

Page 1
Linear Positioning Module
Cat. No. 1771-QB
User Manual
Page 2
Important User Information
Because of the variety of uses for the products described in this publication,
those responsible for the application and use of this control equipment must
satisfy themselves that all necessary steps have been taken to assure that each
application and use meets all performance and safety requirements, including
any applicable laws, regulations, codes and standards.
The illustrations, charts, sample programs and layout examples shown in this
guide are intended solely for purposes of example. Since there are many
variables and requirements associated with any particular installation, the
Allen-Bradley Company, Inc. does not assume responsibility or liability (to
include intellectual property liability) for actual use based upon the examples
shown in this publication.
Allen-Bradley Publication SGI-1.1, “Safety Guidelines for the Application,
Installation and Maintenance of Solid State Control” (available from your local
Allen-Bradley office) describes some important differences between solid-state
equipment and electromechanical devices which should be taken into
consideration when applying products such as those described in this
publication.
Reproduction of the contents of this copyrighted manual, in whole or in part,
without written permission of the Allen-Bradley Company Inc. is prohibited.
Throughout this manual we use notes to make you aware of safety
considerations:
ATTENTION: Identifies information about practices or
circumstances that can lead to personal injury or death, property
damage or economic loss.
Attentions help you:
identify a hazard
avoid the hazard
recognize the consequences
Important: Identifies information that is especially important for
successful application and understanding of the product.
PLC is a registered trademark of Allen-Bradley Company, Inc.
Page 3
Table of Contents
Preface P1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Organization
Audience P2
Related
Related Software P2
Frequently Used Terms P3
of the Manual
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Publications
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
P1. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
P2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Introducing the Linear Positioning Module 11. . . . . . . . . . . .
What is the Linear Positioning Module? 11. . . . . . . . . . . . . . . . . . . .
Product
System Overview 14
Compatibility
Transducers 12
Servo and Proportional Valves 13
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Positioning Concepts 21. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Axis
Motion
ClosedLoop
Linear Displacement Transducer 22
A
Simple Positioning Loop
Proportional
Feedforwarding 25
Integral Control (Reset Control) 25
Derivative Control (Rate Control) 26
Deadband 27
PID Band 27
Positioning
. . . . . . . . . . . . . . . . . . . . . . .
Gain
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23. . . . . . . . . . . . . . . . . . . . . . . . . . .
24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Positioning with the Linear Positioning Module 31. . . . . . . . .
How
the Module Fits in a Positioning System
How the Module Interacts with a PLC 32
Read Operations 32
Write Operations 32
Axis Movement 32
Commanding
Setpoints 34
Jogging 35
Motion Blocks 35
Motion
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
31. . . . . . . . . . . . . . . .
34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Page 4
Table of Contentsii
Hardware Description 41. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Indicators 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Wiring Arm Terminals 42
Transducer Interface 43
Determining
Discrete
Auto/Manual
Hardware
Hardware
Jog Forward Input 47
Jog Reverse Input 47
General Purpose Inputs 47
Analog
Discrete
OUTPUT 1 49
OUTPUT 2 49
Power Supplies 49
the Optimum Number of Circulations
Inputs
Start Input
Stop Input
Output Interface
Outputs
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Input
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43. . . . . . . . . . . . .
45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installing the Linear Positioning Module 51. . . . . . . . . . . . . .
Before You Begin 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Avoiding Backplane Power Supply Overload 51
Planning Module Location 51
Electrostatic Discharge 52
Setting
Analog Output Switches
Keying 55
Inserting the Module 55
Wiring
Connecting the Transducer Interface 510
Connecting the Discrete Inputs 512
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Guidelines
Using Shielded Cables 56
Using Twisted Wire Pairs 58
Connecting AC Power 58
Power Supplies 510
Power Supply 511
Transducer Interface 512
Power Supply 514
Auto/Manual
Hardware
Hardware
Jog Forward Input 515
Jog Reverse Input 516
General Purpose Inputs 516
Connecting
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Input
Start Input
Stop Input
Multiple Modules
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .
52. . . . . . . . . . . . . . . . . . . . . . . . . .
56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
514. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
514. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
514. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
516. . . . . . . . . . . . . . . . . . . . . . . . . .
Page 5
Table of Contents iii
Connecting the Analog Outputs 518. . . . . . . . . . . . . . . . . . . . . . . . . .
Power Supply 519
Analog
Output
Connecting the Discrete Outputs 520
Power Supply 521
OUTPUT 1 521
OUTPUT 2 521
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
519. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Interpreting ModuletoPLC Data (READS) 61. . . . . . . . . . . . .
PLC Communication Overview 61. . . . . . . . . . . . . . . . . . . . . . . . . .
Status Block 61
Word Assignment 62
Module Configuration Word (word 1) 62
Status Word 1 (words 2 and 6) 63
Status Word 2 (words 3 and 7) 67
Position/Error/Diagnostic Words 69
Active Motion Segment/Setpoint (words 10 and 11) 613
Measured Velocity (words 20 and 21) 614
Desired Velocity (words 22 and 23) 614
Desired Acceleration (words 24 and 25) 615
Desired Deceleration (words 26 and 27) 615
Percent Analog Output (words 28 and 29) 616
Maximum Velocity (words 30, 31 and 32, 33) 617
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . .
Formatting Module Data (WRITES) 71. . . . . . . . . . . . . . . . . . .
Data Blocks Used in Write Operations 71. . . . . . . . . . . . . . . . . . . . .
Parameter Block (Required) 71
Setpoint Block (Optional) 71
Command Block (Required) 71
Parameter Block 71
Parameter Control Word (word 1) 73
Analog Range (words 2 and 31) 75
Analog Calibration Constants (words 3, 4 and 32, 33) 76
Transducer Calibration Constant (words 5, 6 and 34, 35) 77
ZeroPosition
Software Travel Limits (words 9, 10 and 38, 39) 79
ZeroPosition and Software T
InPosition Band (words 11 and 40) 713
PID Band (words 12 and 41) 714
Deadband (words 13 and 42) 715
Excess Following Error (words 14 and 43) 716
Maximum PID Error (words 15 and 44) 716
Integral Term Limit (words 16 and 45) 717
Proportional Gain (words 17 and 46) 718
Gain Break Speed (words 18 and 47) 719
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Of
fset (words 7, 8 and 36, 37) 78. . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . .
. . . . . .
. . . . . . . . . . . .
ravel Limit Examples
. . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
710. . . . . . . . . .
Page 6
Table of Contentsiv
Gain Factor (words 19 and 48) 720. . . . . . . . . . . . . . . . . . . . . . . .
Integral Gain (words 20 and 49) 721
Derivative Gain (words 21 and 50) 722
Feedforward Gain (words 22 and 51) 722
Global Velocity (words 23 and 52) 723
Global Acceleration/Deceleration (words 24, 25 and 53, 54) 724
Velocity Smoothing (Jerk) Constant (words 26 and 55) 724
Jog Rate (Low and High) (words 27, 28 and 56, 57) 726
Reserved (words 29, 30 and 58, 59) 727
Setpoint Block 727
Setpoint Block Control Word (word 1) 729
Incremental/Absolute Word (word 2) 729
Setpoint
Local Velocity 731
Local Acceleration/Deceleration 732
Command Block 732
Axis Control Word 1 (words 1 and 8) 733
Axis Control Word 2 (words 2 and 9) 738
Setpoint 13 Words (words 3 to 7 and 10 to 14) 739
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Position
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . .
. . . .
. . . . . . .
. . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
730. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . .
Initializing and Tuning the Axes 81. . . . . . . . . . . . . . . . . . . . .
Before You Begin 81. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Adjusting the Servo V
Initializing the Parameter Block 82
Verifying
Verifying Transducer Calibration Constants 87
Axis Tuning 810
Analog Output Polarity
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Analog Calibration Constants 810
Feedforward
PID Loop Gains 812
Update the Application Program 813
alve Nulls
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . .
Gain
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
82. . . . . . . . . . . . . . . . . . . . . . . . . .
87. . . . . . . . . . . . . . . . . . . . . . . . .
811. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Advanced Features 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Motion Block 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Motion Block Control Word 94
Programmable
Programmable
Default
Motion Segments 98
Motion Segment Control Words 98
Desired
and Local Deceleration Words 911
Trigger V
The Command Block and the Motion Block 911
The Status Block and the Motion Block 911
Input and Output
I/O Control W
I/O Configuration
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Position, Local V
elocity/Position W
. . . . . . . . . . . . . . . . . . . . . . . . . . .
95. . . . . . . . . . . . . . . . . . . . . . . . .
ord 95. . . . . . . . . . . . . . . . . . . . . . .
98. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
elocity, Local Acceleration
. . . . . . . . . . . . . . . . . . . . . .
ords 911. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
Page 7
Table of Contents v
Using
the Motion Block
Sample Application Programs 101. . . . . . . . . . . . . . . . . . . . . .
912. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Programming
Block Transfer Sequencing 102
PLC5 Block Transfer Instructions 103
Application Program #1 103
Planning the Data Blocks for Application Program #1 105
Program Rungs for Application Program #1 108
Application Program #2 1011
Planning the Data Blocks for Application Program #2 1012
Program Rungs for Application Program #2 1016
Objectives
101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . .
. . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . .
. . . . . . . . . . . . . . .
Troubleshooting 111. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fault Indicators 111. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Module
Loop Active Indicators 112
Indicator Troubleshooting Guide 112
Troubleshooting Feedback Faults 113
Troubleshooting Flowchart 114
Flowchart Notes 117
Fault Indicator
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
112. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Glossary of Terms & Abbreviations A1. . . . . . . . . . . . . . . . . .
Status Block B1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parameter Block C1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Setpoint Block D1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Command Block E1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Motion Block F1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hexadecimal Data Table Forms G1. . . . . . . . . . . . . . . . . . . . .
Page 8
Table of Contentsvi
Data Formats H1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BCD H1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2's Complement Binary H1
Bit Inversion Method H2
Subtraction Method H2
Decimal
Implied
Position Format H3
Double Word Position Format H4
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
H2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . .
Product Specifications I1. . . . . . . . . . . . . . . . . . . . . . . . . . .
Page 9
Preface
Preface
This manual explains how to install and configure the Linear Positioning
Module. It includes sample application programs to illustrate how to program a
PLC to work with the Linear Positioning Module.
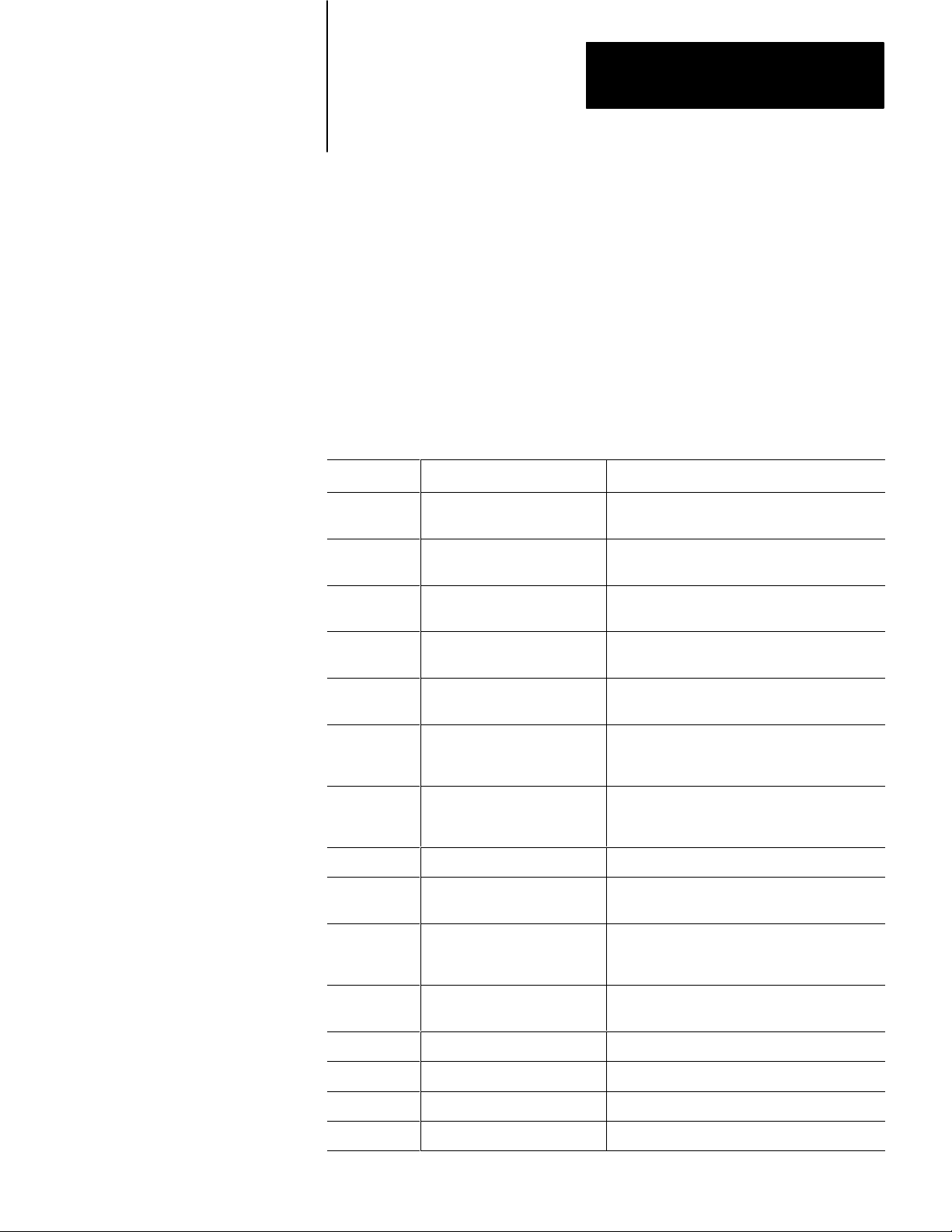
Organization of the Manual
This manual contains eleven chapters and nine appendices that address the
following topics:
Chapter Title Describes:
1 Introducing the Linear Positioning
Module
2 Positioning Concepts concepts and principles of closedloop servo
3 Positioning with the Linear
Positioning Module
4 Hardware Description module hardware, module interfaces, and other
5 Installing the Linear Positioning
Module
6 Interpreting ModuletoPLC Data
(READS)
7 Formatting Module Data
(WRITES)
the functions and features of the Linear Positioning
Module
positioning
using the Linear Positioning Module in a positioning
system
hardware items you need for a positioning system
configuring the module's analog outputs and
installing the module in your system
monitoring module operation from a logic controller
by reading and interpreting data that the module
transfers to the logic controller's data tables
formatting parameter, move description, and control
data for block transfers to the Linear Positioning
Module
8 Initializing and Tuning the Axes bringing the module online
9 Advanced Features using the motion block to perform blended moves;
using programmable input and output operations
10 Sample Application Programs two application programs, one using basic concepts
and the other using advanced features, to control
and monitor the module
11 Troubleshooting using the module's indicators and the status block
to diagnose and remedy module faults and errors
Appendix A Glossary common terms and abbreviations
Appendix B Status Block status block word assignments
Appendix C Parameter Block parameter block word assignments
Appendix D Setpoint Block setpoint block word assignments
P1
Page 10
Preface
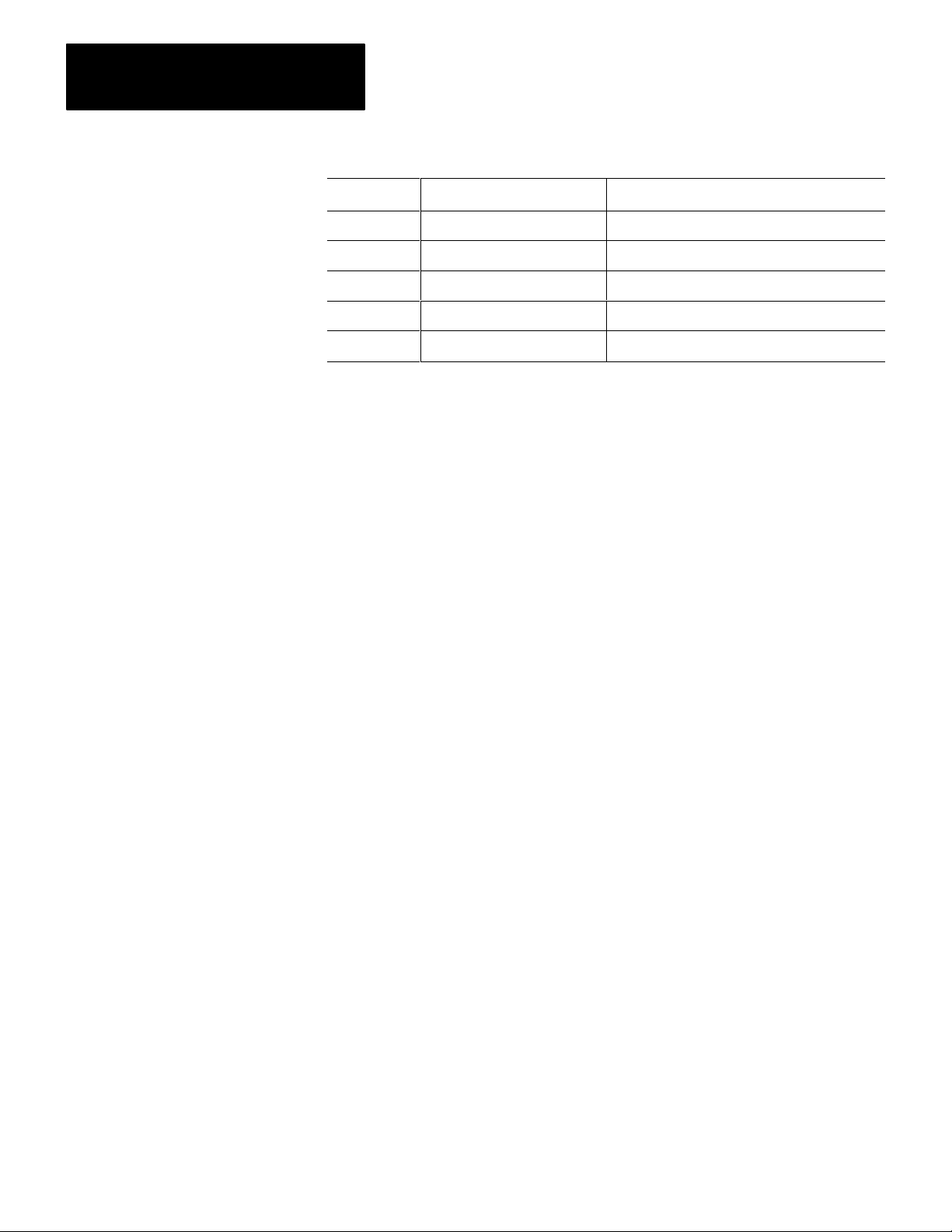
Chapter Describes:Title
Appendix E Command Block command block word assignments
Appendix F Motion Block motion block word assignments
Appendix G Hexadecimal Data Table Form hexadecimal data worksheets
Appendix H Data Formats valid data formats
Audience
Related Publications
Related Software
Appendix I
Product Specifications
1771QB product specifications
Read this manual if you intend to install or use the Linear Positioning Module
(Cat. No. 1771-QB).
To use the module, you must be able to program and operate an Allen-Bradley
PLC. In particular you must be able to program block transfer instructions.
In this manual, we assume that you know how to do this. If you don’t, refer to
the User Manual for the PLC you’ll be programming.
Consult the Allen-Bradley Industrial Computer Division Publication Index
(SD 499) if you would like more information about your modules or PLCs. This
index lists all available publications for Allen-Bradley programmable controller
products.
The Hydraulics Configuration and Operation Option (Cat. No. 6190-HCO)
operates within the ControlView Core (Cat. No. 6190-CVC) environment to
provide full configuration and realtime monitoring for the Linear Positioning
Module. Both software packages are available from:
P2
Allen-Bradley Company, Inc.
1201 South Second Street
Milwaukee, WI 53204
(414) 382-2000
Servo Analyzer is a software package that aids in tuning the axes by letting you
display an axis profile as you tune it. The resulting graphics may be plotted,
printed or saved to a file. The software is available from:
Computer Software Design
P.O. Box 962
Roseburg, OR 97470
(503) 673-8583
Page 11
Preface
Frequently Used Terms
Appendix A contains a complete glossary of terms and abbreviations used in
this manual.
To make this manual easier for you to read and understand, product names are
avoided where possible. The Linear Positioning Module is also referred to as
the “module”.
P3
Page 12
Chapter
1
Introducing the Linear Positioning Module
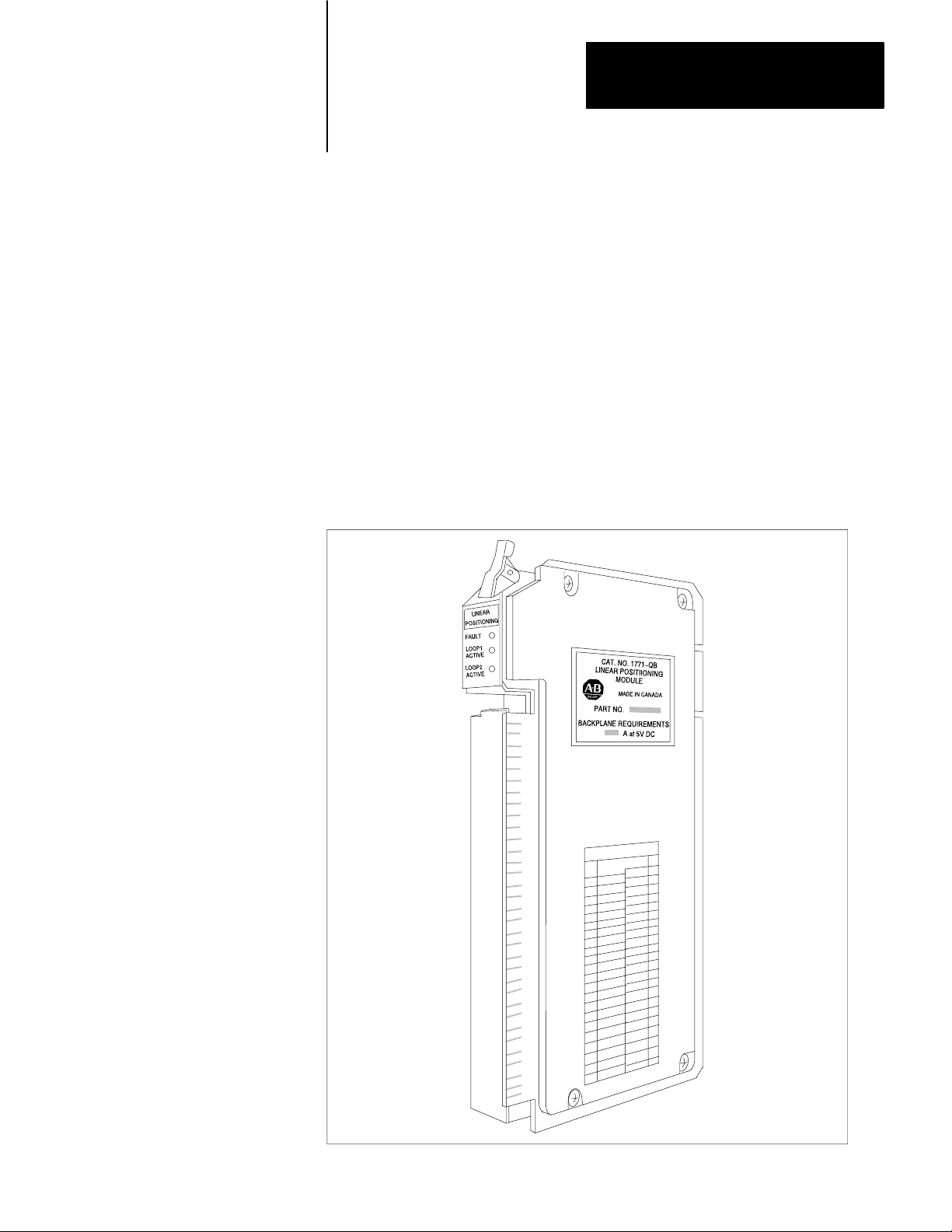
What is the Linear Positioning Module?
The Linear Positioning Module (Cat. No. 1771-QB) is a dual-loop position
controller occupying a single slot in the Allen-Bradley 1771 Universal I/O
chassis. It can control servo or proportional hydraulic valves, or some electric
servos. Position is measured with a linear displacement transducer. You use the
module to control and monitor the linear position of a tool or workpiece along
one or two axes.
Figure 1.1
Positioning Module
Linear
50110
11
Page 13

