

Page 1
Vickers
®
Piston Pumps
Overhaul Manual
PVE Variable Pump
12–21 USgpm capacity at 1800 rpm
M-2854-SReleased 8/1/90
Page 2

Table of Contents
Section Page
I. Introduction
A. Purpose of Manual 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. General Information (Related Publications/Model Code) 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
II. Description 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A. General 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. Application 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
III. Principles of Operation 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A. Piston Pump 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. Compensator (Flat Cut-Off Type - “C”) 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C. Compensator (Remote Control Type - “CG”) 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. Compensator (Load Sensing Type - “CV”) 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. Compensator (Load Sensing with Pressure Limiting - “CVP”, “CVPC”, “CVPD”) 10. . . . . . . . . . . . . . . . . . . . . . . . . . . .
IV. Installation and Operating Instructions 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A. Installation Drawings 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. Mounting and Drive Connections 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C. Shaft Rotation 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. Piping and Tubing 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. Hydraulic Fluid Recommendations 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. Overload Protection 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G. Start–up 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
V. Service and Maintenance 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A. Service Tools 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. Inspection 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C. Adding Fluid to the System 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. Adjustments 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. Lubrication 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. Replacement Parts 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G. Troubleshooting 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VI.Overhaul 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A. General 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. Disassembly 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C. Inspection, Repair and Replacement 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. Assembly of Compensator 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. Removal and Disassembly of Rotating Group 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. Inspection, Repair and Replacement 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G. Assembly of Housing Parts 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
H. Disassembly of Valve Block 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I. Inspection, Repair and Replacement 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
J. Assembly of Valve Block 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
K. Shaft Bearing Preload Adjustment 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
L. Final Assembly of PVE Series Pump 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VII.Test Procedure 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A. Test Conditions 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. Preliminary Check 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C. Preliminary Set–Up 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. Performance Test 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. Performance Test of Piston Pump with “C” Compensator Control 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. Performance Test of PVE 12/19/21 Piston Pump with “CG” Compensator Control 31. . . . . . . . . . . . . . . . . . . . . . . . . .
G. Performance Test of PVE 12/19/21 Piston Pump with “CV”, “CVP”, “CVPC” and “CVPD” Compensator Control 32. . .
H. Load Sensing Control Test 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2
Page 3
Section I – Introduction
A. Purpose Of Manual
This manual describes operational characteristics and
overhaul information for the PVE12, 19(*) and the
PVE21(*)–** variable displacement piston pumps. The
information contained herein pertains to the latest design
series as listed in Table 1.
B. General Information
1. Related Publications - Service parts information
and installation dimensions are not contained in this
manual. The parts and installation drawings listed in
Table 1 are available from authorized distributors or sales
engineers.
34561
2
1
Pump, Variable Displacement,
Inline Piston, E-Series
2
Flow Rating
USgpm @ 1800 rpm
3
Shaft Rotation
(Viewed from shaft end)
R – Right hand (clockwise)
L – Left hand (counterclockwise)
4
Noise Level Rating
Blank – Standard Unit
Q – Industrial Quieter
1800 rpm @ 207 bar (3000 psi)
5
Mounting Flange
B – SAE B 2 bolt
6
Input Shaft Type
1 – SAE B Straight keyed
2 – SAE B Splined
7
Port Configuration
E – End ported, SAE O-ring
M – End ported, metric O-ring
