

Page 1
© Siemens 2020
White
Paper
Edition
01/2020
Chemicals
Evolution of a digital
twin with an ethylene
plant as an example
Concept and implementation
siemens.com/chemicals
Page 2

© Siemens 2020
Content Introduction
The article describes a concept for the development and
1 First steps with a digital twin 3
1. 1 Models and simulation in the lifecycle of a
plant 3
1. 2 Landscape of the models 4
1. 3 Vision 6
2 Example application - Steam cracker 5
3 Design and evolution of a digital twin 9
4 Use of the digital twin 13
4. 1 Engineer ing 13
4. 2 Plant operation 14
4. 3 Re-engineering of the digital twin 18
5 Summary 19
6 References 20
7 Authors 21
integrated use of a digital twin over the entire lifecycle of a
process plant. Various aspects of a digital twin are defined
and described. Possible benefits of a digital twin in successive
phases of its lifecycle are discussed in detail. The concept is
realized in form of a demonstrator using the example of a
steam cracker for ethylene production
[36]
.
2
Page 3

© Siemens 2020
Evolution of a digital twin
1 First steps with a digital twin
The term „digital twin“ itself evokes a wide range of associations. With human twins, we think of common inherited
traits, similar characteristics and characters, and the often
astonishing parallels in their ways of life. Although there is
still a large discrepancy between the interest in digital twins
(> 500 million Google links) and the number of real applications, the term „digital twin“ is more than just a buzzword in
the process industry. There are indeed many different concepts, but also initial approaches to concrete implementations.
At first glance, the large number of different types of digital
twins appears to be confusing. Depending on the viewpoint
of the observer, typical terms such as
◾ Product digital twin
◾ Automation digital twin
◾ Production digital twin
◾ 3D digital twin
◾ Asset digital twin
◾ Process digital twin
◾ etc.
can be found in literature, lectures and conferences.
A digital twin of a process plant as an integrated concept
covers three core points: The digital twin of the product, the
digital twin of the production plant and the digital modeling
of the performance of the product and production.
The functional scope of a digital twin essentially depends on
its purpose. In the process industry, this can be everything
from the safety analysis, product simulation or the optimization
of the production process, right up to economic benefit
formulation.
Parts of an integrated digital twin are among others, planning
data from the design and engineering phase, plant data from
the operating phase, and descriptions of the plant behavior in
the form of models. The individual simulation models that
belong to the digital twin are specifically tailored to the
planned use and satisfy the respective requirements for
accuracy in this regard.
Like the real system, the digital twin develops across the plant
life cycle and integrates the currently available data and
knowledge bases in a step-by-step, integrated way. It not only
describes the system‘s behavior, but solutions for the real
system are also derived from it [1].
The individual components of a digital twin are largely stateof-the-art already today. New perspectives come from the
approach of integrating the individual models and software
tools into an integrated, semantically coupled system, via the
various hierarchical levels of a plant and via the various
phases in the lifecycle of a plant.
1. 1 Models and simulation in the lifecycle of a
plant
Each simulation can be considered as a virtual experiment
with the goal of better understanding a system [2]. The
system characteristics are modeled in a sufficiently accurate
mathematical representation and calculated using common
computer programs. The creation of a simulation model is
thus always purpose-oriented and context-specific, i.e. it
serves to answer one or more special questions. To this end,
a simulation model can, for example, describe the physical,
chemical, energetic and/or IT behavior of a system over time
[3]. Simulations are more or less frequently used nowadays in
all phases of the plant’s lifecycle and can be compiled into the
following four groups:
◾ Simulation for virtual commissioning
◾ Virtual commissioning simulation
◾ Training simulation (OTS: operator training system)
◾ Simulation during operation
These four use cases of simulations are shown in Figure 1
over the lifecycle of a process plant.
3
Page 4

