

Page 1

FANUC Series 30*-MODEL A
FANUC Series 31*-MODEL A
FANUC Series 32*-MODEL A
旋盤系
取 扱 説 明 書
B-63944JA-1/04
Page 2
・本書からの無断転載を禁じます。
・本機の外観および仕様は改良のため変更することがあります。
本説明書に記載された商品は、『外国為替及び外国貿易法』に基づく規制対象です。Series
30i/300i/300is-MODEL A, Series 31i/310i/310is-MODEL A5 の輸出には日本政府の許可が
必要です。他の商品も許可が必要な場合もあります。また、商品によっては米国政府の再
輸出規制を受ける場合があります。本商品の輸出に当たっては当社までお問い合わせ下さ
い。
本説明書では、できるだけ色々な事柄を書くように努めています。
しかし、こういう事はやってはいけない、こういう事はできないという事は非常に多く
説明書が膨大になり、書ききれません。
したがって、本書で特にできると書いていない事は「できない」と解釈して下さい。
Page 3
CNC の機種名称の変更について
CNC の機種名称の変更について
本説明書には、下記の CNC に関する記載がありますが、これらの機種は、表中の各欄下段()内に記載した旧名称
から、各欄上段に記載した新名称に、名称が変更されています。これは単に名称(呼称)のみが変更されたものであ
り、仕様に関しては旧名称の従来品と同一品です。したがいまして、これらの機種の取り扱いに関しては、以下の点
にご注意ください。
・ 本説明書中の旧名称による記述は、すべて新名称に読み替えてください。
・ 装置において旧名称が表示される場合には、すべて新名称に読み替えてください。
表 1 CNC の機種名称
機種名 略称
FANUC Series 30i-MODEL A
(旧名称:FANUC Series 300i-MODEL A)
FANUC Series 30i-MODEL A
(旧名称:FANUC Series 300is-MODEL A)
FANUC Series 31i-MODEL A
(旧名称:FANUC Series 310i-MODEL A)
FANUC Series 31i-MODEL A5
(旧名称:FANUC Series 310i-MODEL A5)
FANUC Series 31i-MODEL A
(旧名称:FANUC Series 310is-MODEL A)
FANUC Series 31i-MODEL A5
(旧名称:FANUC Series 310is-MODEL A5)
FANUC Series 32i-MODEL A
(旧名称:FANUC Series 320i-MODEL A)
FANUC Series 32i-MODEL A
(旧名称:FANUC Series 320is-MODEL A)
30i –A
(300i–A)
30i –A
(300is–A)
31i –A
(310i–A)
31i –A5
(310i–A5)
31i –A
(310is–A)
31i –A5
(310is–A5)
32i –A
(320i–A)
32i –A
(320is–A)
Series 30i
(Series 300i)
Series 30i
(Series 300is)
Series 31i
(Series 310i)
Series 31i
(Series 310is)
Series 32i
(Series 320i)
Series 32i
(Series 320is)
Page 4

Page 5
B-63944JA-1/04 安全にご使用いただくために
安全にご使用いただくために
「安全にご使用いただくために」は CNC 装置が付いた機械(以下機械と称す)をより安全にご使用いただくために、
CNC 装置に関する安全のための注意事項を説明しています。ご使用いただく CNC 装置によっては、対応する機能が
ないために該当しない注意事項がありますのでその場合、読み飛ばして下さい。
機械の安全に関する注意事項については、機械メーカ殿発行の説明書も参照して下さい。
機械のプログラミングや操作などを行う作業者は、機械メーカ殿の説明書と本説明書を十分に理解した上でご使用下
さい。
目次
警告、注意、注について............................................................................................................................................................s-1
一般的な警告および注意............................................................................................................................................................s-2
プログラミングに関する警告および注意 ................................................................................................................................s-3
操作に関する警告および注意 ....................................................................................................................................................s-4
日常保守に関する警告................................................................................................................................................................s-5
警告、注意、注について
本説明書では、使用者の安全および機械の破損防止のために、安全に関する注意事項の程度に応じて、本文中に『警
告』および『注意』の表記をしています。
また、補足的な説明を記述するために『注』の表記をしています。
使用する前に、『警告』、『注意』、『注』に記載されている事項をよく読んで下さい。
警告
取扱いを誤った場合に、使用者が死亡又は重傷を負う危険の状態が生じることが想定される場合に用いられ
ます。
注意
取扱いを誤った場合に、使用者が軽傷を負うか又は物的損害のみが発生する危険の状態が生じることが想定
される場合に用いられます。
注
警告又は注意以外のことで、補足的な説明を記述する場合に用いられます。
• 本説明書を熟読し、大切に保管して下さい。
s-1
Page 6
安全にご使用いただくために B-63944JA-1/04
一般的な警告及び注意
警告
1
ワークを実際に加工する場合には、いきなり起動させずに、シングルブロック、送り速度オーバライド、マ
シンロックなどの機能を利用したり、工具やワークを取り付けずに運転するなどして、試運転で機械の動作
が正しいことを十分に確認しておいて下さい。確認が不十分だった場合、機械の予期しない動きによりワー
クや機械などが破損したり、けがをする可能性があります。
2
入力したいデータが正しく入力されたことを十分確認して、その後の操作を行なって下さい。
使用者がデータの誤りに気が付かずに運転すると、機械の予期しない動きによりワークや機械などが破損し
たり、けがをする可能性があります。
3
送り速度は運転内容に対して適正な値が指令されていることを確認して下さい。一般的には機械ごとに最高
送り速度は制限されています。運転の内容によっても最適な速度は異なりますので、機械の説明書にも従っ
て下さい。
正しくない速度で運転すると、機械に予期しない負荷がかかり、ワークや機械などが破損したり、けがをす
る可能性があります。
4
工具補正機能を使用する場合は、補正方向、補正量を十分確認して下さい。使用者がデータの誤りに気が付
かずに運転すると、機械の予期しない動きによりワークや機械などが破損したり、けがをする可能性があり
ます。
5 CNCやPMC
パラメータを変更する場合は、そのパラメータの働きを十分に理解した上で実施して下さい。
パラメータの設定を誤ると、機械の予期しない動きによりワークや機械などが破損したり、けがをする可能
性があります。
注意
1
電源投入時には、
には触れないで下さい。
保守用あるいは特殊な操作用に使用されているキーがあり、これらのキーを誤って押すと
しない状態となり、そのまま運転すると機械の予期しない動作を引き起こす可能性があります。
2
取扱説明書ではオプション機能も含めて、その
いるオプション機能はそれぞれの機械ごとに異なります。したがって、説明書記載の機能で使用できないも
のがありますので、あらかじめ機械の仕様を確認しておいて下さい。
3
機械メーカ殿の組込みにより実現されている機能があります。それらの使用方法や注意事項については機械
メーカ殿の説明書に従って下さい。
4
液晶ディスプレイは非常に精密な加工技術を使用して作られていますが、その特性上画素欠けや常時点灯す
る画素が存在する場合があります。これは故障ではありませんので、あらかじめご了承下さい。
注
プログラム、パラメータ、マクロ変数などは
は電源のオン/オフにより、この内容が失われることはありません。しかし、不注意により消してしまった
り、あるいは障害の復旧のために不揮発性メモリに記憶されている貴重なデータを消さざるをえない事態が
発生することが考えられます。
このような不測の事態が発生した場合に速やかに復旧させるため、事前に各種データの控えを作成しておい
て下さい。
のパラメータは最適な値が設定されており、通常は変更の必要がありません。何らかの必要で
CNC
装置の画面上に位置表示画面又はアラーム画面が表示されるまで、
CNC
装置が持つ機能の全体を説明しています。選択されて
CNC
装置内部の不揮発性メモリに記憶されています。一般に
MDI
パネルのキー
CNC
装置が予期
s-2
Page 7
B-63944JA-1/04 安全にご使用いただくために
プログラミングに関する警告および注意
プログラミングに関する、安全のための主要な注意事項を以下に示します。
プログラミングする際は、取扱説明書を熟読し、内容を十分に理解して下さい。
警告
1
座標系設定
座標系の設定を誤った場合、プログラムの移動指令が正しくても、予期しない動作をします。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
2
非直線補間形位置決め
非直線補間形位置決め(始点と終点の間を直線的でない移動をする位置決め方式)の場合は経路をよく確認
してプログラムする必要があります。
位置決めは、早送り速度で行なわれるため、工具とワークが接触すると工具や機械およびワークを破損した
り、けがをする可能性があります。
3
回転軸が動作する機能
極座標補間や法線方向制御等のプログラムにおいては、回転軸の速度を十分考慮してプログラムして下さい。
プログラムが不適当であると、回転軸の速度が過大になり、ワークの取り付け方によっては遠心力によって
ワークが外れます。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
4
インチ/メトリック入力変換
インチ入力とメトリック入力を切換えても、ワーク原点オフセット量、各種パラメータ、現在位置等の単位
は変換されません。運転する前にこれらのデータの単位を充分に確認して下さい。誤ったデータで運転する
と、工具や機械およびワークを破損したり、けがをする可能性があります。
5
周速一定制御
周速一定制御中に周速一定制御軸のワーク座標系での現在位置が0に近づくと、主軸速度が非常に過大にな
る場合がありますので最大回転数を正しく指令して下さい。正しく指令しないと、工具や機械およびワーク
を破損したり、けがをする可能性があります。
6
ストロークチェック
手動レファレンス点復帰が必要な機械においては、電源投入後、必ず手動レファレンス点復帰を行って下さ
い。手動レファレンス点復帰を行うまでは、ストロークチェックは無効です。ストロークチェックが無効の
状態では、リミットを越えてもアラームとならず、工具や機械およびワークを破損したり、けがをする可能
性があります。
7
刃物台干渉チェック
刃物台干渉チェックでは、自動運転で指令された工具のデータをもとに干渉チェックが行なわれます。指令
された工具が実際に使用される工具と一致していないと正しく干渉チェックされず、工具や機械を破損した
り、けがをする可能性があります。
電源投入時や手動で刃物台を選択した後は、使用する工具の工具番号を自動運転で必ず指令して下さい。
注意
1
アブソリュート/インクレメンタルモード
アブソリュート値で作成したプログラムをインクレメンタルモードで実行したり、インクレメンタル値で作
成したプログラムをアブソリュートモードで実行すると、機械が予期しない動作をします。
2
平面選択
円弧補間/ヘリカル補間/固定サイクル等において平面指定を間違えると機械が予期しない動作をします。詳
細については、それぞれの機能の説明を参照して下さい。
3
トルクリミットスキップ
トルクリミットスキップの前には、必ずトルクリミットを有効にして下さい。
トルクリミットが無効のままで、トルクリミットスキップが指令されると、スキップ動作をすることなく移
動指令が実行されます。
4
プログラマブルミラーイメージ
プログラマブルミラーイメージを有効にするとその後のプログラムの動作が大きく変化しますので、注意し
て下さい。
5
補正機能
補正機能モード中に機械座標系での指令、レファレンス点復帰関係等の指令をすると一時的に補正がキャン
セルされるため、機械が予期しない動作する場合があります。
そのため、これらの指令は補正機能モードをキャンセルしてから行って下さい。
s-3
Page 8
安全にご使用いただくために B-63944JA-1/04
操作に関する警告および注意
操作に関する、安全のための主要な注意事項を以下に示します。
操作をする際には、取扱説明書を熟読し、内容を十分に理解して下さい。
警告
1
手動運転
手動運転を行う際に、工具やワーク等の現在位置を把握して、移動軸、移動方向および送り速度等の選択に
誤りがないか十分確認して下さい。誤って操作すると工具や機械およびワークを破損したり、けがをする可
能性があります。
2
手動レファレンス点復帰
手動レファレンス点復帰が必要な機械においては、電源投入後、必ず手動レファレンス点復帰を行って下さ
い。手動レファレンス点復帰を行わずに機械を動作させると、予期しない動作をすることがあります。また、
手動レファレンス点復帰をするまでは、ストロークチェックが無効です。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
3
手動数値指令
手動数値指令を行う際に、工具やワーク等の現在位置を把握して、移動軸と移動方向、指令の選択および入
力する数値等に誤りがないか十分確認して下さい。
誤った指令で運転すると工具や機械およびワークを破損したり、けがをする可能性があります。
4
手動ハンドル送り
手動ハンドル送りを使用する場合、
の移動速度は速くなります。そのため、注意して動作させないと工具や機械を破損したり、けがをする可能
性があります。
5
オーバライドの無効
ねじ切り中、リジッドタップ中、タッピング中、マクロ変数によるオーバライド無効指定やオーバライドキ
ャンセル等によってオーバライドが無効となっている場合は、予期しない速度となり、工具や機械およびワ
ークを破損したり、けがをする可能性があります。
6
オリジン/プリセット操作
原則としてプログラム実行中にオリジン/プリセット操作をしないで下さい。
もしプログラム実行中にオリジン/プリセット操作を行うとその後のプログラム実行において機械が予期し
ない動作をします。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
7
ワーク座標系シフト
手動介入、マシンロック、ミラーイメージ等でワーク座標系がシフトされる場合があります。したがって、
プログラムを実行する前に座標系をよく確認して下さい。
ワーク座標系のシフトを考慮しないでプログラムを実行すると、機械が予期しない動作をします。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
8
ソフトウエアオペレータズパネル、メニュースイッチ
ソフトウエアオペレータズパネルやメニュースイッチでは
変更、ジョグ送り指令等、機械操作盤にない操作も含めて指令できます。
このため不用意に
よびワークを破損したり、けがをする可能性があります。
9 RESET
RESET
キーは
とを目的とする場合には
100
倍などの大きい倍率を選んでハンドルを回すと工具やテーブルなど
MDI
パネルからモード変更やオーバライド値の
MDI
パネルのキー操作を行うと機械が予期しない動作をします。その場合、工具や機械お
キー
キーを押すと、実行中のプログラムは停止します。その結果として、サーボ軸は停止しますが、
MDI
パネルの故障等によって機能しない可能性がありますので、安全のためにモータを停止させるこ
RESET
キーではなく非常停止ボタンを使用して下さい。
RESET
s-4
Page 9
B-63944JA-1/04 安全にご使用いただくために
注意
1
手動介入
プログラム実行途中で手動介入を行った場合、状態によってはその後の再開において移動経路が異なります。
したがって、マニュアルアブソリュートスイッチ、パラメータ、アブソリュート/インクレメンタル指令モー
ド等の状態をよく確認の上、再開して下さい。
2
フィードホールド、オーバライド、シングルブロック
カスタムマクロシステム変数
ルブロックを無効にすることができます。その時はオペレータによるこれらの操作が無効になりますので機
械の操作には注意して下さい。
3
ドライラン
ドライランは一般には機械を空送りして動作の確認をする時に使用します。この時の送り速度はドライラン
速度となり、プログラムで指令した送り速度とは異なります。場合によっては早い送り速度で動くことがあ
ります。
4 MDI
MDI
て下さい。特に工具径補正モード又は刃先R補正モードで自動運転中に
合には、その後の自動運転再開時の移動経路に注意して下さい。詳細については、それぞれの機能の説明を
参照して下さい。
5
プログラムの編集
加工を一時停止して、加工中のプログラムに対し、変更、挿入、削除などを行った後、そのプログラムを続
行すると、機械が予期しない動作をすることがあります。加工中のプログラムに対して、変更、挿入、削除
などは危険なため、原則として行わないで下さい。
#3004
により、フィードホールドやフィードレートオーバライドおよびシング
モードでの工具径補正、刃先R補正
モードでの指令に対しては、工具径補正又は刃先R補正は一切行なわれませんので、移動経路に注意し
MDI
からの入力指令を介入させた場
日常保守に関する警告
警告
1
メモリのバックアップ用バッテリの交換
本作業は、保守および安全に関して教育を受けた人以外は、作業をしてはいけません。
キャビネットを開けて、バッテリの交換をする際には、高電圧回路部分( マークが付いており、感電防
止カバーで覆われています。)には触れないよう注意して下さい。
カバーが外れていて、その部分に触れると感電します。
注
CNC
2
注
には、電源オフ時にもプログラム、オフセット量、パラメータなどのデータを保持する必要があるため、
バッテリを使用しています。
バッテリの電圧が低下すると、機械操作盤又は画面上にバッテリ電圧低下アラームが表示されます。
バッテリ電圧低下のアラームが表示されたら、一週間以内にバッテリを交換して下さい。バッテリを交換し
ないと、メモリの内容が失われます。
バッテリの交換手順は、取扱説明書(T系/M系共通)の
Ⅳ.保守にあるバッテリの交換方法を参照して下さい。
警告
アブソリュートパルスコーダ用電池の交換
本作業は、保守および安全に関して教育を受けた人以外は、作業をしてはいけません。
キャビネットを開けて、バッテリの交換をする際には、高電圧回路部分( マークが付いており、感電防
止カバーで覆われています。)には触れないよう注意して下さい。
カバーが外れていて、その部分に触れると感電します。
アブソリュートパルスコータは絶対位置を保持する必要があるため、バッテリを使用しています。
バッテリの電圧が低下すると、機械操作盤又は画面上にアブソリュートパルスコーダのバッテリ電圧低下ア
ラームが表示されます。
バッテリ電圧低下のアラームが表示されたら、一週間以内にバッテリを交換して下さい。バッテリを交換し
ないと、アブソリュートパルスコーダ内部の絶対位置データが失われます。
バッテリの交換は、
FANUC SERVO MOTOR AMPLIFIER
i
series
α
保守説明書を参照して下さい。
s-5
Page 10
安全にご使用いただくために B-63944JA-1/04
警告
3
ヒューズの交換
ヒューズの交換作業は、ヒューズが切れた原因を取り除いてから、ヒューズを交換する必要があります。
このため、保守および安全に関して十分に教育を受けた人以外は、作業をしてはいけません。
キャビネットを開けて、ヒューズの交換をする際には、高電圧回路部分(
止カバーで覆われています。)には触れないよう注意して下さい。
カバーが外れていて、その部分に触れると感電します。
マークが付いており、感電防
s-6
Page 11
B-63944JA-1/04 目次
目次
安全にご使用いただくために ..........................................................................................s-1
警告、注意、注について......................................................................................................................s-1
一般的な警告及び注意 .........................................................................................................................s-2
プログラミングに関する警告および注意 ............................................................................................s-3
操作に関する警告および注意 ..............................................................................................................s-4
日常保守に関する警告 .........................................................................................................................s-5
I. 概要
1 概要 ............................................................................................................................3
1.1 本説明書を読むにあたっての注意事項....................................................................................6
1.2 各種データに関する注意事項 ..................................................................................................6
II. プログラミング
1 概要 ............................................................................................................................9
1.1 補正 ..........................................................................................................................................9
2 準備機能(G機能).................................................................................................10
3 補間機能...................................................................................................................15
3.1 等リードねじ切り (G32)........................................................................................................15
3.2 連続ねじ切り .........................................................................................................................18
3.3 多条ねじ切り .........................................................................................................................18
4 プログラミングを簡単にする機能 ...........................................................................20
4.1 単一形固定サイクル (G90, G92, G94)...................................................................................20
4.1.1 外径,内径旋削サイクル (G90)......................................................................................................20
4.1.1.1 ストレート切削サイクル.................................................................................................................. 20
4.1.1.2 テーパ切削サイクル.......................................................................................................................... 21
4.1.2 ねじ切りサイクル (G92)..................................................................................................................23
4.1.2.1 ストレートねじ切りサイクル.......................................................................................................... 23
4.1.2.2 テーパねじ切りサイクル.................................................................................................................. 26
4.1.3 端面旋削サイクル (G94)..................................................................................................................28
4.1.3.1 正面切削サイクル..............................................................................................................................28
4.1.3.2 テーパ切削サイクル.......................................................................................................................... 29
4.1.4 単一形固定サイクル (G90, G92, G94) の使用法............................................................................31
4.1.5 単一形固定サイクルと刃先 R 補正 ................................................................................................33
4.1.6 単一形固定サイクルの制限事項.....................................................................................................34
4.2 複合形固定サイクル (G70~G76)..........................................................................................36
4.2.1 外径荒削りサイクル (G71)..............................................................................................................37
4.2.2 端面荒削りサイクル (G72)..............................................................................................................48
4.2.3 閉ループ切削サイクル (G73)..........................................................................................................52
4.2.4 仕上げサイクル (G70)......................................................................................................................54
4.2.5 端面突切りサイクル (G74)..............................................................................................................57
4.2.6 外径、内径突切りサイクル (G75)..................................................................................................58
4.2.7 複合形ねじ切りサイクル (G76)......................................................................................................60
4.2.8 複合形固定サイクル (G70~G76) における制限事項...................................................................64
4.3 穴あけ用固定サイクル ...........................................................................................................66
4.3.1 正面ドリルサイクル (G83)/側面ドリルサイクル (G87)...............................................................69
4.3.2 正面タッピングサイクル (G84)/側面タッピングサイクル (G88)...............................................72
c-1
Page 12

目次 B-63944JA-1/04
4.3.3 正面ボーリングサイクル (G85)/側面ボーリングサイクル (G89)...............................................73
4.3.4 穴あけ用固定サイクルキャンセル (G80) ......................................................................................74
4.3.5 穴あけ用固定サイクル M コード出力改良....................................................................................74
4.3.6 オペレータが注意する事項.............................................................................................................75
4.4 リジッドタッピング...............................................................................................................76
4.4.1 正面リジッドタッピング (G84)/側面リジッドタッピング (G88)...............................................76
4.4.2 深穴リジッドタッピング(G84 又は G88).......................................................................................81
4.4.3 固定サイクルキャンセル (G80)......................................................................................................84
4.4.4 リジッドタッピング中のオーバライド.........................................................................................84
4.4.4.1 引き抜きオーバライド...................................................................................................................... 85
4.4.4.2 オーバライド信号..............................................................................................................................86
4.5 研削用固定サイクル(研削盤用)..............................................................................................87
4.5.1 トラバース研削サイクル(G71).......................................................................................................88
4.5.2 トラバース直接定寸研削サイクル(G72) .......................................................................................90
4.5.3 オシレーション研削サイクル(G73)...............................................................................................92
4.5.4 オシレーション直接定寸研削サイクル(G74) ...............................................................................93
4.6 面取り・コーナR ..................................................................................................................95
4.7 対向刃物台ミラーイメージ (G68, G69)...............................................................................101
4.8 図面寸法直接入力 ................................................................................................................102
5 補正機能.................................................................................................................108
5.1 工具位置補正 .......................................................................................................................108
5.1.1 工具形状オフセットと工具摩耗オフセット...............................................................................108
5.1.2 工具位置オフセットのための T コード.......................................................................................109
5.1.3 工具選択 ..........................................................................................................................................109
5.1.4 オフセット番号 ..............................................................................................................................110
5.1.5 オフセットの動作 ..........................................................................................................................110
5.1.6 Y 軸オフセット...............................................................................................................................113
5.1.6.1 Y軸オフセット任意軸対応 ............................................................................................................113
5.1.7 第 2 形状工具オフセット...............................................................................................................113
5.1.8 第 4 軸/第 5軸オフセット ...........................................................................................................116
5.2 刃先 R 補正 (G40~G42)の概略説明 ...................................................................................117
5.2.1 仮想刃先 ..........................................................................................................................................117
5.2.2 仮想刃先の方向 ..............................................................................................................................118
5.2.3 オフセット番号とオフセット量...................................................................................................120
5.2.4 ワーク側の指定と移動指令...........................................................................................................121
5.2.5 刃先 R 補正の注意事項..................................................................................................................126
5.3 工具径補正(G40~G42)の概略説明 ................................................................................128
5.4 工具径・刃先R補正の詳細説明 ..........................................................................................134
5.4.1 概要 ..................................................................................................................................................134
5.4.2 スタートアップでの工具の動き...................................................................................................138
5.4.3 オフセットモードでの工具の動き...............................................................................................144
5.4.4 オフセットモードキャンセルでの工具の動き...........................................................................162
5.4.5 工具径・刃先 R 補正による切込み過ぎの防止...........................................................................168
5.4.6 干渉チェック ..................................................................................................................................171
5.4.6.1 干渉と判断された場合の動作........................................................................................................174
5.4.6.2 干渉チェックアラーム機能............................................................................................................ 174
5.4.6.3 干渉チェック回避機能.................................................................................................................... 176
5.4.7 MDI からの入力に対する工具径・刃先 R補正 ..........................................................................180
5.5 ベクトル保持(G38) .........................................................................................................182
5.6 コーナ円弧補間(G39)......................................................................................................183
5.7 拡張工具選択 .......................................................................................................................185
5.8 自動工具補正 (G36, G37) ....................................................................................................187
5.9 座標回転 (G68.1, G69.1)......................................................................................................190
5.10 手動送りによるアクティブオフセット量変更.....................................................................194
c-2
Page 13

