ 85 1/8
19.1 3/4 HPS, HPAS 237 ‐ 339 175 ‐ 250 3/16
12.7 1/2 HPD, HPAD, HPS, HPAS
19.1 3/4
25.4 1 HPS, HPAS
12.7 1/2 HPD, HPS, HPT, HPAD, HPAT 81 ‐ 115 60 ‐ 85 1/8
19.1 3/4 HPD, HPS, HPT, HPAD, HPAT 237 ‐ 339 175 ‐ 250 3/16
25.4 1 HPD, HPS, HPT, HPAD, HPAT 420 ‐ 481 310 ‐ 355 1/4
19.1 3/4 HPD, HPT, HPAD, HPAT 237 ‐ 339 175 ‐ 250 3/16
25.4 1 HPD, HPT, HPAD, HPAT 420 ‐ 481 310 ‐ 355 1/4
19.1 3/4 HPD, HPT, HPAD, HPAT 237 ‐ 339 175 ‐ 250 3/16
25.4 1 HPD, HPT, HPAD, HPAT 420 ‐ 481 310 ‐ 355 1/4
31.8 1‐1/4 HPD, HPT, HPAD, HPAT 827 ‐ 908 610 ‐ 670 1/4
DESIGN
(1)
, HPT, HPAT 81 ‐ 115 60 ‐ 85 1/8
HPS, HPAS
HPD, HPAD, HPT, HPAT 237 ‐ 339 175 ‐ 250 1/8
(1)
(1)
VALVE STEM
CONNECTION TORQUE
(MINIMUM‐MAXIMUM)
237 ‐ 339 175 ‐ 250 3/16
420 ‐ 481 310 ‐ 355 1/4
July 2017
DRILL SIZE
FOR PIN
CAUTION
Failure to comply with good bonnet‐to‐body bolting practices and the torque values shown in table 8 may result in damage
to the valve. Cheater bars or slug wrenches should not be used for this procedure.
Hot torquing is not recommended.
Note
Stud(s) and nut(s) should be installed such that the manufacturer's trademark and material grade marking is visible, allowing easy
comparison to the materials selected and documented in the Emerson/Fisher serial card provided with this product.
WARNING
Personal injury or damage to equipment could occur if improper stud and nut materials or parts are used. Do not operate or
assemble this product with stud(s) and nut(s) that are not approved by Emerson/Fisher engineering and/or listed on the
serial card provided with this product. Use of unapproved materials and parts could lead to stresses exceeding the design
or code limits intended for this particular service. Install studs with the material grade and manufacturer's identification
mark visible. Contact your Emerson sales office
and approved parts is suspected.
or Local Business Partner immediately if a discrepancy between actual parts
14. Lubricate the stud threads and the faces of the hex nuts (key 14) with anti‐seize lubricant (not necessary if new
factory prelubricated hex nuts are used). Replace the hex nuts and tighten them finger‐tight. Stroke the valve
several times to center the trim. Torque the nuts in a crisscross pattern to no more than 1/4 of the nominal torque
value specified in table 8.
13
Page 14

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
When all nuts are tightened to that torque value, increase the torque by 1/4 of the specified nominal torque and
repeat the crisscross pattern. Repeat this procedure until all nuts are tightened to the specified nominal value. Apply
the final torque value again and, if any nut still turns, tighten every nut again.
Note
When installing packing rings, prevent entrapping air between the rings. Add the rings one at a time without forcing them below
the chamfer of the packing box entrance chamber. As each successive ring is added, the stack should not be pushed down more
than the thickness of the added ring (figure 5).
15. Install new packing and the metal packing box parts according to the appropriate arrangement in figure 3. If
desired, packing parts may be pre‐lubricated with a silicon base grease for easier installation. Slip a smooth‐edged
pipe over the valve stem, and gently tamp each soft packing part into the packing box, being sure that air is not
trapped between adjacent soft parts.
16. Slide the packing follower, wiper, and packing flange into position. Lubricate the packing flange studs (key 20) and
the faces of the packing flange nuts (key 21). Replace the packing flange nuts.
For the spring‐loaded PTFE V‐ring packing shown in figure 3, tighten the packing flange nuts until the shoulder on the
packing follower (key 28) contacts the bonnet.
Figure 5. Installing Graphite Ribbon/Filament Packing Rings One at a Time
VALVE STEM
PACKING
FOLLOWER
BONNET
TOP OF
PACKING RING
EVEN WITH
BOTTOM OF
ENTRANCE
CHAMFER
INSTALLING
FIRST PACKING RING
A2207‐2
INSTALLING
SECOND PACKING RING
For graphite packing, tighten the packing flange nuts to the maximum recommended torque shown in table 7. Then,
loosen the packing flange nuts, and retighten them to the recommended minimum torque shown in table 7.
For other packing types, tighten the packing flange nuts alternately in small equal increments until one of the nuts
reaches the minimum recommended torque shown in table 7. Then, tighten the remaining flange nuts until the
packing flange is level and at a 90‐degree angle to the valve stem.
For ENVIRO‐SEAL or HIGH‐SEAL live‐loaded packing, refer to the note at the beginning of the Maintenance section.
17. Mount the actuator on the valve body assembly, and reconnect the actuator and valve plug stems according to
the procedures in the appropriate actuator instruction manual.
Trim Removal
For C‐seal construction, see the appropriate C‐seal sections in this manual.
14
Page 15

