

Page 1

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Pega 357 with Fanuc 04PC User Pre-installation Guide
Amada America I nc.
7025 Firestone Blvd.
Buena Park CA. 90621
Phone: (714) 739 2111
Fax.: (714) 739 4099
Email info@amada.com
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 1 of 35
Page 2
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Warning
! Qualified personnel must complete all work.
! Do not apply power to the Pega 357 until an A.E.S.I. (Amada Engineering and
Service Incorporated) Engineer is present and has instructed you to do so.
! Considerable effort has been made to ensure that this manual is free of
inaccuracies and omissions. However, as we are constantly improving our
product, some of the data contained herein may not exactly reflect the latest
revisions to the Pega 357. If in doubt concerning a specific item, please contact
your local Amada America sales person for clarification, or check our Internet site,
http://www.amada.com for the latest rel ease of this document.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 2 of 35
Page 3
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Contents
Introduction ......................................................................................................................................................................................5
Specifications - Motion Package......................................................................................................................................................6
Specifications - Punching System....................................................................................................................................................6
Turret Configuration - 44 Station - 2 Auto-Index..........................................................................................................................7
Turret Configuration - 58 Station - 2 Auto-Index..........................................................................................................................8
Specifications - Fanuc 04PC Controller...........................................................................................................................................9
Supply Requirements - Electrical...................................................................................................................................................10
Optional Equipment...................................................................................................................................................................10
Installing the Electrical Power Supply........................................................................................................................................11
Supply Requirements - Pneumatic.................................................................................................................................................12
Optional Equipment...................................................................................................................................................................12
Installing the Pneumatic Supply.................................................................................................................................................12
