

Page 1

Instruction Manual
D200160X012
4195K Controllers
July 2018
Fisher™ 4195KA, KB, KC, and KS Gauge Pressure
Controllers
Contents
1. Introduction
Scope of Manual 4.............................
Description 4.................................
Specifications 4...............................
Educational Services 4.........................
2. Installation
Controller Mounting Orientation 9...............
Pipestand Mounting 10........................
Panel Mounting 10............................
Wall Mounting 11.............................
Actuator Mounting 11.........................
Pressure Connections 12.......................
Process Pressure Connection 12..............
Supply Pressure Connection 12..............
Remote Set Point (suffix letter M)
Pressure Connection 13..................
External Feedback Pressure Connection
(4195KB Controllers Only) 13.............
Vent 14......................................
3. 4195KA Proportional‐Only Controllers
Adjustments for 4195KA Controllers 15...........
Manual Set Point Adjustment 15.............
Remote Set Point (suffix letter M)
Adjustment 16..........................
Proportional Band Adjustment (PB ADJ) 16.....
Changing Controller Action 16...............
Switching The Auto/Manual Station
(suffix letter E) 17.......................
Prestartup Checks for 4195KA Controllers 17......
Startup for 4195KA Controllers 18...............
Calibration of 4195KA Controllers 18.............
General Calibration Instructions 19...........
Process Indicator Zero and Span Calibration 19.
Remote Set Point (suffix letter M)
Zero and Span Calibration 21..............
Flapper Alignment 22......................
Principle of Operation for 4195KA Controllers 23...
Overall Operation 23.......................
Remote Set Point (suffix letter M)
Operation 24...........................
Auto/Manual Station (suffix letter E)
Operation 24...........................
4. 4195KB Proportional‐Plus‐Reset
Controllers and 4195KC
Proportional‐Plus‐Reset‐Plus‐Rate Controllers
Adjustments for 4195KB and KC Controllers 25.....
Manual Set Point Adjustment 25.............
Remote Set Point (suffix letter M)
Adjustment 26..........................
Proportional Band Adjustment (PB ADJ) 26.....
Changing Controller Action 26...............
Reset Adjustment 27.......................
Rate Adjustment 27........................
Anti‐Reset Windup (suffix letter F)
Adjustment 27..........................
Switching the Auto/Manual Station
(suffix letter E) 27.......................
Prestartup Checks for 4195KB and KC
Controllers 28..............................
Startup for 4195KB and KC Controllers 28.........
Calibration of 4195KB and KC Controllers 30.......
General Calibration Instructions 30...........
Process Indicator Zero and Span
Calibration 30..........................
Remote Set Point (suffix letter M)
Zero and Span Calibration 32..............
Flapper Alignment 33......................
Anti‐Reset Windup (suffix letter F)
Differential Relief Valve Calibration 35......
Principle of Operation for 4195KB and KC
Controllers 36..............................
Overall Operation 36.......................
Anti‐Reset Windup (suffix letter F)
Operation 39...........................
Remote Set Point (suffix letter M)
Operation 39...........................
Auto/Manual Station (suffix letter E)
Operation 40...........................
External Feedback Operation 41..............
5. 4195KS Differential Gap Controllers
Operating Information 42......................
Adjustments for 4195KS Differential Gap
Controllers 43..............................
Manual Set Point 43........................
Remote Set Point (Option M) 43.............
Proportional Band (Differential Gap) 43.......
Changing Controller Action 43...............
www.Fisher.com
Page 2

4195K Controllers
July 2018
Instruction Manual
D200160X012
Contents (continued)
Auto/Manual Switching (Option E) 44.........
Prestartup Checks 44..........................
Startup 44...................................
Calibration 45................................
Process Zero and Span Adjustment 45........
Remote Set Point Zero and Span
(Option M) 45..........................
Setting Switching Points 46.................
Direct‐Acting Controllers 46.................
Reverse‐Acting Controllers 48...............
Principle of Operation 48.......................
Overall Operation 48.......................
Remote Set Point (Option M) 50.............
Auto/Manual Option 50.....................
6. Maintenance
Inspection and Maintenance 51..................
Troubleshooting 51............................
Replacing Common Controller Parts 55...........
Replacing the Process Pressure Scale 55.......
Replacing the Relay 56.....................
Replacing the Case and Cover 56.............
Replacing the Gauges 57....................
Replacing the Supply Gauge, Proportional,
Reset, Reset Valve and Positive Tubing
Feedback Assemblies 58..................
Replacing the Proportional Band Adjustment
Knob, Nozzle Assembly, and Set Point
Beam Assembly 58......................
Replacing the Flapper Assembly and
Flapper Flexure Pivot Assembly 63.........
Replacing the Proportional or Reset
Bellows 68.............................
Replacing the Reset Restriction Valve
(4195KB Controllers) 70..................
Replacing the Rate/Reset Valve Assembly
(4195KC Controllers) 71..................
Replacing the Anti‐Reset Windup
(suffix letter F) Differential Relief Valve 72...
Replacing the Anti‐Reset Windup
(suffix letter F) Relief Valve Tubing
Assembly 72............................
Bourdon Tube Controller Maintenance
and Calibration 73..........................
Replacing the Bourdon Tube 73..............
Replacing Bourdon Tube Controller Links 74...
Replacing Link 1 74......................
Replacing Link 2 75......................
Replacing Link 3 76......................
Replacing Link 4 77......................
Bourdon Tube Travel Stop Installation
and Adjustment 78......................
Bourdon Tube Controller Calibration:
Zero and Span Adjustment 79.............
Capsular Element Controller Maintenance
and Calibration 82..........................
Replacing the Capsular Element
Assembly 82..........................
Replacing Capsular Element Parts 83........
Replacing the Long Pivot Assembly 83......
Replacing the Short Pivot Assembly 84......
Replacing the Process Drive Flexure 84......
Replacing the Process Tubing 85...........
Replacing Capsular Element
Controller Links 85....................
Replacing Link 1 86......................
Replacing Link 2 86......................
Replacing Link 3 87......................
Replacing Link 4 87......................
Replacing Link 5 88......................
Capsular Element Controller
Maintenance Calibration 88...............
Precalibration Procedure 89...............
Aligning the Drive Bracket Assembly
Setting the Travel Stops 89................
Aligning the Linkage 90...................
Capsular Element Controller
Zero and Span Adjustment 91.............
Remote Set Point (suffix letter M)
Maintenance 92............................
Replacing the Remote Set Point
Assembly 92............................
Replacing Remote Set Point
Assembly Parts 94.....................
Replacing Pivot Assembly A (key 114) 94....
Replacing Pivot Assembly B (key 115) 95....
Replacing the Drive Flexure 95.............
Replacing the Remote Set Point Tubing 96...
Replacing Link A 96......................
Replacing Link B 96......................
Remote Set Point (suffix letter M)
Maintenance Calibration 96..................
Precalibration Procedure 96.................
Aligning the Flexures 97....................
Setting the Travel Stops 97..................
Aligning the Linkage 98.....................
Remote Set Point Zero and Span
Adjustment 98..........................
Remote Set Point Linearity Adjustment 99.....
Auto/Manual Station (suffix letter E)
Maintenance 100...........................
Replacing the Auto/Manual Station 100.......
Replacing the Switch Body Assembly,
Lever O‐Ring, Switch Body O‐Ring,
and Tubing Assembly 101................
Replacing the Loader Range Spring,
Diaphragm Assembly, Ball Seat,
Tubing, and Ball 102.....................
Replacing the Loader Valve Plug and
Valve Plug Spring 103....................
89.....
2
Page 3
Instruction Manual
D200160X012
Figure 1‐1. Fisher 4195K Gauge Pressure Controllers
4195K Controllers
July 2018
W5663‐1
Contents (continued)
7. Parts
Parts Ordering 105............................
Parts Kits 105.................................
Parts List 105.................................
Abbreviations Used In The Parts List 105.......
Controller Common Parts 106...............
Process and Set Point Indicator
Assembly 114...........................
Indicator Assembly 116.....................
Capsular Element Assembly 117..............
Remote Set Point Assembly
(suffix letter M) 118......................
Auto/Manual Station (suffix letter E) 119.......
Controller Mounting Parts 121...............
Pipestand Mounting 121..................
Pipestand Mounting with Regulator 121.....
W6831
NAMEPLATE
Panel Mounting 121......................
Wall Mounting 121.......................
Controller Mounting Parts for Actuator
with Casing‐Mounted Controller 121.....
Controller Mounting Parts for Actuator
with Yoke‐Mounted Controller 121.......
Regulator Mounting Parts 122...............
Regulator Mounting Parts for
Casing‐Mounted Regulator 122..........
Regulator Mounting Parts for
Yoke‐Mounted Regulator (Mounting
Bracket Not Required) 122..............
Regulator Mounting Parts for
Yoke‐Mounted Regulator
(With Mounting Bracket) 122............
Fittings 122...............................
3
Page 4

4195K Controllers
July 2018
Instruction Manual
D200160X012
Section 1 Introduction
Scope of Manual
This instruction manual provides installation, operating, calibration, maintenance, and parts ordering information for
Fisher 4195KA, KB, KC, and KS gauge pressure indicating controllers.
Portions of this manual apply only to specific 4195K controller configurations. These configurations are indicated by
letter suffixes in the type number that correspond to the mode and option designated in table 1‐2.
The specific controller type number (with letter suffixes) is located on the nameplate shown in figure 1‐1. Refer to
table 1‐2 for the definition of each 4195K type number.
Do not install, operate, or maintain a 4195K controller without being fully trained and qualified in valve, actuator, and
accessory installation, operation, and maintenance. To avoid personal injury or property damage, it is important to
carefully read, understand, and follow all the contents of this manual, including all safety cautions and warnings. If
you have any questions about these instructions, contact your Emerson sales office
proceeding.
or Local Business Partner before
Description
The controllers described in this manual provide gauge pressure control with the options as shown in table 1‐2.
D 4195KA: Proportional‐only control
D 4195KB: Proportional‐plus‐reset control
D 4195KC: Proportional‐plus‐reset‐plus‐rate control
D 4195KS: Differential gap control
These controllers show process pressure and set point on an easy‐to‐read process scale. The controller output is a
pneumatic signal that operates a final control element.
Specifications
Specifications for 4195KA, KB, KC, and KS controllers are listed in table 1‐1.
Educational Services
For information on available courses for 4195KA, 4195KB, 4195KC, and 4195KS gauge pressure indicating controllers,
as well as a variety of other products, contact:
Emerson Automation Solutions
Educational Services - Registration
Phone: 1-641-754-3771 or 1-800-338-8158
E-mail: education@emerson.com
emerson.com/fishervalvetraining
4
Page 5
Instruction Manual
D200160X012
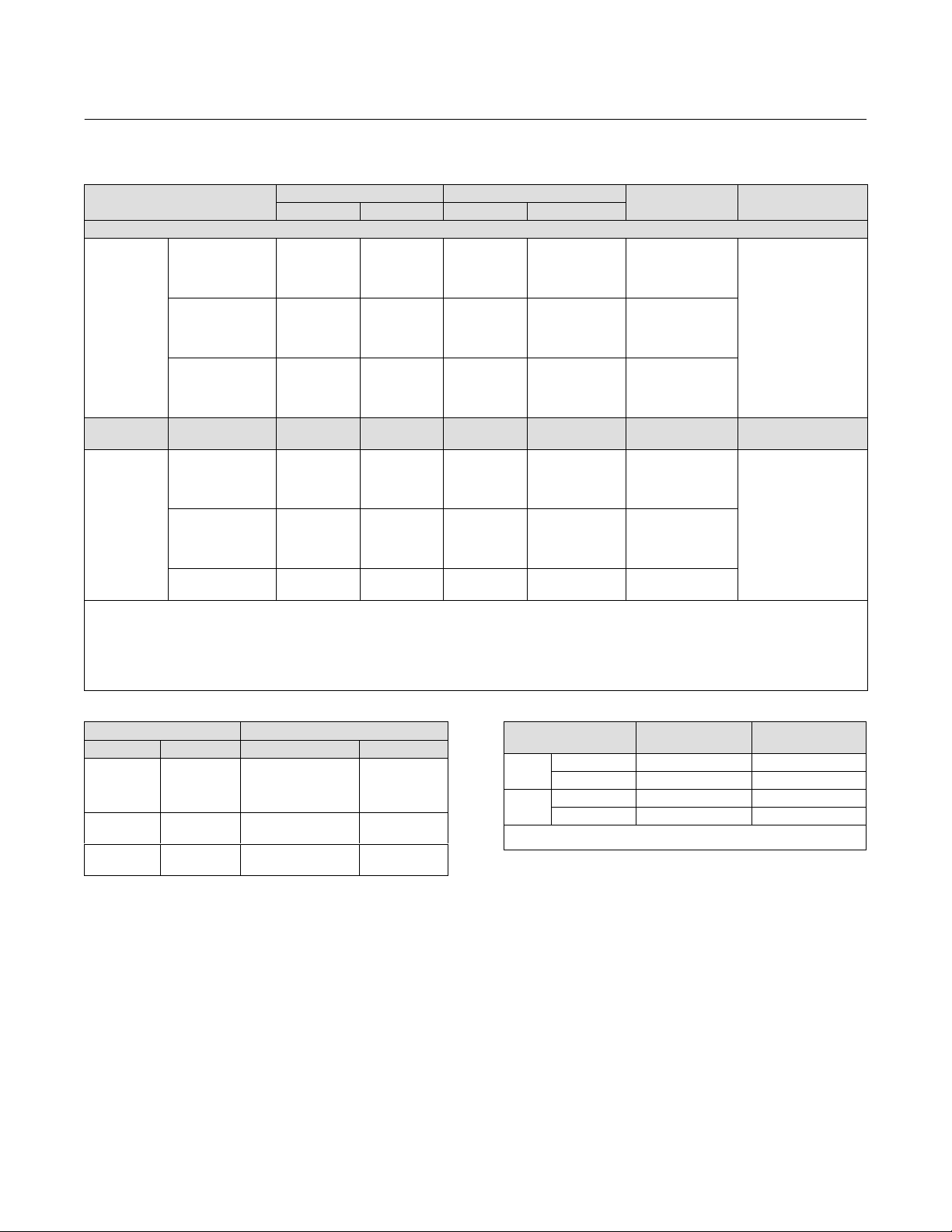
Table 1‐1. Specifications
4195K Controllers
July 2018
Available Configurations
See table 1‐2
Input Signal (Process Sensor Range)
Lower and Upper Range Limits: See tables 1‐3 and 1‐4
Maximum Allowable Operating Limits: See tables 1‐3
and 1‐4
Output Signal
Proportional‐Only, Proportional‐Plus‐Reset, or
Proportional‐Plus‐Reset‐Plus‐Rate Range: 0.2 to 1.0
bar or 0.4 to 2.0 bar (3 to 15 psig or 6 to 30 psig)
Differential Gap Range: 0 and 1.4 bar (0 and 20 psig)
or 0 and 2.4 bar (0 and 35 psig)
Action: Field‐reversible between direct (increasing
sensed process pressure increases output pressure)
or reverse (increasing sensed process pressure
decreases output pressure).
Process Scale
Standard scale is matched to the range of the sensing
element, with the exception of receiver controllers.
(1)
Optional
scales are available.
Process Connections
Standard: 1/4 NPT, internal, stainless steel
(all input ranges)
Optional: 1/2 NPT, see table 1‐5
Per ISO 8573-1
Maximum particle density size: Class 7
Oil content: Class 3
Pressure Dew Point: Class 3 or at least 10_C less than
the lowest ambient temperature expected
Remote Set Point Pressure Ranges
0.2 to 1.0 bar or 0.4 to 2.0 bar
(3 to 15 psig or 6 to 30 psig)
Controller Adjustments
Proportional Band: 5 to 500% of process input span
Reset: Adjustable from 0.01 to more than 74 minutes
per repeat (from 100 to less than 0.0135 repeats per
minute)
Rate: Adjustable from 0 to 20 minutes
Differential Gap Controllers: Adjustable from 5 to
100% of process scale range
Set Point: Adjustable from 0 to 100% of the scale span
Controller Performance
Repeatability: 0.4% of output span
Dead Band: Less than 0.4% of process scale span
Typical Frequency Response: 1.5 hertz and 90 degree
phase shift with 3.05 m (10 feet) of 6.4 mm (1/4‐inch)
tubing and 1639 cm
3 (
100 cubic inch) volume
Supply and Output Connections
1/4 NPT, internal
Supply Pressure Requirements
(2)
See table 1‐6
Supply Pressure Medium
Air or Natural Gas
Supply medium must be clean, dry, and noncorrosive
Per ISA Standard 7.0.01
A maximum 40 micrometer particle size in the air
system is acceptable. Further filtration down to 5
micrometer particle size is recommended. Lubricant
content is not to exceed 1 ppm weight (w/w) or
volume (v/v) basis. Condensation in the air supply
should be minimized.
-continued-
Steady‐State Air Consumption
0.2 to 1.0 Bar (3 to 15 Psig) Output:
0.08 m
3
/hr (2.8 scfh)
(3)(4)
0.4 to 2.0 Bar (6 to 30 Psig) Output:
0.07 m
Operative Ambient Temperature Limits
3
/hr (2.5 scfh)
(2)(5)
-40 to 71_C (-40 to 160_F)
Hazardous Area Classification
Complies with the requirements of ATEX Group II
Category 2 Gas and Dust
5
Page 6
4195K Controllers
July 2018
Table 1‐1. Specifications (continued)
Instruction Manual
D200160X012
Housing
Designed to NEMA 3 (Weatherproof) and IEC 529
IP54 Specifications
Declaration of SEP
Fisher Controls International LLC declares this
product to be in compliance with Article 4 paragraph
3 of the PED Directive 2014/68/EU. It was designed
Mounting
Controller can be mounted on actuator, panel, wall,
or pipestand.
Approximate Weight
4.5 kg (10 pounds)
NOTE: Specialized instrument terms are defined in ANSI/ISA Standard 51.1 - Process Instrument Terminology.
1. Consult your Emerson sales office
2. The pressure/temperature limits in this document and any applicable standard or code limitation should not be exceeded.
3. Normal m
4. Without auto/manual station. With auto/manual station add 0.01 m
5. Also use these temperatures for transportation and storage limits.
3
/hr—Normal cubic meters per hour (0_C and 1.01325 bar, absolute). Scfh—Standard cubic feet per hour (60_F and 14.7 psia).
or Local Business Partner for additional information.
3
/hr (0.5 scfh) for either output range.
and manufactured in accordance with Sound
Engineering Practice (SEP) and cannot bear the CE
marking related to PED compliance.
However, the product may bear the CE marking to
indicate compliance with other applicable EC
Directives.
Table 1‐2. Available Configurations for Fisher 4195KA, 4195KB, 4195KC, and 4195KS Controllers
MODES OPTIONS
Proportional‐
Plus‐Reset‐
Plus‐Rate
(Three‐Mode
Controllers)
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - X
X
X
X
X
X
X
X
- - -
- - -
- - -
- - -
Differential
Gap Controller
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - X
X
X
X
Internal
Auto/Manual
Station
E
- - X
- - X
- - X
- - X
- - X
- - X
- - X
- - X
- - X
- - X
- - X
- - X
(1)
Proportional‐
Only
(One‐Mode
Controllers)
X
X
X
X
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
CONTROLLER
4195KA
4195KB
4195KC
4195KS
1. Reverse‐acting constructions are designated by the suffix letter R added to the type number.
TYPE
NUMBER
4195KA
4195KAE
4195KAM
4195KAME
4195KB
4195KBE
4195KBF
4195KBFE
4195KBM
4195KBME
4195KBFM
4195KBFME
4195KC
4195KCE
4195KCF
4195KCFE
4195KCM
4195KCME
4195KCFM
4195KCFME
4195KS
4195KSE
4195KSM
4195KSME
Proportional‐
Plus‐Reset
(Two‐Mode
Controllers)
- - -
- - -
- - -
- - -
X
X
X
X
X
X
X
X
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
Anti‐Reset
Windup
F
- - -
- - -
- - -
- - -
- - -
- - X
X
- - -
- - X
X
- - -
- - X
X
- - -
- - X
X
- - -
- - -
- - -
- - -
Remote
Setpoint
M
- - -
- - X
X
- - -
- - -
- - -
- - X
X
X
X
- - -
- - -
- - -
- - X
X
X
X
- - -
- - X
X
6
Page 7
Instruction Manual
D200160X012
4195K Controllers
July 2018
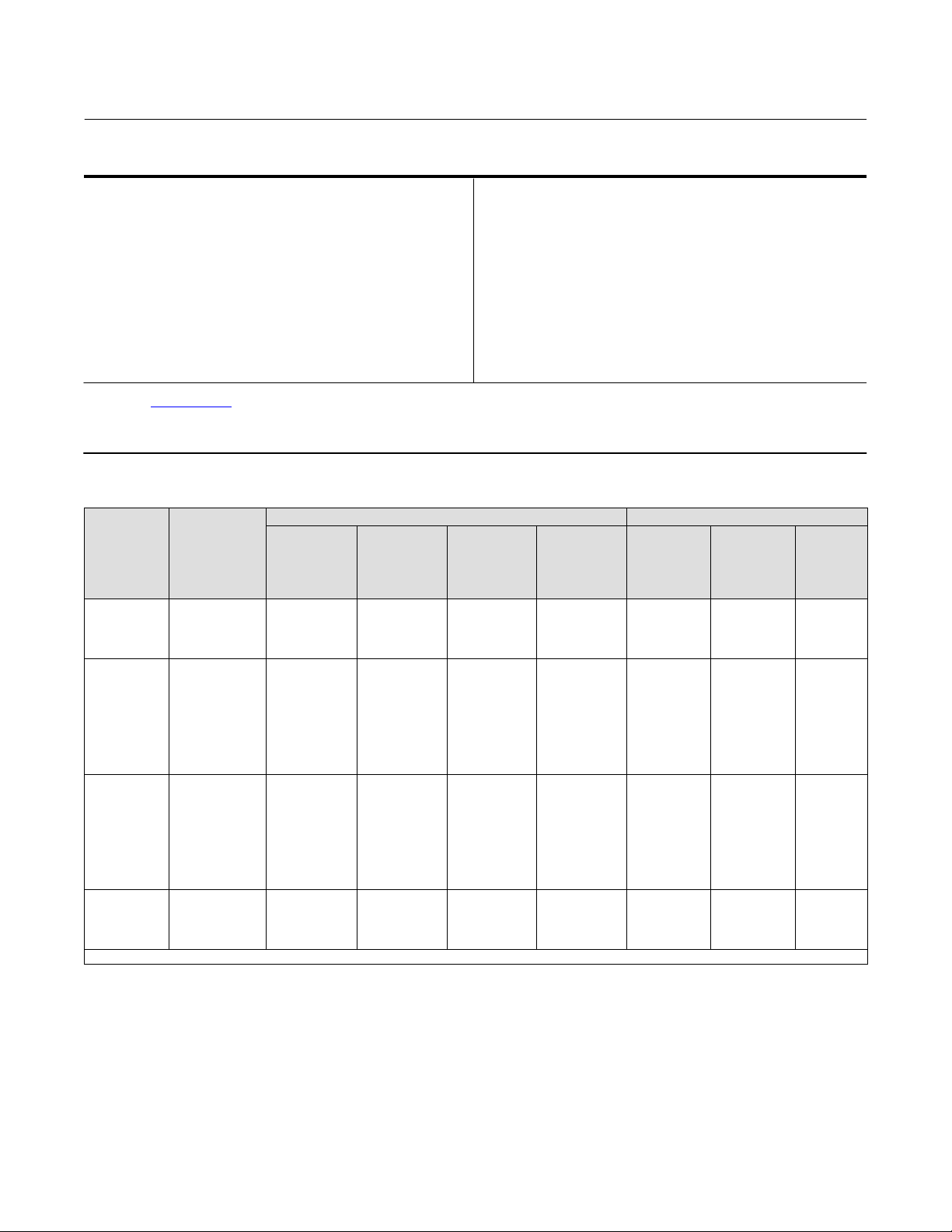
Table 1‐3. Process Sensor (Capsular Element) Pressure Ratings
(1)
CAPSULE
MATERIAL
Metric units
N09902
U.S. units
1. Minimum or maximum span, or any span in between, may be positioned anywhere within the operating range. For example, if a 0 to 350 mbar (0 to 5 psig) sensing element is used and the
minimum span of 1.75 mbar (2.5 psig) is set, the process indication can be calibrated to a range of -340 mbar to -203 mbar (-10 inch Hg to -6 inch Hg), 0 to 172 mbar (0 to 2.5 psig),
172 to 345 mbar (2.5 to 5 psig), 305 to 480 mbar (4.5 to 7 psig), or any value between minimum and maximum values of operating range.
2. Capsules with the travel stops set may be pressured to this value without permanent zero shift.
CAPSULAR
STANDARD RANGES
Positive pressure
Vacuum
Compound
Positive pressure
Vacuum
Compound
0 to 150 mbar
0 to 400 mbar
0 to 0.6 bar
0.2 to 1 bar
0 to 1 bar
0 to 1.4 bar
0 to 1.6 bar
0.4 to 2 bar
0 to 2 bar
-150 to 0 mbar
-340 to 0 mbar
-400 to 0 mbar
-0.6 to 0 bar
-1 to 0 bar
-50 to 100 mbar
-175 to 175 mbar
-150 to 250 mbar
-0.2 to 0.4 bar
-0.4 to 0.6 bar
-0.6 to 0.8 bar
-1 to 0.6 bar
-1 to 1 bar
0 to 60 inch wc
0 to 5 psig
0 to 10 psig
3 to 15 psig
0 to 15 psig
0 to 20 psig
6 to 30 psig
0 to 30 psig
-5 to 0 inch Hg
-10 to 0 inch Hg
-20 to 0 inch Hg
-30 to 0 inch Hg
-30 to 30 inch wc
-5 inch Hg to 2.5 psig
-10 inch Hg to 5 psig
-15 inch Hg to 7.5 psig
-20 inch Hg to 10 psig
-30 inch Hg to 15 psig
SPAN
Min Max Min Max
100 mbar
350 mbar
0.35 bar
0.4 bar
0.5 bar
0.7 bar
1 bar
0.8 bar
1 bar
85 mbar
170 mbar
350 mbar
0.35 bar
0.5 bar
100 mbar
175 mbar
350 mbar
0.35 bar
0.5 bar
0.7 bar
1 bar
1 bar
40 inch wc
2.5 psig
5 psig
6 psig
7.5 psig
10 psig
12 psig
15 psig
2.5 inch Hg
5 inch Hg
10 inch Hg
15 inch Hg
40 inch wc
2.5 psig
5 psig
7.5 psig
10 psig
15 psig
160 mbar
700 mbar
0.7 bar
0.8 bar
1 bar
1.4 bar
2 bar
1.6 bar
2 bar
170 mbar
340 mbar
700 mbar
0.7 bar
1 bar
160 mbar
350 mbar
700 mbar
0.7 bar
1 bar
1.4 bar
2 bar
2 bar
60 inch wc
5 psig
10 psig
12 psig
15 psig
20 psig
24 psig
30 psig
5 inch Hg
10 inch Hg
20 inch Hg
30 inch Hg
60 inch wc
5 psig
10 psig
15 psig
20 psig
30 psig
OPERATING RANGE
-350 mbar
-1 bar
-1 bar
-1 bar
-1 bar
-1 bar
-1 bar
-1 bar
-1 bar
-350 mbar
-480 mbar
-1 bar
-1 bar
-1 bar
-350 mbar
-480 mbar
-1 bar
-1 bar
-1 bar
-1 bar
-1 bar
-1 bar
-10 inch Hg
-14 inch Hg
-30 inch Hg
-30 inch Hg
-30 inch Hg
-30 inch Hg
-30 inch Hg
-30 inch Hg
-10 inch Hg
-14 inch Hg
-30 inch Hg
-30 inch Hg
-10 inch Hg
-14 inch Hg
-30 inch Hg
-30 inch Hg
-30 inch Hg
-30 inch Hg
350 mbar
1 bar
1 bar
1.4 bar
1.4 bar
1.7 bar
2.4 bar
2 bar
2.4 bar
350 mbar
480 mbar
1 bar
1 bar
1.4 bar
350 mbar
480 mbar
1 bar
1 bar
1.4 bar
1.7 bar
2.4 bar
2.4 bar
5 psig
7 psig
15 psig
20 psig
20 psig
25 psig
30 psig
35 psig
5 psig
7 psig
15 psig
20 psig
5 psig
7 psig
15 psig
20 psig
25 psig
35 psig
OPERATING
LIMIT
510 mbar
1.5 bar
1.5 bar
2 bar
2 bar
2.5 bar
3.5 bar
3 bar
3.5 bar
510 mbar
724 mbar
1.5 bar
1.5 bar
2 bar
510 mbar
724 mbar
1.5 bar
1.5 bar
2 bar
2.5 bar
3.5 bar
3.5 bar
7.5 psig
10.5 psig
22.5 psig
30 psig
30 psig
37.5 psig
45 psig
52.5 psig
7.5 psig
10.5 psig
22.5 psig
30 psig
7.5 psig
10.5 psig
22.5 psig
30 psig
37.5 psig
52.5 psig
(2)
7
Page 8
4195K Controllers
July 2018
Instruction Manual
D200160X012
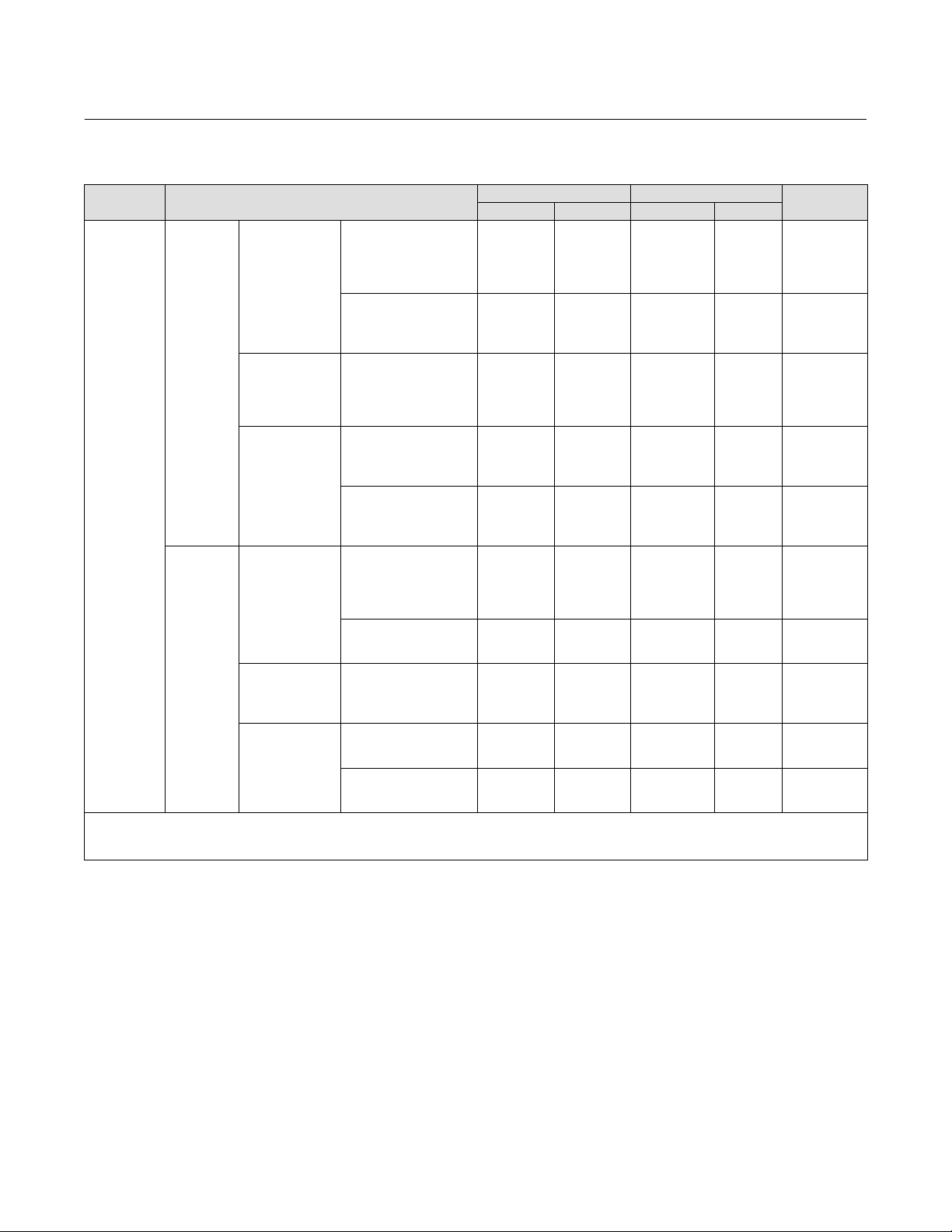
Table 1‐4. Process Sensor (Bourdon Tube) Pressure Ratings and Materials
BOURDON TUBES
SPAN
Minimum Maximum Minimum Maximum
OPERATING RANGE
(1)
Bar
Metric units
0 to 1.6
0 to 2.5
0 to 4
0 to 6
0 to 10
0 to 16
0 to 25
0 to 40
0 to 60
0 to 100
0 to 160
0 to 300
10
20
20
55
76
160
250
1
2
2
3.5
7
14
20
40
40
70
100
200
350
2
4
4
7
-1
-1
-1
-1
-1
-1
0
0
0
0
0
0
Psig Psig Psig Inch Hg Psig Psig
0 to 30
0 to 60
0 to 100
0 to 200
U.S. units
0 to 300
0 to 600
0 to 1000
0 to 1500
0 to 3000
0 to 5000
1. Minimum or maximum span, or any span in between, may be positioned anywhere within the operating range. For example, if a 0 to 2 bar (0 to 30 psig) sensing element is used and the
minimum span of 1 bar (15 psig) is set, the process indication can be calibrated to a range of -1 to 0 bar (-30 inch Hg to 0 psig), 0 to 1 bar (0 to 15 psig), 1 to 2 bar (15 to 30 psig), 2 to 3 bar (27
to 42 psig) or any value between the operating range minimum and maximum values.
2. Travel stops should be used when the maximum or minimum process pressure will be 5% over or under the calibrated range. For example, a 0 to 2 bar (0 to 30 psig) sensing element is
calibrated for 0.7 to 2 bar (10 to 30 psig), the desired range. The minimum expected pressure is 0 psig and the maximum expected pressure is 2.8 bar (40 psig). Travel stops must be used to
prevent excessive overtravel and undertravel since the maximum allowable overpressure and underpressure is higher than 5% of the 1.4 bar (20 psig) span which is ±70 mbar (±1 psig).
3. Bourdon tube without travel stops may be pressured to this value without permanent zero shift.
4. Bourdon tube with travel stops set may be pressured to this value without permanent zero shift.
15
30
50
100
150
300
750
1100
2200
3700
30
60
100
200
300
600
1000
1500
3000
5000
-30
-30
-30
-30
-30
0
0
0
0
0
(2)
10
20
30
60
60
90
135
270
420
42
84
140
280
420
840
1300
1950
3900
6000
OPERATING
(3)
3
6
6
LIMITS
(4)
3.3
6.6
6.6
STANDARD
MATERIAL
11
22
33
66
S31600 (316 SST)
66
103
155
310
482
STANDARD
MATERIAL
48
96
160
320
480
960
S31600 (316 SST)
1500
2250
4500
7000
Table 1‐5. Optional Process Connections
INPUT RANGE CONNECTION
Bar Psig Size Material
Up to
0 to 400
0 to 400 to
0 to 600
0 to 400 to
0 to 600
Up to
0 to 5000
0 to 5000 to
0 to 10,000
0 to 5000 to
0 to 10,000
J 1/2 NPT external
or
J 1/2 NPT
internal
1/2 NPT internal Stainless steel
1/2 NPT external Stainless steel
J Steel or
J stainless
steel
Table 1‐6. Supply Pressure Data
Output Range Signal
Bar
Psig
1. If this pressure is exceeded, control may be impaired.
2. If this pressure is exceeded, damage to the controller may result.
0.2 to 1.0 1.4 2.8
0.4 to 2.0 2.4 2.8
3 to 15 20 40
6 to 30 35 40
Normal Operating
Supply Pressure
(1)
Maximum
Pressure Limit
(2)
8
Page 9
Instruction Manual
D200160X012
4195K Controllers
July 2018
Section 2 Installation
WARNING
To avoid personal injury or property damage resulting from the sudden release of pressure:
D Always wear protective clothing, gloves, and eyewear when performing any installation operations.
D Personal injury or property damage may result from fire or explosion if natural gas is used as the supply medium and
preventive measures are not taken. Preventive measures may include, but are not limited to, one or more of the
following: Remote venting of the unit, re‐evaluating the hazardous area classification, ensuring adequate ventilation,
and the removal of any ignition sources. For information on remote venting of this controller, refer to page 14.
D Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
D If installing into an existing application, also refer to the WARNING at the beginning of the Maintenance section of this
instruction manual.
CAUTION
Do not use sealing tape on pneumatic connections. This instrument contains small passages that may become obstructed
by detached sealing tape. Thread sealant paste should be used to seal and lubricate pneumatic threaded connections.
Controller Mounting Orientation
Mount the controller with the housing vertical, as shown in figure 2‐1, so the vent points down.
Figure 2‐1. Typical Actuator Mounting
FISHER 657 ACTUATOR
4195K
CONTROLLER
67CFR
FILTER
REGULATOR
W8462-1
MOUNTING PLATE
9
Page 10

