

Page 1

Manual de Usuario
Para Prensa Plegadora Sincronizada
Sept14
V3.1
Page 2

© 2014 Cybelec S.A.
Todos los derechos reservados
La copia, reproducción, modificación, distribución, exhibición o distribución de cualquier
contenido de este manual para cualquier propósito sin el previo consentimiento de Cybelec S.A.
está estrictamente prohibido.
Page 3

The Intuitive Programming
Índice
Seguridad ................................................................................................................ 1
Seguridad General ....................................................................................................................... 1
Símbolo e iconos de este manual ................................................................................................ 2
Aviso General ................................................................................................................................. 2
Información ................................................................................................................................... 2
Ajustes .......................................................................................................................................... 2
Navegación .................................................................................................................................... 2
Primeros pasos con CybTouch 12 ...........................................................................3
Navegación general ...................................................................................................................... 4
Botón de menú ................................................................................................................................ 4
Zona Páginas de estado ................................................................................................................... 4
Limpieza de la pantalla ................................................................................................................... 4
Página de estado ........................................................................................................................... 5
Preferencias de usuario ................................................................................................................ 5
Idioma .......................................................................................................................................... 6
Unidades de longitud ...................................................................................................................... 6
Mostrar valores de posición Y1-Y2 ..................................................................................................... 6
Mostra página L-alpha num ........................................................................................................... 6
Mostrar pieza plegada ...................................................................................................................... 6
Materiales ...................................................................................................................................... 7
Corrección PMB .............................................................................................................................. 7
RFLink .......................................................................................................................................... 8
Borrar indexación ........................................................................................................................... 8
Explorador USB .............................................................................................................................. 8
Retracción por defecto ...................................................................................................................... 8
Ajuste del reloj ................................................................................................................................ 8
Calibración de la pantalla táctil ........................................................................................................ 9
Page 4

The Intuitive Programming
Brillo xx% Eco xx% ....................................................................................................................... 9
Movimiento manual de los ejes ................................................................................................. 10
Trancha desincronizada ..................................................................................................................10
Página de Servicio ...................................................................................................................... 11
Ajuste ejes .....................................................................................................................................11
Mantenimiento ..............................................................................................................................11
Información ..................................................................................................................................12
Defrag (Desfragmentación) ........................................................................................................................... 12
Format (Formatear) .......................................................................................................................................12
Internal backup (Copia de seguridad interna) ............................................................................................12
Opciones de Configuración ..............................................................................................................13
Número de serie ............................................................................................................................................. 13
Computer ID ................................................................................................................................................... 13
Lista de opciones ............................................................................................................................................ 13
Nuevo código de opción ................................................................................................................................ 13
Transferencia USB ...................................................................................................................... 14
Importar piezas desde otros CNCs Cybelec ...........................................................................................14
Descripción básica de una página .......................................................................... 15
Página Plegado Numérico ......................................................................................................... 15
Página Más .................................................................................................................................. 15
Funciones disponibles en la página Más ............................................................................................16
Material ...........................................................................................................................................................16
Espesor del material ....................................................................................................................................... 16
Sigma del material .......................................................................................................................................... 16
Retracción del tope trasero ............................................................................................................................16
Umbral de cambio de velocidad y velocidad de plegado .............................................................................16
Longitud de plegado ...................................................................................................................................... 16
Plegado de radio grande ................................................................................................................................ 17
Velocidad lenta de retorno ............................................................................................................................17
Tiempo de espera ........................................................................................................................................... 17
Page 5

The Intuitive Programming
Fuerza .............................................................................................................................................................. 17
Abertura (PMA) ..............................................................................................................................................18
Bombeo ........................................................................................................................................................... 18
Tipo de dedo en el tope trasero .................................................................................................................... 18
Número de piezas ........................................................................................................................................... 18
Control manual del tope trasero ................................................................................................................... 18
Gestión de útiles ...................................................................................................19
Punzones ..................................................................................................................................... 19
¿Cómo crear o modificar un punzón? ................................................................................................20
Matrices ....................................................................................................................................... 21
¿Cómo crear o modificar una matriz? ................................................................................................22
Nomenclatura de los útiles ........................................................................................................ 23
Punzones ......................................................................................................................................23
Matrices .......................................................................................................................................23
Crear un programa pieza ....................................................................................... 24
Modo TouchProfile .................................................................................................................... 24
Secuencia de Plegado Automática (opcional) ......................................................................... 25
Modo Numérico ......................................................................................................................... 27
Modo L-Alpha ............................................................................................................................. 28
Corrección de plegado............................................................................................................... 29
Corrección de ángulo (eje Y).............................................................................................................29
Bombeo .........................................................................................................................................30
Corrección tope trasero (ejes X y R) ....................................................................................................30
Guardar y cargar un programa ..............................................................................31
Guardar un programa ................................................................................................................ 31
Cargar un programa ................................................................................................................... 31
Borrar un programa ................................................................................................................... 31
Página EasyBend ................................................................................................... 32
Page 6

The Intuitive Programming
Hacer un plegado en la página EasyBend ................................................................................ 32
Mensajes de error y advertencia ............................................................................ 33
Advertencias ................................................................................................................................ 33
Mensajes de error ....................................................................................................................... 36
Page 7