Chapter 1
Introducing the Linear Positioning Module
Product Compatibility
PLCs
You can use the module with any Allen-Bradley PLC that uses block transfer
programming in local 1771 I/O systems including:
PLC-2 family
PLC-3 family
PLC-5 family
- PLC-5/10 (Cat. No. 1785-LT4)
- PLC-5/11 (Cat. No. 1785-LT11)
- PLC-5/12 (Cat. No. 1785-LT3)
- PLC-5/15 (Cat. No. 1785-LT)
- PLC-5/20 (Cat. No. 1785-L20)
- PLC-5/25 (Cat. No. 1785-LT2)
- PLC-5/30 (Cat. No. 1785-L30)
- PLC-5/40 (Cat. No. 1785-L40)
- PLC-5/60 (Cat. No. 1785-L60)
Transducers
The Linear Positioning (QB) Module is compatible with linear displacement
transducers manufactured by:
MTS Systems Corporation
Sensors Divisions
Box 13218, Research Triangle Park
North Carolina 27709
(919) 677–0100
Balluff Inc.
P.O. Box 937
8125 Holton Drive
Florence, KY 41042
(606) 727–2200
12
Page 14
Chapter 1
Introducing the Linear Positioning Module
Santest Co. Ltd.
c/o Ellis Power Systems
123 Drisler Avenue
White Plains, NY 10607
(914) 592-5577
Lucas Schaevitz Inc.
7905 N. Route 130
Pennsauken, NJ 08110-1489
(609) 662-8000
All four manufacturers provide versions of the transducer that connect directly
to the module’s wiring arm, without an external digital interface box. The
module may also be compatible with other linear displacement transducers.
Servo and Proportional Valves
The module provides current ranges of up to +100 mA for direct interface to
most servo valves, most proportional valves, and a +
compatibility with other devices, such as electric servo interfaces. The module
is compatible with valves supplied by the following manufacturers:
Moog, East Aurora NY servo/proportional
Parker Hannifin Corporation, Elyria OH servo/proportional
Robert Bosch Corporation proportional
Rexroth Corporation, Lehigh Valley PA servo/proportional
ATOS proportional
Atchley, Canaga Park CA servo
Pegasus servo
Vickers Inc., Grand Blanc, MI servo/proportional
The module may also be compatible with other valves.
Important: Some proportional valves with LVDT loop controllers may limit
the module’s output and thus prevent the module from providing optimal
control.
10 volt option for
13
Page 15
Chapter 1
Introducing the Linear Positioning Module
System Overview
PLC
Processor
D Status Block
D Parameter Block
D Setpoint Block
D Motion Block
D Command Block
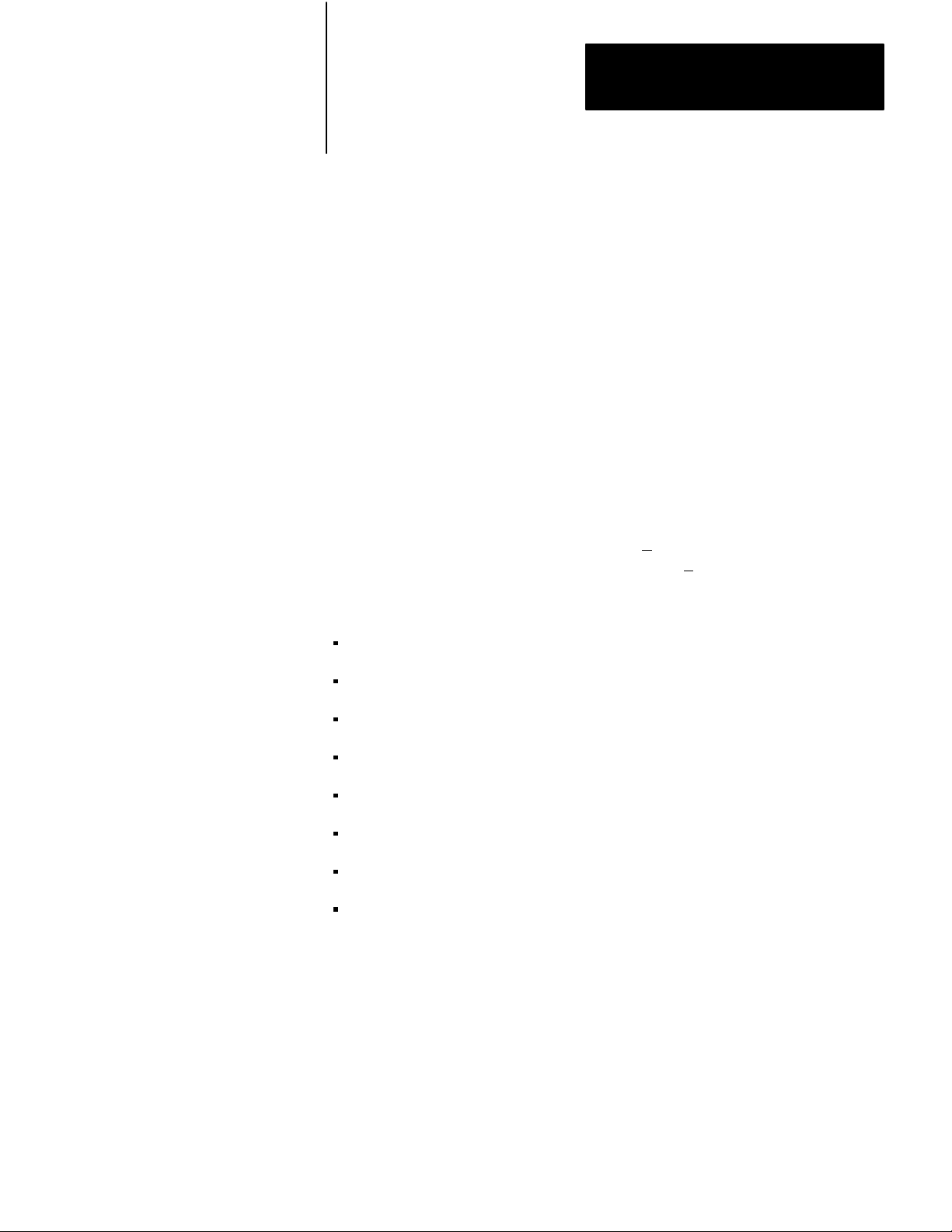
Figure 1.2 shows one of the module’s two control loops within a linear
positioning system for closed-loop axis control. The module communicates with
a programmable controller through the 1771 backplane.
The programmable logic controller sends commands and user-programmed data
from the data table to the module as directed by a block-transfer write
instruction.
Figure 1.2
Overview
System
Transducer
Interface
Linear
Positioning
Module
Discrete Inputs
D Jog Forward
D Jog Reverse
D Hardware Start
D Auto/Manual
D Hardware Stop
D Input 1
D Input 2
Discrete Outputs
D
Analog Output
D Output 1
D Output 2
Servo Valve
Linear Displacement
Transducer
PistonType
Cylinder
NOTE: All inputs and outputs are
duplicated for the second axis.
50033
14
Using PLC programming, you can:
send configuration and control parameters to the module via parameter,
setpoint, motion, and command blocks. With this data the module determines
axis parameters, calculates velocity curves, and commands axis
end-positions. (See Chapters 7 and 9.)
read status blocks to monitor axis position and status indicators in your
process control system. (See Chapter 6.)
The module’s analog outputs (one for each control loop) connect to servo or
proportional valves via wiring arm terminals. The module controls speed and
position by adjusting the voltage or current levels of the analog outputs 500
times each second.
Page 16
Chapter 1
Introducing the Linear Positioning Module
The module also connects to linear displacement transducers (one for each of
the two axes) via wiring arm terminals. The transducer senses the axis position
and feeds it back to the module, thereby closing the control loop.
The module’s built-in processor samples the linear displacement transducer
interfaces and determines positions along each of the two axes every two
milliseconds. The module then updates the analog outputs based on a
proprietary algorithm designed specifically to handle hydraulic actuators. This
rapid update rate provides repeatable positioning and superior control of
velocity without jerky movement.
Motion blocks provide for complex motions by allowing motion segments to be
blended or chained together. These motion segments may also be synchronized
using the hardware input triggers and outputs.
Cam emulation permits motion segments in one axis to start motion segments in
another axis. Articulated motions and axis sequencing may be easily
accomplished.
15
Page 17
Chapter
2
Positioning Concepts
This chapter explains concepts and principles of axis positioning. If you are
thoroughly familiar with the concepts of closed-loop servo positioning, you can
go on to Chapter 3.
Axis Motion
Electric
Control
Hydraulic
Fluid
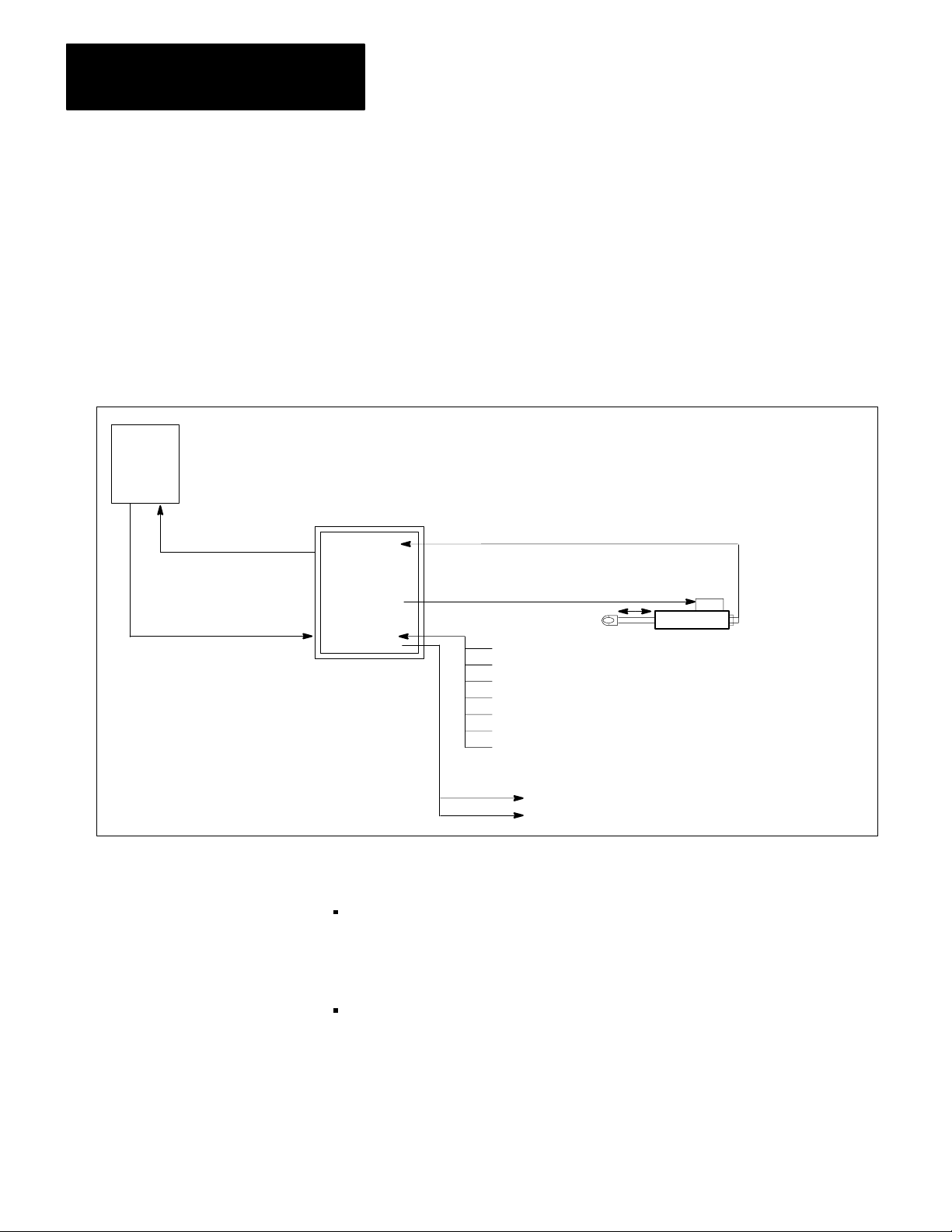
Figure 2.1 illustrates a typical method of converting the flow of fluid into a
linear displacement.
Figure 2.1
PistonType
Hydraulic Cylinder
SERVO VALVE
Hydraulic
Fluid
Axis
Motion
Hydraulic fluid Hydraulic fluid
50032
The servo valve controls the flow of hydraulic fluid into or out of the hydraulic
cylinder. Adding fluid to the left side of the cylinder extends the rod; adding
fluid to the right side retracts it.
21
Page 18
Chapter 2
Positioning Concepts
ClosedLoop Positioning
Closed-loop positioning is a precise means of moving an object from one
position to another. In a typical application, a positioning device activates a
servo valve controlling the movement of fluid in a hydraulic system. The
movement of fluid translates into the linear motion of a hydraulic cylinder. A
transducer monitors this motion and feeds it back to the positioning device. The
positioning device, in turn, calculates a positioning correction and feeds it back
to the servo valve.
Important: Throughout this manual we refer to servo valves, but you can also
use the analog outputs to control proportional valves or an electric servo.
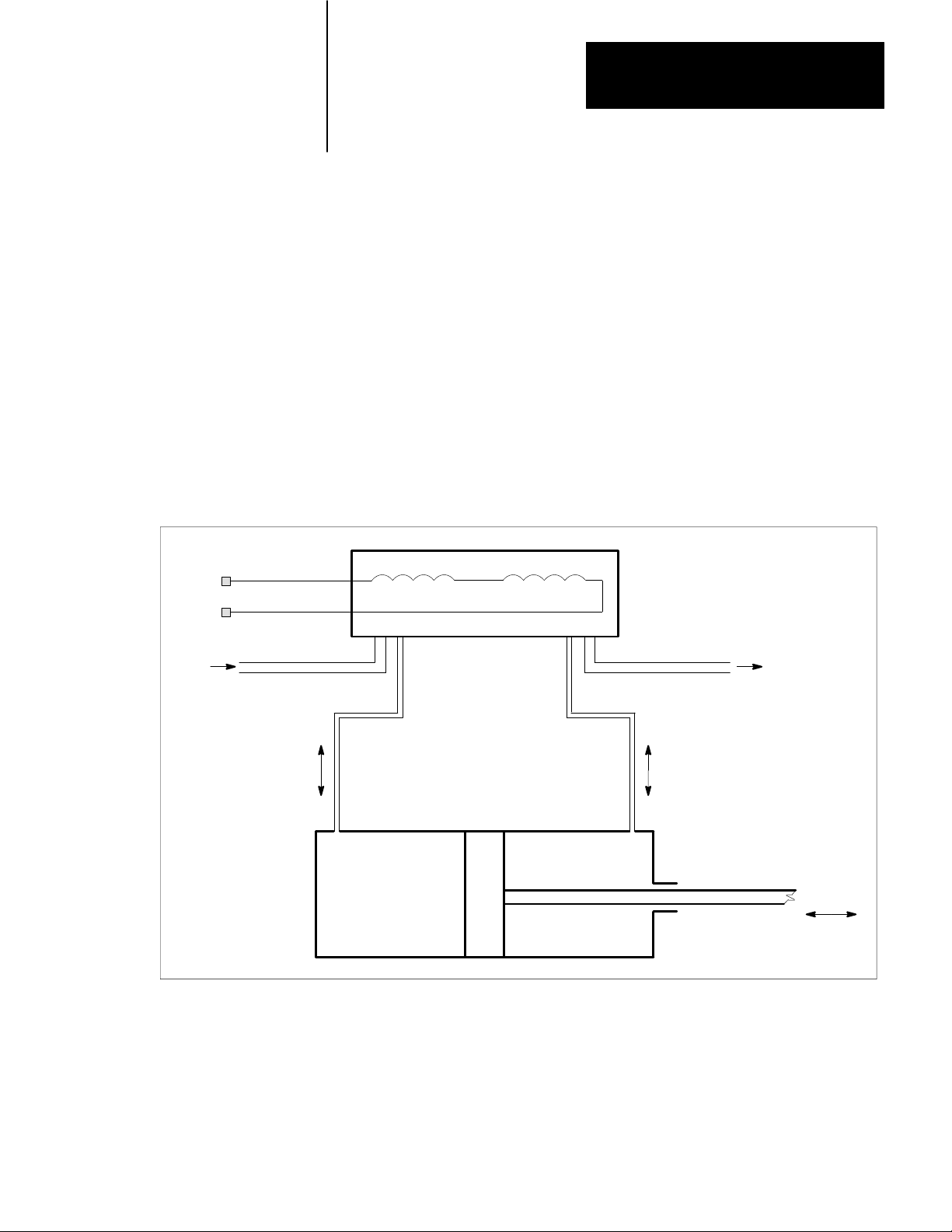
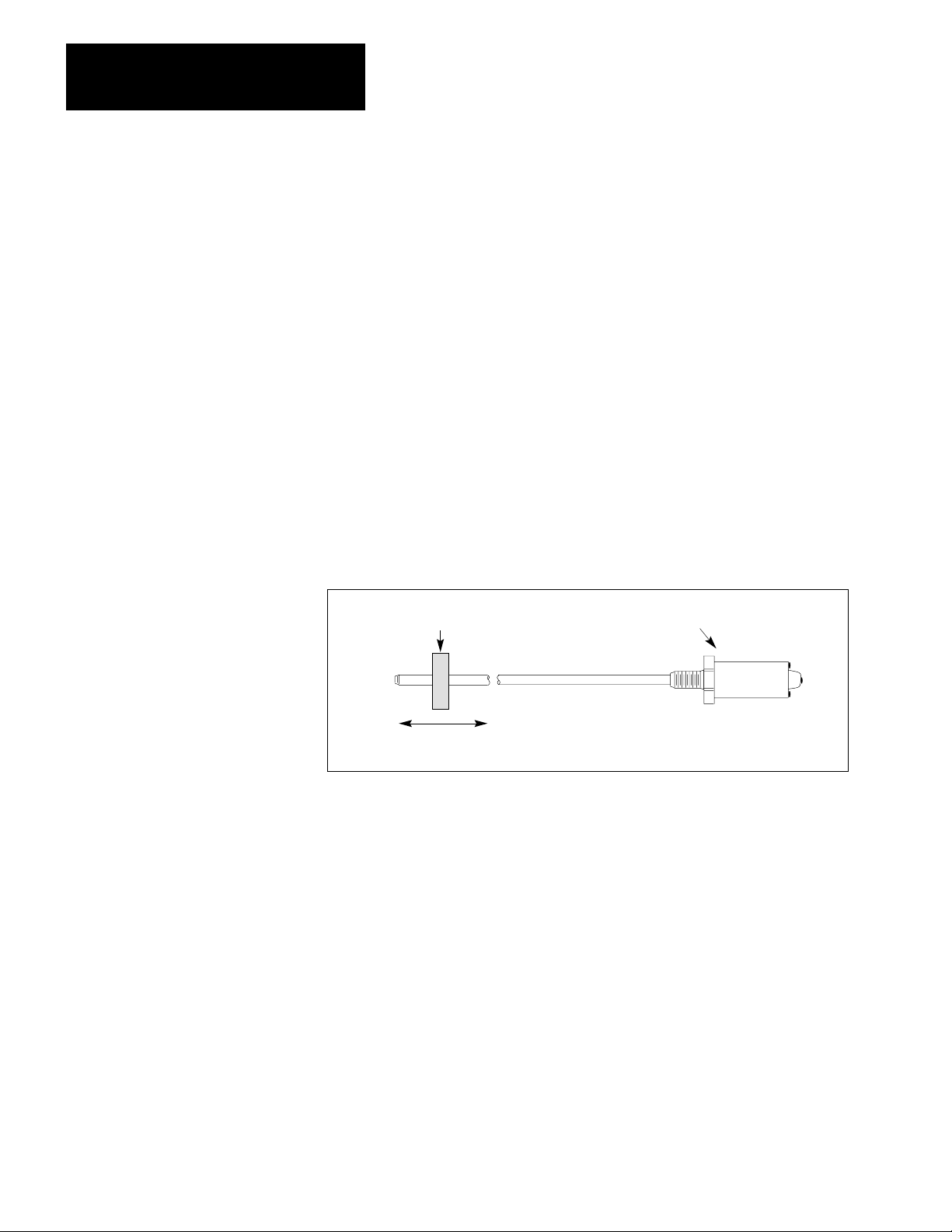
Linear Displacement Transducer
A linear displacement transducer (see Figure 2.2) is a device that senses the
position of an external magnet to measure displacements.
Figure 2.2
Displacement T
Linear
Magnet
ransducer
Transducer
Head
22
Magnet mounted to
the piston of actuator
50034
The transducer sends a signal through the transducer wave guide where a
permanent magnet generates the return pulse. You can use the time interval
between the transducer’s signal and the return pulse to measure axis
displacement.
Circulations
Some linear displacement transducers provide circulations or recirculation to
improve resolution. (See Figure 2.3.) This technique stretches the pulse by a
factor of two or more and results in finer resolution in the circuitry monitoring
the pulse width.
Page 19
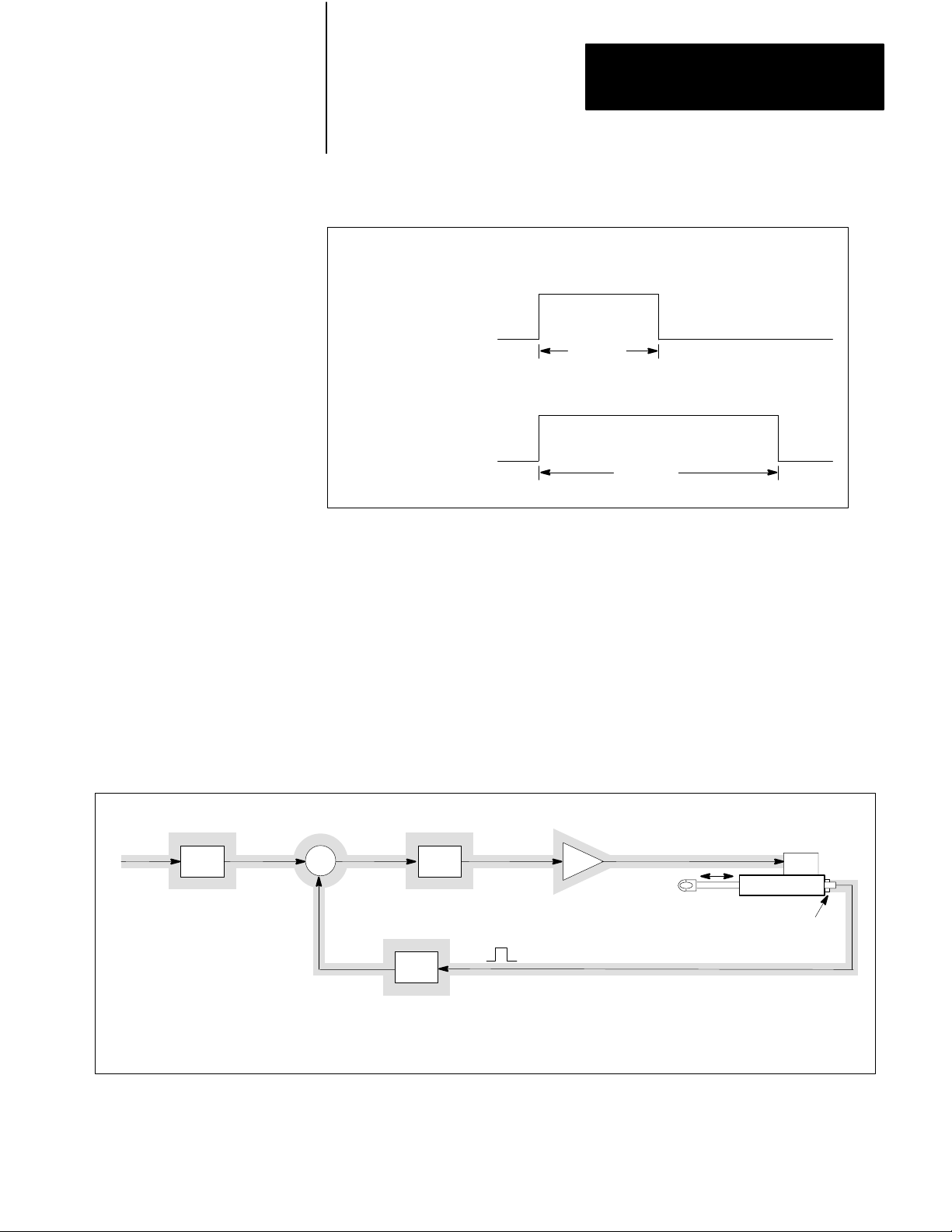
Figure 2.3
Circulations
Gate
(received from transducer)
Gate
(received from transducer)
Chapter 2
Positioning Concepts
resolution = 0.002
Duration
(1 circulation)
resolution = 0.001
Duration
(2 circulations)
50035
Desired
Velocity
dt
s
Integrator
Position
Command
A Simple Positioning Loop
To move a specified distance along an axis, you can command the hydraulic
device to move at a specific velocity for a specific length of time. However, this
method can be imprecise. To control the position of the hydraulic device
accurately you need a loop to monitor actual position. Figure 2.4 shows a
simple positioning loop.
Figure 2.4
Positioning
Following
Error
+
Actual
Position
Loop
dt
s
Kp
D/A
Velocity
Command
Axis
Servo Valve
Linear
Displacement
Transducer
50036
23
Page 20
Chapter 2
Positioning Concepts
In Figure 2.4:
desired velocity is the desired speed of axis motion from one position to
another
position command equals the integration of velocity over time
actual position value (transducer feedback) is the actual position of the
axis as measured by the LDT
following error equals position command minus actual position
velocity command is generated by amplifying the following error and
converting the result into an analog output
D/A (Digital to Analog convertor) generates the analog output controlling the
servo valve
KP (proportional gain) is the component that causes an output signal to
change as a direct ratio of the error signal variation
Proportional Gain
The following error is a function of the velocity command divided by the
proportional gain (K
following error by the proportional gain. Proportional gain can be expressed in
ips/mil (where 1 mil = 0.001 inches) or mmps/mil (where 1 mil = 0.001 mm).
For example, with a velocity of 12 ips and a gain of 1 ips/mil, the following
error is:
Following Error = Velocity/Gain
When you increase the gain, you decrease the following error and decrease the
cycle time of the system. However, the capabilities of the system limit the gain.
Too large a gain causes instability.
). To generate the velocity command, multiply the
P
= 12 ips/(1 ips/mil)
= 12 mil
24
Page 21
Chapter 2
Positioning Concepts
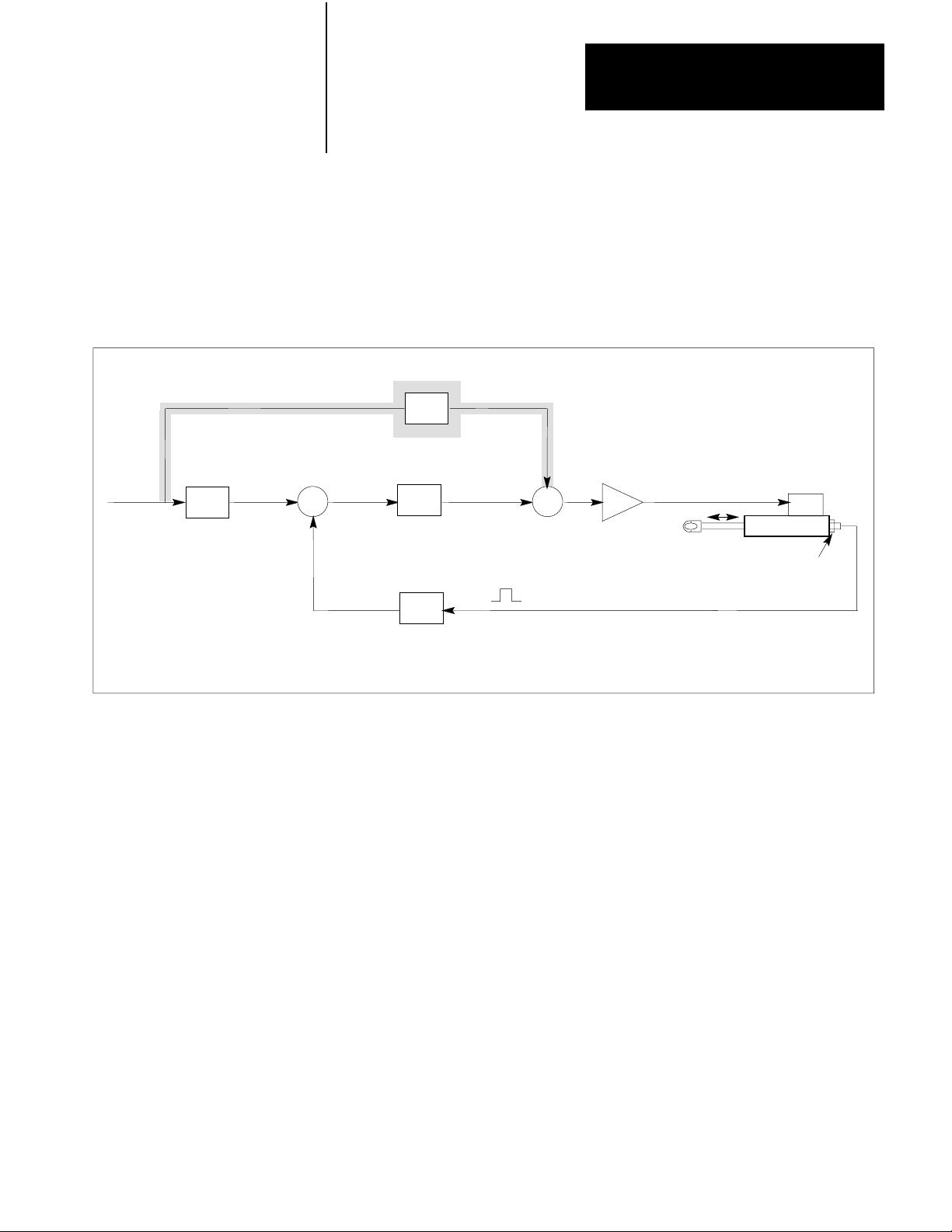
Feedforwarding
To decrease the following error without increasing the gain, you can add a
feedforward component. (See Figure 2.5.)
Desired
Velocity
dt
s
Integrator
Position
Command
Figure 2.5
Loop with Feedforwarding
Feed
Forward
+
+
Kp
s
K
F
dt
Velocity
Command
D/A
Axis
+
-
Positioning
Following
Error
Actual
Position
Feedforwarding requires an additional summing point and an amplifier.
Multiply the desired velocity by the feedforward gain K
to produce a
F
feedforward value. The feedforward value, added to a multiplication of the
following error by the proportional gain (K
), generates the velocity command.
P
Servo Valve
Linear
Displacement
Transducer
50037
Without feedforwarding, axis motion does not begin until the following error is
large enough to overcome friction and inertia. The feedforward component
generates a velocity command to move the cylinder almost immediately. This
immediate response keeps the actual position closer to the desired position and
thereby reduces the following error.
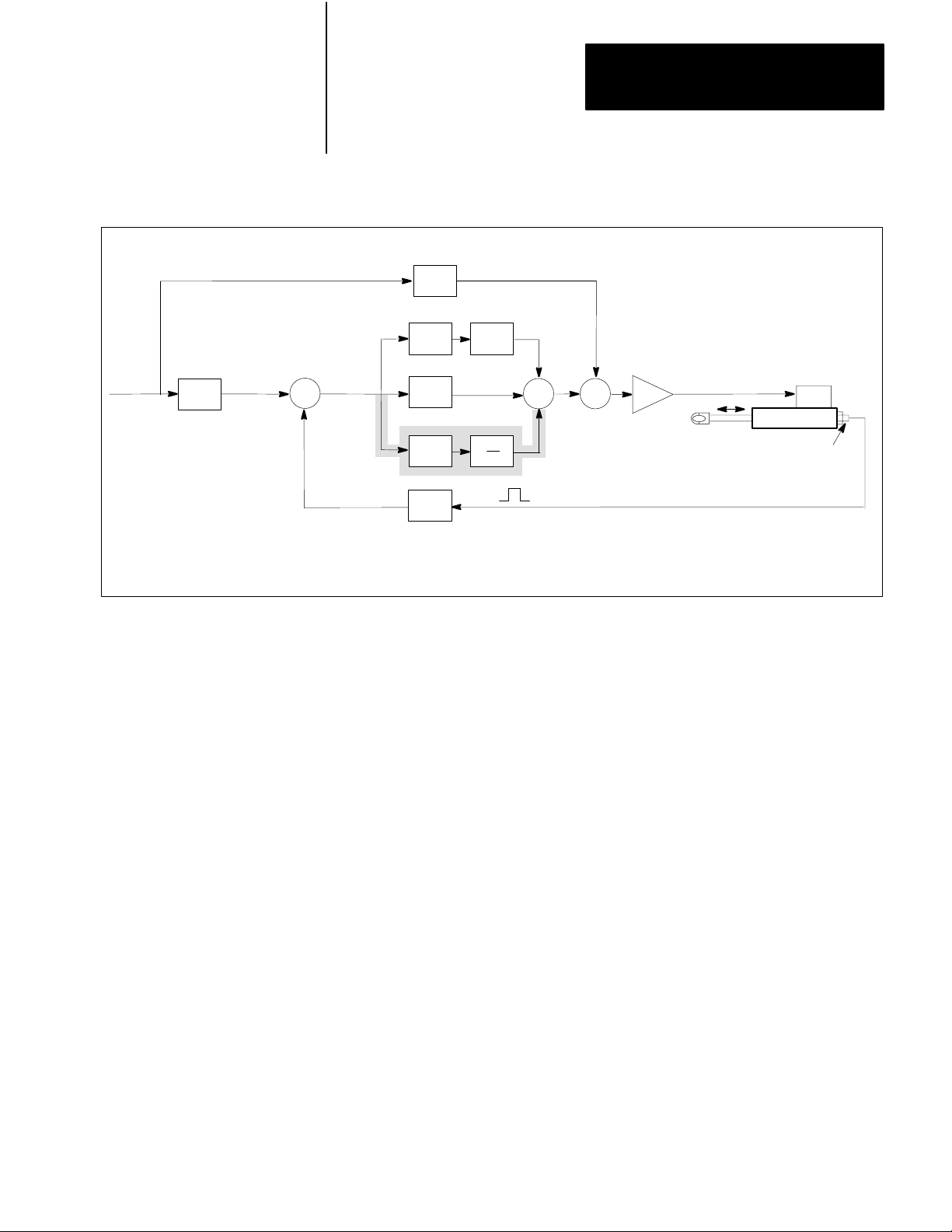
Integral Control (Reset Control)
You can increase the positioning accuracy of the control loop by adding an
integral component. (See Figure 2.6.)
To achieve the integral component of the positioning loop, integrate the
following error over time and amplify it to produce an integral value. Then add
this integral value to the proportional component and the feedforward value to
generate the velocity command.
25
Page 22