4195K Controllers
July 2018
Instruction Manual
D200160X012
Pipestand Mounting
Refer to figure 2‐2. Pipestand mounting parts are provided to mount the controller to a 2‐inch (nominal) pipe. Attach a
bracket (key 68) to the controller with cap screws (key 66) and lock washers (key 67). Attach two clamps (key 69) to
the bracket and fasten the controller to the pipe.
Figure 2‐2. Pipestand Mounting
HEX HEAD
CAP SCREW
(KEY 66)
LOCKWASHER
(KEY 67)
HEX NUT
(KEY 364)
LOCKWASHER
(KEY 363)
HEX HEAD
CAP SCREW
(KEY 362)
BRACKET
(KEY 68)
REGULATOR
49A3196‐A
A6732
PIPE CLAMP
(KEY 69)
VERTICAL PIPE
LOCKWASHER
(KEY 363)
HEX NUT
(KEY 364)
HEX HEAD
CAP SCREW
(KEY 66)
LOCKWASHER
(KEY 67)
ELBOW
(KEY 365)
HEX HEAD
CAP SCREW
(KEY 362)
PIPE CLAMP
(KEY 69)
BRACKET
(KEY 68)
ELBOW
(KEY 365)
HORIZONTAL PIPE
Panel Mounting
Using the dimensions shown in figure 2‐3, cut a hole in the panel surface. Slide the controller into the hole and attach
the bracket (key 68) to the rear of the controller using three cap screws (key 66) and lock washers (key 67). Tighten the
screws (key 70) to seat the case snugly and evenly against the panel surface.
10
Page 11
Instruction Manual
D200160X012
4195K Controllers
July 2018
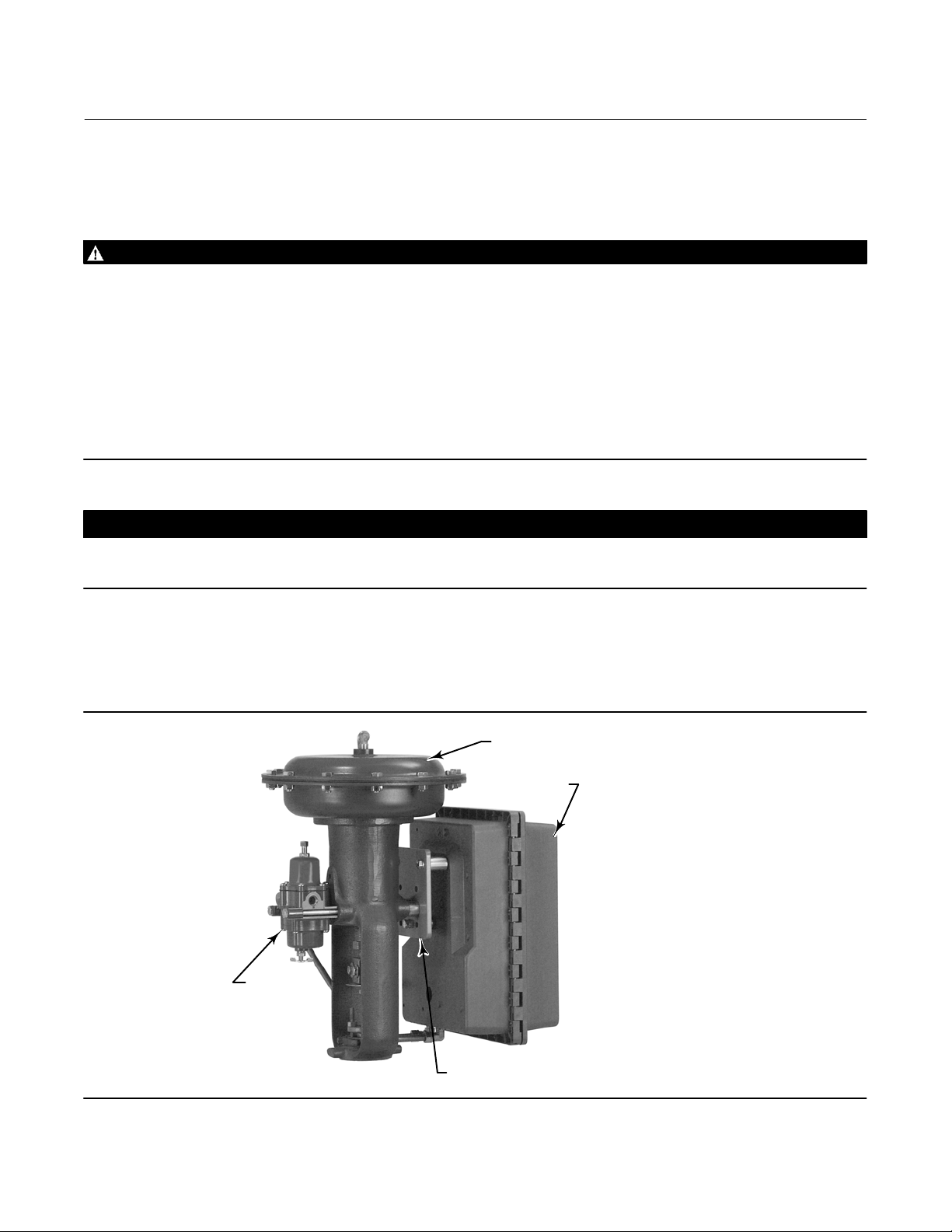
Figure 2‐3. Panel Mounting
LOCK
WASHER
(KEY 67)
36A9760‐A
A6733
TOP VIEW
84
(3.29)
63
(2.49)
HEX HEAD
CAP SCREW
(KEY 66)
BRACKET
(KEY 68)
ROUND
HEAD
MACHINE
SCREW
(KEY 70)
13
(0.50)
REAR VIEW
62
(2.43)
DIMENSIONS OF
PANEL CUTOUT
306
(12.06)
14
(0.56 R)
236
(9.31)
mm
(INCH)
Wall Mounting
Using the dimensions in figure 2‐4, drill holes in the wall to align with the four holes in the bracket (key 68). If the
tubing is to run through the wall, drill a hole in the wall large enough to accept the tubing. Mount the controller to the
bracket using three cap screws (key 66) and lock washers (key 67). Attach the bracket to the wall, using suitable screws
or bolts.
Figure 2‐4. Wall Mounting
260
(10.25)
HEX HEAD
CAP SCREW
(KEY 66)
161
36A9761‐B
A6734
TOP VIEW
(6.35)
LOCKWASHER
(KEY 67)
13
(0.50)
152
(6.00)
13
(0.50)
REAR VIEW
62
(2.43)
BRACKET
(KEY 68)
mm
(INCH)
Actuator Mounting
Refer to figure 2‐1. A controller specified for mounting on a control valve actuator is mounted at the factory. If the
controller is ordered separately for installation on a control valve actuator, mount the unit as described in this section.
Mounting parts vary for different actuator types.
Attach the mounting bracket to the actuator yoke with cap screws, lock washers, and spacer spools. Attach the
controller to the bracket with cap screws, lock washers, and spacer spools. On some designs, the mounting bracket is
attached to the actuator casing rather than to the yoke.
11
Page 12

4195K Controllers
July 2018
Instruction Manual
D200160X012
Pressure Connections
WARNING
To avoid personal injury or property damage resulting from the sudden release of pressure, do not install any system
component where service conditions could exceed the limits given in this manual. Use pressure‐relieving devices as
required by government or accepted industry codes and good engineering practices.
CAUTION
Do not use sealing tape on pneumatic connections. This instrument contains small passages that may become obstructed
by detached sealing tape. Thread sealant paste should be used to seal and lubricate pneumatic threaded connections.
Refer to figure 2‐5 for pressure connection locations. Supply, output, remote set point, external feedback, and vent
connections are 1/4 NPT, internal. Process pressure connections are 1/4 or 1/2 NPT (optional). Use 1/4‐inch or 3/8‐inch
pipe or tubing for supply, output, remote set point, and external feedback connections.
Process Pressure Connection
The connection marked A on the bottom of the case is the process input for all Bourdon tube controllers and those
capsular element controllers used in vacuum pressure applications. The connection marked B is the process input for
capsular element controllers used in positive pressure and compound pressure applications. See figure 2‐5 for the
location of the A and B connections.
When installing process piping, follow accepted practices to ensure accurate transmission of the process pressure to
the controller. Install a three‐valve bypass, shutoff valves, vents, drains, or seal systems as needed in the process
pressure lines. If necessary, install a needle valve in a process pressure sensing line to dampen pulsations.
If the instrument is located such that the adjacent process pressure lines are approximately horizontal, the lines should
slope downward to the instrument for liquid‐filled lines and upward toward the instrument for gas‐filled lines. This
reduces the possibility of air becoming trapped in the sensor with liquid‐filled lines or of condensation becoming
trapped in gas‐filled lines. The recommended slope is 83 millimeters per m (1 inch per foot).
If the controller is being used in conjunction with a control valve to control pipeline pressure, connect the process
pressure line in a straight section of pipe approximately 10 pipe diameters away from the valve and also away from
bends, elbows, and areas of abnormal fluid velocities. For pressure‐reducing service, the process pressure line must be
connected downstream of the control valve. For pressure‐relief service, the process pressure line must be connected
upstream of the control valve.
Supply Pressure Connection
WARNING
Severe personal injury or property damage may occur if the instrument air supply is not clean, dry and oil‐free, or
noncorrosive gas. While use and regular maintenance of a filter that removes particles larger than 40 micrometers in
diameter will suffice in most applications, check with an Emerson Automation Solutions field office and industry
instrument air quality standards for use with corrosive gas or if you are unsure about the proper amount or method of air
filtration or filter maintenance.
12
Page 13
Instruction Manual
D200160X012
4195K Controllers
July 2018
Supply pressure medium must be clean, dry, and noncorrosive and meet the requirements of ISA Standard 7.0.01 or
ISO 8573-1. A maximum 40 micrometer particle size in the air system is acceptable. Further filtration down to 5
micrometer particle size is recommended. Lubricant content is not to exceed 1 ppm weight (w/w) or volume (v/v)
basis. Condensation in the supply medium should be minimized.
Use a suitable supply pressure regulator to reduce the supply pressure source to the normal operating supply pressure
shown in table 1‐6. Connect supply pressure to the SUPPLY connection on the bottom of the case, shown in figure 2‐5.
Remote Set Point (suffix letter M) Pressure Connection
If the controller has remote set point (suffix letter M), connect the remote set point pressure to the top of the
controller case at the location shown in figure 2‐5. Use clean, dry air or noncorrosive gas. Use a 0.2 to 1.0 bar (3 to 15
psig) remote set point pressure range for a 0.2 to 1.0 bar (3 to 15 psig) controller output signal range or a 0.4 to 2.0
bar (6 to 30 psig) remote set point pressure range for a 0.4 to 2.0 bar (6 to 30 psig) controller output signal range. If
pressure is supplied to the remote set point connection with a regulator, a small bleed orifice should be placed
between the regulator and remote set point connection to prevent pressure variations due to regulator lock‐up.
External Feedback Pressure Connection (4195KB Controllers Only)
When a secondary controller in an override application has this option, reset windup is minimized in the secondary
controller. Connect the external feedback connection of the secondary controller to the output of the
customer‐supplied high or low select relay (see figures 2‐5 and 4‐9).
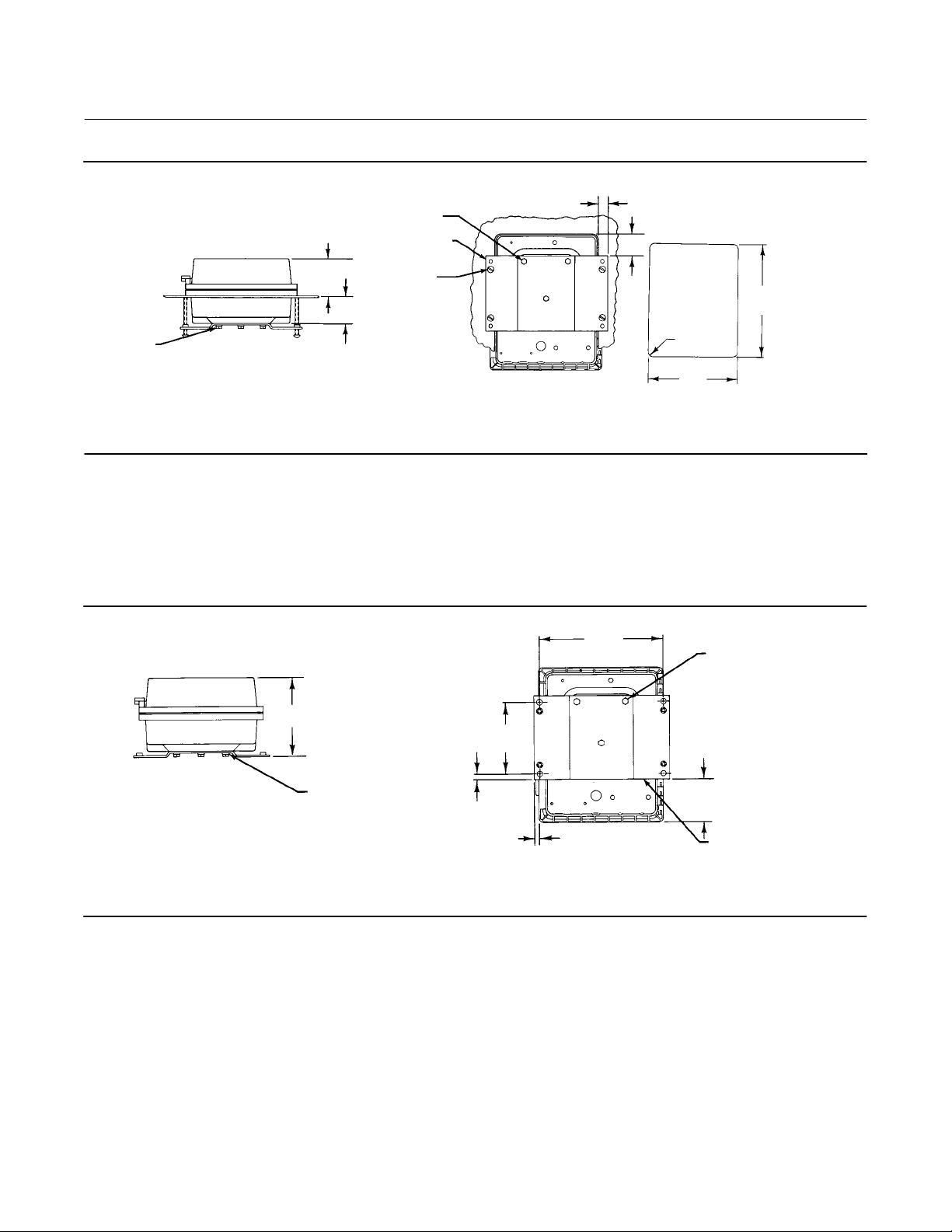
Figure 2‐5. Connection Locations
260
(10.25)
FRONT VIEW
1/4‐18 NPT CONTROLLER
OUTPUT CONNECTION
1/4‐18
NPT VENT
CONNECTION
BOTTOM VIEW
NOTES:
1 1/4‐18 NPT PROCESS CONNECTION (MARKED A) FOR ALL BOURDON TUBE CONTROLLERS AND FOR THOSE CAPSULAR
ELEMENT CONTROLLERS USED IN VACUUM PRESSURE APPLICATIONS.
2 1/4‐18 NPT PROCESS CONNECTION (MARKED B) FOR CAPSULAR ELEMENT CONTROLLERS USED IN POSITIVE AND COMPOUND PRESSURE APPLICATIONS.
3 FOR THE EXTERNAL FEEDBACK CONNECTIONS (4195KB CONTROLLERS ONLY), EITHER THE A OR B CONNECTION IS USED, DEPENDING ON THE
LOCATION OF THE PROCESS CONNECTION.
46A9765‐A
A2892‐4
130
(5.13)
330
(13.00)
1/4‐18 NPT
SUPPLY PRESSURE
CONNECTION
66
(2.56)
31
(1.22)
1/4 NPT 4 HOLES
(4.00)
REAR VIEW
147
(5.80)
102
51
(2.00)
5/16
UNC‐28
3 HOLES
(MOUNTING)
3.44
(87)
10.04
(255)
1/4 NPT
REMOTE SET POINT CONNECTION
TOP VIEW
mm
(INCH)
13
Page 14
4195K Controllers
July 2018
Instruction Manual
D200160X012
Vent
WARNING
Personal injury or property damage could result from fire or explosion of accumulated gas, or from contact with hazardous
gas, if a flammable or hazardous gas is used as the supply pressure medium. Because the controller case and cover
assembly do not form a gas‐tight seal when the assembly is enclosed, a remote vent line, adequate ventilation, and
necessary safety measures should be used to prevent the accumulation of flammable or hazardous gas. However, a remote
vent pipe alone cannot be relied upon to remove all flammable or hazardous gas. Vent line piping should comply with local
and regional codes and should be as short as possible with adequate inside diameter and few bends to reduce case pressure
buildup.
CAUTION
When installing a remote vent pipe, take care not to over‐tighten the pipe in the vent connection. Excessive torque will
damage the threads in the connection.
If a remote vent is required, the vent line must be as short as possible with a minimum number of bends and elbows.
Vent line piping should have a minimum inside diameter of 19 mm (3/4 inches) for runs up to 6.1 meters (20 feet) and
a minimum inside diameter of 25 mm (1 inch) for runs from 6.1 to 30.5 meters (20 to 100 feet).
The vent must be protected against the entrance of any foreign material that could plug it; or if a remote vent is not
required, the vent opening in the case must be protected against the entrance of any foreign material that could plug
it. Check the vent periodically to be certain it is not plugged.
14
Page 15
Instruction Manual
D200160X012
4195K Controllers
July 2018
Section 3 4195KA Proportional‐Only Controllers
Adjustments for 4195KA Controllers
This section includes descriptions of adjustments and procedures for prestartup, startup, and calibration. Adjustment
locations are shown in figures 3‐1 and 3‐3. To better understand the adjustments and overall controller operation,
refer to the Principle of Operation section and the schematic diagrams in figures 3‐4 and 3‐5. Unless otherwise noted,
key numbers given in this section are found in figure 7‐1.
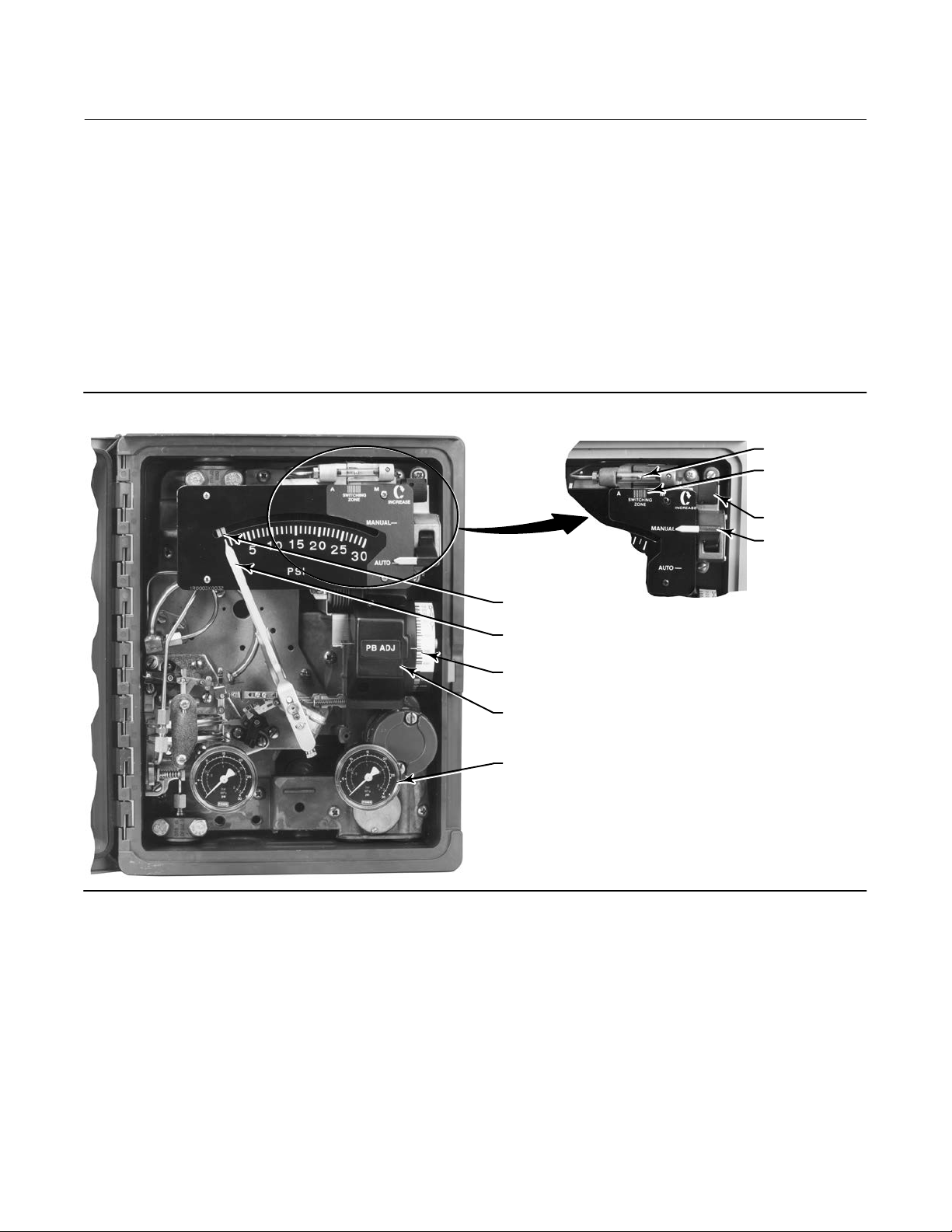
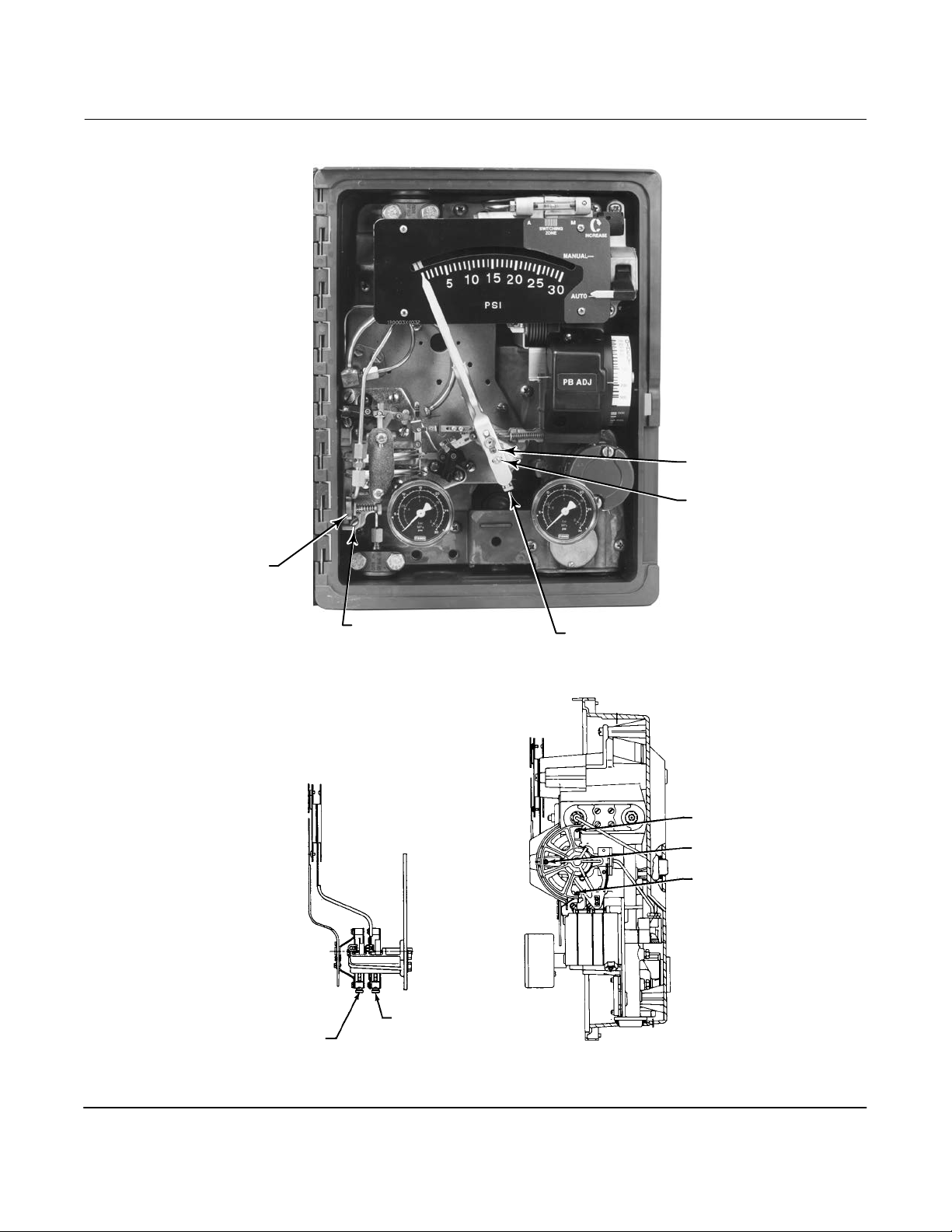
Figure 3‐1. Fisher 4195KA Controller Adjustment Locations
METAL BALL
SWITCHING
ZONE
INDICATOR
LOADER KNOB
AUTO/MANUAL
SWITCH
SET POINT
INDICATOR
PROCESS POINTER
PROPORTIONAL BAND
ADJUSTMENT
PROPORTIONAL BAND
INDICATOR COVER
OUTPUT PRESSURE GAUGE
W6832
W3679
AUTO/MANUAL STATION
(SUFFIX LETTER E)
Manual Set Point Adjustment
Adjust the set point by moving the set point indicator until the line on the set point indicator is over the desired value
on the process pressure scale. Move the indicator to the right to increase the set point and to the left to decrease it.
Adjusting the set point does not affect the proportional band setting.
15
Page 16

