

JUKI DDL-9000C-F Instruction Manual
DDL-9000C-F
HƯỚNG DẪN SỬ DỤNG

NỘI DUNG
1. THÔNG SỐ KỸ THUẬT ...................................................................................................1
1-1. Thông số kỹ thuật của đầu máy may ................................................................................. 1
1-2. Thông số kỹ thuật của hộp điều khiển
2. THIẾT LẬP .......................................................................................................................2
2-1. Bàn vẽ ................................................................................................................................... 2
2-2. Chú ý khi lắp đặt máy may
2-2-1. Cách di chuyển máy may .......................................................................................................... 3
2-2-2. Chú ý khi đặt máy may xuống ..................................................................................................3
2-3. Lắp đặt .................................................................................................................................. 3
2-4. Lắp giá mắc chỉ
2-5. Lắp đặt hộp điện
.................................................................................................................... 4
.................................................................................................................. 5
2-6. Nối dây cáp công tắc điện
2-6-1. Lắp đặt công tắc điện ................................................................................................................ 5
2-6-2. Nối dây nguồn điện ....................................................................................................................6
2-7. Kết nối dây ........................................................................................................................... 7
2-8. Thao tác với dây
2-9. Gắn thanh kết nối
2-10. Điều chỉnh bàn đạp
2-10-1. Lắp đặt các thanh kết nối ........................................................................................................9
2-10-2. Điều chỉnh góc bàn đạp ..........................................................................................................9
.................................................................................................................. 8
................................................................................................................ 8
.............................................................................................................9
2-11. Vận hành bàn đạp ................................................................................................................ 9
2-12. Bôi trơn
..............................................................................................................................10
2-13. Cách sử dụng bảng điều khiển (Giải thích cơ bản)
2-13-1. Lựa chọn ngôn ngữ (hoạt động được thực hiện đầu tiên) ...............................................11
2-13-2. Tên và chức năng của các phím điều khiển ........................................................................13
2-13-3. Vận hành cơ bản ....................................................................................................................14
.................................................................................................3
.................................................................................................. 5
.............................................................................. 1
....................................................... 11
3. CHUẨN BỊ TRƯỚC KHI MAY ........................................................................................15
3-1. Lắp mũi kim ........................................................................................................................ 15
3-2. Tháo/lắp thuyền
3-3. Quấn chỉ trên suốt
3-4. Cuốn chỉ đầu máy
3-5. Độ căng chỉ
3-5-1. Điều chỉnh độ căng chỉ của độ căng Số 1 ............................................................................. 19
3-5-2. Điều chỉnh độ căng chỉ kim (Độ căng hiệu dụng) .................................................................19
3-5-3. Điều chỉnh độ căng của chỉ trên suốt .................................................................................... 19
3-6. Chân vịt (Thiết bị ép chủ động) ........................................................................................ 20
3-6-1. Áp lực của chân vịt ..................................................................................................................20
3-6-2. Chức năng cần nâng vi mô .....................................................................................................20
3-6-3. Thay đổi giá trị ban đầu của áp lực chân vịt ......................................................................... 21
3-6-4. Cần nâng bằng tay ...................................................................................................................21
3-7. Điều chỉnh chiều dài đường may ..................................................................................... 22
3-8. Thay đổi tốc độ may
3-9. Đèn LED
.............................................................................................................................. 23
3-10. Đường may nạp đảo ngược
3-11. Công tắc tùy chỉnh
................................................................................................................. 15
............................................................................................................. 16
.............................................................................................................. 18
........................................................................................................................ 19
.......................................................................................................... 22
............................................................................................. 23
............................................................................................................24
i

3-12. Điều chỉnh lượng dầu (dầu bắn) trên móc ...................................................................... 25
3-12-1. Điều chỉnh lượng dầu trên móc ...........................................................................................25
3-12-2. Cách kiểm tra lượng dầu (dầu bắn) ..................................................................................... 26
3-12-3. Ví dụ hiển thị lượng dầu thích hợp ......................................................................................26
3-13. Điều chỉnh lò xo cuốn chỉ và khoảng nâng cuốn chỉ ..................................................... 27
4. CÁCH SỬ DỤNG BẢNG ĐIỀU KHIỂN .......................................................................... 28
4-1. Giải thích về màn hình may (khi lựa chọn một mẫu may) ............................................. 28
4-2. Các mẫu may
4-2-1. Cấu hình mẫu may ................................................................................................................... 32
4-2-2. Danh sách các mẫu may .........................................................................................................33
4-2-3. Mẫu may nạp đảo ngược (ở đầu) ...........................................................................................35
4-2-4. Đường may nạp đảo ngược đôi .............................................................................................40
4-2-5. Chỉnh sửa các mẫu may ..........................................................................................................41
4-2-6. Danh sách chức năng mẫu may .............................................................................................43
4-2-7. Mẫu may nạp đảo ngược (ở cuối) ..........................................................................................46
4-2-8. Chức năng hướng dẫn ............................................................................................................47
4-2-9. Chức năng chuyển đổi tiện ích một chạm ............................................................................49
4-2-10. Đăng ký một mẫu may mới ................................................................................................... 50
4-2-11. Sao chép một mẫu may .........................................................................................................52
4-2-12. Chức năng thu hẹp ................................................................................................................ 53
4-3. Chức năng bộ đếm ............................................................................................................ 55
4-3-1. Hiển thị màn hình may ở chế độ hiển thị bộ đếm .................................................................55
4-3-2. Các loại bộ đếm .......................................................................................................................55
4-3-3. Cách thiết lập bộ đếm ..............................................................................................................56
4-3-4. Cách thiết lập trạng thái hoàn thành đếm ............................................................................. 59
4-4. Hiển thị biểu đồ bảng đơn giản hóa ................................................................................ 60
4-5. Danh sách dữ liệu công tắc bộ nhớ
4-6. Danh sách lỗi
4-7. Dữ liệu công tắc bộ nhớ
.....................................................................................................................32
................................................................................ 61
..................................................................................................................... 66
................................................................................................... 70
5. CÁC CHỨC NĂNG MỚI CHÍNH ....................................................................................72
5-1. Cắt chỉ còn dư ở mặt bên kia ........................................................................................... 72
5-2. Điều chỉnh chiều cao bàn răng đưa
5-3. Vận hành định giờ nạp
5-4. Thay đổi vị trí nạp
...................................................................................................... 76
.............................................................................................................. 77
................................................................................. 75
6. CHÚ Ý ............................................................................................................................ 78
6-1. Chế độ bảo dưỡng ............................................................................................................ 78
6-2. Kiểm tra lượng dầu trong két dầu móc
6-3. Vệ sinh
6-4. Sử dụng mỡ
................................................................................................................................ 79
....................................................................................................................... 79
6-5. Tra mỡ cho bạc lót phía dưới thanh kim và bạc lót thanh chân vịt
6-6. Thay cầu chì
....................................................................................................................... 81
........................................................................... 78
.............................. 80
7. ĐIỀU CHỈNH ĐẦU MÁY (CHƯƠNG TRÌNH ỨNG DỤNG) ............................................ 82
7-1. Quan hệ giữa kim với móc ............................................................................................... 82
7-2. Điều chỉnh thiết bị ép của chỉ kim
7-3. Điều chỉnh bộ cắt chỉ
7-3-1.
Đối với việc kiểm tra định giờ cam cắt chỉ ...............................................................................86
7-3-2. Điều chỉnh định giờ cam cắt chỉ .............................................................................................86
7-3-3. Kiểm tra bộ phận dao ..............................................................................................................87
........................................................................................................86
.................................................................................... 83
ii

7-3-4. Điều chỉnh bộ phận dao ..........................................................................................................88
7-3-5. Điều chỉnh tốc độ cắt chỉ ........................................................................................................89
7-4. Điều chỉnh bộ tách chỉ ...................................................................................................... 90
7-4-1. Kiểm tra điều chỉnh bệ đỡ .......................................................................................................90
7-4-2. Điều chỉnh bệ đỡ ......................................................................................................................90
7-4-3. Điều chỉnh bệ đỡ (Điều chỉnh ở vị trí đầu) ............................................................................ 90
7-5. Chức năng phát hiện phần có nhiều lớp của chân vịt hoạt động ................................ 91
7-5-1. Chức năng phát hiện phần có nhiều lớp ...............................................................................91
7-5-2. Chức năng thiết lập số lượng đường may phát hiện phần có nhiều lớp .......................... 93
7-6. Báo hiệu thiếu dầu ............................................................................................................94
7-6-1. Liên quan đến báo hiệu thiếu dầu ..........................................................................................94
7-6-2. E221 Lỗi thiếu dầu mỡ ............................................................................................................94
7-6-3. Liên quan đến quy trình cài đặt lại lỗi K118 .......................................................................... 95
8. CÁCH SỬ DỤNG BẢNG ĐIỀU KHIỂN (CHƯƠNG TRÌNH ỨNG DỤNG) ..................... 96
8-1. Quản lý mẫu may ............................................................................................................... 96
8-1-1. Tạo một mẫu mới .....................................................................................................................96
8-1-2. Sao chép một mẫu may ...........................................................................................................98
8-1-3. Xóa một mẫu may ....................................................................................................................99
8-2. Thiết lập đường may hình đa giác ................................................................................. 100
8-2-1. Chỉnh sửa mẫu đường may hình đa giác ............................................................................100
8-2-2. Tạo một mẫu đường may hình đa giác ................................................................................102
8-2-3. Thiết lập bước từ đó bắt đầu đường may hình đa giác .....................................................102
8-3. Mẫu may chu kỳ ............................................................................................................... 103
8-3-1. Chọn mẫu may chu kỳ ...........................................................................................................103
8-3-2. Chỉnh sửa dữ liệu may chu kỳ .............................................................................................104
8-3-3. Tạo một mẫu may chu kỳ mới .............................................................................................. 105
8-3-4. Thiết lập bước từ đó bắt đầu mẫu may chu kỳ ...................................................................107
8-4. Mũi chỉ tùy ........................................................................................................................ 108
8-4-1. Chọn một mũi chỉ tùy chỉnh ..................................................................................................108
8-4-2. Tạo một mũi chỉ tùy mới ....................................................................................................... 110
8-4-3. Năng chỉnh sửa mũi chỉ tùy chỉnh ....................................................................................... 113
8-4-4. Sao chép/xóa một mũi chỉ tùy chỉnh .................................................................................... 114
8-5. Mẫu may tùy chỉnh độ khít ............................................................................................. 115
8-5-1. Chọn tùy chỉnh độ khít .......................................................................................................... 115
8-5-2. Tạo một tùy chỉnh độ khít mới .............................................................................................115
8-5-3. Năng chỉnh sửa tùy chỉnh độ khít chỉnh .............................................................................118
8-5-4. Sao chép/xóa một mũi chỉ tùy chỉnh .................................................................................... 119
8-6. Khóa màn hình đơn giản ................................................................................................ 120
8-7. Thông tin phiên bản
8-8. Điều chỉnh độ sáng của bảng điều khiển LED
8-9. Thông tin
8-9-1. Giao tiếp dữ liệu .....................................................................................................................122
8-9-2. USB .........................................................................................................................................125
8-9-3. Quản lý sản xuất ....................................................................................................................127
8-9-4. NFC ..........................................................................................................................................130
.......................................................................................................................... 122
8-10. Tùy biến phím ................................................................................................................ 131
8-10-1. Dữ liệu có thể gán được ..................................................................................................... 131
8-10-2. Cách gán một chức năng cho một phím ........................................................................... 132
........................................................................................................ 120
.............................................................. 121
iii
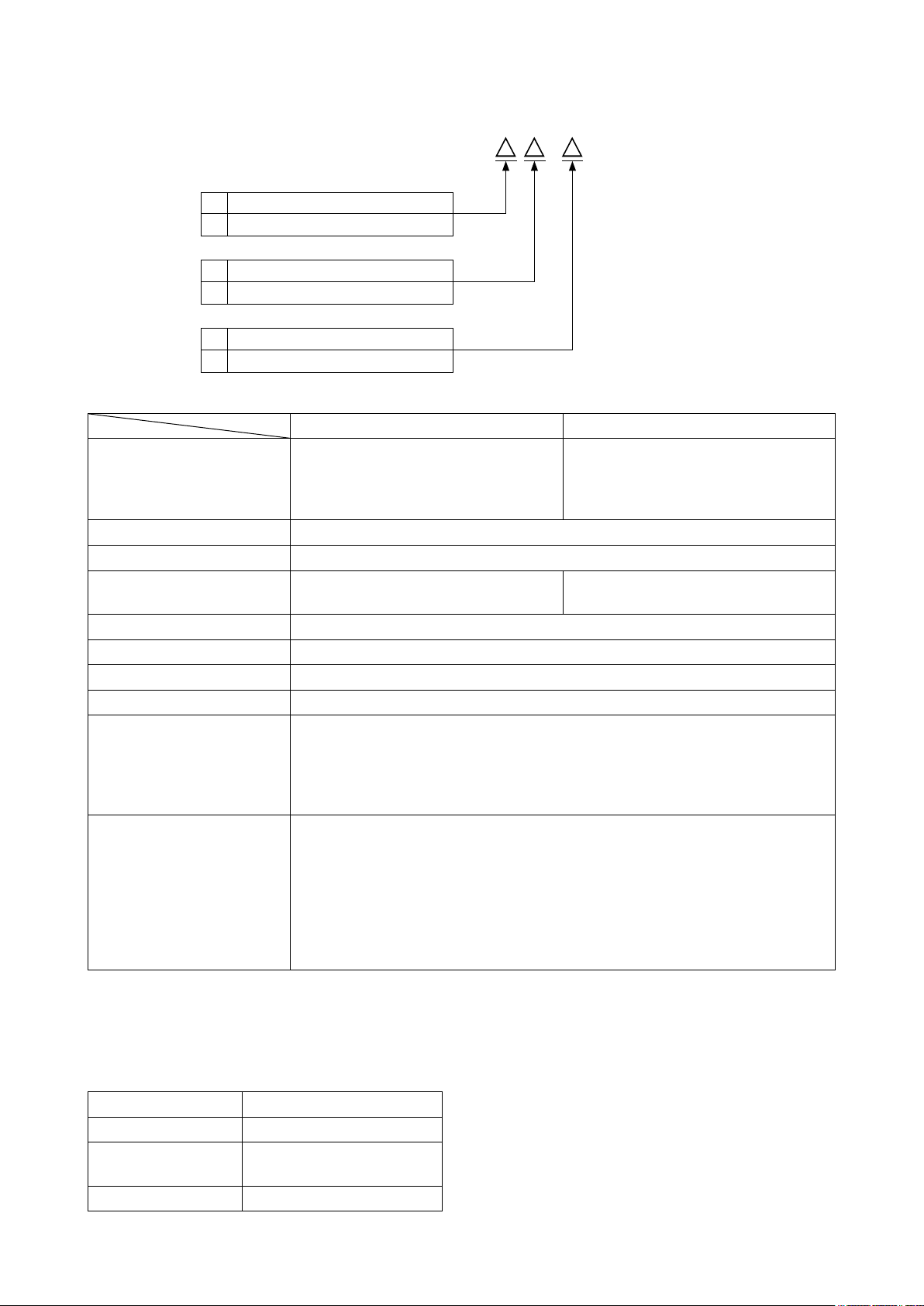
1. THÔNG SỐ KỸ THUẬT
1-1. Thông số kỹ thuật của đầu máy may
DDL-9000C-F - B
Phương pháp bôi trơn phần tấm bề mặt
M Khô một nửa
S Bôi trơn vi lượng
Đặc điểm kỹ thuật đường may
S Vật liệu có trọng lượng trung bình
H Vật liệu có trọng lượng nặng
Đặc điểm kỹ thuật kẹp chỉ kim
N Có
0 Không có
DDL-9000C-FMS DDL-9000C-FSH
Chiều dài đường may 0 đến 4,00 :
Tốc độ may tối đa (vị trí chuẩn)
Chiều dài đường may 5 mm
Điều khiển áp lực chân vịt Điều khiển điện tử
Mũi kim
Dầu bôi trơn JUKI NEW DEFRIX OIL No. 1 hoặc JUKI CORPORATION GENUINE OIL 7
Động cơ Động cơ tăng lực AC
Điều khiển nạp ngang Điều khiển điện tử
Điều khiển nạp dọc Điều khiển điện tử
Số lượng mẫu may
Tiếng ồn
*1
Chiều dài đường may 4,05 đến 5,00 :
1738 Nm65 đến 110 (DB×1 #9 đến 18)
134 Nm65 đến 110 (DP×5 #9 đến 18)
Mẫu may
Mẫu may chu kỳ
Mẫu may tùy chỉnh mũi chỉ
Mẫu may tùy chỉnh độ khít
FMS ;
- Tương đương mức áp suất âm thanh phát ra liên tục (LpA) tại nơi làm việc :
Giá trị trung bình 81,5 dB; (Bao gồm KpA = 2,5 dB); theo ISO 10821 - C.6.2 - ISO
11204 GR2 tại 5.000 sti/min.
FSH ;
- Tương đương mức áp suất âm thanh phát ra liên tục (LpA) tại nơi làm việc :
Giá trị trung bình 77,5 dB; (Bao gồm KpA = 2,5 dB); theo ISO 10821 - C.6.2 - ISO
11204 GR2 tại 4.500 sti/min.
5.000 sti/min
4.000 sti/min
��������������������������������� 99 mẫu may (Đối với may hình đa giác, có thể đăng ký
đến 10 mẫu.)
��������������������� 9 mẫu may
����� 20 mẫu may
����� 9 mẫu may
Chiều dài đường may 0 đến 4,00 :
4.500 sti/min
Chiều dài đường may 4,05 đến 5,00 :
4.000 sti/min
1738 Nm125 đến 160 (DB×1 #20 đến 23)
134 Nm125 đến 160 (DP×5 #20 đến 23)
• Tốc độ may sẽ thay đổi tùy thuộc vào các điều kiện may. Tốc độ may thiết lập trước tại thời điểm ban đầu là
4.000 sti/min.
*1 : Kim được sử dụng phụ thuộc vào nơi đến.
