


CF85
Table of contents
 Loading...
Loading...
Maintenance manual
CF85
https://www.truck-manuals.net/

https://www.truck-manuals.net/

©200423 DAF Trucks N.V., Eindhoven,
The Netherlands.
In the interest of continuing product development,
DAF reserves the right to change specifications
or products at any time without prior notice.
No part of this publication may be reproduced
and/or published by printing, by photocopying, on
microfilm or in any way whatsoever without the
prior consent in writing of DAF Trucks N.V.
©
200423 DW13278604
https://www.truck-manuals.net/

https://www.truck-manuals.net/

ΧΦ85 series
STRUCTURE
Structure
TECHNICAL DATA
0
1
THREADED CONNECTIONS
2
FLUIDS, OIL AND LUBRICANTS
3
MAINTENANCE SCHEDULE
4
EXPLANATORY NOTES ON THE MAINTENANCE ACTIVITIES
5
©
200423
https://www.truck-manuals.net/

https://www.truck-manuals.net/

TECHNICAL DATA
ΧΦ85 series
0 Technical data
CONTENTS
Page Date
1. XE ENGINE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 . . . . . 200423
1.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 . . . . . 200423
1.2 Tightening torques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2 . . . . . 200423
1.3 Filling capacities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-2 . . . . . 200423
2. GEARBOX. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1 . . . . . 200423
2.1 Tightening torques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-1 . . . . . 200423
2.2 Filling capacities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2-3 . . . . . 200423
3. REAR AXLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1 . . . . . 200423
3.1 Tightening torques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-1 . . . . . 200423
3.2 Filling capacities . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-2 . . . . . 200423
4. BRAKES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 . . . . . 200423
4.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4-1 . . . . . 200423
5. STEERING GEAR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 . . . . . 200423
5.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-1 . . . . . 200423
5.2 Tightening torques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5-2 . . . . . 200423
Contents
0
6. FRONT AXLE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 . . . . . 200423
6.1 Tightening torques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-1 . . . . . 200423
7. LEADING REAR AXLE 09N044 (FTP-TYPE VEHICLES) . . . . . . . . . . . . . . . . . 7-1 . . . . . 200423
7.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-1 . . . . . 200423
7.2 Tightening torques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7-2 . . . . . 200423
©
200423 1
https://www.truck-manuals.net/

TECHNICAL DATA
0
Contents
ΧΦ85 series
2
©
200423
https://www.truck-manuals.net/
TECHNICAL DATA
ΧΦ85 series
1. XE ENGINE
1.1 GENERAL
XE engine
Valve clearance
Valve clearance (cold/hot)
Inlet 0.50 mm
Exhaust 0.50 mm
DEB
DEB setting 1.40 mm
V-belt tension
V-belt tension, "AVX" raw edge
Application example: air-conditioning compressor drive
New V-belt
Setting tension 600
Test tension 400
Run-in V-belt
(2)
(3)
(1)
XE engine
0
(N)
Minimum tension 250
Adjusting tension 350
V-belt tension, "XPB" raw edge
Application example: steering pump drive on FAX vehicle
New V-belt
(2)
Setting tension 1250
Test tension 950
Run-in V-belt
(3)
Minimum tension 750
Adjusting tension 950
(1) Raw-edge V-belts can be recognised by the absence of
textile fabric in the rubber, with the exception of the top of
the belt edge, on the edges and the insides of the belt
(polished belt edges). Version: either a toothed or a nontoothed belt.
(2) After fitting the new V-belt, set the pre-tension to the
"setting tension" and after a trial run check whether the
pre-tension complies with the "test tension". If the test
tension reading is lower than the value specified in the
table, set the V-belt to the minimum "test tension".
(3) If the V-belt tension is lower than the "minimum tension",
set the belt to the "adjusting tension".
(1)
(N)
M2121
©
200423 1-1
https://www.truck-manuals.net/

