



MinarcMig
Evo 170, 200
Operating manual Käyttöohje Bruksanvisning Bruksanvisning Brugsanvisning Gebrauchsanweisung Gebruiksaanwijzing Manuel d’utilisation Manual de instrucciones Instrukcja obsługi
Инструкции по эксплуатации Manual de utilização Manuale d’uso
EN
FI
SV NO DA DE NL FR ES PL RU PT IT ZH
OPERATING MANUAL
English
© Kemppi Oy / 1340

CONTENTS |
|
|
|
1. |
Preface.................................................................................................................. |
3 |
|
1.1 |
General........................................................................................................................................ |
3 |
|
1.2 |
Product introduction............................................................................................................. |
3 |
|
|
1.2.1 |
Properties.......................................................................................................................... |
3 |
|
1.2.2 |
About welding.................................................................................................................. |
4 |
2. Before you start using the unit.................................................................... |
4 |
||
2.1 |
Unpacking.................................................................................................................................. |
4 |
|
2.2 |
Positioning and location of the machine....................................................................... |
5 |
|
2.3 |
Distribution network............................................................................................................. |
5 |
|
2.4 |
Serial number........................................................................................................................... |
5 |
|
2.5 |
General view of the machine.............................................................................................. |
5 |
|
2.6 |
Cable connections.................................................................................................................. |
6 |
|
2.7 |
Filler wire.................................................................................................................................... |
8 |
|
EN |
2.7.1 Changing the feed roll groove......................................................................................... |
8 |
|
2.7.2 Loading and threading the filler wire............................................................................. |
9 |
||
|
2.7.3 |
Reversing polarity........................................................................................................... |
10 |
2.8 |
Controls and indicator lights............................................................................................ |
11 |
|
|
2.8.1 Display in automatic mode............................................................................................ |
13 |
|
|
2.8.2 Welding power adjustment in automatic mode.......................................................... |
13 |
|
|
2.8.3 Arc length trimmer in automatic mode........................................................................ |
14 |
|
|
2.8.4 Display in manual mode................................................................................................ |
14 |
|
|
2.8.5 Adjustments in manual mode....................................................................................... |
15 |
|
2.9 |
MIG/MAG welding................................................................................................................ |
15 |
|
2.10 |
Using the shoulder strap.................................................................................................... |
17 |
|
3. |
Maintenance.................................................................................................... |
17 |
|
3.1 |
Daily maintenance................................................................................................................ |
17 |
|
3.2 |
Maintenance of the wire feed mechanism.................................................................. |
18 |
|
3.3 |
Troubleshooting.................................................................................................................... |
19 |
|
3.4 |
Storage...................................................................................................................................... |
19 |
|
3.5 |
Disposal of the machine..................................................................................................... |
19 |
|
4. |
Ordering numbers......................................................................................... |
20 |
|
5. |
Technical data.................................................................................................. |
21 |
|
2 MinarcMig Evo 170, Evo 200

1.PREFACE
1.1General
|
Congratulations on choosing MinarcMig Evo welding equipment. Used correctly, Kemppi |
|
|
p°roducts can significantly increase the productivity of your welding, and provide years of |
|
|
economical service. |
|
|
This operating manual contains important information on the use, maintenance and safety of |
|
|
your Kemppi product. The technical specifications of the equipment can be found at the end |
|
|
of the manual. |
|
|
Please read the manual carefully before using the equipment for the first time. For your |
|
|
own safety and that of your working environment, pay particular attention to the safety |
|
|
instructions in the manual. |
|
|
For more information on Kemppi products, contact Kemppi Oy, consult an authorised Kemppi |
|
|
dealer, or visit the Kemppi web site at www.kemppi.com. |
|
|
For Kemppi’s standard safety instructions and warranty terms and conditions, please visit our |
|
|
web site at www.kemppi.com. |
|
|
The specifications presented in this manual are subject to change without prior notice. |
EN |
|
NOTE! Items in the manual that require particular attention in order to minimise damage and |
|
|
personal harm are indicated with this symbol. Read these sections carefully and follow their |
|
|
instructions. |
|
|
Disclaimer |
|
|
While every effort has been made to ensure that the information contained in this guide |
|
|
is accurate and complete, no liability can be accepted for any errors or omissions. Kemppi |
|
|
reserves the right to change the specification of the product described at any time without |
|
|
prior notice. Do not copy, record, reproduce or transmit the contents of this guide without |
|
|
prior permission from Kemppi. |
|
1.2 |
Product introduction |
|
|
MinarcMig Evo 170 and 200 are easy-to-use MIG/MAG welding machines suitable for |
|
|
professional industry, site and repair welding. Before use or doing any maintenance work on |
|
|
the machine, read the operating manual and keep it for further reference. |
|
|
MinarcMig Evo tolerates input voltage fluctuation and is suitable for work on sites using |
|
|
power generators and use with long power cables. The power source utilises PFC technology, |
|
|
ensuring optimum usage on single phase power supplies. The IGBT inverter design delivers |
|
|
reliable arc ignition and welding performance, with all filler wire types. |
|
|
Welding and earth return cables are supplied in the delivery package, including gun, earth |
|
|
clamp and connections. |
|
1.2.1 |
Properties |
|
|
The welding machine is small, efficient and light. It is easy to carry with the handle or shoulder |
|
|
strap. It is suitable for a wide range of welding applications, and the possibility to use long |
|
|
power extension cables makes it easy to use in worksite conditions. It is also suitable for use |
|
|
with power generators. |
|
|
The MinarcMig Evo 170 is set manually, with separate control for wire feed speed and voltage. |
|
|
MinarcMig Evo 200 machine has both an automatic and manual operation mode. In the |
|
|
automatic mode, you must first select the filler wire material after which the welding voltage |
|
|
and wire feed speed can be adjusted with one control knob, according to the thickness of |
|
|
the sheet to be welded. Thus, selecting the right parameters is easy. In automatic mode, the |
|
|
length of the arc, or welding heat, is trimmed with another control. In manual mode, the |
|
|
welding voltage and wire feed speed are adjusted separately with their own controls. The |
|
|
use of the machine is aided with an LCD display which indicates the welding current, welding |
|
|
voltage and wire feed speed. |
|
© Kemppi Oy / 1340 |
3 |