1-2. Thông số kỹ thuật của hộp điều khiển
Điện áp nguồn Một pha 220 đến 240V
Tần số 50Hz/60Hz
Môi trường hoạt động
Đầu vào 520VA
Nhiệt độ : 0 đến 35˚C
Độ ẩm : 90% hoặc thấp hơn
– 1 –
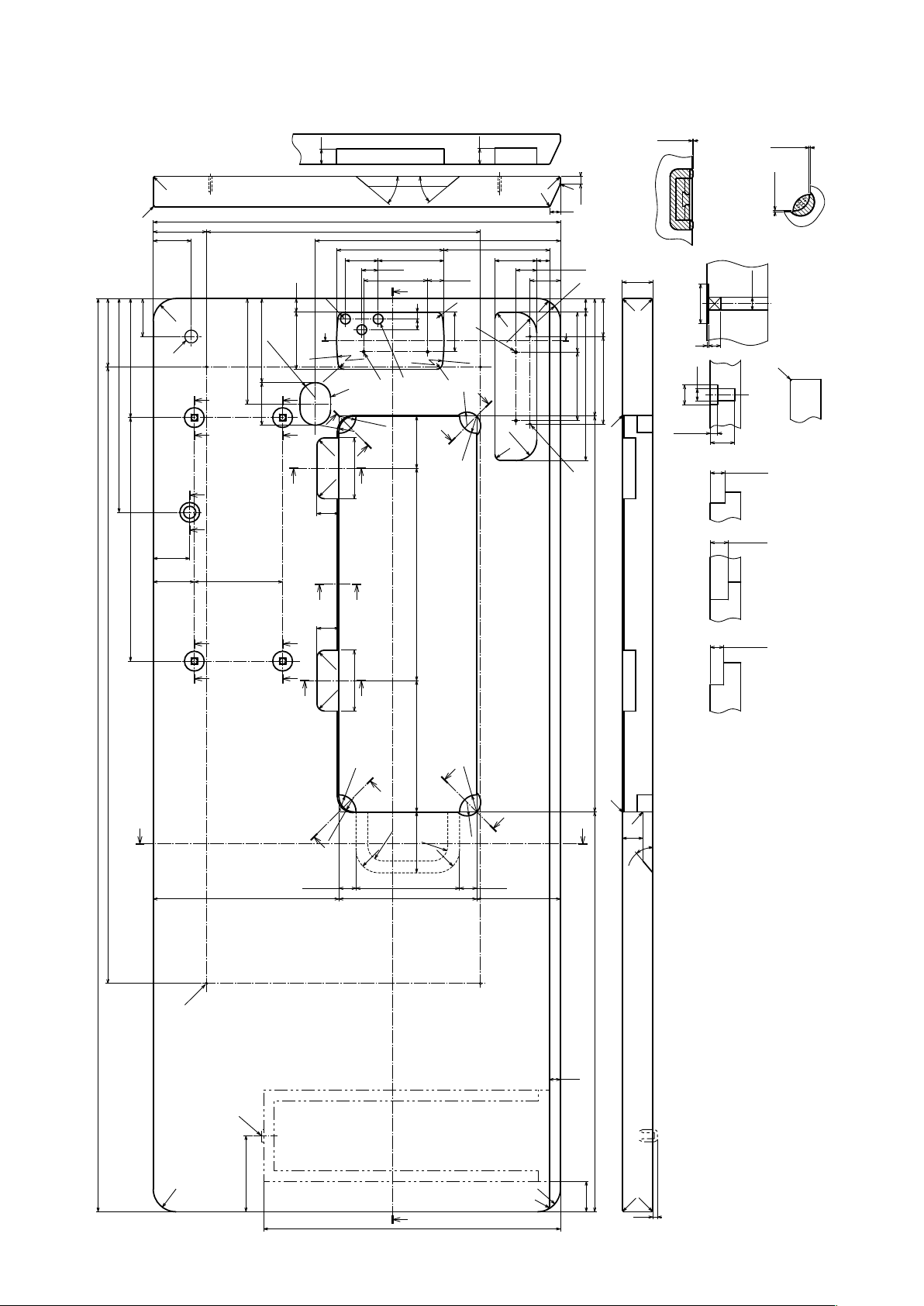
2. THIẾT LẬP
2-1. Bàn vẽ
R2
U-U
R2
70
50
R30
50
90
156.5
C
281
320
810
48
54
+0.5
322
Y
R8
52
R242.5
R8
21.5
R18
R22.5
0
21
F
Y
R8
139
55
R8
R27.5
R27.5
R2
R2
R2
14
17
40
R30
R6
52.5
X-X
10
Phác thảo lắp đặt đệm
27.5
18
R2
R2
50
S
154.6
115
90
195
C1
H
V V
110.5
(138.5)
56
S-S
2×R20
18
75
VV
X
+0.5
0
20
R242.5
40°
40°
535
360
141
43
R8
S
R8
G
WW
E
21.5
86.5
84
9
14
D
Z
R20
R22.5
Z
R10
R10
80
X
29
68.5±0.5
Q Q
116
T
T
29
VV
V
R10
279±1
1±0.5
Y-Y
X-X部ゴム取付参考図
cao su để tham khảo
40
∅26
V-V(1:1)
(4ヵ所)
8
1
∅16
∅26
Q-Q
9.5±1
32±1
Z-Z
(2ヵ所)
Y-Y
(2ヵ所)
Y-Y部ゴム取付参考図
Phác thảo lắp đặt đệm
∅8.5
1.2±0.5
1.2±0.5
cao su để tham khảo
I
T-T
19.5±0.5
23.5±0.5
17.5±0.5
V
80
R10
X
X
X-X
(2 điểm) (2 điểm) (2 điểm) (4 điểm)
(2ヵ所)
1200
W-W
(172.5)
Y
R22.5
Z
U
R20
Z
R30
(244)
(22.5)
R20
80
136
-1
181
0
A
R20
R22.5
Y
R18
R30
22.5
110
U
(525.4) 520
(15)
C1
R2
27
40°
B
R30
100
390
R30
R6
(40)
R2
R2
(6)
A 4×ø3,4 trên mặt đáy, độ sâu 20 (Khoan một lỗ tại thời điểm thiết lập.)
B Vị trí lắp đặt bộ chặn ngăn kéo (ở mặt sau)
C ø17 lỗ khoan
D 3×ø13 lỗ khoan
E 2×ø3,5, độ sâu 10
F 2×ø3,5, độ sâu 10
G Xuyên qua lỗ
H 2×ø3,4 trên mặt đáy, độ sâu 10 (Khoan một lỗ tại thời điểm thiết lập.)
I C1,5 đến C2,5 (chỉ bên phía bản lề)
– 2 –
2-2. Chú ý khi lắp đặt máy may
Cảm ơn bạn đã đặt mua Máy may công nghiệp JUKI vào lúc này. Hãy chắc chắn các mục từ 2-1 đến 2-12
trước khi vận hành để sử dụng chiếc máy may này một cách dễ dàng.
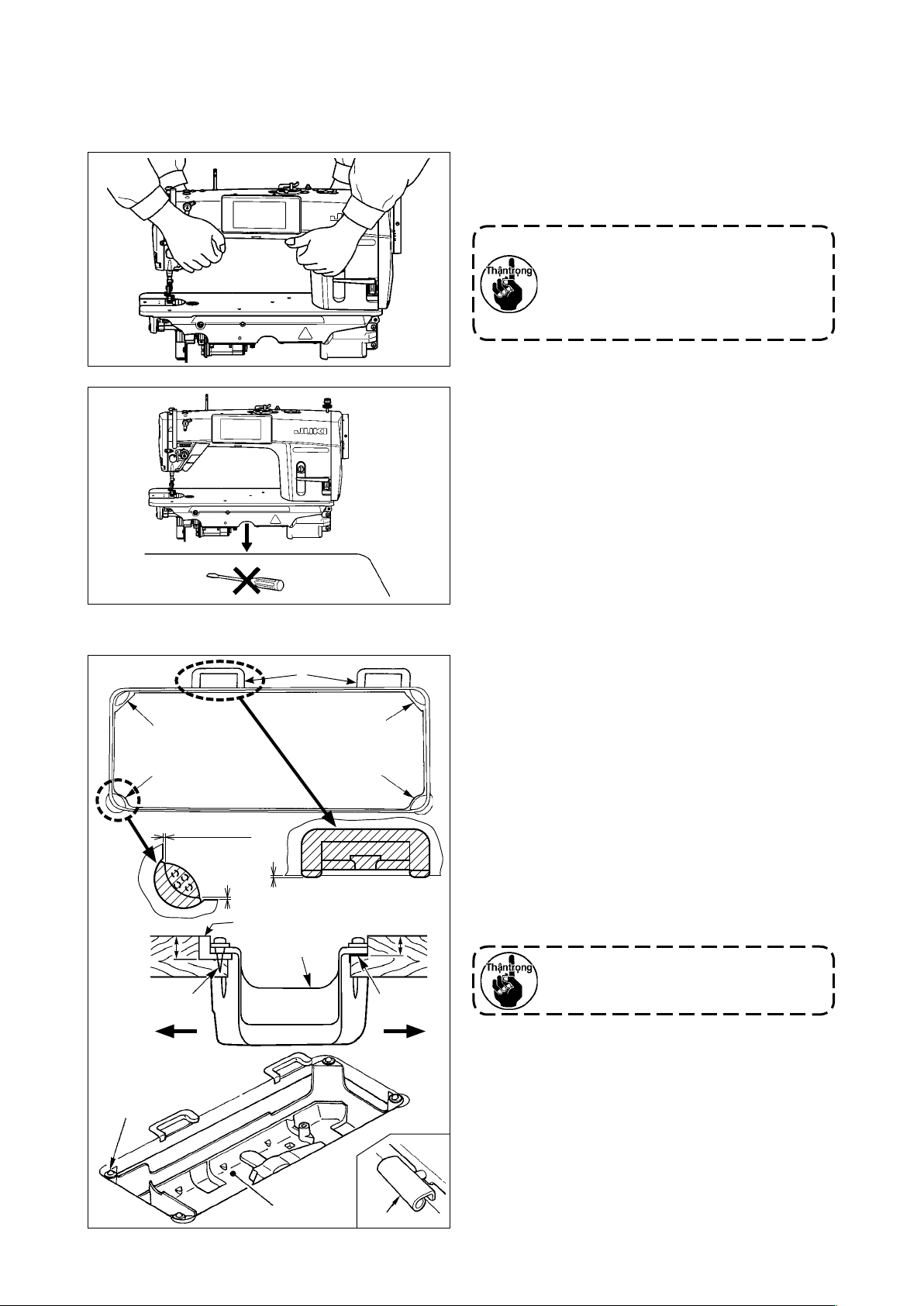
2-2-1. Cách di chuyển máy may
Di chuyển máy may đồng thời giữ tay máy với hai
người như thể hiện trong hình.
1. Không bao giờ giữ bánh đà bởi vì nó
sẽ xoay.
2. Hãy đảm bảo di chuyển máy may
với hai người trở lên do máy may có
trọng lượng từ 40,5 kg trở lên.
2-2-2. Chú ý khi đặt máy may xuống
Đặt máy may lên một vị trí nằm ngang và bằng
phẳng khi đặt nó xuống và không để bất cứ vật nào
trên đó như một chiếc tuốc nơ vít hoặc tương tự.
2-3. Lắp đặt
❸
❶
23,5 mm
1,2 ± 0,5 mm
1 ± 0,5 mm
❷
A
1,2 ± 0,5 mm
❶
❹
❺
❸
❶
19,5 mm
❸
B
1) Nắp phía dưới ❹ phải đặt trên bốn góc của rãnh
bàn máy. Gắn đệm bản lề bằng cao su ❺ trên
bàn và cố định nó trên bàn bằng một đinh ốc.
2) Cố định hai đệm cao su ❶ bên phía A (phía
người vận hành) sử dụng các đinh ốc ❷ như
minh họa ở trên. Sử dụng keo làm bằng cao su
để cố định hai đệm gối ❸ bên phía B (phía bản
lề). Sau đó đặt nắp phía dưới ❹ trên các đệm cố
định.
3) Cố định bản lề ❼ vào lỗ mở trên đế máy, và cố
định đầu máy vào đệm bản lề cao su ❺ của bàn
trước khi đặt đầu máy lên đệm ❾ trên bốn góc.
Không cầm bánh đà.
❽
❹
❼
– 3 –
❻
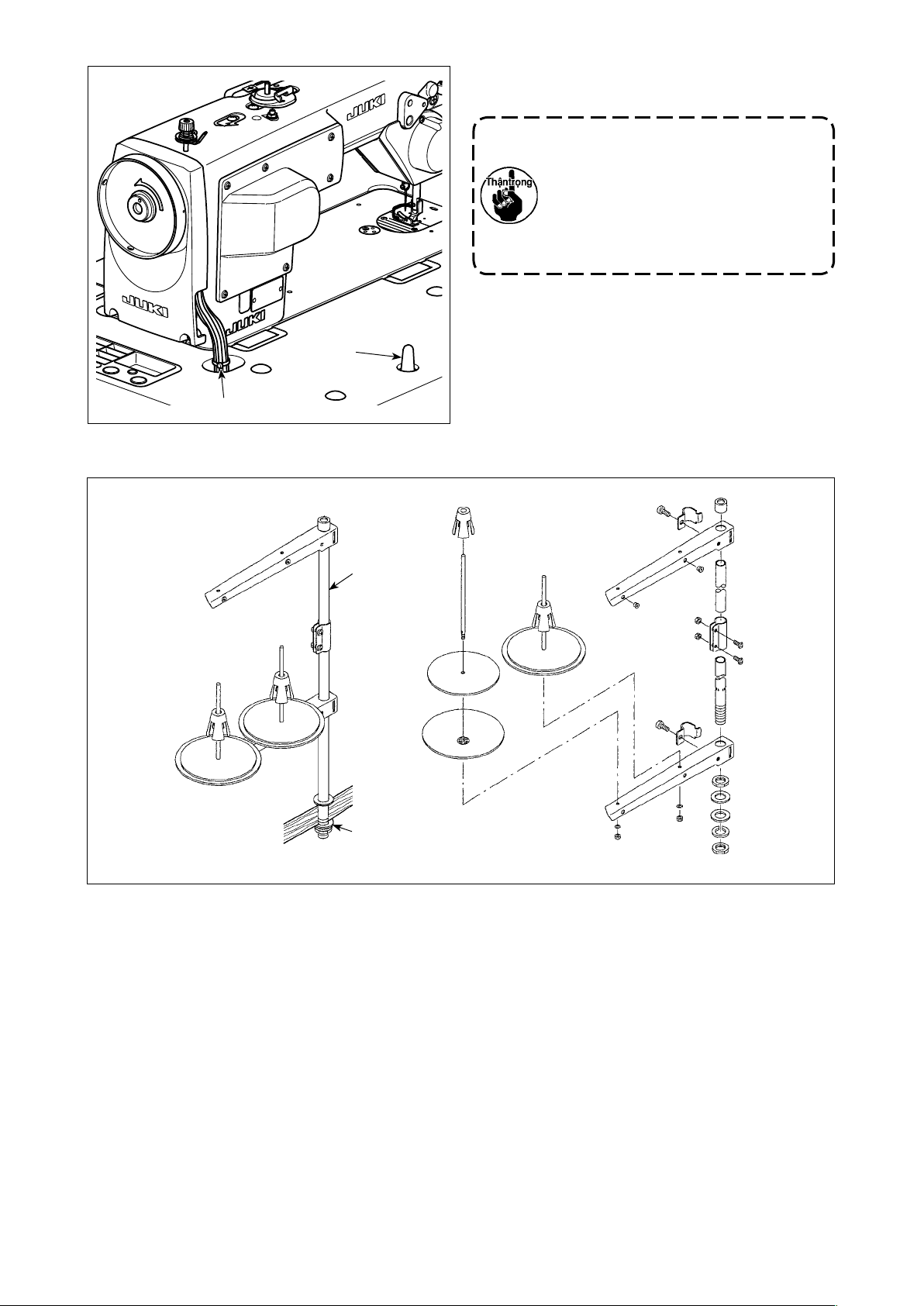
2-4. Lắp giá mắc chỉ
4) Gắn chắc chắn cần đỡ đầu máy ❾ vào bàn cho
đến khi không còn dịch chuyển được nữa.
Hãy chắc chắn gắn thanh đỡ đầu máy ❾
trên bàn máy để chiều cao của nó từ mặt
bàn xuống đất trong khoảng từ 63 đến
68 mm. Đối với máy may kèm theo thiết
bị AK, hãy chắc chắn gắn thanh đỡ ❾
trên bàn sao cho chiều cao của thanh đỡ
cách mặt bàn khoảng 33 đến 38 mm.
5) Bó vòng kẹp cáp ❻ được cấp làm phụ kiện của
đầu máy ở phần gốc của cáp.
❾
❷
❶
1) Gắn thiết bị thanh dẫn chỉ, và gắn nó vào lỗ trên bàn máy.
2) Siết chặt đai ốc ❶�
3) Đối với dây điện trần, đi dây điện qua cần ngưng ống chỉ ❷�
– 4 –
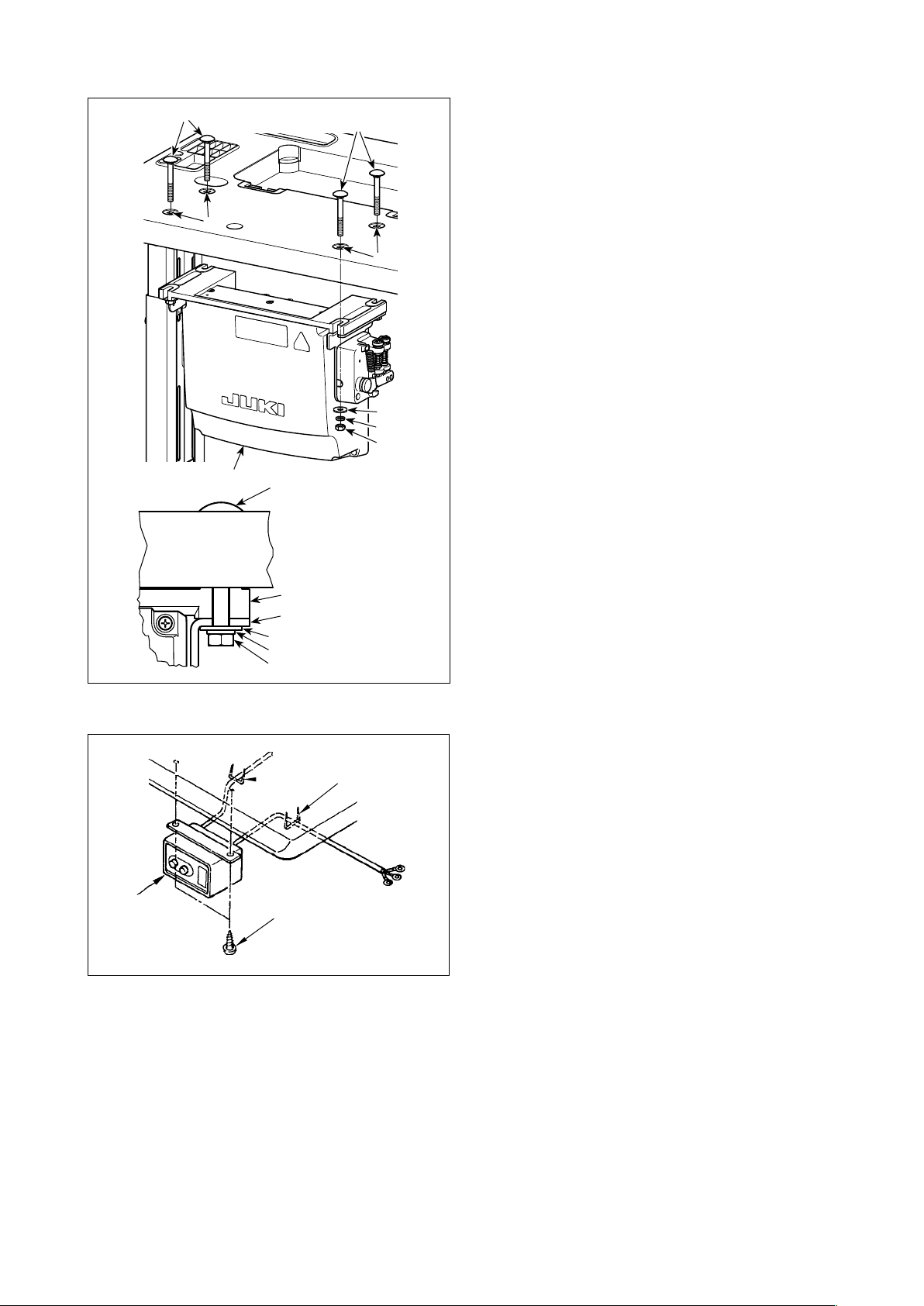
2-5. Lắp đặt hộp điện
❷
a
❶
❷
❷
a
Lắp đặt hộp điều khiển ❶ trên bàn bằng cách sử
dụng bốn lỗ a trong bàn. Siết chặt hộp điều khiển
bằng bốn bu lông ❷, bốn vòng đệm phẳng ❸, bốn
vòng đệm lò xo ❹ và bốn ốc lục giác ❺ đi kèm với
hộp điều khiển.
Lúc này, gắn phụ kiện đai ốc và gioăng đi kèm với
thiết bị như trong hình để cố định chắc chắn hộp
điều khiển.
❸
❹
❺
Khung
Cảm biến bàn đạp
❸
❹
❺
2-6. Nối dây cáp công tắc điện
❶
❷
❸
2-6-1. Lắp đặt công tắc điện
Cố định công tắc điện ❶ dưới bàn máy bằng vít gỗ
❷�
Cố định dây cáp bằng phụ kiện ghim bấm ❸ đi kèm
với máy phù hợp với các hình thức sử dụng.