Planning the Location of the Pega 357..........................................................................................................................................13
Moving the Pega 357.................................................................................................................................................................13
Plan View - Pega 357 ................................................................................................................................................................14
Plan View - Pega 357 with P357hs left side conveyor...............................................................................................................15
Plan View - Pega 357 with V357hs conveyor and MP1225 loader............................................................................................16
End View - Pega 357.................................................................................................................................................................17
Elevation View - Pega 357.........................................................................................................................................................18
Foundation Requirements..............................................................................................................................................................19
Foundation Anchoring Procedure ..................................................................................................................................................20
Foundation J-bolt Detail.............................................................................................................................................................20
Plan View - Foundation Pega 357.............................................................................................................................................21
Elevation - Foundation Pega 357...............................................................................................................................................21
Saw Cut J-bolt Mounting Holes..................................................................................................................................................22
Core Drill J-bolt Mounting Holes ................................................................................................................................................23
Foundation / Floor J-bolt Mounting Procedure...........................................................................................................................24
Drilled Hole with Anchor Rod and Adhesive Mounting Holes.....................................................................................................26
Drilled Hole with Anchor Rod and Adhesive Mounting Procedure.............................................................................................27
Removing the Protective Coating...................................................................................................................................................29
Machine Leveling...........................................................................................................................................................................30
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 3 of 35
