


800
Atlas 800, 803, 801, 804, 805 Operating Instructions Manual
...
Operating instructiOns
MOdels 800, 801, 802,
803, 804, 805, 806 & 808
MOdels 901, 902 & 903
MOdels 911, 912 & 913
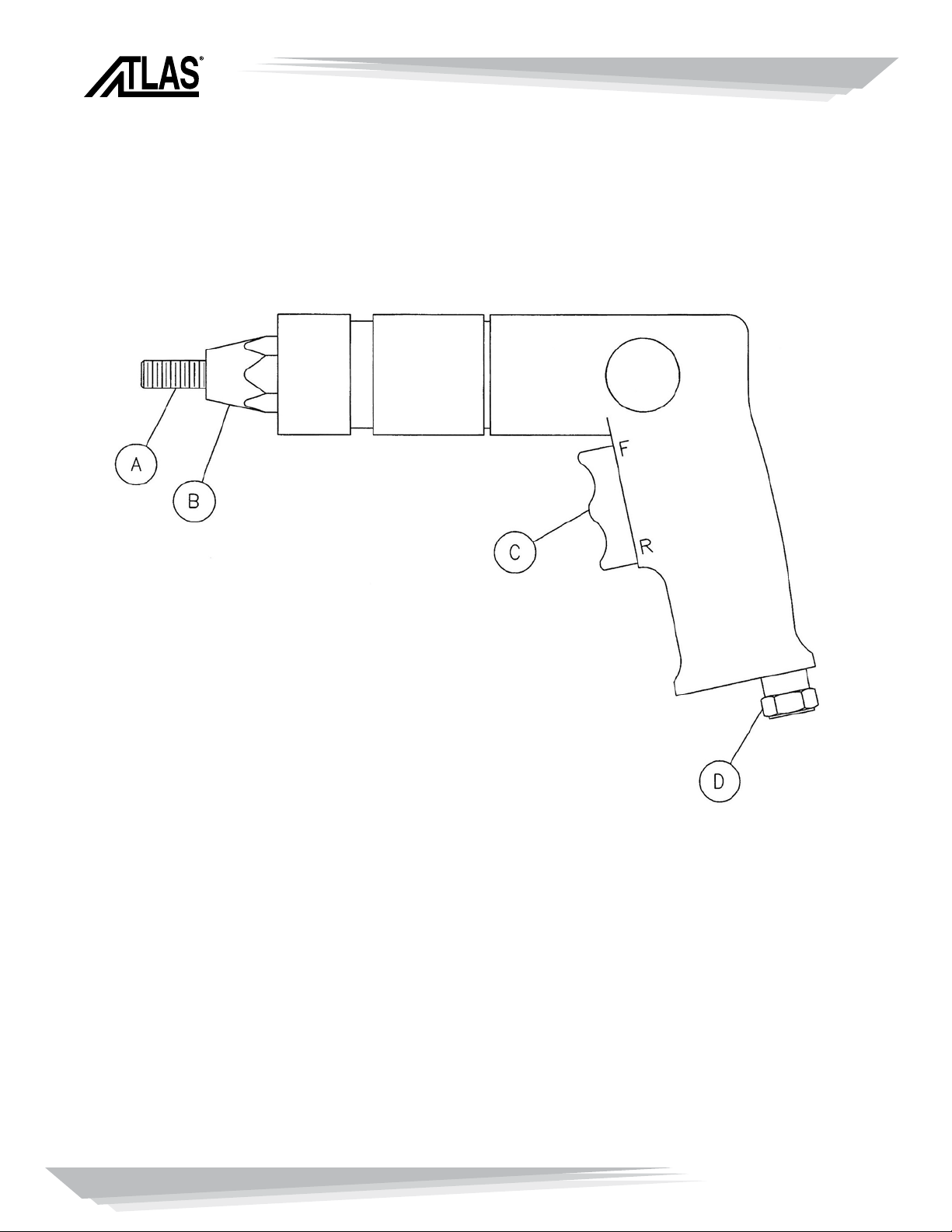
MAIN COMPONENTS
(Figure 1)
MAIN COMPONENTS
A. Socket head cap screw (pull-up stud)
B. Anvil
C. Trigger
Position ‘F’ Forward Rotation
PennEngineering • www.pemnet.com
2
Position ‘R’ Reverse Rotation
D. Air line connector
© Copyright 2009

GENERAL NOTES AND TECHNICAL DATA
GENERAL NOTES:
The model 801, 802, 803, 804 and 806 pneumatic tools are designed to provide a user
friendly, light weight, quiet, fast and powerful threaded insert installation tool. They are
designed to provide long life and trouble free service.