(per ISO 6149)
Shaft Seal
8
S – Standard shaft seal
N – No shaft seal
Design
9
10
Control Options
(** = Pressure setting in tens of bars)
C** –
C**VP** –
C**VPC** –
C**VPD** –
Model
Series
PVE12
PVE19
PVE21
Parts
Drawing
M-2853-G
M-2841-S
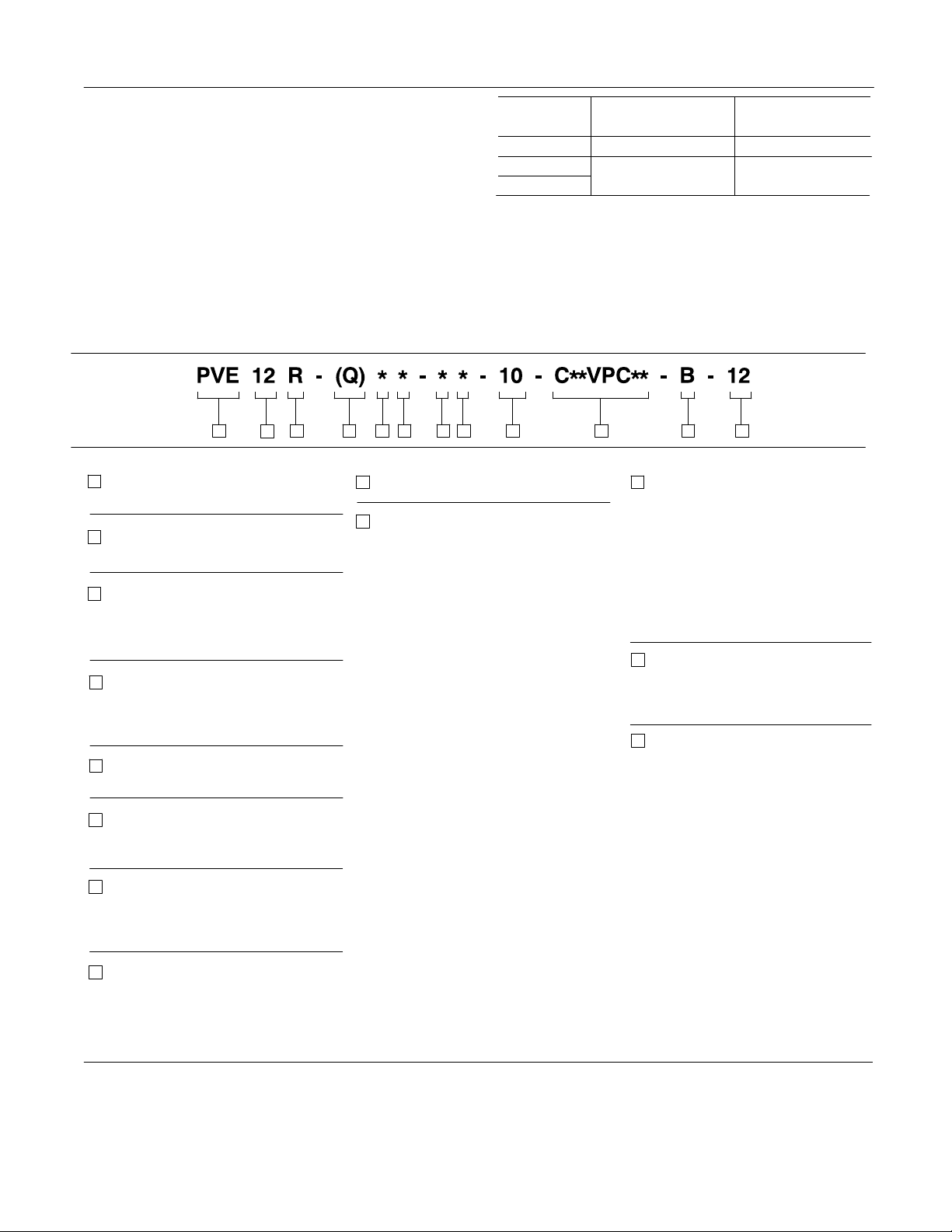
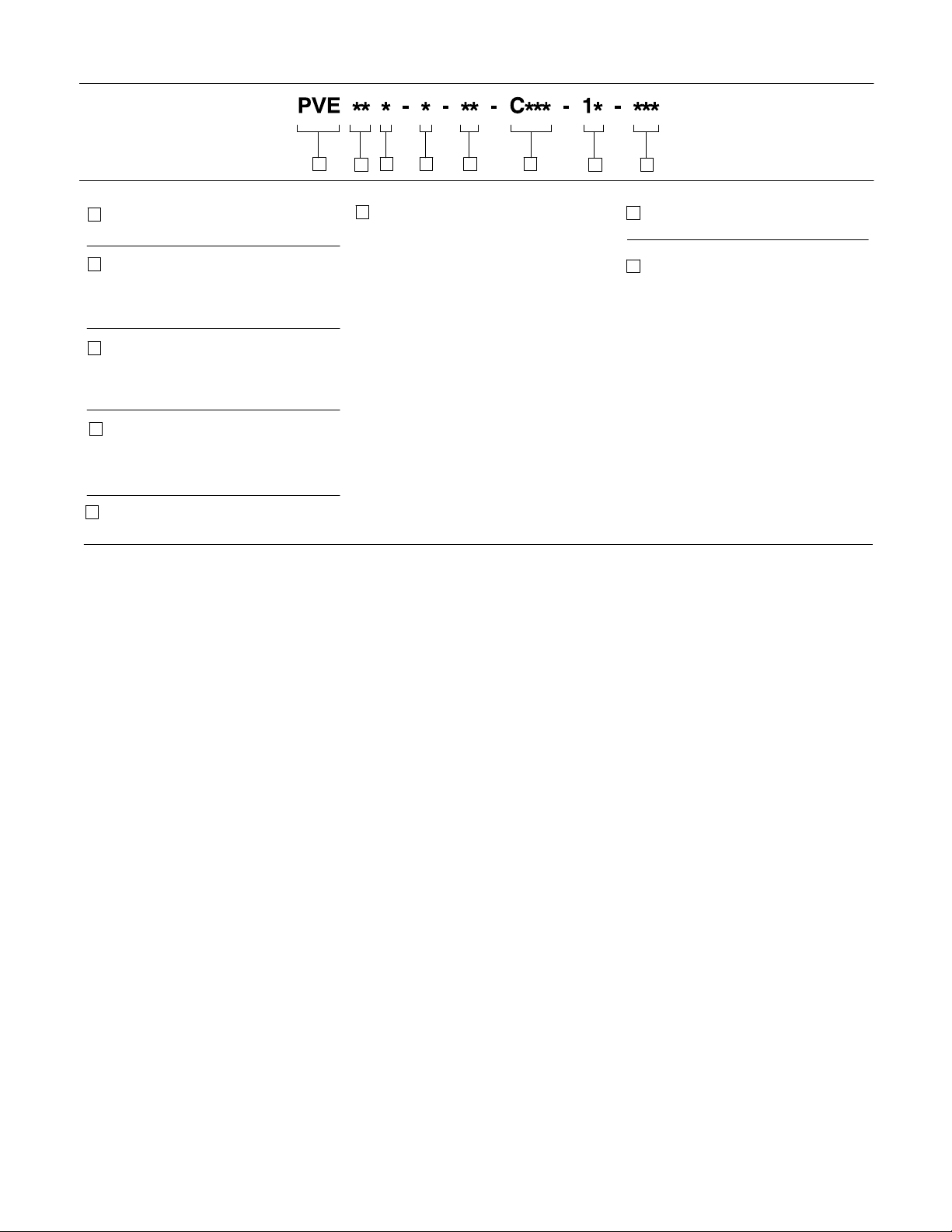
2. Model Codes - Variations within each basic model
series are covered in the model code. Table 2 shows a
complete breakdown of the model codes covering these
units. Service inquiries should always include the complete
model code number as stamped on the mounting flange.
87 9 10 11
10
Control Options (Con’t)
(** = Pressure setting in tens of bars)
CC** -
Pressure compensator
CG**-
Max. setting 207 bar
(3000 psi)
Range 02-21 bar
Pressure & load sensing
Pressure compensating
(see C**)
Load sensing (see CV**)
Pressure and load sensing
Pressure compensating
(see C**)
Load setting 24 bar
(350 psi)
CD CCD -
11
Control Bleed Down
Blank – C, CC, CG, CD, CCD
B – Bleed down orifice (CVP & CVPC)
P – Plug (no orifice) (CVP & CVPC)
12
Control Design
Range 17-31 bar
(251-450 psi)
Pressure & load sensing
Pressure compensating
(see C**)
Load setting 41 bar
(600 psi)
Range 32-45 bar
(451-650 psi)
Same as C** except with
max. adj. stop.
Pressure compensation
with remote control
(see C**)
Electric dual range compensation
Same as CD except with
max. adj. stop
Installation
Drawing
_____
322C
Table 1.
12
Same as C** except with
max. adj. stop.
Pressure compensation with
remote control (see C**)
Electric dual range compensation
Same as CD except with
max. adj. stop
Table 2. Model Code Breakdown
3
Page 4
361
2
4 5
7 8
1
Pump, Variable Displacement,
Inline Piston, E–Series
2
Flow Rating
USgpm @ 1800 rpm
19 – 19 USgpm
21 – 21 USgpm
3
Shaft Rotation
(Viewed from shaft end)
R – Right hand (clockwise)
L – Left hand (counterclockwise)
4
Input Shaft Type
1 – SAE B Straight keyed
2 – SAE B 15 tooth splined
9 – SAE B 13 tooth spline
5
Pump Design
6
Control Options
(** = Pressure setting in tens of bars)
C-10 –
Pressure compensated
(PVE19, 250-3000 psi)
(PVE21, 250-2700 psi)
CG-10 –
Remote control pressure
compensator adjustable
from 350-3000 psi using
and external relief valve.
CV-10 –
CVP-12 –
Load sensing PVE19/21
Load sensing (160 psid)
with pressure compensation
PVE 19/21
CVPC-12 –
Load sensing (350 psid)
with pressure compensation
PVE 19/21
Table 2. Model Code Breakdown (Con’t)
7
Control Design
Special Suffix
8
4
Page 5
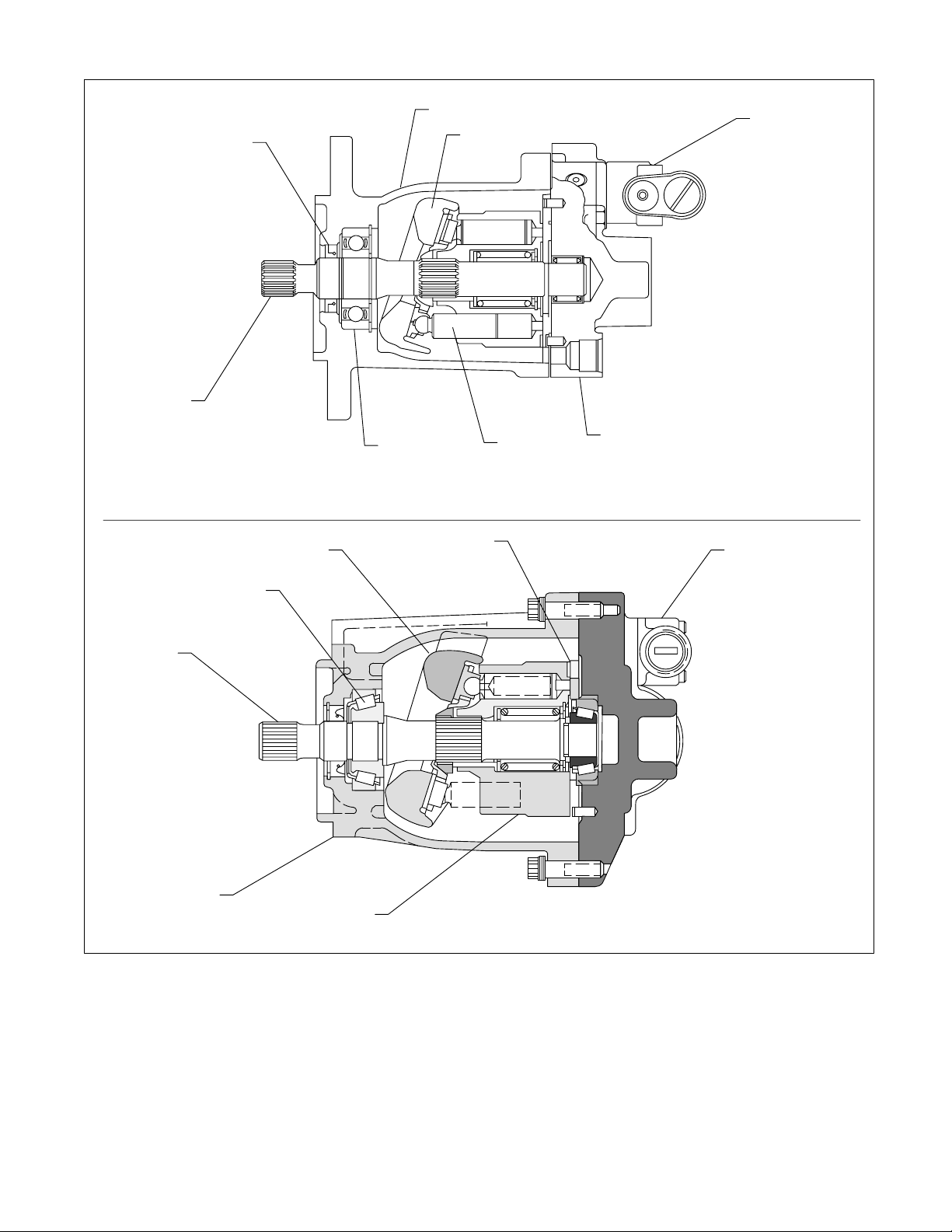
Shaft
Shaft
Seal
Housing
Yoke
Compensator
Drive
Shaft
Tapered
Roller
Bearing
Yoke
Bearing
PVE12 Section View
Wafer Plate
Piston
Valve Block
Compensator
Housing
Rotating Group
PVE19 Section View
Figure 1. Sectional Views of the PVE Pumps
5
Page 6
Section II – Description
A. General
Assembly of a typical pump package is shown in Figure 1.
Six types of compensator subassemblies are used with the
PVE series pumps. Refer to Section III for principles of
operation. See Model Code for pressure settings.
1. Compensator (C), (Flat Cut-Off Type): A pump using
this compensator will maintain a constant load pressure for
all values of flow within the capacity of the pump.
2. Compensator (CG), (Remote Control Type): This
compensator is similar to the “C” type compensator except
the compensator is controlled by a remote hydraulic source
such as a relief valve.
3. Compensator (CV), (Load Sensing Type): A load
sensing compensator provides flow at a pressure equal to
that required by the load plus a constant value used as a
pressure drop across a metering valve. The pump will
change its flow with changes in size of the metering valve
orifice. The pump and compensator together provide a
constant flow source for the load, at a pressure established
by the requirements of the load, hence the title “Load
Sensing”.
CAUTION
4. Compensator (CVP), (Load Sensing Pressure
Limiting Type): The CVP control is a combination of the
standard flat cut-off compensator (C) and the load sensing
compensator (CV). The load sensing compensator controls
flow to the load across an external valve orifice. If pressure
build–up exceeds the flat cut-off compensator setting, the flat
cut-off compensator overrides the load sensing compensator
and lowers the flow to prevent excessive pressure build-up
at the pump.
5. Compensator (CVPC), (Load Sensing Pressure
Limiting Type): This compensator is the same as the “CVP”
compensator except the load sensing spring is heavier. The
heavier spring provides a slightly higher pressure differential
(160nP vs. 350nP) across the external valve orifice. See
Figure 5.
6. Compensator (CVPD), (Load Sensing, Pressure
Limiting Type): Same as “CVPC” except with higher
pressures.
B. Application
Pump ratings in USgpm as shown in the model coding are at
1800 rpm. For ratings at other speeds, methods of installation and other application information, contact an authorized
distributor or sales engineer.
A relief valve must be provided in the external circuit
to prevent excessive pressure build up at the pump.
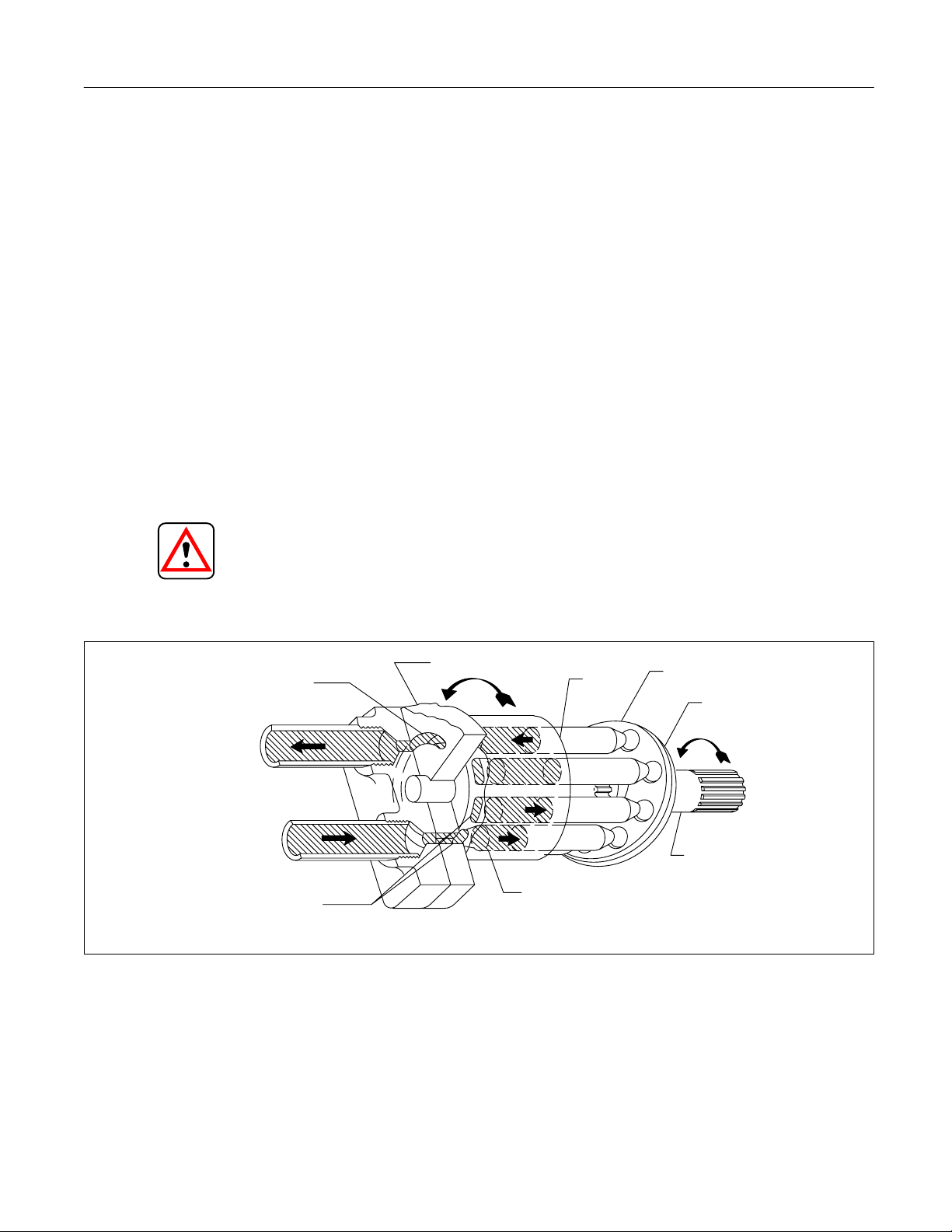
Outlet Wafer Plate
Kidney Slot
Outlet Port
Inlet Port
Intake Kidney
Slot Area
Wafer Plate
Figure 2.
Cylinder
Block Bore
Piston
Shoe Plate
Yoke Face
Drive Shaft
6
Page 7