Page 4
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Rocking Test..............................................................................................................................................................................30
Floor Condition: Crowned..........................................................................................................................................................31
Floor Condition: Sloped.............................................................................................................................................................32
Leveling Procedure....................................................................................................................................................................33
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 4 of 35
Page 5
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Introduction
This manual describes the tasks that the purchaser of a Pega 357 must complete before calling A.E.S.I. (Amada Engineering
and Service Incorporated) to complete the installation and operator training.
An overview of the preparations is as follows:
! Plan the location of the Pega 357 taking into account the Recomended Safety and Maintenance areas indicated on the plan
view. See page 13, Planning the Location of the Pega 357.
! Prepare the Pega 357 floor or foundation as required. See page 19, Foundation Requirements, for details.
! Uncrate the Pega 357 and place on the foundation, but do not fill the anchor-bolt holes (if used) until after A.E.S.I. completes
the initial installation.
! Install the electrical supply. See page 10, Supply Requirements - Electrical , for details.
! Install the pneumatic supply. See page 12, Supply Requirements - Pneumatic, for details.
! Remove the protective coating from the surface of the Pega 357 See page 29, Removing the Protective Coating, for details.
! If additional equipment is to be installed, repeat the previous steps for each piece of additional equipment.
Note: It is the purchaser’s responsibility to install any safety devices to ensure the recommended safety area.
Note: Considerable effort has been made to ensue that this manual is free of inaccuracies and omissions. However, as
Amada America strives to continually improve our products, some data contained herein may not exactly reflect the
latest revisions to the Pega 357. If in doubt concerning a specific item, please contact your local Amada America sales
engineer for clarification.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 5 of 35
Page 6
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
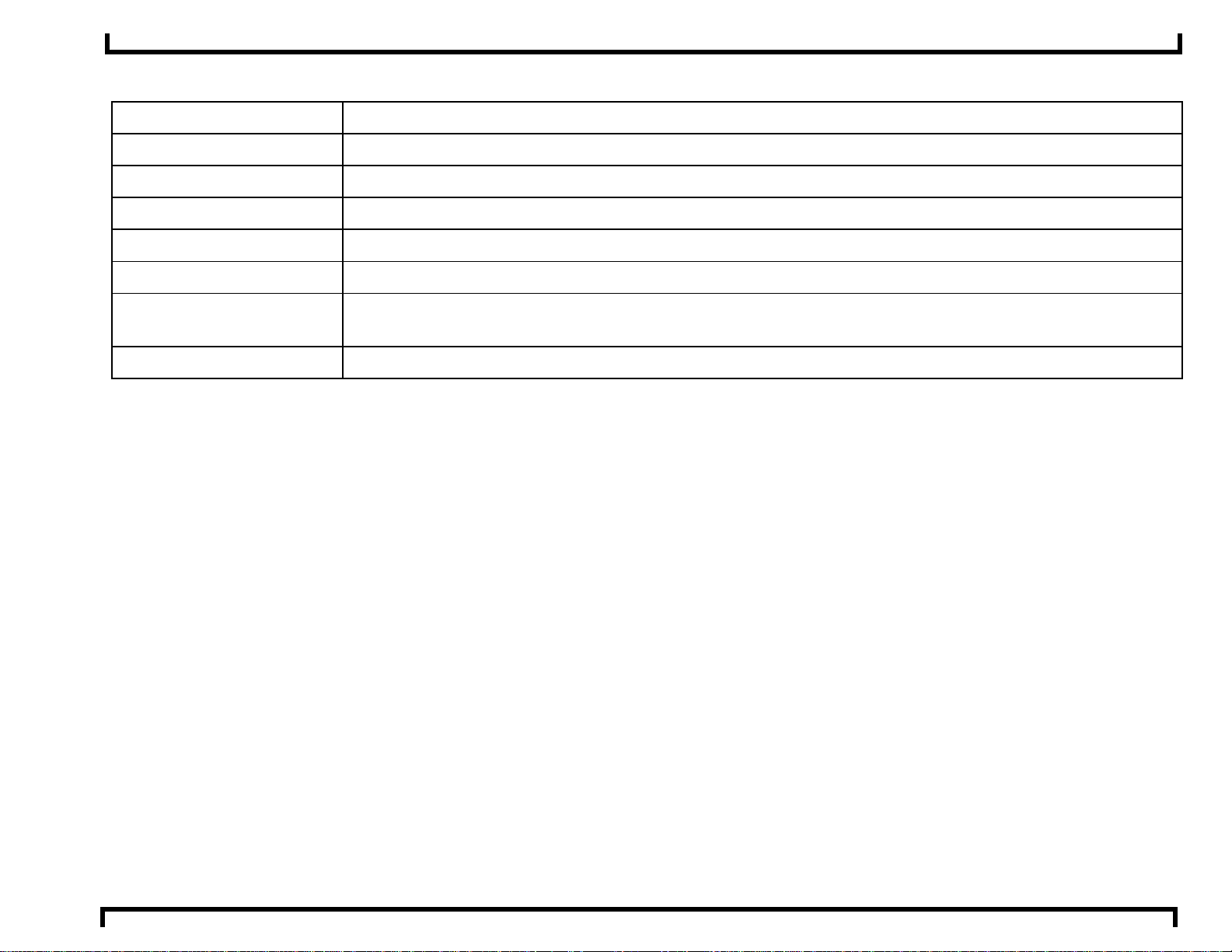
Specifications - Motion Package
Travel Method X and Y axes work piece movement
Control Method X, Y, T & C
Drive Motors Fanuc AC Servo (X, Y, T, C)
Maximum Sheet Size 50" (Y) x 144" (X) with one repositioning cycle.
Additional support tables are required for material lengths greater than 72”
Maximum Sheet Thickness 0.250"
Maximum Material Weight 220 lb.
Maximum Axis Travel 72.0" (X) by 50" (Y)
Max. Table Speed ( X / Y / Combined ) 1,968 IPM / 1,968 IPM / 2,783 IPM
Punching Accuracy ±0.004"
Positioning Accuracy ±0.001"
Repeatability ±0.001"
Specifications - Punching System
Press Capacity 33 Tons
Press Stroke 1.259"
