

Oliver 1808-CE Installation Manual
Grand Rapids, Michigan, U.S.A. 49504-5298
USER’S OPERATING AND INSTRUCTION MANUAL
MODEL 1808-CE
AUTOMATED PACKAGING SYSTEM
1808S20015CV
1808-CE
INDEX
Section Description
Document No. Page No.
INTRODUCTION -------------------------------------------------- 1808S20004 --------------------------- 1-1
SAFETY INSTRUCTIONS -------------------------------------- 1808S20017 --------------------------- 2-1
Labels -------------------------------------------------------------------------------------------------------- 2-3
DESCRIPTION/SPECIFICATIONS --------------------------- 1808S20018 --------------------------- 3-1
Description -------------------------------------------------------------------------------------------------- 3-1
Specifications----------------------------------------------------------------------------------------------- 3-1
INSTALLATION INSTRUCTIONS ---------------------------- 1808S20007 -------------------------- 4-1
Inspection -------------------------------------------------------------------------------------------------- 4-1
Uncrating --------------------------------------------------------------------------------------------------- 4-1
OPERATING INSTRUCTIONS -------------------------------- 1808S20019 --------------------------- 5-1
CLEANING INSTRUCTIONS ---------------------------------- 1808S20009 --------------------------- 6-1
TRAY CARRIER (CUTOFF) CHANGE ---------------------- 1808S20035 --------------------------- 7-1
Changing to a tray carrier set with same cutoff as previous set ------------------------------ 7-2
Changing to a tray carrier set with a different cutoff length than the previous set -------- 7-3
MAINTENANCE --------------------------------------------------- 1808S20011 --------------------------- 8-1
RECOMMENDED SPARE PARTS -------------------------- 1808S20021 --------------------------- 9-1
TROUBLESHOOTING ------------------------------------------- 1808S20022 -------------------------- 10-1
FRAME AND DRIVE ASSEMBLY ---------------------------- 1808S20023 -------------------------- 11-1
Parts list ---------------------------------------------------------------------------------------------------- 11-2
LEG ASSEMBLY -------------------------------------------------- 1808S20024 ------------------------- 12-1
Parts list ---------------------------------------------------------------------------------------------------- 12-2
HEAT SEAL FRAME ASSEMBLY ---------------------------- 1808S20025 ------------------------- 13-1
Parts list ---------------------------------------------------------------------------------------------------- 13-2
HEAT SEAL ROLL ASSEMBLY ------------------------------- 18
Parts list ---------------------------------------------------------------------------------------------------- 14-2
DISCHARGE ASSEMBLY -------------------------------------- 1808S20027 ------------------------- 15-1
Parts list ---------------------------------------------------------------------------------------------------- 15-2
FILM MANDREL ASSEMBLY ---------------------------------- 1808S20028 ------------------------- 16-1
Parts list ---------------------------------------------------------------------------------------------------- 16-2
08S20026 ------------------------- 14-1
Continued
1808S20016 0-1

1808-CE
ELECTRICAL ASSEMBLY -------------------------------------- 1808S20029 ------------------------- 17-1
Parts list ---------------------------------------------------------------------------------------------------- 17-2
WIRING DIAGRAM 2/50-60/208-240 ------------------------ 1808S20030 ---------------------------18-1
WARRANTY ---------------------------------------------------- --- GEN 040225
WARRANTY PROCEDURE------------------------------------ GEN 040226
RETURNED PARTS POLICY --------------------------------- GEN 040227
1808S20016 0-2

1808-CE
INTRODUCTION
Thank you for purchasing your new line of packaging machinery from Oliver Products
Company. Your new equipment was specifically designed and manufactured to meet
your individual requirements and represents the quality, innovation and attention to detail
that Oliver provides as a continuing process of improving and expanding our products.
Please let us know if there is any way we can better serve you or if there is an
adaptation to our product that would make it more useful or convenient for your purpose.
1808S20004 1-1
1808-CE
SAFETY INSTRUCTIONS
VARIOUS SAFETY DEVICES AND METHODS OF GUARDING HAVE BEEN
PROVIDED ON THIS MACHINE. IT IS ESSENTIAL HOWEVER THAT THE MACHINE
OPERATORS AND MAINTENANCE PERSONNEL OBSERVE THE FOLLOWING
SAFETY PRECAUTIONS. IMPROPER INSTALLATION, MAINTENANCE, OR
OPERATION OF THIS EQUIPMENT COULD CAUSE SERIOUS INJURY OR DEATH.
1. Read this manual before attempting to operate your machine. Never allow an
untrained person to operate or service this machine.
2. Connect the machine to a properly grounded electrical supply that matches the
requirements shown on the electrical specification plate and follow all specifications
of local electrical codes.
3. Disconnect and lockout the machine from the power supply before cleaning or
servicing.
4. Check and secure all guards before starting the machine.
5. Observe all caution and warning labels affixed to the machine.
6. Use only proper replacement parts.
7. Do not wear loose fitting clothing or loose hair when working near this machine.
Shirt tails should be tucked in.
8. Wear proper personal protective safety equipment.
9. Keep Hands away form the moving parts of this machine while it is in operation.
10. In addition to these general safety instructions, also follow the more specific safety
instructions given for the different areas of the machine operating instruction manual.
11. Hazardous energy source: Electricity.
DO NOT USE FOR OTHER THAN ORIGINALLY INTENDED PURPOSE.
1808S20017 2-1
1808-CE
DO NOT USE FOR OTHER THAN ORIGINALLY
INTENDED PURPOSE.
Electrics-Theory of Operation
Power supply to machine is: 2line, 1 ground.
Both lines are protected by a 2 pole circuit breaker.
Various electrical control items are protected by fuses in the electrical enclosure.
Heater roll will only heat when all
Correct power is supplied to machine
Machine is in Reset condition
Emergency stop pushbutton released
Circuit breaker is in reset condition
Heater roll selector is in the “I” on position
Temperature control output contact is closed.
