

Page 1

ADDITIONAL INFORMATION
Page 2

FANUC Series 30i –MODEL B
FANUC Series 31i –MODEL B
FANUC Series 32i –MODEL B
Common to Lathe System / Machining Center System
1. Type of applied technical documents
Name
FANUC Series 30i –MODEL B
FANUC Series 31i –MODEL B
FANUC Series 32i –MODEL B
Common to Lathe System / Machining Center System
OPERATOR'S MANUAL
OPERATOR'S MANUAL
Spec.No./Version
B-64484EN/01
2. Summary of change
Group Name / Outline New,
Basic
Function
The description of the maximum number of files of the USB
memory folder screen was corrected. Parameter No.11376 was
added.
The description of “Multiple programs on memory card selection
input function” is added.
The description of “Overwriting confirmation when program is input
Add,
Correct,
Delete
Correct,
Add
Add
Add
Applicable
Date
Immediately
ED
Date
Date
and file is output” is added.
The description about deleting a folder recursively is added.
The description of improvement of folder management is added.
The description of power consumption monitoring screen is added.
Title
Common to Lathe System / Machining Center System
Draw
No.
Design
2010.06.18
Design
Description Page
Approve
Add
Add
Add
FANUC Series 30i / 31i / 32i-MODEL B
OPERATOR'S MANUAL
B-64484EN/01-01
1/2
Page 3

Optional
Function
The description of Rate Feed function is added.
The description of Plane Conversion function is added.
The description of Stored Pitch Error Compensation function is
added and corrected.
The description of High-speed Smooth TCP is added and corrected
The description of Rigid Tapping By Manual Handle is added.
The description of Three-dimensional Rotary Error Compensation is
added and corrected
The description of 5-axis machining configuration selecting function
Add
Add
Add
Correct
Add
Correct
Add
Correct
Add
New
Immediately
is added and corrected.
Unit
Maintenance
parts
Notice - This function is available in the following software.
G301,G311,G321, G331,
G401,G411,G421,G431,G501 : 01.0 or later
Correction
Another
ED
Date
Date
Design
2010.06.18
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Common to Lathe System / Machining Center System
OPERATOR'S MANUAL
B-64484EN/01-01
2/2
Page 4

Replace the NOTE in "8 DATA INPUT/OUTPUT" of "III. OPERATION" with following description.
NOTE
1 If the external input/output device is other than a data server interface or
embedded Ethernet interface, a file name of up to 12 characters can be handled.
NC programs on the memory of the CNC can each be assigned any file name of
up to 32 characters, but the name is restricted to up to 12 characters in the
input/output to and from external I/O devices.
2 If the external input/output device is a data server interface, embedded Ethernet
interface, or USB memory interface, a file name of up to 32 characters can be
handled.
3 When a memory card interface is used as an external I/O device, up to 512 files
can be handled.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
USB memory folder screen
B-64484EN/01-01
1/4
Page 5

Replace "Limitation" in "11.1.3 Selecting a USB Memory as a Device" with following description.
Limitation
There are the following restrictions on the USB function.
(1) Only one USB memory can be recognized. (No USB hub can be recognized.)
(2) Up to 32 characters can be used for a file or folder name.
If a file or folder name is longer than 32 characters, the 32nd character is replaced with a tilde (~) and the
subsequent characters are omitted when displayed. All operations including management operation and
input/output cannot be performed for a file or folder whose name is omitted with a tilde (~).
(3) The maximum number of folder levels is 6 (excluding the root folder).
(4) In case of setting that is sorted by the file name (parameter SOR(No.3107#4)=1), the maximum number of
files and folders that can be the display in a folder is 512. Do not store more than 512 files in the USB
memory.
(5) If a non-ASCII character (alphanumeric character) is used in a file or folder name, it cannot be displayed
correctly.
For detailed specifications of and restrictions on a USB memory, see the section related to the USB function.
NOTE
1 Remove a USB memory only when “REMOVE OK” is displayed as the USB
memory status, or data may be damaged.
2 When the free space of the USB memory is a little or when a large amount of file
is in the USB memory, it might take time to operate the USB memory. In the
default configuration, warning "TIME-OUT" is displayed after 30 seconds
passed, and the operation of the USB memory stops. When the period of the
time-out is changed, set parameter No.11376 .
- Operation of creation, edition, and management of a program
When “USB memory as a device” is selected, operation of creation, edition, and management of a program is
below (Table 11.1.3 (a)):
Table 11.1.3 (a)
Item Usable
Creation of a program Unusable
Edition prohibition attribute Unusable
Inserting, alteration, and deletion a Word Unusable
Deletion of a block Unusable
Program search Usable
Sequence number search Unusable
Deletion of a program Usable
Editing a custom macro Unusable
Password function Unusable
Editing a program character Unusable
Program copy function Unusable
Key and program encryption Unusable
Selecting a device Usable
Creation of a folder Usable
Renaming of a folder Usable
Changing the attribute of a folder Unusable
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
USB memory folder screen
B-64484EN/01-01
2/4
Page 6

Item Usable
Deletion of a folder Usable
Selecting a default folder Unusable
Renaming of a file Usable
Deletion of a file Usable
Changing the attribute of a file Unusable
Selecting a main program Unusable
Making a program compact Unusable
Input/output of program Usable
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
USB memory folder screen
B-64484EN/01-01
3/4
Page 7

Add the parameter No. 11376 to "A.1 DESCRIPTION OF PARAMETERS" of APPENDIX .
11376 Time-out period of USB memory
[Input type] Parameter input
[Data type] Word
[Unit of data] sec
[Valid data range] 0 to 32767
Set the time-out period of the USB memory. Please adjust this parameter according to the USB
memory.
NOTE
When 0 is set in this parameter, it is assumed to 30.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
USB memory folder screen
B-64484EN/01-01
4/4
Page 8

App
p
Add the following specification in
Ⅲ Operation,
10.12.2 “Copy of program file with memory card device”
10.12.3 “Deleting files in memory card device”
10.12.2 Copy of program file with memory card device
Overview
In the program list screen, the program file can be input and output between the memory cards connected as
an external input-output device and program memory (CNC MEM) on CNC by the same operation as the copy
of the program file.
NOTE
1 This function targets the memory card by the PCMCIA interface connected as an
external input-output device.
2 Change the following parameter setting to copy the program file between the memory
cards and program memory.
Patameter No.20-23 are set to 4.
・
Bit 0 (IO4) of parameter No.0110 is set to 0.
・
When Bit 0 (IO4) of parameter No.0110 is set to 1, and sets parameter No.20-23 to a
value that means input-output device other than the memory card,
warning " CHANGE EXTERNAL DEVICE TO MEMORYCARD" is occurred,
and the file with the memory card cannot be copied.
Explanation
・Cnc mode when the copy is operated
Change to the EDIT mode when the file is copied between different devices.
In the multi path system, change the entire path to the EDIT mode.
Warning "CHANGE TO EDIT MODE" is occurred excluding the EDIT mode in any mode except EDIT.
・Selection of file
The file is selected according to the program file selection operation that becomes effective because of the bit 3
(PCP) of parameter No.11374 is set to 1.
The file that can be selected as a copy target is only a file in the same folder.
・Copy of program file
When the program file is copied from the program memory to the memory card, the selected program is output
to the memory card.
When the program file is copied from the memory card to the program memory, the selected file is read to the
program memory.
FANUC Series 30i / 31i / 32i-MODEL B
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Description
rv.Design
Multiple programs on memory card
selection in
ut function
B-64484EN/01-01
Page
1/3
Page 9

App
p
・File that can be copied
The file that can be output to the memory card by the copy operation is only a program file on the CNC-MEM
device. Therefore, the file that exists in other devices except the CNC-MEM and folder cannot be output.
NOTE
Even if the folder has been selected during output operation to the memory card, the
folder is not output.
・Overwrite of program file
The file is overwritten according to the program file overwriting operation by setting the bit 3 (PCP) of
parameter No.11374 to 1.
NOTE
Operation when the file is copied to the memory card depends on the setting of bit 1
(COW) of parameter No.11308.
Operation when the file is copied to the program memory of CNC depends on the
setting of bit 2 (REP) of parameter No.3201.
Restrictions
・File operation restrictions on devices
A copy or movement between the following devices is possible.
・ CNC MEM
・ MEM CARD (binary format)
(However, this device can only be selected as the copy source folder from which a file is read.)
・ Data server
・ Memory card
(However, This device can do only the copy operation with the CNC MEM device.
Moreover, this device cannot be used together with MEM CARD.)
For devices other than the above, a copy or movement between them is impossible.
If an attempt is made to perform a copy or movement, the warning message "CAN NOT COPY/MOVE"
appears.
・Copy of file including some programs
Don’t input anything to the key input buffer when you copy the file including some programs.
When some programs are included in the file of the copy origin, if the character string is input to the key input
buffer, only the program of the head in the file is read to CNC MEM with program name input to the key input
buffer.
・File name on memory card
When the program with 8 character or more name of the program in the program memory on CNC is output, it
is output on the memory card as follows.
For eight digits O numbers ('O'+ numeric parts)
・The numeric parts are 8 digits or more:
The file name is changed to eight numerical value digits except first 'O'.
Example) O12345678 → 12345678
・The numeric parts are less than 8 digits:
One digit is deleted '0' and program name is changed to seven digits of 'O' + numerical value.
FANUC Series 30i / 31i / 32i-MODEL B
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Description
rv.Design
Multiple programs on memory card
selection in
ut function
B-64484EN/01-01
Page
2/3
Page 10

App
p
Example) O00012345 → O0012345
For arbitrary program name (9 characters or more)
・Program name is changed to the file name that rounds down since the ninth character.
Example) 123456789 → 12345678
The file name output on the memory card might overlap by the above operation. In this case, it is output
according to the setting of bit 1 (COW) of parameter No.11308.
10.12.3 Deleting files in memory card device
Overview
The file on the memory card can be deleted according to the operation of program file deletion by setting the bit
3 (PCP) of parameter No.11374 to 1.
FANUC Series 30i / 31i / 32i-MODEL B
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Description
rv.Design
Multiple programs on memory card
selection in
ut function
B-64484EN/01-01
Page
3/3
Page 11

g
App
Add the following specification in
Ⅲ Operation,
10.12.4 “Overwriting confirmation when programs are input”
10.12.5 “Overwriting confirmation when file is output”
10.12.4 Overwriting confirmation when programs are input
Overview
When the program is input and there is already another program whose name is the same as the former, it is
possible to select whether the program is overwritten or not, by the softkey operation.
Inputing a program
Procedure
Operate the following procedures on the ALL IO screen, the program edit screen, and the program list screen.
1 Press the soft key [F INPUT].
2 Specify the input file name, and press the soft key [F SET].
When the file name is not specified, the file of the default file name is input.
3 Specify the input program name, and press the soft key [P SET].
When the program name is not specified, programs in the file are input.
4 Press the soft key [EXEC]. The following softkey is displayed.
Fig.10.12.4 (a) Softkey display during input operation(10.4inch)
5 When the program of the same name is already existed in the destination, the confirmation message
“Overwrite ? ‘input program name’ ” and the following softkey are displayed.
Fig. 10.12.4 (b) Confirmation of overwriting by input operation in program list screen(10.4inch)
・ When the softkey [YES] is pressed, only the same program as the name displayed in the confirmation
message is input by the overwriting.
・ When the softkey [NO] is pressed, the program of the same name displayed in the confirmation message is
skipped, and input from the next file.
When the program of the same name is found again, the above confirmation message is displayed in every
case.
FANUC Series 30i / 31i / 32i-MODEL B
Title
Overwriting confirmation when
program is input and file is output
Draw
No.
Date
ED
Date
Date
Design
2010.06.17
Desi
n
Description
rv.
B-64484EN/01-01
B-64484EN/01-01
Page
1/3
Page 12

g
App
・ When the softkey [YES ALL] is pressed, all programs of the same name displayed in the confirmation
message and programs of the same name after that are input by the overwriting.
・ When the softkey [NO ALL] is pressed, all programs of the same name displayed in the confirmation
message and programs of the same name after that are not input.
・ When the softkey [CANCEL] is pressed, the input is ended. Moreover, when the return menu key is
pressed, the input is similarly ended.
The softkey returns to the display before the softkey [F INPUT] is pressed when the input of all programs ends.
The input operation is canceled when the mode is switched and the screen are switched to another screen while
confirming the overwriting.
NOTE
1 The input is interrupted when there is a protected program.
2 The overwriting confirmation is canceled as well as the switch to another screen, and
the input ends, when switching to full screen display between small screen display or
the path is switched while confirming the overwriting.
3 When the programs are input to effective the overwriting confirmation function on the
background editting (the bit 2 (REP) of parameter No.3201 and bit 3 (PCP) of
parameter No.11374 are set to 1), the program is input at last is selected as a
program for the background editing.
The program for the background editing even if the program is input by the
background editing when the folder to be input has been selected on each screen is
not changed, when the overwriting confirmation function cannot be used (the bit 7
(FLI) of parameter No.11364 is set to 1).
4 The program that input the program of the same name before failing if failing in input
for the reasons such as protecting the program input while editing the background
when the folder to be input is a setting that inputs the overwriting (the bit 2 (REP) of
parameter No.3201 is set to 1, and bit 3 (PCP) of parameter No.11374 is set to 0),
and is foreground or a background folder (bit 7 (FLI) of parameter No.11364 is set to
0) is selected to the program for the background editing. The program of the
background editing is not changed even if failing in the input of the program of the
head when the overwriting confirmation function is available.
5 The overwriting confirmation cannot be used by inputting the background editing.
10.12.5 Overwriting confirmation when file is output
Overview
On the bit 1 (COW) of parameter No.11308 is set to 1, when the file of same name had already exist when the
NC data of the program and the parameter, etc. was output to an external input-output device, it is possible to
select the overwriting or cancel the output to file by the operation.
Operation procedure in normal output
Procedure
Operate the following procedures on the screen where the NC data can be output.
FANUC Series 30i / 31i / 32i-MODEL B
Title
Draw
No.
Date
ED
Date
Date
Design
2010.06.17
Desi
n
Description
rv.
Overwriting confirmation when
program is input and file is output
B-64484EN/01-01
B-64484EN/01-01
Page
2/3
Page 13

g
App
1 Press the soft key [F OUTPUT].
2 Specify the input file name, and press the soft key [F SET].
When the file name is not specified, the file of the default file name is output.
3 Press the soft key [EXEC].
4 Only when the file of the same name exists at the output destination, the confirmation message of
following softkey and "OVERWRITE ?" is displayed.
Fig.10.12.5 (a) Overwriting confirmation by output operation(10.4inch)
・ When the softkey [YES] is pressed, the file of same name is overwritten, and the file is output.
・ When the softkey [CANCEL] is pressed, the output is ended. Moreover, when the return menu key is
pressed, the output is similarly ended.
Operation procedure in all output
Procedure
Operate the following procedures on the ALL IO screen.
1 Press the soft key [ALL OUTPUT].
2 The input file name is specified, and press the soft key [F SET].
When the file name is not specified, the file of the default file name is output.
3 Press the soft key [EXEC].
4 Only when the file of the same name exists at the output destination, the confirmation message of
following softkey and "‘Output file name’ OVERWRITE ? " is displayed.
Fig.10.12.5 (b) Overwriting confirmation by all output operation(For the offset data)(10.4inch)
・ When the softkey [YES] is pressed, the file of the same name displayed in the confirmation message is
overwritten, and the file is output..
・ When the softkey [YES ALL] is pressed, the file of the same name displayed in the confirmation message
and all files of the same name after that are output by the overwriting.
・ When the softkey [CANCEL] is pressed, the output is ended. Moreover, when the return menu key is
pressed, the output is similarly ended.
FANUC Series 30i / 31i / 32i-MODEL B
Title
Draw
No.
Date
ED
Date
Date
Design
2010.06.17
Desi
n
Description
rv.
Overwriting confirmation when
program is input and file is output
B-64484EN/01-01
B-64484EN/01-01
Page
3/3
Page 14

y
Add the following description to III OPERATION 11.5.1 “DELETING A FOLDER RECURSIVELY”.
11.5.1 DELETING A FOLDER RECURSIVELY
This function enables the deletion of the folder that includes programs and folders.
Explanation
When a folder is deleted, all the programs and folders in the folder is deleted.
This function is enabled by setting bit 3 (FDR) of parameter No. 11364.
In the program list screen (CNC built-in memory), this function is available.
Procedure
1. Display the program list screen.
2. Move the cursor to a folder to delete.
3. Press the softkey [DELETE].
4. Press the softkey [EXEC].
5. The folder is deleted. All the programs and folders in the folder are also deleted.
NOTE
Following programs, folders and folders that include them are not deleted.
- The executed programs
- The programs which are selected in foreground
- The current folder
By following function, protected programs, folders and the folders that include them are not
deleted, too.
- Key and program encryption
- NE8/NE9 parameter protection
- Protection of data at eight levels
- Read only attribute
When some programs and folders are not deleted, the warning “PROGRAM IN FOLDER IS
NOT DELETED” is displayed.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Deleting a folder recursivel
B-64484EN/01-01
1/2
Page 15

y
Add the following description to APPENDIX A PARAMETERS.
#7 #6 #5 #4 #3 #2 #1 #0
11364 FDR
[Input type] Parameter input
[Data type] Bit
#3 FDR When the folder that includes programs or folders are tried to be deleted,
0: the folder is not deleted.
1: the folder, and the program and the folders in it are deleted.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Deleting a folder recursivel
B-64484EN/01-01
2/2
Page 16

