

Page 1

January 2007 V. 2.4
ModEva
10S/12S/15S
Kullanım Klavuzu(2D + 3D)
MODEVA_TR CONTENTS PAGE 1
Page 2
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-12PS23D-EN
SAYFA 2 KULLANMA KILAVUZU MODEVA 2D&3D
Page 3
İşbu belgede bulunan bilgiler önceden bildirim yapılmaksızın değişebilir ve CYBELEC SA
tarafından alınmış herhangi bir sorumluluk teşkil etmezler.
İşbu belgede tasvir edilen yazılım bir lisans veya ifşa etmeme anlaşması çerçevesinde dağıtılmıştır ve
yanlızca anlaşmanın maddelerine uygun olarak kullanılabilir ve kopyalanabilir.CYBELEC programının
satın alıcı tarafından kişisel kullanım dışı amaçlarla her tür kaset , disk veya başka mesnet üzerine
kopyalanması yasa icabı yasaklanmıştır.
Telif hakkı CYBELEC SA. Tüm haklar saklıdır.
Uyarı:
İşbu tanıtım sayısal kumandanın normal ve standart programlanmasını açıklar.Adı geçen kumanda
kullanıldığı makinanın yapımcısı tarafından kendi özgül ihtiyaçlarıiçin ayarlanabilir fonksiyonlarla teçhiz
edildiğinden , lütfen bu fonksiyonların programlanması hakkında makinanın yapımcısı tarafından
verilmiş tamamlayıcı açıklamalara başvurunuz.
Arcnet
Datapoint Corporation’ın ticari markasıdır.
Ethernet Xerox Corporation’ın ticari markasıdır.
IBM , PC/AT , PC Network , Token Ring Network International Business Machines
Corporation’ın ticari markalarıdır.
MS-DOS
Novell Netware
ZeroNet
Microsoft Corporation’ın ticari markasıdır.
Novell, Incorporated’ın fabrika markasıdır.
Applied Knowledge Groups, Incorporated'ın ticari markasıdır.
IÇINDEKILER SAYFA 3
Page 4

İÇİNDEKİLER
GÜVENLİK VE BAKIM TALİMATLARI ............................................................................................
CYBELEC YAZILIMI İÇİN LİSANS ANTLAŞMASI..........................................................................
GİRİŞ............................................................................................................................................... 8
Güvenlik , Telif hakkı & Lisans antlaşması ......................................................................... 8
DNC ile birlikte Windows çalışma sistemi 8
Bu el kitabı hakkında .......................................................................................................... 9
Yazılımın yüklenmesi.......................................................................................................... 10
Şekilsel kabuller.................................................................................................................. 10
Tanımlar.............................................................................................................................. 10
HIZLI BAŞLANGIÇ ..........................................................................................................................12
Yazılımdan çıkma 12
L-ALPHA (2D) PROGRAMLAMA.................................................................................................... 13
Adım adım .......................................................................................................................... 14
Çalışma alanını temizleme 14
Bıçak ayarı 15
Kalıp ayarı 17
Takımların seçimi 18
Genel bilgi 20
Programlama kesit 1 20
Programlama kesit 2 21
Ürün hesabı 23
Bükme Sırası (BÜKME 2D) 23
Eksenlerin pozisyonu , diğer fonksiyonlar 25
DIREK PROGRAMLAMA (BÜKME SAYISAL)................................................................................ 27
Adım adım .......................................................................................................................... 28
Çalışma alanını temizleme 28
Genel bilgi 29
Takımların seçimi 30
Bilgi girişi (1) 30
Bilgi girişi (2) 32
BÜKME ,TESTLER VE DÜZELTMELER ........................................................................................ 35
3D PROGRAMLAMA....................................................................................................................... 37
Parçanın yaratılması........................................................................................................... 37
SAYFA 4 KULLANMA KILAVUZU MODEVA 2D&3D
Page 5
Adım adım ...........................................................................................................................38
Çalışma alanının temizlenmesi 38
BİR PARÇANIN HAFIZAYA ALINMASI VEYA ARANMASI.............................................................45
Bir parçanın hafızaya alınması............................................................................................45
Bir parçanın aranması .........................................................................................................46
Hafızadaki parçaların organizasyonu..................................................................................50
GİRİŞ SEVİYELERİNİN KORUNMASI ............................................................................................51
Genel bilgi............................................................................................................................51
Kullanıcılar...........................................................................................................................52
Şifre ile giriş.........................................................................................................................53
3’den daha yüksek seviyelere giriş .....................................................................................54
Şifrenin değiştirilmesi ..........................................................................................................55
Şifrenin unutulması 56
SAYFALARIN KISACA GÖZDEN GEÇIRILMESI............................................................................59
Menu Sayfası.......................................................................................................................59
Parça listesi Sayfası ............................................................................................................59
Grafiksel Parçaların Listesi..................................................................................................60
Parça / Ölçüt Arama Sayfası ...............................................................................................60
Transfer Sayfası ..................................................................................................................60
Bıçakların Listesi Sayfası ....................................................................................................61
Kalıpların Listesi Sayfası .....................................................................................................61
Bıçak Programlama Sayfası................................................................................................62
Kalıp Programlama Sayfası.................................................................................................62
Hoşgeldiniz Sayfası .............................................................................................................63
Sıfırlama Sayfası .................................................................................................................63
Makina Parametreleri Sayfası .............................................................................................64
Parça sayısal Sayfası.........................................................................................................64
Takımların Pozisyonu Sayfası.............................................................................................65
Yorumlar Sayfası .................................................................................................................65
Bükme Sayısal Sayfası .......................................................................................................66
Bükme 2D Sayfası...............................................................................................................66
Bükme 3D Sayfası...............................................................................................................67
Bükme Fonksiyonu Sayfası.................................................................................................67
Bükme Takımları Sayfası ...................................................................................................68
Düzeltmeler Sayfası ............................................................................................................68
PC/DNC 1200 YAZILIMININ YÜKLENMESİ....................................................................................69
PC Koruma Tuşu.................................................................................................................69
Minimum konfigürasyon ......................................................................................................71
PC 1200 Windows Yazılım Desteği ....................................................................................71
DNC 1200 Windows Yazılım Desteği..................................................................................71
DNC 1200 DOS Yazılım Desteği ........................................................................................72
PC1200 WINDOWS’UN YÜKLENMESİ...........................................................................................73
PC1200 / PC900 DOS VERSION’UNUN YÜKLENMESİ ................................................................75
DNC Windows’un yüklenmesi .............................................................................................76
DNC’nin klavyesi çalışmıyorsa: 76
DNC DOS’un yüklenmesi....................................................................................................77
IÇINDEKILER SAYFA 5
Page 6

DNC’nin klavyesi çalışmıyorsa: 78
INDEX.............................................................................................................................................. 79
SAYFA 6 KULLANMA KILAVUZU MODEVA 2D&3D
Page 7

Bu sayfa bilerek boş bırakılmıştır.
IÇINDEKILER SAYFA 7
Page 8
GİRİŞ
GÜVENLIK, TELIF HAKKI& LISANS ANTLASMASI
Lütfen el kitabının ilk sayfalarındaki güvenlik talimatlarını , telif hakkı ve
lisans antlaşmalarına danışın.
DNC ILE BIRLIKTE WINDOWS ÇALIŞMA SISTEMI
CYBELEC DNC’lerine , fabrikada özellikle numeric kontrol için konfigüre
edilmiş windows kurulumu yapılır.
(Bkz. teknik bilgi).
Bu konfigürasyon , DNC’de bulunabilecek minimum dosya sayısını garanti
eder dolayısıyla programların yürütülme hızı bu yolla maksimum olur. Bu
konfigürasyon ayrıca ,sürücülerin doğru olduğunu ve nümrik kontrolun
optimum çalışmasını garanti eder.
Windows’un çok açık bir system olmasından dolayı , windowsun modifiye
edilmemesi ve başka bir program yüklenmemesi tavsiye edilir. Böyle bir
durumda numeric kontrolun çalışmasını riske edersiniz.
Eğer network veya yazıcı kurmak isterseniz , lütfen bir uzmanı arayınız.
DNC’nin bir CD-ROM la donatıldığını unutmayınız. Bundan dolayı özel
dergiler tarafından verilen , yazılımların veya oyunların DNC’ye yüklenmesi
çok kolay ve özendiricidir.
CYBELEC , başka programlar yüklendiğinde veya orijinal
konfigürasyonun modifiye edilmesi durumunda , yanlış
çalışmadan dolayı sorumluluk Kabul etmez.
Windows ortamında virus bulunma ihtimalinin yüksek olduğunu hatırlatır ,
dışardan girilen bilgi ve yazılımları kullanırken elden gelen en büyük özenin
gösterilmesini rica ederiz.Düzenli bir kopyalama bilgilerinizi güvenlik altına
almanızı sağlar.
Biz numerik kontrollerin virüssüz dağıtıldığını garanti ederiz.
SAYFA 8 KULLANMA KILAVUZU MODEVA 2D&3D
Page 9