B-63944JA-1/04 目次
6 Series15 フォーマットでのメモリ運転.................................................................197
6.1 Series15 プログラムフォーマットのアドレスと指令値範囲 ..............................................197
6.2 サブプログラムの呼出し .....................................................................................................197
6.3 単一形固定サイクル.............................................................................................................198
6.3.1 外径、内径旋削サイクル(G90).....................................................................................................198
6.3.1.1 ストレート切削サイクル................................................................................................................ 198
6.3.1.2 テーパ切削サイクル........................................................................................................................ 199
6.3.2 ねじ切りサイクル(G92).................................................................................................................200
6.3.2.1 ストレートねじ切りサイクル........................................................................................................200
6.3.2.2 テーパねじ切りサイクル................................................................................................................ 203
6.3.3 端面旋削サイクル(G94).................................................................................................................205
6.3.3.1 正面切削サイクル............................................................................................................................205
6.3.3.2 テーパ切削サイクル........................................................................................................................ 206
6.3.4 単一形固定サイクルの使用法.......................................................................................................208
6.3.5 単一形固定サイクルと刃先 R 補正 ..............................................................................................210
6.3.6 単一形固定サイクルの制限事項...................................................................................................211
6.4 複合形固定サイクル.............................................................................................................213
6.4.1 外径荒削りサイクル(G71).............................................................................................................213
6.4.2 端面荒削りサイクル(G72).............................................................................................................225
6.4.3 閉ループ切削サイクル(G73).........................................................................................................229
6.4.4 仕上げサイクル(G70).....................................................................................................................231
6.4.5 端面突切りサイクル(G74).............................................................................................................235
6.4.6 外径、内径突切りサイクル(G75).................................................................................................237
6.4.7 複合形ねじ切りサイクル(G コード体系 A/B:G76)(Gコード体系 C:G78)................................239
6.4.8 複合形固定サイクルにおける制限事項.......................................................................................244
6.5 穴あけ用固定サイクル .........................................................................................................246
6.5.1 高速深穴あけサイクル(G83.1)......................................................................................................250
6.5.2 ドリルサイクルスポットドリリング(G81) .................................................................................251
6.5.3 ドリルサイクルカウンタボーリング(G82) .................................................................................252
6.5.4 深穴あけサイクル(G83).................................................................................................................253
6.5.5 タッピングサイクル(G84).............................................................................................................254
6.5.6 ボーリングサイクル(G85).............................................................................................................255
6.5.7 ボーリングサイクル(G89).............................................................................................................256
6.5.8 穴あけ用固定サイクルキャンセル(G80) .....................................................................................257
6.5.9 オペレータが注意する事項...........................................................................................................257
7 多系統制御機能 ......................................................................................................258
7.1 バランスカット(G68, G69)..................................................................................................258
III. 操作
1 データの入出力 ......................................................................................................265
1.1 各画面での入出力操作 .........................................................................................................265
1.1.1 Y 軸オフセットの入出力操作.......................................................................................................265
1.1.1.1 Y軸オフセットデータの入力操作 ................................................................................................265
1.1.1.2 Y軸オフセットデータの出力操作 ................................................................................................266
1.1.2 工具補正/第 2 形状データの入出力操作...................................................................................267
1.1.2.1 工具補正/第 2形状データの入力操作........................................................................................267
1.1.2.2 工具補正/第 2形状データの出力操作........................................................................................267
1.1.3 第 4 軸/第 5軸オフセットの入出力操作 ...................................................................................268
1.1.3.1 第 4軸/第 5 軸オフセットデータの入力操作 ............................................................................268
1.1.3.2 第 4軸/第 5 軸オフセットデータの出力操作 ............................................................................269
1.2 ALL IO 画面での入出力操作.................................................................................................271
1.2.1 Y 軸オフセットデータの入出力操作...........................................................................................271
1.2.2 工具補正/第 2 形状データの入出力操作...................................................................................272
c-3
Page 14
目次 B-63944JA-1/04
2 データの表示と設定...............................................................................................274
2.1
機能キー
2.1.1 工具オフセット量の設定と表示...................................................................................................274
2.1.2 工具位置オフセット量の直接入力...............................................................................................279
2.1.3 工具補正量測定値直接入力 B.......................................................................................................282
2.1.4 オフセット量カウンタ入力...........................................................................................................283
2.1.5 ワーク座標系シフト量の設定.......................................................................................................285
2.1.6 工具補正/第 2 形状オフセット量の設定...................................................................................287
2.1.7 Y 軸オフセット量の設定...............................................................................................................290
2.1.8 第4軸/第5軸オフセット量の設定...........................................................................................296
2.1.9 チャックテールストックバリア...................................................................................................301
に属する画面
................................................................................................274
付録
A パラメータ .............................................................................................................311
A.1 パラメータの説明 ................................................................................................................311
A.2 データ形式 ...........................................................................................................................344
A.3 標準パラメータ設定表 .........................................................................................................345
c-4
Page 15

I. 概要
Page 16

Page 17
B-63944JA-1/04 概要 1.概要
1 概要
本説明書は下記の編から構成されています。
説明書の記述内容
Ⅰ. 概要
本説明書の構成、適用機種、関連説明書、および説明書を読むにあたっての注意事項を記述しています。
Ⅱ. プログラミング編
NC 言語でプログラムを作成するためのプログラムのフォーマット、解説、制限事項などについて、機能ごとに
記述しています。
Ⅲ. 操作編
機械の手動運転と自動運転、データの入出力方法、プログラムの編集方法などについて記述しています。
付録
パラメータ、指令値範囲、アラームなどの各種一覧表を記述しています。
注
1
本説明書では、旋盤系の系統制御タイプにて動作可能な機能についてのみ記述されています。旋盤系に特化
しない他の機能等については、取扱説明書(旋盤系/マシニングセンタ系共通)
さい。
2
本説明書に記述されている機能のうち、機種によって使用できないものがあります。詳細については仕様説
(B-63942JA)
明書
3
本説明書では、本文中で述べている以外のパラメータの詳細については記述しておりませんので、別冊のパ
ラメータ説明書
パラメータとは、
す。通常は、機械メーカにより工作機械が使いやすい状態にパラメータが設定されています。
4
本説明書では、ベーシック機能だけでなく、オプション機能についても記述しています。
納入された装置にどのオプションが実装されているかについては、機械メーカ発行の説明書を参照して下さ
い。
を参照して下さい。
(B-63950JA)
CNC
を参照して下さい。
工作機械の機能や動作状態、良く使用する量などをあらかじめ設定しておくもので
適用機種名
本説明書では、下記の機種について述べています。
また、本文中で下記の略称を使用することがあります。
機種名 略称
FANUC Series 30i– A 30i –A Series 30i
FANUC Series 300i–A 300i–A Series 300i
FANUC Series 300is–A 300is–A Series 300is
FANUC Series 31i–A 31i –A
FANUC Series 31i–A5 31i –A5
FANUC Series 310i–A 310i–A
FANUC Series 310i–A5 310i–A5
FANUC Series 310is–A 310is–A
FANUC Series 310is–A5 310is–A5
FANUC Series 32i–A 32i –A Series 32i
FANUC Series 320i–A 320i–A Series 320i
FANUC Series 320is–A 320is–A Series 320is
(B-63944JA)
Series 31i
Series 310i
Series 310is
を参照して下
- 3 -
Page 18
1.概要 概要 B-63944JA-1/04
注
1
本説明書では、特に断りがない限り、機種名において
i
/
310
i
310is-A、31
/
B-63942JA
31
ただし、下記2の事項に当てはまる場合はこの限りではありません。
2
本説明書に記述されている機能のうち、機種によって使用できないものがあります。詳細については、仕様
説明書(
i
i
310
310is-A5、32
/
/
)を参照して下さい。
i
320
/
i
320is-A
/
をまとめて
i
/
300
i
/
300is
と表記してあります。
30
記号説明
本文中では、下記の記号を使っています。記号の意味は次のとおりです。
・IP
X_ Y_ Z_ …のように、任意の軸の組合せを表します。
アドレスに続くアンダーラインの個所には、座標値などの数値が入ります。
(プログラミング編で使用)
・;
エンドオブブロックを意味します。
実際には ISO コードでは LF、EIA コードでは CR のことです。
Series 30i/300i/300is- MODEL A
Series 31i/310i/310is- MODEL A
Series 32i/320i/320is- MODEL A
の関連説明書
Series 30i/300i/300is-A, Series 31i/310i/310is-A, Series 32i/320i/320is-A の関連説明書は表1 (a)の通りです。
*は本説明書です。
表1 (a) 関連説明書一覧表
説明書名 仕様番号
仕様説明書
結合説明書(ハードウェア編)
結合説明書(機能編)
取扱説明書(旋盤系/マシニングセンタ系共通)
取扱説明書(旋盤系)
取扱説明書(マシニングセンタ系)
保守説明書
パラメータ説明書
プログラミング関係
マクロエグゼキュータ プログラミング説明書
マクロコンパイラ プログラミング説明書
C 言語エグゼキュータ プログラミング説明書
PMC
PMC プログラミング説明書
ネットワーク関係
PROFIBUS-DP ボード 結合説明書
ファストイーサネット/ファストデータサーバ 取扱説明書
DeviceNet ボード 結合説明書
FL-net ボード 結合説明書
CC-Link ボード 結合説明書
操作ガイダンス機能関係
マニュアルガイド i (旋盤系/マシニングセンタ系共通)
取扱説明書
マニュアルガイド i (マシニングセンタ系) 取扱説明書
マニュアルガイド i 段取り支援機能 取扱説明書 B-63874JA-1
デュアル・チェック・セイフティ
デュアル・チェック・セイフティ結合説明書
B-63942JA
B-63943JA
B-63943JA-1
B-63944JA
B-63944JA-1
B-63944JA-2
B-63945JA
B-63950JA
B-63943JA-2
B-66263JA
B-63943JA-3
B-63983JA
B-63993JA
B-64014JA
B-64043JA
B-64163JA
B-64463JA
B-63874JA
B-63874JA-2
B-64003JA
- 4 -
*
Page 19
B-63944JA-1/04 概要 1.概要
サーボモータの関連説明書
サーボモータ αi/βi の関連説明書は表1 (b)の通りです。
表1 (b) SERVO MOTOR αiβi series の関連説明書
説明書名 説明書番号
FANUC AC SERVO MOTOR αi series
仕様説明書
FANUC AC SPINDLE MOTOR αi series
仕様説明書
FANUC AC SERVO MOTOR βi series
仕様説明書
FANUC AC SPINDLE MOTOR βi series
仕様説明書
FANUC SERVO AMPLIFIER αi series
仕様説明書
FANUC SERVO AMPLIFIER βi series
仕様説明書
FANUC SERVO MOTOR αis series
FANUC SERVO MOTOR αi series
FANUC AC SPINDLE MOTOR αi series
FANUC SERVO AMPLIFIER αi series
保守説明書
FANUC SERVO MOTOR βis series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
保守説明書
FANUC AC SERVO MOTOR αi series
FANUC AC SERVO MOTOR βi series
FANUC LINEAR MOTOR LiS series
FANUC SYNCHRONOUS BUILT-IN SERVO MOTOR DiS series
パラメータ説明書
FANUC AC SPINDLE MOTOR αi/βi series,
BUILT-IN SPINDLE MOTOR Bi series
パラメータ説明書
本説明書で説明する CNC には、上記のサーボおよびスピンドルを接続する事が出来ます。ただし、αi SV シリーズに
つきましては、レベルアップ版のみが接続可能です。また、βi SVSP シリーズは、接続できません。
本説明書内では、主に FANUC SERVO MOTOR αi series として記述していますが、サーボおよびスピンドルに関しま
しては、実際に接続するサーボおよびスピンドルに応じた説明書を別途参照して下さい。
B-65262JA
B-65272JA
B-65302JA
B-65312JA
B-65282JA
B-65322JA
B-65285JA
B-65325JA
B-65270JA
B-65280JA
- 5 -
Page 20
1.概要 概要 B-63944JA-1/04
1.1 本説明書を読むにあたっての注意事項
注意
1 CNC
2
3
工作機械システムとしての機能は
操作盤などの組合わせによって機能が決定します。それらの色々な組合わせの場合についての機能、プログラ
ミング、操作についての説明をすることは不可能です。
本説明書では
機械メーカから発行される説明書をよくお読み下さい。本説明書より機械メーカから発行される説明書が記
載事項に関し優先します。
本説明書は、読者が容易に必要事項を参照できるように、各ページの上部の欄に見出しを付けています。
まずは見出しを見て必要な部分のみ参照することができます。
本説明書では、できるだけ色々なことについて書くように努めています。
しかし、こういうことはやってはいけない、こういうことはできないということは非常に多く、説明書が膨
大になり、書ききれません。
したがって、本説明書では、特にできると書いていないことは「できない」と解釈して下さい。
CNC
の側に立って一般的な説明をしていますので、個々の
CNC
だけで決まるのではなく、機械、機械側強電回路、サーボ系、
CNC
工作機械についての説明は、
CNC
、
1.2 各種データに関する注意事項
注意
加工プログラム、パラメータ、オフセットデータなどは、
す。一般には電源のオン/オフによりこの内容が失われることはありません。しかし、誤操作により消して
しまったり、あるいは障害の復旧のための不揮発性メモリに記憶されている貴重なデータを消さざるをえな
い事態が発生することが考えられます。
このような不測の事態が発生した場合に速やかに復旧させるため、事前に各種データの控えを作成しておい
て下さるようお願いします。
CNC
装置内部の不揮発性メモリに記憶されていま
- 6 -
Page 21