Chapter 2
Positioning Concepts
Without integral control, the axis responds only to the size of the positioning
error, not its duration. Integral control responds to both the size and duration of
the positioning error. Thus, the integral term continues to adjust the velocity
command until it achieves an exact correction.
Desired
Velocity
dt
s
Integrator
Position
Command
When you increase the integral gain (K
), you increase the rate at which the
I
positioning loop responds to a following error. However, the capabilities of the
system limit gain K
Figure 2.6
Integral
Following
Error
+
-
Actual
Position
Control
s
K
K
Kp
dt
Too large a gain causes instability.
I.
Feed
F
I
Forward
Integrator
dt
s
+
+
+
+
Velocity
Command
D/A
Axis
Servo Valve
Linear
Displacement
Transducer
26
50038
Derivative Control (Rate Control)
Proportional and integral gains can cause instability in a positioning loop. The
cylinder can overshoot its programmed endpoints and oscillate or hunt around
them. You can increase the stability of the positioning loop by adding a
derivative component. (See Figure 2.7.)
Derivative control operates on the rate of change of positioning error. It helps to
stabilize the system by opposing changes in positioning error. However, a
derivative gain that is too large can cause instability. Derivative control is also
very susceptible to electrical noise.
Page 23
Chapter 2
Positioning Concepts
Desired
Velocity
dt
s
Integrator
Position
Command
Figure 2.7
Derivative
Following
Error
+
-
Actual
Position
Control
K
K
Kp
K
s
I
D
dt
F
Feed
Forward
Integrator
dt
s
Derivative
d
dt
D/A
Velocity
Command
Servo Valve
Axis
Linear
Displacement
Transducer
50039
+
+
+
+
+
Deadband
Most systems have friction and play in their mechanical linkages. These
characteristics can cause a cylinder to oscillate around a programmed
endpoint–especially if you use an integral term. You can use a deadband to
reduce these oscillations.
A deadband is an area surrounding the programmed endpoint where the error is
ignored. Outside the deadband, error is reduced by one half the width of the
deadband.
If you apply a deadband to an integral term, the integral output remains constant
while the axis is within the deadband. This reduces oscillations around the
endpoint. However, if the deadband is too large, it can also reduce the
positioning accuracy of the system.
PID Band
Integral and derivative control can cause undesirable results when the axis
moves from one position to another. The integral term can cause the axis to
overshoot the programmed endpoint. The derivative term opposes changes in
error, and thereby changes in position.
27
Page 24