Filter regulator oil Schrader Bellows® Model No. F442 is recommended for use with
these air tools. The performance of these components is reliable and they provide
clean, oiled and regulated air to the tools.
Recommended hose size is 5/16” or 3/8” inside the diameter.
If a quick disconnect assembly is used utilize components with an inside diameter of ¼
inch, so that the air supply is not restricted.
It is recommended that the filter regulator oiler be located within sixty inches, or less,
from the air tool so that air pressure readings at the gage are indicative of what the
tool is actually receiving.
We recommend that you use a good grade of socket head cap screw with good clean
threads.
TECHNICAL DATA:
Recommended air pressure: 45 to 100 psi
Weight (801, 802, 803, 804): 2.5 lbs.
Weight (806): 3 lbs.
The air supply to the tools should be dry and free of contamination, to prevent
premature wear and tear of the internal components. IT is essential for reliable
installation of fasteners, that a filter, pressure regulator, and oiler system be used, and
located in close proximity to the tool.
PennEngineering • www.pemnet.com
3
GENERAL OPERATING INSTRUCTIONS
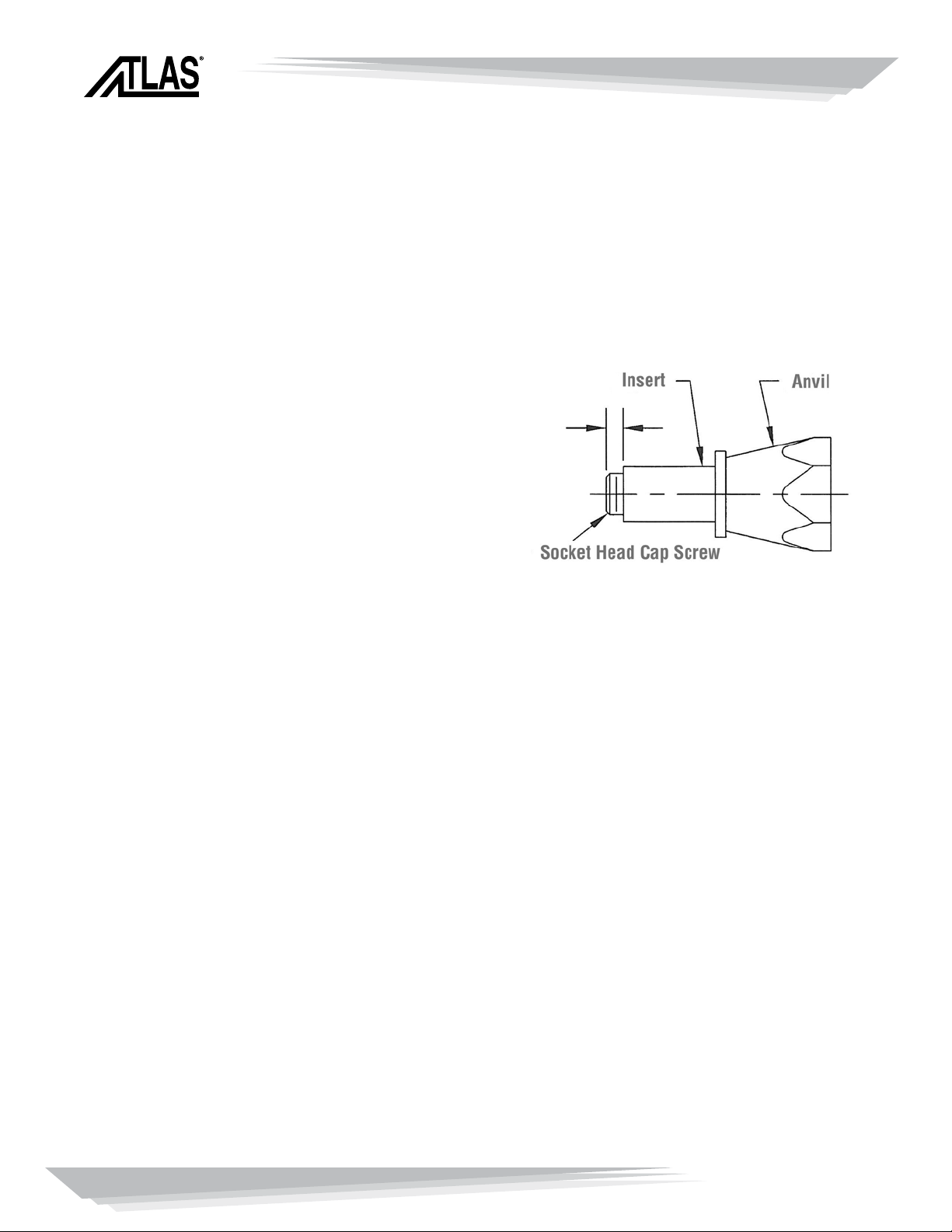
OPERATING INSTRUCTIONS:
With the tool disconnected from the airline, check to see that the socket head cap
screw extends beyond the face of the anvil far enough to allow at least one thread
of the screw to extend beyond the end of the insert. If the screw is not long enough,
measure what is required and get a socket
head cap screw that is long enough.