The Intuitive Programming
Page 8

The Intuitive Programming
Page 9
CybTouch 12 PS Manual de Usuario
Seguridad
Seguridad general
El usuario debe Leer y Comprender, pero sobretodo respetar las directivas
descritas en este manual.
Cualquier persona que entre en contacto con la máquina en la que se ha
instalado el control, cualquiera que sea su función o cualquier que sea el estado
en que se encuentra la máquina (montaje, desmontaje, puesta en marcha,
producción, mantenimiento, reparación) debe haber leído y comprendido
los requerimientos respecto a la seguridad y la totalidad de las directivas de
funcionamiento descritas en los manuales entregados con la máquina.
El operario debe estar correctamente formado para trabajar con
la máquina en la que está instalado el control numérico. Un uso
inapropiado del control numérico puede causar graves daños en el
equipamiento y/o herir a personas.
La modificación de parámetros máquina puede causar un daño importante en el
material o causar una calidad irregular en el producto.
No exponga el control numérico a humedad excesiva para evitar cualquier
riesgo de electrocución y cualquier deterioro del equipamiento.
Asegúrese de que el control numérico está desconectado de la alimentación
principal antes de llevar a cabo cualquier operación de limpieza. No utilice
líquidos basados en alcohol o amoníaco.
En caso de mal funcionamiento del control numérico, póngase en contacte con
un técnico.
No exponga el control numérico a los rayos directos del sol o cualquier otra
fuente de calor.
No coloque el control cerca de equipos magnéticos como transformadores,
motores o dispositivos capaces de generar interferencias (máquinas soldadoras,
etc.)
Este manual ha sido traducido desde su versión original en inglés. En caso
de contradicciones o dificultades de comprensión, prevalece la versión en
inglés. Con el espíritu de mejorar continuamente, Cybelec le agradecerá la
comunicación de cualquier inconsistencia que pueda encontrar en este manual.
Sept.
2014
V3.1
1/40
Page 10
SÍmbolo e iconoS de eSte manual
Durante la utilización de este manual, encontrará símbolos y textos de avisos
representados en este capítulo: están directamente relacionados con la seguridad de las
personas. Siga cuidadosamente este consejo informe a los demás.
CybTouch 12 PS Manual de Usuario
Aviso General
Información
Ajustes
Esta señal de aviso aparece en el manual siempre que sea necesario poner atención
a normas, instrucciones o consejos. Debe seguirse una correcta secuencia de
funcionamiento para evitar daños en la máquina.
Simboliza un serio peligro personal
Esta señal de aviso aparece en este manual cada vez que deba tomarse en consideración
una información importante. Ponga atención a este símbolo y siga las instrucciones.
Este símbolo aparece en este manual cada vez que se dan instrucciones de ajuste. Ponga
atención a este símbolo y siga la secuencia de instrucciones.
Navegación
Este icono proporciona información de navegación, da acceso al tema tratado en el
capítulo.
2/40
Sept.
2014
V3.1
Page 11
CybTouch 12 PS Manual de Usuario
PrimeroS PaSoS con cybTouch 12
Dependiendo de la evolución del software y de la prensa plegadora controlada por el
CybTouch (configuración / capacidades), el presente manual puede no corresponder con
el CybTouch del que dispone actualmente. Sin embargo, las diferencias son mínimas.
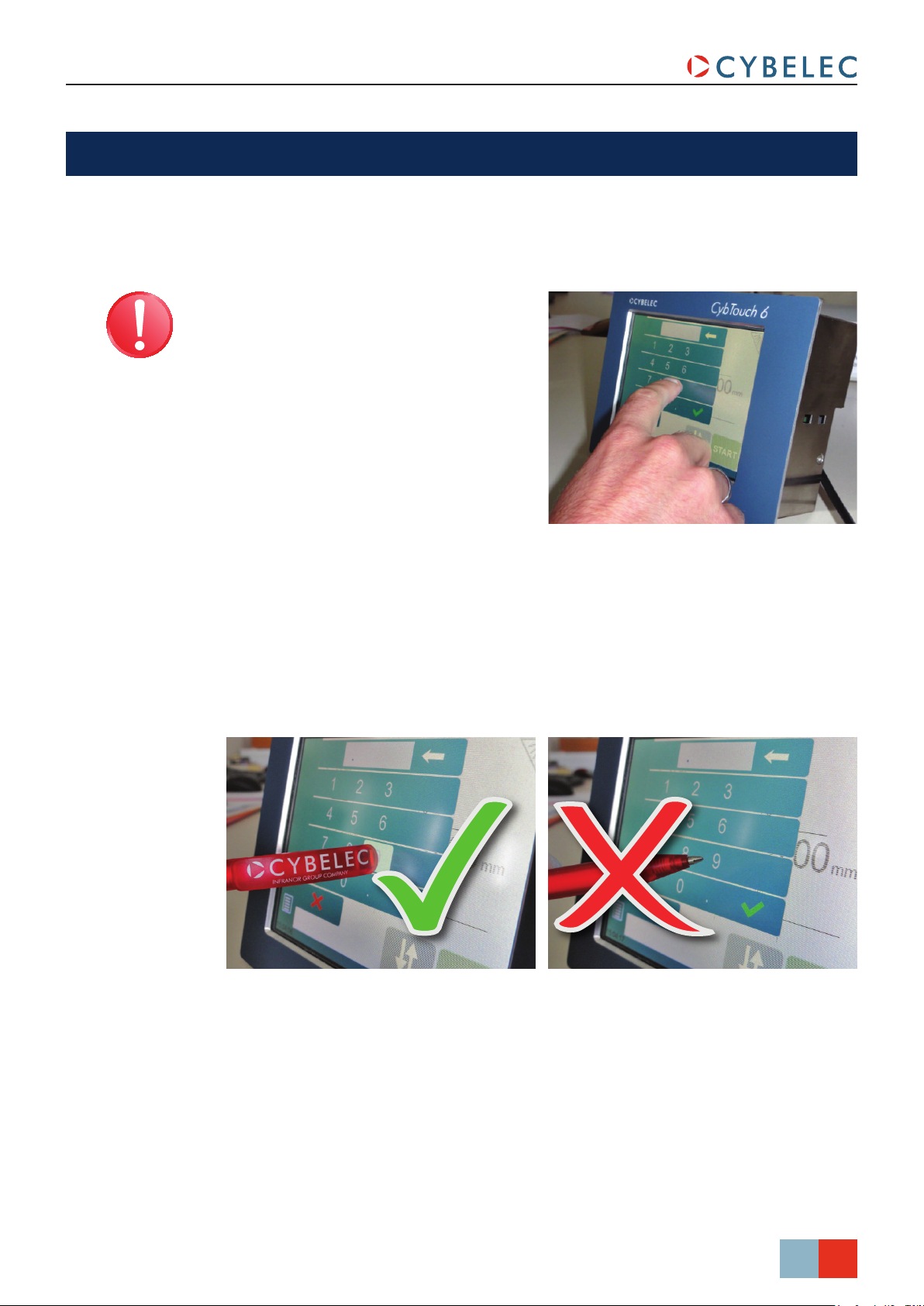
Las pantallas táctiles son
sensibles a la presión.
No presione con fuerza en la
pantalla.
Presionar con fuerza sobre la
pantalla la dañaría.
¡Daños de este tipo no están
cubiertos por la garantía del
fabricante!
No utilice objetos afilados y/o puntiagudos (chapa metálica, destornillador, bolígrafo,
etc) para tocar la pantalla; tan sólo utilice sus dedos (con o sin guantes) o un puntero de
plástico. Asegúrese de que sus guantes no tienen partículas metálicas incrustadas en las
yemas de los dedos, ya que éstas podrían también dañar la pantalla.
Tómese unos minutos para practicar pulsando suavemente la pantalla, descubrirá que la
pantalla es muy reactiva y que es fácil de utilizar.
Sept.
2014
V3.1
3/40
Page 12
navegación general
CybTouch 12 PS Manual de Usuario
Botón de menú
Añadir paso o
siguiente paso
Zona Páginas de
estado
Botón de menú
El botón de menú le permite seleccionar directamente (saltar a) la pantalla deseada. El
contenido del menú cambiar en función del contexto.
Botón de Limpieza de
la pantalla
Zona Páginas de estado
Limpieza de la pantalla
La zona de páginas de estado da acceso a la Página de estado (vea página 5). Esta
zona está activa en cualquier momento desde cualquier página (excepto la del asistente).
Para limpiar la pantalla mientras el CybTouch está encendido, pulse sobre el botón .
Utilice tan solo un paño suave y húmedo con jabón o detergente neutro.
NUNCA utilice disolventes, petróleo, benceno, alcohol, etc.
4/40
Sept.
2014
V3.1
Page 13
CybTouch 12 PS Manual de Usuario
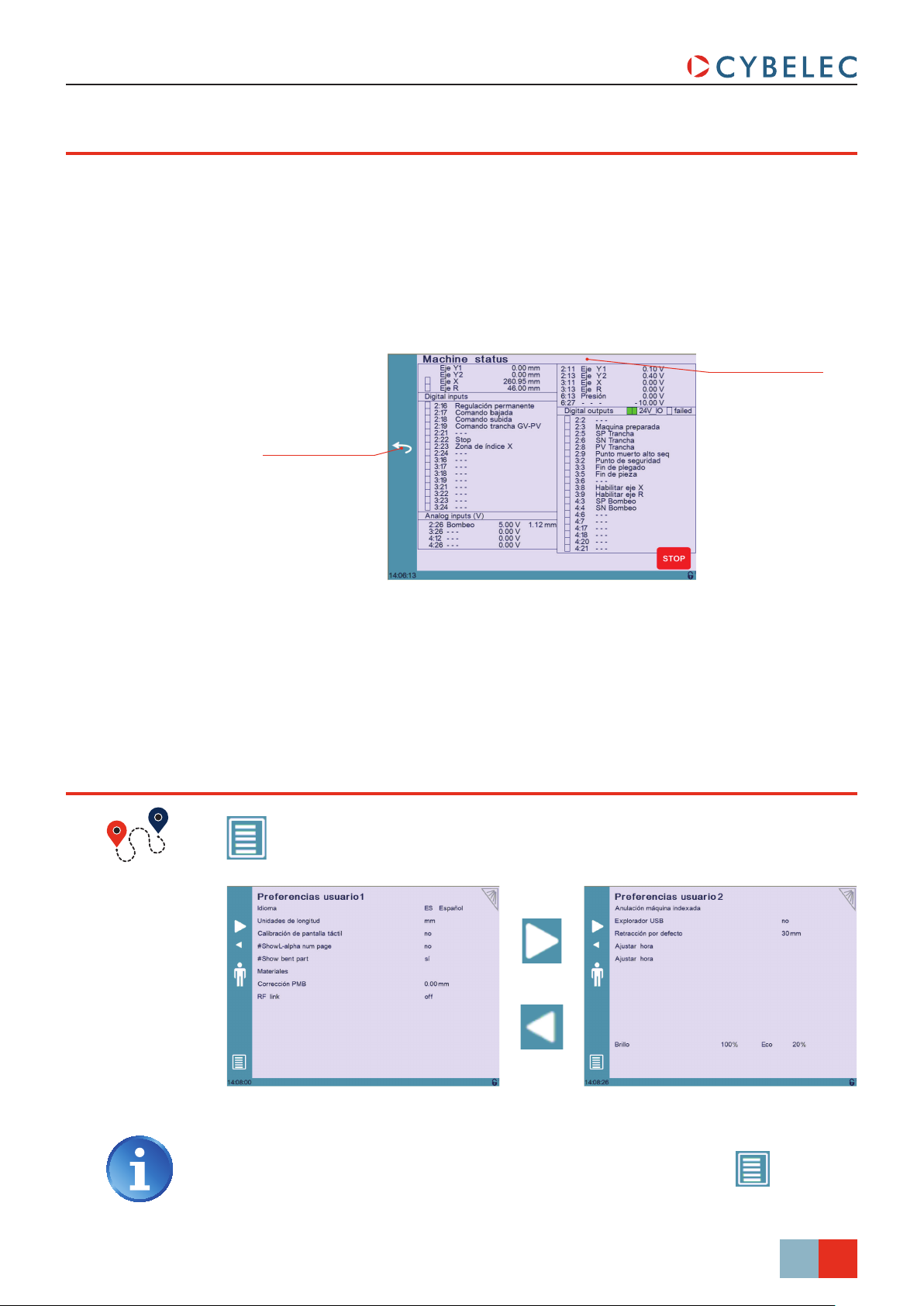
Página de eStado
La página de estado muestra el estado de todas las entradas y salidas y posiciones de los
ejes.
Esta funcionalidad es muy útil durante la puesta en marcha o mientras se recibe atención
técnica en una máquina.
Esta página es accesible desde cualquier lugar pulsando la Zona Páginas de estado (vea
página 4).
Para abandonar la página de Estado, pulse en la flecha situada a la izquierda.
Pulse la echa para
abandonar la Página de
En la línea superior,
puede aparecer un
mensaje indicando que la
máquina está ejecutando
una fase del ciclo
estado
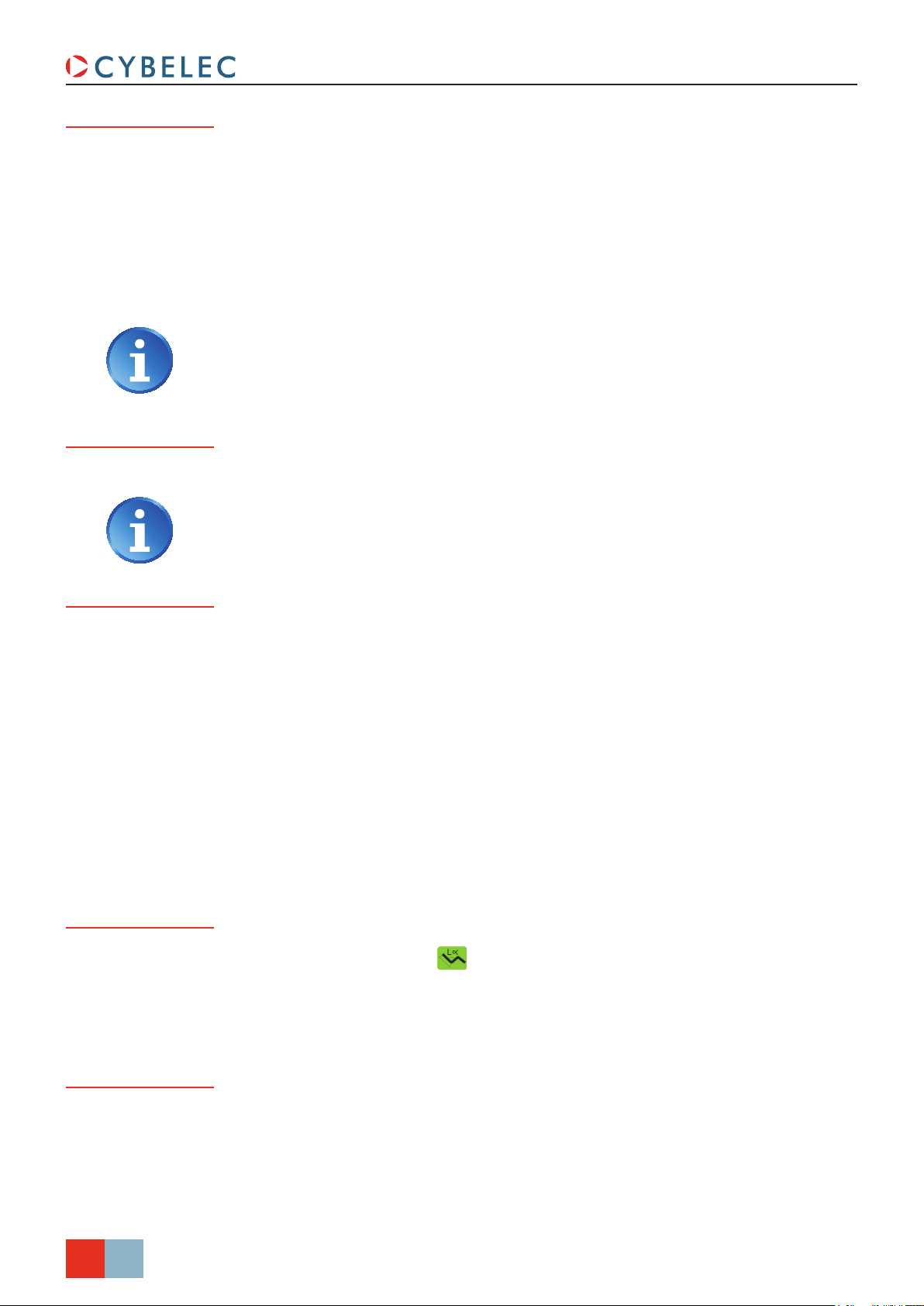
PreferenciaS de uSuario
Para salir de la página de Preferencias de usuario, pulse el botón .
(Botón de menú) → Otros menús → Preferencias de usuario
Sept.
2014
V3.1
5/40
Page 14
CybTouch 12 PS Manual de Usuario
Idioma
Unidades de longitud
Para buscar a través de los diferentes idiomas, simplemente pulse Idioma en la pantalla.
Los idiomas disponibles son:
• EN English.
• BR Brazil.
• CN 中文.
• CZ Český.
• DE Deutsch.
• ES Español.
• FR Français.
• IT Italiano.
• NL Nederlands.
• TR Türkçe.
• TW 台灣.
La lista de idiomas disponible está sujeta a cambios y puede incrementar a lo
largo del tiempo.
Este parámetro permite escoger entre mm, inch (pulgadas) y none (ninguna) para
representar la unidad de longitud a utilizar en el CybTouch.
Cuando se selecciona none (ninguna) la unidades se expresan en milímetros.
Mostrar valores de posición Y1-Y2
Mostra página L-alpha num
Esta función mostrará las posiciones de los ejes Y1 e Y2 en la Página Plegado Numérico
(vea página 15).
• Cuando se programa como no, la posición del eje Y1 se muestra durante los
movimientos de la prensa.
• Cuando está programado como sí1, las posiciones de los ejes se muestran durante
los movimientos de la prensa.
• Cuando está programado como sí2, las posiciones de los ejes se muestran
constantemente bajo la línea de ángulo / posición de la trancha.
Cuando se programa como sí, este parámetro da acceso al Modo L-Alpha (vea
página 28). El siguiente botón
se muestra en la página Modo TouchProfile.
Mostrar pieza plegada
Sept.
6/40
2014
V3.1
Este parámetro permite, cuando está activo, ver el estado de la pieza antes y después del
plegado en la página Secuencia de Plegado Automática (opcional).
Page 15