BU EL KITABI HAKKINDA
Bu el kitabı , programlama konseptini hızla anlatabilmek için bazı basit
örnekleri ele alır.
Referans el kitabı bu dökümanlara ek olarak bilgi verir.
Hatırlatma: Bu elkitabında , DNC’nin çalışma konfigürasyonuna sahip
olduğu Kabul edilir.(örnek; makina parametreleri ve aletler
programlanmıştır).
Bu elkitabı U3 veya üzeri yazılım versiyonlarını anlatır. Bazı
anlatılan figürler eski versiyonlara uymayabilir.
Bu elkitabı sizin sayenizde geliştirilebilir. Bu elkitabına ilişkin bazı
hatırlatmalar için lütfen bize yazın:
CYBELEC S.A.
Dpt Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-Mail: info
@cybelec.ch
GIRIS SAYFA 9
Page 10
YAZILIMIN YÜKLENMESI
Bakınız bu elkitabının sonu sayfa 69.
ŞEKILSEL KABULLER
Arial bold Ekranda görülen textin kısaltmaları.
Arial bold italic DNC’nin giriş veya çıkışlarının isimlerini
Italic Yazılan elemana , paragrafa veya elkitabıa
I tuşuna iki kere klikleneceğini belirtir.
belirtmek için kullanılır.
referanstır.
Örnek: Bkz. Error! Reference source not
found..
TANIMLAR
Bu el kitabında aşağıdaki termler kullanılmıştır:
Select(seç) Bu terim bir seçilme işlemini belirtir.
Duruma gore seçim ffarklı yollardan yapılır.
Bir alanı onaylamak için , sadece alanı terk edin
veya
"select" kelimesi ayrıca spesifik bir sayfaya
ulaşmak için de kullanılır.
Point out(işaret etmek) İmleçi tanımlanan noktaya konumlandırın
bunun için imleç tuşlarını kullanın
Mouse/Tracksensor PC için mouse,
DNC için tracksensor.
Click(klik) Tracksensor’ün sol tuşuna basın.
Click right(sağ klik) Tracksensor’ün sağ tuşuna basın.
Click left/right(sağ/sol klik) Aynı anda tracksensor’ün her iki tuşuna basın.
Round robin lists veya çoktan seçmeli alanlar:
Bunlar menekşe renklidir ve birçok seçeneğin
seçilebilir olduğunu belirtir.
(Enter) tuşuna basın.
veya tracksensor’ü.
Konuyla ilgili seçim
tıkla yapılır.
SAYFA 10 KULLANMA KILAVUZU MODEVA 2D&3D
tuşuyla veya sağ
Page 11
Bu alan için seçilebilecek şıklar bir pencere
içinde ekranda belirir.
Şıkkı onaylamak için:
- seçilecek şıkkın yanındaki sayıyı girin
veya
- imleçi şıkkın üzerine getirin ve
tuşuna basın.Ekranda şık penceresini
göstermeden de seçim yapılabilir, şıkları
ardarda görüntülemek için
Onaylamak için alanı terk edin.
Menu
ktuşuna basılarak ulaşılabilinen ana
menu sayfasını belirtir.
"Menu Menuismi" seçim penceresi de
den e kadar olan tuşlara basılarak
çağrılabilir.
Function key(fonksiyon tuşu) ila
her sorulduğunda , ilgili menu görüntülenir.
Genellikle fonksiyon tuşunun ismi kullanılır .
Örnek: PIECE (PARÇA)d’ya basınız
.tuşuna basılmasını belirtir.
tuşuna basın.
, tuşlarına basılması size
Hızlı Onaylama Operatörün çalışmasını kolaylaştırmak için ,
DNC menüde yapılan son seçimi hafızaya
alır.Menü opsiyonunu çabuk onaylamak için
(e.g.:
) tuşuna çift klik yapın, böylece
son sayfa tekrar seçilir.Daha fazla bilgi için ,
Referans El Kitabında aynı paragrafa bakınız.
GIRIS SAYFA 11
Page 12
HIZLI BAŞLANGIÇ
Bu bölümde ,bazı basit örneklerle DNC’nizin çeşitli yollarla kullanılması
anlatılmıştır.
L-alpha Programlama.
Operatör bir çizimden , ürün yaratmak zorundaysa , bu metod en hızlı
