

Page 1

Instruction Manual
Form 5032
January 2001
Design ED & EAD Class 125-600
Design ED and EAD easy-eR Valves
Class 125 through 600
Contents
Introduction 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Description 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Specifications 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Installation 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Maintenance 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Packing Lubrication 4. . . . . . . . . . . . . . . . . . . . . . . . . .
Packing Maintenance 4. . . . . . . . . . . . . . . . . . . . . . . .
Replacing Packing 5. . . . . . . . . . . . . . . . . . . . . . . . . .
Trim Maintenance 8. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Disassembly 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Lapping Metal Seats 9. . . . . . . . . . . . . . . . . . . . . . . .
Valve Plug Maintenance 10. . . . . . . . . . . . . . . . . . . .
Assembly 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Retrofit: Installing C-seal Trim 11. . . . . . . . . . . . . . . .
Replacement of Installed C-seal Trim 14. . . . . . . . . .
Trim Removal (C-seal Constructions) 14. . . . . . . .
Lapping Metal Seats (C-seal Constructions) 15. . .
Remachining Metal Seats
(C-seal Constructions) 15. . . . . . . . . . . . . . . . . . .
Trim Replacement (C-seal Constructions) 16. . . . .
ENVIRO-SEAL
Replacing a Plain or Extension Bonnet with an
ENVIRO-SEAL Bellows Seal Bonnet
(Stem/Bellows Assembly) 16. . . . . . . . . . . . . . . .
Replacement of an Installed ENVIRO-SEAL
Bellows Seal Bonnet
(Stem/Bellows Assembly) 17. . . . . . . . . . . . . . . .
Purging the ENVIRO-SEAL
Bellows Seal Bonnet 19. . . . . . . . . . . . . . . . . . . . .
R
Bellows Seal Bonnet 16. . . . . . . . .
W1916-2/IL
Figure 1. Design ED Valve with Type 667 Actuator
Introduction
Parts Ordering 20. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts Kits 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Parts List 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Scope of Manual
This instruction manual includes installation,
maintenance, and parts information for 1- through
8-inch Design ED valves, and 1- through 6-inch
Design EAD valves, through Class 600 ratings. Refer
to separate manuals for instructions covering the
actuator and accessories.
D100390X012
Page 2

Design ED & EAD Class 125-600
Table 1. Specifications
End Connection Styles
Shutoff Classifications per ANSI/FCI 70-2
and IEC 60534-4
Cast Iron Valves
Flanged: Class 125 flat-face or 250 raised-face
flanges per ASME B16.1
Screwed: Consistent with ASME B16.4
Steel and Stainless Steel Valves
Flanged: Class 150, 300, and 600 raised-face or
ring-type joint flanges per ASME B16.5
Screwed or Socket Welding: All available ASME
B16.11 schedules that are consistent with Class
600 per ASME B16.34
Buttwelding: 1- through 8-inch
Schedules 40 or 80 consistent with ASME B16.25
Standard: Class II
Optional: Class III—For valves with graphite piston
ring and 87 mm (3-7/16 inch) or larger port
diameter; Class IV—For valves with multiple
graphite piston rings and 111 mm (4-3/8 inch) or
larger port diameter
C-seal trim: High-temperature, Class V. See table 2
Flow Characteristics
Standard Cages: J Linear, J quick opening, or
J equal percentage
Whisper TrimR and WhisperFlot Cages: Linear
Flow Directions
Maximum Inlet Pressure
(1)
Linear, Quick Opening, or Equal Percentage
Cage: Normally down
Cast Iron Valves
Flanged: Consistent with Class 125B or 250B
pressure-temperature ratings per ASME B16.1
Screwed: Consistent with Class 125 or 250
pressure-temperature ratings per ASME B16.4
Steel and Stainless Steel Valves
Flanged: Consistent with Class 150, 300, and 600
pressure-temperature ratings per ASME B16.34
Screwed or Welding: Consistent with Class 600
pressure-temperature ratings per ASME B16.34
(2)
Whisper Trim and WhisperFlo Cages: Always up
Approximate Weights
1 & 1-1/4-inch valves: 14 kg (30 lb)
1-1/2 inch valves: 20 kg (45 lb)
2-inch valves: 30 kg (67 lb)
2-1/2 inch valves: 45 kg (100 lb)
3-inch valves: 57 kg (125 lb)
4-inch valves: 77 kg (170 lb)
6-inch valves: 159 kg (350 lb)
8-inch valves: 408 kg (900 lb)
1. The pressure/temperature limits in this manual and any applicable standard or code limitation for valve should not be exceeded.
2. Some flanged Class 600 valve bodies in 316 stainless steel do not comply with ASME B16.34.
Only persons qualified through training or experience
should install, operate, and maintain a Design ED or
EAD valve. If you have any questions about these
instructions, contact your Fisher sales office before
proceeding.
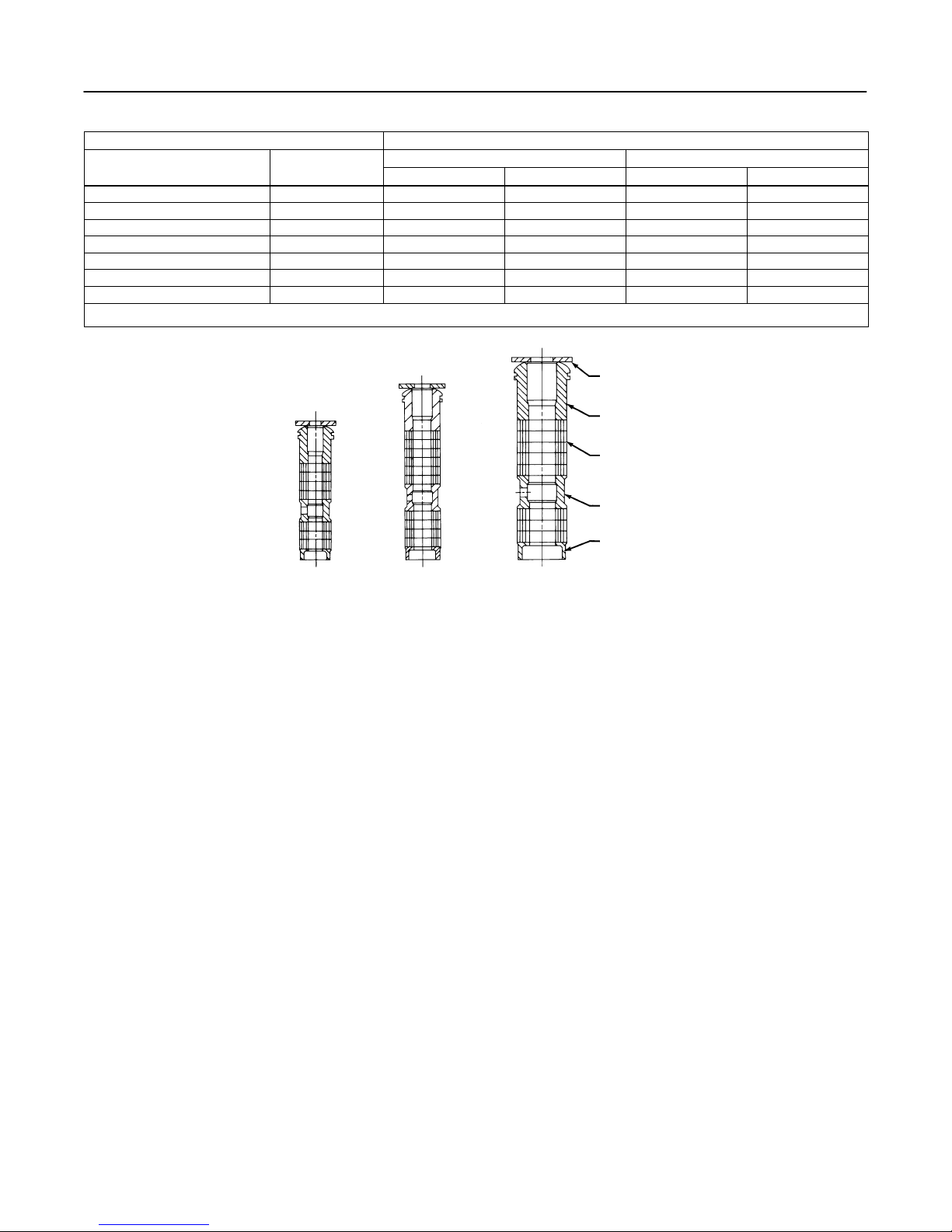
Description
These single-port valves have cage guiding,
quick-change trim, and balanced push-down-to-close
valve plug action. Valve configurations are as follows:
Design ED—Globe-style valve (figure 1) with
metal-to-metal seating for all general applications over
a wide variety of pressure drops and temperatures.
Design EAD—Angle version of Design ED, used to
facilitate piping or in applications where a self-draining
valve is required.
2
C-seal trim is available for Design ED valves, Class
150, 300, and 600, in sizes 2-1/2, 3, 4, 6, and 8.
C-seal trim is available for Design EAD valves, Class
150, 300, and 600, in sizes 3, 4, and 6.
With C-seal trim, a balanced valve can achieve
high-temperature, Class V shutoff. Because the C-seal
plug seal is formed from metal (N07718 nickel alloy,
Inconel 718) rather than an elastomer, a valve
equipped with the C-seal trim can be applied in
processes with a fluid temperature of up to 593_C
(1100_F), provided other material limits are not
exceeded.
Specifications
Typical specifications for these valves are shown in
table 1.
Page 3

Design ED & EAD Class 125-600
Installation
WARNING
Personal injury or equipment damage
caused by sudden release of pressure
may result if the valve assembly is
installed where service conditions could
exceed the limits given in table 1 or on
the appropriate nameplates. To avoid
such injury or damage, provide a relief
valve for over-pressure protection as
required by government or accepted
industry codes and good engineering
practices.
CAUTION
When ordered, the valve configuration
and construction materials were
selected to meet particular pressure,
temperature, pressure drop, and
controlled fluid conditions. Since some
body/trim material combinations are
limited in their pressure drop and
temperature ranges, do not apply any
other conditions to the valve without
first contacting your Fisher sales office.
1. Before installing the valve, inspect the valve and
associated equipment for any damage and any foreign
material.
2. Make certain the valve body interior is clean, that
pipelines are free of foreign material, and that the
valve is oriented so that pipeline flow is in the same
direction as the arrow on the side of the valve.
Note
Depending on valve body materials
used, post weld heat treating may be
required. If so, damage to internal
elastomeric and plastic parts, as well as
internal metal parts is possible.
Shrink-fit pieces and threaded
connections may also loosen. In general,
if post weld heat treating is to be
performed, all trim parts should be
removed. Contact your Fisher sales
office for additional information.
5. With a leak-off bonnet construction, remove the
pipe plugs (keys 14 and 16, figure 18) to hook up the
leak-off piping. If continuous operation is required
during inspection or maintenance, install a three-valve
bypass around the control valve assembly.
6. If the actuator and valve are shipped separately,
refer to the actuator mounting procedure in the
appropriate actuator instruction manual.
WARNING
Personal injury could result from
packing leakage. Valve packing was
tightened before shipment; however, the
packing might require some
readjustment to meet specific service
conditions.
Valves with ENVIRO-SEAL live-loaded packing or
HIGH-SEALt live-loaded packing will not require this
initial re-adjustment. See the Fisher instruction
manuals, ENVIRO-SEAL Packing System for
Sliding-Stem Valves or HIGH-SEAL Live-Loaded
Packing System (as appropriate), for packing
instructions. If you wish to convert your present
packing arrangement to ENVIRO-SEAL packing, refer
to the retrofit kits listed in the Parts Kit sub-section
near the end of this manual.
3. The control valve assembly may be installed in any
orientation unless limited by seismic criteria. However,
the normal method is with the actuator vertical above
the valve. Other positions may result in uneven valve
plug and cage wear, and improper operation. With
some valves, the actuator may also need to be
supported when it is not vertical. For more information,
consult your Fisher sales office.
4. Use accepted piping and welding practices when
installing the valve in the line. For flanged valves, use
a suitable gasket between the valve and pipeline
flanges.
Maintenance
Valve parts are subject to normal wear and must be
inspected and replaced as necessary. Inspection and
maintenance frequency depends on the severity of
service conditions. This section includes instructions
for packing lubrication, packing maintenance, trim
maintenance, and ENVIRO-SEAL bellows seal bonnet
replacement. All maintenance operations may be
performed with the valve in the line.
3
Page 4

Design ED & EAD Class 125-600
Equal Percentage, Linear, Whis er I
Design ED
diameters from 27/8
()
g
Table 2. Additional Shutoff Classification
Valve Design (Class) Valve Size, Inches Port Diameter, Inches Cage Style Leakage Class
Design ED
(Class 150-600)
2-1/2 2-7/8
3 3-7/16
3 2-7/8
4 2-7/8
4 4-3/8
5-3/8 Whisper III (A3, B3, D3, D3), Cavitrol III, 2 stage
6
8
7
7 Cavitrol III, 2 stage
8
Equal Percentage, Linear, Whisper I,
Cavitrol III, 1 stage
Cavitrol III, 2 stage
Equal Percentage, Linear, Whisper I,
Cavitrol III, 1 stage
Equal Percentage, Linear, Whisper I,
Cavitrol III, 1 stage
Equal Percentage, Linear, Whisper I,
Cavitrol III, 1 stage
,
V (for port
diameters from 2-7/8
through 8-inch with
optional C-seal trim)
WARNING
Avoid personal injury or property
damage from sudden release of process
pressure or bursting of parts. Before
performing any maintenance operations:
D Always wear protective gloves,
clothing, and eyewear when performing
any maintenance operations to avoid
personal injury.
D Disconnect any operating lines
providing air pressure, electric power, or
a control signal to the actuator. Be sure
the actuator cannot suddenly open or
close the valve.
D Use bypass valves or completely
shut off the process to isolate the valve
from process pressure. Relieve process
pressure from both sides of the valve.
Drain the process media from both sides
of the valve.
D Vent the pneumatic actuator
loading pressure and relieve any
actuator spring precompression.
D Use lock-out procedures to be sure
that the above measures stay in effect
while you work on the equipment.
D The valve packing box may contain
process fluids that are pressurized, even
when the valve has been removed from
the pipeline. Process fluids may spray
out under pressure when removing the
packing hardware or packing rings, or
when loosening the packing box pipe
plug.
Note
Whenever a gasket seal is disturbed by
removing or shifting gasketed parts,
install a new gasket during reassembly.
This ensures a good gasket seal
because the used gasket may not seal
properly.
Because of the care Fisher takes in meeting all
manufacturing requirements (heat treating,
dimensional tolerances, etc.), use only replacement
parts manufactured or furnished by Fisher.
Packing Lubrication
Note
ENVIRO-SEAL or HIGH-SEAL packing
does not require lubrication.
If a lubricator or lubricator/isolating valve (figure 2) is
provided for PTFE/composition or other packings that
require lubrication, it will be installed in place of the
pipe plug (key 14, figure 18). Use a good quality
silicon-based lubricant. Do not lubricate packing used
in oxygen service or in processes with temperatures
over 260_C (500_F). To operate the lubricator, simply
turn the cap screw clockwise to force the lubricant into
the packing box. The lubricator/isolating valve
operates the same way except open the isolating valve
before turning the cap screw and then close the
isolating valve after lubrication is completed.
Packing Maintenance
Note
For valves with ENVIRO-SEAL packing,
see the Fisher instruction manual,
ENVIRO-SEAL Packing System for
Sliding-Stem Valves, Form 5306, for
packing instructions.
4
Page 5