© Siemens 2020
Evolution of a digital twin
Plant lifecycle
Conceptual
design
1
Figure 1: Use cases of simulations in the lifecycle of a process plant
Basic
planning
Basic Design
Detailed
design
Virtual commissioning and simulation-based
2
Setup Commissioning Operation
engineering
Design simulation [4, 5]: Use of a steady-state process
simulation for the plant engineering and design. The result is
represented by energy and mass balances and mass balance,
the Process Flow Diagram (PFD) and data sheets for the
individual units and devices. Sometimes dynamic process
simulations are already used in this phase. This enables
modeling of the transient behavior between operating points
of the process for example, for a better design of start-up and
shut-down behavior.
Virtual commissioning and simulation-based engineering [6–10]: After finishing the plant equipment design, the
automation system design will be performed. For a safe and
efficient operation of the plant, the distributed control system
play a key role. Therefore a correct functioning of the system
is essential. The use of simulation support in this phase by
signal and function testing of the engineered process control
system against virtual plant models. This simulation models
represent the behavior of all devices that communicate with
the automation system. The configuration of the automation
program that will later be used in real operations should be
the one that is tested. To this end, it will either be run on the
real hardware (a programmable logic controller (PLC)) as
so-called hardware-in-the-loop configuration, or on an emulated
hardware, as so-called software-in-the-loop configuration [11].
Since 2013, the GMA expert committee 6.11 has been dedicated
to working out VDI/VDE guideline 3693 [12] on the topics of
virtual commissioning. Test configurations, test methods and
model types which are used in the context of virtual commissioning are introduced in sheet 1 of this guideline.
Operator training [13, 14]: The goal of a training simulation
is to prepare operating personnel risk-free, efficient and
realistic for their future tasks. This encompasses both working
with the process control system and with the process itself.
Maintenance and
modernisation
3
Operator Training
Operation-associated decision
4
support and optimization
Depending on the intended application spectrum the simulation
component requirements for user interface, model accuracy,
model details and validity differ greatly.
Operation-related decision support and optimization [13, 15]:
The use of simulations in the operating phase is very wide.
That can vary from soft sensor for monitoring and control
applications up to model predictive controllers. The operator
can receive support for his future decisions, by examining
various production scenarios before active intervention in the
process.
1. 2 Landscape of the models
The mathematical models available for the digital twin are
highly diverse. Depending on the functional requirements in
the intended life-cycle phase application, the degree of model
accuracy can range from moderate for examination procedure
controls and control strategies up to exact replica of process
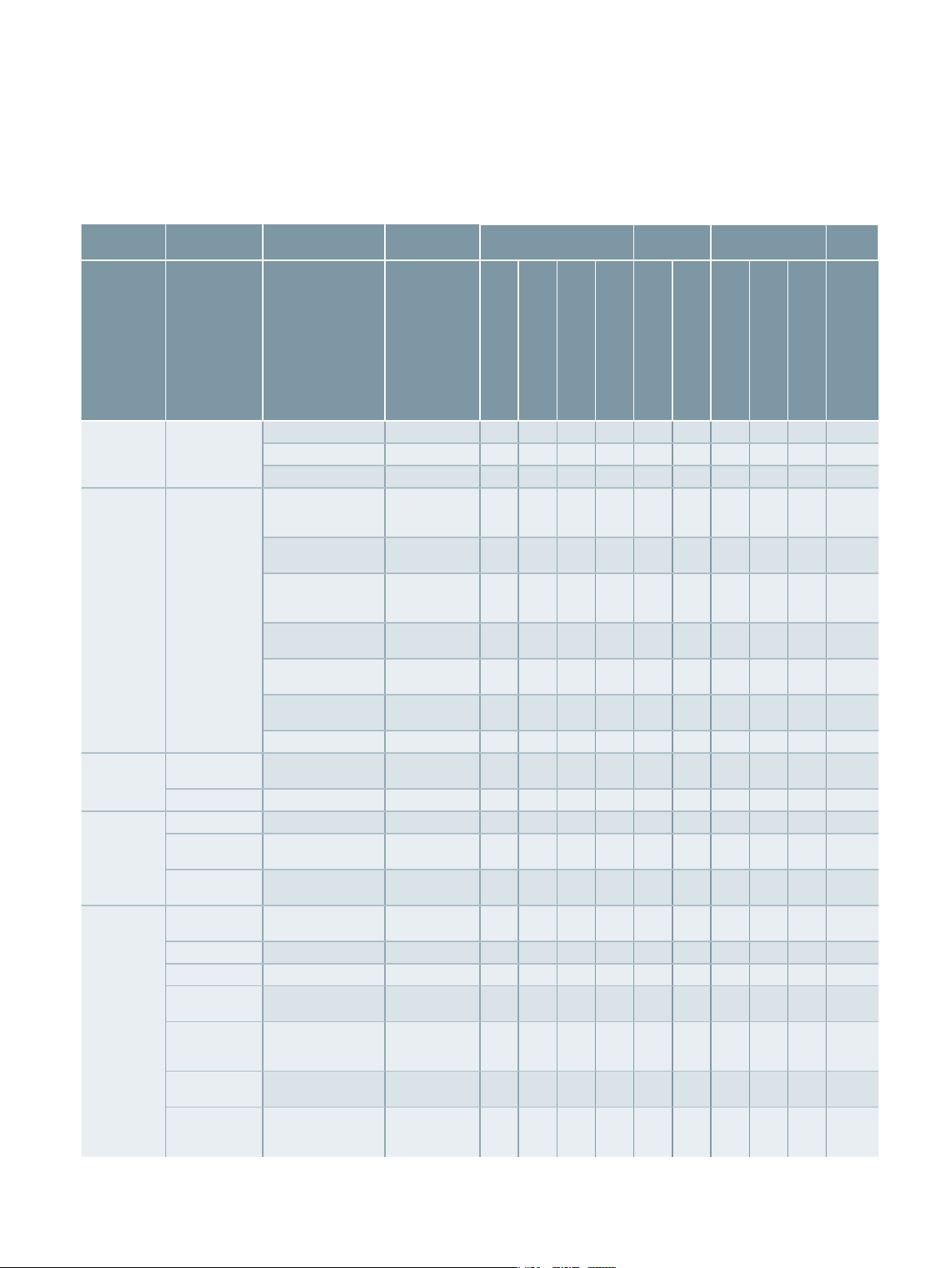
dynamics required for tuning control parameters. In Table 1,
different components of a digital twin are displayed as lines,
with the respective purpose in the lifecycle being categorized
in columns.
In Table 1 the functional requirements of a digital twin, broken
down by requirements for different plant components (lines)
and different units or phases in the life cycle of the plant
(columns). The first lines make statements about the respective
model requirements. The following abbreviations are used:
CPM: Control Performance Monitoring, RLT: Remaining Life
Time prediction, CM: Condition Monitoring, XR: VR/AR
S upport, MPC: Model-Predictive Control, RTO: Real Time
Optimization, EKF: Extended Kalman Filter or soft sensor,
PLC: Progammable Logic Controller; OS: Operator System;
ES: Engineering System; EDD: Electronic Device Description;
SFC: Sequential Function Chart; APF: Advance Process Functions
4
Page 5
© Siemens 2020
Evolution of a digital twin
Category Real twin Digital twin Software
Model types Examples
Model
requirements
Units Reactor,
Components Valves, pumps,
Automation
technology
Documents Process flow
Table 1: Functional requirements of a digital twin over plant lifecycle
cracker,
column, etc.
m o t o r s
Sensors Device models SIMIT, EDD X X X X CM
PLC hardware Emulation SIMIT-VC X X X
PLC software Copy of the PLC
PLC user
interface
diagram (PFD)
P&ID Object-oriented P&ID COMOS P&ID X X X
Data sheets EDD, @eclass X X X X
Recipes,
procedures
Signal lists Link between parts
Layout
planning
Measured data Measured data
Model accuracy ++ ++ + – + ○ + ++ – +
Model details ++ ++ + – + – + + – ○
Scope + + ++ – ++ ○ ++ ++ ○ +
Steadystate model
Dynamic model
(coarse, wet run)
Dynamic model
simplified and
linearized
Dynamic model
(precise)
Dynamic model
(expanded by wear)
FEM (flow, thermodynamics, CFD)
Material flow models Preactor X
Characteristic curve,
data, fields
s oftware
Copy of the PLC
interface
Object-oriented PFD COMOS Feed
Emulated PLS SIMATIC Batch,
of the digital twin
3D model COMOS
a rchive
programs
gPROMS,
AspenPlus,
Pro-Il
SIMIT, Matlab
Matlab, PID
tuner, CPM X X X MPC CPM
gPROMS, ACM
gPROMS
Star-CCM+
SIMIT, Excel,
ValveApp,
ES project
Virtual OS
APF, SFC
COMOS,
HW-Config,
SIMIT
Walkinside
OSI PI,
InfoPlus.21,
Historian
Planning Commissio-
Basic engineering, concept
Detailed engineering,
operation modes
Automation concept
XX RTO
X X X EKF
XX
XX XX X CM
XXX
XXX
XX X
XXXXX X X
XXX
XXXR
ning
Configuration
Virtual commissioning
X
Operation Main -
Real commissioning
Training
Optimization, APC
Production planning
XX RTL
X X X CPM
tenance
Maintenance planning
5
Page 6

