

Page 1
OPERATING MANUAL
Label Dispenser
ALS
380
Article number: A6392, Release 06.2005
Page 2
Page 3
CONT ENTS
CONTENTS
ALS
380
1 Please observe the following
1.1 General information . . . . . . . . . . . . . . 4
1.1.1 Validity and applicability of this manual . . . . . 4
Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Technical State . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Copyright notice . . . . . . . . . . . . . . . . . . . . . . . . . 4
Manufacturer . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.1.2 Conventions and information . . . . . . . . . . . . . 5
Explanation of symbols . . . . . . . . . . . . . . . . . . . . 5
Warnings concerning dangers and risks . . . . . . . 5
Illustrations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Supplemental information . . . . . . . . . . . . . . . . . . 5
Directional information. . . . . . . . . . . . . . . . . . . . . 6
1.2 Safety instructions . . . . . . . . . . . . . . . 7
1.2.1 Information and qualifications . . . . . . . . . . . . . 7
Pay attention to the information. . . . . . . . . . . . . . 7
Information must be made available . . . . . . . . . . 7
Ensure necessary qualifications . . . . . . . . . . . . . 7
1.2.2 Machine operating safety . . . . . . . . . . . . . . . . 8
Appropriate use . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Protect against injuries that can result from
electrical current . . . . . . . . . . . . . . . . . . . . . . . . . 8
Protect against injuries that can result from
mechanical actions . . . . . . . . . . . . . . . . . . . . . . . 8
Protection against chemicals. . . . . . . . . . . . . . . . 8
1.2.3 Before every production start . . . . . . . . . . . . . 9
Operator's obligation and service personal to
exercise care . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Operating personnels' obligation to exercise
care . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2 Equipment description
2.1 Overview . . . . . . . . . . . . . . . . . . . . . 10
2.1.1 Structural elements . . . . . . . . . . . . . . . . . . . . 10
2.1.2 Principle of operation . . . . . . . . . . . . . . . . . . 11
2.1.3 Technical data. . . . . . . . . . . . . . . . . . . . . . . . 12
Characteristic values . . . . . . . . . . . . . . . . . . . . . 12
Labels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Ambient conditions . . . . . . . . . . . . . . . . . . . . . . 12
Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Casing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Electrical system . . . . . . . . . . . . . . . . . . . . . . . . 12
Control system . . . . . . . . . . . . . . . . . . . . . . . . . 12
Emissions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.1.4 Design versions . . . . . . . . . . . . . . . . . . . . . . 13
Top-labeller right-hand version . . . . . . . . . . . . . 13
Side-labeller right-hand version. . . . . . . . . . . . . 13
Top-labeller left-hand version . . . . . . . . . . . . . .14
Side-labeller left-hand version . . . . . . . . . . . . . .14
2.1.5 Options. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
High-speed processing version ALS 380 HS . .15
Serial interface. . . . . . . . . . . . . . . . . . . . . . . . . . 15
Roll diameter control . . . . . . . . . . . . . . . . . . . . . 15
Adjustable dispensing edge. . . . . . . . . . . . . . . . 15
Printer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
Applicator. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.2 Operator controls . . . . . . . . . . . . . . . 16
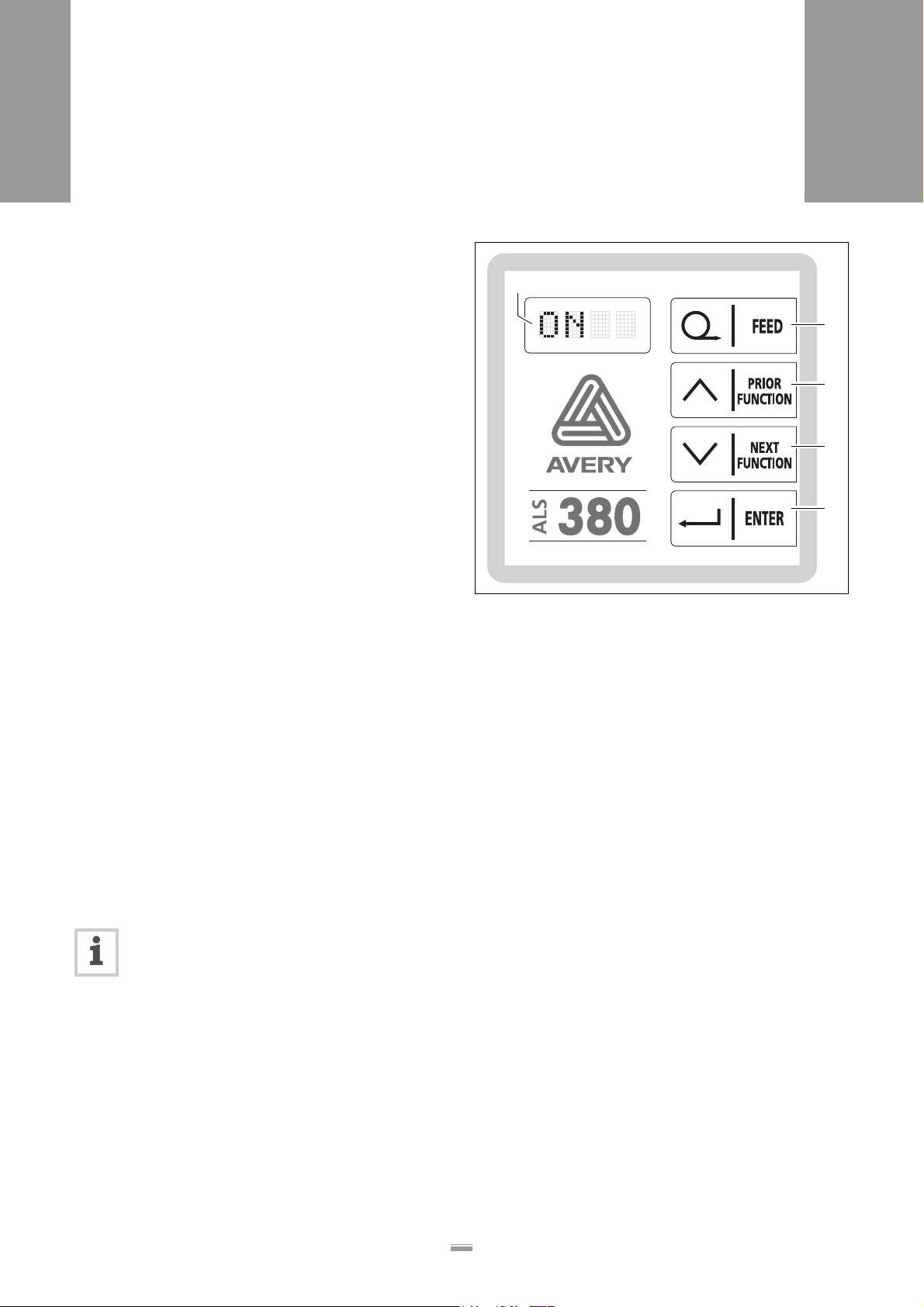
2.2.1 Operator panel . . . . . . . . . . . . . . . . . . . . . . . 16
LED indicator . . . . . . . . . . . . . . . . . . . . . . . . . . .16
Keys. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2.2.2 Main switch . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.3 Control system . . . . . . . . . . . . . . . . . 18
2.3.1 Brief description . . . . . . . . . . . . . . . . . . . . . . 18
2.3.2 Menus for operators and calibration
technicians . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.3.3 Monitoring functions. . . . . . . . . . . . . . . . . . . 20
Dispensing a label to each product . . . . . . . . . .20
Label supply . . . . . . . . . . . . . . . . . . . . . . . . . . .20
If errors occur . . . . . . . . . . . . . . . . . . . . . . . . . .20
3 Prior to operating
3.1 Insert the labelling material . . . . . . . 21
3.1.1 Prerequisites . . . . . . . . . . . . . . . . . . . . . . . . 21
3.1.2 Insert the label roller. . . . . . . . . . . . . . . . . . . 21
Remove the old backing material . . . . . . . . . . .21
Remove adhesive residues . . . . . . . . . . . . . . . .21
Insert new label roll . . . . . . . . . . . . . . . . . . . . . . 22
3.1.3 Threading the label ribbon . . . . . . . . . . . . . . 23
Overview of the threading path diagram . . . . . . 23
Thread the label ribbon at the unwind unit. . . . .24
Thread in the label ribbon at the dispensing
edge. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Thread the label ribbon at the rewind unit. . . . .26
1
Page 4
CONTENTS
ALS
380
3.2 Mechanical settings . . . . . . . . . . . . . 27
3.2.1 Setting the ribbon guides . . . . . . . . . . . . . . . 27
Operator panel support . . . . . . . . . . . . . . . . . . . 27
Deflection rollers on the rewind unit . . . . . . . . . 27
3.2.2 Adjusting the braking brushes. . . . . . . . . . . . 28
3.2.3 Adjusting the pressure rollers . . . . . . . . . . . . 29
3.2.4 Adjust the pressure roller unit (optional) at
the dispensing edge.. . . . . . . . . . . . . . . . . . . 30
3.2.5 Adjust (optional) the position of the
dispensing edge.. . . . . . . . . . . . . . . . . . . . . . 31
Adjusting vertically. . . . . . . . . . . . . . . . . . . . . . . 31
4 Operation
4.1 Activation and shut-down. . . . . . . . . 32
4.1.1 Starting the machine . . . . . . . . . . . . . . . . . . . 32
Automatic material initialisation . . . . . . . . . . . . . 32
Manually initialise the material . . . . . . . . . . . . . 33
4.1.2 Labelling . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Prerequisites . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Start dispensing labels . . . . . . . . . . . . . . . . . . . 35
Unwind unit . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Rewind unit . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.1.3 Stop/end the label dispensing. . . . . . . . . . . . 36
4.1.4 Tandem operation. . . . . . . . . . . . . . . . . . . . . 37
Principle of operation. . . . . . . . . . . . . . . . . . . . . 37
Prerequisites . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Start dispensing labels . . . . . . . . . . . . . . . . . . . 38
Reloading label material . . . . . . . . . . . . . . . . . . 39
Switching off . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
4.2 Setting and monitoring. . . . . . . . . . . 41
4.2.1 Settings in the standard menu . . . . . . . . . . . 41
Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Calling up menu . . . . . . . . . . . . . . . . . . . . . . . . 41
Call up function . . . . . . . . . . . . . . . . . . . . . . . . . 41
4.2.2 Label stop position (STOD). . . . . . . . . . . . . . 42
4.2.3 Dispensing speed (VELO) . . . . . . . . . . . . . . 43
Automatic dispensing speed (optional) . . . . . . . 43
4.2.4 Label position on the product (POS). . . . . . . 44
4.2.5 Automatic material initialisation (INIT) . . . . . 45
4.2.6 If errors occur . . . . . . . . . . . . . . . . . . . . . . . . 46
4.3 Product databanks . . . . . . . . . . . . . . 48
4.3.1 Functions . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
4.3.2 Loading product data banks. . . . . . . . . . . . . 48
Please observe:. . . . . . . . . . . . . . . . . . . . . . . . . 48
Activating product databanks at switch-on . . . .49
Activating product databanks after switch-on . .49
4.3.3 Create/save product databank . . . . . . . . . . . 50
Prerequisites . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Saving the product databank. . . . . . . . . . . . . . .50
Documenting product databanks. . . . . . . . . . . . 50
4.3.4 Deleting a product databank . . . . . . . . . . . . 51
4.4 Settings in the extended menu. . . . . 52
4.4.1 Overview . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
4.4.2 Activating an extended menu. . . . . . . . . . . . 54
Please observe:. . . . . . . . . . . . . . . . . . . . . . . . . 54
Calling up menu. . . . . . . . . . . . . . . . . . . . . . . . . 54
Call up function . . . . . . . . . . . . . . . . . . . . . . . . . 54
Exit the extended menu. . . . . . . . . . . . . . . . . . .54
4.4.3 Position of second label (POS2) . . . . . . . . . 55
4.4.4 Position of third label (POS3). . . . . . . . . . . . 55
4.4.5 Speed ratio (VERT) . . . . . . . . . . . . . . . . . . . 56
4.4.6 Adjust the label stop sensor (CONT) . . . . . . 57
Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . .57
Automatically adjusting the photoelectric
sensor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .57
Manually adjusting the sensor. . . . . . . . . . . . . .58
4.4.7 Label distance (LPIT) . . . . . . . . . . . . . . . . . . 59
Check setting. . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4.4.8 Distance from the label stop sensor to the dis-
pensing edge (E–SS) . . . . . . . . . . . . . . . . . . 60
Set distance. . . . . . . . . . . . . . . . . . . . . . . . . . . .60
Check setting. . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.4.9 Product length (PRDL) . . . . . . . . . . . . . . . . . 62
4.4.10 Polarity of the product sensor (P_S_) . . . . . 63
4.4.11 Polarity of the label stop sensor (S_S_). . . . 63
4.4.12 Number of unlabelled products (MLAB) . . . . 64
4.4.13 Electronic transmission ratio of the
RPM transmitter (EGRA) . . . . . . . . . . . . . . . 64
4.4.14 Advance print start (PDT). . . . . . . . . . . . . . . 65
4.4.15 Printer dwell time (PDWT) . . . . . . . . . . . . . . 65
4.4.16 Tandem operation (TMOD) . . . . . . . . . . . . . 66
2
Page 5
CONTENTS
ALS
380
4.4.17 Applicator type (APPL) . . . . . . . . . . . . . . . . . 66
4.4.18 EP cylinder dwell time (APT1) . . . . . . . . . . . 66
4.4.19 Blowing time (APT2) . . . . . . . . . . . . . . . . . . . 66
4.4.20 Delay time (APT3). . . . . . . . . . . . . . . . . . . . . 66
4.4.21 Fine tuning of the dwell time (APT4). . . . . . . 66
4.4.22 Delete a product data bank load (LOAD) . . . 66
4.4.23 Create/save product data bank (SAVE) . . . . 66
4.4.24 Delete a product data bank (DEL) . . . . . . . . 66
4.5 Automatic dispensing speed
(APSF). . . . . . . . . . . . . . . . . . . . . . . 67
4.5.1 Electronic transmission ratio of the
RPM transmitter (EGRA) . . . . . . . . . . . . . . . 68
Setting the compensation factor . . . . . . . . . . . . 68
Test the setting:. . . . . . . . . . . . . . . . . . . . . . . . . 68
4.6 Applicator (optional). . . . . . . . . . . . . 69
4.6.1 Principle of operation . . . . . . . . . . . . . . . . . . 69
4.6.2 Functions in the extended menu. . . . . . . . . . 70
Please observe the following. . . . . . . . . . . . . . . 70
Calling up the extended menu. . . . . . . . . . . . . . 70
Applicator type (APPL) . . . . . . . . . . . . . . . . . . . 70
EP cylinder dwell time (APT1). . . . . . . . . . . . . . 71
Blowing time (APT2) . . . . . . . . . . . . . . . . . . . . . 71
Delay time (APT3) . . . . . . . . . . . . . . . . . . . . . . . 71
Fine tuning of the dwell time (APT4) . . . . . . . . . 72
5 After operation
5.1 Care and cleaning . . . . . . . . . . . . . . 73
5.1.1 Cleaning agents . . . . . . . . . . . . . . . . . . . . . . 73
5.1.2 Regular maintenance . . . . . . . . . . . . . . . . . . 73
Remove paper waste. . . . . . . . . . . . . . . . . . . . . 74
Braking brushes. . . . . . . . . . . . . . . . . . . . . . . . . 74
Capacitive sensor at the dispenser head . . . . .75
6 Operational malfunctions
6.1 Warning messages. . . . . . . . . . . . . . 76
6.1.1 Please observe: . . . . . . . . . . . . . . . . . . . . . . 76
6.1.2 If a problem occurs. . . . . . . . . . . . . . . . . . . . 76
6.1.3 Warning messages . . . . . . . . . . . . . . . . . . . 76
6.2 Error messages . . . . . . . . . . . . . . . . 78
6.2.1 If a malfunction occurs . . . . . . . . . . . . . . . . . 78
6.2.2 Error codes. . . . . . . . . . . . . . . . . . . . . . . . . . 78
7 Appendix
7.1 Factory settings . . . . . . . . . . . . . . . . 82
7.2 Product data banks . . . . . . . . . . . . . 84
7.3 EC Declaration of Conformity. . . . . . 86
3
Page 6
1PLEASE OBSERVE THE FOLLOWING
1.1 GENERAL INFORMATION
1 PLE ASE OBSERVE THE FOLLOWING
1.1 GENERAL INFORMATION
1.1.1 Validity and applicability of this manual
ALS
380
Contents
The present manual refers exclusively to the ALS 380
Labeller and the high-speed ALS 380 HS version. The
manual is to be referred to for correct operation and adjustment of the machine.
The prerequisites for operation and adjustment are
proper installation and configuration of the machine.
For technical questions which are not addressed in this
operating manual:
➔ Refer to the Service Guide for the ALS 380 Labeller
or
➔ consult the servicing technician of our sales partner.
– The responsible servicing technician of our sales
partner is at your disposal and particularly helpful
with configuration settings and remedying malfunctions.
Technical State
Technical state as of: 06/2005
Software versions
ALS 380: 6.1
ALS 380 HS: Master 1.1, Slave 1.0
Copyright notice
All rights to this operating manual are assigned to Avery
Dennison. Transmission, reprinting or any other means
of reproduction of this manual, whether whole or in part,
are not allowed without prior written permission. Third
parties, in particular competitors, are not to be allowed
access to information derived from this manual.
Printed in Germany
Manufacturer
Avery Dennison Deutschland GmbH
Ohmstraße 3
D - 85386 Eching
Phone: +49-8165-925-0
FAX: +49-8165-3143
http://www.machines.averydennison.com
Avery Dennison reserves the right to:
– implement modifications of structural parts, compo-
nents and software as well as to use equivalent
components that keep pace with the current state of
technology in lieu of the specified components.
– change information contained in this manual.
An obligation to extend these modifications to previously delivered machines is excluded.
4
Page 7