CybTouch 12 PS Manual de Usuario
Materiales
Tocando sobre Materiales se abre la página Materiales, donde pueden cambiarse
las características programadas por defecto para cada material, o en la que se puede
configurar uno nuevo.
Esta página puede no estar disponible, dependiendo de la configuración de
parámetros máquina. Para tener permiso de acceso a la página de Material,
deberá introducir la contraseña de nivel 2.
La página Materiales muestra:
• Material: Material seleccionado (aquí Acero).
• Espesor por defecto del material.
• Sigma por defecto: Sigma por defecto para el material (aquí 45).
• Mostrado: Si el material estará disponible para ser seleccionado para su uso (aquí sí).
• Espesor mín/max: determina el espesor mínimo y máximo aceptado para el material
seleccionado.
Hay tres materiales predefinidos disponibles (acero, acero inoxidable, aluminio), pero se
pueden añadir otros.
Para añadir un material:
1. Toque Material y seleccione un material no configurado (Mater X) en la lista.
2. Introduzca las características del nuevo material.
3. Toque sobre el nombre (Mater X) para mostrar el teclado e introducir el nombre del
nuevo material.
Corrección PMB
Este parámetro permite al usuario aplicar una corrección permanente sobre la posición
central del Punto Muerto Bajo.
Por favor, tenga en cuenta que esta corrección siempre se aplica y NO se
muestra en la página de correcciones. Si experimenta una gran diferencia
respecto al resultado que esperaba, debería verificar el valor de este parámetro.
Sept.
7/40
2014
V3.1
Page 16

CybTouch 12 PS Manual de Usuario
RFLink
Borrar indexación
Explorador USB
Cuando está activada, esta función permite establecer comunicación entre el CybTouch y
un ordenador en el que se haya conectado la llave RFLink. Esta función está desactivada
(off) por defecto, y se resetea (desactivada – off) automáticamente cada vez que el CNC
arranca.
Cuando está activada, esta función borra la marca de indexación y la máquina buscará su
referencia, tal y como ocurre cuando arranca al encender.
Cuando este parámetro se programa como sí, es posible navegar por el dispositivo USB
desde la pantalla de transferencia USB.
Retracción por defecto
Ajuste del reloj
Este parámetro permite definir el valor mostrado por defecto en la Página Más (vea
página 15) cuando se activa la función de retracción del tope trasero.
Permite al usuario ajustar la fecha y hora del CybTouch.
Touch the eld you
want to modify
Use the up and down
arrows to modify the
selected eld
8/40
Sept.
2014
V3.1
Page 17

CybTouch 12 PS Manual de Usuario
Calibración de la pantalla táctil
Dado que un usuario más alto puede tocar en posiciones más altas que uno bajo, esta
función permite calibrar la pantalla táctil, y además asegura que está funcionando
correctamente.
InstruccIones:
Simplemente siga las instrucciones de la página para calibrar la pantalla táctil.
Utilice su dedo o un puntero de plástico para calibrar la pantalla
táctil. Nunca utilice objetos afilados ya que éstos dañarían la pantalla.
Brillo xx% Eco xx%
Aquí puede definirse el brillo de la pantalla en modo normal y en modo Eco:
1. Toque el modo en el que quiere modificar el brillo.
2. Use los botones
para ajustar el brillo.
Sept.
2014
V3.1
9/40
Page 18

movimiento manual de loS ejeS
En el transcurso de una puesta en marcha, a veces es necesario tener la posibilidad de
mover los ejes de forma manual, por ejemplo durante el cambio de una herramienta.
Desde esta página puede llevarse a cabo.
(Botón de menú) → Otros menús → Movimiento manual
CybTouch 12 PS Manual de Usuario
Mueva la trancha hacia
arriba (botón escondido
si el movimiento no está
permitido)
Botón de menú
Programe aquí la fuerza
de plegado que será
aplicada en el movimiento
manual
InstruccIones:
1. Seleccione el eje que quiere mover:
•
•
•
2. Toque sobre los botones para mover los ejes seleccionados.
3. Utilice el pedal (movimiento hacia abajo en velocidad lenta) y el botón
rápida hacia arriba) para mover la trancha.
para el eje X.
para el eje R.
para el eje de bombeo.
(velocidad
Trancha desincronizada
Sept.
10/40
2014
V3.1
Cuando el candado está abierto , es posible seleccionar y mover (movimiento hacia
abajo en velocidad lenta) Y1 o Y2. Es una manera sencilla de volver a posicionar en
paralelo una trancha desincronizada.
Page 19

CybTouch 12 PS Manual de Usuario
Página de Servicio
(Botón de menú) → Otros menús → Servicio → Servicio
Ajuste ejes
Mantenimiento
Permite al usuario ajustar manualmente la posición de los topes traseros (ejes X y R) y la
trancha (ejes Y1 e Y2).
Esta función debe utilzarse con sumo cuidado y sólo por personal
experimentado. Una configuración errónea puede provocar daños en
la mecánica de la máquina.
La configuración se pierde tras indexar la máquina.
La página de Mantenimiento muestra el estado del hardware del CybTouch y permite al
usuario realizar diferentes tareas de mantenimiento.
(Botón de menú) → Otros menús → Servicio → Servicio → Mantenimiento
Todas las acciones enumeradas a continuación requieren un código y deben ser
realizadas tan solo por técnicos o bajo la petición de un técnico
Sept.
11/40
2014
V3.1
Page 20

CybTouch 12 PS Manual de Usuario
Defrag (Desfragmentación)
Esta función reorganizará el espacio de memoria del CybTouch. Simplemente tóquela y
siga las instrucciones de la ventana emergente amarilla.
Format (Formatear)
Esta función borrará todos los datos almacenados en el CybTouch. Utilice esta opción tan
solo con la ayuda de un técnico.
Internal backup (Copia de seguridad interna)
Esta función está específicamente diseñada para OEM y soporte.
Habitualmente se hace una copia de seguridad de los parámetros máquina por el
fabricante o por la compañía que proporciona servicios. Esta copia permite al técnico de
mantenimiento restaurar los parámetros originales si fuera necesario.
Si existiera la necesidad de restaurar parámetros, póngase en contacto con un técnico de
mantenimiento y siga sus instrucciones.
Información
No utilice esta opción salvo en caso de extrema necesidad.
Antes de utilizar esta última función, asegúrese de que todos sus
archivos han sido transferidos desde el CybTouch (vea Transferencia
USB, página 14).
La página de Información muestra los nombres de las versiones de software instaladas en
el CybTouch. Al pulsar el botón Avanzada se muestra una información más detallada.
(Botón de menú) → Otros menús → Servicio → Servicio → Información
12/40
Sept.
2014
V3.1
A Información Avanzada
Page 21

CybTouch 12 PS Manual de Usuario
Opciones de
Configuración
Tocando este menú se abre la siguiente página, en la que se puede encontrar información
de identificación del control y gestionar las opciones de la máquina.
(Botón de menú) → Otros menús → Servicio → Servicio → Opciones de configuración
Número de serie
Este es el número de serie del CybTouch. Se introduce en fábrica al final de la puesta en
marcha inicial y está relacionado con la lista de opciones máquina.
Cambiar el número de serie significa que todas las opciones
instaladas en la máquina pueden perderse.
Computer ID
Esta línea muestra un código de identificación único para cada CybTouch y garantiza,
junto al número de serie, una correcta identificación de la máquina.
Lista de opciones
Esta función abre una ventana emergente en la que se muestran todas las opciones
instaladas en el CybTouch.
Nuevo código de opción
Esta función abre un teclado alfanumérico mediante el que puede introducirse el código
de una nueva opción. El formato de un código de opción es: ABC-DEF-GHI-JKLM
Sept.
2014
V3.1
13/40
Page 22

tranSferencia uSb
Para tener acceso a esta función, el RFLink (vea página 8) debe estar
activado.
Esta función abre la pantalla de transferencia USB, que permite al operario transferir datos
entre el CybTouch y un dispositivo de almacenamiento USB.
CybTouch 12 PS Manual de Usuario
(Botón de menú) → Otros menús → Transferencia USB
Seleccione los archivos
que quiera transferir
tocando su nombre
Importar piezas desde otros CNCs Cybelec
Lista de archivos máquinaLista de matrices
Lista de punzones
Dirección de la transferencia
Lista de programas
Volver a Preferencias de
usuario
Botón de transferencia
CybTouch 12 se entrega con el software offline de Cybelec PC1200, que controla la
mayoría de los controles producidos por Cybelec.
Desde la versión S1, PC1200 incluye CybTouchConverter, que permite convertir piezas al
formato CybTouch, e importarlas a la máquina con la función mencionada anteriormente.
14/40
Sept.
2014
V3.1
Page 23