Instruction Manual
D101634X012
Key numbers referenced in this procedure are shown in figure 17, 18, or 19, except where indicated.
1. Remove the actuator and bonnet by following steps 1 through 6 of the replacing packing procedure. Observe all
warnings and cautions.
2. Lift the valve stem and attached valve plug out of the valve body. If the valve plug is to be reused, tape or otherwise
protect the valve plug stem and the valve plug seating surface to prevent scratches.
3. Lift out the cage (key 2) and the bonnet gasket (key 11). For an NPS 2 valve body with a Cavitrol III two stage cage,
also remove the bonnet spacer and two gaskets.
HP and HPA Valves
July 2017
Constructions other than TSO trim
1. Remove the seat ring (key 4) and the seat ring gasket (key 12).
2. Refer to the Valve Plug Maintenance procedure or to the Lapping Seats procedure.
TSO Trim
TSO trim: 0.8125 Inch Port Diameter (figure 7)
1. Remove the pin that locks the inner plug to the stem.
2. Using a strap wrench or similar tool, unscrew the outer plug from the inner plug. Do not damage the outer plug
guide surfaces.
3. Remove the protected soft seat seal.
4. Inspect the parts for damage and replace if needed.
5. Refer to the Valve Plug Maintenance procedure or to the Lapping Seats procedure.
TSO trim: 1.6875 Inch Port Diameter (figure 8)
1. Remove the retainer, backup ring, anti‐extrusion rings, and piston ring.
2. Remove the set screws that lock the outer plug to the stem.
3. Using a strap wrench or similar tool, unscrew the outer plug from the inner plug. Do not damage the outer plug
guide surfaces.
4. Remove the protected soft seat seal.
5. Inspect the parts for damage and replace if needed.
6. Refer to the Valve Plug Maintenance procedure or to the Lapping Seats procedure.
TSO trim: 2.6875 Inch and Larger Port Diameters (figure 9)
1. Remove the retainer, backup ring, anti‐extrusion rings, and piston ring.
2. Remove the set screws that lock the outer plug to the inner plug.
3. Using a strap wrench or similar tool, unscrew the outer plug from the inner plug. Do not damage the outer plug
guide surfaces.
4. Remove the protected soft seat seal.
5. Inspect the parts for damage and replace if needed.
6. Refer to the Valve Plug Maintenance procedure or to the Lapping Seats procedure.
Valve Plug Maintenance
Key numbers used in this procedure are shown in figure 17, 18, or 19, except where indicated.
15
Page 16

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
1. With the valve plug (key 5) removed according to the trim removal procedure, proceed as appropriate:
For HPD and HPAD valves, the piston rings (key 8) are each in at least two sections; remove the sections from the
grooves in the valve plug.
For HPS and HPAS valves, proceed to step 2.
For HPT and HPAT valves, work the retaining ring (key 10) off the valve plug with a screwdriver. Carefully slide the
backup ring and seal ring (keys 9 and 8) off the valve plug.
2. To replace the valve plug stem (key 6), drive out the pin (key 7), and unscrew the stem from the valve plug.
CAUTION
Never reuse an old stem with a new valve plug. Using an old stem with a new plug requires drilling a new pin hole in the
stem. This weakens the stem and may cause the stem to fail in service. If a new valve plug is required, always order a valve
plug, stem, and pin as an assembly. Specify the correct part number of each of the three parts, but state that the parts are
being ordered as an assembly.
A used valve plug may be reused with a new stem.
Figure 6. Detail of Protected Soft Seat
PROTECTED SOFT SEAT
A7039
INNER PLUG
SEAT RING
OUTER PLUG
CAGE
3. Thread the new stem into the valve plug and tighten it to the appropriate torque value given in table 9. Using the
valve plug pin hole as a guide, drill the pin hole through the stem. Refer to table 9 for drill sizes.
4. Drive in the pin to lock the assembly.
5. If it is necessary to lap the seating surfaces, complete the lapping seats procedure before installing the HPD/HPAD
piston rings or the HPT/HPAT seal ring. The Trim Replacement procedure provides piston ring and seal ring
installation instructions and valve reassembly instructions.
16
Page 17

Instruction Manual
D101634X012
HP and HPA Valves
July 2017
Lapping Seats
Key numbers referenced in this procedure are shown in figure 17, 18, or 19, except where indicated.
A certain amount of leakage should be expected with metal‐to‐metal seating in any valve body. If the leakage
becomes excessive, however, the condition of the seating surfaces of the valve plug and seat ring can be improved by
lapping. (Deep nicks should be machined out rather than ground out.) Use a good quality lapping compound of a
mixture of 280 to 600‐grit. Apply the compound to the bottom of the valve plug.
Figure 7. Typical Unbalanced TSO Trim Assembly, Small Port Designs (0.8125 Inch Port Diameter)
A7111
OUTER PLUG
PIN
INNER PLUG
PROTECTED SOFT SEAT
17
Page 18

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Note
HP Series valves use spiral‐wound gaskets. These gaskets provide their seal by being crushed and therefore should never be
reused. This includes reusing a gasket after the lapping procedure has been performed.
And ”old” gasket can be used to lap the seat, however the gasket must be replaced with a new gasket.
To preserve the effects of lapping, do not change either the position of the seat ring in the valve body cavity or the position of the
cage on the seat ring after lapping the seating surfaces. When the parts are removed for cleaning and replacement of the “old”
gaskets, return them to the original positions.
Figure 8. Typical Balanced TSO Trim (1.6875 Inch Port Diameter)
VALVE
PLUG
SEAL
PROTECTED
SOFT SEAT
A7112
Use the following procedure to lap the seating surfaces.
1. Install the following parts according to the instructions presented in the trim replacement procedure: “old” seat
ring gasket (key 12), seat ring (key 4), cage (key 2), and “old” bonnet gasket(key 11).
2. Proceed as appropriate:
For an HPD, HPAD, HPT, or HPAT valve, install the valve plug and stem assembly (keys 5 and 6)‐‐without piston rings or
seal ring (key 8) ‐‐into the cage.
For an HPS or HPAS valve, install the valve plug and stem assembly (keys 5 and 6) into the cage.
3. Install the bonnet (key 18) over the valve stem, and secure the bonnet with four of the hex nuts (key 14).
18
Page 19