Conveyor is started only when all
Correct power is supplied to machine
Machine is in Reset condition
Emergency stop pushbutton released
Circuit breaker is in reset condition
Fuses are intact and in place
Roll in lowered position (operating handle in sealing position)
*Safety limit switch is activated – In-feed gate in place
*Start pushbutton is momentarily depressed
In the event of a power failure conveyor will only operate after all the above conditions
are met. Conveyor will not automatically restart when power is restored.
the conditions are met;
these conditions are met;
Continued
1808S20017 2-2
Heater roll will heat until any
Power supply interrupted
*Heater roll selector is in the “O” off position
*Emergency stop pushbutton depressed
Circuit breaker is in tripped (open) condition
Fuses opened due to short circuit and/or over-current
*Safety limit switch de-activated – In-feed gate displaced
*Interlock (Reset) circuit activated
Conveyor will operate until any
Power supply interrupted
Roll in raised position (operating handle in idle position)
*Emergency stop pushbutton depressed
Circuit breaker is in tripped (open) condition
Fuses opened due to short circuit and/or over-current
*Safety limit switch de-activated – In-feed gate displaced
*Interlock (Reset) circuit activated
* = requires operator action
of the following conditions are met.
1808-CE
of the following conditions are met.
DECOMMISIONING STATEMENT
Please dispose of all materials as suggested in the appropriate MSDS reports at the end
of this manual, and as required by your state and local regulations.
Remember to always recycle when possible
RECYCLE
.
1808S20017 2-3
1808-CE
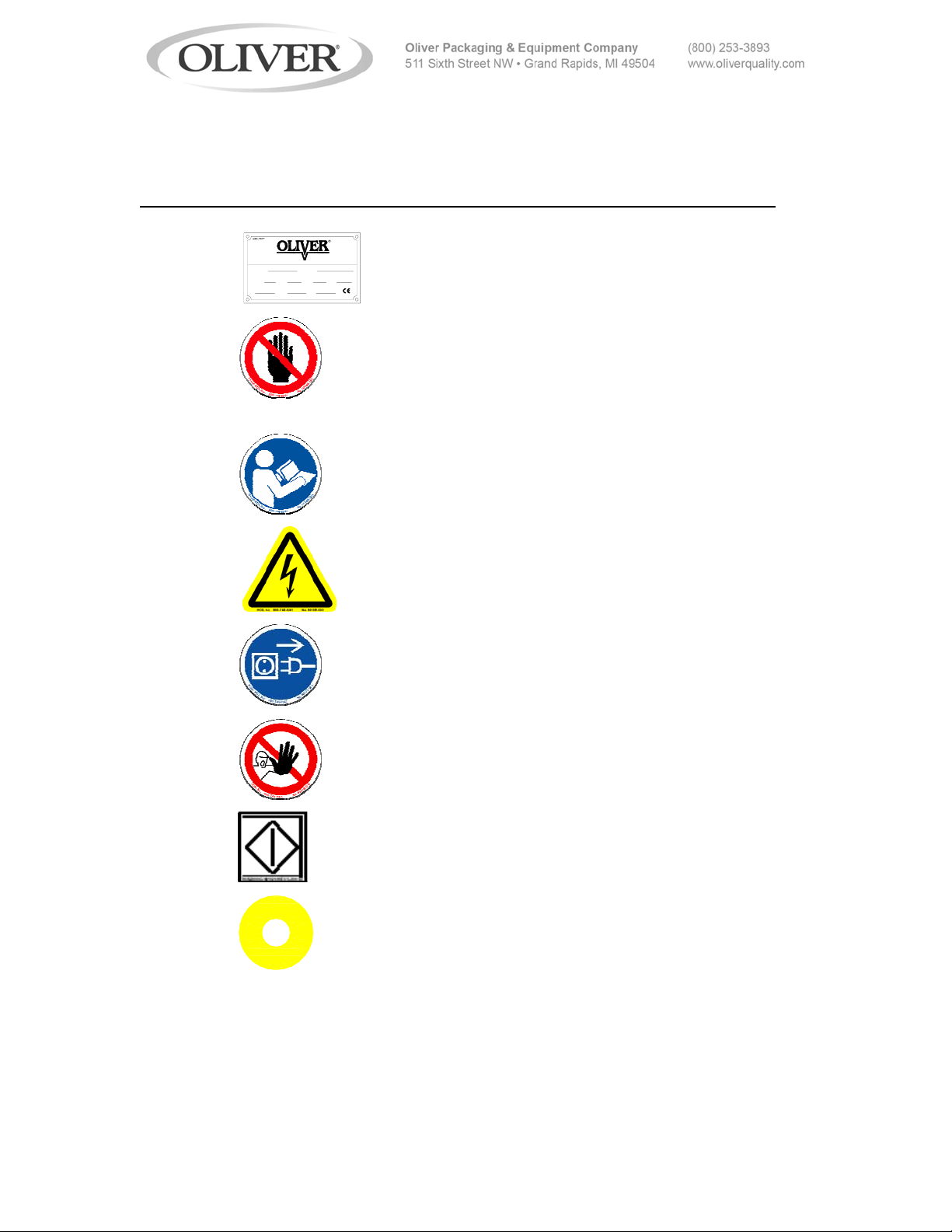
NAMEPLATES PART LIST
ITEM NO SYMBOL PART DESCRIPTION PART NUMBER
Spurkt 3
BAKERY
35804 AR Venray,
PRODUCTS BV
The Netherlands
“OLIVER” 6401-5076
709
MODEL NO. SERIAL NO.