If you set up on a first grip fastener and you
are going to install second grip inserts in
the same work area, get a screw that is long
enough to extend at least one thread beyond
the end of the longest fastener.
Now, connect the air line to the tool. Hold the threaded insert to the tool mandrel.
Actuate position ‘F’ of the trigger (figure 1) and start engagement of the insert threads
on to the tool mandrel. Stop fastener engagement just before the head of the insert
comes in contact with anvil face.
Insert the fastener into the installation hole of a test plate, that is the same material
and thickness, as the actual application.
Actuate the position ‘F’ of the trigger and let the socket head cap screw mandrel drive
through the fastener and clinch it securely into the test plate and allow the air tool to
stall.
Actuate position ‘R’ of the trigger (the bottom rocker) and disengage the tool mandrel
from the installed fastener.
PennEngineering • www.pemnet.com
4
OPERATING INSTRUCTIONS FOR MODEL 806
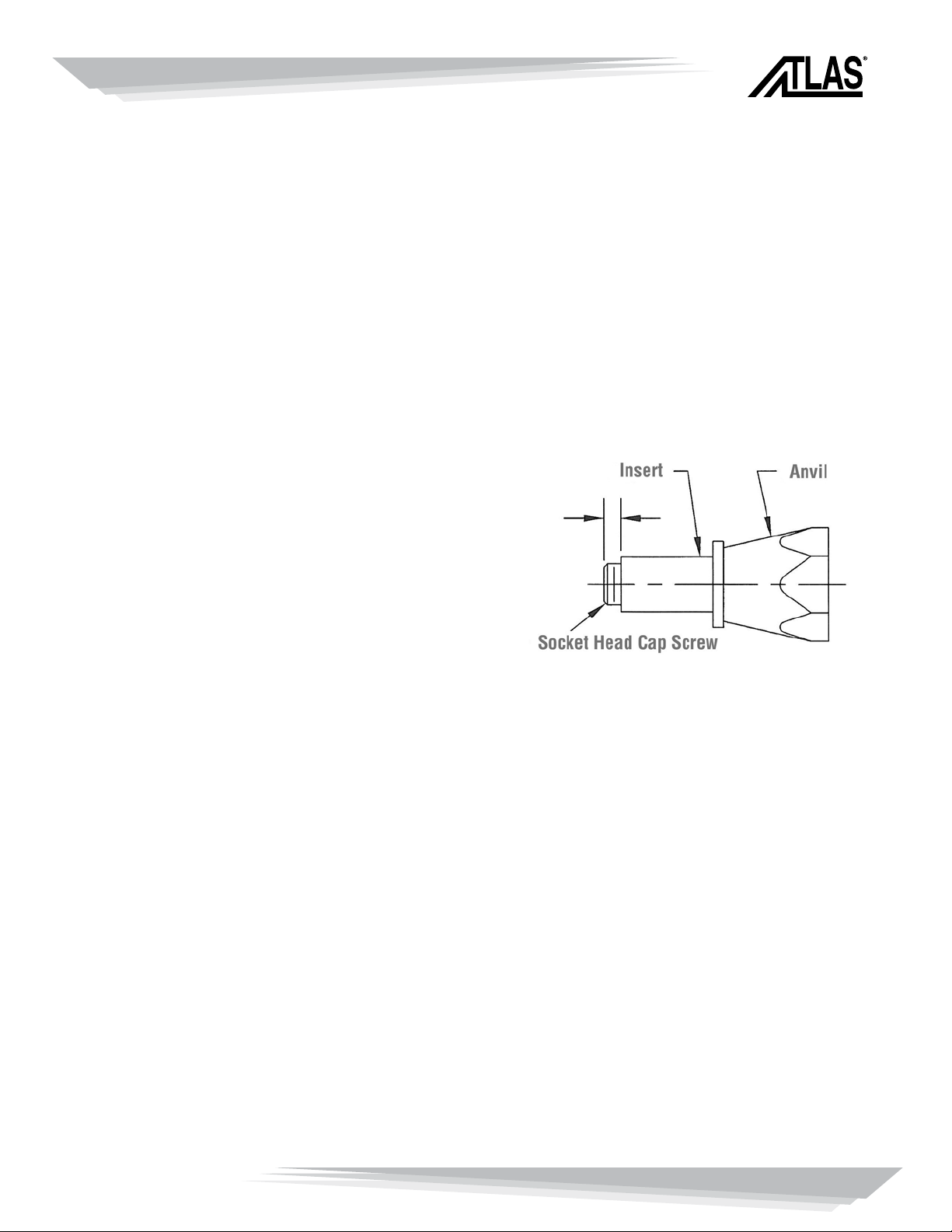
OPERATING INSTRUCTIONS FOR MODEL 806:
600 RPM Pneumatic spin/spin tool with internal clutch, capable of installing thread
sizes of M4-M6, 632-1/4.
With the tool disconnected from the airline, check to see that the socket head cap
screw extends beyond the face of the anvil far enough to allow at least one thread
of the screw to extend beyond the end of the insert. If the screw is not long enough,
measure what is required and get a socket
head cap screw that is long enough.
If you set up on a first grip fastener and you
are going to install second grip inserts in
the same work area, get a screw that is long
enough to extend at least one thread beyond
the end of the longest fastener.
Now, connect the air line to the tool. Hold the threaded insert to the tool mandrel.
Actuate position ‘F’ of the trigger (figure 1) and start engagement of the insert threads
on to the tool mandrel. Stop fastener engagement just before the head of the insert
comes in contact with anvil face. Rotate torque adjusting cap (Part #806-39) to desired
thread size (M4-M6, 632-1/4).
Insert the fastener into the installation hole of a test plate, that is the same material
and thickness, as the actual application.