Chapter 2
Positioning Concepts
You can control the integral and derivative components by defining a PID
(proportional, integral and derivative) band. The PID band is a region
surrounding the programmed endpoint where the system enables integral or
derivative terms. As a result, the integral and derivative components affect only
the final positioning of the axis.
28
Page 25
Chapter
3
Positioning with the Linear Positioning Module
This chapter explains how the Linear Positioning Module interacts with a
programmable controller to control axis movement within a linear positioning
system.
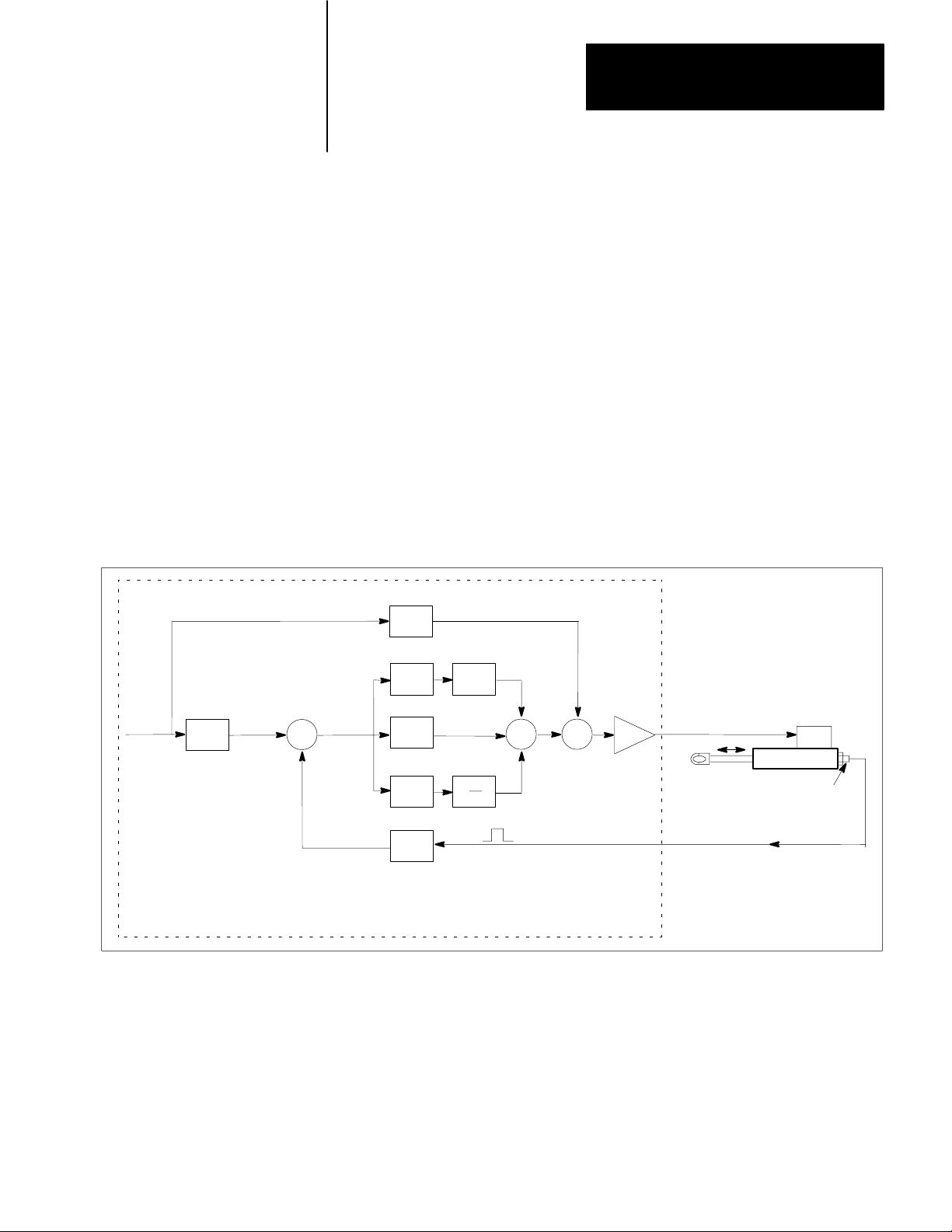
How the Module Fits in a Positioning System
1771-QB MODULE
Desired
Velocity
Integrator
s
Position
Command
dt
Figure 3.1 shows how the module functions in a typical positioning system.
Note that the positioning loop closes in the module and functions independently
of the programmable controller’s I/O scan rate. The fast loop update time of
2 ms is possible, because the module has a built-in microprocessor.
Figure 3.1
Module in a Positioning System
The
Feed
K
F
K
s
I
Kp
K
D
dt
Following
Error
+
-
Actual
Position
Forward
Integrator
dt
s
Derivative
d
dt
+
+
+
+
+
D/A
Velocity
Command
Axis
Servo Valve
Linear
Displacement
Transducer
50040
31
Page 26

Chapter 3
Positioning with the Linear Positioning
Module
How the Module Interacts with a PLC
The module is a dual-loop position controller, occupying a single slot in the
Allen-Bradley 1771 universal I/O chassis. The module communicates with the
PLC through the 1771 backplane. There are two kinds of transfers–read
operations and write operations. By programming the PLC you can transfer
parameter, setpoint, motion and command blocks to the module to control the
two axes. You can also use the PLC to monitor the status of the module’s two
loops through block read operations. For more details on block transfers, see
Chapters 6 and 7.
Read Operations
Read operations enable the programmable logic controller to monitor the status
of both axes through the status block. The status block includes detailed
information on the two axes: fault conditions, current axis position, positioning
error, and diagnostic information.
Write Operations
The following four types of write operations enable the programmable
controller to control axis movement:
Axis Movement
Parameter Block - defines the module’s operating parameters for each axis.
These parameters include calibration constants, software travel limits,
zero-position offset, in-position and PID bands, PID gains, maximum
velocities, jog rates, maximum accelerations and decelerations and more.
Setpoint Block - defines up to 12 setpoints for each axis with optional
acceleration, deceleration and velocity parameters for each setpoint move.
The programmable controller selects from among the 12 setpoints using the
command block.
Motion Block - permits complex profiles to be executed by the module. This
advanced feature can be used to blend or chain multiple motion segments in a
single, continuous motion.
Command Block - you use the command block to select the next setpoint or
motion segment to which the axis will move; to set a delayed start, software
stop or reset; to set jog bits; to select jog rate (low or high); to set
auto/manual, to enable/disable integral control and to define a 13th setpoint.
When the module receives a setpoint command, motion segment command, jog
command, or a discrete jog input, it automatically calculates the velocity curve
for the requested axis movement using parameters that you define for the move.
(See Figure 3.2.)
32
Page 27
Chapter 3
Positioning with the Linear Positioning
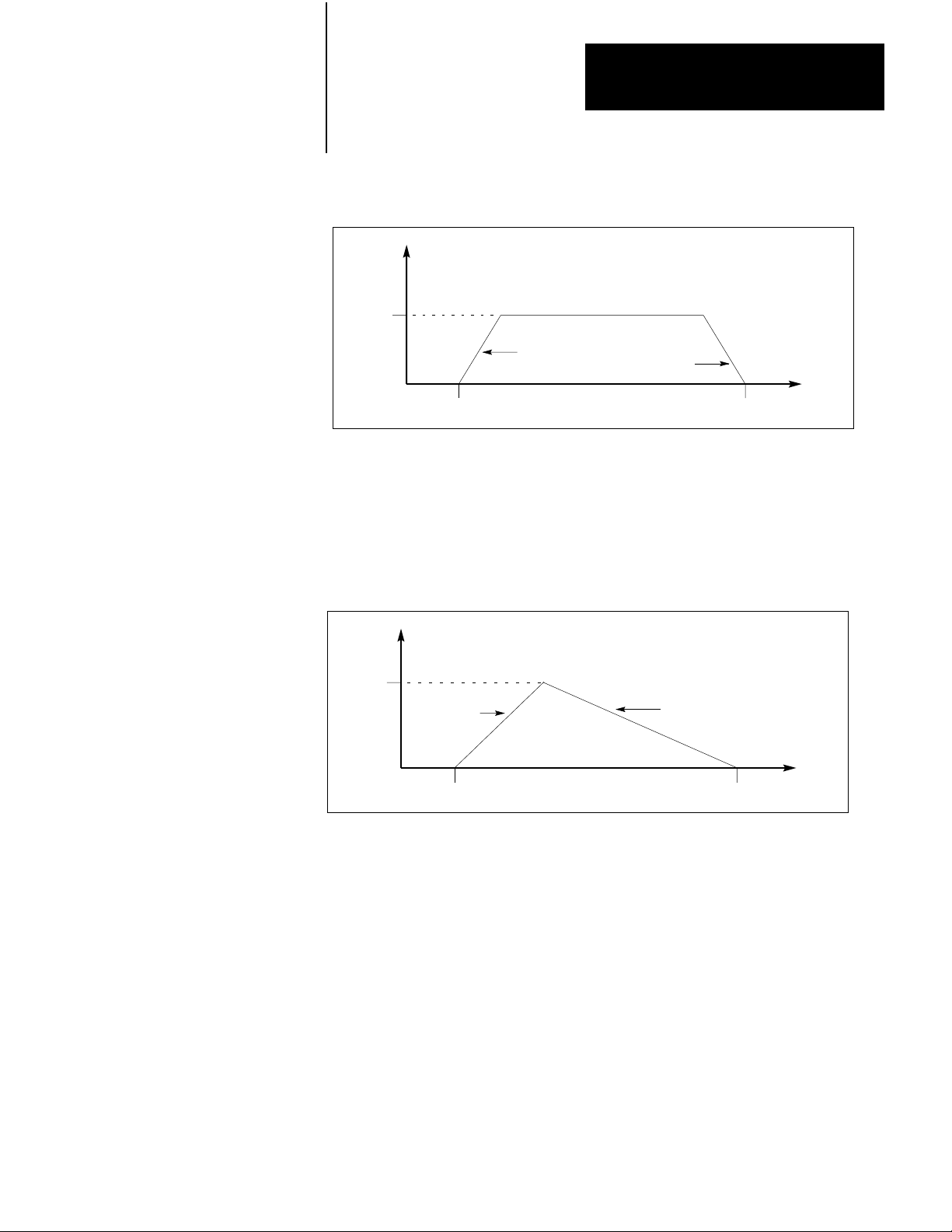
Module
Figure 3.2
Trapezoidal
Velocity
Final
Velocity
Axis Movement
Constant
Velocity
Acceleration
Start
0 Finish
Deceleration
Time
50002
The actuator may not reach the final velocity during a short move which may
only consist of acceleration and deceleration phases without a constant velocity
phase. This produces a ramp movement. (See Figure 3.3.)
Figure 3.3
Movement
Ramp
Velocity
Peak
Velocity
Acceleration
Start
0 Finish
Deceleration
Time
50003
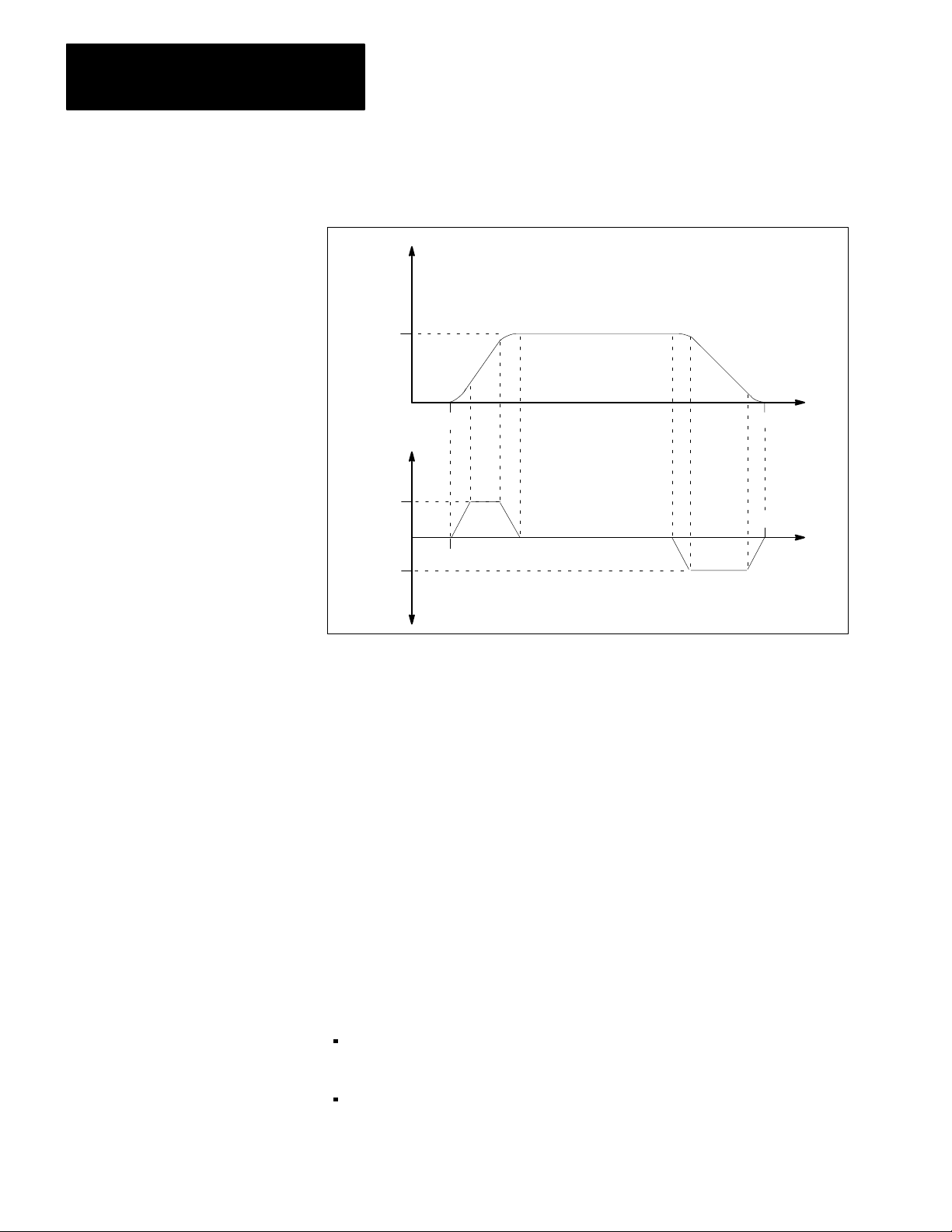
The module employs a technique called velocity curve smoothing to shape the
velocity curve into an “S curve”. To achieve this smoothing, acceleration and
deceleration rates are changed to provide more gradual application and removal
of force, thus reducing mechanical wear. The velocity smoothing constant that
you set in the parameter block determines how quickly acceleration and
deceleration change. The lower the value of the velocity smoothing constant,
the more slowly acceleration and deceleration change, producing a smoother
transition. Figure 3.4 shows the effect of velocity curve smoothing on the axis
movement.
33
Page 28
Chapter 3
Positioning with the Linear Positioning
Module
Figure 3.4
Movement with Velocity Curve Smoothing
Axis
Velocity
Final
Velocity
Acceleration
Final
Accel
Final
Decel
Acceleration Deceleration
Start0 Finish
0
Start
Constant
Velocity
Time
Finish
Time
Commanding Motion
Deceleration
50004
There are three ways to specify module axis motion: by setpoints, by jogging or
by motion blocks. All motion must be started using the command block and/or
hardware inputs.
Setpoints
The module must have the axis controller in auto mode if you are using setpoint
moves. You can switch between modes using the auto/manual bit in the
command block or the auto/manual discrete input.
Important: The auto/manual bit and the auto/manual input must both be high
to enter auto mode.
In the auto mode, you position the actuator by commanding desired setpoints
using the command block. You can:
define up to 12 setpoints through the setpoint block. You can define the 13th
setpoint within the command block.
34
specify acceleration, deceleration, and velocity for each setpoint move.
Page 29
Chapter 3
Positioning with the Linear Positioning
Module
turn on a hardware start enable bit (using the command block), which causes
the module to delay movement to the commanded setpoint. The delay ends
and movement starts when you activate the hardware start input or send a
software start command in the command block.
command a setpoint while the axis is moving towards another setpoint. If the
new setpoint is in the opposite direction of travel, the axis decelerates to zero
speed (at the current deceleration rate) and then moves in the opposite
direction. If the new setpoint is in the same direction of travel, the old
setpoint is abandoned and the axis movement accelerates or decelerates to the
specified velocity and continues toward the new setpoint.
Jogging
In the manual mode, you position the actuator by jogging, i.e., directly
commanding movement in one direction or the other. You make these
movement commands by turning on forward or reverse jog bits (via the
command block) or activating forward or reverse hardware jog inputs (typically
via momentary action switches).
If you command a jog, the axis movement continues until the actuator reaches
the software travel limit or until you turn off the jog bit or jog input, whichever
occurs first.
Jog Rates
You define two jog rates (high and low) through the parameter block. You select
between low and high jog rates through the jog rate select bit in the command
block.
If you change jog rates (from high to low or from low to high) during a jog
movement, the axis decelerates/accelerates to the new rate.
Important: Jog commands are ignored in auto mode.
Motion Blocks
A motion block contains information similar to that which the setpoint block
uses to define axis movement. In addition, a motion block also contains trigger
conditions that will initiate a subsequent axis movement, thus changing the
motion of the axis without the intervention of the programmable controller. See
Chapter 9 for a full explanation of motion blocks.
35
Page 30
Chapter
4
Hardware Description
This chapter describes the Linear Positioning Module hardware, as well as other
hardware required for a positioning system.
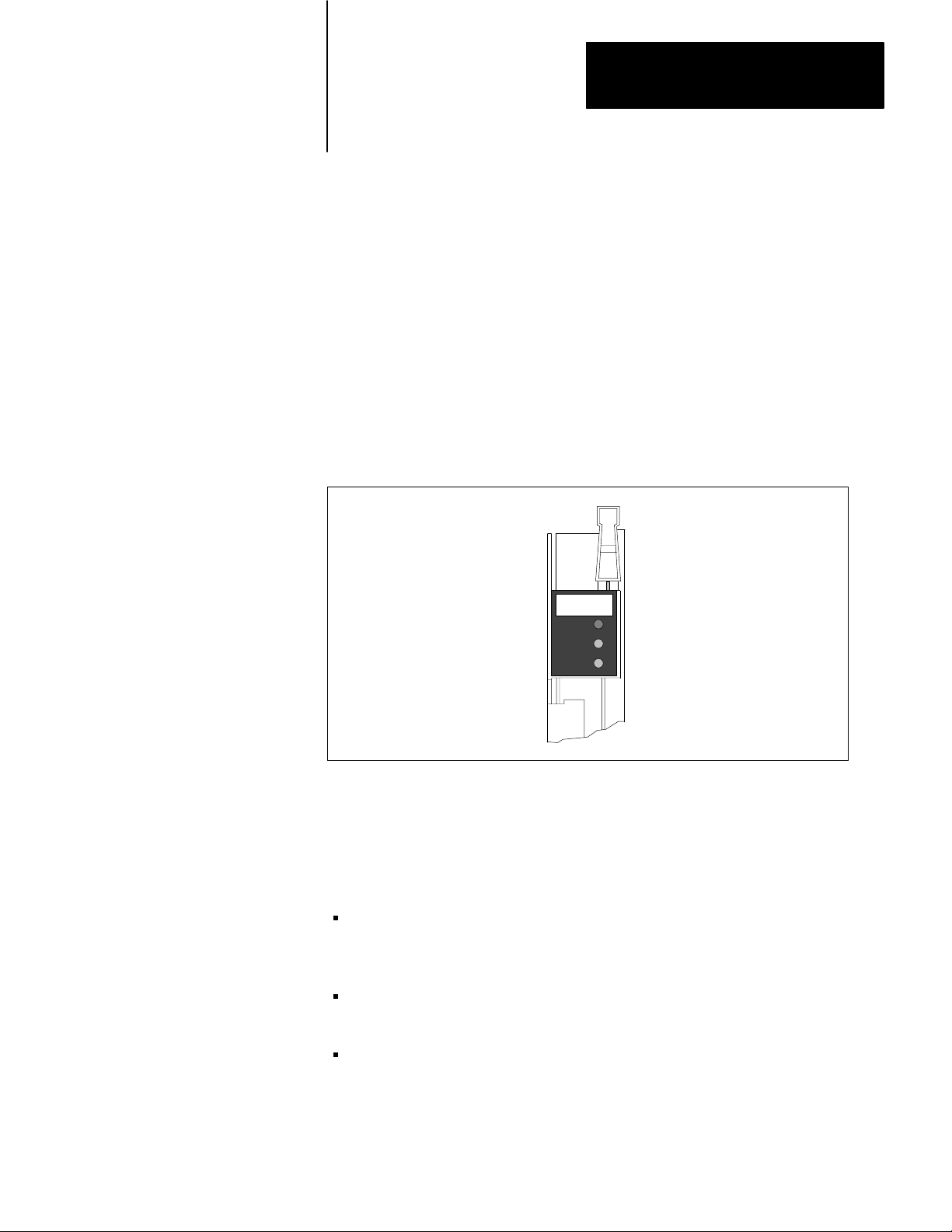
Indicators
Figure 4.1 shows the three indicators on the module.
Figure 4.1
Indicators
LINEAR
POSITIONING
FAULT
LOOP1
ACTIVE
LOOP2
ACTIVE
50009
When you first power up the module, all three indicators turn on for about one
second. Next, the LOOP 1 ACTIVE and LOOP 2 ACTIVE indicators turn off
while the module performs diagnostics. If the diagnostics discover a module
fault, the red FAULT indicator stays on and the module remains inactive. When
the programmable controller is in run mode, the indicators behave as follows:
FAULT - a red indicator that is normally off. The indicator turns on if there
is a module fault in one loop or both loops. See Chapter 11 for more
information on module faults.
LOOP 1 ACTIVE - a green indicator that is on when loop 1 is active. The
indicator blinks if a fault occurs on loop 1 and turns off if loop 1 is inactive.
LOOP 2 ACTIVE - a green indicator that is on when loop 2 is active. The
indicator blinks if a fault occurs on loop 2 and turns off if loop 2 is inactive.
41
Page 31