VOLTAGE CYCLE PHASE AMPS
KW MFG’D MASS
711 “STAY CLEAR” 6401-9042
712 6401-9043
701 “CONSULT MANUAL” 6400-3029
703 “ELECTRICAL SHOCK” 6400-5009
713 “UNPLUG BEFORE OPENING” 6402-1028
708 “NO ACCESS FOR UNAUTH…” 6401-4020
858 “START (OF ACTION)” 6401-9041
856 “E-STOP (Yellow Background)” 6400-5011
Continued
1808S20017 2-4
1808-CE
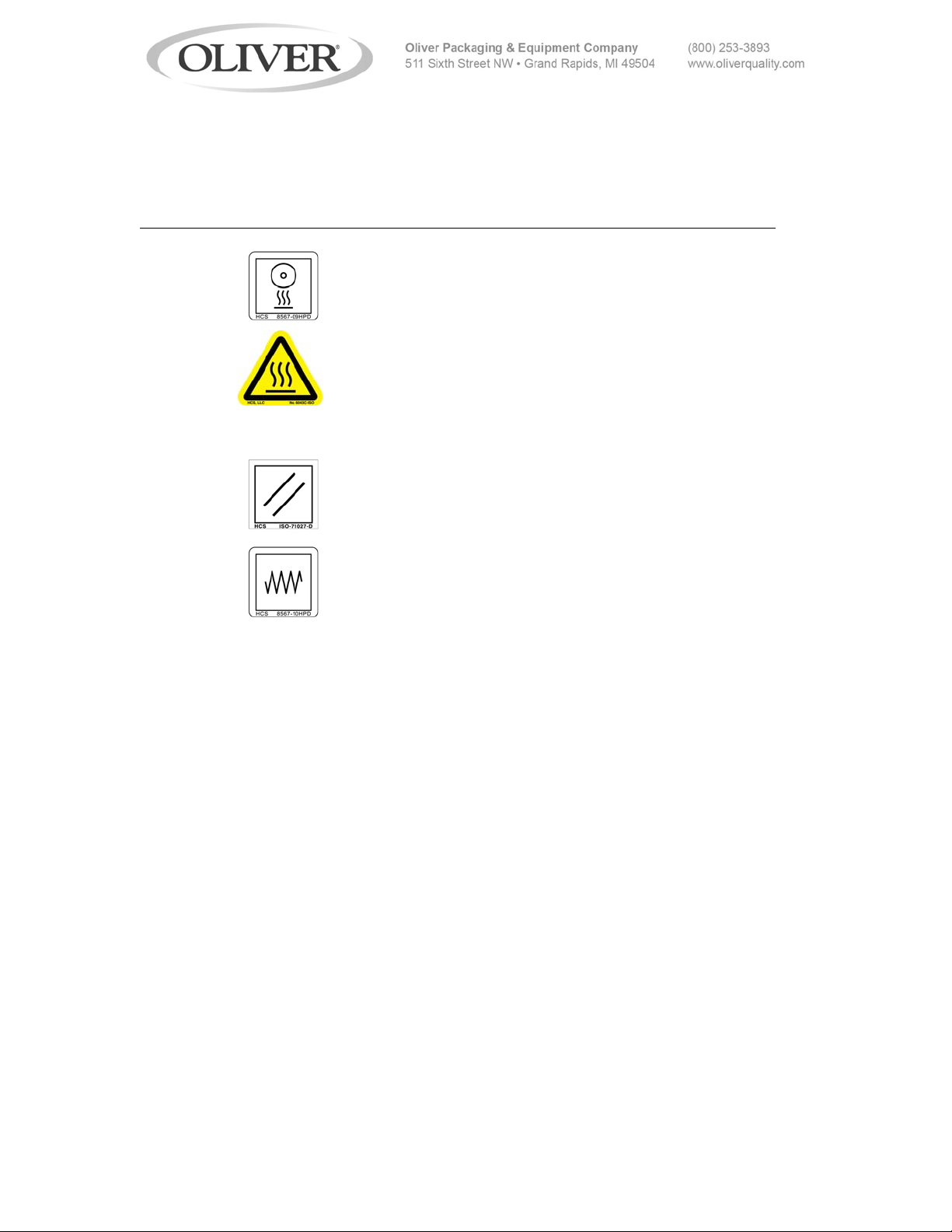
NAMEPLATES PART LIST
ITEM NO SYMBOL PART DESCRIPTION PART NUMBER
844 “HEATED ROLL” 6400-8010
704 “HOT SURFACE” 6400-8020
705 6400-8021
706 6400-8022
851 “RESET” 6401-8002
839 “FEED” 6400-6025
1808S20017 2-5
1808-CE
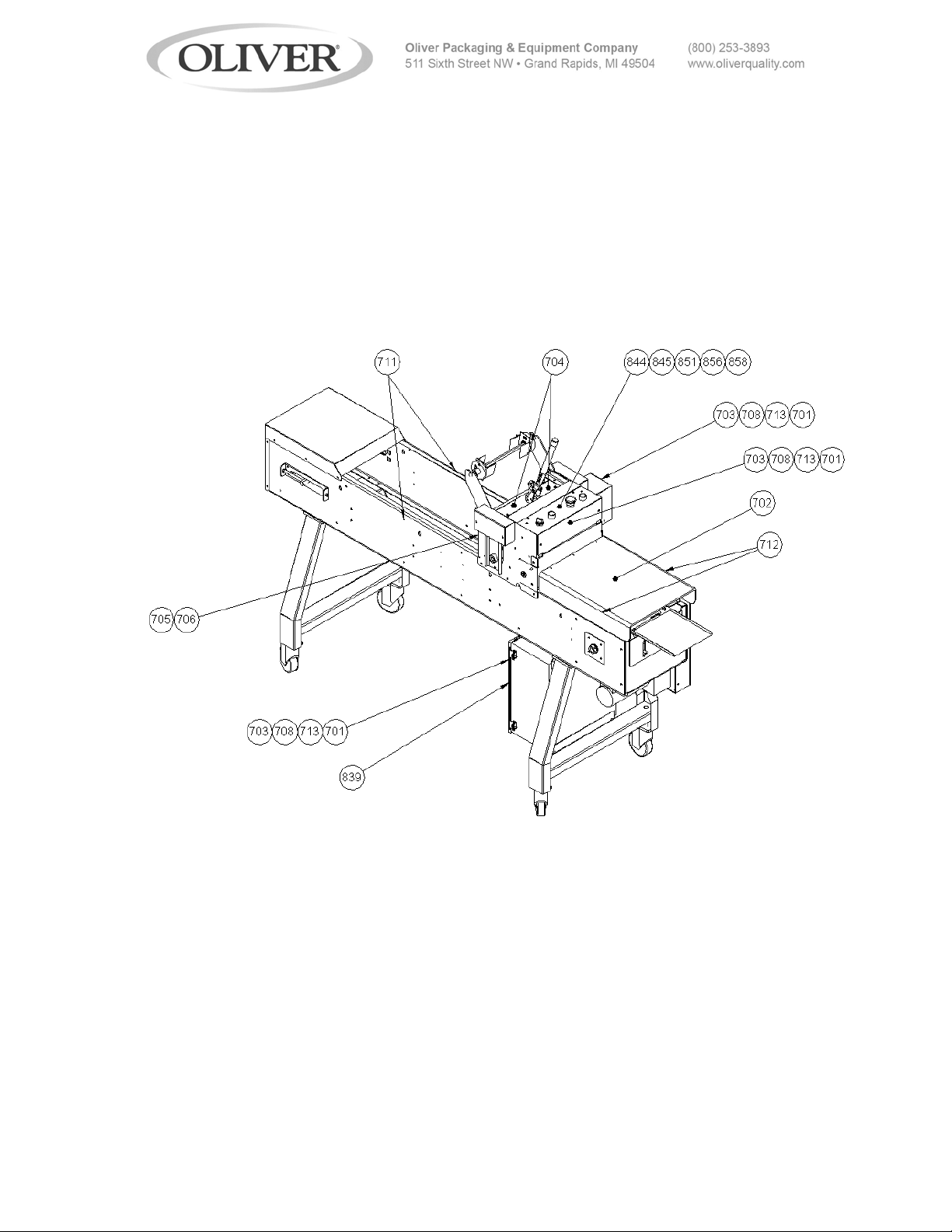
NAMEPLATES DIAGRAM
1808S20017 2-6
1808-CE
Description
The OLIVER Model 1808-CE Tray Sealer has been designed and manufactured to
provide a machine of very high quality, yet with a cost effective approach to producing
film lidded trays. The Model 1808-CE Tray Sealer is designed to heat seal film to
paperboard and thermoplastic trays at speeds of up to 25 trays per minute. The
machine can be operated wherever an adequate power outlet is available (see power
requirements). The machine consists of a continuous motion conveyor system, a film
feed station, a heated sealing roll and a film cutter unit. The machine is supplied with
casters for ease of relocating. Its design will provide years of efficient, trouble-free
operation requiring a minimum of maintenance.