Instruction Manual
D101634X012
Figure 9. Typical Balanced TSO Trim, Large Port Designs (2.6875 Inch and Larger Port Diameters)
VALVE PLUG
SEAL
HP and HPA Valves
July 2017
PROTECTED
A7096
SOFT SEAT
Table 10. Actuator Groups by Type Number
71 & 90 mm (2‐13/16 & 3‐9/16 Inch) Yoke Boss
Group 1
472 & 473
585C
1B
644 & 645
655
657 & 667
685SE & 685SR
1008
Group 100
127 mm (5‐Inch) Yoke Boss
472
473
474
476
585C
657
Group 101
127 mm (5‐Inch) Yoke Boss
667
4. Attach a handle, such as a piece of strap iron secured by stem locknuts, to the valve stem. Rotate the handle
alternately in each direction to lap the seats.
5. After lapping, disassemble as necessary (you may mark the position of the seat ring and cage with a soft tip
marker). Clean the seating surfaces, replace the gaskets, reassemble (taking care to return the seat ring and cage to
their original positions), and test for shutoff. Repeat the lapping procedure if necessary.
19
Page 20

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Trim Replacement
WARNING
Observe the warning at the start of the Maintenance section.
After all trim maintenance has been completed, reassemble the valve body by following the numbered steps below. Be
certain that all gasketed surfaces have been well cleaned. Key numbers referenced in this procedure are shown in
figure 17, 18, or 19, except where indicated.
CAUTION
Inspect the seat ring, cage, bonnet, and body gasket surfaces. These surfaces must be in good condition, with all foreign
material removed. Small burrs less than approximately 0.076 mm (0.003 inches) in height (the thickness of a human hair)
can be ignored. Scratches or burrs that run across the serrations are not permitted under any conditions, since they will
prevent the gaskets from sealing properly.
CAUTION
The pressure balancing holes in the valve plug are necessary for the proper and safe operation of the valve. Inspect the
balancing holes every time the valve is disassembled for service. Any build-up, blockage, or clogging of the balance holes
should be removed.
1. Install the seat ring gasket (key 12) into the valve body. Install the seat ring (key 4).
2. Install the cage.
Note
When installing the standard cage, align two of the holes in the cage with the centerline of the valve body. Refer to figure 18.
Constructions other than TSO trim
1. To install the piston rings and seal rings (key 8), proceed as appropriate:
For an HPD or HPAD valve, if it is necessary to install new piston rings, the replacement piston rings will arrive in one
piece. Use a vise with smooth or taped jaws to break a replacement piston ring into halves. Place the new ring in the
vise so that the jaws compress the ring into an oval. Compress the ring slowly until the ring snaps on both sides. If one
side snaps first, do not try to tear or cut the other side. Instead, keep compressing until the other side snaps. The
piston ring can also be fractured by scoring and snapping over a hard surface such as a table edge. Sawing or cutting is
not recommended.
Remove any protective tape or covering from the valve plug and stem assembly, and set it on a protective surface.
Then, place the piston rings in the piston ring grooves with the fractured ends matched.
For an HPT or HPAT valve, install the seal ring (key 8) onto the valve plug (key 5). Install the ring with the open side
facing the seat ring end of the valve plug for flow‐down applications (view A of figure 20) or with the open side facing
20
Page 21

Instruction Manual
D101634X012
HP and HPA Valves
July 2017
the valve plug stem end of the valve plug for flow‐up applications (view B of figure 20). Slide the backup ring (key 9)
onto the valve plug. Secure with the retaining ring (key 10).
For an HPAS Micro-Flat valve, ensure the Micro-Flat valve plug and stem assembly is oriented as shown in figure 10
when replacing the bonnet on the valve body. Then slide the bonnet over the stem and onto the stud bolts.
CAUTION
Micro-flat plugs must be installed as shown in figures 10 and18. This proper plug orientation increases the guide support
area for the plug and stem.
Figure 10. Micro-Flat Valve Plug Orientation
FLOW INLET
FLOW INLET
A5602
TWO-FLAT PLUG
ONE-FLAT PLUG
2. Install the valve plug into the cage.
TSO Trim
TSO trim: 0.8125 Inch Port Diameter (figure 7)
1. Thread the outer plug onto the inner plug until the parts seat metal to metal, using a strap wrench or similar tool
that will not damage the outer plug guide surfaces.
2. Mark the inner plug and outer plug with alignment marks in the assembled position.
3. Disassemble the outer plug from the inner plug and install the seal over the inner plug, so that the seal rests below
the threaded area.
4. Thread the outer plug onto the inner plug and tighten with a strap wrench or similar tool until the alignment marks
line up. This will ensure that the plug parts are metal to metal and the seal is compressed properly. Do not damage
the outer plug guide surfaces.
5. Drill through the inner plug with the proper size drill bit (same size as stem pinning) and install the pin.
TSO trim: 1.6875 Inch Port Diameter (figure 8)
1. Thread the outer plug onto the inner plug until the parts seat metal to metal, using a strap wrench or similar tool
that will not damage the outer plug guide surfaces.
2. Mark the top of the outer plug and stem with alignment marks in the assembled position.
3. Disassemble the outer plug from the inner plug and install the seal over the inner plug, so that the seal rests below
the threaded area.
4. Thread the outer plug onto the inner plug and tighten with a strap wrench or similar tool until the alignment marks
line up. This will ensure that the plug parts are metal to metal and the seal is compressed properly. Do not damage
the outer plug guide surfaces.
5. Install set screws centering the stem in the outer plug and torque to 11 NSm (8 lbfSft).
6. Assemble the piston ring, anti‐extrusion rings, backup ring, and retainer.
TSO trim: 2.6875 Inch and Larger Port Diameters (figure 9)
1. Thread the outer plug onto the inner plug until the parts seat metal to metal, using a strap wrench or similar tool
that will not damage the outer plug guide surfaces.
21
Page 22

