

Page 1

PC / DNC 1200
Manuel d'utilisation (2D + 3D)
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-12PS23D-FR
Page 2
Les informations figurant dans le présent document sont sujettes à révision sans préavis
et ne représentent aucun engagement de la part de CYBELEC SA.
Le logiciel décrit dans ce document est diffusé dans le cadre d'un accord de licence ou de non-divulgation
et ne peut être utilisé ou copié qu'en conformité avec les stipulations de l'accord. Toute copie du
programme CYBELEC sur cassette, disque ou autre support à des fins autres que l'usage personnel du
programme par l'acheteur est interdite par la loi.
Copyright CYBELEC SA. Tous droits réservés.
Remarque:
La présente notice explique la programmation normale et standard de la commande numérique.
Cette dernière étant équipée de fonctions configurables par le constructeur de la machine pour ses besoins
spécifiques, veuillez donc vous référer aux instructions complémentaires fournies par le constructeur de
la machine pour la programmation de ces fonctions.
Autocad
CYBELEC
Ethernet
IBM
est une marque déposée de Autodesk Inc.
est une marque déposée de CYBELEC S.A.
est une marque déposée de Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
sont des marques déposées de International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
est une marque déposée de Microsoft Corporation.
est une marque déposée de Microsoft Corporation.
est une marque de fabrique de Novell, Incorporated.
est une marque déposée de Microsoft Corporation.
Page 3

C
ONSIGNES DE SECURITE ET D'ENTRETIEN
L'opérateur doit être formé pour utiliser la machine
sur laquelle est installée la commande numérique.
Une mauvaise utilisation de la commande numérique
peut entraîner un préjudice grave au matériel et/ou
aux personnes.
Une modification de paramètres machine peut
causer des dégâts matériels importants ou une
production de qualité irrégulière.
Le panneau arrière ne doit être retiré que par un
technicien qualifié (danger d'électrocution).
N'exposez pas la commande numérique à une
humidité excessive pour éviter tout risque
d'électrocution et toute détérioration de l'appareil.
Assurez-vous que la commande numérique soit hors
tension avant de procéder à un nettoyage. N'utilisez
pas de liquides à base d'alcool ou d'ammoniaque.
Faites appel à un technicien en cas de
dysfonctionnement de la commande numérique.
Evitez d'exposer la commande numérique au
rayonnement solaire direct ou à toute autre source
de chaleur.
Ne placez pas à proximité de la commande
numérique des objets magnétiques tels que
transformateurs, moteurs etc. ou des appareils
générant des parasites (soudeuses à arc etc.).
Echangez régulièrement les filtres des ventilateurs
afin d'éviter une surchauffe.
CONSIGNES DE SECURITE PAGE I
Page 4

Cette page a été intentionnellement laissée blanche.
Page 5

A
CCORD DE LICENCE POUR LOGICIEL CYBELEC
COPYRIGHT GENERAL
Les logiciels CYBELEC sont protégés par copyright et tous les droits de copie sont réservés.
Les logiciels CYBELEC peuvent seulement être implantés et utilisés dans les équipements (PC ou DNC)
autorisés.
Les manuels d'utilisation sont aussi couverts par le copyright et tous les droits d'utilisation et de copie
sont réservés.
Ce document ne peut pas être, en tout ou en partie, copié, photocopié, reproduit, traduit ou réduit sans le
consentement préalable par écrit de CYBELEC.
COPYRIGHT SPECIAL DISQUETTES
Les utilisateurs légaux de ce produit sont autorisés uniquement à copier la disquette dans la mémoire de
l'ordinateur pour exécuter le programme et à faire une copie de sauvegarde (Back Up) de la disquette
originale à seule fin de pouvoir remédier à une perte éventuelle du programme original.
Les copies non autorisées, la duplication, la vente ou la distribution de ce produit constituent une
violation de la loi.
COPYRIGHT SPECIAL EPROMS
Les appareils DNC et CNC de CYBELEC dans lesquels le logiciel original produit chez CYBELEC
aurait été remplacé par une copie non faite par CYBELEC et sans l'autorisation écrite de CYBELEC
perdent immédiatement leur garantie.
GARANTIE
CYBELEC ne garantit pas que ses produits logiciels pourront travailler correctement dans n'importe quel
environnement de computer et de programmation.
Les limites d'emploi d'un logiciel et ses spécifications techniques sont décidées uniquement par
CYBELEC; CYBELEC est seule habilitée à décider de la conformité et des performances du logiciel.
Les logiciels ne sont pas prévus pour compenser les incompatibilités entre les systèmes d'exploitation et
leurs révisions ou changement de version.
L'utilisation de différentes révisions ou de différentes versions du logiciel CYBELEC ou le passage d'une
version ou révision à une autre peut causer la perte ou la modification d'informations.
ACCORD DE LICENCE PAGE III
Page 6
SERVICE DE CHANGEMENT DU LOGICIEL
L'achat du logiciel donne droit pendant une année à la fourniture des révisions de logiciels du type
"correction".
Lors de l'emploi d'une version révisée ou corrigée du logiciel il est possible que des pertes de données
(programme, paramètres de réglage, etc.) se produisent ou qu'il soit nécessaire de faire des modifications
à l'appareil ou à son raccordement; ces effets ne sont pas toujours prévisibles et n'engagent pas la
responsabilité de CYBELEC.
TERMINAISON
L'accord sera automatiquement terminé en cas de faillite qui impliquerait le preneur de licence, en cas de
mise en demeure par des créanciers du licencié ou en cas d'obligation, d'exécutions judiciaires, de saisie
de ses biens ou de procès instruits à l'encontre du licencié et qui réduisent d'une manière importante la
capacité de conduire ses affaires ou en cas de dissolution de la société du preneur de licence.
CYBELEC aura le droit de terminer cet accord immédiatement en cas de violation des conditions cidessus par le licencié.
Dans les 30 jours après la terminaison de cet accord pour n'importe quelle raison, le licencié peut choisir
l'une des options suivantes:
Retour à CYBELEC ou à un vendeur officiel de toutes les copies existantes de tous les logiciels et du
matériel y relatif ou
Fournir à CYBELEC une preuve satisfaisante pour CYBELEC que le logiciel original et toutes les
éventuelles copies sous n'importe quelle forme ont été définitivement détruits.
LIMITATION DE LA RESPONSABILITE
Les conditions de garantie stipulées ici remplacent toutes les autres conditions de garantie exprimées ou
sous-entendues.
Le preneur de licence accepte d'autre part que CYBELEC n'est pas responsable en cas de manque à
gagner, perte d'informations ou autres dommages accidentels survenant en conséquence de l'utilisation ou
de l'impossibilité d'utiliser le logiciel. De même CYBELEC n'est pas responsable en cas de plainte ou
autre procédure légale, par une partie tierce, à l'encontre du preneur de licence.
En aucun cas, CYBELEC ne peut être rendu responsable de dommages même si CYBELEC a été avisé
de la possibilité que des dommages surviennent.
CYBELEC ne garantit pas que les fonctions contenues dans le logiciel satisfont tous les besoins du
licencié ni que l'utilisation du logiciel se déroulera totalement exempte d'erreurs.
Si le logiciel devait s'avérer défectueux le licencié (et ni CYBELEC ni un vendeur ou représentant
autorisé) supporte l'intégralité des frais et services nécessaires pour d'éventuelles réparations ou
corrections.
CYBELEC garantit que les disquettes ou eproms ou autres supports magnétiques ou cassettes sur lesquels
les logiciels sont fournis sont libres de défauts de matériel ou de travail dans les conditions d'usage
normales et pour une période de 90 jours. Cette période commence à la date d'expédition du matériel au
licencié, la copie du bulletin de livraison faisant foi.
PAGE IV ACCORD DE LICENCE
Page 7

LIMITATION DES REMEDES
La responsabilité et les devoirs de CYBELEC et les seuls remèdes prévus sont les suivants:
Le remplacement des disquettes ou eproms ou supports magnétiques ou cassettes qui ne satisfont pas aux
conditions de garantie limitée de CYBELEC et qui ont été retournés à CYBELEC ou à un représentant
autorisé de CYBELEC avec une copie du bulletin de livraison ou
Si CYBELEC ou son représentant est incapable de livrer des disquettes, supports magnétiques, eproms
ou cassettes exempts de défauts en matériel ou en travail, le licencié peut dénoncer cet accord aux termes
et conditions mentionnés; L’acheteur sera remboursé.
GENERALITES
Le preneur de licence confirme qu'il a lu cet accord, qu'il le comprend et reconnaît être lié par ses termes
et conditions.
Le licencié accepte de tenir CYBELEC non responsable de toutes les demandes de dommages résultant
d'une faute du preneur de licence à l'égard de cet accord y compris mais pas limité à tous les frais de
justice afférents.
Cet accord de licence est régi par le droit Suisse, le for juridique est Lausanne, Suisse.
MAINTENANCE
CYBELEC assure la maintenance du logiciel pour une année. L'étendue de cette maintenance et le temps
de réaction pour la fournir sont de la seule décision de CYBELEC. La maintenance inclut normalement la
correction des erreurs dans le code du logiciel, la correction des erreurs dans la documentation jointe, les
versions de mise à jour qui peuvent avoir été réalisées par CYBELEC pendant la période de maintenance.
En aucun cas CYBELEC ne sera obligé de fournir un support technique pour tenter de résoudre les
problèmes ou difficultés résultant des modifications apportées au logiciel par le licencié; Les
modifications apportées par le licencié le sont à ses risques et périls.
ACCORD DE LICENCE PAGE V
Page 8

Cette page a été intentionnellement laissée blanche.
PAGE VI ACCORD DE LICENCE
Page 9

Mars 2002 V. 2.3
TABLE DES MATIERES
CONSIGNES DE SECURITE ET D'ENTRETIEN............................................................................I
ACCORD DE LICENCE POUR LOGICIEL CYBELEC....................................................................III
INTRODUCTION..............................................................................................................................5
Sécurité, copyright et licence ..............................................................................................5
DNC avec operating system Windows 5
A propos de ce manuel .......................................................................................................6
Installation du logiciel ..........................................................................................................7
Conventions typographiques...............................................................................................7
Définitions............................................................................................................................7
PRISE EN MAIN RAPIDE ................................................................................................................9
Quitter le logiciel 10
PROGRAMMATION PAR L-ALPHA (2D) ........................................................................................11
Pas à pas.............................................................................................................................12
Vider la zone de travail 12
Réglage du poinçon 13
Réglage de la matrice 15
Choix des outils 16
Données générales 18
Programmation Coupe 1 18
Programmation Coupe 2 19
Calcul de la pièce 21
Gamme de pliage (PLI 2D) 21
Position des axes, autres fonctions 23
PROGRAMMATION DIRECTE (PLI NUM)......................................................................................25
Pas à pas.............................................................................................................................26
Vider la zone de travail 26
Données générales 27
Choix des outils 28
Introduction des données (1) 28
Introduction des données (2) 30
PLIAGE, TESTS ET CORRECTIONS .............................................................................................33
12QS23DWIN_FR.DOC
TABLE DES MATIERES PAGE 1
Page 10

PROGRAMMATION 3D .................................................................................................................. 35
Création de la pièce............................................................................................................35
Pas à pas............................................................................................................................ 36
Vider la zone de travail 36
MEMORISER, RECHERCHER UNE PIECE .................................................................................. 43
Mémoriser une pièce .......................................................................................................... 43
Rechercher une pièce ........................................................................................................ 44
Méthode rapide 44
Méthode standard 46
Méthode graphique 47
Organisation des mémoires................................................................................................ 48
PROTECTION DES NIVEAUX D'ACCES....................................................................................... 49
Informations générales ....................................................................................................... 49
Les utilisateurs.................................................................................................................... 50
Accès par mots de passe ................................................................................................... 51
Accès aux niveaux supérieurs à 3...................................................................................... 52
Changer mot de passe ....................................................................................................... 53
Procédure: 53
Mot de passe oublié 54
Procédure: 54
BREF APERÇU DES PAGES ......................................................................................................... 57
Page Menu ......................................................................................................................... 57
Page Liste Pièces...............................................................................................................57
Page Liste Pièces Graphiques ........................................................................................... 58
Page Recherche pièces / critères ...................................................................................... 58
Page Transfert .................................................................................................................... 58
Page Liste poinçons ........................................................................................................... 59
Page Liste matrices ............................................................................................................ 59
Page Programmation poinçons .......................................................................................... 60
Page Programmation matrices ........................................................................................... 60
Page Bienvenue ................................................................................................................. 61
Page Initialisation................................................................................................................ 61
Page Paramètres machine ................................................................................................. 62
Page Pièce Num................................................................................................................. 62
Page Position Outils ........................................................................................................... 63
Page Commentaires........................................................................................................... 63
Page Pli Num...................................................................................................................... 64
Page Pli 2D......................................................................................................................... 64
Page Pli 3D......................................................................................................................... 65
Page Pli Fonction................................................................................................................ 65
Page Outils Pli .................................................................................................................... 66
Page Corrections................................................................................................................66
INSTALLATION DU LOGICIEL PC/DNC 1200 ............................................................................... 67
Clé de protection PC .......................................................................................................... 67
Configuration minimum:...................................................................................................... 69
Support logiciel PC 1200 Windows .................................................................................... 69
Support logiciel DNC 1200 Windows ................................................................................. 69
Support logiciel DNC 1200 DOS ........................................................................................ 70
PAGE 2 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 11