© Siemens 2020
Evolution of a digital twin
Reading example: A dynamic simplified linearized model of a
unit (reactor, cracker) can be used in the plant life cycle for the
following tasks: Planning of the automation concept
(PID controller design), virtual commissioning, real commissioning (using or updating the model for PID tuning), optimization in the operating phase (MPC), and control performance
monitoring (CPM). For this application the model will be
transferred into different software tools respectively updated,
for instance Matlab, PID-Tuner, MPC-Configurator, CPM.
An exemplary use of the model within the framework of an
APC application (e.g. MPC) sets greater requirements to the
model accuracy and details than an application in maintenance planning (CPM). The exact dynamic model is realized in
gPROMS and can be used for planning of procedural alternatives
(recipes) within detail engineering, for planning automation
concepts (for example loop-paring: allocating of actuators to
control loops), and in operation phase for training purpose
(operator training) and model based soft sensors (EKF).
The virtualized representation of a device, system or even an
entire plant requires the description of the real behavior using
models. For simulation and modeling software, there is a
comprehensive offering on the market, often specialized for
devices, machines, instruments and plants, such as pumps,
distillation towers, polymerization reactors or steam crackers.
Yet, the integrated use of the models in a digital twin leads to
a new level in usability of the model, thanks to the high
degree of connectedness.
In information technology, for the modeling of complex
systems a distinction is made between static type level (class
definition) and dynamic instance level (objects). For example,
a pump is a device with static properties defined by type,
which generates a reproducible pressure or flow rate in a
value-added process. Instance-specific values are dynamically
assigned to the properties at each individual real pump.
Comprehensive domain know-how from process and automation technology as well as the corresponding software programs
are required for creating models.
1. 3 Vision
Considering the listed advantages, the question arises why
simulation are not integrated and by default used over the
entire plant lifecycle today. In addition, today‘s use cases are
often isolated from one another, i.e. models and experiences
are seldom reused. The literature already contains suggestions on how simulations can be used in a more integrated
way. Bausa and Dünnebier [4] are investigating, for example,
how mathematical models from the design phase can be
reused for optimization of the later operating phase.
The role that simulation plays in the product and production
lifecycle was examined in the section on discrete production
in [16]. Of course, industrial practices are still far away from
the integrated use of simulations. How the integrated use of
simulations in the lifecycle of processing plants has been
implemented to date and how it can be implemented more
comprehensively, was worked out in detail in [17].
The following image of the future is depicted in [18,19]:
„In the future, simulations will be systematically used and will
be an integral part of the normal engineering and operating
processes over the entire life cycle of process plants. The basis
for the engineering and operation of a plant will be a virtual
depiction of the plant. Decisions will be evaluated and made
based on the virtual plant. New plants will first be planned
and developed virtually, and even in existing plants, no
changes will be made before a preceding check in the virtual
plant. Once developed, models will be reused and refined
over the course of the lifecycle. This will be supported by
available exchange and co-simulation standards. The configuration of the simulation models is done modularly to allow
reuse and an efficient layout. Simulation models (modules)
can be connected to each other in the sense of „plug-andsimulate“. Models are provided by manufacturers of the real
components as standard feature to use them for the layout of
the overall virtual plant. The process of creating models is
easy and the first models for the virtual plant can be derived
from existing planning data (especially for existing plants for
later creation of the virtual plant). This is possible on the basis
of integrated information and data management between
planning, simulation and operating data. A connection
between real and virtual plants allows continuous optimization of the virtual depiction and support in answering operations-associated questions. Thanks to the parallel operation
of the virtual and real plants, continuous optimization relative
to factors such as costs, time, energy consumption and
resource consumption of the real plant is possible. A highly
fluctuating demand can best be answered by the virtual
plant, because predictive simulation calculations can always
ensure the ideal operating state. In addition, the engineering
and operating know-how is always up-to-date and can be
called up by all participants in the form of the models and
data of the virtual plant. Finally, simulation is part of the
training at institutes of technology and is a widely accepted
technology and method.“
This article takes on this image of the future and puts it in the
context of the discussions about the „digital twins“, which
have been going on for some years. In addition, the concrete
example of an ethylene plant shows how far this vision can
be implemented already today.
6
Page 7
© Siemens 2020
Evolution of a digital twin
2 Example application - Steam cracker
A „steam cracker“ (cracking furnace) is given in this article as
an example of a practical application of the general concepts.
Steam cracking is a method in the petrochemical industry in
which long-chained hydrocarbons (naphtha, but also ethane,
propane and butane) are converted by means of thermal
cracking in the presence of water vapor into short-chained
hydrocarbons such as ethylene, propylene and butane.
A cracking furnace is one of the most complicated units in
petrochemical plants. It is used to manufacture intermediate
products, which are mainly processed to become plastics
(such as polyethylene), paints, solvents, or insecticides.
Exhaust Gas
Hydrocarbon (educt)
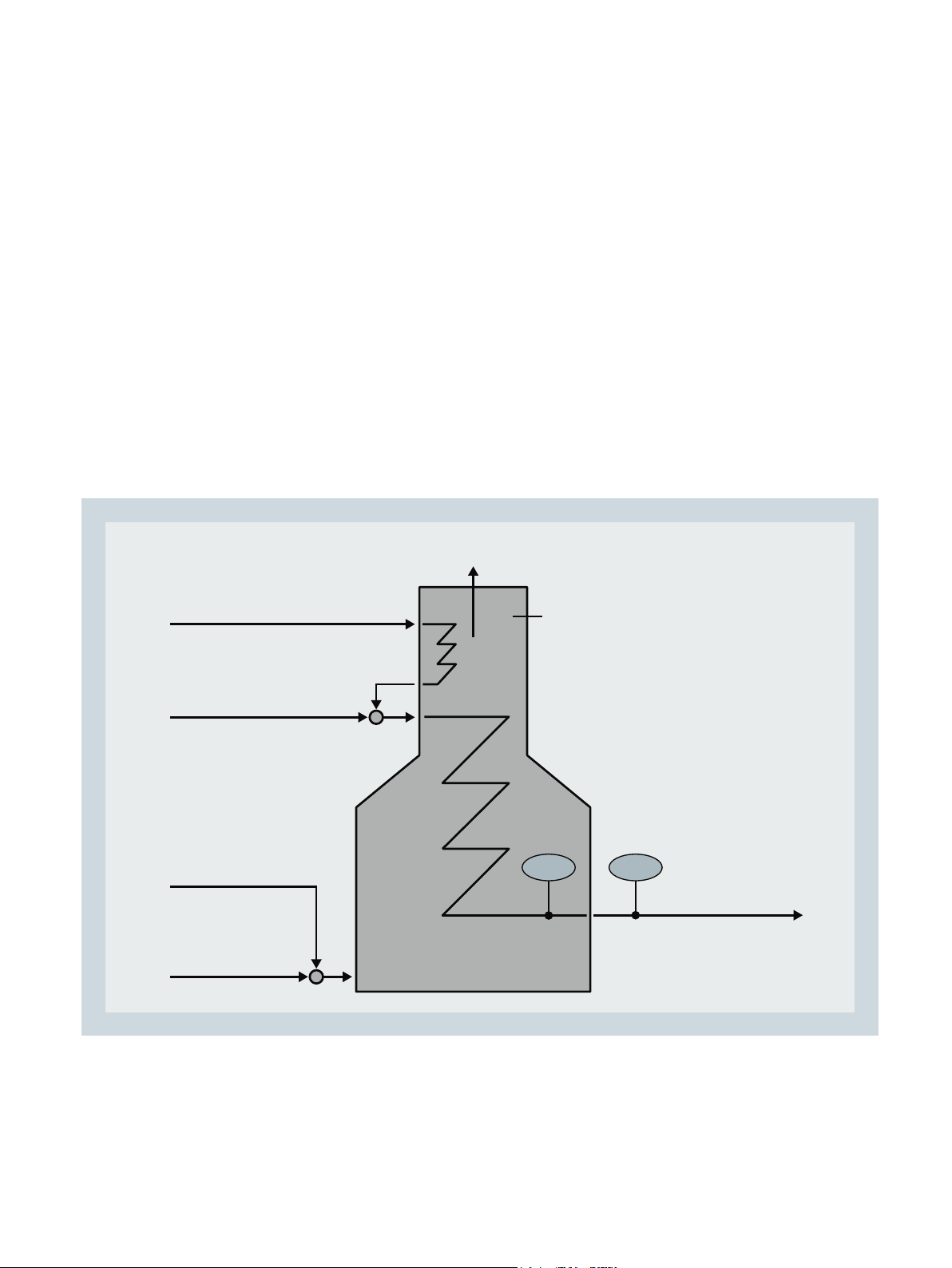
The cracking furnace is a tubular reactor with several separate
coils in which the mixture is heated up to temperatures of
approx. 840 °C. The long-chain molecules are thermally
cracked within fractions of seconds.
In Figure 2 a simplified steam cracking furnace with one tube
coil is shown. COT („Coil Outlet Temperature“) and TMT („Tube
Metal Temperature“) describe temperatures that are relevant
for the control concept described later in the digital twin use
chapter.
NOx
CO
O2
Dilution Steam
Air
Fuel Gas
Figure 2: Schematic representation of a steam cracking furnace with tube coils
TMT
TI TI
COT
Cracked Gas (product)
7
Page 8