TECHNICAL DATA
0
XE engine
1.2 TIGHTENING TORQUES
The tightening torques specified in this paragraph
are different from the standard tightening torques
cited in the overview of the standard tightening
torques. The other threaded connections not
specified must therefore be tightened to the
torque cited in the overview of standard
tightening torques.
When attachment bolts and nuts are replaced, it
is important - unless stated otherwise - that these
bolts and nuts are of exactly the same length and
property class as those removed.
XE engine
Lubrication system
Oil drain plug 60 Nm
Oil filter screw cap 40 Nm
Centrifugal filter central bolt 20 Nm
Fuel system
Fuel filter screw cap 25 Nm
ΧΦ85 series
Cylinder head cover
Cylinder head cover attachment bolts 25 Nm
DEB
DEB attachment bolts 110 Nm
DEB set screw nut 25 Nm
V-belt tensioner
Central bolt, tensioning gear 110 Nm
1.3 FILLING CAPACITIES
XE engine
Lubrication system
Total capacity (including oil cooler and oil filter) approx. 34 litres
Capacity of oil sump, maximum level approx. 30 litres
Capacity of oil sump, minimum level approx. 22 litres
Cooling system
Cooling system approx. 47 litres
With integrated retarder approx. 57 litres
1-2
https://www.truck-manuals.net/
©
200423
TECHNICAL DATA
ΧΦ85 series
2. GEARBOX