INSTALLATION PC1200 WINDOWS ..............................................................................................71
Installation dans un répertoire existant 72
Installation sous Windows NT 2000 ou XP 72
INSTALLATION PC1200 / PC 900 VERSION DOS ........................................................................73
Installation sous Windows NT, 2000 ou XP 73
Installation DNC Windows...................................................................................................74
Si le clavier de la DNC ne fonctionne pas: 74
Installation DNC DOS..........................................................................................................75
Installation avec de nouvelles options ou reformattage 75
Si le clavier de la DNC ne fonctionne pas: 76
INDEX ..............................................................................................................................................77
TABLE DES MATIERES PAGE 3
Page 12

Cette page a été intentionnellement laissée blanche.
PAGE 4 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 13

I
NTRODUCTION
ECURITE, COPYRIGHT ET LICENCE
S
Consulter les pages de sécurité, de copyright et de licence au début de ce
manuel.
DNC avec operating system Windows
Les DNC CYBELEC équipées de Windows ont été installées d'usine avec
une configuration spécialement réalisée pour la commande numérique
(voir notice technique).
Cette configuration assure que le minimum de fichiers sont présents sur la
DNC offrant ainsi le maximum de la vitesse d'exécution des programmes.
Cette configuration assure également que les drivers soient corrects et que
l'ensemble garantisse un fonctionnement optimal de la commande
numérique.
Windows étant un système très ouvert, il est recommandé de ne pas
modifier l'installation de Windows, ni d'installer d'autres programmes.
Vous risquez de perturber le fonctionnement de la commande numérique.
Si vous désirez installer un réseau ou une imprimante, faites appel à un
spécialiste.
Rappelez-vous que la DNC est équipée d'un lecteur CD-ROM et qu'il est
très aisé, voire tentant d'installer des logiciels externes, des utilitaires ou
des jeux provenant de revues spécialisées.
CYBELEC décline toute responsabilité en cas de mal
fonctionnement de la commande numérique si d'autres
programmes ont été installés ou si la configuration d'origine a
été modifiée.
Nous vous rappelons également que le milieu Windows est infesté de
virus et qu'une grande prudence s'impose lors de l'utilisation de données
ou logiciels provenant de l'extérieur. Une sauvegarde régulière des
données vous permet de mettre en sécurité vos données.
Nos commandes numériques sont certifiées livrées sans
virus.
INTRODUCTION PAGE 5
Page 14

PROPOS DE CE MANUEL
A
Ce Manuel d'utilisation traite quelques exemples simples, afin de permettre
l'acquisition rapide du concept de programmation.
Le Manuel de référence apporte des informations complémentaires à ce
document.
Remarques: Dans ce manuel, il est considéré que la DNC est configurée
de manière à être opérationnelle (c.-à-d. paramètres machines
et outils programmés).
Ce manuel décrit la version du logiciel U3 ou supérieure.
Certaines figures représentées peuvent ne pas correspondre
aux versions antérieures.
Ce manuel peut évoluer. C'est vous, utilisateurs, qui pouvez nous aider à
mieux vous assister. Si vous avez des remarques concernant ce document,
veuillez nous écrire à:
CYBELEC S.A.
Département Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
@
E-mail: info
cybelec.ch
PAGE 6 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 15

NSTALLATION DU LOGICIEL
I
Voir à la fin de ce manuel, page 67.
ONVENTIONS TYPOGRAPHIQUES
C
Arial gras Citations des textes tels que visibles à l'écran.
Arial gras italique Sert à indiquer le nom d'une entrée ou d’une
Italique Renvoi à un élément écrit, un paragraphe, un
Indique une double pression sur la touche .
sortie de la commande numérique.
chapitre, un manuel, etc.
Par exemple: voir Conventions typographiques.
EFINITIONS
D
Dans ce manuel les termes suivants sont utilisés:
Sélectionner Ce terme désigne une opération de choix.
Ce choix peut se faire de différentes manières
selon la situation.
Pour valider, il suffit de quitter le champ ou de
presser la touche
On utilisera également le mot "sélectionner"
pour accéder à une page spécifique.
Pointer Positionner le curseur à l'endroit désigné.
Utiliser les touches de déplacement curseur
Souris/Tracksensor Comprendre souris pour un PC,
tracksensor pour une DNC.
Clic presser le bouton gauche du tracksensor.
Clic droite presser le bouton droit du tracksensor.
Clic gauche/droite presser simultanément le bouton gauche et droite
du tracksensor.
.
ou le tracksensor
Listes rotatives ou champs à choix multiples:
De couleur violette, ils signifient que plusieurs
options sont disponibles.
Le choix du contenu se fait en pressant la
touche
INTRODUCTION PAGE 7
ou clic droite.
Page 16
Une fenêtre apparaît avec la liste des choix
disponibles pour ce champ.
Pour valider le choix:
- introduire le nombre en regard du choix,
ou
- positionner le curseur sur le choix et presser la
touche
.
Sans afficher la fenêtre de choix, il est possible
de faire apparaître l'un après l'autre les choix en
pressant la touche
.
Pour valider, quitter le champ.
Menu Désigne la page de menu principal que l'on
atteint en pressant la touche .
On appelle également "menu nomdemenu" une
fenêtre de choix lorsque l'une des touches
à est pressée.
Touches de fonction Chaque fois qu'il est demandé d'appuyer sur une
touche de fonction
à , le menu
approprié apparaît.
Le nom de la touche de fonction sera
généralement utilisé. Par exemple: Presser
PIECE désigne la touche
.
Validation rapide Pour faciliter le travail de l'opérateur, la DNC
mémorise le dernier choix effectué dans un
menu.
Pour valider plus rapidement une option d'un
menu, il suffira alors de faire un double appui,
sur une touche de fonction (par ex.:
),
pour valider directement la dernière page
sélectionnée.
Pour plus de renseignements, voir le même paragraphe dans le Manuel de
référence.
PAGE 8 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 17

P
RISE EN MAIN RAPIDE
Ce chapitre décrit au moyen de quelques exemples simples, diverses
manières d'utiliser votre DNC.
Programmation L-alpha.
Cette manière de procéder et la plus rapide et la plus couramment
utilisée en atelier lorsque l'opérateur doit créer lui-même une pièce à
partir d'un dessin sur papier.
Programmation directe.
Ce type de programmation est souvent utilisé pour des pièces simples
ou par des opérateurs ayant travaillé sur des presses plieuses
conventionnelles sans commandes numériques.
Cette page est très proche de l'opérateur car il a, sur un seul écran,
toutes les informations et les champs nécessaires à la programmation
de sa pièce.
Programmation 3D.
Ce type de programmation permet à l’utilisateur de visualiser en mode
3D, la construction de la pièce. Ce mode permet également des
constructions et des modifications plus élaborées que le mode 2D.
Nous admettons dans cette partie que tous les outillages nécessaires ont déjà
été programmés, de même que les paramètres machine.
Niveaux d'accès Nous admettons que l'opérateur sait comment accéder au niveau 1 ou que la
clé du panneau (option) se trouve sur la position 1. Si ce n’est pas le cas, voir
le chapitre Protection des niveaux d'accès plus loin dans ce manuel.
Les écrans de ce manuel ont été capturés avec le logiciel PC 1200 Windows.
Cependant, les écrans sont identiques dans les DNC 1200 2D.
Rappel:
Vous trouvez la correspondance entre les touches de la DNC et celles
d'un clavier PC dans le Manuel de référence 2D sous Clavier externe.
Ces procédures indiquent à l'opérateur une marche à suivre, une méthode de
programmation conseillée par CYBELEC permettant d'assimiler par
l'exemple le fonctionnement du logiciel.
Si d'autres informations sont nécessaires, veuillez consulter le Manuel de
référence 2D et/ou éventuellement le Manuel de référence 3D qui
comportent chacun une table des matières et un index très détaillé pour
faciliter la recherche du sujet.
PRISE EN MAIN RAPIDE PAGE 9
Page 18
QUITTER LE LOGICIEL
En tout temps il est possible de terminer le travail en sauvant l'état actuel.
Cependant il faut prendre garde de quitter correctement le logiciel en
appelant la page MENU
Sur le logiciel PC, faire la même opération ou presser les touches Alt + F1
depuis n'importe quelle page.
et en pressant la touche QUITTE.
PAGE 10 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 19

P
ROGRAMMATION PAR L-ALPHA
Ce chapitre décrit, au moyen d'un exemple concret, la manière de
programmer une pièce en utilisant la méthode L-alpha (longueur-angle).
Cette manière de procéder est simple et rapide, et permet d'afficher la pièce
en 2D, ce qui suffit généralement lorsque la pièce est programmée dans
l'atelier.
La pièce exemple utilisée comporte 2 coupes (profils), mais la procédure est
identique pour une ou plusieurs coupes.
0
.
0
0
2
(2D)
40.0
3
0
.
0
45.0
15
0.
0
2
0
.
0
On réalisera d'abord les ailes latérales, avec les trous oblongs, qui
appartiennent à la coupe 1, afin de pouvoir utiliser un poinçon de longueur
identique à celui qui sera utilisé pour la coupe 2.
Pour fabriquer cette pièce, nous utilisons de l'acier type ST37 de 2 mm.
PROGRAMMATION PAR L-ALPHA PAGE 11
Page 20