The Model1808-CE Tray Sealer is of stainless, plated, and painted steel construction for
easy cleaning and maintenance.
Oliver Products Company, who has a reputation of serving the Food Industry for over 70
years, backs this equipment.
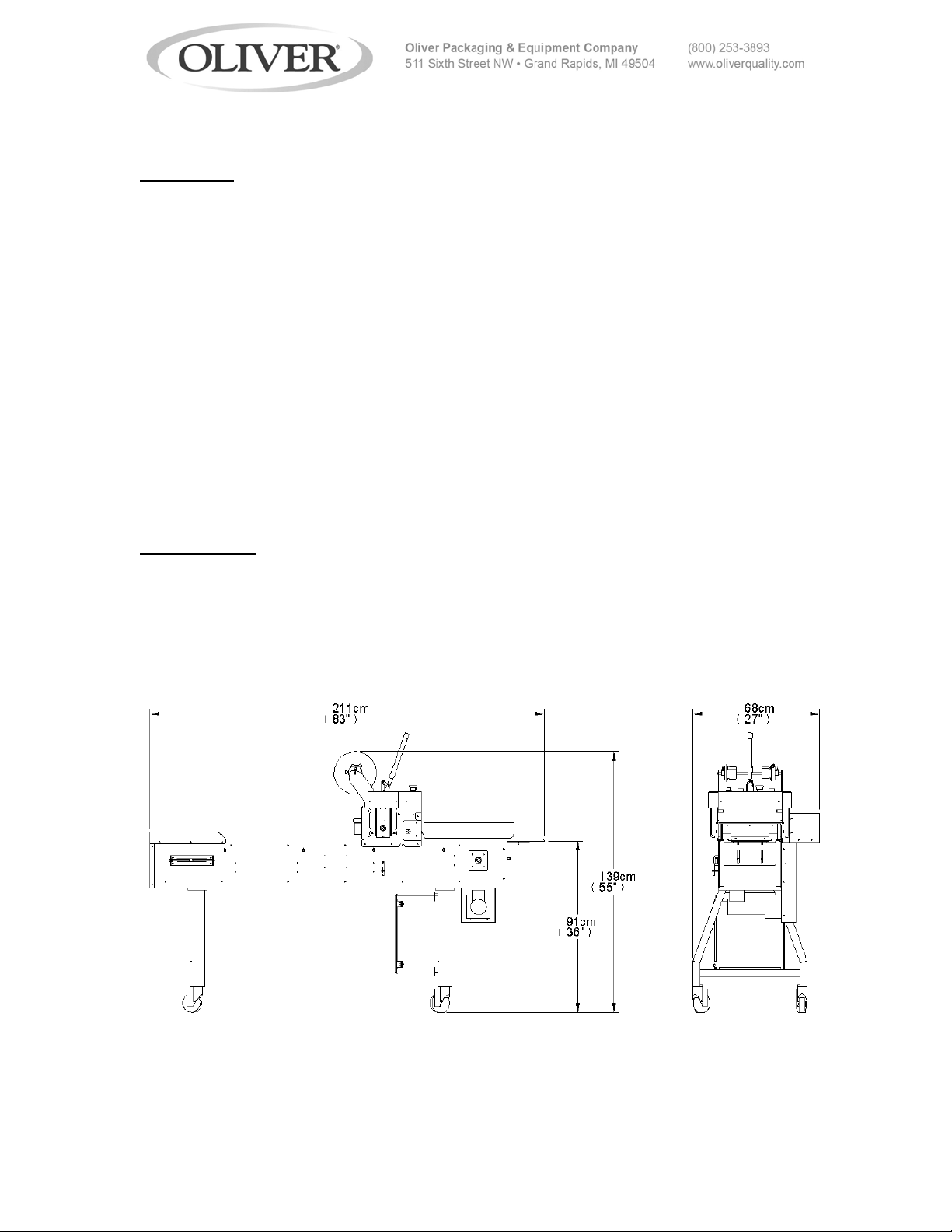
Specifications
Space Requirements:
Model 1808-CE (All Dimensions are Approximate)
Continued
1808S20018 3-1

1808-CE
Standard Electrical Options: (Others consult factory).