Section III – Principles of Operation
A. Piston Pump
Rotation of the pump drive shaft causes the cylinder block,
shoe plate and pistons to rotate. See Figure 2. The piston
shoes are held against the yoke face by the shoe plate. The
angle of the yoke face imparts a reciprocating motion to
each piston within the cylinder block. Inlet and outlet ports
connect to a kidney slotted wafer plate. As the pistons move
out of the cylinder block, a vacuum is created and fluid is
forced into the void by atmospheric pressure. The fluid
moves with the cylinder block past the intake kidney slot to
the outlet (pressure) kidney slot. The motion of the piston
reverses and fluid is pushed out the cylinder block into the
outlet port.
B. Compensator (Flat Cut-Off Type)
A flat cut-off compensated pump will maintain a constant
load pressure for all values of flow within the capacity of the
pump providing the load is sufficient to build up pressure.
A step by step description of the flat cut-off type compensator control follows. Refer to Figure 3 throughout this
discussion.
When a no load condition exists, the pump will deliver
maximum flow at zero pressure. As the actuator load
increases, pressure will rise; however, flow will remain at
maximum until pressure reaches the compensator spring
setting (cracking pressure). As a further increase in load
occurs, system pressure will cause the compensator spool to
move against the compensator spring, metering flow to the
yoke stroking piston. The yoke stroking piston then moves the
yoke to reduce flow. As flow is reduced, system pressure
reduces slightly causing the compensator spool to return to the
null position. At null, flow to the yoke stroking piston stops.
Movement of the yoke will stop and the flow will stabilize at a
reduce value. If the load were to continue to increase, the
pump flow will reduce to zero (0) and a deadhead pressure
condition would exist. The pressure differential needed to
cause the compensator spool to change from maximum flow
(cracking pressure) to zero flow (deadhead pressure) is
approximately 50 to 150 PSI.
Pump outlet flow is proportional to the control range from
cracking pressure to deadhead pressure. (i.e. If cracking
pressure is 2900 PSI (max. flow) and deadhead pressure is
3000 PSI (min. flow), a pressure of 2950 PSI would be equal
to 1/2 maximum flow.)
If the load decreases, pressure will decrease proportionally
and the compensator spring will move the spool down,
opening the yoke stroking piston to case drain. As fluid is
metered from the yoke stroking piston, the yoke spring will
stroke the yoke to increase flow. The increase in flow causes
a proportional increase in system pressure. The increase in
system pressure returns the compensator spool to a null
position and flow from the yoke stroking position will stop;
simultaneously, movement of the yoke will stop. The flow will
stay constant until another change of load occurs.
If the load continues to decrease, pump flow will continue too
increase, holding the outlet at compensator cracking
pressure. When maximum flow is reached (max. stroke), a
maximum flow and a maximum pressure condition exists. A
further decrease in load will lower the outlet pressure until a
final theoretical condition of maximum flow and zero
pressure is obtained.
C. Compensator (Remote Control - “CG”)
This compensator allows the operator to change the
pressure setting through the use of a remote control valve.
The “CG” compensator has the same performance
characteristics as the “C” type compensator.
7
Page 8
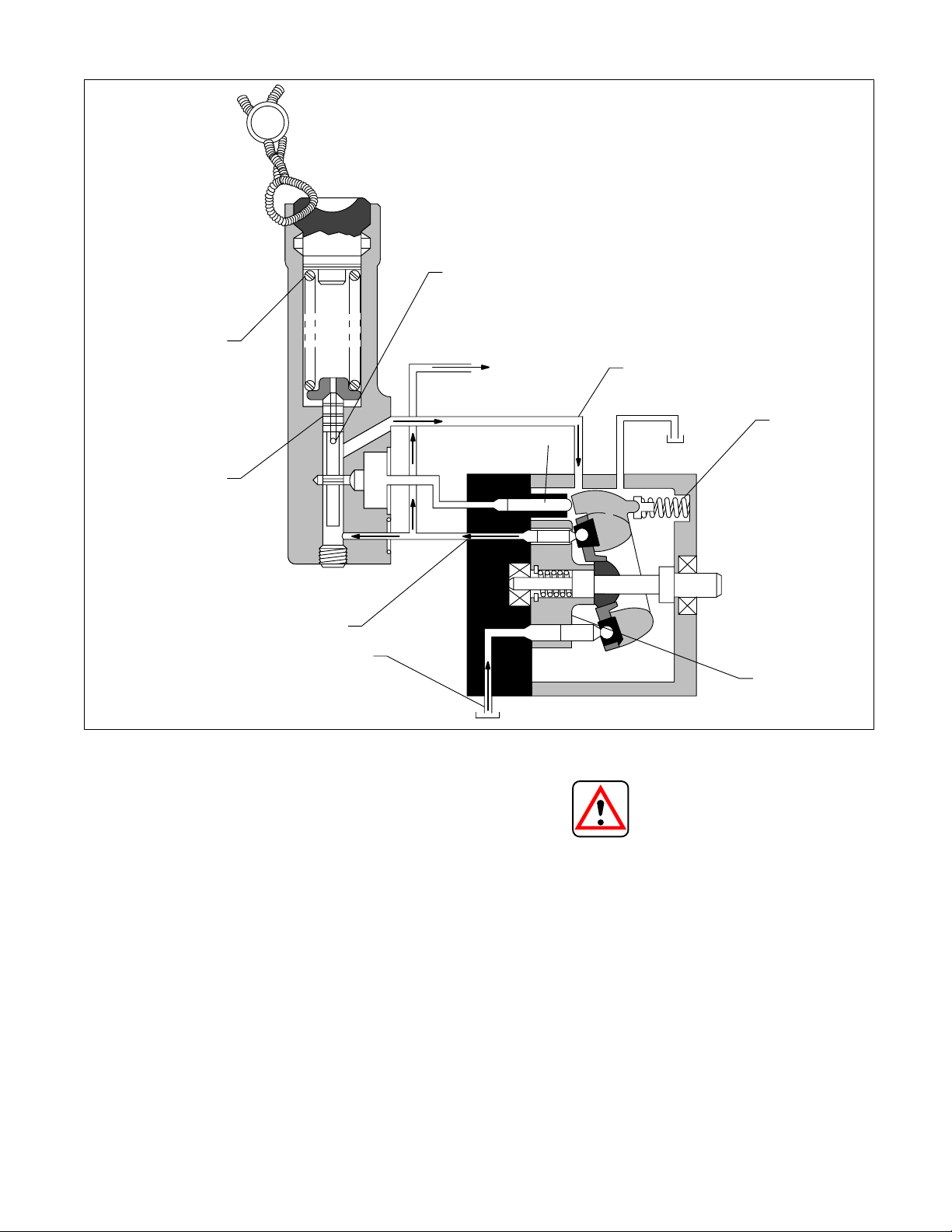
Compensator Spring
Compensator Spool
Outlet
Inlet
Cross Hole (Open to
Spring Area)
Pump Load
Yoke Stroking Piston
Drain
Yoke Spring
Rotating Group
Figure 3. Flat Cut-Off Compensator
D. Compensator
(Load Sensing Type - “CV”)
Application
A frequent application of pressure compensator pumps is to
supply sevo valves or mechanically operated metering
valves, whose function is to control flow to a hydraulic
actuator (cylinder or motor).
In such circuits it is often desirable that flow be proportional
only to an external valve spool position. This requires a
constant pressure drop across the external valve. (NOTE:
Flow through a valve varies with pressure drop as well as
with valve spool position.)
Pumps incorporating the load sensing feature have a
constant flow characteristic: Flow is constant regardless of
the load pressure.
CAUTION
A relief valve must be used to prevent outlet pressure from exceeding pump ratings if the load is
excessive.
Minimum Pump Pressure
The minimum outlet pressure developed by the pump (no
load) is a function of the compensator spring force versus
the yoke spring force, whichever is greater. (Please note that
external valve spool position (orifice size), has nothing to do
with the minimum outlet pressure of the pump). The orifice
size controls pump rate of flow only. The minimum outlet
pressure will be constant for all settings of the valve spool
orifice and is considered the pressure drop across the orifice
(nP).
8
Page 9
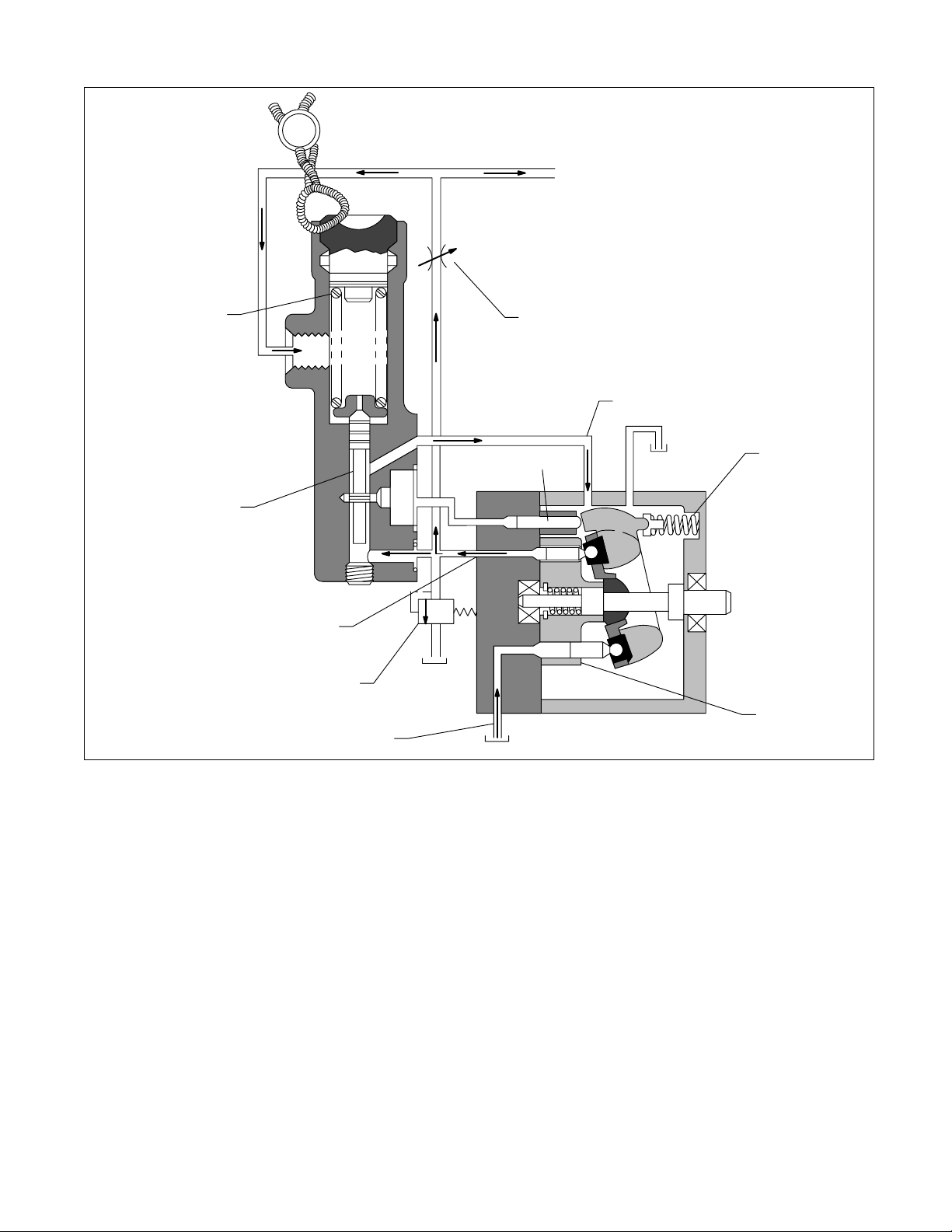
Actuator
Load
Compensator Spring
Compensator Spool
Outlet
Relief
Valve
Inlet
External Valve
Spool Orifice
(nP-Pressure Drop)
Yoke Stroking Piston
Drain
Yoke Spring
Rotating Group
Figure 4. Load Sensing Compensator (CV).
Circuit Operation At Minimum Pressure
Refer to Figure 4 during the following description. Assume a
no load condition.
The pump load consists of the pressure drop across the
valve spool orifice (nP), plus the pressure developed by the
work being performed at the actuator. (In this case the
actuator is unloaded and only the pressure drop across the
valve spool orifice (nP) will be considered.)
Flow is restricted through the valve spool orifice and
develops a pressure at the outlet of the pump. This pressure
is applied to the lower end of the compensator spool. Initially,
the compensator spring is holding the spool in the down
position and the yoke is at maximum delivery position. When
the pump is started, the increasing flow increases pressure
at the lower end of the compensator spool and the
compensator spool opens pressure to the yoke stroking
piston. The yoke then strokes to a lower flow, lowering the
pressure drop across the external valve orifice. When
pressure reaches nP, the compensator spool will null. At this
time, the stroking piston will remain stable until the external
valve spool orifice is changed. (See Figure 4.)
External Valve Spool Orifice Size Reduced
If the external valve spool orifice is reduced in size, pressure
at the pump outlet will rise proportionally causing the
compensator spool to move against the compensator spring.
When the compensator spool moves far enough to open the
yoke stroking piston to pump outlet pressure, the yoke
stroking piston will move the yoke to a lower flow setting.
The compensator senses pressure at the downstream side
of the external valve spool orifice and compares this
pressure to the pump outlet pressure. The compensator then
adjusts the yoke to a flow which holds a constant pressure
drop (nP) across the external valve spool orifice.
The pressure developed at the pump outlet is a summation
of the pressure drop across the external valve spool orifice
and the actuator load pressure. As the actuator load
pressure increases, the increase is reflected directly back to
the pump outlet. Since the compensator monitors the
difference between pump outlet pressure and actuator load
pressure, and this difference (nP) does not change with load
variations, flow from the pump will stay constant.
9
Page 10