g
Add the following as 11.13 “Folder management” of III OPERATION.
11.13 Folder management
This function restricts the folder operation in program management. As a result, operator can manage the
program without the complex folder operation. Following two specifications can be selected by the parameter.
1) The folders under the path folders can be used for program management.
2) Only the path folders can be used for program management.
Path folders are the one of the initial folders. The folder exists under //CNC_MEM/USER, and the number is
same to the system path. Please refer to USER’S MANUAL (B-64484EN, II 12 PROGRAM
MANAGEMENT) for details.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Folder mana
ement
B-64484EN/01-01
1/6
Page 17

g
//CNC_MEM
/
SYSTEM/
MTB1/
MTB2/
USER/
1)
PATH1/
CYLINDER/
2)
PISTON/
Fig.11.13 (a) Folder that can be used by each setting
PATH2/
LIBRARY/
User created folder
GEAR1/
GEAR2/
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Folder mana
ement
B-64484EN/01-01
2/6
Page 18

g
11.13.1 Program management under the path folder
If parameter FPF (No.11302#6) is set to “1”, the operation on the program folder screen becomes as follows. At
this time, it is necessary to set parameter CFP (No.11304#7) to “0”.
Table 11.13.1 (a) Restriction of operation
Operation Working
Moving of the folder
Creating of user folder Possible
Changing of foreground default folder Possible
Changing of background default folder Possible
Display on program folder screen
Only the folder under the path folder corresponding to selected path can be displayed.
Warning message “CAN’T MOVE TO FOLDER” is displayed and cannot move when the folder is operated to
move upper from the path folder.
Setting of foreground/background default folder
Only the folder under the path folder corresponding to selected path can be set to foreground/background
default folder.
Under the path folder Possible
Upper from the path folder Impossible
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Folder mana
ement
B-64484EN/01-01
3/6
Page 19

g
)3)
11.13.2 Program management only in the path folder
If Parameter CFP (No.11304#7) is set to 1, the operation on the program folder screen becomes as follows. At
this time, the setting of parameter FPF (No.11302#6) is invalid.
Table 11.13.2 (a) Restriction of operation
Operation Working
Moving of the folder
Creating of user folder Impossible
Changing of foreground default folder Impossible
Changing of background default folder Impossible
Display on program folder screen
Only the path folder corresponding to selected path can be displayed. “RETURN TO UPPER FOLDER” is
not displayed. (Refer to “1)” in Fig. 11.13.2 (a) and Fig. 11.13.2 (b).)
The subfolder that has already been made under the path folder before the parameter CFP(No.11304#7) is made
effective can be displayed. But it is impossible to move to the subfolder.
Under the path folder Impossible
Upper from the path folder Impossible
2)
1
Fig.11.13.2 (a) Program folder screen(parameter CFP(No.11304#7)=0)
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Design
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Folder mana
ement
B-64484EN/01-01
4/6
Page 20

g
)
)3)
3)
2)
1)
Fig.11.13.2 (b) Program folder screen(parameter CFP(No.11304#7)=1)
Display of device name and current folder
The current folder name is not displayed though the device name is displayed so far. (Refer to “2)” in Fig.
11.13.2 (a) and Fig. 11.13.2 (b).)
Display and setting of foreground/background default folder
Foreground/background default folders are not displayed. (Refer to “3)” in Fig. 11.13.2 (a) and Fig. 11.13.2
(b).)
Moreover, foreground/background default folders cannot be set.
Note
Set foreground/background default folder to each path folder before the
parameter CFP(No.11304#7) is made effective.
Softkey that is not displayed
The following soft key is not displayed, and cannot be operated.
・ CREATE FOLDER 1)
・ FORE CHANGE 2)
・ BACK CHANGE 3)
1
2
Fig11.13.2 (c) Softkey display for CNC_MEM device
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Design
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Folder mana
ement
B-64484EN/01-01
5/6
Page 21

g
11.13.3 Folder for subprogram/macro calls
In the following subprogram call/macro call, the folder /USER/LIBRARY, /MTB12, /MTB2 and /SYSTEM are
searched before the folder where there is the main program are searched.
There is a possibility being executed for the subprogram that the operator doesn't intend if the subprogram is
registered to the above-mentioned folder even if the display and the operation are limited by this function.
-Subprogram call based on an M code
-Subprogram call based on a particular address
-Subprogram call based on a second auxiliary function code
-Macro call based on a S code
-Macro call based on a G code
-Macro call based on an M code
-Macro call based on a T code
-One-touch macro call
By setting 1 to the parameter SCC (No.3457#6), the folder where there is the main program is added to the top
of search order.
1) Folder where the main program is stored. ← Added.
2) Common program folder of initial folder
3) MTB-dedicated folder 2 of initial folder
4) MTB-dedicated folder 1 of initial folder
5) System folder of initial folder
The folders of 2) though 5) can be excluded from search target folders by setting the parameters
LIB(No.3457#0), MC2(No.3457#1), MC1(No.3457 #2), and SYS(No.3457#3).
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Folder mana
ement
B-64484EN/01-01
6/6
Page 22

Insert the following descriptions as 12.4.15 "Power consumption monitoring screen" of III OPERATION. And move
the following item numbers one by one.
12.4.15 Power consumption monitoring screen
The electric power data of servo axis and spindle axis consumption and regeneration can be displayed.
Display of power consumption monitoring screen
1. Press function key .
2. Press continuous menu key
3. Press soft key [POWER MONIT].
several times until soft key [POWER MONIT] appears.
Fig. 12.4.15 Power consumption monitoring screen for 10.4-inch display unit
Procedure for 8.4-inch display unit
1. Press function key
2. Press continuous menu key
3. Press soft key [POWMON].
Press soft key [TOTAL] to display value of integral power consumption.
4.
Press soft key [GRAPH] to display bar-graph.
Ed. Date Design Description
Date Design. Apprv.
.
several times until soft key [POWMON] appears.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Power consumption monitoring screen
B-64484EN/01-01
page
1 / 5
Page 23

Fig. 12.4.15 (a) Power consumption monitoring screen (TOTAL) for 8.4-inch display unit
Fig. 12.4.15 (b) Power consumption monitoring screen (Bar-graph) for 8.4-inch display unit
Operation of power consumption monitoring screen
Switch of display axis
When information on all axes is not displayed, the page is switched with the MDI key <PageUp> or <PageDown>.
Explanation
TIME
Integrating time of power consumption is displayed.
FANUC Series 30i / 31i / 32i-MODEL B
Power consumption monitoring screen
B-64484EN/01-01
Ed. Date Design Description
Date Design. Apprv.
Title
Draw
No.
page
2 / 5
Page 24

Axis name
Axis name of servo and spindle is displayed. "ALL" means the total amount of power consumption.
CONSUMP
Integral power consumption is displayed.
REGEN
Integral power regeneration is displayed.
NET
Integral net amount of power consumption is displayed.
The net amount of power consumption = power consumption – power regeneration.
PRESENT
Present net power consumption is displayed. A negative value is displayed about the net power consumption while the power is
regenerating like the axis is decelerating, etc.
Bar-graph
Current net power consumption is displayed as a bar-graph.
The scale of bar-graph is selected automatically by the parameter (No.4541#1 and #2 in case of the servo, No.2281#0 and #1 in case
of the spindle).
The scale of the entire power consumption bar-graph can be specified in the parameter (No.11371).
The bar expands from the center to right while consuming the electric power. The bar expands from the center to left while
regenerating the electric power.
Ed. Date Design Description
Date Design. Apprv.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Power consumption monitoring screen
B-64484EN/01-01
page
3 / 5
Page 25

Add the following descriptions as 12.4.30 "Power consumption monitoring screen (15/19-inch display unit)" of III
OPERATION.
12.4.30 Power consumption monitoring screen (15/19-inch display unit)
The electric power data of servo axis and spindle axis consumption and regeneration can be displayed.
Display of power consumption monitoring screen
1. Press function key .
2. Press continuous menu key
3. Press soft key [POWER MONIT].
several times until soft key [POWER MONIT] appears.
Fig. 12.4.30 Power consumption monitoring screen for 15” display unit
Operation of power consumption monitoring screen
Switch of display axis
When information on all axes is not displayed, the page is switched with the MDI key <PageUp> or <PageDown>.
Explanation
TIME
Integrating time of power consumption is displayed.
Axis name
Axis name of servo and spindle is displayed. "ALL" means the total of all servo and spindle axes.
FANUC Series 30i / 31i / 32i-MODEL B
Power consumption monitoring screen
B-64484EN/01-01
Ed. Date Design Description
Date Design. Apprv.
Title
Draw
No.
page
4 / 5
Page 26

CONSUMP
Integral power consumption is displayed.
REGEN
Integral power regeneration is displayed.
NET
Integral net amount of power consumption is displayed.
The net amount of power consumption = power consumption – power regeneration.
PRESENT
Present net power consumption is displayed. A negative value is displayed about the net power consumption while the power is
regenerating like the axis is decelerating, etc.
Bar-graph of PRESENT
Present net power consumption is displayed as a bar-graph.
The scale of bar-graph is selected automatically by the parameter (No.4541#1 and #2 in case of the servo, No.2281#0 and #1 in case
of the spindle).
The scale of the entire power consumption bar-graph can be specified in the parameter (No.11371).
The bar expands from the center to right while consuming the electric power. The bar expands from the center to left while
regenerating the electric power.
Ed. Date Design Description
Date Design. Apprv.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Power consumption monitoring screen
B-64484EN/01-01
page
5 / 5
Page 27

Add the following descriptions as 5.7 "Rate Feed" of II Programming.
5.7 Rate Feed
M
Outline
Specify the rate feed mode with G93.2, and directly specify a tool end feedrate as a numeric value after F. By using the value of F in
the previous block as the initial value, a machine is accelerated or decelerated linearly. The unit of the value of F is mm/min or
inch/min. G93.2 is modal. G93.2, once specified, remains to be valid until G93 (inverse time feed) or G94 (feed per minute) or G95
(feed per revolution) is specified.
F
f0
x0
f1
x1 x2 x3
N10 G01 Xx0 Ff0 ;
N20 G93.2 Xx1 Ff1 ;
N30 Xx2 Ff2 ;
N40 Xx3 Ff3 ;
f2
f3
t
Note
1. When axes are accelerated, a feedrate is limited by the parameter No. 1430 (FEDMX) used
to specify an ordinary upper feedrate limit.
2. When the interpolation except the linear interpolation or circular interpolation is specified, an
alarm PS0522 is generated.
Format
G93.2 IP_F_; Rate feed command
IP_:
F_ :Speed in the end point
Ed. Date Design Description
Date Design. E.Tanosaki Apprv.
For an absolute programming, the coordinates of an end point, and for an
incremental programming, the distance of the tool move
.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Rate feed function
B-64484EN/01-01
page
1 / 6
Page 28

Explanation
About the initial speed
The initial speed of the rate feed of each block is decided depending on the speed of the previous block, and the initial speed becomes
0 if the feed type of the previous block is specified excluding a cutting feed (feed per minute) or the rate feed.
About the movement during the rate feed
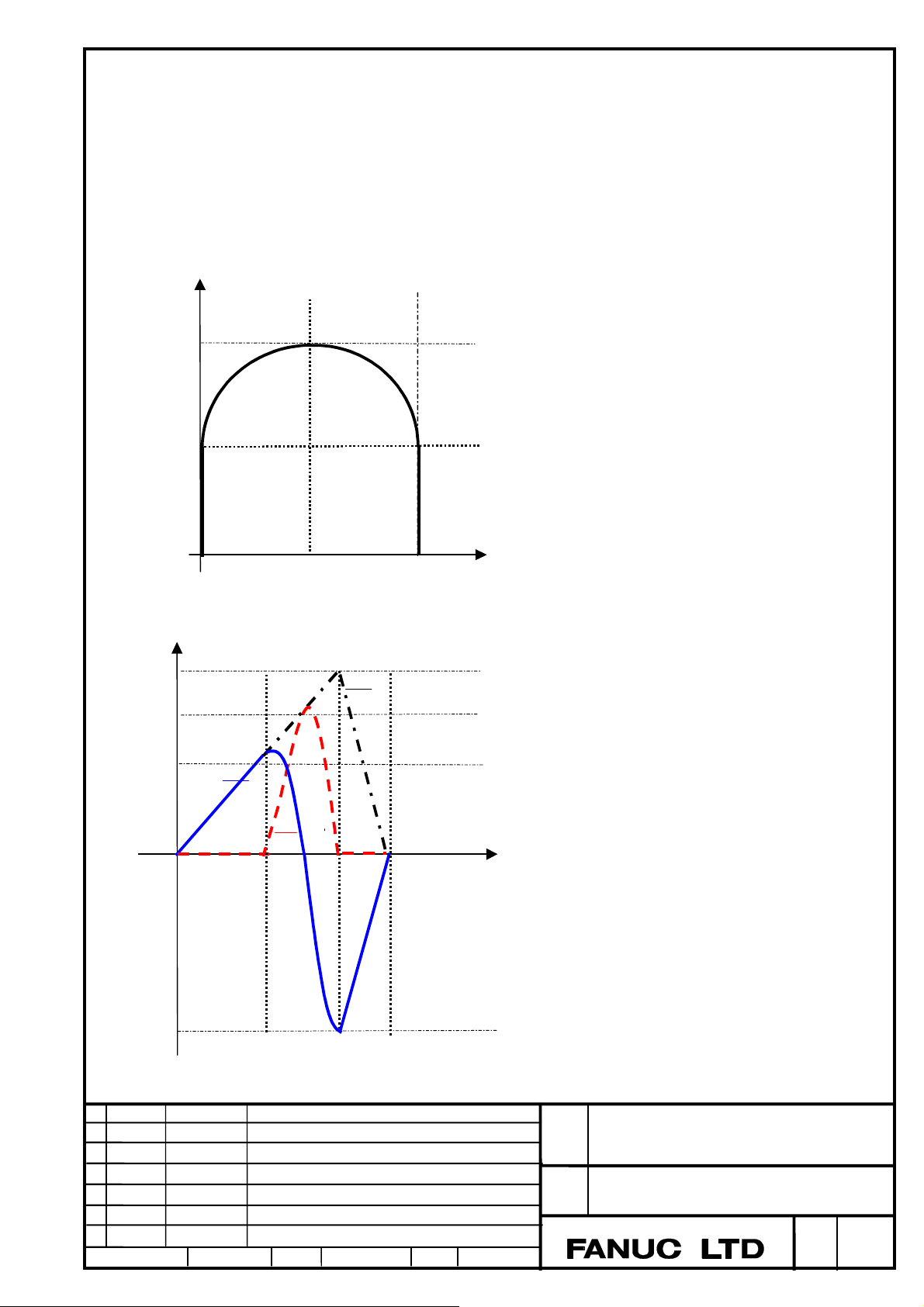
During the rate feed, when each signal such as single block or override is operated, the feed rate is changed as (1) to (3).
(1) When the feedrate override is change during the rate feed.
(the feedrate override, the second feedrate override, override cancel signal etc.)
When the speed is changed by the feedrate override, acceleration/deceleration is changed according to it, because present speed and
speed at the end point are changed. Speed in the end point becomes a speed after the override is multiplied.
(Example) When the feedrate override is changed from 100% to 70% and to 90%.
(Feedrate) F
Speed in the
end point
100%
90%
70%
100%→70%
Change of the feed override
*Note) The feedrate in the figure shows the command feedrate exclusive of acceleration/deceleration after interpolation.
70%→90%
Next
block
(Time) t
Ed. Date Design Description
Date Design. E.Tanosaki Apprv.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Rate feed function
B-64484EN/01-01
page
2 / 6
Page 29

(2) When the speed is changed during the rate feed (Dry run signal, External deceleration signal)
A machine is accelerated or decelerated from present speed to the dry run speed when the dry run speed is selected. A machine is
accelerated or decelerated to the former end speed when the dry run speed is released.
(Example) When the dry run speed is selected and released.
F
Speed in the
end point
Dry run
speed
Changing to the
dry run speed
Releasing of the
dry run speed
Next
block
t
(3) When the operation is stopping and restarting during the rate feed. (By feed hold, Interlock signal, Single block operation)
When the feed hold operation is executed during automatic operation and the operation is restarted, the speed at the interrupted point
is applied as restarting feedrate.
(Example) When the feed hold stop is operated and restarted during automatic operation
F
Speed in the
end point
Speed when
interrupted
Operation
stop
Operation
restart
Ed. Date Design Description
Date Design. E.Tanosaki Apprv.
Next
block
t
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Rate feed function
B-64484EN/01-01
page
3 / 6
Page 30
Y
(4) When the axes more than two are interpolated(linear interpolation, circular interpolation)
Tangential speed becomes a speed of the rate feed at the start point and the end point
between blocks, in which linear interpolation was commanded with multi axes.
In case that the movement direction is changed between blocks, the speed of each axis at the end point of previous block does not
correspond with the speed of each axis at the start point of current block.
(Example1) When the continuous blocks of linear interpolation and circular interpolation are commanded with two axes X and Y
N0001 G93.2 G91 G01 Y30. F100;
N0002 G02 X60. R30. F200;
N0003 G01 Y-30. F0;
60.000
30.000
(2)
200
100
F
0
0
Y axis
Tool path of X and Y axis
Tang e ntial Speed
X axis
60.00030.000
X
t
-200
Speed change of X and Y axis
Ed. Date Design Description
Date Design. E.Tanosaki Apprv.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Rate feed function
B-64484EN/01-01
page
4 / 6
Page 31