© Siemens 2020
Evolution of a digital twin
Due to the high through-puts and the economical importance
of a cracker, any potential optimization should be exploited.
Unavoidable plant downtimes, for such things as decoking for
example, must be minimized.
The following challenges present themselves to the solution
concept [20]:
◾ The yield of the main products depends on many influen-
cing factors and is therefore best controlled via a corresponding multivariable control procedure (MPC). The yield
cannot, however, be measured directly at the outflow of
the cracking furnace, but only in summary form and with
a long delay after cooling. To be able to respond to changes
as quickly as possible directly in the cracker, the current
value must be determined via a model-based soft sensor.
The current intensity of the cracking process is described
using the term „Severity“, quantified by the ratio of specific
concentrations of substances at the cracker output.
The severity can also only be estimated by a soft sensor
during runtime.
◾ Due to the high temperatures, caking occurs on the pipes.
This is called coking. The yield of the cracker drops, depending on the degree of coking. The current extent of coking
must be determined to plan cleaning measures.
The coking requires «pass balancing» around all of the
«passes» (tube bundles), which are heated up by a burner
cell, to maintain the same coil outlet temperature (COT)
despite different degrees of coking.
The cracking furnaces are situated at the beginning of the
material flow in an ethylene plant, refer to Figure 3. Several
large cracking furnaces are operated simultaneously. In the
downstream, multi-stage separation process with distillation
columns, steam separators, coolers and similar apparatus,
various products are separated.
The starting point for all solutions ideas is a rigorous dynamic
process model of the cracker [22]. The thermodynamic and
chemical phenomena inside the coils are described with
balance equations for coil sections. The number of segments
is smaller than for a typical finite element model (FEM), to
achieve real-time capability of the model. Nevertheless, the
cracker model is a system of d ifferential algebraic equations
(DAE) with a total of more than 10,000 equations.
Figure 3: Overview of an ethylene plant [21]
8
Page 9

© Siemens 2020
Evolution of a digital twin
3 Design and evolution of a digital twin
To build a digital twin, it is important to understand the
general principles of production processes, operations, site
infrastructure, and energy management systems to be able
to correspondingly define the scope of the digital twin
(modeled parts of the plant), the functional requirements
(“What should the digital twin be able to do?”), the architecture
(software, hardware and interfaces), and the maintenance
and support measures (“How do I keep the digital twin
up-to-date?”).
A digital twin project is typically made up of the definition
phase, project implementation, and the operating phase.
Specification of the project takes place in the definition phase
taking all parameters into account. This includes in particular
a description of the plant scope and the functional requirements. This information is summarized in a general specification
sheet. Technology suppliers from the process industry are
consulted here based on their accumulated technical expertise and experience.
The subsequent project handling includes development of
the architecture, implementation and commissioning of the
digital twin.
Once completed, the utilization phase commences in
accordance with the defined functionality (see definition
phase). Effective and long-term deployment requires
c onstant, automated comparisons between the real and
virtual plants.
Although process engineering production processes are
diverse, individual and complex, they usually consist of a
combination of simpler units (“unit operations”), which can
be represented in a general diagram, as shown in Figure 4.
This includes raw material supply and preparation, synthesis,
product separation and refinement, product handling and
storage, emission reduction, a comprehensive infrastructure
that interconnects the units, an energy system that generates
steam, electrical energy and compressed air for use in the
process and cooling systems, and a management system that
ensures the flow of the process in all scenarios.
The core of each procedural production process, for which
raw materials are converted by means of a chemical reaction
in intermediate or end products, is the synthesis. It is therefore
quite common for the digital twin to be used specifically for
the synthesis in the first implementation phase.
Infrastructure
Energy
Raw Material
Supply
and
Preparation
Synthesis
Management Systems
Figure 4: General diagram of procedural production process [23]
Product
Separation &
Refinement
Product
Handling &
Storage
Emission
Abatement
Product
Waste
9
Page 10

© Siemens 2020
Evolution of a digital twin
If this diagram is applied to the example of the plant represented here for the production of ethylene (Figure 3), the
digital twin of the synthesis comprises the plant section of
the cracking furnaces. An important question here is: which
functional requirements are to be fulfilled by the digital twin?
Typical examples of the application range are shown already
in Table 1.
Once the issue of respective simulations has been clarified,
the suitable software packages can now be selected. There is
an increasing, almost unmanageable number of programs for
the simulation of each special application. Some are general
and very flexible, others are highly specialized, some come
with ready-made libraries of process engineering components
and units, others allow you to write your own code to suit
your needs. The scope of requirements and the choice of
software programs play a significant role in the configuration,
implementation and maintenance costs for the digital twin.
If, for example, the digital twin is to be used both for optimizing the control concept and for configuring process-related
system changes while at the same time ensuring the integration of the models, considerable time, financial and
personnel resources are required. If simulation models are
developed individually for one purpose only, an individual
cost-benefit assessment is required. In many use cases the
result will be negative so that no simulation model is c reated,
which thus cannot be used for further tasks.
Needless to say, the creation of a digital twin which can be
utilized throughout the entire cycle of the plant must be
evaluated taking costs and benefits into account. Due to the
numerous application options, however, it should be safe to
assume that creation and continuous utilization will ultimately
prove beneficial in the long run. Process optimization within
operation of the plant alone, for example, will deliver appreciable savings which would be impossible to estimate at the
beginning of the design phase.
In the example of the steam cracker considered here, a profit
of between USD 25 and 50 million is achieved each year for a
large ethylene plant [22], as well as savings of up to 20% in
engineering costs [24].
The software tools required for the digital twin to create the
steady-state and dynamic process model, the plant configuration and the automation project are derived from the
specification.
Figure 5 visualizes the general considerations of the system
architecture, which are subsequently mapped to the shared
software landscape of Siemens AG and PSE (Process Systems
Enterprise, London) and concretized.
Process Flowsheet Design
Steady - state Model
Mass-, energy balances, mass-, heat
transfer, phase equilibrium, reaction
kinetics, etc.
Process Flow Sheet
(PFD)
Tool
Figure 5: General workflow for creation of the digital twin
10
Dynamic Model
- Closed Loop -
conceptual control design
conceptual
design
P&ID
Process-and
Instrumentation
Diagram
Model
Simulations tool(s)
P&ID
Scheme
Automation
Instrumentation,
distributed
control system,
electification, etc.
Automation DesignPlant layout design
Result
DCS
Configuration
Dynamic Model
- Open Loop -
Process; VC
Dynamic Model
Signals, Sensors, Aktuators
Process Control SystemPlant design
Distributed Control
System
Virtual Controller, HMI
DCS operation
Reverse-EngineeringStandard Engineering
Soft
sensor
APC
RTO
Page 11

