

Nikon AF-S DX Zoom-Nikkor 12-24mm Repair manual
JAA78451-R.3596.A
INC
作成承認印
配布許可印
AF-S DXZoom-Nikkor ED 12-24mm f/4G IF
REPAIR MANUAL
NIKON CORPORATION
Tokyo, Japan
Recycled paper
Printed in Japan March 2003
Copyright c 2003 by Nikon Corporation.
All Rights Reserved.
SPECIFICATIONS
INC
This lens can be used for Nikon digital SLR camera only.
JAA78451-R.3596.A
Type of lens
Focal length
Maximum aperture
Lens construction
Picture angle
Focal length scale
Distance information
Zoom control
Focusing
Shooting distance scale
Closest focus distance
Diaphragm
Aperture range
Exposure measurement
Attachment size
Dimensions
Weight
G-type AF Zoom- Nikkor lens having built-in CPU and Nikon F bayonet mount
12mm - 24mm (18 - 36 mm in 35 mm format)
f/4
11 elements in 7 groups (3 aspherical lens and 2 ED lens elements)
99° - 61° (with Nikon Digital Camera D1/D1H/D1X/D100)
12,15,18,20,24mm
Output to camera body
Manually via separate zoom ring
Nikon Internal Focusing (IF) system (utilizing an internal Silent Wave Motor);
manually via separate focus ring
Graduated in meters and feet from 0.3m (1ft.) to innity (∞)
0.3m (1ft.) at all zoom settings
Fully automatic
f/4-22 at all zoom settings
Via full-aperture method with cameras having CPU interface system
77mm (P=0.75mm)
Approx. 82.5mm dia. ×90mm extension from the camera's lens mount ange
Approx.485g
- M1
・ AF-S DX12-24/4G
-
Disassembly
INC
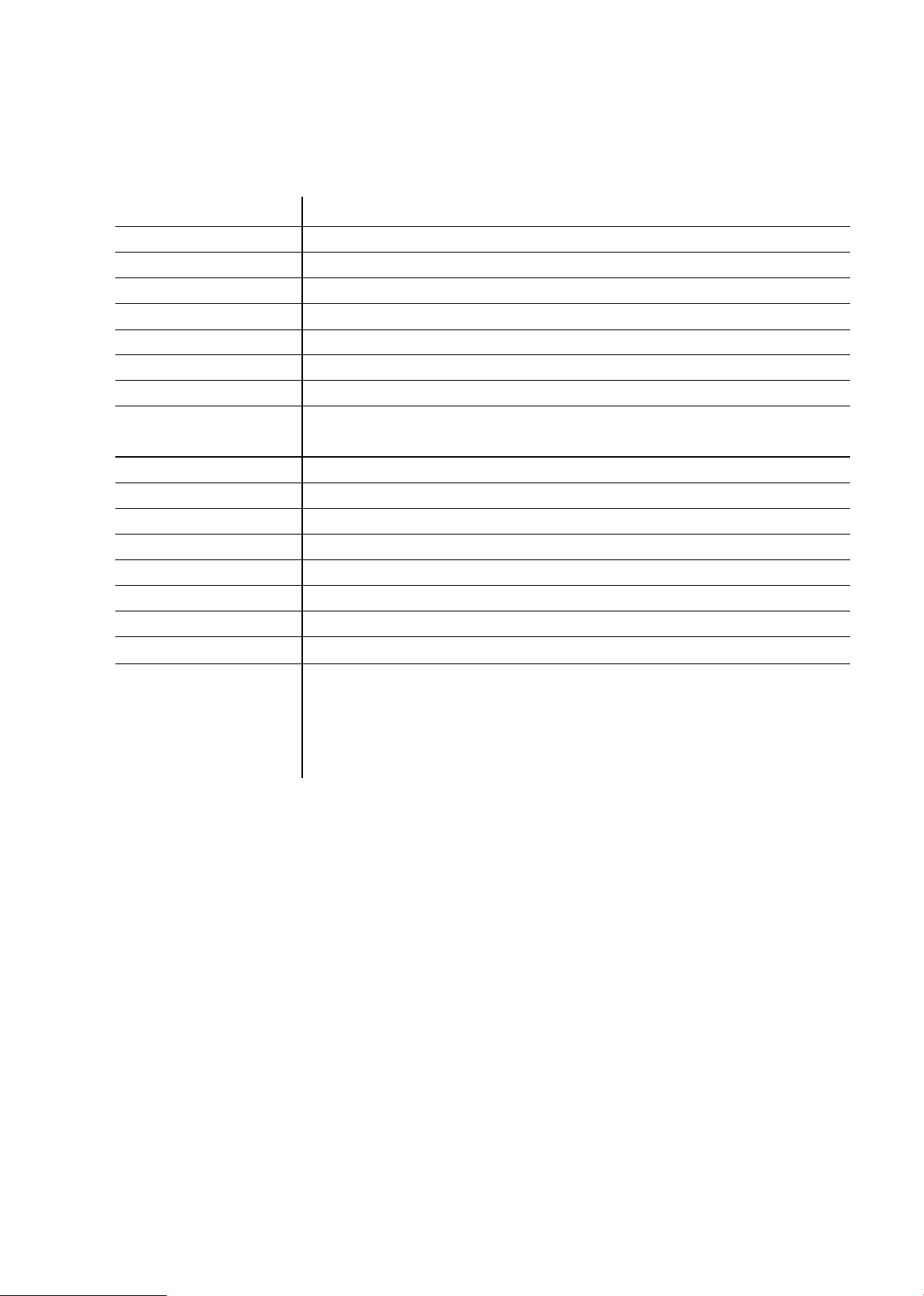
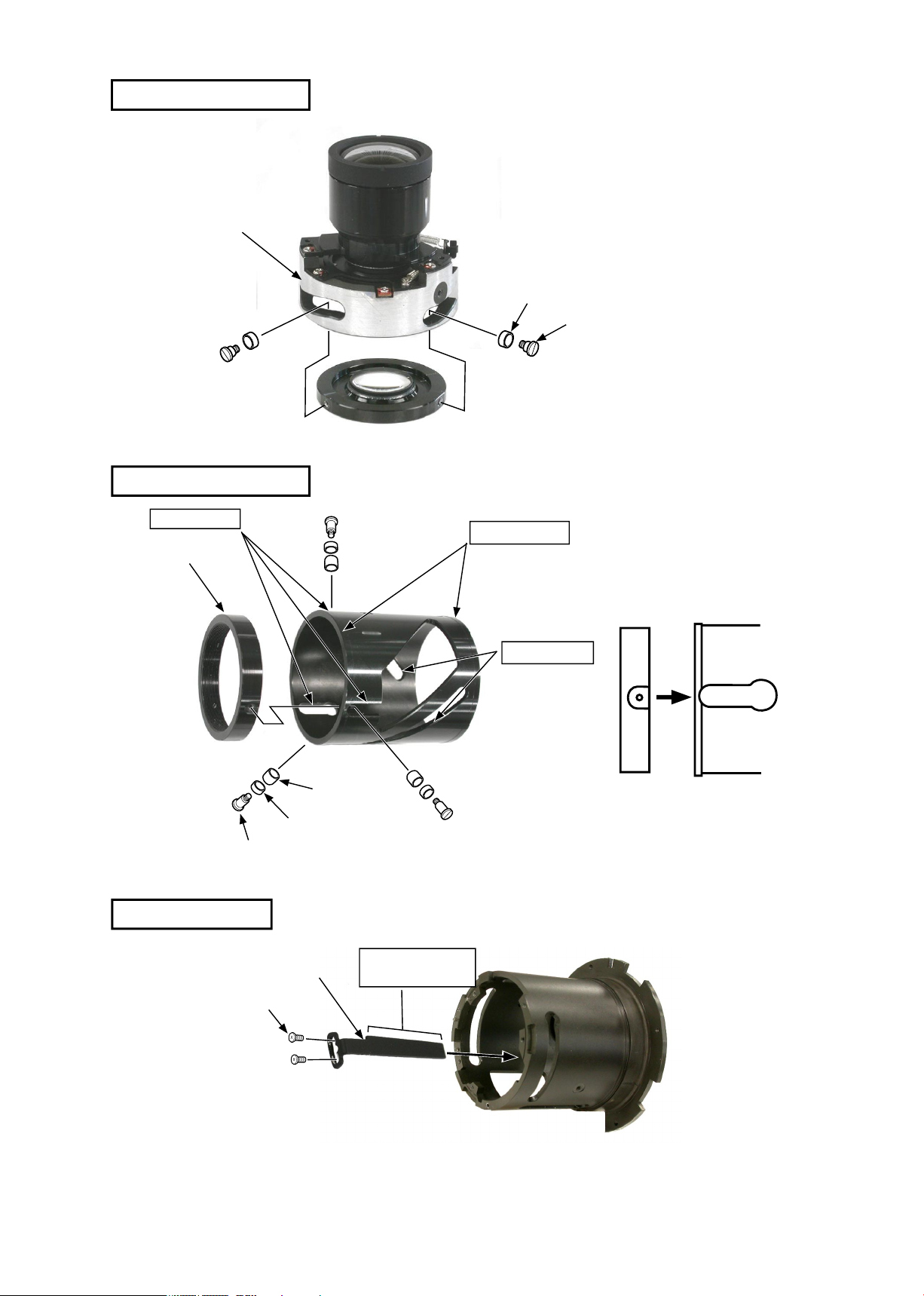
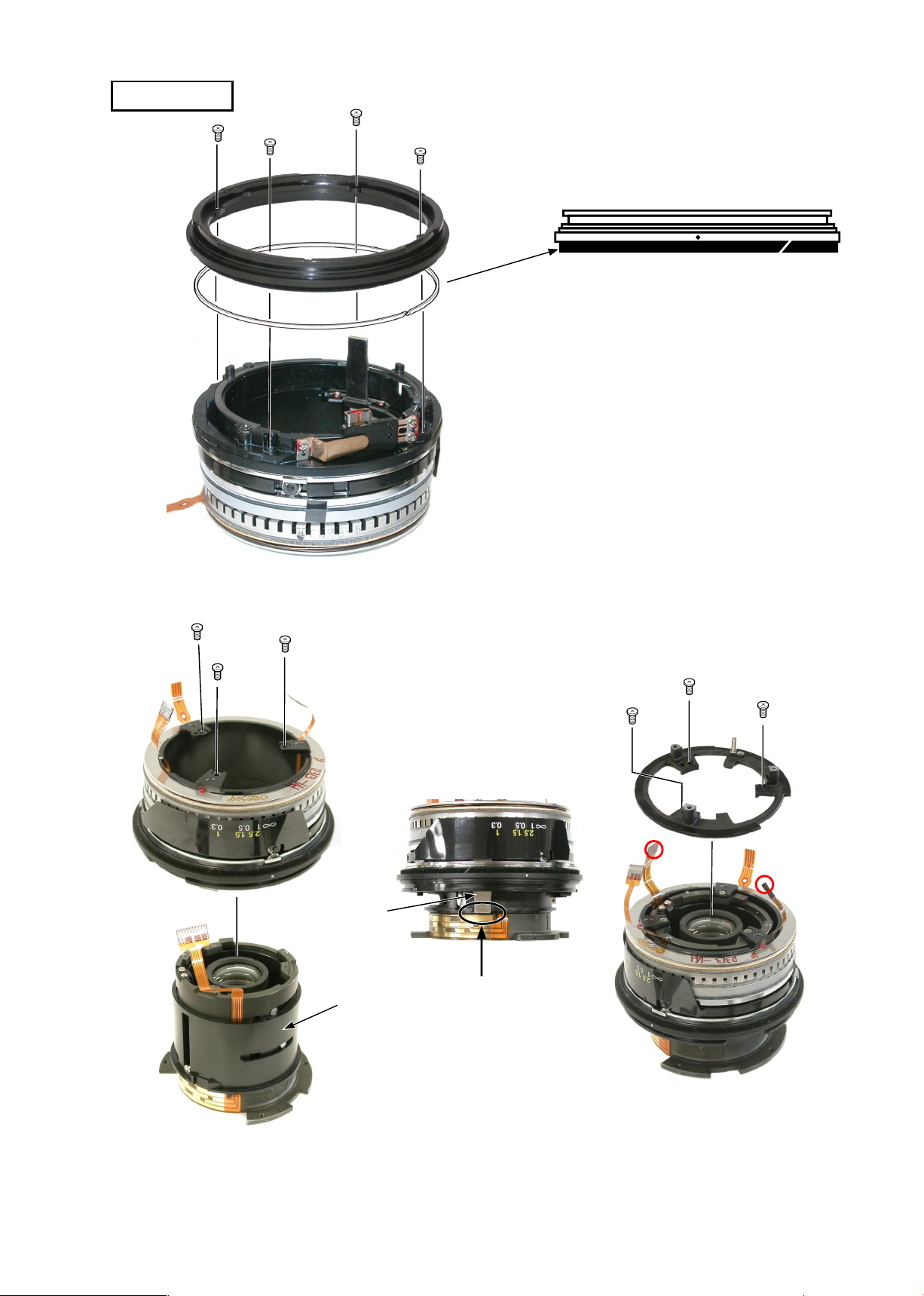
1ST LENS GROUP
JAA78451-R.3596.A
#101
FILTER RING
Filter ring
#104×4
#103
#35
#79
Remove the rubber ring (#35).