Chapter 4
Hardware Description
Wiring Arm Terminals
Transducer
Interface
Discrete
Inputs
Analog
Outputs
Discrete
Outputs
The module draws power for its internal circuitry and communicates with the
programmable controller through the 1771 universal I/O chassis. You make all
other connections through the wiring arm terminals. Cable length can be up to
200 feet for these connections, depending on the gauge used. See Chapter 5 for
wiring guidelines. Figure 4.2 shows the wiring arm terminals for both control
loops.
Figure 4.2
Arm T
+ GATE
- GATE
START
STOP
erminals
LINEAR
POSITIONING
FAULT
LOOP1
ACTIVE
LOOP2
ACTIVE
LOOP 1
+ GATE
- GATE
+ INTERR
- INTERR
+5 VDC
UNUSED
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P SUPPLY
+ ANALOG
- ANALOG
+ 15 VDC
- 15 VDC
OUTPUT 1
OUTPUT 2
NO.
11
13
15
17
19
21
23
25
27
29
31
33
35
37
39
1
3
5
7
9
Transducer
Interface
Discrete
Inputs
Analog
Outputs
Discrete
Outputs
Wiring
NO.
2
4
6
8
+5 COMMON
10
12
14
16
18
20
22
24
26
I/P COMMON
28
30
32
34
± 15 COMMON
36
38
40
O/P SUPPLY
LOOP 2
+ INTERR
- INTERR
UNUSED
AUTO/MAN
JOG FWD
JOG REV
INPUT 1
INPUT 2
+ ANALOG
- ANALOG
OUTPUT 1
OUTPUT 2
42
50010
The input and output terminals of each of the module’s control loops are in four
groups. Each group is electrically isolated from the 1771 backplane and from
the three other groups:
transducer interface terminals
discrete input terminals
Page 32

Chapter 4
Hardware Description
analog output interface terminals
discrete output terminals
The terminals for these four groups are divided between loop 1 and loop 2. Odd
number terminals are for loop 1; even numbered terminals apply to loop 2.
Transducer Interface
Determining the Optimum Number of Circulations
Terminals 1 through 8 on the module’s wiring arm provide connection points for
the transducer interface. The module is designed to work with the linear
displacement transducers (LDT) listed in Chapter 1.
The transducer interface circuit is electrically isolated from the 1771 I/O
chassis. This protects the 1771 backplane from noise and current surges in the
transducer circuits. The transient isolation exceeds 1,500 volts RMS. The
transducer interface is also isolated from the other module interfaces and
external power supplies.
The module supports a transducer length of up to 15 feet (4572 mm), and can
resolve the signal from the transducer to within two thousandths of an inch with
one circulation. You can achieve a higher accuracy by configuring the
transducer for more circulations. For example, the resolution for 60 inches
(1524 mm) is better than one thousandth of an inch if two recirculations are
used.
Every two milliseconds, the module sends an interrogate signal to the
transducer. The transducer returns a pulse width that is proportional to the axis
position. The maximum pulse width that can be measured without overflowing
the counter is about 1680 microseconds (1.680 milliseconds).
The pulse width returned to the module depends on the transducer stroke length
and the number of circulations. Each doubling of the number of circulations
doubles the width of the gate pulse and the resolution of the position reading.
Doubling the gate pulse length, however, effectively halves the maximum
transducer length supported by the module, because the maximum pulse width
is still determined by the size of the module’s counter. Overflowing the counter
causes a feedback fault. Is is recommended that you configure the digital
interface box for the highest number of circulations that still allows a long
enough stroke length for your application. Increasing the number of circulations
reduces the effect of noise and improves resolution.
43
Page 33

Chapter 4
Hardware Description
Use these equations to determine the maximum length and positioning
resolution for the transducer:
maximum length = 1680/(T x N)
resolution = 1/(58.5 x T x N)
where:
T = transducer constant stamped on transducer head (typically
9.0500 microseconds per inch)
N = number of circulations
The following table gives several maximum transducer lengths assuming a
transducer constant of 9.0500 microseconds per inch. Resolutions may be
limited by the physical capabilities of the transducer. See Chapter 8 for a
description of a procedure for verifying the transducer constant.
Number of
Circulations
1
2
3
4
5
6 0.0003 30.9
7 0.0003 26.5
8 0.0002 23.2
9 0.0002 20.6
10 0.0002 18.6
Resolution
(Inches)
0.002
0.001
0.0006
0.0005
0.0004
Maximum Transducer Length
(Inches)
185.6
92.8
61.9
46.4
37.1
Important: Apply a 10% to 20% margin when determining the maximum
transducer length. The available stroke length will be less than indicated above
due to the null space (typically 2 inches) near the transducer head.
44
Page 34

Chapter 4
Hardware Description
Discrete Inputs
Terminals 13 through 26 on the module’s wiring arm provide connection points
for discrete input signals. Seven terminals (for each loop) connect to seven
discrete inputs.
The use of these inputs is optional. If you do not want to use them, you can
disable them through the parameter block. (See Chapter 7.) If you disable the
inputs:
the hardware stop input is deactivated (you do not have to tie it high)
the auto/manual input defaults to auto
the programmable controller programs can still read the status of the discrete
inputs in the status block
Because the programmable controller programs can still read the status of the
discrete inputs, by disabling them you can redefine them for your own purposes.
Here are the requirements of the discrete inputs:
low signal 0 to 4 VDC
high signal 10.0 to 30.0 VDC
peak input current 8 mA at 12 VDC
16 mA at 24 VDC
The discrete inputs are configured as current sinks. To reduce heat dissipation,
the module turns the discrete input currents off between samples at a 20% duty
cycle every 2 ms.
Each discrete input has an internal pull-down resistor. If the device that you
have connected to an input provides a high signal, the device must source
current through the pull-down resistor. Figure 4.3 is a simplified schematic of a
discrete input circuit.
45
Page 35

Chapter 4
Hardware Description
Figure 4.3
Simplified
Schematic of a Discrete Input
1771 - QB MODULE
+ 5V
10K
3.3K
27
INPUT SUPPLY
DISCRETE INPUT
(e.g. JOG FWD)
28
INPUT COMMON
50041
Auto/Manual Input
The module accepts the signal at the AUTO/MAN terminal (13/14) as the
auto/manual input. Use this input in conjunction with block transfers to set the
operation mode for the axis. A high input means auto mode and a low input
means manual mode. The auto/manual input defaults to auto mode if the inputs
are disabled via the parameter block.
Important: To set the mode of the axis to auto, you must set both the
auto/manual input and the auto/manual bit in the command block high. If either
the bit or the input is low, the mode is manual.
Hardware Start Input
In the auto mode, the module accepts a transition from low to high at the
START terminal (15/16) as a high-true hardware start input signal.
If the axis is in auto mode, and if the hardware start has been enabled via the
command block, the module waits for a transition from low to high at the
START terminal before it will start axis movement to a previously commanded
setpoint. If you don’t want to use this feature, disable the hardware start via the
command block.
Important: Because of the module’s built-in switch debouncing, the
low-to-high transition must follow a minimum 16 ms low signal.
46
Page 36

Chapter 4
Hardware Description
Hardware Stop Input
The module accepts the signal at the STOP terminal (17/18) as a low-true
hardware stop input. A low signal at the hardware stop input disables the analog
output and stops axis movement. Unless the discrete inputs are disabled via the
parameter block, this input must be high for normal operation. If the connection
breaks, axis movement stops.
Example: If the loop fault output of one axis is connected to the hardware stop
input of another axis, the movement of both axes will stop if a fault occurs.
Jog Forward Input
In manual mode, the module accepts a high signal at the JOG FWD terminal
(19/20) as a high-true jog forward signal. When the module receives this signal,
it moves the tool or workpiece forward until it reaches the software limit or
until the input goes low. Forward is the direction of positive movement relative
to the zero-position offset. Chapter 7 explains how to define the zero-position
offset in the parameter block.
Analog Output Interface
Jog Reverse Input
In manual mode, the module accepts a high signal at the JOG REV terminal
(21/22) as a high-true jog reverse signal. When the module receives this signal,
it moves the tool or workpiece in the reverse direction until it reaches the
software limit or until the input goes low. Reverse is the direction of negative
movement relative to the zero-position offset.
Important: If the module detects a feedback fault, the jog inputs will perform
open-loop jogs only. This means that the module can send velocity commands
to the servo valve (at the low jog rate), but can’t monitor axis position.
Therefore, software travel limits are ignored.
General Purpose Inputs
There are two general purpose inputs for each control loop of the module at
terminals INPUT 1 (23/24) and INPUT 2 (25/26). You can monitor the state of
the signal at these terminals through the status block. These inputs can also be
configured as programmable as described in Chapter 9.
The module’s analog outputs, terminals 29 through 32, connect to a hydraulic
valve for each axis that the module controls. These outputs supply up to +
mA for direct servo valve control or up to +
amplifiers or other voltage controlled devices.
10 V for proportional valve
100
47
Page 37

Chapter 4
Hardware Description
The analog output interface circuit is electrically isolated from the 1771 I/O
chassis. This feature protects other devices on the 1771 backplane from noise
and current surges in the analog output circuit. An internal relay automatically
shuts off these outputs in the event of a module fault. For details on connecting
the servo valve interface, see Chapter 5.
Important: Throughout this manual we refer to servo valves, but you can also
use the analog outputs to control proportional valves. All references to servo
valves also apply to proportional valves.
Discrete Outputs
Terminals 36 through 39 on the module’s wiring arm provide connection points
for discrete output signals. Each axis has two discrete outputs: Output 1 which
can be configured to be either an in-position or programmable output, and
Output 2 which can be configured to be either a loop fault or programmable
output. (See Chapter 9.) The default configuration is in-position and loop fault.
The discrete outputs are current sources. Figure 4.4 gives a simplified schematic
of a discrete output circuit.
Figure 4.4
Simplified
Schematic of a Discrete Output
1771 QB MODULE
3.9
40
OUTPUT SUPPLY
37
OUTPUT 1
48
Here are the characteristics of the discrete outputs:
Low no voltage applied to the output
High output supply voltage applied to output
Maximum Current 100 mA
Voltage Drop 1.6 VDC maximum (at 100 mA) between the
discrete output power supply (terminal 40) and the
discrete outputs
5
0
0
4
2
50042
Page 38

Chapter 4
Hardware Description
Important: If you want to connect a discrete output of one axis to the discrete
input of another axis, the minimum discrete output supply voltage is 11.6 VDC.
This accounts for the voltage drop of 1.6 VDC shown above and provides the
minimum voltage required to drive a module discrete input (10 VDC).
ATTENTION: The discrete outputs can withstand a short circuit for
a few seconds. However, a continuous short circuit will damage the
module’s discrete output transistor.
OUTPUT 1
When OUTPUT 1 (terminals 36/37) is configured as an in-position output, it
turns off when axis movement toward a commanded endpoint begins and turns
on when the axis enters the in-position band (defined in the parameter block).
You can connect an in-position output to a hardware start input to provide a
simple form of axis coordination.
Power Supplies
When this output is configured as a programmable output, its state is
determined by the configuration information provided in the motion blocks.
(See Chapter 9.)
OUTPUT 2
When OUTPUT 2 (terminal 38/39) is configured as a loop fault output, it is
high under normal axis operation. When the module detects a fault in the axis,
the loop fault output goes low.
You can connect the loop fault output to the hardware stop input of other control
loops so all axis movement will stop if a fault occurs. The loop fault output then
provides the low signal required by the hardware stop input of the other axis.
As with OUTPUT 1, OUTPUT 2 can be configured as a programmable output
and its state determined by information in the motion blocks.
You must provide external DC power for the input and output circuits. You
could use a single supply, but you’ll maintain maximum separation and keep
noise to a minimum by using four separate power supplies. In less critical
applications, you could power two or three circuits from the same supply.
49
Page 39

Chapter 4
Hardware Description
to power the: supply:
Transducer interface +5 VDC 9, 10
Discrete inputs +24 VDC (max) 27, 28
Servo valve interface +15 VDC 33, 34, 35
Discrete outputs +30 VDC (max) 40
to these terminals:
All power connections must be made for the transducer, servo valve, and
discrete outputs. The power supply for discrete inputs may be left unconnected
if the discrete input disable bit has been set in the parameter block.
410
Page 40

Chapter
5
Installing the Linear Positioning Module
Before You Begin
This chapter tells you how to install the module in the I/O chassis and how to
configure the module’s analog outputs by setting DIP switches. Before you
install the module:
make sure your power supply is adequate
plan your module’s location in the I/O chassis
take steps to avoid electrostatic discharge
Avoiding Backplane Power Supply Overload
Make sure your power supply can handle the extra load before installing the
module in your I/O chassis. Add the module’s current requirement, listed on the
module’s label, to the currents required by other modules inserted in the I/O
chassis. If the backplane power supply rating is less than the total current
required, you’ll need a larger power supply.
Here are the current ratings for the various Allen-Bradley power supply
modules.
This Power Supply Module:
Is Rated at:
1771P1
1771P2
1771P4 8A
1771P5
1771P7
6.5A
6.5A
8A
16A
Planning Module Location
The module requires one I/O chassis slot. You can install it in any slot in the I/O
chassis. The module uses both the output image table byte and the input image
table byte that corresponds to its location address.
51
Page 41

Chapter 5
Installing the Linear Positioning Module
Electrostatic Discharge
Under some conditions, electrostatic discharge can degrade performance or
damage the module. Observe the following precautions to guard against
electrostatic damage:
use a static-free workstation if one is available
touch a grounded object to discharge yourself before handling the module
don’t touch the backplane connector or connector pins
when you set the analog output switches, don’t touch other circuit
components inside the module
keep the module in a static-shielded bag when it’s not in use
Setting Analog Output Switches
You set the analog output DIP switches to define the range of output voltage or
output current for the analog output of each control loop.
There are two switch assemblies for each control loop: a single switch assembly
that selects voltage or current output and a dual switch assembly that sets the
current range. The current range switch has no effect if you choose a voltage
output. You must limit the voltage range through the analog range word in the
parameter block if you require a voltage range of less than +
Chapter 7.)
If the analog output will be controlling a current controlled device, such as a
servo valve, set the single switch for current and set the current range to match
the device. If your device requires a range that falls between those provided,
select the next higher range and reduce the range using the analog range word in
the parameter block.
Important: Although you can set the current range with the analog range word
in the parameter block, you’ll improve analog output resolution by first limiting
the range with the current range DIP switch.
To set the switches:
1. Lay the module on its side and locate the switches using Figure 5.1. All
switches are accessible from the right edge of the module without
removing the module cover.
10 VDC. (See
52
Page 42

Chapter 5
Installing the Linear Positioning Module
Figure 5.1
Locating
the Analog Configuration Switches
LOOP 2
LOOP 1
CURRENT RANGE
VOLTAGE/CURRENT
CURRENT RANGE
VOLTAGE/CURRENT
2. Use a blunt pointed instrument (such as a ballpoint pen) to set the
switches.
ATTENTION: Don’t use a pencil to set switches. Lead can jam the
switch.
50043
53
Page 43

Chapter 5
Installing the Linear Positioning Module
3. Set the current/voltage switch for each control loop as shown in
Figure 5.2.
Figure 5.2
Configuring
SLIDEONROCKERONTOGGLE
the Analog Outputs
TYPES OF SWITCHES
ON
C1
12
C2
±100mA
± 50mA
± 20mA
LOOP 1
1 2
OPEN
12
C2
12
C2
12
C2
C1
C1
C1
LOOP 2
C1
12
C2
1 2
OPEN
2
1
OPEN
2
1
OPEN
OPEN
1 2
1771QB
Chassis
54
2
C1
1
2
C2
1
OPEN
± 10V
The range selection switches have no
effect when ±10V is selected.
50044
4. If you have selected a current output, set the current range switch to +100
mA, +
50 mA, or +20 mA as shown in Figure 5.2. If your device requires a
range that falls between those provided, select the next higher range and
reduce the range using the analog range word in the parameter block.
ATTENTION: If your switch setting does not provide enough
current, the servo valve may not operate to its full capability. On the
other hand, excessive currents may damage the servo valve.
Page 44

Chapter 5
Installing the Linear Positioning Module
Keying
A package of plastic keys (Cat. No. 1771-RK) is provided with every I/O
chassis. When properly installed, these keys prevent the seating of anything but
the module in the keyed I/O chassis slot. Keys also help to align the module
with the backplane connector.
Each module is slotted at its rear edge. Position the keys on the chassis
backplane connector, corresponding to the slots on the module’s rear edge.
Insert the keys into the upper backplane connectors. Position the keys between
the numbers at the right of the connectors, as shown in Figure 5.3.
Figure 5.3
Keying
Module
2
4
6
8
10
12
Keying
Positions
Between
D pins 16 and 18
D pins 30 and 32
14
16
18
20
22
24
26
28
30
32
34
36
Inserting the Module
50045
After setting analog output switches and setting the keying positions, you’re
ready to insert the module into a slot in the I/O chassis.
To insert the module, follow this procedure:
1. Remove all power from the I/O chassis and from the module’s wiring arm
before inserting or removing a module.
55
Page 45

Chapter 5
Installing the Linear Positioning Module
2. Open the module locking latch on the I/O chassis and insert the module
into the slot keyed for it.
3. Press firmly to seat the module into the backplane connector.
4. Secure the module with the module locking latch.
ATTENTION: Don’t force a module into the backplane connector.
If you can’t seat a module with firm pressure, check the alignment
and keying. Forcing a module can damage the backplane connector
and the module.
Wiring Guidelines
Through the module’s terminals, you connect the module to external devices.
The exact wire gauge and maximum allowable length depends upon the devices
being connected. Here are some general rules to follow when you connect the
terminals:
don’t use wire with too large a gauge. The maximum practical wire gauge is
14 AWG.
keep low level conductors separate from high level conductors. Follow the
practices outlined in Publication 1770-980 P2LC Grounding and Wiring
Guidelines.
keep your power supply cables as short as possible–less than 50 feet is
preferable.
Using Shielded Cables
For many connections, you are instructed to use shielded cables. Using shielded
cables and properly connecting their shields to ground protects against
electromagnetic noise interfering with the signals transmitted through the
cables. Connect each shield to ground at one and only one end. At the other end,
cut the shield foil and drain wire short and cover them with tape. This will
protect them against accidentally touching ground. Keep the length of leads
extending beyond the shield as short as possible.
56
Figure 5.4 shows shielded cable connections for one control loop. Mount a
ground bus directly below the I/O chassis to provide a connection point for the
cable shield drain wires and the common connections for the input and output
circuits. Connect the I/O chassis ground bus through 8 AWG wire to the central
ground bus to provide a continuous path to ground.
Page 46

Chapter 5
Installing the Linear Positioning Module
Transducer
Supply
Figure 5.4
Shielded
4
Cable Grounding Connections
5
LINEAR
POSITIONING
FAULT
LOOP1
ACTIVE
LOOP2
ACTIVE
Transducer
1
2
Discrete
2
Input
Supply
3
Analog
Supply
Discrete
Output
Supply
2
5
2
Shielded cables are not
required for these discrete
inputs and outputs.
However, they can
improve noise immunity.
I/O Chassis Ground Bus
8 AWG wire to
central ground bus
1
Belden 8723 or equivalent (50 ft. max.), Belden 8227, Belden 9207, Belden 1162A, or equivalent (200 ft. max.)
2
Belden 8761 or equivalent (50 ft. max.)
3
Belden 8761 or equivalent (200 ft. max.)
4
Belden 8761 or equivalent (25 ft. max.), Belden 9318 or equivalent (50 ft. max.)
5
Belden 8723 or equivalent (50 ft. max.)
Servo Valve
50026
57
Page 47

Chapter 5
Installing the Linear Positioning Module
Using Twisted Wire Pairs
It is recommended you use twisted wire pairs for a signal and its return path to
reduce noise levels further. Figure 5.5 shows a twisted pair and shielded twisted
pair.
Figure 5.5
Shielded
T
wisted Pair Diagram
Twisted Pair
Shielded Twisted Pair
50046
ATTENTION: Failure to follow correct shielding procedures can
cause unpredictable movement resulting in possible injury to
personnel and damage to equipment.
Connecting AC Power
Figure 5.6 shows AC power and ground connections. Incoming AC connects to
the primary of an isolation transformer. The secondary of the isolation
transformer connects to:
58
the power supply for the discrete inputs
the power supply for the discrete outputs
the power supply for the I/O chassis
the power supply for the analog outputs
the power supply for the transducer circuits
Page 48