4195K Controllers
July 2018
Instruction Manual
D200160X012
Remote Set Point (suffix letter M) Adjustment
CAUTION
Do not manually move the set point indicator on controllers with remote set point. Manually moving the set point indicator
could damage the controller.
If the controller is equipped with remote set point (suffix letter M), vary the remote set point pressure to change the
set point. Increase the pressure to increase the set point, and decrease the pressure to decrease the set point.
Proportional Band Adjustment (PB ADJ)
The proportional band determines the controller output sensitivity. The proportional band adjustment is marked in
percentages of process pressure required to drive the controller from zero output to full output.
To adjust the proportional band, open the controller cover and locate the proportional band adjustment (PB ADJ)
knob. Rotate the knob until the desired value is opposite the line on the proportional band indicator cover.
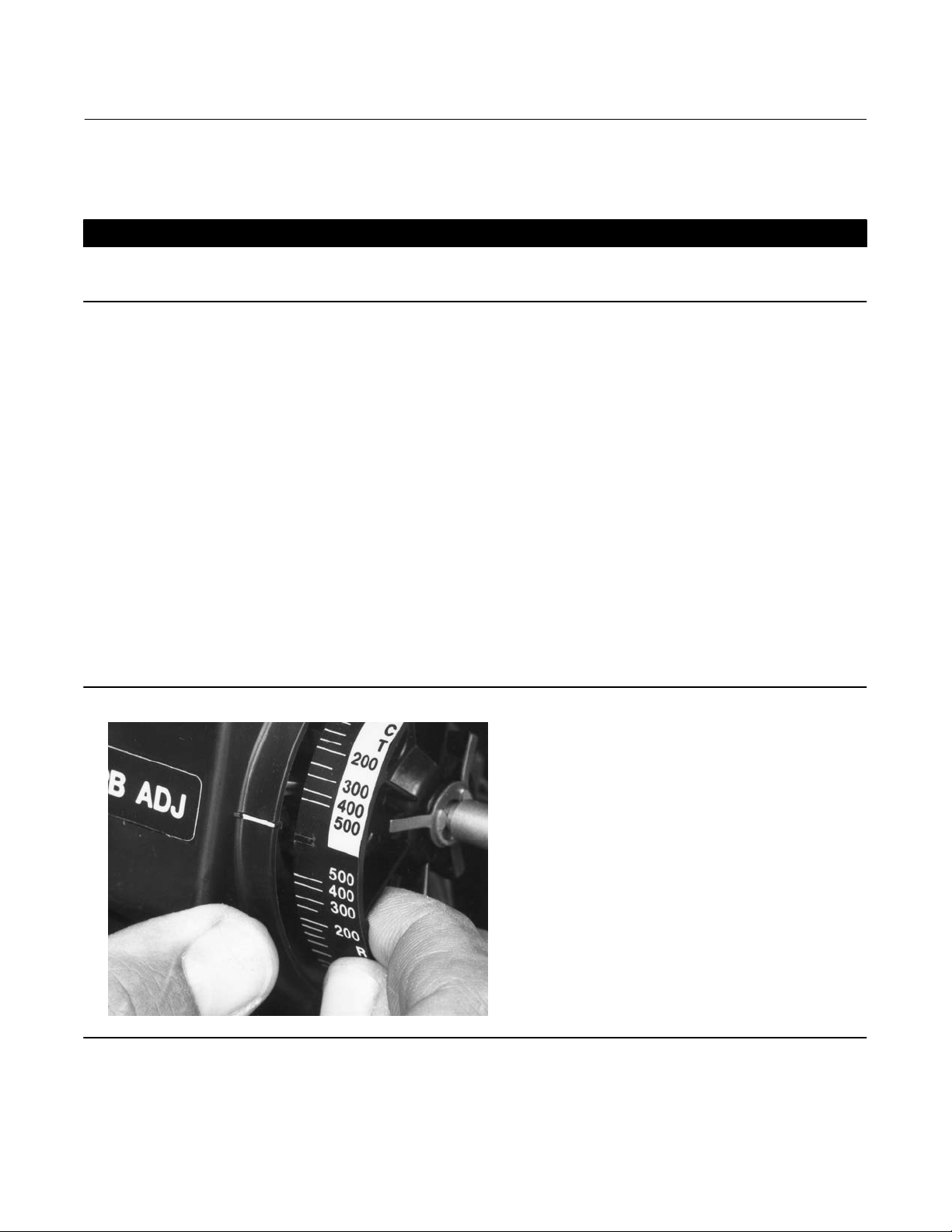
Changing Controller Action
To change the controller action from direct to reverse or vice versa, loosen the screws on the proportional band
indicator cover. Lift the cover out as shown in figure 3‐2 and rotate the proportional band adjustment to the desired
action. Setting the proportional band to the values in the white portion of the adjustment provides direct controller
action; setting proportional band in the black portion provides reverse controller action.
Figure 3‐2. Changing Controller Action on Fisher 4195KA Controllers
W3439
Bourdon Tube or Capsular Element Controllers for Positive or Compound Pressure
D For direct control action—An increasing sensed pressure increases output pressure.
D For reverse control action—An increasing sensed pressure decreases output pressure.
Capsular Element Controllers for Vacuum Pressure
D For direct control action—An increasing sensed vacuum increases output pressure.
16
Page 17
Instruction Manual
D200160X012
4195K Controllers
July 2018
D For reverse control action—An increasing sensed vacuum decreases output pressure.
After changing the action, tighten the screws on the proportional band indicator cover.
Switching The Auto/Manual Station (suffix letter E)
Note
Switching the controller between automatic and manual, or manual and automatic mode, without balancing the outputs, can
disturb the process and cause controller cycling.
Refer to figure 3‐1 if the controller has the auto/manual station (suffix letter E). To switch from automatic to manual
mode, or from manual to automatic, you must first balance the manual output with the controller output. Two
balance methods are available to equalize the manual output with the controller output.
To switch from automatic to manual mode, carefully adjust the loader knob until the metal ball inside the plastic tube
moves into the switching zone. Then move the automatic/manual switch to MANUAL. Turn the loader knob clockwise
to increase the controller output or counterclockwise to decrease it.
To switch from manual to automatic mode, adjust the set point to move the ball into the switching zone. Turn the
switch to AUTO and adjust the set point to control the output.
When the auto/manual switch is in AUTO, adjusting the loader knob has no effect on the controller output. When the
auto/manual switch is in MANUAL, changing the set point has no effect on the controller output.
Prestartup Checks for 4195KA Controllers
Refer to figure 3‐1 for adjustment locations and refer to figure 7‐1 for key number locations.
When performing the checks, open loop conditions must exist. An open loop exists when the controller output does
not affect the input pressure or other control signal to the controller.
Note
If the controller has the auto/manual station (suffix letter E), be sure the controller is in the automatic mode before performing the
prestartup checks.
1. Provide a means of measuring the controller output pressure by connecting the controller output to a pressure
gauge. Connect supply pressure to the supply pressure regulator and be sure it is delivering the proper supply
pressure to the controller. Do not exceed the normal operating pressure in table 1‐6.
2. For a controller with remote set point (suffix letter M), connect regulated pressure of 0.2 to 1.0 bar (3 to 15 psig) or
0.4 to 2.1 bar (6 to 30 psig) to the remote set point connection at the top of the controller case.
3. Remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36).
4. Adjust the set point a minimum of 20 percent of input span above the process pointer.
5. Adjust the proportional band for 5 percent DIRECT.
6. If necessary, connect a pressure source to the process connection and adjust the process pointer to the last mark on
the left side of the scale. If the last scale mark is 0 psig, a pressure source is not required.
17
Page 18
4195K Controllers
July 2018
7. The controller output pressure should be 0 bar (0 psig).
8. Rotate the proportional band to 5 percent REVERSE.
9. The controller output should be within 0.14 bar (2 psig) of the supply pressure.
10. If the controller output is within tolerance, adjust the proportional band to 400 percent in the desired action, secure
the proportional band indicator cover (key 36) with the machine screws (key 6), and go to the startup procedure. If
the controller output pressure is not within tolerance, go to the 4195KA calibration procedure for recalibration.
Instruction Manual
D200160X012
Startup for 4195KA Controllers
Perform the prestartup checks and, if necessary, calibrate the controller prior to this procedure.
Note
When performing the startup procedures, keep in mind that the initial settings are guidelines. They will vary depending on the
actual process being controlled.
1. Be sure the supply pressure regulator is delivering the proper supply pressure to the controller.
2. For controllers with:
Manual set point:
Move the set point adjustment to the desired set point.
Remote set point:
a. See figure 2‐5 for the location of the remote set point connection. Connect an adjustable pressure source to the
remote set point connection.
b. Adjust the pressure source until the set point indicator reaches the desired set point. Remember: Increasing the
remote set point pressure increases the set point.
3. Set the proportional band adjustment to 100 percent for fast processes. For slow processes, calculate the
proportional band percentage from the equation below:
P.B. +
For example:
4. Create a load upset by momentarily changing the set point. Check for system cycling. If the system does not cycle,
lower the proportional band setting (thus raising the gain) and disturb the system again by changing the set point.
Continue this procedure until the system cycles. At this point, double the proportional band setting (proportional
band setting x2).
5. Check the stability of the recommended proportional band setting by introducing a disturbance and monitoring
the process.
200 Allowable Overshoot
Pressure Span
200 0.14 bar
2.1 bar
^ 13%
Calibration of 4195KA Controllers
WARNING
To avoid personal injury or property damage resulting from the sudden release of pressure, do not exceed the operating
limits given in this manual.
18
Page 19

Instruction Manual
D200160X012
4195K Controllers
July 2018
General Calibration Instructions
Note
If the controller has the auto/manual station (suffix letter E), be sure the controller is in the automatic mode before performing
calibration.
If the prestartup checks, or startup, reveal faulty controller operation, perform the calibration described in this section.
These instructions are valid for either shop or field calibration, provided that open process loop conditions exist. Unless
otherwise noted, key numbers are found in figure 7‐1.
Do not use the gauges supplied with the controller during calibration. Monitor process pressure, supply pressure,
controller output pressure, and if applicable, remote set point pressure with external gauges.
Process Indicator Zero and Span Calibration
Before starting this procedure:
D Provide a regulated process pressure to the controller and a means of measurement external to the controller.
D Provide a means of measuring the controller output pressure by connecting the controller output to a pressure
gauge (open loop conditions must exist). Provide a regulated supply pressure to the controller. Do not exceed the
normal operating pressure in table 1‐6.
Refer to figures 3‐1 and 3‐3 for adjustment locations.
Note
Any change to the process pointer span adjustment will require readjustment of the process pointer zero adjustment.
19
Page 20
4195K Controllers
July 2018
Figure 3‐3. Fisher 4195KA Controller Calibration Adjustment Locations
REMOTE SET POINT
ZERO ADJUSTMENT
(SUFFIX LETTER M)
Instruction Manual
D200160X012
POINTER ZERO
ADJUSTMENT
POINTER ZERO
ADJUSTMENT
LOCKING SCREW
W6832
39A1126‐B
PROCESS
POINTER SPAN
ADJUSTMENT
REMOTE SET POINT
ZERO ADJUSTMENT
LOCKING SCREW
(SUFFIX LETTER M)
FRONT VIEW
REMOTE SET POINT
SPAN ADJUSTMENT
(SUFFIX LETTER M)
PROCESS POINTER
SPAN ADJUSTMENT
SCREW 1
SCREW 2
SCREW 3
56A9752‐S SHT 1
20
A6730
SIDE VIEW OF SET POINT/
PROCESS INDICATOR ASSEMBLY
SIDE VIEW OF CONTROLLER
SHOWING FLAPPER LEVELING SCREWS
Page 21

Instruction Manual
D200160X012
4195K Controllers
July 2018
1. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band between DIRECT and REVERSE.
3. Apply process pressure equal to the process scale span lower limit.
4. The process pointer should indicate the process scale lower limit. If not, adjust the process pointer to the process
scale lower limit by loosening the zero adjustment locking screw and turning the zero adjustment screw. Tighten
the zero adjustment locking screw.
5. Apply process pressure equal to the process scale span upper limit.
6. The process pointer should indicate the process scale upper limit. If not, adjust the span screw to correct one‐half of
the error as follows: clockwise to increase span for a low indication (below the upper limit); counterclockwise to
decrease span for a high indication (above the upper limit).
7. Repeat steps 3 through 6 until the error is eliminated.
8. Apply process pressure equal to the mid‐scale value of the process scale span. The process pointer should indicate
the mid‐scale mark, ±2 percent of span. If the error is greater than ±2 percent, refer to the Maintenance section and
perform the appropriate zero and span adjustment procedure for a Bourdon tube or capsular element controller.
9. Adjust the process pointer to within ±1 percent of the mid‐scale mark by loosening the locking screw and turning
the zero adjustment screw. This distributes the error over the entire scale span and brings all points within ±1
percent of the process input span.
10. Apply process pressure equal to the process scale span lower limit.
11. The process pointer should indicate the process scale lower limit ±1 percent of the scale span.
12. Apply process pressure equal to the process scale span upper limit.
13. The process pointer should indicate the process scale upper limit ±1 percent of the scale span.
14. If the error is greater than ±1 percent, repeat steps 3 through 13.
Remote Set Point (suffix letter M) Zero and Span Calibration
Refer to figures 3‐1 and 3‐3 for adjustment locations. Refer to figure 7‐1 for key number locations.
Note
Any adjustment of the remote set point span adjustment screw requires readjustment of the remote set point zero adjustment
screw.
1. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band between DIRECT and REVERSE.
3. Apply remote set point pressure equal to the lower range limit.
4. The set point indicator should indicate the process scale lower limit. If not, loosen the remote set point zero
adjustment locking screw and adjust the remote set point zero adjustment screw until the set point indicator aligns
with the process scale lower limit. Tighten the zero adjustment locking screw.
5. Apply remote set point pressure equal to the upper range limit.
6. The set point indicator should indicate the process scale upper limit. If not, adjust the remote set point span
adjustment screw to correct one‐half the error as follows: clockwise to increase span for a low indication;
counterclockwise to decrease span for a high indication.
7. Repeat steps 3 through 6 until the error is eliminated.
8. Apply remote set point pressure equal to the mid‐range value.
21
Page 22

4195K Controllers
July 2018
Instruction Manual
D200160X012
9. Make sure the set point indicator is within ±1 percent of the mid‐scale mark and if so, proceed to step 12. If the set
point indicator is not within 1 percent, but is within ±2 percent of the mid‐scale mark, then proceed with step 10. If
the set point indicator is not within ±2 percent, proceed to the remote set point calibration procedure in the
Maintenance section.
10. Loosen the remote set point zero adjustment locking screw and adjust the remote set point zero adjustment screw
to correct for half the error at mid‐scale. Tighten the zero adjustment locking screw.
11. Apply remote set point pressure equal to the lower and upper range limits and make sure the set point indicator is
within ±1 percent.
12. If necessary, perform the process indicator zero and span calibration procedure in this section. Otherwise, perform
the flapper alignment procedure in this section.
Flapper Alignment
Note
Perform the process indicator zero and span calibration procedure and, for controllers with remote set point (suffix letter M), the
remote set point zero and span calibration procedure before the flapper alignment.
Flapper leveling screw numbers and adjustments are shown in figure 3‐3. Key number locations are shown in figure
7‐1.
Provide a means of measuring the controller output pressure by connecting the controller output to a pressure gauge
(open‐loop conditions must exist). Provide a regulated supply pressure to the controller. Do not exceed the normal
operating pressure in table 1‐6. After performing the flapper alignment procedure, go to the startup procedure.
1. For a controller with manual set point, move the set point indicator to the mid‐scale mark on the process scale. For
a controller with remote set point (suffix letter M), adjust the remote set point pressure until the set point indicator
is at the mid‐scale mark on the process scale.
2. Apply process pressure equal to the mid‐scale value of the process scale span. If pressure is not available to pressure
the input element to the mid‐scale value, an alternate method is to disconnect link number 1 at the input element
and tape the process pointer at the mid‐scale mark on the process scale. If the controller has a capsular input
element, note the hole from which link number 1 was removed for proper replacement. This method should only be
used if pressure is not available to pressure the input element to the mid‐scale value.
3. Remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36).
4. Adjust the proportional band between DIRECT and REVERSE.
5. The controller output should be 0.62 ±0.007 bar (9 ±0.10 psig) for a 0.2 to 1.0 bar (3 to 15 psig) output or 1.2 ±0.01
bar (18 ±0.2 psig) for a 0.4 to 2.0 bar (6 to 30 psig) output. If not, adjust flapper leveling screw 2 (the screw nearest
the nozzle) until the output is within tolerance.
6. Set the proportional band to 30 percent DIRECT.
7. The controller output should be 0.62 ±0.02 bar (9 ±0.25 psig) or 1.2 ±0.04 bar (18 ±0.5 psig). If not, adjust flapper
leveling screw 3 (the screw nearest the nozzle).
8. Set the proportional band to 30 percent REVERSE.
9. The controller output should be 0.62 ±0.02 bar (9 ±0.25 psig) or 1.2 ±0.04 bar (18 ±0.5 psig). If not, adjust flapper
leveling screw 1 (the screw nearest the nozzle).
10. Repeat steps 4 through 9 until the controller output remains in tolerance without further leveling screw
adjustments.
11. If link 1 was disconnected, remove the tape and reconnect link 1 to the input element.
22
Page 23

Instruction Manual
D200160X012
4195K Controllers
12. Set the proportional band to 400 percent in the desired controller action and replace the proportional band
indicator cover.
Principle of Operation for 4195KA Controllers
Overall Operation
Refer to the schematic diagram in figure 3‐4.
Figure 3‐4. Fisher 4195KA Controller Schematic
July 2018
SET POINT INDICATOR
PROCESS POINTER
REMOTE SET POINT
CONNECTED HERE
INPUT ELEMENT
CONNECTED HERE
CONNECTING
LINK
SUPPLY PRESSURE
OUTPUT PRESSURE
PROPORTIONAL PRESSURE
NOZZLE PRESSURE
46A9764‐A
B1489‐2
BEAM
RESET BELLOWS (VENTED)
PROPORTIONAL
BELLOWS
FLAPPER
NOZZLE
PROPORTIONAL
BAND ADJUSTMENT
FEEDBACK
LINK
FEEDBACK
MOTION
DIRECT ACTION
QUADRANT
SUPPLY
PRESSURE
REVERSE ACTION
QUADRANT
FLAPPER PIVOT
INPUT
MOTION
FLAPPER DETAIL
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
RELAY
The input element is connected to the process pointer and to the flapper by connecting links. As the process pressure
increases (in a direct‐acting controller), the flapper moves toward the nozzle, restricting flow through the nozzle and
increasing nozzle pressure. When this occurs, relay action increases the output pressure (delivery) of the controller.
Output pressure is fed back to the proportional bellows. The action of the proportional bellows counteracts the flapper
movement that resulted from the process pressure change and backs the flapper away from the nozzle until
equilibrium is reached.
Moving the set point indicator changes the distance between the nozzle and flapper as does a change in process
pressure, except that when the set point is changed, the nozzle moves with respect to the flapper.
The proportional band adjustment positions the nozzle on the flapper. Increasing (widening) the proportional band
moves the nozzle to a position on the flapper where less input and more feedback motion occurs, which decreases the
gain of the controller. Decreasing (narrowing) the proportional band moves the nozzle toward a position where more
input and less feedback motion occurs, which increases the gain. The controller action is changed from direct to
reverse by turning the proportional band adjustment to position the nozzle on the flapper quadrant to a point where
the direction of the flapper motion versus input motion is reversed as shown in the flapper detail of figure 3‐4. With
the controller in the reverse‐acting mode, an increase in process pressure causes a decrease in output pressure.
23
Page 24

4195K Controllers
July 2018
Instruction Manual
D200160X012
Remote Set Point (suffix letter M) Operation
The capability to adjust the controller set point from a remote location is available with all 4195KA controllers. This
option is designated by the letter M in the type number.
A control pressure is applied to the capsular element within the remote set point assembly. The expansion and
contraction of the capsule moves the set point adjustment via a connecting linkage. Increasing the control pressure to
the capsule increases the set point setting and decreasing the control pressure reduces the set point setting.
Auto/Manual Station (suffix letter E) Operation
A controller with the auto/manual station (designated by the suffix letter E in the type number) has piping on the
output side of the relay as shown in figure 3‐5. Supply pressure to the relay is also applied to the manual loader. The
manual loader, functioning as a regulator, applies pressure to one side of the plastic tube and to the auto/manual
switch. Output pressure from the relay registers on the other side of the plastic tube as well as in the auto/manual
switch.
Figure 3‐5. Fisher 4195KA Auto/Manual Station Schematic
AUTOMATIC
POSITION
AUTO/MANUAL
SWITCH
MANUAL LOADER
MANUAL
LOADER KNOB
PLASTIC
TUBE
METAL
BALL
MANUAL POSITION
AUTO/MANUAL
SWITCH
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
48A5230‐A
A2999‐1
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
RELAY
SUPPLY PRESSURE
RELAY OUTPUT PRESSURE
SUPPLY PRESSURE
MANUAL LOADER OUTPUT PRESSURE
When the auto/manual switch is in the MANUAL position, the manual loader output is channeled through the
auto/manual switch and becomes the controller output. When the auto/manual switch is in the AUTO position, the
relay output is channeled through the switch to become the controller output.
Before the auto/manual switch is operated, the relay output must equal the manual loader output to avoid bumping
the process. Adjusting the set point varies the pressure on the left‐hand side of the plastic tube. Adjusting the manual
loader knob varies the pressure on the right‐hand side. When the pressures are equal, the metal ball is centered in the
tube and it is held in place by a small magnet. A pressure imbalance forces the ball to one end of the tube where it
forms a seal, blocking air flow through the tube.
24
Page 25

Instruction Manual
D200160X012
4195K Controllers
July 2018
Section 4 4195KB Proportional‐Plus‐Reset Controllers and
4195KC Proportional‐Plus‐Reset‐Plus‐Rate Controllers
Adjustments for 4195KB and KC Controllers
This section includes descriptions of adjustments and procedures for prestartup, startup, and calibration. Adjustment
locations are shown in figures 4‐1 and 4‐3. To better understand the adjustments and overall controller operation,
refer to the Principle of Operation section and to the schematic diagrams in figures 4‐5 through 4‐9. Unless otherwise
noted, key numbers given in this section are found in figure 7‐1.
Figure 4‐1. Fisher 4195KB and KC Controller Adjustment Locations
METAL BALL
SWITCHING
ZONE
INDICATOR
LOADER KNOB
AUTO/MANUAL
SWITCH
SET POINT
INDICATOR
PROCESS POINTER
W3679
AUTO/MANUAL STATION
(SUFFIX LETTER E)
PROPORTIONAL BAND
ADJUSTMENT
ANTI‐RESET WINDUP
DIFFERENTIAL RELIEF
VALVE (SUFFIX LETTER F)
SUPPLY
PRESSURE GAUGE
W6833
RESET
ADJUSTMENT
TYPICAL ADJUSTMENTS
4195KB SHOWN
OUTPUT PRESSURE GAUGE
RATE
ADJUSTMENT
W3599-1
4195KC RESET AND RATE ADJUSTMENTS
RESET
ADJUSTMENT
Manual Set Point Adjustment
Adjust the set point by opening the controller cover and moving the set point indicator until the line on the set point
indicator is over the desired value on the process pressure scale. Move the indicator to the right to increase the set
point and to the left to decrease it. Adjusting the set point does not affect the proportional band setting.
25
Page 26
4195K Controllers
July 2018
Instruction Manual
D200160X012
Remote Set Point (suffix letter M) Adjustment
CAUTION
Do not manually move the set point indicator on a controller with remote set point. Manually moving the set point
indicator could damage the controller.
If the controller is equipped with remote set point (suffix letter M), vary the remote set point pressure to change the
set point. Increase the pressure to increase the set point and decrease the pressure to decrease the set point.
Proportional Band Adjustment (PB ADJ)
The proportional band determines the controller output sensitivity. The proportional band adjustment is marked in
percentages of process pressure required to drive the controller from zero output to full output.
To adjust the proportional band, open the controller cover and locate the proportional band adjustment (PB ADJ)
knob. Rotate the knob until the desired value is opposite the line on the proportional band indicator cover.
Changing Controller Action
To change the controller action from direct to reverse or vice versa, loosen the screws on the proportional band
indicator cover. Lift the cover out as shown in figure 4‐2 and rotate the proportional band adjustment to the desired
action. Setting the proportional band to the values in the white portion of the adjustment provides direct controller
action; setting proportional band in the black portion provides reverse controller action.
Figure 4‐2. Changing Controller Action on Fisher 4195KB and KC Controllers
W3439
26
Page 27

Instruction Manual
D200160X012
4195K Controllers
July 2018
Bourdon Tube or Capsular Element Controllers for Positive or Compound Pressure
D For direct control action— An increasing sensed pressure increases output pressure.
D For reverse control action— An increasing sensed pressure decreases output pressure.
Capsular Element Controllers for Vacuum Pressure
D For direct control action— An increasing sensed vacuum increases output pressure.
D For reverse control action— An increasing sensed vacuum decreases output pressure.
After changing the action, tighten the screws on the proportional band indicator cover.
Reset Adjustment
To adjust reset, open the controller cover and locate the RESET adjustment. Rotate the adjustment clockwise to
decrease the minutes per repeat or counterclockwise to increase the minutes per repeat. Increasing the minutes per
repeat provides a slower reset action.
Rate Adjustment
To adjust rate, open the controller cover and locate the RATE adjustment. Rotate the adjustment clockwise to
decrease the minutes (less rate action) or counterclockwise to increase the minutes (more rate action).
Anti‐Reset Windup (suffix letter F) Adjustment
If the arrow on the relief valve points toward the bottom of the controller case, as shown in figure 4‐1, the valve opens
with increasing controller output pressure. If the arrow points in the opposite direction, the relief valve opens with
decreasing controller output pressure. Differential relief pressure is factory set at 0.3 bar (5 psig). Maximum relief
pressure is 0.5 bar (7 psig). The minimum is 0.1 bar (2 psig).
Turn the adjusting screw counterclockwise to increase differential relief pressure, clockwise to decrease it.
Switching the Auto/Manual Station (suffix letter E)
Note
Switching the controller between automatic and manual, or manual and automatic mode, without balancing the outputs, can
disturb the process and cause controller cycling.
Refer to figure 4‐1 if the controller has the auto/manual station (suffix letter E). To switch from automatic to manual
mode, or from manual to automatic, you must first balance the manual output with the controller output. Two
balance methods are available to equalize the manual output with the controller output.
To switch from automatic to manual mode, carefully adjust the loader knob until the metal ball inside the plastic tube
moves into the switching zone. Then move the automatic/manual switch to MANUAL. Turn the loader knob clockwise
to increase the controller output or counterclockwise to decrease it.
27
Page 28
4195K Controllers
July 2018
Instruction Manual
D200160X012
To switch from manual to automatic mode, adjust the set point to move the ball into the switching zone. Turn the
switch to AUTO and adjust the set point to control the output.
When the automatic/manual switch is in AUTO, adjusting the loader knob has no effect on the controller output.
When the automatic/manual switch is in MANUAL, changing the set point has no effect on the controller output.
Prestartup Checks for 4195KB and KC Controllers
Refer to figure 4‐1 for adjustment locations, and refer to figure 7‐1 for key number locations.
When performing the checks, open loop conditions must exist. An open loop exists when the controller output does
not affect the input pressure or other control signal to the controller.
Note
If the controller has the auto/manual station (suffix letter E), be sure the controller is in the automatic mode before performing
prestartup checks. If the controller has the external feedback option, connect the controller output connection to the external
feedback connection (see figure 2‐5). Adjust the controller for full output pressure and with the RESET knob adjusted to 0.01
minutes/repeat, verify the tubing connections do not leak. Disconnect after completing the prestartup checks.
1. Provide a means of measuring the controller output pressure by connecting the controller output to a pressure
gauge. Connect supply pressure to the supply pressure regulator and be sure it is delivering the proper supply
pressure to the controller. Do not exceed the normal operating pressure in table 1‐6.
2. For a controller with remote set point (suffix letter M), connect regulated pressure of 0.2 to 1.0 bar (3 to 15 psig) or
0.4 to 2.1 bar (6 to 30 psig) to the remote set point connection at the top of the controller case.
3. Remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36).
4. Adjust the set point a minimum of 20 percent of input span above the process pointer.
5. Turn the reset adjustment to 0.01 minutes per repeat.
6. Turn the rate adjustment to OFF (4195KC controllers).
7. Adjust the proportional band for 5 percent DIRECT.
8. If necessary, connect a pressure source to the process connection and adjust the process pointer to the last mark on
the left side of the scale. If the last scale mark is 0 bar (0 psig), a pressure source is not required.
9. The controller output pressure should be 0 bar (0 psig).
10. Rotate the proportional band to 5 percent REVERSE.
11. The controller output should be within 0.14 bar (2 psig) of the supply pressure.
12. If the controller output is within tolerance, adjust the proportional band to 400 percent in the desired action.
Secure the proportional band indicator cover (key 36) with the machine screws (key 6), and go to the startup
procedure. If the controller output pressure is not within tolerance, go to the 4195KB and KC calibration procedure
for recalibration.
Startup for 4195KB and KC Controllers
Perform the prestartup checks and, if necessary, calibrate the controller prior to this procedure.
Note
When performing the startup procedures, keep in mind that the initial settings are guidelines. They will vary depending on the
actual process being controlled.
28
Page 29
Instruction Manual
D200160X012
4195K Controllers
July 2018
1. Be sure the supply pressure regulator is delivering the proper supply pressure to the controller.
2. For controllers with:
Manual set point:
Move the set point indicator to the desired set point.
Remote set point:
a. See figure 2‐5 for the location of the remote set point connection. Connect an adjustable pressure source to the
remote set point connection.
b. Adjust the pressure source until the set point indicator reaches the desired set point. Remember: Increasing the
remote set point pressure increases the set point.
3. Set the reset adjustment to 0.05 minutes per repeat for fast processes. Set it to 0.5 minutes per repeat for slow
processes. For controllers with rate, set the rate adjustment to OFF.
4. Set the proportional band to 100 percent for fast processes. For slow processes, calculate the proportional band
percentage from the equation below:
P.B. +
200 Allowable Overshoot
Pressure Span
For example:
200 0.14 bar
2.1 bar
^ 13%
5. If the controller is used in conjunction with a control valve, return the control valve to service by slowly opening the
upstream and downstream manual control valves in the pipeline. Close the manual bypass valve, if one is used.
6. Tune the various controller actions.
Tuning proportional action: Create a load upset by momentarily changing the set point. Check for system cycling. If
the system does not cycle, lower the proportional band setting (thus raising the gain) and disturb the system again by
changing the set point. Continue this procedure until the system cycles. At this point, double the proportional band
setting (proportional band setting ×2).
Tuning reset action: Disturb the system. If the system does not cycle, speed up the reset by changing the setting to a
lower value (faster reset). Disturb the system again. Continue this procedure until the system cycles. When the system
cycles, multiply the reset time setting by a factor of three (reset setting ×3) and slow down the reset by changing the
reset setting to the higher value. The reset is now tuned.
Tuning rate action: For a controller with rate (4195KC controllers), adjust the rate toward the higher setting until
cycling occurs. When the system cycles, divide the rate value by a factor of three (rate setting ÷3) and decrease the
rate by changing the setting to the lower value. The rate is now tuned.
7. Check the stability of the recommended proportional band setting by introducing a disturbance and monitoring
the process.
8. Once stable control is attained, the process pointer and set point indicator should be in line. If they are aligned,
return the set point to the desired value. If they are not, readjust the set point to the desired control point and
proceed with step 9.
9. If the process pointer is within 5 percent of the set point indicator, turn the link 3 adjustment (see figure 6‐13
or 6‐21 for location) until the process pointer aligns with the set point indicator. Turn the link 3 adjustment screw
clockwise to increase the process indication or counterclockwise to decrease it. If the process pointer is misaligned
with the set point indicator by more than 5 percent of the scale span, perform the calibration procedures for
4195KB and KC controllers.
29
Page 30
4195K Controllers
July 2018
Instruction Manual
D200160X012
Calibration of 4195KB and KC Controllers
WARNING
To avoid personal injury or property damage resulting from the sudden release of pressure, do not exceed the operating
limits given in this manual.
General Calibration Instructions
Note
If the controller has the auto/manual station (suffix letter E), be sure the controller is in the automatic mode before performing
calibration.
If the prestartup checks, or startup, reveal faulty controller operation, perform the calibration described in this section.
These instructions are valid for either shop or field calibration, provided that open loop conditions exist. Unless
otherwise noted, key numbers are found in figure 7‐1.
Do not use the gauges supplied with the controller during calibration. Monitor process pressure, supply pressure,
controller output pressure, and if applicable, remote set point pressure with external gauges.
Process Indicator Zero and Span Calibration
Before starting this procedure:
D Provide a regulated process pressure to the controller and a means of measurement external to the controller.
D Provide a means of measuring the controller output pressure by connecting the controller output to a pressure
gauge (open‐loop conditions must exist). Provide a regulated supply pressure to the controller. Do not exceed the
normal operating pressure in table 1‐6.
Refer to figures 4‐1 and 4‐3 for adjustment locations.
Note
Any change to the process pointer span adjustment will require readjustment of the process pointer zero adjustment.
1. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band between DIRECT and REVERSE.
3. Apply process pressure equal to the process scale span lower limit.
30
Page 31