External Valve Spool Orifice Size Increased
If the external valve spool orifice size is increased, pump
outlet pressure will decrease, lowering force against the
compensator spool. (See Figure 4.) The compensator spring
causes the spool to move, opening the yoke stroking piston
to case drain. As fluid is metered from the yoke stroking
piston, the yoke spring force strokes the yoke to a higher
flow. The increase in flow through the external valve spool
orifice establishes once again the constant pressure drop
(nP). With differential pressure (nP) across the external
valve orifice, the compensator spool nulls. Flow from the
yoke stroking piston stops, and the pump flow rate stabilizes
at a higher value.
Operation of the load sensing compensator is such that as
the load pressure varies, the pump outlet pressure will follow
the variations, holding a constant pressure drop (nP) across
the external valve spool orifice, and a constant flow through
the external valve and actuator. Pump flow will change only
with changes in external valve spool orifice size.
E. Compensator (Load Sensing with Pressure
Limiting “CVP”, “CVPC”, “CVPD”)
As expected from the above title, these units are a combination of the flat cut-off and load sensing compensators.
The load sensing portion functions at pressures below the
flat cut-off compensator setting and provides a constant flow
characteristic. If pressure exceeds the flat cut-off compensator setting, the yoke will stroke to zero flow at maximum
pressure lowering the horsepower requirements for holding
circuits and protecting the pump. Refer to Figure 5
throughout the following circuit explanation.
Assume an actuator load that is increasing gradually. Also,
assume the pump outlet pressure is lower than the flat
cut-off compensator cracking pressure. As actuator load
pressure increases, the load sensing compensator spool
senses the difference between pump outlet pressure and
actuator load pressure. As long as the difference between
the pump outlet pressure and the actuator load pressure
(nP) is constant, flow to the load will stay constant. As
pressure rises across the load, leakage will increase in the
pump and load. The load sensing portion of the compensator
adjusts pump outlet flow to compensate for leakage while
providing a constant flow through the valve spool orifice.
The pump outlet pressure continues to increase until the flat
cut-off compensator spool reaches cracking pressure. The
flat cut-off compensator spool then meters flow to the yoke
stroking piston. The yoke stroking piston starts moving the
yoke to reduce flow while holding the outlet pressure at
compensator cracking pressure. This action continues until
the pump is fully compensated (zero flow and maximum
pressure).
Standby Operation Feature
Standby defined: When the external valve spool is shifted to
zero flow, the circuit is placed in standby.
The small fixed orifice located in the compensator body
provides a decompression feature for the load circuit during
standby operation. The decompression feature allows the
pump to stroke to zero flow and minimum pressure (nP), if
the load is blocked and the external valve spool orifice is
closed. (Refer to Figure 5.)
The circuit functions as follows:
Assume the pump is at zero flow with maximum pressure to
the load. The flat cut-off compensator spool will be in the up
position (compressing the spring) and the load sensing spool
will be in the down position due to actuator load pressure
plus the spring force. If the external valve spool orifice is
closed at this time, fluid under pressure will be trapped in the
load circuit and will hold the load sensing spool in the down
position. This will keep the pump outlet pressure at flat
cut–off compensator cracking pressure (a power loss since
no work is being performed at this time). To prevent this
condition from continuing, the small orifice meters the fluid
trapped in the load back through the flat cut-off compensator
spool to case drain. The actuator load pressure will decrease
gradually causing the load sensing spool to open pressure to
the yoke stroking piston, bypassing the flat cut-off compensator. As the actuator load pressure reduces, the pump
outlet pressure will reduce until minimum pump pressure is
obtained. When the minimum flow/minimum pressure
condition occurs, the pump is considered to be in standby.
During standby, the CVP(C) control reduces the input power
well below that of a standard “C” type compensator. This
provides an increase in system efficiency and reduces the
cost of operation.
10
Page 11

Compensator
Spring
Set Screw
Compensator
Spool
Load Sensing
Spool
External Valve
Spool Orifice
Yoke Stroking Piston
Outlet
Inlet
Figure 5. Load Sensing Pressure Limiting Compensator (CVP, CVPC, CVPD)
Actuator
Load
Drain
Yoke Spring
Rotating Group
11
Page 12

Section IV – Installation and Operating Instructions
A. Installation Drawings
The installation drawing listed in Table 2 will show installation
dimensions and port locations.
B. Mounting and Drive Connections
CAUTION
Pump shafts are designed to be installed in couplings
with a slip fit. Pounding can injure the bearings. Shaft
tolerances are shown on the installation drawing.
(See Table 1.)
1. Direct Mounting - A pilot on the pump mounting
flange (Figure 6) assures correct mounting and shaft alignment. Make sure the pilot is firmly seated in the accessory
pad of the power source. Care should be exercised in tightening the mounting screw to prevent misalignment.
2. Indirect drive is not recommended for these pumps
without engineering approval.
D. Piping and Tubing
1. All pipes and tubing must be thoroughly cleaned before
installation. Recommended methods of cleaning are sand
blasting, wire brushing, and pickling.
NOTE
For instructions on pickling, refer to instructions
sheet 1221-S.
2. To minimize flow resistance and the possibility of
leakage, only as many fittings and connections as are
necessary for proper installation should be used.
3. The number of bends in tubing should be kept to a
minimum to prevent excessive turbulence and friction of oil
flow. Tubing must not be bent too sharply. The recommended
radius for bends is three times the inside diameter of the tube.
E. Hydraulic Fluid Recommendations
General Data
Oil in a hydraulic system performs the dual function of
lubrication and transmission of power. It constitutes a vital
factor in a hydraulic system, and careful selection of it should
be made with the assistance of a reputable supplier. Proper
selection of oil assures satisfactory life and operation of
system components with particular emphasis on hydraulic
pumps. Any oil selected for use with pumps is acceptable for
use with valves or motors.
Data sheets for oil selection are available from any
authorized distributor or sales engineer.
Oil Recommendations noted in the data sheet are based on
our experience in industry as a leading hydraulic component
manufacturer.
Where special considerations indicate a need to depart from
the recommended oils or operating conditions, contact an
authorized distributor or sales engineer.
Figure 6. Pump Pilot Flange.
C. Shaft Rotation
Rotation is determined as viewed from the shaft end of the
pump. A pump made for left-hand rotation is identified by an
”L” and right-hand by an ”R” in the model code. (See Table
2.) An arrow stamped on the mounting flange indicates the
correct rotation.
CAUTION
NEVER drive a pump in the wrong direction of rotation.
Seizure may result causing expensive repairs.
Cleanliness
Thorough precautions should always be observed to insure
the hydraulic system is clean:
1. Clean (flush) entire new system to remove paint,
metal chips, welding shot etc.
2. Filter each change of oil to prevent introduction of
contaminants into the system.
3. Provide continuous oil filtration to remove sludge and
products of wear and corrosion generated during the life of
the system.
4. Provide continuous protection of system from entry of
airborne contamination, by sealing the system and/or by
proper filtration of the air.
5. During usage, proper oil filling and servicing of oil filters,
breathers, reservoirs, etc. cannot be over emphasized.
6. Thorough precautions should be taken by proper system
and reservoir design to insure that aeration of the oil wIll be kept
to a minimum.
12
Page 13

Sound Level
Noise is only indirectly affected by the fluid selection, but the
condition of the fluid is of paramount importance in obtaining
optimum reduction of system sound levels.
Some of the major factors affecting the fluid conditions that
cause the loudest noises in a hydraulic system are:
1. Very high viscosities at start-up temperatures can
cause pump noises due to cavitation.
2. Running with a moderately high viscosity fluid will
impede the release of entrained air. The fluid will not be
completely purged of such air in the time it remains in the
reservoir before recycling through the system.
3. Aerated fluid can be caused by ingestion of air
through the pipe joints of inlet lines, high velocity discharge
lines, cylinder rod packings, or by fluid discharging above the
fluid level in the reservoir. Air in the fluid causes a noise
similar to cavitation.
H. Start-Up
Before starting pump the case MUST be filled with clean
hydraulic fluid.
With a minimum drive speed of 650 rpm, a pump should
prime almost immediately if provision is made to initially
purge the air from the system.
Failure to prime within a reasonable length of time may result
in damage due to lack of lubrication. Inlet lines must be tight
and free from air leaks. However, it may be necessary to crack
a fitting on the outlet side of the pump to purge trapped air.
Load Sensing Control Port Location for L.H. Rotation
5.18
2.94
F. Overload Protection
Relief valves limit pressure in the system to a prescribed
maximum and protect components from excessive pressure.
The setting of the relief valve depends on the work
requirements of the system components.
2.19
Compensator Position
for R.H. Rotation
Figure 7. C/CV/CVP Compensator Positions for Right and
Left Hand Shaft Rotation
Compensator Position
for L.H. Rotation
13
Page 14