・
Remove the blindfolding-cover (#103).
・
Unscrew #79.
・
Take out 4 screws (#104).
・
Remove the lter ring.
・
- L1・ AF-S DX12-24/4G -
ZOOM RING
INC
JAA78451-R.3596.A
#127
Zoom ring
B4
#66
#22
#87
Groove
Unscrew #87.
・
Unscrew #66.
・
Remove the encoder brush (B4).
・
Remove the zoom ring.
・
Note
:
The convex 3 parts of the zoom ring are
grooved in #22.
So remove the zoom ring by turning it to
the position where the convex parts detach
from the groove.
REAR COVER RING
#66×3
Convexity
#64×2
Rear cover ring
- L2・ AF-S DX12-24/4G -

BAYONET
INC
JAA78451-R.3596.A
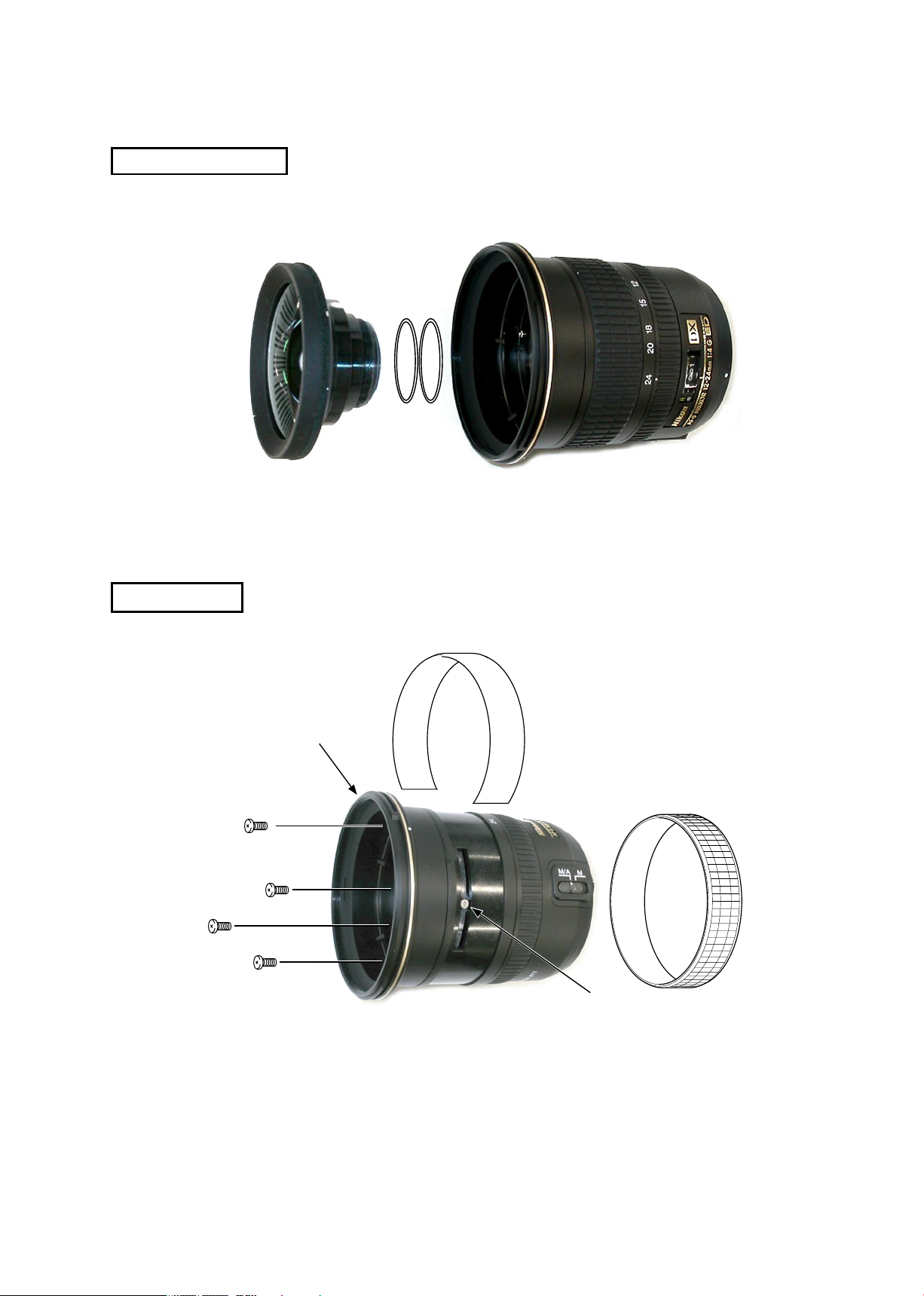
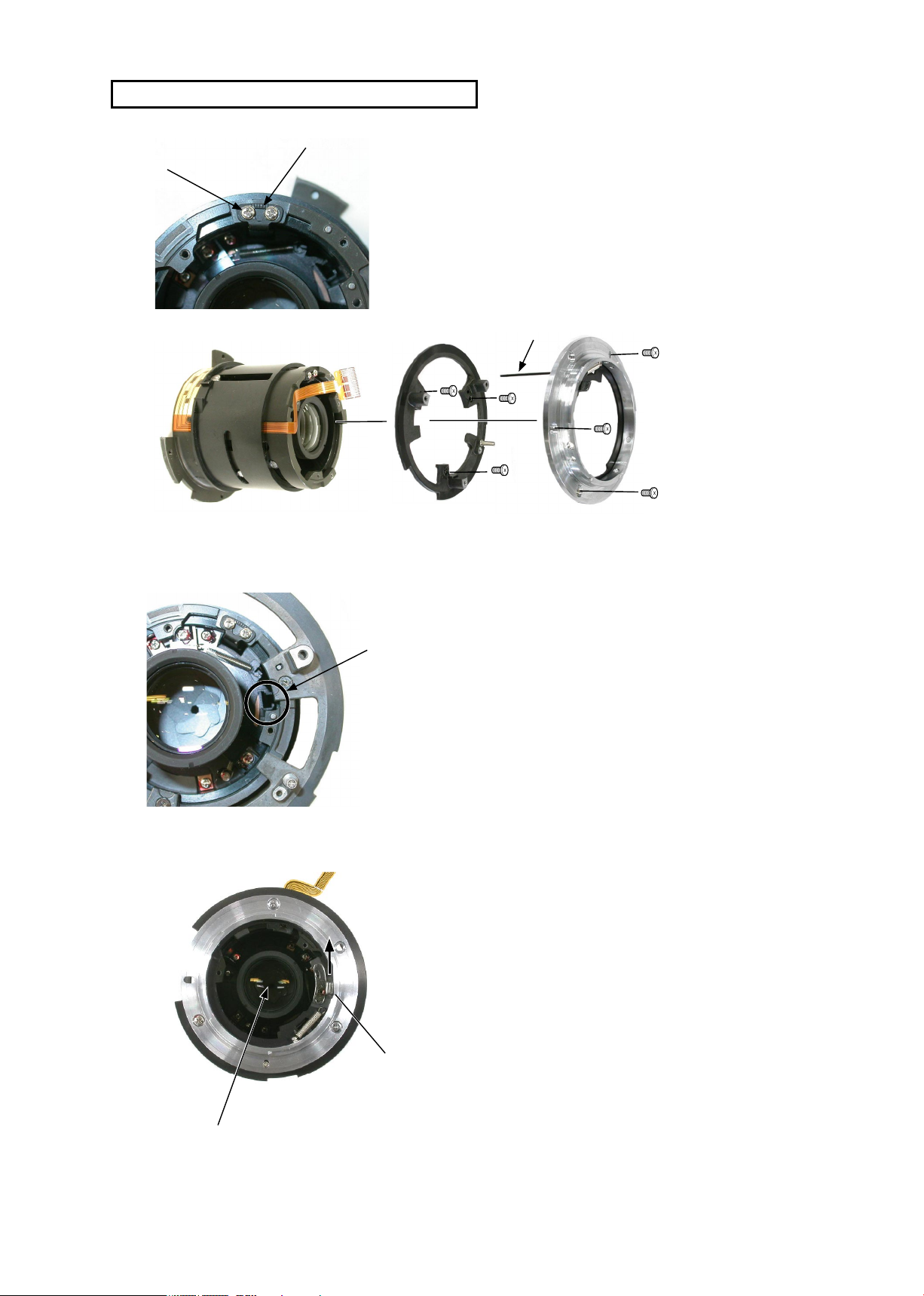
INDEX RING, FOCUS RING
#100
Index ring
#110
#109×3
Index ring
M/A change-over
SW
Fig. 1.