1PLEASE OBSERVE THE FOLLOWING
1.1 GENERAL INFORMATION
1.1.2 Conventions and information
ALS
380
Explanation of symbols
In order to facilitate legibility and an overview, the various types of information used herein are categorised
and identified with certain symbols.
Sentences that are introduced by an arrow contain procedural instructions.
➔ Carry out procedural instructions one after the other
in the prescribed order.
The following information is introduced with a dash:
– List items
– Descriptions of conditions
– Description of previous work steps
– Prerequisites for implementing actions described in
the following passage
Warnings concerning dangers and risks
Important text passages which must absolutely be followed are particularly marked for special attention:
DANGER!
A danger notice indicates an imminent
hazardous situation which, if not avoided,
could result in death or serious injury of the
personnel!
The notice contains instructions on how to
avoid or prevent the danger(s).
➔ The instructions must be followed.
Illustrations
When required, text passages are accompanied by illustrations. The reference to an illustration is indicated
by typesetting the [illustration number] in square brackets. Capital letters following an illustration number, e.g.
[12A], refer to the corresponding position indicated in
the illustration.
Supplemental information
The "Experts" symbol earmarks activities that
only to be performed by knowledgeable and
trained personnel.
The information symbol indicates notices and
recommendations as well as additional helpful
information.
Operating materials:
– Operating materials, e.g. lubricants or
cleaning agents
WARNING!
A warning notice indicates risks which could
result in death or serious injury of the
personnel! The notice contains safety instructions on how to safeguard possibly affected personnel.
➔ The instructions must be followed.
CAUTION!
A caution notice indicates risks which, if
unheeded, could lead to material damage or
bodily injury (minor injuries). The notice
contains instructions on how to prevent
damage or injury.
➔ The instructions must be followed.
5
Page 8
1PLEASE OBSERVE THE FOLLOWING
1.1 GENERAL INFORMATION
ALS
380
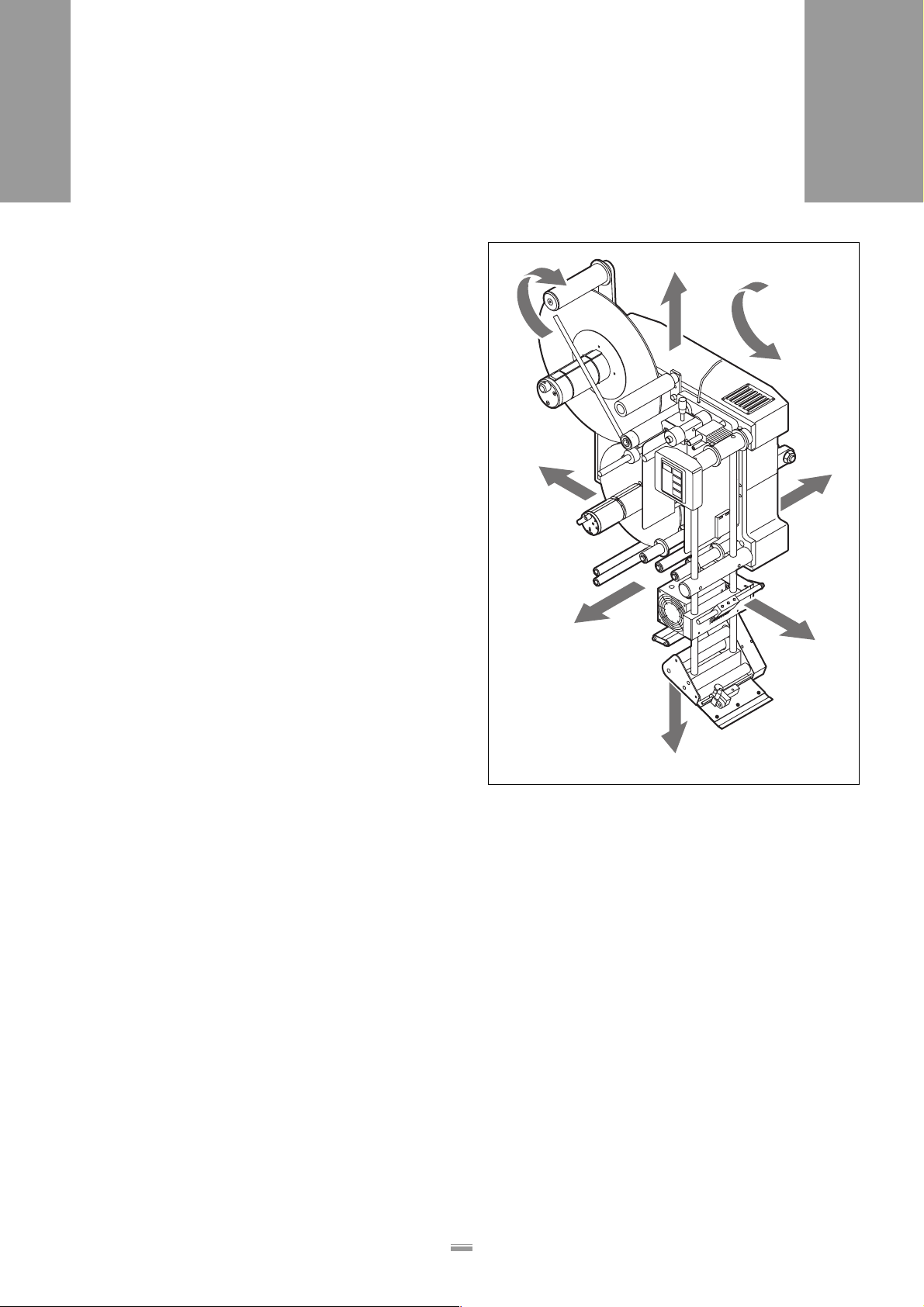
Directional information
Unless otherwise indicated, the directional information
mentioned in the text refers to the construction of the
right-hand version of Top Labeller. See Figure [1] for
the explanation of directional information.
G
C
H
B
E
A
F
D
[1] Definition of directional information
A Front
B Rear
C Upward
D Downward
E Left
F Right
G Clockwise
H Counter-clockwise
6
Page 9
1PLEASE OBSERVE THE FOLLOWING:
1.2 S
1.2 SAFETY INSTRUCTIONS
1.2.1 Information and qualifications
AFETY INSTRUCTIONS
ALS
380
Pay attention to the information
WARNING!
Reliable and safe operation of the labeller is
only guaranteed if all necessary information
is observed!
➔ Read this operating manual thoroughly
and observe all notices prior to operation.
➔ Observe all additional safety and warning
notices attached to the labeller.
➔ Only allow qualified persons to operate
and adjust the labeller.
Information must be made available
This operating manual
➔ is to stored at the machine operating location and
made accessible to the operator.
➔ is to maintained in legible condition.
➔ is to be made available to the new owner if the ma-
chine is sold.
➔ Safety and warning notices attached to the labeller
must be kept clean and legible. Missing or damaged
warning labels and plates are to be replaced.
Ensure necessary qualifications
➔ Only allow the machine to be operated, adjusted
and serviced by instructed and authorised personnel.
➔ Adjustment tasks via the expanded menus as well
as programming and administration of product databases are only to be performed by qualified and appropriately trained personnel or by the responsible
servicing technician.
➔ The responsibilities for operation, adjustment and
servicing of the machine must be clearly defined
and consistently maintained.
➔ Moreover, personnel are to be regularly instructed
about work safety and environmental protection issues.
Operator qualifications
Instruction of the operating personnel must ensure:
– that operating personnel can use the machine inde-
pendently and without posing a danger.
– that operating personnel can remedy minor opera-
tional malfunctions themselves.
➔ Train at least 2 person to operate the machine.
➔ Make label materials for test purposes available in
sufficient quantities.
Qualifications for adjustment tasks
Settings in the expanded menus of the control
software require knowledge based on experience:
– The adjustment personnel must be familiar
with how the labeller functions.
– Adjustment personnel must be familiar with
the entire system into which the labeller is integrated.
– Adjustment personnel must be able to cor-
rectly apply the functions in the expanded
menu system to appropriately address the
order-specific requirements.
7
Page 10
1PLEASE OBSERVE THE FOLLOWING:
1.2 S
1.2.2 Machine operating safety
Appropriate use
AFETY INSTRUCTIONS
ALS
380
The ALS 380 labeller is a fully automatic machine for
the application of self-adhesive labels to products or
packages. The machine is to be equipped by the operation planners with suitable safety devices so as to protect the operating personnel from possible
endangerment – e.g. pinching or entrapment of body
parts due to reaching between product and dispensing
edge.
WARNING!
Improper usage of the machine can lead to
accidents, material damage and loss of production!
➔ Only operate this machine in accordance
with information contained in this manual.
➔ Do not put the machine into operation
without the required safety equipment in
place.
➔ Only make adjustments to the machine in
accordance with this manual and with all
due care.
Protect against injuries that can result from electrical current
WARNING!
The machine is connected with the mains
supply! Contact with energised components
can result in life-endangering currents
through the body as well as burns.
➔ Only put the machine into operation when
installed in a correctly installed housing.
– The housing may only be removed by
trained personnel when the machine is
de-energised.
➔ Pull out the mains power connection plug
from the socket before cleaning and
maintenance.
The machine is not protected against
splashing water.
➔ Maintain the machine in a dry condition.
➔ In case fluids penetrate into the machine
interior, immediately switch off the machine and disconnect or plug out from the
mains power supply. Notify a servicing
technician.
Protect against injuries that can result from mechanical actions
WARNING!
Risk of injury due to moving or rapidly rotating parts!
➔ The following regulations always apply:
➔ Keep a distance from running machines. Wear
snug-fitting clothing and hair nets.
➔ Even when the machine is idle, maintain the area
clear of movable parts if the possibility exists that
the machine could start.
➔ Never lay tools or loose parts on the machine if the
possibility exists that the machine could start.
➔ Switch off the machine before performing mechani-
cal adjustment tasks.
➔ Do not wear ties, loose garments, jewellery, watch-
es or similar articles on the body when in the machine vicinity.
CAUTION!
Danger of body part trapping and pinching at
the dispensing edge due to products moving
in the conveyor direction!
➔ Never reach between the product and dis-
pensing edge of running or operationready machines.
➔ During operation, never remove or defeat
the purpose of protective guards that prevent reaching into the machine.
Protection against chemicals
CAUTION!
Operational materials such as cleaning
agents or adhesive solvents may pose a
health risk.
➔ Rules, work guidelines and safety regula-
tions issued by the manufacturer must
absolutely be followed!
8
Page 11
1PLEASE OBSERVE THE FOLLOWING:
1.2 S
1.2.3 Before every production start
AFETY INSTRUCTIONS
ALS
380
Operator's obligation and service personal to exercise care
➔ Ensure the following prerequisites correspond to the
information of the operating manual:
– The machine is correctly installed and appropriately
configured for the requirements.
– All necessary safety equipment is installed.
– The machine has successfully completed at least
one test run.
– The machine is connected to the power supply.
➔ The required personal safety gear, e.g. hair nets,
must be provided. Make sure that the safety gear is
used in accordance with the regulations.
Operating personnels' obligation to exercise care
➔ Verify flawless functioning of the safety equipment.
➔ Check machine for visible damage. Any discovered
deficiency is to be reported immediately.
➔ Use personal safety gear in accordance with the
regulations, e. g. wear hair nets.
➔ Non-required materials and objects are to be re-
moved from the working area of the machine.
➔ Make sure that only persons authorised to work on
the machine are within the working area of the machine.
➔ Make sure that no one will be placed in a hazardous
situation as a result of the machine startup.
9
Page 12
2EQUIPMENT DESCRIPTION
2.1 OVERVIEW
2 EQUIPMENT DESCRIPTION
2.1 OVERVIEW
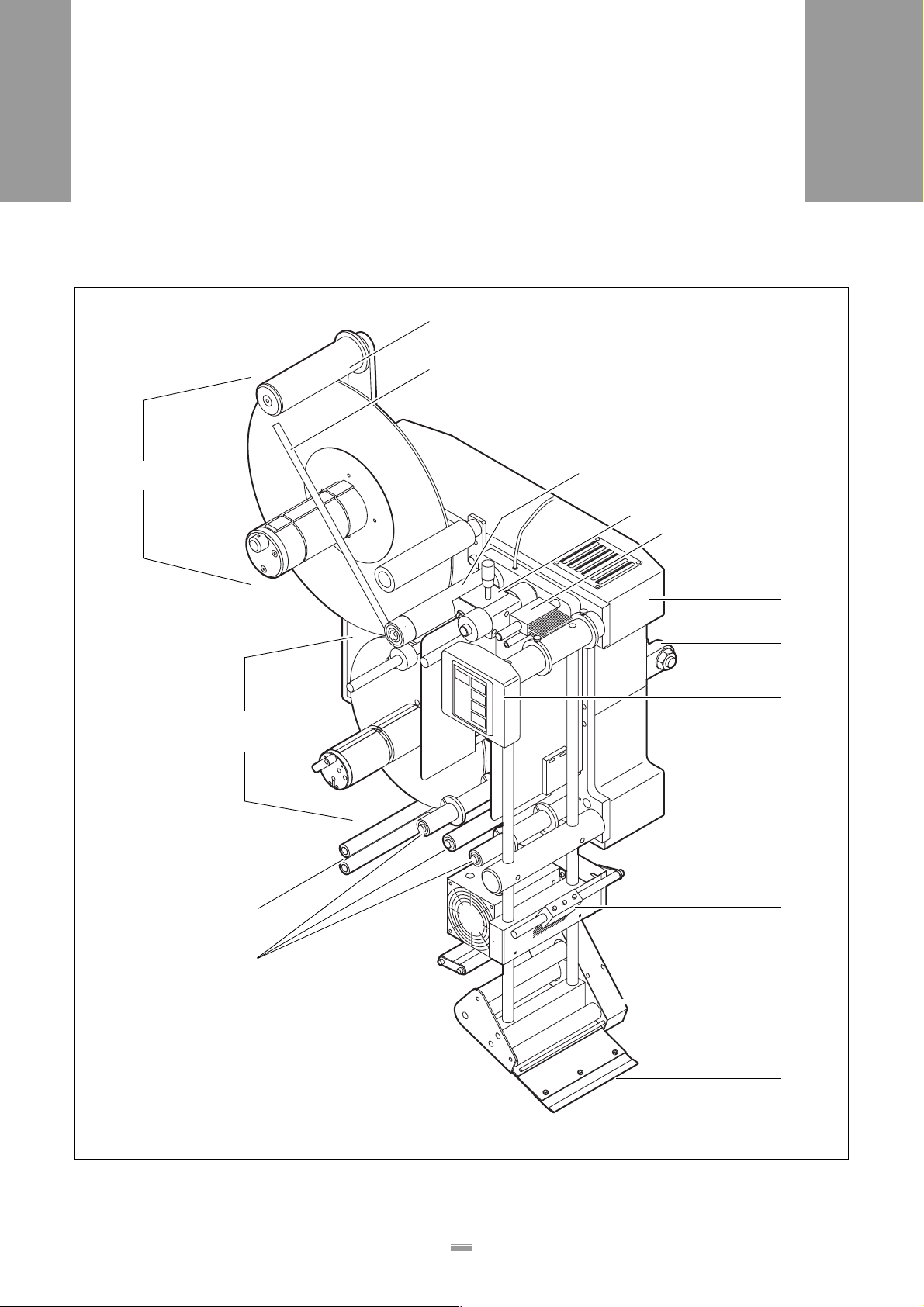
2.1.1 Structural elements
ALS
380
B
C
A
M
N
D
E
F
G
H
I
J
O
[2] Right-hand version of the ALS 380 Labeller
K
L
10
Page 13
2EQUIPMENT DESCRIPTION
2.1 OVERVIEW
ALS
380
A Unwind unit
– The unwinding spindle holds the label roll.
– The spreader mechanism (chucking wedge) se-
cures the label roll.
B Dancer arm of the unwind unit
– spring-loaded and rotatable
C Guiding rod for unwind unit
– Also secures the label roll.
D Drive roller unit of the unwind unit
E Pressure roller of the unwind unit
F Braking brush up
– Allows label ribbon to run smoothly, prevents flutter-
ing.
GCasing
– Houses the control electronics, drive electrical sys-
tem, main switch, and fuses.
H Mounting brackets
– For securing the machine in the system.
I Operator panel
J Braking brush down
K Dispenser head
– With integrated label feed
– Optionally equipped with printer or applicator
L Dispensing edge
– The label separates from the backing material here.
M Rewind unit
– An electrically driven rewinding roller takes up the
empty backing material.
– A spreader mechanism secures the backing materi-
al roll.
2.1.2 Principle of operation
In labelling mode, the unwind unit [2A] and the drive
roller unit move the [2D] label ribbon. A loop is formed
in the label ribbon between the pressure roller of the unwind unit [2E] and the upper braking brush [2F]. An additional drive roller unit in the dispenser head [2K] pulls
the ribbon over the dispensing edge [2L]. The label
separates from the backing material at the dispensing
edge.
The drive roller unit in the dispensing head moves the
respective ribbon for a label and then stops until the
next product takes the label under the dispensing edge.
Label ribbon is continuously unwound at the unwind
unit. The loop acts as a buffer between the continuously operating unwind unit and the periodically operating
label output. The braking brushes keep the label ribbon
taut.
From the dispensing head, the empty backing material
runs over several deflection rollers [2 O] to the motor-driven spreaderrewinding unit [2M]. The multiple
deflections with the spring-loaded dancer arm [2N] act
as a buffer between the label output and the rewind
unit.
The entire operation of the labeller is electronically controlled and monitored. If a malfunction occurs, the control system sends a corresponding message to the
operator. If necessary, the labelling operation is automatically halted. An electronic signal is issued at the
same time. The signal can be picked up by an external
control system.
N Dancer arm of the rewind unit
– spring-loaded and rotatable
O Deflection rollers of the rewind unit
11
Page 14
2EQUIPMENT DESCRIPTION
2.1 OVERVIEW
2.1.3 Technical data
ALS
380
Characteristic values
Dispensing speed
ALS 380:
ALS 380 HS:
Stop accuracy (at the
dispensing edge): ± 0.5 mm
Rewind unit: Spreader mechanism
Label sensor: Manual or automatic set-
Operation: programmable, can be set
Speed control: Automatic dispensing
0.5 m/min to 80 m/min
0.5 m/min to 100 m/min
ting
via the operator panel,
The settings can be stored
in 11 data banks
speed, with RPMtransmitter
Labels
Label width
(incl. backing material): max. 155 mm
Label length at
maximum dispensing
speed:
Label roll
Outer diameter
Core diameter:
Distance from dispensing edge to label sensor:
1) Longer labels are possible when product distance is increased accordingly
min. 16 mm
max. 250 mm
max. 400 mm
76.2 mm
min. 20 mm
1)
Ambient conditions
Temperature
Operation:
Storage:
Relative humidity: 30 % to 80 %,
5°C to 40°C
5°C to 70°C
not condensing
Dimensions
Dimensions
Width:
Height:
Depth:
Weight
ALS 380:
ALS 380 HS:
735 mm
795 mm
400 mm
50 kg
55 kg
Casing
Covering for the controlelectronics:
Front plate: Aluminium, anodized,
Polyurethane (PUR),
10 mm thick
15 mm thick
Electrical system
Power consumption: 500 VA
Mains connection
Nominal voltage:
Frequency:
Type of protection IP41 (protected against
Drive system: 2 stepping motors,
1) Customer options
110 V / 120 V / 130 V /
200 V / 220 V / 230 V/
1)
240 V
50 Hz / 60 Hz
vertically falling drops of
water, not protected
against sprayed water)
1 AC motor
1)
Control system
Control electronics: Integrated
Options: V24 interface
Frequency inverter for
motor control
Emissions
Sound pressure level at
a distance of 1 m: 75 db (A)
12
Page 15
2EQUIPMENT DESCRIPTION
2.1 OVERVIEW
2.1.4 Design versions
The ALS 380 labeller is available in 4 different versions,
depending on the taskat hand:
Top-labeller right-hand version
ALS
380
– Labelling from above onto the upper side of the
product [3].
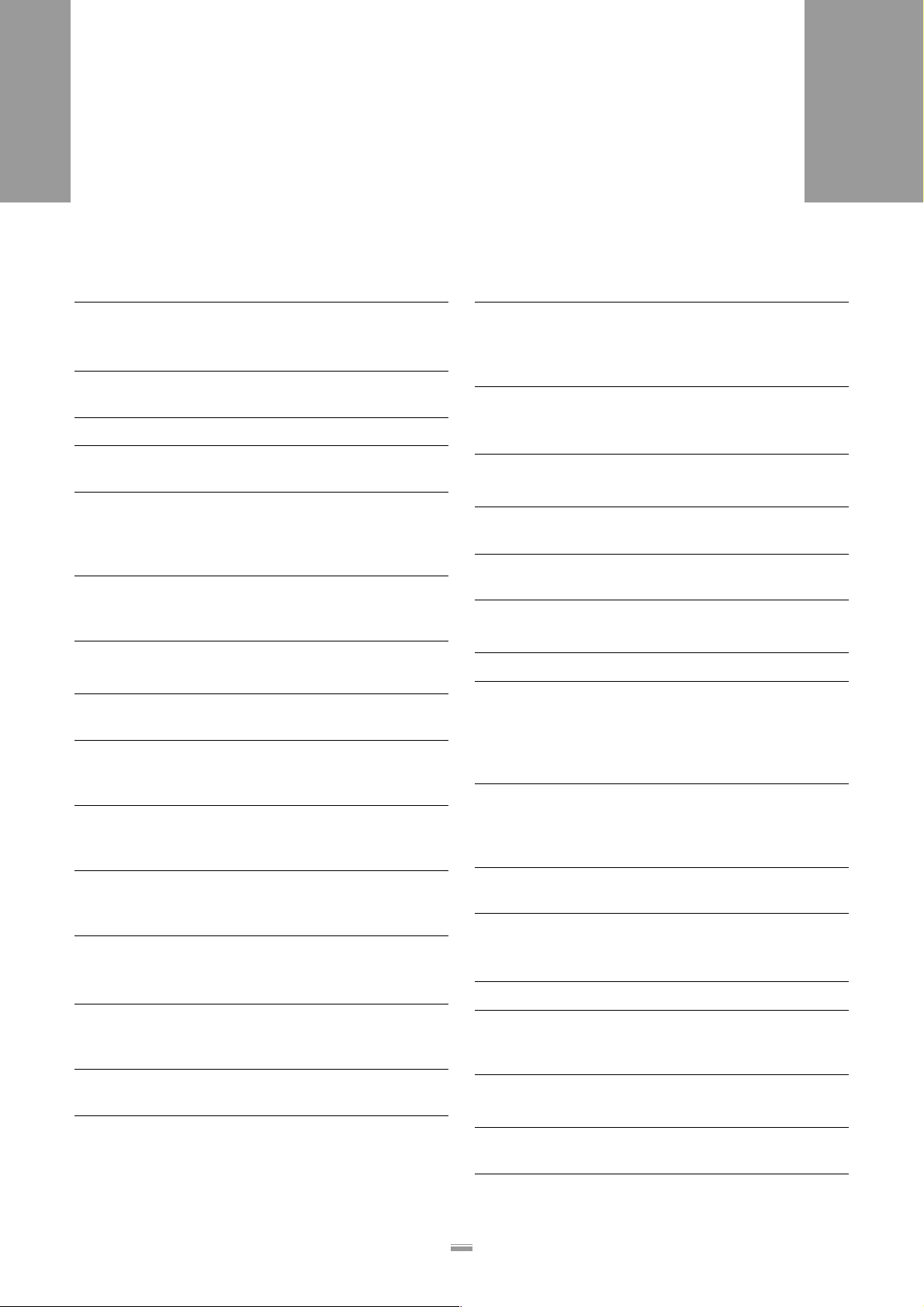
– The products are conveyed from left to right.
– The dispensing edge is located on the right side.
Side-labeller right-hand version
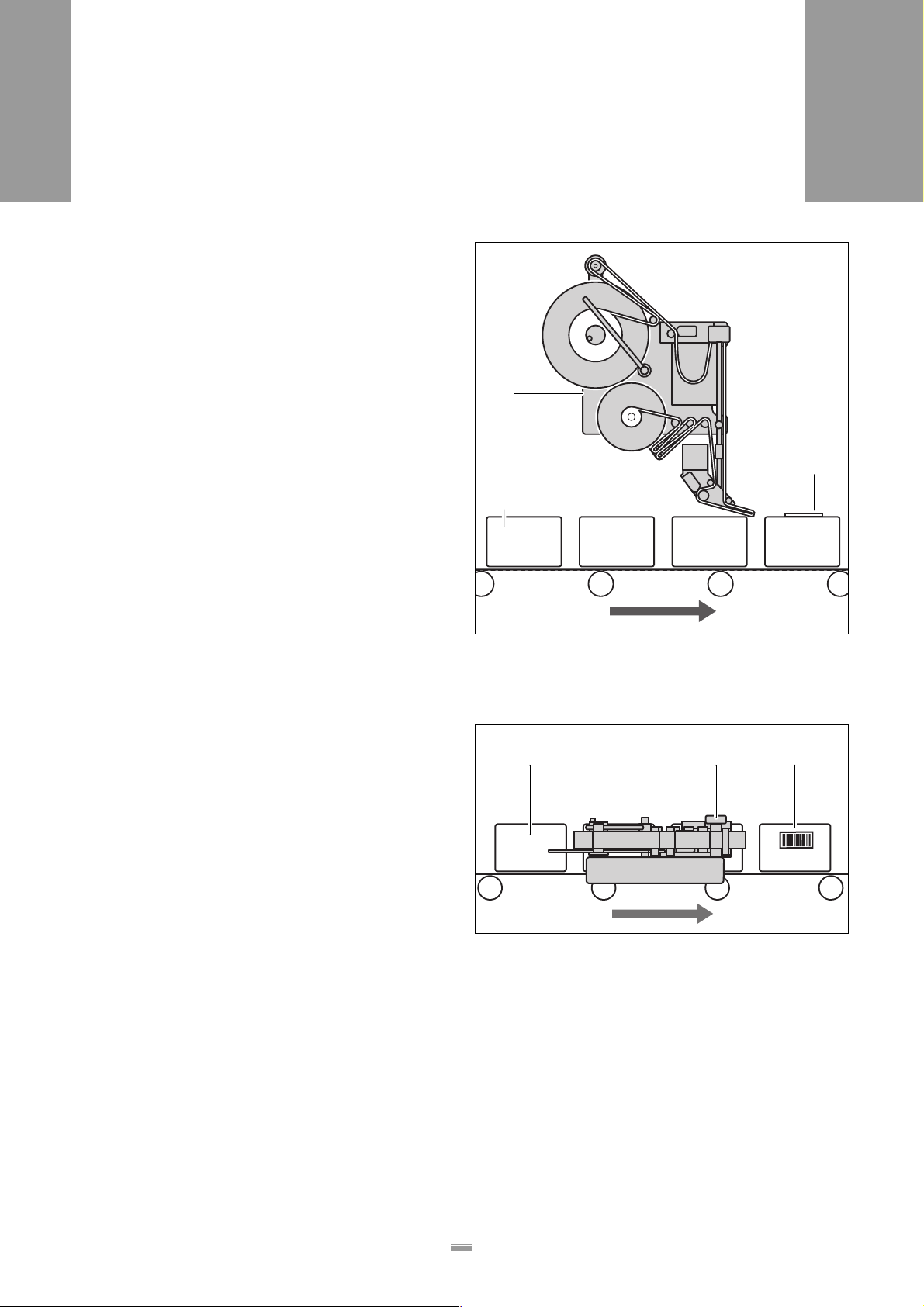
– Labelling from the side onto one of the product’s