AS A PAS
P
VIDER LA ZONE DE TRAVAIL
L’utilisateur doit vider la mémoire de travail avant de créer une nouvelle
pièce.
Atteindre la page PIECE NUMERIQUE, page qui permet
l'introduction des données en mode L-Alpha.
Vider la zone de travail
pour créer une
nouvelle pièce
Presser la touche de fonction PIECE
Sélectionner PIECE NUMERIQUE, pour cela introduire le numéro
en regard du choix
ou placer le curseur sur le choix et presser
ou clic sur le choix.
La figure ci-dessous montre la page PIECE NUMERIQUE contenant une
pièce précédente.
.
touche
PAGE 12 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 21
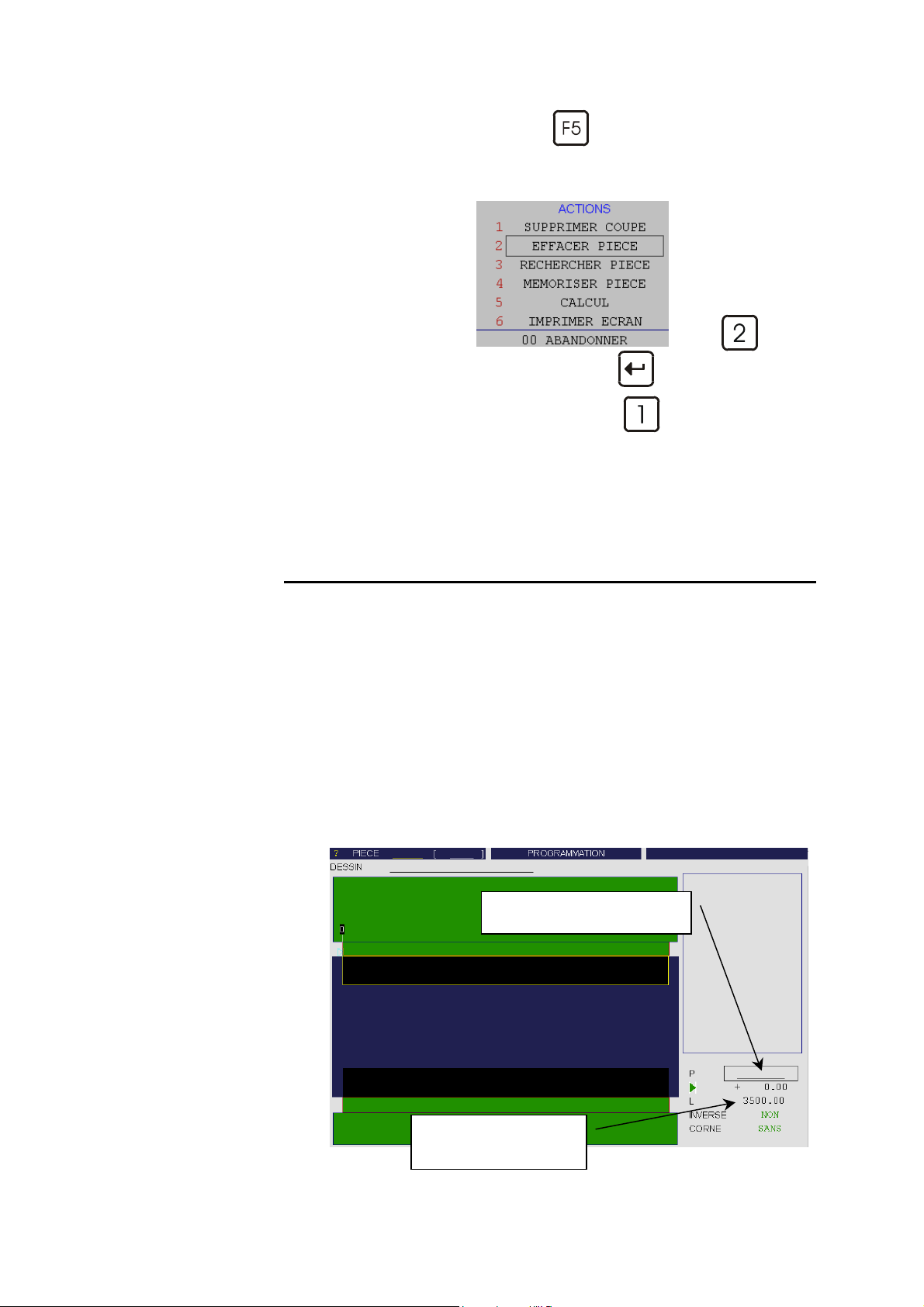
Presser la touche ACTION
.
Choisir EFFACER PIECE, pour cela introduire le numéro
en regard du choix
ou placer le curseur sur le choix et presser
ou clic sur le choix, puis CONFIRMER. (
touche
)
Cette opération efface uniquement les données de la mémoire de travail. Cela
veut dire que si la pièce qui éventuellement se trouve en mémoire de travail a
été sauvée précédemment, cette pièce ne sera pas perdue.
REGLAGE DU POINÇON
Réglage du poinçon
Fenêtre ne comportant
aucune sélection
d’outils.
Ce chapitre de même que le suivant Réglage de la matrice sont optionnels
lorsque l'on programme en mode 2D.
Il est intéressant de les parcourir car la page POSITION OUTILS permet de
définir plusieurs postes de travail et ainsi à l'opérateur de visualiser le
montage des outils.
Si le montage des outils n'est pas important, sauter ces deux chapitres.
La définition des outils se fera directement dans la page PIECE
NUMERIQUE (page dans laquelle vous vous trouvez encore à ce stade de la
procédure).
Atteindre la page POSITION OUTILS en pressant la touche de
fonction PIECE et choisir POSITION OUTILS.
Champ de sélection : P ou
M
Champ L (longueur totale
disponible)
PROGRAMMATION PAR L-ALPHA PAGE 13
Page 22
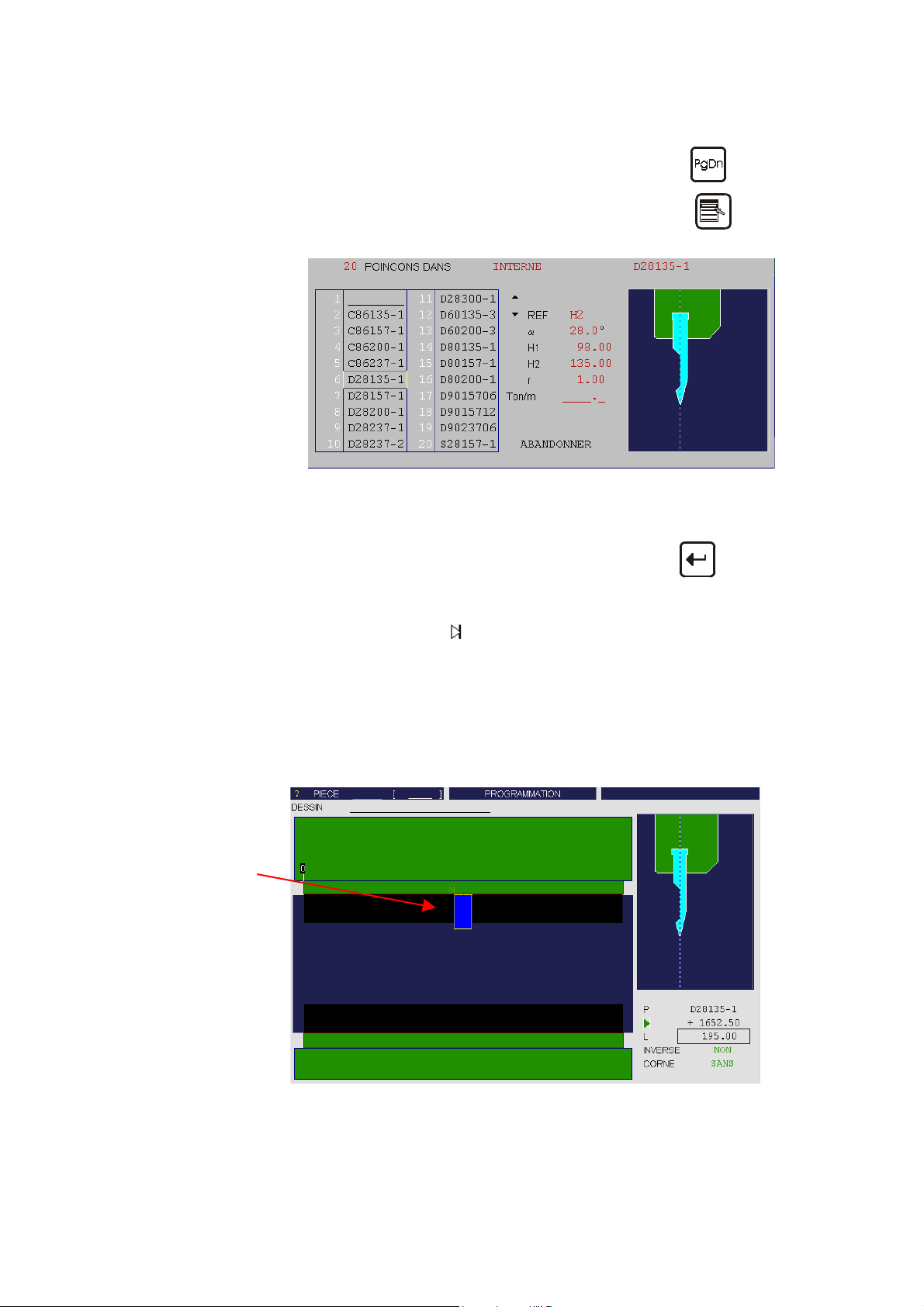
Contrôler qu'un poinçon ou / et la lettre P sont affichés sur la fenêtre
de droite.(champ de sélection).
S'il y a une matrice ou la lettre M, changer avec la touche
Placer le curseur sur le champ P et appuyer sur la touche
.
pour
ouvrir le menu LISTE DE CHOIX des poinçons.
Sélectionner le poinçon désiré en introduisant les chiffres situés en
regard. 2 chiffres. Exemple : 01 pour 1 – 02 pour 2, etc…
ou
Positionner le curseur sur le choix et valider avec la touche
ou
Clic sur le choix désiré.
Réglage du poinçon
Poinçon placé au milieu
de la machine
Modifier le champ
en introduisant une valeur égale à la moitié du
champ L moins la moitié de la longueur de l’outil, ce qui correspond
au point central de la machine sur laquelle sera fixé le poinçon. (dans
notre exemple : (3500/2) – (195/ 2) = 1652.5 mm.
Modifier le champ L en introduisant la valeur de 195 mm qui
correspond à la longueur de l'outillage désiré. Dans la vue de face,
l'outil sélectionné apparaît en bleu foncé.
PAGE 14 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 23