© Siemens 2020
Evolution of a digital twin
The plant design is at the beginning of a plant‘s lifecycle.
An initial digital process twin is created here with the simulation
software, based on existing system knowledge and actual
experiences from publications. This digital twin is used for the
conceptual design of the plant and its components. For a
cracker, for example, this includes defining the economically
most efficient and safe reactor design. The dimensioning of
reactor- size, -wall thickness, pumps, heat exchangers and
buffer tanks is also performed using steady-state simulation
models.
In the further course of the engineering, the digital process
twin generated with the simulation software is transferred to
the plant planning tool in the form of a process flow diagram
and thus forms the basis for the digital plant twin. This is then
successively expanded with further plant-relevant aspects
such as sensors, actuators and controller structures.
The ultimate outcome of this forms the Piping and Instrumentation Diagram (P&ID). The analysis and validation of the
controller concepts takes place in parallel with a dynamic
simulation model, i.e. the two digital twins are continuously
synchronized with each other. Changes in the digital plant
twin have a direct effect on the digital process twin. Errors in
the plant design can be identified and rectified at an early
stage from simulation of the dynamic model.
In the further course, the digital plant twin will be expanded
in the plant planning tool to include the automation components such as process control system, process instrumentation and operator panels, and the structural planning will be
enriched with more detailed engineering information.
For this purpose, assets (valves, motors, etc.) are identified
within the plant planning, similar assets are grouped into
types and stored as such in the plant planning tool.
From the preparatory work in the process engineering system
planning tool, the plant structure is transferred to the engineering tool of the process control system, thus automatically
laying the foundation for automation hardware and software
engineering. The hardware (automation and operator panels,
instrumentation and I/O devices) is configured and parameterized with the engineering tool on the basis of existing
plant planning. Additionally, corresponding automation logic
is created in the software for the various asset types. Further
down the line, this is synchronized with the digital plant twin
in the plant planning tool. The created type descriptions are
instantiated for mass data engineering in accordance with
the specification in the plant planning tool and the corresponding instances are then generated in the engineering tool
at the level of the automation logic.
The models or data created at this point in the engineering
are used to create another digital twin via the existing interfaces, the so-called digital instrumentation twin. This is used
to validate the created automation program within the framework of virtual commissioning and to identify malfunctions
prior to actual commissioning. Depending on the requirements, compression of the process information in the form of
highly accurate behavior models leads to an increase in the
test quality during virtual commissioning.
After all the necessary tests have been carried out, the plant
approaches actual commissioning. During this phase, training
systems for operators of the plant („Operator Training
Systems“, OTS) can be used so that the plant behavior is
internalized in advance. This ensures that the plant personnel
are trained for both normal operation and for the occurrence
of failures, as well as minimizing reaction times. The intricacy
of how such an OTS is designed is also decisive here.
A „high-fidelity OTS“ necessitates an extremely detailed
process model. Rather than having to create this from the
beginning again, as was previously required, the information
form the various digital twins can be drawn upon in this
regard. Ideally, the existing process model of the simulation
software (digital process twin) is simply coupled to the existing simulation model of the digital instrumentation twin
(co-simulation).
Further optimization potential should be gleaned once the
plant is up and running. From the planning phase, for example,
it is sufficiently known at which mass flow rate the components must be mixed, heated or cooled, so that the setpoint
values for the basic controllers can be set according to these
specifications. However, changes in process behavior due to
aging processes and wear or a changed market environment
(for example fluctuating raw material and energy prices)
mean that the optimum operating point of the plant can
change over time. In this case too, existing models can be
used to continuously optimize the plant. Rigorous models can
be used for static real-time optimization of the complete plant
or for dynamic optimization of individual units.
The implementation of the concept described is possible
thanks to the collaboration [25] between Siemens and PSE.
Figure 6 shows an overview of the tools and software
c omponents used.
11
Page 12

© Siemens 2020
Evolution of a digital twin
off-line
on-line
Data connection
Engineering
connection
Engineering
connection
(models)
COMOS
Library Mapping
PFD, P&ID
Simulation
Engineering
gO:RUN
gPROMS
Steady State Model
„conceptual design“
Dynamic Model
„closed loop“
Dynamic Model
„open loop“
on-line Model
applications
Process
Modeling
RTO
Optimizer
NLMPC
Soft Sensor
CCM+-STAR
Coupling
Mechanical Design Engineering
VC
PLCSIM
OPC
gRPOMS
Shared M.
SIMIT Unit
…
CPU
VC
Real Twin
Plant Automation & Operation
OS
manual engineering
AS
ES
HW-& SW-Engineering
PIMS
PCS 7
PCS 7
Dynamic Model
Digital Twin
DCS/SIS
Engineering
(virtual commissioning)
Device Model
Process Design, Engineering, Training and Optimization of PlantEIC Engineering
Figure 6: Vision of a digital twin
A detailed process simulation (process twin) which is created
as early as the conceptual design stage in gPROMS (PSE)
continues to be used throughout the entire lifecycle.
The engineering in COMOS is thus incorporated from the
process flow diagram through to the complete P&ID diagram.
Following conclusion of the procedural engineering, all
required information is transferred to SIMATIC PCS 7 to the
engineering system. In addition, the field level is displayed in
SIMIT so that virtual commissioning can take place directly.
For further application as an operator training system, the
gPROMS model is coupled with SIMIT in order to enable
realistic training. A simulation-based static and/or dynamic
optimization is also possible with utilization of the simulator.
Scenario Design
SIMIT SF
HW/Signals
An essential part of the overall concept is realized in the form
of a software demonstrator for use on the steam cracker. In
this regard, PSE provides the process model in the gPROMS
simulation software. Siemens supplies the automation system
including basic control and MPC in the SIMATIC PCS 7 process
control system. The high-fidelity simulator gPROMS is connected
to PCS7 via the SIMIT Simulation Platform from Siemens and
an OPC UA communication. The various application aspects
are described in more detail in the following chapter.
12
Page 13

© Siemens 2020
Evolution of a digital twin
4 Use of the digital twin
After the implementation phase is completed, it is possible
to work with the digital twin to answer specified tasks in
engineering and operational area of the plant.
4. 1 Engineering
Typical segments of engineering where the digital twin can
be used are in the design of basic engineering of process
equipment and the automation system, virtual commissioning
of the control system and the training before start-up a new
plant or reconfiguration of existing plant.
Design
The goal of the simulations in the design of a process engineering plant is the creation, verification and refinement of
the plant design. The focus is on considering the actual
process. Controllers are only available in simplified form, if at
all, as part of the process model. It is imperative that different
process drafts can be compared with one another in order
that the most suitable can be selected respectively. The
accuracy of the simulation must be sufficiently good to be
able to make the process-related decisions correctly. A static
process simulation is sufficient for the design of plants in
steady-state continuous operation; a dynamic process simulation must be used for the simulation of start-up and shutdown processes and the transients between operating points.
It may prove practical to combine models of different tools,
either by exchanging models or via co-simulation [26].
Virtual commissioning
The aim of virtual commissioning is to achieve a fully tested
automation system wherever possible [27]. The main focus is
on testing the implemented PLC application software, developed
unique for every system. For testing e.g. signal routing,
continuous function charts (CFC), sequential function charts
(SFC), faceplate and pictures for operator station (OS) and
alarms, a simulation model can be used, which operates the
complete communication interface between automation and
field and is connected to the real (hardware-in-the-loop) or
emulated (software-in-the-loop) control hardware. It is
i mperative for both setup scenarios that at least the communication behavior of the field devices (actuators and sensors)
is replicated in the simulation model.
Replicating the process behavior (physical behavior) will also
prove practical for testing of the SFCs. This can be done, for
example, with the simulation of a cold commissioning, in
which the behavior of the process is observed as long as only
water is pumped through the system as a medium and no
chemical reactions take place yet. Extremely detailed process
models are required wherever the controller is to be parameterized. The connection of existing process models via
co-simulation can be exceptionally advantageous in this
regard. At least for the Hardware-in-the-Loop configuration,
the simulation system must be capable of supplying and
processing signals within the stipulated real-time. Simulation
models are also implemented as part of the control program
on the automation hardware in a special Software-in-theLoop configuration, eliminating the need for additional
simulation tools [28]. However, these advantages are offset
by certain disadvantages: The control program is altered
following testing, simulation-specific functions such as a
virtual time (faster or slower than real-time), snapshots
(saving model states) or even co-simulations may be difficult
to attain with the resources of the automation system, if at
all. Test cases which could be created automatically [29] and
automatically executed would be beneficial in ensuring the
most efficient test possible.
Training (OTS)
The objective of training simulation is to prepare the operators for their tasks as effectively as possible. This encompasses both interaction with the process control system (ideally
on the basis of the original operating screens and programs),
as well as familiarization with the reaction of the process
itself. Training for interaction with the process control system
can be realized in accordance with the selected modeling
depth based on the model which was created for virtual
commis sioning. For training related to the process itself, it is
necessary to model this in detail. Such models are thus also
ideal as training for limit situations, start and stop procedures, and emergency scenarios. It is therefore essential that
training scenarios can be created and adapted. In addition,
it must be possible to asses, compare and verify the performance of trained personnel [30]. Moreover, particular atten-
tion must also be afforded to the didactic concept when
devising the scenarios [31].
13
Page 14