CybTouch 12 PS Manual de Usuario
deScriPción báSica de una Página
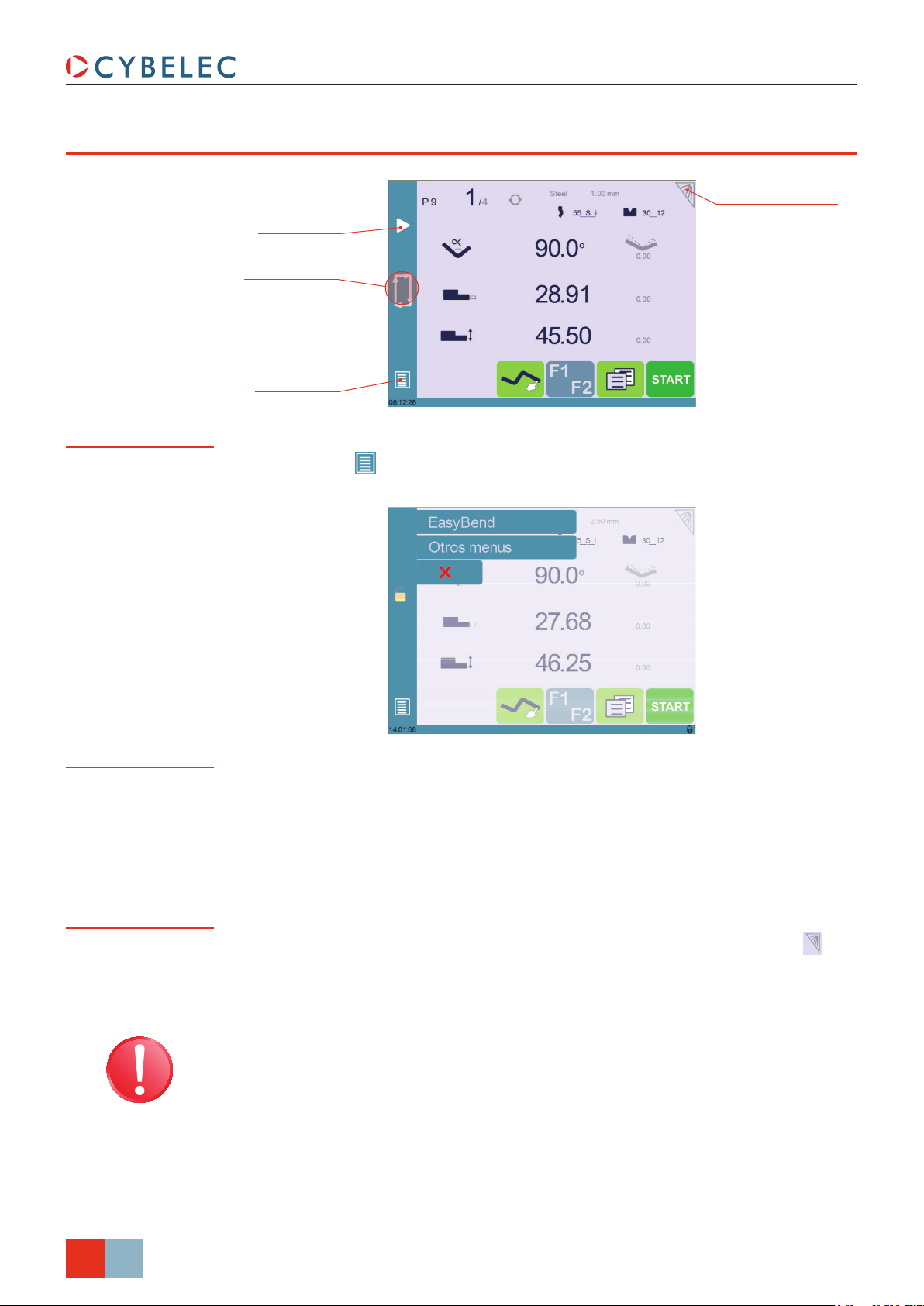
Página Plegado numérico
Botón repetir secuencia
Número de paso actual (secuencia)
Número de programa
Añadir paso o
siguiente paso
Valor de posición trancha /
ángulo de plegado (eje Y)
Posición tope trasero
(eje X) / longitud de cara
Posición tope trasero
(eje R) (opcional)
Botón de menú
Modo TouchProle
(inactivo aquí)
Material utilizado y espesor
Información de actividad del ciclo actual
Gestión de útiles
Corrección de plegado
Corrección tope trasero
(ejes X y R)
Página Más
Start – Stop
Línea de mensaje interactivo
Botón función auxiliar
Página máS
Página Plegado Numérico →
Espesor del material
Material
Siguiente paso
Retracción del tope
trasero
Plegado de radio grande
Fuerza
Número de piezas
Tipo de dedo en el tope
trasero
Velocidad lenta de retorno
Abertura (PMA)
Umbral de cambio de velocidad
y velocidad de plegado
Sigma del material
Longitud de plegado
Tiempo de espera
Bombeo
Control manual del
tope trasero
Volver a Página
Plegado Numérico
LazerSafe
Sept.
2014
V3.1
15/40
Page 24

CybTouch 12 PS Manual de Usuario
Funciones disponibles en la página Más
La página Más muestra parámetros relacionados con la pieza, y dependiendo de la
configuración del CybTouch y el tipo de acción realizada, también muestra algunos ajustes
del plegado actual.
Material
Este no es un parámetro de secuencia, pero sí un parámetro de la pieza. Cada pulsación
en el nombre del material selecciona el siguiente disponible de la lista de Materiales (vea
página 7).
Espesor del material
El espesor por defecto, definido en Materiales (vea página 7), se muestra al cambiar
de material. Sin embargo, es posible modificarlo simplemente tocando este icono. Se
trata también de un parámetro de la pieza.
Sigma del material
El valor de sigma por defecto, definido en Materiales (vea página 7), se muestra al
cambiar de material. Sin embargo, es posible modificarlo simplemente tocando este
icono. Se trata también de un parámetro de la pieza.
Retracción del tope trasero
La retracción del tope trasero puede ser activada/desactivada en su valor de Retracción
por defecto (vea página 8) utilizando este icono. Es posible tocar el valor para
modificarlo. Se trata de un parámetro de secuencia, lo que significa que puede
modificarse en cada paso del programa.
Umbral de cambio de velocidad y velocidad de plegado
El parámetro de distancia permite al operario incrementar la altura del punto de cambio de
velocidad. El parámetro de velocidad permite disminuir la velocidad de plegado desde el
valor máximo definido en parámetros máquina.
16/40
Sept.
2014
V3.1
Longitud de plegado
Este parámetro define el ancho de la pieza que será plegada. Se utiliza para calcular la
fuerza de plegado.
Si no se activa este parámetro (gris), el CybTouch no calculará la Fuerza de
plegado ni el Bombeo.
Page 25

CybTouch 12 PS Manual de Usuario
Plegado de radio grande
Cuando se programa un plegado de radio grande (ver Modo L-Alpha, página 28), se
muestran aquí los parámetros correspondiente. Es posible modificarlo directamente
desde aquí.
Al programar 99 x se calculará automáticamente el número de plegados máximo
posibles. El valor del resultado puede ser reducido. Sin embargo, si se incrementa por
encima del valor máximo calculado, el ángulo y el radio resultantes serán afectados
drásticamente.
La función de cálculo de gran radio está desactivada si el campo está en gris.
Velocidad lenta de retorno
Este parámetro permite reducir la velocidad de la trancha después del plegado, y se utiliza
generalmente cuando la pieza plegada tiene un ala demasiado larga y el operario intenta
no dejarla caer de golpe.
La trancha volverá hacia arriba a velocidad lenta mientras el operario mantiene pisado el
pedal. Cambiará a velocidad rápida cuando se libere el pedal o se alcance el Punto de
Contacto Chapa, lo que ocurra primero.
Cuando este campo está desactivado (gris), la trancha vuelve hacia arriba
directamente en velocidad rápida.
Tiempo de espera
Permite definir la duración del tiempo de plegado, lo que significa que será el tiempo que
el punzón permanecerá en el PMB antes de volver hacia arriba.
Cuando este campo está desactivado (gris), se activa el valor definido en
parámetros máquia para el Tiempo de presión.
Fuerza
La fuerza es automáticamente calculada por el CybTouch, en relación al Material, el
Espesor del material, la Sigma del material y la Longitud de plegado. El valor puede ser
cambiado desde aquí de forma manual.
Sept.
17/40
2014
V3.1
Page 26

CybTouch 12 PS Manual de Usuario
Abertura (PMA)
Para piezas creadas a través de un perfil (ver Modo TouchProfile o Modo L-Alpha), este
valor se calcula automáticamente para proporcionar suficiente espacio al operario para
poder extraer la pieza plegada de entre los útiles. Sin embargo, es posible cambiarlo
manualmente.
Para piezas creadas de forma manual (ver Modo Numérico), este parámetro utiliza el valor
mínimo por defecto definido en parámetros máquina. Puede, sin embargo, programarse
aquí. Crear una “Nueva pieza” lo devuelve a su valor por defecto.
Cuando este campo está desactivado (gris) la trancha vuelve hacia arriba hasta
la posición de límite máximo.
Bombeo
La función de bombeo se activa desde aquí. Se calcula automáticamente, en relación
al Material, el Espesor del material, la Sigma del material y la Longitud de plegado. Si el
bombeo necesita corrección, utilice la función Bombeo (vea página 30) en la página de
correcciones.
El valor puede ser cambiado de forma manual por el operario. Sin embargo, será
modificado automáticamente si cambia alguno de los valores utilizados para calcularlo.
Cuando la función de bombeo se desactiva (icono en gris), el sistema de
bombeo permanece en su última posición y no vuelve de forma automática a la
posición 0,0 mm. Tenga esto en cuenta cuando utilice (o no) esta función entre
una secuencia y la siguiente.
Tipo de dedo en el tope trasero
Las dimensiones del tope trasero se definen en parámetros máquina. Esta función
permite buscar a través de los soportes y apoyos disponibles del tope. Está función
puede estar disponible o no, en función de la configuración de parámetros máquina.
Número de piezas
El operario puede introducir aquí la cantidad total de piezas a producir. Cada vez que se
ejecuten las secuencias de un mismo programa, lo que significa que se ha completado
la pieza, este contador disminuirá en una unidad. Cuando la cantidad de piezas sea
alcanzada, una ventana emergente avisará al operario.
18/40
Sept.
2014
V3.1
Control manual del tope trasero
Activar este parámetro supone disponer de un control manual sobre el movimiento del
tope trasero. Esto significa que el operario debe activar el movimiento del tope, utilizando
el pedal o el botón de start por ejemplo.
Page 27