Y
X
(Example2) When the continuous blocks of linear interpolation are commanded with two axes X and Y
N0001 G93.2 G91 G01 X30. Y20. F100;
N0002 X10. Y30. F200;
50.000
20.000
0
X axis speed
at the end
point of N1
block
Y axis speed
at the end
point of N1
block
Tool path of X and Y axis
F
0
30.000
Y axis
40.000
X axis
X
Tangential
speed
Y axis
X axis
Y axis speed
at the start
point of N2
block
axis speed
at the start
point of N2
block
t
Title
Ed. Date Design Description
Date Design. E.Tanosaki Apprv.
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Rate feed function
B-64484EN/01-01
page
5 / 6
Page 32

(3)
(3)
(5) When the interpolations except G01 liner interpolation, G02/G03 circular interpolation are specified
(Helical interpolation, Hypothetical axis interpolation, Exponential interpolation, Involute interpolation, Spiral interpolation, and
Conical interpolation, Cylindrical interpolation etc.)
An alarm (PS0522) will be issued.
(6) When AI contour control is executed.
An alarm (PS0522) will be issued.
(7) When retrace is executed
The rate feed cannot be retraced. When the rate feed is commanded during reverse, retrace is finished then and displayed ‘RVED’.
But, when the parameter No.11630#4 sets to be ‘1’, the rate feed can be retraced.
In this case the reverse execution is as follows.
1 In the block of the rate feed mode, reverse execution and forward reexecution are executed at per minute feedrate (G94) (a speed
of F command).
2 In the forward execution from the start point of reverse execution to the end point on the block of the rate feed mode, the rate
feed is executed with the speed at the forward execution interruption as the initial speed.
(8) Other functions
- 3D interference check with Open CNC cannot be used.
- Do not specify Coordinate system rotation, Three-dimensional coordinate system conversion or Tilted working plane command
during the rate feed mode.
Parameter
#7 #6 #5 #4 #3 #2 #1 #0
11630 RTR
[Input type] Parameter input
[Data Type] Bit path
#4 RTR Reverse execution in the rate feed
0: is ineffective(end of reverse execution‘RVED’is displayed)
1: is effective.
Alarm
Number Message Description
PS0522 ILLEGAL CMD. IN RATE
FEED(G93.2)
During AI contour control mode or the
interpolation except linear interpolation, circular
interpolation is commanded in the rate feed.
Ed. Date Design Description
Date Design. E.Tanosaki Apprv.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Rate feed function
B-64484EN/01-01
page
6 / 6
Page 33

Please add “Ⅱprogramming 7.5 Plane Conversion Function ”.
7.5 Plane Conversion Function
Outline
This function converts a machining program created on the G17 plane in the right-hand Cartesian coordinate
system to programs for other planes specified by G17.1Px commands, so that the same figure appears on each
plane when viewed from the directions indicated by arrows shown in Fig.7.5 (a)
Z
G17.1P4 G17.1P1(G17)
Y
G17.1P2
G17.1P3 G17.1P5
X
Fig.7.5 (a) Planes specified by G17.1Px commands
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
B-64484EN/01-01
1/7
Page 34

Format
G17.1 P_ ;
P_ : P1 to P5 Plane conversion specification
G17.1P1 is the same as G17.
Explanation
The plane conversion for a machining figure on the G17 plane shown in Fig.7.5 (b) is performed as Fig.7.5 (c),
Fig.7.5 (d), Fig.7.5 (e), Fig.7.5 (f) or Fig.7.5 (g).
Y
X
Z
G17
plane
Fig.7.5 (b) G17
The circle at the origin indicates that the positive direction of the axis perpendicular to this page is the direction
coming out of the page (in this case, the Z-axis is perpendicular to the XY plane).
Y
Z
G17
plane
Fig.7.5 (c) G17.1P1
X
ED
Date
Date
Design
2010.06.17
Design
Description
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
B-64484EN/01-01
Page
2/7
Page 35

Z
X
Y
G18
plane
Fig.7.5 (d) G17.1P2
The cross at the origin indicates that the negative direction of the axis perpendicular to this page is the direction
coming out the page (in this case, the Y-axis is perpendicular to the XZ plane).
Z
X
G19
plane
Fig.7.5 (e) G17.1P3
Y
Z
ED
Date
Date
Design
2010.06.17
Design
X
Y
Description
Approve
G18
plane
Fig.7.5 (f) G17.1P4
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
B-64484EN/01-01
Page
3/7
Page 36

Y
Z
X
G19
plane
Fig.7.5 (g) G17.1P5
Program commands on the G17 plane are converted to the following commands by plane conversion:
Table 7.5 (a) Program commands converted by plane conversion
Command
X X X Y -X -Y
Y Y Z Z Z Z
Z Z -Y -X Y -X
G02 G02 G03 G02 G02 G03
G03 G03 G02 G03 G03 G02
I I I J -I -J
J J K K K K
K K -J I J -I
G41 G41 G42 G41 G41 G42
G42 G42 G41 G42 G42 G41
Tool length
compensation
Direction of coordinate
rotation
Direction of drilling axis + - + + -
Plane G17 G18 G19 G18 G19
G17.1P1 G17.1P2 G17.1P3 G17.1P4 G17.1P5
+ - + + -
+ - + + -
Plane conversion
The modal information displayed in plane conversion function is as follows.
Table 7.5 (b) The displayed modal information
Command Displayed modal
G17.1P1 G17
G17.1P2 G17.1
G17.1P3 G17.1
G17.1P4 G17.1
G17.1P5 G17.1
ED
Date
Date
Design
2010.06.17
Design
Description
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
B-64484EN/01-01
Page
4/7
Page 37

Example
The machining program created on the G17 plane in the right-hand Cartesian coordinate system is converted to
appear the same figure when viewed from the direction indicated by G17.1P2 command.
Z
Y
Y
Y
Z
Y
G17.1P2
O1000 (MAIN PROGRAM)
N10 G91 G28 X0 Y0 Z0
N20 G54
N30 G17
N40 M98 P2000
N50 G55
N60 G17.1 P2
N70 M98 P2000
N80 G91 G28 X0 Y0 Z0
N90 M30
Y
X
-Z
X
G17
G54
Machine coordinate system
Z
X
Machine coordinate system
Y
G54
-Z
O2000(SUB PROGRAM)
N2010 G90 G00 Z0
N2020 G00 X0 Y0
N2030 G00 X30.0 Y20.0
N2040 G01 Z-50.0 F200
N2050 Y90.0 F500
N2060 X60.0 Y70.0
N2070 G02 Y20.0 J-25.0
N2080 G01 X30.0
N2090 G00 Z0
N2100 M99
X
X
X
X
Limitations
1 Plane conversion can be performed only for commands for the X-, Y-, or Z-axis.
2 Plane conversion cannot be performed for manual operation.
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description
Approve
B-64484EN/01-01
Page
5/7
Page 38

3 Plane conversion cannot be performed for the following commands for moving the tool to a specified
position, commands related to the machine coordinate system, and commands for setting a coordinate
system:
(1) Automatic reference position return (G28 and G30)
(2) Floating reference position return (G30.1)
(3) Return from the reference position (G29)
(4) Selecting the machine coordinate system (G53)
(5) Stored stroke limit (G22)
(6) Setting the coordinate system (G54 to G59 and G92)
(7) Presetting the workpiece coordinate system (G92.1)
(8) Setting the offset (G10)
4 The current position display shows the coordinates after plane conversion. (Table 7.5 (c))
Table 7.5 (c) Current Position Indication
Absolute coordinates Command
X Y Z
G90 G00 X0 Y0 Z0 0.0 0.0 0.0
G17.1 P3 0.0 0.0 0.0
G00 X10.0 Y20.0 0.0 10.0 20.0
G01 Z-50.0 F200 -50.0 10.0 20.0
G02 X50.0 Y60.0 I40.0 -50.0 50.0 60.0
5 Plane conversion cannot be performed together with the axis switching function.
6 Specify plane conversion commands after canceling the following modes.
(1) Cutter compensation
(2) Tool length compensation
(3) Canned cycle
(4) Three-dimensional coordinate conversion
(5) Coordinate rotation
(6) Scaling
(7) Programmable mirror image
7 Plane conversion cannot be performed for the following commands that control a rotation axis together with
the X-, Y-, or Z-axis:
(1) Polar coordinate interpolation
(2) Cylindrical interpolation
(3) Control in normal directions
(4) Exponential interpolation
(5) Circular threading B
8 If a G17, G18, or G19 command is executed during plane conversion, the conversion is disabled and the
plane specified by the command is selected.
Please add to G code list in ⅡProgramming 3.1 G CODE LIST IN THE MACHINING CENTER
SYSTEM
G code Group Function
G17.1 02 Plane conversion function
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
B-64484EN/01-01
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description
Approve
Page
6/7
Page 39

Please add to G code list in ⅡProgramming 3.2 G CODE LIST IN THE LATHE SYSTEM
G code system
A B C
G17.1 G17.1 G17.1 16 Plane conversion function
Group Function
ED
Date
Date
Design
2010.06.17
Design
Description
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Plane conversion function
B-64484EN/01-01
Page
7/7
Page 40

Correct the following description in Ⅱ.PROGRAMMING 18 “PROGRAMMABLE PARAMETER INPUT
(G10)”.
18 PROGRAMMABLE PARAMETER INPUT (G10)
Overview
The values of parameters and pitch error compensation data can be entered in a program. This function is used
for setting pitch error compensation data when attachments are changed or the maximum cutting feedrate or
cutting time constants are changed to meet changing machining conditions.
The input format of pitch error compensation data is changed depending on bit 0 (APE) of parameter No. 3602.
Format
- Parameter entry mode
G10L52 ; Parameter entry mode setting
N_(Q_)R_ ; For parameters other than the axis type or spindle type
N_P_(Q_)R_ ; For axis type or spindle type parameters
:
:
G11 ; Parameter entry mode cancel
N_ : Parameter number
R_ : Parameter setting value (Leading zeros can be omitted.)
(Q_) : Bit number 0 to 7 (to be set when a bit type parameter is input)
(Enabled when bit 4 (G1B) of parameter No.3454 = 1.)
P_ : Axis number 1 to maximum controlled axis number (to be specified when an axis
type parameter or spindle type parameter is specified)
NOTE
G10L52 cannot be used to enter pitch error compensation data.
- Pitch error compensation data entry mode
G10L50 ; Pitch error compensation data entry mode setting
N_(L1)R_ ; Pitch error compensation data entry
:
G11 ; Pitch error compensation data entry mode cancel
N_ : Compensation position number for pitch errors compensation +10,000
L1 : Input format of pitch error compensation data (total value type)
R_ : Pitch error compensation data
NOTE
G10L50 cannot be used to enter parameter.
ED
Date
Date
Design
2010.06.17
Design
Description Page
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
1/11
Page 41
Explanation
- Parameter number(N_)
Programmable parameter input (G10L52) enables writing to a parameter for a specific path by adding that path
number to the parameter number to be specified (N_). The format for the parameter number is as follows:
Nppxxxxxxx : Add a path number to the high-order 8th and 9th digits of a parameter number.
For pp, set a path number, and for xxxxxxx, set a parameter number. If a path number is omitted
or if 0 is set, writing to a parameter for the local path is assumed, as usual.
NOTE
1 If a path number out of the range is specified, alarm PS0115 is issued.
2 To read and write data for the 10th path, set bit 0 (F16) of parameter No. 6008 to
0.
If parameter bit F16 is 1, the calculation precision is up to the 8th digit. Thus, if a
parameter number is determined with a calculation command such as #100=
PRM[100000000 +#1] when the data for the 10th path is read or written, the
correct number may not be determined.
3 Pitch error compensation data entry does not enable selection of a path.
- Setting value (R_)
Do not use a decimal point in the setting (R_) of a parameter or pitch error compensation data. To change a bit
type parameter if bit 4 (G1B) of parameter No. 3454 is 1, specify 0 or 1. If a value other than 0 and 1 is
specified, alarm PS1144, "G10 FORMAT ERROR", is issued.
As the value of R, a custom macro variable can be used.
When a parameter of real type is used, set an integer value in (R_) according to the increment system of the
parameter.
- Bit number (Q_)
Bit number (Q_) is effective if bit 4 (G1B) of parameter No. 3454 is 1. To set a bit type parameter, set a number
in the range of 0 to 7.
A custom macro variable can be used as the value of Q.
- Axis number (P_)
As the axis number (P_), specify the order of a controlled axis to be displayed on the CNC display screen, by
using an axis type parameter.
For example, specify P2 for the control axis which is displayed second.
For a spindle type also, specify the order of an axis to be display on the CNC display screen.
A custom macro variable can be used as the value of P.
- Input format of pitch error compensation data (L1)
When the input format of pitch error compensation data is incremental value type (bit 0 (APE) of parameter No.
3602 is set to 0), L1 is not to be specified.
When the input format of pitch error compensation data is total value type (bit 0 (APE) of parameter No. 3602 is
set to 1), L1 needs to be specified.
If the data with L1 is input when bit 0 (APE) of parameter No. 3602 is set to 0, or the data without L1 is input
when bit 0 (APE) of parameter No. 3602 is set to 1, alarm PS1300 “ILLEGAL ADDRESS” is caused.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
2/11
Page 42

WARNING
1 Do not fail to perform reference position return manually after changing the pitch
error compensation data or backlash compensation data. Without this, the
machine position can deviate from the correct position.
2 If the compensation data is changed when the input format is total value type(bit
0 (APE) of parameter No. 3602 is set to 1), power must be turned off before
operation is continued.
3 The canned cycle mode must be cancelled before entering of parameters. When
not cancelled, the drilling motion may be activated.
CAUTION
Compatibility with the Series 16i/18i/21i:
This model has parameters that are not compatible with the Series 16i/18i/21i.
So, before using this function, make a check according to the Parameter Manual
(B-64490EN) of this model.
NOTE
Other NC statements cannot be specified while in parameter input mode.
- Writing to a parameter for another path
Programmable parameter input (G10L52) enables writing to a parameter for another path by specifying that path
number in either of the following ways:
• Adding a path number to a parameter number (example 3)
• Specifying a path number using system variable #3018 (example 4)
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
3/11
Page 43

CAUTION
If changing a parameter for another path by using this function, be sure to take
appropriate measures such as combining the function with an inter-path wait, so
that the function is executed while the axis for which to change the parameter is
stopped.
[Example]
The following shows an example of changing a parameter for path 2 from path 1,
using M100 and M101 as wait M codes.
Path 1 program
O0100;
:
:
M100P12 ...............(1)
G10L52;
N200xxxxxP_R_ (A)
G11;
M101P12................(2)
G10L52;
NxxxxxP_R_ (B)
G11;
:
M30;
Path 2 program
O0200;
:
M100P12.... (1)
M101P12.... (2)
:
:
M30;
(1): Waits for the start of writing to a
parameter from 1st path
(2): Waits for the end of writing to a
parameter from the 1st path
(Subsequently, operation is performed
with the parameter changed in (A).)
(A):Change to a parameter for another path
Must be made after it is checked that the axis on the path for which to
→
change the parameter is stopped.
(B):Change to a parameter for the local path
Example
1. Set bit 2 (SBP) of bit type parameter No. 3404 (when the bit 4 (G1B) of parameter No. 3454 is set to 0)
G10L52 ; Parameter entry mode
N3404 R 00000100 ; SBP setting
G11 ; Cancel parameter entry mode
2. Set bit 2 (SBP) of bit type parameter No. 3404 (when the bit 4 (G1B) of parameter No. 3454 is set to 1)
G10L52 ; Parameter entry mode
N3404 Q2 R 1 ; SBP setting
G11 ; Cancel parameter entry mode
3. Change the values for the Z-axis (3rd axis) and A-axis (4th axis) in axis type parameter No. 1322 (the
coordinates of stored stroke limit 2 in the positive direction for each axis).
(When the increment systems for the 3rd and 4th axes are IS-B and millimeter machine, respectively)
G10L52 ; Parameter entry mode
N1322P3R4500 ; Change the value for the Z-axis to 4.500
N1322PP4R12000 ; Change the value for the A-axis to 12.000
G11 ; Cancel parameter entry mode
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
4/11
Page 44

4. Of axis type parameter No. 01322 for the 2nd path, change the values for the 3rd and 4th axes.
(When the increment systems for the 3rd and 4th axes are IS-B and metric input, respectively)
G10L52; Parameter entry mode
N20001322P3R4500; Change the value for the 3rd axis in 2nd path to 4.500
N20001322P4R12000; Change the value for the 4th axis in 2nd path to 12.000
G11; Cancel parameter entry mode
5. Write to the 4th axis of parameter No. 01322 for the 2nd path
#3018=2; Set the path subject to parameter writing to the 2nd path
G10L52; Parameter entry mode
N1322P4R12000; Change the value for the 4th axis in 2nd path to 12.000
G11; Cancel parameter entry mode
#3018= 0 ; Return to the local path
6. Change compensation point numbers 10 and 20 of pitch error compensation. ( bit 0 (APE) of parameter No.
3602 is set to 0)
G10L50 ; Pitch error compensation data entry mode
N10010R1 ; Change the compensation point number from 10 to 1
N10020R5 ; Change the compensation point number from 20 to 5
G11 ; Pitch error compensation data entry mode
7. Change compensation point numbers 10 and 20 of pitch error compensation. ( bit 0 (APE) of parameter No.
3602 is set to 1)
G10L50 ; Pitch error compensation data entry mode
N10010L1R1 ; Change the compensation point number from 10 to 1
N10020L1R5 ; Change the compensation point number from 20 to 5
G11 ; Pitch error compensation data entry mode
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
5/11
Page 45