ve en yaygın kullanılan metoddur.
Direk Programlama.
Bu tür programlama genellikle basit ürünler için kullanılır veya
numerik kontrol bulunmayan konvansiyonel press makinalarıyla
çalışan operatörler tarafından kullanılır.
Bu sayfa operatöre bir ürünün programlanması için gerekli bütün
bilgileri ve alanları sunar.
3D Programlama.
Bu tip programlama kullanıcıya ürünün 3 boyutlu görüntülenme
olasılığını sağlar .Bu mod ayrıca 2 boyutludan daha ayrıntılı
konstrüksiyonlar ve modifikasyonlara olanak sağlar.
Bu aşamada , biz bütün gerekli aletlerin ve makina parametrelerinin
programlanmış olduğunu varsayıyoruz.
Giriş Seviyeleri Operatörün 1 seviyesine girişi bildiğini veya anahtar pozisyonunun 1’de
olduğunu varsayıyoruz. Eğer bu durum söz konusu değilse , bu elkitabının
giriş seviyelerinin korunması bölümüne bakınız.
Bu el kitabındaki ekranlar PC 1200 Windows yazılımından alınmıştır ama
ekranlar DNC 1200 2D yazılımıyla birebir benzerdir.
Hatırlatma:
2D referans el kitabı içinde harici klavye başlığı altında PC klavyesi ile DNC
tuşları arasında bir uygunluk bulacaksınız.
Bu prosedürler operatöre CYBELEC tarafından tavsiye edilen programlama
metodunu gösterir, örnekle yazılımın çalışmasını olanaklı kılar.
Daha fazla bilgi için , 2D Referans El Kitabı ve/veya 3D Referans El
Kitabı,’na başvurun, her ikisi de içindekiler ve detaylı index bölümlerine
sahiptirler.
Yazılımdan Çıkma
Her an yazılım terk edilebilir , bu nedenle bulunulan durum hafızaya alınır.
Yazılımı doğru terk etmenin yolu MENU sayfasının
ve QUIT tuşuyla yazlımı terk etmektir..
Aynı prosedür PC yazılımında da kullanılabilir veya her hangi bir
sayfadayken
+ tuşlarına birlikte basılır.
tuşula çağrılması
SAYFA 12 KULLANMA KILAVUZU MODEVA 2D&3D
Page 13
L-ALPHA (2D) PROGRAMLAMA
Bu bölümde "L-alpha" (length-angle)(uzunluk-açı) metoduyla ürün
yaratılması , somut bir örnekle anlatılacaktır.
Bu metod hızlı ve kolaydır ve ürünün 2 boyutlu görüntülenmesine olanak
sağlar, bu ürün programlanırken kolaylık sağlar.
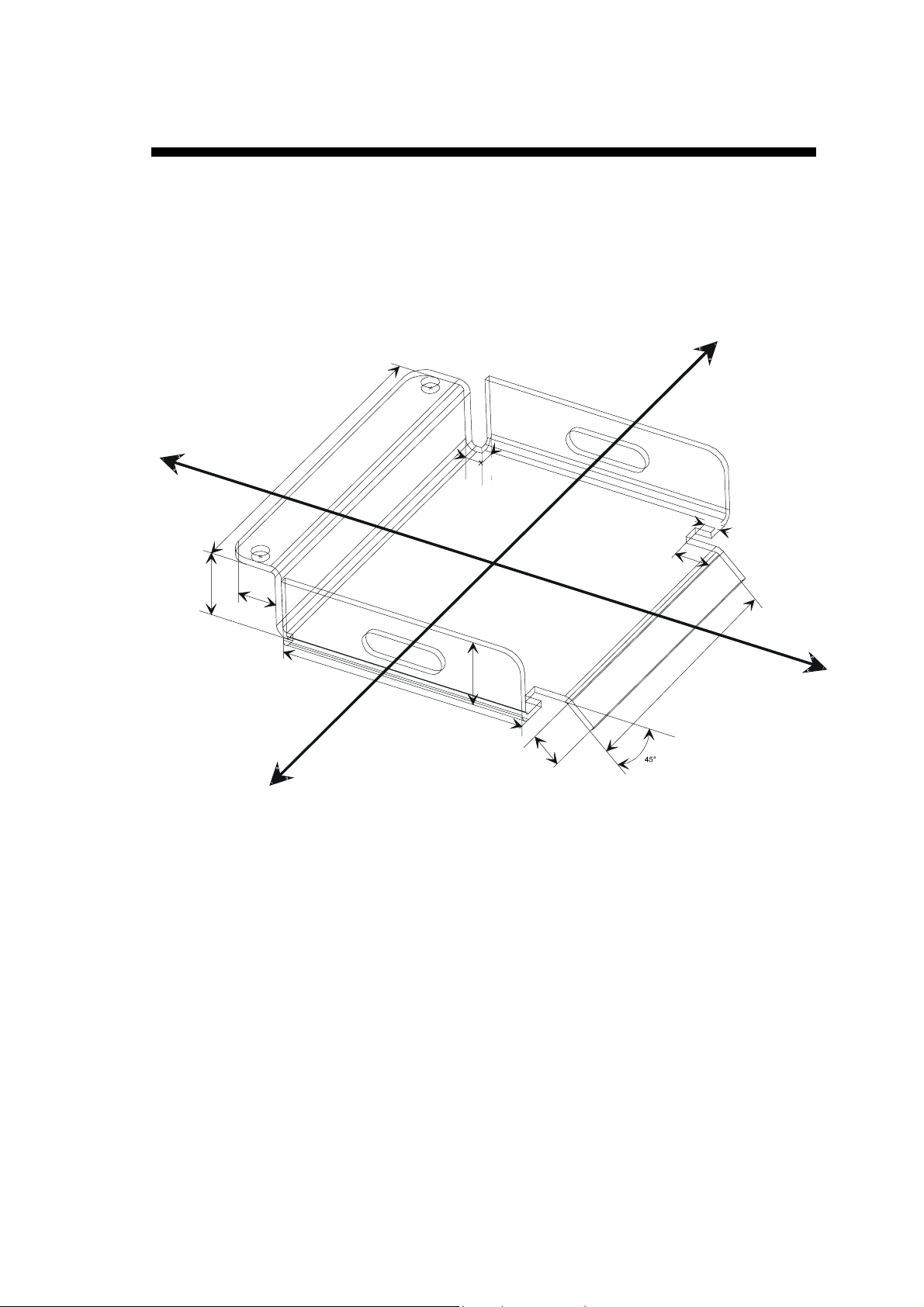
Örnek olarak kullanılan ürün , 2 kesitin birleşmesinden oluşmuştur, ama
prosedür 1 veya daha çok kesit için aynıdır.
0
.
0
0
2
40.0
3
0
.
0
45.0
15
0.
0
2
0
.
0
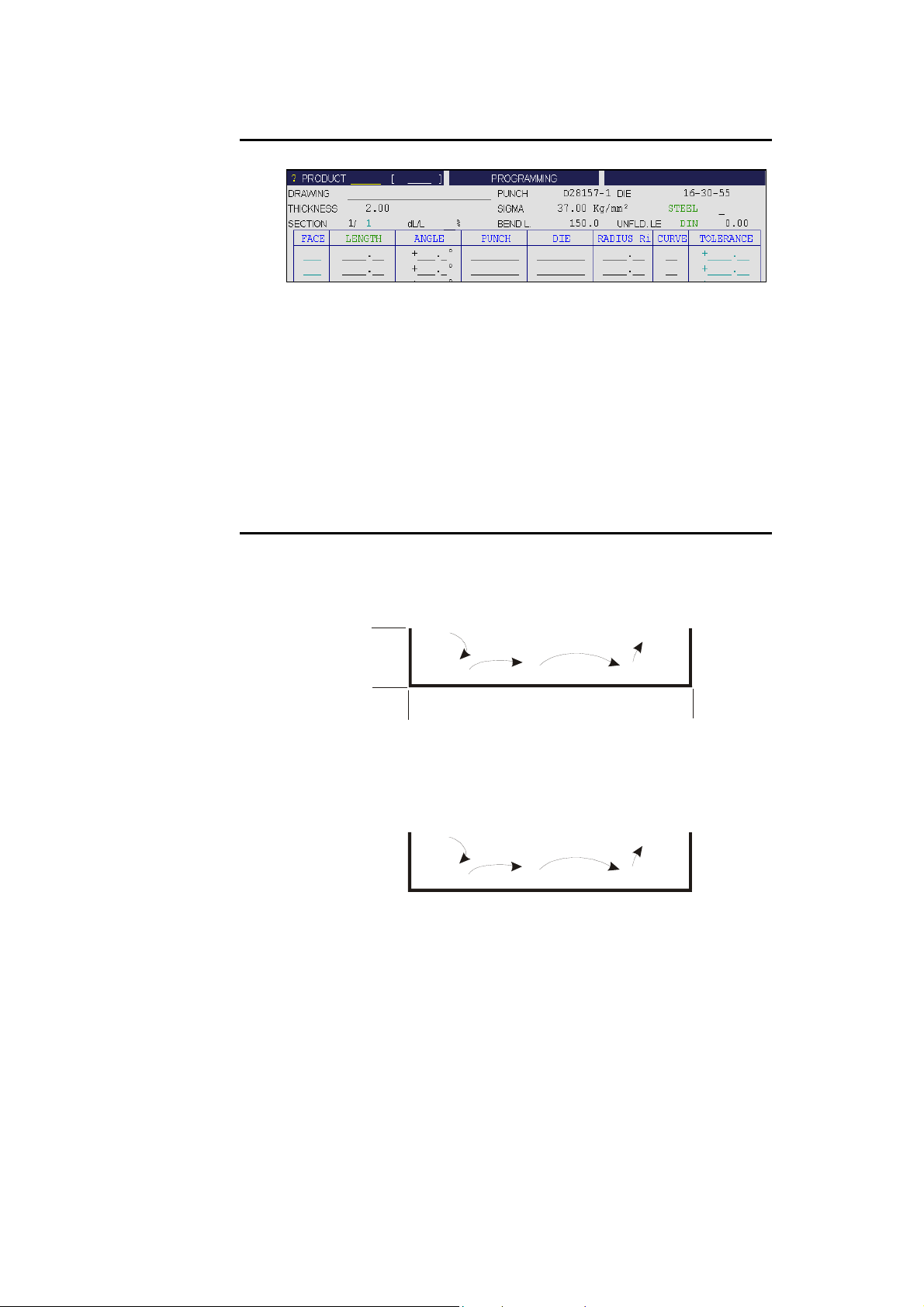
2. kesitte aynı uzunlukta bıçak kullanabilmek için 1. kesitte bulunan
dikdörtgen delikli kenar kanatları ilk once yapılacaktır.
Bu ürünü yapmak için 2 mm kalınlıkta ST37 tipi çelik kullanacağız.
L-ALFA PROGRAMLAMA SAYFA 13
Page 14
ADIM ADIM
ÇALISMA BÖLGESINI TEMIZLE
Kullanıcı çalışma hafızasını , yeni bir ürün yaratmadan once temizlemelidir.
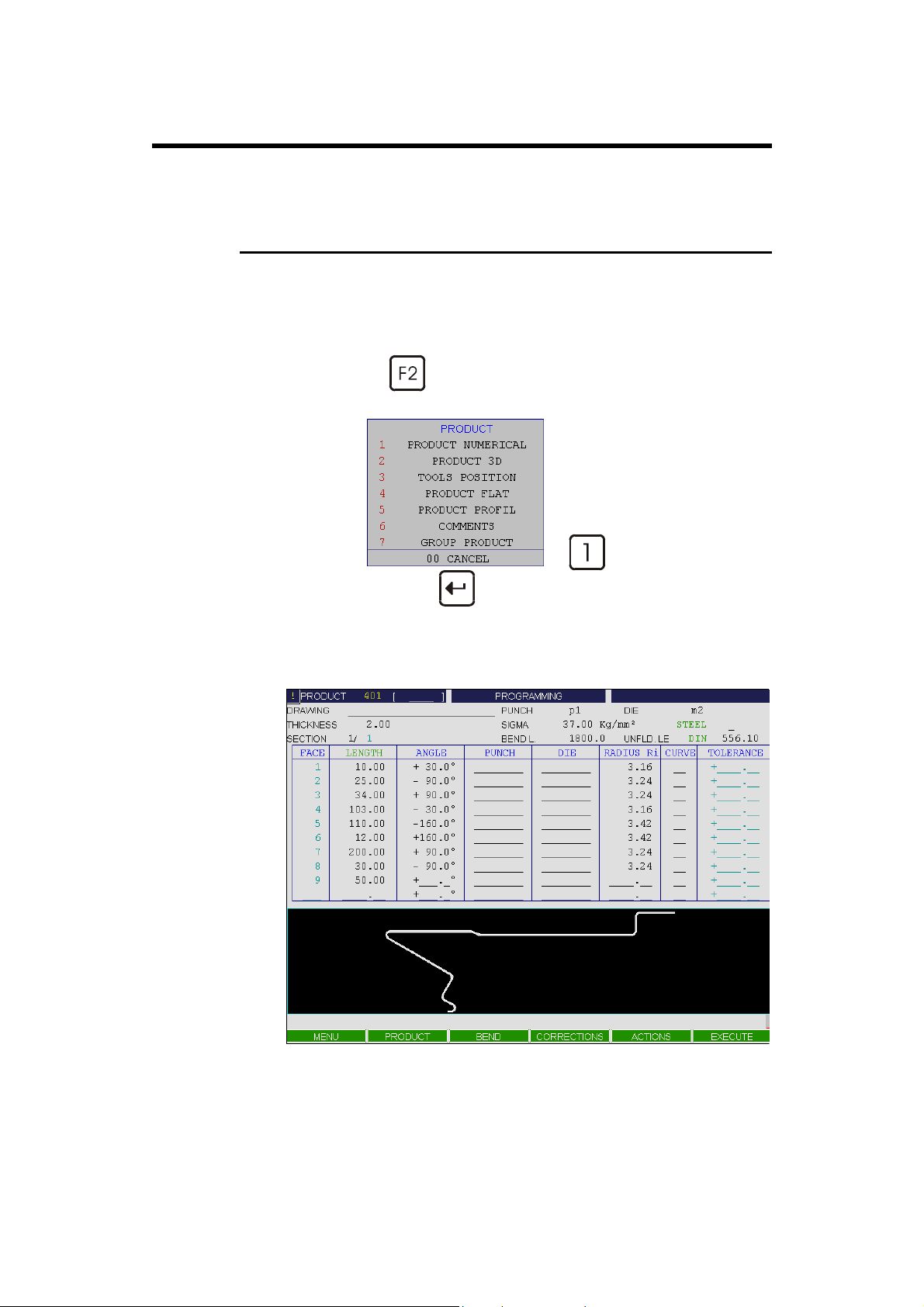
PARÇA SAYISAL sayfasını çağırın , bu sayfa L-Alpha modunda
data girişine olanak sağlar.
Yeni bir parça yaratmak
için çalışma alanını
temizleyin.
PARÇA
PARÇA SAYISAL’ı seç. Bunun için seçeceğiniz şıkkın rakamını
girin.
üzerine getirin ve
Aşağıdaki şekil bir önceki parçanın sayısal değerlerini kapsayan
PRODUCT NUMERICAL (PARÇA SAYISAL) sayfasını gösterir.
fonksiyon tuşuna basın.
tuş
tuşuna basın veya şıkkın üzerine klikleyin.
veya imleci şıkkın
SAYFA 14 KULLANMA KILAVUZU MODEVA 2D&3D
Page 15