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
2. Mark the top of the inner plug and outer plug with alignment marks in the assembled position.
3. Disassemble the outer plug from the inner plug and install the seal over the inner plug, so that the seal rests below
the threaded area.
4. Thread the outer plug onto the inner plug and tighten with a strap wrench or similar tool until the alignment marks
line up. This will ensure that the plug parts are metal to metal and the seal is compressed properly. Do not damage
the outer plug guide surfaces.
5. Install set screws centering the inner plug in the outer plug and torque to 11 NSm (8 lbfSft).
6. Assemble the piston ring, anti‐extrusion rings, backup ring, and retainer.
All Constructions
1. Install the bonnet gasket (key 11) on the cage.
2. Install the bonnet over the valve stem and onto the valve body.
Note
The prelubricated hex nuts (key 14) referred to in step 3 can be identified by a black film coating on the nut threads.
The proper bolting procedures in step 3 include‐‐but are not limited to‐‐ensuring that the bonnet stud threads are clean, and that
the hex nuts are evenly tightened to the specified torque values.
Figure 11. HPD with C‐seal Trim
FLOW DOWN FLOW UP
VIEW A
37B1399‐A
CAUTION
Failure to comply with good bonnet‐to‐body bolting practices and the torque values shown in table 8 may result in damage
to the valve. Cheater bars or slug wrenches should not be used for this procedure.
Hot torquing is not recommended.
Note
Stud(s) and nut(s) should be installed such that the manufacturer's trademark and material grade marking is visible, allowing easy
comparison to the materials selected and documented in the Emerson/Fisher serial card provided with this product.
22
Page 23

Instruction Manual
D101634X012
HP and HPA Valves
July 2017
FOR VALVE
PLUGS
FITTING
PORT SIZE
(Inches)
2.875 82.55
3.4375 101.6
3.625 104.394
4.375 125.984
5.375 142.748
A B C D E F G H
52.324 ‐
52.578
58.674 ‐
58.928
65.024 ‐
65.278
83.439 ‐
83.693
100.076 ‐
100.33
4.978 ‐ 5.029 3.708 ‐ 3.759 41.148
4.978 ‐ 5.029 3.708 ‐ 3.759 50.8
4.978 ‐ 5.029 3.708 ‐ 3.759 50.8
4.978 ‐ 5.029 3.708 ‐ 3.759 50.8
4.978 ‐ 5.029 3.708 ‐ 3.759 45.974
FOR VALVE
PLUGS
FITTING
PORT SIZE
(Inches)
2.875 3.25 2.060 ‐ 2.070 0.196 ‐ 0.198 0.146 ‐ 0.148 1.62 2.074 ‐ 2.078 2.170 ‐ 2.190 2.791 ‐ 2.797 24B9816X012
3.4375 4.00 2.310 ‐ 2.320 0.196 ‐ 0.198 0.146 ‐ 0.148 2.00 2.402 ‐ 2.406 2.498 ‐ 2.518 3.353 ‐ 3.359 24B5612X012
3.625 4.11 2.560 ‐ 2.570 0.196 ‐ 0.198 0.146 ‐ 0.148 2.00 2.714 ‐ 2.718 2.810 ‐ 2.830 3.541 ‐ 3.547 24B3630X012
4.375 4.96 3.285 ‐ 3.295 0.196 ‐ 0.198 0.146 ‐ 0.148 2.00 3.439 ‐ 3.443 3.535 ‐ 3.555 4.291 ‐ 4.297 24B3635X012
5.375 5.62 3.940 ‐ 3.950 0.196 ‐ 0.198 0.146 ‐ 0.148 1.81 4.088 ‐ 4.092 4.184 ‐ 4.204 5.048 ‐ 5.054 23B9193X012
A B C D E F G H
DIMENSIONS, mm
(See Drawing Below)
Dimensions, Inches
(See Drawing Below)
52.680 ‐
52.781
61.011 ‐
61.112
68.936 ‐
69.037
87.351 ‐
87.452
103.835 ‐
103.937
55.118 ‐
55.626
63.449 ‐
63.957
71.374 ‐
71.882
89.789 ‐
90.297
106.274 ‐
106.782
Part Number
(To Order
A Tool)
70.891 ‐ 71.044 24B9816X012
85.166 ‐ 85.319 24B5612X012
89.941 ‐ 90.094 24B3630X012
108.991 ‐ 109.144 24B3635X012
128.219 ‐ 128.372 23B9193X012
Part Number
(To Order
A Tool)
Figure 12. C‐seal Plug Seal Installation Tool
∅A
45° X 1.524 (0.06)
∅B
C
mm (inch)
A6777
8° - 9°
E
D
∅F
∅G
∅H
45° X 0.508 (0.02)
BREAK SHARP
CORNER
45° X 0.254 (0.01)
MAX
23
Page 24