II. プログラミング
Page 22

Page 23
B-63944JA-1/04 プログラミング 1.概要
1 概要
1 章「概要」は下記の内容で構成されています。
1.1 補正 ............................................................................................................................... .......................................................9
1.1 補正
解説
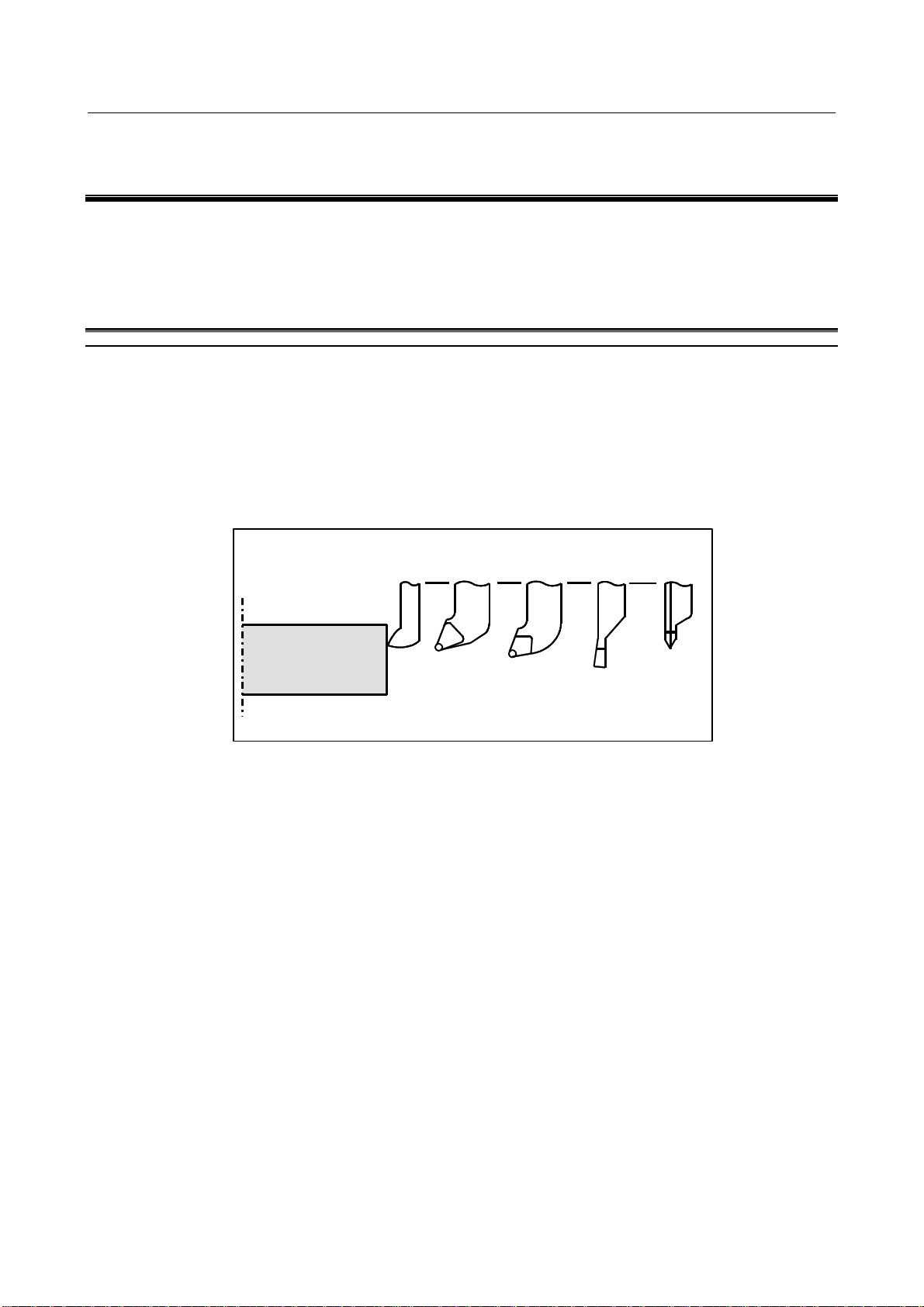
・工具位置オフセット
通常 1 つのワークを加工するには、数本の工具を使用します。
各工具は、異なった工具長を持っていますので、工具に応じてプログラムを変更するのは大変面倒です。
このため、ある基準工具を選び、この工具の先端位置と使用する各工具の先端位置との差をあらかじめ測定します。
測定した値を CNC に設定すると(取扱説明書(旋盤系/マシンニングセンタ系共通)の「データの表示と設定」の
項参照)工具が交換されても、プログラムを変更しないで、加工をすることができます。この機能を工具位置オフセ
ットと言います。(5.1 節「工具位置補正」を参照)
基準工具荒削り
工具
仕上げ
工具
溝切
工具
ねじ切り
工具
ワーク
図1.1 (a) 工具位置オフセット
- 9 -
Page 24
2.準備機能(G機能) プログラミング B-63944JA-1/04
2 準備機能(G機能)
準備機能の命令はアドレス G に続く数値によって表現され、ブロックに含まれる命令の意味を規定します。G コード
には次の 2 種類があります。
種別 意味
ワンショットな G コード 指令されたブロックにだけ有効な G コード
モーダルな G コード 同一グループの他の G コードが指令されるまで有効な G コード
(例) G01,G00 はモーダルな G コードです。
G01X_;
Z_;
X_;
G00Z_;
X_;
G01X_;
A,B,C の 3 種類の G コード体系があります(表 2)。どの体系を選択するかは、パラメータ GSC(No.3401#7)およびパ
ラメータ GSB(No.3401#6)の設定値によります。ただし、B または C の G コード体系を選択する場合には、G コード
体系 B/C のオプションが必要です。
この説明書では、G コード体系 A を使用して説明します。G コード体系 B/C 特有の内容については、その旨記述しま
す。
解説
1. 電源投入時、又はリセットによりクリア状態(パラメータ CLR (No.3402#6))になった時、モーダルの G コード
は次の状態になります。
(1) 表2
(2) G20 と G21 は、電源投入、又はリセットによるクリア状態で変化しません。
(3) G22 と G23 は、パラメータ G23(No.3402#7)により、電源投入時にどちらの G コードの状態にするかを設定で
(4) G00 と G01 は、パラメータ G01(No.3402#0)によりどちらの G コードの状態にするかを設定できます。
(5) G コード体系 B 又は C の場合、G90 と G91 は、パラメータ G91 (No.3402#3)によりどちらの G コードの状態
2. G10 と G11 を除く、00 グループの G コードはワンショットの G コードです。
3. G コード一覧表に載っていない G コードを指令した場合、および対応するオプションがついていない G コードを
指令した場合、アラーム(PS0010)を表示します。
4. 異なるグループの G コードは、同一ブロックに複数個指令できます。同じグループの G コードを同一ブロックに
複数個指令すれば、最後に指令した G コードが有効になります。
5. 穴明け用固定サイクル中に 01グループの G コードを指令すると、穴あけ用固定サイクルはキャンセルされます。
すなわち、G80 を指令したのと同じ状態になります。
なお、01 グループの G コードは、穴あけ用固定サイクルの指令 G コードの影響を受けません。
6. G コード体系 A の場合、アブソリュート/インクレメンタル指令は G コード(G90/G91)ではなくアドレスワード
(X/U,Z/W
7. G コードはグループ番号ごとに表示されます。
の記号
きます。リセットによるクリア状態では変化しません。
にするかを設定できます。
,C/H,Y/V)で区別します。また、穴あけ用固定サイクルの復帰点レベルはイニシャルレベルのみです。
この間は G01 が有効
この間は G00 が有効
つきのGコードの状態になります。
- 10 -
Page 25
B-63944JA-1/04 プログラミング 2.準備機能(G機能)
表2 G コード一覧表
G コード体系
A B C
G00 G00 G00
G01 G01 G01
G02 G02 G02
G03 G03 G03
G02.2 G02.2 G02.2
G02.3 G02.3 G02.3
G02.4 G02.4 G02.4
G03.2 G03.2 G03.2
G03.3 G03.3 G03.3
G03.4 G03.4 G03.4
G04 G04 G04
G05 G05 G05
G05.1 G05.1 G05.1
G05.4 G05.4 G05.4
G06.2 G06.2 G06.2 01
G07 G07 G07
G07.1
(G107)
G08 G08 G08
G09 G09 G09
G10 G10 G10
G10.6 G10.6 G10.6
G10.9 G10.9 G10.9
G11 G11 G11
G12.1
(G112)
G13.1
(G113)
G17 G17 G17
G18 G18 G18
G19 G19 G19
G20 G20 G70
G21 G21 G71
G22 G22 G22
G23 G23 G23
G25 G25 G25
G26 G26 G26
G27 G27 G27
G28 G28 G28
G28.2 G28.2 G28.2
G29 G29 G29
G30 G30 G30
G30.1 G30.1 G30.1
G30.2 G30.2 G30.2
G31 G31 G31
G31.8 G31.8 G31.8
G32 G33 G33
G34 G34 G34
G35 G35 G35
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
グループ 機能
位置決め(早送り)
直線補間(切削送り)
円弧補間 CW 又は ヘリカル補間 CW
円弧補間 CCW 又は ヘリカル補間 CCW
01
00
00
21
16
06
09
08
00
01
インボリュート補間 CW
指数関数補間 CW
3次元円弧補間 CW
インボリュート補間 CCW
指数関数補間 CCW
3次元円弧補間 CCW
ドウェル
AI 輪郭制御(高精度輪郭制御互換指令)、高速サイクル加工、
高速バイナリ運転
AI 輪郭制御/ナノスムージング/滑らか補間
HRV3,4 オン/オフ
NURBS 補間
仮想軸補間
円筒補間
先行制御
イグザクトストップ
プログラマブルデータ入力
工具退避&復帰
直径/半径指定プログラマブル切り換え
プログラマブルデータ入力キャンセル
極座標補間モード
極座標補間キャンセルモード
XpYp 平面選択
ZpXp 平面選択
YpZp 平面選択
インチデータ入力
メトリックデータ入力
ストアードストロークチェック機能オン
ストアードストロークチェック機能オフ
主軸速度変動検出オフ
主軸速度変動検出オン
レファレンス点復帰チェック
レファレンス点への復帰
インポジションチェック無効レファレンス点復帰
レファレンス点からの移動
第 2 , 第 3 , 第 4 レファレンス点復帰
フローティングレファレンス点復帰
インポジションチェック無効
第 2 , 第 3 , 第 4 レファレンス点復帰
スキップ機能
EGB 軸スキップ
ねじ切り
可変リードねじ切り
円弧ねじ切り(時計回り)
- 11 -
Page 26
2.準備機能(G機能) プログラミング B-63944JA-1/04
G コード体系
A B C
G36 G36 G36
G37 G37 G37
G37.1 G37.1 G37.1
G37.2 G37.2 G37.2
G38 G38 G38
G39 G39 G39
G40 G40 G40
G41 G41 G41
G42 G42 G42
G41.2 G41.2 G41.2
G41.3 G41.3 G41.3
G41.4 G41.4 G41.4
G41.5 G41.5 G41.5
G41.6 G41.6 G41.6
G42.2 G42.2 G42.2
G42.4 G42.4 G42.4
G42.5 G42.5 G42.5
G42.6 G42.6 G42.6
G40.1 G40.1 G40.1
G41.1 G41.1 G41.1
G42.1 G42.1 G42.1
G43 G43 G43
G44 G44 G44
G43.1 G43.1 G43.1
G43.4 G43.4 G43.4
G43.5 G43.5 G43.5
G43.7
(G44.7)
G49
(G49.1)
G50 G92 G92
G50.3 G92.1 G92.1
─
─
G50.1 G50.1 G50.1
G51.1 G51.1 G51.1
G50.2
(G250)
G51.2
(G251)
G50.4 G50.4 G50.4
G50.5 G50.5 G50.5
G50.6 G50.6 G50.6
G51.4 G51.4 G51.4
G51.5 G51.5 G51.5
G51.6 G51.6 G51.6
G52 G52 G52
G53 G53 G53
G53.1 G53.1 G53.1
G53.6 G53.6 G53.6
G43.7
(G44.7)
G49
(G49.1)
G50 G50
G51 G51
G50.2
(G250)
G51.2
(G251)
G43.7
(G44.7)
G49
(G49.1)
G50.2
(G250)
G51.2
(G251)
グループ 機能
円弧ねじ切り(反時計回り)(パラメータ G36(No.3405#3)=1 時)
又は、自動工具補正(X 軸)(パラメータ G36(No.3405#3)=0 時)
自動工具補正(Z 軸)(パラメータ G36(No.3405#3)=0 時)
01
07
19
23
00
18
22
20
00
00
自動工具補正(X 軸)(パラメータ G36(No.3405#3)=1 時)
自動工具補正(Z 軸)(パラメータ G36(No.3405#3)=1 時)
工具径・刃先 R 補正 ベクトル保持
工具径・刃先 R 補正 コーナ円弧補間
工具径・刃先 R 補正キャンセル
工具径・刃先 R 補正 左
工具径・刃先 R 補正 右
3次元工具径補正 左側(タイプ1)
3次元工具径補正(リーディングエッジオフセット)
3次元工具径補正 左側(タイプ1)(FS16i 互換指令)
3次元工具径補正 左側(タイプ1)(FS16i 互換指令)
3次元工具径補正 左側(タイプ2)
3次元工具径補正 右側(タイプ1)
3次元工具径補正 右側(タイプ1)(FS16i 互換指令)
3次元工具径補正 右側(タイプ1)(FS16i 互換指令)
3次元工具径補正 右側(タイプ2)
法線方向制御キャンセルモード
法線方向制御左側オン
法線方向制御右側オン
工具長補正 + (パラメータ TCT(No.5040#3)=1 のみ可)
工具長補正 - (パラメータ TCT(No.5040#3)=1 のみ可)
工具軸方向工具長補正(パラメータ TCT(No.5040#3)=1 のみ可)
工具先端点制御(タイプ1)
(パラメータ TCT(No.5040#3)=1 のみ可)
工具先端点制御(タイプ2)
(パラメータ TCT(No.5040#3)=1 のみ可)
工具位置オフセット
(パラメータ TCT(No.5040#3)=1 のみ可)
工具長補正キャンセル
(パラメータ TCT(No.5040#3)=1 のみ可)
座標系設定 又は 主軸最高回転数クランプ
ワーク座標系プリセット
スケーリングキャンセル
スケーリング
プログラマブルミラーイメージキャンセル
プログラマブルミラーイメージ
ポリゴン加工キャンセル
ポリゴン加工
同期制御終了
混合制御終了
重畳制御終了
同期制御開始
混合制御開始
重畳制御開始
ローカル座標系設定
機械座標系選択
工具軸方向制御
工具先端点保持形工具軸方向制御
- 12 -
Page 27
B-63944JA-1/04 プログラミング 2.準備機能(G機能)
G コード体系
A B C
G54
(G54.1)
G55 G55 G55
G56 G56 G56
G57 G57 G57
G58 G58 G58
G59 G59 G59
G54.4 G54.4 G54.4 26
G60 G60 G60 00
G61 G61 G61
G62 G62 G62
G63 G63 G63
G64 G64 G64
G65 G65 G65 00
G66 G66 G66
G66.1 G66.1 G66.1
G67 G67 G67
G68 G68 G68 04
G68.1 G68.1 G68.1
G68.2 G68.2 G68.2
G68.3 G68.3 G68.3
G68.4 G68.4 G68.4
G69 G69 G69
G69.1 G69.1 G69.1 17
G70 G70 G72
G71 G71 G73
G72 G72 G74
G73 G73 G75
G74 G74 G76
G75 G75 G77
G76 G76 G78
G71 G71 G72
G72 G72 G73
G73 G73 G74
G74 G74 G75
G80 G80 G80 10
G80.4 G80.4 G80.4
G81.4 G81.4 G81.4
G80.5 G80.5 G80.5
G81.5 G81.5 G81.5
G81 G81 G81
G82 G82 G82
G83 G83 G83
G83.1 G83.1 G83.1
G83.5 G83.5 G83.5
G83.6 G83.6 G83.6
G84 G84 G84
G84.2 G84.2 G84.2
G85 G85 G85
G87 G87 G87
G87.5 G87.5 G87.5
G54
(G54.1)
G54
(G54.1)
グループ 機能
14
15
12
17
04
00
01
28
27
10
ワーク座標系1選択
ワーク座標系2選択
ワーク座標系3選択
ワーク座標系4選択
ワーク座標系5選択
ワーク座標系6選択
ワーク設置誤差補正
一方向位置決め
イグザクトストップモード
自動コーナオーバライドモード
タッピングモード
切削モード
マクロ呼出し
マクロモーダル呼出しA
マクロモーダル呼出し B
マクロモーダル呼出しA/Bキャンセル
対向刃物台ミラーイメージオン又はバランスカットモード
座標回転開始または 3 次元座標変換モードオン
傾斜面加工指令
工具軸方向による傾斜面加工指令
傾斜面加工指令(インクレメンタル多重指令)
対向刃物台ミラーイメージオフ又は
バランスカットモードキャンセル
座標回転キャンセルまたは 3 次元座標変換モードオフ
仕上げサイクル
外径/内径荒削りサイクル
端面荒削サイクル
閉ループ切削サイクル
端面突切りサイクル
外径/内径突切りサイクル
複合形ねじ切りサイクル
トラバース研削サイクル
トラバース直接定寸研削サイクル
オシレーション研削サイクル
オシレーション直接定寸研削サイクル
穴あけ用固定サイクルキャンセル
電子ギアボックス同期キャンセル
電子ギアボックス同期開始
電子ギアボックス 2組同期キャンセル
電子ギアボックス 2組同期開始
スポットドリリング(FS15-T フォーマット)
カウンタボーリング(FS15-T フォーマット)
正面ドリルサイクル
高速深穴あけサイクル(FS15-T フォーマット)
高速深穴あけサイクル
深穴あけサイクル
正面タップサイクル
リジッドタッピングサイクル(FS15 フォーマット)
正面ボーリングサイクル
側面ドリルサイクル
高速深穴あけサイクル
- 13 -
Page 28
2.準備機能(G機能) プログラミング B-63944JA-1/04
G コード体系
A B C
G87.6 G87.6 G87.6
G88 G88 G88
G89 G89 G89
G90 G77 G20
G92 G78 G21
G94 G79 G24
G91.1 G91.1 G91.1 00
G96 G96 G96
G97 G97 G97
G96.1 G96.1 G96.1
G96.2 G96.2 G96.2
G96.3 G96.3 G96.3
G96.4 G96.4 G96.4
G93 G93 G93
G98 G94 G94
G99 G95 G95
─
─
─
─
G90 G90
G91 G91
G98 G98
G99 G99
グループ 機能
10
01
02
00
05
03
11
深穴あけサイクル
側面タップサイクル
側面ボーリングサイクル
外径/内径旋削サイクル
ねじ切りサイクル
端面旋削サイクル
最大インクレメンタル指令量チェック
周速一定制御
周速一定制御キャンセル
主軸割出し実行(完了待ちあり)
主軸割出し実行(完了待ちなし)
主軸割出し完了確認
SV 回転制御モード ON
インバースタイム送り
毎分送り
毎回転送り
アブソリュート指令
インクレメンタル指令
固定サイクルイニシャルレベル復帰
固定サイクルR点レベル復帰
- 14 -
Page 29
B-63944JA-1/04 プログラミング 3.補間機能
3 補間機能
3 章「補間機能」は下記の内容で構成されています。
3.1 等リードねじ切り (G32).................................................................................................................................................15
3.2 連続ねじ切り ....................................................................................................................................................................18
3.3 多条ねじ切り ....................................................................................................................................................................18
3.1 等リードねじ切り (G32)
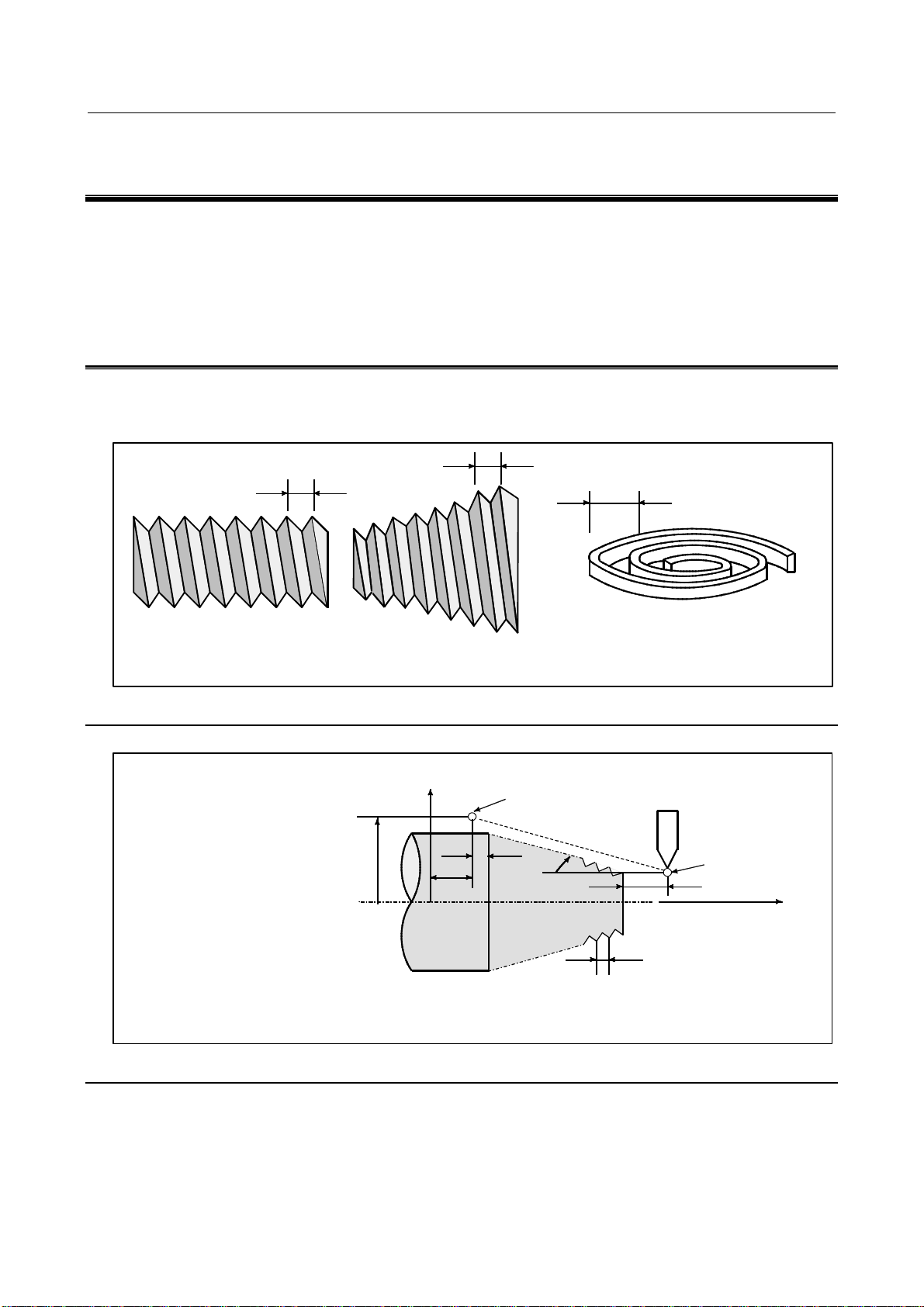
G32 指令により、等リードのストレートねじ、テーパねじ、および正面ねじを切削できます。
主軸回転数を、主軸にとり付けられたポジションコーダから時々刻々読み取り、毎分送りの切削送り速度に変換し工
具が送られます。
L
ストレートねじ
フォーマット
G32IP_F_;
IP_: 終点
長軸方向のリード
F _:
(常に半径指定)
L
テーパねじ
図3.1 (a) ねじの種類
軸
X
X
Z
0
終点
δ
2
α
L
正面ねじ(ストロークねじ)
始点
δ
1
軸
Z
L
図3.1 (b) ねじ切りの例
解説
一般に、一本のねじを作る場合には、荒削りから仕上げまで、何回も同じ通路でねじ切りを行います。
ねじ切りは主軸に取り付けられたポジションコーダからの一回転信号を検出してから開始します。そのため何度ねじ
切りを行っても、ワークの円周上の切り始めの点および工具の通路は同じとなります。ただし、荒削りから仕上げま
で、主軸の回転数は一定でなければなりません。主軸の回転数が変化する場合には、ねじが多少ずれることがありま
す。
- 15 -
Page 30
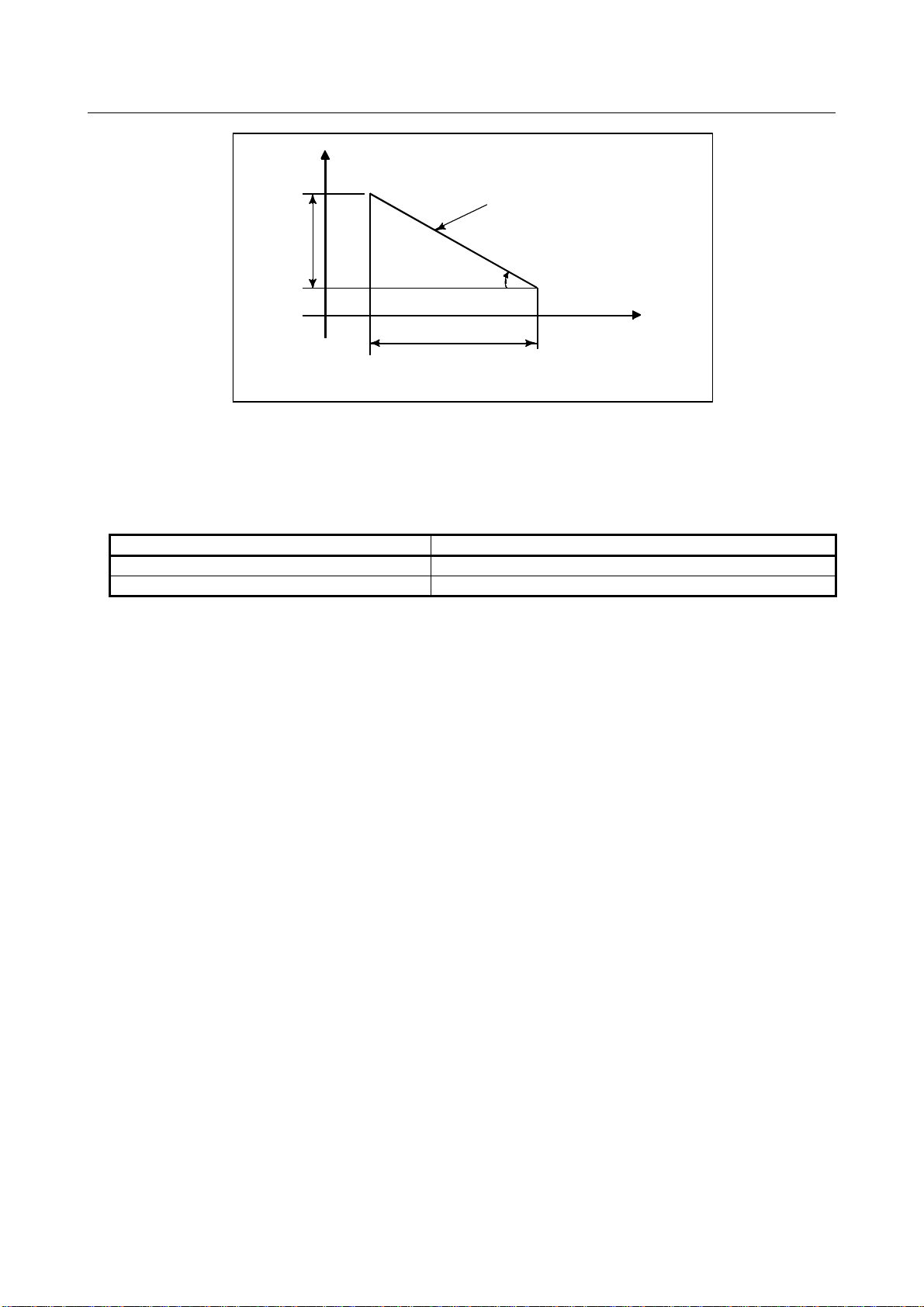
3.補間機能 プログラミング B-63944JA-1/04
X
X
テーパねじ部分
L
α
Z
LZ
α≦45°なら リードは
α≧45°なら リードは
LZ
LX
図3.1 (c) テーパねじの LZ/LXの説明
ねじの切り始めおよび切り終わりの部分には、一般にサーボ系の遅れなどによりリードの不正な部分ができます。そ
のため、不正部分の量を考慮して、必要なねじの長さよりも長めに指令する必要があります。
表 3.1 (a)にねじのリードの指令範囲を示します。
表3.1 (a) リードの指令範囲
リード指令可能範囲
ミリ入力 0.0001~500.0000 mm
インチ入力 0.000001~9.999999 inch
- 16 -
Page 31

B-63944JA-1/04 プログラミング 3.補間機能
例題
ストレートねじ切り
1.
X軸
テーパねじ切り
2.
X軸
φ
50
0
φ
30
30mm
δ
δ
2
70
δ
2
43
40
1
軸
Z
δ
1
φ
Z
14
ねじのリード
切り込み深さ
行ないます。
(ミリ入力、直径指定)
G00 U-62.0 ;
G32 W-74.5 F4.0 ;
G00 U62.0 ;
W74.5 ;
U-64.0 ;
(2
G32 W-74.5 ;
G00 U64.0 ;
W74.5 ;
ねじのリード:Z方向に
切り込み深さX方向に
ラミングを行ないます。
(ミリ入力、直径指定)
G00 X 12.0 Z72.0 ;
G32 X 41.0 Z29.0 F3.5 ;
軸
G00 X 50.0 ;
Z 72.0 ;
X 10.0 ;
(2
G32 X 39.0 Z29.0 ;
G00 X 50.0 ;
Z 72.0 ;
:4mm
δ
1=3mm
δ
2=1.5mm
:1mm(2
回目はさらに
δ
1=2mm
δ
2=1mm
回目はさらに
回切込む)としてプログラミングを
切込み)
1mm
3.5mm
:1mm(2
切込み)
1mm
回切込む)としてプログ
注意
1
ねじ切り中は、送り速度オーバライドは無効で
2
ねじ切り中に、主軸を停止させることなく、送りを停止させると切り込みが急増して危険です。従って、フ
100%
に固定されます。
ィードホールドはねじ切り中は無効で、ねじ切りモードの後の初めてのねじ切りでないブロックを実行した
後、シングルブロック停止のように止まります。ただし、フィードホールドランプ(
SPL
ランプ)はフィー
ドホールドボタン(機械操作盤)を押した時に点灯します。そして停止した時には消えます(シングルブロ
ック停止状態となります)。
3
ねじ切りモードの後の初めてのねじ切りでないブロックに入ってフィードホールドボタンをもう一度押した
場合(あるいはずっと押しつづけていた時)はねじ切りでないブロックですぐに停止します。
4
シングルブロック状態でねじ切りを行うと、ねじ切りでないブロックを実行した後に停止します。
5
ねじ切りのブロックの途中で自動運転モードから手動運転モードに変更した場合には、3.の場合と同じく、
ねじ切りでないブロックの始めでフィードホールド停止となります。
ただし、自動運転モードから他の自動運転モードにした場合は4.と同じねじ切りでないブロックを実行後シ
ングルブロックの状態で停止します。
6
前がねじ切りのブロックの時は、現在がねじ切りのブロックであっても、切り始めで一回転信号の検出は行
わずすぐに移動を開始します。
7
(例)
G32Z_F_;
Z
:このブロックの前で一回転信号を見ない
G32
:このブロックもねじ切りのブロックとみなされる
Z_F
:このブロックの前でも一回転信号は見ない
正面ねじ、テーパねじを切っている時も周速一定制御がかかり、回転数が変わり、正しいねじのリードを保
てないことがあります。したがってねじ切りの時は
G97
を指定して、周速一定制御を使用しないで下さい。
- 17 -
Page 32

3.補間機能 プログラミング B-63944JA-1/04
注意
8
ねじ切りの前の移動指令のブロックは面とり、コーナRであってはいけません。
9
ねじ切りのブロック中に面とり、コーナRの指定があってはいけません。
10
ねじ切り中はスピンドルオーバライドは無効で
11 G32
12
には「ねじ切りサイクルリトラクト」の機能は無効です。
ねじ切りと同一ブロックに工具位置補正(Tコードまたは
具位置補正は指令できません"が発生します。
100%
に固定されます。
G43.7
)を指令した場合、アラーム
(PS0509)"
工
3.2 連続ねじ切り
ねじ切りにおいて、連続するブロックの加工での移動のとぎれによる不連続部分が無いように制御するため、ねじ切
りのブロックを続けて指令することが可能です。
解説
ブロックとブロックのつなぎで、主軸との同期ができるだけずれないように制御するため、途中でリード、形状等が
変化する特殊なねじを切ることができます。
G32
G32
図3.2 (a) 連続ねじ切り(G コード体系 A,G32 指令の例)
切込みを変えながら同じ箇所を繰返しねじ切りを行う場合でも、ねじ山を損なうことなく正しく加工できます。
G32
3.3 多条ねじ切り
スピンドルの 1 回転信号からねじ切り開始までの角度を、アドレス Q で指定することにより、ねじ切り開始角度をシ
フトすることができるので、多条ねじを簡単に切ることができます。
図3.3 (a) 多条ねじ
フォーマット
(等リードねじ切りの場合)
G32 IP _ F_ Q_ ;
IP : 終点
F_ : 長軸方向のリード
G32 IP _ Q_ ;
Q_ : ねじ切り開始角度
解説
・指令可能なねじ切り
G32 : 等リードねじ切り
G34 : 可変リードねじ切り
L
L:リード
- 18 -
Page 33

B-63944JA-1/04 プログラミング 3.補間機能
G76 : 複合形ねじ切りサイクル
G92 : ねじ切りサイクル
制限事項
・開始角度の指令
開始角度はモーダルではないので、その都度、開始角度を指令して下さい。特に指令がない場合は、0°とみなされ
ます。
・開始角度の指令単位
開始角度の指令(Q)の単位は、0.001°です。なお、小数点は指令できません。
例:シフト角度 180°の場合、Q180000 と指令します。
Q180.000 は、小数点付き指令値なので指令できません。
・開始角度の指令範囲
開始角度の指令(Q)の範囲は、0~360000(0.001°単位)です。
360000(360°)以上の値を指令しても 360000(360°)で丸められます。
・複合形ねじ切りサイクル(G76)
G76 の複合形ねじ切りサイクルは、FS15 指令フォーマットを必ず使用して下さい。
例題
二条ねじ(開始角度 0°、180°)の場合
G00 X40.0 ;
G32 W-38.0 F4.0 Q0 ;
G00 X72.0 ;
W38.0 ;
X40.0 ;
G32 W-38.0 F4.0 Q180000 ;
G00 X72.0 ;
W38.0 ;
- 19 -
Page 34