Instruction Manual
D200160X012
Figure 4‐3. Fisher 4195KB and KC Controller Calibration Adjustment Locations
POINTER ZERO
ADJUSTMENT
POINTER ZERO
ADJUSTMENT
LOCKING SCREW
PROCESS POINTER
SPAN ADJUSTMENT
ANTI‐RESET WINDUP
RELIEF VALVE
(SUFFIX LETTER F)
ANTI‐RESET WINDUP
VALVE ADJUSTING SCREW
(SUFFIX LETTER F)
4195K Controllers
July 2018
REMOTE SET POINT
ZERO ADJUSTMENT
(SUFFIX LETTER M)
W6833
REMOTE SET POINT
ZERO ADJUSTMENT
LOCKING SCREW
(SUFFIX LETTER M)
FRONT VIEW,
4195KB CONTROLLERS
PROCESS
POINTER SPAN
ADJUSTMENT
SIDE VIEW OF
SET POINT/PROCESS
INDICATOR ASSEMBLY
RESET
ADJUSTMENT
REMOTE SET POINT
SPAN ADJUSTMENT
(SUFFIX LETTER M)
59A9752‐S SHT 1
W3599-1
RATE
ADJUSTMENT
4195KC CONTROLLERS
RESET
ADJUSTMENT
SCREW 1
SCREW 2
SCREW 3
39A1126‐B
A6731
SIDE VIEW OF
CONTROLLER SHOWING
FLAPPER LEVELING SCREWS
31
Page 32

4195K Controllers
July 2018
Instruction Manual
D200160X012
4. The process pointer should indicate the process scale lower limit. If not, adjust the process pointer to the process
scale lower limit by loosening the zero adjustment locking screw and turning the zero adjustment screw. Tighten
the zero adjustment locking screw.
5. Apply process pressure equal to the process scale span upper limit.
6. The process pointer should indicate the process scale upper limit. If not, adjust the process pointer span screw to
correct one‐half the error as follows: clockwise to increase span for a low indication (below the upper limit);
counterclockwise to decrease span for a high indication (above the upper limit).
7. Repeat steps 3 through 6 until the error is eliminated.
8. Apply process pressure equal to the mid‐scale value on the process scale span. The process pointer should indicate
the mid‐scale mark, ±2 percent of span. If the error is greater than ±2 percent, refer to the Maintenance section and
perform the appropriate zero and span adjustment procedure for Bourdon tube or capsular element controllers.
9. Adjust the process pointer to within ±1 percent of the mid‐scale mark by loosening the zero adjustment locking
screw and turning the zero adjustment screw. This distributes the error over the entire scale range and brings all
points within ±1 percent of the process scale span.
10. Apply process pressure equal to the process scale lower limit.
11. The process pointer should indicate the process scale lower limit ±1 percent of the scale span.
12. Apply process pressure equal to the process scale upper limit.
13. The process pointer should indicate the process scale upper limit ±1 percent of the process scale span.
14. If the error is greater than ±1 percent, repeat steps 3 through 13.
Remote Set Point (suffix letter M) Zero and Span Calibration
Refer to figures 4‐1 and 4‐3 for adjustment locations. Refer to figure 7‐1 for key number locations.
Note
Any adjustment of the remote set point span adjustment screw requires readjustment of the remote set point zero adjustment
screw.
1. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band between DIRECT and REVERSE.
3. Apply remote set point pressure equal to the lower range limit.
4. The set point indicator should indicate the process scale lower limit. If not, loosen the remote set point zero
adjustment locking screw and adjust the remote set point zero adjustment screw until the set point indicator aligns
with the process scale lower limit. Tighten the zero adjustment locking screw.
5. Apply remote set point pressure equal to the upper range limit.
6. The set point indicator should indicate the process scale upper limit. If not, adjust the remote set point span
adjustment screw to correct one‐half the error as follows: clockwise to increase span for a low indication;
counterclockwise to decease span for a high indication.
7. Repeat steps 3 through 6 until the error is eliminated.
8. Adjust the remote set point pressure to the mid‐range value.
9. Make sure the set point indicator is within ±1 percent of the mid‐scale mark, and if so, proceed to step 12. If the set
point indicator is not within 1 percent, but is within ±2 percent of the mid‐scale mark, proceed with step 10. If the
set point indicator is not within ±2 percent, proceed to the remote set point zero and span adjustment procedure in
the Maintenance section.
32
Page 33

Instruction Manual
D200160X012
4195K Controllers
July 2018
10. Loosen the remote set point zero adjustment locking screw and adjust the remote set point zero adjustment screw
to correct for half the error at mid scale. Tighten the zero adjustment locking screw.
11. Apply remote set point pressure equal to the lower and upper range limits and make sure the set point indicator is
within ±1 percent.
12. If necessary, perform the process indicator zero and span calibration procedure in this section. Otherwise, perform
the flapper alignment procedure in this section.
Flapper Alignment
Note
Perform the process indicator zero and span calibration procedure and, for controllers with remote set point (suffix letter M), the
remote set point zero and span calibration procedure before the flapper alignment.
Flapper leveling screw numbers and adjustments are shown in figure 4‐3. Key number locations are shown in
figure 7‐1.
Provide a means of measuring the controller output pressure by connecting the controller output to a pressure gauge
(open‐loop conditions must exist). Do not apply supply pressure at this time.
Note
4195KB and KC controllers with anti‐reset windup (suffix letter F) are supplied with two O‐rings (key 52), valve cover (key 51), and
two machine screws (key 53). Use these parts in the next step.
1. For controllers with anti‐reset windup (suffix letter F), record the direction of the arrow on the anti‐reset windup
relief valve (key 55). Remove the relief valve and install the two O‐rings (key 52) and valve cover (key 51) supplied
with the controller. Secure the valve cover with the two machine screws (key 53) provided.
2. If necessary, remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36).
3. If the controller has the external feedback option (available with the 4195KB only), connect the controller output to
the external feedback connection. See figure 2‐5 for the location of the output and external feedback connections.
4. Provide regulated supply pressure to the controller. Do not exceed the normal operating pressure in table 1‐6.
5. For a controller with manual set point, move the set point indicator to the mid‐scale mark on the process scale. For
a controller with remote set point (suffix letter M), adjust the remote set point pressure until the set point indicator
is at the mid‐scale mark on the process scale.
6. Set the reset adjustment to 0.01 minutes per repeat.
7. If the controller has rate (4195KC controllers), turn the rate adjustment to OFF.
8. Apply process pressure equal to the mid‐scale value of the process scale span. If pressure is not available to pressure
the input element to mid‐scale value, an alternate method is to disconnect link number 1 at the input element and
tape the process pointer at mid‐scale mark on the process scale. If the controller has a capsular input element, note
the hole where link number 1 is connected to the input element, then disconnect link 1. This method should only be
used if pressure is not available to pressure the input element to the mid‐scale value.
Note
Because of the high controller gain, the controller output will not remain stable in steps 9 through 13. The controller output gauge
is adequate to check the output pressure during this procedure.
33
Page 34

4195K Controllers
July 2018
Instruction Manual
D200160X012
9. Set the proportional band between DIRECT and REVERSE.
10. The controller output should be relatively stable at any value within the output range. If not, adjust flapper leveling
screw 2 (the screw nearest the nozzle) until the output is relatively stable.
11. Set the proportional band to 30 percent DIRECT. The controller output should be relatively stable at any value
within the output range. If not, adjust flapper leveling screw 3 (the screw nearest the nozzle) until the output is
relatively stable.
12. Set the proportional band to 30 percent REVERSE. The controller output should be relatively stable at any value
within the output range. If not, adjust flapper leveling screw 1 (the screw nearest the nozzle) until the output is
relatively stable.
13. Repeat steps 9 through 12 until the controller output remains relatively stable without further flapper leveling
screw adjustment.
Note
Steps 14 through 20 check the flapper alignment.
14. Set the proportional band to 30 percent DIRECT.
15. Apply process pressure to the input element or, if link 1 was disconnected, remove the tape from the process
pointer and move the pointer until it aligns with the right‐hand edge of the set point indicator as shown in
figure 4‐4.
The controller output should be within 0.14 bar (2 psig) of the supply pressure.
Figure 4‐4. Alignment of the Process Pointer with the Set Point Indicator
W4039
RIGHT‐HAND EDGE
W4038
LEFT‐HAND EDGE
16. Apply process pressure to the input element or, if disconnected, move the process pointer until it aligns with the
left‐hand edge of the set point indicator as shown in figure 4‐4.
The controller output pressure should go to 0 bar (0 psig).
17. Set the proportional band to 30 percent REVERSE.
18. Apply process pressure to the input element or, if disconnected, move the process pointer until it aligns with the
right‐hand edge of the set point indicator as shown in figure 4‐4. The controller output should be 0 bar (0 psig).
19. Apply process pressure to the input element or, if disconnected, move the process pointer until it aligns with the
left‐hand edge of the set point indicator as shown in figure 4‐4. The controller output should be within 0.14 bar (2
psig) of the supply pressure.
20. If the controller does not perform as indicated in steps 14 through 19, the flapper is not correctly aligned. This may
occur because the output was not sufficiently stabilized in steps 9 through 13. Repeat steps 8 through 19.
34
Page 35

Instruction Manual
D200160X012
4195K Controllers
July 2018
21. When the flapper is correctly aligned, set the proportional band to 400 percent in the desired controller action and
replace the proportional band indicator cover. If link 1 was disconnected, reconnect link 1 to the input element
using the same hole noted in step 8.
22. Remove supply pressure.
23. If the controller has the external feedback option, disconnect the outside tubing which connects the external
feedback connection to the output connection.
24. For controllers with anti‐reset windup (suffix letter F), remove the two machine screws, valve cover and two O‐rings
installed in step 1 of this procedure. Install the anti‐reset windup relief valve (key 55) with the arrow pointing in the
direction recorded in step 1.
Anti‐Reset Windup (suffix letter F) Differential Relief Valve Calibration
Calibration for the differential relief valve to relieve on rising controller output pressure
1. Provide a means of measuring the controller output pressure by connecting the controller output to a pressure
gauge (open‐loop conditions must exist). Do not apply supply pressure at this time.
2. Set the reset adjustment to 0.01 minutes per repeat (wide open) and the rate adjustment (4195KC controllers only)
to the OFF position.
3. For a controller with manual set point, move the set point indicator to the mid‐scale mark on the process scale. For
a controller with remote set point, adjust the remote set point pressure until the set point indicator is at the
mid‐scale mark on the process scale.
4. Set the proportional band to 100 percent in either the DIRECT or REVERSE action depending on the application
requirements.
5. Refer to figure 4‐3 for the location of the anti‐reset windup differential relief valve. For the differential relief valve to
relieve on rising controller output pressure, install the valve so the arrow on the valve points down. To change the
direction of the arrow, loosen the two mounting screws, pull the valve out, and reinstall the valve with the arrow
pointing down. Tighten the two mounting screws.
6. Provide a regulated supply pressure to the controller. Do not exceed the normal operating pressure in table 1‐6.
Note
Because of the high controller gain with the reset adjustment at 0.01 minutes per repeat, the controller output will not balance
perfectly in the following step. If the controller output is stable for approximately 5 seconds, it is adequately balanced.
7. Increase the process pressure (or vacuum for a vacuum controller) to the controller until the controller output
pressure balances at 0.4 bar (6 psig) for a 0.2 to 1.0 bar (3 to 15 psig) output range or 0.8 bar (12 psig) for a 0.4 to
2.0 bar (6 to 30 psig) output range.
8. Turn the reset adjustment to the CLOSED (4195KB controllers) or OFF (4195KC controllers) position.
9. Increase the controller output pressure in small steps [approximately 0.04 bar (0.5 psig)] by changing the process
pressure to the controller or by changing the controller set point. After each change in process pressure or set
point, the controller output pressure should quickly change and then stabilize at the new value.
10. Continue to change the controller output pressure in 0.04 bar (0.5 psi) steps and check the output pressure after
each step to make sure it stabilizes. At some point, the controller output will start to ramp upward to supply
pressure with no further change to the controller input or set point. Record the controller output pressure where
this ramping action begins because this is the point at which the differential relief valve has relieved.
11. To obtain the differential relief valve differential setting, calculate the difference between the original controller
output pressure in step 7 and the controller output pressure recorded in step 10.
12. If the differential pressure calculated in step 11 is incorrect for the application, adjust the differential pressure by
turning the differential relief valve adjustment screw shown in figure 4‐3. Turn the screw clockwise to decrease the
35
Page 36

4195K Controllers
July 2018
differential pressure or counterclockwise to increase the differential pressure. The differential relief valve is set at
the factory to relieve at approximately 0.4 bar (5 psi) differential pressure.
13. Repeat steps 7 through 12 until the required differential pressure is obtained.
Instruction Manual
D200160X012
Calibration for the differential relief valve to relieve on falling controller output pressure
1. Provide a means of measuring the controller output pressure by connecting the controller output to a pressure
gauge (open‐loop conditions must exist). Do not apply supply pressure at this time.
2. Set the reset adjustment to 0.01 minutes per repeat (wide open) and the rate adjustment (4195KC controllers only)
to the OFF position.
3. For a controller with manual set point, move the set point indicator to the mid‐scale mark on the process scale. For
a controller with remote set point, adjust the remote set point pressure until the set point indicator is at the
mid‐scale mark on the process scale.
4. Set the proportional band to 100 percent in either the DIRECT or REVERSE action depending on the application
requirements.
5. Refer to figure 4‐3 for the location of the anti‐reset windup differential relief valve. For the differential relief valve to
relieve on falling controller output pressure, install the valve so the arrow on the valve points up. To change the
direction of the arrow, loosen the two mounting screws, pull the valve out, and reinstall the valve with the arrow
pointing up. Tighten the two mounting screws.
6. Provide a regulated supply pressure to the controller. Do not exceed the normal operating pressure in table 1‐6.
Note
Because of the high controller gain with the reset adjustment at 0.01 minutes per repeat, the controller output will not balance
perfectly in the following step. If the controller output is stable for approximately 5 seconds, it is adequately balanced.
7. Increase the process pressure (or vacuum for a vacuum controller) to the controller until the controller output
pressure balances at 0.8 bar (12 psig) for a 0.2 to 1.0 bar (3 to 15 psig) output range or 1.6 bar (24 psig) for a 0.4 to
2.0 bar (6 to 30 psig) output range.
8. Turn the reset adjustment to the CLOSED (4195KB controllers) or OFF (4195KC controllers) position.
9. Decrease the controller output pressure in small steps [approximately 0.04 bar ( 0.5 psig)] by changing the process
pressure to the controller or by changing the controller set point. After each change in controller process pressure
or set point, the controller output pressure should quickly change and then stabilize at the new value.
10. Continue to change the controller output pressure in 0.04 bar (0.5 psi) steps and check the output pressure after
each step to make sure it stabilizes. At some point, the controller output will start to ramp downward to 0 bar (0
psig) with no further change to the controller input or set point. Record the controller output pressure where this
ramping action begins because this is the point at which the differential relief valve has relieved.
11. To obtain the differential relief valve differential setting, calculate the difference between the original controller
output pressure in step 7 and the controller output pressure recorded in step 10.
12. If the differential pressure calculated in step 11 is incorrect for the application, adjust the differential pressure by
turning the differential relief valve adjustment screw, shown in figure 4‐3. Turn the screw clockwise to decrease the
differential pressure or counterclockwise to increase the differential pressure. The differential relief valve is set at
the factory to relieve at approximately 0.4 bar (5 psi) differential pressure.
13. Repeat steps 7 through 12 until the required differential pressure is obtained.
Principle of Operation for 4195KB and KC Controllers
Overall Operation
Refer to the schematic diagram in figure 4‐5 for 4195KB controllers, or to the schematic diagram in figure 4‐6 for
4195KC controllers.
36
Page 37

Instruction Manual
D200160X012
4195K Controllers
July 2018
The input element is connected to the process pointer and to the flapper by connecting links. As the process pressure
increases (in a direct‐acting controller), the flapper moves toward the nozzle, restricting flow through the nozzle and
increasing nozzle pressure. When this occurs, relay action increases the output pressure (delivery) of the controller.
Output pressure is fed back to the proportional bellows and to the reset bellows. The action of the proportional
bellows quickly counteracts the flapper movement that resulted from the process pressure change and backs the
flapper away from the nozzle.
Figure 4‐5. Fisher 4195KB Controller Schematic
SET POINT
INDICATOR
PROCESS POINTER
REMOTE SET POINT
CONNECTED HERE
INPUT ELEMENT
CONNECTED HERE
CONNECTING
LINK
SUPPLY PRESSURE
OUTPUT PRESSURE
BEAM
RESET BELLOWS
PROPORTIONAL
BELLOWS
FLAPPER
NOZZLE
RESET
VALVE
PROPORTIONAL‐PLUS‐RESET CONTROL
PROPORTIONAL
BAND ADJUSTMENT
DIRECT ACTION
QUADRANT
SUPPLY PRESSURE
TO
PROPORTIONAL
BELLOWS
FEEDBACK
LINK
FEEDBACK
MOTION
TO
RESET
BELLOWS
REVERSE ACTION
QUADRANT
FLAPPER
PIVOT
INPUT MOTION
FLAPPER DETAIL
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
RELAY
TO NOZZLE
OUTPUT
NOZZLE PRESSURE
RESET PRESSURE
46A9764-C
B1908-4
DIFFERENTIAL
RELIEF VALVE
RESET
VALVE
SUPPLY
PRESSURE
RELAY
PROPORTIONAL‐PLUS‐RESET CONTROL WITH ANTI‐RESET WINDUP
Pressure in the reset bellows opposes the action of the proportional bellows and slowly moves the flapper closer to the
nozzle. The result of this interaction is that, when the process pressure changes, proportional action temporarily
reduces the gain of the controller for improved stability. The process pressure then slowly returns to set point, as
pressure in both bellows equalizes via the reset action.
Moving the set point indicator changes the distance between the nozzle and flapper as does a change in process
pressure, except that when the set point is changed, the nozzle moves with respect to the flapper.
37
Page 38

4195K Controllers
July 2018
Figure 4‐6. Fisher 4195KC Controller Schematic
Instruction Manual
D200160X012
SET POINT
INDICATOR
PROCESS POINTER
REMOTE SET POINT
CONNECTED HERE
INPUT ELEMENT
CONNECTED HERE
CONNECTING
LINK
SUPPLY PRESSURE
BEAM
PROPORTIONAL
BELLOWS
FLAPPER
NOZZLE
RESET BELLOWS
PROPORTIONAL
BAND ADJUSTMENT
FEEDBACK
MOTION
DIRECT ACTION
QUADRANT
SUPPLY
RATE VALVE
RESET VALVE
PRESSURE
PROPORTIONAL‐PLUS‐RESET‐PLUS‐RATE CONTROL
TO
TO
PROPORTIONAL
BELLOWS
RESET
BELLOWS
TO
NOZZLE
REVERSE ACTION
QUADRANT
FEEDBACK
LINK
FLAPPER
PIVOT
INPUT MOTION
FLAPPER DETAIL
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
RELAY
OUTPUT
OUTPUT PRESSURE
NOZZLE PRESSURE
RESET PRESSURE
PROPORTIONAL PRESSURE
46A9764‐B
C0593‐3
DIFFERENTIAL
RELIEF VALVE
SUPPLY
PRESSURE
RATE VALVE
RESET VALVE
PROPORTIONAL‐PLUS‐RESET‐PLUS‐RATE CONTROL
WITH ANTI‐RESET WINDUP
RELAY
The proportional band adjustment positions the nozzle on the flapper. Increasing (widening) the proportional band
moves the nozzle to a position on the flapper where less input and more feedback motion occurs, which decreases the
gain of the controller. Decreasing (narrowing) the proportional band moves the nozzle toward a position where more
input and less feedback motion occurs, which increases the gain. The controller action is changed from direct to
reverse by turning the proportional band adjustment to position the nozzle on the flapper quadrant to a point where
the direction of the flapper motion versus input motion is reversed as shown in the flapper detail of figure 4‐5 or 4‐6.
With the controller in the reverse‐acting mode, an increase in process pressure causes a decrease in output pressure.
38
Page 39

Instruction Manual
D200160X012
4195K Controllers
July 2018
A 4195KC controller also has a rate valve as shown in figures 4‐6 and 4‐7. This valve is an adjustable restriction that
momentarily increases the controller gain to accelerate the corrective action for slow pressure systems. A
proportional‐plus‐reset‐plus‐rate controller responds to a change in process pressure as follows:
D First, the rate action delays the proportional action just long enough to allow the controller to respond to the
change quickly with high gain, but not long enough for the high gain to cause instability.
D Then, the low gain provided by the proportional action keeps the system stable. Finally, reset action slowly increases
the gain and returns the process pressure toward the set point.
Figure 4‐7. Reset‐Rate Schematic
RELAY OUTPUT
PRESSURE
RESET
VALVE
RATE
VALVE
GAIN
LIMITER
RESET
BELLOWS
19A5000-A
A3237‐2
PROPORTIONAL
BELLOWS
Anti‐Reset Windup (suffix letter F) Operation
Anti‐reset windup is available on all 4195KB and KC controllers and is designated by the letter F in the type number.
The differential relief valve operates when the difference between the proportional bellows pressure and the reset
bellows pressure reaches a predetermined value. Anti‐reset windup reduces overshoot of the process pressure that
can result from a large or prolonged deviation from set point.
Remote Set Point (suffix letter M) Operation
The capability to adjust the controller set point from a remote location is available with all 4195KB and KC controllers.
This option is designated by the letter M in the type number.
A control pressure is applied to the capsular element within the remote set point assembly. The expansion and
contraction of the capsule moves the set point indicator via connecting linkage. Increasing the control pressure to the
capsule increases the set point setting and decreasing the control pressure reduces the set point setting.
39
Page 40

4195K Controllers
July 2018
Instruction Manual
D200160X012
Auto/Manual Station (suffix letter E) Operation
A controller with the auto/manual station (designated by the suffix letter E in the type number) has piping on the
output side of the relay as shown in figure 4‐8. Supply pressure to the relay is also applied to the manual loader. The
manual loader, functioning as a regulator, applies pressure to one side of the plastic tube and to the auto/manual
switch. Output pressure from the relay registers on the other side of the plastic tube as well as in the auto/manual
switch.
Figure 4‐8. Fisher 4195KB and KC Auto/Manual Station Schematic
AUTOMATIC
POSITION
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
SUPPLY PRESSURE
RELAY OUTPUT PRESSURE
SUPPLY PRESSURE
MANUAL LOADER OUTPUT PRESSURE
48A5230‐A
A2999‐1
AUTO/MANUAL
SWITCH
RELAY
MANUAL LOADER
MANUAL
LOADER
KNOB
PLASTIC TUBE
METAL BALL
MANUAL
POSITION
AUTO/MANUAL
SWITCH
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
When the auto/manual switch is in the MANUAL position, the manual loader output is channeled through the
auto/manual switch and becomes the controller output. When the auto/manual switch is in the AUTO position, the
relay output is channeled through the switch to become the controller output.
Before the auto/manual switch is operated, the relay output must equal the manual loader output to avoid bumping
the process. Adjusting the set point varies the pressure on the left‐hand side of the plastic tube. Adjusting the manual
loader knob varies the pressure on the right‐hand side. When the pressures are equal, the metal ball is centered in the
tube and it is held in place by a small magnet. A pressure imbalance forces the ball to one end of the tube where it
forms a seal, blocking air flow through the tube.
40
Page 41

Instruction Manual
D200160X012
4195K Controllers
July 2018
External Feedback Operation
External feedback is available for all 4195KB controllers. Controllers with this option have an external connection on
the bottom of the controller case as shown in figure 2‐5. This connection breaks the positive feedback (reset) loop
inside the controller and brings it outside as shown in figure 4‐9. The connection allows the positive feedback loops of
two controllers (primary and secondary) to be tied together when the controllers are used in an override application.
When connected, the secondary controller tracks the primary controller, minimizing reset windup.
Figure 4‐9. Schematic of External Feedback Option
TO
RESET
BELLOWS
RESET
VALVE
TO
NOZZLE
OUTPUT
RELAY
TO PROPORTIONAL
BELLOWS
EXTERNAL FEEDBACK TO OUTPUT
OF HIGH OR LOW SELECT RELAY
SUPPLY PRESSURE
OUTPUT PRESSURE
47A0975-A
A3342‐1
SUPPLY
PRESSURE
NOZZLE PRESSURE
RESET PRESSURE
SELECT RELAY OUTPUT
41
Page 42

4195K Controllers
July 2018
Instruction Manual
D200160X012
Section 5 4195KS Differential Gap Controllers
Operating Information
This section includes descriptions of adjustments and procedures for prestartup and startup. Location of adjustments
is shown in figures 5‐1 and 5‐2. To better understand the adjustments and overall operation of the controller, refer to
the Principle of Operation section and the schematic diagrams, figures 5‐4 and 5‐5.
Note
Some of the following procedures require that the proportional band knob be adjusted to between DIRECT and REVERSE. If this is
done, it will be necessary to set the proportional band knob to 400 (direct or reverse action) before replacing the proportional
band indicator cover.
Figure 5‐1. Fisher 4195KS Controller Parts and Adjustments Locations
TIE BAR
LINK 5
LONG PIVOT
ASSEMBLY
SHORT
PIVOT
ASSEMBLY
LINEARITY
ADJUSTMENT
NOTE:
C0528‐1
ZERO
ADJUSTMENT
PROCESS
SPAN ADJUSTMENT
LOCKING SCREW
CAPSULAR ELEMENT PROCESS SENSOR
SENSING ELEMENT CAN ALSO BE A CAPSULAR ELEMENT
LINK 1
INDICATOR
ZERO
ADJUSTMENT
SUPPLY
PRESSURE GAUGE
SET POINT
ADJUSTMENT
PROCESS
INDICATOR
PROPORTIONAL
BAND INDICATOR
COVER
PROPORTIONAL
BAND ADJUSTMENT
BOURDON
TUBE
CONNECTING
LINK
INDICATOR
ZERO ADJUSTMENT
ZERO ADJUSTMENT
LOCKING SCREW
PROCESS
SPAN ADJUSTMENT
OUTPUT PRESSURE
GAUGE
BI METAL STRIP FOR
TEMPERATURE COMPENSATION
FRONT VIEW OF CONTROLLER WITH
BOURDON TUBE PROCESS SENSOR
42
Page 43

Instruction Manual
D200160X012
Figure 5‐1. Fisher 4195KS Controller Parts and Adjustments Locations (continued)
PROCESS
SPAN ADJUSTMENT
SIDE VIEW OF SET POINT/PROCESS
INDICATOR ASSEMBLY
C0528‐1
REMOTE SET POINT
SPAN ADJUSTMENT
SIDE VIEW OF CONTROLLER
SHOWING FLAPPER LEVELING SCREWS
4195K Controllers
July 2018
SCREW 1
SCREW 2
SCREW 3
Adjustments for 4195KS Controllers
Manual Set Point
The set point adjustment adjusts the upper or lower switching point, depending on controller action. To adjust the set
point, open the controller cover, and move the set point adjustment until the pointer indicates the desired value of
pressure on the process pressure scale. Move the adjustment to the right to increase the set point, and to the left to
decrease it. Adjusting the set point does not affect the differential gap setting.
Remote Set Point (Option M)
CAUTION
Do not move the set point manually on controllers with remote set point. Doing so could damage the controller.
If the controller is equipped with remote set point option, vary the remote set point pressure to change the set point.
Increase the pressure to increase the set point, and decrease the pressure to decrease the set point.
Proportional Band (Differential Gap)
The proportional band knob adjusts width of the gap between switching points. Rotate the knob until the desired
value is opposite the line on the proportional band indicator cover.
Changing Controller Action
Controller action can be switched from direct to reverse or vice versa by loosening the screws on the proportional
band indicator cover and moving the cover out so the proportional band knob can be rotated to the desired action.
43
Page 44

