

Carnes VBBB Installation Manual
CONTENTS
Introduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Shipping and Receiving . . . . . . . . . . . . . . . . . . . . . . .1
Handling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
Unit Storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
Foundations and Supporting Structures . . . . . . . . . . .2
Fan Installation
Factory Assembled Units . . . . . . . . . . . . . . . . . . . .2
Disassembled Units . . . . . . . . . . . . . . . . . . . . . . ..2
Fan Operation
Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Checklist . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
Maintenance of Fans . . . . . . . . . . . . . . . . . . . . . . . . .5
General Motor Maintenance . . . . . . . . . . . . . . . . . .5
Drive Maintenance . . . . . . . . . . . . . . . . . . . . . . . . .5
Bearing Maintenance . . . . . . . . . . . . . . . . . . . . . . .5
Lubrication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Wheel and Shaft Maintenance . . . . . . . . . . . . . . . . . .6
Structural Maintenance . . . . . . . . . . . . . . . . . . . . .6
Trouble-Shooting Guidelines . . . . . . . . . . . . . . . . . . ..6
Trouble-Shooting Performance Problems
Air Capacity Problems . . . . . . . . . . . . . . . . . . . . . .7
Noise Problems . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Vibration Problems . . . . . . . . . . . . . . . . . . . . . . . ..7
Motor Problems . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Drive Problems . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Limitation of Warranties and Claims . . . . . . . . . . . . . .7
INTRODUCTION
The purpose of this manual is to provide instructions which
supplement good general practices when installing or operating fans made by the CARNES CO.. It is the responsibility of the purchaser to provide qualified personnel experienced in the installation, operation and maintenance of air
moving equipment.
Instructions given in the body of this manual are general in
nature and apply to a variety of models manufactured by
CARNES CO. Most units can be installed and maintained
with the instructions given.
Special applications may require additional information.
These instructions are supplied in the form of attached
appendices.Use the instructions in the appendix if the directions in the manual differs from instructions in the appendix.
As always, follow good safety practices when installing,
maintaining and operating your air moving equipment.A
variety of safety devices are available. It is the user's
responsibility to determine adequate safety measures and
to procure the required safety equipment.
SHIPPING AND RECEIVING
All CARNES CO. products are carefully constructed and
inspected before shipment to assure the highest standards
of quality and performance.When received, all components
should be compared to the bill of lading or packing list to
verify that the proper unit was received.Each unit should be
checked for any damage which may have occurred in transit. Any damage should be repor ted immediately to the carrier and the necessary damage repor t filed.
HANDLING
Handling of all air moving equipment should be conducted
by trained personnel and be consistent with safe handling
practice. Verify the lift capacity and operating condition of
handling equipment. Maintain handling equipment to avoid
serious personal injury.
Units shipped completely assembled may be lifted with
slings or spreader bars.W ell-padded chains, cab les or nylon
straps may also be used.On most units, lifting lugs are provided for attaching chains (see Figure 1). Lifting the fan
should always be done in such a fashion which protects the
fan and fan coating from damage .Ne v er lift a fan by the inlet
or discharge flange, shafting or drives, wheel or impeller,
motor or motor base, or in any other manner which may
bend or distort par ts.
Partial or disassembled units require special handling. All
parts should be handled in a fashion which protects the
coatings and parts from damage. Components should be
handled such that forces are not concentrated and bending
or distortion can not occur.
Figure 1
FORM 1425
INSTALLATION, OPERATING AND MAINTENANCE INSTRUCTIONS
MODELS VFBB and VBBB
CENTRIFUGAL FANS - BELT DRIVE
CARNES COMPANY, 448 S. Main St., P. O. Box 930040, Verona, WI.53593-0040 Phone: 608/845-6411 Fax: 608/845-6470 carnes@carnes.com www.carnes.com
Housing should be lifted using straps and spreaders.Do not
distort housing or side plates when lifting.
Bearing pedestals should be lifted using straps or padded
chains.Under no circumstances should an attached or separated bearing pedestal be lifted by the shaft, bearings, drives, motor or wheel.