sides [4].
– The products are conveyed from left to right.
– The dispensing edge is located on the right side.
A
B C
[3] Top-labeller right-hand version
A ALS 380 labeller
B Product on conveyor line
C Labelled product
AB C
[4] Side-labeller right-hand version
A ALS 380 labeller
B Product on conveyor line
C Labelled product
13
Page 16
2EQUIPMENT DESCRIPTION
2.1 OVERVIEW
Top-labeller left-hand version
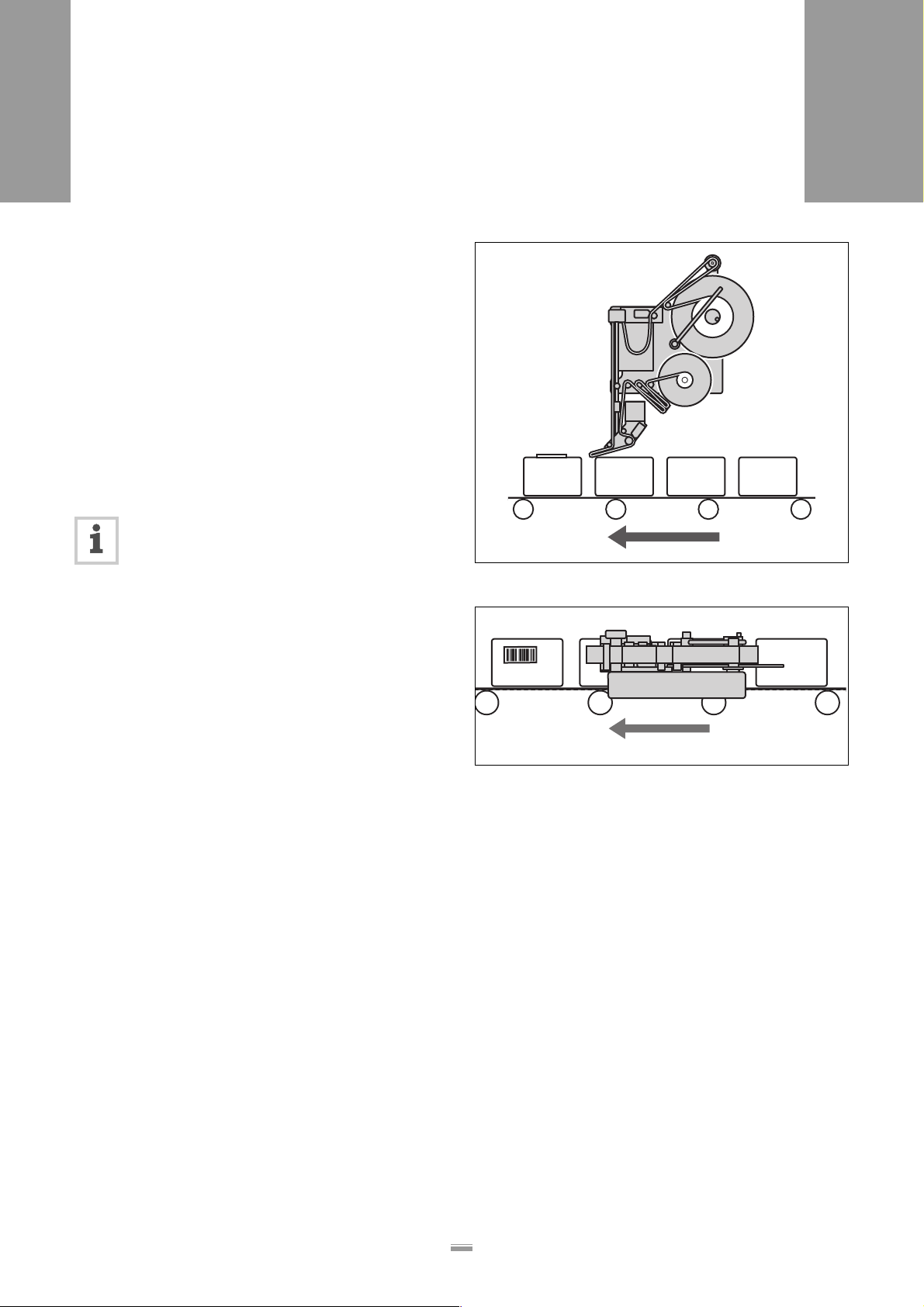
– Labelling from above onto the upper side of the
product [5].
– The products are conveyed from right to left.
– The dispensing edge is located on the left side.
Side-labeller left-hand version
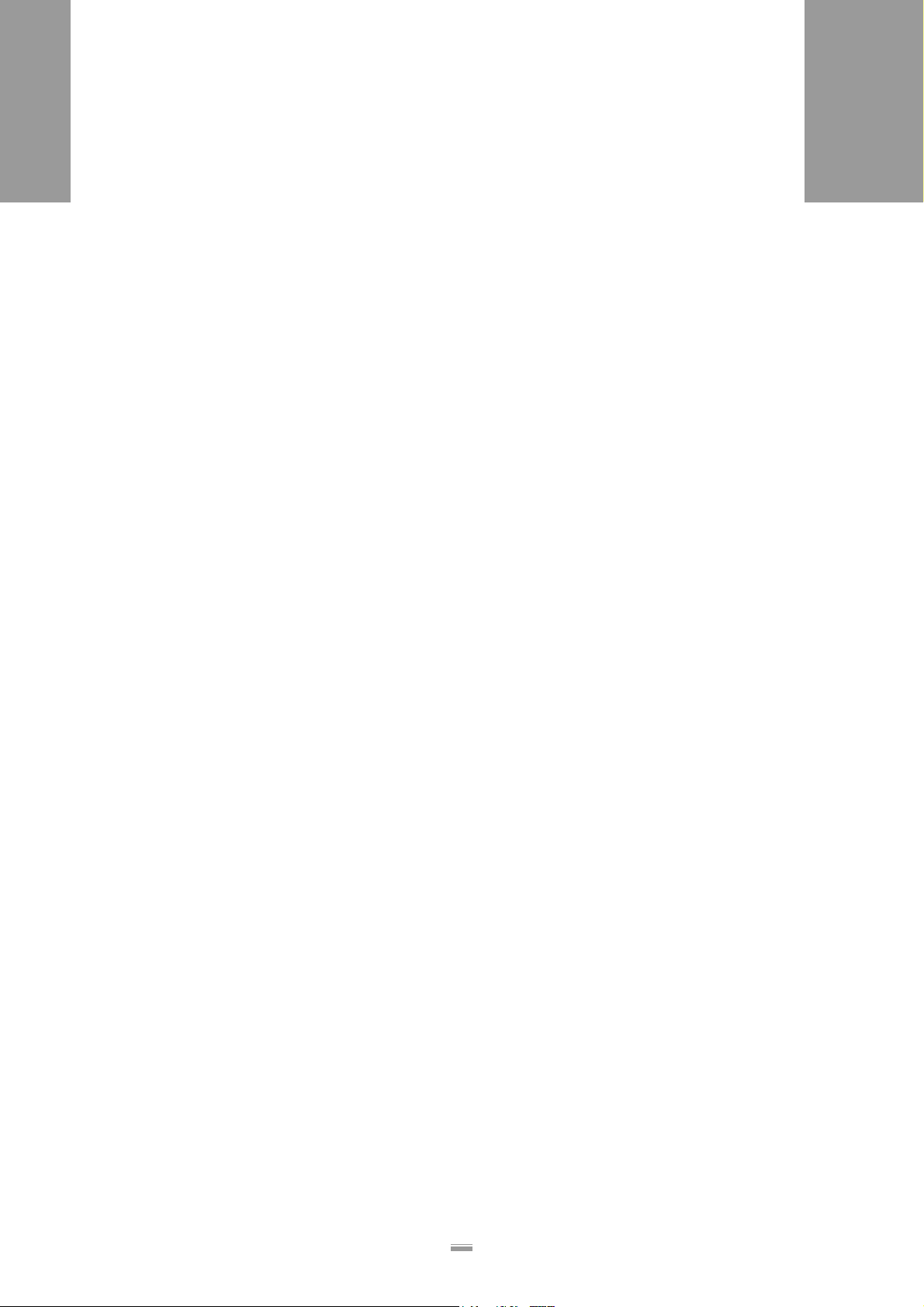
– Labelling from the side onto one of the product’s
sides [6].
– The products are conveyed from right to left.
– The dispensing edge is located on the left side.
Labeller operation is described in these instructions based on the top-labeller right-hand design version.
Other design versions are only considered if
their descriptions or illustrations differ.
ALS
380
[5] Top-labeller left-hand version
[6] Side-labeller left-hand version
14
Page 17
2EQUIPMENT DESCRIPTION
2.1 OVERVIEW
2.1.5 Options
ALS
380
High-speed processing version ALS 380 HS
– Allows dispensing speeds up to 100 m/min
– Available in all of the above-mentioned design ver-
sions.
Serial interface
– Almost all of the setting values can be read out and
modified on an external device, the machine status
can be queried, and the machine can be controlled
via this interface.
Roll diameter control
– A sensor at the unwind unit monitors the diameter of
the label roll and, along with it, the supply of labels.
– The sensor sends a signal when the diameter of the
label roll reaches a set value.
– This sensor is required if two labellers are operating
in tandem mode (see chapter Operation - Activation
and shut-down, Tandem operation)
Printer
– Inkjet or heat transfer printer at the dispenser head.
Applicator
If direct labelling from the dispensing edge is not possible, the labeller can be equipped with an applicator.
Various kinds of applicators are available depending on
the customer’s needs.
Adjustable dispensing edge
– The position of the dispenser head can be adjusted
vertically.
– This allows adapting the position of the dispensing
edge to changing products.
– The machine does not have to be moved to adjust
the dispensing edge. The labelling head of the ma-
chine does not have to be released.
15
Page 18
2EQUIPMENT DESCRIPTION
2.2 OPERATOR CONTROLS
2.2 OPERATOR CONTROLS
2.2.1 Operator panel
ALS
380
LED indicator
– Display of functions, setting values, operating
states, error messages, and warning messages
If the LED indicator is ON:
– The machine is in labelling mode.
– Each time the product sensor is triggered, a label is
dispensed.
If the LED indicator is OFF:
– Labelling mode is switched off.
Keys
FEED
– When this key is pressed, the machine dispenses a
label.
PRIOR (previous function)
– Paging through the functions in the menu: to see the
previous function, page upward.
– Within a function: increase the current value
NEXT (next function)
– Paging through the functions in the menu: to see the
next function, page downward.
– Within a function: decrease current value
A
B
C
D
E
[7] Operator panel for the ALS 380
A LED indicator
B FEED key
C PRIOR key
D NEXT key
E ENTER key
ENTER
– Activate or switch off labelling mode.
– Call up or end functions.
– Acknowledge error and warning messages.
Depending on the menu and the operating
state of the machine, special key functions are
also available. Where special functions are
available, they are described in the relevant
chapter.
16
Page 19
2EQUIPMENT DESCRIPTION
2.2 OPERATOR CONTROLS
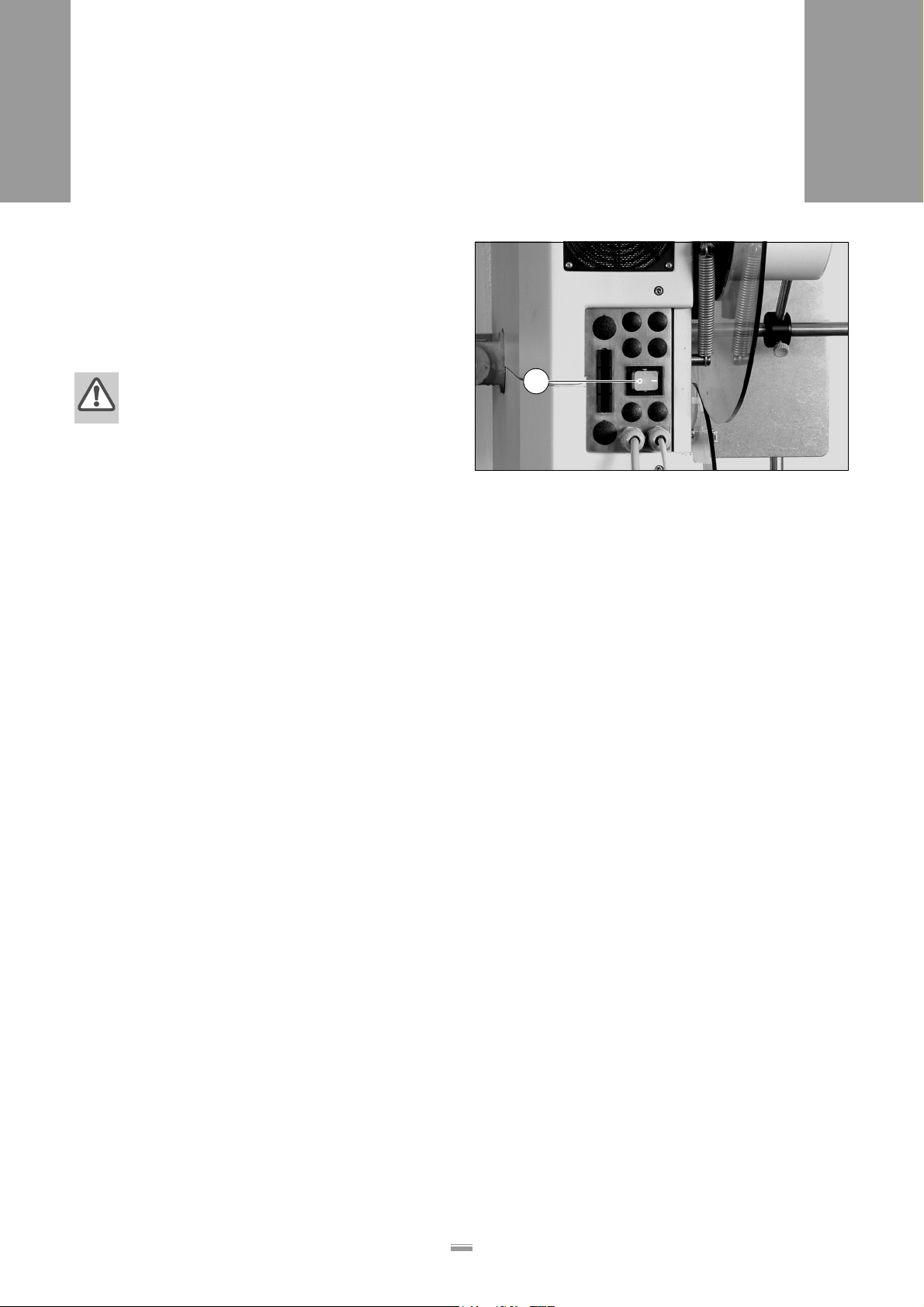
2.2.2 Main switch
– The main switch [8] is located to the left on the
housing.
– The main switch is used to switch the machine on
and off.
ALS
380
WARNING!
Contact with energised components can result in life-endangering currents through the
body as well as burns. Voltage continues to
be present in the housing even when
switched off.
➔ Only put the machine into operation when
installed in a correctly installed housing.
➔ Maintain the machine in a dry condition.
A
[8] Main switch on the housing
17
Page 20
2EQUIPMENT DESCRIPTION
2.3 CONTROL SYSTEM
2.3 CONTROL SYSTEM
2.3.1 Brief description
ALS
380
All of the machine’s functions are electronically
controlled. Using the operator panel, the operators, calibration technicians, or service personnel have several
options for adapting the machine's functions to current
requirements.
The LED indicator gives the operator feedback messages regarding the current operating state of the machine. Error messages or warning messages appear on
the display as necessary.
Before each operation, the operator must check and
adjust the occasionally changing settings such as the
label position on the product or the dispensing speed.
These settings can simply be input at any time by the
operator at the operator panel.
Task-specific data such as label distance or product
length are programmed at the beginning of a job. As a
rule, the settings are not modified as long as the job is
being processed. This data input requires in-depth
knowledge and may only be carried out by trained and
instructed personnel (calibration technicians).
Databanks are available for variable or frequently recurring task settings. The task-specific settings can be
saved in a databank. If the settings are needed again
after a product change, it is not necessary to re-input
the data. You only need to call up the corresponding
databank. In all, 11 databanks are available.
Only calibration technicians may administer the product
databanks.
It is also possible to modify the basic machine settings.
These are settings such as the motor’s direction of rotation. These settings are not to be changed in normal
operation. They may only be changed by servicing personnel or the responsible servicing technician.
To give the operator a better overview, the setting options for occasionally changing settings, task-specific
data, databanks, and basic settings are grouped together in menus: The standard menu, extended menu,
product databanks, and configuration menu. The following table provides an overview of the range of functions of the standard menu, extended menu, and
product databanks. The configuration menu is described in the service guide.
CAUTION!
Erroneous settings can lead to production
setbacks, damage to the machine and system, and can even cause work-related accidents!
– Only specially trained and instructed per-
sonnel may alter the settings in the extended menu or access the product
databanks.
18
Page 21
2EQUIPMENT DESCRIPTION
2.3 CONTROL SYSTEM
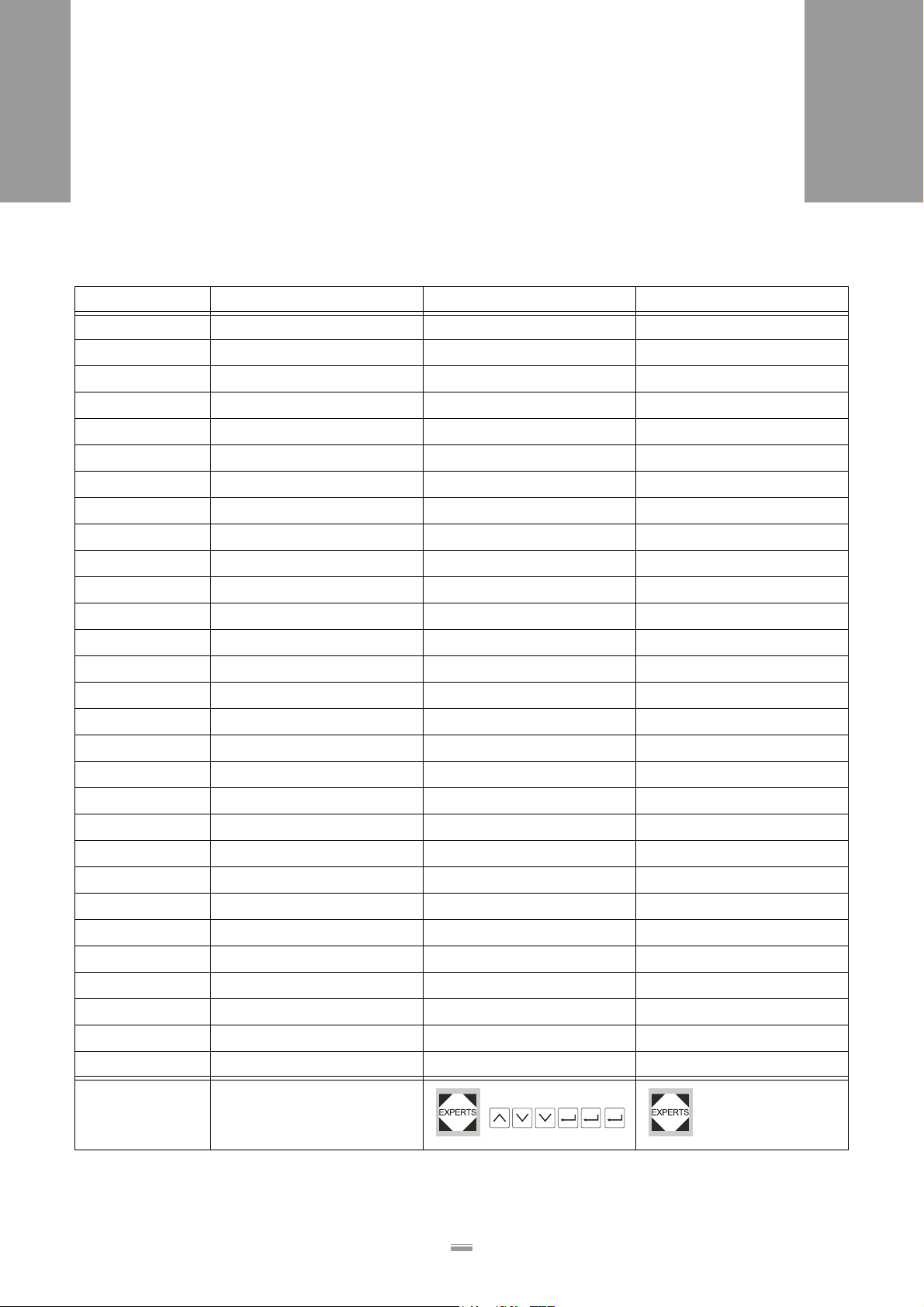
2.3.2 Menus for operators and calibration technicians
Menu Standard menu Extended menu Product databanks
Functions ON ON ON
OFF OFF OFF
INIT INIT PD01
VELO VELO PD02
STOD STOD PD03
POS POS PD04
POS 2 PD05
POS 3 PD06
VERT PD07
CONT PD08
E–SS PD09
ALS
380
LPIT PD10
PRDL PD11
P_S_
S_S_
MLAB
PDT
PDWT
1)
EGRA
TMOD
APPL
APT1
APT2
APT3
APT4
LOAD
SAVE
DEL
QUIT
Activating a
menu
1)
Not ALS 380HS
Main switch + NEXT PRIOR + NEXT Main switch +
PRIOR
19
Page 22
2EQUIPMENT DESCRIPTION
2.3 CONTROL SYSTEM
2.3.3 Monitoring functions
During labelling operation, the electronic control system and the sensors monitor the following functions.
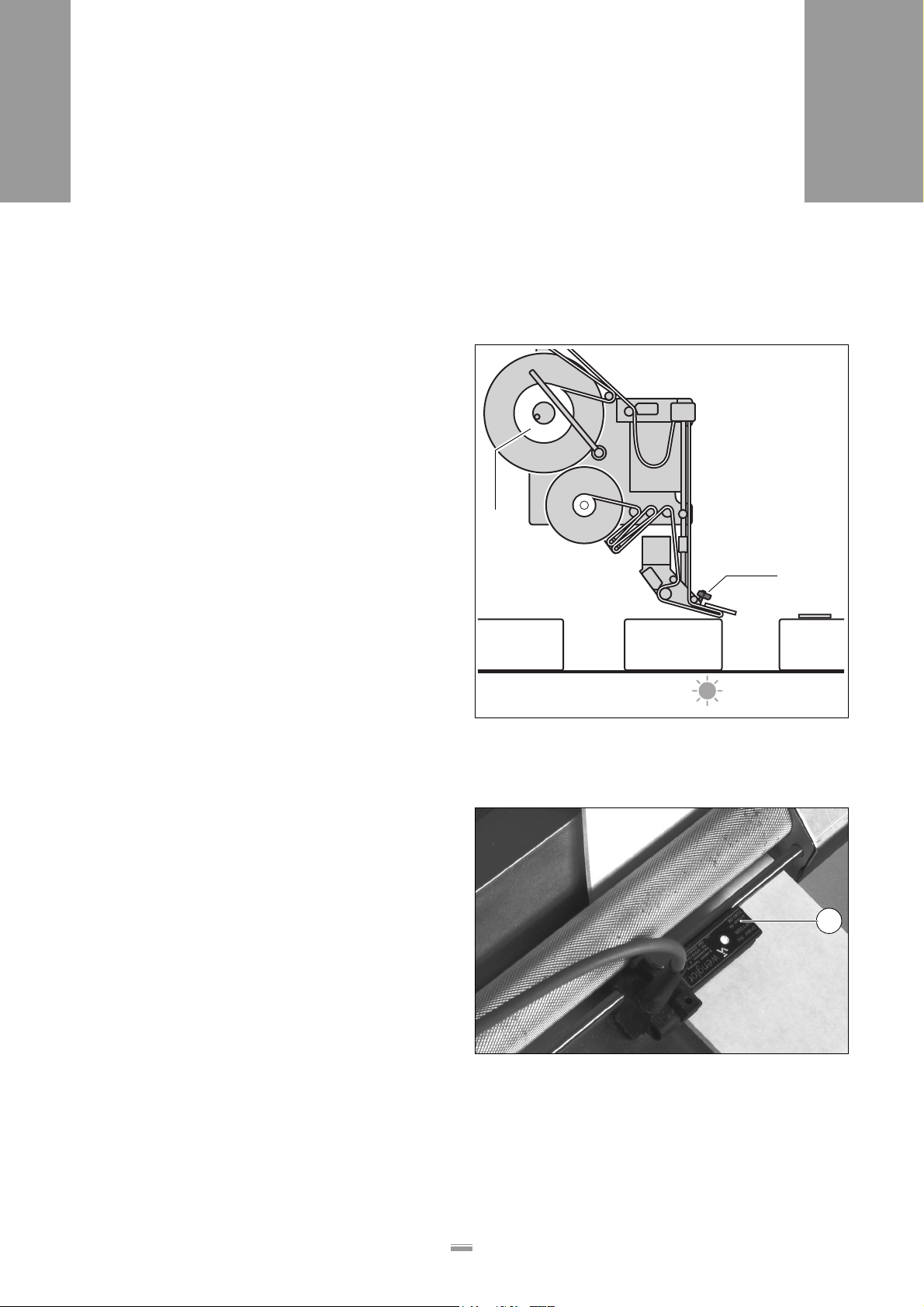
Dispensing a label to each product
– A photoelectric sensor (product sensor) sends a sig-
nal when a product reaches the dispensing
edge [9B]. The signal from the product sensor trig-
gers the label feed for a single label.
– If individual labels are missing from the label ribbon,
the label feed compensates for this and advances
the label ribbon by one additional label distance (la-
bel compensation).
– If label compensation does not take place before the
next start signal of the product sensor, the product
does not get labelled. A warning message appears
at the operator panel.
– If the number of unlabelled products exceeds a cer-
tain value, the machine stops.
ALS
380
C
A
Label supply
– If no more labels arrive at the label stop sensor [9A]
[10A], the machine stops and sends a signal to the
output to the system controller.
– Install roll diameter control (optional):
If the diameter of the label roll on the unwinding
spool [9C] becomes too small, the control system
sends a warning message and a signal to the output
to the system controller. The diameter at which the
signal will be sent can be set by servicing techni-
cians.
If errors occur
If a malfunction occurs, the control system sends a corresponding message to the operator. If necessary, the
labelling operation is automatically halted. The machine simultaneously sends a signal to the system controller.
B
[9] A Label stop sensor
B The product sensor sends a signal when the product has
reached the dispensing edge.
C Label roll on the unwinding spool
A
[10] Backing material with a label under the label stop sensor (A)
20
Page 23
3PRIOR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
3 PRI OR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
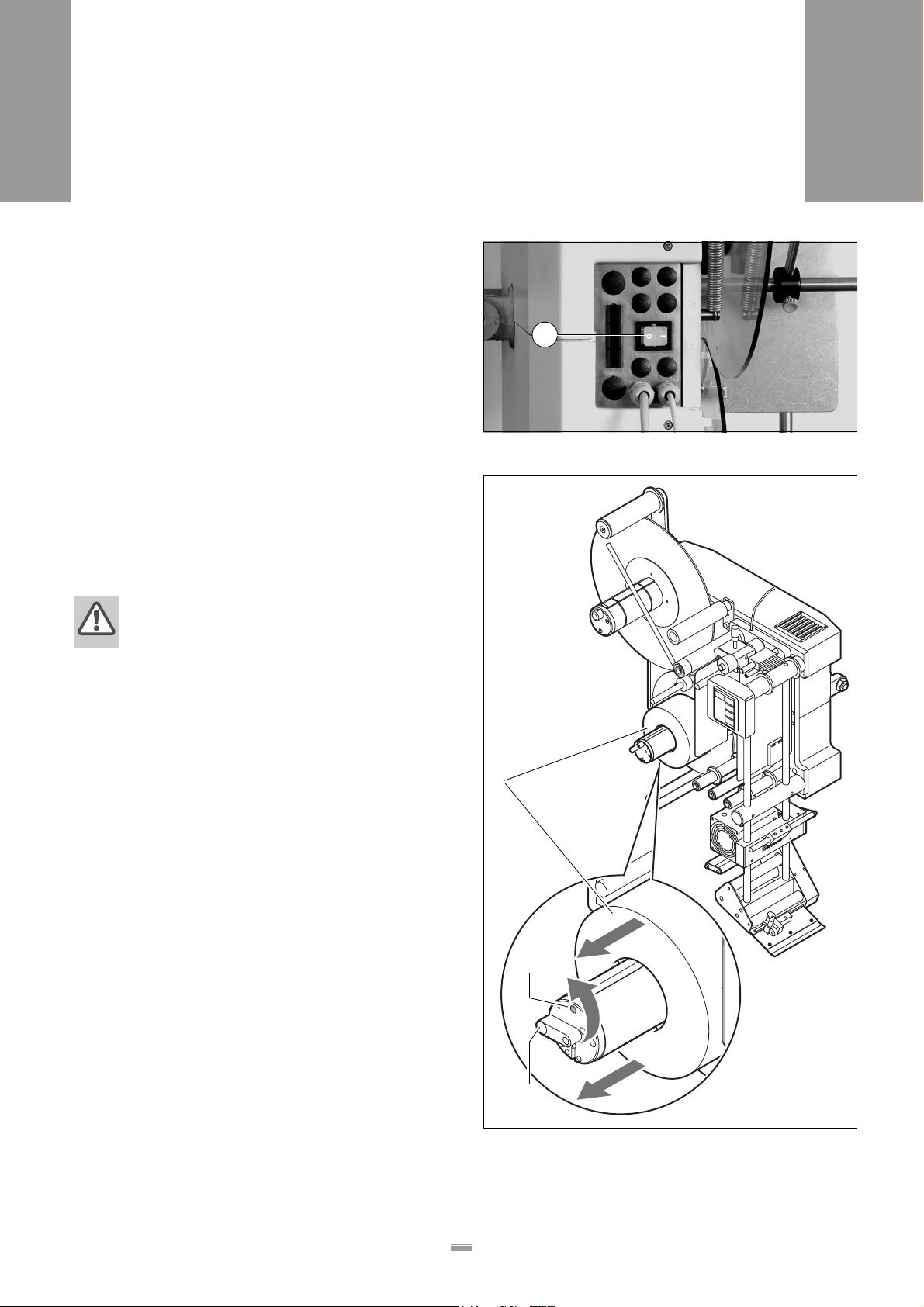
3.1.1 Prerequisites
– The label dispenser is switched off at the main
[11A] switch.
ALS
380
➔ Verify flawless functioning of the safety equipment.
➔ Check machine for visible damage. Any discovered
deficiency is to be reported immediately.
➔ Non-required materials and objects are to be re-
moved from the working area of the machine.
➔ Make sure that only persons authorised to work on
the machine are within the working area of the ma-
chine.
➔ Use required personal safety gear in accordance
with the regulations, e.g. wear hair nets, and protec-
tive eye-glasses.
3.1.2 Insert the label roller
WARNING!
Risk of injury due to moving or rapidly rotating parts!
➔ Before inserting the label roller, ensure
that the machine is switched off at the
main switch.
➔ Never switch on the machine before the
label ribbon has been completely threaded into position.
A
[11] Main switch on the housing
Remove the old backing material
If backing material remains on the rewinding [12A]
roller:
➔ Swing the lever [12C] at the rewinding roller over the
red [12B] point.
– The tension of the rewinding roller spreader mecha-
nism is relieved.
➔ Remove the rewound backing material.
Remove adhesive residues
➔ If necessary, clean the following components:
– Dispensing edge
– Deflection rollers and drive roller unit in the dispens-
er head
– Dancer arm rollers and deflection rollers
– Rewinding roller
A
B
C
[12] Remove the backing material from the rewinding roller
A Old backing material
B Red point on the rewinding roller
C Lever for the spreader mechanism of the rewinding roller
21
Page 24
3PRIOR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
Insert new label roll
Only top-labeller:
➔ Loosen the set-screw at the guiding rod [13C] and
swing the guiding rod to the side.
ALS
380
All design versions:
➔ Rotate the knurled knob [13B] clockwise, to retract
the chucking wedge [13A] in the unwinding spindle.
➔ If there is still an old roll core on the unwinding spin-
dle: remove the old roll core.
➔ Completely push on the new label roll.
➔ Rotate the knurled knob counter-clockwise to se-
cure the label roll on the unwinding spindle.
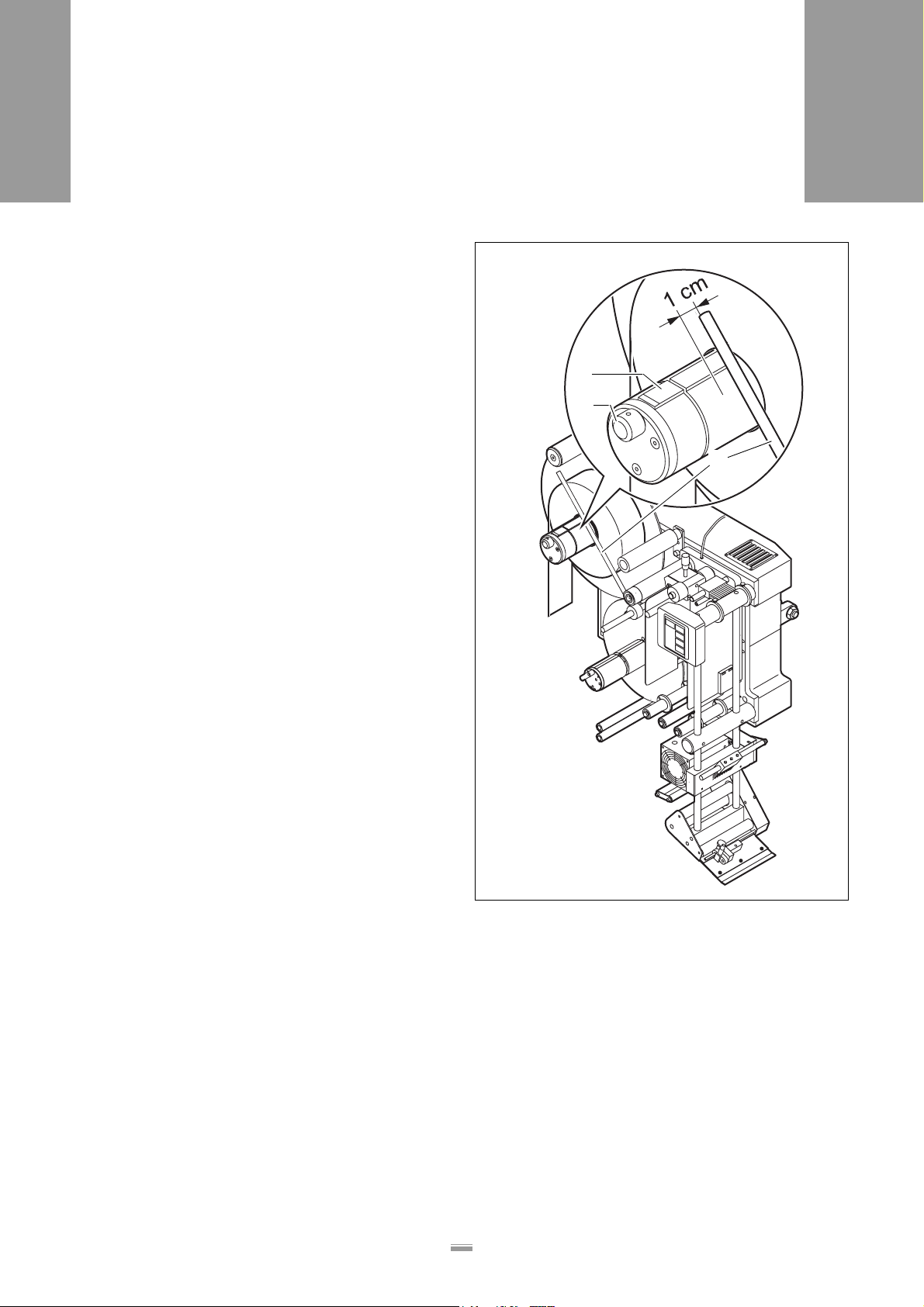
Also for top-labeller:
Also secure the label roll to the dancer arm in the axial
direction:
➔ Allow the dancer arm to lightly rest against the label
roll and
➔ swing it approximately 1 cm over the unwinding
spindle. The dancer arm must not be allowed to
touch the unwinding spindle.
➔ Tighten the set-screw at the guiding rod.
A
B
C
[13] New label roll on the unwinding spindle, secured to the guiding
rod on the side
A Chucking wedge in the unwinding spindle
B Knurled knob on the unwinding spindle
C Guiding rod
22
Page 25
3PRIOR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
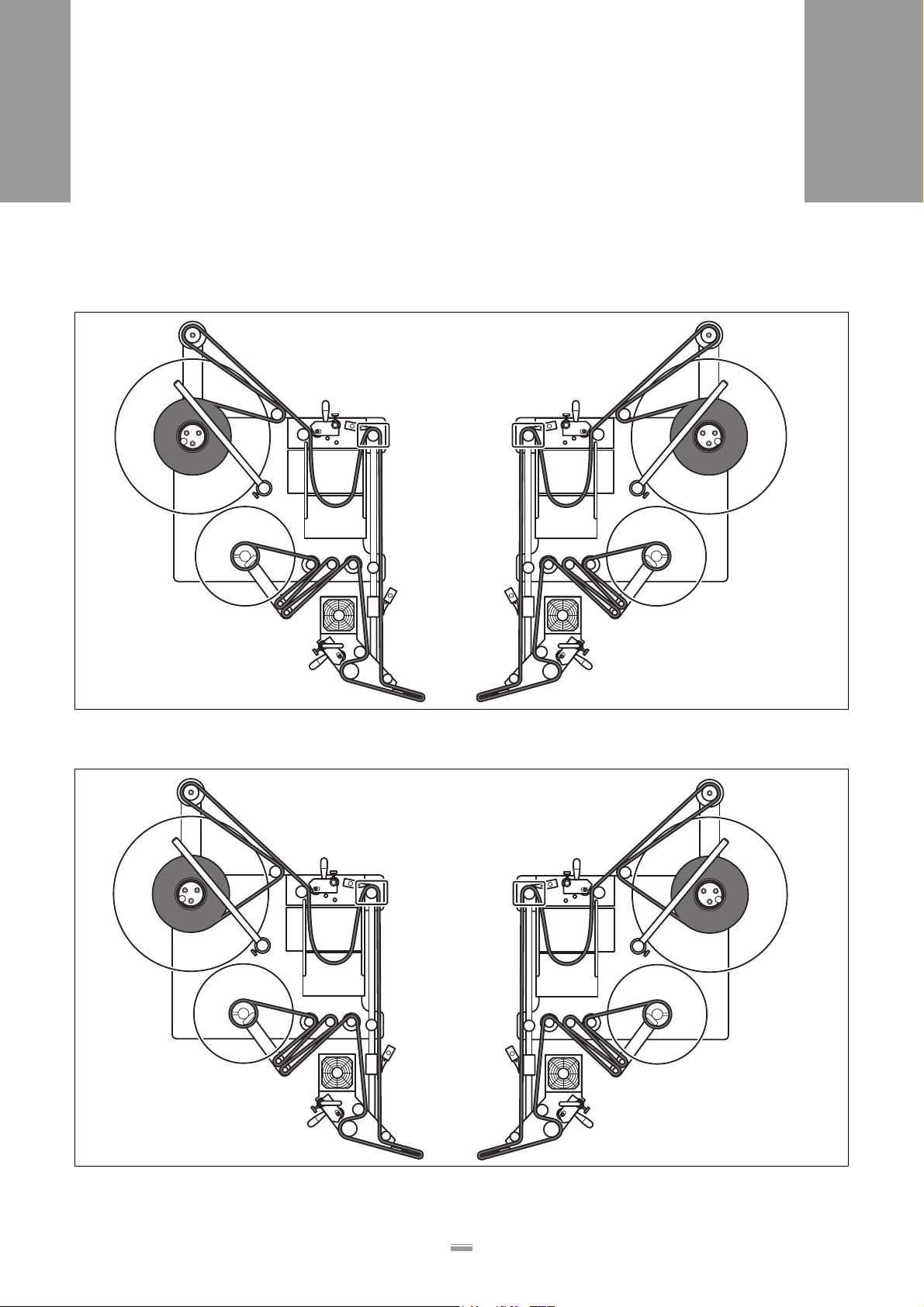
3.1.3 Threading the label ribbon
Overview of the threading path diagram
ALS
380
A B
[14] Threading path diagram for label ribbon with the labels on the outside
A Right-hand version B Left-hand version
A B
[15] Threading path diagram for label ribbon with the labels on the inside
A Right-hand version B Left-hand version
23
Page 26
3PRIOR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
ALS
380
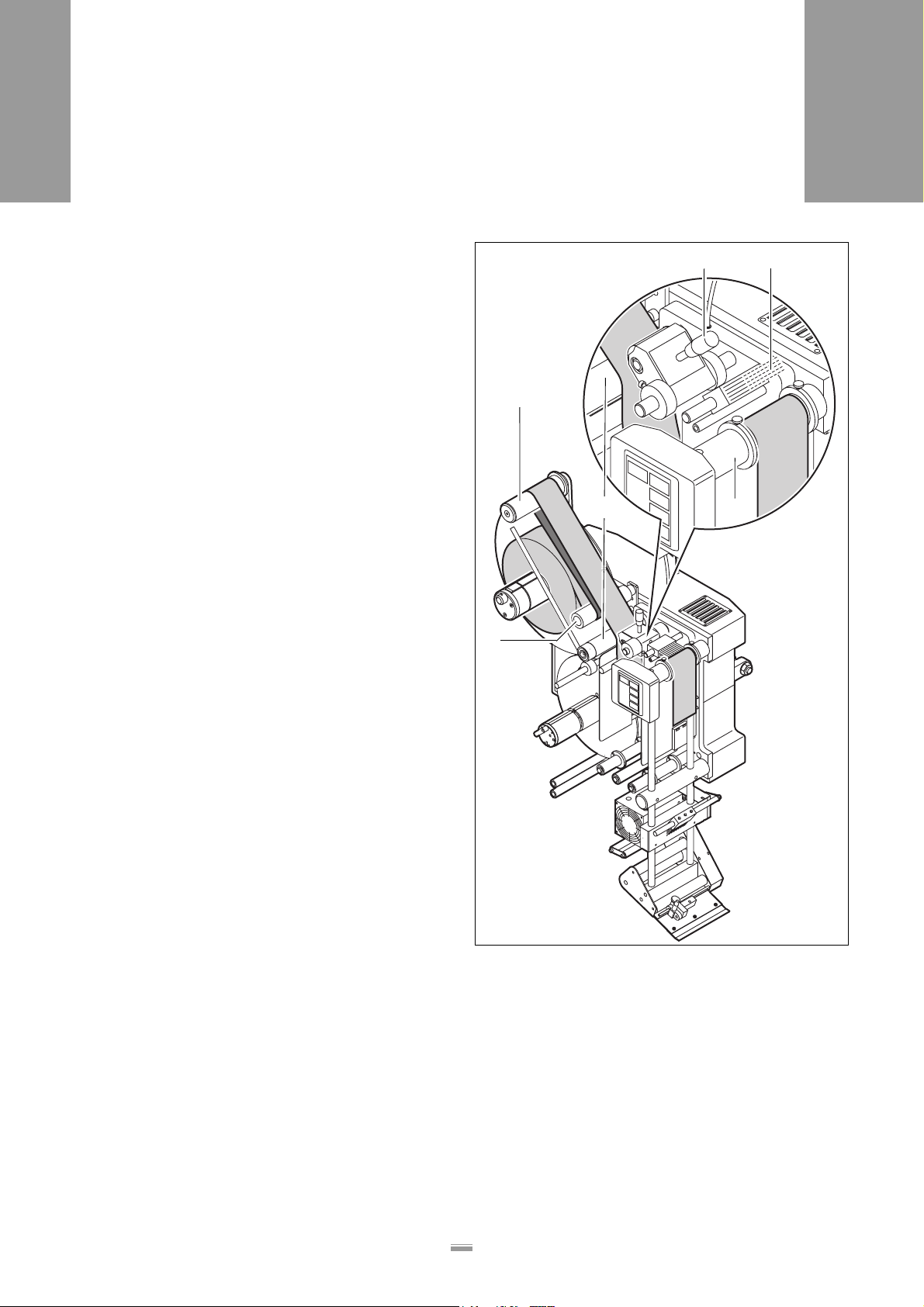
Thread the label ribbon at the unwind unit.
➔ Swing up the pressure roller [16B] and the braking
brush [16C].
➔ Thread the label ribbon around the deflection
roller [16E], dancer armroller [16A] and drive roller
unit [16D].
➔ Form a loop after the drive roller unit and guide the
label ribbon over the operator panel support [16F].
➔ Swing the pressure roller and web brake back into
position.
– The pressure roller and braking brush click into op-
erating position.
E
A
D
B C
F
[16] Guides for the label ribbon in the unwinding section
A Dancer arm roller
B Pressure roller
C Braking brush
D Drive roller unit
E Deflection roller
F Operator panel support
24
Page 27
3PRIOR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
Thread in the label ribbon at the dispensing edge.
➔ Swing up the pressure roller [17D] behind the dis-
pensing edge.
➔ Unthread approximately 2 m of label ribbon from the
label roll.
➔ Guide the label ribbon around the first deflection
roller [17A] and through the slot in the photoelectric
sensor [17B] for the dispensing edge.
➔ Guide the label ribbon around the dispensing edge
to the drive roller unit [17C].
➔ Thread the label ribbon around the drive roller unit
and the second deflection roller [17E].
➔ Swing the pressure roller back into operating posi-
tion.
ALS
380
A
E
B
D
C
[17] Guides for the label ribbon at the dispensing edge
A 1st Deflection roller
B Label stop sensor
C Drive roller unit
D Pressure roller (shown here in operating position)
E 2nd Deflection roller
25
Page 28