1 Phase, 50-60Hz, 208VAC, 10 Amps
Or
1 Phase, 50-60Hz, 220-240VAC, 10 Amps
Net Weight
154 kg (340 lbs.) (approximate)
Shipping Weight
181 kg (400 lbs.) (approximate)
1808S20018 3-2
1808-CE
INSTALLATION INSTRUCTIONS
INSPECTION
Upon receipt and prior to uncrating, inspect the exterior of the crate for damage. If
damage is noted, indicate damage on the Freight Bill and immediately contact the
Freight Carrier and notify them of the damage. Have a freight claim filed. This must be
done at the Recipients location and not at the Shipper’s location.
UNCRATING
Remove the corrugated carton from the skid by removing the nails that secure the carton
to the skid and carefully lift the carton up and over the machine. After removing the
carton from the machine, inspect for visible damage. If damage is noted, immediately
contact the freight company and file a concealed damage freight claim.
1808S20007 4-1
1808-CE
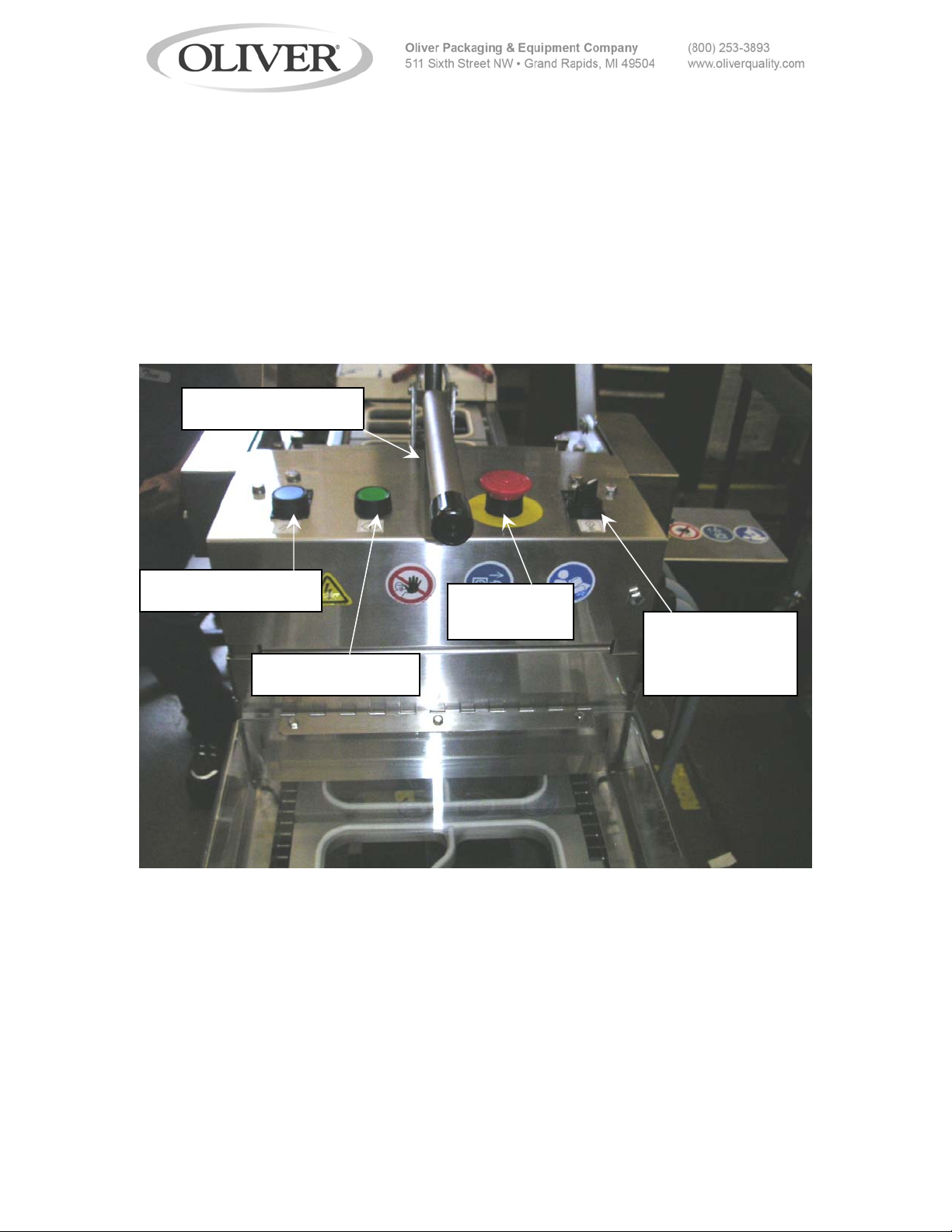
OPERATING INSTRUCTIONS
NOTE: Conveyor motion can be stopped at any time by lowering the operating
handle, or pushing the E-Stop Pushbutton (Emergency only). The E-Stop button
will also turn off power to heaters. Under normal operating conditions, conveyor
is stopped by Lowering Operating Handle.
Before operating the machine make sure it is plugged into a grounded 208-240V.A.C.