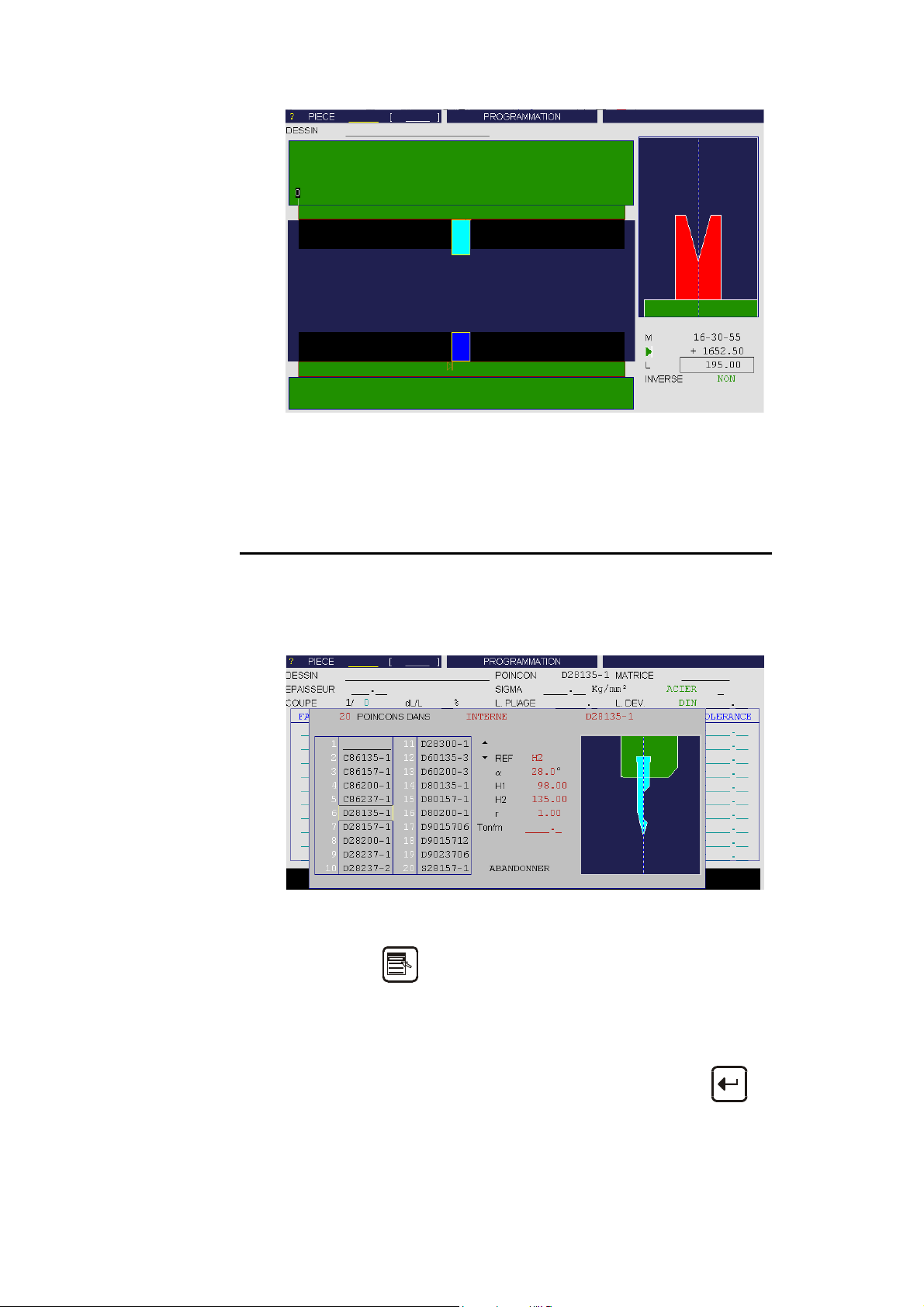
REGLAGE DE LA MATRICE
Réglage de la matrice
Fenêtre avec sélection
du poinçon mais sans
matrice.
Même remarque que pour Réglage du poinçon.
Champ de sélection :
Rester sur la page POSITION OUTILS.
M
Sélectionner la matrice avec la touche
Placer le curseur sur le champ M et appuyer sur la touche
ouvrir le menu de choix des matrices.
Sélectionner la matrice désirée en introduisant les chiffres situés en
regard. 2 chiffres. Exemple : 01 pour 1 – 02 pour 2 – etc.…
ou
Positionner le curseur sur le choix et valider avec la touche
ou
Clic sur le choix désiré.
.
pour
Modifier le champ
champ L moins la moitié de la longueur de l’outil, ce qui correspond
au point central de la machine sur laquelle sera fixée la matrice. (dans
notre exemple : (3500/2) – (195/ 2) = 1652.5 mm.
Modifier le champ L en introduisant la valeur de 195 mm qui
correspond à la longueur de l'outillage désiré.
PROGRAMMATION PAR L-ALPHA PAGE 15
en introduisant une valeur égale à la moitié du
Page 24
Réglage de la matrice
Montage final des outils
Fenêtre avec sélection
du poinçon et de la
matrice.
Revenir à la page PIECE NUMERIQUE via le menu PIECE.
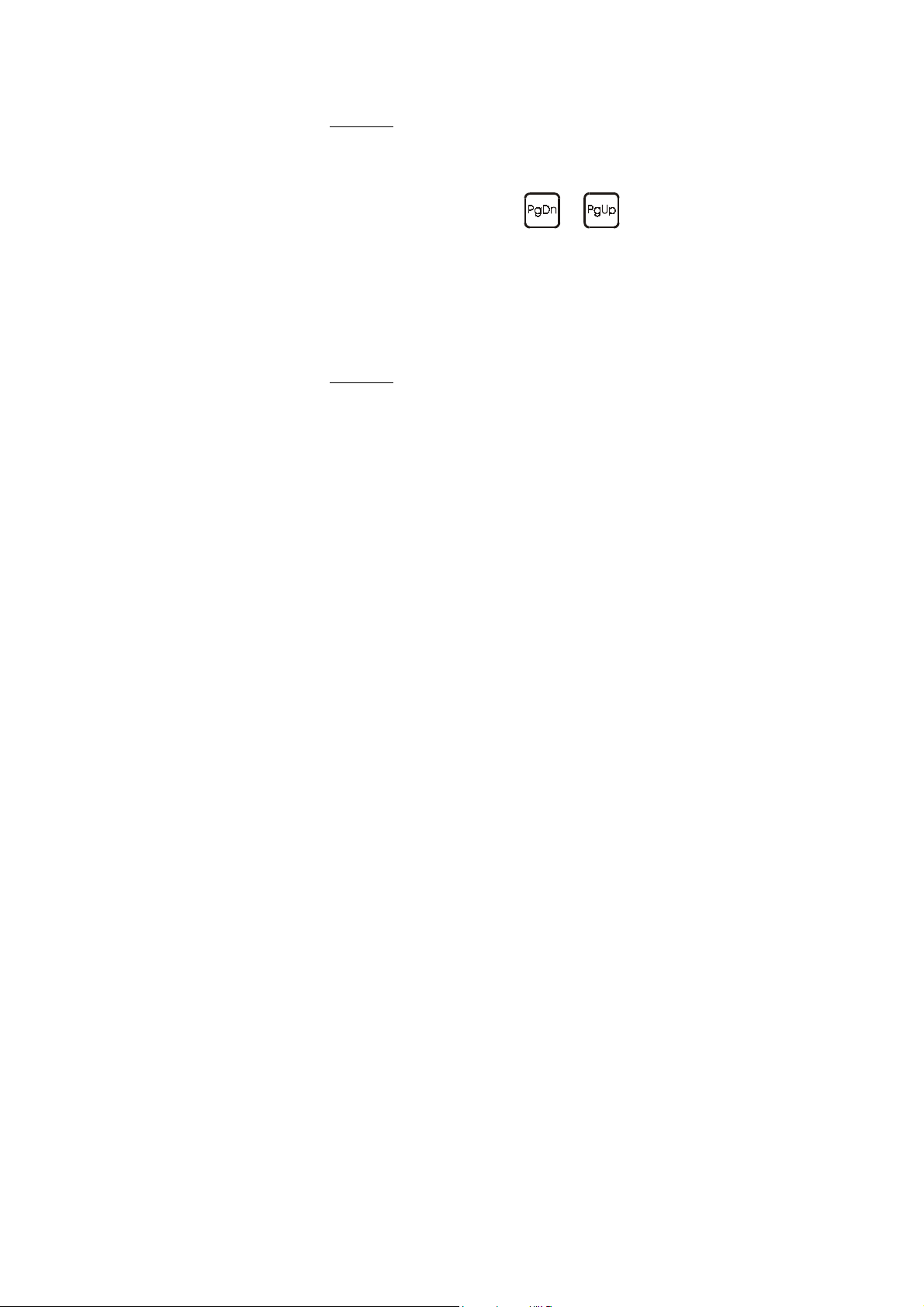
Choix des outils
CHOIX DES OUTILS
Comme mentionné plus haut, si la position des outils n'est pas indispensable,
vous pouvez définir les outils directement dans la page PIECE
NUMERIQUE.
Curseur dans le champ POINCON (haut de l'écran)*.
Touche
CHOIX.
ou clic droit pour faire apparaître la LISTE DES
Sélectionner l'outil désiré en introduisant les chiffres situés en regard.
2 chiffres. Exemple : 01 pour 1 – 02 pour 2 – etc.
ou
Positionner le curseur sur le choix et valider avec la touche
ou
Clic sur le choix désiré.
PAGE 16 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 25
Remarque
:
Chaque fenêtre contient 20 outils. Possibilité d'accéder aux 20 outils
suivants ou précédents en utilisant respectivement les touches:
ou
Chaque base de données (poinçons et matrices) est limitée à 200 outils.
On peut également appeler la fin de la liste en introduisant la valeur 999 ou
rappeler le début de la liste en introduisant 001.
Procéder de la même façon avec la MATRICE.
Remarque
:
Il est possible de faire le même choix et de la même manière dans la page
OUTILS PLI, (via le menu PLI ) ce qui permet de voir le profil des outils et
les données principales.
* Les champs POINCON et MATRICE du haut de l'écran désignent l'outil
général pour le calcul de la pièce. Si l'on programme une pièce au travers de
la page PIECE NUMERIQUE, l'introduction de ces deux informations est
obligatoire.
Les colonnes POINCON et MATRICE du tableau permettent de spécifier un
autre outil pour un pli donné.
Dans la page PLI NUMERIQUE, on retrouvera un champ POINCON et un
champ MATRICE.
Si la pièce a été programmée au travers de la page PIECE NUMERIQUE,
ces champs seront vides ou partiellement programmés si des outils ont été
introduits dans les colonnes respectives du tableau de la page
PIECE NUMERIQUE. En effet, ces champs correspondent à ceux du
tableau. (voir également chapitre Programmation directe (PLI NUM) plus
loin dans ce manuel).
PROGRAMMATION PAR L-ALPHA PAGE 17
Page 26
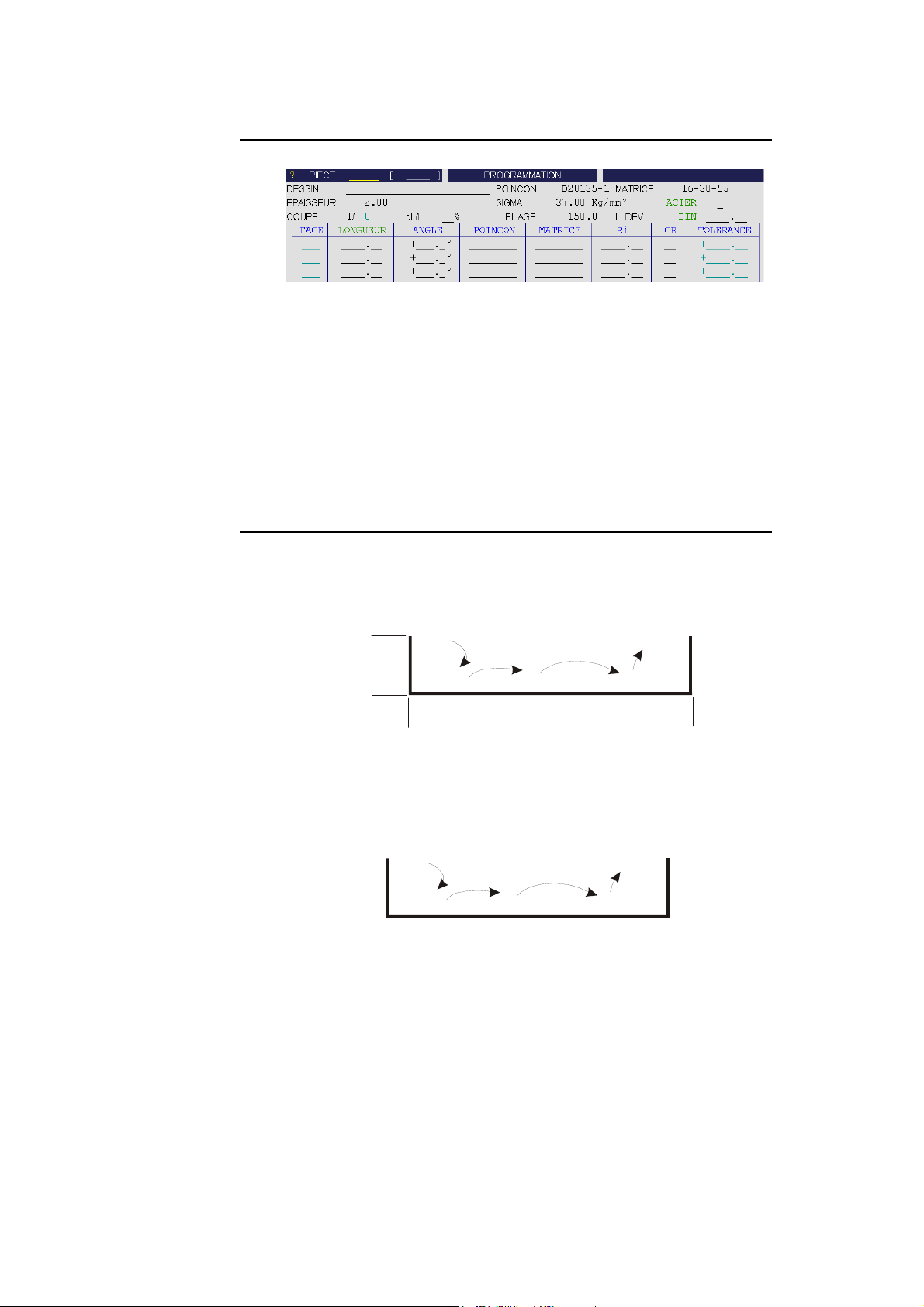
DONNEES GENERALES
Introduire:
- le poinçon
- la matrice
- le sigma/matière
- le type de matière
- la longueur de pliage
PROGRAMMATION COUPE 1
Placer le curseur sur le champ EPAISSEUR et introduire l'épaisseur
de la matière utilisée.
Placer le curseur sur le champ SIGMA et introduire la force/mm² de la
matière utilisée. (Ex.: acier = 37 Kg/mm²).
Laisser la liste rotative sur ACIER.
Placer le curseur sur le champ L. PLIAGE et introduire la longueur
de pliage de la pièce (1ère coupe = 150.0 mm).
Les dimensions des faces sont données en cotation externe selon DIN.
Voir Manuel de référence 2D Chapitre Longueur développée.
45.0
45.0
Lors de l'introduction des données en mode L-Alpha, il suffit de
"commencer" le profil par une des extrémités et fournir dans l'ordre les
valeurs de chaque face et angle. A la dernière face ne correspond pas d'angle.
Remarque:
Comme présenté à la figure suivante, le profil de la coupe 1 se dessine
automatiquement en fonction des données entrées au fur et à mesure
(longueur et angle), ainsi la valeur du rayon interne est calculée
automatiquement. La longueur développée est également calculée.
45.0
90.0°
90.0°
200.0
200.0
200.0
45.0
90.0°
45.0
90.0°
PAGE 18 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 27

Coupe 1
Profil dessiné automatiquement
Marche à suivre:
Placer le curseur sur le premier champ de la colonne LONGUEUR et
introduire la valeur 45 qui correspond à la première longueur.
Placer le curseur sur le premier champ de la colonne ANGLE et
introduire la valeur 90° qui correspond au premier angle à plier.
Placer le curseur sur le deuxième champ de la colonne LONGUEUR
et introduire la valeur 200 qui correspond à la deuxième longueur.
Placer le curseur sur le deuxième champ de la colonne ANGLE et
introduire la valeur 90° qui correspond au deuxième angle à plier.
Placer le curseur sur le troisième champ de la colonne LONGUEUR
et introduire la valeur 45 qui correspond à la dernière longueur avant
le bord de la pièce.
Astuce Introduire d'abord toutes les longueurs et ensuite les angles. Cette manière
d'opérer est beaucoup plus rapide.
PROGRAMMATION COUPE 2
La définition du sens de pliage se fait en inversant le signe de l'angle, par
contre le choix du côté est arbitraire, mais doit être constant pour tout le
profil de la pièce.
30.0
-90.0°
40.0
90.0°
Ou
30.0
90.0°
150.0
-135.0°
20.0
-90.0°
150.0
135.0°
20.0
PROGRAMMATION PAR L-ALPHA PAGE 19
Page 28

Coupe 2
Marche à suivre:
Rester sur la page PIECE NUMERIQUE.
Placer le curseur sur le champ COUPE, introduire la valeur 2 et
quitter le champ. Cela initialise automatiquement une nouvelle page
pour programmer la coupe 2.
Placer le curseur dans le champ L.PLIAGE et introduire la longueur
de pliage pour cette coupe (200).
Placer le curseur sur le premier champ de la colonne LONGUEUR et
introduire la valeur 30 qui correspond à la première longueur.
Placer le curseur sur le premier champ de la colonne ANGLE et
introduire la valeur 90° qui correspond au premier angle à plier.
Placer le curseur sur le deuxième champ de la colonne LONGUEUR
et introduire la valeur 40 qui correspond à la deuxième longueur.
Placer le curseur sur le deuxième champ de la colonne ANGLE et
introduire la valeur -90° qui correspond au deuxième angle à plier.
Placer le curseur sur le troisième champ de la colonne LONGUEUR
et introduire la valeur 150 qui correspond à la troisième longueur.
Placer le curseur sur le troisième champ de la colonne ANGLE et
introduire la valeur 135° qui correspond au troisième angle à plier.
Placer le curseur sur le quatrième champ de la colonne LONGUEUR
et introduire la valeur 20 qui correspond à la dernière longueur avant
le bord de la pièce.
Remarque:
Comme présenté à la figure précédente, le profil de la coupe 2 se dessine
automatiquement en fonction des données entrées au fur et à mesure
(longueur et angle), ainsi la valeur du rayon interne est calculée
automatiquement. La longueur développée est également calculée.
PAGE 20 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 29

CALCUL DE LA PIECE
Calcul des longueurs
développées
Rester sur la page PIECE NUMERIQUE.
Sélectionner CALCUL dans le menu ACTION.
Le message CALCUL... apparaît dans le champ interactif dans le coin
haut / droit de l'écran.
Les données dans les champs L. DEV. DIN (Longueur de tôle
développée) et Ri (Rayon interne) apparaissent.
Remarque: Si l'on omet de presser la touche CALCUL, le calcul se fait
automatiquement lorsque l'on accède à une autre page.
Cette fonction est à utiliser pour les versions de logiciel
antérieure à U2.
Recherche de la
gamme de pliage
GAMME DE PLIAGE (PLI 2D)
Appeler la page PLI 2D (menu PLI).
Sélectionner dans le champ SIMULE l'option SANS PLI IMPOSE
Menu ACTION choisir CHERCHER ORDRE PLIAGE.
Le message SIMULATION EN COURS..., puis CALCULE...
apparaissent dans le champ interactif dans le coin supérieur droit de
l'écran.
Ensuite on peut visualiser la succession des séquences avec les
touches
PROGRAMMATION PAR L-ALPHA PAGE 21
et .
Page 30

Dans l'exemple qui vient d'être programmé, on constatera que la recherche de
la gamme de pliage a placé d'abord la coupe 1 et ensuite la coupe 2.
Il est possible à l'opérateur de modifier la gamme de pliage (voir le chapitre
consacré à cela dans le Manuel de référence 2D) ou de demander au logiciel
de respecter des critères spécifiques, tels que minimum de pivotements ou
retournements. Pour les détails, reportez-vous au Manuel de référence 2D
chapitre Critères de simulation.
Dans le cas où le logiciel ne trouverait pas de solution, il faut imposer
manuellement la gamme de pliage.
Voir Gamme de pliage dans le Manuel de référence 2D.
PAGE 22 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 31