Actuate the position ‘F’ of the trigger and let the socket head cap screw mandrel drive
through the fastener and clinch it securely into the test plate and allow the air tool to
stall.
Actuate position ‘R’ of the trigger (the bottom rocker) and disengage the tool mandrel
from the installed fastener.
PennEngineering • www.pemnet.com
5
PREVENTIVE MAINTENANCE
PREVENTIVE MAINTENANCE:
Lubricate Socket Head Cap Screw:
It is recommended that you dip the first few threads in light oil every several
installations to reduce wear.
Lubrication of Gearing:
All air tools containing gears should be lubricated weekly with standard gear grease.
(Caution: excessive lubricant will affect the tools speed and power.)
Flushing of Tool:
It is recommended that air tools be flushed weekly with a solution of three parts
cleaning solvent and one part oil.
Proper Handling:
Although very durable, pneumatic tools have sensitive internal components and need
to be treated as such. Droppings or dragging these tools, could cause damage to inner
mechanism.
If at any time, you have any difficult with the operation or maintenance of this tool, feel
free to call collect.
Atlas Customer Service: (215) 766-5987
Toll Free: 877-682-2505
E-mail: atlas@pemnet.com
PennEngineering • www.pemnet.com
6

ATLAS 800 SERIES TROUBLE SHOOTING GUIDE
1. Do I need to put my tool on a regulated supply line?
Yes, because it reduces any complications with high pressures and overloads on the tool or the part. Also the
supply line should have a filter on it to remove any dirt or any other contaminate from the air supplied.
2. Why does my installation tool strip the threads out of my part?
The power of the tool is too high and needs to be reduced. Air pressure needs to be reduced to reduce the power of
the tool.
3. Why do I keep breaking and bending the installation studs?
The power of the tool is too high and needs to be reduced. Air pressure needs to be reduced to reduce the power of
the tool.
4. How much air pressure does it take to properly install my part?
A sample instillation needs to be done at various pressure settings to determine a good pressure without damaging
the tool or part but fully installs the part. Recommendations are to start with lower pressure.