LUBRICATOR
Design ED & EAD Class 125-600
Replacing Packing
1. Isolate the control valve from the line pressure,
release pressure from both sides of the valve body,
and drain the process media from both sides of the
valve. If using a power actuator, also shut off all
pressure lines to the power actuator, and release all
pressure from the actuator. Use lock-out procedures to
be sure that the above measures stay in effect while
you work on the equipment.
2. Disconnect the operating lines from the actuator
and any leak-off piping from the bonnet. Disconnect
the stem connector, then remove the actuator from the
valve by unscrewing the yoke locknut (key 15, figure
18) or the hex nuts (key 26, figure 18).
10A9421-A
AJ5428-D
A0832-2/IL
Figure 2. Lubricator and Lubricator/Isolating Valve (optional)
LUBRICATOR/ISOLATING VALVE
For valves with HIGH-SEAL packing, see
the Fisher instruction manual,
HIGH-SEAL Live-Loaded Packing
System, Form 5263, for packing
instructions.
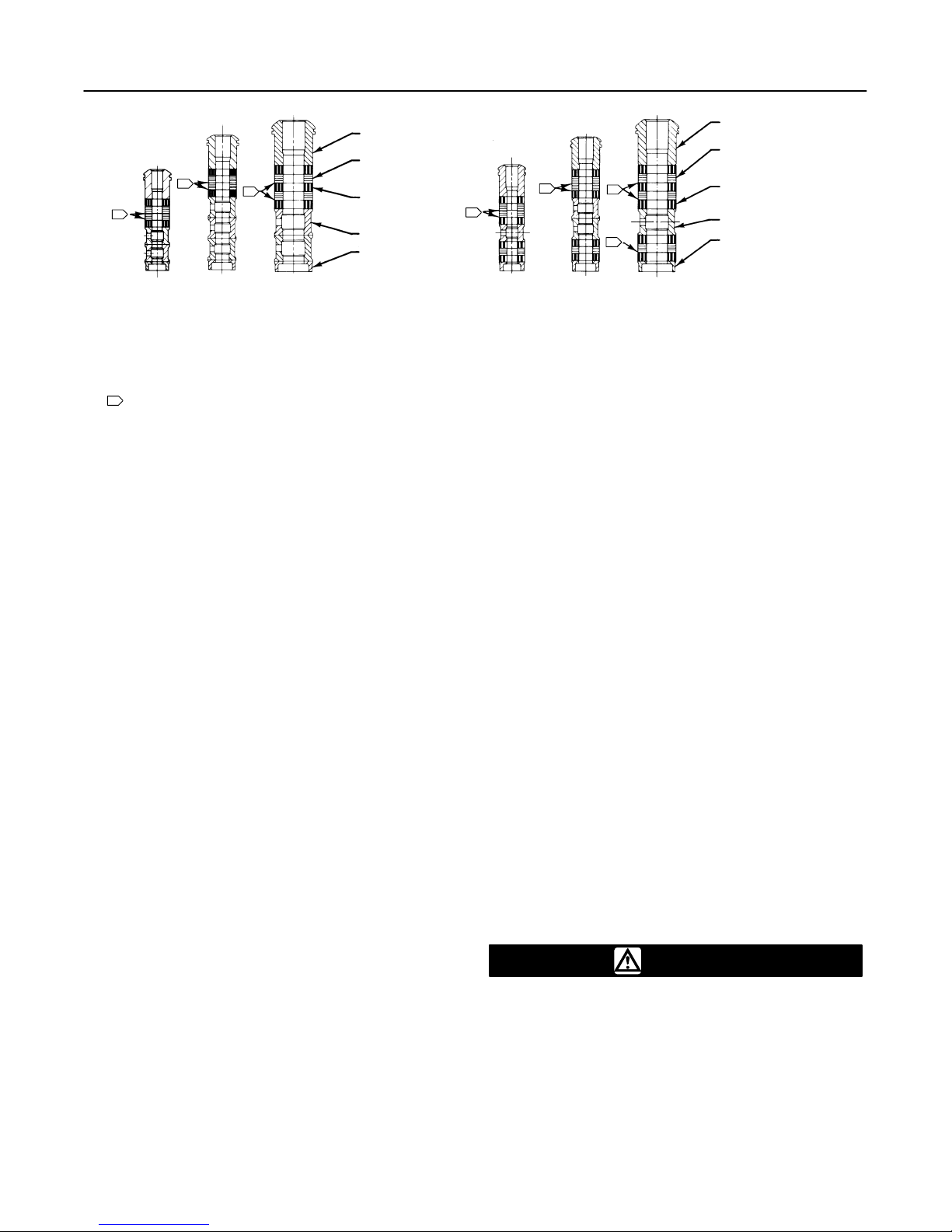
Key numbers refer to figure 3 for PTFE V-ring packing
and to figure 4 for PTFE/composition packing, unless
otherwise indicated.
For spring-loaded single PTFE V-ring packing, the
spring (key 8, figure 3) maintains a sealing force on
the packing. If leakage is noted around the packing
follower (key 13, figure 3), check to be sure the
shoulder on the packing follower is touching the
bonnet. If the shoulder is not touching the bonnet,
tighten the packing flange nuts (key 5, figure 18) until
the shoulder is against the bonnet. If leakage cannot
be stopped in this manner, proceed to the Replacing
Packing procedure.
3. Loosen the packing flange nuts (key 5, figure 18)
so that the packing is not tight on the valve stem.
Remove any travel indicator parts and stem locknuts
from the valve stem threads.
WARNING
To avoid personal injury or property
damage caused by uncontrolled
movement of the bonnet, loosen the
bonnet by following the instructions in
the next step. Do not remove a stuck
bonnet by pulling on it with equipment
that can stretch or store energy in any
other manner. The sudden release of
stored energy can cause uncontrolled
movement of the bonnet.
Note
The following step also provides
additional assurance that the valve body
fluid pressure has been relieved.
If there is undesirable packing leakage with other than
spring-loaded packing, first try to limit the leakage and
establish a stem seal by tightening the packing flange
nuts.
If the packing is relatively new and tight on the stem,
and if tightening the packing flange nuts does not stop
the leakage, the valve stem may be worn or nicked so
that a seal cannot be made. The surface finish of a
new valve stem is critical for making a good packing
seal. If the leakage comes from the outside diameter
of the packing, the leakage may be caused by nicks or
scratches around the packing box wall. If performing
any of the following procedures, inspect the valve stem
and packing box wall for nicks and scratches.
CAUTION
Avoid damaging the seating surface
caused by the valve plug and stem
assembly dropping from the bonnet (key
1, figure 18) after being lifted part way
out. When lifting the bonnet, temporarily
install a valve stem locknut on the valve
stem. This locknut will prevent the valve
plug and stem assembly from dropping
out of the bonnet.
If the cage starts to lift with the bonnet,
tap it with a plastic mallet, or other soft
material, to be sure it stays in the valve.
5
Page 6

Design ED & EAD Class 125-600
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER
(KEY 13)
WASHER
(KEY 10)
SPRING
(KEY 8)
PACKING BOX
RING (KEY 11)
FOR 316 OR 17-4PH SST
FEMALE
ADAPTOR
PACKING RING
MALE
ADAPTOR
LOWER WIPER
1
1
1
1
1
PACKING RING
1
1
FEMALE
ADAPTOR
MALE
ADAPTOR
LOWER
WIPER
1
FOR ALL OTHER METAL PACKING
METAL PACKING BOX PARTS
12A7837-A
12A8187-C 12A7814-C 12A7839-A
ASSEMBLY 1
(POSITIVE
PRESSURES)
ASSEMBLY 2
(VACUUM)
ASSEMBLY 3
(POSITIVE
PRESSURES
& VACUUM)
ASSEMBLY 1
(POSITIVE
PRESSURES)
SINGLE ARRANGEMENTS
ASSEMBLY 2
(VACUUM)
ASSEMBLY 3
(POSITIVE
PRESSURES
& VACUUM)
ASSEMBLY 1
(POSITIVE
PRESSURES)
ASSEMBLY 2
(VACUUM)
9.5 mm (3/8 INCH) STEM 12.7 mm (1/2 INCH) STEM 19.1, 25.4, OR 31.8 mm
(3/4, 1, OR 1Ć1/4 INCH) STEM
BOX PART MATERIALS
ASSEMBLY 3
(POSITIVE
PRESSURES
& VACUUM)
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER
(KEY 13)
SPACER (KEY 8)
PACKING BOX
RING (KEY 11)
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER (KEY 13)
MALE
ADAPTOR
PACKING RING (KEY 7)
FEMALE
ADAPTOR
LANTERN
RING
(KEY 8)
1
PACKING BOX
RING (KEY 11)
LOWER
WIPER
1
1
1
1
NOTES:
MALE ADAPTOR, PACKING RING, FEMALE ADAPTOR,
1
AND LOWER WIPER ARE PART OF PACKING SET (KEY 6).
2 REQ’D FOR DOUBLE ARRANGEMENTS, EXCEPT LOWER WIPER.
C0783 / IL
DOUBLE ARRANGEMENTS
Figure 3. PTFE V-Ring Packing Arrangements for Plain or Extension Bonnets
4. Hex nuts (key 16, figure 19, 20, or 21) or cap
screws (not shown) attach the bonnet (key 1, figure
18) to the valve body (key 1, figure 19, 20, or 21).
Loosen these nuts or cap screws approximately 3 mm
(1/8 inch). Then loosen the body-to-bonnet gasketed
joint by either rocking the bonnet or prying between
the bonnet and valve. Work the prying tool around the
bonnet until the bonnet loosens. If no fluid leaks from
the joint, remove the nuts or cap screws completely
and carefully lift the bonnet off the valve.
5. Remove the locknut and separate the valve plug
and stem from the bonnet. Set the parts on a
protective surface to prevent damage to gasket or
seating surfaces.
6
6. Remove the bonnet gasket (key 10, figure 19, 20,
or 21) and cover the opening in the valve to protect the
gasket surface and prevent foreign material from
getting into the valve body cavity.
7. Remove the packing flange nuts, packing flange,
upper wiper, and packing follower (keys 5, 3, 12, and
13, figure 18). Carefully push out all the remaining
packing parts from the valve side of the bonnet using a
rounded rod or other tool that will not scratch the
packing box wall. Clean the packing box and the metal
packing parts.
8. Inspect the valve stem threads and packing box
surfaces for any sharp edges which might cut the
packing. Scratches or burrs could cause packing box
Page 7
Design ED & EAD Class 125-600
Table 3. Body-to-Bonnet Bolt Torque Guidelines
Valve Size, Inches Bolt Torques
Design ED Design EAD
1-1/4 or less 1 129 95 64 47
1-1/2, 1-1/2 x 1, 2, or 2 x 1 2 or 2 x 1 96 71 45 33
2-1/2 or 2-1/2 x 1-1/2 3 or 3 x 1-1/2 129 95 64 47
3, 3 x 2, or 3 x 2-1/2 4 or 4 x 2 169 125 88 65
4, 4 x 2-1/2, or 4 x 3 6 or 6 x 2-1/2 271 200 156 115
6 - - - 549 405 366 270
8 - - - 746 550 529 390
1. Determined from laboratory tests.
2. SA193-B8M annealed.
SA193-B7 SA193-B8M
NSm LbfSft NSm LbfSft
UPPER WIPER
(KEY 12)
PACKING
FOLLOWER (KEY 13)
PACKING RING (KEY 7)
LANTERN RING
(KEY 8)
PACKING BOX
RING (KEY 11)
(1)
(2)
9.5 mm
(3/8ĆINCH)
STEM
12A8088-A
12A7815-A
12A8173-A
A5904 / IL
Figure 4. PTFE/Composition Packing Arrangements for Plain or Extension Bonnets
12.7 mm
(1/2ĆINCH)
STEM
TYPICAL (DOUBLE) ARRANGEMENT
leakage or damage to the new packing. If the surface
condition cannot be improved by light sanding, replace
the damaged parts by following the appropriate steps
in the Trim Maintenance procedure.
9. Remove the cover protecting the valve body cavity
and install a new bonnet gasket (key 10, figure 19
through 21), making sure the gasket seating surfaces
are clean and smooth. Place the valve plug and stem
into the valve body, making sure it is properly centered
on the seat ring. Then slide the bonnet over the stem
and onto the stud bolts (key 16, figure 19, 20, or 21) or
onto the valve body cavity if cap screws (not shown)
will be used instead.
Note
Proper performance of the bolting
procedures in step 10 compresses the
spiral wound gasket (key 12, figure 19 or
20) or load ring (key 26, figure 21)
enough to both load and seal the seat
ring gasket (key 13, figure 19, 20, or 21).
It also compresses the outer edge of the
bonnet gasket (key 10, figure 19 through
19.1, 25.4, & 31.8 mm
(3/4, 1 & 1Ć1/4 INCH)
STEM
21) enough to seal the body-to-bonnet
joint.
The bolting procedures in step 10
include—but are not limited
to—ensuring that bolting threads are
clean, and evenly tightening the cap
screws, or the nuts onto the studs, in a
crisscross pattern. Tightening one cap
screw or nut may loosen an adjacent cap
screw or nut. Repeat the crisscross
tightening pattern several times until
each cap screw or nut is tight and the
body-to-bonnet seal is made. When the
operating temperature has been
reached, perform the torquing procedure
once again.
10. Install bolting, using accepted bolting procedures
during tightening, so that the body-to-bonnet joint will
withstand test pressures and application service
conditions. Use the bolt torques in table 3 as
guidelines.
7
Page 8
Design ED & EAD Class 125-600
PACKING
FOLLOWER (KEY 13)
GRAPHITE
RIBBON
1
1
14A3411-C 13A9775-E 13A9776-D
9.5 mm
(3/8ĆINCH)
STEM
(1/2ĆINCH)
12.7 mm
STEM
1
19.1, 25.4, OR
31.8 mm
(3/4, 1, OR
1Ć1/4 INCH)
STEM
SINGLE ARRANGEMENTS DOUBLE ARRANGEMENTS
NOTES:
1
0.102 mm (0.004 INCH) THICK SACRIFICIAL ZINC WASHERS;
USE ONLY ONE BELOW EACH GRAPHITE RIBBON RING.
B2350 / IL
Figure 5. Graphite Ribbon/Filament Packing for Plain or Extension Bonnets
PACKING RING (KEY 7)
GRAPHITE
FILAMENT PACKING
RING (KEY 7)
LANTERN RING (KEY 8)
PACKING BOX
RING (KEY 11)
1
14A2153-D 14A1849-E 14A1780-D
9.5 mm
(3/8ĆINCH)
STEM
1
(1/2ĆINCH)
12.7 mm
STEM
1
1
19.1, 25.4, OR
(3/4, 1, OR
1Ć1/4 INCH)
31.8 mm
STEM
PACKING
FOLLOWER (KEY 13)
GRAPHITE
RIBBON
PACKING RING (KEY 7)
GRAPHITE
FILAMENT
PACKING RING (KEY 7)
LANTERN RING (KEY 8)
PACKING BOX
RING (KEY 11)
11. Install new packing and the metal packing box
parts according to the appropriate arrangement in
figure 3, 4, or 5. Place a smooth-edged pipe over the
valve stem and gently tap each soft packing part into
the packing box.
12. Slide the packing follower, upper wiper, and
packing flange (keys 13, 12, and 3, figure 18) into
position. Lubricate the packing flange studs (key 4,
figure 18) and the faces of the packing flange nuts
(key 5, figure 18). Install the packing flange nuts.
13. For spring-loaded PTFE V-ring packing, tighten
the packing flange nuts until the shoulder on the
packing follower (key 13, figure 18) contacts the
bonnet.
For graphite packing, tighten the packing flange
nuts to the maximum recommended torque shown in
table 4. Then, loosen the packing flange nuts, and
retighten them to the recommended minimum torque
shown in table 4.
For other packing types, tighten the packing flange
nuts alternately in small equal increments until one of
the nuts reaches the minimum recommended torque
shown in table 4. Then, tighten the remaining flange
nut until the packing flange is level and at a 90-degree
angle to the valve stem.
For ENVIRO-SEAL or HIGH-SEAL live-loaded
packing, refer to the note at the beginning of Packing
Maintenance.
14. Mount the actuator on the valve assembly and
reconnect the actuator and valve stem according to
the procedure in the appropriate actuator instruction
manual.
Trim Maintenance
For C-seal construction, see the appropriate C-seal
sections in this instruction manual.
Except where indicated, key numbers in this section
are referenced in figure 19 for standard 1-through
6-inch constructions, figure 20 for Whisper Trim III
cage detail, figure 21 for the 8-inch Design ED valve,
and figures 22 and 23 for WhisperFlo trim. Some valve
plug constructions require three piston rings (key 6).
Disassembly
1. Remove the actuator and the bonnet according to
steps 1 through 5 of the Replacing Packing procedure
in the Maintenance section.
WARNING
To avoid personal injury due to leaking
fluid, avoid damaging gasket sealing
surfaces. The graphite piston rings in a
Design ED or EAD valve are brittle and in
two pieces. Use care to avoid damage to
the piston rings caused by dropping or
rough handling.
8
Page 9