CybTouch 12 PS Manual de Usuario
geSTión de úTileS
La gestión de útiles permite crear y configurar útiles en el CybTouch que serán utilizados
en la máquina. Estos útiles se tendrán en cuenta en los cálculos de plegado.
Cada vez que se crea un punzón o matriz y se selecciona, puede escoger el ángulo
requerido así como la cara (L). El CybTouch calculará la posición para los ejes X e Y para
ese plegado.
PunzoneS
Página Plegado Numérico →
Dirección de montaje del punzón
Nombre del punzón
Buscar entre punzones
existentes
Datos básicos del punzón
Embutición
Tipos de punzones
Datos especícos del
punzón
Volver a Página Plegado
Numérico
Toque el punzón para
mostrar su forma predeterminada, permitiendo
una identicación más
fácil de las dimensiones
InstruccIones:
Para seleccionar un punzón, busque entre los punzones existentes en su librería utilizando
las flechas, y a continuación vuelva a la Página Plegado Numérico.
Sept.
19/40
2014
V3.1
Page 28

CybTouch 12 PS Manual de Usuario
¿Cómo crear o
modificar un
punzón?
Si todavía no ha creado ningún punzón, éste no tendrá nombre (se mostrará ???). Si ya
existe un punzón, entonces se seleccionará el último punzón utilizado, aquí 60_N (las
modificaciones no alterarán el punzón existente si se guarda con otro nombre).
1. Toque el icono del punzón
2. Introduzca las características básicas (α (ángulo del punzón), Altura, Radio y Ton/m)
para el nuevo punzón.
3. Tocar el botón
4. Seleccione los iconos
5. Toque el botón
6. Seleccione el tipo de punzón (recto, normal o cuello de cisne) con este icono
7. Introduzca las dimensiones más específicas desde L1 a Lx en función de la
representación gráfica a la derecha de la pantalla. Tocando la imagen se mostrará
la representación por defecto del útil, haciendo fácil la identificación de las
dimensiones.
para invertir el punzón si es necesario.
para mostrar la página Más.
para acceder a los detalles del punzón.
o para definir el útil resistente a la embutición
Las dimensiones de L1 a Lx son las mismas que se utilizan en el PC 1200, DNC
880S o ModEva. Si utiliza los mismos útiles, imprímalos desde PC 1200 para
programarlos de una forma más fácil en el CybTouch. Considere utilizar el
mismo nombre para los mismos útiles.
.
8. Introduzca los siguientes valores:
• Seguridad XS: Distancia de seguridad entre el útil y el tope trasero para el eje X.
• Corrección X: Si el punzón no está perfectamente alineado.
9. Vuelva a la página anterior
.
Para tener permiso para guardar una herramienta, es necesario introducir la
contraseña del nivel 2.
10. Toque el nombre del punzón (aquí 60_S_i).
11. Toque Guardar punzón para sobrescribir el útil existente o Guardar punz. como si
quiere guardarlo con otro nombre.
12. Introduzca el nombre del nuevo punzón utilizando el teclado alfanumérico.
Recomendamos seguir las pautas para dar nombre explicadas en Nomenclatura
de los útiles (vea página 23).
13. Tocando el botón volvemos a la página de programación, con el punzón que
acaba de seleccionar listo para ser utilizado.
20/40
Sept.
2014
V3.1
Page 29

CybTouch 12 PS Manual de Usuario
matriceS
Página Plegado Numérico →
Dirección de montaje de la matriz
Nombre de la matriz
Buscar entre matrices
Datos básicos de la
existentes
matriz
Embutición
Volver a Página Plegado
Numérico
Datos especícos de
la matriz
Toque la matriz para
mostrar la forma por
defecto, permitiendo una
identicación más fácil de
las dimensiones
InstruccIones:
Seleccionar una matriz es lo mismo que seleccionar un punzón, tan solo busque entre
las matrices existentes en su librería utilizando las flechas, y entonces vuelva a la Página
Plegado Numérico.
Sept.
2014
V3.1
21/40
Page 30

CybTouch 12 PS Manual de Usuario
¿Cómo crear o
modificar una
matriz?
Si todavía no ha creado ninguna matriz, ésta no tendrá nombre (se mostrará ???). Si ya
existe una matriz, entonces se seleccionará la última matriz utilizada, aquí 30_12 (las
modificaciones no alterarán la matriz existente si se guarda con otro nombre).
Ve
Ve
1. Toque el icono de la matriz para
acceder a los detalles de la matriz.
R
2. Introduzca las características básicas
(Ve, α (ángulo del punzón), Altura,
Radio y Ton/m) para el nuevo punzón.
3. Toque el botón
punzón si es necesario.
4. Seleccione los iconos
definir el útil resistente a la embutición.
5. Toque el botón
6. Introduzca las dimensiones más específicas desde L1 a Lx en función de la
representación gráfica a la derecha de la pantalla. Tocando la imagen se mostrará
la representación por defecto del útil, haciendo fácil la identificación de las
dimensiones.
para invertir el
o para
para mostrar la página Más.
R
Las dimensiones de L1 a Lx son las mismas que se utilizan en el PC 1200, DNC
880S o ModEva. Si utiliza los mismos útiles, imprímalos desde PC 1200 para
programarlos de una forma más fácil en el CybTouch. Considere utilizar el
mismo nombre para los mismos útiles.
7. Introduzca los siguientes valores:
• Seguridad XS: Distancia de seguridad entre el útil y el tope trasero para el eje X.
• Seguridad RS: Distancia de seguridad entre el útil y el tope trasero para el eje R.
• Zona de retrac: Zona de retracción.
8. Vuelva a la página anterior
.
Para tener permiso para guardar una herramienta, es necesario introducir la
contraseña del nivel 2.
9. Toque el nombre de la herramienta (aquí 30_12)
10. Toque Guardar matriz para sobrescribir el útil existente o Guardar matr. como si
quiere guardarlo con otro nombre.
11. Introduzca el nombre de la nueva matriz utilizando el teclado alfanumérico.
Recomendamos seguir las pautas para dar nombre explicadas en Nomenclatura
de los útiles (vea página 23).
12. Tocando el botón volvemos a la página de programación, con la matriz que
acaba de seleccionar lista para ser utilizada.
22/40
Sept.
2014
V3.1
Page 31

CybTouch 12 PS Manual de Usuario
nomenclatura de loS útileS
Se recomienda utilizar alguna norma de nomenclatura para sus útiles.
Más bajo encontrará una norma sencilla que le permitirá identificar de forma precisa un
punzón o matriz a partir de su nombre.
Sin duda, dependiendo de sus necesidades deberá crear más normas de nomenclatura
para sus punzones y matrices.
Punzones
Matrices
El nombre del punzón puede ser construido de la siguiente manera: primero el ángulo,
seguido por el tipo y, finalmente, si es invertido o no.
ángulo Punzón (°) tiPo de Punzón invertido o no
30
60
90
Siguiendo estas normas, a continuación mostramos algunos ejemplos de nombres de
punzón: 90_N_i, 60_G, 30_S.
El nombre de la matriz debería ser construido de una manera muy parecida: primero la
anchura (V), seguido por el ángulo y, finalmente, si es invertida o no.
_
N = Normal
S = Recto (Straight)
G = Cuello de cisno
(gooseneck)
_ i = invertido
ve (mm) ángulo matriz (°) invertido o no
12
16
20
_
30
_ i = invertido
86
Siguiendo estas normas, a continuación mostramos algunos ejemplos de nombres de
matriz: 12_86_i, 16_86, 20_30.
Sept.
2014
V3.1
23/40
Page 32

crear un Programa Pieza
Existen tres maneras de crear una pieza: con el Modo TouchProfile, con el Modo
Numérico (vea página 27), y con el Modo L-Alpha (vea página 28).
En este capítulo consideramos que la máquina está operativa: parámetros
máquina, útiles (ver Gestión de útiles, página 19), materiales (ver Materiales,
página 7), etc ya han sido configurados y programados.
modo touchProfile
Página Plegado Numérico →
Número de programa
CybTouch 12 PS Manual de Usuario
Botón zoom
A Secuencia de Plegado
Automática (opcional)
A Modo L-Alpha
En este modo, el operario puede dibujar un perfil directamente en la pantalla de una
manera muy intuitiva.
InstruccIones:
1. Toque sobre el número de programa
y seleccione Nuevo programa en la
lista.
2. Primero seleccione el material, su
espesor y los útiles utilizados tocando
sus respectivos iconos.
3. Dibuje el perfil tocando el lugar de
la pantalla donde quiere añadir un
segmento.
Program number
Tools selection
Material and thickness
24/40
Sept.
2014
V3.1
El icono
permite borrar el último
segmento añadido.
4. Toque en el centro de un segmento
para modificar su valor.
Page 33

CybTouch 12 PS Manual de Usuario
5. Toque en el centro de un ángulo para
modificar su valor. Al tocar el icono
se abrirá un pop-up de color
amarillo, en el que es posible:
• Activar (y desactivar) un útil especial
al tocar su icono, y seleccionarlo de
una lista pulsando ???.
Útiles especiales
Distancia más para
curva ideal
• Cambiar el valor del radio (ver
también Plegado de radio grande,
página 17) y definir cuantos pasos
hará el CNC para ejecutarlo.
6. En los casos en que sea difícil
seleccionar un segmento o ángulo
en particular, es posible hacer zoom
tocando el botón y a continuación,
en la zona deseada.
Es posible también introducir los
valores de longitud y ángulo en la
página Modo L-Alpha pulsando el
botón
7. Una vez ajustados los ángulos y
.
los segmentos, pulsar el botón
para acceder a Secuencia de
Plegado Automática (opcional) (vea
página 25).
Secuencia de Plegado automática (oPcional)
Número de pasos para
ejecutar el plegado
Valor de radio grande
Activar/desactivar zoom
Cambio zoom in/zoom out
Página Plegado Numérico → →
Una vez definida la forma de la pieza, secuencia de plegado puede determinarse de
manera automática por el CybTouch.
Borrar el último plegado
Lanza el cálculo de
Borrar todos los plegados
secuencia automática
de plegado
Criterios de cálculo de
secuencia automática
InstruccIones:
1. Tocar el botón de cálculo de secuencia de plegado
secuencia, se muestra la página de Plegado 2D.
2. Si la opción no está instalada, toque sobre el plegado en el orden en que quiere
que sea realizado. Se mostrará un pequeño número sobre el plegado, indicando su
posición en la secuencia.
. Una vez se ha calculado la
Sept.
2014
V3.1
25/40
Page 34