© Siemens 2020
Evolution of a digital twin
4. 2 Plant operation
Typical segments of plant operation where the digital twin
can be used are in the design of virtual sensors, advanced
process control-, optimization- and maintenance systems.
The various application aspects are shown in more detail in
the following chapter and are shown in Figure 7 using the
Cracker Demonstrator.
Equipment Modules: (1) Ratio control for feed educt and
steam (instance oft the template Ratio-Control), (2) Ratio
control for furel gas and combustion air (instance of templates
“GARC= Gas-to-Air Ratio Control), (3) MPC-Instance according
to Figure 8, (4) Part of furnace in digital twin simulated by
dynamic gPROMS model, (5) Visualization of the calculated
results of the soft sensor, which is also based on a rigorous
dynamic gPROMS model.
Figure 7: P&ID of steam cracker as display in Operator Station of SIMATIC PCS 7, including Faceplates for Soft-Sensor and MPC
14
Page 15

© Siemens 2020
Evolution of a digital twin
Soft sensor
Soft sensors represent an important application of a digital
twin during the operation phase. A soft sensor estimates an
unknown process variable based on a model of the process
and other available measured variables. Common examples
include the Luenberger state observer [32] or the Kalman
filter [33], which are based on dynamic process models in the
form of differential or difference equations. As all variables
are known in the simulation model, the variables being
estimated can be obtained directly.
Reverting back to the digital twin of the system will ensure
that a model-based soft sensor does not have to be modeled
anew for each application. A dynamic process simulations
which is already available must be analyzed and, where
necessary, the sub-model separated for the process section
for which a soft sensor is required. It is then only necessary to
parameterize and to validate the soft sensor algorithm using
process data.
The effort afforded for implementation of a soft sensor is
worthwhile if the estimated variable is essential for process
control. Estimated variables can be applied for monitoring
tasks in which the exothermic reaction is estimated, for
example, and monitored for a maximum permissible value to
avoid unfavorable or dangerous process states [34]. Direct
control of estimated variables is also possible. Thus, in the
example given the yield can be measured, but only after
several steps of the procedure have been executed. The
resultant dead time which is many orders of magnitude
greater than the actual process dynamics renders direct
control of the measured yield impossible. The estimated yield
at the output of the cracking furnace, however, is provided
free of dead time via the soft sensor and may thus be used
for direct control.
APC
All higher level control procedures which go beyond standard
single-loop PID controllers come under the APC keyword
(„Advanced Process Control“). In view of the task definition
for a multivariable control on the steam cracker, model-based
predictive control (MPC) seems to be the most appealing
option [35]. All predictive controllers are based on the basic
principle IMC (Internal Model Control): A dynamic model of
the controlled system is part of the controller and is used
during runtime to predict future process behavior in a defined
prediction horizon. The model knowledge of the digital twin
can be used as a basis for the process model of predictive
controllers. Essentially, there are three procedures open to
you in this regard:
1. For a non-linear predictive controller, a (sub)model is
used from the dynamic simulation model of the digital
twin. However, this must generally be simplified considerably in light of the real-time capability of the controller,
as numerous simulations of the process model can be
c alculated throughout the entire prediction horizon in
each scanning step of the MPC. Non-linear MPC concepts
therefore present special challenges due to the process
model, but also due to the dynamic online optimization.
2. A model can be derived for a linear predictive controller
through numeric linearization around an operating point
within the simulation software. The advantage of linear
MPC concepts lies in the considerably reduced effort
computing effort. It is thus possible to implement the
MPC directly in the process-level component of a control
system, with the respectively associated advantages
regarding availability, operator control and monitoring,
usability, and expenditure.
3. Step change attempts are performed with the simulator.
The artificially generated training data is then used for
the identification of linear models with the configuration
tool of the MPC. This procedure has the advantage that it
can be executed with the existing software
infrastructure.
15
Page 16

© Siemens 2020
Evolution of a digital twin
MPC concept for steam cracker
Precise apportionment of the functional scope in a multilevel
solution concept with basic automation, soft sensors, MPC
and RTO is the result of intense discussions between the
project partners at PSE and Siemens. The MPC concept comprises four controlled variables for one half of the furnace, all
of which originate from the soft sensor. Any existing thermal
couplings between both halves of the furnace are not represented in the simulation model and are thus not in the MPC.
The following are provided to the MPC as manipulated variables:
◾ Supply setpoint combustion gas
◾ Supply setpoint hydrocarbons (reactant)
◾ Ratio „process steam to reactant“
The MPC specifies the setpoint for the GARC (Gas-to-Air Ratio
Controller), and thus indirectly the burner inflow made up of
combustion gas and air. The ratio between combustion gas
and air is regulated at a lower-level by the GARC. The ratio of
process steam to reactant supply can be influenced by the
MPC as a third manipulated variable, however, the permissible range for this ratio is very limited. This shows that the third
MPC manipulated variable has minimal influence and the
majority of the time is to be found in restriction of the manipulated variables. The MPC therefore has three degrees of
freedom, of which only two are usually applicable.
The aim of closed-loop control on the one hand is to maintain
the quantity of ethene and propene as high as possible,
whilst at the same time attaining a high conversion rate of
the reactants to ensure a minimum of wastage. Limit values
must be respected at all times to ensure safety of the system.
The throughput of the desired product is selected as the first
controlled variable (Figure 8). However, the ethylene
throughput could only be measured with a greater dead time
for the separation section of the overall cracker system.
The throughput is therefore calculated using the product
from the supplied quantity of hydrocarbons and the ethylene
yield, which is estimated by the soft sensor. The soft sensor
variable conversion rate of the supplied ethane is applied as
a second controlled variable. Since only two degrees of
freedom are effectively available due to the restricted number
of manipulated variables, additional control variables can no
longer be regulated precisely to their setpoint. In order that
a safe system state can be guaranteed, the COT („Coil Outlet
Temperature“) and TMT („Tube Metal Temperature“) are
therefore maintained by the MPC in tolerance bands as third
and fourth controlled variables.
MPC 4x3
Ethylene throughput
Yield Ethane
COT
TMT
Figure 8: MPC 4x3 configuration with ontrolled variables (CV) and manipulated variables (MV)
16
CV1
CV2
CV3 (deadband)
CV4 (deadband)
MV1
MV2
MV3
MV4
SP Fuel Gas Feed
SP HC Feeds
Ratio DS/HC
Page 17