VALVE STEM DIAMETER
9.5
3/8
12.7
1/2
19.1
3/4
mm Inches
9.5 3/8
12.7 1/2
19.1 3/4
25.4 1
31.8 1-1/4
Design ED & EAD Class 125-600
Table 4. Recommended Torque for Packing Flange Nuts
GRAPHITE TYPE PACKING PTFE TYPE PACKING
CLASS
125, 150 3 27 5 40 1 13 2 19
250, 300 4 36 6 53 2 17 3 26
600 6 49 8 73 3 23 4 35
125, 150 5 44 8 66 2 21 4 31
250, 300 7 59 10 88 3 28 5 42
600 9 81 14 122 4 39 7 58
125, 150 11 99 17 149 5 47 8 70
250, 300 15 133 23 199 7 64 11 95
600 21 182 31 274 10 87 15 131
300 26 226 38 339 12 108 18 162
600 35 310 53 466 17 149 25 223
300 36 318 54 477 17 152 26 228
600 49 437 74 655 24 209 36 314
Minimum
Torque
NSm LbfSin NSm LbfSin NSm LbfSin NSm LbfSin
Maximum
Torque
Minimum
Torque
Maximum
Torque
The surface finish of the valve stem
(key 7) is critical for making a good
packing seal. The inside surface of the
cage or cage/baffle assembly (key 3), or
cage retainer (key 31), is critical for
smooth operation of the valve plug and
for making a seal with the piston rings
(key 6). The seating surfaces of the valve
plug (key 2) and seat ring (key 9) are
critical for proper shutoff. Unless
inspection reveals otherwise, assume all
these parts are in good condition and
protect them accordingly.
2. Remove the packing flange nuts, packing flange,
upper wiper, and packing follower (keys 5, 3, 12, and
13, figure 18). Carefully push out all the remaining
packing parts from the valve side of the bonnet using a
rounded rod or other tool that will not scratch the
packing box wall. Clean the packing box and the metal
packing parts.
3. Inspect the valve stem threads and packing box
surfaces for any sharp edges which might cut the
packing. Scratches or burrs could cause packing box
leakage or damage to the new packing. If the surface
condition cannot be improved by light sanding, replace
the damaged parts.
4. Remove the load ring (key 26) from an 8-inch
Design ED valve, or the cage adaptor (key 4) from any
restricted-trim valve through 4 inches, and wrap it for
protection.
5. On a 6-inch Design ED valve with a Whisper Trim
III cage or WhisperFlo trim, remove the bonnet spacer
(key 32) and bonnet gasket (key 10) on top of the
spacer. Then on any construction with a cage retainer
(key 31), remove the cage retainer and its associated
gaskets. A Whisper Trim III and WhisperFlo cage
retainer has two 3/8-inch-16 NPT tappings in which
screws or bolts can be installed for lifting.
6. Remove the cage or cage/baffle assembly (key 3)
and the associated gaskets (keys 10, 11, and 12), and
shim (key 51 for the Design ED valve, key 27 for the
Design EAD valve). If the cage is stuck in the valve,
use a rubber mallet to strike the exposed portion of the
cage at several points around its circumference.
7. Remove the seat ring or liner (key 9), seat ring
gasket (key 13), and the seat ring adaptor (key 5) and
adaptor gasket (key 14) where used in a restricted-trim
seat ring construction.
8. Inspect parts for wear or damage which would
prevent proper operation of the valve. Replace or
repair trim parts according to the following procedure
for Lapping Metal Seats or other valve plug
maintenance procedures as appropriate.
Lapping Metal Seats
CAUTION
To avoid damaging the ENVIRO-SEAL
bellows seal bonnet assembly, do not
attempt to lap the metal seating
surfaces. The design of the assembly
prevents rotation of the stem and any
forced lapping rotation will damage
internal components of the
ENVIRO-SEAL Bellows Seal bonnet.
With metal-seat constructions, seating surfaces of the
valve plug and seat ring or liner (keys 2 and 9, figure
19, 20, or 21) can be lapped for improved shutoff.
(Deep nicks should be machined out rather than
ground out.) Use a good quality lapping compound of
a mixture of 280 to 600-grit. Apply compound to the
bottom of the valve plug.
9
Page 10
Design ED & EAD Class 125-600
Assemble the valve to the extent that the cage and the
cage retainer and bonnet spacer (if used) are in place
and the bonnet is bolted to the valve. A simple handle
can be made from a piece of strap iron locked to the
valve plug stem with nuts. Rotate the handle
alternately in each direction to lap the seats. After
lapping, remove the bonnet and clean the seat
surfaces. Completely assemble as described in the
Assembly portion of the Trim Maintenance procedure
and test the valve for shutoff. Repeat the lapping
procedure if leakage is still excessive.
Valve Plug Maintenance
Except where indicated, key numbers in this section
are referenced in figure 19 for standard 1- through
6-inch constructions, figure 20 for Whisper Trim III
detail, figure 21 for the 8-inch Design ED valve, and
figures 22 and 23 for WhisperFlo trim. Some valve
plug constructions require three piston rings (key 6).
CAUTION
To avoid the piston ring (key 6) not
sealing properly, be careful not to
scratch the surfaces of the ring groove
in the valve plug or any of the surfaces
of the replacement ring.
1. With the valve plug (key 2) removed according to
the Disassembly portion of the Trim Maintenance
procedure, proceed as appropriate:
For the carbon-filled PTFE piston ring, The ring is
split in one place. If there is visible damage, spread
the ring slightly and remove it from the groove in the
valve plug.
To install a carbon-filled PTFE piston ring, Spread
the ring apart slightly at the split and install it over the
stem and into the groove in the valve plug. The open
side must face along the stem, depending on flow
directions, as shown in view A of figure 19.
For the graphite piston ring, The ring can be easily
removed since it is in two pieces. A new graphite
piston ring is furnished as a complete ring. Use a vise
with smooth or taped jaws to break this replacement
ring into halves. Place the new ring in the vise so that
the jaws will compress the ring into an oval. Slowly
compress the ring until it snaps on both sides. If one
side snaps first, do not try to tear or cut the other side.
Instead, keep compressing the ring until the other side
snaps. Be sure to match the broken ends when
installing the ring in the valve plug groove.
CAUTION
Never reuse an old stem or adaptor with
a new valve plug. Using an old stem or
adaptor with a new plug requires drilling
a new pin hole in the stem (or adaptor in
case an ENVIRO-SEAL bellows seal
bonnet is being used). This drilling
weakens the stem or adaptor and may
cause failure in service. However, a used
valve plug may be reused with a new
stem or adaptor.
Note
For plain bonnets and style 1 extension
bonnets, the valve plug (key 2), valve
stem (key 7), and pin (key 8) are
available completely assembled. Refer to
the Key 2, 7, and 8 Valve Plug and Stem
Assembly tables in the Parts List.
2. To replace the valve stem (key 7), drive out the pin
(key 8). Unscrew the valve plug from the stem or
adaptor.
3. To replace the adaptor (key 24, figure 18) on
ENVIRO-SEAL bellows seal bonnets, place the plug
stem assembly and valve plug in a soft-jaw chuck or
other type of vise so that the jaws grip a portion of the
valve plug that is not a seating surface. Drive out the
pin (key 36, figure 18). Reverse the plug stem
assembly and valve plug in the soft-jaw chuck or vise.
Grip the flat areas on the valve stem just below the
threads for the actuator/stem connection. Unscrew the
valve plug/adaptor assembly (key 24, figure 18) from
the valve stem assembly (key 20, figure 18).
4. Screw the new stem or adaptor into the valve plug.
Tighten to the torque value given in table 5. Refer to
table 5 to select the proper drill size. Drill through the
stem or adaptor, using the hole in the valve plug as a
guide. Remove any chips or burrs and drive in a new
pin to lock the assembly.
5. For ENVIRO-SEAL bellows seal bonnets, grip the
flats of the stem extending out of the top of the bellows
shroud with a soft-jaw chuck or other type of vise.
Screw the valve plug/adaptor assembly onto the valve
stem. Tighten as necessary to align the pin hole in the
stem with one of the holes in the adaptor. Secure the
adaptor to the stem with a new pin.
Assembly
Except where indicated, key numbers are referenced
in figure 19 for standard 1-through 6-inch
constructions, figure 20 for Whisper Trim III detail,
figure 21 for the 8-inch Design ED valve, and figures
22 and 23 for WhisperFlo trim.
10
Page 11
Design ED & EAD Class 125-600
Table 5. Valve Stem Connection Torque and
VALVE STEM
CONNECTION (VSC)
mm Inch
9.5
12.7
19.1
25.4
31.8
Pin Replacement
3/8
1/2
3/4
1
1-1/4
TORQUE,
MINIMUM TO MAXIMUM
NSm LbfSft
40 to 47
81 to 115
237 to 339
420 to 481
827 to 908
25 to 35
60 to 85
175 to 250
310 to 355
610 to 670
DRILL
SIZE, INCH
3/32
1/8
3/16
1/4
1/4
1. With a restricted-trim seat ring construction, install
the adaptor gasket (key 14) and seat ring adaptor
(key 5).
2. Install the seat ring gasket (key 13), seat ring or
liner (key 9).
3. Install the cage or cage/baffle assembly (key 3).
Any rotational orientation of the cage or assembly with
respect to the valve is acceptable. A Whisper Trim III
cage designated by level A3, B3, or C3 may be
installed with either end up. The level D3 cage/baffle
assembly, however, must be installed with the hole
pattern end next to the seat ring. If a cage retainer
(key 31) is to be used, place it on top of the cage.
8. Mount the bonnet on the valve and complete
assembly according to steps 10 through 14 of the
Replacing Packing procedure. Be sure to observe the
note prior to step 10.
Retrofit: Installing C-seal Trim
Note
Additional actuator thrust is required for
a valve with C-seal trim. When installing
C-seal trim in an existing valve, contact
your Fisher sales office for assistance in
determining new actuator thrust
requirements.
Assemble the new valve plug/retainer assembly (with
C-seal plug seal) using the following instructions:
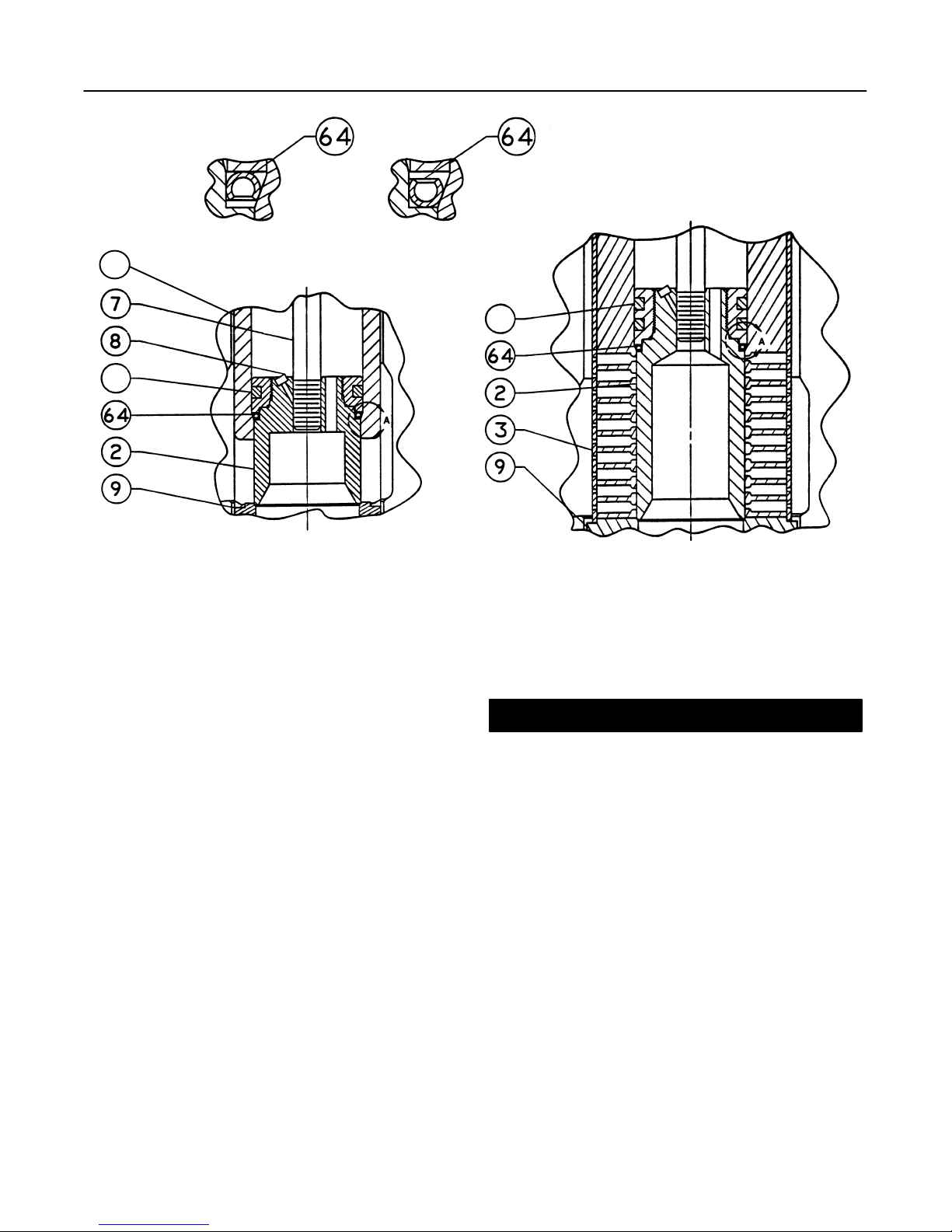
4. Slide the valve plug (key 2) and stem assembly, or
valve plug and ENVIRO-SEAL bellows seal assembly,
into the cage until the piston ring(s) is level with the top
of the cage (key 3) or cage retainer (key 31).
5. Installing piston rings (key 6):
a. For valve plugs with a single piston ring:
Make sure the piston ring is evenly engaged into
the entrance chamfer at the top of the cage or cage
retainer ring. Carefully press the piston ring into the
cage or cage retainer ring.
b. For valve plugs with multiple piston rings: As
each piston ring is slid into the cage, make sure the
ring is evenly engaged in the entrance chamfer at
the top of the cage or cage retainer. Also, make
sure to offset the fracture in the rings to minimize
leakage. Carefully press each piston ring into the
cage or cage retainer ring.
6. Place the gaskets (keys 12, 11 or 14 if used,
and 10) and the shim (key 27 or 51) if used on top of
the cage or cage retainer. If there is a cage adaptor
(key 4) or a bonnet spacer (key 32), set it on the cage
or cage retainer gaskets and place another flat sheet
gasket (key 10) on top of the adaptor or spacer. If
there is only a cage retainer, place another flat sheet
gasket on the retainer.
7. With an 8-inch Design ED valve, install the load
ring (key 26).
CAUTION
To avoid leakage when the valve is
returned to service, use appropriate
methods and materials to protect all
sealing surfaces of the new trim parts
while assembling the individual parts
and during installation in the valve body.
1. Apply a suitable high-temperature lubricant to the
inside diameter of the C-seal plug seal. Also, lubricate
the outside diameter of the valve plug where the
C-seal plug seal must be pressed into the proper
sealing position (figure 6).
2. Orient the C-seal plug seal for correct sealing
action based on the process fluid flow direction
through the valve.
D The open interior of the C-seal plug seal must
face up in a valve with flow-up construction (figure 6).
D The open interior of the C-seal plug seal must
face down in a valve with flow-down construction
(figure 6).
11
Page 12
Design ED & EAD Class 125-600
FLOW DOWN FLOW UP
VIEW A
3
6
6
37B1045-A / DOC
Figure 6. Design ED with C-seal Trim
Note
An installation tool must be used to
properly position the C-seal plug seal on
the valve plug. A tool is available as a
spare part from Fisher or a tool could be
manufactured following the dimensions
given in Figure 7.
3. Place the C-seal plug seal over the top of the valve
plug and press the C-seal plug seal onto the plug
using the C-seal installation tool. Carefully press the
C-seal plug seal onto the plug until the installation tool
contacts the horizontal reference surface of the valve
plug (figure 8).
4. Apply a suitable high-temperature lubricant to the
threads on the plug. Then, place the C-seal retainer
onto the plug and tighten the retainer using an
appropriate tool such as a strap wrench.
5. Using an appropriate tool such as a center punch,
stake the threads on top of the plug in one place
(figure 9) to secure the C-seal retainer.
6. Install the new plug/retainer assembly with C-seal
plug seal on the new stem following the appropriate
instructions in the Trim Replacement section of this
manual.
7. Install piston rings by following instructions in the
Trim Replacement section of this manual.
37B1397-A / DOC
CAVITROL III 2ĆSTAGE
8. Remove the existing valve actuator and bonnet
following the appropriate instructions in the Replacing
Packing section of this manual.
CAUTION
Do not remove the existing valve stem
from the valve plug unless you are
planning to replace the valve stem.
Never reuse an old valve stem with a
new plug or reinstall a valve stem after it
has been removed. Replacing a valve
stem requires drilling a new pin hole in
the stem. This drilling weakens the stem
and may cause failure in service.
However, a used valve plug may be
reused with a new valve stem.
9. Remove the existing valve stem and plug, cage,
and seat ring from the valve body following the
appropriate instructions in the Trim Removal section of
this manual.
10. Replace all gaskets according to appropriate
instructions in the Trim Replacement section of this
manual.
12
Page 13

Design ED & EAD Class 125-600
FITTING
FOR VALVE
PLUGS
FITTING
PORT SIZE
(Inches)
2-7/8 3.25 2.060 - 2.070 0.196 - 0.198 0.146 - 0.148 1.62 2.074 - 2.078 2.170 - 2.190 2.791 - 2.797 24B9816X012
3-7/16 4.00 2.310 - 2.320 0.196 - 0.198 0.146 - 0.148 2.00 2.402 - 2.406 2.498 - 2.518 3.353 - 3.359 24B5612X012
3-5/8 4.11 2.560 - 2.570 0.196 - 0.198 0.146 - 0.148 2.00 2.714 - 2.718 2.810 - 2.830 3.541 - 3.547 24B3630X012
4-3/8 4.96 3.285 - 3.295 0.196 - 0.198 0.146 - 0.148 2.00 3.439 - 3.443 3.535 - 3.555 4.291 - 4.297 24B3635X012
5-3/8 5.62 3.940 - 3.950 0.196 - 0.198 0.146 - 0.148 1.81 4.088 - 4.092 4.184 - 4.204 5.048 - 5.054 23B9193X012
7 7.25 5.566 - 5.576 0.196 - 0.198 0.146 - 0.148 2.37 5.714 - 5.718 5.810 - 5.830 6.674 - 6.680 23B9180X012
8 8.25 6.566 - 6.576 0.196 - 0.198 0.146 - 0.148 2.20 6.714 - 6.718 6.810 - 6.830 7.674 - 7.680 24B9856X012
45° X 0.06
C
D
A B C D E F G H
8° Ć 9°
DIMENSIONS, INCHES
(See Drawing Below)
∅A
∅B
PART
NUMBER
(To Order
A Tool)
E
A6777 / IL
Figure 7. C-seal Plug Seal Installation Tool
11. Install the new seat ring, cage, valve plug/retainer
assembly, and stem into the valve body and
completely reassemble the valve package following
the appropriate instructions in the Trim Replacement
section of this manual.
CAUTION
To avoid excessive leakage and seat
erosion, the valve plug must be initially
seated with sufficient force to overcome
the resistance of the C-seal plug seal
and contact the seat ring. You can
∅F
∅G
∅H
45° X 0.02
BREAK SHARP
CORNER
45° X 0.01 MAX
correctly seat the valve plug by applying
the full actuator load. This force will
adequately drive the valve plug to the
seat ring, thus giving the C-seal plug
seal a predetermined permanent set.
Once this is done, the plug/retainer
assembly, the cage, and the seat ring
become a matched set.
With full actuator force applied and the valve plug fully
seated, align the actuator travel indicator scale with
the lower end of valve travel. Refer to the appropriate
actuator instruction manual for information on this
procedure.
13
Page 14