CybTouch 12 PS Manual de Usuario
Pulsar el botón borrar borrará el último plegado en la secuencia. Si desea
borrar todos los plegados, toque sobre el botón
3. Inmediatamente después de determinar el último plegado a realizar, se muestra la
siguiente pantalla de Plegado 2D.
.
Buscar en los
plegados
Toque el dibujo para
cambiar entre esta
página y la página
Orden de plegado
Siguiente punto de
contacto con el tope
Cambiar entre apoyo o
soporte
Página Más
4. En la página Plegado 2D, el operario debe determinar el tope trasero y la posición de
la pieza para cada plegado, y si fueran necesarios, los parámetros especiales de la
Página Más (vea página 15).
5. Pulse
y seleccione Página Plegado Num. para volver a la Página Plegado
Numérico.
6. Arranque la bomba hidráulica (pulsando el botón
si está disponible. Cuando el
motor está en marcha, el botón cambia a color rojo).
7. Pulse el botón
para posicionar la máquina de acuerdo a los datos que acaba de
introducir.
8. Cuando la máquina está preparada para plegar se muestra el botón
9. Pulse el pedal para ejecutar el plegado.
.
26/40
Sept.
2014
V3.1
Page 35

CybTouch 12 PS Manual de Usuario
modo numérico
Es posible también crear un programa de pieza directamente en la Página Plegado
Numérico.
Número de paso actual (secuencia)
Número de programa
Añadir paso o siguiente
paso
Ángulo de plegado
Longitud de la cara
Hacia Modo TouchProle
Material utilizado y espesor
Selección de útiles
Página Más
InstruccIones:
1. Toque el número de programa y seleccione Nuevo programa en la lista.
2. Primero seleccione los útiles que se van a utilizar tocando sus respectivos iconos
(ver Gestión de útiles, página 19).
3. Toque el nombre del material (aquí Acero). Aparecerá la Página Más (vea
página 15).
4. En la Página Más, seleccione el Material utilizado, introduzca el Espesor del material,
la Longitud de plegado, y otros parámetros de la secuencia (Abertura (PMA),
Velocidad lenta de retorno, etc.).
5. Toque el botón
6. Toque el valor numérico junto al icono del ángulo
para volver a la página Plegado Numérico.
, e introduzca el valor del
primer plegado a realizar (aquí 90°).
7. Toque el valor numérico junto al icono de longitud del segmento
, e introduzca
el valor del primer segmento a realizar (aquí 30.00 mm).
8. Añada el siguiente plegado al programa tocando
.
9. Proceda de la misma manera para crear el resto de segmentos de la pieza.
10. Toque
11. Arranque la bomba hidráulica (pulsando el botón
para volver al primer plegado.
si está disponible. Cuando el
motor está en marcha, el botón cambia a color rojo).
12. Pulse el botón
para posicionar la máquina de acuerdo a los datos que acaba de
introducir.
13. Cuando la máquina está preparada para plegar se muestra el botón
14. Pulse el pedal para ejecutar el plegado.
.
Sept.
2014
V3.1
27/40
Page 36

modo l-alPha
CybTouch 12 PS Manual de Usuario
Página Plegado Numérico →
Número de programa
Longitud del segmento
Valor del ángulo
Más parámetros para
el paso
A Secuencia de Plegado
Automática (opcional)
A Modo TouchProle
Está página sólo está disponible si la preferencia de usuario Mostra página
L-alpha num (vea página 6) está programada como sì.
En este modo, el operario puede definir cada paso (longitud o ángulo) del perfil en una
tabla.
InstruccIones:
1. Toque el número de programa,
seleccione Nuevo Programa en la
lista y pulse el botón
al modo L-Alpha.
2. Primero seleccione el material, su
espesor y los útiles a utilizar tocando
sus respectivos iconos.
3. Toque el primer valor en la tabla (aquí
200.00). Se mostrará la ventana de la
derecha.
4. Introduzca el valor de longitud del
primer segmento y toque el botón
para añadir otro paso.
para acceder
Número de programa
Selección de útiles
Material y espesor
Número de paso
Valor del paso
Buscar en los
pasos
28/40
Sept.
2014
V3.1
Clic en OK cuando esté seleccionado
para crear un nuevo paso.
5. Proceda de la misma manera para
todos los pasos y ángulos del perfil
6. Si un plegado necesita parámetros
especiales (radio grande, útil especial),
pulse sobre el campo más de la
secuencia correspondiente
Un punzón y/o matriz especial significa
que debe haber una estación de
trabajo adicional.
Page 37

CybTouch 12 PS Manual de Usuario
7. Se mostrará una ventana emergente,
en la que es posible:
• Activar (y desactivar) un útil especial
tocando su icono, y seleccionándolo
de una lista pulsando ???.
• Cambiar el valor del radio.
• Definir cuantos pasos hará el control
numérico para ejecutar el plegado.
8. Un pequeño icono Más indica que
se ha programado alguna función
especial en el plegado.
9. Para eliminar este icono (y los
parámetros especiales), vuelva a la
ventana emergente, toque la función
activada para que pase a color gris, y
seleccione OK.
10. Una vez todos los segmentos y
ángulos están programados, pulse el
botón
para acceder a Secuencia
de Plegado Automática (opcional) (vea
página 25).
Útiles especiales
Distancia más para
curva ideal
Número de pasos para
ejecutar el plegado
Valor de radio grande
Icono más – muestra
funciones especiales
en el plegado
Tocar el número del paso permite
borrarlo o insertar uno nuevo justo
después de él
corrección de Plegado
Todas las correcciones del programa se hacen en la Página Plegado Numérico (vea
página 15). Las correcciones pueden hacerse sobre:
• El ángulo (Y1 + Y2, ver Corrección de ángulo (eje Y) y/o el bombeo si está disponible
(ver Bombeo, página 30),
• La posición del tope trasero (X y R, si está disponible), ver Corrección tope trasero
(ejes X y R), página 30.
Corrección de ángulo (eje Y)
Después de medir físicamente el ángulo, si es necesario hacer correcciones, deben
hacerse desde esta página, y no directamente sobre el paso del programa.
Página Plegado Numérico →
Corrección de ángulo
Corrección punto de
Corrección de bombeo
Corrección eje Y1
Corrección eje Y2
contacto chapa
Corrección eje X
Corrección eje R
Sept.
2014
V3.1
29/40
Page 38

InstruccIones:
CybTouch 12 PS Manual de Usuario
Bombeo
1. Toque el icono de corrección de ángulo
, e introduzca el valor del ángulo
medido. El control numérico calculará
automáticamente las correcciones
para los ejes Y1 e Y2.
Botón de reset de
correcciones
Pulsando el botón se resetearán
todas las correcciones del ángulo.
2. Dependiendo de la posición de la chapa de metal en la prensa, podría ser necesario
ajustar las correcciones de la trancha. Esto es posible tocando el icono
, e introduciendo los valores deseados.
3. Pueden hacerse correcciones para el bombeo tocando el icono .
4. El control numérico calculará automáticamente la altura del punto de contacto chapa.
Si es necesaria una corrección puede hacerse tocando el icono
.
o el icono
Corrección tope trasero (ejes X y R)
El valor en gris junto al icono de corrección del punto de contacto chapa es
el valor calculado por el control numérico, y por lo tanto el valor al que será
aplicada la corrección.
5. Tocando el icono se permite aplicar una corrección a la posición del tope
trasero X.
6. Tocando el icono
trasero R.
permite aplicar una corrección sobre la posición del tope
Los valores en gris junto a los iconos de corrección del tope trasero son los
calculados por el control numérico y, por lo tanto los valores a los que se
aplicará la corrección.
Las correcciones de posición del tope trasero pueden también hacerse en la
Página Plegado Numérico (vea página 15).
30/40
Sept.
2014
V3.1
Valor de corrección de
posición del tope trasero
(eje X)
Valor de corrección de
altura del tope trasero
(eje R)
Page 39

CybTouch 12 PS Manual de Usuario
guardar y cargar un Programa
guardar un Programa
Tras crear un programa, el operario puede guardarlo para poder utilizarlo en otra ocasión:
1. En la Página Plegado Numérico, tocar el Número de programa (p. ej. P0).
2. Tocar Guardar Programa.
3. Introducir el número que desea dar al programa (p. ej. 1 para P1), seguido de
4. Ahora el programa se llama P1 y queda guardado en el CybTouch.
cargar un Programa
Para cargar un programa:
1. En la Página Plegado Numérico, tocar el Número de programa (p. ej. P1).
2. Toque Cargar programa.
3. Seleccione en la lista el programa a cargar (p. ej. 002 para P2).
4. El programa seleccionado (P2) será cargado en la memoria de trabajo y estará listo
.
para ser utilizado.
borrar un Programa
Para borrar un programa:
1. En la Página Plegado Numérico, tocar el Número de programa (p. ej. P1).
2. Toque Borrar programa.
3. Seleccionar de la lista el programa a borrar
4. Toque
para confirmar.
Sept.
2014
V3.1
31/40
Page 40

Página eaSybend
(Botón de menú) → EasyBend
La página EasyBend se utiliza para plegados individuales, por ejemplo cuando alguien
necesita interrumpir la producción para hacer tan solo un plegado (normalmente con los
mismos útiles).
CybTouch 12 PS Manual de Usuario
El programa que está siendo utilizado para la producción queda temporalmente
interrumpido cuando se cambia a la página EasyBend, y se recupera de nuevo
cuando vuelve a la página de Programación (Botón de menú → Programa
actual).
hacer un Plegado en la Página eaSybend
Ver Descripción básica de una página, página 15 para más información de los
diferentes controles en la página EasyBend.
InstruccIones:
1. Toque el nombre del material (aquí Acero). Se mostrará la Página Más (vea
página 15). Seleccione el Material (vea página 16) utilizado, introduzca el
Espesor del material y la Longitud de plegado.
2. Toque uno de los iconos de los útiles (
matriz. Para saber cómo configurar los útiles, por favor consulte la sección Gestión
de útiles, página 19.
3. Introduzca el ángulo
4. Introduzca la longitud de la cara
o ) para seleccionar un punzón o una
para el primer plegado que quiera realizar (aquí 90°).
(aquí 115.00 mm).
32/40
Sept.
2014
V3.1
5. Introduzca el valor de altura del tope trasero
6. Pulse el botón
adicionales que se requieran para el plegado.
7. Arranque la bomba hidráulica (pulsando el botón
motor está en marcha, el botón cambia a color rojo).
8. Pulse el botón
introducir.
9. Cuando la máquina está preparada para plegar se muestra el botón
10. Pulse el pedal para ejecutar el plegado.
para ir a la Página Más (vea página 15) e introduzca los datos
para posicionar la máquina de acuerdo a los datos que acaba de
(aquí 45.50 mm)
si está disponible. Cuando el
.
Page 41