Disconnect
Figure 5.6
Power and Ground Connections
AC
L3
Chapter 5
Installing the Linear Positioning Module
Incoming
AC
L1 N
Power
Supply for
Discrete
Inputs
L2
L1
Fuses
H
1
H
3
Fuse
G
120 VAC
L1 N
Power
Supply for
Discrete
Outputs
G
X
1
Ground Bus
Supply for
I/O Chassis
Backplane
H
H
2
X
2
Central
L1 N
Power
4
Isolation/
StepDown
Transformer
L1 N
Power
G
Supply for
Analog
Outputs
G
L1 N
Power
Supply for
Transducer
Circuits
G
I/O Chassis
Ground Bus
50047
In the grounded AC system shown above, the low side of the isolation
transformer is connected to the central ground bus. Figure 5.6 also shows
connections from the central ground bus to each power supply and to the I/O
chassis ground bus shown in Figure 5.4.
59
Page 49

Chapter 5
Installing the Linear Positioning Module
Power Supplies
The 1771 backplane provides the power for most of the module circuits. You’ll
need external power supplies for the analog outputs, transducer interfaces,
discrete inputs and discrete outputs.
All four power supplies and their associated module circuits are electrically
isolated from the I/O chassis and from each other. To provide maximum
isolation of the four sets of circuits, the four supplies should be from separate
sources. However, you can use the same power supply to power two or more
circuits if you don’t need the isolation that separate supplies provide.
Information on how to connect the power supply for each circuit is under the
heading for that circuit.
Connecting the Transducer Interface
Figure 5.7 shows the transducer interface connections. You should refer to the
wiring diagrams supplied with your transducer to determine pinouts on the
transducer head.
Important: The transducer must be configured for external interrogation.
510
Page 50

Chapter 5
Installing the Linear Positioning Module
LOOP 2
TRANSDUCER
Figure 5.7
Transducer
Connections
Connect to
Transducer Head
55
- + +5 Com
Transducer
Supply
(Customer Supplied)
LOOP 1
TRANSDUCER
4
Ground the shield at
the I/O chassis end.
Wiring Arm
Terminals
1
Ground the shield
at the I/O chassis end.
1
Belden 8723 or equivalent (50 ft. max.); Belden 8227, Belden 9207, Belden 1162A or equivalent (200 ft. max.)
4
Belden 8761 or equivalent (25 ft. max.), Belden 9318 or equivalent (50 ft. max.)
5
Belden 8723 or equivalent (50 ft. max.)
2
4
6
8
+5 COMMON
10
LOOP 2
+GATE
-GATE
+INTERR
-INTERR
LOOP 1
+GATE
-GATE
+INTERR
-INTERR
+5 VDC
1
3
5
7
9
Ground the shield
at the I/O chassis end.
Power Supply
To connect the transducer power supply, follow these steps:
1. Connect +5 VDC from your power supply to the +5 VDC terminal (9) on
the module.
1
50030
2. Connect + VDC from your power supply to the transducer.
511
Page 51

Chapter 5
Installing the Linear Positioning Module
3. Connect - VDC from your power supply to the transducer.
4. Connect the common terminal on your power supply to the +5 COMMON
terminal (10) on the module, to ground at the I/O chassis, and to the
transducer.
5. Connect the cable shields to ground at the I/O chassis end.
6. Connect the power supply chassis to ground.
Transducer Interface
After connecting the transducer power supply to the module, make the Gate and
Interrogate connections. Use a single, continuous, shielded cable segment for
these connections. Don’t break the cable for connection in a junction box, but
connect it directly from the digital interface box to the module.
To connect the transducer interface terminals:
1. Configure the transducer for external interrogation.
2. If you haven’t already configured the transducer for the optimum number
of circulations, do so now. Refer to Chapter 4 for a procedure to determine
the optimum number of circulations for your system.
3. Connect the module’s +GATE terminal (1/2) to the transducer’s +GATE
terminal.
4. Connect the module’s -GATE terminal (3/4) to the transducer’s –GATE
terminal.
5. Connect the module’s +INTERR terminal (5/6) to the transducer’s
+INTERROGATE terminal.
6. Connect the module’s -INTERR terminal (7/8) to the transducer’s
–INTERROGATE terminal.
7. Connect the cable shields to ground at the I/O chassis end.
Connecting the Discrete Inputs
512
The seven discrete inputs (for each control loop) make connections via eight
wiring arm terminals (one terminal is discrete input common). The voltage and
current requirements for the discrete inputs are:
Low 0 to 4 VDC
High 10 to 30 VDC
Input Current 8 mA @ 12 VDC
16 mA @ 24 VDC
Page 52

Chapter 5
Installing the Linear Positioning Module
Make sure that the voltage driving each input is at the appropriate level.
Figure 5.8 shows the discrete input connections.
Auto/Manual
Start
Use any number of
Estop switches in series
Jog Forward
Jog Reverse
Input 1
Input 2
Figure 5.8
Discrete
2
14
AUTO/MAN
16
18
20
22
24
26
28
I/P COMMON
Input Connections
LOOP 2
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
Wiring Arm
Terminals
LOOP 1
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P SUPPLY
13
15
17
19
21
23
25
27
Auto/Manual
Start
Use any number of
2
Estop switches in series
Jog Forward
Jog Reverse
Input 1
Input 2
15 to 24 VDC
Discrete Input
Supply
(Customer
Supplied)
- +
2
2
Belden 8761 or equivalent (50 ft. max.)
50049
If you are driving a discrete input from a discrete output of another module,
keep in mind that you must measure the output voltage at the discrete output
itself and not at the discrete output power supply. There is a 1.6 VDC drop
between the power supply and the discrete output at maximum current. To yield
the minimum 10 VDC at the discrete output, the discrete output supply must be
greater than 11.6 VDC.
513
Page 53

Chapter 5
Installing the Linear Positioning Module
Power Supply
To connect the discrete input power supply, follow these steps:
1. Connect the (+) side of the discrete input power supply to the I/P SUPPLY
terminal (27) of the module.
2. Connect the common of the discrete input power supply to the I/P
COMMON terminal (28) of the module.
3. Connect the cable shield to ground at the I/O chassis end.
4. Connect the power supply chassis to ground.
Auto/Manual Input
The auto/manual input, in conjunction with the auto/manual bit in the command
block, determines the module’s mode of operation. Both the auto/manual input
and the auto/manual bit must be on to achieve auto mode. Otherwise, the mode
is manual. Connect the auto/manual and common terminals to an external
source.
Hardware Start Input
The hardware start input performs the same function as the software start. (See
Chapter 8.) When you command a setpoint, no axis movement occurs on that
control loop until the module receives a start command or a transition from low
to high (after at least 20 msec of low) at the control loop START terminal
(15/16).
Example: To start movement to a setpoint when Output 1 (configured as the
in-position output) of another control loop goes high, connect the hardware start
input to the Output 1 of that control loop.
You don’t need to connect the hardware start terminals if you won’t be using
this feature.
514
Hardware Stop Input
A low input at the STOP terminal (17/18) will stop axis movement for the
corresponding control loop. This allows you to connect any number of normally
closed emergency stop switches in series between a high source and the
hardware stop terminal. Opening any of these switches will immediately zero
the analog output for that loop.
Page 54

Chapter 5
Installing the Linear Positioning Module
ATTENTION: In servo valve control systems, axis drift may occur
due to imprecise valve nulling even with zero analog output. It is
recommended that emergency stop switches, such as overtravel limit
switches, also turn off axis power and close a blocking valve
installed between the servo valve and the prime mover.
Important: If you have enabled the discrete inputs via the parameter block,
don’t leave the hardware stop terminals disconnected–you must connect them to
a source which is normally high. If the connection breaks, the input goes low
and axis movement automatically stops.
ATTENTION: Use the hardware stop to disable the servo valve
drive or stop axis motion only in an emergency. Abruptly stopping
axis motion places mechanical stress on the positioning assembly.
Use the slide stop bits in the command block to stop axis motion in
non-emergencies. The slide stop decelerates before stopping and is
less abrupt than the hardware stop.
Jog Forward Input
Before the module responds to the jog forward input, the control loop must be
in manual mode.
If you apply high input (more than 10 VDC) to the jog forward input, the axis
moves in the forward direction (the direction of positive movement relative to
the zero-position offset). It continues to move until the jog forward input is low
or until the axis reaches the software travel limit, whichever occurs first.
Chapter 8 explains how to define the zero-position offset in the parameter
block.
To set up the jog forward input:
1. Connect a normally open push-button switch between the JOG FWD input
terminal (19/20) and the discrete input power supply’s positive terminal
(27).
2. Mount the jog forward switch so an operator can see the axis motion.
Leave the jog forward input terminal disconnected if you’re not using it.
515
Page 55

Chapter 5
Installing the Linear Positioning Module
Jog Reverse Input
The jog reverse input is valid only in the manual mode. The jog reverse input is
similar to the jog forward input, except the axis movement is in the reverse
direction (the direction of negative movement relative to the zero-position
offset). Connect the JOG REV terminal (21/22) in the same way as the jog
forward input. Leave the terminal disconnected if you are not using it.
General Purpose Inputs
There are two general purpose inputs for each control loop of the module at
terminals INPUT 1 (23/24) and INPUT 2 (25/26). You can monitor the state of
the signal at these terminals through the status block (see Chapter 6) or use
these terminals as programmable inputs (see Chapter 9).
Connecting Multiple Modules
To connect the discrete inputs of two or more modules to a single control line,
you must pull the signal to ground with either a double-throw switch or a
pull-down resistor.
Figure 5.9
a DoubleThrow Switch to Control Multiple QB'
Using
10 to 30 VDC
Doublethrow
Switch
14
16
18
20
22
24
26
28
14
16
18
20
22
24
26
28
s
LOOP2
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P COMMON
LOOP2
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P COMMON
Module A
Wiring Arm
Module B
Wiring Arm
516
50025
Page 56

Chapter 5
Installing the Linear Positioning Module
Pull-down resistors or double-throw switches are only required if you wish to
connect two or more QB’s. They are not required to control multiple discrete
inputs on a single module.
Figure 5.10
Using
PullDown Resistors to Control Multiple QB'
10 to 30 VDC
Jog Reverse
Jog Forward
PullDown
Resistors
1000 W 2W
s
14
16
18
20
22
24
26
28
LOOP2
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P COMMON
Module A
Wiring Arm
PullDown
Resistors
1000 W 2W
PullDown
Resistors
1000 W 2W
14
16
18
20
22
24
26
28
14
16
18
20
22
24
26
28
LOOP2
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT1
INPUT 2
I/P COMMON
LOOP2
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P COMMON
Module B
Wiring Arm
Module C
Wiring Arm
50024
ATTENTION: Failure to follow these procedures can result in
sporadic operation of the discrete inputs.
517
Page 57

Chapter 5
Installing the Linear Positioning Module
Connecting the Analog Outputs
A
B
C
D
3
The analog outputs provide the current (or voltage) by which the module
controls the servo valve. By controlling the servo valve, the module controls
axis motion.
Figure 5.11
Analog
LOOP 2
SERVO VALVE
ATTENTION: Applying output to an axis with polarity reversed can
cause sudden high-speed motion. For maximum safety, leave the
analog outputs disconnected and the axis power off until you perform
the axis tuning procedures in Chapter 8.
Output Connections
LOOP 1
SERVO VALVE
A
B
C
D
3
Ground the shield
at the I/O chassis end.
Ground the common
at the I/O chassis end.
LOOP 2
+ANALOG
30
-ANALOG
32
34
±15 COMMON
Ground the shield
at the I/O chassis end.
3
Belden 8761 or equivalent (200 ft. max.)
5
Belden 8723 or equivalent (50 ft. max.)
Wiring Arm
Terminals
± 15 VDC
Analog Power
Supply
(Customer Supplied)
+ Comm -
+15 -15
5
LOOP 1
+ANALOG
-ANALOG
+15 VDC
-15 VDC
29
31
33
35
Ground the shield
at the I/O chassis end.
50031
518
Page 58

Chapter 5
Installing the Linear Positioning Module
ATTENTION: The polarity of the analog outputs is affected by the
setting of the most significant bit of the analog range words in the
parameter block. (See Chapter 7.) Incorrect wiring of the analog
outputs or an incorrect setting of this most significant bit can cause
the axis to accelerate out of position when the loop is closed.
Power Supply
To connect the analog output supply:
1. Connect the (+) side of the power supply to the +15 VDC module terminal
(33).
2. Connect the (-) side to the -15 VDC module terminal (35).
3. Connect the common to +
ground at the I/O chassis.
4. Connect the shield to ground at the I/O chassis end.
5. Connect the analog power supply chassis to ground.
15 COMMON module terminal (34) and to
Analog Output
To connect the analog output of the control loop to the servo valve interface:
1. Be sure that you set the control loop’s voltage/current selection switches to
match your servo valve’s requirements.
2. Check that the analog output power supply is connected.
3. Connect the +ANALOG module terminal (29/30) and the -ANALOG
module terminal (31/32) to the servo valve coil terminals.
Important: If you select voltage output for a loop, the module internally
connects that loop’s -ANALOG terminal to the +
15 COMMON terminal (34).
4. Connect the cable shields to ground at the I/O chassis end.
Important: Wire servo valve coils in series. Refer to the instructions for your
device.
519
Page 59

Chapter 5
Installing the Linear Positioning Module
Connecting the Discrete Outputs
2
The two discrete outputs for each loop are powered by the discrete output power
supply. The characteristics of the discrete outputs are:
Low no voltage applied to the output
High output supply voltage applied to output
Maximum Current 100 mA
Voltage Drop 1.6 VDC maximum (at 100 mA) between the dis
crete output power supply (terminal 40) and the
discrete outputs
Power for the OUTOUT 1 and OUTPUT 2 discrete outputs comes from the
discrete output power supply through terminal 40 on the module wiring arm.
The return for the load driven by OUTOUT 1 or OUTPUT 2 connects to the
common of the discrete output power supply.
Figure 5.12 shows a typical discrete output connection.
Figure 5.12
Discrete
36
38
40
Output Connections
LOOP 2
OUTPUT 1
OUTPUT 2
O/P SUPPLY
Wiring Arm
Terminals
LOOP 1
OUTPUT 1
OUTPUT 2
37
39
2
520
LOADS*
Ground the shield at
the I/O chassis end.
2
Belden 8761 or equivalent (50 ft. max.)
LOADS*
5 to 30 VDC
Discrete Output
Supply
(Customer Supplied)
+ -
2
*The discrete outputs can be connected to inputs of other
modules provided that the current does not exceed 100mA.
50050
Page 60

Chapter 5
Installing the Linear Positioning Module
Power Supply
To connect the discrete output power supply, follow these steps:
1. Connect the (+) side of the discrete output power supply to the O/P
SUPPLY terminal (40) on the module.
2. Connect the common of the discrete output power supply to ground at the
I/O chassis and to the returns (-) of all output devices.
3. Connect the discrete output power supply chassis to ground.
4. Connect the shield to ground at the I/O chassis end.
OUTPUT 1
If configured as an in-position output, this output goes low in auto mode when
the axis begins to move towards a commanded setpoint or after a jog. It goes
high when the axis enters the in-position band surrounding an endpoint.
You can use this output to drive another control loop to coordinate the axis
movement of various control loops. In this case, you connect the OUTPUT 1
terminal to the discrete hardware start input of another control loop. Otherwise,
you may connect this output to a light emitting diode or other indicator.
Important: When you are connecting the module’s discrete inputs and outputs
to external devices, keep in mind that the discrete inputs sink current and the
discrete outputs source current.
OUTPUT 2
If configured as a loop fault output, this output is normally high. It goes low
when the module detects a fault in the control loop. You can use the loop fault
output to drive another module’s hardware stop input. You can connect the loop
fault output terminal to the hardware stop input of another control loop or to a
visual/audible fault indicator.
Both OUTPUT 1 and OUTPUT 2 can be configured to be programmable
outputs. (See Chapter 9.)
521
Page 61

Chapter 5
Installing the Linear Positioning Module
36
38
40
LOOP 2
OUTPUT 1
OUTPUT 2
O/P SUPPLY
Wiring Arm
Terminals
Figure 5.13
Connecting
LOOP 1
OUTPUT 1
OUTPUT 2
a Discrete Output to a Discrete Input
LOOP 2
14
AUTO/MAN
16
18
20
22
24
26
28
I/P COMMON
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
37
39
15 to 24 VDC
Supply
(Customer
Supplied)
+ -
Wiring Arm
Terminals
LOOP 1
AUTO/MAN
START
STOP
JOG FWD
JOG REV
INPUT 1
INPUT 2
I/P SUPPLY
13
15
17
19
21
23
25
27
Ground the shield
at the I/O chassis end.
Important: Ground the power supply common at one point only. This will help
eliminate ground loops which are very susceptible to electrical noise.
50051
522
Page 62

Chapter
6
Interpreting ModuletoPLC Data (READS)
This chapter explains how to monitor module operation from a programmable
controller by reading and interpreting status block data that the module transfers
to the programmable controller’s data tables.
PLC Communication Overview
You must program the programmable controller to communicate with the Linear
Positioning Module through block read and block write instructions. The data
blocks are:
status block
parameter block
setpoint block
motion block
command block
The block read instruction transfers the status block data from the module to the
programmable controller data table. The block write instruction transfers the
parameter block, the setpoint block, the motion block and the command block
data from the programmable controller data table to the module. This chapter
tells you how to interpret the status block data. Chapter 7 tells you how to
format the parameter block, the setpoint block, and the command block data.
Chapter 9 explains the motion block.
Status Block
The status block contains information on the status of each axis. Until the
module receives a parameter block, the status block consists of five words (i.e.
the default assumption of one axis). The size of subsequent status blocks
depends on the configuration you program through the parameter block.
Number of Axes Status Block Length
1 5 words - default
2 9 words - default
1 or 2 up to 33 words depending on
block transfer length requested
You can set the block transfer read instruction to include extended status
information by specifying a block transfer length of 33. If you specify a length
of 0 (or 64), the module returns the default: 5 words for one axis and 9 for two.
61
Page 63

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Word Assignment
The assignment of the words within the status block is as follows:
Figure 6.1
Block W
Status
AXIS 1 AXIS 2
ord Assignments
WORD DESCRIPTION
1
2
3
4
5
10
12
13
16
17
20
22
24
26
28
30
32
(6)
(7)
(8)
(9)
(11)
(14)
(15)
(18)
(19)
(21)
(23)
(25)
(27)
(29)
(31)
(33)
Module Configuration Word
Status word 1
Status word 2
(MS) Position/Error/Diagnostic word
(LS) Position/Error/Diagnostic word
Active motion segment/setpoint
(MS) Position
(LS) Position
(MS) Following Error
(LS) Following Error
Measured Velocity
Desired Velocity
Desired Acceleration
Desired Deceleration
% Analog Output
Maximum Positive Velocity
Maximum Negative Velocity
Default Status
Extended Status
50000
Module Configuration Word (word 1)
Bits 0 to 8 are controlled by the parameter control word in the parameter block.
Module configuration information includes number of axes, units of
measurement, number format, binary position format (single or double word),
and the state (enabled or disabled) of the start/stop enhancement, discrete input,
analog output and transducer interface bits. Detailed descriptions of these are in
Chapter 7.
62
Page 64

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Figure 6.2
Configuration W
Module
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
0
.
..
.
.
.
.
.
.
.
.
.
.
0
0000 0
.
.
..
..
.
.
Stop/Start Enhancement:
0 = Disabled
1 = Enabled
Binary Position Format:
0 = Double Word
1 = Single Word
ord
.
.
.
.
.
.
.
..
.
Transducer Interface:
0 = Enabled
1 = Disabled
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Analog Outputs:
0 = Enabled
1 = Disabled
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Format:
0 = Binary
1 = BCD
Discrete Inputs:
0 = Enabled
1 = Disabled
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Axes used:
01 = Axis 1
10 = Axis 2
11 = Both axes
Units:
0 = Inch
1 = Metric
50001
Status Word 1 (words 2 and 6)
Each bit in status word 1 corresponds to a particular axis condition.
Bit 0 – Ready
The module turns off the ready bit after powerup or after a reset command. (See
Chapter 7.) The module turns this bit on when it receives a valid parameter
block for this loop. Unless it detects a fault, the module enables the analog
output for the axis when the ready bit turns on.
The module does not accept setpoint, motion or command blocks until the ready
bit is on.
63
Page 65

Chapter 6
Interpreting ModuletoPLC Data
(READS)
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
..
.
Figure 6.3
Status
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
W
ord 1
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Input 2
Input 1
Jog reverse
Jog forward
Ready
Setpoints received
Done
InPosition
Stop
Start
Auto/manual
Inputs enabled
PID active
Block transfer write toggle
Auto Mode
Programming error
50052
Bit 1 – Setpoints Received
The setpoints received bit is off after powerup or after a reset command. It
turns on after the module receives a valid setpoint block for the loop.
Bit 2 – Done
The module turns the done bit on when the module has finished traversing the
axis velocity profile. At this point, the desired velocity is zero and the position
command is stabilized at the target endpoint. The module turns this bit off when
you command a new setpoint move or jog.
64
Important: If this bit turns on, it does not mean that the axis is in position yet.
Bit 3 – In-Position
The in-position bit turns on when the done bit is on and the following error has
closed to within the in-position band defined in the parameter block. When the
in-position bit is on, the axis has moved to within a specified distance of the
programmed endpoint.
If configured as the in-position output, then the OUTPUT 1 hardware output
reflects the status of this bit. The in-position bit turns off when the axis receives
a jog command or begins a move to a new setpoint.
Important: When OUTPUT 1 turns off, it remains off for at least 16
milliseconds. This provides compatibility with the hardware start input.
Page 66