Design ED & EAD Class 125-600
INSTALLATION
TOOL
PISTON
RING
RETAINER
CĆSEAL
METAL
PLUG
SEAL
HORIZONTAL
REFERENCE
SURFACE
VALVE
PLUG
CĆSEAL
METAL
PLUG
SEAL
DEFORM THREAD TO
STAKE CĆSEAL RETAINER
VALVE
PLUG
NOTE:
PRESS INSTALLATION TOOL OVER VALVE PLUG
UNTIL THE TOOL CONTACTS THE HORIZONTAL REFERENCE SURFACE OF THE VALVE PLUG.
A6778 / IL
Figure 8. Installing the C-seal Plug Seal Using the
FLOW DOWN
Installation Tool
Replacement of Installed C-seal Trim
Trim Removal (C-seal Constructions)
1. Remove the valve actuator and bonnet following
the appropriate instructions in the Replacing Packing
section of this manual.
CAUTION
To avoid leakage when the valve is
returned to service, use appropriate
methods and materials to protect all
sealing surfaces of the trim parts during
maintenance.
Use caution when removing piston
ring(s) and C-seal plug seal to avoid
scratching any sealing surface.
CAUTION
Do not remove the valve stem from the
plug/retainer assembly unless you are
planning to replace the valve stem.
Never reuse an old valve stem with a
new plug or reinstall a valve stem after it
has been removed. Replacing a valve
A6779 / IL
Figure 9. Stake the Threads of the C-seal Retainer
FLOW DOWN
stem requires drilling a new pin hole in
the stem. This drilling weakens the stem
and may cause failure in service.
However, a used valve plug may be
reused with a new valve stem.
2. Remove the plug/retainer assembly (with C-seal
plug seal), cage, and seat ring from the valve body
following the appropriate instructions in the Trim
Removal section of this manual.
3. Locate the staked thread on top of the valve plug
(figure 9). The staked thread secures the retainer. Use
a drill with a 1/8-inch bit to drill out the staked area of
the thread. Drill approximately 1/8-inch into the metal
to remove the staking.
4. Locate the break between sections of the piston
ring(s). Using an appropriate tool such as a flat-blade
screwdriver, carefully pry out the piston ring(s) from
the groove(s) in the C-seal retainer.
5. After removing the piston ring(s), locate the
0.25-inch diameter hole in the groove. In a retainer
with two piston ring grooves, the hole will be found in
the upper groove.
6. Select an appropriate tool such as a punch and
place the tip of the tool into the hole with the body of
the tool held tangent to the outside diameter of the
retainer. Strike the tool with a hammer to rotate the
retainer and free it from the valve plug. Remove the
retainer from the plug.
14
Page 15

Design ED & EAD Class 125-600
RETAINER
C-seal METAL
PLUG SEAL
1
VALVE PLUG
CAGE
UPPER SEATING SURFACE
CAGE
PLUG
SEAT
RING
LOWER SEATING SURFACE
NOTE:
1
UPPER SEATING SURFACE IS THE AREA OF
CONTACT BETWEEN THE C-seal METAL PLUG
SEAL AND THE CAGE.
A6780 / IL
Figure 10. Lower (Valve Plug to Seat Ring) and Upper
(C-seal Plug Seal to Cage) Seating Surfaces
NOTE:
MUST EQUAL
A6781 / IL
CĆseal
RETAINER
0.020 INCH
MACHINING OF THE UPPER
SEATING SURFACE MUST
EQUAL THE TOTAL MACHINING OF
THE LOWER SEATING SURFACE
(PLUG PLUS SEAT RING). IF NOT, THE
RETAINER MAY STRIKE THE UPPER
SEATING SURFACE BEFORE THE
VALVE PLUG PROPERLY SEATS ON
THE LOWER SEATING SURFACE.
CAGE
SEAT
RING
(4)
0.010 INCH
2
1
PLUG
0.010 INCH
(4)
LOWER SEATING SURFACE
REMOVAL OF 0.010 INCH FROM THE VALVE PLUG
1
REMOVAL OF 0.010 INCH FROM THE SEAT RING
PLUS
2
3
REMOVAL OF 0.020 INCH FROM THE UPPER
SEATING SURFACE IN THE CAGE
4. THESE VALUES ARE FOR EXAMPLE ONLY. REMOVE ONLY THE
MINIMUM AMOUNT OF MATERIAL REQUIRED TO REFURBISH THE
SEATS.
UPPER SEATING
SURFACE
(4)
3
7. Use an appropriate tool such as a flat-blade
screwdriver to pry the C-seal plug seal off the plug.
Use caution to avoid scratches or other damage to the
sealing surfaces where the C-seal plug seal makes
contact with the valve plug (figure 10).
8. Inspect the lower seating surface where the valve
plug contacts the seat ring for wear or damage which
would prevent proper operation of the valve. Also,
inspect the upper seating surface inside the cage
where the C-seal plug seal contacts the cage, and
inspect the sealing surface where the C-seal plug seal
makes contact with the plug (figure 10).
9. Replace or repair trim parts according to the
following procedure for Lapping Metal Seats,
Remachining Metal Seats, or other valve plug
maintenance procedures as appropriate.
Lapping Metal Seats (C-seal
Constructions)
Before installing a new C-seal plug seal, lap the lower
seating surface (valve plug to seat ring, figure 10)
following appropriate procedures in the Lapping Metal
Seats section of this manual.
Figure 11. Example of Machining the Lower
(Valve Plug to Seat Ring) and Upper (C-seal Plug Seal to
Cage) Seating Surfaces
Remachining Metal Seats (C-seal
Constructions)
See figure 11. A valve plug with a C-seal metal plug
seal features two seating surfaces. One seating
surface is found where the valve plug contacts the
seat ring. The second seating surface is found where
the C-seal plug seal contacts the upper seating
surface in the cage. If you machine the seats on the
seat ring and/or plug, you must machine an equal
dimension from the seating area in the cage.
CAUTION
If metal is removed from the seat ring
and plug and a corresponding amount is
not removed from the cage seating area,
the C-seal plug seal will be crushed as
15
Page 16

Design ED & EAD Class 125-600
the valve closes and the C-seal retainer
will strike the seating area of the cage,
preventing the valve from closing.
Trim Replacement (C-seal Constructions)
1. Apply a suitable high-temperature lubricant to the
inside diameter of the C-seal plug seal. Also, lubricate
the outside diameter of the valve plug where the
C-seal plug seal must be pressed into the proper
sealing position (figure 6).
2. Orient the C-seal plug seal for correct sealing
action based on the process fluid flow direction
through the valve.
D The open interior of the C-seal plug seal must
face up in a valve with flow-up construction (figure 6).
D The open interior of the C-seal plug seal must
face down in a valve with flow-down construction
(figure 6).
CAUTION
To avoid excessive leakage and seat
erosion, the valve plug must be initially
seated with sufficient force to overcome
the resistance of the C-seal plug seal
and contact the seat ring. You can
correctly seat the valve plug by applying
the full actuator load. This force will
adequately drive the valve plug to the
seat ring, thus giving the C-seal plug
seal a predetermined permanent set.
Once this is done, the plug/retainer
assembly, the cage, and the seat ring
become a matched set.
With full actuator force applied and the valve plug fully
seated, align the actuator travel indicator scale with
the lower end of valve travel. Refer to the appropriate
actuator instruction manual for information on this
procedure.
ENVIRO-SEAL Bellows Seal Bonnet
Note
An installation tool must be used to
properly position the C-seal plug seal on
the valve plug. A tool is available as a
spare part from Fisher or a tool could be
manufactured following the dimensions
given in Figure 7.
3. Place the C-seal plug seal over the top of the valve
plug and press it onto the plug using the installation
tool. Carefully press the C-seal plug seal onto the plug
until the installation tool contacts the horizontal
reference surface of the valve plug (figure 8).
4. Apply a suitable high-temperature lubricant to the
threads on the plug. Then, place the C-seal retainer
onto the plug and tighten the retainer using an
appropriate tool such as a strap wrench.
5. Using an appropriate tool such as a center punch,
stake the threads on top of the plug in one place
(figure 9) to secure the C-seal retainer.
6. Replace the piston ring(s) following instructions in
the Trim Replacement section of this manual.
7. Return the seat ring, cage, plug/retainer assembly,
and stem to the valve body and completely
reassemble the valve package following the
appropriate instructions in the Trim Replacement
section of this manual.
Replacing a Plain or Extension Bonnet
with an ENVIRO-SEAL Bellows Seal
Bonnet (Stem/Bellows Assembly)
1. Remove the actuator and bonnet according to
steps 1 through 5 of the Replacing Packing procedure
in the Maintenance section.
2. Lift out the cage.
3. Remove and discard the existing bonnet gasket.
Cover the valve body opening to protect sealing
surfaces and to prevent foreign material from entering
the valve body cavity.
Note
The ENVIRO-SEAL stem/bellows
assembly for Design E valves is
available only with a threaded and drilled
plug/adaptor/stem connection. The
existing valve plug can be reused with
the new stem/bellows assembly or a new
plug can be installed.
4. Inspect the existing valve plug. If the plug is in good
condition, it can be reused with the new
ENVIRO-SEAL stem/bellows assembly. To remove the
existing valve plug from the stem, first, place the
existing plug stem assembly in a soft-jaw chuck or
other type of vise so that the jaws grip a portion of the
valve plug that is not a seating surface. Drive out or
drill out the pin (key 8).
16
Page 17

Design ED & EAD Class 125-600
SIZE
DIAMETER
5. Then, reverse the plug stem assembly in the
soft-jaw chuck or vise. Grip the valve stem in an
appropriate place and unscrew the existing plug from
the valve stem.
CAUTION
When installing a valve plug on the
ENVIRO-SEAL stem/bellows assembly,
the valve stem must not be rotated.
Damage to the bellows may result.
Do not grip the bellows shroud or other
parts of the stem/bellows assembly. Grip
only the flat areas on the stem where it
extends out of the top of the bellows
shroud.
Note
The ENVIRO-SEAL stem/bellows
assembly has a one-piece stem.
6. To attach the valve plug to the stem of the new
ENVIRO-SEAL stem/bellows assembly, it is necessary
to first attach the plug to the adaptor (key 24). Locate
the adaptor. Notice that a hole has not been drilled in
the threads where the plug screws onto the adaptor.
Secure the valve plug in a soft-jaw chuck or other type
of vise. Do not grip the plug on any seating surface.
Position the plug in the chuck or vise for easy
threading of the adaptor. Thread the adaptor into the
valve plug and tighten to the appropriate torque value.
7. Select the proper size of drill bit and drill through
the adaptor using the hole in the valve plug as a guide.
Remove any metal chips or burrs and drive in a new
pin (key 8, figures 19, 20, and 21) to lock the
plug/adaptor assembly together.
8. Attach the plug/adaptor assembly to the
ENVIRO-SEAL stem/bellows assembly by first
securing the stem/bellows assembly in a soft-jaw
chuck or other type of vise so that the jaws of the
chuck or vise grip the flats of the stem extending out of
the top of the bellows shroud. Screw the valve
plug/adaptor assembly onto the valve stem. Tighten
the plug/adaptor assembly until it is snug. Then turn
the plug/adaptor assembly to the next pin hole in the
valve stem. Drive in new pin (key 36, figure 18) to lock
the assembly.
9. Inspect the seat ring (key 9). Replace, if necessary.
Table 6. Recommended Torque for ENVIRO-SEAL
Bellows Seal Bonnet Packing Flange Nuts
,
VALVE
STEM
DIAMETER
THROUGH
PACKING
VALVE
SIZE,
INCHES
1/2 - 2 1/2 2 22 4 33
3 - 8 1 5 44 8 67
MINIMUM TORQUE
NSm LbfSin NSm LbfSin
MAXIMUM
TORQUE
11. Place a new gasket (key 22) over the
stem/bellows assembly. Place the new ENVIRO-SEAL
bonnet over the stem/bellows assembly.
12. Properly lubricate the bonnet stud bolts. Install
and tighten the bonnet hex nuts to the proper torque.
13. Install the new packing and the metal packing box
parts according to the appropriate arrangement in
figure 12 or 13.
14. Install the packing flange. Properly lubricate the
packing flange stud bolts and the faces of the packing
flange nuts.
For graphite packing, tighten the packing flange
nuts to the maximum recommended torque shown in
table 6. Then, loosen the packing flange nuts, and
retighten them to the recommended minimum torque
shown in table 6.
For other packing types, tighten the packing flange
nuts alternately in small equal increments until one of
the nuts reaches the minimum recommended torque
shown in table 6. Then, tighten the remaining flange
nut until the packing flange is level and at a 90-degree
angle to the valve stem.
15. Install the travel indicator parts and stem
locknuts; mount the actuator on the valve body
according to the procedure in the appropriate
actuator instruction manual.
Replacement of an Installed
ENVIRO-SEAL Bellows Seal Bonnet
(Stem/Bellows Assembly)
1. Remove the actuator and bonnet according to
steps 1 through 5 of the Replacing Packing procedure
of the Maintenance section.
10. Place a new gasket (key 10) into the valve body in
place of the bonnet gasket. Install the new
stem/bellows assembly with valve plug/adaptor by
placing it into the valve body on top of the new bellows
gasket.
2. Lift out the cage. Remove and discard the existing
bonnet gasket and bellows gasket. Cover the valve
body opening to protect sealing surfaces and to
prevent foreign material from entering the valve
body cavity.
17
Page 18

Design ED & EAD Class 125-600
THRUST
RING (KEY 39)
12B4182-A
9.5 mm
(3/8ĆINCH) STEM
FOR S31603 (316 SST) PACKING
A5885 / IL
SPRING
(KEY 8)
THRUST
RING
(KEY 39)
BOX PARTS
12B4185-A SHT 1
12.7 mm
(1/2ĆINCH)
STEM
12B4182-A SHT 2 12B4185-A SHT 2
9.5 mm
(3/8ĆINCH)
STEM
FOR ALL PACKING BOX MATERIALS
SINGLE ARRANGEMENTS
SPACER
(KEY 8)
EXCEPT S31603
12.7 mm
(1/2ĆINCH)
STEM
UPPER WIPER
(KEY 12)
BUSHING
(KEY 13)
FEMALE ADAPTOR
PACKING RING
MALE ADAPTOR
SPACER (KEY 8)
SPACER (KEY 8)
PACKING SET
(KEY 6)
BUSHING
(KEY 13)
THRUST
RING
12B4183-A
9.5 mm
(3/8ĆINCH)
STEM
(KEY 39)
18A0906-C
12.7 mm
(1/2ĆINCH)
STEM, 2ĆINCH
VALVES
A5886 / IL
DOUBLE ARRANGEMENTS
Figure 12. PTFE Packing Arrangement for Use in ENVIRO-SEAL Bellows Seal Bonnets
Note
The ENVIRO-SEAL stem/bellows
assembly for Design E valves is
available only with a threaded and
pinned plug/adaptor/stem connection.
The existing valve plug can be reused
with the new stem/bellows assembly or a
new plug can be installed. If the existing
valve plug is reused, and the adaptor is
in good condition, it may be reused also.
However, never reuse an old adaptor
UPPER WIPER
BUSHING
(KEY 13)
SPACER
(KEY 8)
18A5338-A
12.7 mm
(KEY 12)
BUSHING
(KEY 13)
FEMALE ADAPTOR
PACKING RING
MALE ADAPTOR
SPACER (KEY 8)
PACKING SET
(KEY 6)
(1/2ĆINCH)
STEM, 3Ć AND 4ĆINCH
VALVES
with a new valve plug. Using an old
adaptor with a new valve plug requires
drilling a new pin hole in the adaptor.
This drilling weakens the adaptor and
may cause failure in service. However, a
used valve plug may be reused with a
new adaptor.
3. Inspect the existing valve plug and adaptor. If they
are in good condition, they can be reused with the new
stem/bellows assembly and they do not need to be
separated.
18
Page 19