POSITION DES AXES, AUTRES FONCTIONS
Menu PLI, page PLI NUMERIQUE.
On constate que la position des axes, la force de pliage, le bombage et le cas
échéant le recul, le point mort haut (selon comment sont définis les
paramètres machine) sont automatiquement calculés. Ces valeurs sont
reprogrammables par l'opérateur.
Selon ses besoins l'opérateur peut modifier:
PMH le point mort haut. Non programmé, le
coulisseau remonte au PMH maximum.
RECUL BUTEE ARR. le recul de la butée arrière.
PCV le point de changement de vitesse (grande vitesse
- vitesse de pliage).
TEMPO PRESSION le temps de maintien en pression.
VITESSE PLIAGE la vitesse de pliage en descente ou pendant la
phase de remontée jusqu'au point de contact tôle.
DISTANCE PV permet de définir que seule une portion (en %)
de la remontée entre le point mort bas et le point
de contact tôle sera exécutée en vitesse lente, la
suite de la remontée se fait en vitesse rapide.
Les explications complémentaires se trouvent dans le Manuel de
référence 2D.
Pour exécuter la pièce voir le chapitre Pliage, tests et corrections, page 33.
PROGRAMMATION PAR L-ALPHA PAGE 23
Page 32

Cette page a été intentionnellement laissée blanche.
PAGE 24 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 33

P
COUPE 2
ROGRAMMATION DIRECTE
Ce type de programmation est souvent utilisé pour des pièces simples ou par
des opérateurs ayant travaillé sur des presses plieuses conventionnelles sans
commandes numériques.
Cette page est très proche de l'opérateur car il a sur un seul écran toutes les
informations et les champs nécessaires à la programmation de sa pièce.
0
.
0
0
2
(PLI NUM)
COUPE 1
40.0
3
0
.
0
45.0
15
0.
0
2
0
.
0
L'ordre des plis est choisi par l'opérateur, puisqu'il programme directement
chaque pli.
Dans cet exemple, on réalise d'abord les ailes latérales, avec les trous
oblongs, qui sont contenues dans la coupe 1, afin de pouvoir utiliser un
poinçon de longueur identique à celui qui sera utilisé pour la coupe 2.
Pour fabriquer cette pièce, nous utilisons de l'acier type ST37 de 2 mm
d'épaisseur.
PROGRAMMATION DIRECTE PAGE 25
Page 34

AS A PAS
P
VIDER LA ZONE DE TRAVAIL
L’utilisateur doit vider la mémoire de travail avant de créer une nouvelle
pièce.
Atteindre la page PLI NUMERIQUE.
Presser la touche de fonction PLI
Sélectionner PLI NUMERIQUE, pour cela insérer le numéro
en regard du choix
ou placer le curseur sur le choix et presser
ou clic sur le choix.
Presser la touche ACTION
Choisir EFFACER PIECE, pour cela insérer le numéro
.
: touche
.
en regard du choix
ou
placer le curseur sur le choix et presser
ou
clic sur le choix, puis CONFIRMER.
PAGE 26 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
: touche.
Page 35

Vider la zone de travail
pour construire une
nouvelle pièce
Cette opération efface uniquement les données de la mémoire de travail. Cela
veut dire que si la pièce qui éventuellement se trouve en mémoire de travail a
été sauvée précédemment, cette pièce ne sera pas perdue.
Introduire:
- le sigma/matière
- le type de matière
DONNEES GENERALES
Placer le curseur sur le champ EPAISSEUR et introduire l'épaisseur
de la matière utilisée.
Placer le curseur sur le champ SIGMA et introduire la force/mm² de la
matière utilisée. (Ex.: ACIER = 37 Kg/mm²).
Remarque: Ces données doivent obligatoirement être programmées, ainsi
que les outils (voir page suivante).
PROGRAMMATION DIRECTE PAGE 27
Page 36

Choix des outils
CHOIX DES OUTILS
Rester dans la page PLI NUMERIQUE.
Curseur dans le champ POINCON.
Touche
CHOIX.
Sélectionner l'outil désiré en tapant le chiffre situé en regard.
2 chiffres. Exemple : 01 pour 1 – 02 pour 2 – etc.…
ou
Positionner le curseur sur le choix et valider avec la touche
ou
Clic sur le choix désiré.
Procéder de la même façon avec la MATRICE.
Remarque: Il est possible de faire le même choix et de la même manière
ou clic droite pour faire apparaître la LISTE DES
dans la page OUTILS PLI, (via le menu PLI) ce qui permet
de voir le profil des outils et les données principales.
INTRODUCTION DES DONNEES (1)
La manière conventionnelle d'introduire les données est de programmer dans
la page PLI NUMERIQUE:
l'angle désiré (la profondeur Y sera calculée automatiquement en
fonction des outils et de la matière déjà programmée). On peut
toutefois introduire directement les valeurs Y1 / Y2 sans programmer
d'angle.
la position réelle de la butée.
les données propres à la séquence en cours (point mort haut, longueur
de pliage, et si nécessaire, le type de butée, le recul, la temporisation
en pression, etc.).
PAGE 28 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 37

On voit ci-dessous l'écran avec les valeurs pour ces deux plis.
La page ci-dessus illustre comment programmer les 2 ailes avec les trous
oblongs (coupe 1).
Comme il s'agit de deux plis identiques, programmer le champ CY à 2.
Programmer l'angle à 90°, l'axe X à sa valeur absolue (43.00) et introduire la
longueur de pliage (150).
La force de pliage et le bombage seront calculés automatiquement.
L'opérateur peut bien entendu modifier ces valeurs à sa convenance.
Selon ses besoins l'opérateur peut encore modifier:
PMH le point mort haut. Non programmé, le
coulisseau remonte au PMH maximum.
RECUL BUTEE ARR. le recul de la butée arrière.
PCV le point de changement de vitesse (grande vitesse
- vitesse de pliage).
TEMPO PRESSION le temps de maintien en pression.
VITESSE PLIAGE la vitesse de pliage en descente ou pendant la
phase de remontée jusqu'au point de contact tôle.
DISTANCE PV permet de définir que seule une portion (en %)
de la remontée entre le point mort bas et le point
de contact tôle sera exécutée en vitesse lente, la
suite de la remontée se fait en vitesse rapide.
PROGRAMMATION DIRECTE PAGE 29
Page 38

INTRODUCTION DES DONNEES (2)
ASTUCE La manière précédente de programmer (chapitre Introduction des données (1)
ci-dessus) exige de la part de l'opérateur de soustraire l'épaisseur de la tôle de
la cote extérieure de la pièce.
Une astuce est décrite ici afin de faciliter la programmation. Évidemment elle
a ses limites qui sont fonction de la pièce et de la suite des plis décidée.
L'astuce consiste à introduire les cotes extérieures dans le champ X de la
butée arrière et de programmer une correction constante négative
correspondant (approximativement, selon votre expérience, les outils et la
matière) à l'épaisseur de la matière pour toute la pièce.
C'est cette manière de procéder qui est décrite ci-après.
Page PLI NUMERIQUE, même remarques que sous l'écran
précédent, sauf que X a été programmé avec la cote extérieure comme
expliqué. (45)
Cette séquence exécute le pliage des deux ailes de 45.0 mm avec les
trous oblongs.
Pour créer la séquence suivante, presser sur la touche ACTION et
choisir COPIER PLI.
Toutes les données ont été copiées sur la deuxième séquence.
Introduire la première aile de la seconde coupe, soit X = 30.00.
Modifier le champ CY = 1 ou non programmé.
Modifier la longueur de pliage (L. PLIAGE = 200) et éventuellement
les autres champs selon vos besoins.
Presser sur la touche ACTION et choisir COPIER PLI.
PAGE 30 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 39

Programmer X = 40.00.
Presser sur la touche ACTION et choisir COPIER PLI.
Pour le dernier pli introduire ANGLE = 135.0° et X = 20.00.
Appeler la page CORRECTIONS (touche
).
Introduire dans la colonne PIECE la valeur à soustraire à la cote
extérieure pour obtenir une position correcte de la butée
(généralement une valeur proche de l'épaisseur de la matière). Dans
notre exemple, une valeur de – 2.00 mm.
PROGRAMMATION DIRECTE PAGE 31
Page 40

Cette page a été intentionnellement laissée blanche.
PAGE 32 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 41

P
LIAGE, TESTS ET CORRECTIONS
Dans ce chapitre on aborde une manière de procéder pour exécuter une pièce.
Cette façon de faire est destinée uniquement à démontrer comment utiliser la
commande numérique.
Les opérations de tests et de réglage peuvent s'exécuter dans l'ordre décidé
par l'opérateur.
Passer en mode semi-automatique
Si nécessaire passer sur la première séquence au moyen des touches
ou .
Presser sur la touche start
première séquence.
Effectuer le pli avec une pièce de test.
Mesurer l'aile et l'angle obtenu.
Passer ou rester en page CORRECTIONS.
pour positionner les axes à la
Corriger si nécessaire l'aile (dans cet exemple, on admet une
correction X = - 0.10) pour le pli courant.
Rappel: Dans la page écran ci-dessus, la correction de -2.00 mm
correspond à l'épaisseur de la matière programmée dans le chapitre
Introduction des données (2).
Positionner le curseur dans le champ ANGLE, colonne PLI et
introduire l'angle mesuré (ici 93.0°). Le logiciel calculera
automatiquement la correction nécessaire ( -0.292 visible dans les
champs Y1, Y2, colonne PLI). Voir également le Manuel de référence
2D sous Corrections.
Effectuer un second pli de test (sur la même séquence avec une
deuxième pièce test). Si nécessaire corriger à nouveau.
Selon la matière, le réglage de la machine, l'exactitude des données
introduites, 2 ou 3 corrections pour un pli peuvent s’avérer
nécessaires et peuvent être considérées comme normales.
PLIAGE, TESTS ET CORRECTIONS PAGE 33
Page 42

Lorsque le pli courant est bien réglé:
Passer à la séquence suivante en pressant la touche
Corriger comme décrit précédemment.
Lorsque tous les plis de la pièce sont corrects:
Passer en mode automatique
que vous désirez :
PLI NUMERIQUE ⇒
⇒ ⇒ PLI 2D
PLI 3D pour les logiciels 3D
et sélectionner la page de travail
.
PAGE 34 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 43

P
ROGRAMMATION
REATION DE LA PIECE
C
Ce chapitre décrit, au moyen d’un exemple concret, la manière de
programmer une pièce en utilisant la méthode de programmation 3D
(disponible uniquement sur les logiciels PC1200 et DNC 1200 avec le 3D).
Dans l’exemple suivant, nous exécuterons la même pièce que dans les pages
précédentes, à savoir:
Programmation par L-alpha (2D) et Programmation directe (PLI NUM).
Exemple volumique de
la pièce
3D
Les définitions des différentes icônes que vous rencontrerez au gré de ces
pages sont décrites dans le Manuel de références 3D dans le chapitre:
Définitions des Icônes.
PROGRAMMATION 3D PAGE 35
Page 44

AS A PAS
P
VIDER LA ZONE DE TRAVAIL
L’utilisateur doit vider la mémoire de travail avant de créer une nouvelle
pièce.
3 possibilités sont offertes:
1. Par la page PLI NUMERIQUE (voir Vider la zone de travail)
2. Par la page PIECE NUMERIQUE (voir Vider la zone de travail)
3. Par la méthode ci-après.
• Atteindre la page PIECE 3D
• Presser la touche de fonction MENU
• Sélectionner PIECE 3D. Pour cela, insérer le numéro en regard
du choix
ou placer le curseur sur le choix et presser
ou clic sur le choix.
• Presser la touche ACTION
• Choisir EFFACER PIECE. Pour cela, introduire le numéro en regard
touche ,
du choix
ou placer le curseur sur le choix et presser
ou clic sur le choix, et CONFIRMER.
PAGE 36 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
touche
Page 45

Effacement de la
mémoire de travail
Cette opération efface uniquement les données de la mémoire de travail. Cela
veut dire que si la pièce qui éventuellement se trouve en mémoire de travail a
été sauvée précédemment, cette pièce ne sera pas perdue.
Introduire les
données de la
pièce
Champ : DONNEES PIECE
• Clic sur le champ : DONNEES PIECE
• Introduire les valeurs EPAISSEUR et SIGMA dans les champs
correspondants. ( 2.00 et 37 )
• Introduire MATIERE : Clic droit pour ouvrir la liste rotative.
• Introduire POINCON ET MATRICE selon la méthode déjà mentionnée
(voir Choix des outils) dans ce document.
• Clic sur QUITTE pour confirmer les valeurs choisies.
Le programme revient à la fenêtre précédente. Pour continuer, presser
et choisir MODIFIE 1F ou touche
ou bien MODIFIE 2F ou touche
PROGRAMMATION 3D PAGE 37
Page 46

Différences entre les deux fonctions :
MODIFIE 1F : Montre la pièce en mode plan (2D)
MODIFIE 2F : Montre la pièce en mode plan et en mode axonométrique
(3D).
Création de
l’élément de base.
Choix actuel:
MODIFIE 2F
Mode
axonométrique
Mode plan
Clic sur
. Le rectangle rouge en regard (à droite) s’illumine
attestant que la fonction est active.
Le rectangle de base apparaît en mode plan dans la fenêtre de travail
ainsi qu’en mode axonométrique. Le diagramme et le tableau de
cotation s’adaptent.
Introduire les dimensions A et B. Dans notre exemple : 150 et 200.
PAGE 38 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 47

