

Page 1
FBD-NT Press Brake
General view of machine .............................................................2
Functions.....................................................................................4
Specifications...............................................................................8
Machine....................................................................................8
Numerical controls ...................................................................9
List of standard NC functions ...................................................9
Accessories for voltage change ..............................................10
Dimensions of machine........................................................... 11
Backgauge..................................................................................12
One-touch stopper fingers.......................................................12
Worksheet overhang ...............................................................13
Machine Description
1
Page 2
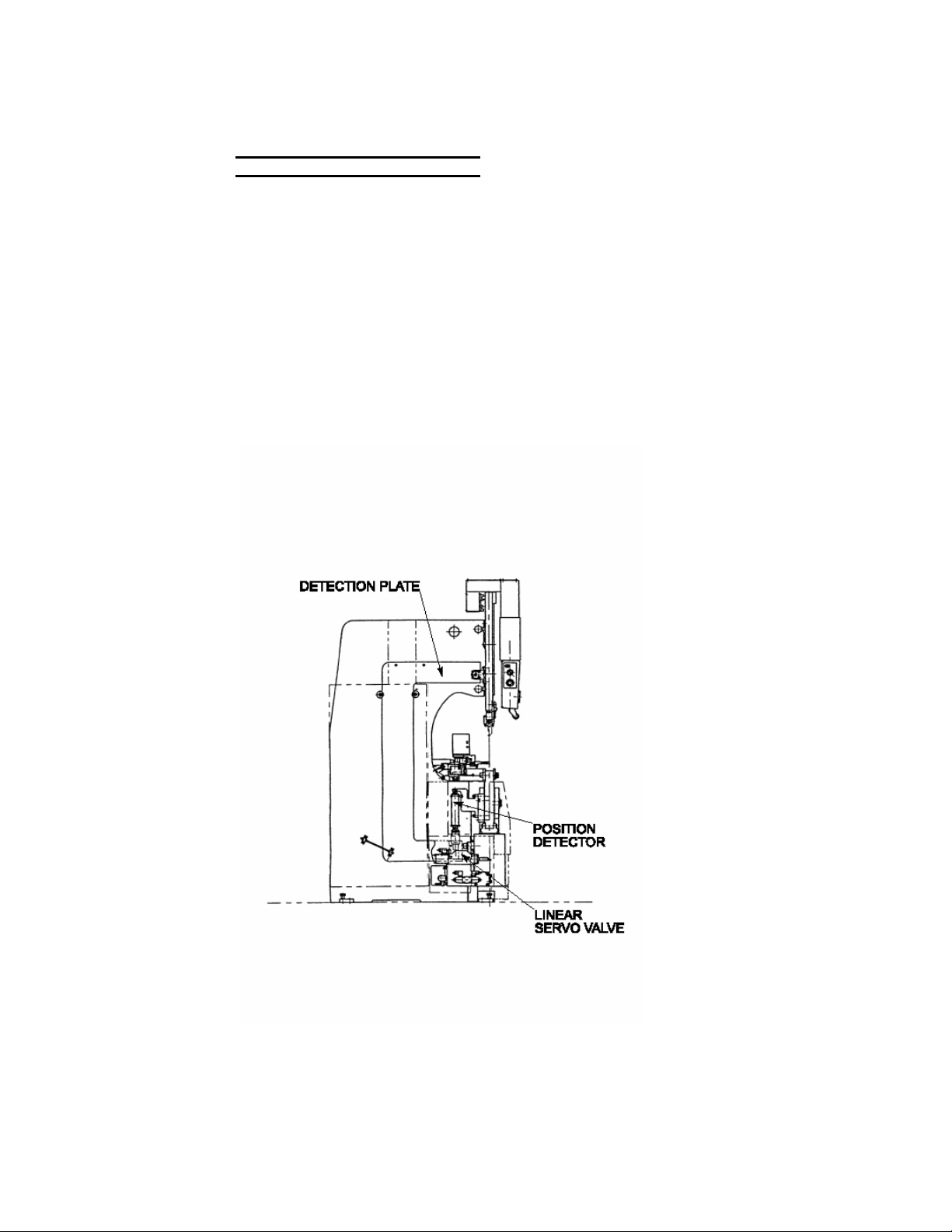
GENERAL VIEW OF MACHINE
NOTE
● This drawing shows the general view of the FBDIII-8025NT.
2
Page 3
3
Page 4