4195K Controllers
July 2018
The white portion of the adjustment enables direct controller action; the black portion enables reverse controller
action.
Instruction Manual
D200160X012
Auto/Manual Switching (Option E)
Refer to figure 5‐5 if the controller has the auto/manual option. Two balance methods are available to equalize the
manual output with the controller pressure. To switch from automatic to manual mode, carefully adjust the loader
knob until the metal ball inside the plastic tube moves into the switching zone. The move the automatic/manual
switch to MANUAL. Turn the loader knob clockwise to increase the controller output or counter clockwise to decrease
it. To switch from manual to automatic mode, adjust the set point manually or with remote set point pressure to move
the ball into the switching zone. Turn the switch to AUTOMATIC, and adjust the set point manually or with the remote
set point pressure to control the output.
When the automatic/manual switch is in AUTOMATIC, adjusting the loader knob has no effect on the controller
output. When the automatic/manual switch is in MANUAL, changing the set point adjustment has no effect on the
controller output.
Note
Switching the controller between automatic and manual, or manual and automatic mode, without balancing the outputs, can
disturb the process and cause controller cycling.
Prestartup Checks for 4195KS Controllers
When performing the checks, open loop conditions must exist. Refer to figure 5‐1 for location of adjustments.
Note
If the controller has the auto/manual option (option E), be sure the controller is in the automatic mode prior to performing
prestartup checks.
1. Connect supply pressure to the supply pressure regulator, and be sure it is delivering the proper supply pressure to
the controller. Provide a means of measuring the controller output pressure.
2. For controllers with remote set point (option M), connect regulated pressure of 0.2 to 1.0 bar (3 to 15 psig) or 0.4 to
2.1 bar (6 to 30 psig) to the remote set point connection at the top of the controller case.
3. Loosen two screws (key 6), lift off the proportional band cover (key 36), and set the proportional band knob
between DIRECT and REVERSE.
4. The process indicator should indicate the process pressure. For example, with the process pressure at 50 percent of
the input span, the process pointer should be 50 percent (+/‐1 percent) of its span. Slight adjustment of the
indicator zero screw may be necessary. See figure 5‐1 for zero adjustment and locking screw location.
5. If desired, the accuracy can be verified at other points on the scale. If the indicator appears to be out of calibration,
refer to the process zero and span adjustment portion of the calibration procedure.
6. Install the proportional band cover and install two screws (key 6).
Startup for 4195KS Controllers
It is recommended that the controller switching points be set as described in the calibration procedures.
44
Page 45

Instruction Manual
D200160X012
4195K Controllers
July 2018
If they are used, slowly open the upstream and downstream manual control valves in the pipeline and close the
manual bypass valve.
Calibration of 4195KS Controllers
Note
Some of the following procedures require that the proportional band knob be adjusted to between DIRECT and REVERSE. If this is
done, it will be necessary to set the proportional band knob to 400 (direct or reverse action) before replacing the proportional
band indicator cover.
If the prestartup checks revealed faulty adjustment of the process indicator, perform the calibration procedures. These
procedures are valid for either shop or field calibration, provided that open process loop conditions exist.
Note
If the controller has the auto/manual option, be sure the controller is in the automatic mode prior to performing the calibration
procedures.
Process Zero and Span Adjustment
Note
Any adjustment of the pointer span adjustment screw will require readjustment of the pointer zero adjustment screw.
1. Refer to figure 5‐1 for location of adjustments.
2. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
3. Set the proportional band between DIRECT and REVERSE.
4. Adjust the process pressure to the low limit of the input range.
5. Adjust the process pointer to the lowest limit of the input scale by loosening the zero adjustment locking screw and
turning the zero adjustment screw.
6. Adjust the process pressure to the upper limit of the input span. Note whether the pointer indication is above or
below the upper limit of the process scale.
7. Adjust the span screw as follows: Clockwise to increase span for a low indication; counterclockwise to decrease span
for a high indication. Adjust the span screw to correct one‐half the error.
8. Repeat steps 4 through 7 until the error is eliminated.
9. Install the proportional band indicator cover (key 36), and tighten the two4 screws (key 6).
Remote Set Point Zero and Span Adjustment (Option M)
Note
Any adjustment of the pointer span adjustment screw will require readjustment of the pointer zero adjustment screw.
45
Page 46

4195K Controllers
July 2018
Instruction Manual
D200160X012
1. Refer to figures 5‐1 and 5‐2 for location of adjustments.
2. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
3. Set the proportional band between DIRECT and REVERSE.
4. Adjust the process pressure to the low limit of the input range.
5. Adjust the process pointer to the lowest limit of the input scale by loosening the zero adjustment locking screw and
turning the zero adjustment screw.
6. Adjust the process pressure to the upper limit of the input span. Note whether the pointer indication is above or
below the upper limit of the process scale.
7. Adjust the span screw as follows: Clockwise to increase span for a low indication; counterclockwise to decrease span
for a high indication. Adjust the span screw to correct one‐half the error.
8. Repeat steps 4 through 7 until the error is eliminated.
9. Install the proportional band indicator cover (key 36), and tighten the two screws (key 6).
Figure 5‐2. Fisher 4195KS Controller Parts and Adjustments Locations (Remote Set Point Option)
PIVOT
ASSEMBLY A
36A9751‐C
B1668‐4
GUIDE
FLEXURE
TIE BAR
REMOTE SET POINT ZERO ADJUSTMENT SCREW
ZERO ADJUSTMENT LOCKING SCREW
MOUNTING
SCREW
LINK A
MOUNTING
SCREW
ADJUSTMENT
SCREW
LINK B
LINEARITY
ADJUST
MENT
PIVOT ASSEMBLY B
DRIVE FLEXURE
LOWER TRAVEL
STOP
UPPER TRAVEL
STOP
CAPSULES
SIDE VIEWFRONT VIEW
Setting Switching Points
Direct‐Acting Controllers
The controller output signal will switch from zero pressure to full supply pressure when increasing process pressure
passes the upper switching point.
46
Page 47

Instruction Manual
D200160X012
4195K Controllers
July 2018
The controller output signal will not return to zero pressure until decreasing process pressure passes the lower
switching point. When making adjustments as described in the following steps, keep in mind that:
D Changing the set point adjustment will move both switching points equally in the direction of adjustment.
D Changing the proportional band adjustment will widen or narrow the differential gap between the two switching
points by moving the position of the lower switching point.
Figure 5‐3 shows the relationship between the percent of sensor range between switching points and the proportional
band setting on the controller. The following example illustrates how to use figure 5‐3.
Example: The sensing element has a range of 30 psi. The lower switching point is to be set at 10 psi and the upper
switching point is to be set at 25 psi.
Proceed as follows:
D Divide the differential gap (the difference between the upper and lower switching points) by the sensing element
range. Multiply the result by 100 as shown in the following equation.
Differential Gap
x 100 =
Sensing Element Range
15 psi
30 psi
x 100 = 50%
D Locate the 50 percent line on figure 5‐3. Move along this line until you intersect the curve. Read the proportional
band setting on the left hand axis. For this example, the setting is approximately 35 percent.
1. Using the curve in figure 5‐3, determine the correct proportional band setting for the desired gap (expressed as a
percent of the input span) between the switching points.
2. Set the proportional band knob to the desired setting determined in step 1.
3. Adjust the set point to the desired upper switching point.
4. Increase the process pressure until the controller output signal switches from zero pressure to full supply pressure.
5. Decrease the process pressure to the desired switching point at which the controller output signal switches from
full supply pressure to zero pressure.
6. Narrow or widen the proportional band slowly until the output signal switches from full supply pressure to zero
pressure.
7. Repeat steps 4 through 6 until the controller output switches at the desired points.
Figure 5‐3. Curve for Determining Proportional Band Setting
PROPORTIONAL BAND SETTING
% SENSOR RANGE BETWEEN SWITCHING POINTS
A2853-1
47
Page 48

4195K Controllers
July 2018
8. Observe the process pointer when the output switches at the upper switching point. The process pointer indication
should be within "2 percent of the set point indication.
Instruction Manual
D200160X012
Reverse‐Acting Controllers
The controller output signal will switch from zero pressure to full supply pressure when decreasing process pressure
passes the lower switching point.
The controller output signal will not return to zero pressure until increasing process pressure passes the upper
switching point. When making adjustments as described in the following steps, keep in mind that:
D Changing the set point adjustment will move both switching points equally in the direction of adjustment.
D Changing the proportional band adjustment will widen or narrow the differential gap between the two switching
points by moving the position of the lower switching point.
Figure 5‐3 shows the relationship between the percent of sensor range between switching points and the proportional
band setting on the controller. The following example illustrates how to use figure 5‐3.
Example: The sensing element has a range of 30 psi. The lower switching point is to be set at 10 psi and the upper
switching point is to be set at 25 psi.
Proceed as follows:
D Divide the differential gap (the difference between the upper and lower switching points) by the sensing element
range. Multiply the result by 100 as shown in the following equation.
D Locate the 50 percent line on figure 5‐3. Move along this line until you intersect the curve. Read the proportional
band setting on the left hand axis. For this example, the setting is approximately 35 percent.
Differential Gap
x 100 =
Sensing Element Range
1. Using the curve in figure 5‐3, determine the correct proportional band setting for the desired gap (expressed as a
percent of the maximum input element span) between the switching points.
2. Set the proportional band knob to the desired setting determined in step 1.
3. Adjust the set point to the desired lower switching point.
4. Decrease the process pressure until the controller output signal switches from zero pressure to full supply pressure.
5. Increase the process pressure to the desired switching point at which the controller output signal switches from full
supply pressure to zero pressure.
6. Narrow or widen the proportional band slowly until the output signal switches from full supply pressure to zero
pressure.
7. Repeat steps 4 through 6 until the controller output switches at the desired points.
8. Observe the process pointer when the output switches at the upper switching point. The process pointer indication
should be within +/‐2 percent of the set point indication.
15 psi
30 psi
x 100 = 50%
Principle of Operation
Overall Operation
Refer to the schematic diagram in figure 5‐4.
48
Page 49

Instruction Manual
D200160X012
4195K Controllers
July 2018
The input element is connected to the process pointer and to the flapper by connecting links. As the process pressure
increases (in a direct‐acting controller). This movement restricts the flow through the nozzle and increases nozzle
pressure. When this occurs, relay action increases the output pressure (delivery) of the controller. Output pressure is
fed back to the positive feedback bellows. The action of this bellows is a positive feedback action that moves the
flapper closer to the nozzle, increasing nozzle pressure, which in turn, increases the relay output. Output pressure to
the final control element switches to full supply pressure.
Figure 5‐4. Fisher 4195KS Controller Schematic
SET POINT
INDICATOR
PROCESS POINTER
REMOTE SET POINT
CONNECTED HERE
INPUT ELEMENT
CONNECTED HERE
CONNECTING
LINK
SUPPLY PRESSURE
OUTPUT PRESSURE
POSITIVE FEEDBACK PRESSURE
NOZZLE PRESSURE
B1546-2
PROPORTIONAL
BELLOWS
(VENTED)
FLAPPER
NOZZLE
POSITIVE FEEDBACK
BELLOWS
PROPORTIONAL
BAND ADJUSTMENT
REVERSE ACTION
QUADRANT
FEEDBACK LINK
FEEDBACK
MOTION
DIRECT ACTION
QUADRANT INPUT MOTION
FLAPPER DETAIL
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
RELAY
SUPPLY
PRESSURE
FLAPPER
PIVOT
As the process pressure decreases, approaching the lower switching point, the flapper moves away from the nozzle (in
a direct‐acting controller) reducing nozzle pressure. Through relay action, pressure to the positive feedback bellows is
reduced, moving the flapper further away from the nozzle, and further reducing nozzle pressure. Output pressure to
the final control element switches to zero.
The set point adjustment changes the proximity of the nozzle and flapper as does a change in process pressure except
that, when the set point is changed, the nozzle moves with respect to the flapper. The set point adjustment moves
both the upper and lower switching points.
The proportional band knob positions the nozzle on the flapper. Increasing (widening) the proportional band moves
the nozzle away from the input connection. When the proportional band adjustment moves the nozzle across the
feedback connection, the controller action changes between direct and reverse. On a direct‐acting controller,
changing the proportional band adjustment will widen or narrow the differential gap between the two switching
points. This is accomplished by moving the position of the lower switching point. On a reverse‐acting controller,
changing the proportional band adjustment will widen or narrow the differential gap between the two switching
points by moving the position of the upper switching point.
49
Page 50

4195K Controllers
July 2018
Instruction Manual
D200160X012
Remote Set Point (Option M)
The capability to adjust the controller set point from a remote location is available with all 4195KS controllers. This
option is designated by the letter M in the type number.
Auto/Manual Option
Controllers with the auto/manual option (designated by the letter E in the type number) have piping on the output
side of the relay as shown in figure 5‐5. Supply pressure to the relay is also applied to the manual loader. The manual
loader, functioning as a regulator, applies pressure to one side of the plastic tube and to the auto/manual switch.
Output pressure from the relay registers on the other side of the plastic tube as well as in the auto/manual switch.
When the auto/manual switch is in the MANUAL position, the manual loader output is channeled through the
auto/manual switch and becomes the output of the controller. When the auto/manual switch is in the AUTO position,
the relay output is channeled through the switch to become the output of the controller.
Before the auto/manual switch is operated, the relay output must equal the manual loader output to avoid bumping
the process. Adjusting the set point varies the pressure on the left‐hand side of the plastic tube. Adjusting the manual
loader knob varies the pressure on the right‐hand side. When the pressures are equal, the metal ball is centered in the
tube. Pressure imbalance forces the ball to one end of the tube where it forms a seal, blocking air flow through the
tube.
Figure 5‐5. Fisher 4195KS Auto/Manual Schematic
AUTOMATIC
POSITION
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
SUPPLY
PRESSURE
RELAY OUTPUT PRESSURE
SUPPLY PRESSURE
MANUAL LOADER OUTPUT PRESSURE
48A5230‐A
A2999‐1
AUTO/MANUAL
SWITCH
RELAY
MANUAL LOADER
MANUAL
LOADER
KNOB
PLASTIC TUBE
METAL BALL
MANUAL
POSITION
AUTO/MANUAL
SWITCH
OUTPUT PRESSURE
TO FINAL CONTROL
ELEMENT
50
Page 51

Instruction Manual
D200160X012
4195K Controllers
July 2018
Section 6 Maintenance
Controller parts are subject to normal wear and must be inspected and replaced as necessary. The frequency of
inspection and parts replacement depends upon the severity of the service conditions. When inspection or repairs are
required, disassemble only those parts necessary to accomplish the job.
Inspection and Maintenance
WARNING
The following maintenance procedures require taking the controller out of service. To avoid personal injury and property
damage caused by uncontrolled process pressure, observe the following before performing any maintenance procedures:
Before performing any maintenance operations:
D Always wear protective clothing, gloves, and eyewear.
D Provide some temporary means of control for the process before taking the controller out of service.
D Shut off the supply pressure to the controller.
D Personal injury or property damage may result from fire or explosion if natural gas is used as the supply pressure
medium and preventive measures are not taken. Preventive measures may include, but are not limited to, one or more
of the following: Remote venting of the unit, re‐evaluation the hazardous area classification, ensuring adequate
ventilation, and the removal of any ignition sources. For information on remote venting of this controller, refer to
page 14.
D Disconnect any operating lines providing supply air pressure, a process input signal, or other pressure source to the
controller.
D Check with your process or safety engineer for any additional measures that must be taken to protect against process
media.
Note
Unless otherwise noted, key numbers refer to figures 7‐1 through 7‐7. Figures 3‐1 and 3‐3 show adjustment locations for 4195KA
controllers, figures 4‐1 and 4‐3 show adjustment locations for 4195KB and KC controllers, and figures 5‐1 and 5‐2 show
adjustment locations for 4195KS controllers. For maintenance on the indicator assembly, refer to figures 7‐2, 7‐3 and 7‐4.
Select the appropriate maintenance procedure and perform the numbered steps. Each procedure requires that the
supply pressure be shut off before beginning maintenance.
The maintenance procedures section describes part replacement common to 4195KA, KB, KC, and KS controllers.
After completing the maintenance procedures, perform the appropriate calibration procedures. Unless otherwise
noted, calibration procedures for the 4195KA controller are in Section 3, calibration procedures for the 4195KB and KC
controller are in Section 4, and calibration procedures for the 4195KS controller are in Section 5. If difficulty is
encountered performing the calibration procedures in Section 3, 4, or 5 refer to the calibration procedures in this
section.
Troubleshooting
As an aid to troubleshooting, table 6‐1 lists some common operating faults, their probable cause, and suggests
procedures for correcting the faults.
51
Page 52

4195K Controllers
July 2018
Table 6‐1. Troubleshooting Chart
Fault Possible Cause Check Correction
1. Process wanders or cycles about
set point
2. Controlling off set point as
reflected by process and set point
indicators.
Note: Some offset is inherent with
proportional‐only controllers
(4195KA controllers). The amount of
offset is a function of the
proportional band setting
1.1 Proportional band and reset
settings
1.2 Supply pressure varying
1.3 Process pointer rubbing on
cover or scale
1.4 Input element failure
1.5 Linkage failure
1.6 Relay malfunction
1.7 Anti‐reset windup differential
relief valve set too low (suffix letter F
only)
2.1 Supply pressure not set
correctly
2.2 Flapper not aligned
2.3 Leak in input element/tubing
assembly
2.4 Indicators out of calibration
2.5 Linkage not connected correctly
2.6 Leak in feedback system
Instruction Manual
D200160X012
1.1 Refer to the startup procedures
for controller settings
1.2 Monitor the supply pressure
with an external gauge. Ensure that
it is set correctly and does not
fluctuate. Note the number of
instruments being supplied by the
regulator
1.3 Note if the pointer is bent
1.4 Inspect the element for loose
screws and damaged flexures, links
or pivots. Using a soap solution,
check the sensing element for leaks
1.5 Check for links that are bent or
not connected properly, flexures
bent or broken, pivots broken
1.6 By changing the process set
point and observing the output
verify that the output will change at
about the same rate in both
directions.
1.7 The minimum relief valve
setting is dependent on the loop
dynamics and the controller
settings. If under normal load
changes, the relief valve opens,
instability can occur. Check by
observing the controller reaction to
a set point or load change under
closed loop conditions
2.1 Check with an external source 2.1 Reset the supply pressure if
2.2 Refer to the flapper alignment
procedure
2.3 Using soap solution, check the
input element and tubing for leaks
2.4 Refer to the process indicator
(and remote set if applicable) zero
and span calibration procedures in
this manual
2.5 Inspect for loose screws and
damaged flexures, links or pivots
2.6 Open the reset valve to 0.1
minute/repeat. Adjust output
pressure to 1.4 bar (20 psig). Using
soap solution, check for leaks in the
proportional and reset bellows in the
tubing that connects these bellows
1.1 If stable control cannot be
attained, and all other elements of
the loop are functionally correct,
examine other possible causes
related to the controller
1.2 Correct as necessary. One
regulator per instrument is
recommended
1.3 Bend pointer to provide
clearance
1.4 Repair or replace parts as
necessary
1.5 Replace or repair as necessary
1.6 If the output changes quickly in
one direction and sluggishly in the
other, replace the relay
1.7 If the differential relief valve
appears to be set too low, refer to
the section of this instruction
manual that covers the anti‐reset
windup option
necessary. If the condition occurs
again, the regulator should be
rebuilt or replaced
2.2 Align the flapper as necessary
2.3 Repair or replace parts as
necessary
2.4 Adjust as necessary
2.5 Repair or replace parts as
necessary
2.6 Repair as necessary
52
Page 53

Instruction Manual
D200160X012
Table 6‐1. Troubleshooting Chart
2. Controlling off set point as
reflected by process and set point
indicators.
Note: Some offset is inherent with
proportional‐only controllers
(4195KA controllers). The amount of
offset is a function of the
proportional band setting
3. Controlling off set point but not
reflected by process and set point
indicators
4. No reset action (4195KB and
4195KC controllers)
5. Abnormal control point shift
when proportional band is changed
Note: Control point shift is inherent
when changing proportional band in
proportional‐only controllers
(4195KA controllers).
6. Controller will not attain full
output range
2.7 Reset valve leaks
2.8 Leak in remote set point system
2.9 Input element overpressured 2.9 Check for zero shift
3.1 Controller is out of calibration 3.1 Refer to the process indicator,
4.1 Reset valve is plugged 4.1 Turn the reset valve through its
4.2 Reset pressure leak
4.3 Tubing leak
5.1 Flapper is out of alignment 5.1 Refer to flapper alignment
5.2 Flapper is dirty or pitted 5.2 Inspect the flapper
6.1 Output pressure gauge not
functioning
6.2 Supply pressure not correct 6.2 Check with an external source
6.3 Proportional band setting too
wide (4195KA controllers only)
6.4 Input element or linkage failure
2.7 Hold the input constant and
adjust the output to 1.0 bar (15 psig)
for a 0.2 to 1.0 bar (3 to 15 psig)
output or 2.0 bar (30 psig) for a 0.4
to 2.0 bar (6 to 30 psig) output.
Close the reset valve. If the
controller output varies as the reset
valve is closed and no leaks were
found in the rest of the feedback
system (Step 2.6), the reset valve is
leaking
2.8 Adjust remote set point
pressure to 1.0 bar (15 psig). Using
soap solution, check for leaks in the
remote set point and tubing
assembly
remote set point (if applicable), and
flapper alignment procedures
range several times to remove any
restrictions
4.2 Adjust the output to 1.0 bar (15
psig) for a 0.2 to 1.0 bar (3 to 15
psig) output or 2.0 bar (30 psig) for a
0.4 to 2.0 bar (6 to 30 psig) output.
Close the reset valve. If the output
varies and no leaks were found in the
rest of the feedback system (see
Step 2.6), the reset valve is leaking
4.3 With reset valve positioned at
.01 minute/repeat put 1.0 bar (15
psig) to the output port. Using soap
solution, check for leaks in the reset
bellows and attached tubing
assembly
procedure
6.1 Measure the output with an
external pressure gauge
6.3 Adjust proportional band
setting to 10. Manually cap the
nozzle. Output should increase
6.4 Inspect the element for
alignment and loose screws
4195K Controllers
July 2018
CorrectionCheckPossible CauseFault
2.7 Replace the reset valve (4195KB
controllers) or the rate/reset valve
(4195KC controllers)
2.8 Repair or replace parts as
necessary
2.9 Replace input element and
adjust travel stops of applicable
3.1 Adjust as necessary
4.1 If reset action returns, no
further action is necessary. If not,
replace the reset valve (4195KB
controllers) or rate/reset valve
(4195KC controllers)
4.2 Replace the reset valve (4195KB
controllers) or the rate/reset valve
(4195KC controllers)
4.3 Repair or replace parts as
necessary
5.1 Align flapper as necessary
5.2 Clean, or replace flapper as
necessary
6.1 Replace the gauge if it is
defective
6.2 Repair or replace the supply
pressure regulator, if necessary.
Replace the supply pressure gauge if
necessary
6.3 Use a narrower proportional
band setting
6.4 Repair or replace parts as
necessary
53
Page 54

4195K Controllers
July 2018
Table 6‐1. Troubleshooting Chart
6. Controller will not attain full
output range (continued)
7. Controller remains at full output
8. Controller remains at zero output
6.5 Nozzle pressure leak
6.6 Leak in nozzle pressure tubing 6.6 Using soap solution, check for
6.7 Relay malfunction
7.1 Supply pressure too high
7.2 Output gauge not functioning
7.3 Sensor or linkage failure
7.4 Flapper mis‐alignment
7.5 Relay failure or restriction in
nozzle passage
8.1 Gauge not functioning
8.2 Sensor or linkage failure
8.3 Flapper misalignment
8.4 Relay malfunction
8.5 Nozzle pressure leak
6.5 Check for nozzle tubing leaks
with a water bottle and soap
solution with the nozzle capped by
the flapper. Press the nozzle cap (key
23) gently to ensure the nozzle
assembly is sealing. Ensure the relay
nozzle tubing nut (key 18) is tight
and the manifold screws (keys 34
and 131) are tight
leaks in the nozzle tubing assembly
6.7 Manually push the flapper away
from the nozzle. The output
pressure should be zero. Cap the
nozzle. The output should increase
rapidly to within 35 mbar (0.5 psig)
of the supply pressure
7.1 Check with an external pressure
gauge
7.2 Reduce supply pressure to 0 bar
(0 psig) to see if output gauge
responds
7.3 Vary the process pressure and
observe the flapper for movement.
Inspect the sensor and linkage for
damage
7.4 Vary the process pressure and
verify that the nozzle can be
uncapped by the flapper
7.5 Loosen the relay nozzle tubing
nut (key 18) with full supply pressure
8.1 Verify that the supply pressure is
at its correct value and that the
controller output is zero
8.2 Vary the process pressure and
observe the flapper for movement.
Inspect the sensor and linkage for
damage
8.3 Vary the process pressure and
verify that the nozzle can be capped
by the flapper
8.4 Check for air at the nozzle. Cap
the nozzle and see if the controller
output increases to within 0.03 bar
(0.5 psig) of supply pressure
8.5 Check for nozzle tubing leaks
with a water bottle and soap
solution with the nozzle capped by
the flapper. Press the nozzle cap (key
23) gently to ensure the nozzle
assembly is sealing. Ensure the relay
nozzle tubing nut (key 18) is tight
and the manifold screws (keys 34
and 131) are tight
Instruction Manual
D200160X012
CorrectionCheckPossible CauseFault
6.5 Tighten the relay nozzle tubing
nut (key 18). Tighten the manifold
screws (keys 34 and 131). Replace
the nozzle assembly (key 21), O‐ring
(key 24), or set point beam assembly
(key 23) as necessary if leaking
6.6 Replace faulty parts as
necessary. Clean out the relay
primary orifice with the cleanout
wire attached to the relay to ensure
the orifice is not clogged
6.7 If the output does not change as
described, remove the relay. Replace
the O‐rings if necessary. Replace
relay if necessary
7.1 Supply pressure regulator or
gauge may have to be replaced
7.2 If output gauge does not
respond, replace it
7.3 Repair or replace parts as
necessary
7.4 Perform flapper alignment
procedures
7.5 If the output pressure remains
at the supply pressure, replace the
relay. If the output pressure moves
to 0 bar (0 psig), clean or replace
nozzle or nozzle tubing.
8.1 Replace gauges as necessary
8.2 Repair or replace parts as
necessary
8.3 Perform flapper alignment
procedures
8.4 Clean out the relay primary
orifice with the cleanout wire
attached to the relay to ensure the
orifice is not clogged. If the problem
persists, replace the relay
8.5 Tighten the relay nozzle tubing
nut (key 18). Tighten the manifold
screws (keys 34 and 131). Replace
the nozzle assembly (key 21), O‐ring
(key 24), or set point beam assembly
(key 23) as necessary if leaking
54
Page 55

Instruction Manual
D200160X012
4195K Controllers
July 2018
Replacing Common Controller Parts
WARNING
To avoid personal injury or property damage caused by the uncontrolled release of pressure, be sure any trapped process
pressure is properly vented from the controller. Vent any supply pressure from the controller before disassembly.
Replacing the Process Pressure Scale
WARNING
Refer to the Maintenance WARNING on page 51.
CAUTION
To prevent the pointer or set point indicator from rubbing on the cover or scale and producing an inaccurate indication,
take care not to bend the process pointer or the set point indicator while performing the following procedure.
Refer to figure 6‐1.
Figure 6‐1. Changing the Scale
W3440
DEFLECT LOWER PORTION OF THE SLOT
W3492
AND LIFT THE SCALE UP AND OFF
1. Adjust the set point indicator (either manually or with the remote set point pressure) to the mid‐scale mark on the
process scale.
2. Remove the four self‐tapping screws (key 37).
3. Slide the process scale (key 61) downward so that the top of the slot touches the set point indicator. Deflect the
lower portion of the slot outward and carefully slide the scale up and off, clearing the set point indicator as shown in
figure 6‐1.
4. To install the replacement scale, deflect the lower part of the slot slightly so that the scale slides downward over the
set point indicator and under the process pointer.
55
Page 56

4195K Controllers
July 2018
Instruction Manual
D200160X012
5. Secure the scale with the four self‐tapping screws (key 37).
6. If the controller has remote set point (suffix letter M), perform the appropriate remote set point zero and span
calibration procedure in Section 3, 4, or 5.
7. Perform the appropriate process indicator zero and span calibration and the flapper alignment procedures in
Section 3, 4, or 5.
Replacing the Relay
WARNING
Refer to the Maintenance WARNING on page 51.
1. Loosen the two captive screws that hold the relay (key 50) in place.
2. Tip the relay slightly toward the side of the case to clear the output pressure gauge (key 46) and lift out the relay.
3. Make sure the replacement relay has three O‐rings (keys 13 and 15) installed as shown in figure 6‐2. The fourth port
is for exhaust and does not require an O‐ring.
4. Install the replacement relay, making sure the tab on the relay, shown in figure 6‐2, aligns with the tab on the
frame.
5. Tighten the two screws that hold the relay in place.
Figure 6‐2. Relay Construction
CLEAN‐OUT
WIRE
RELAY
TAB
W5744
EXHAUST PORT
(NO O‐RING
USED)
O‐RINGS
(KEY 15)
O‐RING
(KEY 13)
RELAY MOUNTING
SCREWS (KEY 10)
6. Perform the appropriate flapper alignment procedure in Section 3, 4, or 5.
Replacing the Case and Cover
WARNING
Refer to the Maintenance WARNING on page 51.
56
Page 57

Instruction Manual
D200160X012
4195K Controllers
July 2018
CAUTION
The case and cover are an integral unit; attempting to separate them will damage the hinge. If the cover needs to be
replaced, replace the case also.
1. Remove the external piping and fittings from the controller.
2. Remove the controller from its mounting to a maintenance area.
3. Remove the nine screws (key 38) from the case and cover assembly (key 1) and lift out the controller assembly. If
the controller has remote set point (suffix letter M), use a screwdriver or appropriate tool to deflect the case slightly
at the remote set point connection to remove the controller assembly. Inspect the O‐rings around the external
piping connections and replace as necessary.
4. Position the controller assembly in the replacement case and cover.
5. Start the nine mounting screws, but do not tighten.
6. Slide the controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the
case. Hold the controller assembly in place while tightening the nine mounting screws.
7. Remove the blow‐out plug (key 72) from the original case, and install it in the replacement case.
8. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
9. Mount the controller as described in the Installation section.
10. Connect the external piping to the controller.
Replacing the Gauges
WARNING
Refer to the Maintenance WARNING on page 51.
CAUTION
Before performing this procedure, be sure the replacement gauges are the correct range so that they are not damaged by
overpressure.
1. Unscrew the output pressure gauge or the supply pressure gauge (key 46) from the frame (key 3).
2. Before installing the replacement gauge, coat the threads on the gauge with a sealant such as key 311 or
equivalent.
3. Screw the replacement gauge into the frame.
4. Apply the correct supply pressure and check for leaks with the nozzle capped for full output pressure.
57
Page 58