Coller une aile
Clic sur
. Le rectangle rouge en regard (à droite) s’illumine
attestant que la fonction est active.
Cliquer sur le segment de contour où la face doit être collée.
Ajuster la hauteur de l’aile : valeur du champ A. (45.00). Par défaut,
la valeur de l’angle est de 90°. Le rayon interne est déjà calculé.
Coller une
deuxième aile
La même fonction est toujours active.
Cliquer sur le segment du bas où la deuxième face doit être collée.
La valeur A a été mémorisée et est automatiquement affectée à la
nouvelle aile.
PROGRAMMATION 3D PAGE 39
Page 48

Coller une
troisième aile
La même fonction est toujours active.
• Cliquer sur le segment de gauche où la troisième face doit être collée.
Coller une
quatrième aile
• La valeur A a été mémorisée et est automatiquement affectée à la
nouvelle aile. Modifier le champ A avec une nouvelle valeur : 40.00
La même fonction est toujours active.
• Cliquer sur le segment de gauche où la quatrième face doit être collée.
• La valeur A a été mémorisée et est automatiquement affectée à la
nouvelle aile. Modifier le champ A avec une nouvelle valeur : 30.00 et
modifier également la valeur de l’angle : - 90.0.
PAGE 40 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 49

Coller la dernière
aile
La même fonction est toujours active.
• Cliquer sur le segment de droite où la dernière face doit être collée.
Contrôle de la
construction
• La valeur A a été mémorisée et est automatiquement affectée à la
nouvelle aile. Modifier le champ A avec une nouvelle valeur : 20.00 et
modifier également la valeur de l’angle : - 135.0.
La pièce est maintenant achevée.
Visualisation de la pièce en mode volumique.
• Presser la touche
et puis la touche .
Pour revenir au mode de construction.
• Presser la touche et puis la touche .
PROGRAMMATION 3D PAGE 41
Page 50

Cette page a été intentionnellement laissée blanche.
PAGE 42 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 51

M
EMORISER, RECHERCHER UNE PIECE
EMORISER UNE PIECE
M
L'opération de mémorisation de la pièce peut se faire depuis toutes les pages
qui contiennent le champ PIECE en haut de l'écran.
Mettre la DNC en mode programmation .
Placer le curseur sur le champ PIECE et introduire le numéro de
stockage (1 à 89'999).
Menu ACTION, sélectionner MEMORISER PIECE.
Si le message EXISTE apparaît, c'est que ce numéro de pièce est déjà
utilisé.
ABANDONNER et choisir un autre numéro
ou
CONFIRMER pour écraser la pièce existante.
Page Liste de pièces Si vous désirez faire cette opération de sauvegarde en ayant une vue globale
des pièces existantes:
Appeler la page LISTE PIECES avec la touche MENU
sélectionnant l'option LISTE PIECES du menu.
et en
Dans le champ DESSIN, introduire une éventuelle référence.
MEMORISER, RECHERCHER UNE PIECE PAGE 43
Page 52

Si vous désirez mémoriser la pièce ailleurs que dans la mémoire
interne, placer le curseur sur le champ INTERNE de PIECES ET
GROUPES DANS.
ou clic droite pour faire apparaître la liste et effectuer votre
choix.
Placer le curseur sur le champ PIECE et introduire le numéro de
stockage (1 à 89.999).
Appuyer sur la touche ACTION.
Sélectionner l'option MEMORISER.
Le message MEMORISE... apparaît dans le champ interactif dans le
coin haut / droit de l'écran.
Ensuite le numéro de la pièce enregistrée apparaît dans la liste.
Voir le chapitre suivant et également Périphériques actifs et Gestion des
pièces dans le Manuel de référence 2D.
ECHERCHER UNE PIECE
R
Méthode rapide
Cette méthode est valable uniquement à partir de la version W2.
L
Depuis n'importe quelle page affichant le champ PIECE:
Positionner le curseur dans le champ PIECE.
Clic droit à l’aide de la souris ou presser sur la touche
La fenêtre suivante s'affiche:
.
Les pièces sont initialement listées en ordre croissant par numéro de pièce.
PAGE 44 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 53

Pour parcourir, placer le curseur dans le tableau et déplacer avec les
touches
ou .
Tri :
croissant / décroissant
Pour rechercher une
pièce
Pour charger la pièce: clic ou presser
.
Pour lister en ordre décroissant:
placer le curseur sur le titre de la colonne et clic gauche
ou presser la touche
.
L’ordre est inversé (la flèche rouge est tournée vers le haut )
Pour trier par nom de dessin ou date, procéder de même dans les
titres des colonnes correspondantes (DESSIN ou DATE).
Positionner le curseur dans le tableau et dans la colonne désirée et y
introduire le numéro de pièce, le nom de dessin ou la date recherchée.
Votre introduction est affichée sur la dernière ligne (en blanc), et le
curseur se positionne sur la première ligne du tableau. Les noms triés
en ordre croissant, le premier correspondant sur la première ligne.
Pour de plus amples explications, veuillez vous référer au Manuel de
référence 2D.
MEMORISER, RECHERCHER UNE PIECE PAGE 45
Page 54

Méthode standard
Si vous désirez rechercher la pièce ailleurs que dans la mémoire
interne, placer le curseur sur le champ INTERNE de PIECES ET
GROUPES DANS.
ou clic droite pour faire apparaître la liste et effectuer votre
choix.
Dans la liste, placer le curseur sur le numéro de pièce désiré et presser
la touche
ou
Placer le curseur dans le champ PIECE, introduire le numéro de la
pièce et choisir CHARGER via le menu ACTION.
La pièce se trouve maintenant dans la mémoire de travail (son numéro
est affiché dans le champ PIECE.
Si vous connaissez le numéro de la pièce à rechercher (pour autant qu'elle se
trouve dans le périphérique actif) vous pouvez rechercher une pièce dans
toutes les pages qui affichent le champ PIECE en haut à gauche de l'écran.
A cet effet:
Introduire le numéro de pièce dans le champ PIECE.
Choisir RECHERCHER PIECE dans le menu ACTION.
PAGE 46 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 55

Méthode graphique
Procédure :
Accéder à la page MENU par la touche
Liste de pièces graphiques (touche
La fenêtre ci-dessus est affichée et vous permet de faire une recherche
de pièces.
Les fonctions et permettent de faire défiler la liste des pièces
graphiques.
La sélection de la pièce est identique au mode standard.
et appeler la page
).
MEMORISER, RECHERCHER UNE PIECE PAGE 47
Page 56

RGANISATION DES MEMOIRES
O
Ce chapitre est destiné à fournir les éléments essentiels au fonctionnement de
la DNC. Pour des informations plus complètes sur les mémoires, veuillez
consulter le Manuel de référence.
La commande numérique comporte plusieurs mémoires. Lorsque l'opérateur
programme une pièce, modifie le contenu d'une pièce, il le fait dans une
mémoire de travail appelée parfois buffer de travail.
La mémoire de travail n'est pas volatile, c'est à dire que lorsque vous
déclenchez la DNC, les données de la pièce en cours restent mémorisées
jusqu'à ce qu'elles soient remplacées par une autre pièce ou effacées.
INTERNAL
Floppy
Network
Mémoire de travail
ou
buffer
ENC
Il n'est pas nécessaire de sauvegarder la pièce que l'on a programmée dans la
mémoire de travail si cette dernière n'a plus d'utilité une fois la pièce réalisée.
Généralement, la pièce sera mémorisée uniquement si celle-ci doit être
conservée pour un usage futur.
Une pièce en mémoire de travail qui n'a pas été sauvée est reconnaissable car
le champ PIECE est vide.
La ENC possède également une mémoire qui contient une copie de la pièce
qui se trouve dans la mémoire de travail. Cette copie est transférée à la ENC
lors du changement en mode semi-auto ou auto.
Une autre mémoire que possède toujours la DNC est le Floppy (disquette).
Généralement on utilise le Floppy pour sauvegarder (back up) les pièces
importantes, les outils et/ou les paramètres machine.
La page transfert est utilisée à cet effet.
Si l'on peut rechercher ou mémoriser directement une pièce dans Floppy,
cette opération sera effectuée que très rarement à cause de la vitesse d'accès.
Des mémoires complémentaires peuvent être celles offertes par l'accès à un
réseau.
Normalement configurée, la DNC mémorise et recherche toujours ses pièces
dans la mémoire INTERNE. Il est possible de lui attribuer une autre mémoire
par défaut (voir Périphériques Actifs dans le Manuel de référence).
PAGE 48 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 57

P
ROTECTION DES NIVEAUX D'ACCES
NFORMATIONS GENERALES
I
Selon la version, la DNC 1200 peut être ou ne pas être équipée de clé
physique à 4 positions.
Cependant les niveaux de protection 0-1-2 et 3 existent toujours.
Dans le cas ou la clé physique n'existe pas, l'accès se fait par mot de passe.
Dans les manuels nous parlerons donc toujours de position de la clé
(virtuelle) tel que: "Positionner la clé sur 3".
Niveaux Il existe 4 niveaux d'accès : de 0 à 3.
0 = programmation interdite
1 = création, correction, modification, sauvegarde, effacement, transfert
d'une (ou plusieurs) pièce(s).
2 = création, correction, modification, sauvegarde, effacement, transfert
des outils.
3= programmation, modification et transfert des paramètres machine.
Accès On accède à ces différents niveaux en pressant les touches
Alt
+ ,
Remarque : Relâcher la touche numérique avant la touche Alt.
La position de la clé est affichée sous forme d'une petite icône au bas de
l'écran à droite.
Lors du passage à un niveau non autorisé, une demande de modification de
mot de passe est affichée.
Lorsque le mot de passe a été introduit, on peut "naviguer" dans les niveaux
inférieurs et dans le niveau autorisé sans réintroduire le mot de passe.
Le fait de passer au niveau 0 réinitialise la demande de mot de passe.
Utilisateurs Différents utilisateurs sont prédéfinis. Un utilisateur n'est pas une personne
physique en particulier, mais peut être par exemple tous les opérateurs ayant
l'autorisation de travailler sur la machine.
Chaque utilisateur prédéfini possède son propre mot de passe et un niveau
maximum d’accès. Voir plus loin : utilisateurs, et Accès par mots de passe.
Mot de passe Certains utilisateurs peuvent modifier leur propre mot de passe. Pour les
autres, le mot de passe peut être changé uniquement par un utilisateur ayant
un accès supérieur.
Caractéristiques Le mot de passe peut se composer de caractères alphanumériques si un tel
clavier est disponible. Sinon uniquement de caractères numériques.
Alt
+ ,
Alt
+ ou
Alt
+ .
Perte du mot de passe En cas de perte du mot de passe, il faut qu'un utilisateur de niveau supérieur
reprogramme le mot de passe.
PROTECTION DES NIVEAUX D'ACCES PAGE 49
Page 58

ES UTILISATEURS
L
Tableau des utilisateurs, accès et mots de passe.
Niveau Noms
d'utilisateurs
prédéfinis
1
2
3
4 WSSUPER OK OK 3 817 Chef d'atelier chez
5 MACHMAN NO OK 3 Techniciens de service
6 MACHMAN0 OK OK 3 Responsable des
Un utilisateur prédéfini peut être attribué à plusieurs personnes.
Par exemple niveau 1 (EUL1) à toutes les personnes ayant accès à la machine.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Changement
du mot de
passe
personnel
Changement
des mots de
passe des
subordonnés
Niveau clé
virtuelle
1
2
3
Mot de passe
par défaut
111 Opérateur ayant le droit
222 Opérateur ayant le droit
333 Opérateurs ayant le droit
Utilisateur généralement
attribué à :
d'accès au niveau 1
d'accès au niveau 2
d'accès au niveau 3
l'utilisateur de la machine
du constructeur de la
machine.
techniciens chez le
constructeur de la
machine.
Après l'installation de la machine, il est recommandé de modifier le mot de passe par défaut du niveau 4
(WSSUPER Workshop supervisor = chef d'atelier)
et du niveau 3 (EUL3 Utilisateurs avec autorisation niveau 3), car les mots de passe se trouvent dans ce
manuel.
PAGE 50 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 59

CCES PAR MOTS DE PASSE
A
Au démarrage du logiciel, la clé virtuelle est toujours placée à 0.
Lorsque l'opérateur sélectionne l'une des combinaisons
ou , le message suivant apparaît :
Niveau 1
Mot de passe
Introduire le mot de passe.
Presser
Le niveau autorisé est affiché dans la case en bas à droite de l'écran.
Sinon un message est affiché indiquant que l'utilisateur n'est pas
autorisé.
Une fois l'autorisation acquise, l'opérateur peut changer de niveau parmi ceux
qui lui sont autorisés sans qu'une nouvelle demande de mot de passe ne
réapparaisse.
Par exemple un utilisateur avec accès au niveau 3 peut naviguer entre les
niveaux 1, 2 et 3 sans plus avoir à donner son mot de passe.
Si le niveau 0 est activé, l'accès à n'importe lequel des niveaux demande
d'introduire à nouveau le mot de passe.
Cette demande apparaîtra également lorsque l’utilisateur passe à un niveau
supérieur (de 0 à 1, de 1 à 2, de 2 à 3, etc.…) et qu’il ne possède pas les
droits pour y accéder.
.
+
ou 2 ou 3
selon la
combinaison
de touche
Conseil Si vous avez accédé au niveau 3, après votre intervention, accédez au niveau
0. Cela évitera de faire par mégarde des changements non désirés.
PROTECTION DES NIVEAUX D'ACCES PAGE 51
Page 60