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4 プログラミングを簡単にする機能
4 章「プログラミングを簡単にする機能」は下記の内容で構成されています。
4.1 単一形固定サイクル (G90, G92, G94) ................................................................................................................................20
4.2 複合形固定サイクル (G70~G76) .......................................................................................................................................36
4.3 穴あけ用固定サイクル .........................................................................................................................................................66
4.4 リジッドタッピング .............................................................................................................................................................76
4.5 研削用固定サイクル(研削盤用) ........................................................................................................................................... 87
4.6 面取り・コーナR .................................................................................................................................................................95
4.7 対向刃物台ミラーイメージ (G68, G69) ...........................................................................................................................101
4.8 図面寸法直接入力 ...............................................................................................................................................................102
4.1 単一形固定サイクル (G90, G92, G94)
単一形固定サイクルには、外径、内径旋削サイクル(G90)、ねじ切りサイクル(G92)、および端面旋削サイクル(G94)
があります。
注
1
本章の説明図は、平面をZX平面、X軸を直径指定、Z軸を半径指定としています。X軸が半径指定の場合は、
U/2
のところはU、
2
単一固定サイクルは、任意平面(平行軸を含む)で行うことができます。
ただし、Gコード体系Aの場合は、U、V、Wを平行軸に設定することはできません。
3
長手方向は、平面第1軸方向で以下の通りです。
ZX
平面:Z軸方向
YZ
平面:Y軸方向
XY
平面:X軸方向
4
端面方向は、平面第2軸方向で以下の通りです。
ZX
平面:X軸方向
YZ
平面:Z軸方向
XY
平面:Y軸方向
X/2
のところはXとして下さい。
4.1.1 外径,内径旋削サイクル (G90)
長手方向のストレートおよびテーパの切削サイクルが行えます。
4.1.1.1 ストレート切削サイクル
フォーマット
G90 X(U)_ Z(W)_ F_ ;
X_,Z_ : 長手方向切削終了点(図4.1.1 (a)の A’点)の座標値
U_,W_ : 長手方向切削終了点(図4.1.1 (a)の A’点)までの移動量
F_ : 切削送り速度
- 20 -
Page 35

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A’ A
X 軸
Z
W
4(R)
3(F)
2(F)
図4.1.1 (a) ストレート切削サイクル
1(R)
(R)…早送り
(F)…切削送り
U/2
X/2
Z 軸
解説
・動作
ストレート切削サイクルは、4 つの動作を行います。
(1) 1 の動作は、開始点(A)から、平面第 2 軸の指令座標値(ZX 平面の場合 X 軸の指令座標値)まで早送りで移動し
ます。
(2) 2 の動作は、平面第 1 軸の指令座標値(ZX平面の場合 Z 軸の指令座標値)まで切削送りで移動します。(長手方
向切削終了点(A’)まで移動します。)
(3) 3 の動作は、平面第 2 軸の開始座標値(ZX 平面の場合 X 軸の開始座標値)まで切削送りで移動します。
(4) 4 の動作は、平面第 1 軸の開始座標値(ZX 平面の場合 Z 軸の開始座標値)まで早送りで移動します。(開始点(A)
に戻ります。)
注
シングルブロックの場合、
・モードキャンセル
単一形固定サイクルモードをキャンセルするには、G90、G92、G94 以外の 01 グループのコードを指令します。
1,2,3,4
の動作を一度のサイクルで行います。
4.1.1.2 テーパ切削サイクル
フォーマット
G90 X(U)_ Z(W)_ R_ F_ ;
X_,Z_ : 長手方向切削終了点(図4.1.1 (b)の A’点)の座標値
U_,W_ : 長手方向切削終了点(図4.1.1 (b)A’点)までの移動量
R_ : テーパ量(図4.1.1 (b)の R)
F_ : 切削送り速度
- 21 -
Page 36

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
A
A
X 軸
4(R)
U/2
X/2
Z
3(F)
’
2(F)
W
図4.1.1 (b) テーパ切削サイクル
1(R)
(R) …早送り
(F)…切削送り
R
Z 軸
解説
テーパの形状は、長手方向切削終了点の座標値(A’)とテーパ量(アドレス R)の符号で形状が決まります。図4.1.1 (b)
のサイクルでは、テーパ量の符号はマイナスとなります。
注
テーパを指令するアドレスRの設定単位は、基準軸の設定単位に従います。また、Rは、半径値で指定しま
す。
・動作
ストレート切削サイクルと同じ 4 つの動作を行います。
ただし、1 の動作は、開始点(A)から、平面第 2 軸の指令座標値(ZX 平面の場合 X 軸の指令座標値)にテーパ量を加
味した位置まで早送りで移動します。
その後の動作 2,3,4 は、ストレート切削サイクルの場合と同じです。
注
シングルブロックの場合、
・テーパ量の符号と工具経路の関係
工具経路は、テーパ量(アドレス R)の符号と、アブソリュート指令またはインクレメンタル指令による長手方向切
削終了点との関係により表4.1.1 (a)の通りとなります。
1,2,3,4
の動作を一度のサイクルで行います。
- 22 -
Page 37

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
表4.1.1 (a)
外径加工
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R > 0
X
Z
U/2
X
X
U/2
X
3(F)
3. U < 0, W < 0, R > 0
ただし
Z
3(F)
4(R)
2(F)
W
|R|≦|U / 2 |
4(R)
2(F)
W
内径加工
X
Z
1(R)
X
X
U/2 3(F)
4. U > 0, W < 0, R<0
X
Z
U/2
ただし
3(F)
R
1(R)
R
W
2(F)
4(R)
|R|≦|U / 2 |
W
2(F)
4(R)
1(R)
1(R)
R
R
・モードキャンセル
単一形固定サイクルモードをキャンセルするには、G90、G92、G94 以外の 01 グループのコードを指令します。
4.1.2 ねじ切りサイクル (G92)
4.1.2.1 ストレートねじ切りサイクル
フォーマット
G92 X(U)_ Z(W)_ F_ Q_ ;
X_,Z_ : 長手方向切削終了点(図4.1.2 (c)の A’点)の座標値
U_,W_ : 長手方向切削終了点(図4.1.2 (c) の A’点)までの移動量
Q_ : ねじ切り開始角度のシフト角度
(0.001°単位、0~360°範囲)
F_ : ねじのリード(図4.1.2 (c)の L)
- 23 -
Page 38

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
(R)
約
A
A
X軸
Z
3
’
45
°
r
ねじの切り上げ部詳細
図4.1.2 (c) ストレートねじ切りサイクル
W
4(R)
2(F)
(サーボ系の遅れ等により切り上げの
始まり部分は45°以下になります。)
1(R)
(R)
(F)
L
U/2
X/2
…早送り
…切削送り
Z
軸
解説
ねじのリード範囲および主軸速度の制限は、G32 のねじ切りと同一です。
・動作
ストレートねじ切りサイクルは、4 つの動作を行います。
(1) 1 の動作は、開始点(A)から、平面第 2 軸の指令座標値(ZX 平面の場合 X 軸の指令座標値)まで早送りで移動し
ます。
(2) 2 の動作は、平面第 1 軸の指令座標値(ZX 平面の場合 Z 軸の指令座標値)まで切削送りで移動します。この時、
ねじの切り上げを行います。
(3) 3 の動作は、平面第 2 軸の開始座標値(ZX 平面の場合 X 軸の開始座標値)まで早送りで移動します。(切り上げ
後の逃げ動作)
(4) 4 の動作は、平面第 1 軸の開始座標値(ZX 平面の場合 Z 軸の開始座標値)まで早送りで移動します。(開始点(A)
に戻ります。)
注意
ねじ切りに関する注意事項は、
ィードホールドでの停止は、3の動作終了後停止します。
注
シングルブロックの場合、
・モードキャンセル
単一形固定サイクルモードをキャンセルするには、G90、G92、G94 以外の 01 グループのコードを指令します。
・ねじ切りの補間後加減速
ねじ切りの補間後加減速度は、指数関数形加減速ですが、パラメータ THLx (No.1610#5)により、切削送りと同じ加減
速を選択できます。(パラメータ CTBx,CTLx(No.1610#1,#0)に従います)。ただし、時定数と FL 速度はねじ切りサイ
クルのパラメータ(No.1626、No.1627)を使用します。
・ねじ切りの時定数、FL 速度
パラメータ(No.1626)のねじ切りの補間後加減速の時定数、パラメータ(No.1627)の FL 速度を使用します。
G32
のねじ切りの場合と同様です。ただし、ねじ切り中(この動作中)のフ
1,2,3,4
の動作を一度のサイクルで行います。
- 24 -
Page 39

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
・ねじの切り上げ
ねじの切り上げ(チャンファリング)が可能です。ねじの切り上げをするかしないかは、機械側の信号によります。
ねじの切り上げrの値は、リードを L とすると 0.1L~12.7L の範囲で、0.1L きざみで任意の値をパラメータ(No.5130)
で選択することができます。
ねじの切り上げ角度は、パラメータ(No.5131)で 1~89°までを指定することができます。パラメータ値が 0 の場合は、
45°となります。
ねじの切り上げは、ねじ切りと同じ補間後加減速タイプ、補間後加減速の時定数、FL 速度を使用します。
注
ねじの切上げ(チャンファリング)量、角度のパラメータは、
G76
のねじ切りサイクルと共通です。
・切上げ後の逃げ
切上げ後の逃げの速度および、補間後の加減速タイプ、時定数は表4.1.2 (b)の通りです。
表4.1.2 (b)
パラメータ CFR
(No.1611#0)
0
0 0
1
切上げ後の逃げ動作の速度に対して、パラメータ ROC(No.1403#4)に 1 を設定することで、早送りオーバライドを無効
とすることができます。
注
逃げ動作中は、パラメータ
パラメータ(No.1466) 内容
ねじ切り時の補間後加減速のタイプでねじ切りの時定数(パラメー
0 以外
RF0(No.1401#4)
タ(No.1626))、FL 速度(パラメータ(No.1627))、パラメータ
(No.1466)の逃げ動作速度を使用します。
ねじ切り時の補間後加減速のタイプでねじ切りの時定数(パラメー
タ(No.1626))、FL 速度(パラメータ(No.1627))、パラメータ
(No.1420)の早送り速度を使用します。
逃げ動作の前に指令速度が 0(加減速の遅れが 0)になったチェッ
クを行い、早送りの補間後加減速のタイプで、早送りの時定数、パ
ラメータ(No.1420)の早送り速度を使用します。
には関係なく、切削送り速度オーバライド0%で停止しません。
・開始角度シフト
ねじ切りの開始角度をアドレス Q の指令によりシフトすることが可能です。開始角度の指令(Q)の単位は、0.001°で、
範囲は 0~360°です。なお、小数点指令はできません。
・ねじ切りサイクル中のフィードホールド
ねじ切りサイクルリトラクト機能が付いていない場合は、ねじ切り中にフィードホールドをかけると切り上げ後の逃
げの終点(3 の動作終了点)で停止します。
・ねじ切りサイクルリトラクト
「ねじ切りサイクルリトラクト」オプション機能が付いた場合、ねじ切り中(2 の動作)にフィードホールドがかか
ると、工具はすぐにチャンファリングをしながら逃げ、平面第 2 軸(X 軸)、平面第 1 軸(Z 軸)の順で出発点に戻
ります。
- 25 -
Page 40

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
X 軸
Z 軸
早送り
切削送り
ここでフィードホールドになった
逃げる時のチャンファリングの角度は、終点におけるチャンファリングの角度と同じです。
注意
逃げている最中にさらにフィードホールドは効きません。
通常の時のサイクル
フィードホールド時の動き
出発点
・インチねじ切り
アドレス E 指定によるインチねじ切りを行うはできません。
4.1.2.2 テーパねじ切りサイクル
フォーマット
G92 X(U)_ Z(W)_ R_ F_ Q_ ;
X_,Z_ : 長手方向切削終了点(図4.1.2 (d)の A’点)の座標値
U_,W_ : 長手方向切削終了点(図4.1.2 (d) の A’点)のまでの移動量
Q_ : ねじ切り開始角度のシフト角度
R_ : テーパ量(図4.1.2 (d)の R)
F_ : ねじのリード(図4.1.2 (d)の L)
(0.001°単位、0~360°範囲)
- 26 -
Page 41

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
(R)
A
A
X
軸
U/2
X/2
Z
R
’
約45°
r
3(R)
W
4(R)
・・・早送り
(F)
・・・切削送り
Z 軸
1(R)
2(F)
L
(サーボ系の遅れ等により切り
上げの始まり部分は45°以下に
なります。)
ねじの切り上げ部詳細
図4.1.2 (d) テーパねじ切りサイクル
解説
ねじのリード範囲および主軸速度の制限は、G32 のねじ切りと同一です。
テーパの形状は、長手方向切削終了点の座標値(A’)とテーパ量(アドレス R)の符号で形状が決まります。図4.1.2 (d)
のサイクルでは、テーパ量の符号はマイナスとなります。
注
テーパを指令するアドレスRの設定単位は、基準軸の設定単位に従います。また、Rは、半径値で指定しま
す。
・動作
動作は、ストレートねじ切りサイクルと同じ 4 つの動作を行います。
ただし、1 の動作は、開始点(A)から、平面第 2 軸の指令座標値(ZX 平面の場合 X 軸の指令座標値)にテーパ量を加
味した位置まで早送りで移動します。その後の動作 2,3,4 はストレートねじ切りサイクルの場合と同じです。
注意
ねじ切りに関する注意事項は、
ィードホールドでの停止は、3の動作終了後停止します。
注
シングルブロックの場合、
・テーパ量の符号と工具経路の関係
工具経路は、テーパ量(アドレス R)の符号と、アブソリュート指令またはインクレメンタル指令による長手方向切
削終了点との関係により表4.1.2 (c)の通りとなります。
G32
のねじ切りの場合と同様です。ただし、ねじ切り中(この動作中)のフ
1,2,3,4
の動作を一度のサイクルで行います。
- 27 -
Page 42

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
表4.1.2 (c)
外径加工
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R > 0
X
Z
U/2
X
X
U/2
X
3(F)
3. U < 0, W < 0, R > 0
ただし
Z
3(F)
4(R)
2(F)
W
|R|≦|U / 2 |
4(R)
2(F)
W
内径加工
X
Z
1(R)
X
X
U/2 3(F)
4. U > 0, W < 0, R<0
X
Z
U/2
ただし
3(F)
R
1(R)
R
・モードキャンセル
単一形固定サイクルモードをキャンセルするには、G90、G92、G94 以外の 01 グループのコードを指令します。
・ねじ切りの補間後加減速
・ねじ切りの時定数、FL 速度
・ねじの切り上げ
・切上げ後の逃げ
・開始角度シフト
・ねじ切りサイクルリトラクト
・インチねじ切り
ストレートねじ切りサイクルのページを参照してください。
W
2(F)
4(R)
|R|≦|U / 2 |
W
2(F)
4(R)
1(R)
1(R)
R
R
4.1.3 端面旋削サイクル (G94)
4.1.3.1 正面切削サイクル
フォーマット
G94 X(U)_ Z(W)_ F_ ;
X_,Z_ : 端面方向切削終了点(図4.1.3 (e)の A’点)の座標値
U_,W_ : 端面方向切削終了点(図4.1.3 (e) の A’点)までの移動量
F : 切削送り速度
- 28 -
Page 43

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A A
X 軸
U/2
X/2
Z
1(R)
2(F)
3(F)
’
W
4(R)
・・・早送り
(R)
(F)・・・切削送り
軸
Z
図4.1.3 (e) 正面切削サイクル
解説
・動作
正面切削サイクルは、4 つの動作を行います。
(1) 1 の動作は、開始点(A)から、平面第 1 軸の指令座標値(ZX 平面の場合 Z 軸の指令座標値)まで早送りで移動し
ます。
(2) 2 の動作は、平面第 2 軸の指令座標値(ZX 平面の場合 X 軸の指令座標値)まで切削送りで移動します。(端面方
向切削終了点(A’)まで移動します。)
(3) 3 の動作は、平面第 1 軸の開始座標値(ZX 平面の場合 Z 軸の開始座標値)まで切削送りで移動します。
(4) 4 の動作は、平面第 2 軸の開始座標値(ZX 平面の場合 X 軸の開始座標値)まで早送りで移動します。(開始点(A)
に戻ります。)
注
シングルブロックの場合、
・モードキャンセル
単一形固定サイクルモードをキャンセルするには、G90、G92、G94 以外の 01 グループのコードを指令します。
1,2,3,4
の動作を一度のサイクルで行います。
4.1.3.2 テーパ切削サイクル
フォーマット
G94 X(U)_ Z(W)_ R_ F_ ;
X_,Z_ : 端面方向切削終了点(図4.1.3 (f)の A’点)の座標値
U_,W_ : 端面方向切削終了点(図4.1.3 (f) の A’点)までの移動量
R : テーパ量(図4.1.3 (f)の R)
F : 切削送り速度
- 29 -
Page 44

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
A
A
X 軸
1(R)
(R)
U/2
X/2
Z
図4.1.3 (f) テーパ切削サイクル
2(F)
R
’
4(R)
3(F)
W
・・・早送り
(F)
・・・切削送り
Z
軸
解説
テーパの形状は、端面方向切削終了点の座標値(A’)とテーパ量(アドレス R)の符号で形状が決まります。図4.1.3 (f)
のサイクルでは、テーパ量の符号はマイナスとなります。
注
テーパを指令するアドレスRの設定単位は、基準軸の設定単位に従います。また、Rは、半径値で指定しま
す。
・動作
動作は、正面切削サイクルと同じ 4 つの動作を行います。
ただし、1 の動作は、開始点(A)から、平面第 1 軸の指令座標値(ZX 平面の場合 Z 軸の指令座標値)にテーパ量を加
味した位置まで早送りで移動します。
その後の動作 2,3,4 は正面切削サイクルの場合と同じです。
注
シングルブロックの場合、
・テーパ量の符号と工具経路の関係
工具経路は、テーパ量(アドレス R)の符号とアブソリュート指令またはインクレメンタル指令による端面方向切削
終了点の座標値との関係により表4.1.3 (d)の通りとなります。
1,2,3,4
の動作を一度のサイクルで行います。
- 30 -
Page 45

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
表4.1.3 (d)
外径加工
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R< 0
X
Z
U/2
Z
X
Z
U/2
Z
R
3. U < 0, W < 0, R > 0
ただし
R
1(R)
2(F)
|R|≦|W|
2(F)
1(R)
3(F)
3(F)
W
4(R)
W
4(R)
X
Z
X
Z
Z
内径加工
Z
U/2
4. U > 0, W < 0, R > 0
ただし
U/2
R
2(F)
|R|≦|W|
2(F)
R
1(R)
W
3(F)
1(R)
W
3(F)
4(R)
4(R)
・モードキャンセル
単一形固定サイクルモードをキャンセルするには、G90、G92、G94 以外の 01 グループのコードを指令します。
4.1.4 単一形固定サイクル (G90, G92, G94) の使用法
素材形状と製品形状により適当な単一形固定サイクルを選択します。
・ストレート切削サイクル(G90)
素材形状
製品形状
- 31 -
Page 46

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
・テーパ切削サイクル(G90)
素材形状
製品形状
・正面切削サイクル(G94)
製品形状
・正面テーパ切削サイクル(G94)
素材形状
素材形状
製品形状
- 32 -
Page 47

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
4.1.5 単一形固定サイクルと刃先R補正
刃先 R 補正をかけた場合の刃先の中心経路とオフセットの方向は下記のようになります。サイクル開始点では、オフ
セットベクトルがなくなり、サイクル開始点からの移動でオフセットのスタートアップを行います。また、サイクル
開始点に戻る時も、オフセットベクトルは一時的になくなり、次の移動指令で再びオフセットがかかります。オフセ
ットの方向は G41,G42 に関係なく、切削パターンにより決まります。
・外径、内径旋削サイクル(G90)
刃先R中心経路
全刃先
刃先R中心経路
0
8
4
5
3
オフセットの方向
7
1
全刃先
プログラムされた経路
・端面切削サイクル(G94)
刃先R中心経路
全刃先
刃先R中心経路
全刃先
プログラムされた経路
4
5
1
8
・ねじ切りサイクル(G92)
刃先 R 補正をかけることはできません。
・FANUC Series16i/18i/21i との相違
注
FANUC Series16i/18i/21
本CNC
•
の場合
単一形固定サイクルのサイクル動作を
ートアップ、最後の開始点へ戻るブロックでオフセットキャンセルを行った場合と同様の動作となりま
す。
FANUC Series16i/18i/21
•
開始点からの移動ブロック、および最後の開始点へ戻るブロックの動作が本
FANUC Series16i/18i/21
は
i
とは、オフセットの方向については同一ですが、刃先R中心経路が異なります。
i
の場合
i
取扱説明書を参照して下さい。
6
全刃先
6
全刃先
2
0
3
7
2
G00,G01
- 33 -
オフセットの方向
に置き換え、最初の開始点からの移動ブロックでスタ
CNC
と異なります。詳細
Page 48

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
・FANUC Series16i/18i/21i における補正のかかり方
G90 G94
刃先R中心経路
4,8,3
5,0,7
0
8
4
3
刃先R中心経路
4,8,3
5,0,7
0
8
4
3
5
1,6,2
全刃先
プログラムされた経路
1
4,5,1
7
2
6
8,0,6
3,7,2
1,6,2
全刃先
プログラムされた経路
5
1
4,5,1
7
2
6
8,0,6
3,7,2
4.1.6 単一形固定サイクルの制限事項
制限事項
・モーダル
単一形固定サイクル中のデータ X(U)、Z(W)、R は、G90、G92、G94 に共通なモーダル値です。そのため、X(U)、Z(W)、
R を新たに指令しない場合は、前に指令したデータが有効となります。
したがって、下記のプログラム例のように、Z 軸の移動量が同じ場合は、X 軸の移動量のみを指令することにより、
単一形固定サイクルを繰り返すことができます。
例
X軸
66
4
8
12
16
ワーク
0
上図のサイクルは、次のプログラムで実行されます。
N030 G90 U-8.0 W -66.0 F0.4 ;
N031 U-16.0 ;
N032 U-24.0 ;
N033 U-32.0 ;
単一形固定サイクルの共通なモーダル値は、G04 以外のワンショット G コード指令をしますとクリアされます。
単一形固定サイクルモードは、ワンショット G コード指令でキャンセルされませんので、再びモーダル値の指令を行
うことにより単一形固定サイクルを行うことができます。モーダル値を指令しないとサイクル動作は行われません。
G04 指令は、G04 を実行し、単一形固定サイクルは行われません。
・移動指令なしのブロック
単一形固定サイクルモード中の移動指令のないブロックにおいても単一形固定サイクルを行います。たとえば、EOB
のみのブロックや M、S、T 指令。移動指令のないブロックなどです。単一形固定サイクルモード中に M、S、T の指
令を行うと、単一形固定サイクルと M、S、T の機能を同時に行います。もし、これが不都合な場合は、下記のプロ
グラム例のようにいったん、単一形固定サイクルモードをキャンセルする G90、G92、G94 以外の 01 グループのコー
ド指令(G00、G01 指令)して M、S、T を指令します。その後、再び単一形固定サイクルを指定して下さい。
- 34 -
Page 49

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
例
N003 T0101 ;
:
:
N010 G90 X20.0 Z10.0 F0.2 ;
N011 G00 T0202 ; ←
N012 G90 X20.5 Z10.0 ;
モードキャンセル
・平面選択指令
平面選択指令(G17,G18,G19)は、単一形固定サイクルモードにする前に指令しておくか、始めて指令する単一形固定サ
イクルと同じブロックで指令する必要があります。
もし、単一形固定サイクルモード後に平面選択指令を行うと、平面選択指令は実行しますが、単一形固定サイクルの
共通なモーダル値はクリアされます。
選択した平面以外の軸指令を行うとアラーム(PS0330)となります。
・平行軸指令
G コード体系 A の場合は、U、V、W を平行軸に設定することはできません。
・リセット
リセット操作により 01 グループのモーダル G コードを保持する以下のいずれかの設定において、単一形固定サイク
ルを実行中にリセット操作を行うと、グループ 01 のモーダル G コードは G01 モードに変更されます。
(1) リセット状態(パラメータ CLR(No.3402#6)=0)
(2)
クリア状態(パラメータ CLR(No.3402#6)=1)かつリセット時にグループ 01 のモーダル G コードを保持(パラ
メータ C01(No.3406#1)=1)
動作例)
単一形固定サイクルを実行中(X0 ブロック)にリセットし、X20.Z1.の指令を運転すると、単一形固定サイクル
でなく、直線補間(G01)で動作します。
- 35 -
Page 50

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.2 複合形固定サイクル (G70~G76)
複合形固定サイクルは、プログラムをより容易にするためにあらかじめ用意された数種の固定サイクルです。例えば、
仕上げ形状のみの情報を与えることによって、途中の荒削りの工具経路は自動的に決定することができます。
また、ねじ切り用の固定サイクルも用意されています。
注
1
本章の説明図は、平面をZX平面、X軸を直径指定、Z軸を半径指定としています。X軸が半径指定の場合は、
U/2
のところはU、
2
複合形固定サイクルを行う平面は、任意平面(平行軸を含む)で行うことができます。ただし、Gコード体
系Aの場合は、U、V、Wを平行軸に設定することはできません。
X/2
のところはXとして下さい。
- 36 -
Page 51