4195K Controllers
July 2018
Instruction Manual
D200160X012
Replacing the Supply Gauge, Proportional, Reset, Reset Valve, and Positive Feedback Tubing
Assemblies
WARNING
Refer to the Maintenance WARNING on page 51.
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Unscrew the nuts at each end of the tubing assembly. Remove the tubing assembly.
3. Install the replacement tubing assembly.
4. Set the reset adjustment to 0.01 (4195KB and KC controllers) and set the rate adjustment to OFF (4195KC
controllers).
5. Apply the correct supply pressure and check for leaks with the nozzle capped for full output pressure. Then, remove
the supply pressure.
6. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
7. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
8. Mount the controller as described in the Installation section.
9. Connect the external piping to the controller.
Replacing the Proportional Band Adjustment Knob, Nozzle Assembly, and Set Point Beam
Assembly
WARNING
Refer to the Maintenance WARNING on page 51.
Figure 6‐3 shows the parts locations for the proportional band adjustment and set point beam. Unless otherwise
noted, refer to this figure while performing the following procedures.
Disassembly
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36). See figure 7‐1
for parts location.
3. Disconnect link 3 from the set point beam shoe, part of the set point beam assembly (key 23).
4. Remove the set point beam bias spring (key 28).
5. Remove the screw and washer (keys 19 and 20) that hold the adjustable set point pivot assembly (key 17) to the
frame and remove the pivot assembly.
6. Unscrew the nut that secures the relay nozzle tubing assembly (key 18) to the frame manifold (key 135).
58
Page 59

Instruction Manual
D200160X012
4195K Controllers
July 2018
Figure 6‐3. Proportional Band Adjustment and Set Point Beam Details
E‐RING
(KEY 27)
RETAINING CLIP
(KEY 26)
PROPORTIONAL
BAND ADJUSTMENT
(KEY 25)
W4193
PROPORTIONAL
BAND ADJUSTMENT
KNOB
PLASTIC
WASHER
ADJUSTABLE
SET POINT
PIVOT ASSEMBLY
(KEY 17)
SET POINT
BEAM ASSEMBLY
(KEY 23)
FLAPPER
RETAINING
CLIP
E‐RING
CAP
CAP
EXPLODED VIEW
RELAY
NOZZLE TUBING
ASSEMBLY
(KEY 18)
PLASTIC
WASHER
(KEY 22)
SET POINT
BEAM SHOE
(KEY 29)
WASHER
(KEY 20)
SCREW
(KEY 19)
O‐RING
NOZZLE
ASSEMBLY
(KEY 21)
SET POINT BEAM
BIAS SPRING
SHOE
ADJUSTMENT
SCREWS
RELAY NOZZLE
TUBING ASSEMBLY
W4194
SET POINT
BEAM ASSEMBLY
SET POINT
BEAM SHOE
LINK 3
ASSEMBLED VIEW (CONTROLLER REMOVED FROM CASE)
7. While holding the proportional band adjustment knob, remove the screw and washer (keys 19 and 20) that hold the
relay nozzle tubing assembly (key 18) to the frame.
8. Remove the proportional band adjustment knob, relay nozzle tubing assembly, and set point beam assembly from
the controller.
59
Page 60

4195K Controllers
July 2018
Instruction Manual
D200160X012
9. Remove the relay nozzle tubing assembly (key 18) from the set point beam assembly (key 23).
10. Remove the E‐ring (key 27) from the nozzle assembly (key 21).
11. Remove the nozzle assembly (key 21) and plastic washer (key 22) from the bottom of the set point beam assembly
(key 23).
12. Remove the retaining clip (key 26).
13. Remove the proportional band adjustment knob (key 25) and plastic washer from the set point beam assembly
(key 23).
14. Inspect the nozzle assembly (key 21) and, if necessary, replace it. Inspect the nozzle orifice and, if necessary, clean
it. Also, inspect the plastic washers and, if necessary, replace them.
15. Inspect the nozzle assembly O‐ring (key 24) and, if necessary, replace it.
Assembly
1. Apply a suitable lubricant, such as key 318 or equivalent, to the set point beam assembly; then position a plastic
washer (key 22) and the proportional band adjustment knob (key 25) on the set point beam assembly (key 23) as
shown in figure 6‐3.
2. Position the retaining clip (key 26) on the three posts on the proportional band adjustment knob.
3. Place the second plastic washer on the nozzle assembly. Apply a suitable lubricant, such as key 317 or equivalent, to
the nozzle assembly O‐ring.
4. Insert the nozzle assembly (key 21) through the set point beam assembly (key 23), the plastic washer (key 22), the
proportional band adjustment knob (key 25), and the retaining clip (key 26) into the cap. Align the nozzle with the
tab on the proportional band adjustment knob shown in figure 6‐4; make sure the proportional band adjustment
knob engages the flats on the nozzle assembly.
5. While holding the nozzle assembly (key 21) against the set point beam assembly (key 23), depress the retaining clip
(key 26), and install the E‐ring (key 27) into the E‐ring groove on the nozzle assembly (key 21). Ensure that all three
tabs of the E‐ring are engaged.
6. Inspect the O‐ring on the relay nozzle tubing assembly (key 18) and, if necessary, replace it. Apply a suitable
lubricant to the O‐ring.
7. Install the relay nozzle tubing assembly (key 18) into the set point beam assembly.
8. Set the proportional band adjustment between DIRECT and REVERSE. Do this by aligning the tab on the
proportional band adjustment knob with the hole in the set point beam assembly as shown in figure 6‐4.
9. Position the proportional band adjustment knob, relay nozzle tubing assembly, and the set point beam assembly on
the frame. Screw the relay nozzle tubing nut loosely into the frame manifold.
10. Insert the machine screw, with plain washer (keys 19 and 20), through the frame and start it into the relay nozzle
tubing assembly (key 18), but do not tighten.
11. Center the nozzle on the flapper as shown in figure 6‐5 while squeezing the set point beam assembly firmly against
the relay nozzle tubing assembly. With the nozzle centered on the flapper, tighten the machine screw (key 19).
Ensure that the nozzle is still centered on the flapper.
12. Insert the pivot of the adjustable set point pivot assembly (key 17) into the hole in the set point beam assembly
(key 23).
13. Insert the screw, with washer (keys 19 and 20), through the frame (key 3) and start it into the adjustable set point
pivot assembly (key 17), but do not tighten.
14. Squeeze the adjustable set point pivot assembly against the set point beam assembly. Check to be sure the nozzle
is still centered on the flapper and tighten the machine screw (key 19). If necessary, loosen both machine screws
(key 19) to allow slightly moving the adjustable set point pivot assembly, set point beam assembly and the relay
nozzle tubing assembly as a unit to center the nozzle on the flapper. After centering the nozzle, tighten the two
machine screws.
60
Page 61

Instruction Manual
D200160X012
4195K Controllers
July 2018
15. Turn the proportional band adjustment knob to 5 percent DIRECT. Refer to figure 6‐6 to locate the locking nut on
the adjustable set point pivot assembly. Loosen the locking nut and back out the set screw slightly so that the set
point beam assembly falls under its own weight when pivoted upward. Also, maintain a minimum side play
between the adjustable set point pivot assembly and the nozzle tubing assembly. Tighten the locking nut.
Figure 6‐4. Proportional Band Adjustment Knob
Figure 6‐5. Nozzle‐Flapper Positioning
Setting
TAB
HOLE
W3761
W3449
Figure 6‐6. Adjustable Set Point Pivot Assembly Locking Nut Location
FLAPPER
NOZZLE
LOCKING
NUT
SCREW AND WASHER
(KEYS 19 AND 20)
NOTES:
1 SCREW INSERTED INTO THE ADJUSTABLE SET POINT PIVOT ASSEMBLY.
2 SCREW INSERTED INTO THE RELAY NOZZLE TUBING ASSEMBLY.
W4195
2
ADJUSTABLE SET POINT
PIVOT ASSEMBLY
SCREW AND WASHER
(KEYS 19 AND 20)
1
61
Page 62

4195K Controllers
July 2018
Instruction Manual
D200160X012
16. At the frame manifold (key 135), tighten the nut that secures the tubing from the relay nozzle tubing assembly
(key 18). Apply full supply pressure with the nozzle capped and check for leaks. Remove supply pressure.
17. Install the set point beam bias spring (key 28) into the frame bore and onto the spring seat on the set point beam
assembly.
18. Attach link 3 to the set point beam shoe as shown in figure 6‐3.
19. For controllers with reset or rate adjustment (4195KB or 4195KC controllers), turn the reset adjustment to the
CLOSED (4195KB) or OFF (4195KC) position. Set the rate adjustment to the OFF position.
The controller output must be 0 bar (0 psig). To be sure the controller output is 0 bar (0 psig ), remove supply
pressure, set the reset adjustment to 0.01 minutes per repeat and wait 30 seconds; then, turn the reset adjustment
to the CLOSED position (4195KB) or to the OFF position (4195KC).
20. Apply the correct supply pressure (refer to table 1‐6) to the controller and provide an accurate means of measuring
the controller output pressure.
21. Perform the appropriate process indicator zero and span calibration procedure and, if necessary, the remote set
point zero and span calibration procedure in Section 3, 4, or 5. When calibration is complete, continue with step 22
below.
Note
The following procedure (steps 22 through 28) matches the process pointer motion to the set point indicator motion so the
controller will control at set point at all positions on the process scale.
22. Set the proportional band to 40 percent in REVERSE or DIRECT depending on the desired controller action.
23. Adjust the set point to the lower limit on the process scale.
24. Disconnect link 1 from the input element, noting the hole from which it is removed, for capsular input elements,
and tape the process pointer to the lower limit on the process scale. The output pressure may be anywhere
between 0.2 to 1.0 bar (3 to 15 psig) for a 0.2 to 1.0 bar (3 to 15 psig) output signal range or between 0.4 to 2.0 bar
(6 to 30 psig) for a 0.4 to 2.0 bar (6 to 30 psig) output signal range. If the output is not within the specified range,
adjust the flapper leveling screw nearest the nozzle until the output is within the range specified. Record the
controller output pressure.
25. Adjust the set point to the upper limit on the process scale.
26. Remove the tape and move the process pointer until the controller output equals the pressure recorded in step 24.
Note the process pressure indication.
27. The process pressure indication should be within ±2 percent of the upper limit on the process scale.
If the process pressure indication in step 26 is greater than the upper limit of the process scale by 2 percent, loosen
the shoe adjustment screws (key 30), shown in figure 6‐3, and move the set point beam shoe (key 29) slightly away
from the center of the flapper assembly.
If the process pressure indication in step 26 is less than the upper limit of the process scale by 2 percent, loosen the
shoe adjustment screws (key 30), shown in figure 6‐3, and move the set point beam shoe (key 29) slightly toward
the center of the flapper assembly.
28. Repeat steps 23 through 27 until the error is less than 2 percent of process scale span at the upper limit of the
process scale.
29. Remove the tape from the process pointer and reconnect link 1 to the input element. If the controller has a capsular
input element, be sure to reconnect link 1 in the same hole noted in step 24.
30. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
62
Page 63

Instruction Manual
D200160X012
4195K Controllers
July 2018
31. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
32. Mount the controller as described in the Installation section.
33. Connect the external piping to the controller.
Replacing the Flapper Assembly and Flapper Flexure Pivot Assembly
WARNING
Refer to the Maintenance WARNING on page 51.
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
3. Disconnect link 3 from the set point beam shoe, part of the set point beam assembly (key 23). Refer to figure 6‐3 for
the link location.
4. Remove the set point beam bias spring (key 28). Refer to figure 6‐3 for the spring location.
5. Remove the screw and washer (keys 19 and 20) that hold the adjustable set point pivot assembly (key 17) to the
frame.
6. Remove the adjustable set point pivot assembly (key 17).
7. Unscrew the nut that secures the relay nozzle tubing assembly (key 18) to the frame manifold (key 135). Refer to
figure 6‐3.
8. While holding the proportional band adjustment knob, remove the screw and washer (keys 19
and 20) that hold the relay nozzle tubing assembly (key 18) to the frame.
9. Remove the proportional band adjustment knob, relay nozzle tubing assembly, and the set point beam assembly
from the controller.
10. Disconnect link 2 from the flapper assembly (key 11). Refer to figure 6‐7 for the link location.
11. Disconnect link 4 from the bellows bracket (key 31). Refer to figure 6‐7 for the link location.
12. Remove the two cap screws (key 12) from the flexure pivot assembly (key 9). See figure 6‐8 for screw location.
13. Remove the flapper assembly and link 4 as shown in figure 6‐9.
14. Remove the four machine screws (key 10), shown in figure 6‐9, that hold the flexure pivot assembly to the frame.
15. Remove the flexure pivot assembly (key 9).
16. Install the replacement flexure pivot assembly with the four screws (key 10). Do not tighten the screws.
17. With the controller in the upright position, move the flexure pivot assembly down as far as possible and tighten the
four screws (key 10).
18. Place the flapper assembly (key 11) on the flexure pivot assembly (key 9) with link 4 through the hole in the frame.
19. Position the flapper assembly (key 11) on the flexure pivot assembly (key 9) and start the cap screws (key 12) that
hold the flapper assembly to the flexure pivot assembly. Do not tighten the screws.
63
Page 64

4195K Controllers
July 2018
Instruction Manual
D200160X012
Figure 6‐7. Bellows Assembly and Proportional Band Adjustment (Process Scale and Proportional Band Indicator
Cover Removed)
PROPORTIONAL
BELLOWS
BELLOWS
BRACKET
(KEY 31)
ADJUSTABLE
SET POINT PIVOT
ASSEMBLY (KEY 17)
W4199
Figure 6‐8. Leveling Screw Alignment
FLAPPER LEVELING
SCREW NUMBER 2
FLAPPER
ASSEMBLY
SCREW AND WASHER
(KEYS 19 AND 20)
LINK 4
LINK 2
Figure 6‐9. Exploded View of Flexure Pivot Assembly
FOUR
SCREWS
(KEY 10)
FLEXURE PIVOT
ASSEMBLY
(KEY 9)
FLAPPER
ASSEMBLY
AND LINK 4
OBLONG HOLE
IN FRAME
W4770
64
FLEXURE PIVOT
ASSEMBLY SCREWS (KEY 12)
W4198
Page 65

Instruction Manual
D200160X012
4195K Controllers
July 2018
20. Align flapper leveling screw number 2 with the centerline of the oblong hole in the frame as shown in figure 6‐8.
Tighten the cap screws (key 12).
Note
The following procedure (steps 21 through 23) adjusts link 2 to ensure that it will always be in tension to eliminate possible
instability due to lost motion.
21. Disconnect link 1 from the input element, noting the hole location if the controller has a capsular input element,
and manually position the process pointer to the process scale upper limit. Tape the pointer in this position.
22. Adjust the length of link 2 by turning the adjustment screw, shown in figure 6‐10, clockwise to increase the length
or counterclockwise to decrease the length, so that the pin on the end of the link is approximately one‐half of its
diameter short of aligning with the hole in the flapper assembly, as shown in figure 6‐11.
Figure 6‐10. Link 2 and 4 Adjustment Locations
LINK 2 ADJUSTMENT
W3442‐1
LINK 2
LINK 4
LINK 4 ADJUSTMENT
LINK 3
65
Page 66

4195K Controllers
July 2018
Figure 6‐11. Link 2 Adjustment
LEVELING
SCREW
NUMBER 1
Instruction Manual
D200160X012
CONNECTING TAB ON
FLAPPER ASSEMBLY
W3451
W4191
1/2 OF PIN
DIAMETER
23. Connect link 2 to the flapper assembly.
24. Set the proportional band between DIRECT and REVERSE. Do this by aligning the tab on the proportional band
adjustment knob with the hole in the set point beam assembly as shown in figure 6‐4.
25. Position the proportional band adjustment knob, nozzle assembly, and set point beam assembly, and nozzle tubing
assembly on the frame, and screw the relay nozzle tubing assembly nut loosely into the frame manifold (key 135).
26. Insert the machine screw, with washer (keys 19 and 20), through the frame and start it into the relay nozzle tubing
assembly (key 18), but do not tighten.
27. Center the nozzle on the flapper as shown in figure 6‐5 while squeezing the set point beam assembly firmly against
the relay nozzle tubing assembly. With the nozzle centered on the flapper, tighten the machine screw (key 19).
Ensure that the nozzle is still centered on the flapper.
28. Insert the pivot of the adjustable set point pivot assembly (key 17) into the hole in the set point beam assembly
(key 23).
29. Insert the screw, with washer (keys 19 and 20), through the frame (key 3) and start it into the adjustable set point
pivot assembly (key 17), but do not tighten.
30. Squeeze the adjustable set point pivot assembly against the set point beam assembly. Check to be sure the nozzle
is still centered on the flapper and tighten the machine screw (key 19). If necessary, loosen both machine screws
(key 19) to allow slightly moving the adjustable set point pivot assembly, set point beam assembly and the relay
nozzle tubing assembly as a unit to center the nozzle on the flapper. After centering the nozzle, tighten the two
machine screws.
31. Turn the proportional band adjustment knob to 5 percent DIRECT. Refer to figure 6‐6 to locate the locking nut on
the adjustable set point pivot assembly. Loosen the locking nut and back out the set screw slightly so that the set
point beam assembly falls under its own weight when pivoted upward. Also, maintain a minimum side play
between the adjustable set point pivot assembly and the nozzle tubing assembly. Tighten the locking nut.
32. At the frame manifold (key 135), tighten the nut that secures the tubing from the relay nozzle tubing assembly
(key 18). Apply full supply pressure with the nozzle capped (to obtain maximum output pressure) and check for
leaks. Remove supply pressure.
33. Install the set point beam bias spring (key 28) into the frame bore and onto the spring seat on the set point beam
assembly, as shown in figure 6‐3.
66
Page 67

Instruction Manual
D200160X012
4195K Controllers
July 2018
34. Attach link 3 to the set point beam shoe as shown in figure 6‐3.
Note
The following procedure (steps 35 through 41) adjusts link 4 so it will always be in compression to eliminate possible instability
due to lost motion.
35. For controllers with reset and rate adjustments (4195KB or 4195KC controllers), remove the supply pressure; then
turn the reset adjustment to the CLOSED (4195KB) or OFF (4195KC) position.
The controller output must be 0 bar (0 psig). To be sure the controller output is 0 bar (0 psig), remove supply
pressure, set the reset adjustment to 0.01 minutes per repeat and wait 30 seconds; then, turn the reset adjustment
to the CLOSED (4195KB) or OFF (4195KC) position.
36. Apply the correct supply pressure (refer to table 1‐6) to the controller and provide an accurate means of measuring
the controller output pressure.
37. Adjust the proportional band to 5 percent REVERSE and adjust the set point to the process scale upper limit.
38. With link 1 disconnected, tape the process pointer at the process scale lower limit. The output pressure should be
within 0.14 bar (2 psig) of the supply pressure. If not, adjust flapper leveling screw 1 (the screw nearest the nozzle)
until the output is within 0.14 bar (2 psig) of supply pressure.
39. Loosen the two adjustment screws on link 4, shown in figure 6‐10, and connect the link to the bellows bracket
(key 31), allowing the link to find its free length.
40. Tighten the two adjusting screws on link 4.
41. Lift link 4 out of the hole in the bellows bracket (key 31) and ensure it drops back into the hole under its own weight.
If not, repeat steps 39 and 40.
42. Adjust the proportional band to 40 percent REVERSE or DIRECT depending on the desired controller action.
43. Adjust the set point to the process scale lower limit.
44. Tape the process pointer at the process scale lower limit. The output pressure may be anywhere between 0.2 to 1.0
bar (3 and 15 psig) for a 0.2 to 1.0 bar (3 to 15 psig) output signal range or between 0.4 to 2.0 bar (6 and 30 psig) for
a 0.4 to 2.0 bar (6 to 30 psig) output signal range. If the output is not within the specified range, adjust the flapper
leveling screw nearest the nozzle until the output is within the range specified. Record the controller output
pressure.
45. Adjust the set point to the process scale upper limit.
46. Remove the tape and move the process pointer until the controller output equals the pressure recorded in step 44.
Note the process pressure indication.
47. The process pressure indication should be within ±2 percent of the process scale upper limit.
If the process pressure indication in step 46 is greater than the process scale upper limit by 2 percent, loosen the
shoe adjustment screws (key 30), shown in figure 6‐3, and move the set point beam shoe (key 29) slightly away
from the center of the flapper assembly.
If the process pressure indication in step 46 is less than the process scale upper limit by 2 percent, loosen the shoe
adjustment screws (key 30), shown in figure 6‐3, and move the set point beam shoe (key 29) slightly toward the
center of the flapper assembly.
48. Repeat steps 43 through 47 until the error is less than 2 percent of the process scale span at the process scale upper
limit.
49. Remove the tape from the process pointer and reconnect link 1 to the input element. If the controller has a capsular
input element, be sure to reconnect link 1 in the same hole noted in step 21.
50. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
67
Page 68

4195K Controllers
July 2018
Instruction Manual
D200160X012
51. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
52. Mount the controller as described in the Installation section.
53. Connect the external piping to the controller.
Replacing the Proportional, Reset or Positive Feedback Bellows
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to figure 6‐12, unless otherwise noted.
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
3. Disconnect link 4 (key 65) from the bellows bracket (key 31).
4. Remove the two machine screws (key 35) and washer (key 362) from the bellows assemblies.
5. Remove the four machine screws (key 6) from the bellows beam (key 49) and remove the bellows bracket (key 31).
6. Remove the proportional tubing assembly (key 40) from the proportional bellows, the reset tubing assembly (key
43) from the reset bellows or the positive feedback tubing assembly (key 45) from the positive feedback bellows,
depending on which bellows is to be replaced.
7. Remove the four machine screws (key 71) from the bellows beam and remove the bellows beam from the frame.
Figure 6‐12. Bellows Assembly, Bellows Bracket, and Bellows Beam Location
FOUR SCREWS (KEY 6)
RESET
BELLOWS
WASHER
(KEY 362)
TWO SCREWS
(KEY 35)
RESET
GAIN
BELLOWS
BRACKET
(KEY 31)
W4199
68
PROPORTIONAL
BELLOWS
LINK 4
(KEY 65)
Page 69

Instruction Manual
D200160X012
4195K Controllers
July 2018
CAUTION
When removing and replacing the proportional, reset, or positive feedback bellows, keep in mind that the bellows has
left‐hand threads. Overtightening could damage the threads.
Note
Both bellows need not be removed if only one requires replacement.
8. Unscrew the bellows assembly (key 48). If the bellows assembly cannot be removed by hand, thread a machine
screw (key 35) into the bellows until tight; then loosen the bellows assembly by applying clockwise torque to the
machine screw.
9. Before installing the replacement bellows, coat the threads with a suitable lubricant, such as key 310. Screw in the
replacement bellows until it is finger tight against the frame (key 3).
10. Reinstall the bellows beam (key 49) and tighten the machine screws (key 71).
11. Position the bellows bracket (key 31) over the bellows. Insert a machine screw (key 35) through the bellows bracket
(key 31) and into the proportional bellows. Do not tighten.
12. Place the washer (key 362) on the second machine screw (key 35) and start the screw through the bellows bracket
(key 31) into the reset bellows. Do not tighten.
13. Compress the bellows and start the four machine screws (key 6) through the bellows bracket (key 31) into the
bellows beam (key 49), but do not tighten.
14. Be sure that the bellows bracket is aligned such that it does not rub on the frame at any point and tighten the
screws (keys 6 and 35).
15. Install the proportional, reset, or positive feedback tubing assembly on the bellows base.
16. For a 4195KB or KC controller, set the reset adjustment for 0.01 minutes per repeat. For a 4195KC controller, set
the rate adjustment to OFF.
17. Apply the correct supply pressure with the nozzle capped and check for leaks. Remove the supply pressure.
18. Reconnect link 4 (key 65) to the bellows bracket. Be sure that the link does not contact the frame. If it does, loosen
the four screws (key 6) that attach the bellows bracket to the bellows beam and reposition the bellows bracket to
provide clearance. Be sure the bellows bracket does not rub on the frame; then, tighten the screws.
19. Lift link 4 out of the hole in the bellows bracket (key 31) and ensure it drops back into the hole under its own weight.
If not, perform steps 35 through 41 of the flapper assembly and flapper flexure pivot assembly replacement
procedures.
20. If the controller is a proportional‐only (4195KA or KS controller), go to step 33. If the controller has reset (4195KB or
KC controller), continue with step 21.
Note
The following procedure (steps 21 through 32) adjusts the reset gain of the controller to minimize steady‐state offset.
21. Apply the correct supply pressure (refer to table 1‐6) to the controller and provide an accurate means of measuring
the controller output pressure. Also provide a means of applying regulated process pressure.
22. Adjust the proportional band to 100 percent DIRECT.
23. Adjust the set point to the mid‐scale mark on the process scale.
69
Page 70

4195K Controllers
July 2018
Instruction Manual
D200160X012
24. Adjust the reset adjustment to 0.01 minutes per repeat. For a 4195KC controller, set the rate adjustment to OFF.
25. Increase the process pressure until the output pressure stabilizes at 0.2 bar (3 psig) for a 0.2 to 1.0 bar (3 to 15 psig)
output or 0.4 bar (6 psig) for a 0.4 to 2.0 bar (6 to 30 psig) output. Record the process pressure reading.
Note
When the reset valve is at 0.01, the controller is very sensitive to any process pressure change. Only small process pressure
changes may be necessary.
26. Very slowly increase the process pressure until the output pressure stabilizes at 1.0 bar (15 psig) for a 0.2 to 1.0 bar
(3 to 15 psig) output or 2.0 bar (30 psig) for a 0.4 to 2.0 bar (6 to 30 psig) output. Record the process pressure
reading.
27. If the difference between the recorded process pressure in step 25 and the process pressure in step 26 is larger than
±1 percent of the process scale span, proceed with step 28. If the difference is less than ±1 percent, go to step 33.
28. Loosen the proportional bellows screw (key 35).
29. If the reading recorded in step 26 is greater than in step 25, adjust the reset gain screw (key 34) one‐half turn in
(clockwise). If the reading recorded in step 26 is less than in step 25, adjust the gain screw (key 34) one‐half turn out
(counterclockwise).
30. Tighten the proportional bellows screw (key 35).
31. Repeat steps 25 through 30 until the difference is less than ±1 percent of the process scale span.
32. If ±1 percent of process scale span cannot be achieved by adjusting the gain screw (key 34), loosen the machine
screw (key 35) attaching the reset bellows and slide it to the left if the reading in step 26 is greater than in step 25,
or to the right if the reading in step 26 is less than in step 25. Tighten the screw and repeat steps 25 through 31.
33. Remove the supply pressure, the output measurement device, and the regulated process pressure source.
34. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
35. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
36. Mount the controller as described in the Installation section.
37. Connect the external piping to the controller.
Replacing the Reset Restriction Valve (4195KB Controllers)
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to the 4195KB controller portion of figure 7‐1 for key number locations.
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Remove the reset valve tubing assembly (key 42) from the reset restriction valve (key 54).
3. Remove the reset tubing assembly (key 43) from the reset restriction valve.
70
Page 71

Instruction Manual
D200160X012
4195K Controllers
July 2018
4. For controllers with anti‐reset windup (suffix letter F), remove the relief valve tubing assembly (key 44) from the
reset restriction valve.
5. Remove the screw (key 162) that fastens the reset restriction valve to the frame.
6. Install the replacement reset restriction valve and secure it with the screw removed in step 5.
7. Install the reset valve tubing assembly (key 42), the reset tubing assembly (key 43), and for controllers with
anti‐reset windup, the relief tubing assembly (key 44). Tighten all connections.
8. Set the reset adjustment to 0.01 minutes per repeat.
9. Apply the proper supply pressure to the controller, cap the nozzle and check for leaks. Remove the supply pressure.
10. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
11. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 4.
12. Mount the controller as described in the Installation section.
13. Connect the external piping to the controller.
Replacing the Rate/Reset Valve Assembly (4195KC Controllers)
WARNING
Refer to the Maintenance WARNING on page 51.
Note
Read this entire procedure before removing any parts. Refer to the 4195KC portion of figure 7‐1 for key number locations.
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Remove the two machine screws (key 71) on the side of the rate/reset valve assembly (key 262).
3. Gently pull the rate tubing assembly away from the rate/reset assembly and, remove the gasket (key 5) from the
side of the rate/reset assembly.
4. Unscrew the nut holding the reset tubing assembly (key 43) into the rate/reset valve assembly.
5. Unscrew the nut holding the proportional tubing assembly (key 40) into the rate/reset assembly.
6. For controllers with anti‐reset windup (suffix letter F), unscrew the nut holding the relief tubing assembly (key 44)
into the rate/reset assembly.
7. While holding the rate/reset valve assembly, remove the machine screw (key 162) from the frame.
8. Remove the rate/reset valve assembly from the frame.
9. Inspect and, if necessary, replace the gasket (key 5).
10. To install the replacement rate/reset valve assembly, position the assembly on the frame (key 3) and secure it with
the mounting screw (key 162).
11. Position the gasket (key 5) on the rate/reset valve assembly. Hold the gasket in place while installing the rate tubing
assembly (key 137) on the valve assembly using the two machine screws (key 71).
12. Insert the reset tubing assembly (key 43) into the rate/reset valve assembly and tighten the nut.
13. Insert the proportional tubing assembly (key 40) into the rate/reset valve assembly and tighten the nut.
71
Page 72

4195K Controllers
July 2018
14. For controllers with anti‐reset windup (suffix letter F), insert the relief tubing assembly (key 44) into the rate/reset
valve assembly and tighten the nut.
15. Set the reset to 0.01 minutes per repeat and the rate to OFF.
16. Apply the proper supply pressure to the controller and check for leaks. Remove the supply pressure.
17. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
18. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 4.
19. Mount the controller as described in the Installation section.
20. Connect the external piping to the controller.
Instruction Manual
D200160X012
Replacing the Anti‐Reset Windup (suffix letter F) Differential Relief Valve
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to the 4195KB or 4195KC suffix letter F portion of figure 7‐1 for key number locations.
1. Loosen the two mounting screws in the differential relief valve (key 55) and remove the relief valve.
2. Inspect the O‐rings on the replacement relief valve. Apply a suitable lubricant to the O‐rings.
3. Install the replacement relief valve into the controller frame, keeping in mind that:
D When the arrow points up, the valve relieves with decreasing output pressure.
D When the arrow points down, the valve relieves with increasing output pressure.
4. Tighten the two screws that hold the relief valve to the frame.
5. The relief valve differential pressure is factory‐set at 0.3 bar (5 psig). Maximum differential pressure is 0.5 bar (7
psig); minimum differential pressure is 0.14 bar (2 psig). If a different differential pressure setting is desired, refer to
the anti‐reset windup valve calibration procedure in Section 4.
Replacing the Anti‐Reset Windup (suffix letter F) Relief Valve Tubing Assembly
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to the 4195KB or 4195KC suffix letter F portion of figure 7‐1 for key number locations.
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Loosen the nuts at both ends of the relief valve tubing (key 44) and remove the tubing.
3. Install the replacement relief valve tubing, and tighten the tubing nuts at both ends.
4. Apply the proper supply pressure to the controller, cap the nozzle and check for leaks. Remove the supply pressure.
72
Page 73