CCES AUX NIVEAUX SUPERIEURS A
A
Certains utilisateurs peuvent accéder à un niveau supérieur à 3, ce qui leur
permet entre autre de modifier les mots de passe.
Pour connaître les droits, voir Les utilisateurs, Accès par mots de passe.
3
Presser la combinaison de touche
Le message suivant apparaît.
Changement de position clé
Utilisateur WSSUPER
Mot de passe
Valider
Abandonner
Mot de passe oublié
Changer de mot de passe
Choisir le niveau d'utilisateur désiré (voir tableau).
Pour cela placer le curseur dans le champ Utilisateur et presser la
touche
Placer le curseur dans le champ Mot de passe et introduire le mot
de passe correspondant au niveau demandé et valider par la
puis faire votre choix et valider par .
+
.
touche
La DNC se met au niveau 1. L'opérateur peut "naviguer" entre les
niveaux 1 et 3 sans avoir à redonner son mot de passe.
Si son niveau le lui permet, il peut appeler la procédure de
modification des mots de passe (voir paragraphe suivant).
A la fin de l'intervention, ne pas oublier de passer au niveau 0 pour
quitter le niveau en cours.
.
PAGE 52 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 61

HANGER MOT DE PASSE
C
Il est possible de modifier les mots de passe attribués par défaut.
Certains utilisateurs peuvent le faire pour eux-mêmes, d'autres pas.
Pour connaître les droits, voir le chapitre Les utilisateurs plus haut.
Procédure:
Presser la combinaison de touche
+
Le message suivant apparaît:
Changement de position clé
Utilisateur WSSUPER
Mot de passe
Valider
Abandonner
Mot de passe oublié
Changer de mot de passe
Se loguer au minimum comme WSSUPER.
Introduire son mot de passe.
Cliquer sur Changer de mot de passe.
La fenêtre suivante apparaît:
Changer de mot de passe
Utilisateur WSSUPER
Nouveau mot de passe
Confirmation mot de passe
Valider
Abandonner
.
Choisir l'utilisateur dont le mot de passe est à changer. Pour cela
placer le curseur dans le champ Utilisateur et presser la touche
puis faire votre choix et valider par .
Introduire le nouveau mot de passe.
Taper le nouveau mot de passe dans Confirmation mot de passe.
Positionner le curseur sur Valider et presser
(ou clic sur
valider).
PROTECTION DES NIVEAUX D'ACCES PAGE 53
Page 62

MOT DE PASSE OUBLIE
Si un utilisateur a perdu / oublié son mot de passe, demander au responsable
de la machine.
Si toutefois ce mot de passe est définitivement perdu, 2 possibilités se
présentent:
a) L'utilisateur n'a pas le droit de changer son mot de passe lui-même.
Dans ce cas 2 solutions:
- Demander à l'utilisateur "supérieur" de modifier son mot de passe.
(voir chapitre Changer mot de passe.)
- Utiliser la méthode décrite ci-dessous.
b) L'utilisateur a le droit de changer son mot de passe.
Procéder comme décrit ci-après.
Remarque:
Si le mot de passe oublié concerne les niveaux 1, 2 ou 3, demander au chef
d'atelier à ce qu'il modifie les mots de passe de ces niveaux selon la
procédure décrite dans le chapitre Changer mot de passe.
Procédure:
Presser la combinaison de touche
+
Le message suivant apparaît:
Changement de position clé
Utilisateur WSSUPER
Mot de passe
Valider
Abandonner
Mot de passe oublié
Changer de mot de passe
Choisir l'utilisateur dont le mot de passe est oublié. Pour cela placer le
curseur dans le champ Utilisateur et presser la touche
faire votre choix et valider par
.
Cliquer sur le choix Mot de passe oublié.
.
puis
PAGE 54 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 63

La fenêtre suivante apparaît :
Mot de passe oublié
Utilisateur WSSUPER
Code de secours Kl2398saf58sdf7
Veuillez contacter votre fournisseur
Quitter
Il faut que l'opérateur note le code de secours affiché et s'adresse à son
fournisseur. Ce dernier possède un logiciel qui permet de générer un nouveau
mot de passe.
Afin de récupérer un mot de passe oublié, procéder comme suit:
Appeler la fonction Mot de passe oublié.
Noter le code de secours qui est affiché.
Obtenir le nouveau mot de passe auprès du fournisseur en lui
communiquant le code de secours. Le mot de passe perdu vous sera
communiqué.
PROTECTION DES NIVEAUX D'ACCES PAGE 55
Page 64

Cette page a été intentionnellement laissée blanche.
PAGE 56 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 65

B
REF APERÇU DES PAGES
De nombreuses explications complémentaires sur ces pages et/ou les
fonctions qui s'y trouvent sont décrites dans le Manuel de référence 2D.
Ce manuel est organisé comme un dictionnaire, avec une table des matières
et un index très fournis qui vous permettent de trouvez aisément le sujet
recherché.
AGE MENU
P
La page MENU
apparaît lorsque l'on
presse la touche MENU
.
Pour valider:
déplacer le curseur sur
l'option désirée et
appuyer sur la touche
, ou introduire le
nombre en regard du
choix.
AGE LISTE PIECES
P
Cette page permet
d’extraire les pièces
mémorisées dans la
CN, dans l’ordre
numérique croissant.
BREF APERÇU DES PAGES PAGE 57
Page 66

AGE LISTE PIECES GRAPHIQUES
P
Cette page permet
d’extraire les pièces
mémorisées dans la
CN, dans l’ordre
numérique croissant et
avec le graphique qui
lui est associé.
AGE RECHERCHE PIECES / CRITERES
P
Cette page permet de
rechercher différentes
pièces mémorisées
dans la commande
numérique selon
certains critères.
AGE TRANSFERT
P
Permet de sélectionner
et de commander des
transferts de données
d'une mémoire à
l'autre. (Disquette,
réseau, etc...)
PAGE 58 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 67

AGE LISTE POINÇONS
P
Cette page permet de
visualiser en un coup
d'œil rapide les
principaux paramètres
des poinçons
mémorisés dans la
commande numérique.
Dans cette liste, si vous désirez voir la description complète de l'outil,
il suffit de positionner le curseur sur le nom de l'outil et de presser
AGE LISTE MATRICES
P
Cette page permet de
visualiser en un coup
d'œil rapide les
principaux paramètres
des matrices
mémorisées dans la
commande numérique.
ou clic. La page PROGRAMMATION POINCONS est alors
affichée.
Dans cette liste, si vous désirez voir la description complète de l'outil,
il suffit de positionner le curseur sur le nom de l'outil et de presser
ou clic. La page PROGRAMMATION MATRICES est alors
affichée.
BREF APERÇU DES PAGES PAGE 59
Page 68

AGE PROGRAMMATION POINÇONS
P
La programmation de
tous les poinçons est
réalisée dans cette
page.
Toutes les dimensions
relatives au poinçon y
sont introduites.
Un croquis
représentant le profil du
poinçon s'affiche sur la
droite de l'écran.
AGE PROGRAMMATION MATRICES
P
La programmation de
toutes les matrices est
réalisée dans cette
page.
Toutes les dimensions
relatives à la matrice y
sont introduites.
Un croquis
représentant le profil de
la matrice s'affiche sur
la droite de l'écran.
PAGE 60 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 69

AGE BIENVENUE
P
Principales données de
la machine et de la
commande numérique.
Les champs de couleur
verte sont des champs
aux choix multiples qui
peuvent être modifiés.
AGE INITIALISATION
P
Cette page est
réservée à la
maintenance technique
de la commande
numérique ou de la
machine.
Cette page permet de
vider les données de la
DNC et de modifier les
origines physiques de
la machine.
L'emploi de la clé du
panneau avant est
nécessaire pour agir
sur cette page.
BREF APERÇU DES PAGES PAGE 61
Page 70

AGE PARAMETRES MACHINE
P
Cette page est la 1ère
des pages constituant
la suite de tous les
paramètres
conditionnant le
fonctionnement de la
commande numérique.
Seul l'emploi de la clé
du panneau en position
3 permet de modifier
ces données.
La modification de ces
données ne doit se
faire qu'avec
l'assistance d'un
support technique
compétent.
AGE PIECE NUM
P
Cette page apparaît
lorsque l'on presse la
touche PIECE et
on choisit :
PIECE NUMERIQUE.
Cette page permet de
construire et calculer
une pièce et de
visualiser le profil de la
coupe en temps réel.
PAGE 62 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 71

AGE POSITION OUTILS
P
Cette page apparaît
lorsque l'on presse la
touche PIECE
on choisit :
POSITION OUTILS.
Cette page permet de
définir plusieurs postes
de travail.
AGE COMMENTAIRES
P
Cette page apparaît en
surimpression lorsque
l'on presse la touche
et
PIECE
choisit
COMMENTAIRES.
Cette page permet de
compléter les données
de la pièce par une
série de commentaires.
Ces commentaires sont
programmés à l'aide
d'un logiciel PC.
et que l'on
BREF APERÇU DES PAGES PAGE 63
Page 72

AGE PLI NUM
P
Cette page apparaît
lorsque l'on presse la
touche PLI
l'on choisit
PLI NUMERIQUE.
Cette page récapitule
toutes les données
pour la séquence en
cours.
AGE PLI
P
Cette page apparaît
lorsque l'on presse la
et que
2D
touche PLI et que
l'on choisit PLI 2D.
Cette page permet de
simuler la faisabilité de
la pièce et de corriger
l'ordre de pliage si
nécessaire.
PAGE 64 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 73

AGE PLI
P
Cette page apparaît
lorsque l'on presse la
3D
touche PLI
l'on choisit PLI 3D.
Cette page permet de
simuler la faisabilité de
la pièce et de corriger
si nécessaire la
position des butées
ainsi que la position de
la pièce par rapport aux
outils.
AGE PLI FONCTION
P
Cette page apparaît
lorsque l'on presse la
et que
touche PLI et que
l'on choisit
PLI FONCTION.
Cette page permet de
programmer les
éventuelles fonctions
auxiliaires de la
machine.
BREF APERÇU DES PAGES PAGE 65
Page 74

AGE OUTILS PLI
P
Cette page apparaît
lorsque l'on presse la
touche PLI
l'on choisit OUTIL PLI.
Cette page permet de
modifier la position et la
largeur des outils
montés sur la machine.
On peut aussi modifier
certaines sécurités.
AGE CORRECTIONS
P
Cette page apparaît
lorsque l'on presse la
touche CORRECTIONS
et que l'on choisit
CORRECTIONS.
et que
Cette page permet
d'appliquer les
corrections aux
différents axes de la
machine en fonction
des résultats obtenus
en cours de pliage.
PAGE 66 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 75

I
NSTALLATION DU LOGICIEL
Il faut distinguer 4 cas de figure:
1. Installation de PC 1200 Windows sur une station PC.
2. Installation de PC 1200 version DOS* ou PC 900 (DOS) sur une
station PC équipée de Windows.
3. Installation du logiciel DNC 1200 Windows.
4. Installation du logiciel DNC 1200 DOS.
* Uniquement certains logiciels. PC 1200 pour presse-plieuses n'existe
pas en version DOS.
LE DE PROTECTION
C
La clé doit être équipée au minimum des options 20, 25 pour autoriser
PC1200 à fonctionner:
Installer la clé de protection sur le port parallèle LPT1 (imprimante).
PC
PC/DNC 1200
Si une imprimante est connectée à l'ordinateur (au travers de la clé), elle doit
impérativement être sous tension.
L
Important: surtout ne pas placer la clé sur un port série, cela risque
de détruire la clé.
Remarques:
Déclenchez le PC ou la DNC avant de connecter ou de
déconnecter une clef de protection!
La sortie imprimante du PC ou de la DNC et/ou la clef de protection
peuvent être endommagées si la clef est connectée ou déconnectée
alors que le système est sous tension.
La clef de protection doit être connectée sur le (premier) port
imprimante (port parallèle, LPT1) du PC ou de la DNC.
Ne connectez jamais la clef de protection sur un port série ("Com
port")! Cela peut endommager la clef de protection et/ou le port série
du PC ou de la DNC.
Si une imprimante est connectée sur la clef de protection, elle doit
être enclenchée pour assurer un fonctionnement correct.
En principe, il est possible de connecter plusieurs clefs de protection
les unes derrière les autres sur une sortie imprimante du PC.
Dans certains cas, l'ordre des clefs peut être important pour obtenir un
fonctionnement correct des différents logiciels. En cas de problème,
commencez toujours par connecter une seule clef (sans connecter
l'imprimante) pour voir si cela élimine le problème. Si tel est le cas,
essayez d'ajouter les autres clefs dans des ordres différents pour
déterminer l'ordre correct. Si le problème ne peut pas être résolu, il
faudra envisager l'utilisation d'une boîte de sélection pour
imprimantes qui permettra de commuter entre les différentes clefs.
INSTALLATION DU LOGICIEL PC/DNC 1200 PAGE 67
Page 76