– 5 –
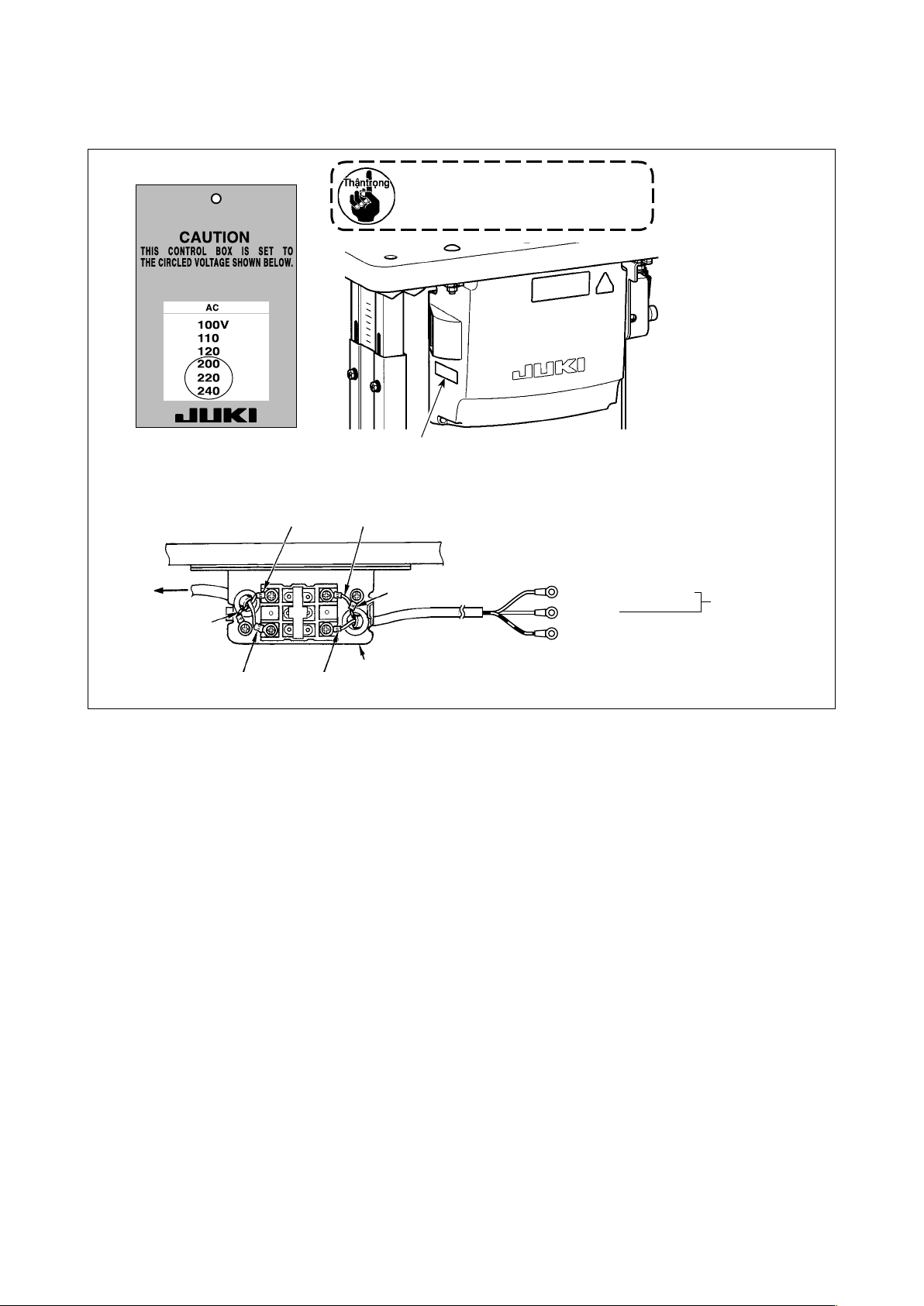
2-6-2. Nối dây nguồn điện
Thông số kỹ thuật điện áp tại thời điểm giao hàng từ nhà máy được đề cập trên dấu chỉ dẫn điện áp. Nối dây
phù hợp với các thông số kỹ thuật.
Thẻ chỉ dấu điện
(Ví dụ : Trong trường hợp 200V)
• Kết nối pha đơn từ 220 đến 240V
Màu nâu Màu nâu
Bàn
Hộp điều khiển
Xanh lá/Vàng
Không bao giờ sử dụng sai điện
áp và pha.
Biển thông số
Xanh lá/Vàng
Ánh sáng màu xanh
Màu nâu
Xanh lá/Vàng — GND
AC220 đến 240V
Ánh sáng màu xanh
Ánh sáng màu xanh
Công tắc nguồn
– 6 –
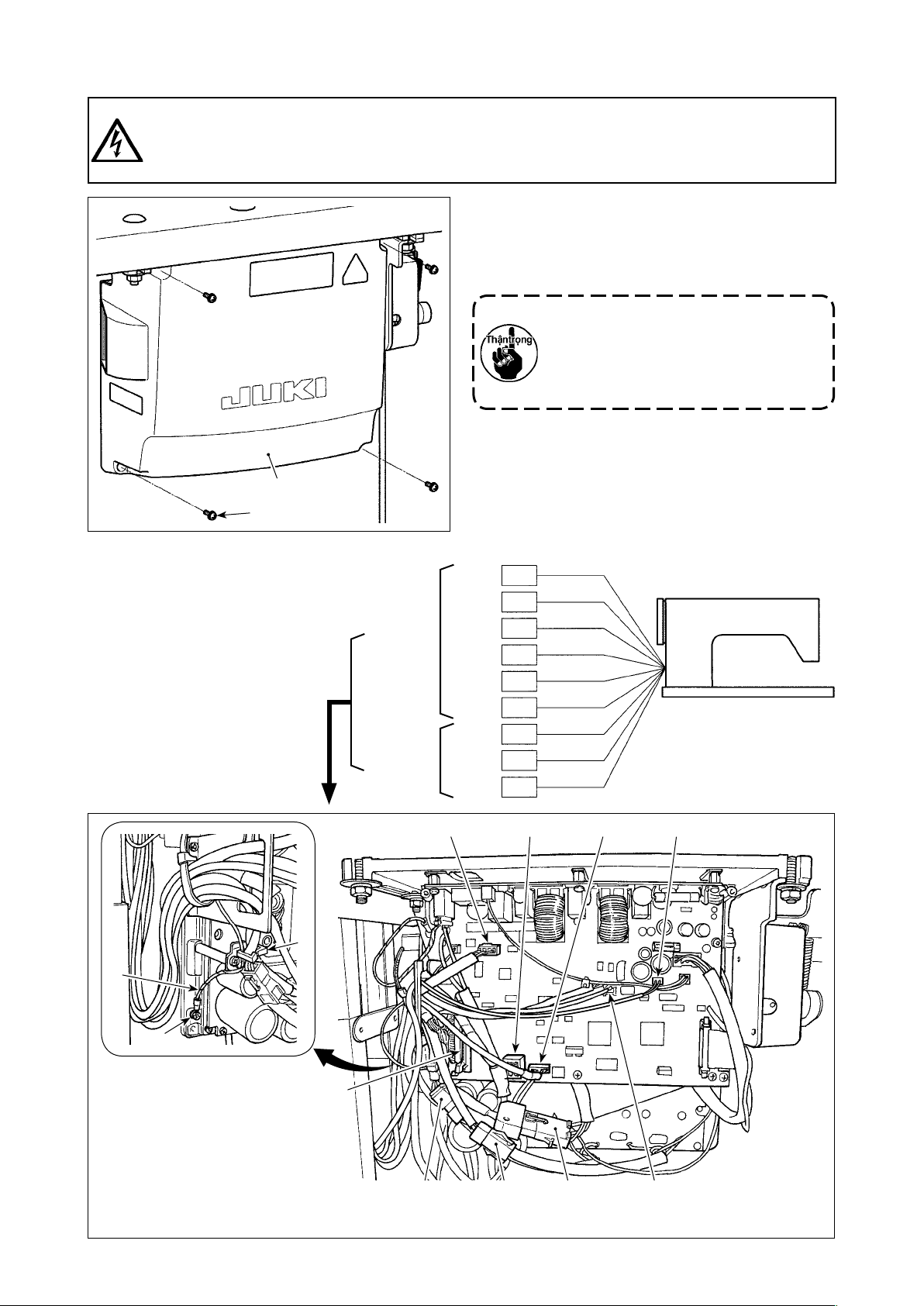
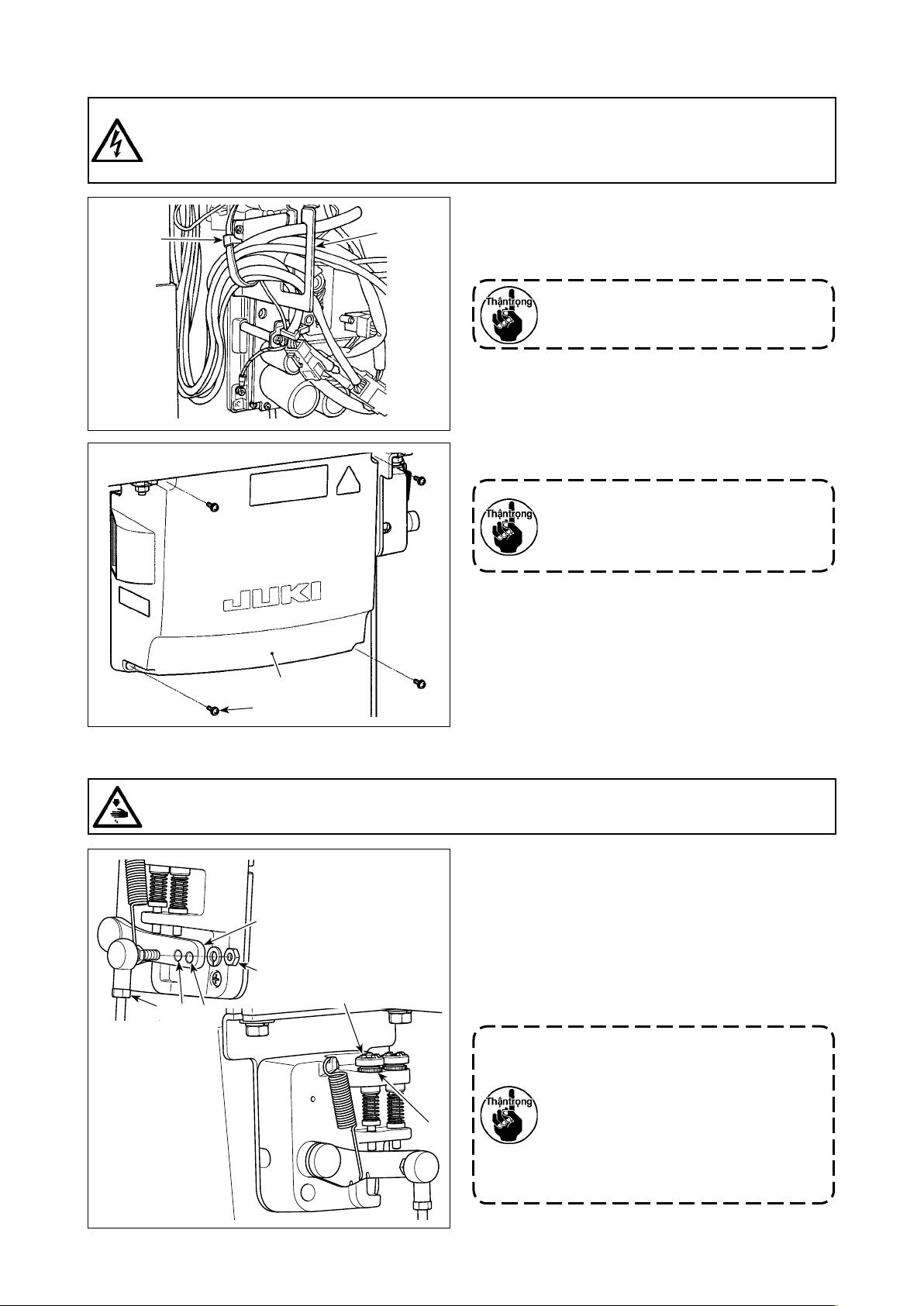
2-7. Kết nối dây
NGUY HIỂM :
1. Để tránh gặp thương tích cá nhân gây ra do bị điện giật hoặc do máy may khởi động đột ngột, tiến
hành công việc sau khi TẮT công tắc nguồn và chờ 5 phút hoặc hơn.
2. Để tránh gặp tai nạn gây ra do không quen việc hoặc điện giật, hãy yêu cầu hỗ trợ của chuyên gia
hoặc kỹ sư điện của bên bán hàng của chúng tôi khi điều chỉnh các chi tiết điện.
1) Nới lỏng bốn ốc siết ❷ của nắp hộp điều khiển
❶. Tháo nắp hộp điều khiển ❶�
2) Nối dây tới các đầu nối tương ứng trên CTL PWB,
PWR PWB. (Hình 1)
Cố định chắc chắn dây được nối với
CN20, CN21 và CN22 bằng đầu kẹp cáp
❸.
Kiểm tra các dấu đầu nối của CN21 và
CN22 để tránh việc kết nối không đúng.
3) Cố định dây tiếp đất ❹ ở vị trí A của hộp điều
khiển bằng một ốc vít. (Hình 2)
❶
❷
❹
❸
CTL PWB
PWR PWB
CN30
CN32
CN36
CN37
CN38
CN63
CN20
CN21
CN22
CN37
9P
40P
4P
4P
15P
2P
4P
6P
6P
CN30
Màu trắng
Màu xám
Màu trắng
Màu trắng
Màu trắng
Màu đen
Màu trắng
Màu trắng
Màu trắng
CN38 CN63
A
Hình 2
CN32
– 7 –
CN22
CN20CN21
CN36
Hình 1
2-8. Thao tác với dây
NGUY HIỂM :
1. Để tránh gặp thương tích cá nhân gây ra do bị điện giật hoặc do máy may khởi động đột ngột, tiến
hành công việc sau khi TẮT công tắc nguồn và chờ 5 phút hoặc hơn.
2. Để tránh gặp tai nạn gây ra do không quen việc hoặc điện giật, hãy yêu cầu hỗ trợ của chuyên gia
hoặc kỹ sư điện của bên bán hàng của chúng tôi khi điều chỉnh các chi tiết điện.
❷
➡
A
❶
1) Đưa dây xuống dưới bàn vào hộp điều khiển.
2) Đưa dây nối vào hộp điều khiển thông qua tấm
hở dây ❶ và cố định vòng kẹp cáp ❷�
Sắp xếp các dây sao cho dây không bị
căng hoặc dính vào nhau ngay cả khi
xoay đầu máy. (Xem phần A.)
3) Lắp nắp hộp điều khiển ❸ bằng bốn ốc siết ❹�
Nhằm mục đích ngăn ngừa đứt dây, chú
ý không để dây bị dính vào nhau giữa
hộp điều khiển và nắp hộp điều khiển ❸
khi gắn sau cùng.
❹
2-9. Gắn thanh kết nối
CẢNH BÁO :
Để ngăn ngừa thương tích cá nhân có thể do khởi động máy đột ngột, hãy chắc chắn bắt đầu công
việc sau khi tắt nguồn điện và trôi qua 5 phút hoặc lâu hơn.
❶
B
A
❷
❸
❸
❹
❺
1) Cố định thanh kết nối ❶ vào lỗ lắp đặt B của cần
bàn đạp ❷ bằng đai ốc ❸�
2) Lắp thanh kết nối ❶ với lỗ cài đặt A sẽ kéo dài
khoảng nhấn bàn đạp, và vận hành bàn đạp ở tốc
độ trung bình sẽ dễ dàng hơn.
3) Áp lực tăng lên khi bạn vặn ngược vít điều chỉnh
nhấn ❹ vào, và giảm áp lực khi bạn vặn vít ra.
1. Nếu nới quá lỏng ốc vít, lò xo sẽ bật
ra. Nới lỏng các ốc vít tới một mức
độ mà có thể thấy được các đầu vít
nhô ra khỏi vỏ máy.
2. Bất cứ khi nào bạn điều chỉnh vít, hãy
chắc chắn vặn chặt các vít bằng cách
siết chặt đai ốc ❺ để ngăn ngừa lỏng
ốc vít.
– 8 –
2-10. Điều chỉnh bàn đạp
CẢNH BÁO :
TẮT điện trước khi bắt đầu công việc để ngăn ngừa tai nạn xảy ra bởi việc khởi động máy may đột
ngột.
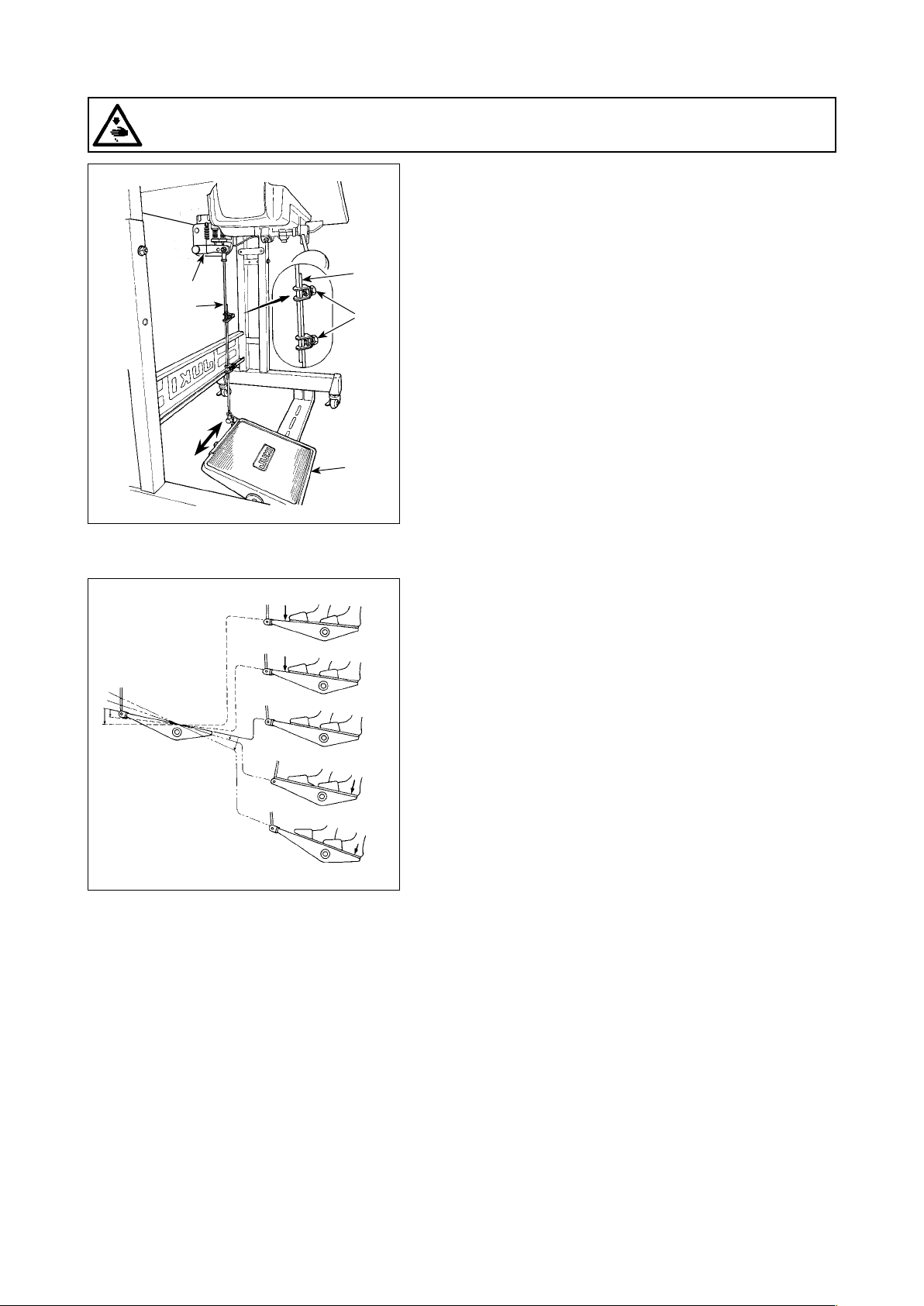
2-10-1. Lắp đặt các thanh kết nối
1) Di chuyển bàn đạp ❸ sang bên phải của trái như minh
họa bằng các mũi tên để cần điều khiển động cơ ❶ và
thanh kết nối ❷ thẳng hàng với nhau.