Correct the following description in Ⅲ .OPERATION 8.2.4.3 “Input/output format of pitch error
compensation data”.
Input/output format of pitch error compensation data
Pitch error compensation data is input and output in the following input and output formats.
- Keywords
The following alphabets are used as keywords.
The numeric value following each keyword has the meaning listed below:
Table 8.2.4.3 (a)
Keyword Meaning of the following numeric value
N Pitch error compensation data number + 10000
Q Data identification (1 : Parameter data, 0 : Pitch error compensation data )
L Input / Output format of pitch error compensation data (Without L : Incremental value type, L1 :
Total value type)
P Pitch error compensation data value
- Format
The input / output format of pitch error compensation data is changed depending on bit 0 (APE) of parameter
No. 3602.
In case of incremental value type (bit 0 (APE) of parameter No. 3602 is set to 0).
N ***** Q0 P **** ;
In case of total value type (bit 0 (APE) of parameter No. 3602 is set to 1).
N ***** Q0 L1 P **** ;
The 5-digit numeric value following N indicates a pitch error compensation data number to which a value of
10000 is added.
If the Bi-directional pitch error compensation is valid, the 5-digit numeric value following N indicates a pitch
error compensation data number to which a value of 20000 is added.
Q0 indicates pitch error compensation data
L1 indicates that the input / output format of pitch error compensation data is total value type. When the input /
output format is incremental type (bit 0 (APE) of parameter No. 3602 is set to 0), L1 is not to be specified. If the
data with L1 is input when bit 0 (APE) of parameter No. 3602 is set to 0, or the data without L1 is input when
bit 0 (APE) of parameter No. 3602 is set to 1, alarm SR1300 “ILLEGAL ADDRESS” is caused.
The numeric value following P indicates the value (integer value) of pitch error compensation data between
-128 and 127.
The semicolon (;) indicates the end of block (LF in the ISO code or CR in the EIA code).
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
6/11
Page 46

Example1 (bit 0 (APE) of parameter No.3602 is set to 0)
N10001Q0P100;
Pitch error compensation data number 1
Pitch error compensation data value 100
Example2 (bit 0 (APE) of parameter No.3602 is set to 1)
N10001Q0L1P100;
Pitch error compensation data number 1
Pitch error compensation data value 100
- Beginning and end of a record
A pitch error compensation data record begins with % and ends with %.
Example
% ; ................................................................Beginning of record
N10000Q0P10;
N10001Q0P100;
:
N11279Q0P0;
% ..................................................................End of record
When parameters and pitch error compensation data are integrated into one file, % is added to the beginning and
end of the file.
WARNING
1 Do not fail to perform reference position return manually after changing the pitch
error compensation data or backlash compensation data. Without this, the
machine position can deviate from the correct position.
2 If the compensation data is changed when the input format is total value type(bit
0 (APE) of parameter No. 3602 is set to 1), power must be turned off before
operation is continued.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
7/11
Page 47

Add the following description in Ⅲ .OPERATION 12.4.2 “Displaying and Setting Pitch Error
Compensation Data” after the description of “
Bi-directional pitch error compensation”.
- Stored Pitch Error Compensation Total Value Input function
When bit 0 (APE) of parameter No. 3602 is set to 1, stored pitch error compensation data can be input by a total
value. About details, please refer to “Stored Pitch Error Compensation Total Value Input function” in the
CONNECTION MANUAL (FUNCTION).
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
8/11
Page 48

Correct the following description in Ⅲ .OPERATION 12.4.16 “Displaying and Setting Pitch Error
Compensation Data (15/19-inch Display Unit)” after the description of “
compensation”..
Bi-directional pitch error
- Stored Pitch Error Compensation Total Compensating Value Input function
When bit 0 (APE) of parameter No. 3602 is set to 1, stored pitch error compensation data can be input by a total
value. About details, please refer to “Stored Pitch Error Compensation Total Value Input function” in the
CONNECTION MANUAL (FUNCTION).
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
9/11
Page 49

Add the following parameter to APPENDIX. A.1 “DESCRIPTION OF PARAMETERS”.
#7 #6 #5 #4 #3 #2 #1 #0
3602 APE
[Input type] Parameter input
[Data type] Bit
NOTE
When this parameter is set, the power must be turned off before
operation is continued.
# 0 APE The input type of stored pitch error compensation data is
0: An incremental value.
1: A total value.
This function is effective to the following functions.
- Stored Pitch Error Compensation
- Bi-directional Pitch Error Compensation
- Interpolation Type Pitch Error Compensation
-
Periodical Secondary Pitch Error Compensation
-
Interpolation Type Straightness Compensation
-
Simple Spindle Synchronous Control Independent Pitch Error Compensation
NOTE
If this parameter is changed, the data of stored pitch error
compensation is cleared automatically at next power on.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
10/11
Page 50

Add the following alarm to APPENDIX. H “ALARM LIST”.
Number Massage
PS0527 ILLEGAL DATA IN PITCH ERROR In the effective pitch error compensation points that is
decided by considering the setting of the parameters,
the difference between two consecutive data exceeds
the range of -128~+127.
Please correct the pitch error compensation data or
change the parameter.
Description
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Stored pitch error compensation total compensating
value input function
B-64484EN/01-01
11/11
Page 51

Replace II PROGRAMMING 22.2 "Smooth TCP" with the following content as "High-speed Smooth
TCP".
22.2 High-speed Smooth TCP
22.2.1 High-speed Smooth TCP
General
Tool center point control (referred to as TCP in the remainder of this manual) is a 5-axis machining function
whereby the tool center point moves along a specified path even if the tool posture varies in relation to the
object being machined.
High-speed smooth TCP enables smooth tool center point cutting and tool side cutting while TCP.
High-speed smooth TCP has below two functions.
・ Rotation axes compensation (G43.4L1) :
G43.4L1 smoothes the movement of machine compensating the rotation axes to reduce the unevenness in
rotation axes commands.
・ Smooth control (G43.4P3) :
G43.4P3 interpolates the tool center points and tool postures smoothly.
This function is an option function.
- Rotation axes compensation (G43.4 L1)
Depending on the machining program, there may be unevenness in tool posture between blocks. In such a case,
the position of the control point varies in relation to the position of the tool center point, so that
acceleration/deceleration frequently occurs, and the control point does not move smoothly. As a result, there
occur increases in machining time, as well as the degradation of the quality of the machined surface (as
exemplified by streaks).
High-speed Smooth TCP is a function that compensates rotation axes to reduce the unevenness in tool posture in
relation to the tool center path for a machining program for TCP, thereby smoothing the movement of rotation
axes.
This is effective to reducing machining time and improving the quality of the machined surface if there is
unevenness in tool posture between blocks.
This function is optional.
Path of control point
The command is compensated.
ED
Date
Date
Tool posture
Tool center point path
Design
2010.06.17
Command with the rotation
axes compensated
Before compensation
Fig.222.1 (a) Compensation with High-speed Smooth TCP
Description Page
Design
Approve
After compensation
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
1/30
Page 52

NOTE
1 The option of "Smooth TCP" or "High-speed Smooth TCP" is necessary to use
Rotation axes compensation (G43.4 L1). It can be used in Series 30i /31i -B,
31i -B5.
2 This function may not be effective to programs and so on that do not involve
unevenness in tool posture.
3 In case of tool side cutting which must follow the specified tool posture, this
function may not be suitable because the tool posture vector is compensated.
4 Each rotation axis is compensated from the original value within the
compensation tolerance. The tolerance can be specified by the parameters (No.
10486, 10487) or the G code (G10.8L1).
- Smooth control (G43.4 P3)
Under tool posture control, the tool posture is controlled every moment for operation on the plane formed by the
tool postures (tool length compensation vectors) at the start point and the and point of a block. (Fig.2.1 (b))
This control method is suitable for machining a plane with the side of a tool using the tool center point control.
Tool posture control
Tool length compensation
vector Vs at block start point
Plane formed by Vs and Ve
Programmed path
Fig.2.1 (b) Tool posture control
Tool length compensation
vector Ve at block end point
Adding to the tool posture control, this feature (High-speed Smooth TCP) generates and interpolates smooth
surfaces from commanded tool center points and tool postures.
Traditionally, when a free surface is machined by Tool posture control, the free surface is approximated by
polyhedrons. (Fig.2.1 (c)) But, by this feature, the free surface can be machined with smooth surfaces and the
machining quality can be improved. (Fig.2.1 (d))
This feature is suitable for machining that the tool posture is needed to move smoothly using Tool center point
control.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
2/30
Page 53

Fig.2.1 (c) Polyhedron approximation of free surface Fig.2.1 (d) Free surface machined with this feature
NOTE
The option of "High-speed Smooth TCP" is necessary to use Smooth control
(G43.4 P3). It can be used in Series 30i -B/31i -B5.
Explanation
This feature is available for TCP type 1 (G43.4). (TCP type 2 (G43.5) is planned to be available.)
AI contour control is also turned on with the command G43.4 P3. Automatic speed control of AI contour
control reduces shocks on the machine tool system.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
3/30
Page 54

Format
G43.4 L_ P_ IP_ α_ β_ H_ ; (M series) TCP mode is turned ON.
G43.4 L_ P_ IP_ α_ β_ D_ ; (T series) TCP mode is turned ON.
G49 ; TCP mode is turned OFF.
L: 0 : Rotation axes compensation is not effective
1 : Rotation axes compensation is effective
Using bit 0 (STC) of setting parameter No.10485, the state in which the address "L"
command is absent can be selected. (Note 1)
P: Selection of Tool posture control mode
0 : Tool posture control is not effective.
1 : Tool posture control is effective.
3 : Smooth control is effective.
(Note 1) Setting parameter TP2(No.11775#0) and TPC(No.19604#0) can select the
status in the case that the address P is omitted. (Note 2)
IP: In the case of absolute command, the end position of Tool center point movement
In the case of incremental command, the movement value of Tool center point
α, β: In the case of absolute command, the end position of rotary axes movements
In the case of incremental command, the movement value of rotary axes
H: Tool offset number (M series)
D: Tool offset number (T series)
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
4/30
Page 55

NOTE
1 In the case that the address L is not commanded, the behavior of G43.4 is as
follows with the setting parameter STC(No.10485#0).
Parameter STC
(No.10485#0)
when address L is not commanded
Behavior of G43.4
0 Normal TCP (G43.4L0) starts
1 Rotation axes compensation (G43.4L1) starts
2 In the case that the address P is not commanded, the behavior of G43.4 is as
follows with the setting parameters TP2(No.11775#0) and TPC(No.19604#0).
Parameter TPC
(No.19604#0)
Parameter TP2
(No.11775#0)
Behavior of G43.4
when address P is not commanded
0 - Normal TCP (G43.4P0) starts
1
0 Tool posture control (G43.4P1) starts
1 Smooth control (G43.4P3) starts
3 To use High-speed Smooth TCP on a T series machine, enable the extended
tool selection function (set bit 3 (TCT) of parameter No. 5040 =1). Use D as the
tool length offset number. Other restrictions are the same as those on the M
series.
4 Alarm PS0515, “ILLEGAL FORMAT IN SMOOTH TCP (G43.4L1)”, occurs if a
value other than 0 and 1 is specified for address "L".
5 In the case of simultaneous use of rotation axes compensation with Smooth
control, Smoothing is done to the tool postures compensated by Rotation axes
compensation.
Therefore, when side cutting is done with this feature, the machined figure is a
little different by the angle compensated by Rotation axes compensation from
the figure machined without Rotation axes compensation.
Example
A few examples applied to an original program which already exist are shown.
The original program is supposed to be as follows :
N040 G43.4 H1 P1 X0.0 Y-100.0 Z0.0; Tool posture control mode is turned ON.
How to enable Smooth control
In order to enable Smooth control, P3 is commanded at the G43.4 block of the original program.
N040 G43.4 H1 P3 X0.0 Y-100.0 Z0.0; Smooth control is turned ON.
Or, with the settings of TPC(No.19604#0)=1 and TP2(No.11775#0)=1, P command can be omitted.
N040 G43.4 H1 X0.0 Y-100.0 Z0.0; Smooth control is turned ON.
9.2.1.1 Rotation axes compensation (G43.4L1)
- Compensation of rotation axes
High-speed Smooth TCP is designed to smooth tool posture variations, thereby smoothing the movement of
rotation axes.
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
5/30
Page 56

If there is unevenness in tool posture, the position of the control point varies in relation to the position of the
tool center point, so that the control point does not move smoothly and acceleration/deceleration frequently
occurs. This results in increases in machining time and the degradation of the quality of the machined surface
(as exemplified by streaks).
Fig.9.2.1.1 (a) Example of a command that involves unevenness in tool posture
Path of control point
Tool posture
Tool center point path
High-speed Smooth TCP does not modify the tool center point position but compensates only the tool posture
(rotation axis positions), thereby decreasing the unevenness in tool posture.
Command with the rotation
axes compensated
Fig.9.2.1.1 (b) Command after compensation
- Compensation tolerance
High-speed Smooth TCP compensates the rotation axis positions in every block in TCP mode.
Depending on the machining program, as a result of compensation calculations with this function, large
compensation may be decided necessary. In such cases, unexpected interferences may be generated between
tool and workpiece even for programs that are essentially free from interferences. Moreover, overtravel alarms
may occur for linear/rotation axes because of variations in tool posture.
To avoid such large compensation, High-speed Smooth TCP can limit the compensation for the rotation axis
positions.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
6/30
Page 57

Tool posture before compensation
Compensation area
for a rotation axis
Fig.9.2.1.1 (c) In case of limited compensation
Tool posture after compensation
The compensation of a rotation
axis is limited to the specified
area.
Interference
avoided
Workpiece being machined
Specify the compensation tolerance for each rotation axis, using parameters Nos. 10486 and 10487.
Setting example)
Parameter No.10486 = 1.0 (First rotation axis compensation tolerance is 1.0 degree.)
Parameter No.10487 = 0.5 (Second rotation axis compensation tolerance is 0.5 degree.)
In the above example, the amount of compensation for the first rotation axis is limited to 1.0 degree and that for
the second axis is limited to 0.5 degree.
For example, on a 5-axis machine whose axis configuration is tool head rotation type, where the first rotation
axis is a master axis (rotation axis near the workpiece) and the second rotation axis is a slave axis (rotation axis
near the tool), the compensation for each rotation axis is limited into the fan-shaped area inFig.9.2.1.1 (d).
± Parameter
No.10487
± Parameter
No.10486
Fig.9.2.1.1 (d) Compensation area for a tool head rotation type machine
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
ED
Date
Date
Design
2010.06.17
Design
Description Page
Approve
7/30
Page 58

NOTE
If the tool posture varies due to compensation with High-speed Smooth TCP
while a corner is being machined at the tool center, as in filleting, the finishing
allowance may remain uncut at the corner. At such a location, set a small
compensation tolerance for each rotation axis so that the tool posture does not
vary exceedingly.
Dotted line:
Tool posture before compensation
Compensation
Solid line:
Tool posture after compensation
Colored area:
Portion that remains uncut
Finishing allowance of
the workpiece
Hatched area: Workpiece
Fig.9.2.1.1 (e)
- Conditions for enabling Rotation axes compensation
High-speed Smooth TCP enables Rotation axes compensation if all of the following conditions are met:
• Block of linear interpolation (G01)
• Block that contains an axis command for any of the five axes
• Block that contains no one shot G code
• Block in which no modal information except for O, N, F, or G code groups 01 and 03 is changed
Rotation axes compensation is canceled in a block that does not meet the above conditions, and it is judged in
the next block whether to perform Rotation axes compensation anew.
For example, Rotation axes compensation is canceled if the following blocks are specified.
Example) On a 5-axis machine with three linear axes (X, Y, Z) and two rotation axes (B, C)
M55; (no axis command)
G91 G01; (no axis command)
G00 X10.0; (no G01 mode)
G04 X1.0; (one shot G code)
G51.1 X1.0; (Address X not being an axis movement command)
The position in a High-speed Smooth TCP start block, as well as the end position, is not compensated.
A High-speed Smooth TCP resume block, as well as the single block immediately before High-speed Smooth
TCP is canceled, is not compensated, either.
The single block immediately after a High-speed Smooth TCP start block (G43.4L1) is not compensated, either.
The following is an example showing which blocks are compensated after High-speed Smooth TCP starts.
Comments in parentheses to the right of some of the blocks are the reasons why the blocks are not compensated.
The other blocks enclosed in frames are compensated.
Example) On a 5-axis machine with three linear axes (X, Y, Z) and two rotation axes (B, C)
G90 G01 G43.4 L1 H1 Z0 F500 ; Rotation axes compensation start
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
8/30
Page 59