FUNCTIONS
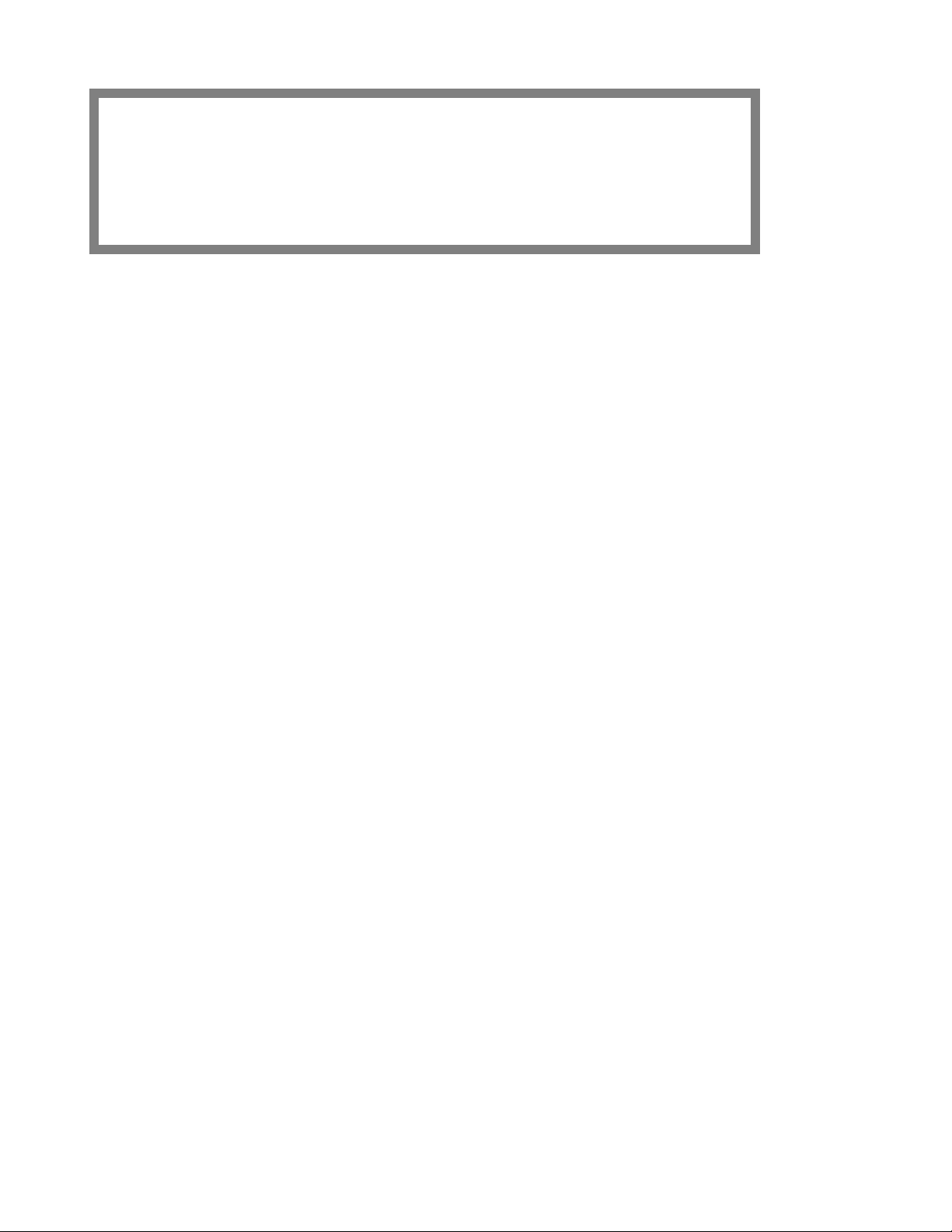
This machine is a press brake whose lower beam is hydraulically raised by the linear
servo valves at the right and left sides. The UP and DOWN foot pedals are pressed to
move up and down the lower beam. The punches are mounted in the punch holders
attached to the upper beam, and the dies and die holders are mounted on the lower beam.
The worksheet is laid over the dies, supported by hand, and bent by raising the lower
beam onto the punches. The bend angle of the worksheet depends on the clearance
between the dies and punches. The lower beam is moved up and down by the main
cylinders installed on the right and left sides. The auxiliary cylinders are installed at the
center of the lower beam to prevent a long worksheet from being bent with a greater angle
toward the center (or to keep the clearance between the upper and lower beams uniform
in the longitudinal direction). The bend angle is finely adjusted by the right and left linear
servo valves, which can also be controlled independently to tilt the lower beam. This