5. I can’t fine tune the line pressure of the supply line to the tool. What do I do?
You must adjust the pressure of the supply line while the tool is running. NO part should be on the tool while doing
this.
6. Will my smaller tool or larger tool install a larger or smaller part?
It is not recommended to use the tools for larger or smaller parts than what is recommended, But if very cautious,
with pressures you may use a larger tool with a smaller part. You cannot use a smaller tool for a larger part
because it can severely damage internal workings of the tool.
7. How often should I do PM on my tool?
Twice in a normal operating day (8 hour usage), you should disconnect the air line and give a small bit of oil into the
air inlet of the gun. Once a week you should remove the nose piece from the gun and remove the bearing and cap
screw for cleaning and grease.
8. How often should I replace the cap screw or bearing?
Any time you see or feel excessive wear on any of the parts, you should clean or replace them immediately.
9. Can I repair my own tool?
It is not recommended, but you can only if the tool is older than 1 year and the warranty has expired, otherwise you
will void the warranty. Also be careful not to damage housing when disassembling.
10. Where do I find the parts list for my gun?
Most of the time there will be a repair manual for your tool in the container that the original shipment came in.
There is a parts list and breakdown in this book. If you do not have a repair manual, ask and we can fax you one or
even mail or e-mail one. There is a full manual in PDF format available.
11. How do I send my tool in for repairs?
You should call your supplier to let them know that you have a tool or part that needs to be returned to Atlas™ for
repairs. Then you or the supplier can call us for a Repair Order number for tracking the tool as it comes in for repair.
PennEngineering • www.pemnet.com
7
MODEL 801 / 802