Detach the M/A change-over SW from the index ring
・
by sliding it as shown in Fig. 1.
Remove the index ring.
・
Remove the focus ring.
・
Note
the index ring as shown in Fig. 2.
Pass the M/A change-over SW through the hole of
:
Focus ring
M/A change-over
SW
Fig. 2.
- L3・ AF-S DX12-24/4G -
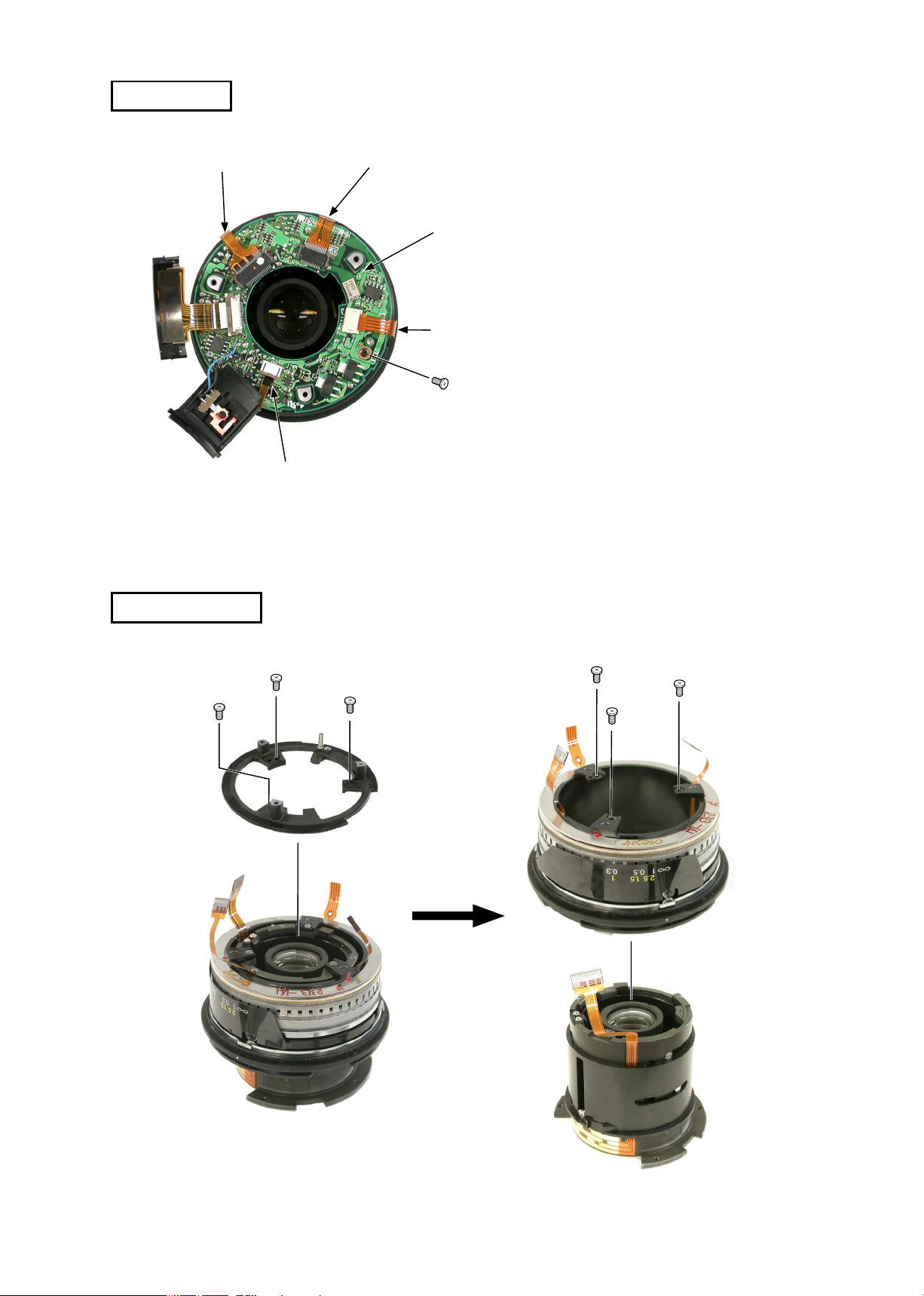
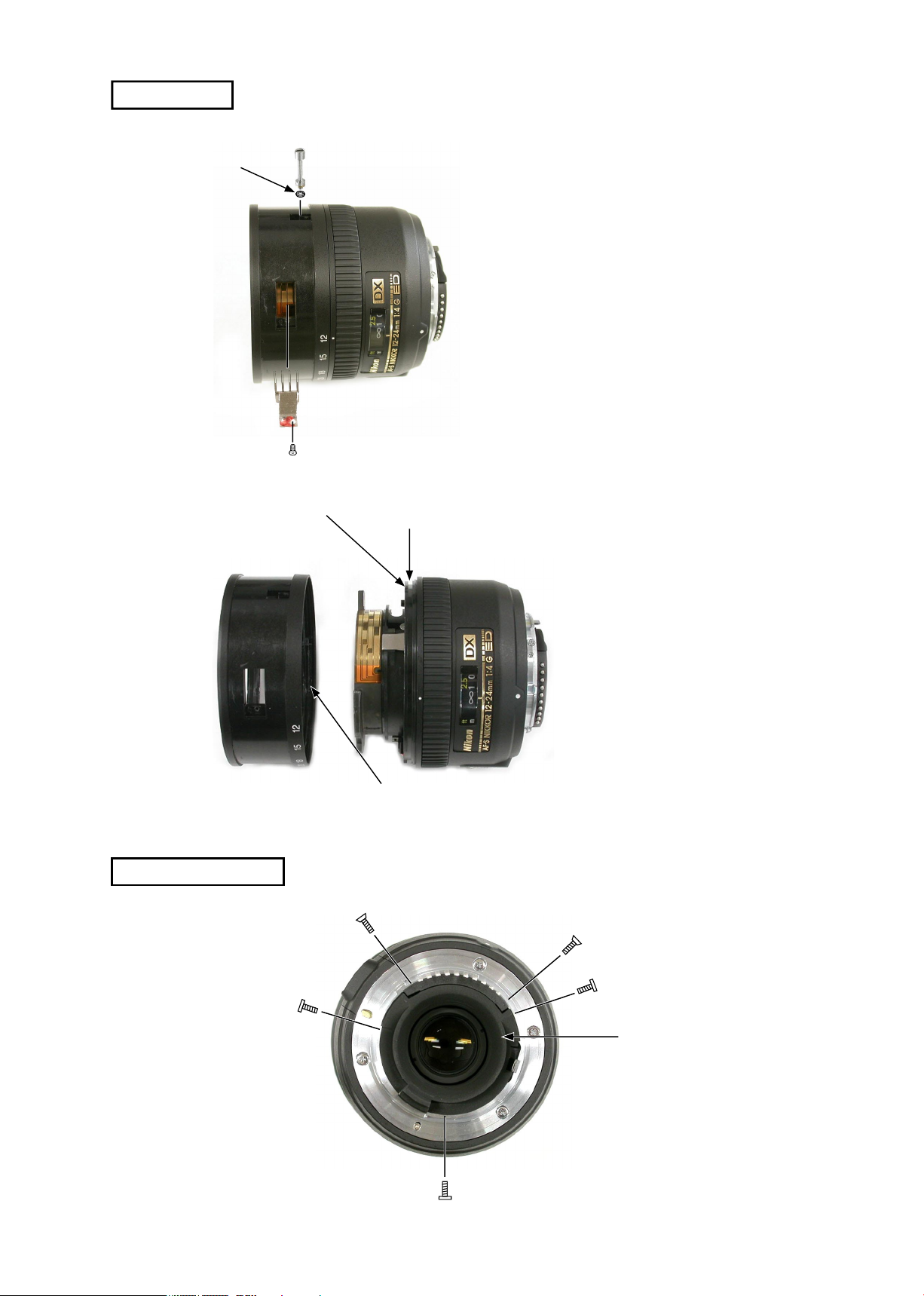
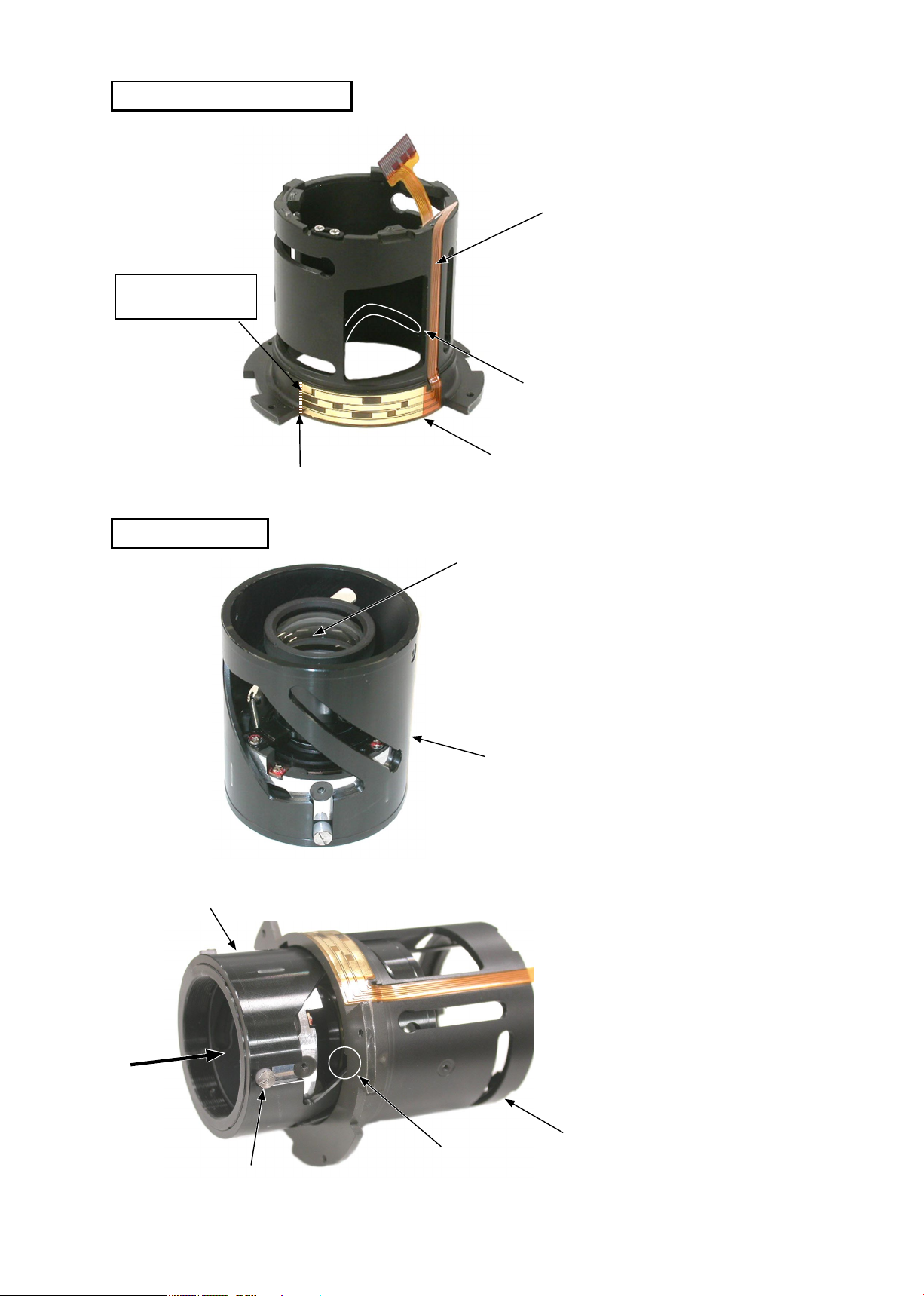
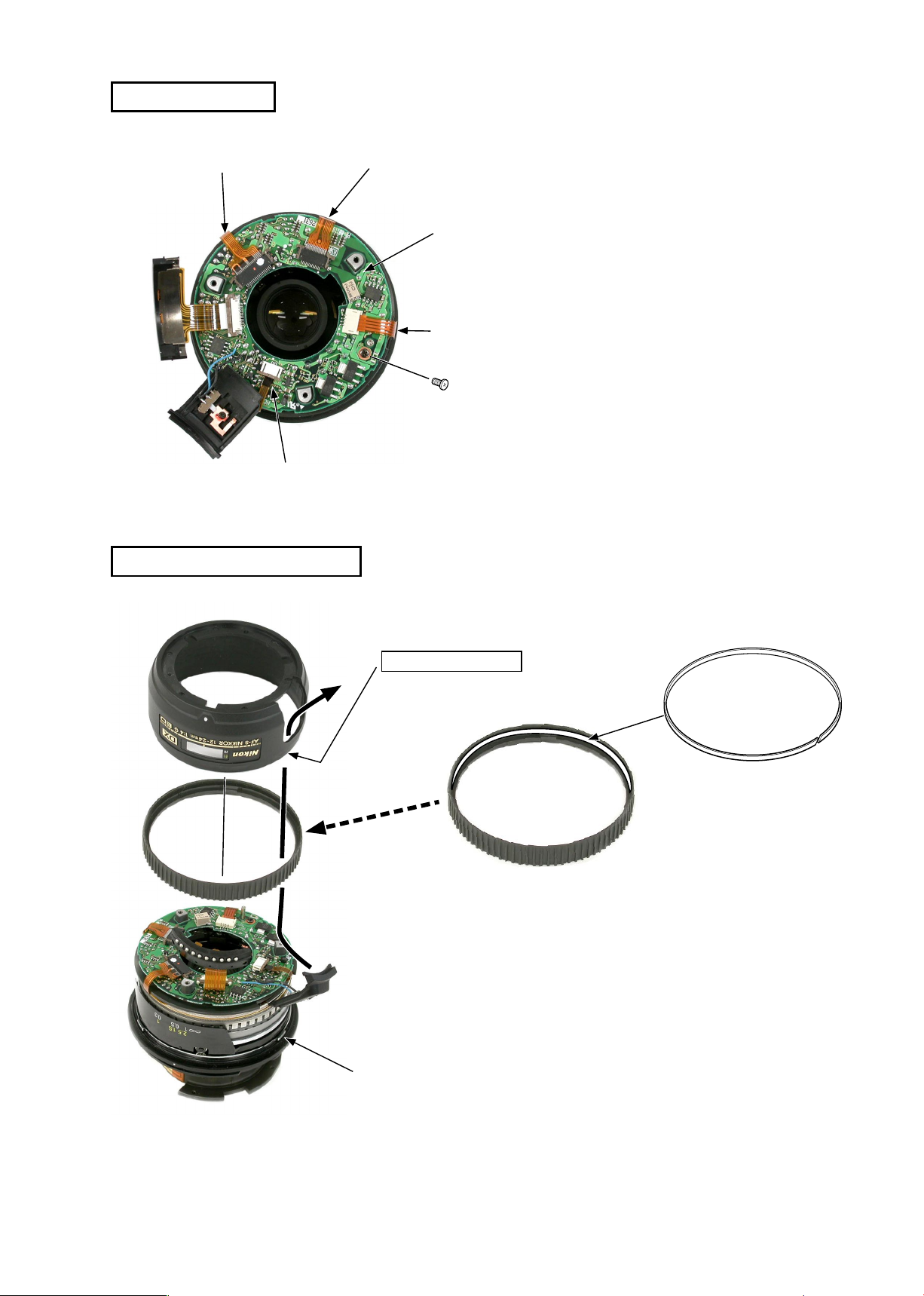
MAIN PCB
INC
JAA78451-R.3596.A
Zoom encoder FPC
MR sensor FPC
Distance encoder FPC