Section V – Service and Maintenance
A. Service Tools
The following standard tools for overhauling the piston pump
are shown in Figure 8.
Standard Tools and Equipment:
1. Torque wrench with short extension and sockets
2. 1” micrometer
3. 1” depth micrometer
4. External Truarc pliers
5. Internal Truarc pliers
In addition to the above tools, an arbor press is required to
service bearings, etc. Maintenance of this unit is intricate
and should not be attempted without the proper tools.
Special Tools:
Special tools are shown in Figures 9, 10, 11 and 12.
B. Inspection
Periodic inspection of the fluid condition and tube or piping
connections can save time consuming breakdowns and
unnecessary parts replacement. The following should be
checked regularly:
4. Air bubbles in the reservoir can ruin the pump and
other components. If bubbles are seen, locate the source of
the air and seal the leak. (See Table 3).
5. A pump which is running excessively hot or noisy is a
potential failure. Should a pump become noisy or
overheated,the machine should be shut down immediately
and the cause of improper operation corrected.
C. Adding Fluid to the System
When hydraulic fluid is added to replenish the system, it
should always be poured through a 10 micron (absolute) or
better filter.
It is important that the fluid be clean and free of any
substance which could cause improper operation or wear of
the pump or other hydraulic units. Therefore, the use of cloth
to strain the fluid should be avoided to prevent lint from
getting into the system.
D. Adjustments
No periodic adjustments are required, other than to maintain
proper shaft alignment with the driving medium.
E. Lubrication
1. All hydraulic connections must be kept tight. A loose
connection in a pressure line will permit the fluid to leak out.
If the fluid level becomes so low as to uncover the inlet pipe
opening in the reservoir, extensive damage to the pump can
result. In suction or return lines, loose connections permit air
to be drawn into the system resulting in noisy and/or erratic
operation.
2. Clean fluid is the best insurance for long service life.
Therefore, the reservoir should be checked periodically for dirt
or other contaminants. If the fluid becomes contaminated the
system should be drained and the reservoir cleaned before
new fluid is added.
3. Filter elements also should be checked and replaced
periodically. A clogged filter element results in a higher pressure drop. This can force particles through the filter which
would ordinarily be trapped or can cause the by-pass to
open, resulting in a partial or complete loss of filtration.
Internal lubrication is provided by the fluid in the system.
Lubrication of the shaft couplings should be as specified by
their manufacturers. Coat shaft splines with a dry lubricant
(Molycoat or equivalent) to prevent wear.
F. Replacement Parts
Reliable operation throughout the specified operating range
is assured only if genuine manufacturer’s parts are used.
Sophisticated design processes and materials are used in
the manufacture of these parts. Substitutions may result in
early failure. Part numbers are shown in the parts service
drawings listed in Table 2.
14
Page 15

1
1.232
“A”
6
1.500
.005.005
Use for “A”
Intermediate shaft bearing installation
3
5
4
2
Figure 8. Standard Tools.
0.1875
thread 1/2” -13 thru
Drive shaft bearing installation
Drive shaft bearing removal
1 1/2” heavy wall tubing
Figure 9. Special Shaft Bearing Removal
and Installation Tools.
4”
6”
9”
1/4” bolt hole
loose fit.
“A”
“B”
1/4”
0.120
1/2”
2”
Bearing Race Puller
Description A B C
Valve Block 1.675 1.300 1.250
Housing 2.125 1.625 1.500
Use a 5” long 1/2” -13 hex head screw with this tool.
Figure 10. Bearing Race Removal Tools.
Figure 10a. Bearing Race Removal Tools.
“C”
15
Page 16

“C”“B”
“A”
Figure 11. Special Bearing Race Installation Tools.
6.50
1.500
Heavy wall tubing
0.250
.375
.375
1.440
.005
Nominal
Pipe
Size
1 1/2” 4” 1.625 1.900
2” 4” 2.125 2.375
Schedule 80 (extra heavy)
ABC
1.439
.005
Press ring on end of tubing.
Figure 12. Shaft Seal Driver.
F. Replacement Parts
Reliable operation throughout the specified operating range
is assured only if genuine manufacturer’s parts are used.
Sophisticated design processes and materials are used in
the manufacture of these parts. Substitutions may result in
early failure. Part numbers are shown in the parts service
drawings listed in Table 2.
2.500
0.125
Aluminum ring
16
Page 17

G. Troubleshooting
Table 3 lists the common difficulties experienced with piston
pumps and hydraulic systems. It also indicates probable
causes and remedies for each of the troubles listed.
TROUBLE PROBABLE CAUSE REMEDY
Excessive pump noise. Low oil level in the reservoir
Fill reservoir to proper level with the
recommended transmission fluid. DO NOT
over fill transmission or damage may result.
Air in the system
V acuum condition
Oil too thick
Cold weather
Pump overheating Internal leakage
Heat exchanger not functioning
Fluid level low
System not developing pressure Relief valve open
Compensator misadjusted
Open reservoir cap and operate hydraulic
system until purged.
“Bleed” hydraulic lines at highest point
downstream of auxiliary pump and while
system is under pressure.
Check inlet (suction) lines and fittings for air
leaks.
Check auxiliary pump function.
Be certain correct type of oil is used for
refilling or adding to the system.
Run hydraulic system until unit is warm to
the touch and noise disappears.
If established that excessive internal
leakage is evident, return vehicle to
maintenance shop for evaluation and repair.
Locate trouble and repair or replace.
Add oil to operating level.
Replace one or both. Do not attempt to
repair cartridges, they are factory
assembled and preset.
Loss of fluid internally (slippage)
Loss of fluid Ruptured hydraulic lines
Loose fittings
Leaking gaskets or seals in pump or circuit
Miscellaneous Sheared shaft key
Disconnected or broken drive mechanisms
Table 3. Troubleshooting Chart
Return vehicle to maintenance shop for
repair of hydraulic system.
Check all external connections, tubing and
hoses. Tighten connections, replace
ruptured tube or hose.
Observe mating sections of hydrostatic
transmission for leaks. Replace seals or
gaskets if possible.
Replace seals or gaskets if possible.
Locate and repair.
17
Page 18

Section VI – Overhaul
A. General
CAUTION
Before breaking a circuit connection, make certain
that power is off and system pressure has been
released. Lower all vertical cylinders, discharge
accumulators, and block any load whose movement
could generate pressure.
After removing the pump from the system and before
disassembly, cap or plug all ports and disconnected
hydraulic lines. Clean the outside of the unit thoroughly
to prevent entry of dirt into the system.
CAUTION
Absolute cleanliness is essential when working on a
hydraulic system. Always work in a clean area. The
presence of dirt and foreign materials in the system
can result in serious damage or inadequate operation.
Periodic maintenance of the pump will generally not require
disassembly to the extent described here. However, the
sequence can also be used as a guide for partial
disassembly. In general, disassembly is accomplished in the
item number sequence shown in Figure 13. Special
procedures are included in the following steps.
NOTE
Discard and replace all O-Rings, gaskets, and shaft
seals removed during disassembly.
B. Disassembly
Removal and Disassembly of the Compensator S/A
a. Remove four screws (1) that hold the compensator
S/A to valve block (26) and pull the compensator away from
the valve block.
b. Remove compensator gasket (2) and O-Ring (3)
from body (11) of compensator S/A.
c. Remove lockwire (4), plug (5) and O-Ring (7)
(6 and 7 on the CV compensator).
d. Remove spring (8), seat (9), and spool (10) from
the compensator body (11) and set aside for inspection.
e. Do not remove plug(s) (24) unless it is necessary
for inspection of the bore.
NOTE
The following steps concern only the CVP and
CVPC compensator S/A.
f. Unscrew plug (12) and remove parts (13)
through (18).
g. Remove plug (19) to gain access to orifice plug
(20). Remove orifice plug (20). Do not remove check valve
S/A (21) from body (11). Item (20) may or may not be an orifice. If the circuit has a bleed down, orifice (20) may be a plug.
h. Remove plug (22) and O-Ring (23).
i. Remove plug(s) (24) only if necessary to inspect
the spool bore.
NOTE
All parts must be thoroughly cleaned and kept clean
during inspection and assembly. The close tolerance of
the parts makes this requirement very important. Clean
all removed parts using a commercial solvent that is
compatible with the system fluid. Compressed air may
be used in cleaning, but it must be filtered to remove
water and contamination. Clean compressed air is
particularly useful in cleaning the spool, compensator
body, and valve block passages.
C. Inspection Repair and Replacement
NOTE
Replace all parts that do not meet the following
specifications.
1. Inspect all components for excessive wear, erosion,
and/or seizure.
2. Inspect plugs (5), (12), (19), (20), (22) and (24) for
damaged threads, burrs, etc. Make sure orifice hole is open
in plug (20). Replace if defective.
18
Page 19

23
43
71
41
70
39
38
36
28
32
64
65
66
69
74
31
68
67
25
26
29
42
44
49
50
5251
5453
Refer to Service Drawings
for assembly instructions
and torque values.
Item Description Qty
70 O-ring 1
71 Retaining Ring 1
25 Screw 5
67 Plug 1
68 O-ring 1
69 Plug 1
74 O-ring 1
29 Pin 2
64 Seat 1
65 Valve 1
66 Spring 1
31 Pin 2
32 Bearing 1
26 Valve Block 1
28 Valve Plate 1
30 Gasket 1
37
34
40
60
30
55
27
45
54
55
Item Description Qty
27 Housing 1
73 Piston Rod 1
72 Piston 1
43 Piston & Shoe S/A 9
42 Shoe Plate 1
41 Shperical Washer 1
40 Pin Retainer 1
39 Pin 3
35 Retaining Ring 1
36 Spring Washer 1
37 Spring 1
38 Spring Washer 1
34 Cylinder Block 1
49 Screw 8
50 Cover 2
35
59
53
34
58
52
35
72
57
33
36
27
51 50
49
Item Description Qty
51 Shim 2
52 O-ring 2
53 Spacer 2
54 Bearing Race 2
55 Bearing 2
56 Yoke 1
57 Roll Pin 1
58 Seat 1
59 Seat 1
60 Spring 1
44 Retaining Ring 1
48 Shaft 1
47 Retaining Ring 1
61 Bearing 1
47 Retaining Ring 1
45 Shaft Seal 1
Figure 13. PVE19/21 Exploded View
19
Page 20

PVE 19/21
Figure &
Index
No.
1
Y
2
Y
3
4
5
Y
6
Y
7
8
9
10
11
12
Y
13
14
15
16
17
18
19
20
21
22
Y
23
24
25
26
27
28
29
Y
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
Description
Screw
Gasket
O-Ring
Lockwire and Seal
Adjusting Plug
Back-Up Ring
O-Ring
Spring (pressure limiter)
Seat
Spool (pressure limiter)
Body (compensator)
Plug
O-Ring
Adjusting Screw
Seat
Spring (load sensing)
Seat
Spool (load sensing)
Plug
Orifice Plug
Check Valve S/A
Plug
O-Ring
Plug
Screw
Valve Block
Housing
Wafer Plate
Pin
Gasket
Roll Pin
Bearing
Bearing Spacer Kit
Cylinder Block
Retaining Ring
Washer (notched)
Spring
Washer (pin)
Pin
Pin Retainer
Spherical Washer
Shoe Plate
Piston and Shoe Subassembly
Retaining Ring
Shaft Seal
Units
per
Assembly
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
6
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Figure
& Index
No.
46
47
48
49
50
51
Y
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
Y
68
69
Y
70
71
72
73
Description
Shaft Key
Retaining Ring
Shaft
Screw
Pintle Cover
Shims (kit)
O-Ring
Bearing Spacer
Bearing Race
Bearing
Yoke
Roll Pin
Seat
Seat
Spring
Bearing (shaft)
Bearing Race
Bearing Race
Seat (check valve)
Check Valve
Spring (check valve)
Plug
O-Ring
Plug
O-Ring
Snap Ring
Piston
Piston Rod
Units
per
Assembly
1
1
1
4
2
1
2
2
2
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Y
Indicated parts included in seal kit. Refer
to parts drawing tabulated in Figure 2 for
seal kit number and parts information.
NOTE
20
Page 21