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Bit 4 – Auto Mode
The auto mode bit turns on when the loop is in auto mode, i.e., when the
auto/manual bit in the command block is on and the auto/manual hardware
input is true. The auto/manual hardware input is true if the module is receiving a
high input at the AUTO/MAN discrete input terminal (13/14) or if the discrete
inputs are disabled in the parameter block.
Don’t confuse the auto mode bit with the auto/manual bit (bit 9). The
auto/manual bit simply reflects the state of the signal at the AUTO/MAN
discrete input terminal (13/14), regardless of whether or not the discrete inputs
are disabled.
Bit 5 – Programming Error
If the module detects an illegal bit combination, such as a non-BCD value
where it expects a BCD value, it turns on the programming error bit. You can
get additional information from words 4, 5 and 8, 9 if they are configured to
display diagnostics. The programming error bit clears when the error condition
ends.
Bit 6 – PID Active
The PID bit is on when the integral and derivative terms are enabled. It turns off
during axis movement in response to a setpoint or jog command.
Bit 7 – Block Transfer Write Toggle
When the module receives and successfully decodes a block transfer whose
block contents or size differ from the previous valid block transfer received, the
block transfer write bit is toggled. As long as no programming error occurs, any
valid block transfer received by the module will toggle this bit. This lets you
synchronize block transfers and ensure that every block transfer sent to the
module has been received.
Bit 8 – Inputs Enabled
The inputs enabled bit is off after powerup or after a reset command. It turns on
if you enable the discrete inputs by the parameter block. If the discrete inputs
are disabled, their status is still displayed in bits 9 through 15 of this status
word, but their functions are disabled.
Bit 9 – Auto/Manual
The auto/manual bit reflects the state of the auto/manual hardware input
(0 = manual mode, 1 = auto mode).
65
Page 67

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Bit 10 – Start
The start bit reflects the state of the hardware start input (0 = no start,
1 = start).
Bit 11 – Stop
The stop bit reflects the state of the hardware stop input (0 = stop, 1 = no stop).
Important: The hardware stop is a low-true signal.
Bit 12 – Jog Forward
The jog forward bit reflects the state of the jog forward hardware input
(0 = no jog, 1 = jog).
Bit 13 – Jog Reverse
The jog reverse bit reflects the state of the jog reverse hardware input
(0 = no jog, 1 = jog).
Bit 14 – Input 1
This bit reflects the state of hardware input 1 (0 = off, 1 = on).
Bit 15 – Input 2
This bit reflects the state of hardware input 2 (0 = off, 1 = on).
66
Page 68

Internal fault
Analog fault
Feedback fault
Chapter 6
Interpreting ModuletoPLC Data
(READS)
Status Word 2 (words 3 and 7)
Status word 2 gives the active setpoint and provides additional status
information.
Figure 6.4
W
Status
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Discrete fault
Immediate stop
PID error
ord 2
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
0
.
.
.
..
..
.
.
Setpoint Number,
binary format (013),
(15 a motion segment
Reserved
Error valid
Position valid
Diagnostic valid
Integral limit reached
Excess following error
.
.
.
.
.
.
..
.
is active)
50053
Bits 0 to 3 – Setpoint Number
Bits 0 to 3 give the currently active setpoint (1 to 13 in binary format), or
indicate that a motion segment is active (15 binary). This parameter defaults to
zero on powerup or after a jog command. It then remains zero until a setpoint or
motion start is received and accepted.
The currently active setpoint is the target point of the latest initiated axis move.
If hardware started is enabled, the module won’t update the setpoint number to a
commanded setpoint until after it receives a hardware start.
Bit 4 – Reserved
Bit 4 is reserved for future use.
Bit 5 – Error Valid
The error valid bit is on if the next two status block words (i.e., words 4 and 5
for axis 1 and words 8 and 9 for axis 2) for this axis contain a valid following
error value.
67
Page 69

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Bit 6 – Position Valid
The position valid bit is on if the next two status block words (i.e., words 4 and
5 for axis 1 and words 8 and 9 for axis 2) contain a valid axis position.
Bit 7 – Diagnostic Valid
This bit is on if the next two status block words (i.e., words 4 and 5 for axis 1
and words 8 and 9 for axis 2) for this axis contain diagnostic information.
Bit 8 – Integral Limit Reached
The integral limit reached bit turns on if the integral term of the PID algorithm
reaches the maximum specified in the parameter block. (See Chapter 7.) It turns
off when the integral term returns to within the permitted limits. Reaching the
integral limit doesn’t result in a loop fault.
Bit 9 – Excess Following Error
If the following error equals or exceeds the maximum following error
programmed into the parameter block, the module turns this bit on and activates
OUTPUT 2 if configured as the loop fault output.
Bit 10 – PID Error
If the positioning error equals or exceeds the maximum PID error programmed
into the parameter block (if the PID bit is on), the module turns this bit on and
activates OUTPUT 2 if configured as the loop fault output.
Bit 11 – Immediate Stop
The stop bit turns on when the module recognizes a hardware stop input or
immediate stop command. The module also activates OUTPUT 2, if configured
as the loop fault output, when it performs an immediate stop.
Bit 12 – Discrete Input Fault
The discrete input fault bit turns on when the module detects a fault in the
discrete input circuitry. In this event, the module also activates OUTPUT 2 if
configured as the loop fault output. The following conditions will cause a
discrete input fault:
68
loss of discrete input power
discrete input circuitry fault
Page 70

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Bit 13 – Feedback Fault
The feedback fault bit turns on when the module detects a fault in the transducer
interface circuitry. In this event, the module also activates OUTPUT 2 if
configured as the loop fault output. The following conditions will cause a
feedback fault:
loss of transducer power
internal loop-back fault
excessive change in velocity
loss of feedback
position exceeds maximum transducer length
Bit 14 – Analog Fault
The analog fault bit turns on when the module detects a fault in the analog
circuitry. In this event, the module also activates OUTPUT 2 if configured as
the loop fault output. The following conditions will cause an analog fault:
loss of analog power
analog power supply voltage out of tolerance
analog circuitry fault
Bit 15 – Internal Fault
The internal fault bit turns on if the module detects a fault in the circuitry
powered by the backplane. In this event, the module also activates OUTPUT 2
if configured as the loop fault output. If this fault occurs, return the module to
your Allen-Bradley representative.
Position/Error/Diagnostic Words
You can use these words to display diagnostic information, current axis
position, or the following error. You select the information to be displayed
through bits in the command block. You can also view all three parameters
simultaneously by specifying diagnostics for words 4, 5 and 8, 9; position
information for words 12, 13 and 14, 15; and following error for words 16, 17
and 18, 19. These selections use the extended status information. See Chapter 7
for details on the command block.
69
Page 71

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Diagnostic Information (words 4, 5 and 8, 9)
After a reset command or powerup, the module displays diagnostic information
so you can detect parameter block errors. (The module doesn’t accept command
blocks until after it receives a valid parameter block.)
Use the diagnostic words to determine the cause of a block transfer error. The
block ID identifies the last block received by the module. It is updated with
each block transfer. The word pointer identifies the location of the problem and
the error code determines the nature of the problem.
The diagnostic information is displayed in BCD format. See Appendix H for an
explanation of numbering formats.
Figure 6.5
Diagnostic
Format
1514 13 12 1110 09 08 07 06 05 0403 02 01 00
.
.
.
.
.
.
0
.
..
.
.
.
.
.
.
.
.
.
.
000000
000000
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Block ID:
0=Not applicable
1=Parameter
2=Setpoint
3=Command
4=Motion
1514 13 12 1110 09 08 07 06 05 0403 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Word pointer This BCD
number indicates which word
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Error Code This BCD number
indicates the error that occurred.
within the block is in error.
50054
The second of the two diagnostic words gives the error code and points to the
word where the error occurred. Table 6.A shows the error codes.
610
Page 72

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Table 6.A
Codes
Error
Code Definition
00 No errors detected
01 Invalid block identifier
02 NonBCD number entered
03 Invalid bit setting, unused bits must be set to zero
04 Data is out of range
05 Invalid number of axes programmed
06 Setpoint is not defined
07 Setpoint commanded while in manual mode
08 Position exceeds a software travel limit
09 Attempted to switch to auto mode with axis in motion
10 Attempted to switch to manual mode with axis in motion
11 Velocity exceeds maximum
12 High jog rate > maximum velocity
13 Low jog rate > high jog rate
14 Maximum PID error must be outside the PID band
15 Incorrect block length
16 First block after powerup must be a parameter block
17 Negative travel limit positive travel limit
18 Jog commanded while in auto mode
19 Forward and reverse jogs commanded simultaneously
20 Block transfer write attempted before module confirmed all power on wiring arm
21 Specified velocity exceeds maximum velocity for direction of motion
22 Motion segment ID not defined
23 Motion segment commanded while in manual mode
24 A motion segment is attempting to use an output which is not configured as a
programmable output
25 Motion segment ID previously defined in same motion block
Position Information (words 4, 5; 8, 9; 12, 13; and 14, 15)
The position words give the present position measured at the transducer. The
position information is in either BCD or binary format. You choose the format
you want through the parameter block. Binary format is compatible with integer
data (16-bit 2’s complement) used by PLC-5 family programmable controllers.
See Appendix H for an explanation of numbering formats.
The maximum position displayed is ±799.900 inches or ±7999.00 millimeters.
If the status words 4, 5 and 8, 9 are specified in the command block to display
position, when the axis exceeds the maximum, the maximum is displayed and
the position valid bit in the second status word turns off.
611
Page 73

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Figure 6.6
Position
Format
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
15 14 13 12 11 10 09 08 07 06 05 04
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Position value,
BCD or binary format
799.900 inches or 7999.00 mm max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Most significant 3 digits
03 02 01 00
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Least significant 3 digits*
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
50055
* As long as the parameter control word (see Chapter 7) is configured for binary (bit
3=0) and single word (bit 7=1) formats, values between -32.768 inches and 32.767
inches (-327.68 mm and 327.67 mm) may be displayed entirely in the second word.
The first word will be zero.
612
Following Error Information (words 4, 5; 8, 9; 16, 17; and 18, 19)
Following error is determined by subtracting the actual position of the axis
measured at the transducer from the desired position calculated by the module.
The desired position is calculated every two milliseconds based on the
acceleration, deceleration and velocity of the move. The error information is in
either BCD or binary format. You choose the format you want through the
parameter block. Binary format is compatible with integer data (16-bit 2’s
complement) used by PLC-5 family programmable controllers. See Appendix H
for an explanation of numbering formats.
The maximum following error displayed in the status block is ±180.000 inches
or ±4572.00 millimeters. If the status words 4, 5 and 8, 9 are specified in the
command block to display errors, when the axis exceeds the maximum, the
maximum is displayed and the error valid bit in the second status word turns
off.
Page 74

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Figure 6.7
Following
Error Format
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
15 14 13 12 11 10 09 08 07 06 05 04
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Following error value,
BCD or binary format
180.000 inches or 4572.00 mm max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Most significant 3 digits
03 02 01 00
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Least significant 3 digits*
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
50056
* As long as the parameter control word (see Chapter 7) is configured for binary (bit
3=0) and single word (bit 7=1) formats, values between -32.768 inches and 32.767
inches (-327.68 mm and 327.67 mm) may be displayed entirely in the second word.
The first word will be zero.
Active Motion Segment/Setpoint (words 10 and 11)
Words 10 and 11 of the extended status block contain the active motion segment
or setpoint number.
Figure 6.8
Motion Segment/Setpoint
Active
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
0
.
..
.
.
.
.
.
.
.
.
.
.
0000 0
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
000
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Active motion segment/setpoint,
binary format 0 slide stop, 1 to 13 setpoint,
14 to 127 motion segment
50094
613
Page 75

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Measured Velocity (words 20 and 21)
Measured velocity is the instantaneous speed of the axis measured at the
transducer. This velocity is calculated using a moving average over the previous
20, 50 or 100 milliseconds (depending on the velocity commanded for the
move). For slow moves, a 100 millisecond averaging interval is used to improve
resolution. For fast moves, a 50 or 20 millisecond averaging interval is used to
improve responsiveness.
Measured velocity is always positive, regardless of the direction of travel.
Table 6.B
Averaging
Interval for V
arious Commanded V
elocities
Commanded Velocity Averaging Interval
ips mmps
0.00 10.00 0 254.0
100 ms
10.01 20.00 254.1 508.0 50 ms
> 20.00 > 508.0
20 ms
Figure 6.9
V
Measured
elocity Format
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Measured velocity.
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
50005
Desired Velocity (words 22 and 23)
The module calculates the desired velocity once every two milliseconds based
on the acceleration, deceleration and velocity specified for the move. The
desired velocity is a theoretical number representing the speed that the module
wishes to achieve, and not necessarily the actual velocity of the axis. The
desired velocity is always positive, regardless of the direction of travel.
614
Page 76

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Figure 6.10
V
Desired
elocity Format
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Desired velocity,
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
50006
Desired Acceleration (words 24 and 25)
The module calculates the desired acceleration once every two milliseconds,
based on the velocity smoothing constant and maximum acceleration specified
for the move. The desired acceleration is a theoretical number representing the
rate of velocity increase that the module wishes to achieve, and not necessarily
the actual rate of acceleration achieved.
Figure 6.11
Desired
Acceleration Format
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Desired acceleration,
BCD 999.9 ips/s or 9999 mmps/s max
Binary 3276.7 ips/s or 32767 mmps/s max
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
50007
Desired Deceleration (words 26 and 27)
The module calculates the desired deceleration once every two milliseconds
based on the velocity smoothing constant and maximum deceleration specified
for the move. The desired deceleration is a theoretical number representing the
rate of velocity decrease that the module wishes to achieve, and not necessarily
the actual deceleration achieved.
615
Page 77

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Figure 6.12
Desired
Deceleration Format
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Desired deceleration,
BCD 999.9 ips/s or 9999 mmps/s max
Binary 3276.7 ips/s or 32767 mmps/s max
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
50087
Percent Analog Output (words 28 and 29)
Analog output is controlled by the module’s PID and feedforward control
algorithms. It represents the percentage of the full scale analog output used to
control the servo valve. The maximum full-scale output is determined by the
hardware switches (see Chapter 5) and the analog range word (see Chapter 7).
Example: If the analog output switches are configured for ±100 mA, and an
analog range of 50% is specified in the parameter block, an analog output of
+100.0% represents +50 mA and –100.0% represents –50mA with respect to the
+ANALOG output. If the most significant bit of the analog range word is set to
reverse the analog output polarity, +100% will still represent +50 mA with
respect to the +ANALOG output
616
The percent analog output is updated even when the analog outputs are disabled
by a fault or by the parameter control word.
The percent analog output can be used to monitor the output required to keep
the axis stationary. If a large value is detected (above 15%), the servo valve may
be out-of-null, or the integral term of the PID algorithm may have driven the
analog output towards the minimum or maximum (i.e., integral windup). You
can limit integral windup by setting the integral term limit (see Chapter 7) to 10
or 15%.
Figure 6.13
Percent
Analog Output
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
Sign:
0 = +
1 = -
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Percent analog output,
BCD or binary format
0.00 to
100.0%
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
50058
Page 78

Chapter 6
Interpreting ModuletoPLC Data
(READS)
Maximum Velocity (words 30, 31 and 32, 33)
The maximum velocity words represent the maximum speed that the system is
capable of moving in each direction, and not necessarily the maximum velocity
of a particular move.
The module calculates the theoretical maximum positive and negative velocities
by monitoring jogs or setpoint or motion block moves and extrapolating the
maximum speeds possible with the servo valve fully open.
The maximum velocity values returned by the module can greatly simplify the
tuning procedures for your axes. You can enter the maximum positive velocity
as the optimal positive analog calibration constant, and the maximum negative
velocity as the optimal negative analog calibration constant. The module will
use these values to adjust the PID and feedforward gains for directional
differences in system performance.
The maximum velocity words can also be used to monitor the performance of
the hydraulics. If the maximum velocity changes dramatically, the hydraulics
may require servicing.
Figure 6.14
Maximum
Velocity W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
..
.
ords
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Maximum positive velocity,
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Maximum negative velocity,
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
50028
While every effort has been made to ensure that the maximum velocity
calculations are foolproof, the following limitations do exist:
the module will ignore moves where a constant velocity is not achieved. The
maximum velocity calculations are only accurate when the axis stabilizes at a
constant velocity.
617
Page 79

Chapter 6
Interpreting ModuletoPLC Data
(READS)
the accuracy is degraded if the axis is unstable or if the velocity is extremely
low. Velocities at or above 10% of the maximum velocity work best.
the maximum velocities calculated by the module will not be accurate if
motion is impeded by physical obstructions.
the maximum velocity predictions will vary slightly for moves at different
velocities due to non-linearities in the hydraulic system. If it is critical that
the module perform best at a particular velocity, then that velocity should be
used to determine the optimal analog calibration constants. Otherwise, it is
best to use a moderately low velocity (10% of the maximum velocity) to
optimize the performance near the setpoint.
618
Page 80

Chapter
7
Formatting Module Data (WRITES)
Data Blocks Used in Write Operations
Data blocks that you set up in the PLC data table enable you to control the
module from your PLC programs. There are four types of data blocks used in
write operations. The three discussed in this chapter are parameter, setpoint and
command blocks. The motion block is discussed in Chapter 9.
Parameter Block (Required)
The parameter block contains loop configuration information. The module must
receive and acknowledge the parameter block before it can receive setpoint,
motion and command blocks. You will normally only send a parameter block to
the module after reset or powerup. If you do send one during module operation,
the module will not activate the new parameters until axis motion stops.
Setpoint Block (Optional)
By sending a setpoint block, you can specify up to 12 setpoints for each axis.
You can move to a selected setpoint by sending a command block.
Command Block (Required)
Parameter Block
By sending a command block, you begin the movement of one axis or both axes
simultaneously. This requires a jog command in manual mode or either a
setpoint or motion segment move command in auto mode.
The parameter block contains parameters to configure the two axes controlled
by the module. Figure 7.1 shows parameter block word assignments.
71
Page 81

Chapter 7
Formatting Module Data (WRITES)
Figure 7.1
Parameter
Block W
WORD
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
ord Assignments
Parameter control word
Analog range
+ Analog calibration constant
- Analog calibration constant
(MS) Transducer calibration constant
(LS) Transducer calibration constant
(MS) Zeroposition offset
(LS) Zeroposition offset
+ Software travel limit
- Software travel limit
Inposition band
PID band
Deadband
Excess following error
Maximum PID error
Integral term limit
Proportional gain
Gain break speed
Gain factor
Integral gain
Derivative gain
Feedforward gain
Global velocity
Global acceleration
Global deceleration
Velocity smoothing constant
Low jog rate
High jog rate
Reserved
Reserved
Parameters
for axis 1
72
Words 31 to 59 specify same parameters as
words 2 to 30, but for axis 2. (Values may differ)
Parameters
for axis 2
50057
Page 82

Chapter 7
Formatting Module Data (WRITES)
Parameter Control Word (word 1)
The parameter control word identifies the block as a parameter block and
provides configuration information common to both loops. You can also disable
the transducer interface, analog outputs, and discrete inputs by setting the
appropriate bits. If all three sections are disabled, you can test the
programmable controller program without connecting the wiring arm to the
module. Unused sections do not have to be powered.
Figure 7.2
Parameter
Block Control W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
0
.
..
.
.
.
.
.
.
.
.
.
.
100000
.
.
..
..
.
.
Identifies this as a
Parameter Block
Stop/Start Enhancement:
0 = Disabled
1 = Enabled
Binary Position Format:
0 = Double Word
1 = Single Word
ord
.
.
.
.
.
.
.
..
.
Transducer Interface:
0 = Enabled
1 = Disabled
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Analog Outputs:
0 = Enabled
1 = Disabled
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Format:
0 = Binary
1 = BCD
Discrete Inputs:
0 = Enabled
1 = Disabled
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Axes used:
01 = Axis 1
10 = Axis 2
11 = Both axes
Units:
0 = Inch
1 = Metric
50001
Bits 0 and 1 – Axes Used
Bits 0 and 1 determine which axes are controlled by the module. You can use
either one separately, or both. The module performs error processing
independently for each axis. If it detects a format error for one axis, it discards
all new parameters for that axis.
Bit 2 – Inch/metric
Bit 2 selects between metric and imperial units.
73
Page 83