2.1 TIGHTENING TORQUES
The tightening torques specified in this paragraph
are different from the standard tightening torques
cited in the overview of the standard tightening
torques. The other threaded connections not
specified must therefore be tightened to the
torque cited in the overview of standard
tightening torques.
When attachment bolts and nuts are replaced, it
is important - unless stated otherwise - that these
bolts and nuts are of exactly the same length and
property class as those removed.
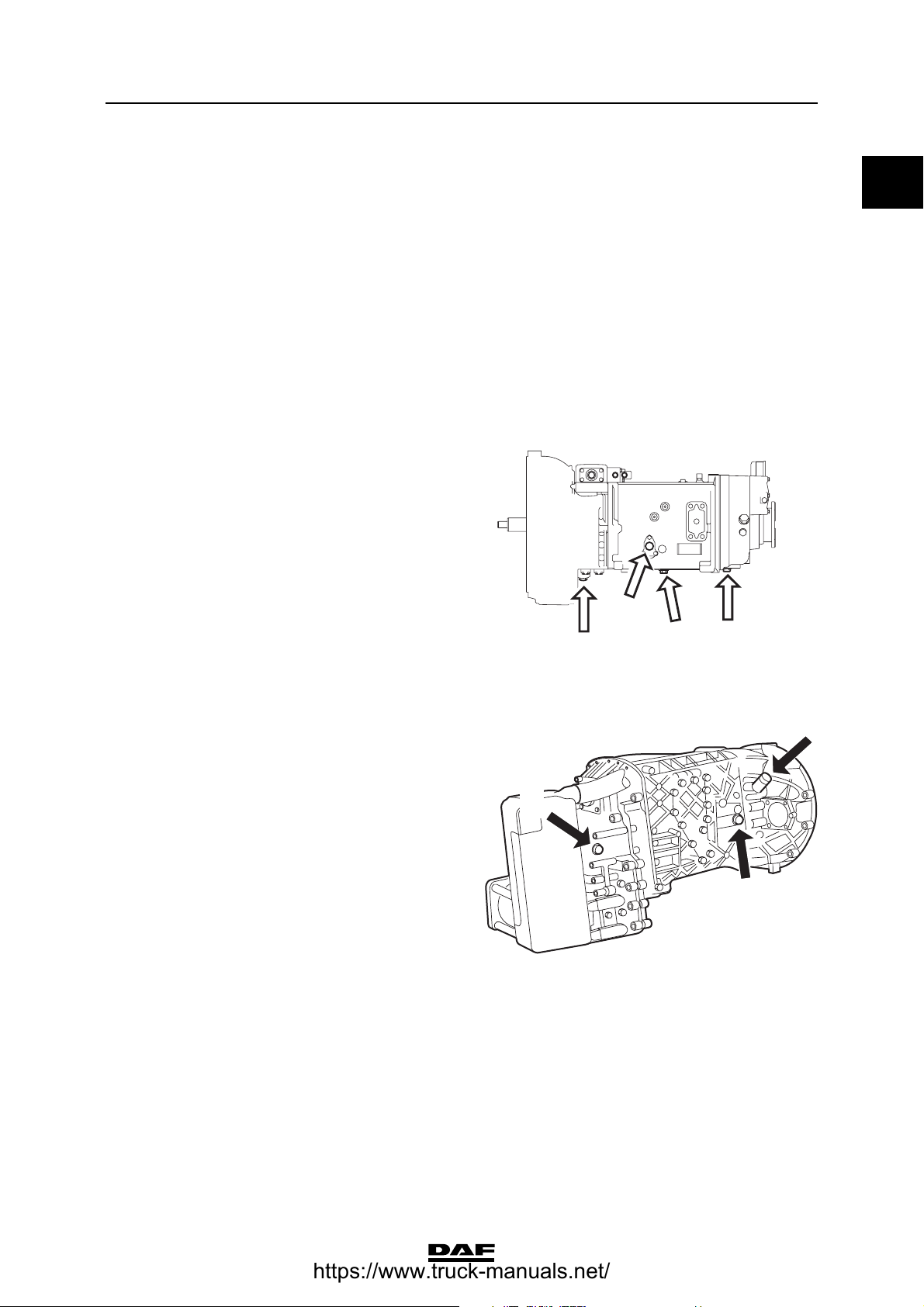
ZF 8S -151/181 and 16S-151/181/221
gearboxes
Level check/filler plug (A) 60 Nm
M24 drain plug (B) 60 Nm
M38 drain plug (B) 120 Nm
Drain plug (C/D) 60 Nm
Gearbox
0
ZF 8S-151/181 and 16S-151/181/221 with
integrated retarder
Drain plug (D) 60 Nm
D
B
A
C
D
M3023
B
C
V300186
©
200423 2-1
https://www.truck-manuals.net/
TECHNICAL DATA
0
Gearbox
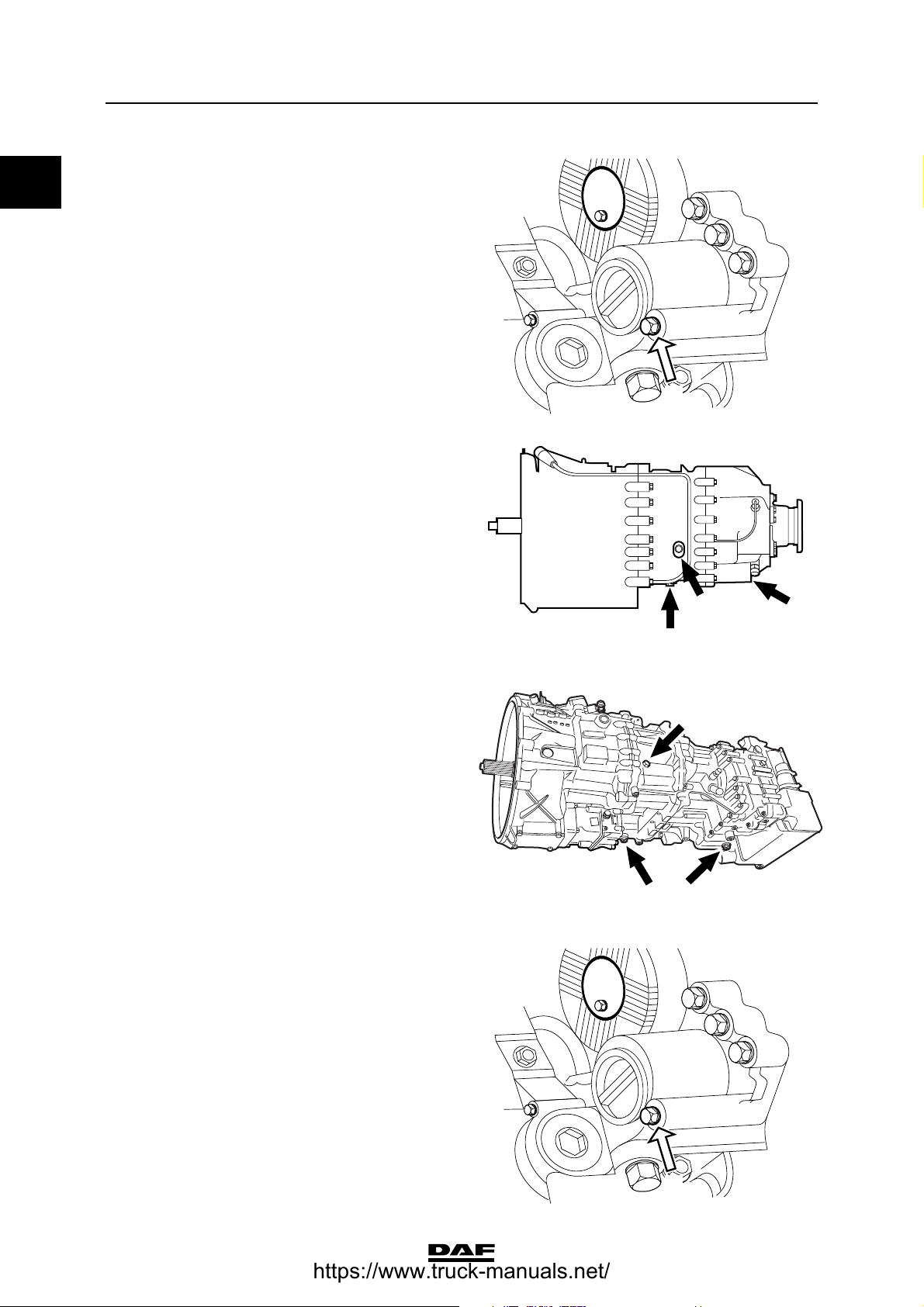
Oil filter attachment bolt (1) 23 Nm
ZF AS Tronic
Level check/filler plug (A) 60 Nm
Drain plug (B/C) 60 Nm
1
ΧΦ85 series
M3052
ZF AS Tronic with integrated retarder
Level check/filler plug (A) 60 Nm
Drain plug (B/C) 60 Nm
Oil filter attachment bolt (1) 23 Nm
B
AC
B
G000243
A
C
G000250
2-2
https://www.truck-manuals.net/
1
M3052
©
200423