İŞLEMLER
PARÇAYI TEMİZLE’yi seçin .Bunun için seçeneğin yanındaki
tuşuna basın.
rakama basın
veya imleci seçeneğin üzerine yerleştirin ve
seçeneğin üzerine klikleyin. Ve sonra onaylayın
Bu işlem sadece çalışma hafızasındaki bilgileri siler. Bunun anlamı, çalışma
hafızasındaki ürünün bilgileri daha once saklanmışsa , bu işlem sonucunda
kaybedilmez.
tuşu
tuşuna basın veya
(
BIÇAK AYARI
Bu ve bundan sonraki kalıp ayarı bölümleri , 2D programlama modunda
opsiyoneldir.
Bu sayfalara bakmak ilgiçtir.TAKIMLARIN POZİSYONU sayfasında
operatör takımların monrte edilmiş halini görebilir.
Eğer takımların montajı önemli değilse , bu 2 bölümü geçebilirsiniz.
Takımların tanımı PARÇA SAYISAL sayfasında direk olarak yapılacaktır.
(prosedürün bu safhasında bulunduğunuz sayfada).
PARÇA tuşuna basarak TAKIMLARIN POZİSYONU sayfasini
çağırın ve takımların pozisyonunu seçin.
).
Bıçak ayarı
Takım seçimi
yapılmamış pencere
Selection field : P or D
Field L (total available length)
L-ALFA PROGRAMLAMA SAYFA 15
Page 16
Bir bıçak ve/veya P harfinin görüntülendiğini sağ taraftaki
pencereden kontrol edin (seçim alanı).
Eğer burada bir kalıp veya D, harfi varsa bunu
kullanarak değiştirin.
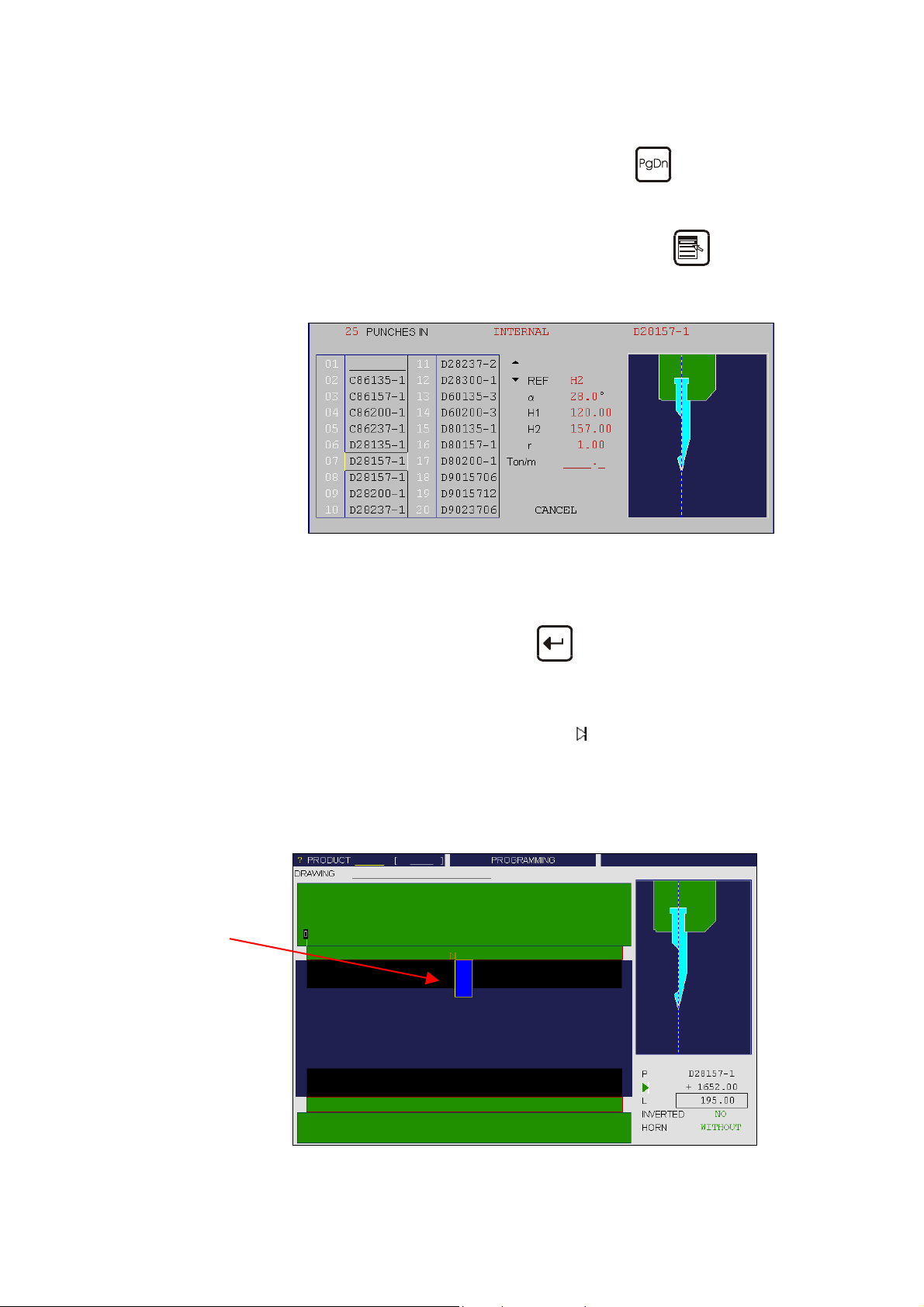
İmleçi P falanına yerleştirin ve bıçak LIST OF CHOICES
(SEÇENEKLERİN LİSTESİ) menüsünü açmak için
basın.
Gerekli bıçağı , seçeneğin yanındaki sayıyı 2 rakamlı girerek
seçin.Örneğin : 1 için 01 ,2 için 02 , vs…
veya
tuşunu
tuşuna
Bıçak ayarı
Bıçak makinanın tam
ortasına yerleştirilmiş
İmleçi seçeneğin üzerine getirin
tuşuyla onaylayın veya
İstenen seçeneğin üzerine klikleyin.
Bıçağın makinanın ortasına denk gelecek şekilde sabitlendiği noktayı
girmek için ,aletin uzunluğunun yarısından , L alanındaki değerin
yarısını çıkartın ve bulduğunuz değeri alanına girin. (Bizim
örneğimizde : 3500/2 – 195/2 = 1652.5 mm).
L alanını , 195 mm girerek modifiye edin bu istenilen alet
uzunluğudur.Önden görünüşte seçilen alet koyu mavi renkte
gösterilir.
SAYFA 16 KULLANMA KILAVUZU MODEVA 2D&3D
Page 17
KALIP AYARI
Kalıp ayarı
Bıçak seçimi yapılmış
ama kalıp seçimi
yapılmamış pencere
Bıçak Ayarı.için aynı hatırlatma
Selection field : D
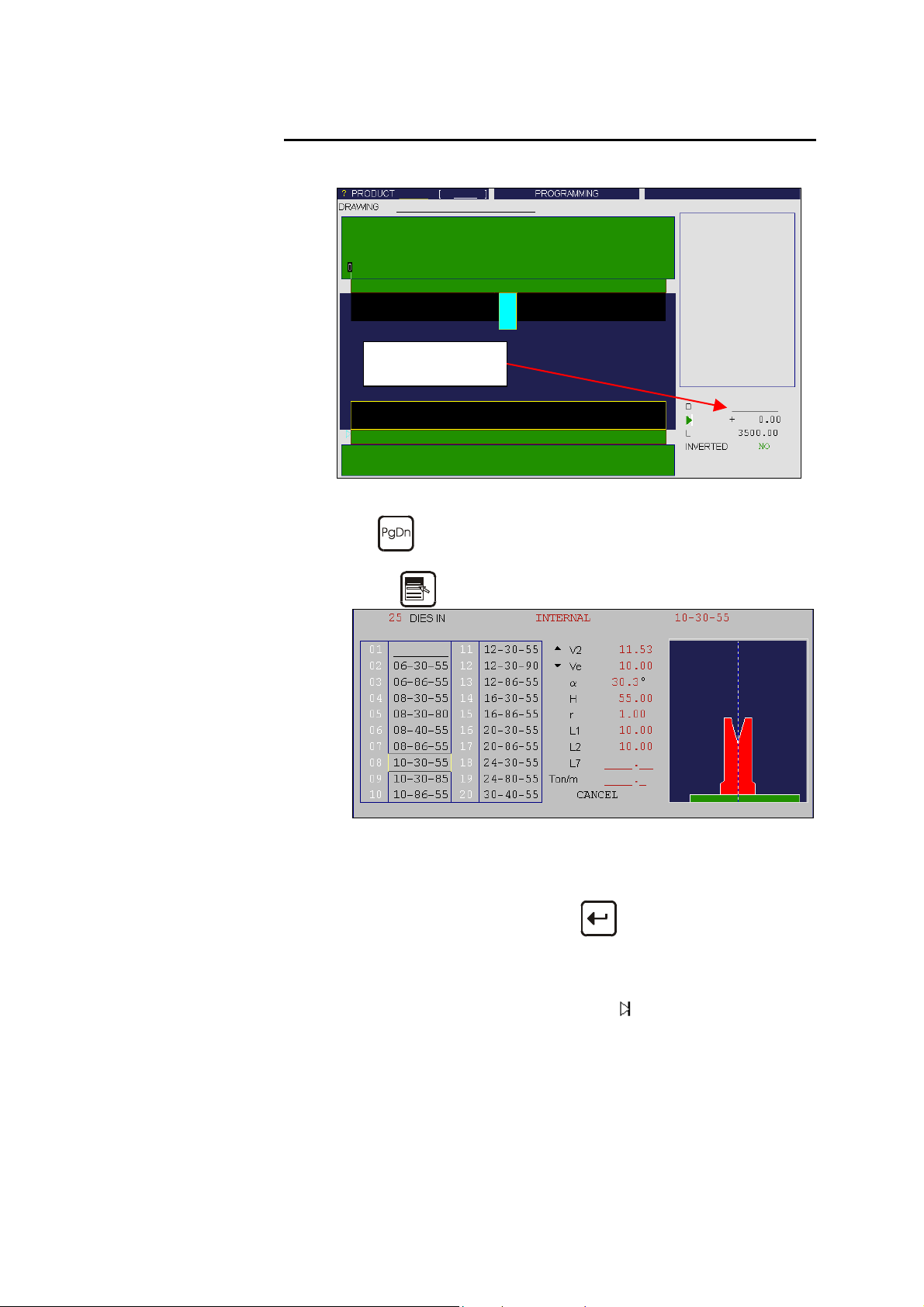
TAKIMLARIN POZİSYONU sayfasında kalın.
kalıp seçenekleri bölümünü açmak için.İmleçi D alanına yerleştirin
Gerekli kalıpı , seçeneğin yanındaki sayıyı 2 rakamlı girerek
Kalıpın makinanın ortasına denk gelecek şekilde sabitlendiği noktayı
tuşunu kullanarak kalıbı seçin.
ve tuşuna basın ,
seçin.Örneğin : 1 için 01 ,2 için 02 , vs…
veya
İmleçi seçeneğin üzerine getirin
İstenen seçeneğin üzerine klikleyin.
girmek için ,aletin uzunluğunun yarısından , L alanındaki değerin
yarısını çıkartın ve bulduğunuz değeri alanına girin. (Bizim
örneğimizde : 3500/2 – 195/2 = 1652.5 mm).
tuşuyla onaylayın veya
L alanını , 195 mm girerek modifiye edin bu istenilen alet
uzunluğudur.
L-ALFA PROGRAMLAMA SAYFA 17
Page 18
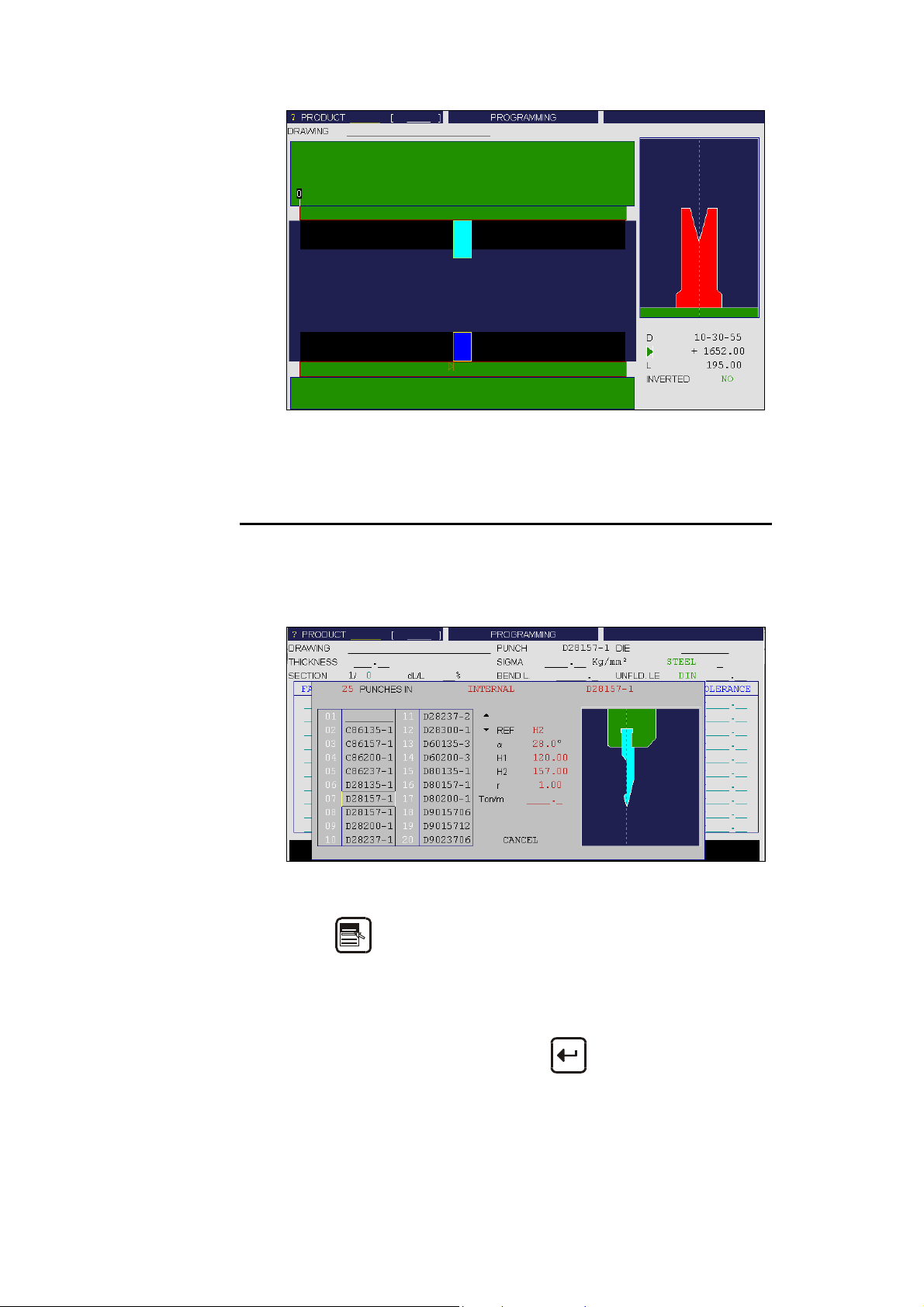
Kalıp ayarı
Takımların son montajı
Bıçak ve kalıp seçimi
yapılmış pencere
TAKIM SEÇENEKLERI
PARÇA menüsü yoluyla PARÇA SAYISAL sayfasina geri dönün.
Yukarıda değinildiği gibi , eğer takımların pozisyonu kaçınılmazsa, takımları
direk olarak PRODUCT NUMERICAL(PARÇA SAYISAL) sayfasında
belirleyebilirsiniz.
Takımların seçimi
İmleç PUNCH(BIÇAK) alanında (ekranın üst kısmında)*.
İstenilen takımları seçmek için , seçeneğin yanındaki sayıyı , 2
tuşu veya sağ klik , LIST OF CHOICES(SEÇENEKLERİN
LİSTESİ).nin görüntülenmesini sağlar.
rakamlı olarak girin. Örnek:1 için 01 , 2 için 02 , vs…
veya
imleçi seçeneğin üzerine getirin ve
veya istenilen seçeneğin üzerine klikleyin.
tuşuna basarak onaylayın
SAYFA 18 KULLANMA KILAVUZU MODEVA 2D&3D
Page 19