tilting function allows the difference in the bend angle between the right and left sides of
the worksheet to be compensated for and the worksheet to be offset bent (or bent off the
center of the machine). The worksheet can also be pushed against the stoppers of the
backgauge to determine its bend position. The machine can be operated from the NC
control box.
4
Page 5
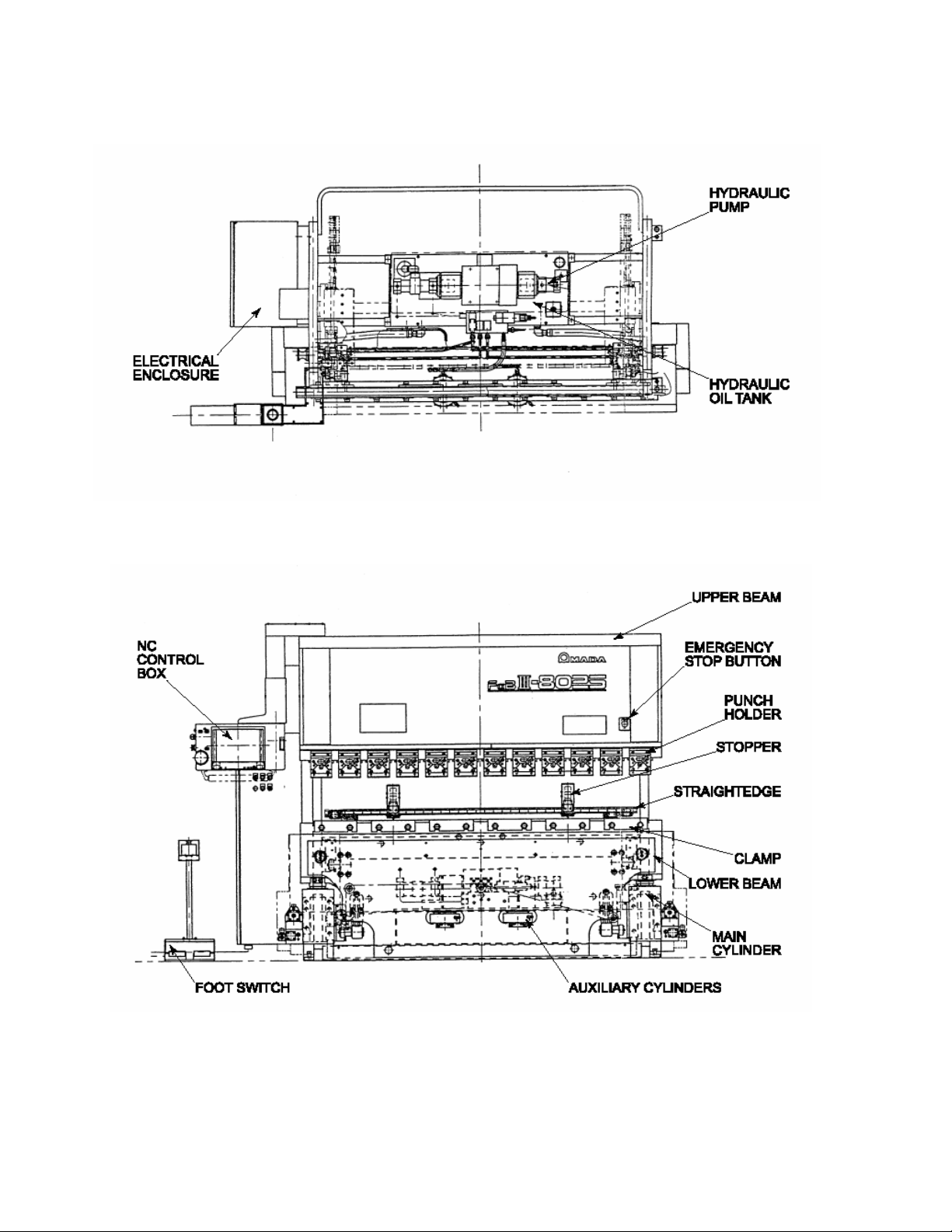
Coordinate system of axes
Basically, the machine is controlled by the D1, D2, L1, L2, Y1, Y2 and Z axes and CC
value.
D1 axis: Axis along which the left main cylinder of the lower beam moves up and down
D2 axis: Axis along which the right main cylinder of the lower beam moves up and down
L1 axis: Axis along which the backgauge moves back and forth on the left ball screw
L2 axis: Axis along which the backgauge moves back and forth on the right ball screw
Y1 axis: Axis along which the left backgauge moves left and right
Y2 axis: Axis along which the right backgauge moves left and right
Z axis: Axis along which the backgauge moves up and down
CC value: Pressure of the auxiliary cylinders in the lower beam
5
Page 6