© Siemens 2020
Evolution of a digital twin
The following requirements are defined for plant operation:
◾ Maintain Conversion Rate Ethane at setpoint
◾ Run Ethylene Throughput to defined setpoint
◾ Maintain COT within specified range
◾ Maintain TMT below critical upper limit
Dead zones are specified for the controlled variables 3 and 4.
Should either of these temperatures stray from the permissible
range, the high weighting of the control deviation of these
variables is brought to bear. The MPC performs the following
task from the viewpoint of the plant operator: Determine the
suitable setpoints for supply of reactant, process steam and
combustion gas to achieve a defined production rate with the
necessary conversion rate, and to ensure that the temperatures
(COT and TMT) remain within the specified range. The concept can be expanded with measurable disturbance variables,
for example composition of the reactant and the heat value
of the combustion gas.
Manipulated variables are the ratio factors with which the
feed setpoints for individual coils are calculated from the
overall feed.
This concept is compatible with the previous higher-level MPC
concepts for the overall cracker if the mean COT is influenced
by the total reactant inflow as previously. The same amount
of additional controlled and manipulated variables is added.
In principle, the Pass Balancing can be implemented with
single-variable controllers, as long as cross-influences between neighboring pipe strings are negligible and the summary
effect of the Pass Balancing is neutral.
Plant-wide optimization
Many different system components are integrated in a large
petrochemical plant for the production of ethylene and propylene. The various system components of an industrial steam
cracker plant for thermal cracking and subsequent separation
are shown schematically in Figure 3. The requirement and the
market environment of the individual reactants and products
may therefore change from day to day. In order that an
optimum operating profit can be achieved, the operating point
of the plant must be adapted to the market environment.
This problem can be solved as an optimization problem based
on the digital twin. To this end, the optimum setpoints are
calculated for each individual system component under
defined boundary conditions using a specified target function
and the strict model of the complete plant. For example,
a target function for maximization of profit for each unit of
time can be structured as follows:
Figure 9: Model of steam cracker in MPC-Configurator of SIMATIC PCS 7
For design the MPC, the MPC engineering toll (Figure 9) from
SIMATIC PCS 7 was used.
The MPC concept can be combined with the lower-level „Pass
Balancing“. A weighted COT mean value of all coils is calculated in this regard, where the respective feed is applied as a
weighting factor. Controlled variables are then the deviation
of individual COT values from this mean value; no dead zone
is used here.
The profit is calculated from the difference between the
proceeds anticipated for the n various products p and the
costs for the k various reactants e. This simple calculation
could also incorporate additional boundary conditions, such
as energy costs or maintenance planning.
The optimum values of the controlled variables calculated in
this manner are applied to specify optimum setpoints for
individual process units for a specific period of time, referred
to as stationary operating point optimization. Optimum
transition from one stationary state to another is a task for
the lower-level controller structures, for which a dynamic
process optimization may be applied (Figure 10).
17
Page 18

© Siemens 2020
Evolution of a digital twin
Figure 10: Furnace optimizer for 7 cracking furnaces
Maintenance
With the increasing production time, coking (caking of soot
deposits) occurs in cracking furnaces which crack long-chained
hydrocarbon molecules. This causes the plant behavior to
change continuously throughout the production time, until the
coking has built up to such an extent that the corresponding
cracking furnace must be shut down and cleaned. To minimize
the downtimes required for cleaning work, it makes sense to
adapt the mode of operation to ensure that coking is kept to an
absolute minimum.
The capital which has already been invested in the digital
process twin during the plant design phase can also be used
again here. The strict plant model is used to perform „What-If“
experiments. These scenarios are helpful, for example, in
maximizing the production time (remaining service life until
cleaning is required) or for optimum planning of the maintenance time.
If the production conditions change due to bottlenecks in
resources or due to volatile raw material prices, the economic
balance can be improved by these kinds of experiments using
a digital process twin (Figure 11).
Figure 11: Run-Length-Prediction Screen
4. 3 Re-engineering of the digital twin
In the course of plant operation, the plant undergoes constant
changes. Whether this be simple wear-related replacement of
a component or optimization of the process following a conversion. All constituents of the digital twin must be constantly
updated in every scenario. For this it is essential to provide
automatically usable interfaces between the participating tools
(see Figure 6), as a manual adaptation is not only unrealistic in
terms of cost. The error rate is also far too high with manual
compensation using completely different tools.
Moreover, it is advisable to verify the behavior of simulation
models regularly with real measuring date. On the one hand,
this will allow unwanted changes in the plant behavior to be
detected in accordance with the validity range and quality of
the model. On the other hand, changes intentionally implemented in the plant behavior must be replicated in the simulation. Although such simulation adjustments can be supported by process identification and parameter estimation
techniques, they should always be checked and validated by
an employee.
18
Page 19

© Siemens 2020
Evolution of a digital twin
5 Summary
The article describes numerous facets of integrated utilization
of a digital twin for procedural systems. The concrete implementation of the various applications using the example of a
steam cracker makes it possible to understand the interplay
between the various components of the digital twins and the
various tools involved, and clearly shows the benefits of an
overall consideration of the digital twin. This results in
numerous benefits which are clearly visible in the application
example - starting with the plant configuration and the use of
simulations for the process design to virtual commissioning,
all the way to process optimization. So there is the hope that
in the future no isolated cost-benefit estimate for the creation
of a simulation model for tasks in the operating phase is
necessary anymore because all the required information and
models are not only available in the form of the digital twin,
but are also always up-to-date, and thus directly usable for
the real twin.
19
Page 20