Hatırlatma: Her pencere 20 tane takım içerir.Bir sonraki veya bir önceki
pencereye ulaşmak için
veya tuşlarını
kullanabilirsiniz.
Her database (bıçaklar ve kalıplar) 200 takımla
sınırlandırılmıştır.
Listenin sonuna ulaşmak için 999 ,başına ulaşmak için 001
girebilirsiniz.
Kalıp için de aynı yolla devam edebilirsiniz.
Hatırlatma: BEND(BÜKME) menüsünden ulaşılan TOOLS
BEND(BEKME TAKIMLARI) sayfasında da , aynı seçimi
aynı yolla yapmak mümkündür.Bu, takımların ana
karakteristikleriyle beraber görünüşünü görmemizi sağlar.
* Ekranın üst tarafındaki PUNCH(BIÇAK) ve DIE(KALIP) alanları,
parçanın hesaplanması için genel aletleri gösterir.Eğer parçalar PRODUCT
NUMERICAL(PARÇA SAYISAL) sayfasında programlanıyorsa , bu iki
alanı doldurmak mecburidir.
Tablodaki PUNCH(BIÇAK) ve DIE(KALIP) sütunları , belirli bir bükme
için , farklı takım seçeneklerini belirtir.
BEND NUMERICAL(BÜKME SAYISAL) sayfasında da
PUNCH(BIÇAK) ve DIE(KALIP) alanları bulunur. Eğer parçalar
PRODUCT NUMERICAL(PARÇA SAYISAL) sayfasıyla
programlanmışsa , bu alanlar boş veya kısmen doldurulmuş olacaktır .
(Direk programlama (bükme değ.) kısmına da bakınız, bu el kitabında ileriki
bölümlerde yer alıyor).
L-ALFA PROGRAMLAMA SAYFA 19
Page 20
Enter:
- bıçak
- kalıp
- sigma/malzeme
- malzemenin tipi
- bükme uzunluğu
GENEL BILGI
İmleçi THICKNESS(KALINLIK) alanına getirin ve kullanılan
malzemenin kalınlığını girin.
İmleçi SIGMA alanına getirin ve kullanılan malzemenin sigmasını
kuvvet/mm² olarak girin. (Örnek.: Çelik = 37 Kg/mm²)
Listeyi STEEL(ÇELİK) üzerindeyken terk edin.
İmleçi BEND L.(BÜKME UZUNLUĞU) alanına getirin ve ürünün
kıvırma uzunluğunu girin (kesit 1 = 150.0 mm).
KESIT 1’IN PROGRAMLANMASI
Yüzeylerin uzunlukları DIN’a uygun bir dış işaretlemeyle verilir.
Bkz 2D Reference Manual, kısım işlemden önceki uzunluk.
45.0
45.0
Datayı L-Alpha modunda girerken teker teker önce uzunluğu daha sonra da
açıyı girin.En son uzunluğun karşısına açı gelmez.
Hatırlatma: Aşağıdaki şekilde gösterildiği gibi , kesit 1’in profili girilen
dataya gore (uzunluk-açı) otomatik olarak çizilir , bundan
dolayı iç radius otomatik olarak hesaplanır.
90.0°
45.0
90.0°
200.0
200.0
200.0
45.0
90.0°
45.0
90.0°
SAYFA 20 KULLANMA KILAVUZU MODEVA 2D&3D
Page 21
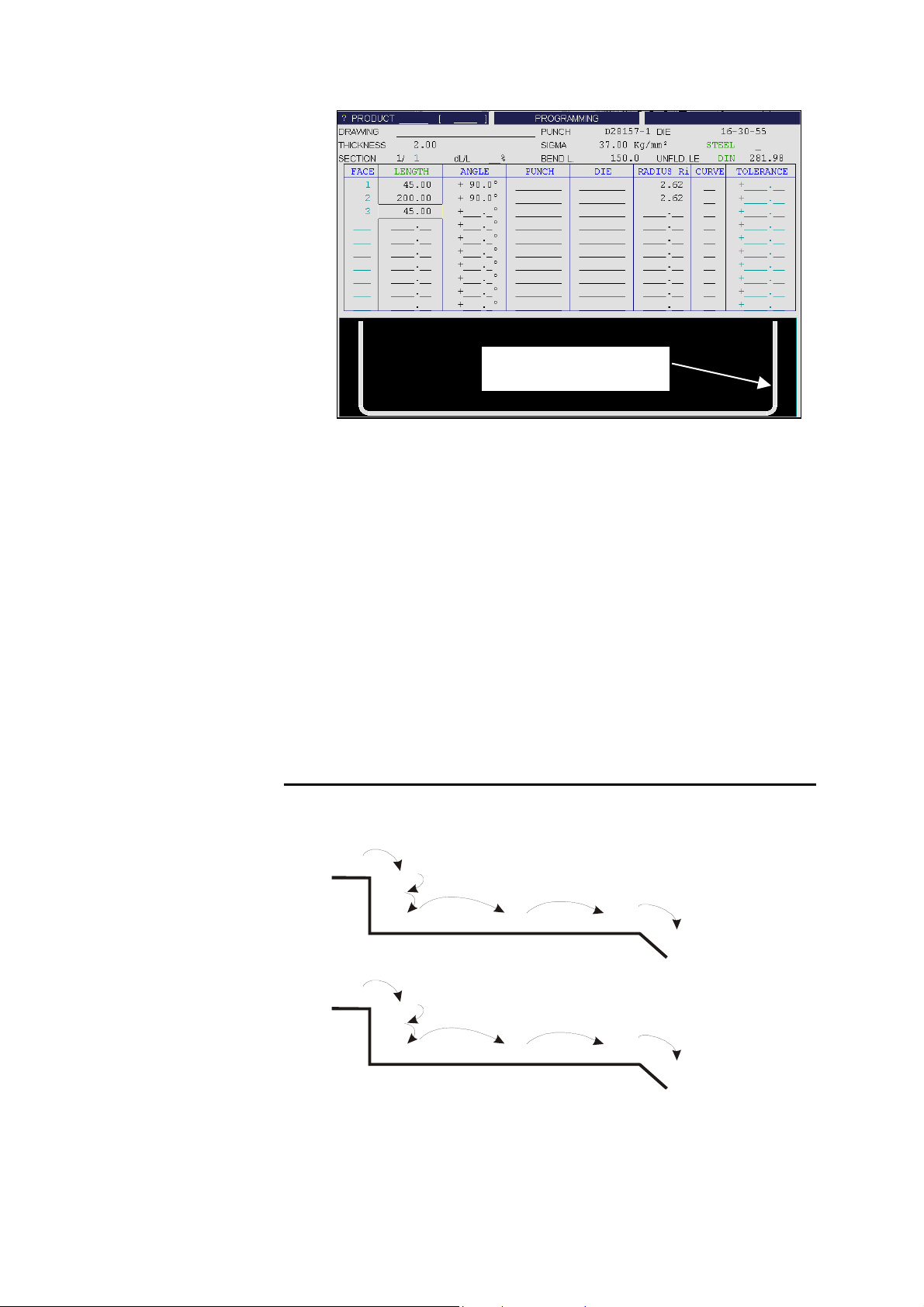
Section 1
Automatically drawn profile
Prosedür:
İmleçi LENGTH(UZUNLUK) sütununun ilk alanına yerleştirin ve
ilk uzunluk olan 45 mm uzunluğunu girin.
İmleçi ANGLE(AÇI) sütununun ilk alanına yerleştirin ve kıvırma
yapılacak ilk açıyı 90° olarak girin.
İmleçi LENGTH(UZUNLUK) sütununun 2. alanına yerleştirin ve 2.
uzunluk olan 200 mm değerini girin.
İmleçi ANGLE(AÇI) sütununun 2. alanına yerleştirin , 2. kıvırma
açısını 90° olarak girin.
İmleçi LENGTH(UZUNLUK) sütununun 3. alanına yerleştirin ve
ürünün son uzunluğu olan 45 mm değerini girin.
İpucu: İlk once uzunlukların tümünü daha sonrada açıların tümünü girin.Bu yol
çalışmayı hızlandırır.
KESIT 2’NIN PROGRAMLANMASI
Bükme yönünün tanımı açı işaretini değiştirerek yapılır , yön seçimi isteğe
bağlıdır fakat bütün ürün kesitlerinde sabit olmalıdır.
45.0
-90.0°
45.0
-135.0°
20.0
135.0°
20.0
or
45.0
90.0°
90.0°
45.0
-90.0°
150.0
150.0
L-ALFA PROGRAMLAMA SAYFA 21
Page 22
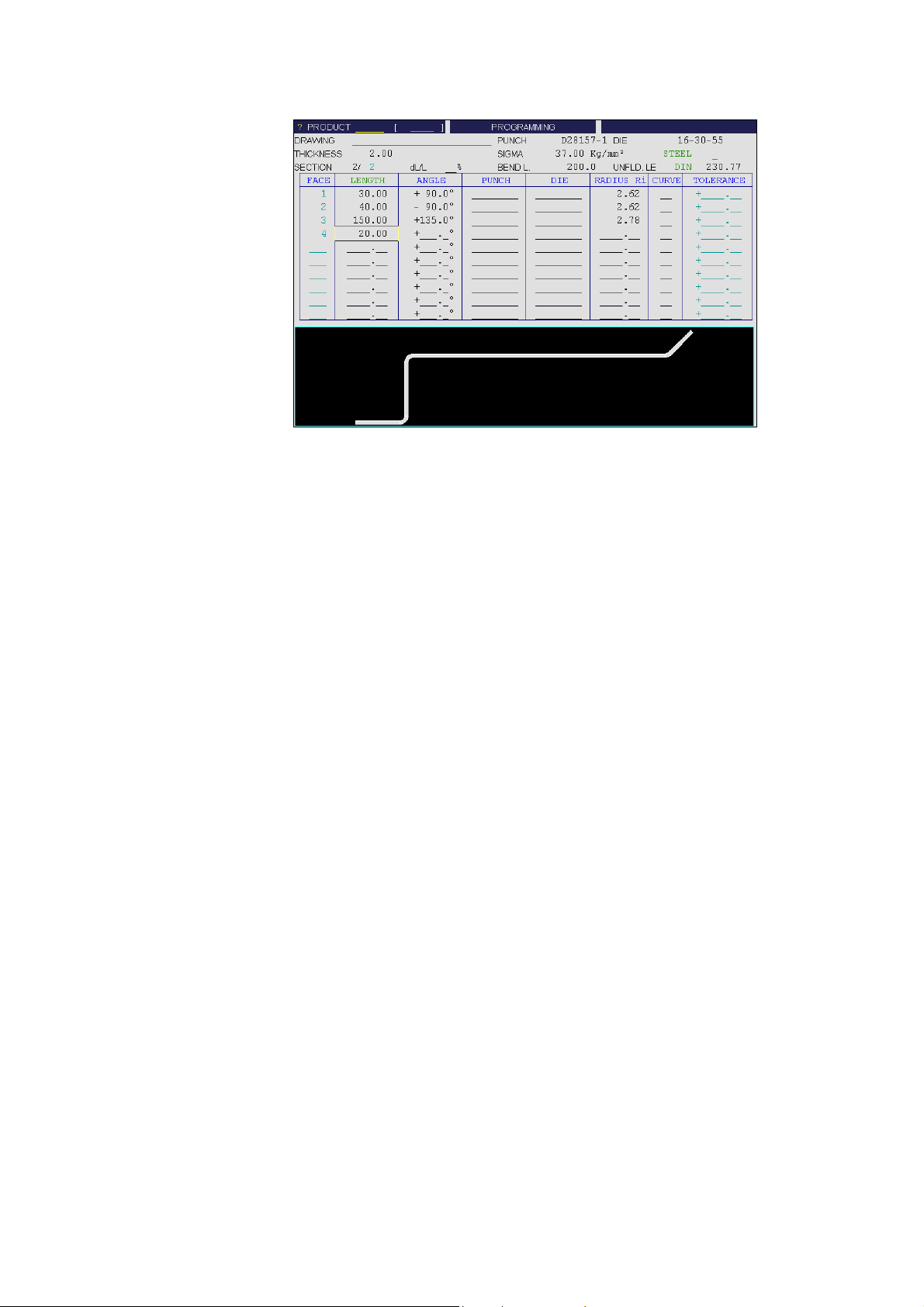
Section 2
Prosedür:
PRODUCT NUMERICAL(PARÇA SAYISAL) sayfasında kalın.
İmleçi SECTION(KESİT) alanına getirin , 2 değerini girin ve alanı
terkedin.Bu işlem 2. akesit için otomatik olarak yeni bir sayfa açar.
İmleçi BEND L.(BÜKME UZUNLUĞU) alanina getirin ve bu kesit
için kıvırma uzunluğunu girin. (200).
İmleçi LENGTH(UZUNLUK) sütununun ilk alanına getirin ve ilk
uzunluk olan 30 mm değerini girin.
İmleçi ANGLE(AÇI) sütununun ilk alanına getirin ve ilk kıvırma
açısı olan 90° değerini girin.
İmleçi LENGTH(UZUNLUK) sütununun ikinci alanına yerleştirin
ve ikinci uzunluk olan 40 mm değerini girin..
İmleçi ANGLE(AÇI) sütununun ikinci alanına getirin ve ikinci
kıvırma açısı olan -90° değerini girin.
İmleçi LENGTH(UZUNLUK) sütununun üçüncü alanına yerleştirin
ve üçüncü uzunluk olan 40 mm değerini girin.
İmleçi ANGLE(AÇI) sütununun üçüncü alanına getirin ve üçüncü
kıvırma açısı olan 135° değerini girin.
İmleçi LENGTH(UZUNLUK) sütununun dörtüncü alanına
yerleştirin ve son uzunluk olan 40 mm değerini girin.
Hatırlatma: Bir önceki şekilde olduğu gibi kesit 2 de , girilen
dataya göre otomatik olarak çizilir, bundan dolayı iç radius ve işlem
yapılmamış uzunluk otomatik olarak hesaplanır.
SAYFA 22 KULLANMA KILAVUZU MODEVA 2D&3D
Page 23
Bükmeden önceki
uzunluğun hesabı
PARÇA HESABI
PRODUCT NUMERICAL(PARÇA SAYISAL) sayfasında
bekleyin.
ACTION(İŞLEMLER) menusunden CALCULATE(HESAPLA)’yı
seçin
Ekranın sağ üst köşesindeki interaktif alanda
CALCULATING…(HESAPLANIYOR) mesajı belirir.
UNFLD. LE. DIN (işlem yapılmamış sacın uzunluğu) ve Ri (İç
radius) alanlarında datalar belirir.
Hatırlatma: Eğer CALCULATE(HESAPLA) fonksiyon tuşu aktif
olmuyorsa , diğer ekran sayfasına geçilir geçilmez hesaplama
otomatik olarak yapılır.
Bu fonksiyon U2’den önceki yazılım versiyonlarında
mevcutdur.
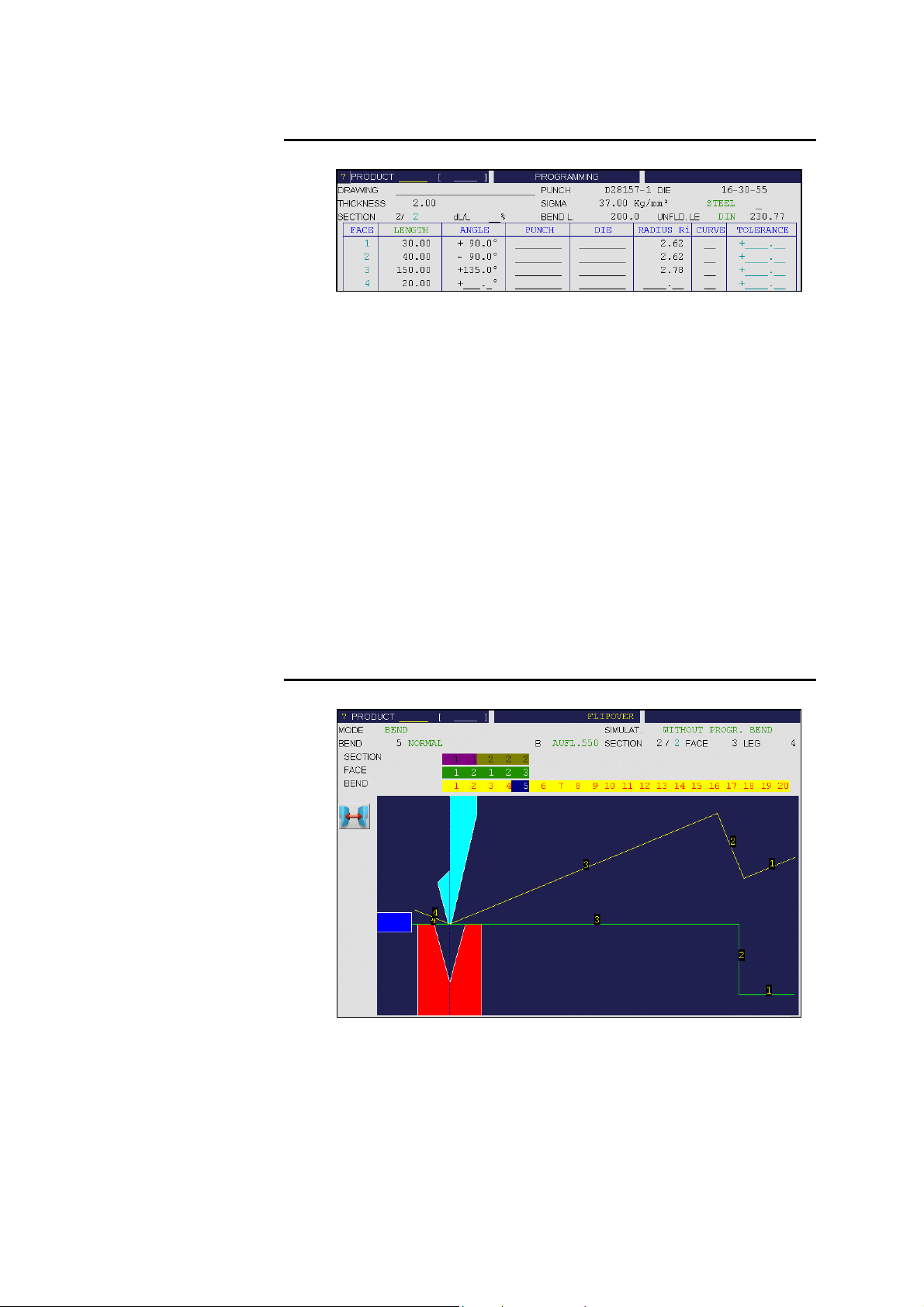
Bükme sırası için
araştırma
BÜKME SIRASI (BÜKME 2D)
BEND 2D(BÜKME 2D) sayfasını çağırın (BEND menüsü).
SIMULAT.(SİMÜLASYON) alaninda , WITHOUT PROGR.
BENDS(PROGRAMLAMADAN BÜKME). Opsiyonunu seçin.
ACTION(İŞLEMLER) menüsünde, SEARCH BENDING
RANGE(BÜKME SIRASININ ARAŞTIRILMASI)’nı seçin.
Sağ üst köşede interaktif alanda SIMULATING RUNS…, daha sonra
CALCULATING...(HESAPLANIYOR) mesajları belirir.
L-ALFA PROGRAMLAMA SAYFA 23
Page 24