Stroke Per Minute 350
Maximum Hit Rate 1” Centers 200
Maximum Hole Diameter 4.500"
Tool Type Amada Thick Turret
Turret Rotation Speed 30 RPM
Auto Index Rotation Speed 60 RPM
Feed Clearance 0.787"
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 6 of 35
Page 7
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
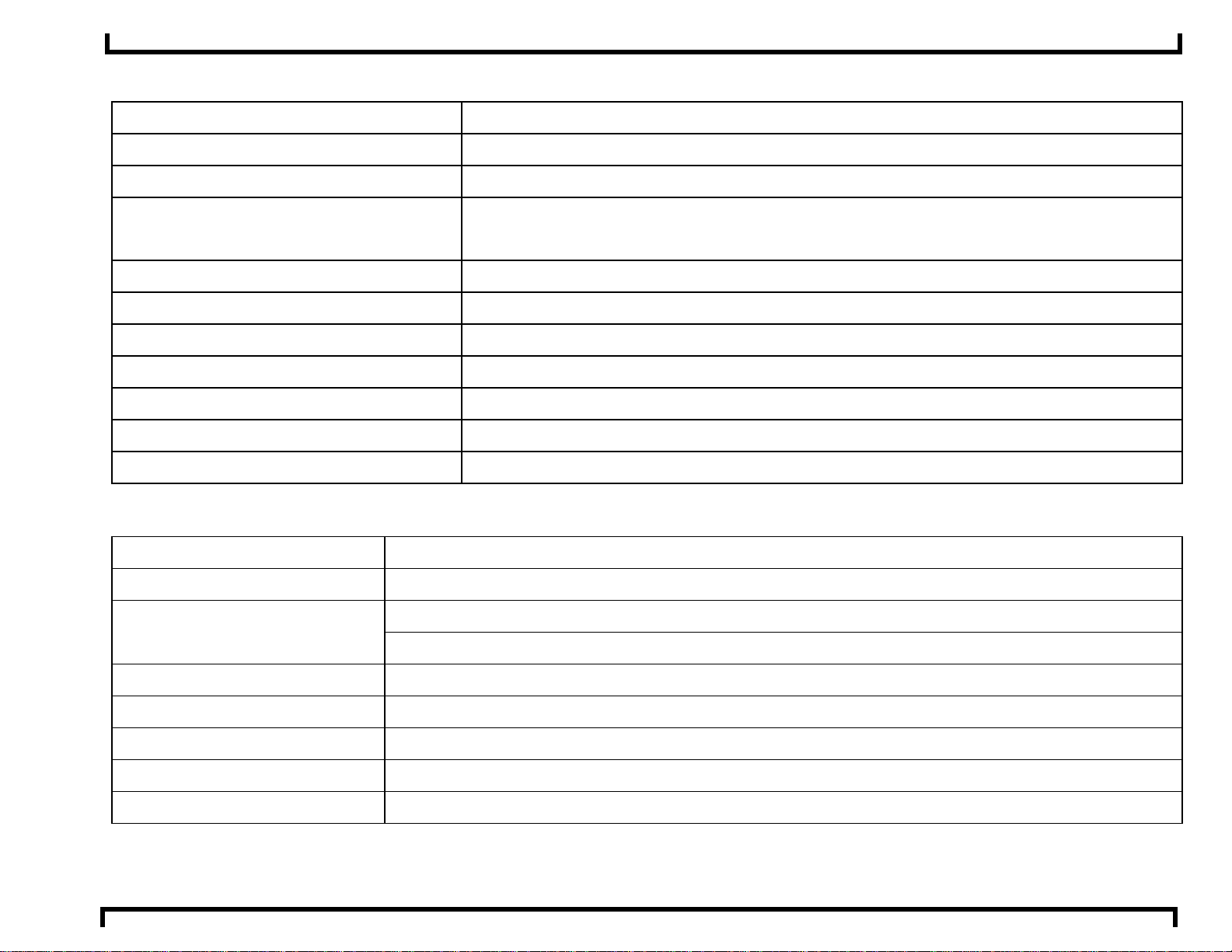
Turret Configuration - 44 Station - 2 Auto-Index
E
B
A
C
223
B
216
A/I
D
215
113
314
B
B
312
310
A
111
108
209
207
C
A
326
225
205
306
328
124
104
303
B
229
127
1000mm Disc Thick
44 Station
2 Auto Index
102
201
E
130
155
331
132
152
253
356
B
334
233
354
B
A
A
235
251
A/I
C
237
136
139
141
244
C
This turret used on the following machine models
Pega 344, 345Q, 345K, 357, 367
Coma 555, 557, 567, 588
Vipros 345, 357, 367
A
338
340
B
342
243
B
B
D
Vela II 355
MAXIMUM
SIZE ROUND
NUMBER OF
STATIONS
(KEYED)
A
B
C
D
E
B
½"
1¼"
2"
3½"
4½"
1¼"
12.7mm
31.7mm
50.8mm
88.9mm
114.3mm
31.7mm
18 (6)
16 (16)
4 (4)
2 (2)
2 (2)
2 (2)AUTO INDEX
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 7 of 35
Page 8
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
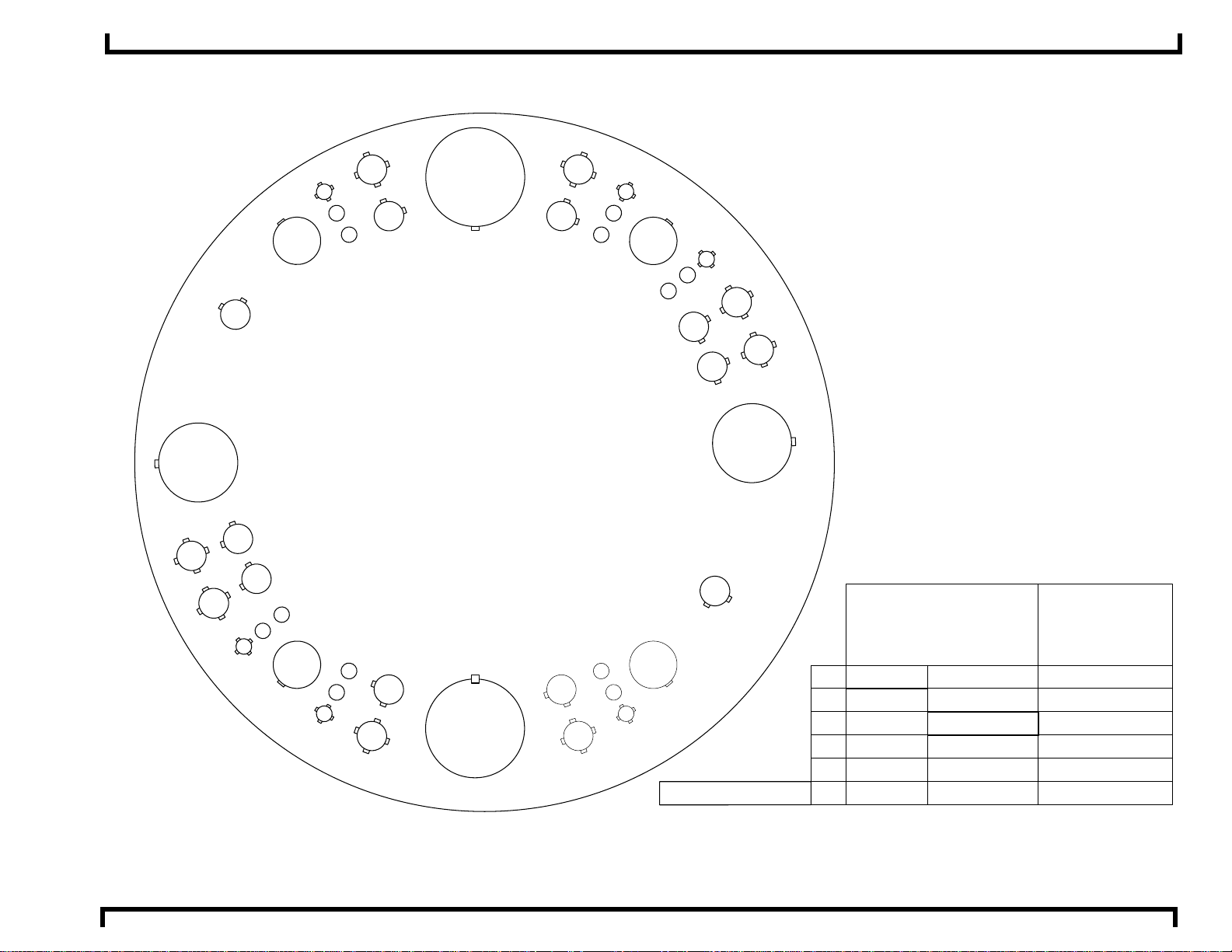
Turret Configuration - 58 Station - 2 Auto-Index
This turret used on the following machine models
333
331
230
129
228
A/I
0
22
2
19
132
336
235
134
58 STATION
1000
237
mm disc
239
138
340
141
342
143
244
345
1
246
47
9
34
2
48
3
51
1
50
2
53
1
52
2
PEGA 345, PEGA 345 King, PEGA 357, PEGA 367
COMA 555, COMA 557, COMA 567, COMA 588
VIPROS 345, VIPROS 357, VIPROS 367
VIPROS 357 Queen, VIPROS 367 Queen
3
54
55
2 AUTO INDEX
6
11
2
17
3
18
4
11
3
15
111
12
2
3
13
2
10
1
07
2
08
9
30
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 8 of 35
30
1
05
6
102
2
03
304
2
01
A/I
2
56
MAXIMUM SIZE
ROUND
2
64
65
1
1
68
1
70
71
2
3
69
3
72
2
66
67
3
AUTO INDEX
1/2" ( 12.7mm )
A
1 1/4" ( 31.7mm )
B
C
D
E
B
2" ( 50.8mm )
3 1/2" ( 88.9mm )
4 1/2" ( 114.3mm )
1 1/4" ( 31.7mm )
NUMBER OF
STATIONS
( KEYED )
36 ( 12 )
12 ( 12 )
4 ( 4 )
2 ( 2 )
2 ( 2 )
2 ( 2 )
Page 9
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
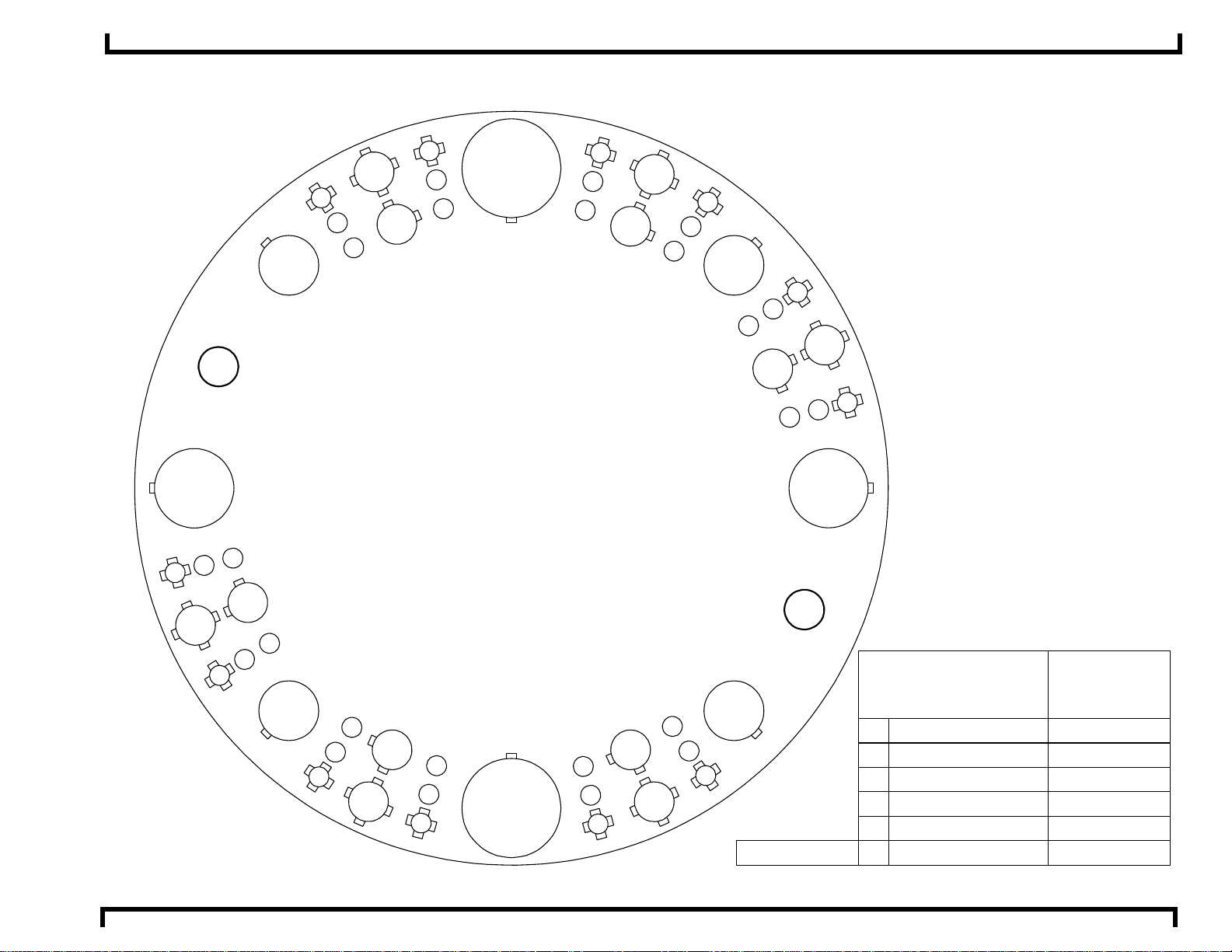
Specifications - Fanuc 04PC Controller
Model Fanuc 04PC (with PHNC)
Control Function X, Y, T & C
Input Method MDI, DNC, Paper Tape
Minimum Command Unit 0.001" (X, Y) .010 (C)
Minimum Travel Unit 0.001" (X, Y) .010 (C)
Operating Modes Automatic, MDI & Manual
Display Modes Program Contents, Position Information, Program Check, Parameters, Tool Hit Counter, Self
Diagnostics
Interlock Displays Oil Temperature, Oil Pressure, Door Open
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 9 of 35
Page 10
Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Supply Requirements - Electrical
Pega 357 230 / 460 / 3 / 60 ±10%, 18 kVA
46 amps @ 230 / 3 / 60 VAC*
23 amps @ 460 / 3 / 60 VAC*
Optional Equipment
P357hs Conveyor 208 / 230 / 460 3ph ±10%, .8 kVA
2.1 amps @ 208 / 3/ 60 VAC*
2.0 amps @ 230 / 3 / 60 VAC*
1.0 amps @ 460 / 3 / 60 VAC*
MP1225 Loader 200 / 3 / 60 ±10%, 10 kVA
29 amps @ 200 / 3 / 60 VAC*
To operate at 230 / 460 VAC a step up transformer with the following service is required
26 amps @ 230 / 3 / 60 VAC*
13 amps @ 460 / 3 / 60 VAC*
* The actual supplied electrical service must be sized to allow for starting current of approximately 150% of this value.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 10 of 35
Page 11