CybTouch 12 PS Manual de Usuario
menSajeS de error y adverTencia
A continuación encontrará una lista de
mensajes de error y advertencia que
pueden mostrarse en la línea de mensajes
interactivos del CybTouch. Existen dos tipos
de mensaje:
• Advertencias, que se mostrarán en un
fondo verde. Son información o instrucciones que desaparecerán de forma
automática.
• Mensajes de error (errores máquina o
de control), que se mostrarán en un fondo rojo. Informan al usuario de un error
de máquina o del control numérico, y
pueden requerir intervención por parte
del usuario o de un técnico.
Cuando reporte un mensaje de error, por favor indique SIEMPRE el número de
error al final de la línea. Este número también está referenciado en la primera
columna de la siguiente sección.
Interactive
message line
Message number
advertenciaS
mSj nr. menSaje deScriPción
W01 Not implemented Este mensaje se muestra cuando una función se encuentra en
desarrollo pero no se ha completado totalmente
W02 Ignorar Este mensaje aparece cuando la acción deseada no tiene
sentido, como por ejemplo cuando intentamos borrar la marca
de índice cuando todavía no se ha buscado referencia.
W03 Código aceptado Este mensaje se muestra cuando se ha introducido la contraseña
correctamente.
W04 Por favor, pulse durante 2
segundos
W05 Bomba encendida Este mensaje aparece una vez el ciclo de arranque de la bomba
W06 Bomba apagada Este mensaje indica que la bomba ha sido apagada.
W07 Seleccionar al menos un
plegado
W08 Pulse OK para continuar Indica que se requiere una validación para continuar.
W09 Paso n° Este mensaje en la Página Más (vea página 15), indica el
W10 Ciclo en curso Mientras se muestra este mensaje, el ciclo de la máquina está en
W11 Máquina indexada Indica que el ciclo de indexación se ha completado de forma
W12 Identificación OK En el Wizard para ejes (asistente), indica que el ciclo de
Este mensaje recuerda al operario que debe pulsar el botón de
arranque de la bomba
se ha ejecutado correctamente.
Este mensaje se muestra cuando el operario intenta acceder
a la pantalla Plegado 2D antes de definir el primer plegado de
la secuencia (ver Secuencia de Plegado Automática (opcional),
página 25).
número del paso de secuencia cuando se busca a través de los
pasos del programa.
progreso y la pantalla está bloqueada, excepto el botón de Stop.
satisfactoria.
identificación se ha completado de forma satisfactoria.
durante 2 segundos.
Sept.
2014
V3.1
33/40
Page 42

CybTouch 12 PS Manual de Usuario
mSj nr. menSaje deScriPción
W13 Toque el centro de zoom
W14 Toque para crear un nuevo
segmento
W15 Toque una longitud o ángula
para iniciar perfil
W16 Modo Eco Este mensaje aparece cuando el Modo Eco se pone en marcha
W17 Introducir el ángulo medido Este mensaje se muestra cuando el operario debe introducir el
W18 Campo vacío El operario no ha introducido ningún valor
W19 24V I/O encendido La alimentación de 24V para inputs/outputs ya está disponible.
W20 Por favor seleccione un campo Este mensaje se muestra cuando se está ajustando la hora (ver
W21 Ajustar segundos
W22 Ajustar minutos
W23 Ajustar hora
W24 Ajustar día
W25 Ajustar mes
W26 Ajustar año
W27 Toque el gráfico para cambiar
pantalla
W29 Final de lista Este mensaje se muestra cuando se alcanza el final de una lista
W30 Número de serie de 100’000 a
231’071
W31 Nuevo código de opción Cuando se instala una nueva opción en la Página de Servicio (vea
W32 Introducción de datos en curso Operación imposible: hay una entrada de datos en curso. Espere
W33 Indexación en curso Operación imposible: indexación en curso. Espere hasta que la
W34 RFlink desconectado Cuando se ha desconectado la conexión RFLink del PC
W35 Acceso no permitido El operario necesita acceder a otro nivel.
W36 Trancha no en el PMA, mueva
la trancha hacia arriba
W37 La dirección de movimiento ha
sido invertida
W38 La dirección de contaje ha sido
invertida
Sept.
34/40
2014
V3.1
Cuando la función zoom
está activa, indica que la pantalla
hará zoom sobre el siguiente toque en la pantalla.
Cuando se crea una nueva pieza en el Modo TouchProfile (vea
página 24), este mensaje recuerda al operario que debe tocar
la pantalla para crear un nuevo segmento.
Cuando se crear una nueva pieza en el Modo L-Alpha (vea
página 28), se recuerda al operario que debe tocar la tabla para
empezar a crear una pieza.
tras un tiempo definido en parámetros máquina.
ángulo que ha medido físicamente en la página Corrección de
plegado.
Ajuste del reloj, página 8) y no se ha seleccionado ningún
campo (minutos, segundos, etc).
En la página Ajuste del reloj (vea página 8), cuando se
selecciona el campo correspondiente, indica que puede ser
ajustado mediante las flechas arriba y abajo.
Este mensaje aparece una vez al comienzo de la secuencia de
plegado manual, indicando al operario que puede conmutar de
la página Orden de Plegado a la página Plegado 2D simplemente
tocando sobre el gráfico en la parte inferior de la pantalla (ver
Secuencia de Plegado Automática (opcional), página 25).
en cualquiera de los diferentes menús
.
Este mensaje aparece tan solo cuando se introduce el número
de serie. Indica el rango del número que debe ser introducido.
Atención, esta operación se hace normalmente en fábrica, con
un número de serie relacionado con las opciones instaladas en la
máquina. ¡No lo cambie!
página 11).
hasta que los datos sean introducidos de nuevo.
indexación termine e inténtelo de nuevo.
Mensaje del Wizard (asistente): La dirección de giro del motor ha
cambiado.
Mensaje del Wizard (asistente): La dirección de contaje ha sido
cambiada.
Page 43

CybTouch 12 PS Manual de Usuario
mSj nr. menSaje deScriPción
W39 Movimientos y direcciones de
contaje invertidos
W40 OK Indica que un ciclo o una operación se han completado
W41 Movimiento no ejecutado Mensaje del Wizard de ejes (asistente): El operario ha pulsado
W42 Introduzca nuevo ángulo
medido
W43 OK, corrección efectuada Aparece cuando se ha introducido y aplicado una corrección de
W45 Escriba contraseña de
desbloqueo de interface
W46 Escriba contraseña de nivel 1
o mayor
W47 Escriba contraseña de nivel 3 Este mensaje se muestra cuando se necesita una contraseña de
W48 Escriba contraseña nueva
W49 Confirme contraseña nueva
W50 Entre contraseña para backup Este mensaje se muestra cuando se crea un backup.
W51 Entre contraseña para restaurar Este mensaje se muestra cuando se restaura un backup.
W52 Entre contraseña para init Este mensaje aparece en la página mostrada tras un fallo de
W53 Entre contraseña para borrar
todos los backup
Mensaje del asistente: Tanto la dirección de giro del motor como
el contaje han sido cambiados.
correctamente.
pero no se ha producido movimiento.
Cuando se utiliza una medida de ángulo doble o triple indica
al operario que debe introducir el siguiente valor del ángulo
medido.
ángulo.
Este mensaje se muestra cuando el parámetro P02.04 Nivel
0 bloquea HMI se programa como sí y se ha pulsado sobre la
pantalla.
Este mensaje se muestra cuando se necesita una contraseña de
nivel 1 o superior para ejecutar una operación específica.
nivel 3 o superior para ejecutar una operación específica.
Estos mensajes se muestran durante el cambio de contraseñas.
sistema (problema de hardware o software), cuando el operario
intenta formatear la máquina.
Este mensaje se muestra cuando se pretende borrar todos los
backups.
Sept.
2014
V3.1
35/40
Page 44

CybTouch 12 PS Manual de Usuario
menSajeS de error
mSj nr. menSaje deScriPción
E02 Motor de bomba apagado El motor de la bomba necesita arrancarse para iniciar la
secuencia.
E03 Buffer Full La memoria de piezas está llena, no puede añadir más
secuencias.
E04 Código denegado El código de nivel para acceder a la página seleccionada no es el
correcto. Inténtelo de nuevo o solicítelo si no lo tiene.
E05 Archivo no compatible El archivo cargado no es compatible con el CNC. La pieza debe
ser borrada.
E06 Problema con archivo de
parámetros maq
E07 Parámetros maquina no
compatible. Formatee
E08 Lismisc Archivo no compatible Mensaje informativo, que desaparecerá cuando se reinicie el
E09 Fallo guardando programa Este archivo está corrupto y no puede ser guardado. Reinicie el
E10 Archivo no encontrado [ ] Falta un archivo y el código indica cual es. Póngase en contacto
E11 Fallo escribiendo archivo Este archivo está corrupto y no puede ser guardado. Reinicie el
E12 X más pequeño que límite min El operario ha introducido un valor por debajo del límite, o un
E13 X sobre límite máximo El operario ha introducido un valor por encima del límite, o un
E14 Fw SetVar Error [ ] Puede ocurrir cuando una función ha sido instalada, pero
E15 Embutición no permitida Este mensaje se muestra cuando se programa una secuencia de
E16 Fw Axes Error [ ] ... Error de ejes. El número proporciona más información. Los
E17 Error de programación Configuración incorrecta de Parámetros Máquina, se mostrará la
E18 No hay tope definido Todos los topes programados en los Parámetros Máquina tienen
Este archive está corrupto y no puede ser guardado. Reinicie el
CNC. Si el problema persiste, formatee la memoria.
Este mensaje aparece cuando se ha realizado una actualización
de software sobre una versión más antigua y los parámetros
no son compatibles. Puede aparecer también si los parámetros
cargados (mediante RFLink) son mucho más antiguos o nuevos
que la versión de software actual y no son compatibles. Debe
ajustarse de nuevo la máquina. Contacte con su distribuidor.
CNC.
CNC. Si el problema persiste, formatee la memoria.
con Cybelec con este código para saber de qué archivo se trata.
CNC. Si el problema persiste, formatee la memoria.
valor programado en la pieza está por debajo del límite. El valor
erróneo parpadea y debe ser corregido.
valor programado en la pieza está por encima del límite. El valor
erróneo parpadea y debe ser corregido.
las entradas/salidas dedicadas no se han configurado.
Habitualmente se soluciona cargando la configuración de
entradas/salidas por defecto (ver los Parámetros Máquina).
embutición y no se ha permitido esta función en alguno de los
útiles programados.
errores más comunes se muestran entre los mensajes E55 y
E68.
Si se ha listado algún otro error, por favor envíe las condiciones
del problema, gráficos y parámetros al servicio técnico de
Cybelec para solicitar asistencia.
página de error.
seleccionado como modo none (ninguno). Selecciones un modo
diferente a ninguno.
36/40
Sept.
2014
V3.1
Page 45