Bundan sonra
ve
Pg D n
tuşlarıyla sekanslar ardarda izlenebilir.
Programladığımız örnekte gördüğümüz gibi , bükme sırasının
araştırılmasında ilk once 1. kesit daha sonra da 2. kesit yer alıyor.
Operatör , bükme sırasını değiştirme imkanına (bununla ilgili 2D Referans El
Kitabına bakınız) veya yazılımın spesifik kriterlere ,(örneğin kanatların veya
dönüşlerin minimum olması) uyması imkanına sahiptir. Bunun için , lütfen
2D referans el kitabında , Simulation criteria bölümüne bakınız.
Yazılımın bir çözüm bulamadığı durumda , bükme sırası manuel(elle)
girilmelidir.
Bkz. Bükme sırası 2D Reference Manual.
SAYFA 24 KULLANMA KILAVUZU MODEVA 2D&3D
Page 25

EKSENLERIN POZISYONU, DIĞER FONKSIYONLAR
Menu BEND(BÜKME), sayfa BEND NUMERICAL(BÜKME SAYISAL).
Görüldüğü üzere, eksen pozisyonları , bükme kuvveti , bombeleme ve eğer
varsa , geri çekilme ve ÜÖN (makina parametrelerinde nasıl tanımlandığına
bağlı olarak) otomatik olarak hesaplanır.Bu değerler operatör tarafından
modifiye edilebilir.
İhtiyaçlarına gore operatör aşağıdaki maddeleri modifiye edebilir:
ÜÖN
GERİ ÇEKİLME AD
HDN
BASINÇ ZAMANI
BÜKME HIZI
YAVAŞ HIZ MESAFESİ
Tamamlayıcı açıklamaları 2D Referans El Kitabı’nda bulabilirsiniz.
Parça uygulaması için, bakınız Kıvırma, Testler ve
Düzeltmeler(düzeltmeler) kısmı , sayfa 35.
Üst ölü nokta. Eğer programlanmamışsa , üst
tabla maksimum ÜÖN’ya kadar yükselir.
Arka dayamanın geri çekilmesi.
Hız Değişim Noktası (Yüksek hızdan kıvırma
hızına geçiş).
Basincin uygulandığı zaman süreci.
Bükme sırasında aşağı doğru hareket hızı veya
kenetlenme noktasına kadarki yukarı hareket
hızı.
Yukarı doğru harekette , değme noktası ile
ÜÖN mesafesi arasında , üst tabla önce yavaş
hızda daha sonra yüksek hızda hareket eder.Bu
değer yavaş hız mesafesini % olarak gösterir.
L-ALFA PROGRAMLAMA SAYFA 25
Page 26

Bu sayfa bilerek boş bırakılmıştır.
SAYFA 26 KULLANMA KILAVUZU MODEVA 2D&3D
Page 27

DIREK PROGRAMLAMA (BÜKME SAYISAL)
Bu tip programlama genellikle basit parçalar için veya operatörün daha once
konvansiyonel preslerde numerik kontrol olmadan çalıştığı parçalarda
kullanılır.
Bu sayfa operatör için çok kullanışlıdır , çünkü sadece tek bir sayfa üzerinde
parça programlaması için gerekli bütün bilgiler ve alanlar mevcuttur.
SECTION 2
40.0
SECTION 1
0
.
0
0
2
3
0
.
0
45.0
15
0.
0
2
0
.
0
Bükme sırası operator tarafından seçilir çünkü operator her bir sayfayı direk
olarak programlar.
Bu örnekte, ilk once dikdörtgen delikli kanatları olan birinci kesitin
bükümünü yapıyoruz bunun nedeni , aynı uzunluktaki bıçağın ikinci kesit
için de kullanılabilmesini sağlamaktır.
Bu parçayı yapabilmek için , 2 mm kalınlığında ST37 tipi çelik kullanıyoruz.
DOGRUDAN PROGRAMLAMA SAYFA 27
Page 28

ADIM ADIM
ÇALIŞMA ALANINI TEMIZLE
Kullanıcı yeni bir ürün yaratmadan once ,çalışma alanını temizlemelidir.
BÜKME SAYISAL sayfasını çağırın.
BEND(BÜKME)
BEND NUMERICAL(BÜKME SAYISAL)’ni seçiniz. Bunun için
seçeneğin yanındaki rakamı
veya
imleçi seçeneğin üzerine yerleştirip
veya
seçeneğin üzerine klikleyin.
ACTION(İŞLEMLER) tuşuna basın
ERASE PRODUCT(PARÇAYI TEMİZLE)’i seçin. Bunun için,
seçeneğin
fonksiyon tuşuna basın.
tuşuna basın
.
: tuş
Yanındaki rakamı girin
veya
imleçi seçeneğin üzerine getirin ve
veya
seçeneğin üzerine klikleyin ve sonra onaylayın.
SAYFA 28 KULLANMA KILAVUZU MODEVA 2D&3D
tuşuna basın
: tuş
Page 29

Yeni bir parça yaratmak
için çalışma alanını
temizleyin
Girilecek bilgiler:
- sigma/malzeme
- malzemenin tipi
Bu işlem sadece çalışma hafızasındaki bilgileri siler.Bu şu anlama gelir , eğer
üzerinde çalışılan ürün daha önceden hafızaya alınmışsa bu işlem sonunda
kaybedilmez.
GENEL BILGI
İmleçi THICKNESS(KALINLIK) alanına getirin ve kullanılan
metalin kalınlığını girin.
İmleçi SIGMA alanına getirin ve malzemenin dayanımını kuvvet/mm²
olarak girin . (Örnek.: Çelik = 37 Kg/mm²).
Note: Bu datayı ve takımları programlamak mecburidir.
(Bkz. bir sonraki sayfa).
DOGRUDAN PROGRAMLAMA SAYFA 29
Page 30

Takımların seçimi
TAKIMLARIN SEÇIMI
BÜKME SAYISAL sayfasinda durun.
İmleç BIÇAK alanında.
İstediğiniz bıçağı , yanındaki rakamı 2 haneli girerek seçebilirsiniz.
KALIP seçimi için de aynı yol izlenmelidir.
Hatırlatma: Aynı seçimleri , aynı yolla TOOLS BEND(BÜKME
tuşu veya sağ klik SEÇİM LİSTESİ’ni gösterir.
Örnek:1 için 01 ,2 için 02 , vs.…
veya
İmleçi seçeneğin üzerine getirin ve
veya
İstenilen seçeneğin üzerine klikleyin.
ALETLERİ) sayfasinda da yapmak mümkündür.(BÜKME
menusünden). Bu takımların profillerini , ana karakterleriyle
beraber görmemizi sağlar.
tuşuyla onaylayın
DATA GIRIŞI (1)
Data girişinin geleneksel yolu BÜKME SAYISAL sayfasında
programlamaktır:
Gerekli açı (Y derinliği programlanan malzeme ve takımlara göre
hesaplanacaktır). Ayrıca açıyı programlamadan Y1 / Y2 değerlerini
direk girmek de mümkündür.
Arka dayamanın gerçek pozisyonu.
Bulunulan sekans için spesifik data (üst ölü nokta, bükme uzunluğu
ve, eğer gerekliyse , arka dayama tipi, geri çekilme, basınç altında
kalma zamanı, vs.)
SAYFA 30 KULLANMA KILAVUZU MODEVA 2D&3D
Page 31