Main PCB
SWM-FPC
#89
Remove the FPCs (positioned at 4 parts)
・
from the connecter.
Unscrew #89.
・
Remove the main PCB.
・
SWM UNIT
#90×3
#90×3
#29
SWM unit
- L4・ AF-S DX12-24/4G -
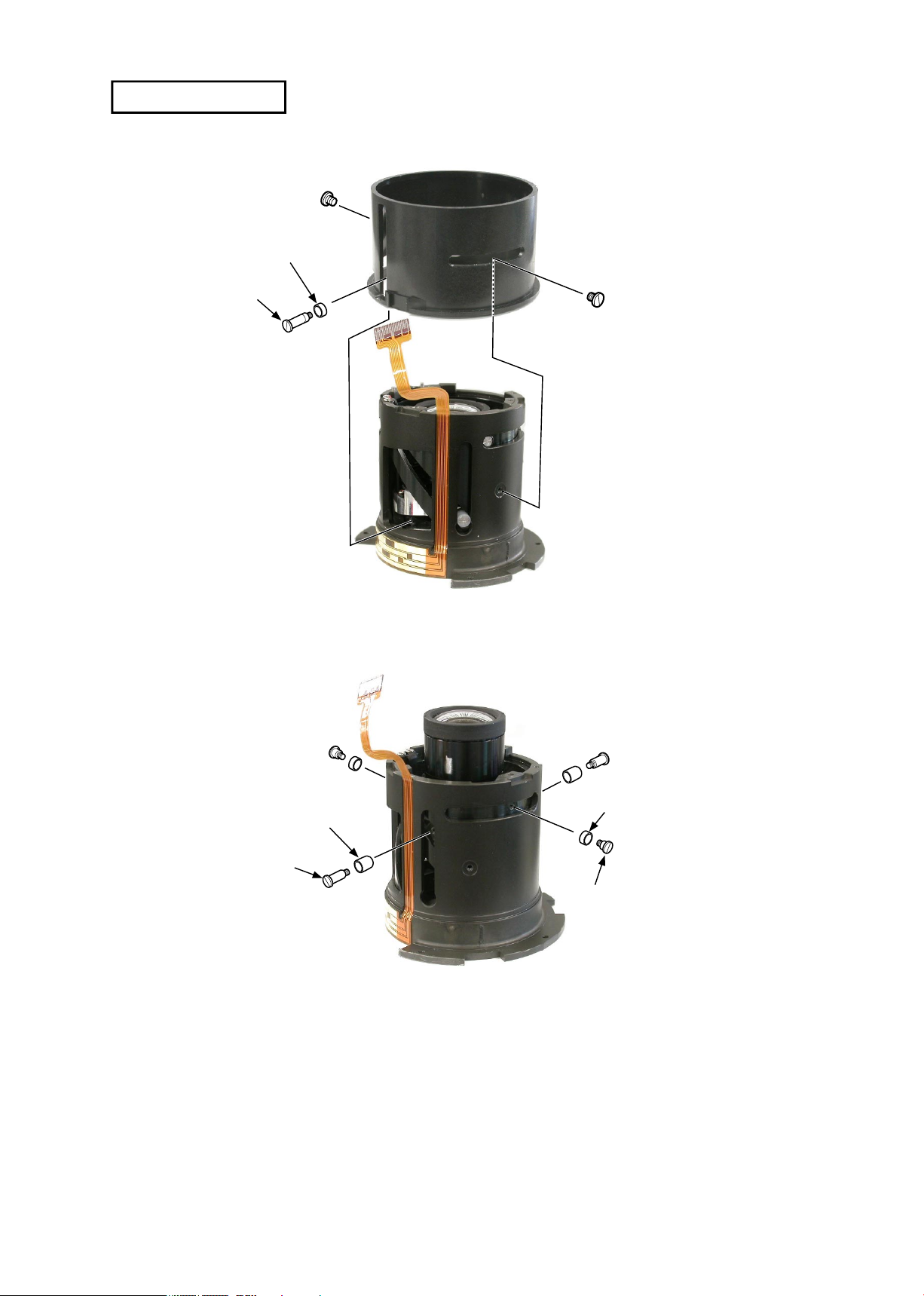
CAM RING UNIT
INC
#77
JAA78451-R.3596.A
#86
#72
#78 × 2
#97 × 2
#98 × 2
#72 × 2
#84 × 2
- L5・ AF-S DX12-24/4G -
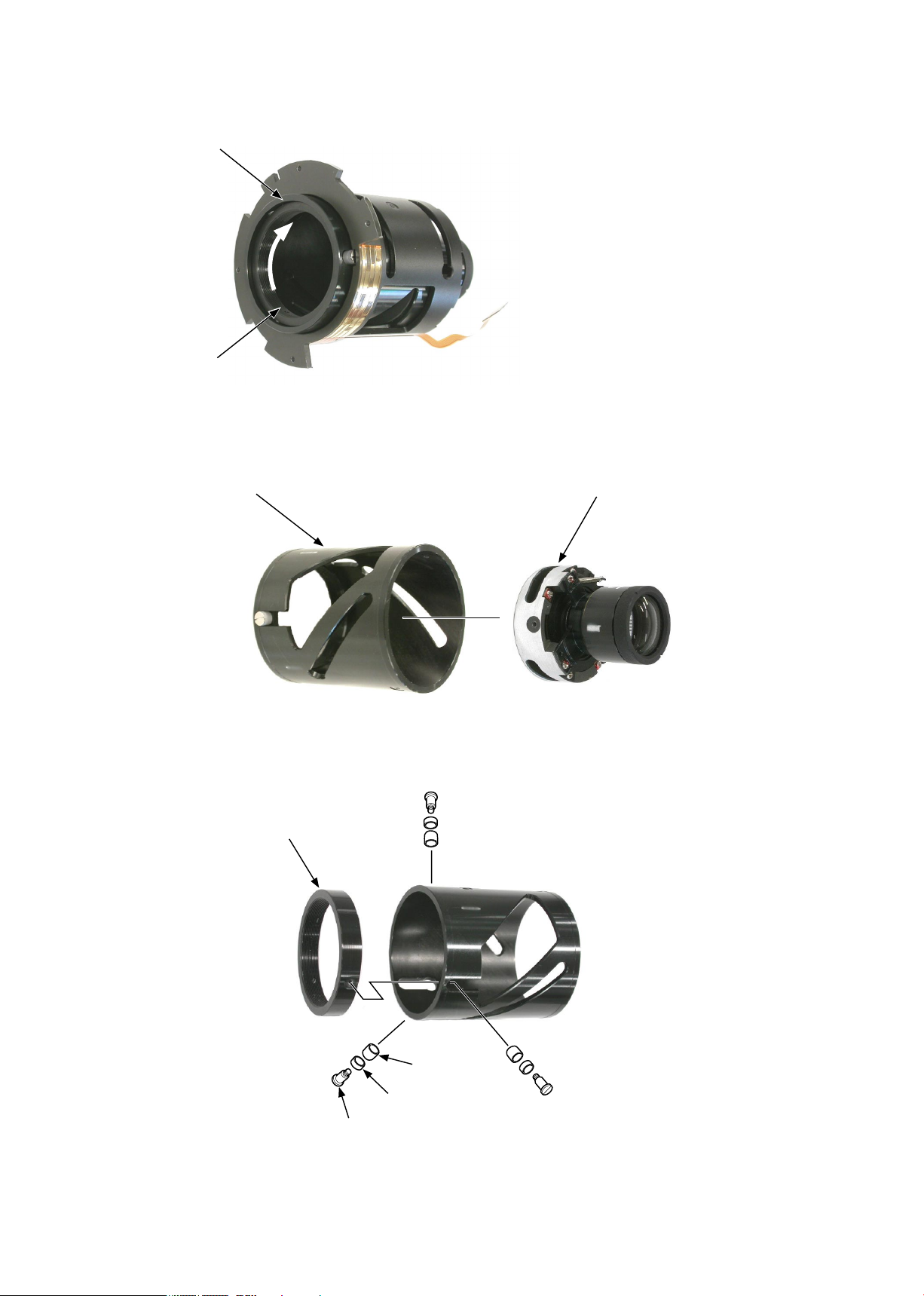
Cam ring
INC
1st sliding ring
JAA78451-R.3596.A
Take out the cam ring by turning the
・
1st sliding ring in the direction indicated by the arrow.