G00 X_ Y_ Z_ B_ C_ ; (Block immediately after Rotation axes compensation starts)
G01 X_ Y_ Z_ ; (Rotation axes compensation resume block)
Y_ Z_ ;
X_ Z_ C_ ;
X_ Y_ ; (Block immediately before it is canceled)
M55 ; (No axis command)
X_ Y_ B_ ; (Rotation axes compensation resume block)
G91 X1.0 ;
X_ ; (Block immediately before it is canceled)
G02 X_ Y_ R_ ; (No G01 mode)
G90 G01 X_ Z_ ; (Block immediately before it is canceled)
G04 X2.0 ; (One shot G code)
C_ ; (Rotation axes compensation resume block)
X_ B_ ;
B_ C_ ;
X_ Y_ Z_ C_ ; (The end position is the same as that before compensation.)
M55 ; (No axis command)
G49 Rotation axes compensation end
- Insertion of rotation axis commands to blocks in which Rotation axes
compensation is enabled
In a block in which Rotation axes compensation is enabled, a rotation axis movement command may be
generated due to compensation even if the original command does not have a rotation axis address. The
command thus generated is shown in the display of programs under execution.
Example) On a 5-axis machine with three linear axes (X, Y, Z) and two rotation axes (B, C)
Before compensation After compensation
X_ Y_ ; X_ Y_ B_ C_ ;
X_ B_ ; X_ B_ C_ ;
B_ ; B_ C_ ;
- For machining with a ball end mill
If TCP machining is to be performed with a ball end mill, the tool center point in the program may be specified
as the coordinates of the tool tip center or as the coordinates of the tool center point.
At present, High-speed Smooth TCP assumes that for machining with a ball end mill, the program specifies the
tool tip center. If the tool tip center is not specified, excessive cutting may occur.
Tool tip center
Tool center point
Fig.9.2.1.1 (f) Tip of a ball end mill
Other notes
- Display of programs under execution
In Rotation axes compensation mode, the compensated program is displayed.
Title
Draw
No.
ED
Date
Date
Design
2010.06.17
Design
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
9/30
Page 60

- Original program
Rotation axes compensation is not a function to directly edit the original program.
Thus, Rotation axes compensation does not change the contents of the original NC program.
- Machine configurations to which Rotation axes compensation is applicable
This function is available on a 5-axis machine whose axis configuration is head rotation type, table rotation type,
or composite type. Also, it is available on either a machining center or lathe machine.
NOTE
Rotation axes compensation is available even on a machine that has only one
rotation axis or that uses a hypothetical axis.
- Use with tool posture control
With this function, the tool posture varies within the permissible compensation area. If this function is used
together with tool posture control, tool posture control is performed on the tool posture compensated within the
permissible area.
Example
The following is an example of applying Rotation axes compensation to an existing machining
program for TCP.
Original program
Assume the machining program for TCP (type 1) shown below.
Assume that the machine configuration is such that it contains three linear axes (X, Y, and Z) and two
rotation axes (B as the first and C as the second), with metric input.
Example)
O200
N010 G49; Tool length compensation cancel
N020 G54 G90 G00 X0 Y0 Z0 B0 C0; Programming coordinate system specification
N030 G5.1 Q1; AI contour control on
N040 G43.4 H1 Z0; TCP mode on
N050 G01 X1.0 Y1.0 Z-0.5 B10.0
C90.0 F1000;
N060 X2.0 Y0.9 B10.5 C89.5;
… (Consecutive commands with
sequences of very small points)
N880 X1.5 B9.8 C89.0;
N890 X1.0 B10.0 C90.0;
N900 G49; TCP mode off
N910 G5.1 Q0; AI contour control off
N920 M30; Program end
Starting Rotation axes compensation
To start the above program in Rotation axes compensation mode, specify L1 in the frame (TCP start
block), as shown below.
N040 G43.4 L1 H1 Z0; Rotation axes compensation mode ON
Normal TCP starts if L0 is specified.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
10/30
Page 61

N040 G43.4 L0 H1 Z0; Normal TCP mode ON
If address "L" is omitted, whether to turn on or off Rotation axes compensation is decided with the
setting of bit 0 (STC) of parameter No. 10485.
Parameter STC (No.10485#0) Behavior of G43.4 when address “L” is not commanded
0 Normal TCP (G43.4L0) starts.
1 Rotation axes compensation (G43.4L1) starts.
If performing Rotation axes compensation
To perform Rotation axes compensation, set the parameters below.
Setting example)
Parameter No.10486 = 1.0 (Compensation tolerance for the first rotation axis is 1.0 degree.)
Parameter No.10487 = 0.5 (Compensation tolerance for the second rotation axis is 0.5 degree.)
With the setting examples above, rotation axis compensation is performed with a compensation tolerance
of 1.0 degree for the first rotation axis and with a compensation tolerance of 0.5 degree for the second
rotation axis.
If 0 is set in parameter No. 10486, the first rotation axis is not compensated.
If 0 is set in parameter No. 10487, the second rotation axis is not compensated.
9.2.1.2 Smooth control (G43.4P3)
- Interpolation of Tool center point and Tool posture
This feature generates and interpolates smooth surface which passes commanded Tool center points and Tool
postures. Using the following program example, this feature is explained.
Example) The 5-axis machine is supposed as follows :
Head rotation type machine (Linear axes(X,Y,Z) Rotary axes(B,C))
Master rotary axis : C-axis(around Z-axis), Slave rotary axis : B-axis(around Y-axis)
G90 G01 F1000 ;
N1 G43.4 P3 X0.0 Y-100.0 Z0.0 B15.0 C90.0 ;
N2 X35.3554 Y-70.7107 C135.0 ;
N3 X50.0 Y0.0 C180.0 ;
N4 X35.3554 Y70.7107 C225.0 ;
N5 X0.0 Y100.0 C270.0 ;
G49 ;
Tool center points and Tool postures are commanded as follows Fig.9.2.1.2 (a).
Z
Tool posture
Tool posture
N1
N1
Z
Y
Y
N5
N5
ED
Date
Date
Design
2010.06.17
Design
N2
N2
N3
N3
X
X
Description Page
Approve
N4
N4
Tool center points
Tool center points
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
11/30
Page 62

Fig.9.2.1.2 (a) Commanded Tool center points and Tool postures
In case of machining with tool posture control (G43.4P1), the processing surface is shown in Fig.9.2.1.2 (b)
(polyhedron).
In case of machining with Smooth control (G43.4P3), the processing surface is shown in Fig.9.2.1.2 (c) (smooth
curved surface).
Z
Z
Y
N1
N1
N2
N2
N4
N3
N3
X
X
Fig.9.2.1.2 (b) Tool posture control (G43.4P1) Fig.9.2.1.2 (c) Smooth control (G43.4P3)
N4
N5
N5
Y
N1
N1
N2
N2
X
X
N3
N3
Z
Z
Y
Y
N5
N5
N4
N4
- Tolerance of Smooth control
This feature generates and interpolates smooth paths from commanded Tool center points and Tool postures.
Then, the generated surfaces are within the tolerances from the planes generated by the traditional Tool posture
control.
(Tool center points)
The generated paths are within the tolerance (Parameter No.11776, or Command G10.8 L2 Q_) from the linear
paths generated by the traditional Tool posture control.
Z
Z
Paths generated by the traditional
Paths generated by the traditional
Tool posture control
Tool posture control
Y
N5
N5
Y
Paths generated
Paths generated
by this feature
by this feature
N1
N1
N2
N2
N4
N3
N3
X
X
N4
Tolerance
Tolerance
(Parameter No.11776, or Command G10.8 L2 Q_)
(Parameter No.11776, or Command G10.8 L2 Q_)
Fig.9.2.1.2 (d) Path of Tool center points
(Tool postures)
The generated tool posture paths are within the angle of tolerance (Parameter No. 11777 or Command G10.8 L2
R_) from the paths generated by tool posture control (G43.4P1).
The closer to 0 the tolerance is, the more the path approaches to the plane generated by tool posture control.
If parameter No.11777 is set to 0, it is assumed that this parameter is set to 0.02.
Usually, it is machined smoothly even if this tolerance is 0.02, so this tolerance does not need to be changed.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
12/30
Page 63
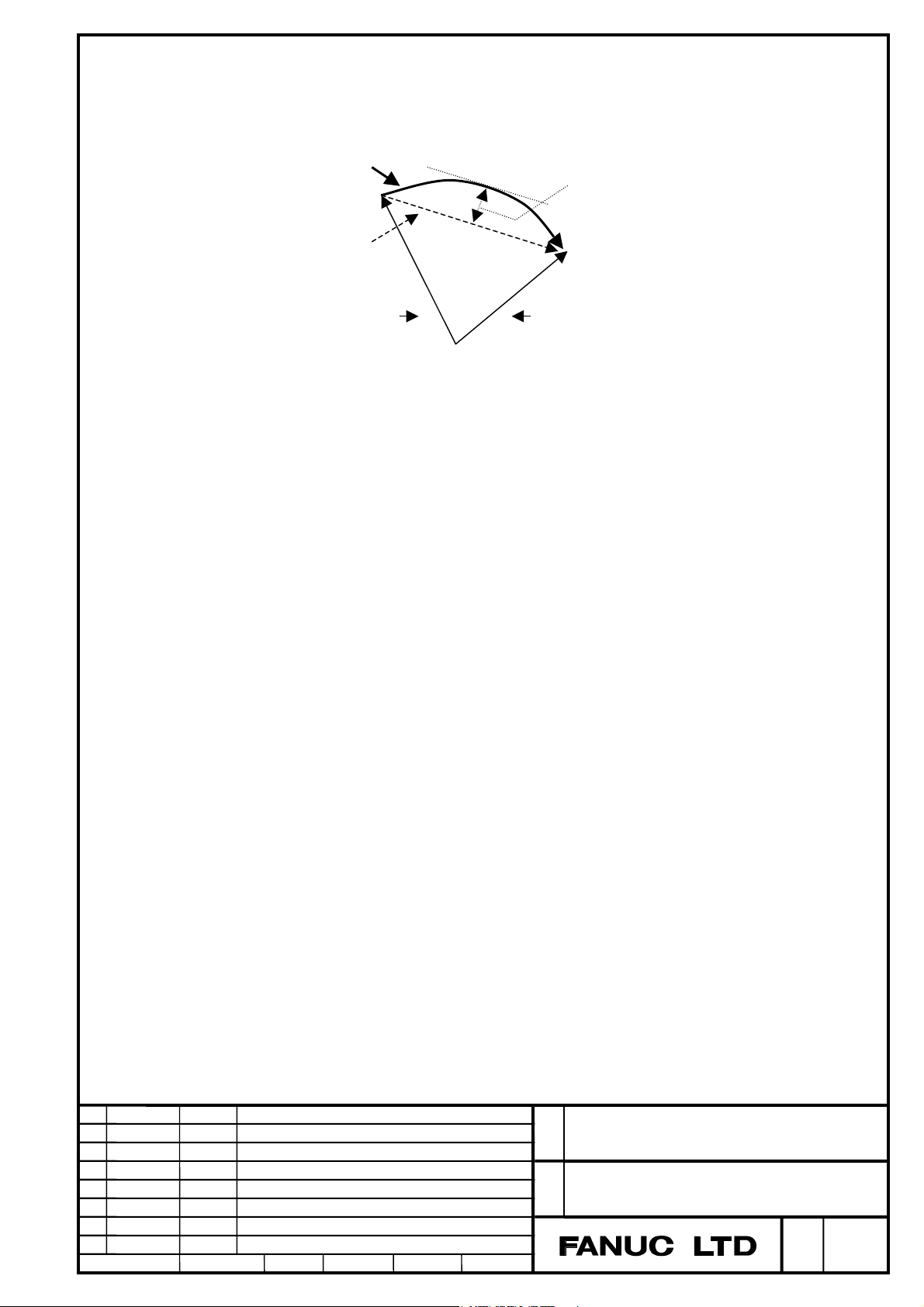
g
When the smoother tool posture path is necessary, set the values (for example, 1.0 degree etc.) to this parameter
properly.
Bold line :
The tool posture path
generated by G43.4P3.
Broken line :
The tool posture path
enerated by G43.4P1
Tool posture vector at start point Tool posture vector at end point
The angle between the curved surface (bold line) and
the plane (broken line) is within the parameter
No.11777.
Fig.9.2.1.2 (e) Paths of Tool postures
- Conditions for Smooth control to be effective
Smooth control is effective when the conditions for Tool center point control are satisfied and the following
conditions are satisfied.
In the case that the conditions are not satisfied, Smooth control is temporarily canceled and it is decided whether
Smooth control should be effective or not at the next block.
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Design
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
13/30
Page 64

Conditions for Smooth control to be effective
1) Modes are as follows.
- Cutting mode
- Linear interpolation (G01)
- Feed per minute (G94, however G98 in G code system A of T series )
- Polar coordinate interpolation cancel (G13.1)
- Polar coordinate command cancel (G15)
- Canned cycle cancel (G80)
- Scaling cancel (G50)
- Custom macro modal call cancel (G67)
- Coordinate system rotation, 3-D coordinate system conversion cancel (G69 (M series), G69.1 (T series))
- Tool radius compensation cancel (G40)
- Programmable mirror image cancel (G50.1)
2) One shot G code is not commanded.
3) Buffering is not disabled.
4) Only movements of the axes for Tool center point control are commanded.
5) Block length of Tool center points is less than the parameter No.11778. (When Block length is long
enough(longer than the parameter No.11778), it is supposed that Smoothing is not necessary, and Smoothing
is temporarily canceled.)
<Path of Tool center point>
Block length is longer
than Parameter
No.11778
= Smoothing is
temporarily canceled.
Block lengths are less than
Parameter No.11778
= Smoothing is effective.
Fig.9.2.1.2 (f) Block length and Smoothing
Block length is longer
than Parameter
No.11778
= Smoothing is
temporarily canceled.
6) Angle between blocks of Tool center points is less than the parameter No.11779. ( In the case angle between
blocks of Tool center points is larger than the parameter No.11779, the blocks are supposed to be a corner,
and Smoothing is temporarily canceled.)
θ1
θ2
Angles(θ1, θ2) between blocks are less
than the parameter No.11779
=Smoothing is effective.
Fig.9.2.1.2 (g) Angle between blocks and Smoothing
7) Movement to cross non over a singular position
θ3
Angle(θ3) between blocks is larger than the
parameter No.11779.
=Smoothing is temporarily canceled.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
ED
Date
Date
Design
2010.06.17
Design
Description Page
Approve
14/30
Page 65

Movement to cross over a singular position
"Tool side rotary axis" and "Work-piece side rotary axis"
In this paragraph, ‘Tool side rotary axis’ and ‘Work-piece side rotary axis’ which are used in the next paragraph
are explained.
On a 5-axis machine, one rotary axis tilts the tool against the work-piece. This rotary axis is called "Tool-side
rotary axis", and the other is called "Work-piece side rotary axis".
According to the mechanical unit type, they are as follows:
Table 9.2.1.2 (a) Work-piece side rotary axis and Tool side rotary axis
Mechanical unit type (No.19680) Tool side rotary axis Work-piece side rotary axis
Tool rotation type (2) Slave axis Master axis
Table rotation type (12) Master axis Slave axis
Mixed type (21) Tool rotation axis Table rotation axis
Work-piece side rotary axis
Tool rotation type
Table rotation type
Mixed type
Fig.9.2.1.2 (h) Work-piece side rotary axis and Tool side rotary axis
Tool side rotary axis
Singularity, Singular position, Singular posture
A tool posture can be decided by two rotary axes positions. On the contrary, one pair of two rotary axes
positions can not be usually decided by a tool posture.
Here, the tool posture where the Work-piece side rotary axis position can be any, in other words, the
Work-piece side rotary axis position can not be uniquely decided, is called "Singular posture". And, the
position of the Tool side rotary axis at singular posture is called "Singular position (or Singular angle)".
At singular position, the rotary center of Work-piece side rotary axis is parallel to the tool posture (tool
direction).
Example)
On a tool rotation type machine which has C axis(master axis around Z axis) and B axis(slave axis around Y
axis) and the reference tool direction in Z axis direction, the singular position is B=0,+/-180,,,,deg. Then, the
tool posture is the singular posture at C=any-deg.
When B=0 (singular position), the tool posture is a singular posture at C=any-deg., as shown in Fig.9.2.1.2 (i)
for example.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
15/30
Page 66

C=0 C=60
B=0
(Singular position)
Singular posture
Z
X
B=0
(Singular position)
Fig.9.2.1.2 (i) Singular position and Singular posture
Movement to cross over a singular position
When the commanded positions of the tool side rotary axis are opposite in relation to the singular position at the
starting point and at the ending point of a block, in other words, when a movement to cross over a singular
position is commanded, tool posture control is impossible, and Smooth control (G43.4P3) is also impossible. In
this case, Smooth control is canceled temporarily before this command, and it is executed as normal Tool center
point control.
Example)
In the following case, Smooth control (G43.4P3) is temporarily canceled (linearization) in 1 block of before and
after this command.
- Machine configurations
: the tool rotation type, master is C-axis (around about Z-axis), slave is B-axis (around about Y-axis)
the reference tool axis is Z-axis direction, non inclination of reference tool axis direction and rotary axis
- Command
: rotary angle of start block : (B,C)=(90deg, 0deg) (tool posture is X-axis direction)
: rotary angle of end block : (B,C)=(-90deg, -90deg) (tool posture is Y-axis direction)
In case, the rotary axis nearest tool is B axis, the singular position is B=0 degree.
Because the start point is B=90 degree and the end point is B=-90 degree, the instruct point of the rotary axis
nearest tool (B axis) is placed the singular position and the other side.
The posture (B,C)=(-90deg, -90deg) can not be taken with the tool posture kept in the X-Y plane.
The command (B,C)=(90deg, 90deg) which shows the same posture with (B,C)=(-90deg, -90deg) can be
commanded.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
16/30
Page 67