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Installing the Electrical Power Supply
The Pega 357 requires one electrical power source supplied to the Fanuc 04PC. The Pega 357 should be supplied from a
power line separate from those for welding machines or other machines that produce electrical noise.
! The Pega 357 electrical inlet is 64" above floor level at the left side of the Fanuc 04PC control.
! For the location of required electrical supplies for optional equipment, please see the installation guides for the specific
equipment.
Pega 357 left side of electrical enclosure Pega 357 main power conection inside of electrical enclosure
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 11 of 35
Page 12

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Supply Requirements - Pneumatic
Pega 357 80 psi @ 8.8 ft³/min.
Optional Equipment
MP1225 Loader 75 psi @ 31.8 ft3/min.
Installing the Pneumatic Supply
The Pega 357 requires connection to a compressed air system by hose or pipe. The compressed air must be clean and dry.
Please note the following:
! The minimum pipe inside diameter is ½".
! The air pressure required is 80 psi.
! The air volume required is 8.8 ft³/min..
! The air inlet is approximately 16" above the floor level at the rear of
the Pega 357
For the location of required air supplies for optional equipment, please
see the installation guides for the specific equipment
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 12 of 35
Page 13

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Planning the Location of the Pega 357
The following diagrams provide the details for positioning the Pega 357.
! No obstacles are allowed in the worksheet travel area and the ceiling must be at least 40" above the Pega 357.
! All of the Recommended Safety / Maintenance areas should be used, but at a minimum, the doors of the Fanuc 04PC control
must be able to be opened. Any reduction of the Recomended Safety / Maintenance areas may decrease personnel safety
and increase time and expense of installation and maintenance.
! The Pega 357 and Fanuc 04PC control must be protected from direct sunlight or other heat sources. Exposure to direct
heating sources such as infrared heaters have been shown to affect punch and die alignment.
Moving the Pega 357
Lifting or moving of the Pega 357 should be done only by professional rigging companies well versed in the moving of large
and heavy industrial machinery. Acceptable moving methods include, lifting by overhead crane, wheeled dollies beneath the
machine feet, or adequately sized lifttruck forks beneath the machine frame.
The Pega 357 has a relatively high center of gravity and narrow footprint. Care must be taken to prevent inadvertent tipping
of the machine while in motion.
Machine Weight 26,400 lb.
Lifting lugs front and rear of
Machine Frame.
112"
Caution: Extremely Top Heavy Load
87" 26,400 lb
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 13 of 35
Page 14

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
88.00
l
0
C
g
g
39
5.04"
0
56"
Adjustable
50" to 90"
h
s
y
Plan View - Pega 357
Electrical Requirements
Pega 357
E1
230 / 460 / 3 / 60 ±10% 18 kVA
46 amps @ 230 / 3 / 60 VAC
23 amps @ 460 / 3 / 60 VAC
Compressed Air Requirements
A1
Pega 357
80 psi @ 2.9 ft³/min.
Indicates Operator Control Station
12" 12" 12"
Scale
/ Maintenance Area 40" from all components
105.97"71.87"
Y axis origin
Optional Material
e
Support Tables Required
ran
.21"
"
1.
27.
4P
anuc
PEGA 357
0.00" workin
177.84" Pega 357 length
38.44" Recomended Safet
Optional Material
Support Tables Required
A1
Pega 357
Centerline
72.05" 76.69"
148.74" Pega 357 widt
2
368.00" Recomended Safety / Maintenance Area 40" from all component
" Maximum travel area 144" materia
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 14 of 35
Page 15

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
l
0
C
g
g
39
5.04"
0
56"
Adjusta
ble 50" to
90"
y
h
s
Plan View - Pega 357
Electrical Requirements
Pega 357
E1
230 / 460 / 3 / 60 ±10% 18 kVA
46 amps @ 230 / 3 / 60 VAC
23 amps @ 460 / 3 / 60 VAC
P357hs Conveyor
E2
208 - 230 / 460 / 3 / 60 ±10% .8 kVA
2.1 amps @ 208 / 3/ 60 VAC
2.0 amps @ 230 / 3 / 60 VAC
1.0 amps @ 460 / 3 / 60 VAC
Compressed Air Requirements
Pega 357
A1
Indicates Operator Control Station
12" 12" 12"
Scale
80 psi @ 2.9 ft³/min.
/ Maintenance Area 40" from all components
with P357hs left side conveyor
105.97"71.87"
177.84" Pega 357 length
Y-axis Origin
Optional Material
e
Support Tables Required
ran
0.00" workin
.21"
"
1.
27.
4P
anuc
PEGA 357
Optional Material
08.44" Recommended Safet
Support Tables Required
A1
P357hs Conveyor
Pega 357 Centerline
70.01"
E2
44.70"
Access required this
area for slug removal
72.05" 76.69"
148.74" Pega 357 widt
368.00" Recommended Safety / Maintenance Area 40" from all component
288.00" Maximum travel area 144" materia
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 15 of 35
Page 16