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
4.2.1 外径荒削りサイクル (G71)
外径荒削りサイクルのタイプには、タイプⅠとタイプⅡがあります。
タイプⅡを使用する場合は、「複合形固定サイクル 2」のオプション機能が必要です。
フォーマット
ZpXp 平面
G71 U(Δd) R(e) ;
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
YpZp 平面
G71 W(Δd) R(e) ;
G71 P(ns) Q(nf) V(Δw) W(Δu) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
XpYp 平面
G71 V(Δd) R(e) ;
G71 P(ns) Q(nf) U(Δw) V(Δu) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
Δd : 切り込み量
切込み方向は、A A'の方向によって決まります。この指定は、モーダルで次に指定されるまで有効
e : 逃げ量
この指定はモーダルで次に指定されるまで有効です。また、パラメータ(No.5133)でも設定でき、プ
Ns : 仕上げ形状のブロック群の最初のブロックのシーケンス番号
nf : 仕上げ形状のブロック群の最後のブロックのシーケンス番号
Δu : 平面第 2 軸(ZX平面の場合 X軸)方向の仕上げ代の距離
Δw : 平面第 1 軸(ZX平面の場合 Z軸)方向の仕上げ代の距離
f ,s, t : サイクル中は、ns~nf 間のブロックで指定した F 機能、S機能あるいは、T 機能が無視されます。
Δd 基準軸の設定単位に従う 半径指定 無し 可能
e
Δu 基準軸の設定単位に従う 平面第 2 軸の直径 / 半径指定に従う 有り 可能
Δw 基準軸の設定単位に従う 平面第 1 軸の直径 / 半径指定に従う 有り 可能
A→A’→B の仕上形状の移動指令をシーケンス番号
ns から nf までのブロックで指令します。
です。また、パラメータ(No.5132)でも設定でき、プログラム指令によりパラメータ値も変わります。
ログラム指令によりパラメータ値も変わります。
そして、G71 のブロックで指定した F 機能、S 機能あるいは T 機能のデータが有効となります。
単位 直径/半径指定 符号 小数点入力
基準軸の設定単位に従う 半径指定 無し 可能
- 37 -
Page 52

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
A
A
B
(F)
45
仕上げ形状
+X
(F):
切削送り
(R):
+Z
図4.2.1 (a) 外径荒削りサイクルの切削経路(タイプⅠ)
早送り
°
(R)
(R)
e
e:逃げ量
(F)
C
d
△
u/2
△
'
W
△
解説
・動作
プログラムで A→A’→B 間の仕上げ形状を与えるとΔu/2、Δw の仕上げ代を残して切り込み量Δd ずつ削り取って行
きます。最後の切り込みで平面第 2 軸(ZX 平面の場合 X 軸)方向に切り込んだ後、仕上げ形状に沿って荒削り仕上
げ切削を行います。荒削り仕上げ切削が終わると、Q で指定したシーケンスブロックの次のブロックが実行されます。
注
1 Δd
2
3 A-B
4
とΔuは共に同じアドレスで指定しますが、この区別は、P、Qの指定の有無により判断します。
サイクル動作は、P、Qの指定された
間の移動指令中に指定されたF、SおよびT機能を無視し、
した値が有効になります。また、M機能、第2補助機能についてもF、S、T機能と同様の扱いとなります。
周速一定制御オプション機能付きの場合、
A-B
間の移動中に
または
G97
G96
を指令して下さい。
または
G97
G71
指令で行います。
A-B
間の移動指令中に指令した
を有効にしたい場合は、
G71
指令のブロックまたはそれ以前に指定
G96
G71
のブロックまたはそれ以前のブロックで
または
G97
は無視されます。
G96
- 38 -
Page 53

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A
A
A
A
A
A
A
A
・仕上げ形状
パターン
G71 で切削する形状には、次の 4 つのパターンが考えられます。いずれも平面第 1 軸(ZX 平面の場合 Z 軸)に平行
な移動によりワークを切削し、その時のΔu、Δw の仕上げ代の符号は次のようになります。
B
U(+)…W(+)
U(+)…W(-)
B
直線、円弧補間
とも可能です。
B
B
+X
U(-)…W(+)
+Z
'
'
'
'
図4.2.1 (b) 4 パターンの仕上げ形状
U(-)…W(-)
制限
(1) U(+)の場合は、サイクル開始点より高い位置を持つ形状は加工することができません。
U(-)の場合は、サイクル開始点より低い位置を持つ形状は加工することができません。
(2) タイプⅠの場合は、平面第 1 軸、平面第 2 軸ともに単調増加あるいは単調減少の形状でなくてはなりません。
(3) タイプⅡの場合は、平面第 1 軸が単調増加または単調減少の形状でなくてはなりません。
・先頭ブロック
仕上げ形状プログラムの先頭ブロック(シーケンス番号 ns のブロックで A-A'間の指令)で、G00 または G01 を含む
指令をする必要があります。指令しない場合は、アラーム(PS0065)になります。
G00 指令の場合は、A-A'に沿って位置決めを行います。G01 指令の場合は、A-A'に沿って切削送りで直線補間を行い
ます。
また、この先頭ブロックで、タイプⅠあるいはタイプⅡを選択します。
・チェック機能
サイクル動作中は、常に仕上げ形状が単調増加または単調減少となっていることをチェックします。
注
刃先R補正をかけている場合は、補正がかかった仕上げ形状でチェックします。
また、以下のチェックを行うことができます。
チェック内容 関連パラメータ
アドレス Q で指定されるシーケンス番号を持つブロックがプログラムに存在す
ることをサイクル動作前にチェックする。
仕上げ形状をサイクル動作前にチェックする。
(アドレス Q で指定されるシーケンス番号の存在チェックも行います。)
QSR(No.5102#2)=1 で有効とな
ります。
FCK(No.5104#2)=1 で有効とな
ります。
・タイプⅠとタイプⅡ使い分け
G71 には、タイプⅠとタイプⅡがあります。
仕上げ形状にポケットがある場合は、必ずタイプⅡを使用して下さい。
また、タイプⅠとⅡでは、平面第 1 軸(ZX 平面の場合 Z 軸)方向への荒削りを行った後の逃げが異なります。タイ
プⅠは 45°方向へ逃げますが、タイプⅡは仕上げ形状に沿って切り上げます。仕上げ形状にポケットが無い場合は、
逃げの仕方により使い分けて下さい。
- 39 -
Page 54

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
A
A
注
タイプⅡを使用するには、複合形固定サイクルⅡのオプションが必要です。
選択方法
仕上げ形状の先頭ブロック(シーケンス番号 ns)で、タイプⅠあるいはタイプⅡを選択します。
(1) タイプⅠの選択
平面第 2 軸(ZX 平面の場合 X 軸)の指令のみを行います。平面第 1 軸(ZX 平面の場合 Z 軸)の指令があっては
いけません。
(2) タイプⅡの選択
平面第 2 軸(ZX 平面の場合 X 軸)と平面第 1 軸(ZX 平面の場合 Z 軸)の指令を行います。
もし、平面第 1 軸(ZX 平面の場合 Z 軸)の移動がなくタイプⅡを使用する場合は、移動量 0 のインクレメンタ
ル指令(ZX 平面の場合 W0)と指令します。
・タイプⅠ
(1) シーケンス番号 ns のブロックで、平面第 2 軸(ZX 平面の場合 X(U)軸)の指令のみを行う必要があります。
例
ZX平面
G71 V10.0 R5.0 ;
G71 P100 Q200....;
N100 X(U)_ ;
: ;
: ;
N200..............;
(2) A'-B 間の形状は平面構成軸(ZX 平面の場合 Z 軸、X 軸)方向ともに、単調増加または減少でなくてはなりませ
ん。図4.2.1 (c)のようにポケットがあってはいけません。
(平面第2軸の指令のみを行う。)
B
X
Z
図4.2.1 (c) 単調増加または減少でない形状(タイプⅠ)
注意
平面第1軸あるいは第2軸が単調変化でない場合は、アラーム
す。ただし、微少な単調変化でない移動であり危険が無いと判断できる場合は、パラメータ
に許容量を設定し、アラームにしないようにすることができます。
(3) 荒削り後の逃げは、45°方向に切削送りで逃げます。
ポケットがあってはいけません。
(PS0064)
またはアラーム
45°
図4.2.1 (d) 45°方向の切り上げ(タイプⅠ)
逃げ量 e(指令またはパラメータ(No.5133))
'
(PS0329)
(No.5145,No.5146)
になりま
- 40 -
Page 55

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A
A
(4) 最後の荒削り仕上げ切削は、最後の切り込み後、すぐさま仕上げ形状プログラムに沿って荒削り仕上げ切削を行
います。また、パラメータ RF1 (No.5105#1)に 1 を設定することで荒削り仕上げ切削を行わなくすることもでき
ます。
・タイプⅡ
(F)
B
(R)
(F)
(R)
(R)
(F)
C
d
△
△d
+X
+Z
仕上げ形状
(F):
切削送り
(R):
早送り
’
△
W
△
u/2
図4.2.1 (e) 外径荒削りサイクルの切削経路(タイプⅡ)
図4.2.1 (e)のように仕上げ形状プログラムで A→A’→B 間の形状を与えるとΔu/2、Δw の仕上げ代を残して切り込み
量Δd ずつ削り取って行きます。タイプ I の場合とは、平面第 1 軸(ZX 平面の場合 Z 軸)方向の荒削りの後、形状に
沿って切り上げる点が異なります。
最後の切り込みで削り取った後、いったん、G71 の開始点まで戻り、仕上げ形状プログラムに沿ってΔu/2、Δw の仕
上げ代を残して荒削り仕上げ切削を行います。
タイプⅡはタイプⅠに対して次の点が異なります。
(1) シーケンス番号 ns のブロックで、平面を構成する 2 軸(ZX 平面の場合 X(U)軸、Z(W)軸)の指令を行う必要があ
ります。ZX 平面でもし初めのブロックに Z 軸の移動がなく、タイプⅡを使いたい時は、W0 と指令します。
例
ZX平面
G71 V10.0 R5.0 ;
G71 P100 Q200........;
N100 X(U)_ Z(W)_ ;
(平面を構成する2軸の指令を行う。)
:;
:;
N200..............;
(2) 形状が平面第 2 軸(ZX 平面の場合 X 軸)方向に単調増加または単調減少ではなくてもよく、くぼみの部分(ポ
ケット)を設けることができます。
+X
10 ・・・ 3 2 1
+Z
図4.2.1 (f) ポケット形状(タイプⅡ)
- 41 -
Page 56

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
ただし、平面第 1 軸(ZX 平面の場合 Z 軸)方向には、単調変化でなければいけません。図4.2.1 (g)のような形に
なっていると、加工できません。
Z
が単調変化でない。
+X
+Z
図4.2.1 (g) 加工できない形状(タイプⅡ)
注意
平面第1軸が切削途中で逆方向に移動するような形状(円弧指令による頂点も含む)の場合、バイト等がワ
ークに接触する危険がありますので、このような単調変化でない形状の場合、アラーム
(PS0329)
ーム
メータ
初めの切込み部分も垂直でなくてもよく、平面第 1 軸(ZX 平面の場合 Z 軸)方向に単調変化であればどのよう
な形状でもかまいません。
になります。ただし、微少な単調変化でない移動であり危険が無いと判断できる場合は、パラ
(No.5145)
に許容量を設定し、アラームにしないようにすることができます。
+X
(PS0064)
またはアラ
+Z
図4.2.1 (h) 加工できる形状(タイプⅡ)
(3) 旋削後の逃げはワークの形状に沿って切り上げ、切削送りで逃げます。
切り上げた後の逃げ量 e は指令(R で指定)、または、パラメータ(No.5133)で設定することができます。
ただし、谷底からの逃げは、45°方向に切削送りで逃げます。
逃げ量 e(指令またはパラメータ(No.5133))
切上げ後の逃げ
切込み量Δd(指令または
パラメータ(No.5132))
図4.2.1 (i) ワークに沿った切り上げ(タイプⅡ)
- 42 -
Page 57

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
45°
図4.2.1 (j) 谷底から 45°方向への逃げ
(4) 仕上げ形状のうち、平面第 1 軸(ZX 平面の場合 Z 軸)に平行なブロックは、ポケットの谷底とみなします。
(5) 最後の荒削り仕上げ切削は、平面第 1 軸(ZX 平面の場合 Z 軸)の全ての荒削りが終了したあと、一旦、開始点
へ戻ります。その際、サイクル開始点と等しい高さの形状がある場合は、その高い形状からΔd の切込量を余計
に逃げた位置を通り、開始点へ戻ります。
次に、仕上げ形状に沿って荒削りの仕上げ切削を行います。この場合の開始点への戻りもΔd の切込量を余計に
逃げた位置を通ります。
荒削り仕上げ切削は、パラメータ RF2(No.5105#2)に 1 を設定することで行わなくすることも可能です。
○
e (指令またはパラメータ(No.5133))
谷底
荒削り終了後の逃げ 荒削り仕上切削後の逃げ
開始点
○
図4.2.1 (k) 開始点へ戻るさいの逃げ(タイプⅡ)
(6) ポケットの荒削り順序と経路
荒削り順序は、次の例のようになります。
(a) 平面第 1 軸(ZX 平面の場合 Z 軸)が単調減少の場合
+X
①→②→③の順で右側のポケットから順番に荒削りを行います。
③
+Z
図4.2.1 (l) 単調減少の荒削り順序(タイプⅡ)
②
切込み量Δd
①
- 43 -
Page 58

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
(b) 平面第 1 軸(ZX 平面の場合 Z 軸)が単調増加の場合
①→②→③の順で左側のポケットから順番に荒削りを行います。
①
+X
+Z
図4.2.1 (m) 単調増加の荒削り順序(タイプⅡ)
荒削り経路は、図4.2.1 (n)のようになります。
3
34
24
23
29
28
27
31
33
32
25
30
26
35
4
22
②
9 10
2
③
1
5
21
6
8
20
14
19
11
15
7
12
16
13
17
18
図4.2.1 (n) 複数ポケットの切削経路(タイプⅡ)
ポケットの荒削りが終わったのちの詳細な動きは、図4.2.1 (o)のようになります。
22
D
●
g
21
早送り
20
谷底からの逃げ
19
切削送り
図4.2.1 (o) ポケット切削後の詳細(タイプⅡ)
切削速度で切り上げ後、45°方向への逃げを行います。(19 の動作)
次に D 点の高さまで早送りで移動します。(20 の動作)
次に D 点から g 量手前の位置まで早送りで移動します。(21 の動作)
そして、D 点まで切削送りで移動します。
g の切削送り開始位置までのクリアランス量は、パラメータ(No.5134)で設定します。
ただし、最後のポケットの場合は、底を削り終わった後、45°方向への逃げを行い、開始点へ早送りで戻ります。(34,35
の動作)
- 44 -
Page 59

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
注意
1
ポケットの削り方が、
手前のポケットから切削を始め、ポケットの切削が終了すると奥のポケットへ移り、切削を行います。
2
ポケットがある場合は、一般に仕上げ代をΔ
ます。
3
旋削後の切り上げの経路は、ワーク形状により、
ワーク形状が平面第1軸
動作に移ります。
FANUC Series 16i/18i/21
(ZX
平面の場合Z軸)のみの移動となると、平面第2軸
i
とは異なります。
w=0
と指定します。さもないと、片側の壁に食い込んでしまい
FANUC Series 16i/18i/21
i
とは異なります。切り上げ中、
(ZX
平面の場合X軸)の逃げ
・刃先 R 補正
刃先 R 補正を使用する場合は、複合形固定サイクル指令(G70,G71,G72,G73)より、前のブロックで刃先 R 補正指令
(G41,G42)を行い、キャンセル指令(G40)は、仕上げ形状プログラム(P で指定したブロックから Q で指定したブロッ
ク)の外で指令します。もし、仕上げ形状プログラム内に刃先 R 補正が指令されている場合は、アラーム(PS0325)“形
状プログラムで使用できない指令です”となります。
プログラム例
G42; ----------- 複合形固定サイクル指令の前に指令します。
G71U1.R.5;
G71P10Q20;
N10G00X0;
:
N20X50.;
G40; ----------- 仕上げ形状プログラムの後に指令します。
刃先 R 補正モード中に本サイクルを指令した場合、開始位置への移動で一時的にオフセットのキャンセルを行い、最
初のブロックでスタートアップを行います。また、サイクル動作が終了しサイクル開始点へ戻る時にも一時的にオフ
セットのキャンセルを行い、次ぎの移動指令でスタートアップを行います。図4.2.1 (p)のようになります。
スタートアップ
オフセットのキャンセル
サイクル開始点
本サイクルは、開始点 A のオフセットベクトルが 0、A-A’のブロックでスタートアップを行った時の刃先 R 補正経路
の形状に対してサイクル動作が行われます。
●
オフセットキャンセル
スタートアップ
図4.2.1 (p)
- 45 -
Page 60

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
仕上げ形状プログラ
A
A
A
A A’A
B
刃先 R 補正がかかっていな
い
+X
+Z
ム
による刃先R補正がかか
G42
っている時の刃先中心の経路
図4.2.1 (q) 刃先 R 補正中の経路
-A’でスタート
アップした位置
’
B
+X
刃先R補正がかかっていな
い仕上げ形状プログラム
+Z
-A ’
アップした位置
G42
による刃先R補正がかか
っている時の刃先中心の経路
でスタート
注
刃先R補正モードでポケット加工を行う場合は、
のポケットの形状を指令するようにします。そうすることにより、ポケットの食い込みを避けることができ
ます。
A-A'
の直線ブロックをワークの外で指令し、それから実際
・サイクルタイムの短縮
G71 および G72 において、パラメータ ASU(No.5107#0)を1に設定することにより、前回の旋削開始点への移動(動作
1)を早送りによる移動に変更できます。
パラメータ ASU(No.5107#0)は、タイプⅠ指令、タイプⅡ指令共に有効です。
- 46 -
Page 61

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
タイプⅠ指令の場合
+X
+Z
動作 1
動作 2
:早送りを選択可能
:先頭ブロックのモードに従う
前回の旋削点
今回の旋削点
タイプⅠ指令の G71 および G72 において、パラメータ ASC(No.5107#1)を1に設定することにより、今回の旋削開始
点への動作(動作 1、動作 2)を 2 サイクルから 1 サイクルに変更できます。送りモードは、形状プログラムの先頭ブロ
ックのモード(G00,G01)に従います。
パラメータ ASC(No.5107#1)は、タイプⅠ指令のみ有効です。
タイプⅠ指令の場合
動作 1
前回の旋削点
動作 2
今回の旋削点
+X
+Z
- 47 -
Page 62

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.2.2 端面荒削りサイクル (G72)
G71 と同様ですが、平面第 2 軸(ZX 平面の場合 X 軸)に平行な動作により切削が行われます。
フォーマット
ZpXp 平面
G72 W(Δd) R(e) ;
G72 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
YpZp 平面
G72 V(Δd) R(e) ;
G72 P(ns) Q(nf) V(Δw) W(Δu) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
XpYp 平面
G72 U(Δd) R(e) ;
G72 P(ns) Q(nf) U(Δw) W( Δu) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
Δd: 切り込み量
切込み方向は、A A'の方向によって決まります。この指定は、モーダルで次に指定されるまで有効
です。また、パラメータ(No.5132)でも設定でき、プログラム指令によりパラメータ値も変わります。
e: 逃げ量
この指定はモーダルで次に指定されるまで有効です。また、パラメータ(No.5133)でも設定でき、プ
ログラム指令によりパラメータ値も変わります。
ns: 仕上げ形状のブロック群の最初のブロックのシーケンス番号
nf: 仕上げ形状のブロック群の最後のブロックのシーケンス番号
Δu: 平面第 2 軸(ZX 平面の場合 X 軸)方向の仕上げ代の距離
Δw: 平面第 1 軸(ZX 平面の場合 Z 軸)方向の仕上げ代の距離
f, s, t: サイクル中は、ns~nf 間のブロックで指定した F 機能、S 機能あるいは、T 機能が無視されます。
そして、G72 のブロックで指定した F 機能、S 機能あるいは T 機能のデータが有効となります。
Δd 基準軸の設定単位に従う 半径指定 無し 可能
e
Δu 基準軸の設定単位に従う 平面第 2 軸の直径/半径指定に従う 有り 可能
Δw 基準軸の設定単位に従う 平面第 1 軸の直径/半径指定に従う 有り 可能
基準軸の設定単位に従う 半径指定 無し 可能
A→A’→B の仕上形状の移動指令をシーケンス番号
ns から nf までのブロックで指令します。
単位 直径/半径指定 符号 小数点入力
- 48 -
Page 63

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A
A
A
A
A
A
A
A
A
A
'
仕上げ形状
+X
+Z
(F)
Δd
e
(F)
B
(R)
Δw
C
工具経路
(R)
Δ
45
u/2
°
(F):
(R):
切削送り
早送り
図4.2.2 (r) 端面荒削りサイクルの切削経路(タイプⅠ)
解説
・動作
プログラムで A→A'→B 間の仕上げ形状を与えると、Δu/2, Δw の仕上げ代を残して、切込み量Δd ずつ削り取りま
す。
注
1 Δd
2
3 A-B
4
・仕上げ形状
パターン
G72 で切削する形状には、次の 4 つのパターンが考えられます。いずれも平面第 2 軸(ZX 平面の場合 X 軸)に平行
な移動によりワークを切削し、その時のΔu、Δw の仕上げ代の符号は次のようになります。
とΔuは共に同じアドレスで指定しますが、この区別は、P、Qの指定の有無により判断します。
サイクル動作は、P、Qの指定された
G72
指令で行います。
間の移動指令中に指定されたF、SおよびT機能を無視し、
G72
指令のブロックまたはそれ以前に指定
した値が有効になります。また、M機能、第2補助機能についてもF、S、T機能と同様の扱いとなります。
周速一定制御オプション機能付きの場合、
A-B
間の移動中に
または
G97
G96
または
G97
を指令して下さい。
を有効にしたい場合は、
A-B
間の移動指令中に指令した
G72
のブロックまたはそれ以前のブロックで
G96
または
G97
は無視されます。
+X
G96
B
B
U(-)…W(+)…
'
'
U(+)…W(+)…
B
B
U(-)…W(-)
'
'
U(+)…W(-)
…
…
+Z
直線、円弧補間とも
可能です。
図4.2.2 (s) 端面荒削りサイクル U,W の指令値の符号
- 49 -
Page 64

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
制限
(1) W(+)の場合は、サイクル開始点より大きい位置を持つ形状は加工することができません。
W(-)の場合は、サイクル開始点より小さい位置を持つ形状は加工することができません。
(2) タイプⅠの場合は、平面第 1 軸、平面第 2 軸ともに単調増加あるいは単調減少の形状でなくてはなりません。
(3) タイプⅡの場合は、平面第 2 軸が単調増加または単調減少の形状でなくてはなりません。
・先頭ブロック
仕上げ形状プログラムの先頭ブロック(シーケンス番号 ns のブロックで A-A'間の指令)で、G00 または G01 を含む
指令をする必要があります。指令しない場合は、アラーム(PS0065)になります。
G00 指令の場合は、A-A'に沿って位置決めを行います。G01 指令の場合は、A-A'に沿って切削送りで直線補間を行い
ます。
また、この先頭ブロックで、タイプⅠあるいはタイプⅡを選択します。
・チェック機能
サイクル動作中は、常に仕上げ形状が単調増加または単調減少となっていることをチェックします。
注
刃先R補正をかけている場合は、補正がかかった仕上げ形状でチェックします。
また、以下のチェックを行うことができます。
チェック内容 関連パラメータ
アドレス Q で指定されるシーケンス番号を持つブロックがプログラムに存在す
ることをサイクル動作前にチェックする。
仕上げ形状をサイクル動作前にチェックする。
(アドレス Q で指定されるシーケンス番号の存在チェックも行います。)
・タイプⅠとタイプⅡ
使い分け
G72 には、タイプⅠとタイプⅡがあります。
仕上げ形状にポケットがある場合は、必ずタイプⅡを使用します。
また、タイプⅠとⅡでは、平面第 2 軸(ZX 平面の場合 X 軸)方向への荒削りを行った後の逃げが異なります。タイ
プ I は 45°方向へ逃げますが、タイプⅡは仕上げ形状に沿って切り上げます。仕上げ形状にポケットが無い場合は、
逃げの仕方により使い分けて下さい。
選択方法
仕上げ形状の先頭ブロック(シーケンス番号 ns)で、タイプⅠあるいはタイプⅡを選択します。
(1) タイプⅠの選択
平面第 1 軸(ZX 平面の場合 Z 軸)の指令のみを行います。平面第 2 軸(ZX 平面の場合 X 軸)の指令があっては
いけません。
(2) タイプⅡの選択
平面第 2 軸(ZX 平面の場合 X 軸)と平面第 1 軸(ZX 平面の場合 Z 軸)の指令を行います。
もし、平面第 2 軸(ZX 平面の場合 X 軸)の移動がなくタイプⅡを使用する場合は、移動量 0 のインクレメンタ
ル指令(ZX 平面の場合 U0)と指令します。
・タイプⅠ
G71 と異なる点を以下に記します。
(1) G72 は、平面第 2 軸(ZX 平面の場合 X 軸)に平行な移動によりワークを切削します。
(2) 仕上げ形状プログラムの先頭ブロック(シーケンス番号 ns のブロック)に指令する軸は、平面第 1 軸(ZX 平面
の場合 Z(W)軸)の指令のみを行う必要があります。
・タイプⅡ
G71 と異なる点を以下に記します。
(1) G72 は、平面第 2 軸(ZX 平面の場合 X 軸)に平行な移動によりワークを切削します。
QSR(No.5102#2)=1 で有効とな
ります。
FCK(No.5104#2)=1 で有効とな
ります。
- 50 -
Page 65