D-axis (D1, D2)
L-axis (L1, L2)
6
Page 7

Y-axis (Y1, Y2)
Z-axis
7
Page 8

SPECIFICATIONS
Machine
Model
Maximum bend length mm (in.) 1200
Tonnage capacity metric
Vertical stroke of lower
beam
Rising speed of lower
beam at 50/60 Hz
Bending speed of lower
beam at 50/60 Hz
Lowering speed of lower
beam
Number of main cylinders
(Number of auxiliary cylinders)
Hydraulic pump motor
output
Hydraulic unit tank
capacity
Machine weight metric
tons (US
tons)
mm
(in.)
mm/sec
(in./sec)
mm/sec
(in./sec)
mm/sec
(in./sec)
kW
(HP)
liters
(US gal)
tons (US
tons)
FBD III
3512
(47.28)
35
(39)
5.5
(7.5)
90
(23.7)
3.0
(3.3)
FBD III
5012
1200
(47.28)
50
(55)
7.5
(10)
90
(23.7)
3.2
(3.5)
FBD III
5020
2000
(78.80)
50
(55)
7.5
(10)
70
(18.4)
4.0
(4.4)
FBD III
8020
2000
(78.80)
80
(88)
(5.91)
(3.03/3.55)
(0.31/0.35)
7.5
(10)
70
(18.4)
5.0
(5.5)
(98.48)
150
77/90
8/9
90*
(3.54)
2
(2)
FBD III
8025
2500
80
(88)
7.5
(10)
70
(18.4)
6.2
(6.8)
FBD III
1025
2500
(98.48)
100
(110)
11
(15)
90
(23.7)
6.5
(7.2)
FBD III
1030
3000
(118.20)
100
(110)
11
(15)
90
(23.7)
7.6
(8.4)
FBD III
1253
3000
(118.20)
125
(138)
11
(15)
90
(23.7)
8.8
(9.7)
* When the temperature of the hydraulic oil is low, the lowering speed of the lower beam is
reduced to 60 mm/sec (2.36 in./sec) to prevent the machine from malfunctioning.
When the hydraulic oil returns to the normal temperature, the lowering speed of the
lower beam returns to 90 mm/sec (3.54 in./sec).
8
Page 9

Numerical controls
Position command method Incremental
Number of control axes Simultaneous 8-axis automatic operation (D1, D2, L1, L2,
Y1, Y2, Z1, Z2)
Least input
increment
Storage tools Stored as AMADA standard tools
Display method 14.1” color LCD
Feeding speed
Movable range
Power 200/230/400/460 V
Environment
D-axis 0.001 mm (0.0001 in.)
L-axis 0.01 mm (0.001 in.)
D-axis 1 to 8 mm/sec (0.039 to 3.03 in./sec)
L-axis 30000 mm/min (1181.10 in./min)
D-axis 0 to 150.00 mm/sec (0 to 5.9055 in.)
L-axis 2 to 501 mm (0.081 to 19.678 in.), –OT, +OT soft LS
Temperature
Humidity 75% (relative humidity), non-condensing
0 to 40°C (32 to 104°F) when operating
LIST OF STANDARD NC FUNCTIONS
• Offset bending
• Automatic calculation
• Angle compensation
• Playback function
• Pullback function
• All set input
• Idle timer
• Slowdown timer
• Multiple lower limits (stepless)
• Backgauge operation selection (automatic)
• Elongation compensation value table
• Angle compensation value table
• Quantity setup
• Stroke counter
• Clock function
• Integrating timer
• Tool allowable pressure check function
• Optional input
• Elongation compensation function
9
Page 10