Instruction Manual
D200160X012
5. Position the controller assembly in the case and start, but do not tighten the nine mounting screws. Slide the
controller assembly down to assure an O‐ring seal at the pressure connections along the bottom of the case. Hold
the controller assembly in place while tightening the nine mounting screws.
6. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 4.
7. Mount the controller as described in the Installation section.
8. Connect the external piping to the controller.
4195K Controllers
Bourdon Tube Controller Maintenance and Calibration
Replacing the Bourdon Tube
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to figure 7‐2 for key number locations. Refer to figure 6‐13 for a detailed photograph of the Bourdon tube
controller link locations and adjustments.
July 2018
1. Disconnect link 1 (key 382) from the Bourdon tube (key 383) as shown in figure 6‐14.
2. Unscrew the tubing nut from the Bourdon tube to allow for Bourdon tube removal.
3. Remove the self‐tapping screws (key 384) that fasten the Bourdon tube (key 383) to the indicator assembly
(key 101).
4. With care, separate the Bourdon tube (key 383) from the process tubing assembly (key 381) and lift out the
Bourdon tube.
5. Carefully place the replacement Bourdon tube in position and start the two self‐tapping screws. Connect the
process tubing assembly then tighten the self‐tapping screws to secure the Bourdon tube.
6. Apply process pressure equal to the process scale upper limit and check for leaks. Remove process pressure.
7. Connect link 1 to the Bourdon tube.
8. With the process pressure at 0 percent, the process pointer should indicate 0 percent on the process scale. If not,
loosen the two screws on link 1 and adjust the length of link 1 to position the process pointer at 0 percent. Tighten
the screws.
9. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
73
Page 74

4195K Controllers
July 2018
Instruction Manual
D200160X012
Figure 6‐13. Bourdon Tube Controller Link
Locations and Adjustments
COURSE ZERO ADJUSTMENT
LINK 1
LINK 2
LINK 2 ADJUSTMENT
W5745
LINK 4 ADJUSTMENT
LINK 4
LINK 3 ADJUSTMENT
Figure 6‐14. Disconnecting Link 1 from the Bourdon
Tube
W5747
LINK 3
Replacing Bourdon Tube Controller Links
WARNING
Refer to the Maintenance WARNING on page 51.
This section describes the separate replacement of four links in the controller. Figure 6‐13 shows the location of each
link. To clarify the location of each link, the links are numbered as follows:
D Link 1 connects the Bourdon tube and the process pointer
D Link 2 connects the process pointer and the flapper assembly (key 11)
D Link 3 connects the set point indicator and the set point beam assembly (key 23)
D Link 4 (key 65) connects the flapper assembly and the bellows bracket (key 31).
Replacing Bourdon Tube Controller Link 1
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Note the hole position of link 1 in the process pointer. As shown in figure 6‐14, disconnect the link from the
Bourdon tube and from the process pointer. Adjust the length of the replacement link to the same length as the link
being replaced.
3. Attach the replacement link to the original holes in the process pointer and the Bourdon tube. If you do not know in
which hole in the process pointer the link was connected, place it in the middle hole. If during the process indicator
zero and span calibration, the pointer will not travel the full scale even after full span adjustment, move the link to
74
Page 75

Instruction Manual
D200160X012
4195K Controllers
July 2018
the bottom hole (the hole nearest the pointer pivot). If the process pointer has too much travel, move the link to
the top hole (the hole furthest from the pointer pivot).
4. Move the set point Indicator, either manually or with remote set point pressure, to the mid‐scale mark on the
process scale and set the proportional band between DIRECT and REVERSE.
5. The process pointer should be aligned with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the process pointer zero adjustment to align the process pointer and pointer
subassembly. Tighten the zero adjustment locking screw.
Figure 6‐15. Process Pointer Alignment
W3443‐1
ALIGNED
ZERO ADJUSTMENT
LOCKING SCREW
W3475‐1
MISALIGNED
FINE ZERO
ADJUSTMENT
6. Apply process pressure equal to the mid‐scale value of the process scale span. The process pointer should indicate
mid‐scale ±3 percent of the process scale span. If not, loosen the two screws in link 1 and move the process pointer
to the mid‐scale mark on the process scale. Tighten the screws.
7. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Bourdon Tube Controller Link 2
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Disconnect link 2 from the process pointer and from the flapper assembly (key 11). Remove the link.
3. Install the replacement link with the screw head nearest the process pointer as shown in figure 6‐13. Connect the
link to the process pointer only.
4. The process pointer should be aligned with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the process pointer zero adjustment to align the process pointer and pointer
subassembly. Tighten the zero adjustment locking screw.
5. Move the set point indicator, either manually or with the remote set point pressure, to the process scale lower limit
and set the proportional band to 5 percent REVERSE. The nozzle should not be touching the flapper. If it is, adjust
flapper leveling screw 1 (the screw nearest the nozzle) until clearance is obtained.
75
Page 76

4195K Controllers
July 2018
Instruction Manual
D200160X012
6. Disconnect link 1 from the Bourdon tube and manually position the process pointer to the process scale upper limit.
Tape the pointer in this position.
7. Adjust the length of link 2 (by turning the adjusting screw clockwise to increase the length or counterclockwise to
decrease the length) so that the pin on the end of the link is approximately one‐half of its diameter short of aligning
with the hole in the flapper assembly as shown in figure 6‐11. This adjustment provides the proper tension on the
link to eliminate lost motion.
8. Connect link 2 to the flapper assembly.
9. Remove the tape from the process pointer and reconnect link 1 to the Bourdon tube.
10. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Bourdon Tube Controller Link 3
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Disconnect link 3 from the set point indicator and the set point beam assembly (key 23).
3. Adjust the replacement link to the same length as the link removed.
4. Install the replacement link with the screw head toward the set point beam assembly as shown in figure 6‐13.
5. Check that the set point beam bias spring (key 28) is correctly located in the frame bore and the spring seat on the
set point beam assembly as shown in figure 6‐3.
6. Move the set point indicator to the mid‐scale mark on the process scale.
7. Apply process pressure to position the process pointer at the mid‐scale mark on the process scale.
8. Adjust the proportional band to 5 percent DIRECT. Turn flapper leveling screw 3 (the screw nearest the nozzle) until
the nozzle just touches the flapper.
9. Adjust the proportional band to 5 percent REVERSE. Turn flapper leveling screw 1 (the screw nearest the nozzle)
until the nozzle just touches the flapper.
10. Flapper leveling screws 1 and 3 should protrude the same distance from the clinch nuts. A clinch nut is shown in
figure 6‐16.
Figure 6‐16. Flapper leveling Screw and Clinch Nut
CLINCH
NUT
W4191‐1
FLAPPER LEVELING
SCREW
11. If leveling screw 1 protrudes further than leveling screw 3, turn the link 3 adjusting screw counterclockwise. If
leveling screw 3 protrudes further than leveling screw 1, turn the link 3 adjusting screw clockwise.
76
Page 77

Instruction Manual
D200160X012
4195K Controllers
July 2018
12. Repeat steps 8 through 11 until leveling screws 1 and 3 protrude an equal distance from the clinch nuts.
13. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Bourdon Tube Controller Link 4
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Disconnect link 4 from the bellows bracket (key 31) and the flapper assembly (key 11).
3. Connect the replacement link to the flapper assembly so that the two adjusting screws on the link are nearest to the
bellows bracket (key 31) and so that the screw heads are facing the bottom of the controller as shown in
figure 6‐17.
Figure 6‐17. Position of Link 4 Adjustment Screws
BELLOWS BRACKET
(KEY 31)
W4195
LINK 4 ADJUSTMENT
SCREW HEADS
4. For controllers with reset (4195KB) or reset and rate adjustments (4195KC), turn the reset adjustment to the
CLOSED (4195KB) or OFF (4195KC) position. Turn the rate adjustment (4195KC) to the OFF position.
The controller output must be 0 bar (0 psig). To be sure the controller output is at 0 bar (0 psig), remove supply
pressure, set the reset adjustment to 0.01 minutes per repeat and wait 30 seconds; then, turn the reset adjustment
to the CLOSED (4195KB) or OFF (4195KC) position.
5. Adjust the proportional band to 5 percent REVERSE and move the set point indicator to the process scale upper
limit.
6. Disconnect link 1 from the Bourdon tube and move the process pointer to the process scale lower limit. Tape the
process pointer in this position.
7. Apply the correct supply pressure to the controller. The output of the controller should be within 0.14 bar (2 psig) of
the supply pressure. If not, adjust flapper leveling screw 1 (the screw nearest the nozzle) until the output is within
0.14 bar (2 psig) of supply pressure.
8. Loosen the two adjusting screws on link 4. Connect the free end of the link to the bellows bracket and allow the link
to find its free length.
9. Tighten the two adjusting screws on the link.
10. Raise link 4 out of the hole in the bellows bracket (key 31) and ensure that it drops back into the hole under its own
weight. If not, repeat steps 8 and 9.
11. For a controller with reset, adjust the reset adjustment to 0.01 minutes per repeat. The rate adjustment (4195KC)
should remain in the OFF position.
12. The controller output should be within 0.14 bar (2 psig) of the supply pressure. If not, adjust flapper leveling screw
1 (the screw nearest the nozzle) until the output is within 0.14 bar (2 psig) of supply pressure.
77
Page 78

4195K Controllers
July 2018
Instruction Manual
D200160X012
13. Remove the tape from the process pointer and connect link 1 to the Bourdon tube.
14. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Bourdon Tube Travel Stop Installation and Adjustment
WARNING
Refer to the Maintenance WARNING on page 51.
Note
The process indicator should be calibrated before installing or adjusting travel stops. Refer to the appropriate process indicator
zero and span calibration procedure in Section 3, 4, or 5.
Refer to figure 6‐18 for adjustment locations and figure 7‐1 for key number locations.
The lower travel stop is necessary only if the operating range lower limit is greater than 0 bar or 0 psig (elevated zero)
For example: The process scale limits may be 0 to 300 psig, but the range of operation is 150 to 300 psig. In this
example the elevated zero is 150 psig and the lower travel stop would be adjusted for 5 percent of the process scale
span less than 150 psig (150 - (0.05 X 300) = 135 psig).
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Set the proportional band between DIRECT and REVERSE.
3. Install the upper travel stop (key 73) or upper and lower travel stops (keys 73 and 74) with the machine screws (keys
75 and 76). Do not tighten the machine screws (key 75) that secure the upper travel stop. If only the upper travel
stop is installed, go to step 10. Otherwise proceed with step 4.
4. If the operating range lower limit is 0 bar (0 psig), and a lower travel stop is installed, adjust the lower travel stop
adjustment so it does not interfere with the Bourdon tube. Tighten the lower travel stop adjustment lock nut
and proceed to step 10. If the operating range lower limit is other than 0 psig (elevated zero), perform steps 5
through 15.
5. If the process scale lower limit is other than 0 psig, adjust the process pressure to 5 percent of the process scale
span less than the operating range lower limit (see example at the beginning of this procedure).
6. Adjust the lower travel stop adjustment (shown in figure 6‐18) until it touches the Bourdon tube.
7. Tighten the lower travel stop adjustment lock nut.
8. Increase the process pressure to the operating range lower limit.
9. The Bourdon tube should not touch the lower travel stop. If it does, repeat steps 5 through 8.
10. Apply process pressure to the controller equal to 105 percent of the process scale span.
11. Slide the upper travel stop (key 73) until it touches the Bourdon tube.
12. Tighten the machine screws (key 75).
13. Decrease the process pressure to 100 percent of the process scale span.
14. The Bourdon tube should not touch the upper travel stop. If it does, repeat steps 10 through 13.
15. Adjust the proportional band to 400 percent in the desired action and install the proportional band indicator cover
(key 36). Tighten the two screws (key 6).
78
Page 79

Instruction Manual
D200160X012
Figure 6‐18. Bourdon Tube Controller Travel Stop Adjustment
LOWER TRAVEL STOP
ADJUSTMENT LOCK NUT
MOUNTING
SCREW
(KEY 76)
MOUNTING SCREWS
(KEY 75) LOOSEN THESE
SCREWS TO ADJUST UPPER
TRAVEL STOP
MOUNTING
SCREW
(KEY 76)
4195K Controllers
July 2018
UPPER
TRAVEL
STOP
(KEY 73)
LOWER TRAVEL
STOP ADJUSTMENT
56A9752‐U SHT 4
A6945
LOWER TRAVEL STOP
(KEY 74)
Bourdon Tube Controller Calibration: Zero and Span Adjustment
WARNING
Refer to the Maintenance WARNING on page 51.
Note
For routine zero and span calibration, refer to the appropriate procedures in Section 3, 4, or 5. Use the following maintenance zero
and span adjustment procedure only if difficulty is encountered with the routine procedure or if nonlinearity occurs.
Refer to figure 6‐19 for location of adjustments and figure 7‐1 for key number locations.
Provide a means of applying process pressure to the Bourdon tube and a regulated supply pressure adjusted to the
normal operating pressure (see table 1‐6). For 4195KA and KS controllers, connect the controller output to an
accurate gauge. For 4195KB and KC controllers, a gauge is not necessary and the controller output connection may be
plugged.
79
Page 80

4195K Controllers
July 2018
Note
Any adjustment of the process pointer span adjustment screw requires readjustment of the process pointer zero adjustment
screw. When checking the zero and span adjustments, ensure that the Bourdon tube does not contact the optional travel stops if
used (key 73 and 74).
Instruction Manual
D200160X012
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Set the proportional band adjustment between DIRECT and REVERSE.
3. Set the reset valve (4195KB and KC controllers only) to 0.01 minutes per repeat.
4. Set the rate (4195KC controllers only) to OFF.
5. For a controller with manual set point, move the set point indicator to the mid‐scale mark on the process scale. For
a controller with remote set point, adjust the remote set point pressure until the set point indicator is at the
mid‐scale mark on the process scale.
6. Apply process pressure equal to the mid‐scale value of the process scale span.
7. The process pointer should be aligned with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the zero adjustment screw to align the process pointer with the pointer
subassembly. Tighten the zero adjustment locking screw.
8. The process pointer should indicate mid‐scale ±3 percent of the process scale span. If not, loosen the screws in link
1 and adjust the length so that the process pointer points to the mid‐scale mark on the process scale. Tighten the
screws.
9. Apply process pressure equal to the process scale lower limit.
10. The process pointer should indicate the process scale lower limit. If not, loosen the zero adjustment locking screw
and adjust the zero adjustment screw until the process pointer indicates the lower limit. Tighten the zero
adjustment locking screw.
11. Apply process pressure equal to the process scale upper limit.
12. The pointer should indicate the process scale upper limit. If not, proceed as follows:
a. If the pointer indicates less than the process scale upper limit, rotate the pointer span adjustment clockwise to
increase the span. Adjust the span adjustment screw to correct for half of the error.
b. If the pointer indicates greater than the process scale upper limit, rotate the pointer span adjustment
counterclockwise to decrease the span. Adjust the span adjustment screw to correct for half of the error.
13. Repeat steps 9 through 12 until the zero and span indications are within ±1 percent of the scale limits with no
further adjustment. If proper span is achieved, proceed to step 15. If the span adjustment screw is adjusted to its
limit and the span is still too short or too long, proceed with step 14.
14. Within the process pointer subassembly, there are three holes for the connection of link 1. Use procedure (a.) or
(b.) below to make the coarse span adjustment with link 1.
a. If the span is short (process pointer indication is less than the process scale upper limit), disconnect link 1 from
the process pointer subassembly and move the link to the lowest hole (the hole nearest the pointer pivot).
Return to step 9.
b. If the span is long, (process pointer indication is greater than the process scale upper limit), disconnect link 1
from the process pointer subassembly and move the link to the highest hole (hole furthermost from the pointer
pivot), and return to step 9.
80
Page 81

Instruction Manual
D200160X012
Figure 6‐19. Fisher 4195K Controller Calibration Adjustment Locations
POINTER ZERO
ADJUSTMENT
POINTER ZERO
ADJUSTMENT
LOCKING SCREW
PROCESS POINTER
SPAN ADJUSTMENT
4195K Controllers
July 2018
REMOTE SET POINT
ZERO ADJUSTMENT
W6833
FRONT VIEW, 4195KB CONTROLLERS
REMOTE SET POINT
ZERO ADJUSTMENT
LOCKING SCREW
RESET
ADJUSTMENT
ANTI‐RESET WINDUP
RELIEF VALVE
ANTI‐RESET WINDUP
VALVE ADJUSTING
SCREW
1
2
2
RATE
ADJUSTMENT
W3599‐1
RESET
ADJUSTMENT
4195KC CONTROLLERS
SCREW 1
SCREW 2
SCREW 3
PROCESS
POINTER SPAN
ADJUSTMENT
SIDE VIEW OF
SET POINT/PROCESS
INDICATOR ASSEMBLY
NOTES:
1 AVAILABLE ON 4195KB CONTROLLERS ONLY.
2 AVAILABLE ON 4195KB AND KC CONTROLLERS SUFFIX LETTER F ONLY.
39A1126‐B
A6731
REMOTE SET POINT
SPAN ADJUSTMENT
(SUFFIX LETTER M)
59A9752‐S SHT 1
SIDE VIEW OF
CONTROLLER SHOWING
FLAPPER LEVELING SCREWS
81
Page 82

4195K Controllers
July 2018
15. Apply process pressure equal to the mid‐scale value of the process scale span. The process pointer should indicate
mid‐scale ±2 percent of the process scale span. If the process pointer error is ±2 percent or less, proceed to step 17.
If the process pointer error is greater than ±2 percent, loosen the two Bourdon tube mounting screws (key 384,
figure 7‐2). Also, loosen the two screws (keys 379 and 380, figure 7‐2) holding the process tubing retainer.
16. Slide the Bourdon tube up or down and tighten the four screws loosened in step 15. Several tries may be required to
determine the direction in which to move the Bourdon tube to obtain the required accuracy. Return to step 5.
17. Adjust the process pointer to within ±1 percent of the mid‐scale mark by loosening the zero adjustment locking
screw and adjusting the zero adjustment screw. Tighten the zero adjustment locking screw. This distributes the
error over the entire process scale and keeps all points within ±1 percent of the process scale span.
18. Adjust the process pressure to the lower and upper limits of the process scale span to make sure the process
pointer is still within ±1 percent of the lower and upper scale limits.
19. Perform the flapper alignment procedure and, if necessary, the appropriate remote set point calibration procedure
in Section 3, 4, or 5.
Instruction Manual
D200160X012
Capsular Element Controller Maintenance and Calibration
Replacing the Capsular Element Assembly
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to figure 7‐5 for key number locations, unless noted otherwise.
1. Remove process pressure from the controller.
2. Note the hole location and disconnect link 1 (key 90) from the process pointer.
3. Disconnect the process pressure connection union (key 93) from the pedestal assembly (key 81). Use two 5/16‐inch
hex wrenches.
4. Remove the four machine screws (key 127 in figure 7‐3) that attach the capsular element assembly to the indicator
assembly (key 101 in figure 7‐3).
CAUTION
In the following step, do not lift out the capsular element assembly by holding the capsular element or linkages. These
parts may be damaged.
5. Lift out the capsular element assembly by holding the tie bar (key 97), mounting plate (key 77), travel stop (key 83),
or pedestal assembly (key 81).
6. Position the replacement capsular element assembly over the mounting screw holes. Install and tighten the
mounting screws (key 127 in figure 7‐3).
7. Reconnect link 1 (key 90) to the process pointer in the same hole noted in step 2.
8. Reconnect the process pressure connection union (key 93).
9. Apply process pressure to the controller and check for leaks.
10. Perform the capsular element maintenance calibration procedure in this section. Perform the controller calibration
procedures and, if necessary, the appropriate remote set point calibration procedure in Section 3, 4, or 5.
82
Page 83

Instruction Manual
D200160X012
4195K Controllers
July 2018
Replacing Capsular Element Parts
WARNING
Refer to the Maintenance WARNING on page 51.
CAUTION
Avoid bending or kinking the drive flexure during the following procedures. Bending or kinking the drive flexure can result
in product damage, as well as impaired performance.
Refer to figure 7‐5 for capsular element key number locations. Refer to figure 6‐19 for adjustment locations and refer
to figure 7‐4 for indicator assembly (without process sensing element) part locations.
Replacing the Long Pivot Assembly
1. Remove process pressure from the controller.
2. Remove the tie bar (key 97) from the capsular element assembly by removing the mounting screws (key 103).
3. Note the hole position of link 5 (key 88) and disconnect the link from the pivot adjustment arm on the long pivot
clevis assembly (key 78).
4. Using an Allen wrench, remove the cap screw and washer (keys 12 and 13) that attach the drive flexure (key 79) to
the pivot adjustment arm of the long pivot clevis assembly. Take care not to bend or kink the drive flexure.
5. Remove the two screws (key 102) attaching the long pivot clevis assembly to the mounting plate (key 77).
6. Loosen the screw on the pivot adjustment arm of the replacement pivot clevis assembly, and adjust the arm to the
same length as the arm on the pivot assembly being replaced.
7. Attach the replacement pivot clevis assembly to the mounting plate with the two mounting screws (key 102).
8. Loosely connect the drive flexure to the pivot adjustment arm on the new pivot clevis assembly. See figure 6‐20.
The adjustment arm of the long pivot clevis assembly is connected to a shaft that turns on bushings at each end of
the shaft. In the next step, position the shaft so that both bushings “float” inside the bearings and do not rest
against the end of either bearing.
83
Page 84

4195K Controllers
July 2018
Figure 6‐20. Cutaway of Long Pivot Clevis Assembly
Instruction Manual
D200160X012
END BUSHING
1
ADJUSTMENT ARM
END BUSHING
1
NOTE:
1 BEFORE TIGHTENING THE DRIVE FLEXURE MOUNTING SCREWS, POSITION THE
SHAFT SO THE END BUSHINGS “FLOAT” IN THE BEARINGS.
26A9784‐E
A5682
BEARING
SHAFT
BEARING
9. Apply 75 percent of the capsular element range to the capsule. The drive flexure should be straight and horizontal.
Before tightening the drive flexure cap screws (key 12), hold the pivot shaft in the middle of the bushing end play.
Be sure neither bushing is resting against the inside end of either bearing. Tighten the drive flexure cap screws to
hold the pivot shaft in position. Adjust the length of the pivot adjustment arm as needed until the drive flexure is
horizontal. Take care not to kink or twist the flexure when tightening the screws.
10. Connect the left‐hand end of link 5 (key 88) to the pivot adjustment arm in the hole position noted in step 3.
11. Replace the tie bar (key 97).
12. Perform the capsular element maintenance calibration procedure in this section. Perform the controller calibration
procedures and, if necessary, perform the appropriate remote set point calibration procedure in Section 3, 4, or 5.
Replacing the Short Pivot Assembly
1. Remove process pressure from the controller.
2. Note the hole positions of links 1 and 5 (keys 88 and 90) and disconnect the links from the short pivot clevis
assembly (key 89). Also, note the screw position of the linearity adjustment for later reference.
3. Remove the two machine screws (key 102) attaching the short pivot clevis assembly (key 89) to the mounting plate
(key 77) and remove the pivot clevis assembly.
4. Set the linearity adjustment screw in the replacement pivot assembly to approximately the same location as noted
in step 2.
5. Position the replacement short pivot clevis assembly on the mounting plate, and attach it with the two machine
screws.
6. Attach links 1 and 5 (keys 88 and 90) in the same hole position as noted in step 2.
7. Perform the capsular element maintenance calibration procedures in this section. Perform the controller calibration
procedures and, if necessary, the appropriate remote set point calibration procedure in Section 3, 4, or 5.
Replacing the Process Drive Flexure
1. Set the process pressure to 75 percent of the capsular element range.
84
Page 85

Instruction Manual
D200160X012
4195K Controllers
July 2018
2. Remove the tie bar (key 97) from the capsular element assembly by removing the mounting screws (key 103).
3. Using an Allen wrench, remove the cap screws and washers (keys 12 and 13) to disconnect the drive flexure (key 79)
from the drive bracket assembly (key 84) and from the pivot adjustment arm of the long pivot clevis assembly
(key 78). Remove the drive flexure.
4. Loosely connect the replacement drive flexure, making sure it is straight and horizontal.
Note
See figure 6‐20. The adjustment arm of the long pivot clevis assembly is connected to a shaft that turns on bushings at each end of
the shaft. In the next step, position the shaft so that both bushings “float” inside the bearings and do not rest against the end of
either bearing.
5. Before tightening the drive flexure cap screws (key 12), hold the pivot shaft in the middle of the bushing end play.
Be sure neither bushing is resting against the inside end of either bearing. Tighten the drive flexure cap screws to
hold the pivot shaft in position. Take care not to kink or twist the flexure when tightening the screws.
6. Perform the capsular element maintenance calibration procedure in this section. Perform the controller calibration
procedures and, if necessary, the appropriate remote set point calibration procedure in Section 3, 4, or 5.
Replacing the Process Tubing
1. Remove process pressure from the controller.
2. Using two open‐end 5/16‐inch wrenches, disconnect the process tubing (keys 91 or 92) at the pedestal assembly
(key 81) and at the bottom of the controller case. Remove the tubing.
3. Install the replacement tubing, and tighten all connections. Check for leaks.
4. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Capsular Element Controller Links
WARNING
Refer to the Maintenance WARNING on page 51.
This section describes the separate replacement of five links in the controller. Figure 6‐21 shows the location of each
link. To clarify the location of each link, the links are numbered as follows:
D Link 1 connects the short pivot clevis assembly and the process pointer
D Link 2 connects the process pointer and the flapper assembly (key 11)
D Link 3 connects the set point indicator and the set point beam assembly (key 23)
D Link 4 (key 65) connects the flapper assembly and the bellows bracket (key 31)
D Link 5 (key 88 in figure 7‐5) connects the short pivot clevis assembly (key 89) and the long pivot clevis assembly
(key 78).
85
Page 86

4195K Controllers
July 2018
Figure 6‐21. Capsular Element Controller Link Locations and Adjustments
Instruction Manual
D200160X012
LINK 5
W4769
LINK 1
LINEARITY
ADJUSTMENT
SCREW
LINK 4
LINK 2
LINK 2 ADJUSTMENT
LINK 4 ADJUSTMENT
LINK 3
LINK 3 ADJUSTMENT
Replacing Capsular Element Controller Link 1
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Note the hole position of link 1 and disconnect the link from the short pivot clevis assembly and from the process
pointer. Remove the link.
3. Attach the replacement link in the same holes noted in step 2 to the process pointer and the short pivot clevis
assembly. If you do not know in which hole in the process pointer the link was connected, place it in the middle
hole. If during the process indicator zero and span calibration, the pointer will not travel the full scale, even after full
span adjustment, move the link to the bottom hole (the hole nearest the pointer pivot). If the process pointer has
too much travel, move the link to the top hole (the hole furthermost from the pointer pivot).
4. Move the set point indicator, either manually or with remote set point pressure, to the mid‐scale mark on the
process scale and set the proportional band between DIRECT and REVERSE.
5. The process pointer should be aligned with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the process pointer zero adjustment to align the process pointer and pointer
subassembly. Tighten the zero adjustment locking screw.
6. Apply process pressure equal to the mid‐scale value of the process scale span. The process pointer should indicate
mid‐scale ±3 percent of the process scale span. If not, loosen the screw in link 1 or link 5, and move the pointer to
the mid‐scale mark on the process scale. Tighten the screw.
7. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Capsular Element Controller Link 2
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Disconnect link 2 from the process pointer and from the flapper assembly (key 11). Remove the link.
3. Install the replacement link with the screw head nearest the process pointer as shown in figure 6‐21. Connect the
link to the process pointer only.
4. The process pointer should be lined up with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the process pointer zero adjustment to align the pointer with the process
pointer subassembly. Tighten the zero adjustment locking screw.
86
Page 87

Instruction Manual
D200160X012
4195K Controllers
July 2018
5. Move the set point indicator, manually or with remote set point pressure, to the process scale lower limit and set
the proportional band at 5 percent REVERSE. The nozzle should not be touching the flapper. If it is, adjust flapper
leveling screw 1 (the screw nearest the nozzle) until clearance is obtained.
6. Note the hole position and disconnect link 1 from the short pivot clevis assembly. Manually position the process
pointer to the process scale upper limit and tape the process pointer in this position.
7. Adjust the length of link 2 (by turning the adjusting screw clockwise to increase the length or counterclockwise to
decrease the length) so that the pin on the end of the link is approximately one‐half of its diameter short of aligning
with the hole in the flapper assembly as shown in figure 6‐11. This adjustment provides the proper tension on the
link to eliminate lost motion.
8. Connect link 2 to the flapper assembly.
9. Remove the tape from the process pointer and reconnect link 1 to the hole in the short pivot clevis assembly noted
in step 6.
10. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Capsular Element Controller Link 3
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Disconnect link 3 from the set point indicator and the set point beam assembly (key 23).
3. Adjust the replacement link to the same length as the link removed.
4. Install the replacement link with the screw head toward the set point beam assembly as shown in figure 6‐21.
5. Check that the set point beam bias spring (key 28) is correctly located in the frame bore and the spring seat on the
set point beam assembly as shown in figure 6‐3.
6. Move the set point indicator to the mid‐scale mark on the process scale.
7. Apply process pressure to position the process pointer at the mid‐scale mark on the process scale.
8. Adjust the proportional band to 5 percent DIRECT. Turn flapper leveling screw 3 (the screw nearest the nozzle) until
the nozzle just touches the flapper.
9. Adjust the proportional band to 5 percent REVERSE. Turn flapper leveling screw 1 (the screw nearest the nozzle)
until the nozzle just touches the flapper.
10. Flapper leveling screws 1 and 3 should protrude the same distance from the clinch nuts. A clinch nut is shown in
figure 6‐16.
11. If leveling screw 1 protrudes further than leveling screw 3, turn the link 3 adjusting screw counterclockwise. If
leveling screw 3 protrudes further than leveling screw 1, turn the link 3 adjusting screw clockwise.
12. Repeat steps 8 through 11 until leveling screws 1 and 3 protrude an equal distance from the clinch nuts.
13. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Replacing Capsular Element Controller Link 4
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Disconnect link 4 from the bellows bracket (key 31) and the flapper assembly (key 11).
3. Connect the replacement link to the flapper assembly so that the two adjusting screws on the link are nearest to the
bellows bracket (key 31) and so that the screw heads are facing the bottom of the controller as shown in
figure 6‐21.
4. For controllers with reset (4195KB controllers) or reset and rate adjustments (4195KC controllers), turn the reset
adjustment to the CLOSED (4195KB) or OFF (4195KC) position. Turn the rate adjustment (4195KC) to the OFF
position.
87
Page 88