❶
❷
2-11. Vận hành bàn đạp
❸
❷
❹
A
B
C
D
2-10-2. Điều chỉnh góc bàn đạp
1) Có thể điều chỉnh độ nghiêng bàn đạp thoải mái bằng
cách thay đổi độ dài của thanh kết nối ❷�
2) Nới lỏng vít điều chỉnh ❹, và điều chỉnh độ dài của thanh
kết nối ❷�
Bàn đạp được vận hành theo bốn bước sau đây :
1) Máy chạy ở tốc độ may thấp khi bạn nhấn nhẹ lên bộ
phận phía trước của bàn đạp. B
2) Máy chạy ở tốc độ may cao khi bạn nhấn mạnh hơn nữa
lên bộ phận phía trước của bàn đạp. A (Nếu đường may
nạp đảo ngược tự động đã được cài đặt sẵn, thì máy
chạy ở tốc độ cao sau khi nó kết thúc đường may nạp
đảo ngược.)
3) Máy dừng (với mũi kim lên hoặc xuống) khi bạn điều
chỉnh lại bàn đạp về vị trí ban đầu. C
E
4) Máy cắt chỉ khi bạn nhấn xuống hết bộ phận phía sau của bàn đạp. E
* Khi sử dụng cần nâng chân vịt tự động (thiết bị AK), phải quy định một hoặc nhiều công tắc điều khiển từ
công tắc dừng máy may cho đến công tắc cắt chỉ.
Chân vịt đi lên khi bạn nhấn nhẹ bộ phận phía sau của bàn đạp D, và nếu bạn tiếp tục nhấn thêm bộ
phận phía sau chút nữa, thì sẽ khởi động bộ phận cắt chỉ tự động.
Khi bắt đầu may ở trạng thái mà chân vịt đã được nâng lên bằng cần nâng chân vịt tự động và bạn nhấn
bộ phận phía sau của bàn đạp, thì chân vịt sẽ chỉ đi xuống.
• Nếu bạn điều chỉnh bàn đạp về vị trí nghỉ trong quá trình đường may nạp đảo ngược tự động khi bắt đầu
đường may, thì máy dừng lại sau khi nó kết thúc đường may nạp đảo ngược.
• Máy sẽ thực hiện cắt chỉ như bình thường ngay cả khi bạn nhấn bộ phận phía sau của bàn đạp ngay lập
tức sau khi may tốc độ cao hoặc thấp.
• Máy sẽ thực hiện cắt chỉ hoàn toàn ngay cả khi bạn điều chỉnh bàn đạp về vị trí nghỉ ngay sau khi máy đã
bắt đầu thực hiện cắt chỉ.
– 9 –
2-12. Bôi trơn
CẢNH BÁO :
1. Không cắm phích cắm điện cho đến khi hoàn thành việc bôi trơn dầu để ngăn ngừa tai nạn do
khởi động máy may đột ngột.
2. Để ngăn ngừa xảy ra viêm sưng hoặc phát ban, lau sạch ngay lập tức những bộ phận liên quan
nếu dầu dính vào mắt hoặc các bộ phận cơ thể khác của bạn.
3. Nếu chẳng may nuốt phải dầu, có thể xảy ra tiêu chảy hoặc nôn. Để dầu ở nơi mà trẻ em không thể
với tới.
❷
❶
A
❸
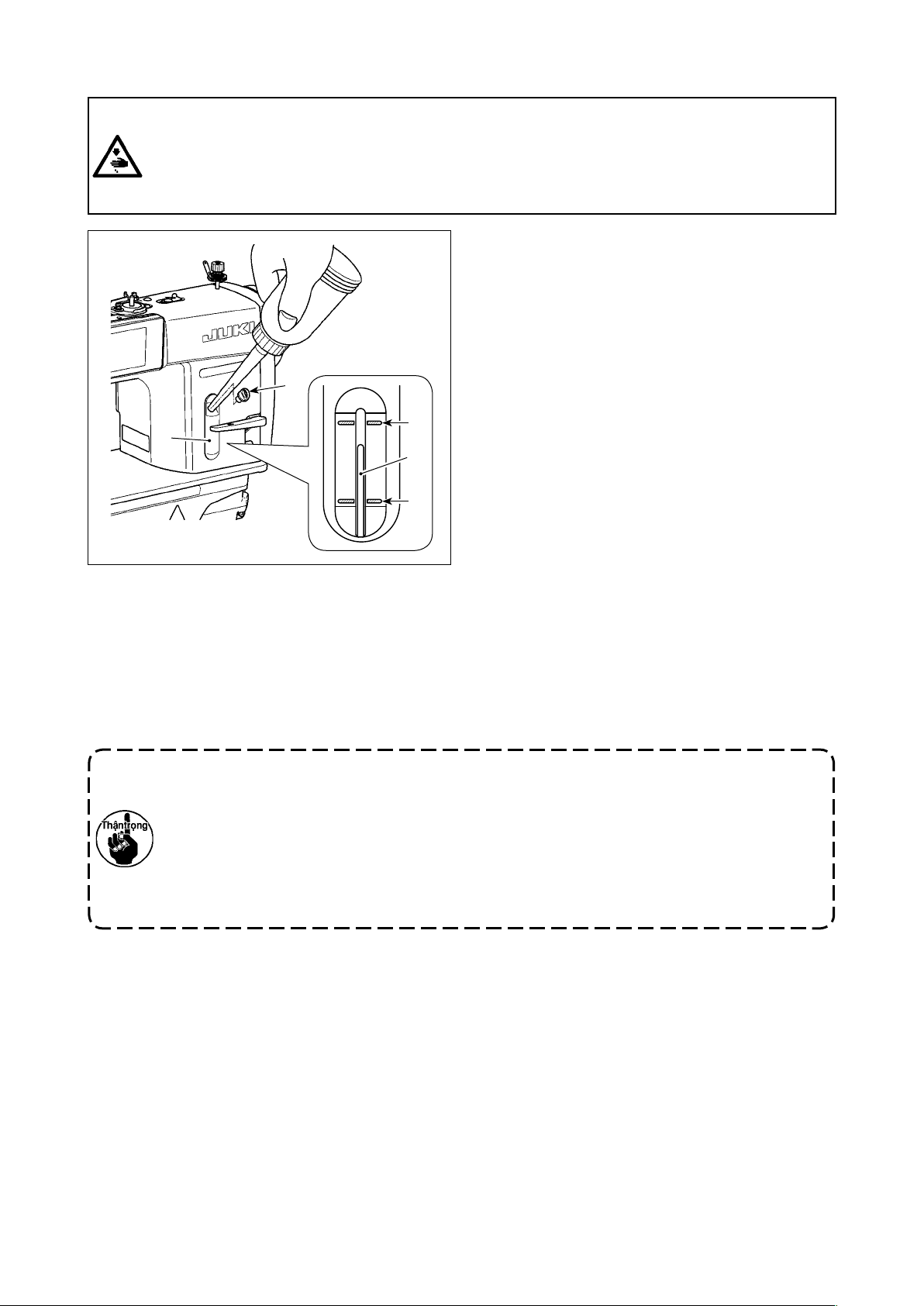
B
Đổ dầu vào két dầu để bôi trơn móc trước khi vận
hành máy may.
1) Tháo nắp giữ dầu ❶ và nạp dầu vào két dầu
bằng DẦU DEFRIX MỚI Số 1 CỦA JUKI [JUKI
NEW DEFRIX OIL No.1] (số bộ phận : MDFRX1600C0) hoặc DẦU CHÍNH HÃNG 7 CỦA TẬP
ĐOÀN JUKI [JUKI CORPORATION GENUINE
OIL 7] (số bộ phận : 40102087) bằng cách sử
dụng bình tra dầu đi kèm với máy.
2) Nạp dầu vào két dầu cho đến khi phần đỉnh của
thanh chỉ báo lượng dầu ❸ đến giữa vạch đánh
dấu khắc phía trên A và vạch đánh dấu khắc
phía dưới B của cửa sổ chỉ báo lượng dầu ❷�
Nếu dầu được nạp quá nhiều, dầu sẽ rò rỉ ra các
lỗ thông hơi trong két dầu hoặc việc bôi trơn sẽ
không được thực hiện đúng cách. Ngoài ra, nếu
dầu được nạp quá nhiều, dầu có thể tràn ra từ lỗ
dầu. Nên hãy cẩn thận.
3) Khi bạn vận hành máy may, nạp dầu nếu phần
đỉnh của thanh chỉ báo lượng dầu ❸ đi xuống
dưới vạch đánh dấu khắc phía dưới B của cửa
sổ chỉ báo lượng dầu ❷�
1. Khi bạn sử dụng một máy may mới hoặc một máy may sau một thời gian dài không sử
dụng, sử dụng máy may sau khi thực hiện ngắt xen ở mức 2.000 sti/min hoặc ít hơn.
2. Đối với dầu để bôi trơn móc đặt mua DẦU DEFRIX MỚI Số 1 CỦA JUKI [JUKI NEW DEFRIX
OIL No.1] (số bộ phận : MDFRX1600C0) hoặc DẦU CHÍNH HÃNG 7 CỦA TẬP ĐOÀN JUKI
[JUKI CORPORATION GENUINE OIL 7] (số bộ phận : 40102087).
3. Hãy chắc chắn tra dầu sạch.
4. Không vận hành máy với nắp lỗ dầu ❶ bị tháo ra. Không bao giờ tháo nắp ❶ khỏi miệng
nạp trong bất kỳ trường hợp nào ngoài lúc nạp dầu. Ngoài ra, chú ý không để lỏng nắp.
– 10 –
2-13. Cách sử dụng bảng điều khiển (Giải thích cơ bản)
2-13-1. Lựa chọn ngôn ngữ (hoạt động được thực hiện đầu tiên)
Chọn ngôn ngữ sẽ được hiển thị trên bảng điều khiển khi bạn BẬT điện cho máy may của mình lần đầu
tiên sau khi mua. Lưu ý rằng, nếu bạn TẮT điện mà không chọn ngôn ngữ, thì màn hình lựa chọn ngôn
ngữ sẽ hiển thị mỗi khi bạn BẬT điện cho máy may.
BẬT công tắc điện
①
Hãy chú ý rằng thanh kim di chuyển tự động. Cũng có thể thiết lập thanh kim để nó không di
chuyển tự động. Tham khảo "4-5. Danh sách dữ liệu công tắc bộ nhớ" trang 61 để biết chi
tiết.
Đầu tiên, màn hình chào được hiển thị trên
bảng điều khiển. Sau đó, màn hình lựa chọn
ngôn ngữ được hiển thị.
<Màn hình chào>
Chọn ngôn ngữ
②
Chọn ngôn ngữ bạn muốn sử dụng và nhấn
nút ngôn ngữ tương ứng ❶. Sau đó, nhấn
❷�
Điều này xác định ngôn ngữ sẽ được hiển
thị trên bảng điều khiển.
❷❶
<Màn hình lựa chọn ngôn ngữ>
Có thể thay đổi ngôn ngữ được hiển thị trên bảng điều khiển sử dụng công tắc bộ nhớ U406.
Tham khảo "4-5. Danh sách dữ liệu công tắc bộ nhớ" trang 61 để biết chi tiết.
– 11 –
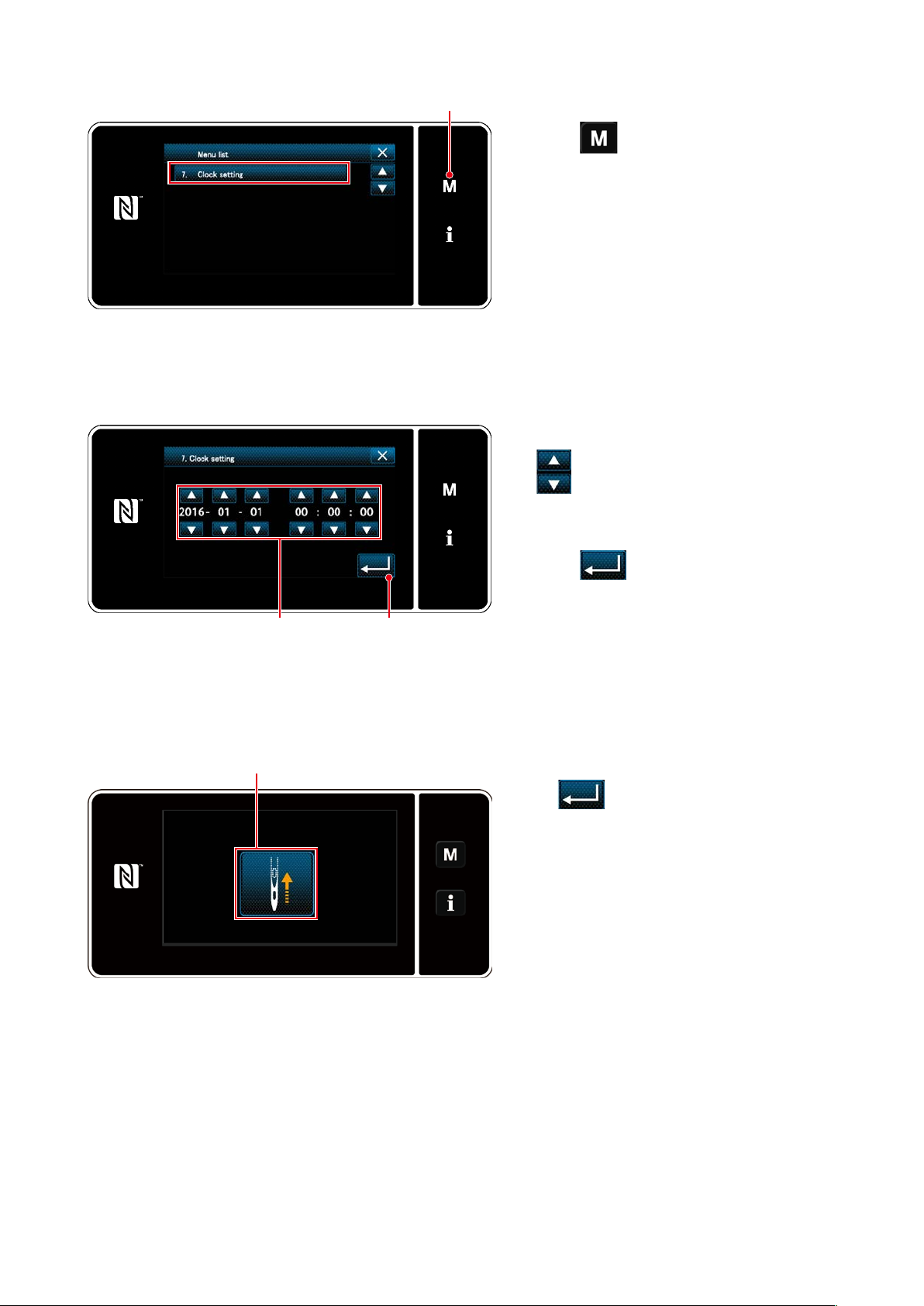
Cài đặt đồng hồ
③
❸
<Màn hình chế độ>
1. Nhấn
❸
�
"Mode screen (Màn hình chế độ)" được
hiển thị.
2. Chọn "7. Clock setting (Cài đặt đồng
hồ)".
"Clock setting screen (Màn hình cài đặt
đồng hồ)" được hiển thị.
3. Nhập năm/tháng/ngày/giờ/phút/giây với
�
❹
Thời gian đã nhập được hiển thị ở dạng
ký hiệu 24-giờ.
4. Nhấn
để xác nhận cài đặt đồng
❺
Lấy lại điểm mốc
④
<Màn hình lấy lại điểm mốc>
<Màn hình cài đặt đồng hồ>
❻
hồ. Sau đó, màn hình hiện tại quay về
❺❹
màn trước đó.
Nhấn ❶ để đưa thanh kim khôi phục
gốc về vị trí phía trên của kim.
* Trong trường hợp "U090 Chức năng
dừng vị trí phía trên của hoạt động ban
đầu" được thiết lập là "1", thì không hiển
thị màn hình bên trái, nhưng thanh kim tự
động đi lên vị trí phía trên của nó.
– 12 –
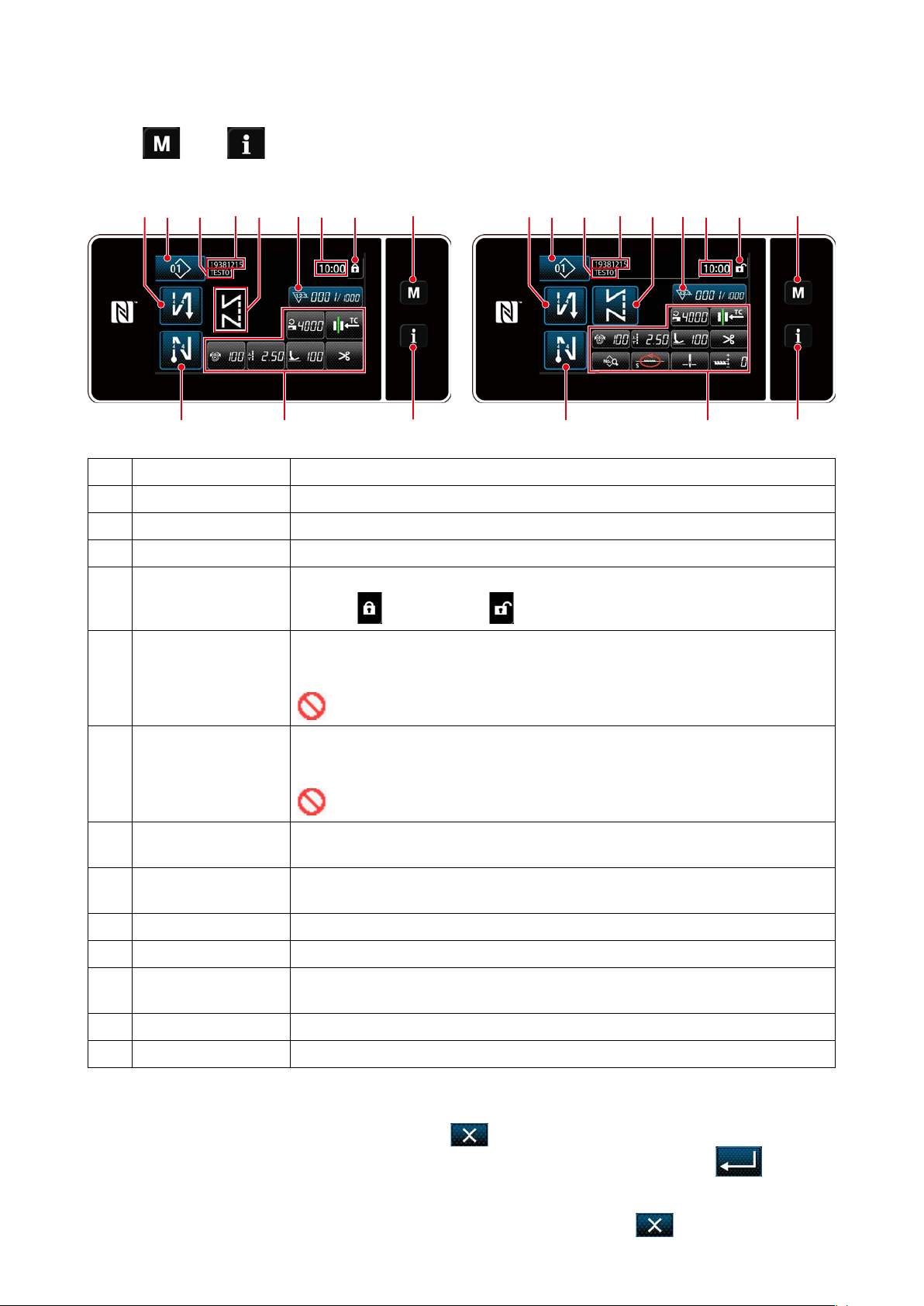
2-13-2. Tên và chức năng của các phím điều khiển
Tiến hành thay đổi giữa chế độ người vận hành và chế độ nhân viên bảo trì bằng cách nhấn đồng
*
thời
❶
và
❷�
<Chế độ người vận hành> <Chế độ nhân viên bảo trì>
❺ ❼
❽ ❾ ❹ ❶❸
Chuyển đổi/hiển thị Mô tả
Phím chế độ Công tắc này được sử dụng để hiển thị màn hình trình đơn.