Accessories for voltage change
400/460V
Model 3512 5012 5020 8020 8025 1025 1030 1253
Circuit
breaker
Motor circuit
breaker
Thermal
relay
Fuse ATQ15
Varistor kit ERZC14DK102U
Safety cover BU-CFHA
Cable
BU-ES
B
3030L
BU-ES
B
3020L
TR-2N/
3
(9-13A)
BU-ESB3050L BU-ESB3070L
BU-ESB3040L
TR-3N/3 (12-18A) TR-3N/3 (18-26A)
100mm × 1 150mm×2
200/230V
Model 3512 5012 5020 8020 8025 1025 1030 1253
Circuit
breaker
BU-ES
B
3050L
BU-ESB3100L BU-ESB3125L
Motor circuit
breaker
Thermal
relay
Fuse ATQ30
Varistor kit ERZC14DK471U
Safety cover BU-CFHA
Cable
BU-EC
A 3030L
TR-3N/
3
(18-26A
)
BU-ECA3050L BU-ECA3070L
TR-3N/3 (24-36A) TR-3N/3 (34-50A)
100mm × 2 350mm×1
10
Page 11

Dimensions of machine
Model
3512 47.28 40.19 34.87 - 77.03 49.25 72.7 22.06 46.1 24.43 80.38 1.58 36.25 31.52 101.26 78.41
5012 47.28 40.19
5020 78.8 66.98
8020 78.8 66.98 37.04 - 88.06 50.63 79.39 30.73 74.47
8025 98.5 86.68
1025 98.5 86.68
1030 118.2 106.38
1253 118.2 106.38
Beam
Length
Frame
Distance
A B C D E F G H I J K L M N O P
Lower
Beam
Height
34.87
34.87
37.04
37.04
37.04
37.04
Overall
Height
- 77.03 49.25 72.5 22.06 46.1 24.82 80.38 1.58 36.25 31.52 101.26 78.41
- 83.73 49.25 72.5 28.76 72.89 27.97 112.69 1.58 36.25 58.31 128.05 78.21
- 90.62 50.63 79.39 33.49 94.17
- 92.59 56.15 81.36 34.28 94.17
- 96.53 56.15 81.36 39.4 113.87
- 96.53 58.9 83.33 39.4 113.87
Depth
Frame
Height
Upper
Beam
Height
Level
Bold
Distance
27.97
27.97
27.97
27.97
27.97
Overall
Width
113.48 2.36 37.04 58.31 129.63 81.17
133.18
113.18
152.68
153.86
Frame
Thickness
2.36
2.36
2.36
2.36
Anchor
Bolt
Distance Stroke
37.04 82.74 149.33 81.17
42.36 82.74 149.33 81.17
42.36 102.44 169.03 81.17
43.34 102.44 169.82 81.76
Units = inch
1
I-1
11
Page 12

Page 13

BACKGAUGE
One-touch stopper fingers
The stopper fingers can be changed by one-touch. Change the stopper fingers to
suit the shape of work, etc.
For changing the stopper fingers, refer to “Installing stopper fingers” in Part II,
Installation.
The end positions and the NC displays of the standard stopper fingers and stepped
stopper fingers are as shown below.
NOTICE
● When the backgauge is to be used close to the punches, take care so that the stopper
fingers do not interfere with the punches that move as the worksheet is bent.
12
I-1
Page 14

Worksheet overhang
The backgauge can place a worksheet on the straightedge.
Load capacity: 20 kg.
Gently place the worksheet on the straightedge so that no shock is applied to the
straightedge.
NOTICE
● When the weight of the worksheet exceeds its load capacity, the straightedge may dorp
down. In such a case, the worksheet may spring upward or slip downward as shown below.
Be sure that the worksheet weight does not exceed the straightedge load capacity.
13
I-2
 Loading...
Loading...