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
WARNING
Personal injury or damage to equipment could occur if improper stud and nut materials or parts are used. Do not operate or
assemble this product with stud(s) and nut(s) that are not approved by Emerson/Fisher engineering and/or listed on the
serial card provided with this product. Use of unapproved materials and parts could lead to stresses exceeding the design
or code limits intended for this particular service. Install studs with the material grade and manufacturer's identification
mark visible. Contact your Emerson sales office
and approved parts is suspected.
3. Lubricate the stud threads and the faces of the hex nuts (key 14) with anti‐seize lubricant (not necessary if new
factory prelubricated hex nuts are used). Replace the hex nuts, but do not tighten them. Torque the nuts in a
crisscross pattern to no more than 1/4 of the nominal torque value specified in table 8. When all nuts are tightened
to that torque value, increase the torque by 1/4 of the specified nominal torque and repeat the crisscross pattern.
Repeat this procedure until all nuts are tightened to the specified nominal value. Apply the final torque value again
and, if any nut still turns, tighten every nut again.
4. Install new packing and packing box parts per steps 15 and 16 of the Replacing Packing procedure. Be certain to
observe the note given prior to step 15 of that procedure.
5. Mount the actuator by following the procedures in the actuator instruction manual. Check for packing leakage as
the valve is being put into service. Retorque the packing flange nuts as required (see table 7).
or Local Business Partner immediately if a discrepancy between actual parts
Retrofit: Installing C‐seal Trim
Note
Additional actuator thrust is required for a valve with C‐seal trim. When installing C‐seal trim in an existing valve, contact your
Emerson sales office
Assemble the new valve plug/retainer assembly (with C‐seal plug seal) using the following instructions:
CAUTION
To avoid leakage when the valve is returned to service, use appropriate methods and materials to protect all sealing
surfaces of the new trim parts while assembling the individual parts and during installation in the valve body.
1. Apply a suitable high‐temperature lubricant to the inside diameter of the C‐seal plug seal. Also, lubricate the
outside diameter of the valve plug where the C‐seal plug seal must be pressed into the proper sealing position
(figure 11).
2. Orient the C‐seal plug seal for correct sealing action based on the process fluid flow direction through the valve.
D The open interior of the C‐seal plug seal must face up in a valve with flow‐up construction (figure 11).
D The open interior of the C‐seal plug seal must face down in a valve with flow‐down construction (figure 11).
or Local Business Partner for assistance in determining new actuator thrust requirements.
Note
An installation tool must be used to properly position the C‐seal plug seal on the valve plug. A tool is available as a Fisher spare part
or a tool could be manufactured following the dimensions given in figure 12.
24
Page 25

Instruction Manual
D101634X012
HP and HPA Valves
July 2017
3. Place the C‐seal plug seal over the top of the valve plug and press the C‐seal plug seal onto the plug using the C‐seal
installation tool. Carefully press the C‐seal plug seal onto the plug until the installation tool contacts the horizontal
reference surface of the valve plug (figure 13).
4. Apply a suitable high‐temperature lubricant to the threads on the plug. Then, place the C‐seal retainer onto the
plug and tighten the retainer using an appropriate tool such as a strap wrench.
5. Using an appropriate tool such as a center punch, stake the threads on top of the plug in one place (figure 14) to
secure the C‐seal retainer.
6. Install the new plug/retainer assembly with C‐seal plug seal on the new stem following the appropriate instructions
in the Trim Replacement section in this manual.
7. Install piston rings by following instructions in the Trim Replacement section in this manual.
8. Remove the existing valve actuator and bonnet following the appropriate instructions in the Replacing Packing
section in this manual.
CAUTION
Do not remove the existing valve stem from the valve plug unless you are planning to replace the valve stem.
Never reuse an old valve stem with a new plug or reinstall a valve stem after it has been removed. Replacing a valve stem
requires drilling a new pin hole in the stem. This drilling weakens the stem and may cause failure in service. However, a
used valve plug may be reused with a new valve stem.
9. Remove the existing valve stem and plug, cage, and seat ring from the valve body following the appropriate
instructions in the Trim Removal section in this manual.
10. Replace all gaskets according to appropriate instructions in the Trim Replacement section in this manual.
11. Install the new seat ring, cage, valve plug/retainer assembly, and stem into the valve body and completely
reassemble the valve package following the appropriate instructions in the Trim Replacement section in this
manual.
Figure 13. Installing the C‐seal Plug Seal Using the Installation Tool
INSTALLATION
TOOL
C‐SEAL
METAL
PLUG
SEAL
A6778
FLOW DOWN
NOTE: PRESS THE INSTALLATION TOOL OVER THE VALVE PLUG UNTIL THE TOOL CONTACTS THE HORIZONTAL REFERENCE SURFACE OF THE VALVE PLUG.
HORIZONTAL
REFERENCE
SURFACE
VALVE
PLUG
25
Page 26

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Figure 14. Stake the Threads of the C‐seal Retainer
DEFORM THREAD TO
STAKE C‐SEAL RETAINER
PISTON
RING
RETAINER
C‐SEAL
METAL
PLUG
SEAL
A6779
FLOW DOWN
VALVE
PLUG
CAUTION
To avoid excessive leakage and seat erosion, the valve plug must be initially seated with sufficient force to overcome the
resistance of the C‐seal plug seal and contact the seat ring. You can correctly seat the valve plug by using the same force
calculated for full load when sizing your actuator. With no pressure drop through the valve, this force will adequately drive
the valve plug to the seat ring, thus giving the C‐seal plug seal a predetermined permanent set. Once this is done, the
plug/retainer assembly, the cage, and the seat ring become a matched set.
With full actuator force applied and the valve plug fully seated, align the actuator travel indicator scale with the lower end
of valve travel. Refer to the appropriate actuator instruction manual for information on this procedure.
Replacement of Installed C‐seal Trim
Trim Removal (C‐seal Constructions)
1. Remove the valve actuator and bonnet following the appropriate instructions in the Replacing Packing section in
this manual.
CAUTION
To avoid leakage when the valve is returned to service, use appropriate methods and materials to protect all sealing
surfaces of the trim parts during maintenance.
Use caution when removing piston ring(s) and C‐seal plug seal to avoid scratching any sealing surface.
CAUTION
Do not remove the valve stem from the plug/retainer assembly unless you are planning to replace the valve stem.
26
Page 27