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
s
5
g
88.00
l
g
g
39
5.04"
0
56"
Adjustable
50" to 90
"
y
P
y
h
Plan View - Pega 357
Electrical Requirements
Pega 357
E1
230 / 460 / 3 / 60 ±10% 18 kVA
46 amps @ 230 / 3 / 60 VAC
23 amps @ 460 / 3 / 60 VAC
P357hs Conveyor
E2
208 - 230 / 460 / 3 / 60 ±10% .8 kVA
2.1 amps @ 208 / 3/ 60 VAC
2.0 amps @ 230 / 3 / 60 VAC
1.0 amps @ 460 / 3 / 60 VAC
MP1225 Loader
E3
200 / 3 / 60 ±10%, 10 Kva
To operate at 230 / 460 VAC a step up
transformer is required with the following
service is required
29 amps @ 200 / 3 / 60 VAC
26 amps @ 230 / 3 / 60 VAC
13 amps @ 460 / 3 / 60 VAC
Compressed Air Requirements
Pega 357
A1
MP1225 Loader 75 psi @ 31.8 ft³/min.
A2
Indicates Operator Control Station
12" 12" 12"
Scale
80 psi @ 2.9 ft³/min.
/ Maintenance Area 40" from all components
with V357hs conveyor and MP1225 loader
.21"
ower Suppl
"
1.
105.97"71.87"
177.84" Pega 357 length
Y-axis load position
Optional Material
e
Support Tables Required
ran
0.00" workin
27.
PEGA 357
MP1225
E3
Xformer
A2
4"123.10"
.
th
89.63" MP1225 Loader Len
Optional Material
408.44" Recomended Safet
Support Tables Required
A1
MP1225 Loader
Access required this area
for material loading / unloading
P357hs Conveyor
Pega 357 Centerline
E2
44.70"
Access required this
area for slug removal
72.05" 76.69"
148.74" Pega 357 widt
2
" Maximum travel area 144" materia
441.79" Recomended Safety / Maintenance Area 40" from all component
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 16 of 35
70.01"
141.74" MP1225 Loader width
Page 17

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
"
30
"
e
05"
s
End View - Pega 357
37.68"*
Material
Pass Line
17.32
14.76"
76.69" 72.
.71
12"
119.84"*
85.59"*
cal
*Dimension varies with installed option
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 17 of 35
Page 18

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
"
"
"
50"
"
"
"103.15"
6"
s
Elevation View - Pega 357
Center T rac k 200
51.77" Throat Depth
37.68"*
Material
Pass Line
33.47
*Dimension subject to change with installed option
2.87
50.00" Track 200
Working Range
.84
11.02
.
177.84
7.7
.47
27.56"
12"
Scale
85.59"
62.99"
12"
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 18 of 35
Page 19

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Foundation Requirements
The Pega 357 does not require a special foundation to perform as expected, however there are minimum requirements that an
existing floor must meet in order to assure machine reliability and tool life. If the existing floor does not meet the following
minimum requirements, plans for a recommended foundation are given on page 21, Plan View - Foundation .
The minimum acceptable floor conditions to assure a successful installation are:
! The area of the floor where the machine frame is to be located must be a single, homogeneous slab in good condition. There
must be no cracks or other signs of deterioration of the floor.
! The floor must be 4" to 6" thick.
! The floor must be capable of supporting 3.5 tons/ft².
! The floor must be level to 0.032"/ft.
If the existing floor meets the minimum requirement list above, it must still be inspected carefully when the anchor-bolt holes are
cut. Voids under the floor, or wetness (not associated with the hole cutting procedure) should be considered signs of an
inadequate floor and a new machine location or new foundation must be considered.
It is the customer’s responsibility to determine that the floor meets these minimum requirements. Placing the machine on an
inadequate, cracked floor, or straddling seams in a floor may be grounds for voiding the machine warranty!
Amada America Inc. does not recommend the use of vibration isolating mounts under the machine feet, as these devices have
been shown to increase the vibration within the machine frame, increasing the likelihood of vibration rela ted problems. Solid
leveling devices are acceptable provided they incorporate a means of anchoring the machine to the floor with the supplied Jbolts or alternative anchoring method.
Special Note: This document details several methods of anchoring the Pega 357 to a new foundation or an existing floor.
These methods are designed to install the Pega 357 as a stand-alone machine using the supplied anchor bolts
and base plates. Installation or use of additional options such as leveling pads or material handling systems
may dictate other methods of anchoring or foundation design not shown in this document. Before committing
to a specific method of anchoring the Pega 357, confirm that the chosen method is compatible with all
purchased optional items and planned expansion.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 19 of 35
Page 20

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
5"
10"15.8"
Base Plate
Hole in Foundation
Floor Line
Machine Foot
A
A
A
Machine Frame
Machine Foot
Base Plate
Supplied J-Bolt
4.4"
8.0"
24"
Foundation Anchoring Procedure
An ideal foundation is given on the following pages. This foundation must be used if the existing floor cannot meet the
minimum requirements to support the machine.
The foundation must consist of a single, homogeneous slab. The foundation must be level to within 0.032" / ft. Anchoring the
Pega 357 to the floor using the anchor-bolts supplied is essential to ensure reliable performance. Amada generally
recommends that the foundation have a minimum load bearing capacity of 3.5 ton/ft2. It is the purchaser’s responsibility to
determine that the foundation meets these requirements.
Please note the following:
! The base plates, shims, anchor bolts, nuts, and washers are
shipped with the Pega 357.
! The concrete J-bolt pads should be filled af ter the machine is
placed on the foundation.
! See special note page 19
Foundation J-bolt Detail
See page 24, Foundation / Floor J-bolt Mounting Procedure,
for proper method of mounting the Pega 357 on the
foundation.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 20 of 35
Page 21

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Plan View - Foundation Pega 357
151.1"
24"
Hole in Foundation (4)
103.1"
Anchor Bolt Centerline
14.75"
29.6"
29.52"
Anchor Bolt
Centerline
96"
Machine Centerline
48"
New Foundation
Elevation - Foundation Pega 357
30.0"
Concrete
12.0"
Crushed Stone
Existing Floor
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 21 of 35
Page 22

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
5"
10"15.8"
Base Plate
Saw Cut Hole In
Existing Floor
Existing Floor
Machine Foot
A
A
A
Machine Frame
Machine Foot
Base Plate
Supplied J-Bolt
4.4"
8.0"
24"
Saw Cut J-bolt Mounting Holes
To maintain machine reliability, extend tool life, and remain level over an extended period the Pega 357 must be anchored in
place on an adequate floor or foundation.
At a minimum the floor must consist of a single, homogeneous slab, level to within 0.032"/ft², and capable of supporting 3.5
tons/ft². It is the purchaser’s responsib ility to de t ermine that the floor meets th ese minimum requirements.
This machine mounting method should be used only if the floor is of such quality that it will support the weight of the machine
with the anchor J-bolts used only for maintaining the location
of the machine.
Please note the following:
! The base plates, shims, anchor bolts, nuts, and washers
are shipped with the Pega 357.
! The J-bolt holes should be filled with concrete after the
machine is placed on the foundation.
! See special note page 19
103.1"
Saw Cut Floor Hole (4)
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 22 of 35
Anchor-bolt Centerline
Machine Centerline
14.76"
29.52"
Anchor-bolt
Centerline
Existing Floor
Page 23