Detach the 2nd and 3rd units from
・
the cam ring.
Can ring
1st sliding ring
2nd and 3rd units
#95×3
#135×3
#96×3
- L6・ AF-S DX12-24/4G -
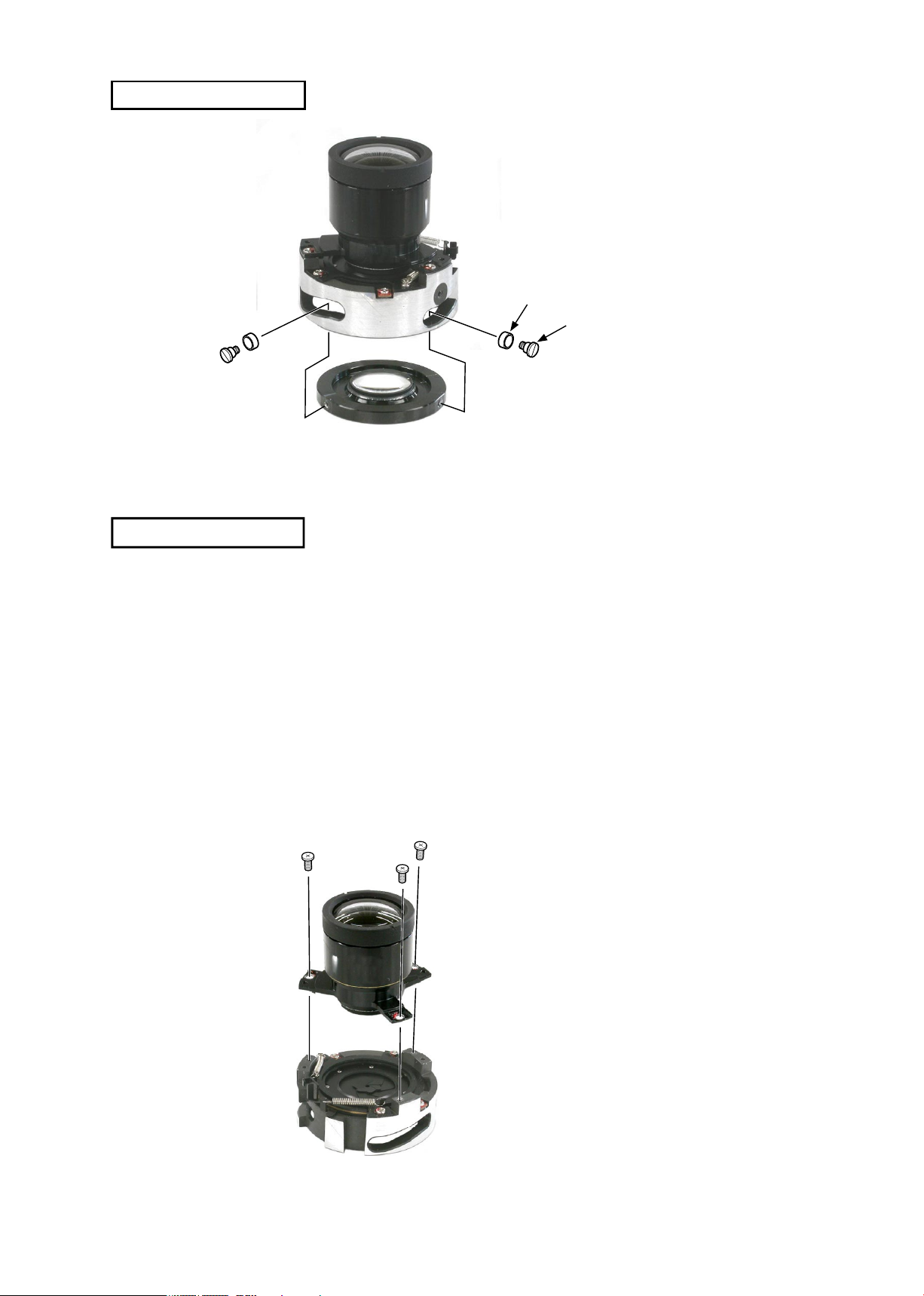
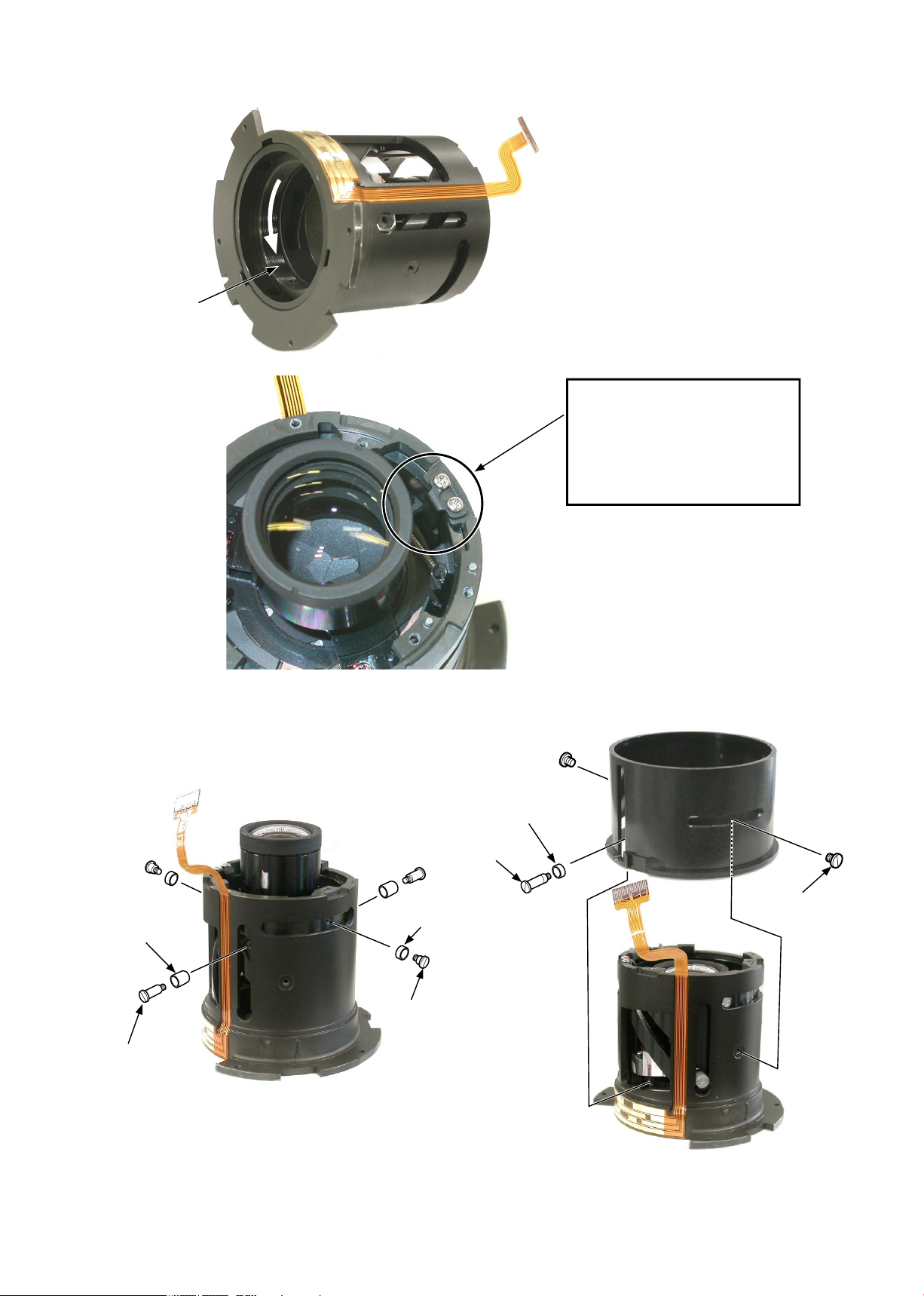
2ND LENS GROUP
INC
JAA78451-R.3596.A
#72×2
#84×2
2nd lens group
3RD LENS GROUP
Note
:
If the 3rd lens group is removed, the shaft alignment is necessary
after assembling.