TECHNICAL DATA
ΧΦ85 series
2.2 FILLING CAPACITIES
ZF gearboxes
ZF 8S/16S-151
Filling capacity approx. 11 litres
ZF 8S/16S-181
Filling capacity approx. 13 litres
ZF 16S-221
Filling capacity approx. 13 litres
ZF 16S-151 with integrated retarder
Filling capacity approx. 11 litres
ZF 16S-181 with integrated retarder
Filling capacity approx. 12 litres
ZF 16S-221 with integrated retarder
Filling capacity approx. 12 litres
Gearbox
0
ZF AS Tronic gearboxes
ZF 12 AS 1930/2330
Filling capacity approx. 11 litres
ZF 12 AS 2540
Filling capacity approx. 12 litres
ZF 12 AS 1931/2331 with integrated retarder
Filling capacity approx. 12 litres
ZF 12 AS 2541 with integrated retarder
Filling capacity approx. 13 litres
©
200423 2-3
https://www.truck-manuals.net/

TECHNICAL DATA
0
Gearbox
ΧΦ85 series
2-4
https://www.truck-manuals.net/
©
200423

TECHNICAL DATA
ΧΦ85 series
3. REAR AXLE
3.1 TIGHTENING TORQUES
The tightening torques stated in this paragraph
are different from the standard tightening torques
stated in the overview of the standard tightening
torques. The other threaded connections not
specified must therefore be tightened to the
torque stated in the overview of standard
tightening torques.
When attachment bolts and nuts are replaced, it
is important that - unless stated otherwise - these
bolts and nuts are of exactly the same length and
property class as those removed.
Filler and drain plugs/hub plugs (Torx wrench) 85 Nm
M24 U-bolt nut, property class 8
If flanged nut 740 Nm ≥ 55 Nm
If yellow zinc plated hexagonal nut 615 Nm ≥ 50 Nm
Rear axle
0
(1)
(1)
(1) Evenly tighten the two U-bolt nuts alternately.
M24 U-bolt nut, property class 10
If flanged nut 880 Nm ≥ 60 Nm
If yellow zinc plated hexagonal nut 615 Nm ≥ 50 Nm
(1) Evenly tighten the two U-bolt nuts alternately.
M22 U-bolt nut, property class 10
(leading rear axle)
If flanged nut 700 Nm ≥ 50 Nm
If yellow zinc plated hexagonal nut 530 Nm ≥ 40 Nm
(1) Evenly tighten the two U-bolt nuts alternately.
(1)
(1)
(1)
(1)
©
200423 3-1
https://www.truck-manuals.net/