Design ED & EAD Class 125-600
BUSHING
(KEY 13)
1
1
1
12B4181-A 18A0909-D 12B6102-
1
NOTES:
0.102 mm (0.004 INCH) THICK SACRIFICIAL ZINC WASHERS;
1
USE ONLY ONE BELOW EACH GRAPHITE RIBBON RING.
A5887 / IL
9.5 mm
(3/8ĆINCH)
STEM
Figure 13. Double Graphite Ribbon/Filament Arrangements for
Use in ENVIRO-SEAL Bellows Seal Bonnets
CAUTION
When removing/installing a valve plug
on the ENVIRO-SEAL stem/bellows
assembly, the valve stem must not be
rotated. Damage to the bellows may
result.
Do not grip the bellows shroud or other
parts of the stem/bellows assembly.
Grip only the flat areas on the stem
where it extends out of the top of the
bellows shroud.
12.7 mm
(1/2ĆINCH)
STEM, 2ĆINCH
VALVES
1
GRAPHITE FILAMENT
PACKING RING (KEY 7)
GRAPHITE RIBBON
PACKING RING (KEY 7)
SPACER
(KEY 8)
1
A
12.7 mm
(1/2ĆINCH)
STEM, 3Ć AND 4ĆINCH
VALVES
assembly from the stem/bellows assembly. Unscrew
the valve plug from the adaptor.
6. To attach either the existing or a new valve plug to
the stem of the new ENVIRO-SEAL stem/bellows
assembly, first attach the plug to the adaptor (if the
valve plug was removed from the adaptor) as follows:
D Locate the adaptor. Notice that a hole has not
been drilled in the new adaptor threads where the plug
screws onto the adaptor.
D Secure the valve plug in a soft-jaw chuck or other
type of vise. Do not grip the plug on any seating
surface. Position the plug in the chuck or vise for easy
threading of the adaptor.
Note
The ENVIRO-SEAL stem/bellows
assembly has a one-piece stem.
4. If the valve plug and adaptor are not in good
condition and must be replaced, the valve plug/adaptor
assembly must first be removed from the stem/bellows
assembly and then the valve plug removed from the
adaptor. First, place the stem/bellows assembly and
valve plug in a soft-jaw chuck or other type of vise so
that the jaws grip a portion of the valve plug that is not
a seating surface. Drive out or drill out the pin (key 8,
figure 19, 20, or 21). Drive out the pin (key 36, figure
18).
5. Then, reverse the stem/bellows and plug/adaptor
assembly in the soft-jaw chuck or vise. Grip the flat
areas on the valve stem just below the threads for the
actuator/stem connection. Unscrew the plug/adaptor
D Thread the adaptor into the valve plug and
tighten to the appropriate torque value.
7. Complete the installation by following steps 7
through 15 of the ENVIRO-SEAL Bellows Seal Bonnet
installation instructions given above.
Purging the ENVIRO-SEAL Bellows Seal
Bonnet
The ENVIRO-SEAL bellows seal bonnet has been
designed so that it can be purged or leak tested. Refer
to figure 18 for an illustration of an ENVIRO-SEAL
bellows seal bonnet. Perform the following steps for
purging or leak testing.
1. Remove the two diametrically opposed pipe plugs
(key 16).
2. Connect a purging fluid to one of the pipe plug
connections.
19
Page 20

Design ED & EAD Class 125-600
3. Install appropriate piping or tubing in the other pipe
plug connection to pipe away the purging fluid or to
make a connection to an analyzer for leak testing.
4. When purging or leak testing has been completed,
remove the piping or tubing and reinstall the pipe plugs
(key 16).
Parts Kits
Note
Kits do not apply to Hastelloy, alloy 20,
or Monel trims.
Gasket Kits
Gasket Kits (includes keys 10, 12, 13, and 51; plus 11, 14, and 20 on some restricted capacity valves)
DESCRIPTION PART NUMBER
Full Capacity Valves
1 & 1-1/4 inch (1-inch EAD)
1-1/2 inch (2-inch EAD)
2-inch
2-1/2 inch (3-inch EAD)
3-inch (4-inch EAD)
4-inch (6-inch EAD)
6-inch
8-inch
Restricted Capacity Valves
1-1/2 x 1-inch (2 x 1-inch EAD)
2 x 1-inch
2-1/2 x 1-1/2 inch (3 x 1-1/2 inch EAD)
3 x 2-inch (4 x 2-inch EAD)
4 x 2-1/2 inch (6 x 2-1/2 inch EAD)
Parts Ordering
Each valve body-bonnet assembly is assigned a serial
number which can be found on the valve. This same
number also appears on the actuator nameplate when
the valve is shipped from the factory as part of a
control valve assembly. Refer to the serial number
when contacting your Fisher representative for
technical assistance. When ordering replacement
parts, refer to the serial number and to the
eleven-character part number for each part required
from the following Parts Kit or Parts List information.
–198_ to 593_C
(–325_ to 1100_F)
RGASKETX162
RGASKETX172
RGASKETX182
RGASKETX192
RGASKETX202
RGASKETX212
RGASKETX222
RGASKETX232
RGASKETX242
RGASKETX252
RGASKETX262
RGASKETX272
RGASKETX282
Packing Kits
Standard Packing Repair Kits (Non Live-Loaded)
Stem Diameter, mm (Inches)
Yoke Boss Diameter, mm (Inches)
PTFE (Contains keys 6, 8, 10, 11, and 12) RPACKX00012 RPACKX00022 RPACKX00032
Double PTFE (Contains keys 6, 8, 11, and 12) RPACKX00042 RPACKX00052 RPACKX00062
PTFE/Composition (Contains keys 7, 8, 11, and 12) RPACKX00072 RPACKX00082 RPACKX00092
Single Graphite Ribbon/Filament [Contains keys 7 (ribbon ring), 7 (filament ring), 8, and 11] RPACKX00102 RPACKX00112 RPACKX00122
Double Graphite Ribbon/Filament [Contains keys 7 (ribbon ring), 7 (filament ring), 8, and 11] RPACKX00162 RPACKX00172 RPACKX00182
20
9.5 (3/8)
54 (2-1/8)
12.7 (1/2)
71 (2-13/16)
19.1 (3/4)
90 (3-9/16)
Page 21

STUD
(KEY 200)
HEX NUT
(KEY 212)
PACKING
FLANGE
(KEY 201)
SPRING
(KEY 202)
PACKING RING
(KEY 209)
GRAPHITE RIBBON
PACKING RING
(KEY 210)
PACKING
BOX RING
(KEY 211)
A6138 / IL
Figure 14. Typical HIGH-SEAL Packing System
Design ED & EAD Class 125-600
HEX NUT
(KEY 212)
STUD
(KEY 200)
SPRING PACK
ASSEMBLY
(KEY 217)
PACKING RING
(KEY 209)
PACKING RING
(KEY 210)
PACKING RING
(KEY 209)
PACKING BOX
RING
(KEY 211)
SCREW
(KEY 204)
LOAD
SCALE
(KEY 205)
INDICATOR
DISK
(KEY 206)
PACKING
FOLLOWER
(KEY 203)
GUIDE
BUSHING
(KEY 207)
GUIDE
BUSHING
(KEY 208)
PACKING
FLANGE
(KEY 201)
GUIDE
BUSHING
(KEY 207)
PACKING
WASHERS
(KEY 214)
GUIDE
BUSHING
(KEY 207)
GUIDE
BUSHING
(KEY 208)
A6298 / IL
Figure 16. Typical ENVIRO-SEAL Packing System
with Graphite Packing
A6297-1 / IL
Figure 15. Typical ENVIRO-SEAL Packing System
with PTFE Packing
200
212
201
215
216
207
209
211
A6722 / IL
Figure 17. Typical ENVIRO-SEAL Packing System
with Duplex Packing
213
217
207
207
214
207
21
Page 22

Design ED & EAD Class 125-600
ENVIRO-SEAL Packing Retrofit Kits
include keys 200, 201, 207, 209, 211, 212, 214, 215,
216, 217, tag, and cable tie.
Retrofit kits include parts to convert valves with
existing standard bonnets to the ENVIRO-SEAL
packing box construction. Refer to figure 15 for key
numbers for PTFE packing, figure 16 for key numbers
for graphite packing, and figure 17 for key numbers for
Stems and packing box constructions that do not meet
Fisher stem finish specifications, dimensional
tolerances, and design specifications, may adversely
alter the performance of this packing kit.
duplex packing. PTFE kits include keys 200, 201, 211,
212, 214, 215, 217, 218, tag, and cable tie. Graphite
kits include keys 200, 201, 207,208, 209, 210, 211,
212, 214, 216, 217, tag, and cable tie. Duplex kits
ENVIRO-SEAL Packing Retrofit Kits
PACKING
MATERIAL
Double PTFE RPACKXRT012 RPACKXRT022 RPACKXRT032 RPACKXRT042 RPACKXRT052
Single Graphite RPACKXRT062 RPACKXRT072 RPACKXRT082 RPACKXRT092 RPACKXRT102
Duplex RPACKXRT212 RPACKXRT222 RPACKXRT232 RPACKXRT242 RPACKXRT252
9.5 (3/8)
54 (2-1/8)
STEM DIAMETER AND YOKE BOSS DIAMETER, mm (INCH)
12.7 (1/2)
71 (2-13/16)
ENVIRO-SEAL Packing Repair Kits
For part numbers of individual components, refer to
instruction manual ENVIRO-SEAL Packing System for
Sliding-Stem Valves, Form 5306.
19.1 (3/4)
90 (3-9/16)
25.4 (1)
127 (5)
31.8 (1-1/4)
127 (5, 5H)
include keys 207, 208, 209, 210, and 214. Duplex
repair kits include keys 207, 209, 214, and 215.
Repair kits include parts to replace the ‘‘soft’’ packing
materials in valves that already have ENVIRO-SEAL
packing arrangements installed or in valves that have
been upgraded with ENVIRO-SEAL retrofit kits. Refer
Stems and packing box constructions that do not meet
Fisher stem finish specifications, dimensional
tolerances, and design specifications, may adversely
alter the performance of this packing kit.
to figure 15 for key numbers for PTFE packing, figure
16 for key numbers for graphite packing, and figure 17
for key numbers for duplex packing. PTFE repair kits
include keys 214, 215, and 218. Graphite repair kits
For part numbers of individual components, refer to
instruction manual ENVIRO-SEAL Packing System for
Sliding-Stem Valves, Form 5306.
ENVIRO-SEAL Packing Repair Kits
PACKING
MATERIAL
Double PTFE (contains keys 214, 215, & 218) RPACKX00192 RPACKX00202 RPACKX00212 RPACKX00222 RPACKX00232
Single Graphite (contains keys 207, 208, 209, 210, and 214) RPACKX00242 RPACKX00252 RPACKX00262 RPACKX00272 RPACKX00282
Duplex (contains keys 207, 209, 214, and 215) RPACKX00292 RPACKX00302 RPACKX00312 RPACKX00322 RPACKX00332
Parts List
Note
Most part numbers appear in tables
following the individual key-numbered
listings.
Bonnet (figure 18)
Key Description Part Number
1 Bonnet
If you need a bonnet and/or an ENVIRO-SEAL
bellows seal bonnet as a replacement
part, order by valve size and stem
diameter, serial number, and desired
material.
2 Extension Bonnet Baffle
3 Packing Flange
3 ENVIRO-SEAL bellows seal packing flange
STEM DIAMETER AND YOKE BOSS DIAMETER, mm (INCH)
9.5 (3/8)
54 (2-1/8)
12.7 (1/2)
71 (2-13/16)
Key Description Part Number
4 Packing Flange Stud
4 ENVIRO-SEAL bellows seal stud bolt
5 Packing Flange Nut
5 ENVIRO-SEAL bellows seal packing flange nut
6* Packing set, PTFE See following table
6* ENVIRO-SEAL bellows seal packing set
PTFE (1 req’d for single, 2 req’d for
double)
9.5 mm (3/8-inch) stem 12A9016X012
Size 2 w/ 12.7 mm (1/2-inch) stem 12A9016X012
Sizes 3 & 4 w/ 12.7 mm (1/2-inch) stem
(For double PTFE only)(2 req’d) 12A8832X012
7* Packing Ring, PTFE See following table
7* ENVIRO-SEAL bellows seal packing ring
Double packing graphite filament
(4 req’d)
9.5 mm (3/8-inch) stem 1P3905X0172
Size 2 w/ 12.7 mm (1/2-inch) stem 1P3905X0172
Sizes 3 & 4 w/ 12.7 mm (1/2-inch) stem 14A0915X042
19.1 (3/4)
90 (3-9/16)
25.4 (1)
127 (5)
31.8 (1-1/4)
127 (5, 5H)
22
*Recommended spare parts
Page 23

AU3910–A/ DOC
Design ED & EAD Class 125-600
30A9425–A/ DOC
DETAIL OF 127 mm (5ĆINCH) YOKE
BOSS ACTUATOR BOLTING
PLAIN BONNET
APPLY LUB
42B3947–A/ DOC
ENVIRO-SEAL
NOTE:
1
PIPE PLUG (KEY 14) INCLUDED ONLY IF BONNET
IS DRILLED AND TAPPED FOR PACKING LUBRICATOR AND
LUBRICATOR IS NOT INSTALLED.
BELLOWS SEAL BONNET
Figure 18. Typical Bonnets
CU3911–C/ DOC
STYLE 1 OR 2
EXTENSION BONNET
23
Page 24

Design ED & EAD Class 125-600
Key Description Part Number
7* ENVIRO-SEAL bellows seal packing ring
Double packing graphite ribbon
(4 req’d)
9.5 mm (3/8-inch) stem 18A0908X012
Size 2 w/ 12.7 mm (1/2-inch) stem 18A0908X012
Sizes 3 & 4 w/ 12.7 mm (1/2-inch) stem 18A0918X012
8 Spring
8 Lantern Ring
8 ENVIRO-SEAL bellows seal spring
8 ENVIRO-SEAL bellows seal spacer
10 Special Washer
11* Packing Box Ring
9.5 mm (3/8-inch) stem,
316 stainless steel 1J873135072
12.7 mm (1/2-inch) stem,
316 stainless steel 1J873235072
19.1 mm (3/4-inch) stem,
316 stainless steel 1J873335072
25.4 mm (1-inch) stem,
17-4PH stainless steel 1J873435072
31.8 mm (1-1/4inch) stem,
17-4PH stainless steel 1J873535072
12* Upper Wiper, felt
9.5 mm (3/8-inch) stem 1J872606332
12.7 mm (1/2-inch) stem 1J872706332
19.1 mm (3/4-inch) stem 1J872806332
25.4 mm (1-inch) stem 1J872906332
31.8 mm (1-1/4 inch) stem 1J873006332
12* ENVIRO-SEAL bellows seal upper wiper, felt
9.5 mm (3/8-inch) stem 18A0868X012
Size 2 w/ 12.7 mm (1/2-inch) stem 18A0868X012
Sizes 3 & 4 w/ 12.7 mm (1/2-inch) stem 18A0870X012
13 Packing Follower
13* ENVIRO-SEAL bellows seal bushing
For 9.5 mm (3/8-inch) stem (1 req’d),
size 2 w/ 12.7 mm (1/2-inch) stem
(2 req’d)
S31600 (316 SST) 18A0820X012
R30006 (alloy 6) 18A0819X012
S31600 chrome coated 11B1155X012
For size 3 & 4 w/ 12.7 mm (1/2-inch) stem
(1 req’d)
S31600 (316 SST) 18A0824X012
R30006 (alloy 6) 18A0823X012
S31600 chrome coated 11B1157X012
13* ENVIRO-SEAL bellows seal bushing/liner
For 9.5 mm (3/8-inch) stem (1 req’d),
size 2 w/ 12.7 mm (1/2-inch) stem
(2 req’d)
N10276 bushing, PTFE/glass liner 12B2713X012
N10276 bushing, PTFE/carbon liner 12B2713X042
For size 3 & 4 w/ 12.7 mm (1/2-inch) stem
(1 req’d)
N10276 bushing, PTFE/glass liner 12B2715X012
N10276 bushing, PTFE/carbon liner 12B2715X042
14 Pipe Plug, for 1/4-inch NPT tapping in packing box
14 Lubricator
14 Lubricator/Isolating Valve
15 Yoke Locknut
15 ENVIRO-SEAL bellows seal yoke locknut
16 Pipe Plug for 1/2-inch NPT tapped extension bonnets
Key Description Part Number
16 ENVIRO-SEAL bellows seal pipe plug
20* ENVIRO-SEAL bellows seal stem/bellows
assembly
1 ply bellows
S31603 (316L SST) trim, N06625 (Inconel
625) bellows
1 or 1-1/4 inch valve w/ 9.5 mm
(3/8-inch) stem 32B4224X012
1-1/2 inch valve w/ 9.5 mm (3/8-inch)
stem 32B4225X012
Size 2 w/ 12.7 mm (1/2-inch) stem 32B4226X012
Size 3 w/ 12.7 mm (1/2-inch) stem 32B4227X012
Size 4 w/ 12.7 mm (1/2-inch) stem 32B4228X012
N06022 (Hastelloy C22) trim, N06022
bellows
1 or 1-1/4 inch valve w/ 9.5 mm
(3/8-inch) stem 32B4224X022
1-1/2 inch valve w/ 9.5 mm (3/8-inch)
stem 32B4225X022
Size 2 w/ 12.7 mm (1/2-inch) stem 32B4226X022
Size 3 w/ 12.7 mm (1/2-inch) stem 32B4227X022
Size 4 w/ 12.7 mm (1/2-inch) stem 32B4228X022
2 ply bellows
S31603 (316L SST) trim, N06625 (Inconel
625) bellows
1 or 1-1/4 inch valve w/ 9.5 mm
(3/8-inch) stem 32B4224X032
1-1/2 inch valve w/ 9.5 mm (3/8-inch)
stem 32B4225X032
Size 2 w/ 12.7 mm (1/2-inch) stem 32B4226X032
Size 3 w/ 12.7 mm (1/2-inch) stem 32B4227X032
Size 4 w/ 12.7 mm (1/2-inch) stem 32B4228X032
N06022 (Hastelloy C22) trim, N06022
bellows
1 or 1-1/4 inch valve w/ 9.5 mm
(3/8-inch) stem 32B4224X042
1-1/2 inch valve w/ 9.5 mm (3/8-inch)
stem 32B4225X042
Size 2 w/ 12.7 mm (1/2-inch) stem 32B4226X042
Size 3 w/ 12.7 mm (1/2-inch) stem 32B4227X042
Size 4 w/ 12.7 mm (1/2-inch) stem 32B4228X042
22* ENVIRO-SEAL bellows seal bonnet gasket,
graphite/laminate
1 or 1-1/4 inch valve 12B6316X022
1-1/2 inch valve 12B6317X022
2-inch valve 12B6318X022
3-inch valve 12B6319X022
4-inch valve 12B6320X022
24 ENVIRO-SEAL bellows seal adaptor
25 Cap Screw
26 Hex Nut
27 Pipe Nipple for lubricator/isolating valve
28 Warning Nameplate for ENVIRO-SEAL bellows
29 Drive Screw for ENVIRO-SEAL bellows
34 Lubricant, Never Seez Nickel Special
(not furnished with valve)
36* ENVIRO-SEAL bellows seal pin, N06022
(Hastelloy C22) 12B3951X012
37 Warning Tag for ENVIRO-SEAL bellows
38 Tie for ENVIRO-SEAL bellows
39 ENVIRO-SEAL bellows seal thrust ring
24
*Recommended spare parts
Page 25