3PRIOR TO OPERATING
3.1 INSERT THE LABELLING MATERIAL
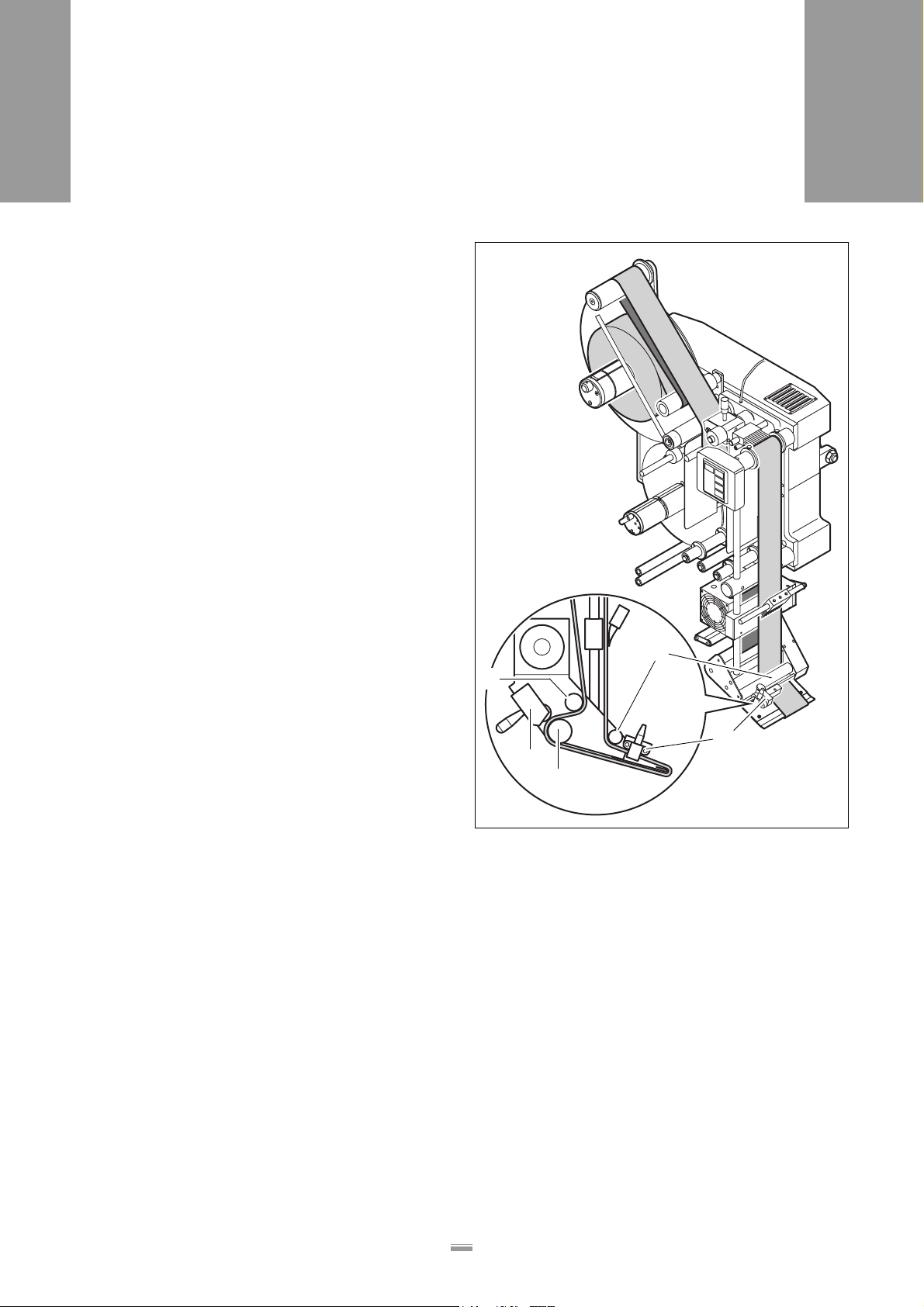
Thread the label ribbon at the rewind unit.
➔ Thread the label ribbon around the deflection
rollers and the dancer armrollers as shown in
figure [18].
➔ Open the spreader mechanism of the rewinding roll-
er using the lever [18C].
– When the spreader mechanism is open, the red
point on the rewinding roller is visible.
➔ Insert the end of the label ribbon into the slot on the
rewinding roller.
➔ Rotate the rewinding roller counter-clockwise until
the label ribbon is under tension.
After a label roll is passed through, the backing
material roll rests firmly on the rewinding roller.
The spreader mechanism allows the diameter
of the rewinding roller to be decreased. The
backing material roll can then be easily removed.
➔ Only put the label ribbon on the rewinding
roller when the spreader mechanism is open
(red point visible).
➔ Do not close the spreader mechanism before
the backing material is removed from the rewinding roller
ALS
380
C
AB
[18] Guides for the label ribbon in the dancer arm rewinding section
A Deflection rollers
B Dancer arm roller
C Lever for the spreader mechanism of the rewinding roller (in
the open position)
26
Page 29