Instruction Manual
D101634X012
Never reuse an old valve stem with a new plug or reinstall a valve stem after it has been removed. Replacing a valve stem
requires drilling a new pin hole in the stem. This drilling weakens the stem and may cause failure in service. However, a
used valve plug may be reused with a new valve stem.
HP and HPA Valves
July 2017
2. Remove the plug/retainer assembly (with C‐seal plug seal), cage, and seat ring from the valve body following the
appropriate instructions in the Trim Removal section in this manual.
3. Locate the staked thread on top of the valve plug (figure 14). The staked thread secures the retainer. Use a drill with
a 1/8 inch bit to drill out the staked area of the thread. Drill approximately 1/8‐inch into the metal to remove the
staking.
4. Locate the break between sections of the piston ring(s). Using an appropriate tool such as a flat‐blade screwdriver,
carefully pry out the piston ring(s) from the groove(s) in the C‐seal retainer.
5. After removing the piston ring(s), locate the 1/4‐inch diameter hole in the groove. In a retainer with two piston ring
grooves, the hole will be found in the upper groove.
6. Select an appropriate tool such as a punch and place the tip of the tool into the hole with the body of the tool held
tangent to the outside diameter of the retainer. Strike the tool with a hammer to rotate the retainer and free it from
the valve plug. Remove the retainer from the plug.
7. Use an appropriate tool such as a flat‐blade screwdriver to pry the C‐seal plug seal off the plug. Use caution to avoid
scratches or other damage to the sealing surfaces where the C‐seal plug seal makes contact with the valve plug
(figure 15).
8. Inspect the lower seating surface where the valve plug contacts the seat ring for wear or damage which would
prevent proper operation of the valve. Also, inspect the upper seating surface inside the cage where the C‐seal plug
seal contacts the cage, and inspect the sealing surface where the C‐seal plug seal makes contact with the plug
(figure 15).
9. Replace or repair trim parts according to the following procedure for Lapping Metal Seats, Remachining Metal
Seats, or other valve plug maintenance procedures as appropriate.
Lapping Metal Seats (C‐seal Constructions)
Before installing a new C‐seal plug seal, lap the lower seating surface (valve plug to seat ring, figure 15) following
appropriate procedures in the Lapping Seats section in this manual.
Remachining Metal Seats (C‐seal Constructions)
See figure 16. A valve plug with a C‐seal metal plug seal features two seating surfaces. One seating surface is found
where the valve plug contacts the seat ring. The second seating surface is found where the C‐seal plug seal contacts
the upper seating surface in the cage. If you machine the seats on the seat ring and/or plug, you must machine an
equal dimension from the seating area in the cage.
CAUTION
If metal is removed from the seat ring and plug and a corresponding amount is not removed from the cage seating area, the
C‐seal plug seal will be crushed as the valve closes and the C‐seal retainer will strike the seating area of the cage, preventing
the valve from closing.
27
Page 28

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Figure 15. Lower (Valve Plug to Seat Ring) and Upper (C‐seal Plug Seal to Cage) Seating Surfaces
RETAINER
C‐seal METAL
PLUG SEAL
1
A6780
VALVE PLUG
UPPER SEATING SURFACE
PLUG
SEAT
RING
LOWER SEATING SURFACE
NOTE:
1
UPPER SEATING SURFACE IS THE AREA OF CONTACT BETWEEN THE C‐seal METAL PLUG SEAL AND THE CAGE.
CAGE
CAGE
Trim Replacement (C‐seal Constructions)
1. Apply a suitable high‐temperature lubricant to the inside diameter of the C‐seal plug seal. Also, lubricate the
outside diameter of the valve plug where the C‐seal plug seal must be pressed into the proper sealing position
(figure 11).
2. Orient the C‐seal plug seal for correct sealing action based on the process fluid flow direction through the valve.
D The open interior of the C‐seal plug seal must face up in a valve with flow‐up construction (figure 11).
D The open interior of the C‐seal plug seal must face down in a valve with flow‐down construction (figure 11).
Note
An installation tool must be used to properly position the C‐seal plug seal on the valve plug. A tool is available as a Fisher spare part
or a tool could be manufactured following the dimensions given in figure 12.
3. Place the C‐seal plug seal over the top of the valve plug and press it onto the plug using the installation tool.
Carefully press the C‐seal plug seal onto the plug until the installation tool contacts the horizontal reference surface
of the valve plug (figure 13).
4. Apply a suitable high‐temperature lubricant to the threads on the plug. Then, place the C‐seal retainer onto the
plug and tighten the retainer using an appropriate tool such as a strap wrench.
28
Page 29

Instruction Manual
D101634X012
HP and HPA Valves
July 2017
Figure 16. Example of Machining the Lower (Valve Plug to Seat Ring) and Upper (C‐seal Plug Seal to Cage) Seating
Surfaces
C‐seal
RETAINER
UPPER SEATING
SURFACE
(4)
PLUG
0.508 (0.020)
MACHINING OF THE UPPER
SEATING SURFACE MUST
EQUAL THE TOTAL MACHINING OF
THE LOWER SEATING SURFACE
(PLUG PLUS SEAT RING). IF NOT, THE
RETAINER MAY STRIKE THE UPPER
SEATING SURFACE BEFORE THE
VALVE PLUG PROPERLY SEATS ON
THE LOWER SEATING SURFACE.
3
0.254 (0.010)
(4)
CAGE
1
SEAT
RING
(4)
2
mm (inch)
NOTE:
PLUS
MUST EQUAL
A6781 /IL
0.254 (0.010)
LOWER SEATING SURFACE
REMOVAL OF 0.010 INCH FROM THE SEAT RING
REMOVAL OF 0.254 mm (0.010 inch) FROM THE VALVE PLUG
1
REMOVAL OF 0.254 mm (0.010 inch) FROM THE SEAT RING
2
3
REMOVAL OF 0.508 mm (0.020 inch) FROM THE UPPER
SEATING SURFACE IN THE CAGE
4. THESE VALUES ARE FOR EXAMPLE ONLY. REMOVE ONLY THE MINI
MUM AMOUNT OF MATERIAL REQUIRED TO REFURBISH THE SEATS.
5. Using an appropriate tool such as a center punch, stake the threads on top of the plug in one place (figure 14) to
secure the C‐seal retainer.
6. Replace the piston rings following instructions in the Trim Replacement section in this manual.
7. Return the seat ring, cage, plug/retainer assembly, and stem to the valve body and completely reassemble the valve
package following the appropriate instructions in the Trim Replacement section in this manual.
CAUTION
To avoid excessive leakage and seat erosion, the valve plug must be initially seated with sufficient force to overcome the
resistance of the C‐seal plug seal and contact the seat ring. You can correctly seat the valve plug by using the same force
calculated for full load when sizing your actuator. With no pressure drop through the valve, this force will adequately drive
the valve plug to the seat ring, thus giving the C‐seal plug seal a predetermined permanent set. Once this is done, the
plug/retainer assembly, the cage, and the seat ring become a matched set.
With full actuator force applied and the valve plug fully seated, align the actuator travel indicator scale with the lower end
of valve travel. Refer to the appropriate actuator instruction manual for information on this procedure.
29
Page 30