Design ED & EAD Class 125-600
KEY
VRing Packing
PTFE/Com osition
Gra hite
Ribbon/
Keys 6*, 7*, 8, and 10 Packing Box Parts
DESCRIPTION
Packing Set, PTFE (1 req’d for
single, 2 req’d for double)
Spring, Stainless Steel (for single only) 8 1F125437012 1F125537012 1F125637012 1D582937012 1D387437012
PTFE
V-Ring Packing
PTFE/Composition
Packing
Graphite
Ribbon/
Filament
1. Key 6 for double construction contains one extra packing ring for the 9.5 mm (3/8-inch) stem and one extra lower wiper for all sizes. Discard upon assembly.
Lantern Ring, Stainless Steel
(for double only)
Quantity required Double - - - 1 2 1 1 1
Special Washer, Stainless Steel
(for single only)
Packing Ring, PTFE composition 7 1F3370X0012 1E319001042 1E319101042 1D7518X0012 1D7520X0012
Quantity required Double - - - 7 10 8 8 8
Lantern Ring, Stainless Steel
(1 required)
Graphite Ribbon Ring 7 1V3160X0022 1V3802X0022 1V2396X0022 1U6768X0022 1V5666X0022
Quantity Required
Graphite Filament Ring 7 1F3370X0322 1E3190X0222 1E3191X0282 1D7518X0132 1D7520X0162
Quantity Required
Lantern Ring 8 1F364135072 1J962335072 0N028435072 0U099735072 0W087135072
Quantity Required
(1)
Single - - - 2 2 2 2 2
Double - - - 3 3 3 3 3
Single - - - 2 2 3 3 3
Double - - - 4 4 5 5 5
Single - - - 2 3 2 2 2
Double - - - 1 2 1 1 1
KEY
NO.
9.5 (3/8) 12.7 (1/2) 19.1 (3/4) 25.4 (1) 31.8 (1-1/4)
6 1R290001012 1R290201012 1R290401012 1R290601012 1R290801012
8 1F364135072 1J962335072 0N028435072 0U099735072 0W087135072
10 1F125236042 1F125136042 1F125036042 1H982236042 1H995936042
8 1F364135072 1J962335072 0N028435072 0U099735072 0W087135072
STEM DIAMETER, mm (INCHES)
Key Description Part Number
Valve Body (figures 19-24)
1 Valve Body
If you need a valve body as a replacement
part, order by valve size, serial number,
and desired material.
2* Valve Plug See following tables
3* Cage See following tables
4 Cage Adaptor
5 Seat Ring Adaptor
6* Piston Ring(s) See following table
7* Valve Plug Stem See following tables
8* Pin, 316 stainless steel
9.5 mm (3/8-inch) stem 1V322635072
12.7 mm (1/2-inch) stem 1V322735072
19.1 mm (3/4-inch) stem 1V326035072
25.4 mm (1-inch) or 31.8 mm (1-1/4 inch)
stem 1V334035072
9* Seat Ring See following table
9* Design EAD liner See following table
10* Bonnet Gasket See following table
11* Cage Gasket See following table
12* Spiral Wound Gasket See following table
13* Seat Ring Gasket See following table
14* Adaptor Gasket See following table
15 Cap Screw
15 Stud Bolt
16 Hex Nut
17 Pipe Plug, for use in valves with drain tapping only
18 Flow Direction Arrow
19 Drive Screw
20* Adaptor Gasket See following table
26 Load Ring
Key Description Part Number
27* Shim See following table
31* Whisper Trim III Cage Retainer for
Levels A3, B3 & C3 (6 inch Design ED only)
410 stainless steel 22A3255X012
WCC steel (ENC) 22A3256X012
316 stainless steel (ENC) 22A3256X022
316 stainless steel w/CoCr-A bore 22A3257X012
316 stainless steel (electrolized) 31A9792X012
31* Whisper Trim III Cage Retainer & Baffle
Ass’y for Level D3 (6 inch Design ED only)
410 stainless steel retainer & steel
baffle 22A3258X012
WCC steel (ENC) retainer & steel baffle 22A3258X022
316 stainless steel (ENC) retainer
& steel baffle 22A3258X052
316 stainless steel w/CoCr-A
retainer & steel baffle 22A3258X032
316 stainless steel (ENC) retainer & 316
stainless steel baffle 22A3258X042
316 stainless steel (electrolized)
retainer & 316 stainless steel baffle 22A3258X062
32 Whisper Trim III Bonnet Spacer
51* Shim See following table
54 Wire
C-seal Trim (figure 6)
2* Valve Plug/Retainer see following table
3* Cage see following table
6* Piston Ring, graphite see following table
7* Valve Plug Stem, Nitronic 50 see following table
9* Seat Ring see following table
64* C-seal, Inconel see following table
*Recommended spare parts
25
Page 26

Design ED & EAD Class 125-600
DIAMETER
STAINLESS
316
(1)
STAINLESS
STAINLESS STEEL
HARDENED
STEEL
(1)
A
ON SEAT &
ON SEAT & GUIDE
DIAMETER
STAINLESS
316
(1)
STAINLESS
STAINLESS STEEL
HARDENED
STEEL
(1)
A
ON SEAT &
ON SEAT & GUIDE
Keys 2*, 7*, and 8* Valve Plug and Stem Assembly for Plain Bonnet
VALVE SIZE, INCHES
STEM
DIAMETER
& VSC SIZE
Design ED Design EAD
1 or 1-1/4 1
1-1/2 2
1-1/2 x 1 2 x 1
2 or 3 x 2 4 x 2
2 x 1 - - - 12.7 1/2 1V6572X0022 1V6572X0062 11A5316X022 11A5318X042 11A5320X022
2-1/2 or 4 x 2-1/2 3 or 6 x 2-1/2
2-1/2 x 1-1/2 3 x 1-1/2 12.7 1/2 1V6574X0012 1V6574X0032 - - - 10A4611X042 11A5323X022
3 4 12.7 1/2 1V6579X0092 1V6579X0112 11A5336X032 11A5337X082 11A5339X022
4 6
6 - - - 19.1 3/4 1V6584X0042 1V6584X0062 11A5350X032 21A5351X062 21A5353X042
8 - - - 19.1 3/4 21A5356X052 21A5356X132 - - - 21A5362X062 21A5365X052
1. Not for use with 17-4PH stainless steel cages above 210_C (410_F) or CoCr-A cages above 427_C (800_F); use high temperature valve plugs for these applications.
2. For use with 17-4PH stainless steel cages between 210_C (410_F) and 427_C (800_F) and with CoCr-A cages over 427_C (800_F) (the letter “H” is stamped on top for identification).
mm Inches
9.5
3/8
12.7
1/2
9.5
3/8
12.7
1/2
9.5
3/8
12.7
1/2
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
416
STAINLESS
STEEL
(STD)
1V6571X0032
1V6572X0022
1V6573X0042
1V6574X0012
1V6571X0042
1V6572X0042
1V6575X0052
1V6576X0012
1V6577X0042
1V6578X0012
1V6581X0042
1V6582X0022
316
STAINLESS
1V6571X0052
1V6572X0062
1V6573X0052
1V6574X0032
1V6571X0092
- - -
1V6575X0062
- - -
1V6577X0062
1V6578X0022
1V6581X0052
1V6582X0072
316
STAINLESS
STEEL
w/CoCr-
-
ON SEAT
11A5315X032
11A5316X022
11A5321X022
11A5324X022
11A5330X022
11A5331X022
11A5341X032
(1)
- - -
- - -
- - -
- - -
- - -
316
STAINLESS STEEL
w/CoCr-A
(1)
GUIDE
11A5317X042
11A5318X042
10A4438X022
10A4611X042
11A5317X072
11A5318X032
11A5326X022
11A5327X032
11A5332X022
- - -
11A5344X022
11A5345X042
316
STAINLESS STEEL
w/CoCr-A
ON SEAT & GUIDE
HIGH
TEMPERATURE
11A5319X022
11A5320X022
11A5322X022
11A5323X022
- - -
- - -
11A5328X022
- - -
11A5334X042
11A5335X022
11A5347X022
11A5348X092
(2)
Keys 2*, 7*, and 8* Valve Plug and Stem Assembly for Style 1 Extension Bonnet
VALVE SIZE, INCHES
STEM
DIAMETER
& VSC SIZE
Design ED Design EAD
1 or 1-1/4 1
1-1/2 2
1-1/2 x 1 2 x 1
2 or 3 x 2 4 x 2 12.7 1/2 1V6575X0182 1V6575X0122 11A5324X042 11A5326X062 11A5328X032
2 x 1 - - - 12.7 1/2 1V6572X0032 - - - 11A5316X032 - - - 11A5320X032
2-1/2 or 4 x 2-1/2 3 or 6 x 2-1/2 12.7 1/2 1V6577X0052 - - - - - - 11A5332X202 11A5334X062
2-1/2 x 1-1/2 3 x 1-1/2 12.7 1/2 1V6574X0052 - - - - - - 10A4611X112 - - 3 4 12.7 1/2 1V6579X0082 1V6579X0072 - - - 11A5337X062 11A5339X032
4 6 12.7 1/2 1V6581X0072 1V6581X0062 - - - 11A5344X052 11A5347X032
6 - - - 19.1 3/4 1V6584X0052 1V6584X0112 - - - 21A5351X052 21A5353X032
8 - - - 19.1 3/4 21A5356X082 21A5356X262 - - - - - - 21A5365X022
1. Not for use with 17-4PH stainless steel cages above 210_C (410_F) or CoCr-A cages above 427_C (800_F); use high temperature valve plugs for these applications.
2. For use with 17-4PH stainless steel cages between 210_C (410_F) and 427_C (800_F) and with CoCr-A cages over 427_C (800_F) (the letter “H” is stamped on top for identification).
mm Inches
9.5
3/8
12.7
1/2
9.5
3/8
12.7
1/2
9.5
3/8
12.7
1/2
416
STAINLESS
STEEL
(STD)
1V6571X0072
1V6572X0032
1V6573X0072
1V6574X0052
1V6571X0102
1V6572X0152
316
STAINLESS
1V6571X0062
- - -
- - -
- - -
- - -
- - -
316
STAINLESS
STEEL
w/CoCr-
-
ON SEAT
11A5316X032
11A5321X042
(1)
- - -
- - -
- - -
- - -
316
STAINLESS STEEL
w/CoCr-A
(1)
GUIDE
11A5317X082
- - -
10A4438X032
10A4611X112
11A5317X052
- - -
316
STAINLESS STEEL
w/CoCr-A
ON SEAT & GUIDE
HIGH
TEMPERATURE
- - -
11A5320X032
11A5322X032
- - -
11A5319X072
- - -
(2)
26
*Recommended spare parts
Page 27

Design ED & EAD Class 125-600
DIAMETER
STAINLESS
316
(1)
STAINLESS
STAINLESS STEEL
HARDENED
STEEL
(1)
A
ON SEAT &
ON SEAT & GUIDE
VALVE SIZE
416 STAINLESS STEEL
316 STAINLESS STEEL W/CoCr A
STAINLESS STEEL
STAINLESS
w/ CoCr A ON
w/ CoCr A ON
Key 2* Standard Valve Plug
VALVE SIZE, INCHES
STEM
DIAMETER
& VSC SIZE
Design ED Design EAD
1 or 1-1/4 or
1-1/2 x 1
1-1/2 2
2 or 3 x 2 4 x 2
2 x 1 - - - 12.7 1/2 1V657246172 1V657235072 11A5316X012 11A5318X012 11A5320X012
2-1/2 or 4 x 2-1/2 3 or 6 x 2-1/2
2-1/2 x 1-1/2 3 x 1-1/2 12.7 1/2 1V657446172 1V657435072 10A4439X012 10A4611X012 11A5323X012
3 4
4 6
6 - - -
8 - - -
1. Not for use with 17-4PH stainless steel cages above 210_C (410_F) or CoCr-A cages above 427_C (800_F); use high temperature valve plugs for these applications.
2. For use with 17-4PH stainless steel cages between 210_C (410_F) and 427_C (800_F) and with CoCr-A cages over 427_C (800_F) (the letter “H” is stamped on top for identification).
1 or 2 x 1
mm Inches
9.5
3/8
12.7
1/2
9.5
3/8
12.7
1/2
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
25.4
19.1
25.4
31.8
19.1
25.4
31.8
1
3/4
1
1-1/4
3/4
1
1-1/4
416
STAINLESS
STEEL
(STD)
1V657146172
1V657246172
1V657346172
1V657446172
1V657546172
1V657646172
1V657746172
1V657846172
1V657946172
1V658046172
1V658146172
1V658246172
1V658346172
1V658446172
1V658546172
1V658646172
21A5356X012
21A5357X012
21A5358X012
316
STAINLESS
1V657135072
1V657235072
1V637335072
1V657435072
1V657535072
1V657635072
1V657735072
1V657835072
1V657935072
1V658035072
1V658135072
1V658235072
1V658335072
1V658435072
1V658535072
1V658635072
21A5356X022
21A5357X022
21A5358X022
316
STAINLESS
STEEL
w/CoCr-
-
ON SEAT
11A5315X012
11A5316X012
11A5321X012
10A4439X012
11A5324X012
11A5325X012
11A5330X012
11A5331X012
11A5336X012
10A5104X012
11A5341X012
11A5342X012
11A5343X012
11A5350X012
10A5107X012
10A5108X012
21A5359X012
21A5360X012
21A5361X012
(1)
316
STAINLESS STEEL
w/CoCr-A
(1)
GUIDE
11A5317X012
11A5318X012
10A4438X012
10A4611X012
11A5326X012
11A5327X012
11A5332X012
11A5333X012
11A5337X012
11A5338X012
11A5344X012
11A5345X012
11A5346X012
21A5351X012
20A0103X012
20A4608X012
21A5362X012
21A5363X012
21A5364X012
316
STAINLESS STEEL
w/CoCr-A
ON SEAT & GUIDE
HIGH
TEMPERATURE
11A5319X012
11A5320X012
11A5322X012
11A5323X012
11A5328X012
11A5329X012
11A5334X012
11A5335X012
11A5339X012
11A5340X012
11A5347X012
11A5348X012
11A5349X012
21A5353X012
21A5354X012
21A5355X012
21A5365X012
21A5366X012
21A5367X012
(2)
Key 2* Valve Plug (Multiple Piston Rings) for Class IV Shutoff (Design ED Only)
VALVE SIZE,
,
INCHES
4
6
8
1. Not for use with 17-4PH stainless steel cages above 210_C (410_F) or CoCr-A cages above 427_C (800_F); use high temperature valve plugs for these applications.
2. For use with 17-4PH stainless steel cages between 210_C (410_F) and 427_C (800_F) and with CoCr-A cages over 427_C (800_F) (the letter “H” is stamped on top for identification).
STEM DIAMETER & VSC SIZE
mm Inches
12.7
19.1
19.1
25.4
19.1
25.4
1/2
3/4
3/4
1
3/4
1
416 STAINLESS STEEL 316 STAINLESS STEEL W/CoCr-A
HARDENED (STD)
27A3932X012
27A3933X012
27A3944X012
27A3945X012
27A3956X012
27A3957X012
ON SEAT & GUIDE HIGH TEMPERATURE
27A3941X012
27A3942X012
27A3953X012
27A3954X012
27A3965X012
27A3966X012
Key 2* Whisper Trim III Valve Plug (6-Inch Design ED Only)
STEM DIAMETER
& VSC SIZE
mm Inches
19.1
25.4
1. High temperature.
3/4
1
17-4PH
STAINLESS STEEL
(HARDENED)
22A3259X012
22A3262X012
316
STAINLESS
STEEL
22A3259X022
22A3262X022
316 STAINLESS STEEL
w/ CoCr-A ON SEAT
22A3260X012
22A3263X012
316 STAINLESS STEEL
w/ CoCr-A ON
SEAT & GUIDE
22A3261X012
22A3264X012
316 STAINLESS STEEL
w/ CoCr-A ON
SEAT & GUIDE
22A3267X012
22A3268X012
(1)
(2)
*Recommended spare parts
27
Page 28