10
9
58
1
56
57
24
3
2
59
60
8
7
6
5
4
72
27
30
55
54
53
52
62
61
51
50
49
46
48
47
5049
51
52
53
54
55
25
45
44
Figure 13. PVE19/21 Exploded View
21
Page 22

24
23
22
1
73
13
8
68
7
5
4
12
71 70
67
10
3
2
20
11
18
17
16
63
21
19
9
15
14
69
43
42
41
40
39
34
38
37
36
35
33
28
32
64
65
26
29
31
66
22
Page 23

3. Inspect spring (8) and (16) for wear and parallelism.
Spring ends must be parallel. Replace if spring is warped or
wear is evident.
4. Inspect seat (9) for wear in the area of spool contact.
5. Inspect spool (10) for excessive wear, galling,
scratches, etc. If scratches exist across the spool land,
replace the spool and inspect the body bore. Rotate the spool
while moving in and out of the bore to check the binding.
Binding cannot be tolerated. If binding is evident, use an India
stone to break the sharp edges of the balancing grooves. Use
500 grit paper lightly on the outer surface of the spool. Clean in
solvent and lubricate, then try the bind test again. If bonding
persists, replace the spool and/or body .
6. Inspect the screws for damaged threads. Replace all
damaged threads. Replace all damaged screws.
NOTE
The following step pertains to the CVP or CVPC
compensator S/A.
7. Inspect the load sensing section of the CVP compensator as follows:
a. Inspect the load sensing section of the CVP com-
pensator if wear is evident. Clean up burrs with an India stone.
b. If wear is evident, replace the part. Note: After
assembly the compensator must be readjusted to the correct
pressure. Refer to the test procedure Section VII for instructions on compensator adjustment.
c. Discard adjusting screw (14). Check seat (17) and
spool (18) for wear. Refer to step B.5 for procedure when
checking the pressure limiting spool.
d. Inspect body S/A (11) bores for scratches. Make
sure the orifice plug (20) opening is clear.
d. Install O-Ring (13) over plug (12) and thread plug
(12) into compensator body (11).
2. Install plug (24) into the “C” and “CV” compensator
bodies. Plugs were installed into the “CVP” compensator
body during the preceding step.
3. Install parts (10) through (3) into compensator body
(11). Make certain the spool (10) does not bind within the
bore. Refer to procedure established in step B.5 for further
information. Lockwire and seal (4) will be installed during test
procedure section VII.
4. Install gasket (2) in place in the face of compensator
body (11). Cover the compensator body with clean Kraft paper and set aside for final assembly of the pump.
NOTE
Readjustment of the pressure limiter and load
sensing compensators is required.
E. Removal and Disassembly of
Rotating Group
1. Remove the six screws (25) which hold pump housing
(27) to valve block (26).
2. Pull valve block (26) away from housing (27) then
discard gasket (30).
3. Remove wafer plate (28) and pins (29) from the valve
block set aside for inspection.
4. Remove bearing (32) and bearing spacer (33 on PVE
19/21 models) from the end of drive shaft (48).
5. Slide the rotating group from the pump housing. (Hold
the shoe plate with both hands during removal to prevent the
group from separating.)
D. Assembly of Compensator
Replace the gaskets and O-Rings removed from the unit
with those supplied in the seal kit. DO NOT use grease to
hold the seals in place. Use a viscosity improver (STP or
equivalent). Flood all parts with system fluid to provide initial
lubrication and prevent seizure. Assembly of the parts will be
in the reverse numerical sequence. Special procedures are
included in the following steps.
NOTE
The following step refers to the CVP or CVPC
compensator only.
1. Install parts (24) through (22) into body (11).
a. Install parts (20), (19), and spool (18). Make certain
the spool does not bind or hang up in the body bore.
b. Assemble parts (17) through (15) together. Insert
the assembled parts (seat first) into compensator body (1 1).
Assemble with spool bores in vertical position to prevent seat
from falling into cross port. Visually observe proper assembly
through load sensing port. The seat must rest against compensator spool (18) at completion of assembly .
c. Thread adj. screw (14) into body (11) bore until top
of adj. screw is .065 below body (11) surface.
NOTE
The rotating group consists of a cylinder block S/A
(34), nine piston and shoe subassemblies (43), a shoe
plate (42), a spherical washer (41), three pins (39), and
a pin retainer (40).
CAUTION
The spring located within the cylinder block S/A is
under a high tension and can cause bodily harm if the
retaining ring is removed. See Figure 14 for
disassembly instructions.
6. Separate the rotating group components and set
aside for inspection. Use care when handling these close
tolerance parts to prevent burrs from forming.
23
Page 24

Figure 14. Cylinder block subassembly disassembly tool.
(Tighten nut, remove snap ring, loosen nut to relieve
spring tension).
Figure 14a. Cylinder Block Subassembly parts.
F. Inspection Repair and
Replacement
1. Check bearing (32) for scoring or brinelling of the rollers
(PVE 19/21).
2. Check bearing spacer (33) for burrs (PVE 19/21).
3. Inspect cylinder block S/A face (34) for wear,
scratches and/or erosion between cylinders. Check the
spring, washers and retaining ring located within the cylinder
block S/A.
4. Check each cylinder block bore for excessive wear.
Use the piston and shoe subassemblies (43) for this purpose.
The piston should be a very close fit and slide easily in and
out of the bore. No bind can be tolerated. If binding is evident,
clean the cylinder block and piston, lubricate with clean hydraulic fluid and try again. Even minor contamination of the
fluid could cause the piston to freeze up in the cylinder bore.
5. Inspect each piston and shoe subassembly (43) for a
maximum end play of 0.005 inch between the piston and shoe.
6. The face thickness dimension of each shoe must be
within 0.001 inch of each other.
7. Inspect shoe plate (42) for excessive wear and
cracking in the area of spherical washer (41). If heavy wear or
cracks are found, replace the shoe plate and spherical washer
at the same time.
8. Check spherical washer (41) for burrs, wear, and
possible scratches due to pin breakage. Replace if wear is
excessive.
9. Inspect pins (39) for equal length, excessive wear and
possible bending. Replace all pins simultaneously if one is
defective.
10. The pin retainer (40) may develop burrs. Remove all
burrs with an India stone.
11. Inspect the face of the wafer plate (28) for excessive
wear, scratches, and possible fracture. If the wafer plate is
fractured, make sure the new plate rests flat against the valve
block at assembly and that wafer plate pin (29) does not extend
too far and hold the wafer plate away from the valve block.
NOTE
Inspect the yoke face and shaft bearing as follows: If
either are defective, perform step F.14 and remove
the yoke from the housing. If the drive shaft is
defective, follow procedure shown in step F.17 to
remove the drive shaft from the front bearing. If the
drive shaft, shaft bearing, housing or valve block are
replaced, a shaft bearing preload adjustment must
be performed. See Section VI.K.
12. Inspect pump drive shaft (48) for wear, chipped
splines and burrs. Remove burrs with an India stone.
13. Inspect shaft bearing (61) for brinelling, pitting of the
rollers, and roughness when turned in race (62) located in the
housing. If the bearing is defective, both the bearing and the
race must be replaced. If the bearing shows no evidence of
wear, d o not remove the bearing race from the housing or the
bearing from the shaft. If the bearing requires removal,
perform the following steps 14 through 18.
14. Inspect yoke (56) face for wear, roughness or scoring.
a. Remove the four screws (49) that hold pintle covers
(50) on each side of the housing. Remove the pintle covers.
Be careful not to damage the shims which lie directly under
the covers.
b. Retain shims (51), if possible, and use a micrometer
to measure the total shim thickness. If the bearings are not
defective, the same shims or a new shim of the same thickness
will be needed to preload the bearings at installation. Remove
O–Rings (52) and bearing spacers (53) from each pintle.
24
Page 25

NOTE
If shims (51) were destroyed during disassembly, a
yoke bearing preload adjustment must be made at
assembly.
c. Slide the yoke from side to side to loosen the yoke
bearing races (54) within the housing. The races are a normal
slip fit but may be tight. Use an open end wrench between the
yoke and the pintle bearing to help slide out the races. Apply
pressure to bearing (55) at the approximate center and allow
the bearing rollers to gently press the race out of the housing.
15. Remove yoke (56) and drive shaft (48) from the
housing together. Turn the yoke at an angle and slide the two
parts out of the housing. See Figure 15.
Figure 15. Removal of Yoke and Shaft from Housing.
16. After removal of yoke from the housing, remove seat
(59) and yoke spring (60). Seat (58) and rollpin (57) will be
attached to the yoke (56). Do not disassemble further unless
seat (58) is damaged.
NOTE
Normally a wear pattern will exist on seat (58). If the
seat is damaged or shows heavy wear, replace seat
(58) and (59) and rollpin (57).
NOTE
If drive shaft (48) is defective, perform step F.17. If
front bearing (61) was defective, perform steps F.17
and 18.
17. Remove bearing (61) from shaft (48) with the nine
inch piece of 1 1/2” heavy wall tubing shown in Figure 9. Press
off with an arbor press.
18. Remove bearing race (62) from housing (27) as
shown in Figure 16. Use special tool shown in Figure 10.
NOTE
For units without shaft seal, omit shaft seal removal
and installation procedure.
19. Remove retaining ring (44) then press shaft seal (45)
from pump housing (27).
NOTE
If yoke (56) and front shaft bearing (61) were not
defective, perform the following step.
20. Remove and replace shaft seal (42) located within
housing (27) as follows: (Refer to figure 17.)
NOTE
For units without a shaft seal, this step will be used
to remove a defective drive shaft only. In addition,
references to shaft seal installation and removal
must be omitted.
a. Install a nine inch piece of 1 1/2” heavy wall tubing
over drive shaft (48) within the housing. The end of the tubing will rest against the inner race of tapered roller bearing
(61) and extend out beyond the end of the pump housing.
Place the complete unit with tubing into an arbor press with
drive spline up. Press the drive shaft through the bearing
and out of the unit. A 0.001 press exists between the shaft
and bearing so considerable force is required to remove the
bearing. See Figure 17 (PVE19/21).
b. Remove retaining ring (44) and pull shaft seal (45)
from housing (27). Be careful not to damage the aluminum
die cast housing in the seal area.
c. Press drive shaft (48) into shaft bearing (61) as
follows: Use a short piece of 1 1/2” inch heavy wall tubing
(approximately 6” long) over the drive spline of the shaft. The
tubing must be long enough to go through the shaft seal end
of the pump and make contact with the inner race of the front
bearing. Press the shaft through the bearing with an arbor
press until the bearing bottoms against the shoulder of the
shaft (snap ring on the PVE12). See Figure 18.
d. Remove the short piece of tubing and turn shaft
bearing (69) in its race with the end of the shaft. The bearing
rollers must turn free and smooth.
e. Tape the spline end of drive shaft (48) with plastic
tape to prevent cutting new shaft seal (45). Start taping the
shaft close to the housing and work toward the end of the
shaft. Install a new shaft seal in position over the shaft and
press evenly into the housing. Use shaft seal driver shown in
Figure 12. The seal must be positioned just below the retaining
ring groove. Install retaining ring (44, 47 for PVE12) into the
housing. Use internal Truarc pliers to install retaining ring.
25
Page 26