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
10.0"
24.0"
Base Plate
10" Core Drill in existing floor
Floor Line
Machine Foot
A
A
A
Machine Frame
Machine Foot
Base Plate
Supplied J-Bolt
10" Core Drill
34.20"
Core Drill
Centerline
103.1"
Anchor-bolt Centerline
14.75"
29.5"
Anchor-bolt
Centerline
Machine Centerline
Existing Floor
17.2"
Core Drill J-bolt Mounting Holes
To maintain machine reliability, extend tool life, and remain level over an extended period the Pega 357 must be anchored in
place on an adequate floor or foundation.
At a minimum the floor must consist of a single, homogeneous slab, level to within 0.032"/ft², and capable of supporting 3.5
tons/ft². It is the purchaser’s responsib ility to de t ermine that the floor meets th ese minimum requirements.
This machine mounting method should be used only if the floor is of such quality that it will support the weight of the machine
with the anchor J-bolts used only for maintaining the location of the machine.
Please note the following:
! The base plates, shims, anchor bolts, nuts, and washers
are shipped with the Pega 357.
! The J-bolt holes should be filled with concrete after the
machine is placed on the floor.
! See special note page 19
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 23 of 35
Page 24

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Foundation / Floor J-bolt Mounting Procedure
Step 1. Saw cut or Core drill a hole in the existing floor and
remove the underlying dirt to the required 24" depth.
See Floor J-bolt Mounting Hole Plan View (saw cut hole)
or Alternative J-bolt Mounting Method Plan View (Core
Drill) for correct layout dimensions of the four a nchor
holes required.
Step 2. Set base plate over the hole.
Step 3. Set the machine on the base plate.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 24 of 35
Page 25

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Step 4. Set the J-bolt through the hole in machine foot, attach
washer and nut to hold J-bolt in place.
Step 5 Pour the Concrete.
Ensure that the J-bolt remains correctly aligned to the
machine frame during the pouring and hardening time of
the concrete.
Ensure that the concrete level is equal to the floor level
Step 6. To complete the mounting procedure, level the machine
frame by inserting leveling shims between the mach ine
foot and base plate.
See Leveling the Machine section for correct procedure.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 25 of 35
Page 26

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Floor Line
Machine Foot
Machine Frame
Machine Foot
1" x 16" anchor bolt
Existing Floor
Base Plate
1¼" Drilled Hole (4)
103.1"
Anchor-bolt Centerline
14.75"
29.5"
Anchor-bolt
Centerline
Machine Centerline
Existing Floor
Drilled Hole with Anchor Rod and Adhesive Mounting Holes
To maintain machine reliability, extend tool life, and remain level over an extended period the Pega 357 must be anchored in
place on an adequate floor or foundation.
At a minimum the floor must consist of a single, homogeneous slab, level to within 0.032"/ft², and capable of supporting 3.5
tons/ft². It is the purchaser’s responsib ility to de t ermine that the floor meets th ese minimum requirements.
This machine mounting method should be used only if the floor is of such quality that it will support the weight of the machine
with the anchor bolts used only for maintain ing the location of the machine.
Please note the following:
! The base plates, and shims, are shipped with the Pega
357.
! The Anchor Rods are not supplied with the Pega 357 and
must be ordered separatly
! See special note page 19.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 26 of 35
Page 27

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Drilled Hole with Anchor Rod and Adhesive Mounting Procedure
Step 1. Drill the four Anchor Rod ho les in the existing floor.
The holes should be drilled approximately 6” deep.
See Alternative Floor Bolt Mounting Method Plan View (Drilled Hole with
Adhesive Anchor Rod) for correct layout dimensions.
r
loo
Step 2. Set the Amada Machine Leveling Plates over the drilled holes
xisting F
E
Step 3.
Step 4
Set the machine on the machine leveling plates.
Level the machine frame by adjusting the Amada machine leveling plates.
See Leveling the Machine section for correct procedure.
xisting F
E
Existing Floor
loor
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 27 of 35
Page 28

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Step 5 Fill each of the Anch o r Rod holes to within 2 inches of the floor surface with
the Adhesive compound. Do not overfill.
Existing Floor
Step 6 Attach the hex nut and flat washer on the Anchor Rod and place the
Anchor Rod into the drilled hole.
Using a twisting motion to move the Anchor Rod through the epoxy
compound, seat the flat washer and hex nut against the top of the machine
foot.
Existing Floor
Step 7
Step 8.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 28 of 35
Allow the Adhesive to harden for 24 hours.
Tighten the 4 hex nuts.
xisting F
E
loor
Page 29

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
)
)
Removing the Protective Coating
The Pega 357 must be thoroughly cleaned of protective coating. The sheet metal guards can be removed from around the
turret to allow cleaning of the upper and lower turrets, tool bores and die holders.
Please note the following:
! Remove wrapping paper from the X and Y-axes ball
screws, then remove the protective coating.
! Remove the wrapping paper from the X and Y LM
guides then remove the protective coating, make sure
that you remove the paper from both sides of the
carriage.
! Clean die holders one at a time. Remove a die holder,
clean and replace it before removing the next die
holder. If the die holders are mixed up, serious turret
alignment problems may occur.
! A suitable solvent should be used to remove the
protective coating.
Y AXIS BALL SCREW
UPPER AND LOWER TURRETS
Y AXIS LM GUIDES (1 EACH SIDE
X AXIS BALL SCREW
X AXIS LM GUIDES (TOP AND BOTTOM
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 29 of 35
Page 30