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Parts Ordering
Each body‐bonnet assembly is assigned a serial number, which can be found on the valve body. This same number also
appears on the actuator nameplate when the valve body is shipped from the factory as part of a control valve
assembly. Refer to the number when contacting your Emerson sales office
or Local Business Partner for technical
assistance or when ordering replacement parts.
WARNING
Use only genuine Fisher replacement parts. Components that are not supplied by Emerson Automation Solutions should
not, under any circumstances, be used in any Fisher valve, because they may void your warranty, might adversely affect the
performance of the valve, and could cause personal injury and property damage.
Parts Kits
Standard Packing Kits (Non Live‐Loaded)
Stem Diameter, mm (Inches)
Yoke Boss Diameter, mm (Inches)
PTFE (Contains keys 22, 24, 25, 26, 27) RPACKX00022 RPACKX00032 RPACKX00342 RPACKX00352
Double PTFE (Contains keys 22, 24, 26, 27) RPACKX00052 RPACKX00062 RPACKX00362 RPACKX00372
Single Graphite Ribbon/Filament (Contains keys 23 [ribbon ring],
23 [filament ring], 24, and 26)
Single Graphite Ribbon/Filament (Contains keys 23 [ribbon ring],
23 [filament ring], and 26)
Single Graphite Ribbon/Filament (Contains keys 23 [ribbon ring],
23 [filament ring])
12.7 (1/2)
71 (2‐13/16)
RPACKX00112 RPACKX00122 - - - - - -
- - - - - - RPACKX00532 RPACKX00542
RPACKX00142 RPACKX00152 - - - - - -
19.1 (3/4)
90 (3‐9/16)
25.4 (1)
127 (5)
31.8 (1-1/4)
127 (5, 5H)
Repair Kits (ENVIRO‐SEAL)
Stem Diameter, mm (Inches)
Yoke Boss Diameter, mm (Inches)
Double PTFE (Contains keys 214, 215, 218) RPACKX00202 RPACKX00212 RPACKX00222 RPACKX00232
Graphite ULF (Contains keys 207, 208, 209, 210, 214) RPACKX00602 RPACKX00612 RPACKX00622 RPACKX00632
Duplex (Contains keys 207, 209, 214, 215) RPACKX00302 RPACKX00312 RPACKX00322 RPACKX00332
12.7 (1/2)
71 (2‐13/16)
19.1 (3/4)
90 (3‐9/16)
25.4 (1)
127 (5)
Retrofit Kits (ENVIRO‐SEAL)
Stem Diameter, mm (Inches)
Yoke Boss Diameter, mm (Inches)
Double PTFE (Contains keys 200, 201, 211, 212,
214, 215, 216, 217, 218, tag, cable tie)
Graphite ULF (Contains keys 200, 201, 207, 208, 209,
210, 211, 212, 214, 217, tag, cable tie)
Duplex (Contains keys 200, 201, 207, 209, 211, 212, 214, 215,
216, 217, tag, cable tie)
30
12.7 (1/2)
71 (2‐13/16)
RPACKXRT022 RPACKXRT032 RPACKXRT042 RPACKXRT052
RPACKXRT272 RPACKXRT282 RPACKXRT292 RPACKXRT302
RPACKXRT222 RPACKXRT232 RPACKXRT242 RPACKXRT252
19.1 (3/4)
90 (3‐9/16)
25.4 (1)
127 (5)
31.8 (1‐1/4)
127 (5, 5H)
31.8 (1‐1/4)
127 (5, 5H)
Page 31

Instruction Manual
D101634X012
HP and HPA Valves
July 2017
Gasket Set* (Includes Key 11 Bonnet Gasket and Key 12 Seat Ring Gasket)
VALVE RATING
CL1500
Globe and Angle Valves
CL2500
Globe and Angle Valves
1. Gaskets should always be replaced as sets, not separately.
VALVE STYLE AND SIZE, NPS MATERIAL
HP Globe HPA Angle N06600/Graphite N07750/Graphite
1 (std) 1 (std) 12B7100X012 12B7100X022
2 (std) 2 (std) and 3 (std) 12B7100X032 12B7100X042
2 (Cavitrol III,
2‐Stage)
3 (std) 4 (std) 12B7100X052 12B7100X062
4 (std) 6 (std) 12B7100X082 ‐ ‐ ‐
6 (std) 8 (std) 12B7100X112 ‐ ‐ ‐
1 (std) 1 (std) 12B7100X152 12B7100X122
2 (std) 2 (std) 12B7100X162 12B7100X132
2 (Cavitrol III,
2‐Stage)
2 (Cavitrol III,
2 (Cavitrol III,
Figure 17. NPS 1 HPS Valve
(1)
2‐Stage)
2‐Stage)
12B7100X072 ‐ ‐ ‐
12B7100X172 12B7100X142
j APPLY LUB
52B6054‐B
FLOW
HPS TRIM
MICRO‐FORM PLUG
KEY 31 AND TAPPING
ARE OPTIONAL
FLOW UP
FLOW DOWN
FLOW
HPS TRIM
MICRO‐FLUTE PLUG
*Recommended spare parts
31
Page 32