Y
O0020
…
G43.4 H1 P1;
…
N10 X_ Y_ Z_ B90.0 C0.0;
N20 X_ Y_ Z_ B-90.0 C-90.0;
…
G49;
M30;
O0021
…
G43.4 H1 P1;
…
N10 X_ Y_ Z_ B90.0 C0.0;
N20 X_ Y_ Z_ B90.0 C90.0;
…
G49;
M30;
The commands in N20 in the both programs O0020
and O0021 have same posture (Y-axis direction).
But in O0020, Smooth control (G43.4P3) is
canceled temporarily before this command, and it is
executed as normal Tool center point control,
because the tool posture control is impossible from
(B,C)=(90deg, 0deg) (the end of N10). Smooth
control (G43.4P3) is also impossible.
Otherwise the tool posture control can work in
O0021.
B=90.0, C=90.0
or B=-90.0, C=-90.0
X
B=90.0, C=0.0
Fig.9.2.1.2 (j) Example for impossible Smooth control on type 1
Title
Draw
No.
Date
ED
Date
Design
2010.06.17
Design
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
17/30
Page 68

22.2.2 Tolerance change in High-speed Smooth TCP mode
9.2.2.1 Tolerance change in Rotation axes compensation (G43.4L1)
This function is designed to change the compensation tolerance for each rotation axis in Rotation axes
compensation mode (G43.4L1). This makes it possible to change the tolerance according to the situation in part
of the machining program.
There are two ways to change the tolerance, directly specifying a value and using the value set in a parameter.
No matter which way is used, if the tolerance is changed to 0, compensation on that axis is interrupted
temporarily. Compensation can be resumed by specifying a value other than 0 as the tolerance.
Format
G10.8 L1 α_ β_ ; Directly specify the compensation tolerance for each rotation axis.
G10.8 L1 Pn ; From parameters, select the rotation axis compensation tolerance to use.
α: Compensation tolerance for the first rotation axis
β: Compensation tolerance for the second rotation axis
Pn: Specification code for the compensation tolerance for each rotation axis.
n: 0~1
0 (0 is used as the compensation tolerance for each rotation axis = Temporary halt of
compensation)
1 (Parameters Nos. 10486 and 10487 are used.)
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
18/30
Page 69

NOTE
1 The option of "Smooth TCP" or "High-speed Smooth TCP" is necessary to use
Rotation axes compensation (G43.4 L1). It can be used in Series 30i /31i -B,
31i -B5.
2 G10.8 is a one shot G code.
3 Rotation axes compensation (G43.4L1) is cancelled temporarily before and after
this G code command.
4 If any of the following is specified in a G10.8L1 block, alarm PS0520, "ILLEGAL
FORMAT IN G10.8L1", occurs.
- A command other than the above (except O and N commands) is specified.
- P is specified together with α and β.
- A negative value is specified as α or β.
- A value other than 0 and 1 is specified for n.
- Another G code is specified at the same time.
- G10.8 is specified in Rotation axes compensation mode (G43.4L1), but L is not
specified or the value of
L is not 1.
5 If G10.8L1 is specified in either of the following conditions, alarm PS0521,
"ILLEGAL USAGE OF G10.8L1", occurs.
- Not in Rotation axes compensation mode (G43.4L1)
- Not linear interpolation (G01)
6 If G10.8 is specified in a G43.4L1 block, alarm PS0515 occurs.
7 In continuous operation, no deceleration stop occurs in a G10.8L1 block.
8 In single block operation, a single block stop occurs in a G10.8L1 block.
9 If the way to specify a tolerance directly (G10.8L1α_β_), parameters Nos. 10486
and 10487 are not changed.
10 Each of the parameters for rotation axis compensation tolerances is clamped
with the setting of parameters Nos. 10490 and 10491 as the upper limit.
11 Even if a tolerance is specified directly, it is also clamped with the setting of
parameters Nos. 10490 and 10491 as the upper limit.
12 When Rotation axes compensation (G43.4L1) starts, the value of parameters
Nos. 10486 and 10487 is used as the tolerance for each rotation axis.
13 Compensation can be resumed by specifying a value other than 0 as the
tolerance.
- Confirming the rotation axis compensation tolerances in use
The rotation axis compensation tolerances used in the block under execution can be confirmed with the
following diagnostic data. The tolerances are displayed with the increment systems of the respective rotation
axes.
• Compensation tolerance for the first rotation axis: Diagnostic data No. 6501
• Compensation tolerance for the second rotation axis: Diagnostic data No. 6502
Example
The following are examples in which rotation axis compensation with Rotation axes compensation is
temporarily halted and resumed. Comments enclosed in parentheses on the right side of certain blocks are
reasons why the blocks are not compensated. Other blocks are compensated.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
19/30
Page 70

Example 1) Halt of compensation
On a five axis machine (M series) with three linear axes (X, Y, and Z) and two rotation axes (B
and C)
G90 G01 G43.4 L1 H1 Z0
(Rotation axes compensastion starts)
F500 ;
X_ Y_ Z_ B_ C_; (Block immediately after the start of Rotation axes
compensation)
X_ Y_ Z_
X_ Y_ B_
B_ C_; (Block immediately before cancellation)
G10.8 L1 P0;
(One-shot G code / Tolerances for the B- and C-axes are set to 0
degrees.)
X_ C_; (Rotation axis compensation is temporarily halted.)
X_ Y_ ; (Rotation axis compensation is temporarily halted.)
Z_ B_ C_; (Rotation axis compensation is temporarily halted.)
B_ C_; (Rotation axis compensation is temporarily halted.)
X_; (Rotation axis compensation is temporarily halted.)
G10.8 L1 B0.5 C1.0;
(One-shot G code / A tolerance of 0.5 degree is set for the
B-axis, and a tolerance of 1.0 degree for the C-axis.)
X_ Z_ C_; (Rotation axes compensation resumption block)
X_ Y_ ;
X_ Z_ B_ C_;
X_ B_ C_;
X_ Y_ C_; (Rotation axes compensation end position)
G49
(Rotation axes compensation ends.)
Example 2) Halt of the compensation of a specified axis
On a five axis machine (M series) with three linear axes (X, Y, and Z) and two rotation axes (B
and C)
G90 G01 G43.4 L1 H1 Z0
(Rotation axes compensation starts)
F500 ;
X_ Y_ Z_ B_ C_; (Block immediately after the start of Rotation axes
compensation)
X_ Y_ Z_
X_ Y_ B_
B_ C_; (Block immediately before cancellation)
G10.8 L1 B0.0;
(One-shot G code / Compensation of the B-axis is halted.)
X_ C_; (Rotation axes compensation resumption block)
X_ Y_ ;
Z_ B_ C_;
B_ C_;
Compensation is halted for the B-axis only
X_; (Block immediately before cancellation)
G10.8 L1 C0.0;
(One-shot G code / Compensation of the C-axis is also halted.)
X_ Z_ C_; (Rotation axes compensation resumption block)
X_ Y_ ;
X_ Z_ B_ C_;
X_ B_ C_;
Compensation is halted for both B- and C-axes.
X_ Y_ C_; (Rotation axes compensation end position)
G49
(Rotation axes compensation ends.)
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
20/30
Page 71

Example 3) Tolerance changes
On a five axis machine (M series) with three linear axes (X, Y, and Z) and two rotation axes (B
and C)
G90 G01 G43.4 L1 H1 Z0
(Rotation axes compensation starts)
F500 ;
G10.8 L1 P1;
(One-shot G code / The values of parameters Nos. 10486 and
10487 are set as tolerances.)
X_ Y_ Z_ B_ C_; (Rotation axes compensation resumption block)
X_ Y_ Z_
X_ Y_ B_
B_ C_; (Block immediately before cancellation)
G10.8 L1 B1.0 C0.5;
(One-shot G code / A tolerance of 1.0 degree is set for the
B-axis, and a tolerance of 0.5 degree for the C-axis.)
X_ C_; (Rotation axes compensation resumption block)
X_ Y_ ;
Z_ B_ C_;
B_ C_;
X_; (Block immediately before cancellation)
G10.8 L1 P1;
(One-shot G code / The values of parameters Nos. 10486 and
10487 are set as tolerances.)
X_ Z_ C_; (Rotation axes compensation resumption block)
X_ Y_ ;
X_ Z_ B_ C_;
X_ B_ C_;
X_ Y_ C_; (Rotation axes compensation end position)
G49
(Rotation axes compensation ends.)
9.2.2.2 Tolerance change in Smooth control (G43.4P3)
In Smooth control mode, the tolerance for paths of Tool center points (parameter No.11776 equal), and The
tolerance for angles changing of Tool posture (parameter No.11777 equal) can be changed.
This makes it possible to change the tolerance according to the situation in part of the machining program.
Format
G10.8 L2 Q_ R_ ; Directly specify the tolerance
G10.8 L2 Pn ; From parameters, select the tolerance to use.
Q: Tolerance for paths of Tool center points
R: Tolerance for angles changing of Tool posture
Pn: Specification code for the tolerance in Smooth control mode (G43.4P3).
n: 0~1
0 (0 is used as the tolerance)
1 (Parameters Nos. 11776 and 11777 are used.)
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
21/30
Page 72

NOTE
1 The option of "High-speed Smooth TCP" is necessary to use Smooth control
(G43.4 P3). It can be used in Series 30i -B/31i -B5.
2 G10.8 is a one shot G code.
3 Smooth control (G43.4P3) is canceled(linearization) temporarily in 1 block of
before and after this G code command.
4 The parameter No.11776 and 11777 is not changed, when an each instruction is
executed.
5 If any of the following is specified in a G10.8L2 block, alarm PS0523, "ILL.
COMMAND IN HIGH-SPEED S-TCP", occurs.
- P is specified together with Q and R.
- A negative value is specified as Q or R.
- A value other than 0 and 1 is specified for n.
- P and neither Q nor R are specified.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
22/30
Page 73

22.2.3 Information Display in High-speed Smooth TCP
The following two types of information are displayed in High-speed Smooth TCP.
• Status display in the High-speed Smooth TCP mode
• Maximum compensation of Rotation axes compensation
- Status display in the High-speed Smooth TCP mode
Character string “S-TCP”, which indicates operation in the High-speed Smooth TCP mode, blinks in the status
bar (indicated by <1> in Fig.2.3 (a)) from the specification of G43.4L1 or G43.4P3 to the specification of G49.
This status display is valid until Rotation axes compensation (G43.4L1) is temporarily interrupted (G10.8L1P0
or G10.8L1α0β0 is specified, or conditions for rotation axes compensation to be satisfied are not met).
Character string “TCP” blinks while compensation is temporarily interrupted.
Fig.2.3 (a) Status display during execution of High-speed Smooth TCP
- Maximum compensation of Rotation axes compensation
In Rotation axes compensation, the larger the specified tolerance, the larger the compensation for a command.
If no tolerance is considered, compensation is maximized.
This function indicates the maximum compensation with no tolerance considered for a running program. The
function also indicates the maximum compensation applied actually by Rotation axes compensation based on
the specified tolerance.
These types of information are displayed based on the calculation results of compensation performed by
Rotation axes compensation after the start of Rotation axes compensation (specification of G43.4L1) until the
block that has been looked ahead.
The value of each rotation axis can be checked from the following diagnosis data. The value is indicated in the
increment system of each rotation axis.
• Maximum compensation of the first rotation axis with no tolerance considered :
Diagnostic data No. 6503
• Maximum compensation of the second rotation axis with no tolerance considered :
Diagnostic data No. 6504
• Maximum value of compensation actually applied to the first rotation axis :
Diagnostic data No. 6505
• Maximum value of compensation actually applied to the second rotation axis :
Diagnostic data No. 6506
This data is reset to 0 each time the program of Rotation axes compensation (G43.4L1) starts and continues to
be displayed on the diagnosis screen until the next time the program of Rotation axes compensation starts
(G43.4L1 is specified). This data is also reset to 0 when the power is turned on or off.
NOTE
1 The compensation value actually applied is smaller than the maximum
compensation with not tolerance considered so as to turn the rotation axis
smoothly.
2 The maximum compensation is indicated as an absolute value.
Diagnose
<1>
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
23/30
Page 74

6501 First rotation axis compensation tolerance in the block under execution
[Data type] Real path
[Unit of data] degree (increment system of the first rotation axis)
[Meaning] The compensation tolerance for the first rotation axis that High-speed Smooth TCP (Rotation
axes compensation) is using for compensation in the block under execution is displayed.
6502
Second rotation axis compensation tolerance in the block under execution
[Data type] Real path
[Unit of data] degree (increment system of the second rotation axis)
[Meaning] The compensation tolerance for the second rotation axis that High-speed Smooth TCP (Rotation
axes compensation) is using for compensation in the block under execution is displayed.
6503 Maximum compensation of the first rotation axis with no tolerance considered
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the first rotary axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
The maximum compensation of the first rotation axis with not tolerance considered calculated
after the start of High-speed Smooth TCP (Rotation axes compensation) until the block that has
been looked ahead is displayed as an absolute value.
6504 Maximum compensation of the second rotation axis with no tolerance considered
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the second rotary axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
The maximum compensation of the second rotation axis with not tolerance considered
calculated after the start of High-speed Smooth TCP (Rotation axes compensation) until the
block that has been looked ahead is displayed as an absolute value.
6505
Maximum compensation actually applied by High-speed Smooth TCP (G43.4L1)
to the first rotation axis
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the first rotary axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
The maximum compensation actually applied to the first rotation axis based on the specified
tolerance after the start of G43.4L1 until the block that has been looked ahead is displayed as an
absolute value.
6506
Maximum compensation actually applied by High-speed Smooth TCP (G43.4L1)
to the second rotation axis
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the second rotary axis
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
24/30
Page 75

[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
The maximum compensation actually applied to the second rotation axis based on the specified
tolerance after the start of G43.4L1 until the block that has been looked ahead is displayed as an
absolute value.
Other notices
As for other notices, they are subject to Tool center point control.
Restrictions
- Cancellation of High-speed Smooth TCP
High-speed Smooth TCP is canceled with a reset/M02/M30.
For the setting that does not cause TCP to be canceled with a reset, resetting causes High-speed Smooth TCP
mode to be canceled, returning the system to normal TCP mode.
The setting that does not cause TCP to be canceled with a reset refers to either of the parameter settings 1 and 2.
Parameter
Setting 1 1 1 1
Setting 2 0
Bit 6 (CLR) of parameter No.
3402
- TCP type 2
At present, High-speed Smooth TCP is not supported for use with TCP type 2.
In addition, the parameters below are not effective for TCP type 2.
- Bit 0 (STC) of parameter No. 10485
In case of TCP type 2, even if this parameter is set to 1, Rotation axes compensation is not started when
address “L” is omitted at the block of G43.4.
- Bit 0 (TP2) of parameter No. 11775
In case of TCP type 2, even if this parameter and bit 0 (TPC) of parameter No.19604 are set to 1, Smooth
control is not started when address “P” is omitted at the block of G43.4.
- Intervention with an MDI command during a single block stop
Do not intervene with an MDI command during a single block stop in High-speed Smooth TCP mode.
Intervention with an MDI command issues alarm PS5421.
- Manual intervention
Manual intervention cannot be performed during Smooth control (G43.4P3).
If manual intervention is performed, alarm PS0523, "ILL. COMMAND IN HIGH-SPEED S-TCP", is issued
at an operation restart.
- Other restrictions
Other restrictions are the same as those for tool center point control (type 1).
Bit 0 (C08) of parameter No.
3407
-
Bit 6 (LVK) of parameter No.
5003
1
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
25/30
Page 76

Correct and add the following parameter to APPENDIX. A.1 “DESCRIPTION OF PARAMETERS”.
#7 #6 #5 #4 #3 #2 #1 #0
10485 STC
[Input type] Setting input
[Data type] Bit path
#0 STC If, in a TCP start block (G43.4), address "L" is omitted, TCP is:
0: Started as normal TCP.
1: Started as High-speed Smooth TCP (Rotation axes compensation).
10486 First rotation axis compensation tolerance in High-speed Smooth TCP mode (G43.4L1)
[Input type] Setting input
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
If the first rotation axis is compensated in Rotation axes compensation (G43.4L1), the
maximum change from the specified value before compensation is limited by this setting.
The first rotation axis is the axis specified for parameter No. 19681.
If 0 is set in this parameter, the first rotation axis is not compensated.
If a value other than 0 is set in parameter No. 10490, this parameter is clamped with the value of
parameter No. 10490 as the upper limit.
10487 Second rotation axis compensation tolerance in High-speed Smooth TCP mode (G43.4L1)
[Input type] Setting input
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
If the second rotation axis is compensated in Rotation axes compensation (G43.4L1), the
maximum change from the specified value before compensation is limited by this setting.
The second rotation axis is the axis specified for parameter No. 19686.
If 0 is set in this parameter, the second rotation axis is not compensated.
If a value other than 0 is set in parameter No. 10491, this parameter is clamped with the value of
parameter No. 10491 as the upper limit.
10490 Maximum first rotation axis compensation tolerance in High-speed Smooth TCP mode (G43.4L1)
[Input type] Parameter input
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
26/30
Page 77