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
(2) 形状が平面第 1 軸(ZX 平面の場合 Z 軸)方向に単調増加または単調減少ではなくてもよく、くぼみの部分(ポ
ケット)を設けることができます。ただし、平面第 2 軸(ZX 平面の場合 X 軸)方向には、単調変化でなければ
いけません。
(3) 仕上げ形状のうち、平面第 2 軸(ZX 平面の場合 X 軸)に平行なブロックは、ポケットの谷底とみなします。
(4) 最後の荒削り仕上げ切削は、平面第 2 軸(ZX 平面の場合 X 軸)の全ての荒削りが終了したあと、いったん、開
始点へ戻り、それから荒削りの仕上げ切削を行います。
・刃先 R 補正
G71 のページを参照してください。
・サイクルタイムの短縮
G71 のページを参照してください。
- 51 -
Page 66

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.2.3 閉ループ切削サイクル (G73)
一定の切削パターンを、位置を少しずつずらしながら繰返し動作させることができます。このサイクルにより、鍛造
や鋳造などの前加工にて素材形状ができているワークを、効率よく切削することが可能です。
フォーマット
ZpXp 平面
G73 W(Δk) U(Δi) R(d) ;
G73 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
YpZp 平面
G73 V(Δk) W(Δi) R(d) ;
G73 P(ns) Q(nf) V(Δw) W(Δu) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
XpYp 平面
G73 U(Δk) V(Δi) R(d) ;
G73 P(ns) Q(nf) U(Δw) V(Δu) F(f) S(s) T(t) ;
N (ns) ;
・・・
N (nf) ;
Δi: 平面第 2 軸(ZX 平面の場合 X 軸)方向の逃げの距離
この指定はモーダルで、次に指定されるまで有効です。また、パラメータ(No.5135)でも設定でき、
プログラム指令によりパラメータ値も変わります。
Δk: 平面第 1 軸(ZX 平面の場合 Z 軸)方向の逃げの距離
この指定はモーダルで次に指定されるまで有効です。また、パラメータ(No.5136)でも設定でき、プ
ログラム指令によりパラメータ値も変わります。
d: 分割回数
荒削りの回数と等しくなります。この指定はモーダルで、次に指定されるまで有効です。また、パ
ラメータ(No.5137)でも設定でき、プログラム指令によりパラメータ値も変わります。
ns: 仕上げ形状のブロック群の最初のブロックのシーケンス番号
nf: 仕上げ形状のブロック群の最後のブロックのシーケンス番号
Δu: 平面第 2 軸(ZX 平面の場合 X 軸)方向の仕上げ代の距離
Δw: 平面第 1 軸(ZX 平面の場合 Z 軸)方向の仕上げ代の距離
f, s, t: ns~nf 間のブロックのどれかに F 機能、S 機能あるいは、T 機能が指定されても無視されます。そ
して、G73 のブロックで指定した F 機能、S 機能あるいは T 機能のデータが有効になります。
Δi 基準軸の設定単位に従う 半径指定 有り 可能
Δk 基準軸の設定単位に従う 半径指定 有り 可能
Δu 基準軸の設定単位に従う 平面第 2 軸の直径 / 半径指定に従う 有り 可能
Δw 基準軸の設定単位に従う 平面第 1 軸の直径 / 半径指定に従う 有り 可能
注
d
は小数点入力可能ですが、パラメータ
整数値を入力した場合は、その値が分割回数となります。
A→A’→B の仕上形状の移動指令をシーケンス番号
ns から nf までのブロックで指令します。
単位 直径/半径指定 符号 小数点入力
DPI(No.3401#0)
に関係なく四捨五入した値が分割回数となります。
- 52 -
Page 67

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A
A
(R)
B
+X
仕上げ形状
+Z
(F)
Δw
'
Δw
Δk+Δw
C
(R)
Δu/2
Δu/2
D
(F):
(R):
Δi+Δu/2
切削送り
早送り
図4.2.3 (t) 閉ループ切削サイクルの切削経路
解説
・動作
プログラムで A→A'→B 間の仕上げ形状を与えると、Δu/2, Δw の仕上げ代を残して、指定分割回数の荒削りを行い
ます。
注
1 Δi、ΔkとΔu、Δw
2
サイクル動作は、P、Qの指定された
3
サイクルが終了すると、工具はA点に戻ります。
4 A-B
間の移動指令中に指定されたF、SおよびT機能を無視し、
した値が有効になります。また、M機能、第2補助機能についてもF、S、T機能と同様の扱いとなります。
・仕上げ形状
パターン
仕上げ形状は、G71 と同様に 4 つのパターンがありますので、プログラムする際にΔu、Δw、Δi、Δk の符号に注意
して下さい。
・先頭ブロック
仕上げ形状プログラムの先頭ブロック(シーケンス番号 ns のブロックで A-A'間の指令)で、G00 または G01 を含む
指令をする必要があります。指令しない場合は、アラーム(PS0065)になります。
G00 指令の場合は、A-A'に沿って位置決めを行います。G01 指令の場合は、A-A'に沿って切削送りで直線補間を行い
ます。
・チェック機能
以下のチェックを行うことができます。
アドレス Q で指定されるシーケンス番号を持つブロックがプログラムに存在す
ることをサイクル動作前にチェックする。
・刃先 R 補正
G71 と同様に本サイクルは、開始点 A のオフセットベクトルが 0、A-A’のブロックでスタートアップを行った時の刃
先 R 補正経路の形状に対してサイクル動作が行われます。
は共に同じアドレスで指定しますが、この区別はP、Qの指定の有無により判断します。
G73
指令で行なわれます。
G73
指令のブロックまたはそれ以前に指定
チェック内容 関連パラメータ
QSR(No.5102#2)=1 で有効とな
ります。
- 53 -
Page 68

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.2.4 仕上げサイクル (G70)
G71、G72、G73 によって荒削り切削を行った場合、次の指令によって仕上げ切削を行うことができます。
フォーマット
G70 P(ns) Q(nf) ;
ns : 仕上げ形状のブロック群の最初のブロックのシーケンス番号
nf : 仕上げ形状のブロック群の最後のブロックのシーケンス番号
解説
・動作
シーケンス番号 ns から nf までの仕上げ形状プログラムを実行し、仕上げ切削を行います。G71,G72 あるいは G73 の
ブロックで指令されている F,S,T,M,第 2 補助機能を無視し、シーケンス番号 ns より nf の間で指令されている F,S,T,M,
第 2 補助機能を有効にします。
サイクルが終了したら、早送りで始点に戻します。そして、G70 のサイクルの次のブロックを読込みます。
・仕上げ形状
チェック機能
以下のチェックを行うことができます。
チェック内容 関連パラメータ
アドレス Q で指定されるシーケンス番号を持つブロックがプログラムに存在す
ることをサイクル動作前にチェックする。
・P、Q ブロックの記憶
G71、G72、G73 に荒削り切削を実行した時、P、Q ブロックのメモリアドレスを 3 個所まで記憶します。これにより、
G70 を実行する際に P、Q のブロックをメモリの先頭よりサーチすることなく、P、Qで示すブロックを即座に見つけ
ます。また、いくつかの G71、G72、G73 の荒削りサイクルを実行した後に G70 の仕上げサイクルをまとめて行うこ
ともできます。その際に、荒削りサイクルの 4 つ目以降は、メモリサーチを行い P、Q ブロックを見つけますのでサ
イクルタイムが長くなります。
例
G71 P100 Q200
N100
・・・
・・・
N200
G71 P300 Q400
N300
・・・
・・・
N400
・・・
・・・
G70 P100 Q200 ; (3
G70 P300 Q400 ; (4
注
G71、G72、G73
に消去します。
また、リセットによっても記憶したすべてのP、Qブロックのメモリアドレスは消去します。
;
・・・
;
;
;
・・・
;
・・・
;
;
;
・・・
;
;
;
・・・
;
・・・
つまではサーチすることなく実行)
つ以上はサーチした後実行)
による荒削りサイクルによって記憶したP、Qブロックのメモリアドレスは、
・サイクル開始点への戻り
仕上サイクルは、仕上げ形状の終点まで切削すると、サイクル開始点へ早送りで戻ります。
- 54 -
QSR(No.5102#2)=1 で有効とな
ります。
G70
実行後
Page 69

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
注
サイクル開始点への戻りは、パラメータ
G71、G72
でポケットを削った仕上げ形状で仕上サイクルを行う場合は、仕上げ形状の終点からサイクル開
始点へ戻る間に、工具がワークに干渉することがないか注意して下さい。
LRP(No.1401#1)
とは関係なく常に非直線形位置決めとなります。
・刃先 R 補正
刃先 R 補正を使用する場合は、複合形固定サイクル指令 (G70)より前に刃先 R 補正指令(G41,G42)を行い、キャンセ
ル指令(G40)は、複合形固定サイクル指令 (G70)より後に指令します。
プログラム例
G42; ----------- 複合形固定サイクル指令の前に指令します。
G70P10Q20;
G40; ----------- 複合形固定サイクル指令の後に指令します。
G71 と同様に本サイクルは、開始点 A のオフセットベクトルが 0、A-A’のブロックでスタートアップを行った時の刃
先 R 補正経路の形状に対してサイクル動作が行われます。
例題
端面荒削りサイクル
X軸
φ160
60
(G72)
2
7
2
88
80
φ
φ120
10
10
20
190
10
20
φ40
2
始点
110
Z軸
(X軸直径指定、ミリ入力)
N010 G50 X220.0 Z190.0 ;
N011 G00 X176.0 Z132.0 ;
N012 G72 W7.0 R1.0 ;
N013 G72 P014 Q019 U4.0 W2.0 F0.3 S550 ;
N014 G00 Z56.0 S700 ;
N015 G01 X120.0 W14.0 F0.15 ;
N016 W10.0 ;
N017 X80.0 W10.0 ;
N018 W20.0 ;
N019 X36.0 W22.0 ;
N020 G70 P014 Q019 ;
逃げ量 1.0
仕上げ代(X 方向 直径 4.0,Z方向 2.0)
- 55 -
Page 70

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
φ
14
閉ループ切削サイクル(G73)
16
B
16
X 軸
180
160
φ
0
40
10
120
φ
20
40 20
10
220
φ80
2
(直径指定、ミリ入力)
N010 G50 X260.0 Z220.0 ;
N011 G00 X220.0 Z160.0 ;
N012 G73 U14.0 W14.0 R3 ;
N013 G73 P014 Q019 U4.0 W2.0 F0.3 S018 0 ;
N014 G00 X80.0 W-40.0 ;
N015 G01 W-20.0 F0.15 S0600 ;
N016 X120.0 W-10.0 ;
N017 W-20.0 S0400 ;
N018 G02 X160.0 W-20.0 R20.0 ;
N019 G01 X180.0 W-10.0 S0280 ;
N020 G70 P014 Q019 ;
110
2
130
Z 軸
14
40
- 56 -
Page 71

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
4.2.5 端面突切りサイクル (G74)
外径削りでの切くず処理が可能です。また、平面第 2 軸(ZX 平面の場合 X(U)軸)、アドレス P を省略すると平面第
1 軸(ZX 平面の場合 Z 軸)だけの動作となり深穴ドリルサイクルとなります。
フォーマット
G74 R(e) ;
G74 X(U)_ Z(W)_ P(Δi) Q(Δk) R(Δd) F(f) ;
e : 戻り量
この指定はモーダルで次に指定されるまで有効です。また、パラメータ(No.5139)でも設定でき、プ
ログラム指令によりパラメータ値も変わります。
X_,Z_ : B 点の平面第 2軸(ZX 平面の場合 X 軸)の座標値と C 点の平面第 1 軸(ZX 平面の場合 Z 軸)の座
標値
U_,W_ : A 点→B 点の平面第 2 軸(ZX 平面の場合 U)の移動量と A点→C点の平面第 1軸(ZX平面の場合
W)の移動量
(G コード体系 A の場合、それ以外は X_,Z_で指令)
Δi : 平面第 2軸(ZX 平面の場合 X 軸)方向の移動量
Δk : 平面第 1 軸(ZX 平面の場合 Z 軸)方向の切込み量
Δd : 切底での工具の逃げ量
f : 送り速度
e
基準軸の設定単位に従う 半径指定 無し 可能
Δi 基準軸の設定単位に従う 半径指定 無し 不可
Δk 基準軸の設定単位に従う 半径指定 無し 不可
Δd 基準軸の設定単位に従う 半径指定 注 1 可能
注
通常、正の値で指定しますが、
単位 直径/半径指定 符号 小数点入力
Δ
k' Δk
X(U)とΔi
を省略した場合は逃がしたい方向の符号をつけて指定します。
Δ
k Δk
Δk
[0<Δk’≦Δk]
(F)
A
(R)
Δ
Δi
Δi
i’
B
(R)
…切削送り
(F)
U/2
[0<Δi’≦Δi]
X
…早送り
C
Δ
Z
+X
d
(R)
(F)
+Z
(R)
(F)
(F)
(R)
W
(R)
(R)
e
図4.2.5 (a) 端面突切りサイクルの切削経路
- 57 -
Page 72

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
解説
・動作
Δk 切り込み、e 戻るサイクル動作を繰り返します。
切り込みが C 点に達すると工具をΔd 逃がし、早送りで戻り、B 点方向ヘΔi 移動し、再び切り込みを行います。
注
1 e
と△dは、ともに同じアドレスで指定しますが、この区別は
まり、軸指定が指令されると△dの指定となります。
2
サイクル動作は、軸指定された
G74
指令で行なわれます。
X,Y,Z
等の軸指定の有無により行います。つ
・刃先 R 補正
刃先 R 補正をかけることはできません。
4.2.6 外径、内径突切りサイクル (G75)
G74 において、平面第 2 軸(ZX 平面の場合 X 軸)と平面第 1 軸(ZX 平面の場合 Z 軸)を入れ換えたものに相当しま
す。このサイクルにより、端面切削時の切りくず処理が可能となります。また、外径削りにおける溝入れ加工や、突
切り加工(平面第 1 軸の場合 Z(W)軸、Q を省略)を行えます。
フォーマット
G75 R(e) ;
G75 X(U)_ Z(W)_ P(Δi) Q(Δk) R(Δd) F(f) ;
e : 戻り量
この指定はモーダルで次に指定されるまで有効です。また、パラメータ(No.5139)でも設定でき、プ
ログラム指令によりパラメータ値も変わります。
X_,Z_ : B 点の平面第 2 軸(ZX 平面の場合 X 軸)の座標値と C点の平面第 1軸(ZX 平面の場合 Z 軸)の座
標値
U_,W_ : A 点→B 点の平面第 2 軸(ZX平面の場合 U)の移動量と A点→C点の平面第 1軸(ZX平面の場合
W)の移動量
(G コード体系 A の場合、それ以外は X_,Z_で指令)
Δi : 平面第 2軸(ZX平面の場合 X 軸)方向の切込み量
Δk : 平面第 1 軸(ZX 平面の場合 Z 軸)方向の移動量
Δd : 切底での工具の逃げ量
f : 送り速度
e
Δi 基準軸の設定単位に従う 半径指定 無し 不可
Δk 基準軸の設定単位に従う 半径指定 無し 不可
Δd 基準軸の設定単位に従う 半径指定 注 可能
注
通常、正の値で指定しますが、
基準軸の設定単位に従う 半径指定 無し 可能
単位 直径/半径指定 符号 小数点入力
Z(W)とΔk
を省略した場合は逃がしたい方向の符号をつけて指定します。
- 58 -
Page 73

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
A
C
Z
W
(R)
(R)
(R)
(R)
(R)
Δk
(R)
(F)
(F)
(F)
(F)
(F)
B
Δi
e
Δi
U/2
Δi
Δi
Δi’
Δd
X
+X
(R)…早送り
+Z
(F)…切削送り
図4.2.6 (b) 外径、内径突切りサイクル
解説
・動作
Δi 切り込み、e 戻るサイクル動作を繰り返します。
切り込みが B 点に達すると工具をΔd 逃がし、早送りで戻り、C 点方向ヘΔk 移動し、再び切り込みを行います。
G74 も G75 も突切り、溝切りあるいは穴あけに用いられ、工具を自動的に逃がすサイクルで、それぞれ互いに対称な
4 つのパターンが考えられます。
・刃先 R 補正
刃先 R 補正をかけることはできません。
- 59 -
Page 74

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.2.7 複合形ねじ切りサイクル (G76)
片刃切削で切削量一定のねじ切りサイクルを行います。
フォーマット
G76 P(m) (r) (a) Q(Δdmin) R(d) ;
G76 X(U)_ Z(W)_ R(i) P(k) Q(Δd) F(L) ;
m: 最終仕上げ繰返し回数 1~99
この指定はパラメータ(No.5142)でも設定でき、プログラム指令によりパラメータ値も変わります。
r: ねじの切り上げ(チャンファリング)量 0~99
リードを L とすると、0.0L~9.9L の範囲で 0.1 きざみで 2 桁の数値で指定します。また、パラメー
タ(No.5130)でも設定でき、プログラム指令によりパラメータ値も変わります。
a: 刃先の角度(ねじ山の角度)80°,60°,55°,30°,29°,0°
6種類を選択でき、その角度の数値をそのまま 2 桁で指定します。また、パラメータ(No.5143)でも
設定でき、プログラム指令によりパラメータ値も変わります。
m,r,a は、共にアドレス P で一度に指定します。
(例) m=2, r=1.2L, a=60°の時(Lは、ねじのリード)、次のようになります。
P 02 12 60
a
r
m
Δdmin: 最小切込み量
1回の切込み量がΔdmin よりも小さくなった時、Δdmin にクランプされます。また、パラメータ
(No.5140)でも設定でき、プログラム指令によりパラメータ値も変わります。
d: 仕上げ代
この指定は、パラメータ(No.5141)でも設定でき、プログラム指令によりパラメータ値も変わります。
X_,Z_: 長手方向切削終了点(図4.2.7 (a)の D 点)の座標値
U_,W_: 長手方向切削終了点(図4.2.7 (a)の D 点)までの移動量
(G コード体系 A の場合、それ以外は X_,Z_で指令)
i: テーパ量
i=0 とするとストレートねじ切りとなります。
k: ねじ山の高さ
Δd: 第 1 回目の切込量
L: ねじのリード
Δdmin 基準軸の設定単位に従う 半径指定 無し 不可
d
i
k
Δd 基準軸の設定単位に従う 半径指定 無し 不可
基準軸の設定単位に従う 半径指定 無し 可能
基準軸の設定単位に従う 半径指定 有り 可能
基準軸の設定単位に従う 半径指定 無し 不可
単位 直径/半径指定 符号 小数点入力
- 60 -
Page 75

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
U/2
X
E
(R)
D
i
r
Z
(R) A
(R)
(F)
W
C
B
Δd
k
+X
+Z
図4.2.7 (a) 複合形ねじ切りサイクルの切削経路
刃先
B
a
Δd√n
1回目
2
回目
3
回目
n
回目
d
Δ
図4.2.7 (b) 切り込み詳細
・最終仕上げ繰返し回数
最後の仕上げサイクル(仕上げ代を削り取るサイクル)を繰り返し行います。
d
k
+X
+Z
最後の仕上げサイクル
(仕上げ代)
d
k
- 61 -
Page 76

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
解説
・動作
ねじ切りサイクルは、C,D 間のみリードが F コードで指令された長さとなるようなねじ切りを行います。他は早送り
となります。
ねじの切上げに関する加減速の補間後時定数、FL 速度、切上げ後の逃げの速度については、G92 の単一固定サイクル
のねじの切上げと同じです。
注
1 P,Q,R
2
3
によって指定されるデータはアドレス
アドレス
アドレス
X(U),Z(W)
P,Q,R
が指定された
による指定は、モーダルで次に指定されるまで有効です。
G76
注意
ねじ切りに関する注意事項は、
G32
のねじ切りの場合と同様です。ただし、ねじ切り中のフィードホールド
については、後述の「ねじ切りサイクル中のフィードホールド」を参照してください。
・テーパ量の符号と工具経路の関係
インクレメンタル量の符号は、図4.2.7 (a)のサイクルの場合、次のようになります。
U,W の長手方向切削終了点 : 負(通路 A→C,C→D の方向により決まります。)
i のテーパ量 : 負(通路 A→C の方向により決まります。)
k のねじ山の高さ : 正(常に正で指定します。)
Δd の第 1 回目の切込量 : 正(常に正で指定します。)
各アドレスの符号を考慮することにより、表4.2.7 (a)の 4 つのパターンが考えられ雌ねじを切ることもできます。
4(R)
2(F)
W
|i |≦|U / 2 |
4(R)
2(F)
W
外径加工
1. U < 0, W < 0, i < 0 2. U > 0, W < 0, i > 0
X
Z
U/2
X
X
U/2
X
3(R)
3. U < 0, W < 0, i > 0
ただし
Z
3(R)
・ねじ切りの補間後加減速
ねじ切りの補間後加減速度は、指数関数形加減速ですが、パラメータ THLx (No.1610#5)により、切削送りと同じ加減
速を選択できます。(パラメータ CTBx,CTLx(No.1610#1,#0)に従います)。ただし、時定数と FL 速度はねじ切りサイ
クルのパラメータ(No.1626、No.1627)を使用します。
・ねじ切りの時定数、FL 速度
パラメータ(No.1626)のねじ切りの補間後加減速の時定数、パラメータ(No.1627)の FL 速度を使用します。
・ねじの切り上げ
ねじの切り上げ(チャンファリング)が可能です。ねじの切り上げをするかしないかは、機械側の信号によります。
X(U),Z(W)
の有無によって区別されます。
指令で、サイクル動作をします。
表4.2.7 (a)
X
Z
1(R)
X
X
U/2 3(R)
4. U > 0, W < 0, i <0
X
Z
U/2
i
1(R)
i
ただし
3(R)
内径加工
W
2(F)
4(R)
|i |≦|U / 2 |
W
2(F)
4(R)
i
1(R)
i
1(R)
- 62 -
Page 77

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
ねじの切り上げ r の値は、指令ですと 99(9.9L)までですが、パラメータ(No.5130)を使用すると 0.1L~12.7L の範囲で、
0.1L きざみで任意の値をで選択することができます。
ねじの切り上げ角度は、パラメータ(No.5131)で 1~89°までを指定することができます。パラメータ値が 0 の場合は、
45°となります。
ねじの切り上げは、ねじ切りと同じ補間後加減速タイプ、補間後加減速の時定数、FL 速度を使用します。
注
ねじの切上げ(チャンファリング)量、角度のパラメータは、
G92
のねじ切りサイクルと共通です。
・切上げ後の逃げ
切上げ後の逃げの速度および、補間後の加減速タイプ、時定数は表4.2.7 (b)の通りです。
表4.2.7 (b)
パラメータ CFR
(No.1611#0)
パラメータ(No.1466) 内容
ねじ切り時の補間後加減速のタイプでねじ切りの時定数(パラメー
0
0
以外
(No.1626))、FL 速度(パラメータ(No.1627))、パラメータ
タ
(No.1466)の逃げ動作速度を使用します。
ねじ切り時の補間後加減速のタイプでねじ切りの時定数(パラメー
(No.1626))、FL 速度(パラメータ(No.1627))、パラメータ
0 0
タ
(No.1420)の早送り速度を使用します。
逃げ動作の前に指令速度が 0(加減速の遅れが 0)になったチェッ
1
クを行い、早送りの補間後加減速のタイプで、早送りの時定数、パ
ラメータ
(No.1420)の早送り速度を使用します。
切上げ後の逃げ動作の速度に対して、パラメータ ROC(No.1403#4)に 1 を設定することで、早送りオーバライドを無効
とすることができます。
注
逃げ動作中は、パラメータ
RF0(No.1401#4)
には関係なく、切削送り速度オーバライド0%で停止しません。
・開始角度シフト
ねじ切りの開始角度シフトは、できません。
・ねじ切りサイクル中のフィードホールド
ねじ切りサイクルリトラクト機能が付いていない場合は、ねじ切り中にフィードホールドをかけると切り上げ後の逃
げの終点(複合形ねじ切りサイクルの切削経路の E 点)で停止します。
・ねじ切りサイクルリトラクト機能付きでのフィードホールド
「ねじ切りサイクルリトラクト」オプション機能が付いた場合、複合形ねじ切りサイクル(G76)でねじ切り中にフィー
ドホールドをかけると、ねじ切りの切り上げ(チャンファリング)を行い、ねじ切りサイクルの開始点へ戻り停止し
ます。
再びサイクルスタートをかけると、フィードホールドをかけたねじ切りのサイクルから再開します。
X 軸
Z 軸
通常の時のサイクル
フィードホールド時の動き
出発点
(△dn 切り込んだ位置)
早送り
ここでフィードホールドになった
- 63 -
Page 78