Pour les clefs de protection CYBELEC, seules des clefs de couleurs
différentes peuvent être connectées ensemble. Des clefs de la même
couleur ne doivent pas être combinées. Cela signifie aussi qu'un
échange de clefs peut s'avérer nécessaire dans le cas où une version de
logiciel installée est mise à jour avec une version comportant des
options différentes.
Lors du démarrage, le logiciel affiche la page BIENVENUE.
Au bas de cette page vous pouvez y lire le numéro de série de la clé, ainsi
que les options disponibles.
Si par hasard la clé n'était pas reconnue, un message ILLEGAL
CONFIGURATION apparaît, le numéro de série de la clé est vide et il n'est
pas possible d'aller dans d'autres pages du logiciel.
Dans ce cas, quitter le logiciel, tester, effectuer chacun des points ci-dessous
en relançant à chaque fois le logiciel pour savoir si le point a résolu le
problème:
- Vérifier que la clé se trouve bien sur le port imprimante LPT1.
- Laisser branchée uniquement la clé seule, sans imprimante, sans câble,
sans autre clé, ou autre périphérique (pour le reste de tests).
- Installer le driver Sentinel qui se trouve dans le répertoire du CD sous le
répertoire \Tools\Win_NT_2000\SproDrivers_NT359.
Pour cela exécuter setup.exe qui se trouve dans ce répertoire.
- Pour Windows NT ou Windows 2000 ou XP vous devez posséder une
clé Sentinel Super Pro qui se distingue par sa taille (voir photo). Les
autres clés (plus grandes) ne sont PAS reconnues.
- "Sous" Windows NT, 2000 ou XP, il est possible qu'il fasse encore
installer en plus le driver RAINPORT qui se trouve également sur le CD
de PC 1200 dans le répertoire \Tools\Win_NT_2000\Rainport .
- Si toutes ces tentatives n'ont pas résolu le problème: Lancer le logiciel
cybdng3.exe qui se trouve dans le répertoire \Tools\Prot_key.
L'exécution de ce dernier doit vous retourner le numéro de la clé ainsi
que les options disponibles.
- Si cela ne donne pas de résultat, essayer sur un autre PC de marque
différente et si possible avec un autre OS (Win 95, Win 98). Il arrive que
le port ne soit pas compatible avec la clé.
- Si le résultat est négatif sur un autre PC, la clé de protection peut avoir
été endomagée. Cela nécessite un remplacement.
Dans une configuration en réseau, le logiciel PC peut être installé sur le
serveur. Ceci n'est cependant pas recommandé, car cela peut poser des
problèmes si plusieurs utilisateurs font appel au logiciel en même temps.
Veuillez noter également qu'une clef de protection est requise pour chaque
PC utilisant le logiciel, et que la clef de protection ne doit pas être installée
sur le serveur.
PAGE 68 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 77

Selon la configuration et les options, la DNC nécessite également une clef de
protection. Si aucune clef n'est détectée, le message Configuration Illégale
peut être affiché (et dans ce cas la DNC ne peut être utilisée), ou alors une ou
plusieurs options de la DNC ne seront pas disponibles.
Aucune clef de protection n'est nécessaire pour l'installation du logiciel.
ONFIGURATION MINIMUM
C
Pentium 100 Mhz
32 Mb Ram
Windows 95 / 98 / Me / NT4, 2000, (XP sous réserve)
DNC: Windows 95 ORS2 (950B)
Mode 800x600
Couleur 16 bits (65 536)
DNC: Setup BIOS BIOS configuration:
STANDARD SETUP Halt all but keyboard
:
UPPORT LOGICIEL
S
Le logiciel PC 1200 version Windows est livré sur CD ROM.
Composition:
1 CD ROM Cybelec SSAFFxx.
Également valable pour la DNC.
1 disquette de configuration CONFIG 01 ou supérieure
Également valable pour la DNC.
UPPORT LOGICIEL
S
Le logiciel DNC 1200 version Windows est livré sur CD ROM.
Composition:
1 CD ROM Cybelec SSAFFxx.
Egalement valable pour la version PC.
1 disquette de configuration CONFIG 01 ou supérieur.
Egalement valable pour la version PC.
PC 1200 W
INDOWS
DNC 1200 W
INDOWS
1 disquette drivers réseau.
INSTALLATION DU LOGICIEL PC/DNC 1200 PAGE 69
Page 78

Une EPROM ou le logiciel FLASH pour la ENC correspondant à la
version sur CD-ROM.
La licence Windows de la commande numérique est actuellement
livrée avec un CD-ROM inclus les documents de la licence.
Le disque et la licence doivent toujours accompagner la
commande numérique.
La licence peut être réduite à une simple étiquette Microsoft collée
sur la DNC.
Voir également la mise en garde pour les logiciels Windows au début
du manuel d'instruction de PC / DNC 1200.
UPPORT LOGICIEL
S
Le logiciel DNC 1200 version DOS est livré sur disquettes 3,5".
Composition:
1 disquette d'installation SYSTEM S 105 (PS) ou S106 (PP)
DNC 1200 DOS
1 disquette logiciel SSAFDxx
Une disquette langue
1 disquette drivers réseau
Une EPROM ou le logiciel FLASH pour la ENC correspondant à la
version sur CD-ROM.
La licence DOS de la commande numérique est actuellement livrée avec
disquettes et les documents de la licence.
Les disquettes et la licence doivent toujours accompagner la
commande numérique.
La licence peut être réduite à une simple étiquette Microsoft collée sur la
DNC.
Ne tentez pas d'installer cette version de logiciel sur un PC.
Pour le PC, il vous faut une version PC1200 Windows.
PAGE 70 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 79

I
NSTALLATION
PC1200 W
Installer la clé de protection.
Insérer le CD ROM dans le lecteur CD et suivre les instructions.
Lorsque le logiciel vous pose la question, choisir Installation sur PC
(et non pas sur DNC).
INDOWS
Par défault, le logiciel s'installera dans un répertoire CYB/ et dans un
sous répertoire au nom de la version intallée.
Ceci permet d'avoir plusieurs versions différentes sur le PC.
Lorsque le logiciel vous pose la question, introduire la disquette
CONFIG 03 (ou supérieur) et continuer l'installation.
Si vous n'avez pas de disquette, cliquer sur NON, le logiciel sera
installé avec les options standard.
INSTALLATION PC 1200 WINDOWS PAGE 71
Page 80

Installation dans un répertoire existant
Si vous ne désirez pas garder votre ancienne version, mais faire un "update"
dans le même répertoire que votre ancien logiciel, répondez également NON
à la question "installer la disquette CONFIG 03".
De cette manière les paramètres de votre ancien logiciel seront conservés, la
configuration, les paramètres, les pièces et chemins.
Installation sous Windows NT 2000 ou XP
Attention: sous ces systèmes vous devez avoir les droits
d'ADMINISTRATEUR pour installer le logiciel.
Avant ou après l'installation du logiciel, mais avant de lancer PC1200.
- Installer le driver Sentinel qui se trouve dans le répertoire du CD sous le
répertoire \Tools\Win_NT_2000\SproDrivers_NT359.
Pour cela exécuter setup.exe qui se trouve dans ce répertoire.
PAGE 72 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 81

I
NSTALLATION
L
PC1200 / PC 900
Les logiciels PC 1200 DOS concernent uniquement certaines machines, mais
en aucun cas les logiciels PC pour presses-plieuses.
Il n'est pas possible d'installer sur un PC le logiciel DNC 1200 DOS fourni
avec la DNC.
Insérez la disquette SYSTEM S105 dans le lecteur A.
Menu Windows Exécuter / Démarrer
Introduire A:\install puis frapper ENTER.
Suivre les instructions.
VERSION
DOS
Installation sous Windows NT, 2000 ou XP
Attention: sous ces systèmes vous devez avoir les droits
d'ADMINISTRATEUR pour installer le logiciel.
Avant ou après l'installation du logiciel, mais avant de lancer PC1200.
Installer le driver Sentinel 3.59 qui se trouve dans le répertoire du CD
sous le répertoire \Tools\Win_NT_2000\SproDrivers_NT359.
Pour cela exécuter setup.exe qui se trouve dans ce répertoire.
Tester. Si le logiciel ne reconnaît toujours pas la clé, installer le driver
RAINPORT 2.0 qui se trouve sur le CD de PC1200 dans le répertoire
\Tools\Win_NT_2000\Rainport .
Si vous n'avez pas ce CD sous la main, vous pouvez télécharger ces drivers
aux adresses suivantes:
http://www.rainbow.com/tech/downloads.html
Et
http://www.cybelec.ch/utils/rainport.htm
Problèmes connus:
Sous toutes ces versions les déplacements de souris sont fortement
ralentis (ce qui n'est pas le cas avec Windows 95, 98 et Me).
Il n'a pas de solution connue à ce jour.
Sous Windows 2000 et XP le fait d'utiliser la souris risque fort de
"planter" le logiciel.
A ce jour pas de solution connue.
Sous Windows 2000 et XP, seule la clé Super Pro est reconnue
(voir le chapitre clé de protection ci-dessus).
pour les drivers Sentinel..
Toutefois visitez notre site régulièrement, vous serez informés de nos
nouveautés.
INSTALLATION PC1200/PC900 VERSION DOS PAGE 73
Page 82

NSTALLATION
I
DNC W
On suppose que Windows est déjà installé dans la DNC.
Installer un clavier externe.
Allumer la DNC.
Laisser se charger complètement le logiciel.
Se mettre en niveau 3.
Quitter le logiciel.
A ce moment, Windows est disponible.
Insérer le CD ROM dans le lecteur CD et suivre les instructions.
Lorsque le logiciel vous pose la question, choisir Installation sur
DNC.
Lorsque le logiciel vous pose la question, introduire la disquette
CONFIG 03 (ou supérieur) et continuer l'installation.
Si vous n'avez pas la disquette, choisissez NON.
Quitter Windows.
Eteindre la commande numérique.
Changer le logiciel de la ENC en concordance avec la version
nouvellement installée sur la DNC.
INDOWS
SI LE CLAVIER DE LA DNC NE FONCTIONNE PAS:
Quitter Windows.
Couper la DNC.
Installer un clavier externe.
Enclencher la DNC.
Durant le boot, presser la touche Del.
Dans le setup du BIOS sous la page STANDARD SETUP, veillez à
ce que l'option Halt on soit sur Halt all but keyboard.
Sauver et quitter le setup du BIOS.
PAGE 74 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 83

NSTALLATION
I
DNC DOS
On suppose que le DOS et une version précédente du logicel est déjà
installée dans la DNC.
Eteindre la commande numérique.
Insérer le disque SOFTWARE
Démarrer la DNC.
Suivre les instructions.
Le logiciel s'installe en conservant la configuration et les données
précédentes.
Introduire la disquette langue, lorsque cela est demandé .
A la fin de l'installation retirer la disquette.
Eteindre la commande numérique.
Changer le logiciel de la ENC en concordance avec la version
nouvellement installée sur la DNC.
Installation avec de nouvelles options ou reformattage
Cette variante permet de réinstaller complètement la DNC et de formatter
éventuellement le disque Flash de la commande numérique.
Eteindre la commande numérique.
Insérer le disque SYSTEM S105.
Démarrer la DNC.
Suivre les instructions.
Si vous choisissez de formatter, les données contenues dans la DNC
seront perdues.
Introduire la disquette langue, lorsque cela est demandé .
A la fin de l'installation retirer la disquette.
Eteindre la commande numérique.
Changer le logiciel de la ENC en concordance avec la version
nouvellement installée sur la DNC.
INSTALLATION PC1200/PC900 VERSION DOS PAGE 75
Page 84

SI LE CLAVIER DE LA DNC NE FONCTIONNE PAS:
Quitter Windows.
Couper la DNC.
Installer un clavier externe.
Enclencher la DNC.
Durant le boot, presser la touche Del.
Dans le setup du BIOS sous la page STANDARD SETUP, veillez à
ce que l'option Halt on soit sur Halt all but keyboard.
Sauver et quitter le setup du BIOS.
PAGE 76 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
Page 85

INDEX
A
Accès
aux niveaux supérieurs à 3, 52
par mot de passe, 49, 51
Protection des niveaux d'accès, 49
B
Blocage du logiciel, 73
C
Clavier
ne fonctionne pas, 74, 76
Clé
virtuelle, 49
clé de protection, 67
Clé de protection, 67, 71
Clef de protection, 67
Coller une aile, 39
configuration illégale, 67
L
Licence
Documents, 70
Windows, 70
Liste de pièces, 43
M
Mémoire
Buffer de travail, 48
Floppy, 48
interne, 48
Mémoire de travail, 48
Mémoire de travail
vider, 12, 26, 36
Mémoriser une pièce, 43
Mot de passe, 49
changer, 53
oublié, 54
perdu, 54
Perte du ..., 49
Construction
contrôler, 41
Copyright et licence, 5
D
Driver
Rainport, 68
Sentinel, 68
télécharger, 73
G
Gamme de pliage
chercher, 22
modifier, 22
I
Icônes, 35
illegal configuration, 67
Installation, 67
N
Niveaux d'accès, 49
O
Operating system, 5
Outils
Choix, 28
P
Pli
copier, 30
Programmation
3D, 35
Coupe 1, 18
Coupe 2, 19
directe, 25
par L-alpha, 11
R
Rechercher une pièce
Méthode graphique, 47
INDEX PAGE 77
Page 86

Méthode rapide, 44
Méthode standard, 46
Réglage
de la matrice, 15
du poinçon, 13
S
Sécurité, 5
Sentinel Super Pro, 68
Souris, 7
lente, 73
T
Touches de fonction, 8
Tracksensor, 7
U
Utilisateurs
Tableau des ..., 50
W
Windows NT, 2000 ou XP, 67, 72
PAGE 78 MANUEL D'UTILISATION PC/DNC 1200 2D&3D
 Loading...
Loading...