The shaft and wheel assembly may be lifted using a hoist
and a spreader with a sling around
the shaft at points nearest the
wheel (See Figure 2). Take care not
to scratch the shaft where the
wheel or bearings will be mounted.
Never lift or support the assembly
by the wheel. Always support the
assembly by the shaft when lifting
or storing. Do not support the shaft
or the wheel on housing sides. Use
only the key provided with the shaft
and wheel.
Wheels shipped separately can be lifted by slings running
through the blades and around the hub.Never lift the wheel
by blades or flanges. Always transport wheels by lifting. do
not roll the wheel as this can damage coatings and change
the balance of the wheel.
Bent shafting is a source of vibration and bearing failure, so
handle the shaft with care. Any scratches on the shaft may
be removed with fine emery cloth or a stone.
UNIT STORAGE
If fan installation is to be delayed, store the unit in an environmentally stable and protected area. Vibration should not
exceed 2 mils at the storage site unless the fan is proper ly
isolated from the vibration. The unit should be reasonably
protected from any accidental impacts.Cover the f an to protect coatings and to prevent an y f oreign material or moisture
from entering the inlet or discharge.Take care to protect the
motor, drives and bearings.
Extended storage requires monthly inspections. Check for
corrosion or damage to the unit and for debris within the fan.
Rotate the fan wheel a few revolutions. Stop the wheel in a
position other than the initial position. Grease the bearings
every month with a grease compatible with the grease supplied with the bearings. (See any attachments concerning spe-
cific bearings.)
FOUNDATIONS AND SUPPORTING STRUCTURES
Floor mounted fans should be installed on a flat, level, rigid
concrete foundation with a mass at least three times that of
the assembly supported. The plan area should be no more
than twice that required by the equipment.Foundations with
larger areas should have correspondingly larger mass.
Anchor bolts should be "L" or “T” shaped with sufficient
length for nuts, washers, shims, and threads for draw down.
Each bolt should be placed in a sleeve or pipe with diame-
ter larger than the bolt to allow for adjustment.
Fans mounted to or within a structure should be placed as
close as possible to a rigid member, such as a wall or column. The structure must be designed for rotating equipment—static design for strength is not sufficient to assure
proper operation. Supports for suspended fans must be
cross-braced to prevent side-sway. Structural resonance
should be at least 20% from fan operating speed.Use vibration isolators where applicable.
Any ducting should have independent support - do not use
the fan to support ducting. Isolating the fan from ductwork
with flex connections eliminates transmission of vibration.
Fans handling hot gases require e xpansion joints at both the
inlet and discharge to prevent excessive loads caused by
thermal growth.
FAN INSTALLATION - FACTORY ASSEMBLED UNITS
Follow proper handling instructions given earlier.
1. Move the fan to the final mounting position.
2. Remove skids, crates and packing materials carefully.
3. Place vibrations pads or isolation base on mounting bolts.
Line up holes in fan base with bolts.
4. Place fan on mounting structure. Carefully level unit
using shims as required at all mounting hole locations.
Bolt down unit.
5. Any grout my now be used.The fan should already be
bolted in position before grout is applied.Do not depend
upon grout alone to support rotating equipment.
6. Continue with Operations section.
Additional instructions may be given for some fan models,
components and accessories in the appendix.
FAN INSTALLATION - DISASSEMBLED UNITS
A unit is considered “disassembled” if any component
required for proper operation is shipped or supplied separately or in pieces. References earlier instructions concer ning proper handling of fan components.
All units where assembly of the fan housing or bearing
pedestal or drive stand is required will have matching symbols on adjacent parts. These symbols are used to identify
which components are joined together. Units which require
extensive assembly may require additional instructions
located in the appendix. Special instructions for some components and accessories are also in the appendix.
Instructions for mounting and assembly of unit:
1. Move lower housing/framework to mounting location.
2. If vibration pads or bases are used, place on bolts first.
Place lower housing assembly onto bolts.