3PRIOR TO OPERATING
3.2 MECHANICAL SETTINGS
3.2 MECHANICAL SETTINGS
WARNING!
Risk of injury due to moving or rapidly rotating parts!
➔ Before carrying out the mechanical set-
tings, ensure that the machine is
switched off at the main switch.
ALS
380
3.2.1 Setting the ribbon guides
Operator panel support
➔ Loosen the knurled thumb screws on the guide
rings [19A].
➔ Setting the ribbon guides
– Distance between label ribbon and front plate of
housing: 31.5 mm
– The label ribbon must run between the guides with
as little play as possible, but it must not be pinched.
➔ Tighten the knurled thumb screws on the guide
rings.
Deflection rollers on the rewind unit
➔ Slide the guide bushes onto the deflection
rollers [19B]:
– The label ribbon must not run from the side behind
the dispenser head.
A
[19] Ribbon guides
27
B
Page 30

3PRIOR TO OPERATING
3.2 MECHANICAL SETTINGS
3.2.2 Adjusting the braking brushes
Mounting locations of the braking brushes:
– In front of the operator panel support [20A]
– On the vertical guide for the dispensing edge [20B]
➔ Loosen the stud bolt [20C].
➔ Align the braking brush centrally on the label ribbon.
➔ Tighten stud bolts.
ALS
380
C
A
B
[20] Braking brushes
28
Page 31

3PRIOR TO OPERATING
3.2 MECHANICAL SETTINGS
ALS
380
3.2.3 Adjusting the pressure rollers
Mounting locations of the pressure rollers:
– On the drive roller unit of the unwind unit
– On the drive roller unit of the label feed
➔ Loosen the knurled thumb screws on the setting
rings [21A].
➔ Raise the pressure roller slightly and centrally align
it on the label ribbon.
➔ Secure the pressure roller axially with the setting
rings. Tighten the knurled thumb screws.
A
[21] Pressure roller, centrally aligned on the label ribbon
29
Page 32

3PRIOR TO OPERATING
3.2 MECHANICAL SETTINGS
3.2.4 Adjust the pressure roller unit
(optional) at the dispensing
edge.
Depending on the area of application, the labeller can
be equipped with an additional pressure roller
unit [22A] at the dispensing edge.
ALS
380
The most favourable positioning of the pressure roller
unit differs depending on the application.
For information on adjusting the pressure roller unit, the
responsible servicing technician is at your disposal.
To set the position of the pressure roller unit relative to
the label ribbon:
➔ Loosen the fastening screws [22B].
➔ Adjust the pressure roller
➔ Tighten the fastening screws.
A
B
[22] Optional pressure roller unit
30
Page 33

3PRIOR TO OPERATING
3.2 MECHANICAL SETTINGS
3.2.5 Adjust (optional) the position
of the dispensing edge.
Adjusting vertically
Coarse adjustment:
➔ Open the central lock [23B].
➔ Hold the dispenser head firmly and open the lower
lock [23C].
➔ Slide the dispenser head to the desired height and
tighten the lock [23C].
ALS
380
D
A
Fine adjustment:
➔ Open the upper lock [23A].
➔ Rotate the spindle [23D] clockwise to move the dis-
pensing edge downward or rotate the spindle coun-
ter-clockwise to move the dispensing edge upward.
➔ Tighten the lock [23A]
➔ Tighten the central lock [23B].
For recurring adjustments when products are
changed:
➔ Use the scales on the guide columns.
B
C
[23] Adjustable dispensing edge (optional)
31
Page 34

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
4 OPERATION
4.1 ACTIVATION AND SHUT-DOWN
4.1.1 Starting the machine
Before each use, the control system must be adapted
to the inserted label material. During this, the label distance is detected and the photoelectric sensor at the
dispenser head is adapted to the transparency of the
labels and of the backing material. This process is
called material initialisation.
ALS
380
Automatic material initialisation
Initialising material at switch-on:
➔ Press and hold the FEED key [24] and switch on the
machine at the main switch [25A].
– The message AUTO appears on the operator panel.
– The machine slowly starts up and dispenses a label.
– The label distance is automatically measured.
– The photoelectric sensor is automatically adapted.
➔ Release the FEED key once a label gap has passed
the photoelectric sensor at the dispenser head.
If the initialisation was successful:
– "ON" appears on the operator panel.
– When the FEED key is pressed, a label is dis-
pensed.
If the initialisation was unsuccessful:
– The message FAIL appears on the operator panel.
➔ Switch off and automatically re-initialise the ma-
chine.
or:
➔ Manually initialise the material employing
qualified calibration technicians.
[24] FEED key
A
[25] Main switch on the housing
32
Page 35