❶
Công tắc thông tin Công tắc này được sử dụng để hiển thị màn hình thông tin.
❷
Nút số mẫu may Công tắc này được sử dụng để hiển thị số mẫu may.
❸
Nút khóa màn hình
❹
đơn giản hóa
Nút này được sử dụng để hiển thị trạng thái khóa đơn giản của màn hình trên đó.
Đã khóa:
❹ ❶❸
Đã mở khóa:
❺ ❼
❽ ❾
❷❻
❷❻
Nút đường may nạp
❺
đảo ngược lúc bắt đầu
may
Nút đường may nạp
❻
đảo ngược lúc kết thúc
may
Số bộ phận Trong trường hợp chọn số bộ phận/hiển thị quá trình với U404, thì số bộ phận được
❼
Quy trình/chú thích Trong trường hợp chọn số bộ phận/hiển thị quá trình với U404, thì quá trình được
❽
Hiển thị đồng hồ Thời gian cài đặt trên máy may được hiển thị tại trường này theo hệ thống 24-giờ.
❾
Hiển thị mẫu may Mẫu may đã chọn được hiển thị tại trường này.
Nút tùy biến 1 Một chức năng đã lựa chọn có thể được chỉ định và đăng ký cùng với nút này.
Các nút tùy biến 2 - 7 Một chức năng đã lựa chọn có thể được chỉ định và đăng ký cùng với nút này.
Các nút tùy biến 2 - 11 Một chức năng đã lựa chọn có thể được chỉ định và đăng ký cùng với nút này.
Công tắc này được sử dụng để thay đổi trạng thái BẬT/TẮT của đường may nạp đảo
ngược lúc bắt đầu may.
Khi đường may nạp đảo ngược lúc bắt đầu may được đặt ở trạng thái TẮT
hiển thị ở phía trên bên trái của nút này.
Công tắc này được sử dụng để thay đổi trạng thái BẬT/TẮT của đường may nạp đảo
ngược lúc kết thúc may.
Khi đường may nạp đảo ngược lúc kết thúc may được đặt ở trạng thái TẮT
hiển thị ở phía trên bên trái của nút này.
hiển thị. Trong trường hợp chọn hiển thị nhận xét, thì nhận xét được hiển thị.
hiển thị. Trong trường hợp chọn hiển thị nhận xét, thì nhận xét được hiển thị.
Lúc đầu, bộ đếm may đã được chỉ định và đăng ký ban đầu.
* Xác nhận dữ liệu
Để thay đổi số mẫu, nhấn nút Số mẫu may
❸
�
Chọn mẫu may bạn muốn sử dụng. Sau đó, nhấn để xác nhận lựa chọn của bạn.
, thì dấu
, thì dấu
Đối với các mục cài đặt Công tắc bộ nhớ hoặc mẫu may, thay đổi dữ liệu đích và nhấn
để xác
nhận thay đổi.
Sau khi đã thay đổi dữ liệu cài đặt về số mũi may của đường may nạp đảo ngược hoặc số mũi may của
đường may nhiều lớp, thì xác nhận dữ liệu cài đặt thay đổi bằng cách nhấn
�
– 13 –
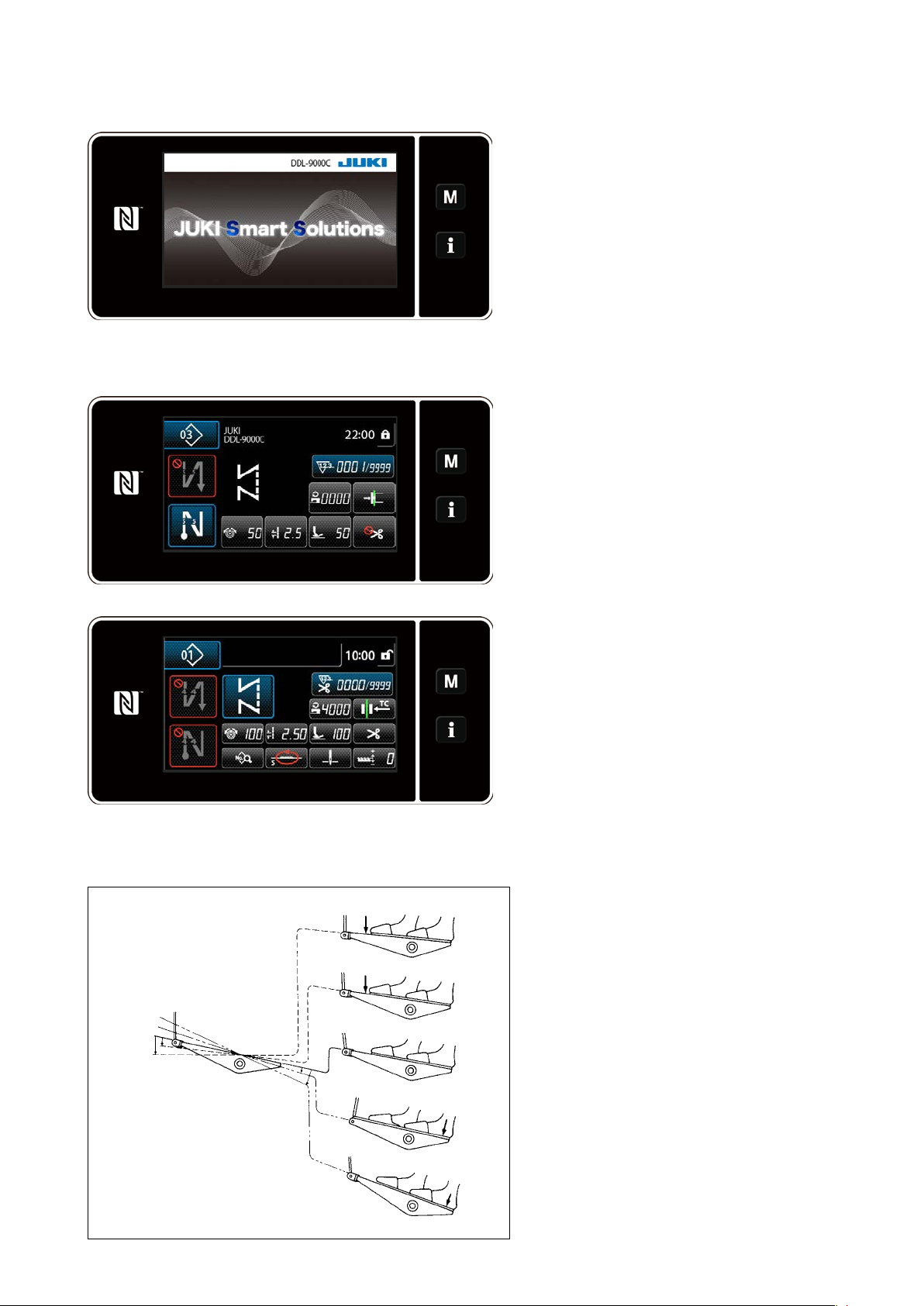
2-13-3. Vận hành cơ bản
BẬT công tắc điện
①
Lựa chọn một mẫu may
②
<Màn hình may (Chế độ người vận hành)>
Khi bạn BẬT công tắc nguồn, màn hình
chào đón sẽ hiển thị.
Hiển thị màn hình may.
Lựa chọn một mẫu may.
・
Tham khảo
"4-2. Các mẫu may" trang
32 để biết chi tiết.
Cấu hình cài đặt mỗi chức năng được
・
gán theo "8-10. Tùy biến phím" trang
131�
Thiết lập các chức năng cho mẫu may đã
・
chọn.
Tham khảo
"4-2-5. Chỉnh sửa các mẫu
may" trang 41 và "4-2-6. Danh sách
chức năng mẫu may" trang 43 để
biết chi tiết.
<Màn hình may (Chế độ nhân viên bảo trì)>
Bắt đầu may
③
Khi bạn nhấn bàn đạp, máy may bắt đầu
may.
Tham khảo "2-11. Vận hành bàn đạp"
trang 9�
– 14 –
3. CHUẨN BỊ TRƯỚC KHI MAY
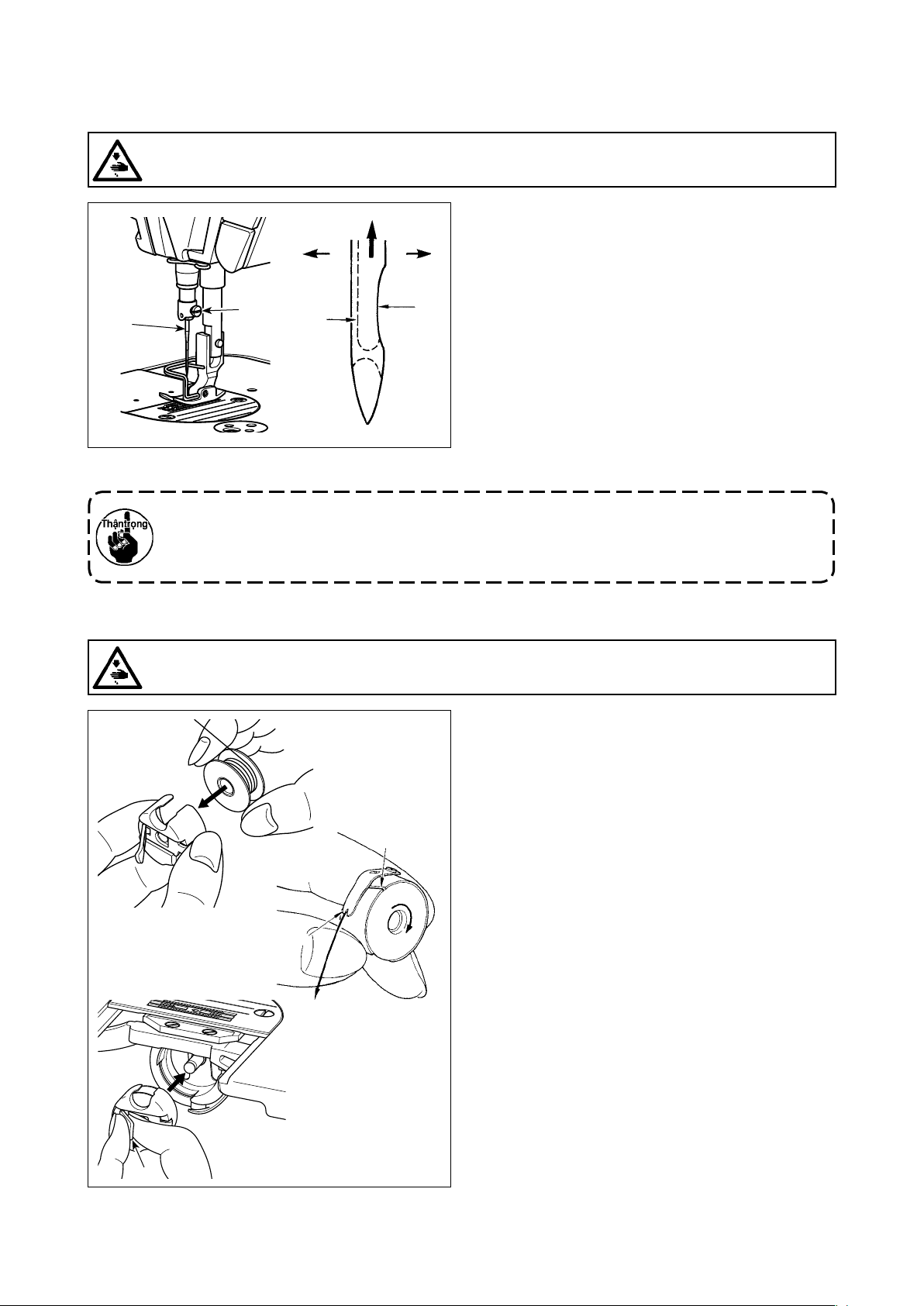
3-1. Lắp mũi kim
CẢNH BÁO :
TẮT điện trước khi bắt đầu công việc để ngăn ngừa tai nạn xảy ra bởi việc khởi động máy may đột
ngột.
D
❶
❷
Khi sử dụng chỉ xơ dài polyester, nếu phần lõm của kim nghiêng về phía bên người vận hành,
thì các vòng chỉ sẽ không ổn định. Kết quả là, có thể xảy ra xước chỉ hoặc đứt chỉ. Đối với chỉ
có thể xảy ra hiện tượng này, cách hiệu quả là gắn kim cùng với phần lõm của nó để hơi xiên
về phía sau.
C
B
A
Sử dụng kim chỉ định cho máy. Sử dụng đúng kim
phù hợp với độ dày của chỉ đã sử dụng và các loại
vật liệu.
1) Xoay bánh đà cho đến khi thanh kim chạm vào
điểm cao nhất của khoảng nâng.
2) Nới lỏng vít ❷, và giữ kim ❶ bằng bộ phận lõm
A quay chính xác sang bên phải theo hướng B�
3) Gắn kim hoàn toàn vào lỗ này trên thanh kim theo
hướng mũi tên cho đến khi đến phần cuối lỗ.
4) Siết chặt vít ❷�
5) Kiểm tra xem rãnh dài C của kim có quay chính
xác sang bên trái theo hướng D không.
3-2. Tháo/lắp thuyền
CẢNH BÁO :
TẮT điện trước khi bắt đầu công việc để ngăn ngừa tai nạn xảy ra bởi việc khởi động máy may đột
ngột.
B
C
A
1) Xoay bánh đà để nâng kim lên trên mặt nguyệt.
2) Lắp suốt chỉ vào thuyền sao cho hướng của vết
cắt chỉ theo chiều kim đồng hồ.
3) Luồn chỉ qua khe chỉ A của thuyền, và kéo chỉ
theo hướng C. BẰNG CÁCH làm như vậy, chỉ sẽ
đi qua phía dưới lò xo kéo và đi qua rãnh cắt B�
4) Kiểm tra xem suốt chỉ có quay theo hướng mũi
tên khi kéo chỉ hay không.
5) Kẹp chốt D của thuyền bằng ngón tay, lắp thuyền
vào ổ thoi.
D
– 15 –
3-3. Quấn chỉ trên suốt
D
C
A
❹
B
❷
❶
E
F
❸
❼
❻
❻
❺
❽
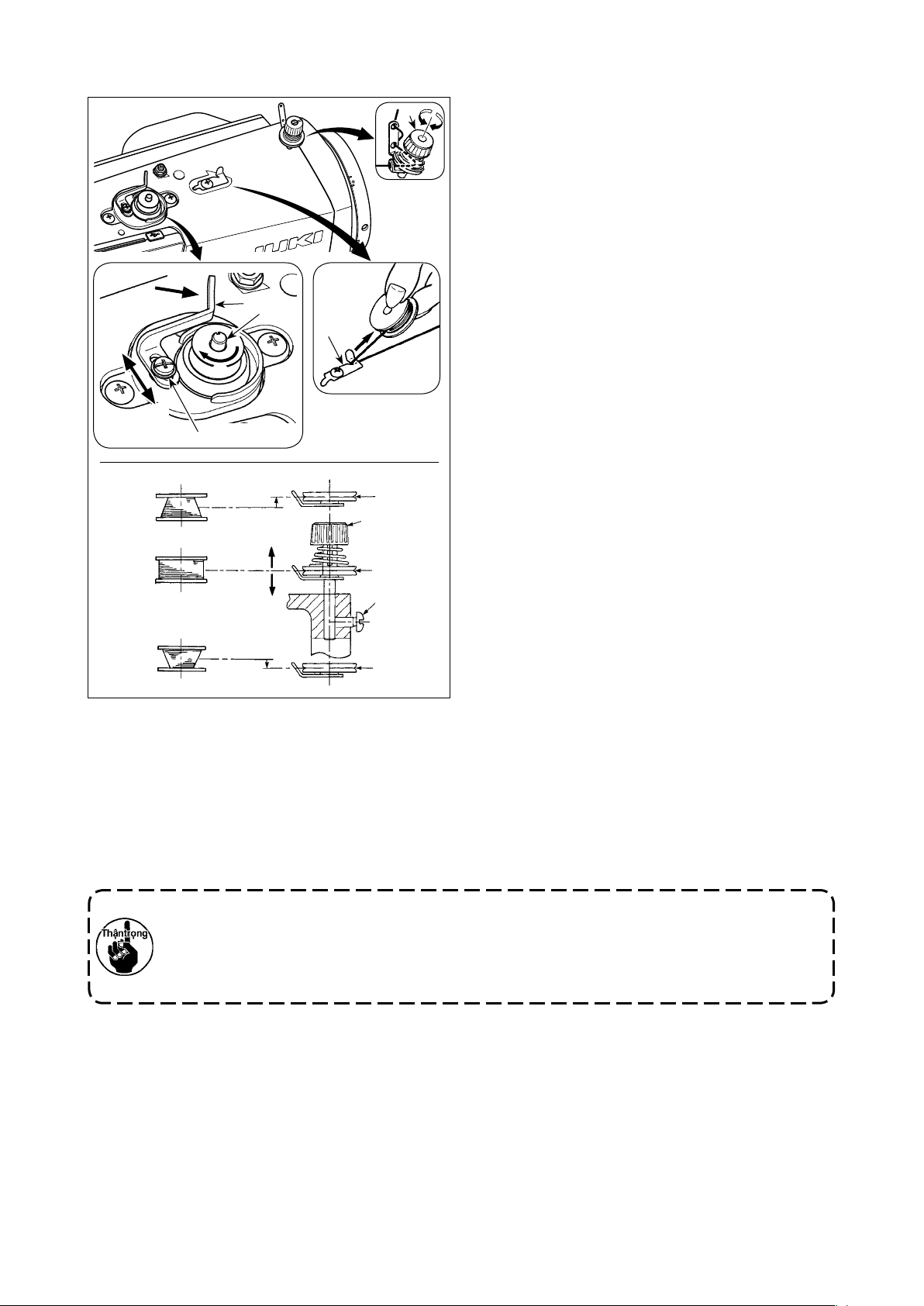
1) Gắn suốt chỉ sâu vào trục của bộ phận đánh suốt
❶ cho đến khi không tiến được nữa.
2) Luồn chỉ trên suốt ra khỏi ống cuộn đặt lên bên
phải của thanh dẫn chỉ theo thứ tự như minh họa
tại hình bên trái. Sau đó, xoay đầu mút của chỉ
trên suốt theo chiều kim đồng hồ trên suốt chỉ
nhiều lần. (Trong trường hợp suốt chỉ bằng nhôm,
sau khi quấn đầu mút chỉ trên suốt theo chiều kim
đồng hồ, quấn chỉ ngược chiều kim đồng hồ khỏi
sức căng chỉ trên suốt chỉ nhiều lần để xoay chỉ
trên suốt một cách dễ dàng).
3) Nhấn cần quay suốt chỉ ❷ theo hướng A và khởi
động máy may. Suốt chỉ quay theo hướng B và
chỉ trên suốt cuốn lên. Trục của bộ phận đánh
suốt ❶ tự động ngay khi quấn xong.