TECHNICAL DATA
0
Rear axle
ΧΦ85 series
3.2 FILLING CAPACITIES
Differential Filling quantity with
minimum caster
1339 axle approx. 18.0 litres approx. 20.0 litres
1347 axle approx. 21.5 litres approx. 23.5 litres
1354 axle approx. 16.5 litres approx. 16.5 litres
1355(T) axle (1
1355(T) axle (2
1132(T) axle (1
1132(T) axle (2
Wheel hub Filling capacity per hub
1354 axle approx. 2 litres
1355(T) axle approx. 2 litres
1132(T) axle approx. 0.8 litres
st
axle) approx. 13.0 litres approx. 18.0 litres
nd
axle) approx. 11.5 litres approx. 13.0 litres
st
axle) approx. 17.0 litres approx. 25.5 litres
nd
axle) approx. 15.0 litres approx. 17.5 litres
Filling quantity with
maximum caster
3-2
https://www.truck-manuals.net/
©
200423

TECHNICAL DATA
ΧΦ85 series
4. BRAKES
4.1 GENERAL
Brake travel of automatic brake adjuster (Haldex) 35 - 40 mm
Brake travel of automatic brake adjuster
(FTP axle) 25 - 35 mm
Reverse torque of adjusting bolt > 18 Nm
Brakes
0
©
200423 4-1
https://www.truck-manuals.net/