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Machine Leveling
Proper Machine leveling is critical to the Pega 357 performing as designed.
Materials and tools required:
Supplied with the machine:
Assorted thickness machine leveling shim stock
Anchor bolts
Supplied by AESI service:
Spirit level capable of reading 0.0005"/ft
One (1) 12 ton hydraulic bottle jack
Not supplied:
Additional shim stock of 0.005" thickness may be required to achieve a properly leveled machine.
Rocking Test
After the machine frame has been leveled the use of the following G-code is necessary to determine that the machine frame
is properly leveled and balanced.
Should the machine frame vibrate or move excessively during the rocking test the machine frame must be re-leveled using
the procedure in this manual.
Should the proper leveling technique not eliminate the excessive frame motion, consideration must be given to relocation of
the machine or replacement of the existing floor with an adequate foundation.
Repeat test with X-axis movement values of 0.500", 1.000", and 4.000"
G92X72.000Y50.000
N1
G91G70X-.25Tttt(Use any valid tool number)
G70X.25
M97P1
G50
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 30 of 35
Page 31

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Floor Condition: Crowned
The flatness of the floor plays an important step in the leveling
procedure of the machine. To properly level the machine the
weight bearing points must be as far from the centerline of the
machine frame as possible.
Should a condition known as crowning exist the weight bearing
points of the machine may not be far enough from the machine
centerline to ensure a stable machine.
Under these conditions, a procedure known as Half-Shimming
should be used.
To move the weight bearing points f u rther from the machine
centerline the use of half-shims of .125" thick on top of the base
plate as shown is recommended.
After the half-shims are installed and the machine frame is
leveled, use the rocking test to determine that the machine
frame is stable enough to allow production without damaging the
machine.
Under extreme conditions the use of half-shims may not move
the machine weight bearing points far enough from the machine
centerline to ensure the machine frame is stable.
Base Plate
Crowned
Floor
Base Plate
Crowned
Floor
Machine
centerline
Machine Foot
Base Plate
Weight
Bearing Point
Machine
centerline
Machine Foot
Base Plate
Weight Bearing Point
Half-shim
Under these conditions, a more suitable location must be found
for the machine, or a new foundation for the machine will be
necessary.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 31 of 35
Page 32

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Floor Condition: Sloped
The slope of the floor plays an important step in the leveling
procedure of the machine. To properly level the machine the
weight bearing points must be as far from the centerline of the
machine frame as possible.
Should the floor slope excessively the weight bearing points of
the machine may not be far enough from the machine centerline
to ensure a stable machine.
Under these conditions, a procedure known as Half-Shimming
should be used.
To move the weight bearing points f u rther from the machine
centerline the use of half-shims of .125" thick on top of the base
plate and leveling shims as shown is recommended.
After the half-shims are installed and the machine frame is
leveled, use the rocking test to determine that the machine
frame is stable enough to allow production without damaging the
machine.
Under extreme conditions the use of half-shims may not move
the machine weight bearing points far enough from the machine
centerline to ensure the machine frame is stable.
Machine Foot
Base Plate
Weight Bearing Point
Sloped Floor
Machine Foot
Base Plate
Weight Bearing Point
Sloped Floor
Machine
centerline
Base Plate
Shim
Machine
centerline
Shim
Base Plate
Half-shim
Under these conditions a more suitable location must be found
for the machine, or a new foundation for the machine will be
necessary.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 32 of 35
Page 33

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
Leveling Procedure
1. Determine the high end of machine frame by placing the spirit
level on the turret to measure the level of the machine f rame in
the y-axis.
2. Use the bottle jack to lift the low end of the machine frame.
3. With the turret end of the machine frame slightly higher than the
carriage end. Shim beneath both machine feet and the base
plates until the machine frame measures near level on the y-axis.
Bottle
Shim Equaly Both Sides
Jack
4. Center the bottle jack under the carriage end of the machine
frame.
5. Lift the machine f rame until all weight is off the machine feet at
the carriage end of the machine frame. Lift the machine frame as
little as possible to take the weight off the base plates.
Remove weight
of machine from
base plates
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 33 of 35
Bottle
Jack
Page 34

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
6. With the machine supported on the bottle jack at the carriage end
of the machine frame and the machine feet at the turret end of the
machine frame, place the spirit level on the turret.
7. Measure and record the level of the turret in the x-axis direction.
8. Lower the machine frame to place all machine feet in contact with
the leveling shims and base plates.
9. Lift the turret end of the machine frame to allow shimming
between the machine feet and base plates to level the machine
frame in the x-axis direction.
10. Repeat steps 5 to 9 until the machine frame measures level to
0.0005"/ft in step 7, then continue.
11. With the weight of the carriage end of the machine supported by
the bottle jack. Monitor the level of the turret in the x-axis, as the
bottle jack is slowly lowered to place the carriage end machine
feet in contact with the base plates.
12. Any change in the level indicates that the carriage end of the
machine needs to be leveled.
13. Lift the carriage end of the machine frame to allow shimming
between the machine feet and base plates to level the carriage
end of the machine frame in the x-axis direction.
14. Repeat steps 11 and 13 until no difference in level is noted when
the machine weight is on or off the base plates and shims, then
continue.
Shim to
level X-axis
Remove weight
of machine from
base plates
Shim to
level X-axis
Bottle
Jack
Bottle
Jack
Bottle
Jack
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 34 of 35
Page 35

Pega 357 with Fanuc 04PC User Pre-install ation Guide ©Amada America, Inc.
15. With all of the machine feet setting on the shims and base plates
place the spirit level on the turret to measure and note the level of
the machine frame in the y-axis.
16. Using the bottle jack lift the low end of the machine frame and
shim equally under both machine feet to level the machine frame
in the y-axis.
17. Repeat steps 15 to 16 until the machine frame measures level to
0.0005"/ft in the y-axis then continue.
Bottle
Shim Equaly Both Sides
Jack
18. Run the machine using the rocking test G-code to determine that
the machine frame is leveled adequately. Should excessive
movement of the machine frame be noticed check for the
conditions discussed in Floor Condition Crowned and Floor
Condition Sloped
19. Tighten the anchor bolt nuts to prevent the machine frame from
moving when in use. Monitor the machine level while tightening
the anchor bolts to assure the machine level is not changed.
Print Date 03/02/2001 Revision 4. 0 This document available on t he World Wide Web at http://www.amada.com Page 35 of 35
 Loading...
Loading...