4) Tháo suốt chỉ và cắt chỉ trên suốt bằng hãm cắt
chỉ ❸�
5) Khi điều chỉnh lượng quay của chỉ trên suốt, nới
lỏng ốc siết ❹ và di chuyển cần quay suốt chỉ ❷
theo hướng C hoặc D. Sau đó siết chặt ốc siết
❹�
Theo hướng C : Giảm dần
Theo hướng D : Tăng dần
❻
6) Trong trường hợp chỉ trên suốt không cuộn đều trên suốt chỉ, tháo bánh đà ra, nới lỏng vít ❺ và điều
chỉnh chiều cao của độ căng chỉ trên suốt ❽�
• Tiêu chuẩn đó là trọng tâm của suốt chỉ cao bằng trọng tâm của đĩa căng chỉ ❻�
• Điều chỉnh vị trí của đĩa căng chỉ ❻ theo hướng E khi vượt quá lượng quay của chỉ trên suốt ở phần
dưới của suốt chỉ và theo hướng F khi vượt quá lượng quay của chỉ trên suốt ở phần trên của suốt chỉ.
Sau khi điều chỉnh, siết chặt vít ❺�
7) Để điều chỉnh độ căng của bộ phận đánh suốt, quay đai ốc căng chỉ ❼�
1. Khi quay chỉ trên suốt, bắt đầu quay ở trạng thái chỉ căng ở giữa suốt chỉ và đĩa căng chỉ ❻.
2. Khi quay chỉ trên suốt ở trạng thái không thực hiện may, tháo chỉ kim khỏi đường chỉ của bộ
cuốn chỉ và tháo suốt chỉ ra khỏi móc.
3. Có khả năng đó là chỉ bị kéo ra khỏi thanh dẫn chỉ bị lỏng do tác động (hướng) của việc
quay và có thể bị vướng vào bánh đà. Hãy cẩn thận với hướng quay.
– 16 –
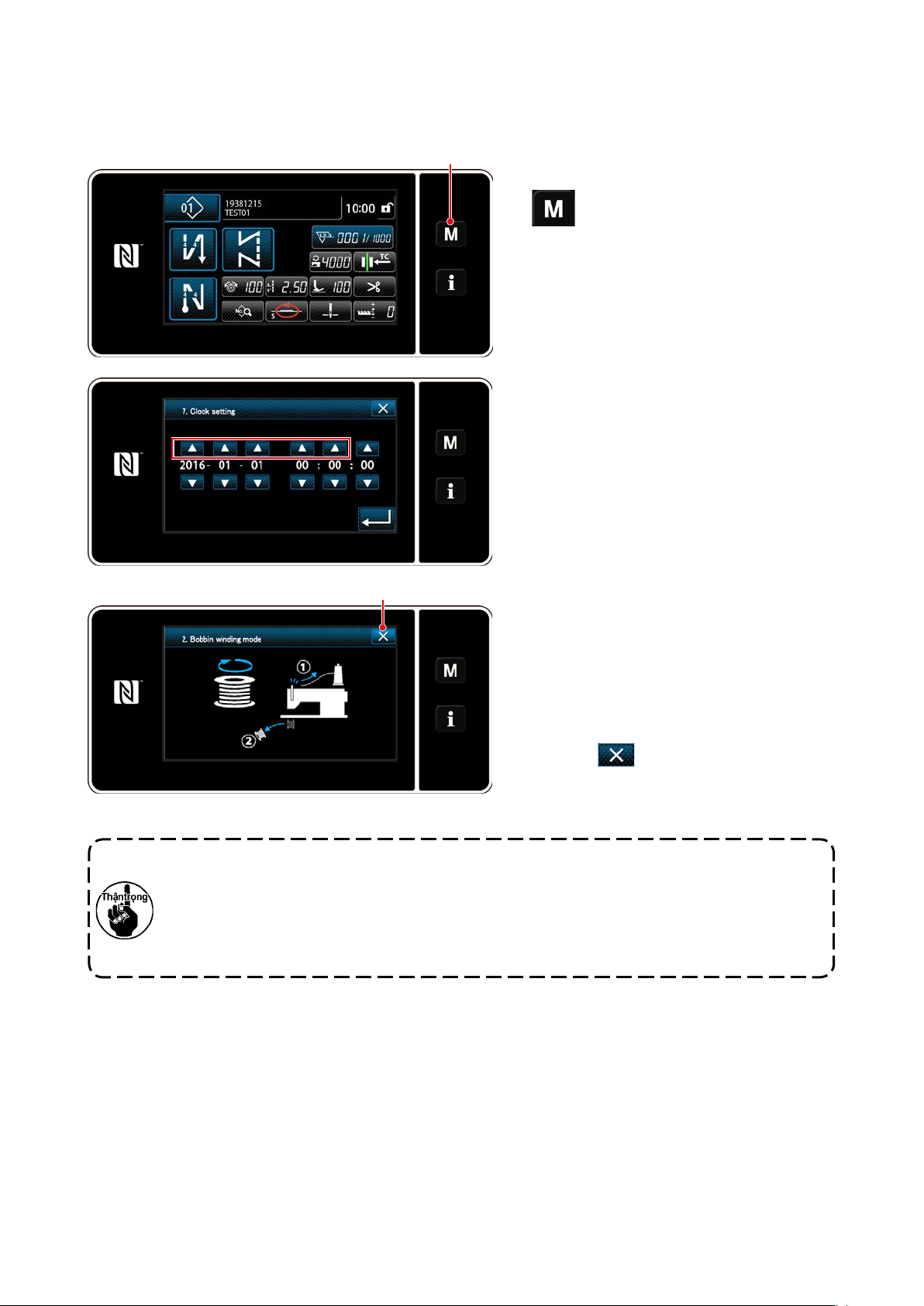
[Chế độ quay suốt chỉ]
Để cuộn suốt chỉ hoặc để kiểm tra lượng dầu trong móc, thì phải sử dụng chế độ cuộn suốt chỉ.
Nhấn bàn đạp để bắt cuộn suốt chỉ.
❶
1) Hiển thị màn hình chế độ bằng cách nhấn
❶�
2) Chọn "2. Bobbin winding mode (Chế độ
quay suốt chỉ)".
❷
3) Chế độ máy may được thay đổi thành "Bobbin winding mode (Chế độ quay suốt chỉ)".
Máy may chạy cùng với chân vịt đi lên khi
nhả bàn đạp. Ở trạng thái này, có thể cuốn
suốt chỉ. Máy may chỉ chạy khi nhả bàn
đạp.
Khi nhấn ❷, thì máy may thoát khỏi
"Bobbin winding mode (Chế độ quay suốt
chỉ)".
1. Khi quay chỉ trên suốt, bắt đầu quay ở trạng thái chỉ căng ở giữa suốt chỉ và đĩa căng chỉ ❻.
2. Tháo chỉ kim khỏi đường chỉ của bộ cuốn chỉ và tháo suốt chỉ ra khỏi móc.
3. Có khả năng đó là chỉ bị kéo ra khỏi thanh dẫn chỉ bị lỏng do tác động (hướng) của việc
quay và có thể bị vướng vào bánh đà. Hãy cẩn thận với hướng quay.
4. Tốc độ của máy may ở chế độ cuộn suốt chỉ tương đương với tốc độ đã được cài đặt cho
đầu máy.
– 17 –
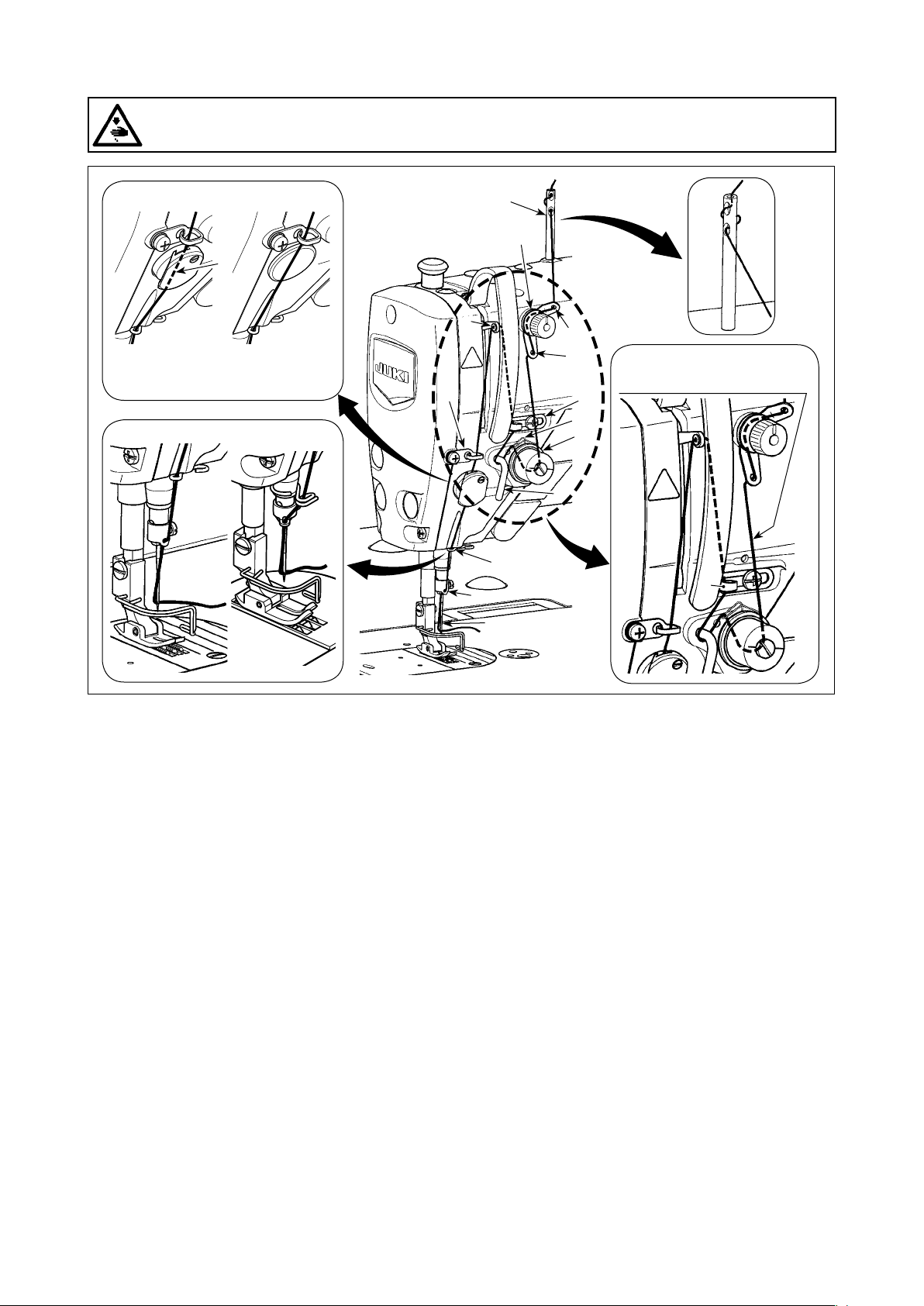
3-4. Cuốn chỉ đầu máy
CẢNH BÁO :
TẮT điện trước khi bắt đầu công việc để ngăn ngừa tai nạn xảy ra bởi việc khởi động máy may đột
ngột.
[Loại NB] [Loại 0B]
B
(Lưu ý)
Hãy chắc chắn luồn
chỉ qua phần B.
[Loại S] [Loại H]
❾
❶
❸
❼
❹
❷
(Lưu ý)
Không luồn chỉ qua phần A.
❽
❻
❺
A
– 18 –
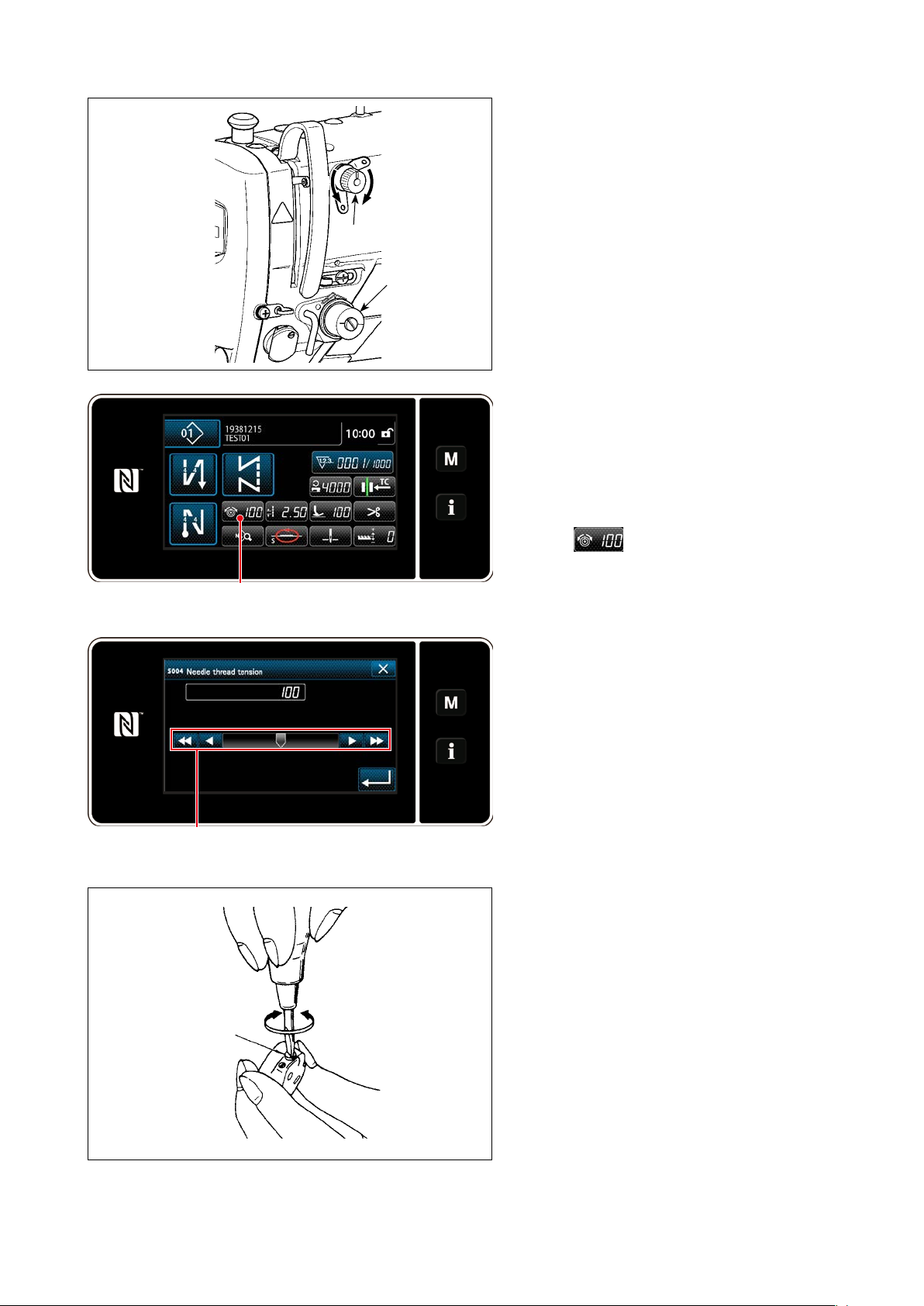
3-5. Độ căng chỉ
❸
B
❶
A
3-5-1. Điều chỉnh độ căng chỉ của độ
căng Số 1
1) Xoay đai ốc độ căng chỉ Số 1 ❶ theo chiều
kim đồng hồ (theo hướng A), để rút ngắn
chiều dài chỉ còn lại trên kim sau khi cắt chỉ
ngược chiều kim đồng hồ (theo hướng B),
để kéo dài chiều dài chỉ.
❷
3-5-2. Điều chỉnh độ căng chỉ kim (Độ
căng hiệu dụng)
Độ căng hiệu dụng ❷ cho phép thiết lập độ
căng chỉ kim trên bảng điều khiển theo từng
điều kiện may. Ngoài ra, có thể lưu trữ dữ liệu
trong bộ nhớ.
1) Nhấn ❸ để hiển thị màn hình nhập
độ căng chỉ kim. (Giá trị số được hiển thị
trên màn hình là giá trị độ căng chỉ kim hiện
tại.)
❹
❺
C
D
2) Thay đổi độ căng chỉ kim như mong muốn
bằng cách nhấn ❹�
3) Có phạm vi thiết lập độ căng từ 0 đến 200.
Khi tăng giá trị đã thiết lập, độ căng sẽ lớn
hơn.
* Khi giá trị đã thiết lập là 60 tại thời điểm bàn
giao máy chuẩn, độ căng chỉ được điều
chỉnh về 0,59 N (chỉ sợi #60). (Tài liệu tham
)
khảo
(Khi độ căng chỉ Số 1 được giảm.)
3-5-3. Điều chỉnh độ căng của chỉ trên
suốt
1) Xoay ốc điều chỉnh độ căng ❺ theo chiều
kim đồng hồ (theo hướng C), để tăng hoặc
ngược chiều kim đồng hồ (theo hướng D),
để giảm độ căng của chỉ trên suốt.
– 19 –
3-6. Chân vịt (Thiết bị ép chủ động)
CẢNH BÁO :
Không đặt bất kỳ thứ gì ở dưới chân vịt khi BẬT nguồn. Nếu BẬT nguồn điện trong khi có thứ gì đó
bên dưới chân vịt, thì máy may sẽ hiển thị E910.
Nếu nguồn điện cho máy may được BẬT khi vật liệu v.v... được đặt dưới chân vịt, thì động cơ
bước chân vịt sẽ tạo ra một âm thanh đặc trưng trong quá trình khôi phục lại điểm mốc. Cần
lưu ý rằng hiện tượng này không phải là lỗi.
❶ A
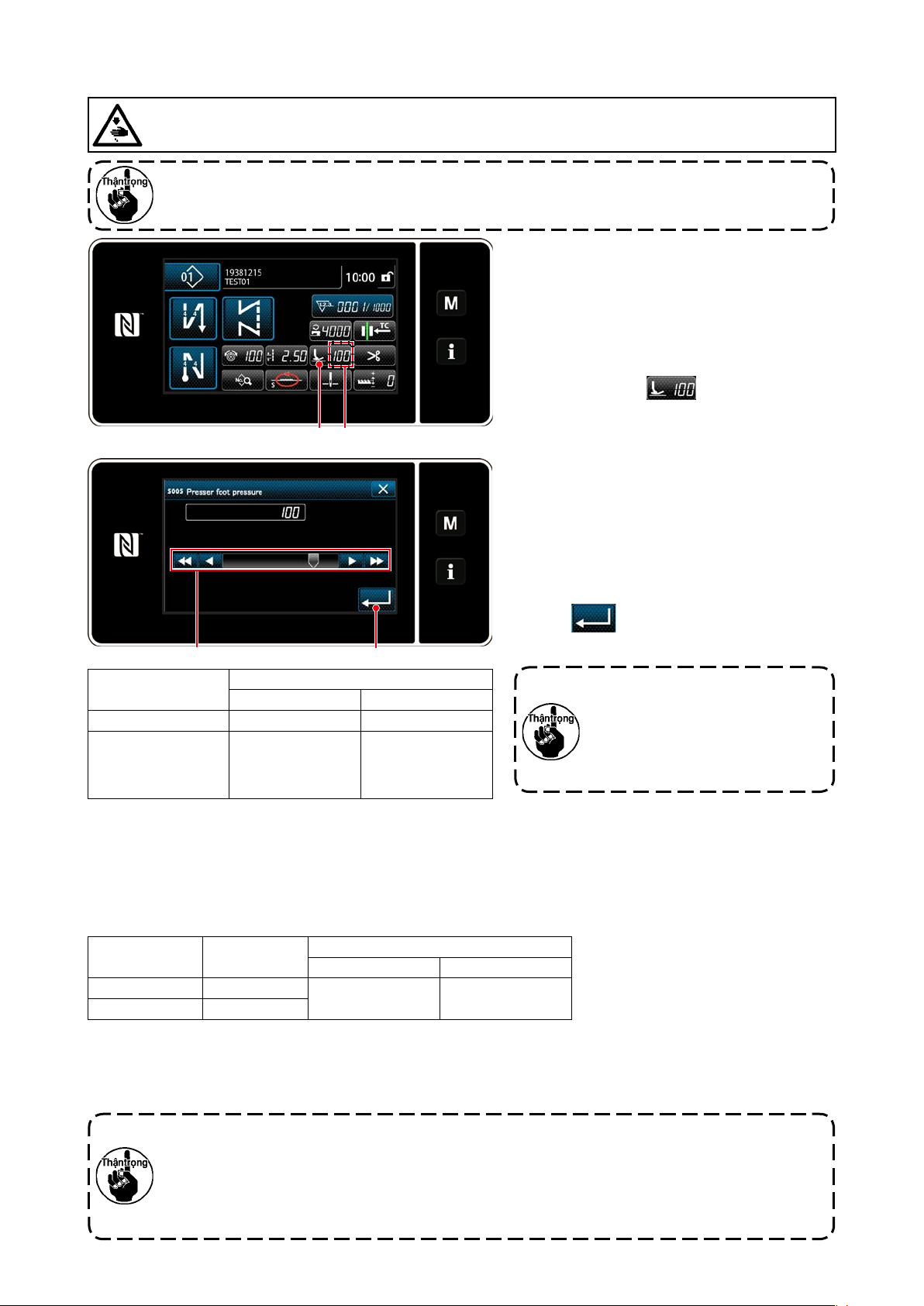
3-6-1. Áp lực của chân vịt
Áp lực chân vịt được hiển thị ở phần A trên
bảng điều khiển. (Ví dụ hiển thị : 100)
[Cách thay đổi]
1) Hiển thị màn hình mục nhập áp lực chân vịt
bằng cách nhấn ❶�
2)
Thay đổi áp lực chân vịt như mong muốn bằng
cách nhấn ❷. (Phạm vi của các giá trị đầu vào
trên bảng điều khiển là từ -350 đến 200.)