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
The machine can also be automatically initialised after switch-on by using the INIT function:
➔ In the standard menu, press the NEXT or PRIOR
key until INIT [26] is displayed on the operator pan-
el.
➔ Call the INIT function by pressing the ENTER key.
➔ Press and hold the FEED key.
– The message AUTO appears on the operator panel.
– The machine slowly starts up and dispenses a label.
➔ Release the FEED key once a label gap has passed
the photoelectric sensor at the dispenser head.
– If the initialisation was successful, "ON" appears on
the operator panel.
ALS
380
[26] INIT display on the operator panel
Manually initialise the material
If automatic initialisation is not possible, it does
not generally mean there is a malfunction. Manual initialisation is often required if:
– the proper label stop sensor is not installed.
– transparent labels are used.
– labels with only a slight difference of trans-
parency between label and backing material
are used.
– perforated or otherwise blocked out labels
are used [27].
Only by qualified calibration technicians:
➔ Calling up the extended menu.
➔ Input the label distance using the LPIT
function
➔ Adjust the photoelectric sensor using the
CONT function.
➔ Refer to chapter Operation - Settings in the
extended menu.
BC C
A
[27] A Label distance
B Photoelectric sensor
C Labels with block outs (perforations)
33
Page 36

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
4.1.2 Labelling
Prerequisites
– Label material is inserted.
– Machine is switched on.
– Material is initialised.
If "OFF" appears on the operator panel:
➔ Press the ENTER [28] key until ON [29A] is shown.
ALS
380
If "ON" appears on the operator panel [29A]:
– The unwinding drive runs for a moment and fills the
loop space with label ribbon [29B].
– The dancer arm rewinding unit [29C] points down-
ward: The unwinding drive runs for a moment until
the dancer arm points upward at an angle of approx.
45°.
– The machine is now ready for operation.
If no “ON” display appears on the operator pan-
el:
– The machine is possibly in offline mode or
one of the prerequisites for operation has not
been met.
➔ Instruct a qualified and authorised servicing
technician to carry out the settings in the configuration menu.
– For further information, refer to the service
guide.
[28] ENTER key
A
B
C
[29] Operation-ready labeller
34
Page 37

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
Start dispensing labels
– The conveyor belt starts up. The first product reach-
es the product sensor (photoelectric sensor) [30].
– The product sensor sends a start signal.
– The start signal from the product sensor triggers the
dispensing of a label (label feed) using the set val-
ues for dispensing speed, label distance, etc.
– The dispensing of labels automatically runs in the
same manner for the following products.
ALS
380
[30] The product sensor (A) has detected a product (B) at the dis-
pensing edge and sends a start signal
B
A
35
Page 38

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
Unwind unit
ALS
380
– A loop forms in the loop space as a buffer between
the unwind unit and label dispensing [31arrow].
– A photoelectric sensor in the loop space monitors
the loop.
– If the loop becomes too large, the control system au-
tomatically lowers the unwinding speed. The dis-
pensing speed does not change.
– The dancer arm [31A] swings approximately into the
centre position.
Rewind unit
– The multiple deflections with the spring-loaded
dancer arm act as a buffer between the label output
and the rewind unit. During synchronous operation,
the dancer arm is approximately in the centre
position [31B].
– If necessary, the control system automatically slows
the rewinding speed. The dispensing speed is not
affected by this.
4.1.3 Stop/end the label dispensing
➔ Press the ENTER key.
– The unwind unit, dispenser drive, and rewinding unit
shut down.
– “OFF” appears on the operator panel [32].
A
B
[31] ALS 380 in labelling mode
[32] OFF display on the operator panel
36
Page 39

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
4.1.4 Tandem operation
A B
ALS
380
[33] Two labellers in tandem arrangement
A The active labeller, label roll comes to its end
B Labeller in standby with full label roll, “LOCK” appears on the operator panel
Principle of operation
In tandem operation, two labellers are arranged one
behind the other. Only one of the labellers is in operation at a time. The other remains in standby.
If the active labeller reports the end of the label roll, it
shuts down. The other labeller takes over the task of labelling. The shut-down labeller can now be loaded with
label material.
The LED indicators on the operator panels of the two
machines indicate their respective operating states.
– ON on the operator panel of the currently active ma-
chine
– LOCK on the operator panel of the machine in
standby
– W__5, if the respective machine has shut down due
to reaching the end of the label roll
During automatic switch-over from one machine to the
other, the distance between the two machines and their
arrangement are taken into consideration. As a rule,
unlabelled products can be prevented. This guarantees
uninterrupted labelling operation. Reloading periods do
not affect the course of production.
The first machine in the production line is designated as
the master device, the second is designated as the
slave device.
In tandem operation, the dispensing speed is automatically adapted to the speed of the conveyor belt (also
see chapter Automatic dispensing speed adjustment).
37
Page 40

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
Prerequisites
ALS
380
– Both machines are configured and tested for tan-
dem operation and automatic dispensing speed ad-
justment.
– Label material is inserted, machines are switched
on, material is initialised.
– "OFF" appears on the operator panels of both ma-
chines.
On the machine that is to begin labelling first:
➔ Press the ENTER key [34B].
– The operator panel of this machine indicates
ON [34A]. This machine is activated.
On the other machine:
➔ Press the ENTER key.
– The operator panel of this machine indicates LOCK.
Start dispensing labels
– The conveyor belt starts up. The first product reach-
es the product sensor [35A] of the activated ma-
chine.
– The product sensor sends a start signal.
– The machine with the ON indication starts
dispensing [35labels B].
– The machine with the LOCK indication remains in
standby [35C].
A
B
[34] Operator panel for the ALS 380
A “ON" LED indicator
B ENTER key
B C
A
[35] Start of the label dispensing in tandem operation
A The first product has reached the product sensor of the ma-
chine that is to begin labelling first.
B The machine with the ON indication starts dispensing labels.
C The machine with the LOCK indication remains in standby.
38
Page 41

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
Reloading label material
WARNING!
Risk of injury from the running conveyor line
at the workplace! Risk of pinching at the dispensing edge!
➔ Before reloading label material, ensure
that the machine in question does not
start up unintentionally. The operator
panel must indicate the W__5 warning
message.
➔ Absolutely avoid coming into contact
with the conveyor line and the moving
products.
➔ Only join the old and new label ribbons
together in the unwinding section or in
the loop space. Never contact objects in
the space near the dispensing edge.
➔ If it is not possible to reload label material
safely: Stop operation (see next page).
ALS
380
On the active machine, the label material runs low [36]:
– The machine stops, even before the end of the label
material reaches the dispensing edge.
– The machine's display changes to W__5.
– The other machine is automatically activated.
– The display of the currently active machine indicates
ON.
On the idle machine (display W__5):
➔ Remove the old roll core from the unwinding spool.
Leave the remainder of the label ribbon on the ma-
chine.
➔ Insert new label roll.
➔ Join the beginning of the label ribbon of the new la-
bel roll to the end of the old label ribbon with adhe-
sive.
➔ Press the ENTER key.
➔ The indication changes to LOCK. The machine is
now in standby
For procedure for changing the label roll, see
section Prior to operating, chapter Insert the la-
belling material – Insert the label roller.
A B
[36] Prerequisites for reloading label material during operation:
A The label roll is empty on the first machine. The machine is
not running. The end of the label material is still in the loop
space. The operator panel indicates W__5.
B The second machine automatically takes over the labelling.
The operator panel indicates ON.
39
Page 42

4OPERATION
4.1 ACTIVATION AND SHUT-DOWN
Switching off
Switch over the active machine
On the operator panel of the active machine:
➔ Press the FEED [37] key.
– The indication on the operator panel changes from
ON to BUSY, until the machine stops.
– The machine switches over to standby. The opera-
tor panel indicates LOCK.
ALS
380
– The other machine is activated.
Stopping operation
On the operator panel of the active machine:
➔ Press the ENTER key.
– The machine stops, the operator panel indicates
OFF.
– The other machine is activated.
On the operator panel of the now active machine:
– The indication on the operator panel changes from
LOCK to ON.
➔ Press the ENTER key.
– The machine stops, the operator panel indicates
OFF.
To resume operation:
➔ On the machine that is to begin labelling first: press
the ENTER key.
– The operator panel of this machine indicates ON.
➔ On the other machine: press the ENTER key.
– The operator panel of this machine indicates LOCK.
– As soon as the product sensor sends a start signal,
the labelling operaton is activated.
[37] FEED key
If the currently active machine is switched off at
the main switch, while the second machine is in
standby:
– The second machine is automatically activat-
ed.
➔ Do not interrupt tandem operation using the
main switches.
➔ Only actuate the main switch if the operator
panels of the two machines indicate OFF.
40
Page 43

4OPERATION
4.2 SETTING AND MONITORING
4.2 SETTING AND MONITORING
4.2.1 Settings in the standard menu
Overview
ALS
380
Function/
Display
ON Activate labelling mode
OFF End labelling mode
INIT Automatic material initialisation
VELO Dispensing speed
STOD Distance between dispensing edge and leading edge of the label
POS Distance between leading edge of product and label
[38] Functions in the standard menu
Brief description
Calling up menu
– The standard menu is automatically started when
the machine is switched on, if it was active before
the last shut-down of the machine.
– If the standard menu does not automatically acti-
vate: The machine will switch off and back on when
the NEXT [39B] key is pressed.
Call up function
– The desired function can be selected by pressing
the NEXT [39B] and PRIOR [39A] keys.
– The function is called up by pressing the
ENTER [39C] key.
– To exit the function, press the ENTER key again.
A
B
C
[39] Operator panel in the standard menu
41
Page 44

4OPERATION
4.2 SETTING AND MONITORING
4.2.2 Label stop position
(STOD)
After the label is output, the feed continues to operate,
until the next label is present at the dispensing edge. To
ensure that the labels separate completely from the dispensing edge, it is advisable to allow the feed to run until the next label projects slightly over the dispensing
edge.
The label stop position is the distance between the
leading edge of the next label and the dispensing edge
[40A]. As a rule, this distance should not be more than
3 mm. The respective optimum setting value depends
on the label material used, the product speed, the surface characteristics of the product, and other factors.
➔ For problems during the labelling operation, first
check the label stop position.
➔ If necessary, set the label stop position as described
below.
ALS
380
A
➔ Switch on the machine at the main switch.
➔ In the standard menu, press the NEXT [41A] or
PRIOR [41B] key until STOD [42] is displayed on
the operator panel.
➔ Call up the STOD function by pressing the
ENTER [41C] key.
– The distance is shown on the operator panel in mm.
➔ Set the desired distance using the NEXT or PRIOR
key.
– Settings are possible in 0.1 mm steps:
Minimum: 0 mm
Maximum: set label distance (LPIT function)
➔ Confirm the setting using the ENTER key and exit
the STOD function.
If the value for the STOD function shown on the
operator panel does not agree with the actual
label stop position, it is possible that the control
system contains an erroneous value for the distance between the photoelectric sensor and the
dispensing edge (E_SS function in the extended menu).
[40] A Distance between dispensing edge and leading edge of the
label
A CB
[41] Symbols on the operator panel keys
A NEXT key
B PRIOR key
C ENTER key
[42] STOD display on the operator panel
42
Page 45

4OPERATION
4.2 SETTING AND MONITORING
4.2.3 Dispensing speed (VELO)
As a rule, the labelling speed must correspond to the
product speed. Depending on the operating conditions,
the labelling speed can also be set somewhat higher in
unique cases.
Prerequisites:
– The label stop position (STOD) is correctly set.
ALS
380
A CB
➔ In the standard menu, press the NEXT [43A] or
PRIOR [43B] key until VELO [44] is displayed on
the operator panel.
➔ Call up the VELO function by pressing the
ENTER [43C] key.
– The current speed is displayed on the operator pan-
el in m/min.
➔ Change the labelling speed using the NEXT or PRI-
OR key.
– Settings are permitted in steps of 0.1 m/min:
Minimum: 0.5 m/min
Maximum: 80 m/min (ALS 380 HS: to 100 m/min)
– Confirm the setting using the ENTER key and exit
the VELO function.
Test the setting:
➔ Remove the pressure roller unit (optional) at the dis-
pensing edge.
➔ Start the system and only label one product.
– The labelling speed is too low if the product pulls the
label away from the backing material.
– The labelling speed is too high if the label on the
product has folds in it.
[43] Symbols on the operator panel keys
A NEXT key
B PRIOR key
C ENTER key
[44] VELO display on the operator panel
Automatic dispensing speed (optional)
If the automatic dispensing speed (APSF) is activated:
– Only display of the current speed using the VELO
function.
– Manual setting of the dispensing speed is not possi-
ble.
– For further information on the APSF function, see
chapter Operation - Automatic dispensing speed.
43
Page 46

4OPERATION
4.2 SETTING AND MONITORING
4.2.4 Label position on the product
(POS)
– Distance between leading edge of the product and
leading edge of the label [45A]
ALS
380
Prerequisites:
– The label stop position (STOD) is correctly set.
– The dispensing speed (VELO) is correctly set.
➔ In the standard menu, press the NEXT [46A] or
PRIOR [46B] key until POS [47] is displayed on the
operator panel.
➔ Call up the POS function by pressing the
ENTER [46C] key.
– The distance is shown on the operator panel in mm.
➔ Set the desired distance using the NEXT or PRIOR
key.
– Settings are possible in 0.1 mm steps:
Minimum: 10 mm
Maximum: 999.9 mm
➔ Confirm the setting using the ENTER key and exit
the POS function.
Note: POS actually sets the path that the product follows from the product sensor to the triggering of the labelling. If the product sensor is
located at the level of the dispensing edge, this
is the distance between the leading edge of the
product and the label.
A
[45] A Value for the POS function
A CB
[46] Symbols on the operator panel keys
A NEXT key
B PRIOR key
C ENTER key
[47] POS display on the operator panel
44
Page 47

4OPERATION
4.2 SETTING AND MONITORING
4.2.5 Automatic material
initialisation (INIT)
Also refer to chapter Activation and shut-down.
➔ In the standard menu, press the NEXT or PRIOR
key until INIT [48] is displayed on the operator pan-
el.
➔ Call the INIT function by pressing the ENTER key.
➔ Press and hold the FEED key.
– The message AUTO appears on the operator panel.
– The machine slowly starts up and dispenses a label.
➔ Release the FEED key once a label gap has passed
the photoelectric sensor [49A] at the dispenser
head.
ALS
380
[48] INIT display on the operator panel
If the initialisation was successful:
– "ON" appears on the operator panel.
– When the FEED key is pressed, a label is dis-
pensed.
If the initialisation was unsuccessful:
– The message FAIL appears on the operator panel.
➔ Initiate the INIT function again.
or:
➔ Manually initialise the material employing
qualified calibration technicians.
If the FEED key is not pressed down when INIT
is displayed on the operator panel, but only
lightly actuated:
– The values for the label distance setting and
the label stop sensor will be deleted provided
these values are stored in the control unit.
– Continual feed at maximum speed is trig-
gered.
– The continual feed only stops after a mal-
function occurs.
➔ To prevent operational malfunctions, switch
off the machine at the main switch as soon
as possible.
A
[49] Backing material with a label under the label stop sensor (A)
45
Page 48

4OPERATION
4.2 SETTING AND MONITORING
4.2.6 If errors occur
Warning messages
If the machine control system detects a malfunction,
but the labelling operation does not have to be interrupted:
– A warning message appears on the LED-indicator
of the operator panel.
– A warning message is displayed in the format
W_nn:
W stands for warning,
nn is a two-digit numerical code.
– An electronic signal is issued at the same time. The
signal can be further processed by an external con-
trol system.
– For an explanation of the warning messages and
notes on fault elimination, see chapter Operational
malfunctions.
ALS
380
[50] Example: The warning message W__4 is displayed on the op-
erator panel
Example [50]:
– The current labelling speed is too high.
– The warning message W__4 appears on the opera-
tor panel.
– An electronic signal is sent to the system control.
– The system control issues an additional warning
tone.
46
Page 49

4OPERATION
4.2 SETTING AND MONITORING
Error messages
If the machine control system detects a serious malfunction:
– The labelling operation is automatically halted.
– An error message appears on the LED-indicator of
the operator panel.
– A warning message is displayed in the format E_nn:
E stands for error,
nn is a two-digit numerical code.
– An electronic signal is issued at the same time. The
signal can be further processed by an external con-
trol system.
– For an explanation of the error messages and notes
on fault elimination, see chapter Operational mal-
functions.
Example [51]:
– The label ribbon is torn.
– The error message E__6 appears on the operator
panel.
– An electronic signal is sent to the system control.
– The system control issues an additonal warning
tone and stops the conveyor belt.
ALS
380
[51] Example: The error message E__6 is displayed on the operator
panel
47
Page 50

4OPERATION
4.3 PRODUCT DATABANKS
4.3 PRODUCT DATABANKS
ALS
380
4.3.1 Functions
Task-specific settings that do not need to be modified
for daily operation:
–POS –MLAB
–POS2 –PDT
–POS3 –PDWT
– VELO – EGRA
– STOD – VERT
– CONT – APPL
– E–SS – APT1
– LPIT – APT2
– PRDL – APT3
– P_S_ – APT4
–S_S_
4.3.2 Loading product data banks
Please observe:
CAUTION!
Erroneous settings can lead to production
setbacks, damage to the machine and system, and can even cause work-related accidents!
– Only qualified and specially trained per-
sonnel or the responsible servicing technician are authorised to access the
product databanks.
48
Page 51

4OPERATION
4.3 PRODUCT DATABANKS
Activating product databanks at switch-on
–The menu Product databanks is only available if at
least one product databank is created.
➔ While switching on the machine, press and hold the
PRIOR key.
– The product databank menu is activated.
– The indicator with the last activated product
databank [52] blinks.
➔ Repeatedly press the NEXT or PRIOR key until the
desired product databank is shown on the display.
➔ Activate the product databank by pressing the
ENTER key.
– Once the label dispensing is started, the settings of
the activated product databank are adopted.
ALS
380
[52] Example: Product databank PD01
The product databank menu is automatically
started when the machine is switched on, if it
was active before the last shut-down of the machine. If the machine is operated by personnel
who are not authorised to work in the product
databank menu :
➔ Switch off the machine at the main switch.
➔ Press and hold the NEXT key and switch the
machine on again at the main switch.
– The standard menu is activated.
Activating product databanks after switch-on
In the extended menu:
➔ Call up the LOAD function.
– The indicator with the last activated product data-
bank [53] blinks.
➔ Repeatedly press the NEXT or PRIOR key until the
desired product databank is shown on the display.
➔ Activate the desired product databank by pressing
the ENTER key.
– Once the label dispensing is started, the settings of
the activated product databank are adopted.
[53] Example: Product databank PD01
➔ Exit the extended menu using QUIT.
49
Page 52

4OPERATION
4.3 PRODUCT DATABANKS
4.3.3 Create/save product databank
ALS
380
Prerequisites
CAUTION!
Erroneous settings can lead to production
setbacks, damage to the machine and system!
– Only appropriately qualified and author-
ised personnel may create product databanks.
– Settings in the following functions are updated:
–POS –MLAB
–POS2 –PDT
–POS3 –PDWT
– VELO – EGRA
– STOD – VERT
– CONT – APPL
– E–SS – APT1
– LPIT – APT2
– PRDL – APT3
– P_S_ – APT4
1)
Saving the product databank
In the extended menu:
➔ Call up the SAVE function.
➔ Select the desired product databank using the
NEXT or PRIOR key.
– 11 product databanks are available.
➔ Using the ENTER key, save the current settings in
the selected product databank.
➔ Exit the extended menu using QUIT.
If the selected product databank already contains
data:
– The question YES? appears on the display.
➔ Confirm the query by pressing the ENTER key to
overwrite the selected product databank with the
new data.
Should the product databank not be overwritten:
➔ Press the NEXT key until QUIT appears on the dis-
play.
➔ Press the ENTER key.
– The selected product databank is closed without be-
ing saved.
➔ Select another product databank to save the current
settings.
–S_S_
1) Setting the EGRA is required when operating the automatic dispensing
speed adjustment APSF
Documenting product databanks
➔ Document the contents of the product databanks in
a table. Use the example copy in the appendix.
50
Page 53