3. Level and shim if required. Bolt into place.
4. If separated pedestal or bear ing pedestal:
a. Br ing bear ing pedestal to desired location.
b.Place any vibration base or pads into place. Set
bearing pedestal on bolts.
c. Never distort bearing pedestal by forcing it to align
Figure 2
d. Check bearing center line height. Change centerline
height to match centerline height of housing. High
temperature units may require the housing centerline
to be lower when cold to that it will be centered
when hot.
e. Measure from housing to bearing pedestal to bring
bearing pedestal into square with housing (a large
square may also suffice).
f. Bolt into position.
5. Shaft and wheel assembly preparation:
a. Clean protective coating off shaft with solvent. Do
not touch clean areas of shaft with hands.
Perspiration can cause rust or pitting over time.
b. Remove keys from shaft.
c. Clean inside of wheel bore with solvent.Make sure
set screws will not interfere when inserting shaft into
wheel bore.
6. Arrangement 1, 9 or 10: Dr ive Component Assembly
(See Figure 3):
a. Insert shaft into wheel from back side of wheel.
b. When shaft is flush with wheel hub, put key into key-
way and tighten wheel set screws.
c. Insert shaft through opening in drive side. (If split
housed unit, lower into position.)
d. Install bearings onto shaft. Do not tighten bear ing
set screws at this time.the bearing housing should
be perpendicular and the bearing base parallel to
the axis of the shaft to prevent loads caused by mis
alignment.
e. Mount assembly, bolt bearings to drive stand. Shaft
must be parallel with side of bearing pedestal. After
aligning and bolting bearings to pedestal, tighten
bearing set screws. Continue with step 8.
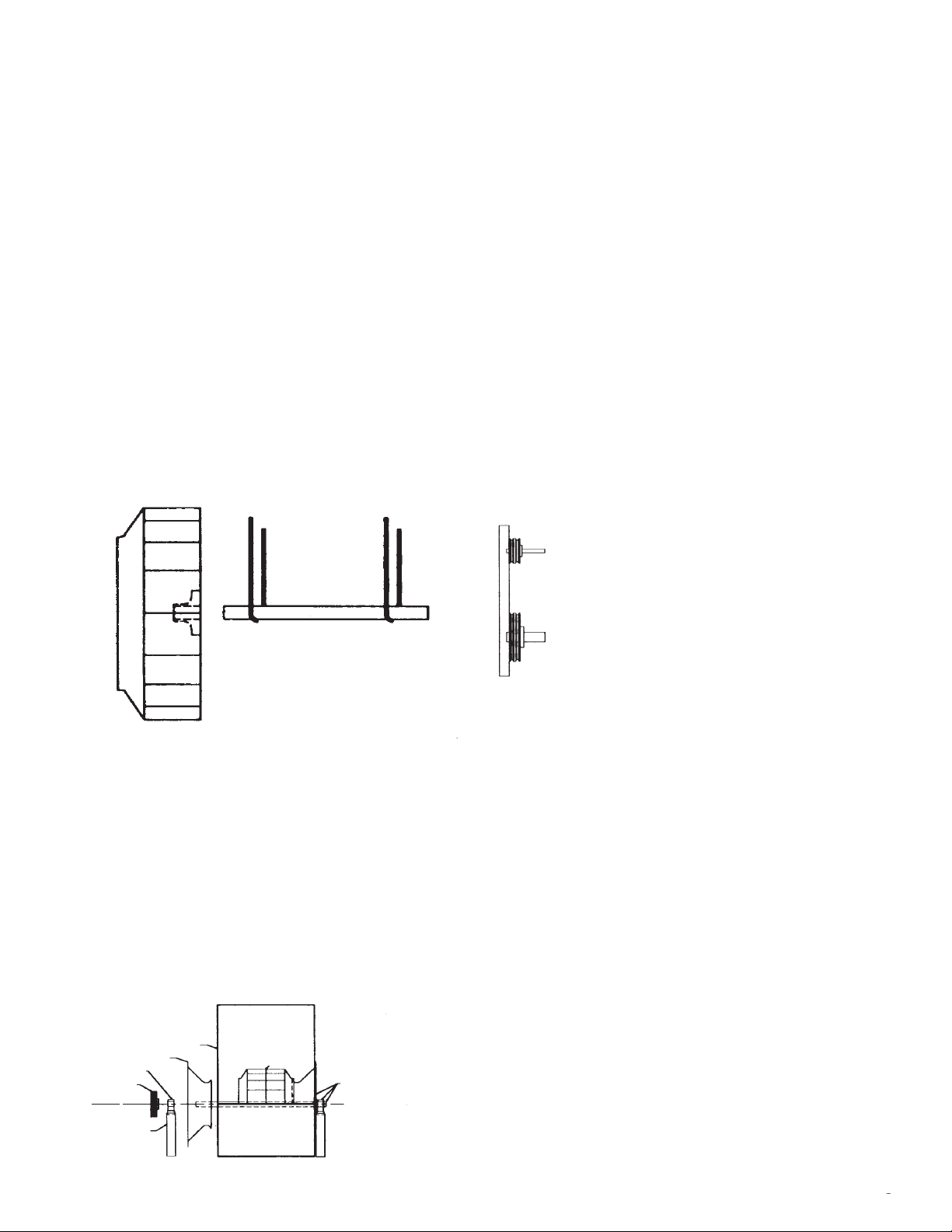
7. Arrangement 3 (Split-housed) units (See Figure 4):
a. Parts on DWDI unit are assembled in the following
order as viewed from opposite drive side: Bearing
bar assembly and opposite bearing, funnel, housing
side), wheel, (housing side), funnel, drive side bear
ing bar assembly, drive bearing and sheaves.Mount
bearing bar assembly to housing. Center wheel in
funnels.
b. Parts on SWSI are assembled in the following order