outlet rated for 10 AMPS. Once the machine is plugged in, the conveyor can be run
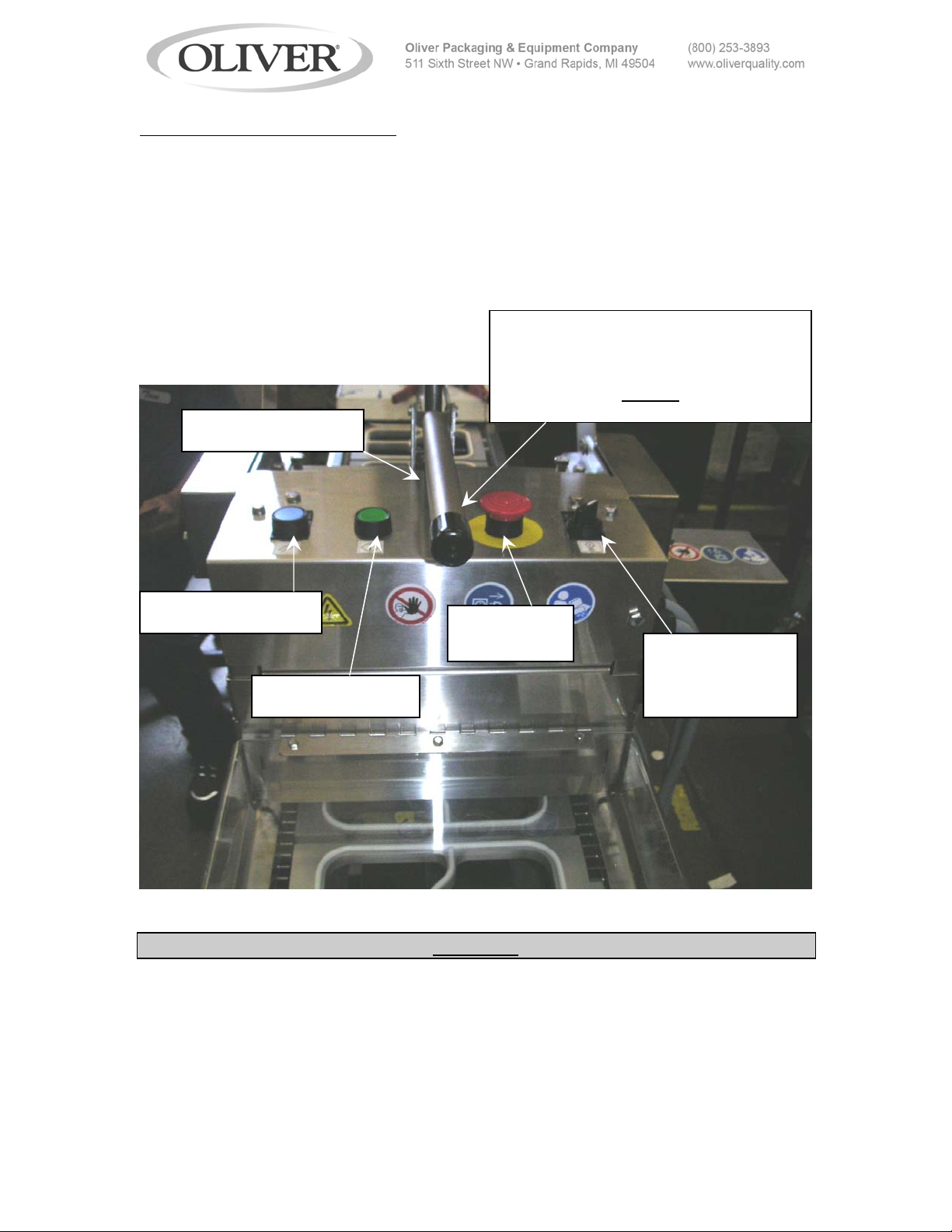
using the “Operating Handle” along with the “Start” pushbutton.
Operating Handle
Reset Pushbutton
Start Pushbutton
Continued
E-Stop
Pushbutton
Heated Roll
On/Off Selector
Switch
1808S20019 5-1

1808-CE
The speed control knob is used to adjust the machine speed by turning clockwise to a
higher number for higher speed and counter clockwise to a lower number for lower
speed.
Before you are ready to run production, turn the Heated Roll “ON/OFF” ( I/O) switch to
the “ON” ( I ) position. This will supply power to the heater elements in the heat seal roll
to bring it up to temperature. You should turn the power on approximately 20 minutes
prior to the time you want to begin production. This will give the heat seal roll ample
time to heat up. At the end of the day, turn the “ON/OFF” ( I/O ) switch to the “OFF” ( O )
position.
Continued
1808S20019 5-2
1808-CE
(“OPERATINTING THE MACHINE “ CONTINUED)
The conveyor can be run while the heated roll “ON/OFF” switch is in the “OFF” position.
This allows for cleaning the conveyor without having the heat seal on. It is also a good
idea to unplug the machine when it will not be used for a lengthy period of time.
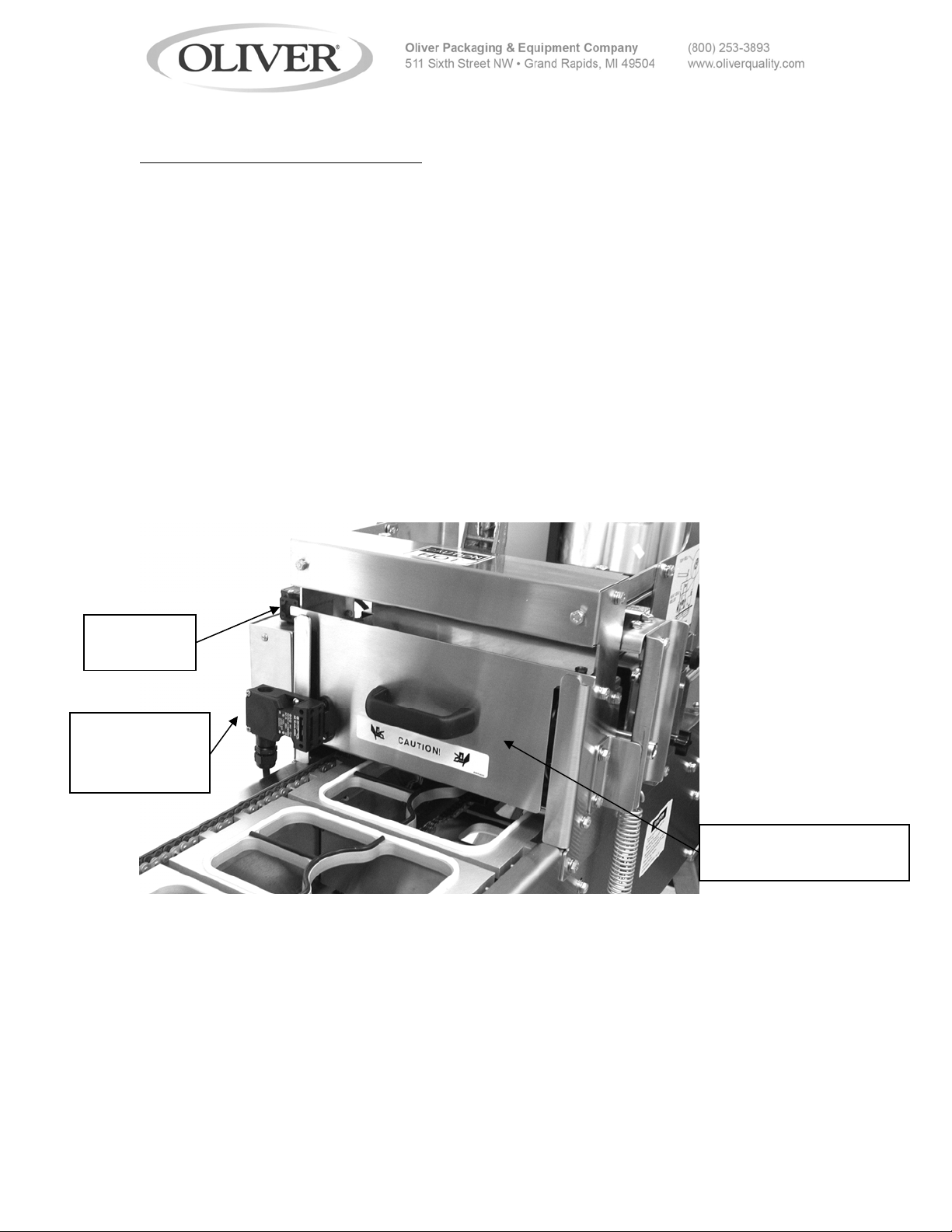
The “RESET” switch is used to reset the machine if the guard interlock switch has been
tripped or the E-Stop button is pressed. When this situation occurs, the “RESET” switch
lights up indicating that one of the switches has been has activated. Set the guard back
to its proper position, make sure E-Stop button is released (turn anti-clockwise), then
push the “RESET” switch to resume operation. If the guard has been repositioned
properly, and E-Stop button is released (turn anti-clockwise), then “RESET” switch is
pressed, the light on the switch will go out. The guard can be removed by pushing
forward on the handle and lifting up and out. To replace the guard, drop the guard
fingers into the notches and pull the handle so the interlock engages. See the photo
below for the location of the guard and interlock switch.