Design ED & EAD Class 125-600
CHARACTER
(4)
(Design
1
(1/2)
27B2795X012
21B3687X012
24B3621X012
14B3620X012
10A8840XU22
(4)
ED)
(4)
37H
(3/4)
27B4524X022
21B3687X012
24B3621X012
14B3620X012
1K5880X0262
(4)
(4)
(1/2)
34B9832X012
23B6127X012
23B9196X012
13B9199X012
1U2306X0192
(4)
(4)
(Design
(3/4)
34B9832X032
23B6127X012
23B9196X012
13B9199X012
1K5880X0262
(4)
ED)
(4)
(1/2)
34B5615X022
23B6127X022
23B9196X012
13B9199X012
1U2306X0192
(4)
(4)
(3/4)
34B5615X012
23B6127X022
23B9196X012
13B9199X012
1K5880X0262
(4)
(4)
(1/2)
37B2279X012
23B6128X012
23B9197X012
14B5341X012
1U2306X0192
(4)
(4)
1
(3/4)
37B2279X022
23B6128X012
23B9197X012
14B5341X012
1U4446X0102
(4)
(4)
(1)
37B2279X032
23B6128X012
23B9197X012
14B5341X012
1K7891X0242
(4)
(4)
(1/2)
34B5345X032
23B6128X022
23B9197X012
14B5341X012
1U2306X0192
(4)
4
(g
(4)
(
43/823H
(3/4)
34B5345X012
23B6128X022
23B9197X012
14B5341X012
1U4446X0102
(4)
(Design
EAD)
(4)
(1)
34B5345X022
23B6128X022
23B9197X012
14B5341X012
1K7891X0242
(4)
(4)
(1/2)
34B5345X032
23B6128X022
23B9197X012
14B5341X012
1U2306X0192
(4)
(4)
37H
(3/4)
34B5345X012
23B6128X022
23B9197X012
14B5341X012
1U4446X0102
(4)
(4)
(1)
34B5345X022
23B6128X022
23B9197X012
14B5341X012
1K7891X0242
(4)
C-seal Parts for Design ED Valve (Keys 3*, 2*, 9*, 64*, 6*, and 7*)
VALVE
PORT
DIA
TRAVEL
SIZE
Inch Inch Inch
2-1/2
ED)
2-7/8 1-1/2
and 3
(Design
EAD)
3
ED)
3-7/16 1-1/2
and 4
(Design
EAD)
4
(Design
ED)
4-3/8 2 3H
and 6
Design
EAD)
4-3/8 2 37H
4
(Design
ED)
2-7/8 4 76
1. Plug/retainer/stem assembly used.
2. Requires bonnet spacer 34B9846X012.
3. For Standard Bonnet.
4. For Style 1 Extension Bonnet.
5. Requires bonnet spacer 34B1369X012.
TRIM
1
37H
1
37H
1
37H
STEM
DIA
mm
(Inch)
12.7
19.1
12.7
19.1
12.7
19.1
12.7
19.1
25.4
12.7
19.1
25.4
12.7
19.1
25.4
19.1
(3/4)
19.1
(3/4)
CHARACTER-
ISTIC
CAGE
Key 3 Key 2 Key 9 Key 64 Key 6 Key 7
Linear 37B9140X012
Equal % 37B3920X012
Whisper I 37B2792X012
Linear 37B9140X012
Equal % 37B3920X012
Whisper I 37B2792X012
Linear 34B5616X012
Equal % 34B9857X012
Whisper I 37B2277X012
Linear 34B5616X012
Equal % 34B9857X012
Whisper I 37B2277X012
Linear 34B5616X012
Equal % 34B9857X012
Whisper I 37B2277X012
Linear 34B5616X012
Equal % 34B9857X012
Whisper I 37B2277X012
Linear 34B5346X022
Equal % 37B3194X012
Whisper I 34B9852X012
Linear 34B5346X022
Equal % 37B3194X012
Whisper I 34B9852X012
Linear 34B5346X022
Equal % 37B3194X012
Whisper I 34B9852X012
Linear 34B5346X012
Equal % 37B3194X022
Whisper I - - -
Linear 34B5346X012
Equal % 37B3194X022
Whisper I - - -
Linear 34B5346X012
Equal % 37B3194X022
Whisper I - - -
Linear 34B5346X022
Equal % 37B3194X012
Whisper I 34B9852X012
Linear 34B5346X022
Equal % 37B3194X012
Whisper I 34B9852X012
Linear 34B5346X022
Equal % 37B3194X012
Whisper I 34B9852X012
Cavitrol III
1-Stage
Cavitrol III
2-Stage
34B1847X012 34B8993X012 24B8994X012 23B9197X012 14B5341X012 1K5877X0132
34B8990X012 24B8988X032 24B8995X012 24B3621X012
PLUG/
RETAINER
27B2795X012 21B3687X012 24B3621X012 14B3620X012
27B4524X022 21B3687X012 24B3621X012 14B3620X012
34B9832X012 23B6127X012 23B9196X012 13B9199X012
34B9832X032 23B6127X012 23B9196X012 13B9199X012
34B5615X022 23B6127X022 23B9196X012 13B9199X012
34B5615X012 23B6127X022 23B9196X012 13B9199X012
37B2279X012 23B6128X012 23B9197X012 14B5341X012
37B2279X022 23B6128X012 23B9197X012 14B5341X012
37B2279X032 23B6128X012 23B9197X012 14B5341X012
34B5345X032 23B6128X022 23B9197X012 14B5341X012
34B5345X012 23B6128X022 23B9197X012 14B5341X012
34B5345X022 23B6128X022 23B9197X012 14B5341X012
34B5345X032 23B6128X022 23B9197X012 14B5341X012
34B5345X012 23B6128X022 23B9197X012 14B5341X012
34B5345X022 23B6128X022 23B9197X012 14B5341X012
-continued-
SEAT RING C-seal PISTON RING STEM
1U3891X0102
1U3894X0022
1K5869X0102
1U3894X0022
1K5869X0102
1U3894X0022
1U2305X0142
1K5877X0132
1K7796X0062
1U2305X0142
1K5877X0132
1K7796X0062
1U2305X0142
1K5877X0132
1K7796X0062
14B3620X012
(2 req’d)
(1)(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
(3)
28
*Recommended spare parts
Page 29

Design ED & EAD Class 125-600
CHARACTER
(4)
(3/4)
33B9195X012
29A9703X012
23B9182X012
13B9176X012
1U4446X0102
(4)
(4)
(1)
33B9195X022
29A9703X012
23B9182X012
13B9176X012
1L8776X0032
(4)
(4)
(3/4)
34B7699X022
29A9703X022
23B9182X012
13B9176X012
1U4446X0102
(4)
(Desi
)
(4)
ED)
(1)
34B7699X012
29A9703X022
23B9182X012
13B9176X012
1L8776X0032
(4)
(4)
(3/4)
34B7699X022
29A9703X022
23B9182X012
13B9176X012
1U4446X0102
(4)
(4)
(1)
34B7699X012
29A9703X022
23B9182X012
13B9176X012
1L8776X0032
(4)
19.1
(3)
25.4
(4)
31.8
(4)
25.4
31.8
19.1
(3)
25.4
(4)
31.8
(4)
ED)
25.4
31.8
19.1
(3)
25.4
(4)
31.8
(4)
25.4
31.8
C-seal Parts for Design ED Valve (Keys 3*, 2*, 9*, 64*, 6*, and 7*) (continued)
VALVE
PORT
DIA
TRAVEL
SIZE
Inch Inch Inch
7 2 3H
6
gn
ED
5-3/8 4 76
3 1
2
(5)
3.5
2
(5)
3.5
3 3H
8
(Design
ED
8
2
(5)
3.5
2
(5)
3.5
3 37H
2
(5)
3.5
2
(5)
3.5
8
(Design
8 4
(2)
ED)
1. Plug/retainer/stem assembly used.
2. Requires bonnet spacer 34B9846X012.
3. For Standard Bonnet.
4. For Style 1 Extension Bonnet.
5. Requires bonnet spacer 34B1369X012.
TRIM
1
37H
1
3H
37H
318
STEM
DIA
mm
(Inch)
19.1
CHARACTER-
ISTIC
Linear 33B9178X012
Equal % 34B3628X012
CAGE
RETAINER
Key 3 Key 2 Key 9 Key 64 Key 6 Key 7
33B9195X012 29A9703X012 23B9182X012 13B9176X012
Whisper I 34B9828X022
25.4
Linear 33B9178X012
Equal % 34B3628X012
33B9195X022 29A9703X012 23B9182X012 13B9176X012
Whisper I 34B9828X022
19.1
Linear 33B9178X022
Equal % 34B3628X022
34B7699X022 29A9703X022 23B9182X012 13B9176X012
Whisper I 34B9828X012
25.4
Linear 33B9178X022
Equal % 34B3628X022
34B7699X012 29A9703X022 23B9182X012 13B9176X012
Whisper I 34B9828X012
19.1
Linear 33B9178X012
Equal % 34B3628X012
34B7699X022 29A9703X022 23B9182X012 13B9176X012
Whisper I 34B9828X022
25.4
Linear 33B9178X012
Equal % 34B3628X012
34B7699X012 29A9703X022 23B9182X012 13B9176X012
Whisper I 34B9828X022
25.4
19.1
(3/4)
25.4
31.8
(1-1/4)
25.4
31.8
(1-1/4)
19.1
(3/4)
25.4
31.8
(1-1/4)
25.4
31.8
(1-1/4)
19.1
(3/4)
25.4
31.8
(1-1/4)
25.4
31.8
(1-1/4)
25.4
(1)
(1)
Cavitrol III
2-Stage
Linear 37B1663X022
Equal % 37B5635X022
Linear 37B1663X022
Equal % 37B5635X022
33B9185X012 37B1413X0A2 24B9858X012 24B2191X012
37B6392X022 29A9704X012 34B9827X012 24B9826X012 1K5880X0262
37B6392X012 29A9704X012 34B9827X012 24B9826X012 10A3282X222
Linear 37B1663X022
Equal % 37B5635X022
Whisper I 47B6378X012
(1)
Whisper I 47B5214X012
Whisper I 47B6378X012
Whisper I 47B5214X012
Linear 37B1663X012
Equal % 37B5635X012
Linear 37B1663X012
(1)
Equal % 37B5635X012
Linear 37B1663X022
Equal % 37B5635X022
Whisper I - - -
(1)
Whisper I - - -
37B6389X012 29A9704X012 34B9827X012 24B9826X012
37B6379X012 29A9704X012 34B9827X012 24B9826X012
37B1665X032 29A9704X022 34B9827X012 24B9826X012 1K5880X0262
37B1665X012 29A9704X022 34B9827X012 24B9826X012 10A3282X222
37B1665X022 29A9704X012 34B9827X012 24B9826X012 1L2298X0202
34B9848X012 29A9704X012 34B9827X012 24B9826X012
Whisper I - - Whisper I - - -
Linear 37B1663X022
Equal % 37B5635X022
Linear 37B1663X022
(1)
Equal % 37B5635X022
Linear 37B1663X022
Equal % 37B5635X022
Whisper I 47B6378X012
(1)
Whisper I 47B5214X012
37B1665X032 29A9704X022 34B9827X012 24B9826X012 1K5880X0262
37B1665X012 29A9704X022 34B9827X012 24B9826X012 10A3282X222
37B1665X022 29A9704X012 34B9827X012 24B9826X012 1L2298X0202
34B9848X012 29A9704X012 34B9827X012 24B9826X012
Whisper I 47B6378X012
Whisper I 47B5214X012
Whisper III-A1 44B9847X012 34B9848X012 29A9704X022 34B9827X012 24B9826X012 10A3282X222
(1)
PLUG/
SEAT RING C-seal PISTON RING STEM
1K5877X0132
1N7047X0052
1K5877X0132
1N7047X0052
1K5877X0132
1N7047X0052
13B9186X012
(2 req’d)
(1)(3)
- - - 29A9704X012 34B9827X012 24B9826X012 1L2298X0202
10A3282X222
1K7783X0032
10A6073X072
- - -
10A3282X222
1K7783X0032
- - - 29A9704X012 34B9827X012 24B9826X012
10A6073X072
- - -
10A3282X222
1K7783X0032
- - - 29A9704X012 34B9827X012 24B9826X012
10A6073X072
- - -
(3)
(3)
(3)
(3)
(3)
(3)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
(4)
*Recommended spare parts
29
Page 30

Design ED & EAD Class 125-600
17 4PH
17 4PH
17 4PH
Key 3* Quick Opening Cage
VALVE SIZE, INCHES
Design ED Design EAD
1, 1-1/4, 1-1/2 x 1, or 2 x 1
1-1/2 or 2-1/2 x 1-1/2
2 or 3 x 2
2-1/2 or 4 x 2-1/2
3
4
6
8
Key 3* Linear Cage
VALVE SIZE, INCHES
Design ED Design EAD
1, 1-1/4, 1-1/2 x 1, or 2 x 1
1-1/2 or 2-1/2 x 1-1/2
2 or 3 x 2
2-1/2 or 4 x 2-1/2
3
4
6
8
Key 3* Equal Percentage Cage
VALVE SIZE, INCHES
Design ED Design EAD
1, 1-1/4, 1-1/2 x 1, or 2 x 1
1-1/2 or 2-1/2 x 1-1/2
2 or 3 x 2
2-1/2 or 4 x 2-1/2
3
4
6
8
1 or 2 x 1
2 or 3 x 1-1/2
4 x 2
3 or 6 x 2-1/2
4
6
- - -
- - -
1 or 2 x 1
2 or 3 x 1-1/2
4 x 2
3 or 6 x 2-1/2
4
6
- - -
- - -
1 or 2 x 1
2 or 3 x 1-1/2
4 x 2
3 or 6 x 2-1/2
4
6
- - -
- - -
17-4PH
STAINLESS STEEL
(HARDENED)
2U215033272
2U219233272
2U223433272
2U227633272
2U231833272
2U236033272
2U506333272
20A3249X012
17-4PH
STAINLESS STEEL
(HARDENED)
2U215633272
2U219833272
2U224033272
2U228233272
2U232433272
2U236633272
2U506133272
20A3247X012
17-4PH
STAINLESS STEEL
(HARDENED)
2U215333272
2U219533272
2U223733272
2U227933272
2U232133272
2U236333272
2U505933272
20A3245X012
316 STAINLESS STEEL
Chrome
Plated
2U691146102
2U691846102
2U692146102
2U692446102
2U692746102
2U693046102
2U693546102
20A4350X012
316 STAINLESS STEEL
Chrome
Plated
2U691746102
2U692046102
2U692346102
2U692646102
2U692946102
2U693346102
2U693846102
20A4349X012
316 STAINLESS STEEL
Chrome
Plated
2U691346102
2U691946102
2U692246102
2U692546102
2U692846102
2U693146102
2U693746102
20A4348X012
Nickel
Coated
2U740348932
2U725448932
2U740448932
2U740548932
2U740648932
2U740748932
2U806948932
20A5469X012
Nickel
Coated
2U741448932
2U741548932
2U741648932
2U741748932
2U741848932
2U741948932
2U806848932
20A5468X012
Nickel
Coated
2U740848932
2U740948932
2U741048932
2U741148932
2U741248932
2U741348932
2U806748932
20A5467X012
Alloy 6
2U215039102
2U219239102
2U223439102
2U227639102
2U231839102
2U236039102
2U506339102
20A3249X092
Alloy 6
2U215639102
2U219839102
2U224039102
2U228239102
2U232439102
2U236639102
2U506139102
20A3247X092
Alloy 6
2U215339102
2U219539102
2U223739102
2U227939102
2U232139102
2U236339102
2U505939102
20A3245X092
Key 3* Whisper Trim I Cage, 17-4PH stainless steel (hardened)
VALVE SIZE, INCHES
Design ED Design EAD
1, 1-1/4, 1-1/2 x 1, or 2 x 1
1-1/2 or 2-1/2 x 1-1/2
2 or 3 x 2
2-1/2 or 4 x 2-1/2
3
4
6
1 or 2 x 1
2 or 3 x 1-1/2
4 x 2
3 or 6 x 2-1/2
4
6
- - -
Key 3* Whisper Trim III Cage (6-Inch Design ED only)
416
LEVEL
STAINLESS
STEEL
A3
B3
C3
D3
32A3248X012
32A3249X012
32A3250X012
32A6217X012
316
STAINLESS
STEEL
(NICKEL COATED)
32A3251X012
32A3252X012
32A3253X012
32A6220X012
PART NUMBER
2V502333272
2V502433272
2V502533272
2V502633272
2V502733272
23A8915X032
23A8913X032
316
STAINLESS
STEEL
(ELECTROLIZED)
32A3336X012
32A3337X012
32A3338X012
32A6741X012
30
*Recommended spare parts
Page 31