Aşağıdaki ekran iki bükme için değerleri gösteriyor.
Yukarıda gösterilen sayfa, iki kanatlı dikdörtgen delikli kesit 1 in nasıl
programlanacağını gösteriyor.
İki bükme aynıdır , CY alanına 2 değerini girin. Açıyı 90° programlayın. X
eksenine mutlak değeri olan (43.00) ve bükme uzunluğuna da (150)
değerlerini girin.
Kıvırma kuvveti ve bombeleme otomatik olarak hesaplanacaktır.
Operatör tabiki bu değerleri modifiye edebilir.
İsteklerine gore operator şunları da modifiye edebilir:
ÜÖN
Üst ölü nokta . Eğer programlanmadıysa , üst
tabla maksimum ÜÖN’ya kadar çıkar.
GERİ ÇEKİLME AD
HDN
Arka dayamanın geri çekilmesi.
Hız değişim noktası (yüksek hızdan kıvırma
hızına geçiş noktası).
BASINÇ ALTINDA
Basınçın devam ettirildiği zaman süreci.
KALMA ZAMANI
KIVIRMA HIZI
Aşağı doğru inerken bükme hızı veya
kenetlenme noktasına kadar yukarı çıkma hızı.
YAVAŞ HIZ MESAFESİ
Yukarı doğru harekettekenetlenme noktası ile
ÜÖN arasında ( % olarak gösterilir) yavaş
hızda katedilen mesafe , geri kalan mesafe
yüksek hızda alınır.
DOGRUDAN PROGRAMLAMA SAYFA 31
Page 32

DATA GIRIŞI (2)
İPUCU Yukarıda açıklanan programlama metodu , operatörün çelik kalınlığını ,
malzemenin dış ölçülerinden elde etmesini gerektirir. Aşağıda açıklanan
prosedür programlamayı kolaylaştırır.Ama ürüne ve seçilen bükme sırasına
bağlı bazı sınırlamaları vardır.
The hint consists of entering the external dimension in the X field of the
backgauge, and to program a constant negative correction corresponding to
(approximately, according to your experience, to the tools and to the
material) the material thickness for the entire product.
Bu prosedür aşağıda açıklanmıştır:
BÜKME SAYISAL sayfası , same remark as underneath the
preceding screen illustration, except for the fact that X has been
programmed with the external dimension, as explained. (45)
This sequence carries out the bending of the two flaps of 45.0 mm
with the oblong holes.
Bir sonraki sekansı yaratmak için İŞLEMLER tuşuna basın ve
BÜKÜMÜ KOPYALA.yı seçin.
Bütün verilerin ikinci sekansa yüklendiğini göreceksiniz.
İkinci kesitin ilk kanatını girin , ör: X = 30.00.
CY = 1 olarak programlayın veya programlanmamış bir şekilde terk
edin.
Bükme uzunluğunu (BÜKME L. = 200) olarak modifiye edin ve
ihtiyaçlarınıza göre mümkün olan diğer alanları da modifiye edin.
İŞLEMLER tuşuna basın ve COPY BEND(BÜKMEYİ
KOPYALA).’yı seçin.
SAYFA 32 KULLANMA KILAVUZU MODEVA 2D&3D
Page 33

Program X = 40.00.
İŞLEMLER tuşuna basın ve BÜKÜMÜ KOPYALA’yı seçin.
Son bükme için AÇI = 135.0° ve X = 20.00.
CORRECTIONS(DÜZELTMELER) sayfasını (
Doğru arka dayama pozisyonunu elde edebilmek için ,
PRODUCT(PARÇA) sütununda , dış boyutlardan elde edilen değeri
girin. (genellikle, malzeme kalınlığına yakın bir değer). Bizim
örneğimizde ,– 2.00 mm.
)tuşuyla çağır.
DOGRUDAN PROGRAMLAMA SAYFA 33
Page 34

Bu sayfa bilerek boş bırakılmıştır.
SAYFA 34 KULLANMA KILAVUZU MODEVA 2D&3D
Page 35

KIVIRMA, TESTLER VE DÜZELTMELER
Bu bölüm parçayı elde etmek için nasıl devam edilmesi gerektiğini açıklar.
Nümerik kontrolun nasıl kullanılacağını canlandırmak için bu yol izlenir.
Test ve ayarlama işlemleri operatörün belirlediği sırada yapılır.
Yarı-otomatik moda geçin
Eğer gerekliyse,
Eksenlerin ilk sekans pozisyonunu alması için start
basın.
Bir deneme bükümü yapın.
Kanatı ve istenilen açıyı ölçün..
CORRECTIONS(DÜZELTMELER) sayfasına gidin.
veya
.
Pg D n
tuşlarıyla ilk sekansa geçin.
tuşuna
Eğer gerekliyse, kanatı düzeltin (bu örnekte X = - 0.10 şeklinde bir
düzeltme gerektiği tahmin ediliyor).
Hatırlatma: Yukardaki ekranda gözüken -2.00 mm Data Girişi (2)de
programlanan malzeme kalınlığıdır.
İmleçi ANGLE(AÇI) alanında , BEND(BÜKME) sütununa getirin ve
ölçülen açı değerini (93.0 bu örnekte) girin. Yazılım otomatik olarak
gerekli düzeltmeyi hesaplar (-0.292, BEND(BÜKME) sütununda Y1,
Y2 alanlarında görülebilir). Ayrıca Bkz. 2D Reférence Manual da
Corrections(düzeltmeler) kısmı.
İkinci bükmetestini yapın (aynı sekans üzerinde , ikinci test
parçasıyla). Eğer gerekliyse , yeni bir düzeltme yapılır.
Malzeme , makina ayarı ve girilen datanın kesinliğine bağlı olarak , 2
veya 3 düzeltme gerekli olabilir. Bu normal bir durumdur.
BUKME, TESTLER VE DUZELTMELER SAYFA 35
Page 36

Bu bükme bir kere doğru olarak ayarlandığında :
Bir sonraki sekansa
Pg D n
tuşuna basarak gidin.
Daha önce anlatıldığı gibi düzeltmeleri yapın.
Bütün bükümler istenildiği gibi gerçekleştiğinde :
Otomatik moda geçin
ve istediğiniz çalışma sayfasını seçin:
⇒ BEND NUMERICAL
⇒ BEND 2D
⇒ BEND 3D for 3D softwares
SAYFA 36 KULLANMA KILAVUZU MODEVA 2D&3D
Page 37

3D PROGRAMLAMA
PARÇANIN YARATILMASI
Bu bölümde ,somut bir örnekle 3D programlama metoduyla nasıl ürün
yaratıldığı anlatılıyor.(sadece PC 1200 ve DNC 1200’nin 3D li
yazılımlarında geçerli).
Bu örnekte daha önceki sayfalarda kullandığımız parçayı kullanacağız:
L-alpha (2D) Programlama ve Direk Programlama (Bükme Sayısal).
Parçanın katı örneği
Bu bölümde geçen bazı ikonların tanımlarını 3D Reference Manual,
Definition of the Icons(ikonların tanımları).bölümünde bulabilirsiniz.
3D PROGRAMLAMA SAYFA 37
Page 38

ADIM ADIM
ÇALIŞMA ALANINI TEMIZLE
Kullanıcı yeni bir ürün yaratmadan once çalışma alanını temizlemelidir.
3 olasılık verilmiştir:
1. BEND NUMERICAL(BüKME SAYISAL) sayfasında (Bkz. Çalışma
Bölgesini Temizle).
2 PRODUCT NUMERICAL(PARÇA SAYISAL) sayfasında (Bkz
Çalışma alanını temizle).
3 Aşağıdaki metodla
PARÇA 3D psayfasını çağırın.
MENU fonksiyon tuşuna basın.
PRODUCT 3D(PARÇA 3D)’yi seçin. Bunun için , seçeneğin
yanındaki rakamı girin.
: tuş ,
veya imleçi seçeneğin üzerine getirin ve
veya seçeneğin üzerine klikleyin.
İŞLEMLER
PARÇAYI TEMİZLE’yi seçin bunun için seçeneğin yanındaki
rakamı girin
veya imleçi seçeneğin üzerine getirip
veya seçeneğin üzerine klikleyin, sonra CONFIRM(ONAY) edin.
tuşuna basın.
tuşuna basın
: tuş ,
tuşuna basın
,
SAYFA 38 KULLANMA KILAVUZU MODEVA 2D&3D
Page 39

Çalışma
hafızasının
silinmesi
Bu işlem sadece çalışma hafızasındaki dataları siler.Bunun anlamı eğer ürün
önceden hafızaya alınmışsa bilgiler kaybolmaz.
Parça bilgilerinin
girişi
Field: PRODUCT DATA
PRODUCT DATA(PARÇA VERİLERİ) alanına klikleyin.
THICKNESS(KALINLIK) ve SIGMA değerlerini girin (2.00 ve
37).
MATERIAL(MALZEME)yi girin: listeyi açmak için sağ klik yapın.
Daha önce anlatılan metodla PUNCH(bıçak) ve DIE(kalıp)’I (bkz.
Takım Seçenekleri) .
Seçilen değerleri onaylamak için QUIT(ÇIK) ’a basın.
Program bir önceki pencereye döner. Devam etmek için ,
tuşuna basın
ve MODIFY 1W tuş
veya MODIFY 2W tuş
,
ile seçin.
3D PROGRAMLAMA SAYFA 39
Page 40

Temel elemanın
yaratılması
Şu anki seçim:
MODIFY 2W
İki fonksiyon arasındaki fark:
MODIFY 1W: Parçayı plan modunda gösterir (2D)
MODIFY 2W: Parçayı plan modunda ve aksonometrik modda gösterir (3D).
Axonometric mode
Plan mode
•
.üzerine klikleyin. Kırmızı dikdörtgen (sağda) bu fonksiyonun
aktive olduğunu bildirmek için yanar.
• Çalışma alanında taban dikdörtgen hem plan hem de aksonometrik
modda gözükür.Diyagram ve değer tablosu da adapte edilmiştir.
• A ve B boyutlarını girin bizim örneğimizde 150 ve 200.
SAYFA 40 KULLANMA KILAVUZU MODEVA 2D&3D
Page 41

Kenar ekleme
•
.tuşuna basın. Bu fonksiyonun aktive olduğunu gösteren kırmızı
dikdörtgen yanar.
• Kenarın ekleneceği çizginin üzerine klikleyin.
• Kenarın uzunluğunu ayarlayın: A alanının değeri (45.00). Açının
değeri normalde 90° gözükür. İç radyus daha önceden hesaplanmıştır.
İkinci kenarı
ekleme
Aynı fonksiyon hala aktif.
• İkinci kenarın ekleneceği alttaki çizginin üzerine klikleyin.
• A değeri hafızaya alındığından yeni kenara da direk uygulanır.
3D PROGRAMLAMA SAYFA 41
Page 42

Üçüncü kenarı
ekleme
Aynı fonksiyon hala geçerli.
• Kenarın ekleneceği soldaki çizginin üzerine klikleyin.
• Hafızaya alınmış bulunan A değeri yeni kenara otomatik olarak
uygulanır.A alanına yeni bir değer girin: 40.00.
Dördüncü kenarı
ekleme
Aynı fonksiyon hala aktif.
• Kenarın ekleneceği soldaki çizginin üzerine klikleyin.
• Hafızadaki A değeri otomatik olarak yeni kenara da uygulanır. A
değerini 30.00 ,olarak modifiye edin ayrıca açıyı da - 90.0°olarak
modifiye edin.
SAYFA 42 KULLANMA KILAVUZU MODEVA 2D&3D
Page 43