HP and HPA Valves
July 2017
Figure 18. NPS 2 HPAD Valve
Instruction Manual
D101634X012
KEY 31 AND TAPPING
ARE OPTIONAL
FLOW UP
FLOW DOWN
32
53B6657
FLOW
HPAD
FLOW INLET
FLOW INLET
A5602
MICRO-FLAT VALVE PLUG ORIENTATION
E1635
FLOW
HPAS
MICRO‐FLAT PLUG
TWO-FLAT PLUG
ONE-FLAT PLUG
Page 33

Instruction Manual
D101634X012
Figure 19. NPS 2‐6 HPD Valve
HP and HPA Valves
July 2017
KEY 31 AND TAPPING
ARE OPTIONAL
j APPLY LUB
127 mm (5‐INCH) YOKE BOSS
52B6045‐C
(GLOBE & ANGLE)
FLOW
HPD TRIM
FLOW UP
FLOW DOWN
EXTENSION BONNET BAFFLE ASSEMBLY
(NPS 2 ONLY) (GLOBE & ANGLE)
33
Page 34

HP and HPA Valves
July 2017
Figure 20. NPS 2‐6 HP Valve ‐ Alternate Configurations
Instruction Manual
D101634X012
FLOW
HPT, HPAT TRIM
(ALL SIZES)
FLOW
NPS 2 HPT TRIM
2 STAGE CAVITROL III
FLOW
NPS 2‐3 HPS TRIM
FLOW
NPS 2 HPS TRIM
3 STAGE CAVITROL III
FLOW
HPS TRIM
MICRO‐FORM PLUG
(NPS 2 ONLY)
FLOW
NPS 3‐6 HPT TRIM
2 STAGE CAVITROL III
FLOW
NPS 3‐6 HPT TRIM
52B6045‐C
34
3 STAGE CAVITROL III
VIEW A
21B2120‐A
A6137
FLOW
UP
HPT, HPAT USING
PEEK ANTI‐EXTRUSION RINGS
FLOW
DOWN
Page 35

Instruction Manual
D101634X012
Figure 20. NPS 2‐6 HP Valve ‐ Alternate Configurations (Continued)
HP and HPA Valves
July 2017
HPT, HPAT TRIM WHISPER III,
FLOW
AVAILABLE IN HPD, HPAD, HPS,
AND HPAS (NPS 2)
FLOW
NPS 4 HPT TRIM WHISPER III LEVEL D
FLOW
NPS 4 HPD TRIM
WHISPER III
LEVEL D
FLOW
NPS 6 HPT TRIM WHISPER III LEVEL D
52B6045‐C
FLOW
NPS 6 HPD TRIM WHISPER III LEVEL D
VIEW B
35
Page 36

HP and HPA Valves
July 2017
Instruction Manual
D101634X012
Parts List
Numerous available combinations of valve parts make
selection of some parts difficult; when ordering valve
parts, provide the valve serial number with the order,
permitting proper selection of replacement parts to be
made at the factory.
Note
Contact your Emerson sales office
Ordering information.
Key Description
1 Valve Body ‐‐‐
If you need a valve body as a replacement part, order by valve
size, serial number, and desired material.
2* Cage/Baffle Assy
3 Bonnet Spacer
4* Seat Ring
5* Valve Plug
6* Valve Stem
7* Pin
8* Seal Ring/Piston Ring
9* Back Up Ring
10* Retaining Ring (for HPT/HPAT only)
11* Bonnet Gasket
12* Seat Ring Gasket
13 Stud, Cont Thd
14 Hex Nut
15 Anti‐Seize Lubricant (8 lb [3.6 Kg] can)
16 Nameplate
17 Wire
18 Bonnet ‐‐‐
If you need a bonnet as a replacement part, order by valve size
and stem diameter, serial number, and desired material.
19 Packing Flange
or Local Business Partner for Part
Key Description
20 Stud Bolt
21 Hex Nut
22* Packing Set
23* Packing Ring
24 Spring or Lantern Ring
25 Washer, Special
26* Packing Box Ring
27* Upper Wiper
28 Follower
29 Stud Bolt
30 Hex Nut
31 Pipe Plug (optional)
31 Lubricator (optional)
31 Lubricator/Isolating Valve (optional)
32 Yoke Locknut (optional)
36 Baffle
37 Retaining Ring
38 Drive Screw
39* Piston Ring
40 Washer
41 Flow Arrow
63* Anti‐Extrusion Ring
C‐seal Trim (figure 11)
2* Cage
4* Seat Ring
5* Valve Plug/Retainer
6* Valve Plug Stem, S20910
8* Piston Ring, graphite (2 req'd)
64* C‐seal, N07718
TSO Trim (figures 7, 8, and 9)
2* Cage
4* Seat Ring
5* Plug/Stem Assembly
8* Seal Ring
63* Anti‐Extrusion Ring
9* Back Up Ring
10* Retaining Ring
Neither Emerson, Emerson Automation Solutions, nor any of their affiliated entities assumes responsibility for the selection, use or maintenance
of any product. Responsibility for proper selection, use, and maintenance of any product remains solely with the purchaser and end user.
Fisher, Cavitrol, ENVIRO-SEAL, FIELDVUE, Whisper Trim, and WhisperFlo are marks owned by one of the companies in the Emerson Automation Solutions
business unit of Emerson Electric Co. Emerson Automation Solutions, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric
Co. All other marks are the property of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are not
to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability. All sales are
governed by our terms and conditions, which are available upon request. We reserve the right to modify or improve the designs or specifications of such
products at any time without notice.
Emerson Automation Solutions
Marshalltown, Iowa 50158 USA
Sorocaba, 18087 Brazil
Cernay, 68700 France
Dubai, United Arab Emirates
Singapore 128461 Singapore
www.Fisher.com
36
E 1991, 2017 Fisher Controls International LLC. All rights reserved.
*Recommended spare parts
 Loading...
Loading...