EN
4
You can use steel (solid or cored wire), stainless steel, aluminium and CuSi as filler wire in the machine. The steel wire can be 0.6 mm, 0.8 mm, 0.9 mm or 1.0 mm thick, but the machine’s welding properties are optimum with a steel wire of 0.8 mm diameter. The stainless steel wire can be 0.8 mm, 0.9 mm or 1.0 mm in diameter, the aluminium wire 1.0 mm and CuSi wire 0.8,
0.9 and 1.0 mm.
1.2.2About welding
In addition to the welding machine, welding outcome is influenced by the work piece to be welded, welding technique and the welding environment. Therefore, recommendations in this manual must be followed.
During welding, an electric welding circuit is created between the positive and negative poles of the machine. On delivery, the welding gun is connected to the positive pole of the machine terminals. The terminals are located inside the case door and should not be changed unless you intend to run a filler wire that is directed to be used in reverse polarity, electrode negative. When a filler wire is loaded to the machine, the wire feed mechanism drives the filler wire through the contact tip mounted in the welding gun, and thus transfers electrical power from the contact tip to the filler wire. The earth return clamp and cable (already connected to the machine on delivery to the negative terminal) connects to the workpiece to be welded. When the filler wire touches the work piece a short circuit occurs, forming the needed closed electrical circuit, an arc is formed and welding commences. Unrestricted current flow is possible only when the earth return clamp is properly attached to the workpiece and the fixing point of the clamp to the workpiece is clean, and free from paint and rust.
Shielding gas must be used during welding in order to prevent air from mixing with the weld pool. Pure carbon dioxide or a mixture of argon and carbon dioxide is a suitable shielding gas for steel filler wire. Argon + 2 % CO mixture is suitable for stainless steel wires. Argon is suitable for welding aluminium and CuSi wires. Some filler wires (referred to as self shielded) form a gas shield from the burning composition of the wire’s core, thus eliminating the need for a separate shielding gas supply.
2.BEFORE YOU START USING THE UNIT
NOTE! Please read the separate safety instruction booklet provided before you commence welding. Pay particular attention to the risks associated with fire and explosion.
2.1Unpacking
When machine leaves factory, it is set up for use with 0.8 mm diameter filler wire. If you wish to use an alternative thickness filler wire or type, make sure that you suitably adjust the feed roll groove, welding gun contact tip and machine polarity for the material type selected.
If you mainly use aluminium or stainless steel filler wire, we recommend you change the wire liner to a Kemppi plastic type, which is better suited for the material.
Always before using the equipment, make sure it was not damaged during transportation. Also check that you have received what you ordered and that there are instructions for it.
The packaging material of the products is suitable for recycling.
Transportation
The machine should be transported in an upright position.
NOTE! Always move the welding machine by lifting it from the handle. Never pull it from the welding gun or other cables.
Environment
The machine is suitable for both indoor and outdoor use, but it should be protected from rain and sunshine. Store the machine in a dry and clean environment and protect it from sand and dust during use and storage. The recommended operating temperature range is -20…+40 °C.
Place the machine in such a way that it does not come in contact with hot surfaces, sparks and spatters. Make sure the air flow in the machine is unrestricted.
MinarcMig Evo 170, Evo 200
2.2Positioning and location of the machine
Place the machine on a firm, dry and level surface. Where possible, do not allow dust or other impurities to enter the machines cooling air flow. Preferably site the machine above floor level; for example on a suitable carriage unit.
Notes for positioning the machine
•The surface inclination should not exceed 15 degrees.
•Ensure the free circulation of the cooling air. There must be at least 20 cm of free space in front of and behind the machine for cooling air to circulate.
•Protect the machine against heavy rain and direct sunshine.
NOTE! The machine should not be operated in the rain as the protection class of the machine, IP23S, allows for outside preserving and storage only.
NOTE! Never use a wet welding machine.
NOTE! Never aim metallic grinding spray/sparks towards the equipment.
2.3Distribution network
All regular electrical devices without special circuits generate harmonic currents into distribution network. High rates of harmonic current may cause losses and disturbance to some equipment.
MinarcMig Evo 170 and 200 comply with IEC 61000-3-12.
2.4Serial number
The serial number of the unit is marked on the rating plate. The serial number makes it possible to trace product manufacturing series. You might need the serial number when placing spare parts orders or when planning maintenance.
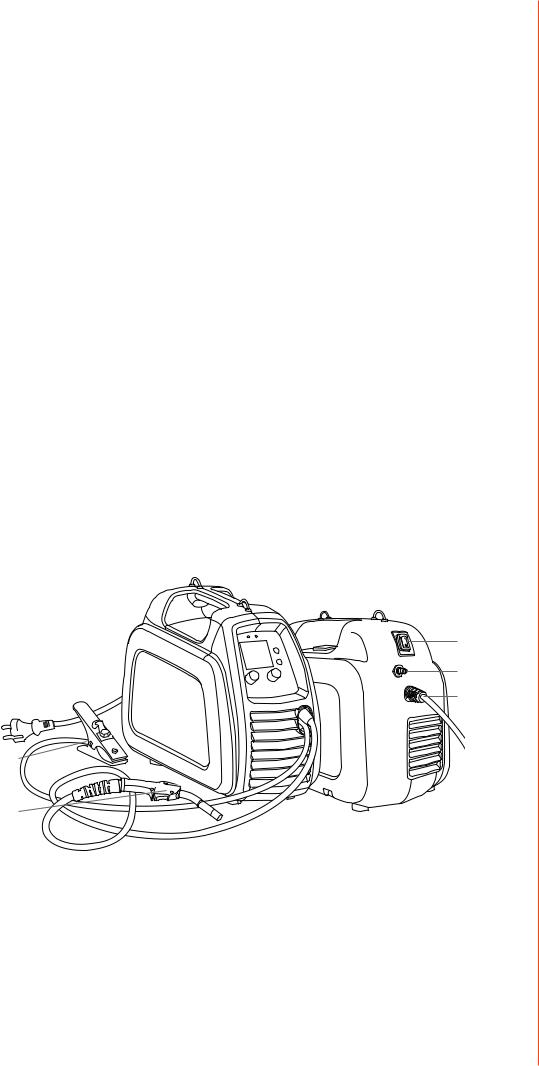
2.5General view of the machine
2.
3.
1.
5.
4.
1.Supply voltage cable
2.Main switch
3.Shielding gas hose connector
4.Welding gun and cable
5.Earth return clamp and cable
©Kemppi Oy / 1340
EN
5