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
逃げる時のチャンファリングの角度は、終点におけるチャンファリングの角度と同じです。
注意
逃げている最中にさらにフィードホールドは効きません。
・インチねじ切り
アドレス E 指定によるインチねじ切りを行うはできません。
・刃先 R 補正
刃先 R 補正をかけることはできません。
例題
X軸
68
φ
0
25
G80 X80.0 Z130.0 ;
G76 P011060 Q100 R200 ;
G76 X60.64 Z25.0 P3680 Q1800 F6.0 ;
φ60.64
6
105
1.8
3.68
1.8
Z 軸
4.2.8 複合形固定サイクル (G70~G76) における制限事項
プログラム指令
・プログラムメモリ
G70,G71,G72,G73 を使用したプログラム群は、プログラムメモリに記憶しておく必要があります。プログラムメモリ
に記憶したプログラムを呼び出して運転する方法を行えば、MEM モード以外でもこれらの指令を実行することがで
きます。
G74,G75,G76 の指令は、プログラムメモリに記憶しておく必要はありません。
・複合形固定サイクル指令のブロック
P,Q,X,Z,U,W,R など必要なパラメータは、ブロックごとに正しく指令しなければなりません。
G70,G71,G72,G73 を指令したブロックでは、次の指令をすることはできません。
・カスタムマクロのマクロ呼び出し
(単純呼び出し、モーダル呼び出し、サブプログラム呼び出し)
- 64 -
Page 79

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
・仕上げ形状のブロック
G71,G72,G73 のブロックでPで指定したシーケンス番号のブロックでは、グループ 01の G コードの G00 あるいは G01
を必ず指令しなければなりません。指令しないとアラーム(PS0065)となります。
G70,G71,G72,G73 の P および Q で指定したシーケンス番号の間のブロックでは、以下の指令が行えます。
(1) ドウェル(G04)
(2) G00,G01,G02,G03
円弧指令(G02,G03)は、円弧の始点と終点とで半径差があってはいけません。半径差があると正確に仕上げ形状が
認識できないため切込み過ぎ等が発生する場合があります。
(3) カスタムマクロの分岐、繰り返し指令
ただし、飛び先は P および Q で指定したシーケンス番号の間でなくてはなりません。また、パラメータ
MSG,HGO(No.6000#1,#4)による高速分岐は無効です。カスタムマクロのマクロ呼び出し(単純呼び出し、モーダ
ル呼び出し、サブプログラム呼び出し)は指令できません。
(4) 図面寸法直接入力指令、面取りコーナ R 指令
図面寸法直接入力指令、面取りコーナ R 指令は、複数ブロックの指令を必要とします。その複数ブロックの途中
のブロックが、Q で指定したシーケンス番号の最後のブロックであってはいけません。
G70,G71,G72,G73 を実行する時、1 つのプログラム内に P,Q で複数の同一シーケンス番号を指定できません。
カスタムマクロにおいて、#1=2500 を実行した場合、#1 には 2500.000 と入力されますが、このときの P#1 は P2500
と等価です。
他の機能との関係
・手動介入
複合形固定サイクル(G70~G76)の実行途中で動作を一旦停止させ、手動介入させることは可能です。
手動運転のマニュアルアブソリュートオン・オフに従います。
・割込み形マクロ
複合形固定サイクル実行中に割込み形マクロプログラムを実行することはできません。
・プログラム再開、工具退避&復帰
複合形固定サイクル途中のブロックから行うことはできません。
・軸名称、第 2 補助機能
軸名称あるいは第 2 補助機能でアドレス U,V,W を使用する設定の場合でも G71~G73 ブロックに指令されたアドレス
U,V,W の指令は、複合形固定サイクルの指令とみなします。
・刃先 R 補正
刃先 R 補正を使用する場合は、複合形固定サイクル指令(G70,G71,G72,G73)より、前のブロックで刃先 R 補正指令
(G41,G42)を行い、キャンセル指令(G40)は、仕上げ形状プログラム(P で指定したブロックから Q で指定したブロッ
ク)の外で指令します。もし、仕上げ形状プログラム内に刃先 R 補正が指令されている場合は、アラーム(PS0325)“形
状プログラムで使用できない指令です”となります。
- 65 -
Page 80

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.3 穴あけ用固定サイクル
穴あけ用固定サイクルは、穴あけ加工において使用頻度の高いいくつかの加工動作を数ブロックで指令することなく、
G コードを含む 1 ブロックで指令することができます。このため、プログラムの作成が簡単になります。同時にプロ
グラムを小さくでき、メモリを有効に使用できます。
表 4.3 (a)は穴あけ用固定サイクルの一覧表です。
表4.3 (a) 穴あけ用固定サイクル一覧表
G コード 穴あけ軸 穴あけ動作 穴底位置における動作 逃げ動作 用途
G80
G83
G84
G85
G87
G88
G89
Z 軸
Z 軸 切削送り ドウェル→主軸逆転 切削送り 正面タッピングサイクル
Z 軸 切削送り ドウェル 切削送り 正面ボーリングサイクル
X 軸
X 軸 切削送り ドウェル→主軸逆転 切削送り 側面タッピングサイクル
X 軸 切削送り ドウェル 切削送り 側面ボーリングサイクル
間欠送り
切削送り
間欠送り
切削送り
ドウェル 早送り 正面ドリルサイクル
ドウェル 早送り 側面ドリルサイクル
解説
穴あけ用固定サイクルは、次の 6 つの動作のシーケンスからなっています。
動作 1 X(Z),C 軸の位置決め
動作 2 R 点レベルまでの早送り
動作 3 穴加工
動作 4 穴底位置における動作
動作 5 R 点レベルまでの逃げ
動作 6 イニシャルレベルまでの早送り
キャンセル
動作
1
動作
2
点レベル
R
動作
3
動作
4
図4.3 (a) 穴あけ用固定サイクルの動作シーケンス
イニシャルレベル
動作
6
動作
5
早送り
切削送り
・位置決め軸と穴あけ軸
位置決め軸は、X 軸(または Z 軸)と C 軸になります。
穴あけ軸は、位置決め軸でない X 軸、または Z 軸になります。穴あけ指令の G コードによって X 軸か Z 軸かが決ま
ります。
穴あけ固定サイクルでは、穴あけ以外にもタッピングやボーリングサイクルがありますが、本章では名称を統一する
ために、穴あけと称します。
- 66 -
Page 81

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
表4.3 (b) 位置決め軸と穴あけ軸
G コード 位置決め軸 穴あけ軸
G83,G84,G85
G87,G88,G89
G83 と G87、G84 と G88、および G85 と G89 は、それぞれ位置決め軸と穴あけ軸が異なるだけです。
X 軸,C 軸 Z軸
Z 軸,C 軸 X軸
・穴加工モード
G83~G85/G87~G89 はモーダルな G コードでキャンセルを指定するまで有効です。これを穴加工モードといいます。
穴加工データは穴加工モード中は一度指定されると、そのデータの指定が変更されるか、キャンセルされるまで保持
されます。
したがって、固定サイクルの開始で必要な穴加工データをすべて指定し、固定サイクル中は変更になるデータのみ指
定します。
F による切削送り速度は、穴加工サイクルがキャンセルされても保持されます。
Q が必要なブロックでは、ブロックごとに指令する必要があります。C 軸クランプ/アンクランプの M コードは一度
指令されるとモーダルに働き、G80 の指令にてキャンセルされます。
・復帰点レベル
G コード体系 A では、穴底から工具をイニシャルレベルまで復帰させます。Gコード体系 B と C では、穴底から、工
具を R 点レベルまで復帰させるかイニシャルレベルまで復帰させるかを、G98,G99 で区別します。G98,G99を指令し
た時の動作を図4.3 (b)に示します。通常、最初の穴あけで G99 を使い、最後の穴あけで G98 を使用します。
G98(イニシャルレベル復帰) G99(R 点レベル復帰)
イニシャル
レベル
R点レベル
図4.3 (b)
・繰返し
等間隔の穴加工を繰り返したい場合は、その回数を K_で指令します。
K は指定されたブロックのみ有効です。
最初の穴位置をインクレメンタルで指令します。
もし、アブソリュートで指令すると、同一穴位置で繰り返して穴あけが行われます。
繰り返し回数 K 最大指令値
K0 を指定すると、穴加工データを記憶するだけで穴加工はしません。
注
Kは0
または
1~9999
=9999
の整数値を指令して下さい。
・C 軸クランプ/アンクランプの M コード
パラメータ(No.5110)で設定された C 軸クランプの M コードを指令すると、次の動作が行われます。
(1) 位置決め後、R 点レベルまでの早送り動作で C 軸クランプの M コードが CNC から出力されます。
(2) R 点レベルまでの逃げ終了後に、C 軸アンクランプの M コード(C 軸クランプの M コード+1)が CNC から出力
されます。
(3) C 軸アンクランプの M コード出力後、パラメータ(No.5111)で設定された時間だけドウェルを行います。
- 67 -
Page 82

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
・キャンセル
固定サイクルのキャンセルは G80 あるいはグループ 01 の G コードで行います。
グループ 01 の G コード(例)
G00 : 位置決め(早送り)
G01 : 直線補間
G02 : 円弧補間(時計回り)
G03 : 円弧補間(反時計回り)
・図の説明
次項より各固定サイクルの説明があります。
それぞれの説明に使用されている図中の記号の意味は以下の通りです。
P1
P2
Mα C軸クランプの M コード出力
M(α+1) C 軸アンクランプの M コード出力
注意
1
各固定サイクルにおいて、アドレス
R_ :
Z_
2 G
3 Series15
常に半径値で扱われます。
または
コード体系BもしくはCの場合、穴位置データ(
によりインクレメンタル/アブソリュート指令が選択できます。
F16(No.5102#3)=0
指令となります。
パラメータ
G90/G91
では
Series16
す。
位置決め(早送り G00)
切削送り(直線補間 G01)
プログラムで指令されたドウェル
パラメータ(No.5111)で設定されたドウェル
(αの値はパラメータ(No.5110)に設定)
X_: 直径/
フォーマットの穴あけ用固定サイクル(パラメータ
RAB(No.5102#6)=1
に従います。
フォーマットの穴あけ用固定サイクルにおいては、R点データはインクレメンタル指令となりま
R,Z,X
は以下のように扱われます。
半径指定の影響を受けます。
)においては、パラメータ
のとき、Gコード体系Aではアブソリュート指令となり、Gコード体系
X,C
RAB(No.5102#6)=0
Z,C
または
FCV(No.0001#1)=1
)、穴底データ(ZまたはX)は
、パラメータ
のとき、R点データはインクレメンタル
G90/G91
B/C
- 68 -
Page 83

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
4.3.1 正面ドリルサイクル (G83)/側面ドリルサイクル (G87)
パラメータ RTR(No.5101#2)の設定によって、高速深穴あけサイクルと、深穴あけサイクルのいずれかを選択すること
ができます。
毎回の切込み量を指定しなければ、ドリルサイクルになります。
また、パラメータ RTR によらず、G83.5,G87.5 により高速深穴ドリルサイクルを、G83.6,G87.6 により深穴ドリルサイ
クルを指令することもできます。
・高速深穴あけサイクル(G83, G87)(パラメータ RTR(No.5101#2)=0)
深穴を高速で加工します。穴底まで、間欠的に切削送りと逃げ量だけの早送りを繰り返して、切屑を穴の外に排出し
ながら加工していきます。
フォーマット
G83 X(U)_ C(H)_ Z(W)_ R_ P_ Q_ F_ K_ M_ ;
または
G87 Z(W)_ C(H)_ X(U)_ R_ P_ Q_ F_ K_ M_ ;
X_ C_または Z_ C_ : 穴位置データ
Z_または X_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
Q_ : 毎回の切込み量
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時)
M_ : C 軸クランプの M コード(必要な時)
G83 または G87(G98 モード) G83 または G87(G99 モード)
イニシャルレベル
Mα
R 点
q
q
q
Mα : C 軸クランプの M コード
M(α+1) : C 軸アンクランプの M コード
P1 : プログラム指令されたドウェル
P2 : パラメータ(No.5111)で設定されたドウェル
d : パラメータ(No.5114)で設定された逃げ量
P1
M(α+1),P2
d
d
Z 点
R 点
q
q
q
Mα
M(α+1),P2
R 点レベル
d
d
Z 点
P1
- 69 -
Page 84

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
点R点
(
・深穴あけサイクル(G83, G87)(パラメータ RTR(No.5101#2=1))
フォーマット
G83 X(U)_ C(H)_ Z(W)_ R_ P_ Q_ F_ K_ M_ ;
または
G87 Z(W)_ C(H)_ X(U)_ R_ P_ Q_ F_ K_ M_ ;
X_ C_または Z_ C_ : 穴位置データ
Z_または X_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
Q_ : 毎回の切込み量
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時)
M_ : C 軸クランプの M コード(必要な時)
G83 または G87(G98 モード) G83 または G87(G99 モード)
イニシャルレベル
R 点
Mα
M(α+1),P2
R 点
Mα
M
α+1),P2
レベル
q
d
q
d
q
P1
Mα : C 軸クランプの M コード
M(α+1) : C 軸アンクランプの M コード
P1 : プログラム指令されたドウェル
P2 : パラメータ(No.5111)で設定されたドウェル
d : パラメータ(No.5115)で設定された逃げ量
Z 点
例題
M51 ; C 軸割り出しモード ON
M3 S2000 ; 回転工具起動
G00 X50.0 C0.0 ; X 軸、C 軸位置決め
G83 Z-40.0 R-5.0 Q5000 F5.0 M31 ; 穴1加工
C90.0 Q5000 M31 ; 穴2 加工
C180.0 Q5000 M31 ; 穴3 加工
C270.0 Q5000 M31 ; 穴4 加工
G80 M05 ; キャンセル、回転工具停止
M50 ; C 軸割り出しモード OFF
注
毎回切込み量Qを指令しないと、通常の穴あけ加工になってしまいます。(ドリルサイクル参照)
q
d
q
d
q
P1
Z
- 70 -
Page 85

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
・ドリルサイクル(G83,G87)
毎回の切込み量 Q を指令しなければ、通常の穴あけ加工になります。
穴底まで切削送りし、穴底から早送りで逃げます。
フォーマット
G83 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ;
または
G87 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
X_ C_または Z_ C_ : 穴位置データ
Z_または X_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時)
M_ : C 軸クランプの M コード(必要な時)
G83 または G87(G98 モード) G83 または G87(G99 モード)
Mα
イニシャルレベル
Mα
R 点
R 点レベル
M(α+1),P2
Z点
Mα : C 軸クランプの M コード
M(α+1) : C 軸アンクランプの M コード
P1 : プログラム指令されたドウェル
P2 : パラメータ(No.5111)で設定されたドウェル
例題
M51 ; C 軸割り出しモード ON
M3 S2000 ; 回転工具起動
G00 X50.0 C0.0 ; X 軸、C 軸位置決め
G83 Z-40.0 R-5.0 P500 F5.0 M31 ; 穴1 加工
C90.0 M31 ; 穴 2 加工
C180.0 M31 ; 穴3 加工
C270.0 M31 ; 穴4 加工
G80 M05 ; キャンセル、回転工具停止
M50 ; C 軸割り出しモード OFF
R 点
P1
R 点レベル
M(α+1),P2
Z 点
- 71 -
Page 86

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
点
4.3.2 正面タッピングサイクル (G84)/側面タッピングサイクル (G88)
タッピング加工ができます。
穴底で主軸が逆転し、タッピングサイクルが行われます。
フォーマット
G84 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ;
または
G88 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
X_ C_または Z_ C_ : 穴位置データ
Z_または X_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時)
M_ : C 軸クランプの M コード(必要な時)
G84 または G88(G98 モード) G84 または G88(G99 モード)
R 点
Mα
P1
主軸正転
M(α+1),P2
R 点レベル
Z
主軸逆転
イニシャルレベル
Mα
主軸正転
R
点
P1
Mα : C 軸クランプの M コード
M(α+1) : C 軸アンクランプの M コード
P1 : プログラム指令されたドウェル
P2 : パラメータ(No.5111)で設定されたドウェル
M(α+1),P2
Z点
主軸逆転
解説
主軸を正回転させて切込み、穴底で逆転し逃げることにより、ねじを作ります。
タッピング動作中は送り速度オーバライドは無視され、フィードホールドをかけても、復帰動作が完了するまで機械
は停止しません。
注
主軸を正転、または逆転する指令(
と指令しない方法があります。
いずれにするかはパラメータ
M03
または
M5T(No.5105#3)
M04
)を指令する前に、主軸停止指令
で設定しますが、機械メーカ発行の説明書を参照して下さい。
(M05)
を指令する方法
例題
M51 ; C 軸割り出しモード ON
M3 S2000 ; 回転工具起動
G00 X50.0 C0.0 ; X 軸、C 軸位置決め
G84 Z-40.0 R-5.0 P500 F5.0 M31 ; 穴1 加工
C90.0 M31 ; 穴2 加工
C180.0 M31 ; 穴3 加工
C270.0 M31 ; 穴4 加工
G80 M05 ; キャンセル、回転工具停止
M50 ; C 軸割り出しモード OFF
- 72 -
Page 87

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
点
点レベル
4.3.3 正面ボーリングサイクル (G85)/側面ボーリングサイクル (G89)
ボーリング加工に使用します。
フォーマット
G85 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ;
または
G89 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
X_ C_または Z_ C_ : 穴位置データ
Z_または X_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時)
M_ : C 軸クランプの M コード(必要な時)
G85 または G89(G98 モード) G85 または G89(G99 モード)
Mα
イニシャルレベル
R 点
P1
Mα : C 軸クランプの M コード
M(α+1) : C 軸アンクランプの M コード
P1 : プログラム指令されたドウェル
P2 : パラメータ(No.5111)で設定されたドウェル
M(α+1),P2
Z
解説
位置決め後、R 点レベルまで早送りで移動します。
その後、R 点レベルから Z 点まで穴あけ加工をします。
Z 点へ到達後、R 点まで 2 倍の切削送り速度で復帰します。
例題
M51 ; C軸割り出しモード ON
M3 S2000 ; 回転工具起動
G00 X50.0 C0.0 ; X 軸、C軸位置決め
G85 Z-40.0 R-5.0 P500 F5.0 M31 ; 穴 1 加工
C90.0 M31 ; 穴2 加工
C180.0 M31 ; 穴 3 加工
C270.0 M31 ; 穴 4 加工
G80 M05 ; キャンセル、回転工具停止
M50 ; C 軸割り出しモード OFF
R 点
Mα
P1
R
M(α+1),P2
Z 点
- 73 -
Page 88

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.3.4 穴あけ用固定サイクルキャンセル (G80)
穴あけ用固定サイクルをキャンセルします。
フォーマット
G80 ;
解説
穴あけ用固定サイクルをキャンセルし、以後通常の動作を行わせます。
R 点レベル、Z 点もキャンセルされます。
その他の穴加工データもすべてキャンセルされます。
例題
M51 ; C 軸割り出しモード ON
M3 S2000 ; 回転工具起動
G00 X50.0 C0.0 ; X 軸、C 軸位置決め
G83 Z-40.0 R-5.0 P500 F5.0 M31 ; 穴 1 加工
C90.0 M31 ; 穴 2 加工
C180.0 M31 ; 穴 3 加工
C270.0 M31 ; 穴 4 加工
G80 M05 ; キャンセル、回転工具停止
M50 ; C 軸割り出しモード OFF
4.3.5 穴あけ用固定サイクルMコード出力改良
概要
穴あけ用固定サイクルでの C 軸クランプ/アンクランプ用 M コードを各系統最大 2 組ずつ設定できます。
詳細
クランプ/アンクランプ用 M コードを以下のパラメータに設定します。
No.5161#4=1
1 組目 2組目
クランプ用 M コード
アンクランプ用 M コード
穴あけ用固定サイクルの指令ブロックで、パラメータ No.5110 もしくは No.13544
(パラメータ CME(No.5161#4)=1 の場合に有効)に設定したクランプ用 M コードを指令すると、位置決め後 R 点レベ
ルまでの早送りに入る前に、指令した M コードが出力されます。また、R 点レベルまでの逃げ終了後に、指令した M
コードと同じ組のアンクランプ用 M コードが出力されます。
例 1:No.5161#4=1, No.5110=68, No.13543=78, No.13544=168, No.13545=178 の時、
出力されるMコードは以下のようになります。
指令 クランプ アンクランプ
G83X_C_...M68 M68 M78
G83X_C_...M168 M168 M178
例 2:No.5161#4=0, No.5110=68 の時、
出力されるMコードは以下のようになります。
指令 クランプ アンクランプ
G83X_C_...M68 M68 M69
No.5110 No.13544 No.5110
No.13543 No.13545
No.5161#4=0
(No.5110 の設定値+1)
- 74 -
Page 89

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
注
1
クランプ/アンクランプ用Mコードがともに0の場合は、その組の設定
は無効になります。
2 1
組目と2組目のクランプ用Mコードに同じ値を設定した場合、
アンクランプ用Mコードには1組目パラメータ
(No.13543)
の値が使用されます。
4.3.6 オペレータが注意する事項
・リセット、非常停止時
穴加工サイクルを行っている途中で、リセットまたは非常停止を行って制御装置を停止させる場合があります。その
時も穴加工モードと穴加工データは記憶されていますので、再開にあたってはその点を十分留意しておいて下さい。
・シングルブロック
穴加工サイクルをシングルブロックで行った場合、制御装置は図4.3 (a)の動作 1、2、6 の終了点でそれぞれ止まりま
す。したがって、1 つの穴をあけるために 3 回起動をかけることになります。動作 1、2 の終了点では、フィードホー
ルドのランプが点灯して止まります。動作 6 の終了点で、繰返し回数が残っている場合は、フィードホールドで止ま
り、残っていない場合はシングルブロック停止状態で止まります。
・フィードホールド
G84、G88での動作 3~5 の間でフィードホールドをかけた場合には、フィードホールドランプはすぐ点灯します。し
かし、制御装置は動作 6 まで続行した後停止します。動作 6 の間にフィードホールドを再びかけるとすぐに休止しま
す。
・オーバライド
G84、G88 での動作中は、送り速度オーバライドは 100%となります。
- 75 -
Page 90

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
4.4 リジッドタッピング
正面タッピングサイクル(G84)、側面タッピングサイクル(G88)には従来モードとリジッドモードがあります。
従来モードは、タッピング軸の動きに合わせて M03(主軸正転)、M04(主軸逆転)、M05(主軸停止)の補助機能
により主軸を回転、あるいは停止させてタッピングを行う方法です。
リジッドモードでは、主軸モータをサーボモータのように制御し、タッピング軸と主軸を補間させてタッピングを行
います。
リジッドモードによるタッピングでは、タッピング軸の一定送り(ねじリード)ごとに主軸が一回転します。加減速
時も変わりません。
したがって、従来モードによるタッピングのようにフロートタッパを用いる必要がなく、高速で高精度のタッピング
を行うことができます。
また、マルチスピンドル制御のオプションが付いているシステムでは第 2 主軸~第 4 主軸によるリジッドタッピング
ができます。
4.4.1 正面リジッドタッピング (G84)/側面リジッドタッピング (G88)
リジッドモードにて主軸モータをサーボモータのように制御することにより、高速なタッピングサイクルを行います。
フォーマット
G84 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ;
または
G88 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
または
X_ C_
または
Z_
R_ :
P_ :
F_ :
K_ :
M_ : C
Z_ C_ :
X_ : R
イニシャルレベルからR点までの距離
穴底でのドウェル時間
切削送り速度
繰返し回数(繰返す必要のある時)
軸クランプのMコード(必要な時)
穴位置データ
点から穴底までの距離
G84 または G88(G98 モード) G84 または G88(G99 モード)
主軸停止
点レベル
R
点
Z
主軸停止
P2
点
R
P
主軸停止 主軸逆転
動作
主軸正転
主軸停止
主軸停止
1
動作
R点
動作
3
イニシャルレベル
2
P
動作
動作
P2
R
動作
Z
4
6
主軸停止
点レベル
5
点
主軸逆転
主軸正転
P2 は C 軸アンクランプのドウェルを実行します。(ドウェル時間は、パラメータ(No.5111)に設定します。)
正面リジッドタッピング(G84)は平面第 1 軸を穴あけ軸、その他の軸を位置決め軸とします。
- 76 -
Page 91