If a value other than 0 is set in this parameter and the setting of parameter No. 10486 is equal to
or greater than the setting of this parameter, the setting of this parameter is regarded as the
setting of parameter No. 10486.
If 0 is set in this parameter, parameter No. 10486 is not limited.
10491 Maximum second rotation axis compensation tolerance in High-speed Smooth TCP mode (G43.4L1)
[Input type] Parameter input
[Data type] Real path
[Unit of data] degree
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 0 or positive 9 digit of minimum unit of data (refer to the standard parameter setting table (B))
(When the increment system is IS-B, 0.0 to +999999.999)
If a value other than 0 is set in this parameter and the setting of parameter No. 10487 is equal to
or greater than the setting of this parameter, the setting of this parameter is regarded as the
setting of parameter No. 10487.
If 0 is set in this parameter, parameter No. 10487 is not limited.
#7 #6 #5 #4 #3 #2 #1 #0
10775 TP2
[Input type] Setting input
[Data type] Bit path
#0 TP2 At the TCP starting block(G43.4), when the address P is omitted, in accordance with the
parameter TPC(No.19604#0),
0: Tool center point control or Tool posture control (G43.4P1) is effective.
1: Tool center point control or Smooth control (G43.4P3) is effective.
10776 Tolerance of Tool center point path for High-speed Smooth TCP (G43.4P3)
[Input type] Setting input
[Data type] Real path
[Unit of data] mm, inch (input unit)
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 9 digit of minimum unit of data (refer to standard parameter table (A))
(When the increment system is IS-B, -999999.999 to +999999.999)
In Smooth control (G43.4P3), paths of Tool center point are paths within this parameter from
the commanded linear paths of Tool center points.
When the data 0 is set in this parameter, paths are calculated assuming that the data 0.02 is set in
this parameter.
10777 Tolerance of Tool posture control point path for High-speed Smooth TCP (G43.4P3)
[Input type] Setting input
[Data type] Real path
[Unit of data] degree (input unit)
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 9 digit of minimum unit of data (refer to standard parameter table (A))
(When the increment system is IS-B, -999999.999 to +999999.999)
In High-speed Smooth TCP (G43.4P3), angles between surfaces of High-speed Smooth TCP
and planes of traditional Tool posture control(planes between starting tool posture and ending
tool posture of a block) are within this parameter.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
27/30
Page 78

When the data 0 is set in this parameter, paths are calculated assuming that the data 0.02 is set in
this parameter.
10778 Longest block length to enable Smoothing of High-speed Smooth TCP (G43.4P3)
[Input type] Setting input
[Data type] Real path
[Unit of data] mm, inch (input unit)
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 9 digit of minimum unit of data (refer to standard parameter table (A))
(When the increment system is IS-B, -999999.999 to +999999.999)
The longest block length (Maximum block length) of Tool center points to enable Smoothing of
High-speed Smooth TCP (G43.4P3) is set.
At blocks whose lengths are longer than this parameter, Smoothing of High-speed Smooth TCP
is temporarily canceled.
When the data 0 is set in this parameter, the decision to cancel Smoothing with blocks lengths is
not done.
10779 Maximum angle between blocks to enable Smoothing of High-speed Smooth TCP (G43.4P3)
[Input type] Setting input
[Data type] Real path
[Unit of data] degree (input unit)
[Min. unit of data] Depend on the increment system of the reference axis
[Valid data range] 0 to 180
Maximum angle between blocks of Tool center points to enable Smoothing of Smooth control
(G43.4P3) is set. When angles between blocks are larger, Smoothing of High-speed Smooth
TCP (G43.4P3) is temporarily canceled.
When the data 0 is set in this parameter, the decision to cancel Smoothing with angles between
blocks is done assuming that the data 90 is set in this parameter.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
28/30
Page 79
Correct and add the following alarm to APPENDIX. H “ALARM LIST”.
Number
PS0515 ILLEGAL FORMAT IN
SMOOTH TCP(G43.4L1)
PS0516 ILLEGAL PARAMETER IN
SMOOTH TCP(G43.4L1)
PS0520 ILLEGAL FORMAT IN G10.8L1 An illegal command was specified to change a tolerance of Rotation
PS0521 ILLEGAL USAGE OF G10.8L1 Modal information used when specifying G10.8L1 contains an error.
Message Description
An illegal command was specified in Rotation axes compensation
(G43.4L1).
• An illegal command was specified in a Rotation axes control
start block.
- An invalid value was specified with address "L".
- A value other than 0 and 1 was specified with address “L”.
- G10.8 was specified at the same time.
A parameter related to Rotation axes compensation (G43.4L1) is
illegal.
axes compensation (G43.4L1).
• A negative value was specified as a tolerance.
- Specify positive values as addresses "α" and "β".
• An invalid P value was specified.
- Specify either 0 or 1 as address "P".
• Address P is specified together with addresses "α" and "β".
- Specify only either address "P" or "addresses "α" and "β".
• An invalid address was specified.
- In G10.8L1, only L, P, α, β, O, N, and M can be specified.
• Another G code was specified at the same time.
- Specify G10.8L1 alone.
• G10.8 was specified in Rotation axes compensation mode
(G43.4L1), but address "L" is not specified or the value of
address "L" is not 1.
- In Rotation axes compensation mode (G43.4L1), only
G10.8L1 can be specified.
• The system is not in Rotation axes compensation mode
(G43.4L1).
- G10.8L1 can be specified in Rotation axes compensation
mode only.
• The system is in Rotation axes compensation mode (G43.4L1),
but the command is not linear interpolation (G01).
- G10.8L1 can be specified only during linear interpolation
(G01).
PS0523 ILL. COMMAND IN
HIGH-SPEED S-TCP
PS0533 ILL. PARAM IN HIGH-SPEED
S-TCP
ED
Date
Date
Design
2010.06.17
Design
An illegal command was specified during Smooth control (G43.4P3).
- An command G43.4 P3 was specified without option of
High-speed Smooth TCP.
A parameter related to Smooth control (G43.4P3) is illegal.
- When setting the following, Smooth control (G43.4P3) was
commanded.
- the rotation axis is a hypothetical axis
PRM.IA1,IA2(19696#0,1)
- the inclination angle (PRM.19683,19688)
- the reference angle RA,RB (PRM.19698,19699)
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
29/30
Page 80

PS5421 ILLEGAL COMMAND IN
G43.4/G43.5
An illegal command was specified in tool center point control.
- A rotation axis command was specified in tool center point
control (type 2) mode.
- With a table rotary type or mixed-type machine, a I,J,K
command was specified in the tool center point control (type 2)
command (G43.5) block.
- A command that does not move the tool center point (only a
rotation axis is moved) was specified for the workpiece in the
G02/G03 mode.
- When the workpiece coordinate system is set as the
programming coordinate system (bit 5 (WKP) of parameter No.
19696 is 1), G02 or G03 was specified while the rotation axis
was not perpendicular to the plane.
- A G code not specifiable during the tool center point control
mode was specified.
- The modal code used to specify tool center point control is
incorrect.
- If, in tool center point control mode, any of the following
conditions is met, an axis not related to tool center point control
(non 5-axis machining control axis) is specified:
(1) The option, the expansion of axis move command in tool
center point control, is not provided.
(2) The number of non 5-axis machining control axes exceeds
the maximum number of axes that can be specified.
(3) Nano smoothing or NURBS interpolation is performed.
- When bit 0 (RCM) of parameter No. 11200 is set to 0 to disable
tool direction compensation, tool center point control is specified
during the workpiece setting error compensation/tilted working
plane command mode.
- When tool posture control is enabled under tool center point
control (type 2), a command is specified to set a tool posture
near a singular point. (This alarm may be suppressed with bit 3
(NPC) of parameter No. 19696.) Check the machine
configuration and specification.
- When tool posture control is enabled under tool center point
control (type 1), a rotary axis angular displacement that disables
tool posture control is specified. Check the machine
configuration and specification.
- During tool center point control (type 2) or tool posture control,
nano smoothing or NURBS interpolation is specified. Check the
specification.
- For nano smoothing in tool center point control (type 1), only
linear axes are specified as axes for nano smoothing. Specify
rotation axes.
- In a state in which the shift of a mirror image remains, tool
center point control, tool posture control, or the cutting point
command is specified.
- It is intervated with an MDI command during a single block stop
in high-speed smooth TCP mode.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
High-speed Smooth TCP
B-64484EN/01-01
30/30
Page 81

Add the following description in Limitation of Ⅲ.PROGRAMMING 3.7 “RIGID TAPPING BY MANUAL
HANDLE”.
- Feed forward
In rigid tapping by manual handle, feed forward is disabled even if bit 2 (RFF) of parameter No. 5203 is set to 1
(Feed forward is enabled in rigid tapping).
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Rigid tapping by manual handle
B-64484EN/01-01
1/1
Page 82

Insert the following descriptions as 8.2.6 "Inputting and Outputting Three-dimensional Rotary Error Compensation
Data" of III OPERATION. And move the following item numbers one by one.
8.2.6 Inputting and Outputting Three-dimensional Rotary Error
Compensation Data
8.2.6.1 Inputting three-dimensional rotary error compensation data
Three-dimensional rotary error compensation data are loaded into the memory of the CNC from an external
device. The input format is the same as the output format. When a three-dimensional rotary error compensation
data is loaded to a number where an old three-dimensional rotary error compensation data already exists, the
newly loaded data replaces the existing data.
Inputting three-dimensional rotary error compensation data (for 8.4/10.4-inch display
unit)
Procedure
1 Make the input device ready for reading.
2 Press the function key
3 Press the continuous menu key
.
until soft key [SETTING] appears.
Press the soft key [SETTING].
4 Place the CNC in the MDI mode or the emergency stop state.
5 Enter 1 to “PARAMETER WRITE” in setting data.
Alarm SW0100 appears.
6 Press the function key
7 Press the continuous menu key
.
until soft key [3D ERR ROT] appears.
Press the soft key [3D ERR ROT].
8 Place the CNC in the EDIT mode or the emergency stop state.
9 Press the soft key [(OPRT)].
10 Press the continuous menu key
until soft key [READ] appears.
Press the soft key [READ].
11 Type the name of the file that you want to input.
If the input file name is omitted, default input file name “CMP3DROT.TXT” is assumed.
12 Press the soft key [EXEC].
This starts reading the three-dimensional rotary error compensation data, and “INPUT” blinks in the lower
right part of the screen. When the read operation ends, the “INPUT” indication disappears.
To cancel the input of the program, press the soft key [CAN].
13 Press the function key
.
14 Press the soft key [SETTING].
15 Place the CNC in the MDI mode or the emergency stop state.
16 Enter 0 to “PARAMETER WRITE” in setting data.
17 Turn off and on the power of the CNC again.
ED
Date
Date
Design
2010.0617
Design
Description Page
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
1/9
Page 83

Inputting three-dimensional rotary error compensation data (for 15/19-inch display unit)
Procedure
1 Make the input device ready for reading.
2 Press the function key
.
3 Press the vertical soft key [NEXT PAGE] until vertical soft key [SETTING] appears.
Press the vertical soft key [SETTING].
4 Place the CNC in the MDI mode or the emergency stop state.
5 Enter 1 to “PARAMETER WRITE” in setting data.
Alarm SW0100 appears.
6 Press the function key
.
7 Press the vertical soft key [NEXT PAGE] until vertical soft key [3D ERR ROT] appears.
Press the vertical soft key [3D ERR ROT].
8 Place the CNC in the EDIT mode or the emergency stop state.
9 Press the horizontal soft key [READ].
10 Type the name of the file that you want to input.
If the input file name is omitted, default input file name “CMP3DROT.TXT” is assumed.
11 Press the horizontal soft key [EXEC].
This starts reading the three-dimensional rotary error compensation data, and “INPUT” blinks in the lower
right part of the screen. When the read operation ends, the “INPUT” indication disappears.
To cancel the input of the program, press the horizontal soft key [CAN].
12 Press the function key
.
13 Press the vertical soft key [SETTING].
14 Place the CNC in the MDI mode or the emergency stop state.
15 Enter 0 to “PARAMETER WRITE” in setting data.
16 Turn off and on the power of the CNC again.
ED
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
2/9
Page 84

8.2.6.2 Outputting three-dimensional rotary error compensation data
All three-dimensional rotary error compensation data are output in the output format from the memory of the
CNC to an external device.
Outputting three-dimensional rotary error compensation data (for 8.4/10.4-inch display
unit)
Procedure
1 Make the output device ready for output.
2 Press the function key
3 Press the continuous menu key
.
until soft key [3D ERR ROT] appears.
Press the soft key [3D ERR ROT].
4 Place the CNC in the EDIT mode or the emergency stop state.
5 Press the soft key [(OPRT)].
6 Press the continuous menu key
until soft key [PUNCH] appears.
Press the soft key [PUNCH].
7 Type the file name that you want to output.
If the file name is omitted, default file name “CMP3DROT.TXT” is assumed.
8 Press the soft key [EXEC].
This starts outputting the three-dimensional rotary error compensation data, and “OUTPUT” blinks in the
lower right part of the screen. When the write operation ends, the “OUTPUT” indication disappears.
To cancel the output, press the soft key [CAN].
Outputting three-dimensional rotary error compensation data (for 15/19-inch display unit)
Procedure
1 Make the output device ready for output.
2 Press the function key
3 Press the vertical soft key [NEXT PAGE] until vertical soft key [3D ERR ROT] appears.
Press the vertical soft key [3D ERR ROT].
4 Place the CNC in the EDIT mode or the emergency stop state.
5 Press the horizontal soft key [PUNCH].
6 Type the file name that you want to output.
If the file name is omitted, default file name “CMP3DROT.TXT” is assumed.
7 Press the horizontal soft key [EXEC].
This starts outputting the three-dimensional rotary error compensation data, and “OUTPUT” blinks in the
lower right part of the screen. When the write operation ends, the “OUTPUT” indication disappears.
To cancel the output, press the horizontal soft key [CAN].
.
ED
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
3/9
Page 85

Input/output format of three-dimensional rotary error compensation data
Three-dimensional rotary error compensation data is input and output in the following input and output formats.
- Keywords
The following alphabets are used as keywords.
The numeric value following each keyword has the meaning listed below:
Keyword Meaning of the following numeric value
N Data number (compensation point number + 200000) as represented with six digits
A1 Translational error compensation value (Cnx)
A2 Translational error compensation value (Cny)
A3 Translational error compensation value (Cnz)
A4 Rotary error compensation value (Cnα)
A5 Rotary error compensation value (Cnβ)
A6 Rotary error compensation value (Cnγ)
P Compensation data (-128 to 127)
- Format
Three-dimensional rotary error compensation data is output in the following format:
N ***** A1 P **** A2 P **** A3 P **** A4 P **** A5 P **** A6 P **** ;
The 6-digit numeric value following N indicates the number of <a three-dimensional rotary error compensation
data number + 200000>.
The numeric value following P indicates the value (integer value) of three-dimensional rotary error
compensation data between -128 and 127.
The semicolon (;) indicates the end of block (LF in the ISO code or CR in the EIA code).
Example
N200001A1P1A2P2A3P3A4P4A5P5A6P-1;
Three-dimensional rotary error compensation data number: 1
Translational error compensation data value (Cnx): 1
Translational error compensation data value (Cny): 2
Translational error compensation data value (Cnz): 3
Rotary error compensation data value (Cnα): 4
Rotary error compensation data value (Cn
Rotary error compensation data value (Cn
): 5
β
): -1
γ
ED
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
4/9
Page 86

- Beginning and end of a record
A Three-dimensional rotary error compensation data record begins with % and ends with %.
Example (Tool head rotation type machine)
% ; .............................................................Beginning of record
N200001 A1 P1 A2 P2 A3 P3 A4 P2 A5 P3 A6 P-1 ;
N200002 A1 P0 A2 P0 A3 P-3 A4 P2 A5 P3 A6 P-1;
Compensation value of
compensation space for linear axes
: :
N207001 A1 P1 A2 P2 A3 P3 A4 P2 A5 P1 A6 P-1 ;
N207002 A1 P1 A2 P2 A3 P3 A4 P2 A5 P3 A6 P-11 ;
Compensation value of
compensation space for rotary axes
N207812 A1 P1 A2 P2 A3 P3 A4 P2 A15 P3 A6 P-1 ; :
% ...............................................................End of record
- Input of compensation data using G10
Compensation data can be changed from a machining program, using the programmable parameter input
function.
The command format is as follows:
%
G10 L53 ;
N_ P_ R_ ;
N_ P_ R_ ;
:
G11 ;
%
G10 L51 : Three-dimensional rotary error compensation data input mode
G11 : Cancellation of three-dimensional rotary error compensation data input mode
N : Compensation point number (1-7812)
P1 : Translational error compensation value (Cnx)
P2 : Translational error compensation value (Cny)
P3 : Translational error compensation value (Cnz)
P4 : Rotary error compensation value (Cn
P5 : Rotary error compensation value (Cn
P6 : Rotary error compensation value (Cn
α
)
β
)
γ
)
R : Compensation data (-128-127)
NOTE
1 In three-dimensional rotary error compensation data input mode, no other NC
statements can be commanded.
2 The decimal point cannot be used in address N, P, and R.
ED
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
5/9
Page 87