Design ED & EAD Class 125-600
STEM
VALVE
DIAMETER &
Numb
Part
STEM
DIAMETER &
Numb
Part
Part
Key 6* Standard Piston Ring
VALVE SIZE, INCHES
Design ED Design EAD
1, 1-1/4,
1-1/2 x 1, or 2 x 1
1-1/2 or
2-1/2 x 1-1/2
2 or 3 x 2
2-1/2 or 4 x 2-1/2
3
4
6
8
1 or 2 x 1 1U2174X0012 1U2174X0022
2 or 3 x 1-1/2 1U2216X0012 1U2216X0022
4 x 2
3 or 6 x 2-1/2
4
6
- - -
- - -
Key 6* Multiple Piston Rings for Class IV Shutoff (Design ED Only)
VALVE SIZE, INCHES
4 3 17A3988X012 17A3988X022
6 3 17A3990X012 17A3990X022
8 2 17A3991X012 17A3991X022
NUMBER REQUIRED
Key 6* Whisper Trim III Piston Ring (6-Inch Design ED only)
TO 427_C (800_F) (OXIDIZING)
TO 482_C (900_F) (NON-OXIDIZING)
11A9727X022 11A9727X032
TO 427_C (800_F) (OXIDIZING)
_
TO 482_C (900_F) (NON-OXIDIZING)
_
GRAPHITE
1U2258X0012
1U2300X0012
1U2342X0012
1U2392X0012
1U5069X0012
10A3262X022
TO 427_C (800_F) (OXIDIZING)
TO 482_C (900_F) (NON-OXIDIZING)
GRAPHITE
GRAPHITE
482 TO 593_C (901 TO 1100_F)
482 TO 593_C
(901 TO 1100_F)
_
GRAPHITE
1U2258X0022
1U2300X0022
1U2342X0022
1U2392X0022
1U5069X0022
10A3262X032
482 TO 593_C
(901 TO 1100_F)
GRAPHITE
Key 7* Design ED Valve Plug Stem for Class IV Shutoff (Design ED only)
PLAIN BONNET EXTENSION BONNET
Part
er
Stem Length
mm Inches
Style 1
Part
Number
VALVE
SIZE, INCHES
4
6
1. Type 667 actuator only.
STEM
DIAMETER &
VSC SIZE
Stem Length
mm Inches mm Inches
12.7 1/2 318 12-1/2 1U230535162 421 16-9/16 1U230635162
19.1 3/4 394 15-1/2 1K587735162 502 19-3/4 1U444635162
19.1 3/4 394 15-1/2 1K587735162 502 19-3/4 1U444635162
25.4
(1)
(1)
1
260 10-1/4 1K7119X0012 - - - - - - - - -
Key 7* Whisper Trim III Valve Stem, 316 Stainless Steel (6-inch Design ED Only)
STEM
DIAMETER &
VSC SIZE
mm Inches mm Inches
19.1 3/4 443 17-7/16 1U294135162 533 21 1U928235162 616 24-1/4 1U6276X0012
25.4 1 505 19-7/8 1P847635162 635 25 1U627735162 - - - - - - - - -
PLAIN BONNET EXTENSION BONNET
Stem Length
Part
er
Stem Length
mm Inches
Style 1 Style 2
Part
Number
Stem Length
mm Inches
Part
Number
*Recommended spare parts
31
Page 32

Design ED & EAD Class 125-600
STEM
VALVE
DIAMETER &
Numb
Part
Part
Restricted
STEM
VALVE
DIAMETER &
Numb
Part
Part
Full
Key 7* Design ED Valve Plug Stem, 316 Stainless Steel (not for Whisper Trim III cage)
STEM
VALVE
SIZE, INCHES
DIAMETER &
VSC SIZE
Stem Length
mm Inches mm Inches
1, 1-1/4,
or
1-1/2
2
2-1/2 or 3
Full
Capacity
Restricted
Capacity
1. Type 667 actuator.
2. Type 657 or 585C size 60-130 actuator.
3. Plain bonnet is standard for 8-inch cast iron and WCC valve bodies.
4. Style 1 is standard for 8-inch 316 SST valve bodies.
4
6
8
1-1/2 x 1
2 x 1 or
2-1/2 x 1-1/2
3 x 2
4 x 2-1/2
9.5
3/8
12.7
1/2
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
(1)
25.4
1
(2)
25.4
1
19.1
3/4
25.4
1
31.8
1-1/4
19.1
3/4
25.4
1
31.8
1-1/4
9.5
3/8
12.7
1/2
12.7 1/2 300 11-13/16 1U389035162 402 15-13/16 1U217935162 605 23-13/16 1U389335162
12.7
1/2
19.1
3/4
12.7
1/2
19.1
3/4
225
300
311
372
321
381
321
394
(1)
464
(2)
489
403
499
508
492
614
705
241
311
311
372
321
381
PLAIN BONNET
8-7/8
11-13/16
12-1/4
14-5/8
12-5/8151U230535162
12-5/8
15-1/2
18-1/4
19-1/4
15-7/8
19-5/8
20
19-3/8
24-3/16
27-7/16
9-3/8
12-1/4
12-1/4
14-5/8
12-5/8151U230535162
(3)
Part
er
1U388835162
1U389035162
1K586935162
1U226535162
1U230835162
1U230535162
1K587735162
1K759035162
1U217535162
1K588035162
1N704735162
1K415435162
1K588035162
1K7891X0012
1L268835162
1U223635162
1K586935162
1K586935162
1U226535162
1U230835162
Stem Length
mm Inches
311
402
413
483
421
502
421
502
- - -
- - 511
630
656
533
614
705
324
413
413
483
421
502
Style 1
12-1/4
15-13/16
16-1/4
19
16-9/16
19-3/4
16-9/16
19-3/4
- - -
- - 20-1/8
24-13/16
25-13/16
21
24-3/16
29-7/16
12-3/4
16-1/4
16-1/4
19
16-9/16
19-3/4
EXTENSION BONNET
(4)
Part
Number
1U217735162
1U217935162
1U226335162
1L400135162
1U230635162
1U444635162
1U230635162
1U444635162
- - -
- - 1U507135162
1K7891X0012
1L268835162
1U928235162
1K7891X0012
1L268835162
1U227035162
1U226335162
1U226335162
1L400135162
1U230635162
1U444635162
Stem Length
mm Inches
405
15-15/16
473
18-5/8
614
24-3/16
- - -
- - -
624
24-9/16
- - -
- - -
624
24-9/16
694
27-5/16
- - -
- - -
- - -
- - -
699
27-1/2
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
- - -
418
16-7/16
486
19-1/8
614
24-3/16
- - -
- - -
624
24-9/16
681
26-13/16
Style 2
Part
Number
10A8823X022
1U218035162
1U226435162
- - 1U230735162
- - 1U230735162
1U240035162
- - -
- - 1U524435162
- - -
- - -
- - -
- - -
- - 1U227235162
1U227335162
1U226435162
- - 1U230735162
1U232335162
Key 7* Design EAD Valve Plug Stem for Plain and Extension Bonnets
PLAIN BONNET EXTENSION BONNET
Stem Length
VALVE
SIZE, INCHES
STEM
DIAMETER &
VSC SIZE
mm Inches mm Inches
9.5
1 or 2
Full
Capacity
Restricted
Capacity
1. Type 667 actuator.
2. Type 657 or 585C size 60-130 actuator.
3 or 4
6
2 x 1
3 x 1-1/2 12.7 1/2 300 11-13/16 1U389035162 402 15-13/16 1U217935162 605 23-13/16 1U389335162
4 x 2
6 x 2-1/2
12.7
12.7
19.1
12.7
19.1
25.4
25.4
9.5
12.7
12.7
19.1
12.7
19.1
3/8
1/2
1/2
3/4
1/2
3/4
(1)
1
(2)
1
3/8
1/2
1/2
3/4
1/2
3/4
225
8-7/8
300
11-13/16
321
12-5/8151U230535162
381
321
12-5/8
394
(1)
(2)
15-1/2
464
18-1/4
489
19-1/4
241
9-3/8
311
12-1/4
311
12-1/4
372
14-1/2
321
12-5/8151U230535162
381
1U388835162
1U389035162
1U230835162
1U230535162
1K587735162
1K759035162
1U217535162
1U223635162
1K586935162
1K586935162
1U226535162
1U230835162
Part
er
Stem Length
mm Inches
311
12-1/4
402
15-13/16
421
16-9/16
502
19-3/4
421
16-9/16
502
19-3/4
- - -
- - -
- - -
- - -
324
12-3/4
413
16-1/4
413
16-1/4
483
19
421
16-9/16
502
19-3/4
Style 1 Style 2
Part
Number
1U217735162
1U217935162
1U230635162
1U444635162
1U230635162
1U444635162
- - -
- - 1U227035162
1U226335162
1U226335162
1L400135162
1U230635162
1U444635162
Stem Length
mm Inches
405
4731618-5/8
624
24-9/16
- - -
- - -
624
24-9/16
694
27-5/16
- - -
- - -
- - -
- - -
418
16-1/2
486
19-1/8
614
24-3/16
- - -
- - -
624
24-9/16
681
26-13/16
Part
Number
1U217835162
1U218035162
1U230735162
- - 1U230735162
1U240035162
- - -
- - 1U227235162
1U227335162
1U226435162
- - 1U230735162
1U232335162
32
*Recommended spare parts
Page 33

Design ED & EAD Class 125-600
416 STAINLESS STEEL
Key 9* Seat Ring (not for Whisper Trim III cage)
VALVE SIZE, INCHES
Design ED Design EAD
1, 1-1/4, or 2 x 1 1 1U222546172 1U222535072 1U222539102
1-1/2 x 1 2 x 1 1U222046172 1U222035072 1U222039102
1-1/2 or 2-1/2 x 1-1/2 2 or 3 x 1-1/2 1U221946172 1U221935072 1U221939102
2 or 3 x 2 4 x 2 1U222646172 1U222635072 1U222639102
2-1/2 or 4 x 2-1/2 3 or 6 x 2-1/2 1U222746172 1U222735072 1U222739102
3
4
6
8 - - - 20A3260X012 20A3260X022 20A3260X152
4
6
- - -
Key 9* Design EAD Liner
LINER
MATERIAL
416 stainless steel
(hardened)
316 stainless steel
VALVE
SIZE, INCHES
1
2
2 x 1
3
3 x 1-1/2
4
4 x 2
6
6 x 2-1/2
1
2
2 x 1
3
3 x 1-1/2
4
4 x 2
6
6 x 2-1/2
CLASS 150
RF VALVE
1V560146172
1V560346172
1V560646172
2V561346172
2V560946172
2V562246172
2V561846172
2V563146172
2V562646172
1V560135072
1V560335072
1V560635072
2V561335072
2V560935072
2V562235072
2V561835072
2V563135072
2V562635072
416 STAINLESS STEEL
(HARDENED)
1U222846172
1U222946172
1U508046172
CLASS 300
RF VALVE
1U384246172
1U384346172
1U385146172
2U384546172
2U385346172
2U384746172
2U385546172
2U384946172
2U385746172
1U384235072
1U384335072
1U385135072
2U384535072
2U385335072
2U384735072
2U385535072
2U384935072
2U385735072
316 STAINLESS STEEL R30006
1U222835072
1U222933092
1U508033092
CLASS 600
RF VALVE
1V560246172
1V560546172
1V387646172
2V561646172
2V545946172
2V561946172
2V561246172
2V562846172
2V562346172
1V560235072
1V560535072
1V387635072
2V561635072
2V545935072
2V561935072
2V561235072
2V562835072
2V562335072
SOCKET
WELD VALVE
1V560146172
1V560346172
1V560646172
- - -
- - -
- - -
- - -
- - -
- - -
1V560135072
1V560335072
1V560635072
- - -
- - -
- - -
- - -
- - -
- - -
1U222839102
1U222939102
1U508039102
SCHEDULE
BUTT WELD
1V560146172
1V560346172
1V560646172
2V561346172
2V560946172
2V562246172
2V561846172
2U384946172
2U385746172
1V560135072
1V560335072
1V560635072
2V561335072
2V560935072
2V562235072
2V561835072
2U384935072
2U385735072
40 OR 80
VALVE
Key 9* Whisper Trim III Seat Ring (6-Inch Design ED only)
410 SST
21A9794X012 21A9794X022 21A9795X012
316 SST
Gasket Descriptions
KEY NUMBER DESCRIPTION
10 Bonnet Gasket
11 Cage Gasket
13 Seat Ring or Liner Gasket
14 or 20 Adapter Gasket
12 Spiral-Wound Gasket N06600 (Inconel 600)/Graphite
27 or 51 Shim S31600 (316 SST)
p
Graphite/S31600
316 SST w/
CoCr-A
MATERIAL
FGM
–198_ to 593_C (–325_ to 1100_F)
*Recommended spare parts
33
Page 34

Design ED & EAD Class 125-600
Keys 10*, 11*, 12*, 13*, 14*, 20*, 27*, and 51* Gaskets and Shims
VALVE SIZE, INCHES
Design
ED
1 or 1-1/4 1
1-1/2 2
1-1/2 x 1 2 x 1
2 - - -
2 x 1 - - -
2-1/2 3
2-1/2 x
1-1/2
1. Set number good for both Design ED and EAD valve.
2. Whisper Trim III construction requires 2 bonnet gaskets (key 10) so order a set plus 1 extra bonnet gasket for that construction.
Design
EAD
3 x 1-1/2
KEY
NUMBER
(1)
Set
10
12
13
27 or 51
(1)
Set
10
12
13
27 or 51
(1)
Set
10
11
12
13
20
27 or 51
Set
10
12
13
51
Set
10
11
12
13
14
51
(1)
Set
10
12
13
27 or 51
(1)
Set
10
11
12
13
14
27 or 51
To 593_C (1100_F)
RGASKETX162
1R2859X0042
1R286099442
1R2862X0062
16A1936X012
RGASKETX172
1R3101X0032
1R309999442
1R3098X0052
16A1937X012
RGASKETX242
1R3101X0032
1R2861X0042
1R286099442
1R3098X0052
1U2152X0042
16A1936X012
RGASKETX182
1R3299X0042
1R329799442
1R3296X0042
16A1938X012
RGASKETX252
1R3299X0042
1R2861X0042
1R286099442
1R2862X0062
1R3296X0042
16A1936X012
RGASKETX192
1R3847X0032
1R384599442
1R3844X0052
16A1939X012
RGASKETX262
1R3847X0032
1R3100X0032
1R309999442
1R3098X0052
1R3844X0052
16A1937X012
VALVE SIZE, INCHES
Design
ED
3 4
3 x 2 4 x 2
4 6
4 x 2-1/ 2 6 x 2-1/2
6 - - -
8 - - -
Design
EAD
KEY
NUMBER
(1)
Set
10
12
13
27 or 51
(1)
Set
10
11
12
13
14
27 or 51
(1)
Set
10
12
13
27 or 51
(1)
Set
10
11
12
13
14
27 or 51
(2)
Set
10
12
13
51
Set
10
13
To 593_C (1100_F)
RGASKETX202
1R3484X0042
1R348299442
1R3481X0052
16A1940X012
RGASKETX272
1R3484X0042
1R3298X0032
1R329799442
1R3296X0042
1R3481X0052
16A1938X012
RGASKETX212
1R3724X0042
1R372299442
1J5047X0062
16A1941X012
RGASKETX282
1R3724X0042
1R3846X0042
1R384599442
1R3844X0052
1J5047X0062
16A1939X012
RGASKETX222
1U5081X0052
1U508599442
1U5086X0032
16A1942X012
RGASKETX232
10A3265X112
10A3266X082
34
*Recommended spare parts
Page 35

Design ED & EAD Class 125-600
Actuator Groups (by Type Number)
Group 1
54 mm (2-1/8 inches),
71 mm (2-13/16 inches)
or 90 mm (3-9/16 inches) Yoke Boss
350—71.4 mm (2-13/16 inches) yoke boss 350 585C
422 & 424 585C 1008
585C 657
585 & 585R 1008
603 & 1B
618
610 & 688
611
644 & 645
655
657 & 667—76.2 mm (3 inches) travel
1008—71.4 mm (2-13/16 inches) yoke boss 667
127 mm (5 inches) Yoke Boss
127 mm (5 inches) Yoke Boss
Group 100
Group 101
90.5 mm (3-9/16 inches) Yoke
Group 403
Boss
35
Page 36

Design ED & EAD Class 125-600
FLOW DIRECTION
WHISPER TRIM
STD TRIM
CAVITROL
TRIM
30A9542-F
40A9082-E
NOTE:
KEY 54 NOT SHOWN
FULLĆCAPACITY DESIGN ED
VIEW A
40A9083-F
DETAIL OF LINERĆSTYLE DESIGN EAD
SEATĆRING STYLE DESIGN EAD
WITH RESTRICTED TRIM
Figure 19. Standard 1- Through 6-Inch Design ED and EAD Valves
36
Page 37

Design ED & EAD Class 125-600
52A3328-C / DOC
Figure 20. Whisper Trim III Detail
40A3290-D / DOC
SINGLE PISTON RING ASSEMBLY TYPICAL MULTIPLE PISTON RING ASSEMBLY
Figure 21. 8-Inch Design ED Valve with Graphite Piston Ring
47A3995-A / DOC
37
Page 38

Design ED & EAD Class 125-600
58B2082-A
Figure 22. Design ED Valve Assembly with WhisperFlo Cage
38
Page 39

Design ED & EAD Class 125-600
58B2344-A
Figure 23. 8-Inch Design ED Valve Assembly with WhisperFlo Cage
39
Page 40

Design ED & EAD Class 125-600
16A1943-A / DOC
RESTRICTEDĆTRIM DETAIL
30A9542-F / DOC
FULLĆCAPACITYĆTRIM DETAIL
C-seal is a mark owned by Pressure Science, Inc. easy-e, ENVIRO-SEAL, Fisher, Fisher-Rosemount, HIGH-SEAL, WhisperFlo, and Whisper Trim are marks owned by Fisher Controls
International, Inc. or Fisher-Rosemount Systems, Inc. All other marks are the property of their respective owners. This product may be covered by one or more of the following patents:
5,129,625; 5,131,666; 5,056,757; 5,230,498; and 5,299,812 or under pending patents.
EFisher Controls International, Inc. 1973, 2001; All Rights Reserved
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are not to be construed as warranties or guarantees, express
or implied, regarding the products or services described herein or their use or applicability. We reserve the right to modify or improve the designs or specifications of such products at any time without notice.
For information, contact Fisher:
Marshalltown, Iowa 50158 USA
Cernay 68700 France
Sao Paulo 05424 Brazil
Singapore 128461
40
Printed in U.S.A.
Figure 24. Gasket Set Detail
 Loading...
Loading...