CybTouch 12 PS Manual de Usuario
mSj nr. menSaje deScriPción
E19 Cantidad = 0 Cuando se pulsa start, la cantidad programada de piezas a
fabricar es “0”. Ver Número de piezas, página 18 para más
información.
E20 Ciclo de repetición = 0 No puede iniciarse el ciclo porque la función Repetir ciclo se ha
programado como “0”.
E21 Material no definido (definir
uno o más en MP)
E24 Error de Identificación [ ] Durante el Wizard de los ejes (asistente), ha ocurrido un error
E25 No FAST task running [ ] Apague la máquina durante 1 minuto y reinicie.
E26 NULL pointer to axis struct. Este mensaje indica un fallo de software. Anótelo y contacte con
E27 MUTEX Error [ ] Este mensaje indica que hay un error de software. Anótelo y
E28 No I/O 24V o sobrecorriente
(salida en seguridad OFF)
E29 Radio link error, code [ ] El chip del RFlink ha detectado un error. Verifique que no haya
E30 Error de pantalla táctil, código
[ ]
E31 Entrada analógica “Bombeo”
no configurada
E32 Salida analógica “Bombeo” no
configurada
E33 Error de sintaxis en el archivo
de XML
E34 Memory allocation problem
(xml)
E35 Endless loop on process task Error de proceso. Por favor, reinicie el CNC e informe a su
E37 WARNING: Overloop intern Este error no debería aparecer nunca en la máquina. Significa
E38 Clave desconocida Existe una lista conocida de zonas de pantalla, y la zona pulsada
E39 Entrada “Start” rechazada El comando Start no se acepta en esta página/situación.
E40 R más pequeño que límite min El valor de posición programado para el eje R está por debajo del
No hay materiales programados en la página Materiales (vea
página 7). Debe seleccionarse un material para poder realizar
los cálculos.
identificando uno de los ejes. El número de error (típicamente
E55, E56 o E57) proporciona más información. Anote este
número. Ver también mensaje E16.
Cybelec.
contacte con Cybelec.
La alimentación de 24V de las entradas/salidas no está presente
o una salida está sobrecargada. Reinicie cualquier dispositivo de
seguridad en la máquina, verifique que las puertas de protección
estén cerradas, etc. Si el problema persiste, apague la máquina
durante 3 minutos y reinicie de nuevo. Si el problema todavía
persiste, revise el manual de la máquina y/o contacte con el
servicio técnico para que la revisen.
interferencias (teléfonos móviles, wi-fi) y que el material funciona
correctamente. Si el problema persiste, anote el número de error
y envíelo a Cybelec.
Por favor contacte con el suministrador de la máquina con el
código y los detalles específicos.
Durante la configuración (puesta en marcha) del CNC, la entrada
dedicada del Bombeo no fue configurada pero es necesaria para
que funcione correctamente.
Durante la configuración (puesta en marcha) del CNC, la salida
dedicada del Bombeo no fue configurada pero es necesaria para
que funcione correctamente.
Este archivo está corrupto y no puede ser utilizado. Intente
reiniciar el CNC. Si el archivo es un programa pieza, intente
borrarlo.
Hubo un problema mientras se intentó leer un archivo en
memoria. Probablemente el archivo esté corrupto. El número
proporciona más información, anótelo.
proveedor.
que hay demasiados elementos en una lista codificada.
no está en ella. Este error normalmente no aparece en la
máquina.
valor de la posición de final de carrera mínimo.
Sept.
2014
V3.1
37/40
Page 46

CybTouch 12 PS Manual de Usuario
mSj nr. menSaje deScriPción
E41 Espesor menor que min El espesor introducido para el material está por debajo del valor
mínimo definido en la Preferencias de Usuario (ver Materiales,
página 7).
E42 Espesor mayor que max El espesor introducido para el material está por encima del valor
máximo definido en la Preferencias de Usuario (ver Materiales,
página 7).
E43 Error de configuración Señala la entrada/salida incorrectamente configurada en
parámetros máquina. Revise si se ha duplicado una entrada o
salida de manera no autorizada.
Este mensaje puede también mostrarse si la configuración
elegida requiere más iconos en la primera página que el espacio
disponible.
E44 Entrada “Stop externo” activa La entrada Stop externo puede ser activada por dispositivos de
seguridad, botones de emergencia, puertas de protección, etc.
Consulte las instrucciones de su máquina.
E45 Error: tope en modo “rest” y
retracción
E46 Salida analógica “Presión” no
configurada
E47 R por encima de límite max El valor de posición programado para el eje R está por encima
E48 El tope no existe Este error significa que el operario está intentando hacer un
E50 Valor fuera del límite Este mensaje se muestra cuando el valor que el operario está
E51 Error[ ][ ][ ][ ]... Error de gestión interna. Anote el número de error y el número de
E52 No existe punzón Este mensaje se muestra cuando se intenta crear una nueva
E53 No existe matriz Este mensaje se muestra cuando se intenta crear una nueva
E55 Identification Error 1 (No
motion detected)
E56 Identification Error 2 (Not
enough oscillations)
E57 Identification Error 3
(Amplitude of the oscillation)
E58 Fw Axes Error 32 [Trajectory
tracking error]
E59 Fw Axes Error 311 [MaxSpeed
too high !]
E60 Fw Axes Error 312 [MaxSpeed
too small !]
No está permitido programar una Retracción del tope trasero
(vea página 16) con un soporte de tipo dedo.
Durante la configuración (puesta en marcha) del CNC, la entrada
o salida dedicada no fue configurada pero es necesaria para que
funcione correctamente.
del valor de la posición de final de carrera máximo.
plegado sin un tope trasero o con un tope trasero cuyo modo es
“Ninguno”. Seleccione un tope trasero válido.
intentando programar es mayor que el valor máximo autorizado.
la versión de software (ver Información, página 12) y contacte
con Cybelec.
pieza antes de haber seleccionado un punzón de la lista (ver
Punzones, página 19).
pieza antes de haber seleccionado una matriz de la lista (ver
Matrices, página 21).
No se ha detectado movimiento. No debería ocurrir si se inició
el asistente desde el principio. Si el error permanece, verifique
finales de carrera, variador, cableado, etc.
No hay oscilación suficiente. Incremente el tiempo de
identificación. Ver el Manual de Parámetros Máquina.
Amplitud de oscilación. Incremente la tensión de identificación.
Ver el Manual de Parámetros Máquina.
Error del regulador. El eje no ha podido seguir su trayectoria.
Puede estar causado por una fricción demasiado alta, resistencia
mecánica u obstáculo en el movimiento del eje. Puede ser
también un problema del variador.
Llame a un técnico.
Velocidad máxima o resolución de encoder demasiado altas.
Velocidad máxima o resolución de encoder demasiado bajas.
38/40
Sept.
2014
V3.1
Page 47

CybTouch 12 PS Manual de Usuario
mSj nr. menSaje deScriPción
E61 Fw Axes Error 313
[Acceleration too small or
MaxSpeed too high !]
E62 Fw Axes Error 314
[Acceleration too high or
MaxSpeed too small !]
E66 Fw Axes Error 33 [Maximum
voltage time exceeded (10V)]
E67 Fw Axes Error 39 [Speed
tracking error]
E68 Fw Axes Error 316 [MinPosition
or MaxPosition outside limit ! ]
E69 La máquina no ha sido
indexada. No hay límites
E70 Ángulo prog. es más pequeño
que ángulo de matriz
E71 Ángulo prog. es más pequeño
que ángulo de punzón
E72 Seguridad profundidad El ángulo calculado causa una colisión del punzón, material y
E73 Colisión tope-herramienta Este mensaje avisa de que, con los parámetros introducidos,
E74 Error trancha nº [ ][ ][ ]
E75 Trancha: ganancias estáticas
no encontrada
E76 Error en parámetro trancha
(debe corregirlo antes de
continuar)
E77 Error en parámetro de
secuencia (debe corregirlo
antes de continuar)
E78 RS232: error de paridad
E79 RS232: overrun
E80 RS232: framing
E81 RS232: noise
E82 Evento PCCS Nº xx
E83 Error time out PCSS
E84 Error checksum PCSS
E85 Error buffer rec to small PCSS
Aceleración demasiado pequeña (mm/s2) o velocidad máxima
demasiado alta. Necesita ser corregido. Por favor, tenga en
cuenta que la aceleración no es una rampa de distancia.
2
Aceleración demasiado grande (mm/s
) o velocidad máxima
demasiado baja. Necesita ser corregido.
Es un error de regulador. El eje no ha podido seguir su
trayectoria. Puede estar causado por una fricción demasiado
alta, resistencia mecánica u obstáculo en el movimiento del eje.
Puede ser también un problema del variador.
Llame a un técnico.
Es un error de regulador. El eje no ha podido seguir su
trayectoria. Puede estar causado por una fricción demasiado
alta, resistencia mecánica u obstáculo en el movimiento del eje.
Puede ser también un problema del variador.
Llame a un técnico.
El contador de posición del eje está fuera del los límites mínimo
o máximo.
Verifique la posición física del eje y ajuste el valor del contador
de acuerdo a ella.
Antes de indexar la máquina, el CNC no sabe dónde están los
ejes. En la página Manual, los movimientos están autorizados
pero los finales de carrera no están activados. El operario es el
responsable de parar el movimiento de los ejes antes de alcanzar
los límites mecánicos.
El ángulo programado es más pequeño que el ángulo de la
matriz. Cambie la matriz.
El ángulo programado es más pequeño que el ángulo del
punzón. Cambie el punzón.
matriz. El operario debe confirmarlo.
habrá una colisión entre tope trasero y útiles. Verifique los
valores de los parámetros.
Sept.
2014
V3.1
39/40
Page 48

CybTouch 12 PS Manual de Usuario
mSj nr. menSaje deScriPción
E86 Error de acceso al fichero Hubo un error cuando se intentó acceder a un archivo mientras
se programaba una opción. Asegúrese de que el código se ha
introducido correctamente. Si no funciona, reinicie el control
numérico. Si el problema persiste, contacte con Cybelec.
E87 Error desconocido Ha ocurrido un error desconocido cuando se intentó programar
una opción. Contacte con Cybelec.
E88 RS232: puerto abierto
E89 Solución no encontrada Este mensaje indica que la búsqueda automática de secuencia
no ha encontrado ninguna solución. Intente crear una secuencia
de plegado manual. Si no es posible, significa que la parte
programada no puede realizarse con su máquina.
40/40
Sept.
2014
V3.1
 Loading...
Loading...