EN
6
2.6Cable connections
Connection to the mains
The machine is fitted with a 3 m long supply voltage cable and plug. Connect the supply voltage cable to the mains. Should you need to fit an alternative plug or mains cable, ensure installation is completed by an authorised electrician.
NOTE! The fuse size needed is 16 A delayed.
If you use an extension cable, its cross-sectional area should be at least as large as the machines supply cable (3 x 1.5 mm²). It is recommended to use 3 x 2.5 mm² extension cable. The maximum length for the extension cable is 100 meters.
The machine can also be used with a generator. The minimum power for the generator is 4.2 kVA, and the recommended power 8.0 kVA in order for the machine to be used at maximum capacity.
Earth return
The welding circuit earth return cable is already connected to the machine. Clean the workpiece surface and fix the earth return clamp to the work piece in order to create a welding circuit.
Welding gun
The welding gun is already connected to the machine. The filler wire, shielding gas and electric current is delivered to the weld inside the welding gun cable. When you press the gun trigger, shielding gas starts to flow and filler wire feed begins. The arc ignites when the filler wire touches the work piece. Inside the gun cable there is a factory-installed wire liner that
is best suited for welding with steel and CuSi filler wires. It can temporarily be used also with stainless steel and aluminium wires. However, this is not recommended because of greater friction and reduced welding performance, and it may finally lead into failure of filler wire delivery.
If you mainly use aluminium or stainless steel filler wire, we recommend that you replace the wire liner with a Kemppi plastic type, which is better suited for the material. For instructions on how to change the wire liner, please refer to the Maintenance section later in this manual.
The gun neck can be rotated 360° to suit different welding positions. The neck is connected via a standard clockwise screw thread. Always make sure that the neck is almost fully connected to the bottom thread. This prevents damaging and overheating the neck.
NOTE! If you intend to use other than 0.8 mm diameter steel filler wire, change the welding gun contact tip, gun liner, and drive roll to match the selected filler wire type and thickness.
MinarcMig Evo 170, Evo 200
 Loading...
Loading...