* Tham khảo những điều sau đây đối với
một dấu hiệu sơ bộ về giá trị nhập trên
bảng điều khiển và áp lực chân vịt.
3) Xác nhận việc nhập của bạn bằng cách
nhấn ❸. Sau đó, màn hình may
❷
Giá trị nhập trên
bảng điều khiển
0 Khoảng 10 N (1 kg) Khoảng 30 N (3 kg)
100
(Thiết lập ban đầu
tại thời điểm chuyển
hàng)
❸
Áp lực của chân vịt (Tài liệu tham khảo)
Loại S Loại H
Khoảng 40 N (4 kg) Khoảng 60 N (6 kg)
được hiển thị.
1. Để tránh thương tích cá nhân,
không bao giờ đặt ngón tay của
bạn dưới chân vịt.
2. Hãy lưu ý rằng áp lực chân vịt
thay đổi khi chân vịt hoặc mặt
nguyệt thay đổi.
3-6-2. Chức năng cần nâng vi mô
Khi đang may đồng thời kích hoạt nâng chân vịt một chút bằng cách nhập một giá trị âm trên bảng điều
khiển hoạt động. Chức năng cần nâng vi mô giúp giảm trượt và hư hỏng vật liệu trong trường hợp may mặt
vải nổi như nhung.
* Tham khảo bảng dưới đây đối với một dấu hiệu sơ bộ về mối quan hệ giữa nhập giá trị trên bảng điều
khiển hoạt động, chiều cao chân vịt và áp lực chân vịt.
Giá trị nhập trên
bảng điều khiển
0 0 mm
-350 Khoảng 4 mm
*1 Chiều cao chân vịt 0 mm có nghĩa là trạng thái duy nhất của chân vịt tiếp xúc với bề mặt trên của mặt nguyệt.
*2 Áp lực chân vịt trở thành cố định bằng cách nhập một giá trị âm trên bảng điều khiển hoạt động.
*3 Áp lực chân vịt thay đổi khi chân vịt hoặc mặt nguyệt thay đổi.
*4 Phạm vi của các giá trị đầu vào trên bảng điều khiển là từ -350 đến 200.
Chiều cao
chân vịt
Áp lực của chân vịt (Tài liệu tham khảo)
Loại S Loại H
Khoảng 10 N (1 kg) Khoảng 30 N (3 kg)
1. Hãy chắc chắn nhập một giá trị dương trên bảng điều khiển hoạt động trong trường không
sử dụng chức năng cần nâng vi mô. Nếu không, chân vịt sẽ hơi nâng lên và bàn răng đưa
không thể cung cấp hiệu quả việc nạp thích hợp.
2. Trong trường hợp sử dụng chức năng cần nâng vi mô, thì hiệu quả việc nạp có khả năng
không đủ. Để đạt được hiệu quả nạp thích hợp, giảm tốc độ may hoặc thực hiện nạp nguyên
liệu bằng tay.
– 20 –
CẢNH BÁO :
TẮT điện trước khi bắt đầu công việc để ngăn ngừa tai nạn xảy ra bởi việc khởi động máy may đột
ngột.
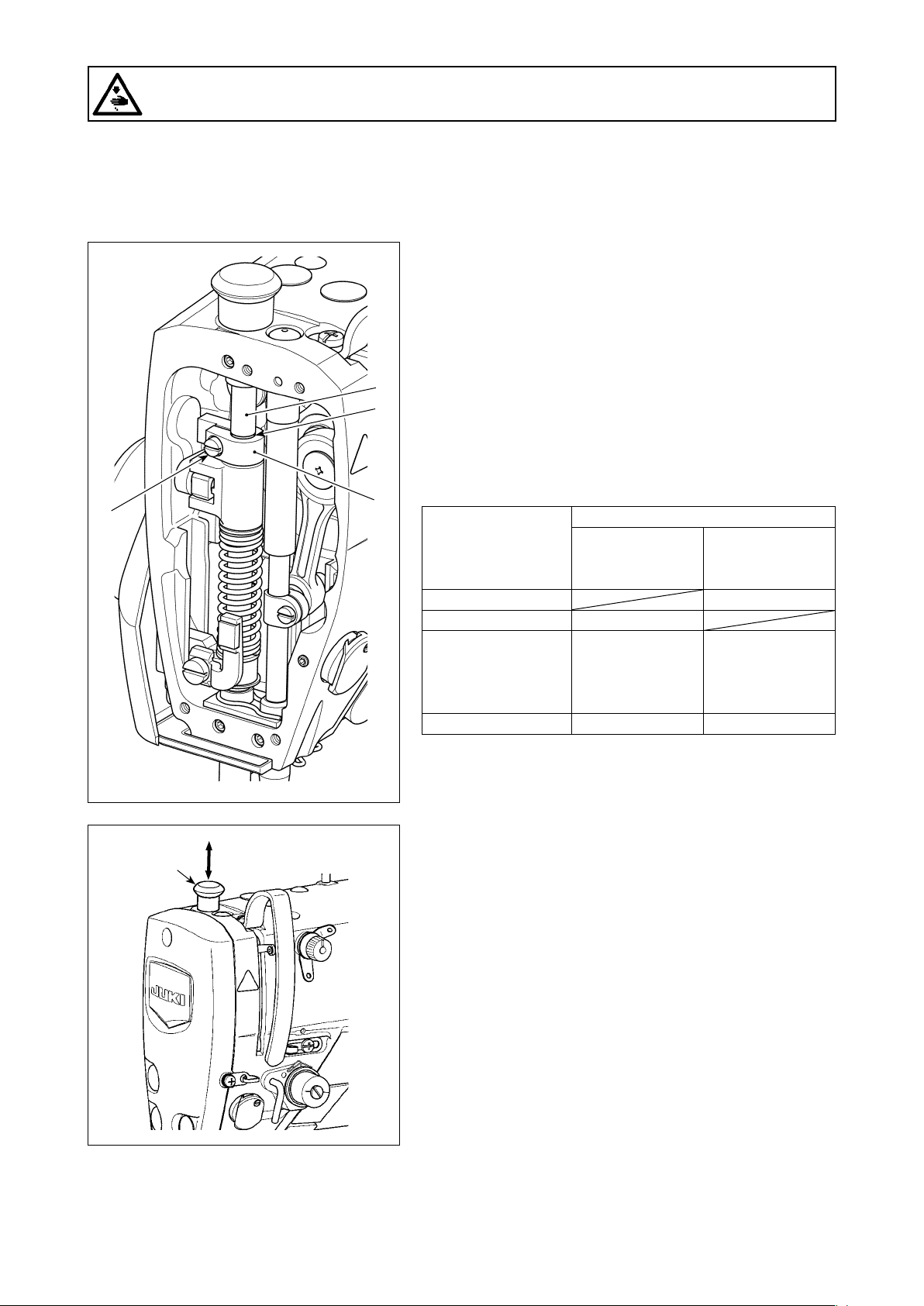
3-6-3. Thay đổi giá trị ban đầu của áp lực chân vịt
Nếu bạn muốn thay đổi giá trị ban đầu của áp lực chân vịt, thì có thể thay đổi áp lực chân vịt ban đầu bằng
cách thay đổi vị trí lắp đặt đế vị trí của thanh chân vịt (phía trên) ❹�
Thực hiện điều chỉnh theo quy trình may trên cơ sở cần thiết.
[Cách điều chỉnh]
1) TẮT nguồn điện máy may.
2) Tháo tấm chắn.
3) Nới lỏng vít giữ đế vị trí của thanh chân vịt (phía trên)
❺. Điều chỉnh vị trí dọc đế vị trí của thanh chân vịt (phía
trên) ❹ sử dụng dòng đánh dấu B trên thanh chân vịt ❻
❻
B
làm tham khảo.
* Điều chỉnh theo hướng đế vị trí của thanh chân vịt (phía
trên) ❹ để cho nó song song với tấm chắn.
4) Sau khi hoàn thành điều chỉnh, siết chặt đế vị trí của
thanh chân vịt (phía trên) ❺ và gắn tấm chắn.
❺
❹
Vị trí của đế vị trí
thanh chân vịt (phía
trên) ❹ đối với dòng
đánh dấu B trên
thanh chân vịt ❻
Trên 4 mm Khoảng 0 N (0 kg)
Trên 1 mm Khoảng 0 N (0 kg)
0 (ngay dưới dòng
đánh dấu)
(Thiết lập ban đầu
tại thời điểm chuyển
hàng)
Dưới 1 mm Khoảng 20 N (2 kg) Khoảng 40 N (4 kg)
Áp lực của chân vịt (Tài liệu tham khảo)
Loại S Loại H
Khoảng 10 N (1 kg) Khoảng 30 N (3 kg)
❻
3-6-4. Cần nâng bằng tay
Có thể nâng/hạ chân vịt thủ công bằng cách di chuyển nắp
chân vịt ❻ lên và xuống đồng thời máy may phải ở trạng
thái TẮT nguồn.
Sử dụng tính năng nâng thủ công này khi thay khổ vải hoặc
điều chỉnh khu vực vào kim.
– 21 –
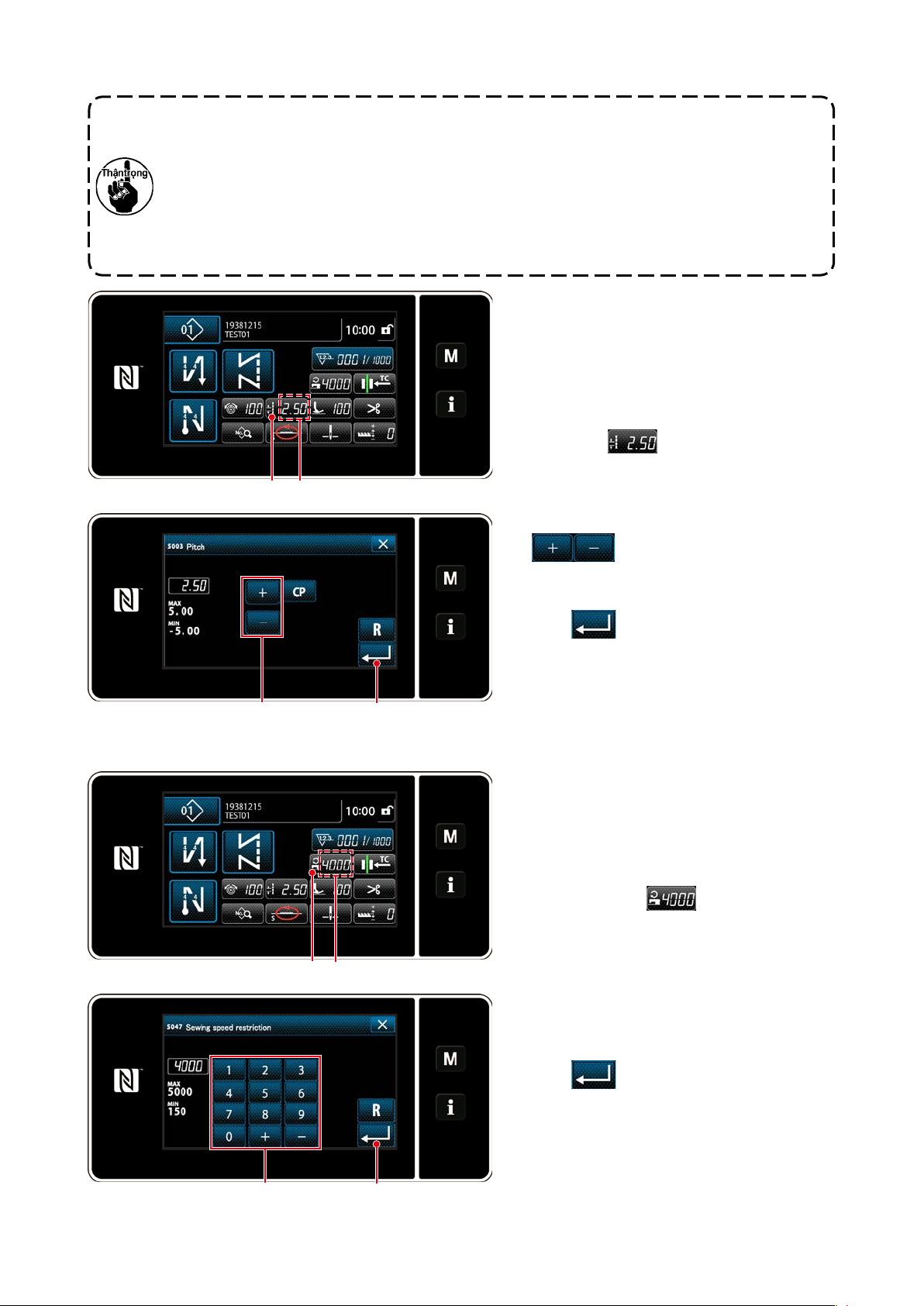
3-7. Điều chỉnh chiều dài đường may
1. Có thể có những trường hợp đó là lượng nạp bảng điều khiển và mũi chỉ đường may thực
tế khác nhau trong trường hợp sử dụng ở trạng thái khác với cung cấp chuẩn hoặc vật liệu
được sử dụng. Bù mũi chỉ theo sản phẩm may.
2. Hãy hiểu rằng có thể xảy ra trục trặc giữa mặt nguyệt và bàn răng đưa tùy thuộc vào khổ vải
đã sử dụng. Hãy chắc chắn kiểm tra độ hở trong khổ vải được sử dụng. (Độ hở phải từ 0,5
mm hoặc rộng hơn).
3. Khi bạn đã thay đổi độ dài đường may, chiều cao bàn răng đưa hoặc thời gian nạp, thì chạy
máy may ở tốc độ thấp để đảm bảo rằng khổ vải không cản trở đến bộ phận thay đổi.
❶ A
Chiều dài đường may được hiển thị ở phần
A trên bảng điều khiển. (Ví dụ hiển thị : 2,50
mm)
[Cách điều chỉnh]
1) Hiển thị màn hình nhập đường may bằng
cách nhấn ❶�
2) Thay đổi giá trị hiển thị bằng cách nhấn
❷ ❸
3-8. Thay đổi tốc độ may
❷. (Tăng theo mức 0,05 mm ;
Phạm vi nhập : -5,00 đến 5,00)
3) Xác nhận việc nhập của bạn bằng cách
nhấn ❸. Sau đó, màn hình may
được hiển thị.
Tốc độ may được hiển thị ở phần A trên bảng
điều khiển. (Ví dụ hiển thị : 4.000 sti/min)
[Cách thay đổi]
1) Hiển thị màn hình mục nhập tốc độ may
bằng cách nhấn ❶�
❶ A
2) Thay đổi tốc độ may như mong muốn bằng
cách nhấn mười phím ❷�
3) Xác nhận việc nhập của bạn bằng cách
nhấn ❸. Sau đó, màn hình may
được hiển thị.
❸❷
– 22 –
3-9. Đèn LED
CẢNH BÁO :
Để phòng tránh thương tích cá nhân do khởi động máy may bất ngờ, tuyệt đối không đưa tay lại gần
khu vực vào kim hoặc đặt chân lên bàn đạp trong khi điều chỉnh cường độ của đèn LED.
❶
* Đèn LED này được thiết kế để cải thiện khả
năng hoạt động của máy may và không dành
cho việc bảo trì.
Máy may được cung cấp theo tiêu chuẩn cùng với
một đèn LED chiếu sáng khu vực vào kim.
Thực hiện điều chỉnh cường độ và tắt đèn bằng
cách nhấn công tắc ❶. Mỗi lần nhấn công tắc, ánh
sáng được điều chỉnh tăng cường theo năm bước
và tiếp đó là bật dầu.
[Thay đổi cường độ]
1
������ 4
⇒
⇒
5
⇒
1
Sáng⇒������ Lờ mờ⇒Tắt⇒Sáng
Theo cách này, mỗi lần nhấn công tắc ❶, trạng thái
của đèn xách tay được thay đổi lặp đi lặp lại.
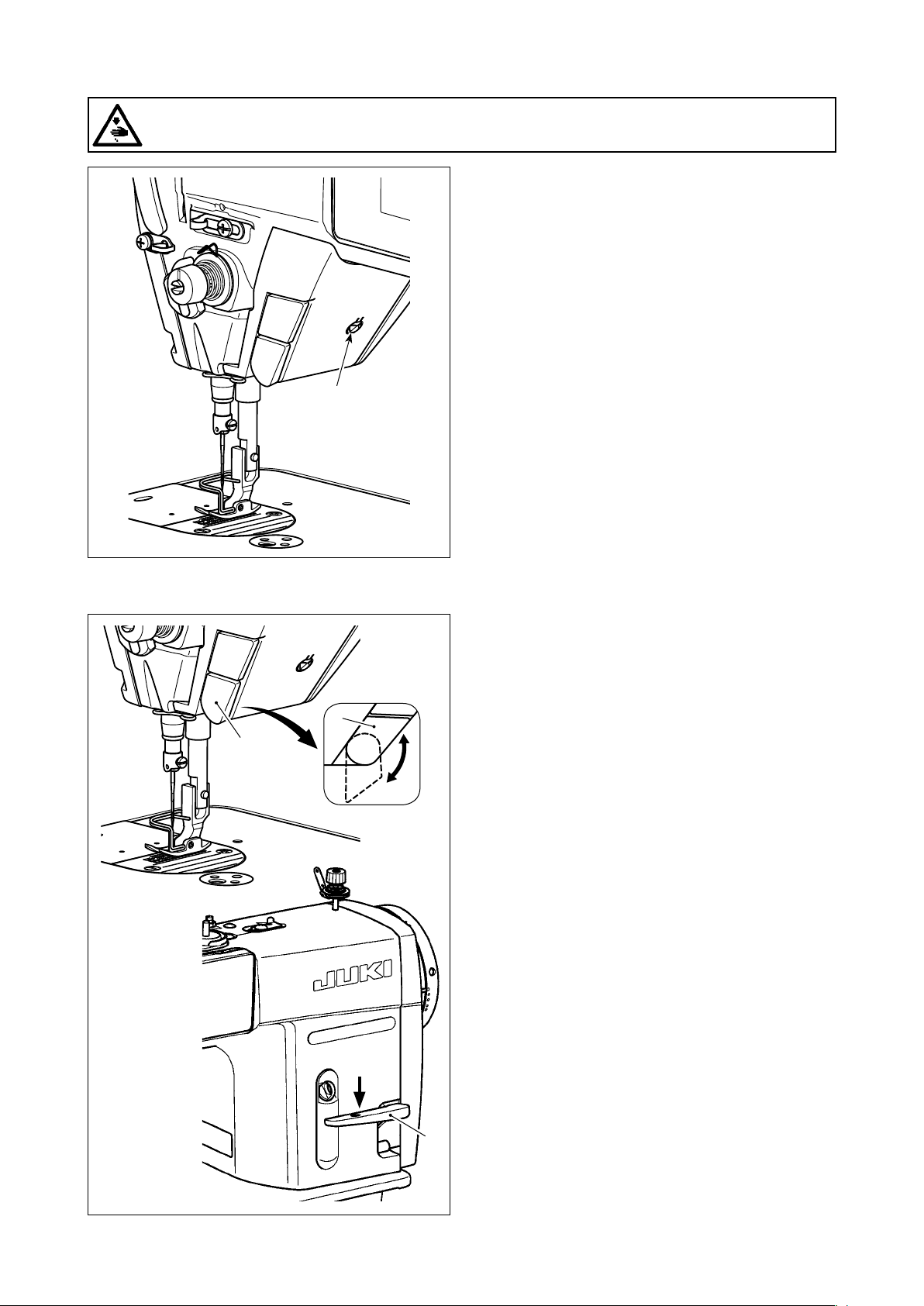
3-10. Đường may nạp đảo ngược
❶
❶
Hình 1
[Cơ chế đường may nạp đảo ngược kiểu một
chạm]
Nhấn công tắc nạp đảo ngược kiểu một chạm ❶, thì
máy may thực hiện đường may nạp đảo ngược.