Chapter 7
Formatting Module Data (WRITES)
Bit 3 – Binary/BCD
Bit 3 determines the format of the data contained in block transfer reads and
writes. BCD format provides compatibility with older programmable
controllers. Binary format provides compatibility with the PLC-5, which uses
integer (16-bit 2’s complement) data.
Bit 4 – Discrete Inputs
Setting this bit to 1 disables the discrete inputs. The state of the inputs can still
be monitored by the status block, but the function of each input is disabled.
Discrete faults are reported in the status block, but OUTPUT 2, if configured as
the loop fault output, is not activated when a discrete input fault occurs. The
discrete input section does not have to be powered when the inputs are disabled.
If disabled, the function of each input is as follows:
Discrete Input: Function:
stop input disabled
auto/manual input auto
jog inputs disabled
start input disabled
Bit 5 – Analog Outputs
Setting this bit to 1 disables the analog outputs by opening internal relays.
Analog faults are still reported in the status block, but OUTPUT 2, if configured
as the loop fault output, is not activated when an analog fault occurs. The
analog section does not need to be powered when the analog outputs are
disabled.
The percent analog output is displayed in the status block even if the analog
outputs are disabled. This allows you to test the programmable controller
program.
Bit 6 – Transducer Interface
Setting this bit to 1 disables the transducer interface. The interrogate pulse is
still sent and feedback faults are reported, but the transducer reading is ignored.
The transducer section does not need to be powered when the transducer
interface is disabled.
74
When the transducer interface is disabled the module will simulate transducer
feedback to help you test the programmable controller program. The position
changes at the programmed acceleration, velocity and deceleration when a
setpoint, motion segment or jog command is issued. The following error will
remain zero.
Page 84

Chapter 7
Formatting Module Data (WRITES)
Bit 7 – Binary Position Format
When bit 7 is set to 1, and binary format is specified in the parameter control
word (bit 3 = 0), the module can display position and error values between
-32.768 and 32.767 inches (-327.68 and 327.67 mm) in the second word of the
position or following error in the status block. This feature allows applications
with a stroke of less than 32 inches to monitor position and error with a single
integer. If the position or error exceeds the maximum, the module automatically
reverts to double word format.
Setting this bit to 0, or selecting BCD format in the parameter control word bit
(bit 3 = 1), configures the module to display position and error in double word
format. The first word displays inches or centimeters and the second word
displays fractions of an inch or centimeter. See Table 7.A.
Table 7.A
Single
and Double W
ord Format Representations
Position/Error Double Word Format Single Word Format
First Word Second Word First Word Second Word
+6.000 inches 6 0 0 6000
-32.768 inches -32 -768 0 -32768
327.67 mm 32 767 0 32767
-10.00 mm -1 0 0 -1000
Bit 8 - Stop/Start Enhancement
When this bit is set, it causes a positive rising edge hardware start input to be
accepted during axis motion, similar to the software start bit in the command
block. Also, as long as the software slide stop bit in the command block is high,
the axis remains stationary since no setpoint (or motion segment if a motion
block is being used), can be initiated. While most new applications can set this
bit, existing applications may clear it to ensure backwards compatibility.
Analog Range (words 2 and 31)
The analog range parameter specifies the maximum analog output available for
commanding motion. It may be positive or negative. Analog range is a
percentage of the range selected through the analog output DIP switches. (See
Chapter 5.) For example, if the analog range is specified as +100%, the direct
action analog output ranges from -10 V to 10 V, -20 mA to 20 mA, -50 mA to
50 mA, or -100 mA to 100 mA, depending on the setting of the analog output
switches. If the analog range is specified as -100%, the reverse action output
ranges from 10 V to -10 V, 20 mA to -20 mA, 50 mA to -50 mA or 100 mA to
-100 mA. Use this parameter to make sure that the module does not exceed the
maximum rating of the external device.
75
Page 85

Chapter 7
Formatting Module Data (WRITES)
Important: If the maximum analog range is negative, the +ANALOG and
–ANALOG outputs behave as if they were physically reversed.
ATTENTION: An incorrect sign for the analog range can cause the
axis to accelerate out of position when you close the loop.
Figure 7.3
Range W
Analog
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
ord
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = + Direct action
1 = - Reverse action
Maximum analog range,
BCD or binary
1 - 100%
50058
ATTENTION: Make sure that the analog output doesn’t exceed the
maximum for your device.
Example: To set an analog output range of +
70 mA:
configure the analog output DIP switches for +100 mA
specify an analog range of 70% in the analog range word
Analog Calibration Constants (words 3, 4 and 32, 33)
The analog calibration constants specify the highest velocity that the axis can
attain in each direction. These rates, associated with the maximum positive and
negative analog outputs, are 327.67 ips (inches per second) or 3276.7 mmps
(millimeters per second) for binary format. For BCD the maximum is 99.99 ips
or 999.9 mmps.
76
The module uses these parameters to determine the relationship between the
analog output and the speed of the axis. A separate parameter for each direction
compensates for directional differences of the device (the zero-position offset
defines the positive and negative directions). The module performs this
compensation by adjusting the loop gains (proportional, integral, derivative, and
feedforward).
Page 86

Chapter 7
Formatting Module Data (WRITES)
Figure 7.4
Calibration Constant W
Analog
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
ords
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Analog calibration constant for positive motion,
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Analog calibration constant for negative motion,
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Note: ips = inches per second
mmps = millimeters per second
50027
For servo valves, the analog calibration constants can be roughly calculated
from the diameter of the cylinder and the maximum flow rate of the valve. You
will fine-tune these parameters when you perform the tuning procedure given in
Chapter 8.
Transducer Calibration Constant (words 5, 6 and 34, 35)
The module uses the transducer calibration constant to convert the transducer
generated pulse width into an axis position reading.
Calculate the transducer calibration constant by multiplying the figure stamped
on the side of the transducer head by the number of circulations that you are
using. This figure varies slightly from one transducer to another. It is typically
9.0500 microseconds per inch or 0.35600 microseconds per millimeter.
Example: If your transducer is stamped with 9.0500 microseconds per inch
and you’ve programmed your digital interface box for four circulations, your
transducer calibration constant would be:
4 x 9.0500 = 36.2000
See Chapter 4 to determine the optimum number of circulations for your system
and Chapter 8 for a procedure for verifying the transducer calibration constant.
77
Page 87

Chapter 7
Formatting Module Data (WRITES)
Figure 7.5
Transducer
Calibration Constant W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Transducer calibration constant,
BCD or binary
99.9999 microsec/inch or
9.99999 microsec/mm max
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
ords
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
00000000
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Most significant digits
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
Least significant 4 digits
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
50028
ZeroPosition Offset (words 7, 8 and 36, 37)
The zero position offset words define the origin of the coordinate system.
Zero-position can be located within or outside the transducer’s active range.
This allows positions to be measured relative to locations outside the range of
axis motion. The software travel limits and setpoint positions must reside within
the transducer’s active range.
Important: The active range of the transducer is halved by each increase in the
number of circulations of the digital interface box.
Figure 7.6
ZeroPosition
Offset
Transducer
Head
Transducer Rod
Zeroposition offset
±
Zero
position
50060
78
Page 88

Chapter 7
Formatting Module Data (WRITES)
Important: If you change the axis polarity, exchange the forward and reverse
analog calibration constants. The zero-position offset defines the direction of
forward and reverse motion.
Calculate the zero-position offset by measuring the distance between the
zero-position and the transducer’s head, as shown above. The module accepts a
maximum of +
the transducer head is on the positive or negative end of the axis. If the
zero-position offset is zero, then the positive direction is away from the
transducer head, in the extend direction.
799.900 inches (+7999.00 millimeters). The sign defines whether
Figure 7.7
.
.
.
.
.
.
..
.
Offset W
.
.
.
.
.
.
..
.
ZeroPosition
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
Sign:
0 = +
1 = -
15 14 13 12 11 10 09 08 07 06 05 04
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
ords
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Zeroposition offset,
BCD or binary
799.900 inches or 7999.00 mm max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Most significant digits
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Least significant 3 digits
.
.
.
.
.
.
.
..
.
03 02 01 00
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
50029
Important: If you select binary format, both words are represented as
2’s-complement integers compatible with the PLC-5. See Appendix H for
examples of these words.
Software Travel Limits (words 9, 10 and 38, 39)
When a setpoint command calls for the axis to move beyond a software travel
limit, the module aborts the move and reports a programming fault. When a jog
command calls for the axis to move beyond a software travel limit, axis
movement will decelerate and stop at the limit.
The software travel limits must be within the active range of the transducer. The
active range of your transducer is halved by each increase in the number of
circulations of your digital interface box.
79
Page 89

Chapter 7
Formatting Module Data (WRITES)
If you program both software travel limits to zero, the module defaults to a
negative software travel limit of 0 and a maximum positive software travel limit
that is 180.0 inches or 4572 mm for one recirculation. If you select binary
format, the software travel limits are represented as 2’s-complement integers.
ATTENTION: To guard against equipment damage, we recommend
that you set software travel limits to match your axis length.
Figure 7.8
T
Software
ravel Limit W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
15 14 13 12 11 10 09 08 07 06 05
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Sign:
0 = +
1 = -
ords
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Positive software travel limit,
BCD or binary
± 799.9 inches or ± 7999 mm max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Negative software travel limit,
BCD or binary
± 799.9 inches or ± 7999 mm max
.
.
.
.
.
.
..
.
.
.
.
.
.
.
..
.
ZeroPosition and Software Travel Limit Examples
.
.
.
.
.
.
.
..
.
03 02 01 0004
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
50061
710
The zero position offset and software travel limits can be difficult to understand
so the following examples have been provided. Note that the examples show
zero position and software travel limits relative to the movement of the magnet
along the transducer. The actual movement of a workpiece depends on how the
transducer is mounted in a given system.
Page 90

Zeroposition = 0.000
Positive Limit = 0.0
Negative Limit = 0.0
Chapter 7
Formatting Module Data (WRITES)
Example: Default Configuration
If the zero-position and software travel limits are 0, all measurements are
relative to the transducer head and the positive direction is towards the end of
the transducer. If you program both software travel limits to 0, the module
defaults to the maximum and minimum that it can measure. In this example, the
negative limit is at the origin and the positive limit is at the maximum distance
that the module can measure: 180 inches for one circulation.
Figure 7.9
Default
Configuration
Neg.
Limit
0
Origin
Pos.
Limit
+180
Positive
Direction
50012
Zeroposition = -15.000
Positive Limit = +15.0
Negative Limit = -10.0
Example: Extending in the Positive Direction
In this example, the transducer head is -15 inches from the origin. Notice that
all measurements are relative to the origin. The value of the zero position offset
determines the distance between the origin and the transducer head. The sign of
the zero position offset indicates that the transducer head is in the negative
direction.
Figure 7.10
Extending
in the Positive Direction
Neg.
Limit
-10
-15
Origin
Pos.
Limit
+15
Positive
Direction
50013
711
Page 91

Chapter 7
Formatting Module Data (WRITES)
Example: Retracting in the Positive Direction
In this example, the polarity of the axis has been reversed. The positive
direction is now towards the transducer head as indicated by the sign of the zero
position offset. Notice that the software travel limit in the positive direction can
have a negative sign.
Zeroposition = +5.000
Positive Limit = -5.0
Negative Limit = -20.0
Figure 7.11
Retracting
in the Positive Direction
Pos.
Limit
-5
+5
Origin
0
Neg.
Limit
-20
Negative
Direction
50014
Examples: ZeroPosition Left of the Transducer Head
The next two examples demonstrate configurations with the origin past the fully
retracted position.
Figure 7.12
ZeroPosition
Left of the T
ransducer Head
712
Zeroposition = +10.000
Positive Limit = +45.0
Negative Limit = +15.0
Zeroposition = -10.000
Positive Limit = -15.0
Negative Limit = -45.0
Origin
0
Origin
0
+10
-10
Neg.
Limit
+15
Pos.
Limit
-15
Pos.
Limit
+45
Neg.
Limit
-45
Positive
Direction
50015
Negative
Direction
50016
Page 92

Chapter 7
Formatting Module Data (WRITES)
Examples: ZeroPosition Past the End of the Transducer
The next two examples show the origin past the fully extended position.
Zeroposition = +250.000
Positive Limit = +200.0
Negative Limit = +100.0
Zeroposition = -250.000
Positive Limit = -100.0
Negative Limit = -200.0
Figure 7.13
ZeroPosition
Past the End of the T
Pos.
Limit
+250
-250
+200
Neg.
Limit
-200
ransducer Head
InPosition Band (words 11 and 40)
Neg.
Limit
+100
Pos.
Limit
-100
Origin
0
Origin
0
Negative
Direction
50017
Positive
Direction
50018
The in-position band is the area around an endpoint where the in-position bit
turns on. An endpoint can be the result of a setpoint or motion segment move or
a jog. The axis is in-position if:
the axis feed is complete (i.e., desired velocity is zero)
the following error has closed to within the in-position band
Figure 7.14
InPosition
Band
InPosition band
Endpoint
Position
50062
713
Page 93

Chapter 7
Formatting Module Data (WRITES)
If you leave the in-position band undefined (at zero), the module automatically
defaults to twice the value of the position resolution. For one circulation, this
would be 0.004 inches.
Figure 7.15
InPosition
Band W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
..
.
ord
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
This value times two is the inposition band,
BCD or binary
9.999 inch or 99.99 mm max
.
.
.
.
.
.
..
.
50006
PID Band (words 12 and 41)
If the axis is within the PID band and the desired velocity is zero, the module
enables the integral and derivative components for final positioning of the axis.
(See Chapter 2.) If the PID band is programmed to zero, the integral and
derivative terms remain disabled.
Figure 7.16
Band
PID
PID band
Position
Endpoint
The maximum value of the PID band word is 9.999 inches or 99.99 mm.
50063
714
Page 94

Chapter 7
Formatting Module Data (WRITES)
Figure 7.17
PID
Band W
ord
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
This value times two is the PID band,
BCD or binary
9.999 inch or 99.99 mm max
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
..
.
50065
Deadband (words 13 and 42)
The deadband parameter lets you select an error range on either side of a
commanded endpoint where the integral term of the PID algorithm doesn’t
change.
Figure 7.18
Deadband
Deadband
Position
Endpoint
50064
The module uses the deadband only after the axis crosses the endpoint. The
deadband helps reduce oscillations around the endpoint.
Figure 7.19
Deadband
W
ord
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
This value times two is the deadband,
BCD or binary
9.999 inch or 99.99 mm max
.
.
.
.
.
.
..
.
50066
715
Page 95

Chapter 7
Formatting Module Data (WRITES)
Excess Following Error (words 14 and 43)
The excess following error is the maximum allowable axis error above the
expected following error at the programmed velocity for the current move. The
expected following error for a given velocity equals the velocity divided by the
proportional gain.
When the following error reaches the maximum value permitted, as specified by
the excess following error parameter, the module initiates an immediate stop
(loop fault). To disable excess following error checking, specify an excess
following error of zero.
Figure 7.20
Following Error W
Excess
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
ord
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Excess following error,
BCD or binary
9.999 inch or 99.99 mm max
50022
Example: If axis movement is 5 ips and proportional gain (KP) at that speed is
0.05 ips/mil (where 1 mil = .001 inch), then
Expected Following Error = (5)/(0.05) = 100 mil
If you specify an excess following error of 50 mil, then an immediate stop will
occur if the following error reaches 150 mil (the expected following error plus
50 mil).
Maximum PID Error (words 15 and 44)
The maximum PID error is the maximum position error when the integral and
derivative components are enabled for final axis positioning (i.e., when the
desired velocity is zero and the axis is within the PID band).
When the maximum PID error is exceeded, the module initiates an immediate
stop (loop fault).
716
Page 96

Chapter 7
Formatting Module Data (WRITES)
Figure 7.21
Maximum
PID Error W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
..
.
ord
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Maximum PID error,
BCD or binary
9.999 inch or 99.99 mm max
If nonzero it must not be within the PID band.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
50005
The maximum value of this word is 9.999 inches or 99.99 mm. The maximum
PID error must not be within the PID band unless the PID error checking is
disabled. To disable PID error checking, specify zero.
ATTENTION: To guard against equipment damage, we recommend
that you exercise extreme care when operating an axis with PID error
checking disabled.
Integral Term Limit (words 16 and 45)
The integral term limit parameter determines the maximum value that the
integral term of the PID algorithm can obtain. You use this parameter for alarms
and/or limiting.
The integral term limit prevents the integral term from causing maximum
analog output if there is an undetected analog or hydraulic fault (e.g., if the
hydraulic pump is off).
Figure 7.22
T
Integral
erm Limit W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
ord
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
0000000
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Integral Term Limit,
BCD or binary
0100% of analog output range
50067
717
Page 97

Chapter 7
Formatting Module Data (WRITES)
Proportional Gain (words 17 and 46)
The module uses the proportional gain factor KP at axis speeds below the gain
break speed.
Figure 7.23
Proportional
Gain W
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
.
.
.
.
.
.
..
.
ord
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Proportional gain,
BCD or binary
0.9999 ips/mil or 0.9999 mmps/mil max
(1 mil = 0.001 inch or 0.001 millimeter.)
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
50023
The proportional gain is defined as the ratio of the axis speed divided by the
positioning error (or following error):
proportional gain = axis speed/positioning error
Proportional gain effects axis response to positioning commands. Figure 7.24
shows how different gain values affect system responsiveness.
Figure 7.24
Following
Error vs Speed for Various Gains
718
Analog Output
(Axis Speed)
High Gain
High Gain,
Low Following Error
Low Gain
Following
Error
Low Gain,
High Following Error
50068
Page 98

Chapter 7
Formatting Module Data (WRITES)
If gain is relatively high, following error will be relatively small, because the
system will be more sensitive to changes in following error. If gain is low,
following error becomes relatively larger, because the system is not as
responsive to changes in following error. Choose a gain value to match the
capabilities of your equipment and provide an adequate system response.
The proportional gain that you choose must provide a stable system and
maintain desired positioning accuracy. If the gain is too high, the axis may
overshoot programmed endpoints and oscillate around them. If the gain is too
low, the axis may stop before it is within the desired in-position or PID bands.
Gain Break Speed (words 18 and 47)
At speeds equal to and above the gain break speed, the proportional gain is
increased or reduced by the gain factor parameter (words 19 and 48). Below the
gain break speed, the proportional gain is unchanged.
Figure 7.25
Break Speed W
Gain
1514 13 12 1110 09 08 07 06 05 0403 02 01 00
.
.
.
.
.
.
..
.
ord
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Gain break speed,
BCD 99.99 ips or 999.9 mmps max
Binary 327.67 ips or 3276.7 mmps max
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
The gain break plot in Figure 7.26 illustrates the concept of gain break.
50011
719
Page 99

Chapter 7
Formatting Module Data (WRITES)
Figure 7.26
Break Plot
Gain
Commanded Axis
speed
Maximum Velocity
Gain Break speed
Immediate Stop
Desired
slope (IPS/mil) = Proportional Gain
Gain Break
Point
=x
Gain
Proportional
Gain
Gain
Factor
Max Following Error
Excess Error
(Determined by Excess
Following Error Parameter)
Following
Error
Typically, at axis speeds below the gain break velocity, you would use a
relatively high gain to allow precise axis positioning. By reducing the gain at
axis speeds above the gain break speed, we can achieve better stability in some
applications.
50069
720
The gain break speed must not exceed the maximum velocities specified in the
analog calibration constants.
If you don’t want a gain break speed, set the gain break speed and gain factor
parameters to zero. (If you set a non-zero gain factor and a zero gain break
speed, the reduced or increased gain applies to all axis speeds.)
Gain Factor (words 19 and 48)
The gain factor parameter determines how much the proportional gain is
reduced or increased at speeds above the gain break speed. It is expressed as a
ratio of the new desired gain over the proportional gain.
Page 100

Chapter 7
Formatting Module Data (WRITES)
Figure 7.27
Factor W
Gain
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
The gain factor must be less than 10.0. If you set it to zero, the proportional gain
won’t be reduced or increased at any axis speed.
Example: To increase a proportional gain to 0.5 from 0.1 at speeds above the
gain break speed:
ord
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
0000
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Gain factor,
BCD or binary
0.00 to 9.99
50070
gain factor = desired gain/proportional gain
= 0.5/0.1
= 5.00
Integral Gain (words 20 and 49)
The integral gain factor KI is used by the integral component during final axis
positioning, i.e., when the desired velocity is zero and the axis is in the PID
band.
Figure 7.28
Gain W
Integral
15 14 13 12 11 10 09 08 07 06 05 04 03 02 01 00
ord
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
Integral gain,
BCD or binary
0.9999 (ips/s) /mil or 0.9999 (mmps/s) /mil
(1 mil = 0.001 inch or 0.001 millimeter.)
.
.
.
.
.
.
.
..
.
.
.
.
.
.
.
.
.
.
.
.
..
..
.
.
50071
The module uses integral control to improve final positioning accuracy by
making the system sensitive to the duration of positioning errors. If a
positioning error exists, the integral term continues to alter the analog output
until the axis overcomes inertia and reaches an accurate position.
721
 Loading...
Loading...