Insert the following descriptions as 12.4.4 " Displaying and setting three-dimensional rotary error compensation data
" of III OPERATION. And move the following item numbers one by one.
12.4.4 Displaying and setting three-dimensional rotary error
compensation data
During 5-axis machining, adding to the translational error, the rotary error around X,Y,Z axes increases,
because of the weight of the tool, the tool head, the work-piece or the table, the deviation of the rotary axis
center, machine assembly error etc.
With this feature, the translational errors and the rotary errors are set on each compensation point in the
compensation space, the compensation data are calculated at the current machine position, and the errors are
compensated with the calculated compensation data so that the tool center point (TCP) is on the commanded
point without the errors.
Displaying and setting three-dimensional rotary error compensation data (10.4-inch
Display Unit)
Procedure
1 Select the MDI mode.
2 Set bit 0 (PWE) of parameter No. 8900 to 1.
3 Press function key
.
4 Press the continuous menu key
The following screen appears:
several times, then press chapter selection soft key [3D ERR ROT].
ED
Fig.12.4.4 (a) THREE-DIMENSIONAL ROTARY ERROR COMPENSATION screen (10.4-inch display unit)
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
6/9
Page 88

5 Move the cursor to the position of the compensation point number you want to set using either of the
following methods:
- Enter a compensation point number and press soft key [NO. SRH].
- Move the cursor to the compensation point number or compensation value you want to set by pressing
page keys
and/or , and cursor keys , , , and .(The selected
compensation point number is displayed in yellow.)
6 Push the number keys for the data, translational error compensation data in detection unit, or rotary error
compensation data in the unit 0.001deg(For example, 10 is 0.01deg). The range is –128 to 127. (It is
possible to multiply the compensation magnification of the parameter No.10785-No.10788 to the
translational error compensation value and the rotary error compensation value, if necessary.)
7 Push the soft-key [INPUT] or the MDI key <INPUT>.
8 The data is input to compensation data where the cursor is.
Displaying and setting Three-dimensional rotary error compensation data (8.4-inch
Display Unit)
Procedure
1 Press function key .
2 Press the continuous menu key
The following screen appears:
(When the “3D ERR” key is pushed again, the machine position of the fifth axis is displayed.)
several times, then press chapter selection soft key [3D ERR].
ED
Fig.12.4.4 (b) THREE-DIMENSIONAL ROTARY ERROR COMPENSATION screen (8.4-inch display unit)
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
7/9
Page 89

Displaying and setting Three-dimensional rotary error compensation data(15/19-inch
Display Unit)
Procedure
1 Press function key .
2 Press vertical soft key [NEXT PAGE] several times, then press vertical soft key [3D ERR ROT]. The
following screen appears:
Fig.12.4.4 (c) THREE-DIMENSIONAL ROTARY ERROR COMPENSATION screen (15-inch display unit)
ED
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
8/9
Page 90

Add the following alarm to APPENDIX H “ALARM LIST”.
Number Massage
PW1105 ILLEGAL PARAMETER (3DR-COMP) Parameter setting for three-dimensional rotary error
compensation is wrong. One of the following may be
the cause.
- The designation for rotary axes is wrong.
- The number of the total compensation points is
larger than 7812.
- The designation for machine type is wrong.
- The designation for compensation axis is wrong.
- The setting for compensation number of reference
point is wrong.
- The setting for compensation interval is wrong.
Description
ED
Date
Date
Design
2010.0617
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
Three-dimensional rotary error compensation
B-64484EN/01-01
9/9
Page 91

II PROGRAMMING 22.10 “5-axis machining configuration selecting function” is added.
22.10 5-axis machining configuration selecting function
Overview
The 5-axis machining configuration selecting function allows easy switching 5-axis machining configuration in
the multi axis machine system. Ten sets of parameters for 5-axis machining configuration are saved. One of
those can be selected according to the G10.8 L3 command, and the values of selected parameter set are reflected
to the actual parameters, and the 5-axis machining configuration is switched. Therefore, in the machine having
Tool head or Rotary table whose position can be changed, parameters for 5-axis machining configuration can be
switched by only one command.
Ten sets of parameters for these 5-axis machining configurations can be set on 5-axis machining configuration
selecting screen.
20.10.1 5-axis machining configuration selecting screen
Ten sets of parameters for 5-axis machining configurations are called 5-axis machining configuration data.
The 5-axis machining configuration data are independent for each path. The 5-axis machining configuration
data in currently displayed path are displayed on the 5-axis machining configuration selecting screen. The
numbers of data displayed in each path are set by parameter No.11266. The number of 5-axis machining
configuration sets that can be used in all paths is up to 10.
II
III
IV
I
Fig.20.10.1 (a) 5-axis machining configuration selecting screen
V
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
1/8
Page 92

Screen structure
I Parameter :
Present parameter values in currently displayed path are displayed.
II Active 5-axis machining configuration set:
The set number and the name of the active 5-axis machining configuration data are displayed.
III Set number:
The set numbers of the 5-axis machining configuration data is displayed.
IV 5-axis machining configuration set name:
The names of 5-axis machining configuration data are displayed.
V 5-axis machining configuration data:
The 5-axis machining configuration data are displayed.
NOTE
The set number and the name last selected by 5-axis machining configuration
selecting command are displayed in II "active 5-axis machining configuration
set". Therefore, when the NC parameter is rewritten or 5-axis machining
configuration data are changed, present NC parameter and 5-axis machining
configuration data might be different.
When a present NC parameter and the parameter of 5-axis machining
configuration data under the selecting are different, the parameter value of
5-axis machining configuration data is displayed in red character. Moreover, the
set number and the name of screen upper "5-axis machining configuration under
selecting " are displayed in red character.
Additionally, when the soft key [(OPRT)] is pressed, the following soft keys are displayed.
Fig.20.10.1 (b) soft key
[NO.SRH] :Input the searched data number and press this soft key. The cursor moves to the target data.
[ON:1] :When the soft key is pressed ,'1' is set to the bit type data on cursor position.
[OFF:0] :When the soft key is pressed ,'0' is set to the bit type data on cursor position.
[+INPUT] :After a number is entered, pressing soft key [+INPUT] causes the number to be added.
[INPUT] :After a number is entered, pressing soft key [INPUT] causes the number to be set.
[READ] :5-axis machining configuration data are read from an external device.
[PUNCH] :5-axis machining configuration data are output to an external device.
20.10.2 Switching 5-axis machining configuration
5-axis machining configuration data of the set number specified by the instruction of 5-axis machining
configuration selecting command in each path are reflected to the present NC parameters. As a result, 5-axis
machining configuration can be easily switched.
5-axis machining configuration data of the selected set number are reflected to the NC parameters by executing
the following instruction by the program.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
2/8
Page 93
Format
5-axis machining setting selection
G10.8 L3 P_;
P_ :5-axis machining configuration set No.1 to 10
Example
Example program for switching 5-axis machining configuration
N010 G10.8 L3 P7; Switching to No.7 of 5-axis machining configuration
N020 G54 G90 G00 X0 Y0 Z0 B0 C0;
Command G10.3 L3 only after canceling the following 5-axis machining function mode.
Tool center point control
High-speed smooth TCP
Tool posture control
Cutting point command
Tilted working plane command
3-dimensional cutter compensation
Workpiece setting error compensation
NOTE
If G10.8L3 is specified in the following modes, each alarm is issued.
(1) Tool center point control
(2) High-speed smooth TCP
(3) Tool posture control
(4) Cutting point command
(5) Tilted working plane command
(6) 3-dimensional cutter compensation :PS5460 “ILLEGAL USE OF 3-DIMENSIONAL CUTTER COMPENSATION”
(7) Workpiece setting error compensation:PS0437 “ILLEGAL COMMAND IN WSC”
PS5421 “ILLEGAL COMMAND IN G43.4/G43.5”
:
PS5421 “ILLEGAL COMMAND IN G43.4/G43.5”
:
PS5421 “ILLEGAL COMMAND IN G43.4/G43.5”
:
PS5464 “ILLEGAL COMMAND IN G43.8/G43.9”
:
PS5462 “ILLEGAL COMMAND (G68.2/G69)”
:
5-axis machining configuration data
The value corresponding to the following parameter is set to 5-axis machining configuration data.
Table 20.10.2 (a) Parameters that can be set
Parameter No. Description Data type
1022 Setting of each axis in the basic coordinate system Byte axis
19665#4
19665#5
19666 Tool holder offset value Real path
19667 Controlled-point shift vector Real axis
19680 Mechanical unit type Byte path
19681 Controlled axis number for the first rotation axis Byte path
19682 Axis direction of the first rotation axis Byte path
19683 Inclination angle when the first rotation axis is an inclined axis Real path
19684 Rotation direction of the first rotation axis Byte path
19685 Rotation angle when the first rotation axis is a hypothetical axis Real path
19686 Controlled axis number for the second rotation axis Byte path
19687 Axis direction of the second rotation axis Byte path
19688 Inclination angle when the second rotation axis is inclined Real path
19689 Rotation direction of the second rotation axis Byte path
0 : The controlled point is shifted by automatic calculation.
1 : The controlled point is shifted by using parameter No. 19667.
0 : The controlled point is not shifted.
1 : The controlled point is shifted.
Bit path
Bit path
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
3/8
Page 94

Parameter No. Description Data type
19690 Rotation angle when the second rotation axis is a hypothetical axis Real path
19696#0
19696#1
19697 Direction of the reference tool axis Byte path
19698 Angle when the reference tool axis direction is tilted (reference angle RA) Real path
19699 Angle when the reference tool axis direction is tilted (reference angle RB) Real path
19700 Rotary table position (X-axis of the basic three axes) Real path
19701 Rotary table position (Y-axis of the basic three axes) Real path
19702 Rotary table position (Z-axis of the basic three axes) Real path
19703
19704
19705
19709
19710
19711
19712
19713
19714
19741 Upper limit of the movement range of the first rotation axis Real path
19742 Lower limit of the movement range of the first rotation axis Real path
19743 Upper limit of the movement range of the second rotation axis Real path
19744 Lower limit of the movement range of the second rotation axis Real path
0 : The first rotation axis is an ordinary rotation axis.
1 : The first rotation axis is a hypothetical axis.
0 : The second rotation axis is an ordinary rotation axis.
1 : The second rotation axis is a hypothetical axis.
Intersection offset vector between the first and second rotation axes of the
table (X-axis of the basic three axes)
Intersection offset vector between the first and second rotation axes of the
table (Y-axis of the basic three axes)
Intersection offset vector between the first and second rotation axes of the
table (Z-axis of the basic three axes)
Intersection offset vector between the tool axis and tool rotation axis (X-axis
of the basic three axes)
Intersection offset vector between the tool axis and tool rotation axis (Y-axis
of the basic three axes)
Intersection offset vector between the tool axis and tool rotation axis (Z-axis
of the basic three axes)
Intersection offset vector between the second and first rotation axes of the
tool (X-axis of the basic three axes)
Intersection offset vector between the second and first rotation axes of the
tool (Y-axis of the basic three axes)
Intersection offset vector between the second and first rotation axes of the
tool (Z-axis of the basic three axes)
Bit path
Bit path
Real path
Real path
Real path
Real path
Real path
Real path
Real path
Real path
Real path
20.10.3 Setting 5-axis machining configuration data
5-axis machining configuration data can be set by the following 3 methods.
Setting from 5-axis machining configuration data screen.
Setting by G10.
Input from external device.
The setting method is explained as follows.
Setting from 5-axis machining configuration data screen (Setting by MDI key)
1. Press the function key
2. Press the continuous menu key
Press the soft key [SETTING].
3. Press the MDI switch on the machine operator’s panel or enter state emergency stop.
.
until soft key [SETTING] appears.
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
ED
Date
Date
Design
2010.06.17
Design
Description Page
Approve
4/8
Page 95

4. Enter 1 in response to the prompt for “PARAMETER WRITE” in setting data.
5. Press the soft key [<].
6. Press the continuous menu key
until soft key [5axis config] appears.
Press the soft key [5axis config].
7. Move the cursor to the parameter number of a 5-axis machining configuration data you want to set by
pressing page keys
and/or and cursor keys , , , and/or .
Please refer to the number in the screen left end for the parameter number.
8. Enter the value that is set to the parameter with numeric keys.
9. For direct input of the value set, press the key
or the [INPUT] soft key.
For incremental input of the value set, press the [+INPUT] soft key.
ED
Date
Date
Design
2010.06.17
Design
Description Page
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
5/8
Page 96

Setting by G10
5-axis machining configuration data and name can be set by specifying G10.
Format
G10 L25 ;
5-axis machining configuration data entry mode
I_ P_ N_ R_ ;
I_ P_ N_ Q_ R_ ;
I_ P_ N_ A_ R_ ;
I_ P_ <***********>;
G11 ;
configuration data : Real path type, Byte path type
configuration data : Bit path type
configuration data : Byte axis type, Real axis type
configuration name
Cancel 5-axis machining configuration data entry
mode
Configuration data
I_ : path number to use 5-axis machining configuration set for
P_ : 5-axis machining configuration set number 1 to 10
N_ : Parameter number to which 5-axis machining configuration corresponds
R_ : Parameter setting value
Q_ : Bit number
A_ : Axis number
* : 5-axis machining configuration name (12 characters or less in ASCII code)
Example
(1) Setting configuration data:byte path type (No.19680)
G10 L25 ;
I2 P1 N19680 R21 ; No.19680 of the 1st set of path 2 = 21 (Mechanical unit type is mixed type)
G11 ;
(2) Setting configuration data:bit path type (No.19665#4#5)
G10 L25 ;
I2 P2 N19665 Q4 R0 ; No.19665#4 of the 2nd set of path 2 = 0 (The controlled point is shifted by
automatic calculation)
I2 P2 N19665 Q5 R1 ; No.19665#5 of the 2nd set of path 2 = 1 (The controlled point is shifted)
G11 ;
(3) Setting configuration data:real axis type (No.19667)
(When the increment systems for the 1st, 2nd and 3rd axis are IS-B and metric input, respectively)
G10 L25 ;
I1 P1 N19667 A1 R4.500 ; the 1st axis No.19667 of the 1st set of path 1 = 4.500
(Controlled-point shift vector 1st axis = 4.500)
I1 P1 N19667 A2 R12.000 ; the 2nd axis No.19667 of the 1st set of path 1 = 12.000
(Controlled-point shift vector 2nd axis = 12.000)
I1 P1 N19667 A3 R0 ; the 3rd axis No.19667 of the 1st set of path 1 = 0.000
(Controlled-point shift vector 3rd axis = 0.000)
G11 ;
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
6/8
Page 97

NOTE
In the value of the real type data R, the unit of the command without decimal
point becomes as follows by the parameter DPI (bit 0 of No. 3401).
0
1
(4) Setting configuration name:
G10 L25 ;
I2 P3 <MILLING_CON3>; The name of configuration the 3rd set for the 2nd path = “MILLING_CON3”
I2 P4 <TURNING_CON1>; The name of configuration the 4th set for the 2nd path = “TURNING_CON1”
G11 ;
Least input increment is assumed.
:
mm, inch, and degree units are assumed.
:
20.10.4 Inputting and Outputting 5-axis machining configuration data
5-axis machining configuration data can be input and output by the operation on the 5-axis machining
configuration data screen. The operating procedure is as follows.
Inputting 5-axis machining configuration data
1. Make sure the input device is ready for reading.
2. Press the function key
3. Press the continuous menu key
4. Press the soft key [5axis config].
5. Press the EDIT switch on the machine operator’s panel or enter state emergency stop.
6. Press the soft key [OPRT].
7. Press the soft key [READ].
8. Type the name of the file that you want to input.
If the file name is omitted, default input file name “5AXISCON.TXT” is assumed.
9. Press the soft key [EXEC].
This starts reading the 5-axis machining configuration data, and “INPUT” blinks in the lower right part of
the screen. When the read operation ends, the “INPUT” indication disappears.
To cancel the input of the program, press the soft key [CAN].
.
until soft key [5axis config] appears.
Outputting 5-axis machining configuration data
1. Make sure the input device is ready for output.
2. Press the function key
3. Press the continuous menu key
ED
Date
Date
Design
2010.06.17
Design
.
until soft key [5axis config] appears.
Description Page
Approve
Title
Draw
No.
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
7/8
Page 98

4. Press the soft key [5axis config].
5. Press the EDIT switch on the machine operator’s panel or enter state emergency stop.
6. Press the soft key [OPRT].
7. Press the soft key [PUNCH].
8. Type the name of the file that you want to output.
If the file name is omitted, default input file name “5AXISCON.TXT” is assumed.
9. Press the soft key [EXEC].
This starts outputting the 5-axis machining configuration data, and “OUTPUT” blinks in the lower right part
of the screen. When the write operation ends, the “OUTPUT” indication disappears.
To cancel the input of the program, press the soft key [CAN].
Format
The basis is the same as the specifying G10.
APPENDIX “A PARAMETERS” Following parameter is added.
Parameter
11266 Active 5-axis machining configuration set number
NOTE
When this parameter is set, the power must be turned off before
operation is continued.
[Input type] Parameter input
[Data type] Byte path
[Valid data range] 0 to 10
The number of 5-axis machining configuration sets that can be used in all paths is up to 10.
When the total number of the sets exceeds 10, the set number is assigned in order with small
path number by priority.
Example)
In case of setting as the followings, Path1: 6sets, Path2: 8sets, Path3: 4sets.
Actually the set number is assigned as the followings, Path1: 6sets, Pathe2: 4sets, Path3: 0set.
In case of setting all zero for all paths, 10 sets are used for the 1st path.
NOTE
When this parameter is set, the saved 5-axis machining configuration
data is cleared. The backup to external devices is recommended
before it is set.
ED
Date
Date
Design
2010.06.17
Design
Title
Draw
No.
Description Page
Approve
FANUC Series 30i / 31i / 32i-MODEL B
5-axis machining configuration selecting function
B-64484EN/01-01
8/8
 Loading...
Loading...