Máy may tiếp tục lại đường may nạp bình thường tại
thời điểm nhả cần công tắc.
[Đường may nạp đảo ngược bằng cần nạp đảo
ngược]
Có thể kiểm soát chiều dài của đường được may lúc
nạp vật liệu theo hướng nạp bình thường hoặc đảo
ngược bằng cách vận hành cần nạp đảo ngược ❷�
[Điều chỉnh vị trí của công tắc nạp đảo ngược
kiểu một chạm]
Có thể sử dụng công tắc nạp đảo ngược kiểu một
chạm ❶ tại hai vị trí khác nhau bằng cách xoay nó.
(Hình 1)
❷
– 23 –
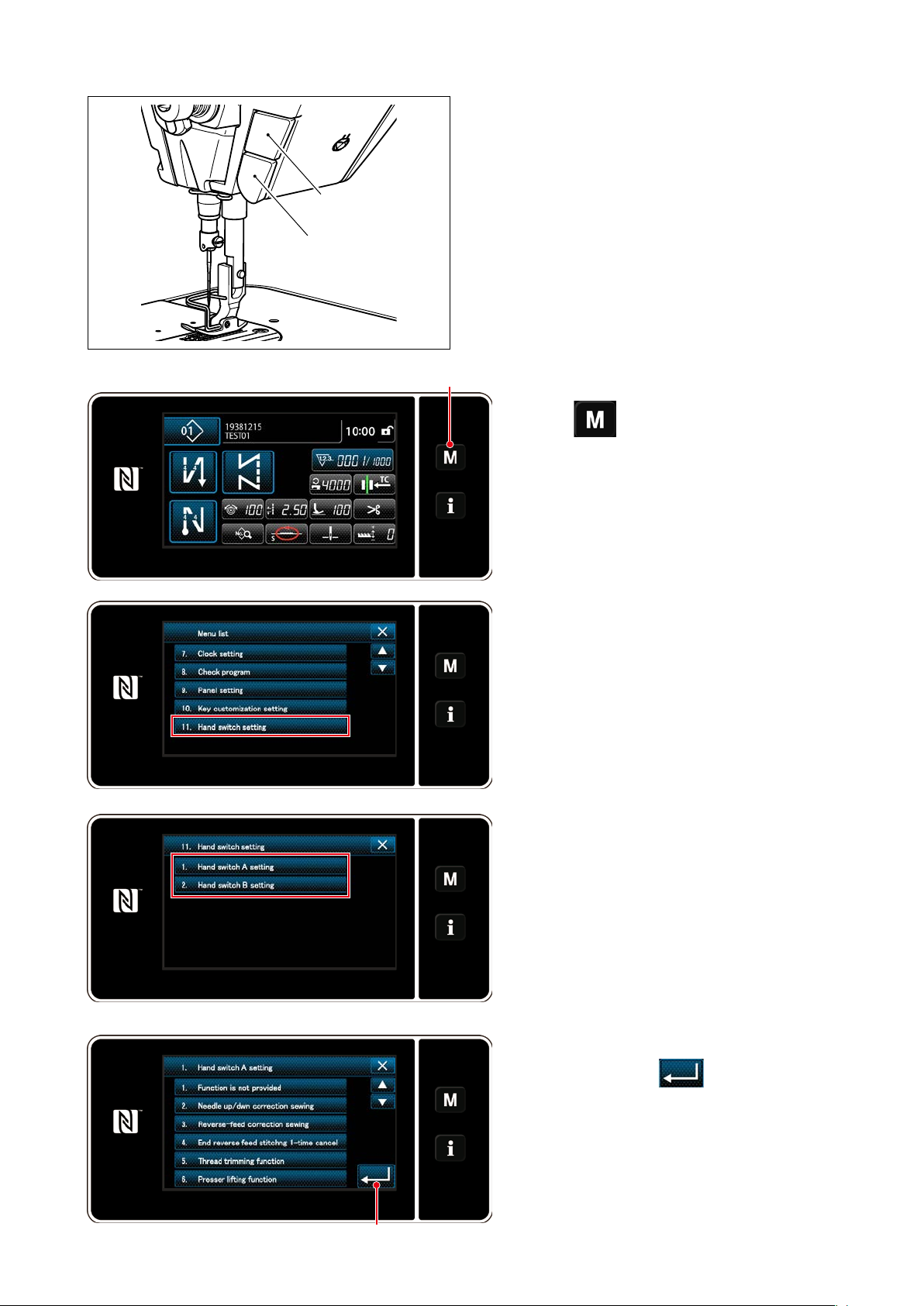
3-11. Công tắc tùy chỉnh
Có thể tiến hành những hoạt động khác nhau bằng
cách vận hành công tắc tùy chỉnh B�
* Cũng có thể gán một thao tác cho công tắc tùy
B
chỉnh A�
A
Các giá trị ban đầu như sau:
Công tắc tuỳ chỉnh A : Đầu vào của công tắc
đường may nạp đảo ngược
Công tắc tuỳ chỉnh B : Công tắc chuyển đổi một
chạm
❶
1) Nhấn ❶ giữ trong ba giây. Hiển thị
màn hình chỉnh sửa may nạp đảo ngược.
"Mode screen (Màn hình chế độ)" được
hiển thị.
2) Chọn "11. Hand switch setting (Thiết lập
công tắc tay)".
❷
3) Chọn công tắc được thiết lập.
4) Chọn mục chức năng được chỉ định cho
công tắc, và nhấn ❷�
– 24 –
[Mô tả hoạt động của công tắc tùy chỉnh]
Mục chức năng
1 Không cung cấp chức năng đầu vào tùy chọn
2 Đường may bù kim lên / xuống
3 Quay lại đường may bù
4 Chức năng hủy ngay khi đường may nạp đảo ngược
lúc kết thúc may
5 Chức năng cắt chỉ
6 Chức năng hạ chân vịt
7 Một đường may bù đường may
8 Chức năng hủy đường may nạp đảo ngược lúc bắt
đầu/kết thúc
9 Chức năng chặn hạ bộ phận phía trước bàn đạp
10 Chức năng chặn đầu ra cắt chỉ
11 Đầu vào lệnh tốc độ thấp
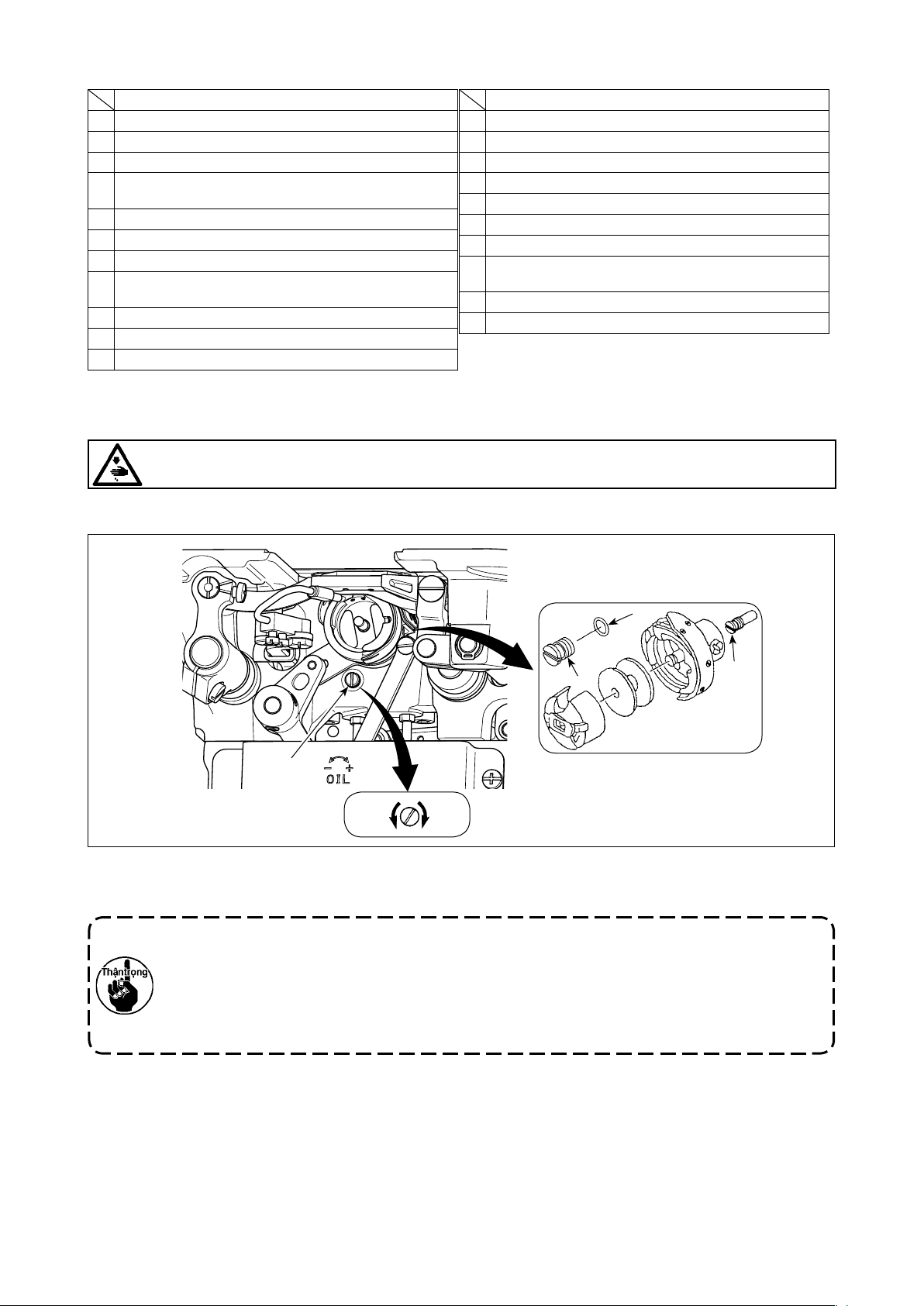
3-12. Điều chỉnh lượng dầu (dầu bắn) trên móc
CẢNH BÁO :
Rất cẩn thận khi vận hành máy vì lượng dầu phải được kiểm tra bằng cách quay móc ở tốc độ cao.
3-12-1. Điều chỉnh lượng dầu trên móc
Mục chức năng
12 Đầu vào lệnh tốc độ cao
13 Chức năng nâng kim
14 Đầu vào công tắc đường may nạp đảo ngược
15 Đầu vào công tắc khởi động mềm
16 Đầu vào công tắc lệnh tốc độ một lần
17 Đầu vào công tắc lệnh tốc độ một lần lùi lại
18 Đầu vào công tắc an toàn
19 Công tắc hủy/thêm đường may nạp đảo ngược tự
động
20 Đầu vào bộ đếm may
21 Công tắc chuyển đổi kiểu một chạm
❹
❷
❶
Giảm
❸
Tăng
Vặn chặt (quay theo chiều kim đồng hồ) vít điều chỉnh lượng dầu ❶ để tăng lượng dầu trên móc, hoặc nới
lỏng (quay ngược chiều kim đồng) để giảm lượng dầu.
[Khi sử dụng móc RP (móc cho đầu khô) cho loại DDL-9000C-FMS]
1. Tháo vít bấc dầu của trục chỉnh móc ❷ và cố định vít chặn trục chỉnh móc ❸ (số bộ phận :
11079506) và vòng cao su ❹ (số bộ phận : RO036080200).
2. Nới lỏng vít điều chỉnh lượng dầu ❶ đến mức tối thiểu để giảm lượng dầu trên móc. Tuy
nhiên, không cắt hoàn toàn dầu và cẩn thận không để vít điều chỉnh dầu ❶ bật ra.
3. Không được để cạn dầu trong két dầu ngay cả khi sử dụng móc RP (móc cho đầu khô).
– 25 –
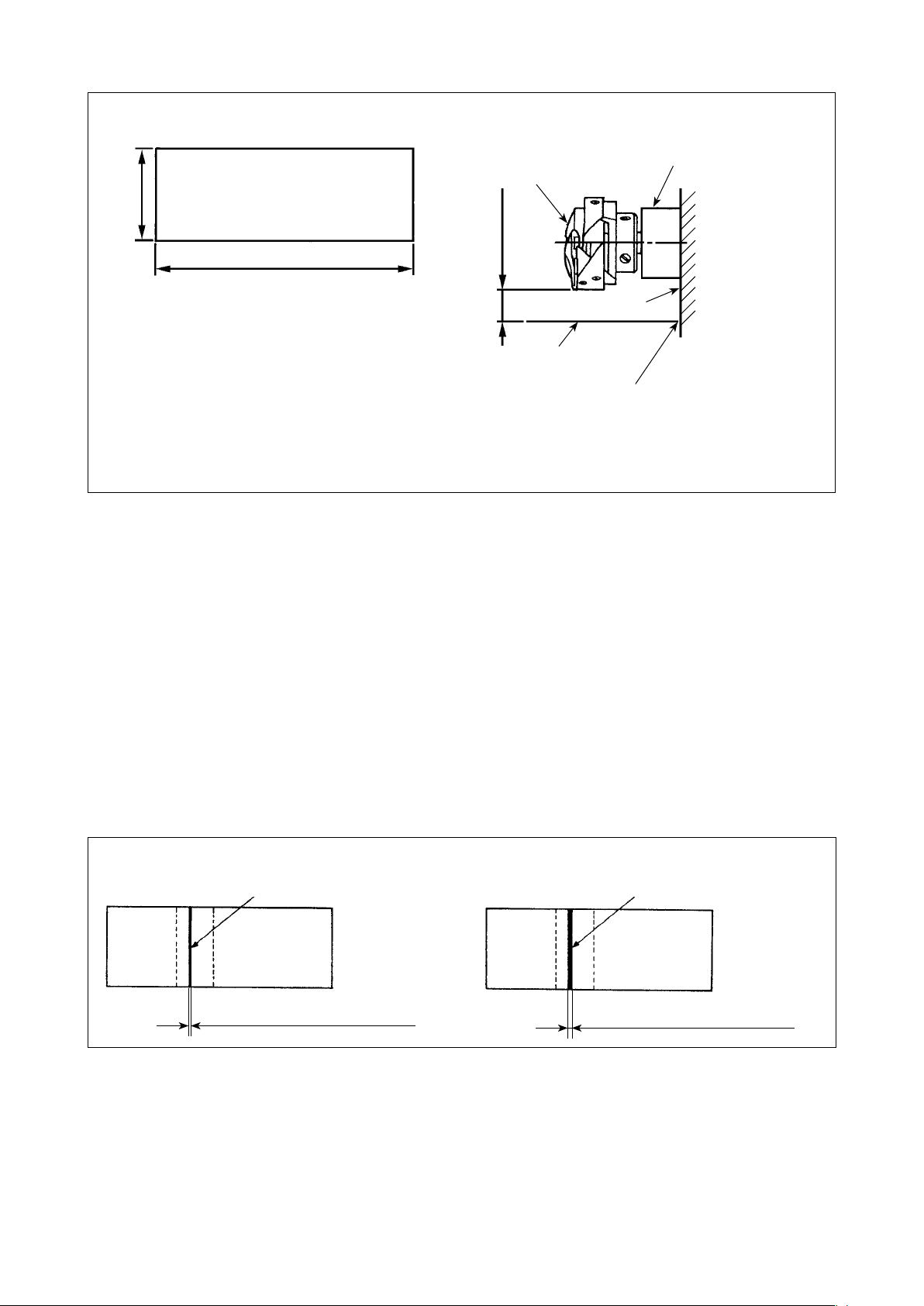
3-12-2. Cách kiểm tra lượng dầu (dầu bắn)
25 mm
Khoảng
Vị trí để kiểm tra lượng dầu (dầu bắn)Giấy kiểm tra lượng dầu (dầu bắn)
Bạc lót trước của trục chỉnh móc
Móc
Khoảng 70 mm
* Sử dụng bất kỳ loại giấy có sẵn nào bất
kể vật liệu.
3 đến 10 mm
Bệ
Giấy kiểm tra dầu bắn
Gắn chặt giấy lên bề mặt vách chắn của bệ.
* Đặt giấy kiểm tra lượng dầu (dầu bắn) dưới
móc và để nó cách móc từ 3 đến 10 mm để
kiểm tra lượng dầu.
* Trong trường hợp đo lượng dầu trong móc, đo lượng dầu ở "Chế độ cuộn suốt chỉ".
Tham khảo phần "3-3. Quấn chỉ trên suốt [Chế độ quay suốt chỉ]" trang 17 dành cho chế độ cuộn
suốt chỉ.
* Khi thực hiện trình tự được mô tả dưới đây ở bước 2), xác nhận rằng chỉ kim đã được tháo khỏi
cần bộ cuốn chỉ, kim và chỉ trên suốt, chân vịt được nâng lên và tháo bỏ bàn trượt lưỡi ghi. Lúc
này, cẩn thận không để cho ngón tay của bạn tiếp xúc với móc.
1) Nếu máy đã không được làm nóng đủ để hoạt động, hãy để cho máy chạy không trong khoảng ba phút.
(Hoạt động liên tục vừa phải)
2) Đặt giấy kiểm tra lượng dầu (dầu bắn) dưới móc khi máy may đang hoạt động.
3) Xác nhận rằng có dầu trong két dầu.
4) Xác nhận lượng dầu cần được bổ sung trong năm giây. (Kiểm tra khoảng thời gian bằng một chiếc đồng
hồ.)
3-12-3. Ví dụ hiển thị lượng dầu thích hợp
Lượng dầu thích hợp (nhỏ) Lượng dầu thích hợp (lớn)
Dầu bắn ra từ móc
• DDL-9000C-FMS : 0.5 đến 1 mm
• DDL-9000C-FSH : 1 đến 3 mm
Dầu bắn ra từ móc
• DDL-9000C-FMS : 1 đến 1,5 mm
• DDL-9000C-FSH : 2 đến 4 mm
1) Trạng thái được nêu trong hình ở trên cho thấy lượng dầu thích hợp (dầu bắn). Cần phải điều chỉnh
lượng dầu phù hợp với các quy trình may. Tuy nhiên, không tăng/giảm quá mức lượng dầu trên móc.
(Nếu lượng dầu quá ít, móc sẽ bị kẹt (móc sẽ nóng lên). Nếu lượng dầu quá nhiều, thì dầu có thể làm bẩn
sản phẩm may.)
2) Kiểm tra lượng dầu (dầu bắn) ba lần (trên ba tờ giấy), và điều chỉnh sao cho lượng dầu không thay đổi.
– 26 –
 Loading...
Loading...