4OPERATION
4.3 PRODUCT DATABANKS
4.3.4 Deleting a product databank
In the extended menu:
➔ Call up the DEL function.
➔ Select the desired product databank using the
NEXT or PRIOR key.
– Only product databanks that contain data are
shown.
– The indicator with the last activated product data-
bank blinks. This product databank cannot be delet-
ed.
➔ Delete the selected product databank by pressing
the ENTER key.
➔ Exit the extended menu using QUIT.
ALS
380
If the last activated product databank is deleted:
➔ Select another product databank using the LOAD
function.
– The desired product databank can now be deleted
using the DEL function.
51
Page 54

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4 SETTINGS IN THE EXTENDED MENU
4.4.1 Overview
ALS
380
Function/display
ON The machine is ready for operation / start dispensing labels
OFF Stop/end the label dispensing
INIT Automatic material initialisation
VELO Dispensing speed
STOD Distance between dispensing edge and leading edge of the label
POS Distance between leading edge of product (product sensor) and label
POS 2 Distance between the leading edges of the first and second label on the same product
POS 3 Distance between the leading edges of the second and third label on the same product
VERT Relationship between the dispensing speed and the conveyor belt speed
CONT Adjust the label stop sensor
E–SS Distance between label stop sensor and dispensing edge
LPIT Label distance
PRDL Product length
P_S_ Polarity of the product sensor
S_S_ Polarity of the label stop sensor
Brief description
MLAB Allowable number of unlabelled products
EGRA Compensation factor for RPM transmitter when operating with automatic dispensing speed
adjustment
(not with ALS 380 HS, see Service Guide)
TMOD Activate and deactivate tandem operation
LOAD Loading product data banks
SAVE Create and save a product data bank
DEL Deleting a product databank
QUIT Exit the extended menu
[54] Functions in the extended menu of the ALS 380
52
Page 55

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
In addition, when using a printer (optional):
PDT Print delay
PDWT Printer dwell time
[55] Additional functions for printers
Additional functions when using an Applicator (optional):
APPL Set the applicator type used
APT1 Set the dwell time for the EP cylinder
APT2 Dwell time for blowing the label on the product
APT3 Idle time of the applicator between two labelling processes
APT4 Fine tuning of the applicator dwell time in connection with APSF
ALS
380
[56] Additional functions for the applicator
53
Page 56

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.2 Activating an extended menu
Please observe:
CAUTION!
Erroneous settings can lead to production
setbacks, damage to the machine and system, and can even cause work-related accidents!
– Only specially trained and instructed per-
sonnel may alter the settings in the extended menu.
Calling up menu
– To access the extended menu, you must enter a
password.
➔ Simultaneously press the NEXT and PRIOR keys.
– CODE appears on the LED display.
➔ Enter the password [57].
– The following appears on the LED display for ap-
prox. 1 second:
– The extended menu is active.
****
[57] Key sequence (password) for the extended menu
ALS
380
Call up function
➔ Repeatedly press the NEXT or PRIOR key until the
desired function is shown on the display.
➔ Call up the function using the ENTER key.
➔ To exit the function, press the ENTER key again.
Exit the extended menu
➔ Press the NEXT or PRIOR key until QUIT appears
on the display.
➔ Press the ENTER key.
– This exits the extended menu.
– The last active menu is active again.
If the machine is now to be operated by personnel who
are not authorised to work in the extended menu:
➔ Ensure that the standard menu is active.
54
Page 57

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.3 Position of second label
(POS2)
If the products are to be given two labels:
– Distance between the leading edges of the first and
second label [58A].
ALS
380
In the extended menu:
➔ Call up the POS2 function.
➔ Set the desired distance.
– Settings are possible in 0.1 mm steps: minimum la-
bel length,
maximum 999.9 mm
– POS2 is not active if the value is set to 0.
➔ Confirm the setting using the ENTER key and exit
the POS2 function.
4.4.4 Position of third label (POS3)
If the products are to be given three labels:
– Distance between the leading edges of the second
and third label [59A].
In the extended menu:
➔ Call up the POS3 function.
➔ Set the desired distance.
– Settings are possible in 0.1 mm steps: minimum la-
bel length,
maximum 999.9 mm
– POS3 is not active if the value is set to 0.
➔ Confirm the setting using the ENTER key and exit
the POS3 function.
A
[58] A Position of second label: Distance between the leading edges
of the first and second label
A
[59] A Position of third label: Distance between the leading edges of
the second and third label
55
Page 58

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.5 Speed ratio (VERT)
– Relationship between the dispensing speed and the
conveyor belt speed
Example [60]: Circumferential labelling of a round product. The product simultaneously makes a linear movement and a rotational movement.
In the extended menu:
➔ Call up the VERT function.
– The preset is 100 (corresponds to a ratio of 1:1)
➔ Set the desired value.
– Possible settings: 80 to 1000 (corresponds to 0.8:1
to 10:1)
➔ Confirm the value using the ENTER key and exit
the VERT function.
ALS
380
A
Example [60]:
– The rotational speed [A] is twice as great as the lin-
ear speed of the product [B].
– The dispensing speed must roughly correspond to
the rotational speed.
➔ Set the setting for VERT to 200 (ratio 2:1).
➔ If necessary, use the fine adjustment.
B
[60] Example: The product simultaneously moves from left to right
and rotates about its axis
A Rotational speed
B Linear speed (conveyor belt speed)
56
Page 59

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.6 Adjust the label stop sensor (CONT)
ALS
380
Technology
Automatic and manual adjustment
The sensitivity of the label stop sensor must be adjusted to match the transparency of the labels and the
backing material. In most applications, it is possible to
allow the sensitivity of the sensor to be adjusted automatically.
When using labels with only a slight difference in the
transparency of the label and the backing material, perforated labels or labels with block outs:
➔ Manually adjust the sensors as described below.
Non-standard photoelectric sensors
In series production, the labeller is equipped with a
photoelectric sensor manufactured by Wenglor.
When using transparent labels or labels with a very
slight difference in the transparency of the label and the
backing material:
– It is possible that the gap between two labels will not
be detected. Instead of just one label, two or more
labels might be dispensed.
– Use of a mechanical or capacitive sensor is recom-
mended.
– A mechanical sensor is only of limited use at high
dispensing speeds.
Automatically adjusting the photoelectric sensor
➔ Press and hold the FEED key and switch on the ma-
chine at the main switch.
– The message AUTO appears on the operator panel.
or:
➔ When the machine is switched on, call up the INIT
function.
➔ Press and hold the FEED key.
– The machine slowly starts up and dispenses a label.
– The label distance is automatically measured.
– The photoelectric sensor is adjusted.
➔ Release the FEED key once a label gap has passed
the photoelectric sensor at the dispenser head.
If the adjustment (measurement) was successful:
– "ON" appears on the operator panel.
If the adjustment (measurement) was not successful:
– The message FAIL appears on the operator panel.
➔ Manually adjust the sensor.
When using a non-series production photoelectric sensor:
➔ Reduce the setting value for CONT to NONE.
– For information on connecting a mechanical or ca-
pacitive sensor, see the Service Guide.
57
Page 60

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
Manually adjusting the sensor.
In the extended menu:
➔ Call up the CONT function.
➔ Insert the backing material without a label under the
photoelectric sensor.
➔ Press the PRIOR key until the yellow LED on the
photoelectric sensor [61A] illuminates.
➔ Press the NEXT key in stages until the yellow LED
extinguishes again.
➔ Make note of the value displayed when the LED ex-
tinguishes: Value of the backing material.
ALS
380
A
➔ Insert the backing material with a label under the
photoelectric sensor.
– The LED illuminates.
➔ Press the NEXT key until the LED extinguishes.
➔ Make note of the value displayed when the LED ex-
tinguishes: Value of the label.
If the LED does not extinguish even at the lowest
value 1:
➔ Write down 1 as the value of the label.
➔ Calculating the setting value for CONT:
➔ Enter the calculated setting value using the NEXT or
PRIOR key.
➔ Save the value using the ENTER key and exit the
CONT function.
Test the setting:
➔ Pull the label ribbon through under the label stop
sensor.
– The LED illuminates, if a label is under the photoe-
lectric sensor [61].
– The LED does not illuminate if only backing material
is under the photoelectric sensor.
[61] Backing material with a label under the label stop sensor;
LED (A) illuminates.
58
Page 61

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.7 Label distance (LPIT)
The label distance is defined as [62]:
Label distance = label length + gap
The shape of the labels or reflective surfaces can
cause a false signal to be sent from the label stop sensor. In such a case, the label distance must be manually set.
In the extended menu:
➔ Call up the LPIT function.
➔ Set the desired distance.
– Settings are possible in 0.1 mm steps:
Minimum: 5 mm
Maximum: 500 mm
➔ Confirm the value using the ENTER key and exit the
function.
[62] A Label distance
B Label length
C Gap
ALS
380
BC
A
➔ Press the FEED key to test the setting.
– A single label is dispensed.
Check setting
➔ Press the FEED key.
If the setting is correct:
– A single label is dispensed at a constant dispensing
speed. The label completely separates from the
backing material and no wrinkling occurs.
If the setting value for LPIT is too large:
– 2 labels are dispensed.
If the setting value for LPIT is too small:
– A single label is dispensed.
– Because the value for LPIT is too small, the control
unit prematurely anticipates a signal from the label
stop sensor. The missing signal triggers automatic
label compensation. This error is indicated if:
– The dispensing speed is excessively fast at
the trailing edge of the label.
– If a printer is connected, the device will print
more than once.
59
Page 62

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.8 Distance from the label stop
sensor to the dispensing edge
(E–SS)
– Correct specification of the distance between the la-
bel stop sensor and the dispensing edge is a prereq-
uisite for setting the label stop position (STOD).
Set distance
➔ Adjust the distance between the label stop sensor
and dispensing edge. Round the measured value
up to a whole number value in mm.
In the extended menu:
➔ Call up the E–SS function.
➔ Input the distance value.
– Settings are possible in 1 mm steps:
Minimum: 12 mm
Maximum: 1000 mm
– A maximum of 15 labels can be located between the
photoelectric sensor and the dispensing edge.
➔ Confirm the value using the ENTER key and exit the
function.
[63] A Distance between the label stop sensor and dispensing edge
ALS
380
A
➔ Check setting (see next page).
The minimum setting depends on the dispensing speed.
– The greater the dispensing speed, the great-
er the minimum distance.
– If the minimum distance is not maintained,
the warning message W__7 appears.
60
Page 63

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
Check setting
➔ Call up the STOD function.
➔ Set the value for STOD to "0".
➔ Confirm the value using the ENTER key and exit the
function.
➔ Press the FEED key.
– A label is dispensed.
– The leading edge of the next label should rest exact-
ly on the dispensing edge [64].
➔ Remove a single label from in front of the
sensor [65].
➔ Press the FEED key.
– A label is dispensed [66A].
– The gap on the label ribbon should be automatically
compensated for [66B].
– The leading edge of the following label should rest
exactly on the dispensing edge [66C].
[64] The leading edge of the following label should rest on the dis-
pensing edge.
ALS
380
After the check:
– Check the label stop position (STOD); refer to
page 42.
[65] Remove a single label from in front of the sensor
A B C
[66] After pressing the FEED key:
A A label is dispensed.
B The gap on the label ribbon should be automatically compen-
sated for.
C The feed stops, the leading edge of the following label should
rest on the dispensing edge.
61
Page 64

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.9 Product length (PRDL)
A start signal can be prematurely triggered by the
shape of the product or reflective surfaces. In such a
case, the product length must be manually set.
Example [67]:
If the product [D] reaches the product sensor [C], a
start signal is sent and the machine dispenses a label.
The recesses in the product trigger additional start signals; without the PRDL function, the product would be
labelled several times. With the product length [A] set in
the PRDL function, the machine ignores all start signals
until the product has passed the dispenser head.
In the extended menu:
➔ Call up the PRDL function.
➔ Set the product length.
– Settings are possible in 1 mm steps:
Minimum: 5 mm
Maximum: 999 mm
➔ Confirm the value using the ENTER key and exit the
function.
To set the product length the same as the label distance:
➔ Set the value for PRDL to less than 5.
– The message AUTO appears on the operator panel.
– The control system automatically sets the value for
PRDL to the value of the label distance (LPIT).
[67] A Product length
B Label
C Product sensor
D Product with recesses (arrows)
ALS
380
C B
A
D
62
Page 65

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.10 Polarity of the product sensor
(P_S_)
The product sensor can optionally send the start signal,
if
– the leading edge of the product passes the
sensor [68A].
– the trailing edge of the product passes the
sensor [68B].
In the extended menu:
➔ Call up the P_S_ function.
➔ Set the desired polarity.
– Set the LEDG: Triggered by leading edge
– Set the TEDG: Triggered by the trailing edge
➔ Confirm the setting using the ENTER key and exit
the function.
ALS
380
4.4.11 Polarity of the label stop
sensor (S_S_)
The label stop sensor can optionally send the signal, if
– the leading edge of the label passes the
sensor [68A] (standard setting, with automatic label
compensation).
– the trailing edge of the label passes the
sensor [68B] (without automatic label compensa-
tion).
The function also allows the use of photoelectric sensors with different polarities.
In the extended menu:
➔ Call up the S_S_ function.
➔ Set the desired polarity.
– Set the LEDG: Triggered by leading edge
– Set the TEDG: Triggered by the trailing edge
➔ Confirm the setting using the ENTER key and exit
the function.
A B
[68] Examples for different polarities of the product sensor:
A The sensor sends a signal at the product’s leading edge
(LEDG)
B The sensor sends a signal at the product’s trailing edge
(TEDG)
A
B
[69] Examples for different polarities of the label stop sensor:
A The sensor sends a signal at the label’s leading edge (LEDG)
B The sensor sends a signal at the label’s trailing edge (TEDG)
63
Page 66

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.12 Number of unlabelled products
(MLAB)
If products do not get labelled, the operator receives
the warning message W_0 at the operator panel. If too
many products in a row do not get labelled, the machine
stops. The error message E_11 appears at the operator panel. Using the MLAB function, you can determine
how many products in a row are allowed to be unlabelled before the machine stops.
Example [70]:
MLAB is set to value 2. The machine stops after three
products in a row are not labelled. The error message
E__11 appears on the operator panel.
ALS
380
In the extended menu:
➔ Call up the MLAB function.
➔ Set the desired value.
– Possible settings: 0 ... 10 products
➔ Confirm the setting using the ENTER key and exit
the function.
4.4.13 Electronic transmission ratio
of the RPM transmitter (EGRA)
– Compensation factor for RPM transmitter when op-
erating with automatic dispensing speed adjustment
– Refer to chapter Automatic dispensing speed
(APSF), page 67.
– For ALS 380 HS, refer to the Service Guide
[70] Three products in a row were not labelled.
64
Page 67

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
4.4.14 Advance print start (PDT)
When using a printer (optional):
The printing process can be started even in the final
phase of the label feed. In so doing, the printer stamp
is already moving toward the label ribbon, even before
the label has come to a standstill - this shortens the
printing process.
Using the PDT function, you can determine when (after
how many motor strokes before label stop) the printing
process will be started.
In the extended menu:
➔ Call up the PDT function.
➔ Set the desired value.
– Possible settings: 0 ... 50 motor strokes
– For the setting 0000, the label stop and printer start
coincide.
➔ Confirm the setting using the ENTER key and exit
the function.
[71] The printing process starts while the label feed is still transport-
ing the next label.
ALS
380
The printer stamp is blocking the label feed.
– The printer stamp should first contact the la-
bel ribbon only after the label has come to a
standstill.
➔ If the printer stamp prematurely contacts the
label ribbon, reduce the PDT setting value.
4.4.15 Printer dwell time (PDWT)
When using a printer (optional):
– Set the dwell time for the printer (printing time).
In the extended menu:
➔ Call up the PDWT function.
➔ Set the desired value.
– Settings are possible in 1 ms steps:
Minimum: 0 ms
Maximum: 1000 ms
➔ Confirm the setting using the ENTER key and exit
the function.
The printer stamp is blocking the label feed.
➔ When setting the printing time, ensure that
the printing process has finished before the
next label feed begins.
– The greater the labelling speed, the less the
possible printing time.
65
Page 68

4OPERATION
4.4 SETTINGS IN THE EXTENDED MENU
ALS
380
4.4.16 Tandem operation (TMOD)
Activate and deactivate tandem operation
– Refer to chapter Tandem operation in the service
guide.
4.4.17 Applicator type (APPL)
When using an applicator (optional):
Set the applicator type used or switch off the applicator.
– Refer to chapter Applicator (optional), page 52.
4.4.18 EP cylinder dwell time
(APT1)
When using an EP applicator (optional):
Set the dwell time for the cylinders.
– Refer to chapter Applicator (optional), page 52.
4.4.19 Blowing time (APT2)
When using a blowing applicator (optional):
Set the dwell time for blowing the label on the product.
4.4.22 Delete a product data bank
load (LOAD)
Selecting and loading a product data bank.
– Refer to chapter Product databanks, page 48.
4.4.23 Create/save product data bank
(SAVE)
Create a new product data bank.
– Refer to chapter Product databanks, page 48.
4.4.24 Delete a product data bank
(DEL)
– Refer to chapter Product databanks, page 48.
– Refer to chapter Applicator (optional), page 52.
4.4.20 Delay time (APT3)
When using an EP applicator (optional):
Delay of the signal air blow
– Refer to chapter Applicator (optional), page 52.
4.4.21 Fine tuning of the dwell time
(APT4)
When using an applicator (optional):
Fine adjust the dwell time of the applicator in combination with the automatic dispensing speed adjustment.
By doing this, the accuracy of the label position on the
product can be optimised.
– Refer to chapter Applicator (optional), page 52.
66
Page 69

4OPERATION
4.5 AUTOMATIC DISPENSING SPEED (APSF)
4.5 AUTOMATIC DISPENSING SPEED (APSF)
ALS
380
A
[72] A Speed sensor on the conveyor line
The automatic dispensing speed (APSF) makes it possible to automatically adapt the dispensing speed to the
speed of the conveyor belt. The speed of the conveyor
belt is picked up by a speed sensor and transmitted to
the control system of the ALS 380. The control system
calculates the permanent position and speed of the
products. The resulting values are used for controlling
label feed, unwinding, and rewinding and are constantly monitored and regulated. Fluctuations in the conveyor belt speed are automatically compensated for. If the
conveyor belt stops, the label dispenser also stops.
The conveyor belt can stop even while a label is being
dispensed. The label feed is then stopped as well. Only
when the belt starts running again, does the label feed
move the label to the next gap on the label ribbon.
Conveyor belt and label dispenser are operating in perfect synchronisation. As a prerequisite for this, the
speed sensor must be correctly adjusted. Depending
on the operating conditions, the relationship between
the dispensing speed and the conveyor belt speed
must be finely adjusted (the EGRA function).
Only servicing technicians are permitted to configure the label dispenser for APSF mode. For
further information, refer to the Service Guide.
67
Page 70

4OPERATION
4.5 AUTOMATIC DISPENSING SPEED (APSF)
4.5.1 Electronic transmission ratio
of the RPM transmitter (EGRA)
– Required compensation factor for the RPM trans-
mitter
– For ALS 380 HS, refer to the Service Guide
Setting the compensation factor
➔ Calculate the setting value for EGRA:
A= resolution of the RPM transmitter used in mm/pulse
– Possible settings: 100 ... 650 (factory setting: 600),
corresponds to resolutions from 0.10 ... 0.154 mm/
pulse
ALS
380
➔ Call up the EGRA function in the extended menu.
➔ Input the calculated setting value and exit the EGRA
function.
The setting of the electronic transmission ratio
affects the dispensing speed:
– The smaller the EGRA compensation factor,
the greater the dispensing speed.
– When the EGRA has a low setting value and
a high conveyor belt speed, the allowable
dispensing speed can be exceeded.
– If the dispensing speed is too great, the
warning message W__4 appears.
Test the setting:
➔ Remove the pressure roller unit at the dispensing
edge.
➔ Start the system.
– The labelling speed is too low if the product pulls the
label away from the backing material.
– The labelling speed is too high if the label on the
product has folds in it.
68
Page 71