GUARD
FINGERS
GUARD
INTERLOCK
SWITCH
HEAT SEAL
ENTRANCE GUARD
`
1808S20019 5-3
(“OPERATING THE MACHINE” CONTINUED)
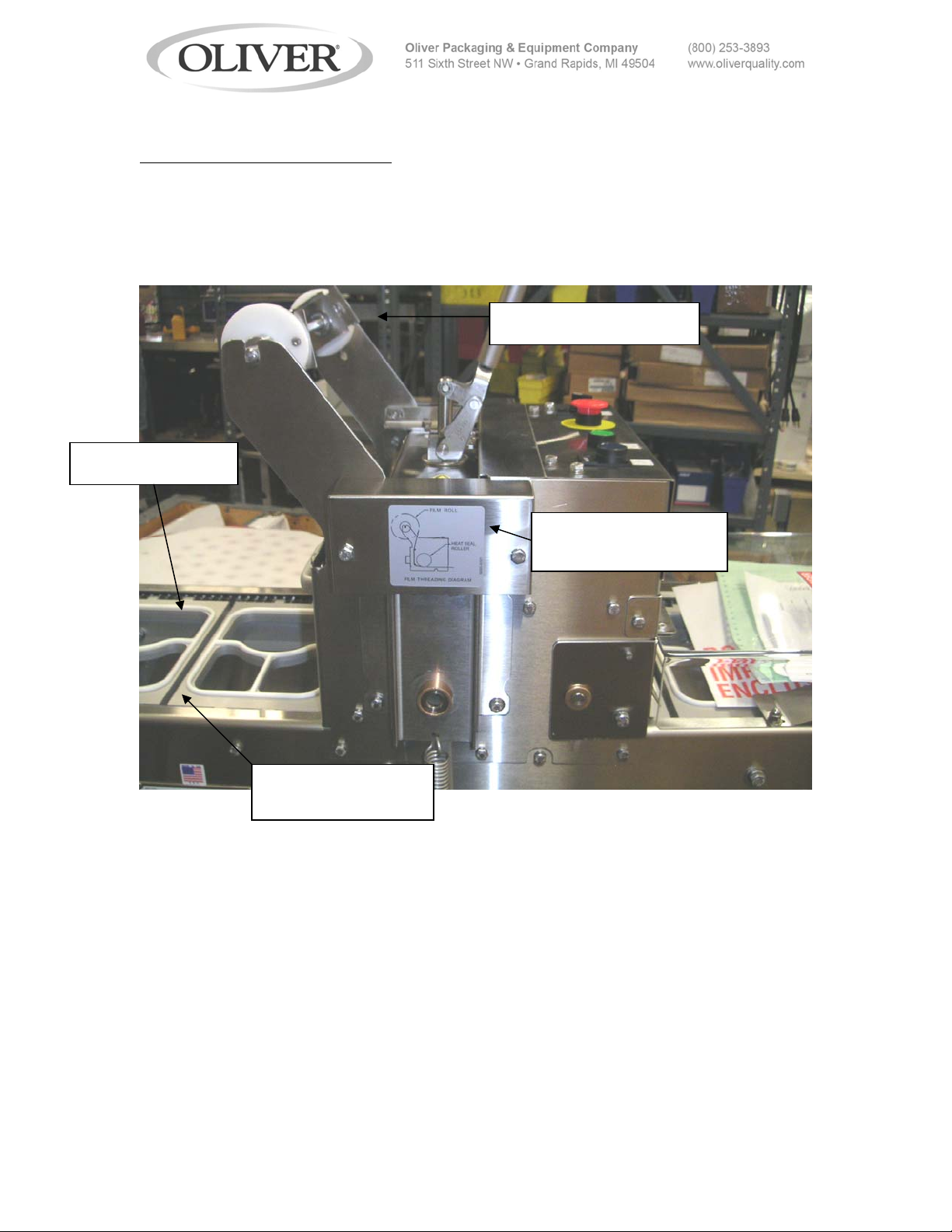
Filled trays are manually placed in the conveyor of the machine. Film is fed from the film
supply roll which must be threaded onto the machine as illustrated on the “Film
Threading Diagram” which is shown in the photo below. Pull enough film so the film can
be pushed down in the gap between the tray carriers. The film should hang down
through the carriers about 4 to 5 inches.
TRAY CARRIER
1808-CE
FILM SUPPLY ROLL
FILM THREADING
DIAGRAM
GAP BETWEEN
TRAY CARRIERS
1808S20019 5-4
1808-CE
(“OPERATING THE MACHINE” CONTINUED)
The machine is started by lifting the operating handle and pressing the START “I”
pushbutton. This should be done in a swift manner which allows the heat seal roll to
come into contact with tray and film quickly as the conveyor starts moving. This
procedure prevents voids in the seal area during and stopping. Also, when lowering the
handle to stop the machine, it should be done in swift manner as well.