4195K Controllers
July 2018
The controller output must be 0 bar (0 psig). To be sure the controller output is at 0 bar (0 psig), remove supply
pressure, set the reset adjustment to 0.01 minutes per repeat and wait 30 seconds; then, turn the reset adjustment
to the CLOSED (4195KB) or OFF (4195KC) position.
5. Adjust the proportional band to 5 percent REVERSE and move the set point indicator to the process scale upper
limit.
6. Disconnect link 1 from the pivot arm. Tape the process pointer to the process scale lower limit (the last mark on the
left side of the scale).
7. Apply the correct supply pressure to the controller. The output of the controller should be within 0.14 bar (2 psig) of
supply pressure. If not, adjust flapper leveling screw 1 (the screw nearest the nozzle) until the output is within 0.14
bar (2 psig) of supply pressure.
8. Loosen the two adjusting screws on link 4. Connect the free end of the link to the bellows bracket and allow the link
to find its free length.
9. Tighten the two adjusting screws on the link.
10. Raise link 4 out of the hole in the bellows bracket (key 31) and ensure that it drops back into the hole under its own
weight. If not, repeat steps 8 and 9.
11. For a controller with reset, adjust the reset adjustment to 0.01 minutes per repeat. The rate adjustment (4195KC)
should remain in the OFF position.
12. The controller output should be within 0.14 bar (2 psig) of the supply pressure. If not, adjust flapper leveling screw
1 (the screw nearest the nozzle) until the output is within 0.14 bar (2 psig) of supply pressure.
13. Remove the tape from the process pointer and connect link 1 to the pivot arm.
14. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Instruction Manual
D200160X012
Replacing Capsular Element Controller Link 5
1. Remove the two screws (key 6), and lift off the proportional band indicator cover (key 36).
2. Note the location of the connection holes and disconnect both ends of link 5 (key 88) from the lever arms of the
two pivot assemblies. Refer to figure 6‐22 for parts locations.
3. Loosen the adjustment screw on the replacement link and adjust the length to match the original link. Tighten the
adjustment screw.
4. Attach the replacement link to the two lever arms in the same holes noted in step 2.
5. Move the set point indicator, either manually or with remote set point pressure, to the mid‐scale mark on the
process scale and set the proportional band between DIRECT and REVERSE.
6. The process pointer should be aligned with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the process pointer zero adjustment to align the process pointer and pointer
subassembly. Tighten the zero adjustment locking screw.
7. Apply process pressure equal to the mid‐scale value of the process scale span. The process pointer should indicate
the mid‐scale ±3 percent of the scale span. If not, loosen the screw in link 1 or link 5, and move the process pointer
to the mid‐scale mark of the process scale span. Tighten the screw.
8. Perform the controller calibration procedures and, if necessary, the appropriate remote set point calibration
procedure in Section 3, 4, or 5.
Capsular Element Controller Maintenance Calibration
WARNING
Refer to the Maintenance WARNING on page 51.
88
Page 89

Instruction Manual
D200160X012
4195K Controllers
July 2018
Precalibration Procedure
1. Remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band adjustment between DIRECT and REVERSE.
3. Remove the two screws (key 103) and remove the tie bar (key 97) from the capsular element assembly.
Aligning the Drive Bracket Assembly
Refer to figures 6‐22 and 7‐5.
1. With an Allen wrench, loosen the set screw in the hex nut of the drive bracket assembly (key 84).
2. Loosen the screw (key 98) that holds the guide flexure to the tab on the mounting plate (key 77). The guide flexure
location is shown in figure 6‐22.
Figure 6‐22. Process Input Capsular Element Assembly Part and Adjustment Locations (Positive and Compound
Pressure Element Shown)
GUIDE
FLEXURE
DRIVE
FLEXURE
TRAVEL
STOP
TRAVEL
STOP NUT
LONG
PIVOT
SHORT
PIVOT
58A0708‐E
A6946
A
A
LINEARITY
ADJUSTMENT
LINK 5
LINK 1
DIAPHRAGM
ASSEMBLY
EXTENSION
VIEW A‐A
VIEW A‐A
DRIVE
BRACKET
TRAVEL
STOP NUT
3. Apply process pressure equal to 75 percent of the capsular element range.
4. Slide the drive bracket assembly (key 84) along the diaphragm capsule extension (key 82) until the guide flexure is
aligned with the center of the long pivot clevis assembly (key 78).
5. Tighten the machine screw (key 98) and the set screw in the hex nut to fasten the drive bracket assembly in that
position.
Setting the Capsular Element Travel Stops
1. For the full span stop—Apply process pressure equal to 5 percent greater than capsular element range. Then
perform the following as appropriate:
D For positive or compound pressure with a three‐capsule stack, loosen the machine screws (key 139) that secure
the travel stop (key 83) to the mounting plate (key 77). Slide the travel stop until it is just touching the end of the
89
Page 90

4195K Controllers
July 2018
Instruction Manual
D200160X012
capsule stack. Tighten the travel stop mounting screws to lock it into position. Decrease the input pressure to
100 percent of the capsular element range and make sure the capsule stack is not contacting the travel stop
(key 83).
D For positive or compound pressure with a two‐capsule stack, loosen the set screw (key 87) in the travel stop nut
(key 86) between the travel stop (key 83) and the capsule stack. Slide the nut along the diaphragm capsule
extension (key 130) until it just touches the travel stop (key 83). Tighten the set screw to lock the travel stop nut
in position. Decrease the input pressure to 100 percent of the capsular element range and make sure the travel
stop nut is not contacting the travel stop (key 83).
D For vacuum pressure, loosen the set screw (key 87) in the travel stop nut (key 86) on the end of the diaphragm
capsule extension (key 132 or 133). The nut is located on the opposite side of the travel stop (key 83) from the
capsule. Slide the nut along the diaphragm capsule extension until it just touches the travel stop (key 83).
Tighten the set screw to lock the travel stop nut in position. Decrease the vacuum to 100 percent of the capsular
element range and make sure the travel stop nut is not contacting the travel stop (key 83).
2. For the zero stop—perform the following as appropriate:
D If the lower limit of the capsular element range is 0 bar (0 psig), adjust the process pressure to 0 bar (0 psig). Slide
the zero travel stop nut (key 86) along the diaphragm assembly extension until it is approximately 0.4 mm
(1/64‐inch) away from the travel stop. Tighten the set screw to lock the travel stop nut in position.
D If the lower limit of the capsular element range is other than 0 bar (0 psig), adjust the process pressure to 5
percent below the capsular element range lower limit and slide the travel stop nut (key 86) along the diaphragm
extension until it just touches the travel stop (key 83). Tighten the set screw. Increase the input pressure to the
capsular element range lower limit and make sure the travel stop nut is not contacting the travel stop (key 83).
Aligning the Capsular Element Linkage
1. Adjust the process pressure to 75 percent of the capsular element range. The drive flexure (key 79) should be
straight and horizontal. If it is not, proceed as follows:
a. Loosen the screw on the pivot adjustment arm on the long pivot clevis assembly (key 78) and the two screws
mounting the drive flexure.
b. Adjust the length of the pivot adjustment arm so that the drive flexure is parallel to the centerline of the
capsules. Tighten the screw to set the length of the pivot adjustment arm in that position.
Note
See figure 6‐20. The adjustment arm of the long pivot clevis assembly is connected to a shaft that turns on bushings at each end of
the shaft. In the next step, position the shaft so that both bushings “float”' inside the bearings and do not rest against the end of
either bearing.
c. Before retightening the drive flexure screws, hold the long pivot clevis assembly shaft in the middle of the
bushing end play. Be sure neither bushing is resting against the inside end of either bearing.
d. Tighten the drive flexure screws to hold the pivot clevis assembly shaft in position.
2. Set the linearity adjustment screw on the short pivot clevis assembly so the two arms of the short pivot clevis
assembly are parallel. The linearity adjustment screw should be near the center of its slot.
3. Make certain that the process pointer and pointer subassembly are aligned as shown in figure 6‐15. If not, loosen
the zero adjustment locking screw and adjust the process pointer zero adjustment screw to align the process
pointer and pointer subassembly. Tighten the zero adjustment locking screw.
4. Adjust the process pressure to 50 percent of the capsular element range.
90
Page 91

Instruction Manual
D200160X012
4195K Controllers
July 2018
5. Loosen the screw on link 5 (key 88) and adjust the link length so that the pivot arms of the short pivot clevis
assembly (key 89) and the long pivot clevis assembly (key 78) are parallel. Tighten the screw.
6. Complete the maintenance calibration by performing the zero and span adjustments in the following procedure.
Capsular Element Controller Zero and Span Adjustment
Note
For routine zero and span calibration, refer to the appropriate procedures in Section 3, 4, or 5. Use the following maintenance zero
and span adjustment procedure only if difficulty is encountered with the routine procedure or if nonlinearity occurs.
Provide a means of applying process pressure to the sensing element and a regulated supply pressure adjusted to the
normal operating pressure (see table 1‐6). Plug the controller output or connect it to a gauge. Monitoring the
controller output is not necessary. However, the flapper should not contact the nozzle at any time while performing
this procedure. If it does, adjust flapper screw 2 (the one nearest the nozzle) to provide clearance. Refer to figure 6‐19
for the adjustment locations. Refer to figure 7‐1 for the key number locations.
Note
Any adjustment of the process pointer span adjustment screw requires readjustment of the process pointer zero adjustment
screw.
1. Remove the two machine screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band between DIRECT and REVERSE.
3. Adjust the reset (4195KB and KC controllers only) to 0.01 minutes per repeat.
4. Adjust the rate (4195KC controllers only) to OFF.
5. For a controller with manual set point, move the set point indicator to the mid‐scale mark on the process scale. For
a controller with remote set point, adjust the remote set point pressure until the set point indicator is at the
mid‐scale mark on the process scale.
6. Apply process pressure equal to the mid‐scale value of the process scale span.
7. The process pointer should be aligned with the pointer subassembly as shown in figure 6‐15. If not, loosen the zero
adjustment locking screw and adjust the zero adjustment screw to align the process pointer with the pointer
subassembly. Tighten the zero adjustment locking screw.
8. The process pointer should indicate mid‐scale ±3 percent of the process scale span. If not, loosen the screw on
either link 1 or link 5 and adjust the length so that the process pointer points to the mid‐scale mark on the process
scale. Tighten the screw.
9. Apply process pressure equal to the process scale lower limit.
10. The process pointer should indicate the process scale lower limit. If not, loosen the zero adjustment locking screw
and adjust the zero adjustment screw until the process pointer indicates the lower limit. Tighten the zero
adjustment locking screw.
11. Apply process pressure equal to the process scale upper limit.
12. The process pointer should indicate the process scale upper limit. If not, proceed as follows:
a. If the pointer indicates less than the process scale upper limit, rotate the pointer span adjustment clockwise to
increase the span. Adjust the span adjustment screw to correct for one‐half of the error.
91
Page 92

4195K Controllers
July 2018
b. If the pointer indicates greater than the process scale upper limit, rotate the pointer span adjustment
counterclockwise to decrease the span. Adjust the span adjustment screw to correct for one‐half of the error.
13. Repeat steps 9 through 12 until the zero and span indications are within ±1 percent of the scale limits with no
further adjustment. If proper span is achieved, proceed to step 16. If the span adjustment screw is adjusted to its
limit and the span is still too short or too long, proceed with step 14.
14. Within the process pointer subassembly, there are three holes for the connection of link 1. Use procedure (a.) or
(b.) below to make the coarse span adjustment with link 1.
a. If the span is short (process pointer indication is less than the process scale upper limit), disconnect link 1 from
the process pointer subassembly, move the link to the lowest hole (the hole nearest the pointer pivot), and
return to step 9. If the link is already in the lowest hole, proceed to step 15.
b. If the span is long, (process pointer indication is greater than the process scale upper limit), disconnect link 1
from the process pointer subassembly, move the link to the highest hole (the hole furthermost from the pointer
pivot), and return to step 9. If the link is already in the highest hole, proceed to step 15.
15. At either end of link 5, there are four holes in which the link may be connected. A coarse span adjustment can be
made by moving both ends of link 5 up or down.
a. If the span is short (process pointer indication is less than the process scale upper limit), disconnect both ends of
link 5, move the link down one set of holes, and return to step 6.
Instruction Manual
D200160X012
b. If the span is long (process pointer indication is greater than the process scale upper limit), disconnect both ends
of link 5, move the link up one set of holes, and return to step 6.
16. Apply process pressure equal to the mid‐scale value of the process scale span. The process pointer should indicate
mid‐scale ±2 percent of the scale span. If the process pointer error is ±2 percent or less, proceed to step 17. If the
process pointer error exceeds ±2 percent, the linearity can be improved with the linearity adjustment. See figure
6‐22 for the linearity adjustment screw location.
a. If the error at mid‐scale is high (process pointer is to the right side of the mid‐scale mark), loosen the linearity
adjustment screw and slide it upward in the curved slot. Tighten the screw and return to step 6.
b. If the error at mid‐scale is low (process pointer is to the left side of the mid‐scale mark), loosen the linearity
adjustment screw and slide it downward in the curved slot. Tighten the screw and return to step 6.
17. Adjust the process pointer to within ±1 percent of the mid‐scale mark by loosening the zero adjustment locking
screw and adjusting the zero adjustment screw. Tighten the zero adjustment locking screw. This distributes the
error over the entire process scale and keeps all points within ±1 percent of the process scale span.
18. Adjust the process pressure to the lower and upper limits of the scale span to make sure the process pointer is still
within ±1 percent of the lower and upper scale limits.
19. Perform the flapper alignment procedure and, if necessary, the appropriate remote set point calibration procedure
in Section 3, 4, or 5.
Remote Set Point (suffix letter M) Maintenance
Replacing the Remote Set Point Assembly
WARNING
Refer to the Maintenance WARNING on page 51.
92
Page 93

Instruction Manual
D200160X012
4195K Controllers
July 2018
Use the following procedures to replace the remote set point assembly. Figure 6‐23 shows the part locations. Refer to
figure 7‐6 for key number locations.
Figure 6‐23. Remote Set Point (suffix letter M) Parts and Adjustment Locations
PIVOT
ASSEMBLY A
36A9751‐C
B1668‐4
GUIDE
FLEXURE
TIE BAR
REMOTE SET POINT ZERO ADJUSTMENT SCREW
ZERO ADJUSTMENT LOCKING SCREW
MOUNTING
SCREW
LINK A
MOUNTING
SCREW
ADJUSTMENT
SCREW
LINK B
LINEARITY
ADJUSTMENT
PIVOT
ASSEMBLY B
DRIVE FLEXURE
LOWER TRAVEL
STOP
UPPER TRAVEL
STOP
CAPSULES
Note
Remove the supply pressure gauge before attempting to remove the capsular element assembly.
SIDE VIEWFRONT VIEW
1. Decrease the remote set point pressure to 0 bar (0 psig).
2. Remove the supply pressure gauge.
3. Remove the pressure connection (key 93) at the pedestal assembly (key 105). Use two 5/16 inch wrenches.
4. Disconnect link B (key 126) from the connection hole on the set point indicator.
5. Remove the three mounting screws (keys 120 and 140) that attach the remote set point assembly to the
process/set point indicator assembly. Figure 6‐23 shows the mounting screw locations.
CAUTION
In the following step, do not lift out the remote set point assembly by holding the capsular element or linkages. These parts
may be damaged.
93
Page 94

4195K Controllers
July 2018
6. Lift out the remote set point assembly by holding the tie bar (key 106), mounting plate (key 111), travel stop
(key 83), or pedestal assembly (key 105).
7. Align the replacement assembly with the mounting screw holes. Replace the mounting screws.
8. Reconnect the remote set point pressure connection union (key 93). Apply full remote set point pressure and check
for leaks.
9. Connect link B (key 126) to the connecting hole on the set point indicator.
10. Replace the supply pressure gauge.
11. Perform the remote set point maintenance calibration procedure. Perform the appropriate process indicator zero
and span calibration and flapper alignment procedure in Section 3, 4, or 5.
Instruction Manual
D200160X012
Replacing Remote Set Point Assembly Parts
WARNING
Refer to the Maintenance WARNING on page 51.
CAUTION
Avoid bending or kinking the drive flexure during the following procedures. Bending or kinking the drive flexure can result
in product damage, as well as impaired performance.
Figure 6‐23 shows the parts and adjustment locations. Refer to figure 7‐6 for key number locations.
Replacing Pivot Assembly A (Key 114)
1. Decrease the remote set point pressure to 0 bar (0 psig).
2. Remove the two screws (key 103) and remove the tie bar (key 106).
3. Note where link A is connected. Disconnect link A (key 116) from the lever arm on pivot assembly A (key 114).
4. Disconnect the drive flexure (key 79) from the adjustment arm of pivot assembly A. Be careful not to bend or kink
the drive flexure.
5. Remove the screw (key 122), washer (key 123), and nut (key 124) that attach the guide flexure (key 119) to the top
of the pivot assembly.
6. Remove the pivot screw and spring washer (keys 109 and 112) and the mounting screw (key 102) attaching the
pivot assembly to the mounting plate (key 111). Lift out pivot assembly A.
7. Loosen the adjustment screw (key 118) on the adjustment arm of the replacement pivot assembly, and set the arm
to the same length as the arm on the pivot assembly being replaced. Tighten the screw.
8. To replace the pivot assembly, first put the spring washer (key 112) on the screw (key 109). Then, insert the screw
through the replacement pivot assembly and into the mounting plate and tighten. Install the mounting screw (key
102) and tighten.
9. Connect the guide flexure (key 119) to the top of the replacement pivot assembly with the screw (key 122), washer
(key 123), and nut (key 124) as it was before. The guide flexure should be straight and horizontal as shown in figure
6‐23. If not, loosen the screws (key 122) and retighten to eliminate any bowing. Loosen the screws (key 139) and
raise or lower the pedestal assembly (key 105) to get the link horizontal. Retighten the screws (key 139) and ensure
the diaphragm assembly extension (key 134) is centered in the upper travel stop (key 83) hole.
94
Page 95

Instruction Manual
D200160X012
4195K Controllers
July 2018
10. Apply remote set point pressure equal to 50 percent of the remote set point input range.
Note
See figure 6‐20. The adjustment arm of the remote set point pivot assembly A turns on a bushing at each end of the shaft
supporting the adjustment arm. In the next step, position the shaft so both bushings “float” inside the bearings and do not rest
against the end of either bearing.
11. Connect the drive flexure (key 79) to the arm on the replacement pivot assembly, making sure it stays straight and
vertical. Adjust the length of the pivot arm, if necessary, until the flexure is vertical. Before tightening the drive
flexure screws, hold the pivot assembly shaft in the middle of the bushing end play. Be sure neither bushing is
resting against the inside end of either bearing. Tighten the drive flexure screws to hold pivot assembly A in this
position. Do not bend or twist the flexure when tightening the screws.
12. Decrease the remote set point pressure to 0 bar (0 psig).
13. Connect the end of link A (key 116) to the pivot lever arm in the same holes noted in step 3.
14. Replace the tie bar (key 106).
15. Perform the remote set point maintenance calibration procedure. Perform the appropriate process indicator zero
and span calibration and flapper alignment procedures in Section 3, 4, or 5.
Replacing Pivot Assembly B (Key 115)
1. Decrease the remote set point pressure to 0 bar (0 psig).
2. Note the holes where links A and B are connected. Disconnect links A and B (keys 116 and 126) from the arms of
pivot assembly B (key 115).
3. Remove the two screws (key 102) that attach pivot assembly B to the mounting plate (key 111). Remove the pivot
assembly.
4. Loosen the linearity adjustment screw on the replacement pivot assembly and set it in the same position as the
adjustment on the original pivot assembly. Tighten the screw.
5. Set the replacement pivot assembly on the mounting plate, and attach it with the two machine screws.
6. Attach links A and B (keys 116 and 126) to the arms of the replacement pivot assembly in the same holes noted in
step 2.
7. Perform the remote set point maintenance calibration procedure. Perform the appropriate process indicator zero
and span calibration and flapper alignment procedures in Section 3, 4, or 5.
Replacing the Drive Flexure
1. Using an Allen wrench, remove the cap screws (key 12) and washers (key 13) to disconnect the drive flexure (key
79) from the drive bracket (key 121) and from the adjustment arm of pivot assembly A. Remove the drive flexure.
2. Set the remote set point pressure to 50 percent of the remote set point input range.
Note
See figure 6‐20. The adjustment arm of the remote set point pivot assembly A turns on a bushing at each end of the shaft
supporting the adjustment arm. In the next step, position the shaft so both bushings “float” inside the bearings and do not rest
against the end of either bearing.
3. Connect the new drive flexure making sure it stays straight and vertical. Adjust the length of the pivot arm, if
necessary, until the drive flexure is straight. Before tightening the drive flexure screws, hold the pivot assembly A
95
Page 96

4195K Controllers
July 2018
shaft in the middle of the bushing end play. Be sure neither bushing is resting against the inside end of either
bearing. Tighten the drive flexure screws to hold the pivot shaft in this position. Do not bend or twist the flexure
when tightening the screws.
4. Decrease the remote set point pressure to 0 bar (0 psig).
5. Perform the remote set point maintenance calibration procedure. Perform the appropriate process indicator zero
and span calibration and flapper alignment procedure in Section 3, 4, or 5.
Instruction Manual
D200160X012
Replacing the Remote Set Point Tubing
1. Decrease the remote set point pressure to 0 bar (0 psig).
2. Using two 5/16‐inch open‐end wrenches, disconnect the pressure connection union (key 93) from the pedestal
assembly (key 105) and the connection to the case exterior at the top of the case.
3. Remove the tubing (key 104).
4. Install the replacement tubing, and reconnect the two pressure connections.
5. Apply full remote set point pressure, and check for leaks.
Replacing Link A
This procedure describes link A (key 116) replacement in the remote set point assembly. Figure 6‐23 shows the link
location.
1. Note the holes where link A is connected. Disconnect link A (key 116) from the lever arms on pivot assembly A and
pivot assembly B.
2. Loosen the screw in the replacement link A and adjust the length to match the link being replaced. Tighten the
screw.
3. Refer to figure 6‐23 for the correct link orientation. Attach the replacement link A to the two lever arms in the same
holes noted in step 1.
4. Perform the remote set point maintenance calibration procedure. Perform the appropriate process indicator zero
and span calibration and flapper alignment procedures in Section 3, 4, or 5.
Replacing Link B
This procedure describes link B (key 126) replacement in the remote set point assembly. Figure 6‐23 shows the link
location.
1. Note the holes where link B is connected. Disconnect link B (key 126) from the pivot arm and from the set point
indicator.
2. Loosen the screw in the replacement link B and adjust the length to match the link being replaced. Tighten the
screw.
3. Refer to figure 6‐23 for the correct link orientation. Attach the replacement link B to the pivot arm and to the set
point indicator in the same holes as noted in step 1.
4. Perform the remote set point maintenance calibration procedure. Perform the appropriate process indicator zero
and span calibration and flapper alignment procedures in Section 3, 4, or 5.
Remote Set Point (suffix letter M) Maintenance Calibration
Refer to figure 6‐23 for parts and adjustment locations. Refer to figures 7‐1 and 7‐6 for key number locations.
Precalibration Procedure
WARNING
Refer to the Maintenance WARNING on page 51.
96
Page 97

Instruction Manual
D200160X012
4195K Controllers
July 2018
1. Remove the two screws (key 6) and lift off the proportional band indicator cover (key 36).
2. Set the proportional band adjustment between DIRECT and REVERSE.
3. Remove the two screws (key 103) and remove the tie bar (key 106) from the remote set point assembly.
Aligning the Flexures
WARNING
Refer to the Maintenance WARNING on page 51.
1. Apply remote set point pressure equal to 50 percent of the remote set point pressure range.
2. The guide flexure (key 119) should be straight and horizontal. If not, straighten the flexure by loosening the
machine screw (key 122) on the end of the flexure that is attached to the top of the pivot assembly A (key 114) and
allow the flexure to straighten itself. Tighten the machine screw.
3. If the flexure is not horizontal, loosen the two machine screws (key 139) and raise or lower the pedestal assembly
(key 105) until the guide flexure is horizontal. Retighten the machine screws (key 139) and ensure the diaphragm
assembly extension (key 134) is centered in the upper travel stop (key 83) hole.
4. The drive flexure (key 79) should be straight. If not, proceed as follows:
a. Loosen the screw (key 118) on the adjustment arm of pivot assembly A (key 114) and loosen the screws holding
the drive flexure.
b. Set the length of the adjustment arm so that the drive flexure is parallel to the centerline of the diaphragm
capsule assembly (key 80).
c. Tighten the screw (key 118) on the adjustment arm.
Note
See figure 6‐20. The adjustment arm of the remote set point pivot assembly A turns on a bushing at each end of the shaft
supporting the adjustment arm. In the next step, position the shaft so both bushings “float” inside the bearings and do not rest
against the end of either bearing.
d. Hold the pivot assembly A shaft in the middle of the bushing end play. Be sure neither bushing is resting against
the inside end of either bearing.
e. Tighten the screws that hold the drive flexure in place.
Setting the Travel Stops
WARNING
Refer to the Maintenance WARNING on page 51.
1. Loosen the set screw (key 87) in the travel stop nut (key 86).
97
Page 98

4195K Controllers
July 2018
Instruction Manual
D200160X012
CAUTION
Make sure the loose travel stop nut does not bind on the diaphragm capsule extension (key 134) when pressurizing the
capsules (key 80). Damage to the capsules may result.
2. Full span stop—Adjust the remote set point pressure to 2‐1/2 percent of span greater than the remote set point
input range upper limit.
Loosen the two screws (keys 139 and 140) that secure the travel stop (key 83) to the mounting plate (key 111). Slide
the travel stop until it is just touching the end of the capsule stack. Tighten the travel stop mounting screws to lock it
into position.
3. Zero Stop—Adjust the remote set point pressure to 2‐1/2 percent of span less than the remote set point input range
lower limit.
Slide the travel stop nut (key 86), along the diaphragm capsule extension (key 134) until it is just touching the travel
stop (key 83). Tighten the set screw (key 87) to lock the travel stop nut in position.
Aligning the Linkage
WARNING
Refer to the Maintenance WARNING on page 51.
1. Adjust the remote set point pressure to 50 percent of the remote set point input range.
2. Set the linearity adjustment screw in the center of the slot on the lever arm of pivot clevis assembly B (key 115). See
figure 6‐23 for the linearity adjustment location.
3. Set the length of link A (key 116) so the lever arms of pivot assembly A and pivot assembly B are parallel and link A is
perpendicular to them.
4. Set the length of link B (key 126) so the set point indicator indicates mid‐scale on the process scale span.
5. Replace the tie bar (key 106) and install the two screws (key 103).
Remote Set Point Zero and Span Adjustment
WARNING
Refer to the Maintenance WARNING on page 51.
Note
For routine remote set point zero and span calibration, refer to the appropriate procedures in Section 3, 4, or 5. Use the following
maintenance remote set point zero and span adjustment procedures only if difficulty is encountered with the routine procedure or
nonlinearity occurs.
Refer to figures 6‐19 and 6‐23 for adjustment locations.
98
Page 99

Instruction Manual
D200160X012
4195K Controllers
July 2018
1. Decrease the remote set point pressure to 0 percent of the remote set point input range.
2. The set point indicator should indicate the lower limit of the process scale span. If not, loosen the adjustment screw
on link A (key 116), and adjust the length so the set point indicator points to the lower limit of the process scale.
Tighten the screw.
3. Make fine zero adjustments by loosening the zero adjustment locking screw (key 102) and turning the zero
adjustment screw (key 108). Tighten the locking screw. Refer to figure 6‐23 for the screw locations.
4. Apply remote set point pressure equal to 100 percent of the remote set point input range.
5. The set point indicator should indicate the upper limit of the process scale span.
6. To increase the span, proceed as follows:
a. Turn the remote set point span adjustment screw clockwise.
b. To increase the span further than the adjustment screw allows, move both ends of link A (key 116) to the right.
c. Make fine adjustments with the remote set point span adjustment screw.
7. To decrease the span, proceed as follows:
a. Turn the remote set point span adjustment screw counterclockwise.
b. To decrease the span further than the adjustment screw allows, move both ends of link A (key 116) to the left.
c. Make fine adjustments with the remote set point span adjustment screw.
8. Repeat the adjustments until the upper and lower indications are aligned with the upper and lower limits on the
process scale.
9. Adjust the remote set point pressure for 50 percent of the remote set point input range.
10. The set point indicator should indicate mid‐scale ±2 percent of the process scale span. If the error is within ±2
percent, proceed to step 11. If the error is greater than ±2 percent of the scale span, proceed to the remote set
point linearity adjustment procedure.
11. Adjust the set point indicator to mid‐scale ±1 percent of the process scale span by loosening the zero adjustment
locking screw and turning the zero adjustment screw. Tighten the locking screw.
12. Adjust the remote set point pressure to the upper and lower limits of the remote set point input range and make
sure the set point indicator is still within ±1 percent at the lower and upper limits of the process scale.
13. Perform the appropriate flapper alignment procedure and, if necessary, the process indicator zero and span
calibration procedure in Section 3, 4, or 5.
Remote Set Point Linearity Adjustment
WARNING
Refer to the Maintenance WARNING on page 51.
Adjust the linearity by loosening and repositioning the linearity adjustment screw in the curved slot on the lever arm of
pivot assembly B (key 115). Adjusting the linearity affects the zero and span adjustment.
1. Adjust the remote set point pressure to 50 percent of the remote set point input range. The set point indicator
should indicate mid‐scale ±1 percent of the process scale span. If not, make fine adjustments by loosening the zero
adjustment locking screw and turning the zero adjustment screw.
2. Adjust the remote set point pressure to 0 percent of the remote set point input range and note the indicator
position relative to the process scale lower limit.
99
Page 100

4195K Controllers
July 2018
3. Adjust the remote set point pressure to 100 percent of the remote set point input range and note the indicator
position relative to the process scale upper limit.
4. If the greatest misalignment is positive (the set point indicator is to the right of the process scale limits), loosen the
linearity screw and move it clockwise in the slot. If the misalignment is negative, move the linearity screw
counterclockwise in the slot.
5. If the misalignment is greater than 1 percent of the process scale span at the lower and upper limits, with one
positive and the other negative, perform the remote set point zero and span adjustment procedure to correct a
span error.
6. Repeat steps 1 through 4 until lower, middle, and upper indications are within ±1 percent of the process scale
markings.
Instruction Manual
D200160X012
Auto/Manual Station (suffix letter E) Maintenance
Replacing the Auto/Manual Station
WARNING
Refer to the Maintenance WARNING on page 51.
Refer to figures 7‐1 and 7‐7 for key number locations.
Note
This procedure also permits replacement of the switch manifold O‐rings (key 312), the auto/manual tubing assembly (key 138),
and the frame gaskets (keys 4 and 5).
Disassembly
1. Remove the controller assembly from the case by performing steps 1 through 3 of the case and cover replacement
procedure.
2. Loosen the screw (key 316) that holds the auto/manual station (key 273) to the controller frame.
3. Loosen the two screws (keys 314 and 315) that hold the auto/manual station to the auto/manual tubing assembly
(key 138).
4. Remove the auto/manual station from the controller frame.
5. Remove the switch manifold O‐rings (key 312).
6. Carefully loosen the nut on the relay nozzle tubing assembly (key 18) where it connects to the auto/manual tubing
assembly (key 138). Loosen three screws (keys 34 and 131) and remove the tubing assembly and frame gaskets
(keys 4 and 5).
7. Inspect the gaskets (keys 4 and 5) and O‐rings (key 312) for wear. Replace if necessary.
Assembly
1. Install the gaskets and tubing assembly to the frame. Start, but do not tighten, the three screws (keys 34 and 131)
and the nut on the relay nozzle tubing assembly (key 18).
2. Install the switch manifold O‐rings (key 312) and secure the auto/manual station to the controller frame with the
screw (key 316) and to the tubing assembly (key 138) with the two screws (keys 314 and 315). Do not tighten any
screws.
100
 Loading...
Loading...