4OPERATION
4.6 APPLICATOR (OPTIONAL)
4.6 APPLICATOR (OPTIONAL)
4.6.1 Principle of operation
If direct labelling from the dispensing edge is not possible, the labeller can be equipped with an applicator. In
applicator mode, the applicator takes the label from the
dispensing edge and carries it to the product.
The labeller can be equipped with various applicators,
depending on the need. The following are possible:
– Air Stream Applicator (pneumatic applicator):
Using suction, the applicator takes the label from the
dispensing edge, transports it until it is directly in
front of the product and then blows the label onto it.
– Electro-pneumatic Applicator (EP Applicator):
The applicator uses suction to take the label from
the dispensing edge. Then a pneumatic cylinder ex-
tends and presses the label onto the product.
– Reverse Electro-pneumatic Applicator (REVP
Applicator):
The applicator uses suction to take the label from
the dispensing edge. Then a pneumatic cylinder
with the label traverses into the application position
and waits there for the product. When the product
reaches the pneumatic cylinder, it presses the label
onto the product.
ALS
380
By means of the APPL function in the extended menu,
the controller is adjusted to the applicator currently in
use
69
Page 72

4OPERATION
4.6 APPLICATOR (OPTIONAL)
4.6.2 Functions in the extended menu
Please observe the following
CAUTION!
Erroneous settings can lead to production
setbacks, damage to the machine and system, and can even cause work-related accidents!
– Only specially trained and instructed per-
sonnel may alter the settings in the extended menu.
Calling up the extended menu
➔ Simultaneously press the NEXT and PRIOR keys.
– CODE appears on the LED display.
➔ Enter the password [73].
– The following appears on the LED display for ap-
prox. 1 second:
– The extended menu is active.
****
ALS
380
[73] Key sequence (password) for the extended menu
Applicator type (APPL)
– Set the applicator type used or switch off the appli-
cator.
In the extended menu:
➔ Call up the APPL function.
➔ Set the desired type.
– Possible settings:
ASA Air Stream Applicator
EP: Electro-pneumatic applicator
REVP: Reverse electro-pneumatic applicator
DIR: Dispense directly from the dispenser head
without using the applicator.
➔ Confirm the setting using the ENTER key and exit
the function.
70
Page 73

4OPERATION
4.6 APPLICATOR (OPTIONAL)
EP cylinder dwell time (APT1)
– Dwell time for the EP cylinder
In the extended menu:
➔ Call up the APT1 function.
➔ Set the desired value.
– Settings are possible in 1 ms steps:
1 ... 7500 ms
➔ Confirm the setting using the ENTER key and exit
the function.
Blowing time (APT2)
When using a blowing applicator:
– Dwell time for blowing the label on the product
ALS
380
In the extended menu:
➔ Call up the APT2 function.
➔ Set the desired value.
– Settings are possible in 1 ms steps:
1 ... 7500 ms
➔ Confirm the setting using the ENTER key and exit
the function.
Delay time (APT3)
When using an EP applicator:
– Delay of the signal air blow.
The signal controls the air blow which blows the la-
bel onto the underside of the applicator. The value
for APT3 is the delay between the start of label dis-
pensing and activation of the air blow.
In the extended menu:
➔ Call up the APT3 function.
➔ Set the desired value.
– Settings are possible in 1 ms steps:
1 ... 5000 ms
➔ Confirm the setting using the ENTER key and exit
the function.
71
Page 74

4OPERATION
4.6 APPLICATOR (OPTIONAL)
Fine tuning of the dwell time (APT4)
When using an applicator in combination with the automatic speed adjustment (APSF):
– Optimise the accuracy of the label position on the
product by fine tuning the dwell time for the applica-
tor.
Standard values:
– Blowing applicators: approx. 25 ms
– EP applicators: 60 ms … 100 ms, depending on the
length of the stroke
Prerequisite:
– External RPM transmitter is calibrated (EGRA func-
tion)
ALS
380
Determining and setting the exact value [74]:
➔ Call up the APT4 function in the extended menu.
➔ Set the setting value for APT4 to 1.
➔ Allow the conveyor belt (with products) to run slowly.
– Speed v
➔ Document the position of the label on the product:
Value: POS
➔ Increase speed of the conveyor belt to approx.
25 m/min (value v
➔ Document the position of the label on the product:
Value: POS
➔ Calculating the setting value for APT4:
➔ Input the calculated setting value.
➔ Confirm the value using the ENTER key and exit
the function.
Test the setting:
➔ Test the labelling accuracy at different conveyor belt
speeds.
= 10 m/min
N
in mm
N
in mm
H
).
H
[74] Label position in relation to the conveyor belt speed
v
- low conveyor belt speed
N
POS
- Label position at lower conveyor belt speed
N
v
- high conveyor belt speed
H
POS
- Label position at higher conveyor belt speed
H
➔ If necessary, correct the setting value for APT4:
– The greater the value for APT4, the farther forward
the label is applied.
– The smaller the value for APT4, the farther to the
rear the label is applied.
72
Page 75

5AFTER OPERATION
5.1 CARE AND CLEANING
5 AFTER OPERATION
5.1 CARE AND CLEANING
5.1.1 Cleaning agents
ALS
380
5.1.2 Regular maintenance
Cleaning agents for rubber rollers:
– Roller cleaner, ordering code 98925
If other cleaning agents are used, there is
some risk of dissolving the rubber.
Cleaning agents for adhesive residues:
– Label loosening spray
Other cleaning agents:
– Isopropyl alcohol
CAUTION!
Isopropyl alcohol is flammable!
➔ Keep cleaning agents and used rags
away from open flames and other sources of ignition.
Isopropyl alcohol vapours can cause headaches, nausea, dizziness, or eye irritation.
➔ Only use it in well ventilated areas.
➔ Do not ingest it.
Prolonged contact with the skin depletes the
skin’s natural oils, which can lead to irritation.
➔ Avoid contact with the skin if possible. If
you have sensitive skin, wear gloves.
The ALS380 labeller is designed to be maintenance-free. Nevertheless, to ensure long-lasting and
reliable operating results, regular maintenance is required.
Depending on operating conditions, at least weekly:
➔ Carry out the cleaning and maintenance work de-
scribed in the following.
CAUTION!
Unsuitable cleaning agents can cause considerable damage to the machine!
➔ Do not use cleaning agents that could
damage or destroy the painted surfaces,
lettering, the display, identification
plates, electrical components, etc. Observe the information provided by the
cleaning agent manufacturer.
➔ Do not use abrasive or plastic-dissolving
cleaning agents.
➔ Do not use any acidic or alkaline solu-
tions.
73
Page 76

5AFTER OPERATION
5.1 CARE AND CLEANING
Remove paper waste
➔ Wipe off all paper waste (dust) from all rollers and
edges.
➔ Clean the optics of the photoelectric sensors with a
soft brush or a soft tissue.
Braking brushes
➔ Loosen the stud bolts [75A] and remove the braking
brushes.
➔ Remove adhesive residues
➔ Turn the braking brushes and reinstall them so that
the side opposite the deformed bristles bears the
load.
ALS
380
[75] Braking brush
A
74
Page 77

5AFTER OPERATION
5.1 CARE AND CLEANING
Capacitive sensor at the dispenser head
Only if the labeller is equipped with a capacitive
sensor [76A] instead of the proper photoelectric sensor:
➔ Remove the knurled thumb screw [76B].
➔ Remove 2 screws on the underside [77A].
➔ Remove the upper part of the housing [78A].
➔ Clean the sensor surfaces [78 arrows] with soft,
lint-free rags.
ALS
380
A
➔ Reassemble the sensor.
➔ Test the sensor adjustment.
B
[76] A Capacitive sensor
B Knurled thumb screw
A
[77] A Fastening screws for the housing on the underside
A
[78] A Upper part of the housing with sensor surfaces (arrows)
75
Page 78

6OPERATIONAL MALFUNCTIONS
6.1 WARNING MESSAGES
6 OPERATIONAL MALFUNCTIONS
6.1 WARNING MESSAGES
6.1.1 Please observe:
ALS
380
6.1.2 If a problem occurs
CAUTION!
Improper handling of the machine, especially changes to the settings, can lead to serious damage to the machine and system and
can cause work-related accidents!
– Only the responsible servicing techni-
cians or customer service personnel are
authorized to make changes to the settings in the configuration menu.
➔ Ensure that the other settings are carried
out exclusively by specifically trained
and knowledgeable personnel.
Observe the expert symbols.
➔ Observe the additional information in this
operating instruction or in the service
guide.
The control system detects a problematic or unacceptable situation:
– A warning message is displayed on the operator
panel.
– As a rule, the labelling operation is continued, if the
operator does not stop the machine.
If the cause of the warning message is eliminated:
– The warning code is no longer displayed.
6.1.3 Warning messages
Message Description Possible causes and remedies
W__0 Product was not labelled. ➔ Remove the unlabelled product.
Several labels are missing from the label ribbon:
➔ Replace the label roll if the error occurs frequently.
The distance between the products on the conveyor
belt is insufficient:
➔ Increase the product distance.
➔ For circumferential labelling: Increase the rotation-
al speed.
The product triggers several start signals, caused by
reflections, for example:
➔ Adjust the product length (PRDL).
When using a printer, the printing time is too long:
➔ If possible, decrease the printer dwell time
(PDWT).
➔ Start printing process before label stop (PDT).
76
Page 79

6OPERATIONAL MALFUNCTIONS
6.1 WARNING MESSAGES
Message Description Possible causes and remedies
ALS
380
W__2 Memory errors
Factory settings are activated, see
appendix.
W__3 Too many labels between label stop
sensor and dispensing edge.
W__4 Dispensing speed is too high.
This negatively affects position accuracy.
W__5 The roll diameter control (optional)
reports the end of the label roll.
CPU battery is discharged after a long shut-down period of
the machine:
➔ Leave the machine switched on for some time to re-
charge the battery
If the accumulatorerror occurs frequently:
➔ Have the CPU battery replaced by the responsible
servicing technician.
Settings no longer available after software update.
Settings must be input again by a servicing technician; refer to Service Guide.
Label stop sensor must be adjusted by servicing
technician; refer to Service Guide.
➔ Reduce dispensing speed (VELO), if the warning-
message is frequently displayed for long periods.
For automatic dispensing speed (APSF):
A check of the EGRA function by servicing technicians is required; refer to the Service Guide
➔ Insert new labelling material.
W__6 Data transmission error at the
V24 interface
W__7 Label position on the product too
close to the product’s leading edge
and high dispensing speed
The cables, plug connections, and interface parameters must be checked by servicing technicians; refer to Service Guide
➔ Increase the setting value for POS, decrease dispensing
speed (VELO).
If this is not possible or the warning message
reappears:
The settings in the configuration menu must be
checked by servicing technicians; refer to Service
Guide.
77
Page 80

6OPERATIONAL MALFUNCTIONS
6.2 ERROR MESSAGES
6.2 ERROR MESSAGES
6.2.1 If a malfunction occurs
ALS
380
If the control system detects a serious error:
– The labelling operation is stopped.
– An error code is displayed on the operator panel.
If the cause of the error has been eliminated:
➔ Acknowledge the error message by pressing the
ENTER key.
6.2.2 Error codes
Message Description Possible causes and remedies
E__1 The loop space is not filled. Label roll empty:
➔ Replace label roll.
Pressure roller not closed:
➔ Swing up the pressure roller on the drive roller unit’s un-
wind unit and return it to its position pressing against the
roller. The pressure roller clicks neatly into its operating
position.
Unwind unit drive defective:
– Repair by servicing technician is required; refer to
Service Guide
The photoelectric sensor in the loop
space does not actuate.
Reflective surface is dirty:
➔ Clean the reflective surface.
Use of very bright labels or
Sensor potentiometer out of adjustment or
Sensor defective:
– Adjustment/replacement by servicing technician is
required; refer to Service Guide
78
Page 81

6OPERATIONAL MALFUNCTIONS
6.2 ERROR MESSAGES
Message Description Possible causes and remedies
ALS
380
E__2 Label stop sensor does not detect
the labels.
Ribbon of labels does not run through the slot in the photoelectric sensor:
➔ Check the ribbon guide at the label stop sensor.
Label roll empty or more than 3 labels missing:
➔ Replace label roll as required.
Pressure roller not closed:
➔ Swing back the pressure roller dispenser head and return
it to its position pressing against the roller. The pressure
roller clicks neatly into its operating position.
Insufficient labelling speed:
– The product pulls the label off of the base material.
➔ Synchronise the labelling speed and product speed (VE-
LO function).
Other options:
➔ Manually adjust the sensitivity of the label stop
sensor (CONT).
➔ Check the label stop position (STOD).
➔ Check the label distance setting (LPIT).
➔ Check to see whether the feed motor at the dis-
penser head is running.
E__3 The photoelectric sensor in the loop
space does not detect the loop formation and the label stop sensor
does not detect the labels.
E__4 Rewind unit problems Label roll empty:
E__5 Photoelectric sensor in the loop
space does not detect the loop formation and problem with the rewinding unit.
E__6 Label stop sensor does not detect
the labels and problem with the rewind unit.
Refer to E__1 and E__2; First check the loop formation.
➔ Replace label roll.
Label ribbon torn:
➔ Rethread the label ribbon at the rewind unit.
Rewinding motor runs too slowly or is defective:
– Setting or adjustment by servicingtechnician is re-
quired; refer to the Service Guide
Refer to E__1 and E__4.
Label ribbon torn:
➔ Rethread the label ribbon at the rewind unit.
79
Page 82

6OPERATIONAL MALFUNCTIONS
6.2 ERROR MESSAGES
Message Description Possible causes and remedies
ALS
380
E__7 Photoelectric sensor in the loop
space does not detect the loop formation; label stop sensor does not
detect the labels and problem with
the rewind unit.
E_10 Error in the applicator section (op-
tional)
E_11 Many products are not labelled. The
number of unlabelled products is
greater than the amount set in the
MLAB function.
Refer to E__1, E__2, and E__4.
Only when an applicator is used:
Inspection of the compressed air connection and the
neutral position sensor by servicing technicians is required; see the operating manual of the applicator.
The distance between the products on the conveyor
belt is insufficient:
➔ Increase the product distance.
➔ For circumferential labelling: Increase the rotation-
al speed.
The product triggers several start signals, caused by
reflections, for example:
➔ Adjust the product length (PRDL function).
When using a printer, the printing time is too long:
➔ If possible, decrease the printer dwell time (PDWT
function).
➔ Start printing process before label stop (PDT func-
tion).
E_12 Invalid setting value
Factory settings are activated, see
appendix.
E_13 Label roll is completely consumed.
Labels are no longer detected at the
label stop sensor.
E_14 Too many products between product
sensor and dispensing edge.
Several labels are missing from the label ribbon:
➔ Replace label roll
or
➔ Increase value for MLAB, if possible.
A serious memory error has occurred:
– The control system needs to be reconfigured by a
servicing technician or Avery Dennison’s customer service; refer to the Service Guide.
➔ Replace label roll.
Product sensor located too far from dispensing edge:
– A maximum of 7 products can be located between
the product sensor and the dispensing edge.
➔ Change the position of the product sensor.
➔ Subsequently correct the POS setting.
The product triggers several start signals, caused by
reflections, for example:
➔ Adjust the product length (PRDL function).
80
Page 83

6OPERATIONAL MALFUNCTIONS
6.2 ERROR MESSAGES
Message Description Possible causes and remedies
ALS
380
E_15 Short circuit
or
Overload of outputs from CN10
ER-U Software error ➔ Press the ENTER key.
ER-I Software error
ER-D Software error
ER-T Software error
ER-A Software error
➔ Make note of all the information that is displayed on the
➔ Make note of what happened before the error occurred.
➔ Notify the responsible servicing technician.
A check of the connections and output signals by
servicing technicians is required; refer to the Service
Guide.
control panel.
81
Page 84

7APPENDIX
ALS
380
7.1 FACTORY SETTINGS
7 APPENDIX
7.1 FACTORY SETTINGS
In the case of a memory error: – The message W__2 or E_12 appears on the
operator panel.
– All databanks are deleted.
– The settings of the machine are reset to fac-
tory settings [79].
Function Value Explanation
VELO 0500 Labelling speed: 50.0 m/min
STOD 0000 Distance between dispensing edge and label's leading edge: 0.0 mm
POS 0500 Distance between leading edge of product and label: 50.0 mm
POS 2 0000 Multiple labelling: Distance between the leading edges of the first and second label:
0mm
POS 3 0000 Multiple labelling: Distance between the leading edges of the second and third label:
0mm
VERT 0100 Dispensing speed = conveyor belt speed
CONT 0035 Sensitivity of the label stop sensor
E–SS 0064 Distance between label stop sensor and dispensing edge: 64 mm
LPIT 1000 Label distance: 100.0 mm
PRDL AUTO Product length = LPIT
P_S_ LEDG Product sensor: Triggered by leading edge
S_S_ LEDG Label stop sensor: Triggered by leading edge
MLAB 0000 Machine stops as soon as a product is not labelled.
PDT 0000 Label stop = Printer start
PDWT 0000 Printer dwell time: 0.0 s
EGRA 0600 APSF compensation factor for RPM transmitter with 0.166 mm/pulse
TMOD OFF Tandem operation off
82
Page 85

7APPENDIX
7.1 FACTORY SETTINGS
Function Value Explanation
APPL DIR Applicator mode off
APT1 0001 EP applicator dwell time 1 ms
APT2 0001 EP applicator blow time 1 ms
APT3 0000 EP applicator: Delay of the signal air blow: 0 ms
APT4 0001 Applicator operation with APSF – correction of the applicator dwell time: 1 ms
MDIR Turning direction of all motors for right-hand version
OMOD ON Machine goes into online mode (operation-ready) after switch-on
TAND 0000 Distance between product-sensors during tandem operation: 0.0 mm
SLEW 0100 Dispense speed during missing label compensation: 100 m/min
COMP ON Automatic label compensation activated
LABC
APSF OFF Automatic dispensing speed switched off
.
000 Label counter is reset to "0".
1)
1)
1)
1)
1)
1)
1)
ALS
380
BAUD NONE
PARI NONE
(Settings for data transmission to the serial interface)
SBIT 0001
NUMB 0001
PRNT STAM: Printer type used: Heat-transfer printer
[79] Factory settings
1) = Function in the configuration menu, see Service Guide
1)
1)
83
Page 86

7APPENDIX
7.2 PRODUCT DATA BANKS
7.2 PRODUCT DATA BANKS
Client/Order
ALS
380
Function Data bank
POS
POS2
POS3
VELO
STOD
CONT
E–SS
LPIT
PRDL
P_S_
S_S_
MLAB
PDT
PDWT
PD01 PD02 PD03 PD04 PD05 PD06
EGRA
VERT
APPL
APT1
APT2
APT3
APT4
Date:
Signature:
84
Page 87

7APPENDIX
7.2 PRODUCT DATA BANKS
Client/Order
ALS
380
Function Data bank
POS
POS2
POS3
VELO
STOD
CONT
E–SS
LPIT
PRDL
P_S_
S_S_
MLAB
PDT
PDWT
PD07 PD08 PD09 PD10 PD11
EGRA
VERT
APPL
APT1
APT2
APT3
APT4
Date:
Signature:
85
Page 88

7APPENDIX
ALS
380
7.3 EC DECLARATION OF CONFORMITY
7.3 EC DECLARATION OF CONFORMITY
We, the:
Avery Dennison Deutschland GmbH
Ohmstraße 3
D–85386 Eching
declare that we have designed and constructed the following designated machine in such a way that it complies
with the basic safety and health requirements of the EC Directive.
Machine designation: ALS 380
Machine type: Label Dispenser
Serial number: Comprised of a running number (5 digits) +
date code (YY/MM) +
ending (machine designation): –ALS380
(Example: 040060309–ALS380)
Relevant EU directives: Machinery Directive 98/37/EC,
EMC Directive 89/336/EEC
Low Voltage Directive 73/23/EEC
Applicable Harmonized
Standards, in particular:
Eching, 19 July, 2004
EN ISO 12100: 2003 (Safety of Machinery)
EN 294: 1992 (Safety of Machinery)
EN 61000–6–3: 2001 (Emission standard for residential, commercial
and light industrial environments)
EN 61000–6–2: 2001 (Immunity for industrial environments)
EN 61000–3–2: 2000 (Limits for harmonic current emissions)
EN 61000–3–3: 1995 + A1:2001 (Limitation of voltage fluctuations and
flicker)
Markus Roderer (General Manager)
86
Page 89

Page 90

Avery Dennison Deutschland GmbH
Postfach 1163
85385 Eching
Germany
Telephone: +49-8165-925-0
http://www.machines.averydennison.com
 Loading...
Loading...