Figure 16. Removal of Front Bearing Race.
Retaining Ring
Shaft
Seal
Arbor Press Here
Arbor Press Here
Shoulder
1 1/2” heavy wall
tubing 6” long.
See Figure 11.
1 1/2” heavy wall
tubing 6” long.
See Figure 11.
Figure 17. Front Bearing Removal.
Figure 18. Front Bearing Installation.
G. Assembly of Housing Parts
NOTE
If a new shaft bearing (61), shaft (48), valve block
(26), or housing (27) is required, a complete preload
adjustment must be performed. If the same parts are
returned to service, the preload adjustment can be
omitted. The same procedure applies to yoke (56) and
its associated bearings.
1. If the shaft bearing (61) requires replacement, install a
new bearing race (62) into housing (27). Use tool shown in
Figure 11 to press bearing race in place. Make sure the bearing race (62) is oriented properly to accept the roller bearing
before pressing into the housing. The race must be bottomed
against the shoulder of the housing at completion of press.
2. Place housing (27) on a flat surface with the shaft
seal end down. Lay the front shaft bearing (61) into the race.
Install yoke spring (60) and seat (59) into the housing.
3. Position the yoke pintle properly and install yoke into
housing. Assemble the yoke bearings, races, and spacers as
follows.
26
Page 27

a. Assemble pintle bearings (55) on each end of the
yoke and insert bearing races (54).
b. Install bearing spacer (53) at one pintle end.
c. Install O-Ring (52) against spacer (53) into the
groove, then install a 0.010 inch shim (51) under pintle cover
(50). Install four pintle cover screws (49) and torque to
175–185 lbf. in.
NOTE
Early designs used a screw and washer arrangement. These should be torqued to 115–125 lbf. in.
d. Set housing (27) on i ts s ide s o t he o ther p intle i s u p.
Install bearing spacer (53) and r otate t he y oke b ack and f orth t o
seat bearings (55) within the b earing races. W ith s pacer (53)
fully in against the b earing r ace, m easure t he h eight of t he
spacer with respect to the h ousing p intle f ace i n t wo p laces
(180° apart). Use a d epth m icrometer to perform t his measurement. See Figure 19. Average the readings to obtain a n ominal
value. A 0.007-0.009 inch p reload i s r equired o f t he p intle b earings. Calculate the necessary shims to p rovide this p reload a s
follows: Assume the depth readings w ere 0 .029 a nd 0 .027
inch. Add the two figures t ogether a nd d ivide b y t wo t o o btain
the average. In this c ase t he a verage calculated i s 0 .028 i nch.
Subtract the nominal preload o f 0.008 i nch f rom t he calculated
average to obtain the r equired s him t hickness.
Figure 19a. Measuring height of pintle bearing spacer with
respect to the pintle face.
NOTE
If the calculated shim thickness is greater than 0.020,
another shim must be added to the opposite side of
the yoke to reduce the total shim thickness to less
than 0.020. Shim thickness at either pintle must not
exceed 0.020. This is necessary to provide proper
O-Ring compression and prevent pintle seal leakage.
Figure 19. Pintle bearing spacer height with respect to
pintle face.
e. Install the correct shims (51) and cross torque pintle
cover (50) screws to 175–185 lbf. in.
NOTE
The yoke (56) will be stiff but should be loose
enough to be moved by hand (approximately 20 lb.
in. torque). The tightness/drag indicates the bearings
are preloaded. If the yoke cannot be moved by
hand, the preload is too great. Repeat the preload
adjustment until correct.
4. Assemble the rotating group and install into housing as
follows:
a. Assemble the spring, two washers and retaining
ring into the cylinder block. The washer with three notches is
assembled next to retaining ring. See Figure 14 for instructions. Set the cylinder block S/A (34) face on a flat clean
surface. Use Kraft paper between the block and surface to
prevent scratching the cylinder block face.
b. Install pin retainer (40) into cylinder block. Position
the pin retainer approximately 1/4” below the surface, and
orient the open end of the pin retainer to be away from the
large spline openings.
c. Slide the three pins (39) into cylinder block S/A (34)
until they bottom against the spring washer within the block.
d. Place spherical washer (41) on top of the three
pins, then install shoe plate (42) with nine piston and shoe
subassemblies (43) over spherical washer (41) and into cylinder block. Wobble shoe plate (42) to make sure that each
piston is free within its bore in the cylinder block.
e. Set housing (27) on its side and hold pump shaft
(48) horizontal. Slide rotating group into the housing. Rotate
the shaft to match the shaft splines to the cylinder block and
spherical washer.
5. If alignment pins (31) were removed, install two alignment rollpins (31) into housing (27). Place gasket (30) over
the rollpins, cover with Kraft paper and set aside for final
assembly.
27
Page 28

H. Disassembly of Valve Block
1. Do not disassemble check valve parts (64) through
(66), unless action of the valve indicates a problem. Check
the valve action with a pencil or a screwdriver. Press the
check valve in against the spring, it should return and hold
firm against the seat. If the check valve is defective, remove
and replace the complete assembly. Press new seat (64)
flush with face of valve block. DO NOT scratch the face of
valve block (26).
2. Remove parts (67) through (73) from valve block (26).
NOTE
If bearing (32) was defective, perform the following
step.
3. For PVE19/21, remove bearing race (63) from valve
block (36). The PVE12 roller bearing is in the valve block.
Refer to Figure 20 for removal information and use tool shown
in Figure 10 for PVE**G units. Use tool shown in Figure 10a
and procedure shown in Figure 20a for PVE** units with a
blind hole in valve block (26). BE CAREFUL not to scratch
face of the valve block during removal of the race.
Figure 20a. Removal of Bearing Race from valve Block
with Blind Hole.
5. Inspect valve block (26) for burrs, nicks, plugged body
passages, flatness of the pump wafer plate area and porosity .
Inspect check valve seat (64). Make sure the seat is tight within the valve block and does not protrude above the valve block
face. Repair or replace the valve block if defective.
J. Assembly of Valve Block
Figure 20. Removal of Bearing Race from Valve Block.
I. Inspection, Repair, and Replacement
1. Clean all parts and place them on a clean sheet of
Kraft paper for inspection. Follow general procedure noted in
paragraph VI. GENERAL.
2. Inspect the threaded plugs for worn corners on the
hex head, stripped threads and burrs in the O–Ring groove.
Use an India stone to remove burrs. If threads are defective,
replace the plug.
3. Inspect compensator piston rod (73) for nicks and
burrs. Remove burrs and sharp edges with an India stone.
4. Inspect compensator piston (72) for wear at the area
of yoke contact. The compensator piston and the piston rod
are a close tolerance fit and must assemble together without
evidence of wear or bind. Rotate the piston through 360°
when checking for bind.
NOTE
Refer to Figure 13 during the following assembly
procedures.
1. If bearing (32) was defective and bearing race (63 for
the PVE19/21) has been removed, a new bearing race must
be installed into the valve block. Refer to Figure 21 and
press a new bearing race in place with an arbor press. The
bearing race must bottom against the shoulder of valve block
at completion of press.
Figure 21. Installation of Bearing Race into Valve Block.
NOTE
Check flatness of the valve block face in the area
around each locating pin hole (31) and at bolt openings (25). Use an India stone to remove burrs or
raised metal in these areas.
28
Page 29

2. Install pipe plug (69) into valve block (26) and secure.
3. Assemble a new O—Ring (68) on hex plug (67) and
thread plug into place.
K. Shaft Bearing Preload Adjustment
(PVE 19/21 only)
NOTE
If the shaft bearings, shaft, valve block or housing
were not replaced, use the bearing spacer removed
during the disassembly procedure to preload the
shaft and perform step K.7. If preload adjustment is
necessary, perform steps K.1 through K.7
1. Install the thickest bearing spacer (33) over shaft (48)
with the chamfer facing into the housing (toward the
shoulder on the shaft).
2. Slide new bearing (32) on the shaft and up against
spacer (33). The small diameter of the tapered roller bearing
must face out of the housing.
3. Install housing (27) to valve block (26) without gasket
(30) and rotating group. Turn shaft (48) to seat the bearings
then torque the six housing attaching screws (25) to 5 lbf. in.
Check the opening between the valve block and housing to
be as even as possible after tightening.
4. Use a feeler gauge to measure the opening between
valve block (26) and housing (27). Four measurements
should be obtained equidistant around the unit. A tapered
feller gauge is especially useful for this purpose. Average the
four readings by adding them together and dividing by 4.
Calculate thickness of the shaft bearing spacer as follows:
+
0.150
–
0.027
+
0.003 ±0.001
+
0.020
0.146±0.001
5. Remove six mounting screws (25) then remove housing (27) from the valve block.
6. Remove bearing (32) and bearing spacer (33).
7. Locate a bearing spacer with calculated dimensions
and place next to the new bearing on the shaft. Chamfer must
face shoulder on shaft. Use the original spacer and bearing if
preload is not performed. Set aside for final assembly .
Measured thickness of bearing spacer
Average gap (estimated)
Preload setting
Compressed thickness of gasket
Required bearing spacer thickness to
provide a 0.003±.001 bearing preload.
L. Final Assembly of the PVE Series
Pump
NOTE
Lubricate all moving parts of the piston pump with
system fluid to facilitate assembly and provide initial
lubrication. Pour system fluid liberally over the rotating group and wafer plate as these parts are without
lubrication until the pump primes.
2. Assemble wafer plate (28) over the bearing race (pins
on the PVE12) and locating pin (29) with wear surface away
from valve block (26). Determine from the model code which
wafer plate is used. See Figure 22.
CAUTION
The wafer plate must be flat against the valve block
face. Check to make sure it does not rock back and
forth. If rocking of the wafer plate occurs, check
locating pin (29), it may not be bottomed out in the
valve block. Rocking of the wafer plate will induce
high stress conditions across the wafer plate and
cause fractures to appear.
Left Right
Figure 22. Wafer plates showing right and left hand.
3. Place valve block (26) on its side. See Figure 13 for
position required.
4. Install compensator piston rod (73) into valve block
(26) and attach spirolox retaining ring (71).
5. Install a new O-Ring (70) in the compensator piston
rod O-Ring groove.
6. Install compensator piston (72) over compensator
piston rod (73).
7. Assemble housing (27) and valve block (26) together
as shown in Figure 13. Thread six screws (25) hand tight
through the housing into the valve block. Cross torque the
screws to bring the valve block and housing together against
gasket (30). Final torque screws (25) to 31–35 N.m (23–26
lbf. ft.) for the PVE19/21 and 22-27 N.m. for the PVE12.
8. Check the shaft torque to verify correct bearing preload. If the torque exceeds eight (8) N.m (6 lbf. ft.), perform a
shaft bearing preload adjustment, Section VI.K. and repeat
steps VI.L.7 and 8.
9. Determine shaft rotation from the model code
stamped on the mounting flange. Refer to Figure 7 and
mount the compensator subassembly. Thread four screws
(1) through the compensator into valve block (32). Cross
torque screws to 7–8 N.m (60–70 lbf.in.).
1. Assemble wafer plate locating pin (29) into valve
block (26). Refer to Figure 13.
29
Page 30