as viewed from opposite drive side: Bearing bar
assembly and opposite bearing, funnel, (housing
side), wheel, (housing side), drive side bearing bar
assembly, drive bearing and sheaves.Mount bear
ing bar assembly to housing. See Figure 6 for wheel
funnel overlap.
c. Assemble par ts in above order on shaft.
d. Move assembly into position. Lightly bolt bearings
into place.
e. Shaft should be parallel with discharge of housing.
Move bearings to accommodate.
f. Level shaft; shim bearings if required. Tighten bear-
ing set screws.
8. Install motor on base. Carefully align shafts for drive
installation.
9. Mount drives as follows:
a. Slip (do not pound) proper
sheave onto corresponding shaft. CAUTION: PLACING
FAN SHEAVE ON
MOTOR CAN OVERSPEED
WHEEL AND CAUSE STRUCTURAL FAILURE.
b. Align sheaves with straight edge
extended along sheaves, just
making contact in two places on
out side perimeters of both
sheaves (See Figure 5).
c. Tighten down sheave bolts.
d. Install matched set of belts. Slide the motor to
obtain slack and tighten belts.Using a pry will dam
age belts.
e. Tighten belts to proper belt tension.Ideal tension is
just enough tension so that belts do not slip under
peak load. Recheck sheaved alignment.
f. After initial installation of belts, recheck belt ten-
sion again after a few days to adjust belt tension.
(New belts require a break-in period of operation.)
10. Install any safety devices or accessories supplied.
(Accessories commonly used are inlet vane, shaft
seals and shaft coolers, plugs, dampers, and inlet or
discharge screens. Refer to appropriate documents in
appendix.)
11. Grout may now be applied. Grout is used to distribute
loads and should not be used as the sole support of
any rotating equipment.
12.When connecting fan to system, it is recommended
that the inlet and discharge be isolated from the system with flex connections (where practical) to block
transmitted vibration. All duct connected to the fan
should be independently supported. Do not use fan to
support duct.
Figure 3
Figure 4
Figure 5
HOUSING SIDE
WHEEL
ASSEMBLED BEARING,
BEARING PEDESTAL
SHAFT, FUNNEL AND
HOUSING FRAME
ANGLES NOT SHOWN
INLET FUNNEL
BEARING
SHEAVE
BEARING PEDESTAL
SHAFT
CENTERLINE
 Loading...
Loading...