If the shaft alignment is impossible in your service ofces, do not
remove the 3rd lens group.
#68×3
3rd lens group
Aperture blade housing
- L7・ AF-S DX12-24/4G -
Assembly
INC
JAA78451-R.3596.A
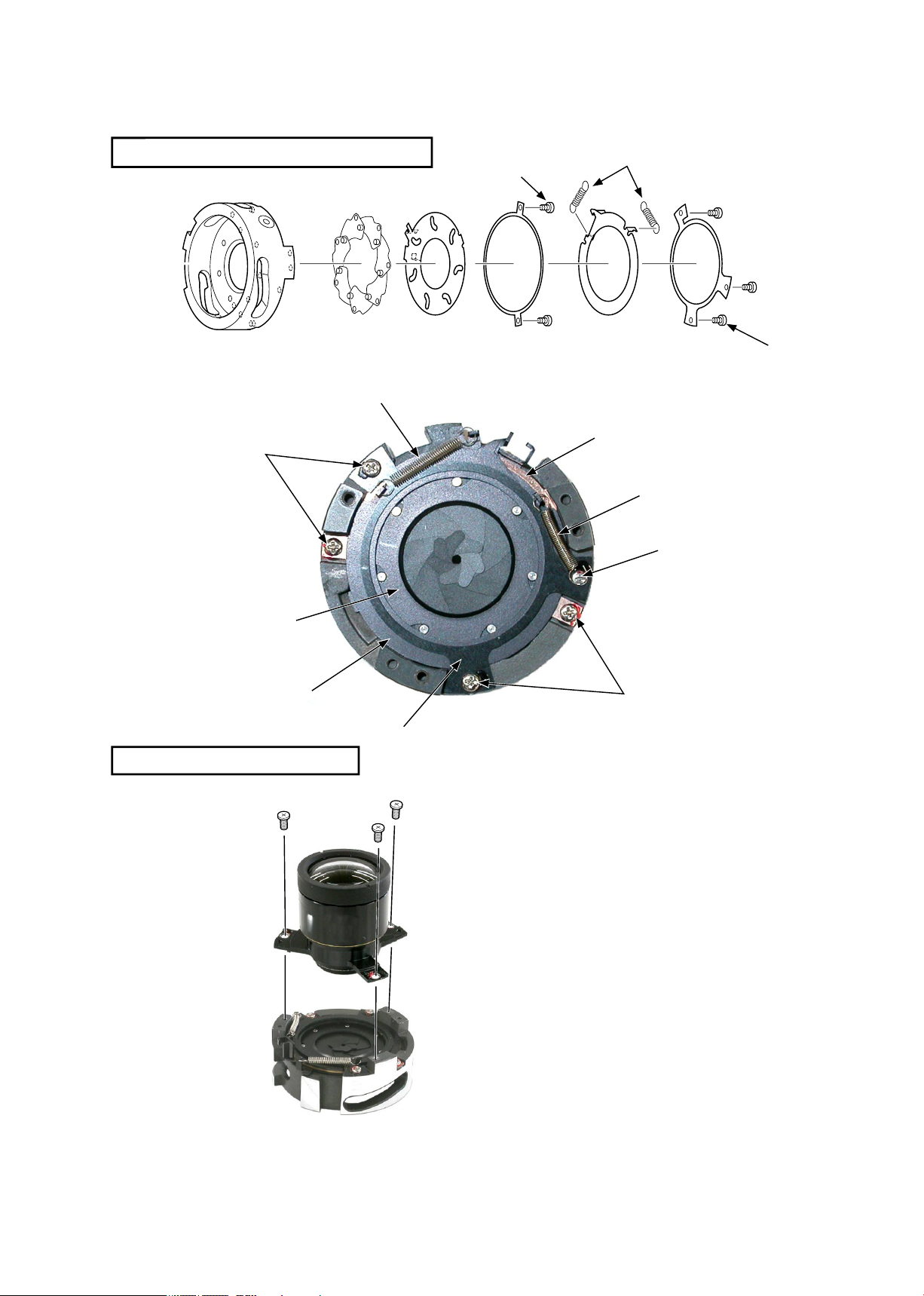
APERTURE BLADE HOUSING UNIT
Aperture blade housing unit
#59
B5 × 7
#80
#33
#59 × 2
#52
#56
#52
#80 × 2
#80
#60
#58
#59 × 2
#60
#33
#56
3RD LENS GROUP
#59
#58
#68 × 3
3rd lens group
Aperture blade housing
- L8・ AF-S DX12-24/4G -
2ND LENS GROUP
INC
#34
2nd lens group
#72×2
JAA78451-R.3596.A
Apply the grease (GE-8) to 3
・
parts of the cam groove and
the all-round of #34.
#84×2
1ST SLIDING RING
Grease: GE-8
1st sliding
ring
LIMIT PLATE
#96×3
#95×3
#135×3
Grease: GE-8
Cam ring
Grease: GE-8
Apply the grease (GE-8) to 5 parts of
・
the cam groove and across stepped
parts.
Assemble the 1st sliding ring at the
・
below position.
1st sliding ring
Cam ring
Limit plate
Grease: MZ-800S
#69×2
- L9・ AF-S DX12-24/4G -
ZOOM ENCODER FPC
INC
Attach with Super glue
Align the end of FPC in this position.
Attach the FPC along the groove.
Apply the grease (GE-8) to the cam
・
grooves (3 transversal grooves and 2
longitudinal grooves.).
Apply the grease (GE-8) to 3 inside
・
cam grooves.
Inside cam groove
Do not let the FPC run off downwards.
JAA78451-R.3596.A
CAM RING UNIT
Cam ring
2nd and 3rd group units
・
Cam ring
・
Insert the 2nd and 3rd group units
into the cam ring in the position as
shown in the left.
Insert the cam ring by aligning it with
the 3 guide rollers and 3 notches of
#51.
#51
Notch
Guide roller
- L10 ・ AF-S DX12-24/4G -
1st sliding
INC
ring
JAA78451-R.3596.A
Turn the 1st sliding ring in
・
the direction indicated by the
arrow.
Make sure that the limit plate is
entered in the notches of the 2nd
and 3rd group units.
#97×2
#98×2
#72×2
#84×2
#77
#72
Apply the grease (MZ-800S) to
・
the 1 longitudinal groove and 3
transversal grooves of #86.
#86
#78×2
- L11 ・ AF-S DX12-24/4G -
POSITION ADJUSTMENT OF LIMIT PLATE
INC
JAA78451-R.3596.A
#69
Limit plate
Fix the limit plate in the center.
・
As shown in Fig. 1., assemble #29 and the
・
bayonet.
The aperture lever (#55) is put into A of Fig.
2.
#29
Fig. 1.
#55
Bayonet
#90×3
#109×3
A
Fig. 2.
Aperture lever
Turn the zoom to TELE side.
・
(to the position where the 2nd and 3rd lens units are
pushed downward.)
Move the aperture lever slowly in the direction indicated
・
by the arrow, and make sure of being the full aperture
when the aperture blades stop.
Make adjustments by changing the position of attaching
the limit plate.
After adjusting, apply the Screw Lock to #69.
・
Remove #29 and the bayonet.
・
2nd and 3rd group units
- L12 ・ AF-S DX12-24/4G -
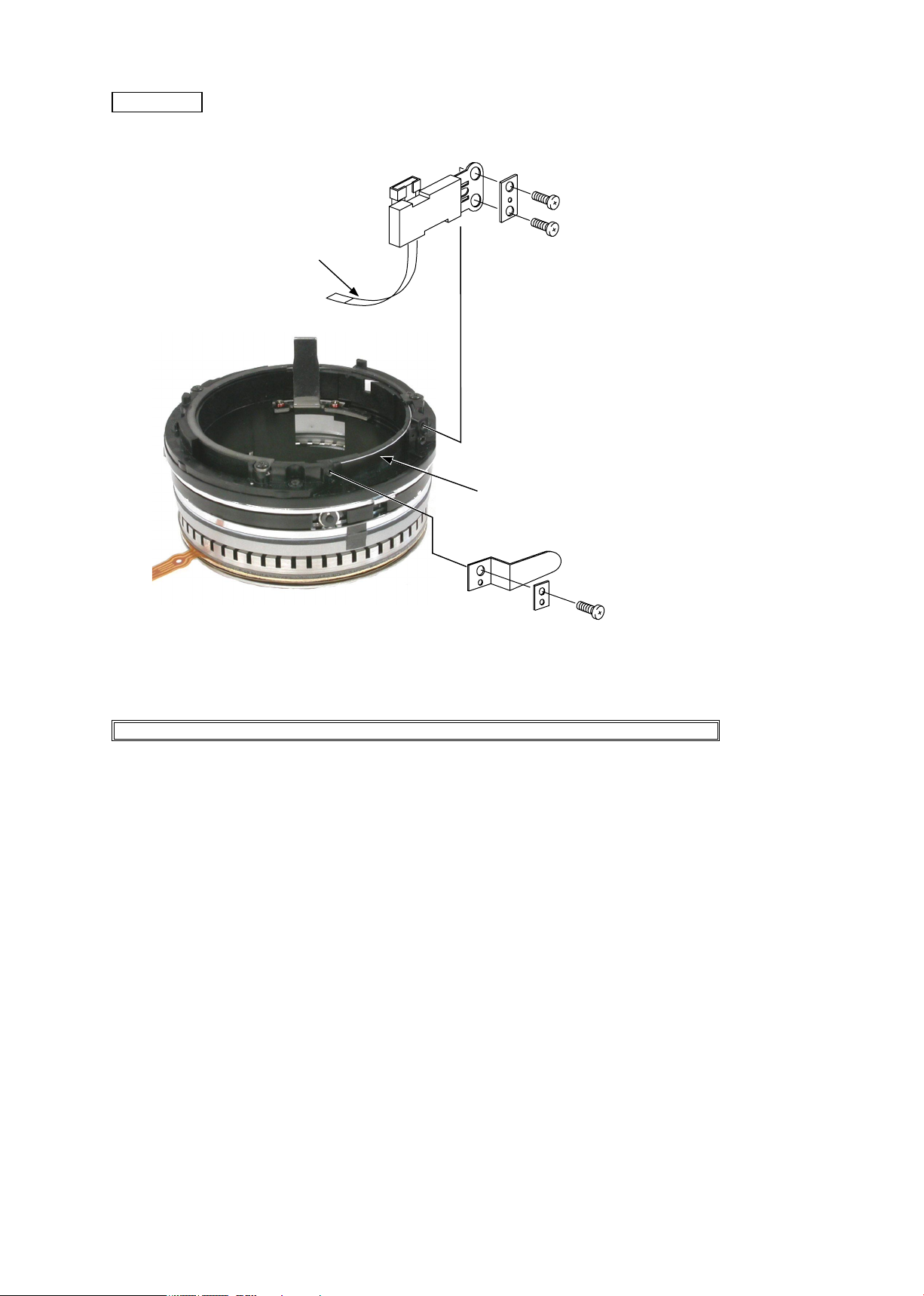
MR HEAD
INC
JAA78451-R.3596.A
MR sensor FPC
SWM unit
MR head
#541 × 2
#534
Magnetic tape
#533
#536
Attach the
・
head so that it is
MR
aligned parallel to the magnetic tape.