TECHNICAL DATA
0
Brakes
ΧΦ85 series
4-2
https://www.truck-manuals.net/
©
200423

TECHNICAL DATA
ΧΦ85 series
5. STEERING GEAR
5.1 GENERAL
Maximum steering ball joint axial clearance 1.5 mm
Steering gear
0
©
200423 5-1
https://www.truck-manuals.net/
TECHNICAL DATA
0
Steering gear
5.2 TIGHTENING TORQUES
Steering gear
The tightening torques stated in this paragraph
are different from the standard tightening torques
stated in the overview of the standard tightening
torques. The other threaded connections not
specified must therefore be tightened to the
torque stated in the overview of standard
tightening torques.
When attachment bolts and nuts are replaced, it
is important that - unless stated otherwise - these
bolts and nuts are of exactly the same length and
property class as those removed.
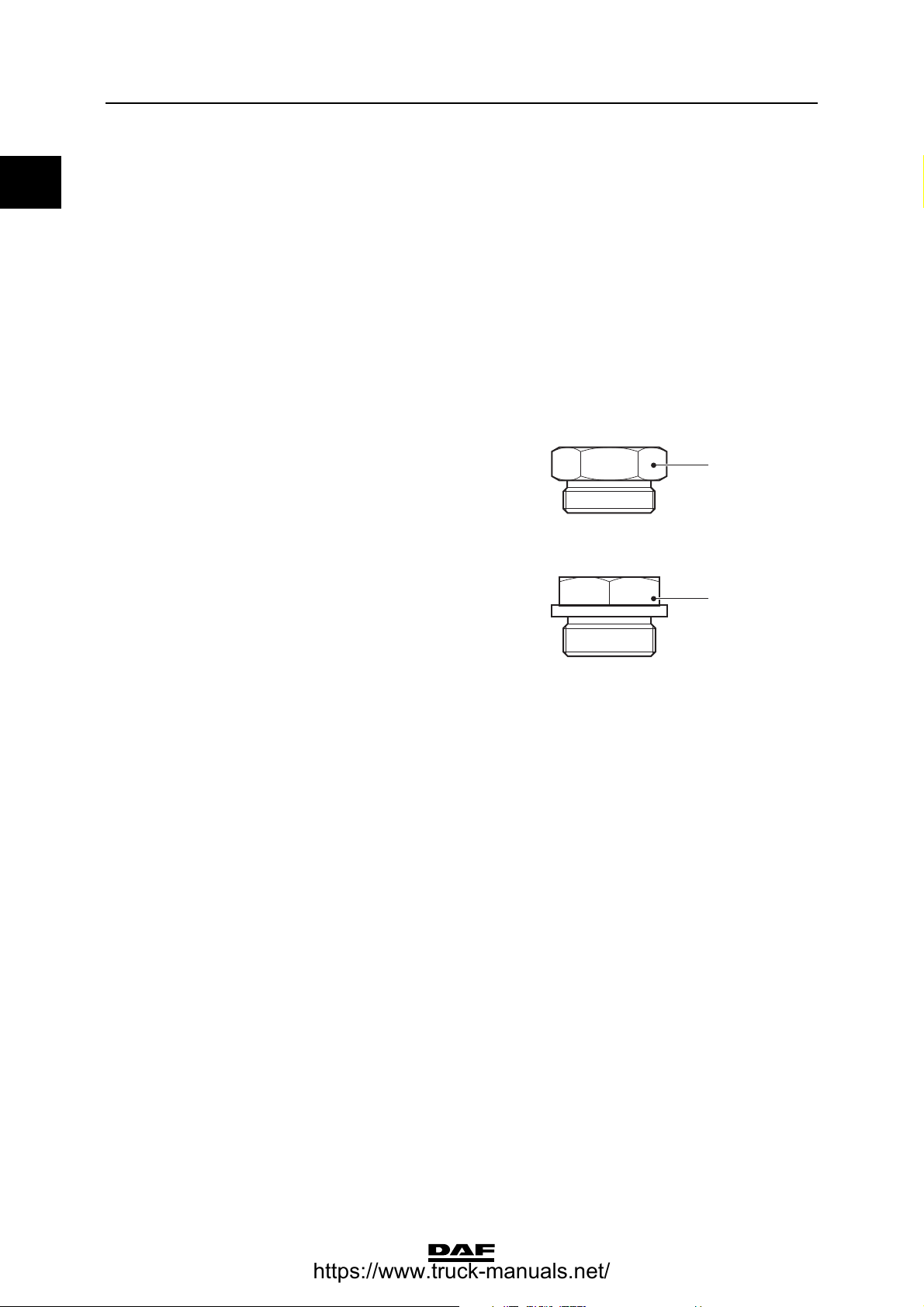
Filter plug without flange (A),
fluid flow control valve block
of EMAS system 125 Nm ≥ 5 Nm
ΧΦ85 series
A
S7 00 906
Filter plug with flange (B),
fluid flow control valve block
of EMAS system 270 Nm ≥ 20 Nm
Note:
- The two plugs are interchangeable.
Attachment bolt, steering column universal joint 54 Nm + 4 Nm
(1) Fit new original attachment bolt and nut.
B
S7 00 907
(1)
5-2
https://www.truck-manuals.net/
©
200423

TECHNICAL DATA
ΧΦ85 series
6. FRONT AXLE
6.1 TIGHTENING TORQUES
The tightening torques stated in this paragraph
are different from the standard tightening torques
stated in the overview of the standard tightening
torques. The other threaded connections not
specified must therefore be tightened to the
torque stated in the overview of standard
tightening torques.
When attachment bolts and nuts are replaced, it
is important that - unless stated otherwise - these
bolts and nuts are of exactly the same length and
property class as those removed.
U-bolt nut M20, property class 10
If flanged nut 450 Nm ≥ 40 Nm
If yellow zinc plated hexagonal nut 400 Nm ≥ 40 Nm
(1) Evenly tighten the two U-bolt nuts alternately.
Front axle
0
(1)
(1)
M22 U-bolt nut, property class 10
(leading rear axle)
If flanged nut 700 Nm ≥ 50 Nm
If yellow zinc plated hexagonal nut 530 Nm ≥ 40 Nm
(1) Evenly tighten the two U-bolt nuts alternately.
(1)
(1)
©
200423 6-1
https://www.truck-manuals.net/

TECHNICAL DATA
0
Front axle
ΧΦ85 series
6-2
https://www.truck-manuals.net/
©
200423