NOSE PIECE CONFIGURATIONS
SEE CHART
PennEngineering • www.pemnet.com
8
SPECIFICATIONS
FREE SPEED: 3000 (RPM)
801 ONLY
FREE SPEED: 1500 (RPM)
802 ONLY
AIR PRESSURE: 90 PSI
AIR INLET: 1/4” (NPT)
AIR CONSUMPTION: 5CFM
THREAD SIZE: M3, M4
HOSE SIZE: 3/8” (9.5 MM)
801: 4-40, 6-32, 8-32
3MM, 4MM
802: #1024, 1032, 5MM

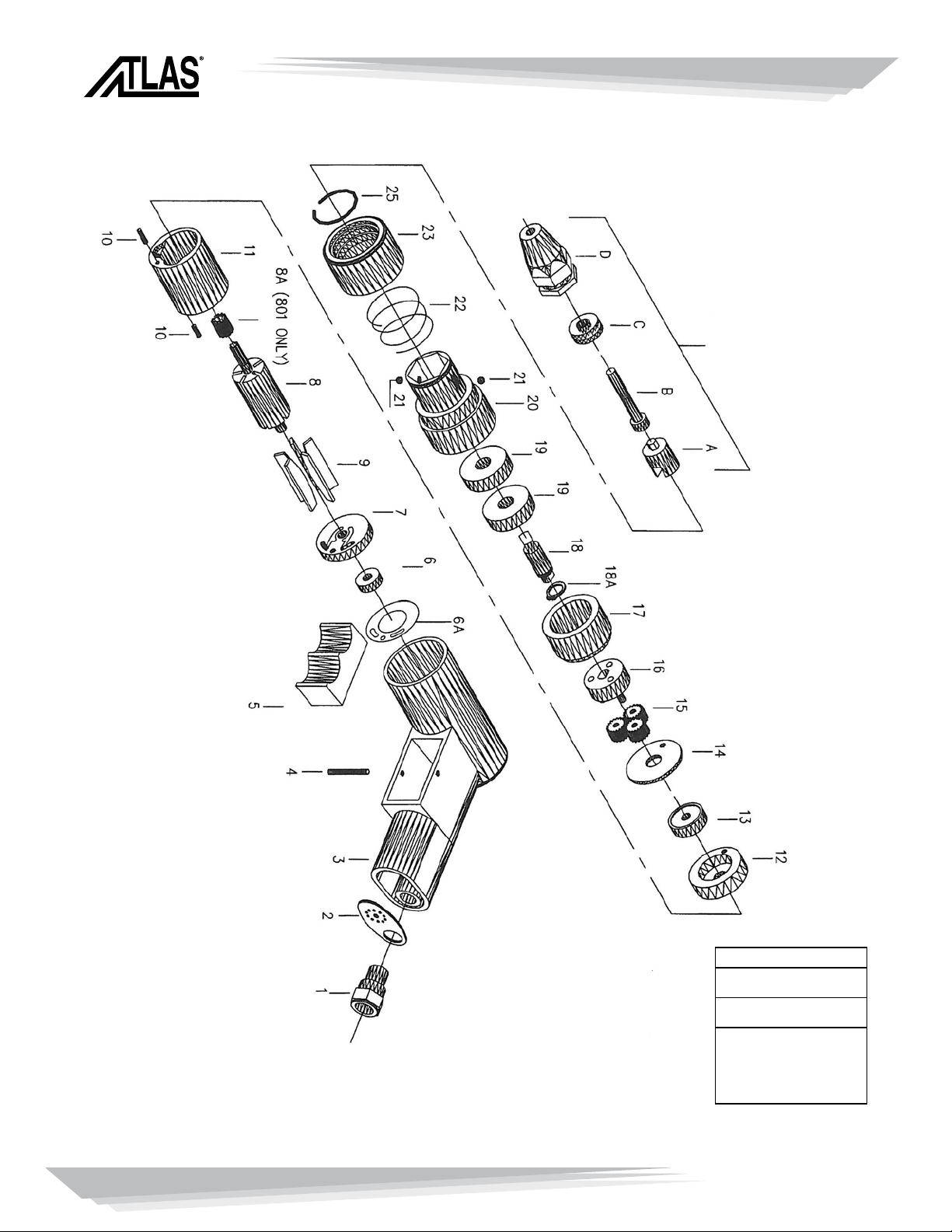
MODEL 801 / 802
EXPLODE NO. DESCRIPTION ATLAS P/N QTY.
1 Air Inlet SPN-00001 1
2 Exhaust diffuser SPN-00002 1
3 Handle Assembly SPN-00003 1
4 Roll Pin ø3 X 28 (MM) SPN-00004 1
5 Trigger SPN-00005 1
6A Gasket SPN-00040 1
6 Ball Bearing (696z) SPN-0006 1
7 Rear End Plate SPN-0007 1
8 Rotor 67 SPN-0008 1
8A Sun Gear (12T) SPN-00029 1
9 Rotor Blade SPN-0009 5
10 Roll Pin ø 2.5 X 10 (MM) SPN-00010 2
11 Cylinder SPN-00011 1
12 Front End Plate ø 34 X 6 (MM) SPN-00013 1
13 Ball Bearing (626z) SPN-00015 1
14 Washer SPN-00016 1
15 Planet Gear (15T) – (801 only) SPN-00017 3
15 Planet Gear (18T) – (802 only) SPN-00026 3
16 Planet Pin (801 only) SPN-00027 1
16 Planet Pin (802 only) SPN-00018 1
17 Internal Gear SPN-00044 1
18 Drive Spindle SPN-00020 1
18A Retaining Ring SPN-00019 1
19 Ball Bearing (6200z) SPN-00046 2
20 Nose Housing SPN-00021 1
21 Locking Balls SPN-00022 2
22 Change Value Spring SPN-00023 1
23 Quick Change Sleeve SPN-00024 1
25 Circlip SPN-00025 1
A Hex Driver See Chart Below 1
B Screw Mandrel See Chart Below 1
C Bearings Assy. See Chart Below 1
D Anvil See Chart Below 1
Complete
Thread Size Nose Piece A B C D
Assembly
4-40 AENP-440 AEHD-4 AESH-440-150 AEPB-4 ANSS-4
6-32 AENP-632 AEHD-6 AESH-632-150 AEPB-6 ANSS-6
8-32 AENP-832 AEHD-8 AESH-832-150 AEPB-8 ANSS-8
10-24 AENP-1024 AEHD-10 AESH-1024-150 AEPB-10 ANSS-10
10-32 AENP-1032 AEHD-10 AESH-1032-150 AEPB-10 ANSS-10
M3 AENP-M3 AEHD-M3 AESH-M3-35 AEPB-M3 ANSS-M3
M4 AENP-M4 AEHD-M4 AESH-M4-35 AEPB-M4 ANSS-M4
M5 AENP-M5 AEHD-M5 AESH-M5-45 AEPB-M5 ANSS-M5
PennEngineering • www.pemnet.com
9
 Loading...
Loading...