© Siemens 2020
Evolution of a digital twin
6 References
[1] Rosen, R., Boschert, S. und Sohr, A. (2018): Next generation digital
twin. atp magazin, 60(10), (pp. 86-96). doi:10.17560/atp.v60i10.2371
[2] VDI Richtlinie 3633, Blatt 1. (2010). Simulation von Logistik-, Material-
fluß- und Produktionssystemen. VDI:www.vdi.de
[3] Bungartz, H. J., Zimmer, S., Buchholz, M., und Pflüger, D. (2009).
Modellbildung und Simulation: eine anwendungsorientierte Einführung. Springer-Verlag
[4] Bausa, J., Dünnebier, G. (2006): Life Cycle modelling in the chemical
industries: Is there any reuse of models in automation and control? In
Computer Aided Chemical Engineering (Vol. 21, pp. 3-8). Elsevier
[5] Nagl, M. (2008): Collaborative and distributed chemical engineering.
From understanding to substantial design process support. Results of
the IMPROVE project (Vol. 4970). Springer Science & Business Media
[6] Barth, M., Fay, A. (2013): Automated generation of simulation models
for control code tests. Control Engineering Practice 21(2), (pp. 218–230)
[7] Barth, M., Fay, A.¸ Wagner, F., und Frey, G. (2010): Effizienter Einsatz
Simulations-basierter Tests in der Entwicklung automatisierungstechnischer Systeme. Tagungsband Automation, (pp. 47-50)
[8] Drath, R., Weber, P., und Mauser, N. (2008). Virtuelle Inbetriebnahme
– ein evolutionäres Konzept für die praktische Einführung.
VDIBERICHT, 2032, (pp. 73)
[9] Oppelt, M., und Urbas, L. (2014). Integrated virtual commissioning an
essential activity in the automation engineering process. From virtual
commissioning to simulation supported engineering. IECON 201440th Annual Conference of the IEEE Industrial Electronics Society
(pp. 2564-2570). IEEE
[10] Wolf, G., und Pfeffer, A. (2015): Integrierte virtuelle Inbetriebnahme.
atp magazin, 57(01-02), (pp. 68-79).
http://ojs.di-verlag.de/index.php/atp_edition/article/view/2033
[11] VDI/VDE 2206 (2004). Entwicklungsmethodik für mechatronische
Systeme. VDI: www.vdi.de
[12] VDI/VDE 3693. (2018). Virtuelle Inbetriebnahme, Blatt 1, Blatt 2. VDI:
www.vdi.de
[13] Cox, R. K., Smith, J. F., und Dimitratos, Y. (2006). Can simulation
technology enable a paradigm shift in process control?: Modeling for
the rest of us. Computers & chemical engineering, 30(10-12),
pp. 1542–1552)
[14] NAMUR (2006). NA 60: Management von Trainingssimulatorprojekten.
NAMUR: www.namur.net
[15] Bohlmann, S., Becker, M., Balci, S., Szczerbicka, H., und Hund, E.
(2013). Online simulation based decision support system for resource
failure management in multi-site production environments. In 2013
IEEE 18th Conference on Emerging Technologies & Factory Automation (ETFA) (pp. 1-4). IEEE
[16] Kuehn, W. (2006). Digital Factory – Integration of simulation enhan-
cing the product and production process towards operative control
and optimization.
https://pdfs.semanticscholar.org/b91e/a4a2ec707bb
be30012e27fe0.pdf
[17] Oppelt, M., Wolf. G., und Urbas, L. (2015). Towards an integrated use
of simulation within the life-cycle of a process plant. In 2015 IEEE 20th
Conference on Emerging Technologies & Factory automation (ETFA)
(pp. 1-8). IEEE
[18] Oppelt, M., Wolf, G., und Urbas, L. (2015). Simulation im Lebenszyklus
einer Prozessanlage. atp magazin, 57(10), (pp. 38-50).
http://ojs.di-verlag.de/index.php/atp_edition/article/view/2282
[19] Oppelt, M., Wolf, G., Barth, M., und Urbas, L. (2015). Simulation im
Lebenszyklus einer Prozessanlage. atp magazin, 57(09), (pp. 46-59).
http://ojs.di-verlag.de/index.php/atp_edition/article/view/2279
91cd3140402c-
[20] Sinatra, A., Biscaro, M. et al. (2003). Polimeri europa olefin plant
maximizes benefits from advanced solutions.
https://library.e.abb.com/public/e99b8721064863b485256f9d00746eec/PE_OlefinPlantMaximizeBenefit.pdf
[21] Buffenoir, M.H. (2007). A greener chemistry - 120 million tons of
Ethylene per year. Why, what for, & how “greener”?.
https://slideplayer.com/slide/4449028/
[22] Process Systems Enterrise Limited. (o.J.) gOlefins Cracking Monitor.
Virtual multisensor for real-time measurement of key cracking furnace
operational values.
https://www.psenterprise.com/solutions/golefins/crackingmonitor
[23] European Commission. (2003). Integrated pollution prevention and
control (IPPC): Reference document on best available techniques in
the large volume organic chemical industry.
http://eippcb.jrc.ec.europa.eu/reference/BREF/Ivo_bref_0203.pdf
[24] Tauchnitz, T. (2010). Leittechnik und Engineering wachsen zusammen.
https://www.chemanager-online.com/news-opinions/interviews/
leittechnik-und-engineering-wachsen-zusammen
[25] Siemens AG. (2018). Siemens aquires PSE.
https://press.siemens.com/global/en/pressrelease/
siemens-plans-acquire-process-systems-enterprise
[26] Schopfer, G., Yang, A., von Wedel, L., und Marquardt, W. (2004).
CHEOPS: A tool-integration platform for chemical process modelling
and simulation. International Journal on Software Tools Technology
Transfer, 6(3), (pp. 186–202)
[27] Oppelt, M., und Urbas, L. (2017). Inbetriebnahme. In: Früh, K.F.,
Schaudel, D., Urbas, L., und Tauchnitz, T. (2017). Handbuch der
Prozessautomatisierung: Prozessleittechnik für verfahrenstechnische
Anlagen; ISBN: 978-3835673519
[28] Seitz, M. (2013). Prozesssimulation im Automatisierungssystem. atp
magazin, 55(11), (pp. 26–31).
http://ojs.di-verlag.de/index.php/atp_edition/article/view/2181
[29] Kormann, B., und Vogel-Heuser, B. (2011). Automated test case
generation approach for PLC control software exception handling
using fault injection. IECON 2011 - 37th Annual Conference of the IEEE
Industrial Electronics Society, (pp. 365 –372). IEEE
[30] Lee, S., Jeong, I., und Il, M. (2000): Development of evaluation
algorithms for operator training system. Computers and Chemical
Engineering 24(2-7), (pp. 1517–1522)
[31] Schulze, K. (2014). Trainingssimulation in der Prozessindustrie. atp
magazin, 56(01-02), (pp. 66–72).
http://ojs.di-verlag.de/index.php/atp_edition/article/view/2235
32] Lunze, J. (2016). Regelungstechnik 2. Springer Vieweg, Berlin,
[
Heidelberg
[33] Föllinger, O., und Konigorski, U (2013). Regelungstechnik: Einführung
in die Methoden und ihre Anwendung; [aktualisierter Lehrbuch-Klassiker]. VDE Verlag
[34] Siemens AG (2018). PCS 7 Unit Template am Beispiel der chemischen
Industrie „Polymerisationsreaktor“.
https://support.industry.siemens.com/cs/document/84061788
[35] Dittmar, R., und Pfeiffer, B-M. (2009). Modellbasierte prädiktive
Regelung: Eine Einführung für Ingenieure. Walter de Gruyter
[36] Labisch, D., Leingang, C., Lorenz, O., Oppelt, M., Pfeiffer, B.-M.,
Pohmer, F., Evolution eines Digital Twin am Beispiel einer EthylenAnlage: Konzept und Umsetzung. atp magazin, 06/07 2019 (pp. 70–84).
20
Page 21

© Siemens 2020
Evolution of a digital twin
7 Authors
M. Eng. Chris Leingang (born 1983) is business development
manager for model based solutions at the Simulation Center
for Process Automation at Siemens Manchester, UK.
chris.leingang@siemens.com
Dr.-Ing. Otmar Lorenz (born 1961) is manager for Technology
and Concepts at Digital Industries at Siemens AG in Karlsruhe,
Germany.
otmar.lorenz@siemens.com
Dr.-Ing. Mathias Oppelt (born 1984) is head of the Simulation
Center for Process Automation at Siemens AG in Erlangen,
Germany. He is Deputy Chairman of the VDI/VDE GMA
Technical Committee 6.11 „Virtual Commissioning“.
oppelt.mathias@siemens.com
Dr.-Ing. Bernd-Markus Pfeiffer (born 1966) is Key Expert for
Advanced Process Control at the Simulation Center for
Process Automation at Siemens AG in Erlangen, Germany.
bernd-markus.pfeiffer@siemens.com
21
Page 22

© Siemens 2020
Get more information
Published by
Siemens AG
Digital Industries
Process Automation
Östliche Rheinbrückenstr. 50
76187 Karlsruhe, Germany
PDF
BR 0120 22 De
Produced in Germany
© Siemens 2020
Subject to changes and errors. The information given in this
catalog only contains general descriptions and/or performance
features which may not always specifically reflect those described,
or which may undergo modification in the course of further
development of the products.
The requested performance features are binding only when they
are expressly agreed upon in the concluded contract.
All product designations may be trademarks or product names of
Siemens AG or other companies whose use by third parties for
their own purposes could violate the rights of the owners.
Security information
Siemens provides products and solutions with industrial security
functions that support the secure operation of plants, systems,
machines and networks.
In order to protect plants, systems, machines and networks
against cyber threats, it is necessary to implement – and continuously maintain – a holistic, state-of-the-art industrial security
concept. Siemens’ products and solutions constitute one element
of such a concept.
Customers are responsible for preventing unauthorized access to
their plants, systems, machines and networks. Such systems,
machines and components should only be connected to an
enterprise network or the internet if and to the extent such a
connection is necessary and only when appropriate security
measures (e.g. firewalls and/or network segmentation) are in
place.
For additional information on industrial security measures that
may be implemented, please visit
https://www.siemens.com/industrialsecurity
Siemens’ products and solutions undergo continuous development to make them more secure. Siemens strongly recommends
that product updates are applied as soon as they are available and
that the latest product versions are used. Use of product versions
that are no longer supported, and failure to apply the latest
updates may increase customer’s exposure to cyber threats.
To stay informed about product updates, subscribe to the Siemens
Industrial Security RSS Feed under
https://www.siemens.com/industrialsecurity
siemens.com/chemicals
 Loading...
Loading...