TECHNICAL DATA
ΧΦ85 series
Leading rear axle 09N044 (FTP-type vehicles)
7. LEADING REAR AXLE 09N044 (FTP-TYPE VEHICLES)
7.1 GENERAL
Wheel bearing play, 09N044 leading rear axle 0 mm
0
©
200423 7-1
https://www.truck-manuals.net/

TECHNICAL DATA
0
Leading rear axle 09N044 (FTP-type vehicles)
7.2 TIGHTENING TORQUES
The tightening torques stated in this paragraph
are different from the standard tightening torques
stated in the overview of the standard tightening
torques. The other threaded connections not
specified must therefore be tightened to the
torque stated in the overview of standard
tightening torques.
When attachment bolts and nuts are replaced, it
is important that - unless stated otherwise - these
bolts and nuts are of exactly the same length and
property class as those removed.
Hub nut 100 Nm
Hub cap 500 Nm
U-bolt nut M20, property class 10 553 Nm
(1) Turn back until split pin can be fitted.
(2) Evenly tighten the two U-bolt nuts alternately.
ΧΦ85 series
(1)
(2)
7-2
https://www.truck-manuals.net/
©
200423
THREADED CONNECTIONS
ΧΦ85 series
2 Threaded connections
CONTENTS
Page Date
1. THREADED CONNECTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 . . . . . 200423
1.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 . . . . . 200423
Contents
2
©
200423 1
https://www.truck-manuals.net/
THREADED CONNECTIONS
2
Contents
ΧΦ85 series
2
©
200423
https://www.truck-manuals.net/
THREADED CONNECTIONS
ΧΦ85 series
1. THREADED CONNECTIONS
1.1 GENERAL
The components may have threaded connections
that have been treated with lubricant (dipped
threaded connection). Galvanised bolts and nuts
are wax dipped in the factory. Black annealed
and phosphatised bolts and nuts are oil dipped.
The advantage of using dipped nuts and bolts is
that friction during tightening is reduced, so that
the specified pre-tension force can be accurately
obtained. The tightening torque can be reduced
while the pre-tension force remains the same.
To achieve a small spread in the pre-tension
force, the dipped threaded connection must be
tightened accurately.
Therefore, always use a reliable torque wrench
that provides a high degree of accuracy.
Note:
Have torque wrenches regularly inspected and
calibrated.
Threaded connections
2
Re-use of fasteners (bolt/nut/threaded end)
1. Clean the thread (take particular care to
remove locking compound residues) and the
clamping faces
2. Check the thread for damage.
To do so, manually screw a new nut/bolt onto
the thread to be checked.
If the new nut/bolt cannot be fully handscrewed onto the entire thread of the
fastener to be checked, the fastener is not
allowed to be re-used.
3. Apply one drop of engine oil to the upper turn
of the bolt (threaded end)/lower turn of the
nut and one drop to the clamping faces
(other lubricants are not allowed).
4. If a locking compound has been specified, oil
should not be applied to the thread.
©
200423 1-1
https://www.truck-manuals.net/
THREADED CONNECTIONS
2
Threaded connections
The following applies to all threaded
connections (for both new and used
vehicles):
- in the case of standard connections, apply
the lubricant before fitting, and (re)tighten in
accordance with the standard for dipped
bolts;
- in the case of special connections, apply the
lubricant before fitting, and (re)tighten in
accordance with the values specified in the
instructions.
The instructions for using lubricants also apply to
new bolts from the warehouse. Dry threaded
connections may not be used because of their
highly variable friction coefficients.
Please consult the workshop manual
for the specified tightening torque.
}
ΧΦ85 series
1-2
https://www.truck-manuals.net/
©
200423
FLUIDS, OIL AND LUBRICANTS
ΧΦ85 series
3 Fluids, oil and lubricants
CONTENTS
Page Date
1. SPECIFICATIONS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 . . . . . 200423
1.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-1 . . . . . 200423
Contents
3
©
200423 1
https://www.truck-manuals.net/

FLUIDS, OIL AND LUBRICANTS
3
Contents
ΧΦ85 series
2
©
200423
https://www.truck-manuals.net/
Loading...