LIFT HERE, THEN PRESS
“START” PUSHBUTTON TO
START CONVEYOR
NOTE:
Operating Handle
Reset Pushbutton
E-Stop
Pushbutton
Heated Roll
On/Off Selector
Start Pushbutton
Switch
CAUTION
Avoid leaving the heater roll in the lowered position with the conveyor not
moving. This will cause damage to the machine and any trays that are under the
heated roll.
1808S20019 5-5
1808-CE
(“OPERATING THE MACHINE” CONTINUED
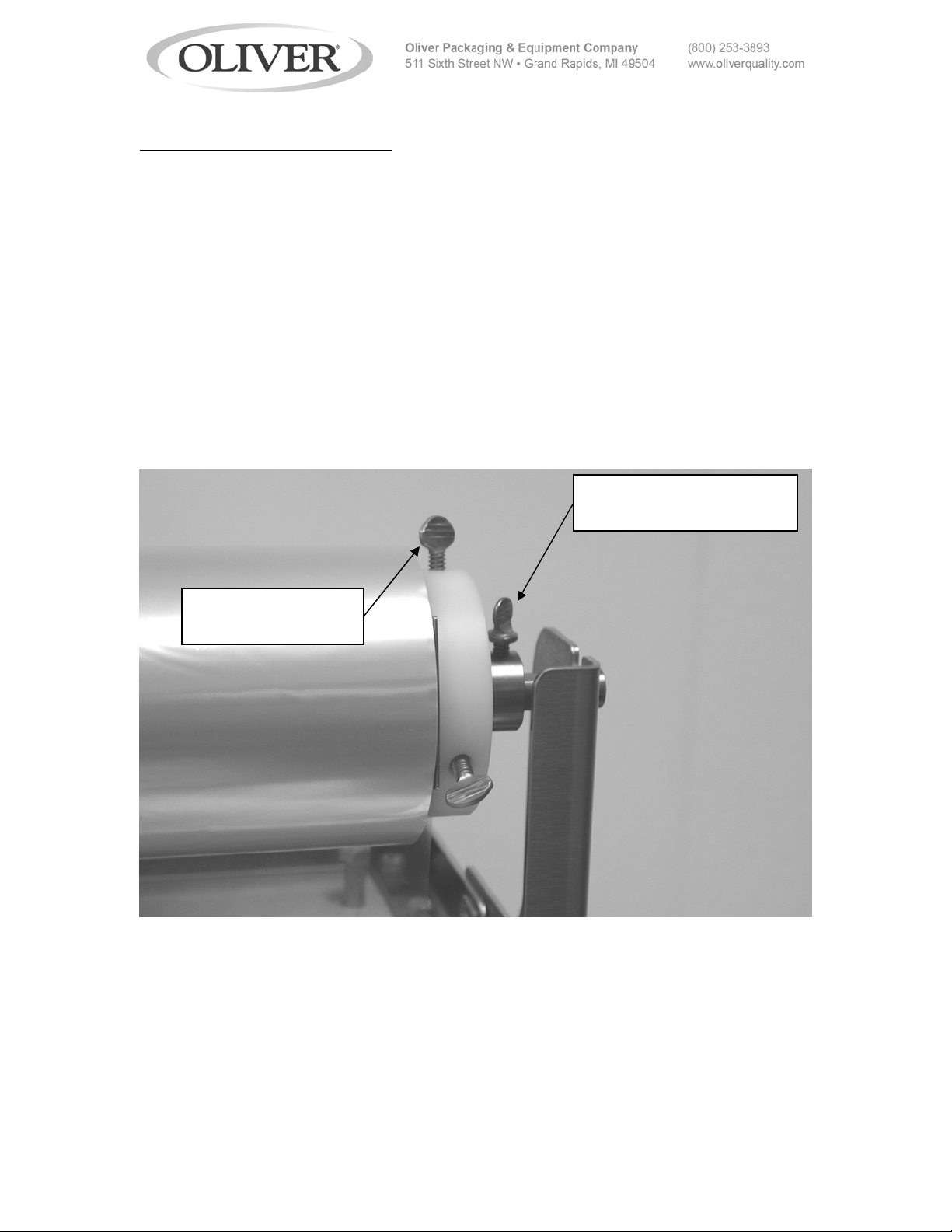
After a few sealed trays have come off the end of the machine, check to see if the film is
centered from side to side on the trays. If it is not, the film roll needs to be moved to one
side or the other on the film mandrel. There are thumb screws in the stainless steel
collars on each side of the film mandrel. First loosen the thumb screw on the side which
the film roll needs to move toward and move that collar about one half as far as you think
the film is off center and tighten the thumb screw. Then loosen the thumb screw on the
other collar and move the film roll holder up against the film roll core and tighten the
screw. After getting the film centered on the trays, check to see if the film is sealing to
the trays without excessive wrinkles. If there are excessive wrinkles, it might be that
there is not enough tension on the film roll. This can be adjusted with the three thumb
screws on the plastic film roll holder. Turning the screws clockwise will increase the film
tension. If the film tension is too tight and the film comes off of the roll too hard, back the
screws off by turning anti-clockwise.
SIDE TO SIDE FILM
ADJUSTMENT SCREW
FILM TENSION
SCREWS
1808S20019 5-6

1808-CE
(“OPERATING THE MACHINE”CONTINUED
)
As the trays come off the end of the machine, they are fed out of the tray carriers onto
the discharge table. This table can be adjusted in and out and, up and down. These
adjustments are shown in the photo below.
CAUTION
When making either of these adjustments, care must be taken to insure that the
discharge table does not get adjusted too close to the tray carriers. Doing so can cause
damage to the machine.
The purpose of this adjustment is to get the trays to smoothly exit the machine as they
make the transition from the tray carriers onto the table. After the trays are on the table,
each tray will be pushed off the table by the next tray.
IN AND OUT
ADJUSTMENT
UP AND DOWN
ADJUSTMENT
1808S20019 5-7
 Loading...
Loading...