Section VII – Test Procedure
A. Test Conditions
FLUID MEDIUM: SAE 10W meeting API service classification
MS or equivalent.
FLUID TEMPERATURE: 120°F ±5°F at pump outlet.
Fluid entering the pump must be maintained below a
maximum contamination limit of class four according to
NAS1638.
B. Preliminary Check
1. Rotate the drive shaft through one complete revolution. The shaft must rotate with less than 8 N.m (6 lbf. ft.)
torque and be free without evidence of binding.
2. Direction of rotation by the model code stamped into
the edge of the mounting flange. See Table 2 for definition of
model code variables.
C. Preliminary Set–Up
NOTE
Install unit as shown in test circuit diagram with case
drain up. Use the correct circuit diagram for the unit:
Figure 23–PVE 19/21 (G)–*–**–C/CG–1*. Figure
24–PVE 19/21 (G)–*–**–CV/CVP/CVPC units.
1. Maintain 0–10 Psig at pump inlet.
2. Fill pump housing with system fluid and connect case
drain line.
3. During test, case pressure must not exceed 15 Psig.
4. Pressure differential between case and inlet must be 0–5
psid unless otherwise indicated. (Note: A special test for maximum differential pressure between case and inlet will be
performed later.)
D. Performance Test
1. Open globe valves V1 and V2.
2. Set load valve one (1) to minimum pressure. If the unit
has an auxiliary gear pump, set load valve two (2) to minimum
pressure.
3. Turn compensator plug (9), Figure 13, clockwise until
seated.
4. Jog the unit under test until prime occurs. If the unit has
an auxiliary gear pump, both pumps must prime before proceeding.
5. Operate the unit at 1200 RPM and 100 Psig until all air is
expelled from the test circuit.
6. Piston pump case leakage must exceed 10cc/minute as
read on flow rater Q2.
E. Performance Test of Piston Pump
with “C” Compensator Control
1. Adjust load valve one (1) and globe valve one (V1), Figure 23, for exactly 100 Psig as read at gauge P1. The unit must
meet the following requirements at full stroke, and 1200 RPM.
See Table 4. Record the flows obtained.
2. Close globe valve one ( V1) and r eadjust load v alve one ( 1)
to system pressure shown in Table 5. Read P sig at g auge P 1.
3. Check delivery loss and case leakage as follows. (See
Table 5.)
4. Open globe valve one (V1) and load valve (1).
5. Back off compensator adjustment screw until approximately 0.060 inches of threads are exposed. Close load valve
one (1) and globe valve one (V1). The pressure as read at
gauge P1 must not exceed 250 Psig.
6. Adjust the compensator screw to retrac t the yoke to minimum stroke position at Table 6 pressures. Case drain leakage
not to exceed two (2.0) USGPM. Pressure fluctuations must not
exceed 50 Psig. Rapid globe valve (V1) movement from open to
closed must not produce yoke hunting.
7. With the pump operating at cutoff, close the case drain
port slowly (globe valve V2) while observing gauge P2. Pressure
differential P2–P3 must be 6–12 Psid with globe valve V2 fully
closed. If pressure starts to exceed 12 Psid while closing globe
valve V2, the internal check valve is malfunctioning. DO NOT
close globe valve V2 further; return to the open condition and
repair the malfunction.
100 PSI System Pressure
Model PVE19
Delivery
Max. Case
Leakage
Table 4. Maximum flow and maximum case leakage
Max. Delivery
Loss
Max.Case
Leakage
Table 5. Delivery loss and maximum allowable
8. With load valve one (1) set to pressure noted in Table 6
and globe valve V1 fully closed, the pressure at P1 must return
within 50 Psig of initial setting.
9. Drill and lockwire the compensator adjusting screw (9)
Figure 13.
10. Check for signs of external leakage (none permissible)
including shaft seal.
11. Remove power, remove unit from stand, drain case,
then plug openings to prevent dirt from entering the unit. This
completes test and adjustment of the piston pump and ”C”
compensator S/A.
Model Number
PVE12/19*-*-**-C10
PVE21*-*-**-C10
Table 6. Final compensator pressure setting.
PVE12
7.5-8.4
USgpm
620cc/Min.
at 100 Psig.
3000 Psig System
Pressure
PVE12
1.15
USgpm
1.12
USgpm
leakage at indicated Psig.
12.5-13.5
USgpm
PVE19
1.50
USgpm
1.45
USgpm
Lockwire Pressure Setting
Yes
Yes
2700 Psig System
PVE21
13.75-14.85
USgpm
800cc/Min.800cc/Min.
Pressure
PVE21
1.50 USgpm
1.45 USgpm
3000 Psig
2700 Psig
30
Page 31

F. Performance Test of PVE
12/19/21 Piston Pump with “CG”
Compensator Control
1. Operate pump at 1200 RPM. Set remote control valve to
minimum pressure setting.
2. Refer to Figure 23 and adjust load valve (1) and globe
valve (1) to 100 PSI system pressure at P1. Observe maximum
pump flow and maximum case leakage requirement noted in
Table 4.
P3
V2
P2
Q2
P3
P1
Piston
Pump
M
Figure 23. Circuit Diagram for “C” and “CG” Control.
P1
P2-P1
Piston
Pump
P2
V1
#1
V1
Q1 Bypass
Check
Cooler
Filter
Q1
#1
Q2
M
V2
Figure 24. Circuit Diagram for “CV”, “CVP”, and “CVPC”.
3. Close load valve (1) and globe valve (1) to obtain minimum pump pressure setting. Minimum pump pressure should
be approximately 250 PSI at P1.
NOTE
The ”CG” compensator is preset at the factory at
250–350 PSI. When a hydraulic line is attached
between the ”CG” compensator and remote control
valve, back pressure may exist within the hydraulic
line. As a result, the back pressure may keep the
minimum pump pressure above 350 PSI.
4. Adjust load valve (1) and remote valve to get maximum
system pressure shown in Table 5. Check pump delivery loss
and case leakage requirements from Table 5.
#3
V=Flow Control Valve
5. Re-adjust remote valve settings.
6. Closed load valve (1). Increase the remote control valve
setting until the pump yoke retreats to minimum stroke position.
Observe pressure at P1. Case leakage should not exceed 2
GPM. Open and close load valve (1). The pressure at P1 should
return within 50 PSI of initial setting.
7. Check the pump for external leakage. No external
leakage is permissible.
31
Page 32

G. Performance Test of PVE
12/19/21 Piston Pump with “CV”,
“CVP”, “CVPC” and “CVPD”
Compensator Control
NOTE
Refer to Figure 24 for location of circuit components.
1. Open load valve one (1) and turn compensator adjust-
ment plug clockwise until seated.
2. Operate at 1200 RPM and 100 Psig outlet pressure until
all air is removed from the test circuit.
3. The case leakage as read at flow rater Q2 must exceed
10cc/minute. Make sure globe valve V2 is open.
4. Adjust globe valve V1 closed. Then adjust relief valve
three (3) to a pressure higher than the compensator setting
noted in Table 8.
5. Open globe valve V1 and set load valve one (1) for 100
Psig as read at gauge P2.
6. The unit must meet the following requirements at 1200
RPM and full stroke. See Table 7. Record the flow readings.
100 Psig System Pressure
Model Code
PVE12*-*-**-CV-10
PVE12*-*-**CVP/CVP-11/CVPD
PVE19*-*-**-CV-10
PVE19*-*-**CVP/CVP-12/CVPD
PVE21*-*-**-CV-10
PVE21*-*-**CVP/CVPC-12/CVPD
Table 7. Maximum delivery and maximum case leakage.
Delivery
USgpm
11.5
11.5
12.5-13.5
12.45-13.45
13.75-14.85
13.7-14.8
Max. Case
Leakage
1020cc/min
1020cc/min
800cc/min
1020cc/min
800cc/min
1020cc/min
H. Load Sensing Control Test
1. At 1200 RPM, load the pump outlet port pressure to
2000 ± 50 Psig with load valve one (1). Shim the load sensing
compensator spool to obtain a differential pressure P1–P2 per
Table 9 with globe valve V1 adjusted for 6.5 ± .25 USGPM outĆ
let flow and gauge P1 at 2000 Psig.
2. Vary the outlet flow from 0.5 USGPM to maximum with
globe valve one (1). Pump outlet pressure must be stable.
3. Set globe valve one (1) fully open. Differential pressure
P2–P1 will be at minimum. Slowly close globe valve V1 while
observing the differential pressure gauge P2–P1 and flow rater
Q1. A point will be reached (compensator cracking pressure)
where flow will start to diminish; pressure gauge P2–P1 should
read the value noted in Table 9.
4. Cycle the pump from minimum to maximum flow with
globe valve one (1), pump outlet must be stable. At minimum
pump flow, the standby pressure P2 after P1 has decayed to
zero (0) must correspond to Table 9. Lockwire the compensator
adjustment plug.
5. Check for external leakage (none permissible).
6. Disconnect and drain the unit under test. Plug all openings to prevent contamination.
7. Adjust load valve one (1) for pressures noted in Table 8.
Check the delivery loss by comparing flow at the highest system
pressure setting to the flow at 100 Psig. (Note: CVP and CVPC
compensators may require an adjustment to obtain a full stroke
at system pressure.) Make sure relief valve three (3) is not bypassing fluid to tank. The unit must meet the following
requirements at full stroke and 1200 RPM.
System
Pressure
Model Code
PVE12*-*-**-CVP/
CVPC/CVPD
PVE19*-*-**-CV-10
PVE19*-*-**-CVP/
PVE21*-*-**-CV-10
PVE21*-*-**-CVP/
perform the compensator control and integral case to inlet test.
Refer to steps F1 through F6. Set compensator pressure pressure as shown in Table 6.
CVPC-12
CVPC-12
Table 8. Delivery loss and maximum case leakage.
8. Units with a CV, CVP, or CVPC compensator S/A shall
Psig
3000 1.12 USgpm
3000
3000
2700
2700
Delivery
Loss
1.15 USgpm
1.5 USgpm 1.45 USgpm
1.65 USgpm 1.70 USgpm
1.5 USgpm 1.45 USgpm
1.65 USgpm 1.70 USgpm
Max. Case
Leakage
32
Page 33

Model
PVE12*-*-**-C**VP11
PVE12*-*-**-C**VPC24
PVE12*-*-**-C**VPD41
PVE19*-*-**-CV-10
PVE21*-*-**-CV-10
PVE19*-*-**-CVP-12
PVE21*-*-**-CVP-12
PVE19*-*-**-CVPC-12
PVE21*-*-**-CVPC-12
Compensator
Pressure
Setting Psig
3000 Yes
3000
3000
Not Applicable
Not Applicable
3000
2700
3000
2700
Table 9. Load sensing compensator adjustment range.
Lockwire
Yes
Yes
Yes
Yes
Standby
Pressure
P2
250
psi
Max.
500
psi
Max.
900
psi
Max.
250
psi
Max.
550
psi
Max.
P @
USgpm
(P2-P1)
160 psi
± 20 psi
4 USgpm
350 psi
± 25 psi
4 USgpm
600 psi
± 50 psi
4 USgpm
160 psi
± 20 psi
6.5 USgpm
350 psi
± 25 psi
6.5 USgpm
P @ Compensator
Cracking
Pressure (P2-P1)
+20
160 psi
–30
+20
350 psi
–30
+20
600 psi
–30
+20
160 psi
–30
+20
360 psi
–30
Eaton Hydraulics
15151 Highway 5
Eden Prairie, MN 55344
Telephone: 612 937-7254
Fax: 612 937-7130
www.eatonhydraulics.com
Form No. 00-000 Copyright Eaton Corporation, 0000
All rights reserved.
Printed in U.S.A
46 New Lane, Havant
Hampshire PO9 2NB
England
Telephone: (44) 170-548-6451
Fax: (44) 170-548-7110
33
 Loading...
Loading...