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
ド
ド
パラメータ RTX(No.5209#0) 平面選択 穴あけ軸
0
1(注)
G17 Xp-Yp 平面
G18 Zp-Xp 平面
G19 Yp-Zp 平面
Zp
Xp
Zp
Yp
Xp:X 軸または X 軸の平行軸
Yp:Y 軸または Y 軸の平行軸
Zp:Z 軸または Z 軸の平行軸
注
Series 15
フォーマットでは無効になります。
側面リジッドタッピング(G88)は平面第 2 軸を穴あけ軸、その他の軸を位置決め軸とします。
パラメータ RTX(No.5209#0) 平面選択 穴あけ軸
0
1(注)
G17 Xp-Yp 平面
G18 Zp-Xp 平面
G19 Yp-Zp 平面
Xp
Yp
Xp
Zp
Xp:X 軸または X 軸の平行軸
Yp:Y 軸または Y 軸の平行軸
Zp:Z 軸または Z 軸の平行軸
注
Series 15
フォーマットでは無効になります。
(
Series15
G84.2 X(U)_ C(H)_ Z(W)_ R_ P_ F_ L_ S_ ;
フォーマット)
X_ C_
または
Z_
R_ :
P_ :
F_ :
L_ :
S_ :
Series15
G84.2(G98 モー
主軸停止
動作
主軸正転
動作
主軸停止
動作
または
Z_ C_ :
X_ : R
イニシャルレベルからR点までの距離
穴底でのドウェル時間
切削送り速度
繰返し回数(繰返す必要のある時)
主軸の回転数
フォーマット指令時、C軸クランプはできません。
1
2
R点
3
動作
穴位置データ
点から穴底までの距離
)
イニシャルレベル
動作
6
主軸停止
点レベル
R
動作
5
点
Z
P
主軸逆転
4
G84.2(G99 モー
主軸停止
主軸正転
点
R
主軸停止 主軸逆転
P
点レベル
R
点
Z
)
主軸停止
- 77 -
Page 92

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
Series 15 フォーマットでは、G コードで正面タッピングサイクル/側面タッピングサイクルを区別することは出来
ません。穴あけ軸は平面選択(G17/G18/G19)で決まります。適宜、正面タッピングサイクル/側面タッピングサイ
クルと同等になる平面選択を指令して下さい。(パラメータ FXY(No.5101#0)が 0 の時、Z 軸が穴あけ軸となりま
す。1 の時は表4.4.1 (a)に従います。)
表4.4.1 (a)
平面選択 穴あけ軸
G17 Xp-Yp 平面
G18 Zp-Xp 平面
G19 Yp-Zp 平面
Xp:X 軸または X 軸の平行軸
Yp:Y 軸または Y 軸の平行軸
Zp:Z 軸または Z 軸の平行軸
Zp
Yp
Xp
解説
X 軸(G84)、Z 軸(G88)を位置決め後、R 点レベルまで早送りで移動します。
そして R 点レベルから Z 点までタッピング加工をし、終わると主軸が停止し、ドウェルが行われます。その後、停止
した主軸が逆回転して R 点レベルまで引き抜かれて主軸が停止した後イニシャルレベルまで早送りで移動します。
タッピング動作中は、送り速度オーバライドおよび主軸オーバライドは 100%とみなされます。ただし、抜く動作(動
作 5)には、パラメータ DOV(No.5200#4)、パラメータ OVU(No.5201#3)、パラメータ(No.5211)により固定で最高 2000%
までのオーバライドがかけられます。
・リジッドモード
リジッドモードの指令には、次の 3 つの指令があります。
(1) タッピング指令に先立ち M29S
(2) タッピング指令と同じブロックに M29S
(3) G84(G88)をリジッドタッピング G コードとして指令する。(パラメータ G84(No.5200#0)を 1 に設定する。)
・ねじのリード
毎分送りモードでは、送り速度÷主軸速度=ねじリード
毎回転送りモードでは、送り速度=ねじリードです。
・Series 15 フォーマット指令
リジッドタッピング機能を Series 15 フォーマット指令で可能です。
・補間後加減速
直線形加減速または、ベル形加減速をかけることができます。
・先読み補間前加減速
先読み補間前加減速は無効です。
・オーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
(1) 引き抜きオーバライド
(2) オーバライド信号
詳細は、後述します。
・ドライラン
ドライランは、G84(G88)にも有効です。したがって、G84(G88)の穴あけ軸の速度にドライランがかけられると、それ
に合わせてタッピングを行います。
ドライラン速度が早いと主軸の速度も早くなりますので注意してください。
・マシンロック
マシンロックは、G84(G88)にも有効です。
マシンロック状態で G84(G88)を実行しても穴あけ軸の動きはありません。したがって主軸も動作しません。
*****
を指令する。
*****
を指令する。
- 78 -
Page 93

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
・リセット
リジッドタップ中にリセットすると、リジッドタップモードを解除し、主軸モータは通常のモードになります。ただ
し、G84(G88)モードはパラメータ CLR(No.3402#6)により、解除されない場合もありますので注意が必要です。
・インタロック
インタロックは、G84(G88)にも有効です。
・フィードホールド、シングルブロック
G84(G88)モード中、フィードホールド、シングルブロックは、パラメータ FHD(No.5200#6)に 0 を設定すると無効に
なります。1 を設定すると有効になります。
・手動送り
手動ハンドル送りでリジッドタップを行う場合は、『手動ハンドルによるリジッドタッピング』の項を参照下さい。
それ以外の手動送りでは、リジッドタップはできません。
・バックラッシ補正
リジッドタップモードでは、主軸正転、逆転の際のロストモーションを補正するため、バックラッシ補正を行います。
パラメータ(No.5321~No.5324)にバックラッシ量を設定してください。
穴あけ軸については従来から行われています。
・C 軸クランプ、アンクランプ
リジッドタッピング時に C 軸をメカ的に固定/解除させるための M コードを指令できます。G84(G88)のブロックにク
ランプの M コードを追加する事で両方の M コードが出力されます。タイミングについては後述します。
クランプの M コードはパラメータ(No.5110)に設定します。アンクランプの M コードはパラメータ(No.5110)の設定に
よって表4.4.1 (b)のようになります。
表4.4.1 (b)
パラメータ(No.5110)
0
M コードは出力されない No.5110 の設定値+1 となる
0 以外
制限事項
・軸の切換
穴あけ軸の切換は、固定サイクルをいったんキャンセルしてから行って下さい。リジッドモード中に切換ると、アラ
ーム(PS0206)になります。
・S 指令
使用するギアの最高回転数以上の回転数を指令すると、アラーム(PS0200)になります。また、検出単位レベルで 4msec
または 8msec のパルス数が、シリアルスピンドルでは、4msec または 8msec のパルス数が 32768 以上になる指令をす
ると、アラーム(PS0202)が発生します。
<参考 ・ 具体例>
1回転あたり 4095 パルスの検出器を内蔵したビルドインモータを例にとって解説します。
リジッドタップ時の主軸最大回転数は、下記の通りです。(8msec の場合)
(4095×1000÷8×60)÷4095=7500(min
シリアルスピンドルの場合、
(32767×1000÷8×60)÷4095=60012(min
・F 指令
切削送り上限値以上を指令するとアラーム(PS0201)になります。
・F 指令の単位
G98 1mm/min 0.01inch/min
G99 0.01mm/rev 0.0001inch/rev
-1
)
-1
)[注 : 理論値]
ミリ入力 インチ入力 備考
小数点指定可能
小数点指定可能
- 79 -
Page 94

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
・M29
M29 と G84 の間に S 指令、および軸移動を指令するとアラーム(PS0203)になります。また、タッピングサイクル中に
M29 を指令すると、アラーム(PS0204)になります。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の無いブロックで指令してもモーダルなデータと
して記憶されません。
・キャンセル
01 グループの Gコード(G00~G03,G60(パラメータ MDL(No.5431#0)が 1 のとき))を G84 と同一ブロックで指令
しないで下さい。G84 がキャンセルされます。
・工具位置オフセット
固定サイクルモード中は、工具位置オフセットは無視されます。
・ プログラム再開
リジッドタップ中は、プログラム再開を行うことはできません。
・ R
R は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作のないブロックで指令してもモーダルなデータと
して記憶されません。
・サブプログラム呼出し
固定サイクルモード中のサブプログラム呼出し指令 M98P_は、単独ブロックで指令してください。
例題
タッピング軸送り速度 1000mm/min
主軸回転数 1000min
ねじのリード 1.0mm
<毎分送りのプログラミング>
G98 ; 毎分送り指令
G00 X100.0 ; 位置決め
M29 S1000; リジッドモード指令
G84 Z-100.0 R-20.0 F1000 ;········································································································· リジッドタップ加工
<毎回転送りのプログラミング>
G99 ; 毎回転送り指令
G00 X100.0 ; 位置決め
M29 S1000 ; リジッドモード指令
G84 Z-100.0 R-20.0 F1.0 ;············································································································ リジッドタップ加工
-1
- 80 -
Page 95

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
4.4.2 深穴リジッドタッピング(G84 又はG88)
リジッドタッピング加工において、深いタップを切削する場合、切粉がからまったり、切削抵抗が大きくなり加工し
づらいことがあります。
そういう時に、穴底まで何回かにわけて切削する本機能が便利です。本機能には、高速深穴タッピングサイクルと深
穴タッピングサイクルがあり、パラメータ PCP(No.5200#5)でどちらかを選択することができます。
フォーマット
パラメータ PCP(No.5200#5)=0 の設定にて、G84(G88)をリジッドタッピング指令する場合は、高速深穴リジッドタッ
ピングとなります。
G84 X(U)_ C(H)_ Z(W)_ R_ P_ Q_ F_ K_ M_ ;
または
G88 Z(W)_ C(H)_ X(U)_ R_ P_ Q_ F_ K_ M_ ;
X_ C_ または Z_ C_ : 穴位置データ
または X_ : R 点から穴底までの距離
Z_
イニシャルレベルから R点までの距離
R_ :
穴底でのドウェル時間
P_ :
Q_ :
毎回の切込み量
F_ :
切削送り速度
繰返し回数(繰返す必要のある時のみ)
K_ :
M_ : C軸クランプの M コード(必要な時)
G84または G88 (G98モード) G84 または G88 (G99モード)
R 点
d
d=戻り量
主軸停止
M(α+1)
P2
主軸正転
R 点
q
q
q
主軸停止
Mα
①
主軸停止
主軸逆転
主軸停止
主軸正転
R 点
レベル
d
②
③
d
・高速深穴リジッドタッピングサイクル
R
点からの最初の切込みでは、主軸を正転
させアドレス
け切込む。(動作①)
Q で指令した切込み量 q 分だ
その後、主軸を逆転しパラメータ(No.5213)
に設定した戻り量 d 分だけ引き戻す。(動
作②)
その後、主軸を正転させ(d+q)分の切込みを
行う。(動作③)
以降、穴底(Z 点)に到達するまで、②と③
を繰り返す。
なお、動作①および③には切込み速度とリ
ジッドタップの時定数を用います。
主軸正転
R 点
q
q
q
主軸停止
Mα
①
主軸停止
主軸逆転
主軸停止
主軸正転
②
③
イニシャル
レベル
レベル
d
動作②および穴底(Z 点)から R 点への移
動にはリジッドタップの引抜きオーバライ
ドが有効であり、リジッドタップの引抜き
時定数を用います。
主軸停止
Z 点
P1
主軸逆転
主軸停止
Z 点
P1
パラメータ PCP(No.5200#5)=1 の設定にて、G84(G88)をリジッドタッピングで指令する場合には、深穴リジッドタッ
ピングとなります。
主軸停止
M(α+1)
P2
主軸逆転
- 81 -
Page 96

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
d
切削開始距離
G84 X(U)_ C(H)_ Z(W)_ R_ P_ Q_ F_ K_ M_ ;
または
G88 Z(W)_ C(H)_ X(U)_ R_ P_ Q_ F_ K_ M_ ;
X_ C_ 又は Z_ C_ : 穴位置データ
又は X_ : R 点から穴底までの距離
Z_
イニシャルレベルから R点までの距離
R_ :
P_ :
穴底でのドウェル時間
Q_ :
毎回の切込み量
F_ :
切削送り速度
K_ :
繰返し回数(繰返す必要のある時のみ)
M_ : C軸クランプの M コード(必要な時)
G84 または G88 (G98 モード) G84または G88 (G99 モード)
イニシャル
レベル
=
主軸停止
M(α+1)
P2
d
d
d
主軸正転
R 点
レベル
q
q
q
主軸停止
R 点
主軸停止
主軸逆転
Mα
①
②
主軸停止
主軸正転
③
④
・深穴リジッドタッピングサイクル
R
点からの最初の切込みでは、主軸を正転
させてアドレス
だけ切込む。(動作①)
Q で指令した切込み量 q 分
その後、主軸を逆転させて R 点まで戻る。
(動作②)
その後、主軸を正転させ、切削開始点への
移動として[(先に切込んだ位置)-(パ
ラメータ
離
(No.5213)に設定した切削開始距
d)]の位置まで切込む。(動作③)
続けて、(d+q)分を切込む。(動作④)
以降、穴底(Z 点)に到達するまで、②から
④を繰り返す。
主軸正転
R 点
レベル
R 点
q
q
q
主軸停止
Mα
①
主軸停止
主軸逆転
主軸停止
主軸正転
③
②
④
なお、動作①および④には切込み速度とリ
ジッドタップの時定数を用います。
動作②、③および穴底(Z 点)から R 点へ
の移動にはリジッドタップの引抜きオーバ
ライドが有効であり、リジッドタップの引
抜き時定数を用います。
主軸停止
Z 点
P1
主軸逆転
主軸停止
Z 点
P1
主軸逆転
解説
・切削開始距離
切削開始距離 d は、パラメータ(No.5213)によって設定されます。
・戻り量
毎回の戻り量 d は、パラメータ(No.5213)によって設定されます。
・戻り速度
戻り動作時の速度には、穴底(Z 点)から R 点への移動と同様に、パラメータ DOV(No.5200#4)、パラメータ
OVU(No.5201#3)、パラメータ(No.5211)の設定によって最大 2000%のオーバライドを有効にすることができます。
・切削開始点への切込み速度
切削開始点への切込み時の速度には、穴底(Z 点)から R 点への移動と同様に、パラメータ DOV(No.5200#4)、パラ
メータ OVU(No.5201#3)、パラメータ(No.5211)の設定によって最大 2000%のオーバライドを有効にすることができま
す。
・補間後加減速
直線形加減速または、ベル形加減速をかけることができます。
主軸停止
M(α+1)
P2
d
d
d
- 82 -
Page 97

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
・先読み補間前加減速
先読み補間前加減速は無効です。
・オーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
(1) 引き抜きオーバライド
(2) オーバライド信号
詳細は、後述します。
・ドライラン
ドライランは、G84(G88)にも有効です。したがって、G84(G88)の穴あけ軸の速度にドライランがかけられると、それ
に合わせてタッピングを行います。
ドライラン速度が早いと主軸の速度も早くなりますので注意してください。
・マシンロック
マシンロックは、G84(G88)にも有効です。
マシンロック状態で G84(G88)を実行しても穴あけ軸の動きはありません。したがって主軸も動作しません。
・リセット
リジッドタップ中にリセットすると、リジッドタップモードを解除し、主軸モータは通常のモードになります。ただ
し、G84(G88)モードはパラメータ CLR(No.3402#6)により、解除されない場合もありますので注意が必要です。
・インタロック
インタロックは、G84(G88)にも有効です。
・フィードホールド、シングルロック
G84(G88)モード中、フィードホールド、シングルブロックは、パラメータ FHD(No.5200#6)に 0 を設定すると無効に
なります。1 を設定すると有効になります。
・手動送り
手動ハンドル送りでリジッドタップを行う場合は、『手動ハンドルによるリジッドタッピング』の項を参照下さい。
それ以外の手動送りでは、リジッドタップはできません。
・バックラッシ補正
リジッドタップモードでは、主軸正転、逆転の際のロストモーションを補正するため、バックラッシ補正を行います。
パラメータ(No.5321~No.5324)にバックラッシ量を設定してください。
穴あけ軸については従来から行われています。
・Series 15 フォーマット
パラメータ FCV(No.0001#1)が 1 の時、G84.2 により実行可能となります。動きは G84 と同様になります。ただし繰り
返し回数の指令フォーマットは L となります。
制限事項
・軸の切換
穴あけ軸の切換は、固定サイクルをいったんキャンセルしてから行って下さい。リジッドモード中に切換るとアラー
ム(PS0206)になります。
・S 指令
• 使用するギアの最高回転数以上の回転数を指令すると、アラーム(PS0200)になります。
• リジッドタッピングで使用された S は、リジッドタッピングの固定サイクルキャンセル時にクリアされて、S0 が
指令された状態になります。
・主軸の分配量
シリアルスピンドルの場合、4msec または 8msec あたり 32767pulse
までです。(診断表示の No.451 で表示されます。)
- 83 -
Page 98

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
この値は、ポジションコーダのギア比設定や、リジッドタップの指令によって変りますが、この上限を超えるような
指令がなされた場合には、アラーム(PS0202)が発生します。
・F 指令
切削送り速度の上限値以上を指令すると、アラーム(PS0011)になります。
・F 指令の単位
G98 1mm/min 0.01inch/min
G99 0.01mm/rev 0.0001inch/rev
・M29
M29 と G84 の間に S 指令、および軸移動を指令すると、アラーム(PS0203)になります。
また、タッピングサイクル中に M29 を指令すると、アラーム(PS0204)になります。
・P/Q
P,Q は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の無いブロックで指令してもモーダルなデータ
として記憶されません。
Q0 が指令されると、深穴リジッドタッピングサイクルは行なわれません。
・キャンセル
01 グループの G コード(G00~G03,G60(パラメータ MDL(No.5431#0)が 1 のとき))を G84 と同一ブロックで指令
しないで下さい。G84 がキャンセルされます。
・工具位置オフセット
固定サイクルモード中は、工具位置オフセットは無視されます。
・サブプログラム呼出し
固定サイクルモード中のサブプログラム呼出し指令 M98P_は、単独ブロックで指令してください。
・戻り量・切削開始距離
戻り量および切削開始距離(パラメータ(No.5213))は R 点を越えないように設定してください。
ミリ入力 インチ入力 備考
小数点指定可能
小数点指定可能
4.4.3 固定サイクルキャンセル (G80)
リジッドタッピングの固定サイクルをキャンセルします。
指令方法は、穴あけ用固定サイクルキャンセルと同じですので、「穴あけ用固定サイクルキャンセル」の項を参照し
て下さい。
注
リジッドタッピングの固定サイクルキャンセル時には、リジッドタッピングで使用していたSの値もクリア
されます。(S0を指令した状態と等価になります。)
すなわち、リジッドタッピングのために指令したSを、リジッドタッピングの固定サイクルをキャンセルし
た後に続くプログラムで利用することはできません。
リジッドタッピングの固定サイクルをキャンセルした後には、必要に応じてSを指令しなおしてください。
4.4.4 リジッドタッピング中のオーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
・引き抜きオーバライド
・オーバライド信号
- 84 -
Page 99

B-63944JA-1/04 プログラミング 4.プログラミングを簡単にする機能
4.4.4.1 引き抜きオーバライド
引き抜きオーバライドは、パラメータ設定された固定のオーバライド値か、プログラムにて指定されたオーバライド
値のいずれかを、引き抜き時(深穴/高速深穴時のリトラクト時を含みます)に有効とすることができます。
解説
・パラメータ指定
パラメータ DOV(No.5200#4)に 1 を設定し、オーバライド値をパラメータ(No.5211)に設定します。
オーバライド値は、0~200%まで 1%刻みで設定可能です。また、パラメータ OVU(No.5201#3)に 1 を設定すると、10%
刻みで 0~2000%まで設定可能となります。
・プログラム指定
パラメータ DOV(No.5200#4)とパラメータ OV3(No.5201#4)に 1 を設定すると、引き抜き時の主軸回転数をプログラム
にて指令できます。
リジッドタップの指令ブロックに「J」アドレスを用いて引き抜き時の主軸回転数指定します。
例)切込み時 S=1000min
・
M29 S1000 ;
G84 Z-100. F1000. J2000 ;
・
実際のオーバライド値への換算は、以下のように計算します。
したがって、引き抜き時の主軸回転数が「J」アドレスにて指定された回転数と一致しない場合があります。また、オ
ーバライド値が 100%~200%の範囲を外れた場合は、100%となります。
オーバライド値(%)
パラメータ設定と指令により実際に有効となるオーバライドは、表4.4.4.1 (a)のようになります。
指令
の主軸回転数指令あり
アドレス「J」による引き抜き時の
主軸回転数指令なし
-1
引き抜き時 S=2000min-1の場合
指令)数(引き抜き時の主軸回転
J
指令)主軸回転数(
S
パラメータ設定
100~200%の範囲内 プログラム指令 アドレス「J」による引き抜き時
100~200%の範囲外 100%
×=
100
表4.4.4.1 (a)
DOV=1
OV3=1 OV3=0
パラメータ
パラメータ
(No.5211)
(No.5211)
DOV=0
100%
- 85 -
Page 100

4.プログラミングを簡単にする機能 プログラミング B-63944JA-1/04
注
1
アドレス「J」の指令には、小数点を使用しないで下さい。
小数点を使用した場合は、以下のようになります。
例)基準軸の設定単位が
・電卓形小数点入力でない場合
・電卓形小数点入力の場合
2
アドレス「J」の指令には、マイナス符号を使用しないで下さい。
マイナス符号を使用した場合は、
3
引き抜きオーバライド値をかけた主軸回転数が、使用中のギアの最高回転数(パラメータ
No.5244)
の値によっては、主軸最高回転数と一致しない場合があります。
4
引き抜き時の主軸回転数を指定するアドレス「J」は、リジッドタップモード中に指令されると、固定サイク
ルがキャンセルされるまで有効となります。
指令値が最小設定単位を考慮した値に変換されます。
“J200.” は、200000min
小数点以下を切り捨てた値に変換されます。
“J200.” は、200min
)を超えないように、オーバライドの最大値を下記計算により求めます。そのため、オーバライド
IS-B
-1
(%)オーバライドの最大値
の場合
-1
となります。
となります。
100~200
%の範囲外を指令したものと見なされます。
メータ設定)主軸最高回転数(パラ
S×=指令)主軸回転数(
(No.5241
100
~
4.4.4.2 オーバライド信号
パラメータ OVS(No.5203#4)に 1 を設定すると、リジッドタップ中の切込み/引き抜き動作に下記のようにオーバライ
ドをかけることができます。
(1) 送り速度オーバライド信号でオーバライドをかける
(第 2 送り速度オーバライド信号が有効な場合は、送り速度オーバライドがかかった後の速度に対し第 2 送り速
度オーバライドがかかります)
(2) オーバライドキャンセル信号にてオーバライドをキャンセル
本機能と各動作のオーバライドの関係は、次のようになります。
(1) 切込み時
オーバライドキャンセル信号=0 の場合: オーバライド信号で指令された値
オーバライドキャンセル信号=1 の場合: 100%
(2) 引き抜き時
オーバライドキャンセル信号=0 の場合: オーバライド信号で指令された値
オーバライドキャンセル信号=1 の場合で
引き抜きオーバライドが無効な場合: 100%
引き抜きオーバライドが有効な場合: 引き抜きオーバライドにて指定された値
注
1
オーバライド値をかけた主軸回転数が、使用中のギアの最高回転数(パラメータ
えないように、オーバライドの最大値を下記計算により求めます。そのため、オーバライドの値によっては、
主軸最高回転数と一致しない場合があります。
(%)オーバライドの最大値
2
オーバライドの操作については、ご使用の機械によって異なりますので機械メーカの説明書を参照して下さ
い。
メータ設定)主軸最高回転数(パラ
S×=指令)主軸回転数(
100
(No.5241~No.5244)
)を超
- 86 -
 Loading...
Loading...