Attach the
・
sensor FPC so that
MR
it goes alongside the inside groove of
the SWM unit.
#543
INSPECTION AND ADJUSTMENT FOR THE WAVEFORM OUTPUT FROM MR ENCODER
●In case of disassembling or replacing the MR head, be sure to make adjustments.
1. Equipment and tools to be required
・Single output rated voltage power supply: 1 unit With 5.0V and 100mA, applicable to the
self-made tool
・Oscilloscope: 1 unit
・Self-made tool: 1 unit
Note:In case of any trouble in continuity between the self-made tool and the contacts of relay FPC,
there may be dust, corrosion or oxidation on the contact surface of relay FPC. Be sure to
polish the contact surface prior to connect to the self-made tool.
2. Preparation for the measuring lens
・Set the SWM unit on which the MR head is already set, the MF ring, the rear xing tube, and
the index ring into the cam ring unit. Then connect to the measuring devices. (Refer to the next
page.)
Note: When make checks and adjustments, put a cloth under the lens to avoid any damages to the
rear lens.
- L13 ・ AF-S DX12-24/4G -

#90×3
INC
JAA78451-R.3596.A
#90×3
SWM unit
Rear xing
tube
Focus
connection
key
#86
Insert the focus
connection key
into the groove of
#86.
Index ring
MF ring
Pass this FPC through the
hole of the index ring.
- L14 ・ AF-S DX12-24/4G -
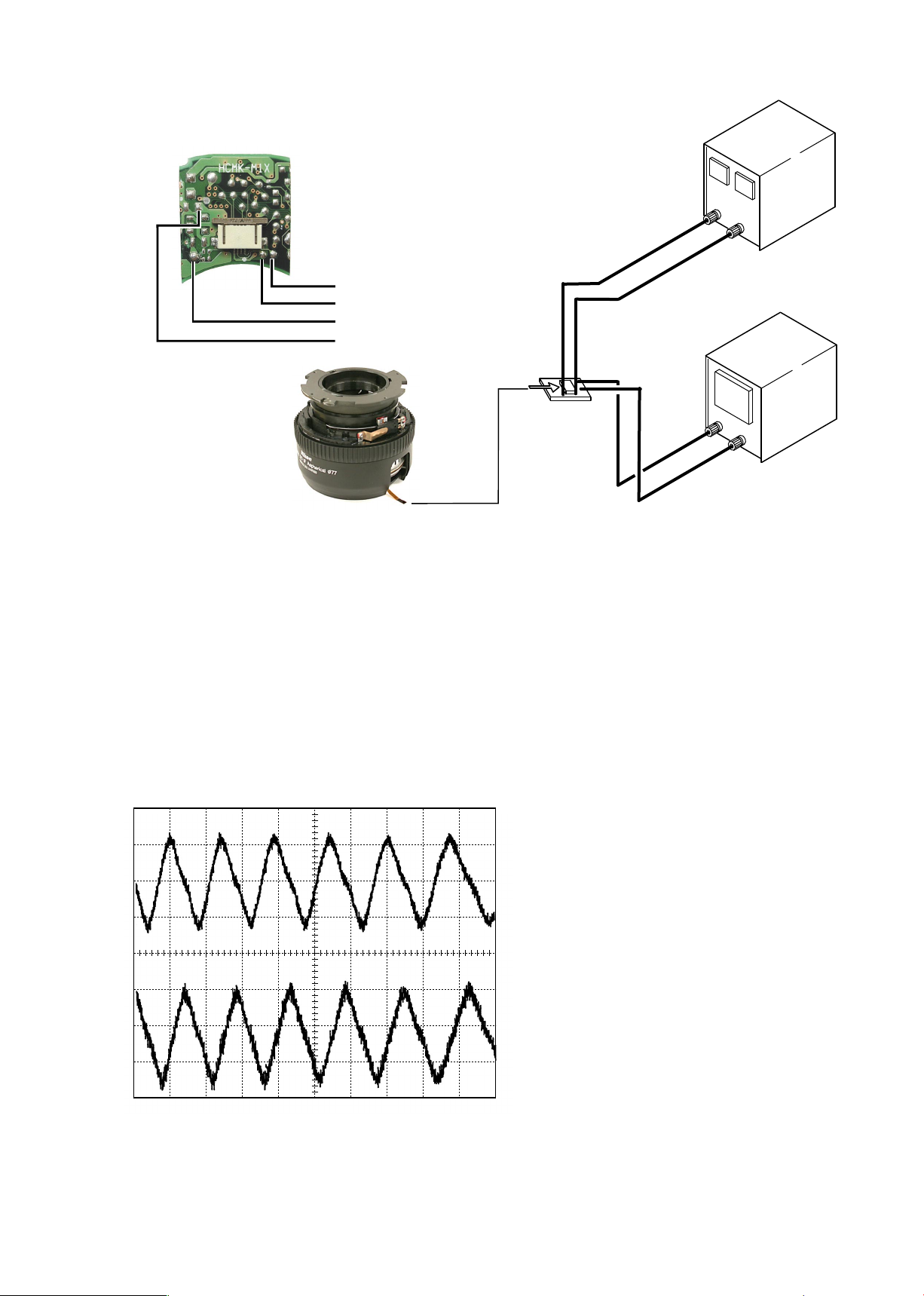
Connections
C H 1 = 2 0 m V C H 2 = 2 0 m V 5 m s / d i v
AC 10 : 1 A C 10 : 1
NO RM 20 0K S/ s
INC
・
JAA78451-R.3596.A
Self-made tool
Power supply
Set values
5. 0V
100mA
(GND)
Oscilloscope
Oscilloscope
Power supply
Power supply
(2ch)
(1ch)
(+)
(-)
Self-made tool
・How to conduct inspection and adjustment
Make sure that the current and voltage of the connected rated voltage power supply are set values.
①
If they meet the set values, turn on the power.
( + )
Oscilloscope
(2ch)
② Set the oscilloscope and drive the focus ring by hand.
Note:Since the shape of waveform varies according to the driving speed of focus ring, particularly and properly set
Time/Div.
In case of detecting any wider waveform noise, use the lter function.
③
How to set the ler function in the employment case of Yokogawa-manufactured DL1540
1.Press the lter button.
2.Select "Smooth" in the menu on the PC screen.
● Oscilloscope setting
V/Div (ch1) :
V/Div (ch2) :
Coupling :
Time/Div :
Trigger Mode :
Trigger Coupling :
Trigger Source :
Trigger Position :
Trigger Type :
Trigger Level :
INPUT (ch1) :
INPUT (ch2) :
NORMAL
EDGE
0V
20mV
20mV
AC
Sec
5m
AC
CH1
div
+4
AC
AC
Standard:The amplitude of every pulse/waveform should be 50mV or more.
Note:Check the waveform by letting the focus ring to travel from the innity-end position to
the near distance end position and vice versa.
- L15 ・ AF-S DX12-24/4G -
JAA78451-R.3596.A
C H 1 = 2 0 m V C H 2 = 2 0 m V 5 m s / d i v
AC 10 : 1 A C 10 : 1
NO RM 20 0K S/ s
C H 1 = 2 0 m V C H 2 = 2 0 m V 5 m s / d i v
AC 10 : 1 A C 10 : 1
NO RM 20 0K S/ s
INC
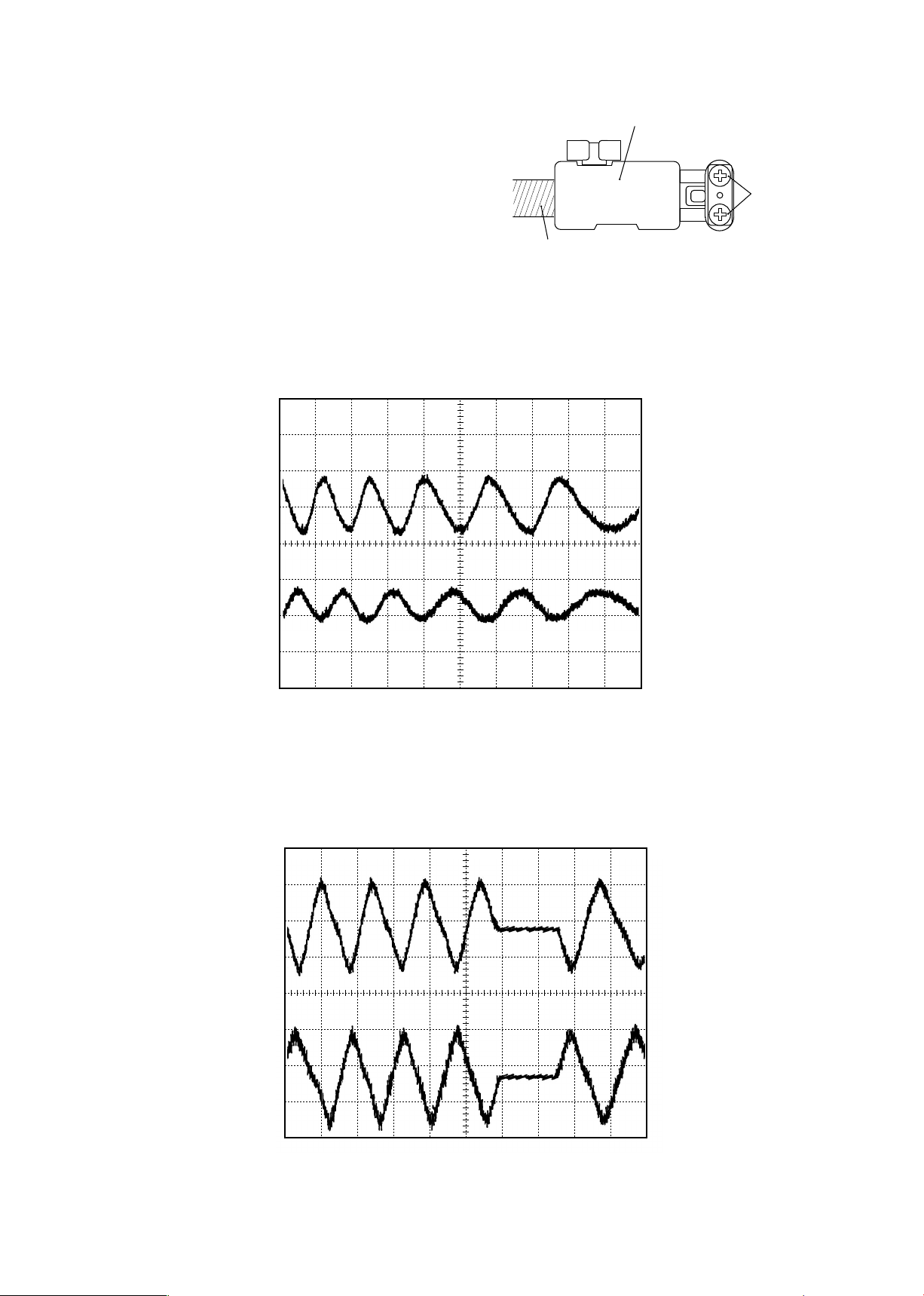
④ In the case of smaller amplitude, for adjustment, loosen
the two screws #541 and then shift the MR head position
MR head
as shown in the right gure.
Note
:During adjustment, prevent the magnetic tape and MR
# 541 × 2
head from touching the magnetized driver bit, or the magnetic
data may be damaged.
Magnetic tape
《Reference》
● In case the amplitude of either CH1 or CH2 seems smaller, one of the two screws #541 may be loosened.
Then, check the screws. In case the screws are fully tightened, the MR head may be troubled. Then, be sure to
replace the MR head unit B15 and adjust it again.
● In case of a presence of partial drop in the amplitude between the innity and the near distance, the magnetic data
in magnetic tape may be damaged. Then, replace the magnetic tape and adjust it again.
⑦ Turn off the rated voltage power supply and remove the SWM unit. P
- L16 ・ AF-S DX12-24/4G -
SWM UNIT
INC
#131×4
#22
#88
SWM
JAA78451-R.3596.A
#22
Attach #88 to #22, and apply the oil
・
barrier to the overall #88.
Build #22 in the SWM unit.
・
Tighten 4 screws (#131
・
)
.
#90×3
SWM unit
Focus
connecting
key
#86
#90×3
#29
Insert the focus
connecting key into
the groove of #86.
Pass the circled FPC through
the inside of #29.
- L17 ・ AF-S DX12-24/4G -
MAIN PCB
INC
JAA78451-R.3596.A
Zoom encoder FPC
MR sensor FPC
INDEX RING, FOCUS RING
Distance encoder FPC
Main PCB
SWM-FPC
#89
Attach the main PCB.
・
Screw #89.
・
Connect the FPC (at 4 parts) to the
・
connector.
Index ring
On the sliding surface with focus
ring.
Grease: MZ-800S
Focus ring
M/A change-over
SW
Projection
#75
Attach #75 to the focus ring, and apply the oil barrier
・
to the overall #75.
Assemble the focus ring by aligning the inside notches
・
(at 3 parts) and the projections of SWM (at 3 parts).
Assemble the index ring by passing the M/A change-
・
over SW unit through the hole of the index ring.
- L18 ・ AF-S DX12-24/4G -

BAYONET
INC
Index ring
Slide the M/A change-over SW and
・
assemble into the index ring.
M/A change-over SW
JAA78451-R.3596.A
#100
#55
#110
#109×3
POSITION ADJUSTMENT OF APERTURE LEVER
J18004-1
A
in A
Put the aperture lever
・
of the above.
Turn the zoom to the TELE side.
・
to the position where the 2nd and 3rd
(
(
#55
)
lens units are pushed downward.
Attach the tool (J18004-1) and make
・
sure of the aperture diameter.
)
#93×2
Aperture lever
- L19 ・ AF-S DX12-24/4G -
Standard: Full aperture
In case it is out of standard, adjust the
・
position of the aperture lever by loos
ening 2 screws (#93).
After adjusting, x the 2 screws (#93)
・
with Screw Lock.
-

REAR COVER RING
INC
#66×3
JAA78451-R.3596.A
#64×2
Rear cover ring
ZOOM RING
All-round
Grease: MZ-800S
3 convexities
Grease:GE-8
Zoom ring
#22
Groove
Zoom ring
#105
Attach #105 to the zoom ring, and
・
apply the oil barrier to the overall
#105.
Put the convexities (at 3 parts) inside
・
the zoom ring in the notches (at 3
parts) of #22, to assemble together.
Convexity
- L20 ・ AF-S DX12-24/4G -
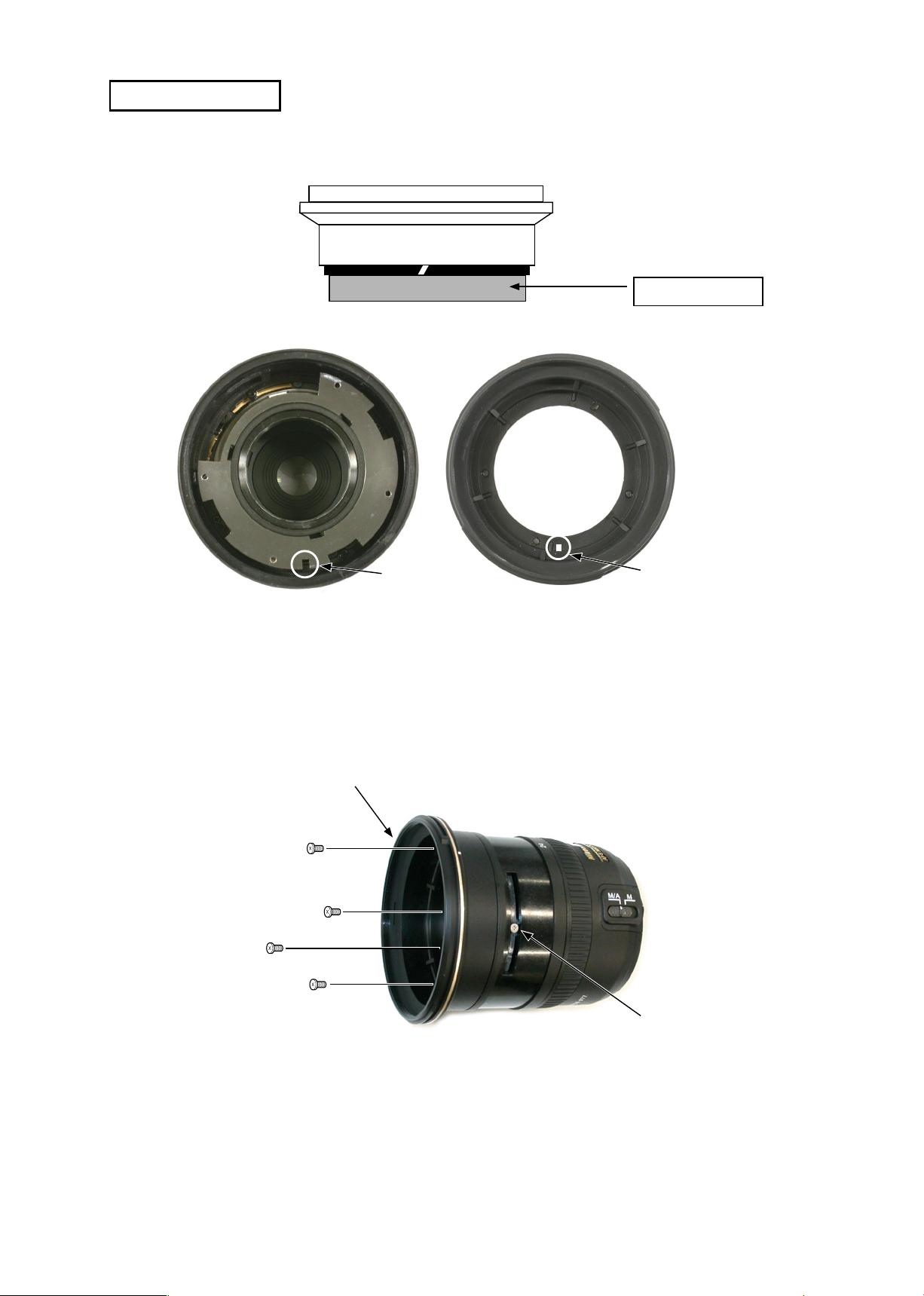
FILTER RING
INC
JAA78451-R.3596.A
All-round
Grease: GE-8
Filter ring
Notch
Put the convexity of the leter ring in the notch of the above, and
・
attach the lter ring with 4 screws (#104).
Filter ring
#104×4
Convesity (on backside)
#79
- L21 ・ AF-S DX12-24/4G -

ZOOM ENCODER BRUSH
INC
JAA78451-R.3596.A
#127
#87
B4
#66
Attach with Screw Lock
Position to attach the encoder brush
Turn the zoom to the TELE side.
・
Attach the encoder brush (B4) in the
・
above position and x it with screw
(#66).
After adjusting,x #66 with the Screw
Lock.
RUBBER RING
1ST LENS GROUP
#41
#102
#G1
#42
#G2.3
#126 × 2
#103
B1
#35
#101
● The size of 2 washers (#126) is xed (0.038mm).
- L22 ・ AF-S DX12-24/4G -
JAA78451-R.3596.A
INC
ADJUSTMENT (DIVISION) OF FOCUS MOVEMENT (T, W)
1.Fit the innity ( ∞ ) mark of the focus ring to the index.
2.Fix the aperture lever to make the aperture "full".
3.Read the values of the Wide and Tele sides.
4.Carry out the following calculations.
A - B = C A= Value of Tele side
B= Value of Wide side
C= Adjustment amount (mm) of the 2nd lens group unit washer #101
5.Adjust the thickness of the washer #101 by the value of C calculated in the above. If C is positive, thicken the
washer. If it is negative, thin the washer.
Note:When setting the washer #101, put a thin washer between thick washers.
ADJUSTMENT OF BACK FOCUS
1.Fit the innity ( ∞ ) mark of the focus ring to the index.
2.Fix the aperture lever to make the aperture "full".
3.Read the value of Wide or Tele side.
4.Remove the bayonet mount.
5.Adjust the thickness of the washer #100 by the difference from the standard value. If the difference value is
positive, thicken the washer. If it is negative, thin the washer.
Focal length
(f)
12mm -0.05~+0.10
18mm -0.05~+0.10
24mm -0.05~+0.10
Standard
(mm)
- L23 ・ AF-S DX12-24/4G -
 Loading...
Loading...