Son kenarı ekleme
Konstrüksiyonu
kontrol edin.
Aynı fonksiyon hala geçerli.
• Son kenarın ekleneceği sağdaki çizgi üzerine klikleyin.
• Hafızadaki A değeri otomatik olarak yeni kenara da uygulanır. A
değerini 20.00, ve açı değerini de - 135.0°.olarak modifiye edin.
Ürün artık bitmiştir.
Parçanın katı görünüşünün görüntülenmesi.
• Önce
daha sonra .tuşlarına basın.
Konstrüksiyon moduna geri dönmek için :
• Önce daha sonra .tuşlarına basın.
3D PROGRAMLAMA SAYFA 43
Page 44

Bu sayfa bilerek boş bırakılmıştır.
SAYFA 44 KULLANMA KILAVUZU MODEVA 2D&3D
Page 45

BIR PARÇANIN HAFIZAYA ALINMASI VEYA
ARANMASI
PARÇANIN HAFIZAYA ALINMASI
Bir parçanın hafızaya alınması , ekranın üst kısmında PRODUCT(PARÇA)
alanına sahip bütün sayfalarda yapılabilir.
DNC ’yi programlama moduna
İmleçi PARÇA alanına getirin ve kayıt numarasını girin (1 den
89'999’ a kadar).
ayarlayın.
Menu İŞLEMLER, PARÇAYI KAYDET’i seçin.
Eğer EXISTS(MEVCUT) mesajı görüntülenirse ,bu sayılı bir ürünün
halen kullanıldığını gösterir.
CANCEL(İPTAL) edin ve başka bir sayı girin.
veya
o numaralı ürünü silmek için CONFIRM(ONAYLAMA) yapın. .
Ürünlerin Listesi Sayfası Eğer hafızaya alırken halihazırda bulunan bütün ürünlerin numaralarını
görmek isterseniz:
MENU
LİSTESİ sayfasını çağırın.
DRAWING(ÇİZİM) alanında eğer gerekliyse bir referans girin.
BIR PARÇAYI HAFIZAYA SAKLAMA VE ÇAGIRMA SAYFA45
tuşuyla menüyü daha sonrada menuden PARÇA
Page 46

Eğer parçayı iç hafızadan başka bir yere kaydetmek isterseniz , imleçi
PRODUCTS AND GROUPS IN
klikleyin veya listenin gözükmesi için sağ klik yapın ve seçiminizi
yapın.
İmleçi PRODUCT(PARÇA) alanına getirin ve kayıt numarası girin
(1 ila 89.999).
İŞLEMLER tuşuna basın.
MEMORIZE(KAYDET) opsiyonunu seçin.
Ekranın sağ üst köşesindeki interaktif alanda
SAVING...(KAYDEDİLİYOR) mesajı gözükür.
Daha sonra kayıt edilen parçanın numarası listede gözükecektir.
Bkz. bundan sonraki bölüm ve Parça yönetimi (2D Reference Manua)l.
BIR PARÇANIN ARANMASI
Hızlı Metod
’e getirin ve INTERNAL ’ı
L Bu metod versiyon W2 ve üzerindekilerde geçerlidir.
ÜRÜN alanına sahip herhangi bir sayfada:
İmleçi PARÇA alanına yerleştirin.
Sağ klikleyin veya
Aşağıdaki pencere görüntülenir:
tuşuna basın.
Parçalar ilk önce numaralarına göre artarak listelenir.
Araştırmak için imleçi pencereye getirin ve şu tuşlarla yer değiştirin
SAYFA 46 KULLANMA KILAVUZU MODEVA 2D&3D
Page 47

veya tuşları.
Sıralama:
yükselen / alçalan
Bir parçayı araştırmak:
Parçayı yüklemek için : klikleyin veya
tuşuna basın.
Azalan sıralamayla listeleme :
İmleçi sütunun başlığına getirin ve sol klik yapın
veya
tuşuna basın
Sıralama ters çevrilir (kırmızı ok yukarı döner ).
Çizim ismiyle veya tarihle sıralamak için , uyumlu sütunlarda aynı
şekilde hareket edin (DRAWING veya DATE).
İmleçi tabloda istenilen sütuna getirin ve parça numarasını,çizim
adını veya tarihini girin.
Sizin girdiniz en son satırda (beyaz) görüntülenir, ve imleç tablonun
ilk satırında bulunur. İsimler artan sırada sıralanır .
Daha fazla açıklama için , lütfen 2D Reference Manual.’a bakınız.
BIR PARÇAYI HAFIZAYA SAKLAMA VE ÇAGIRMA SAYFA47
Page 48

Standard Metod
Eğer dahili hafıza dışında herhangi bir yerden , bir parça araştırmak
isterseniz , imleçi PARÇA-GRUP LİSTESİ ÇEVRE BİRİMİ
...
yaparsanız liste belirir ve seçiminizi yapabilirsiniz.
Listede , imleçi istenilen parçanın üzerine getirin ve
basın,
veya
İmleçi PRODUCT(PARÇA) alanına yerleştirin , parça numarasını
girip İŞLEMLER menusu üzerinden LOAD(YÜKLE) yi seçin.
Parça şimdi çalışma hafızasında (numarası PRODUCT alanında
gözükür).
Eğer araştıracağınız parçanın numarasını biliyorsanız , ekranda sol üst
köşede PARÇA alanının görüntülendiği tüm sayfalarda arama
yapabilirsiniz.
Bunun için:
PRODUCT(PARÇA) alanına ürün numarasını yazın.
ACTION(İŞLEMLER) menüsünden ARA ’yı seçin.
’nde INTERNAL(DAHİLİ) alanına yerleştirin veya sağ klik
tuşuna
SAYFA 48 KULLANMA KILAVUZU MODEVA 2D&3D
Page 49

Grafik Metod
Prosedür:
Yukardaki pencere açılır ve bu pencere size parça araştırma imkanı
Parça seçimi standart modla , tamamen aynıdır.
tuşuyla MENU sayfasına geçin ve
listesi) sayfasını çağırın.
verir.
ve tuşlarıyla listeye göz atabilirsiniz.
tuşuyla List of graphical products(Parçaların grafik
BIR PARÇAYI HAFIZAYA SAKLAMA VE ÇAGIRMA SAYFA49
Page 50

HAFIZANIN DÜZENI
Bu bölümün amacı DNC’nin çalışması için gerekli elemanları anlatmaktır.
Hafıza hakkında daha fazla bilgi için , 2D Reference Manual’e bakabilirsiniz.
Nümerik kontrol hafızalara sahiptir. Operatör bir parça programlarken veya
modifiye ederken , bunu çalışma hafızasında yapar , bazen buffer memory
de denir.
DNC’yi kapattığımızda , üzerinde çalıştığınız parçanın verileri hafızadan
silinmez , sadece başka bir parça programlandığında veya silindiğinde
kaybolur.
INTERNAL
Floppy
Network
Work memory
or
buffer
EN C
Dahili hafızadaki parça eğer sadece bir kere kullanılacaksa kaydetmeye gerek
yoktur. Genellikle , parça daha sonra kullanılacaksa hafızaya alınır.
ENC de dahili hafızadaki ürünün bir kopyasının bulunduğu bir hafızaya
sahiptir. Bu kopya ENC’ye , yarı otomatik veya otomatik moda geçerken
transfer edilir.
DNC’ye ait bir başka hafızada , floppy’dir (disket). Genellikle, floppy
önemli ürünlerin , takımların ve makina parametrelerinin hafızaya alınması
için kullanılır.
Bunun için transfer sayfası kullanılır.
Bir ürünün araştırılması veya kaydedilmesi direk olarak yapılmasına rağmen
, bu işlem kullanma hızı düşük olduğundan çok nadir yapılır.
Tamamlayıcı hafızalar olarak , network girişi önerilebilir.
Normal konfigüre edilmiş DNC’ler , ürünleri her zaman
INTERNAL(DAHİLİ) hafızada kaydeder ve araştırır.Başka bir hafızayı da
bu özelliğe uygulayabiliriz..
SAYFA 50 KULLANMA KILAVUZU MODEVA 2D&3D
Page 51

GIRIŞ SEVIYELERININ KORUNMASI
GENEL BILGI
Versiyonuna bağlı olarak DNC 1200’ler 4 pozisyonlu anahtarla donatılmış
veya donatılmamış olabilir.
Ama 0-1-2 ve 3 koruma seviyeleri her iki durumda da mevcuttur.Anahtarın
olmadığı durumlarda , giriş şifre ile yapılır.
Bundan dolayı , bu elkitabında her zaman sanal bir anahtar pozisyonundan
bahsedeceğiz. Örnek: "Anahtar pozisyonu 3".
Seviyeler Burada 4 tane giriş seviyesi mevcuttur , 0 - 3.
0 = Programlama yasaklanmıştır.
1 = Yaratma , düzeltme , modifikasyon, kaydetme, silme ,bir veya daha fazla
parçanın transferi.
2 = Yaratma , düzeltme , modifikasyon, kaydetme, silme, takımların
transferi.
3 = Makina parametrelerinin programlaması, modifikasyonu ve transferi.
Giriş Bu seviyelere şu tuşlarla ulaşılır;
Alt
+ ,
Hatırlatma: Sayı tuşunu ,Alt tuşundan önce bırakın.
Anahtar pozisyonu küçük bir şekille ekranın sağ alt köşesinde gösterilir.
İzin verilmemiş bir seviyeye geçerken , şifre modifikasyonu istenir.
Şifre bir kere girildiğinde , alt seviyelerde rahatça işlem yapılabilir. 0
seviyesine gelindiğinde şifre isteği yenilenir.
Kullanıcılar Belli bir sayıda kullanıcı tanımlıdır. Kullanıcı belirli bir kişi değildir . Mesela
bütün operatörler makina üzerinde çalışma yetkisine sahip olabilirler.
Her tanımlanmış kullanıcı kendi şifresine sahiptir ve ulaşabileceği bir
maksimum seviye vardır.Daa fazla bilgi için aşağıdaki tabloya bakınız.
Password Sadece belirli kullanıcılar kendi şifrelerini modifiye edeilir. Diğerlerinin
şifresi ancak daha üst seviyedeki kullanıcılar tarafından değiştirilebilir.
Karakterler Teğer uyumlu bir klavye varsa alphanumerik karakterler kullanılabilir aksi
halde sadece numerik karakterler kullanılabilir.
Şifre Kaybı Şifrenin kaybedilmesi halinde , daha üst seviyedeki bir kullanıcı tarafından
tekrar programlanır.
Alt
+ ,
Alt
+ veya
Alt
+ tuşları.
ERISIM SEVIYELERININ KORUNMASI SAYFA 51
Page 52

KULLANICILAR
Kullanıcıların tablosu , giriş ve passwords(şifreler).
Seviye Tanımlanmış
kullanıcıların
adları
1
2
3
4 WSSUPER OK OK 3 817 İşyeri yetkilisi
5 MACHMAN İZİN YOK OK 3 Makine üreticisinin
6 MACHMAN0 OK OK 3 Makine üreticisindeki
Tanımlı bir kullanıcı sadece roldür.
Birçok kişi aynı role sahip olabilir. Örnek: birçok operatör EUL1 (seviye 1) olabilir.
Makina kurulumundan sonra ,seviye 4 (WSSUPER = İşyeri Yetkilisi) ve seviye 3 (EUL3 = Seviye 3 e
girme izni olan operatörler), şifrelerinin değiştirilmesini tavsiye ederiz çünkü bu elkitabında doğal
şifreler bulunmaktadır.
EUL1 İZİN YOK İZİN YOK
EUL2 İZİN YOK İZİN YOK
EUL3 İZİN YOK İZİN YOK
Kişisel
şifrenin
değiştirilmesi
Alt kadronun
şifrelerini
değiştirme
izni
Seviye
sanal
anahtar
1
2
3
Varsayılan
şifre
111 Seviye 1’e girme izni olan
222 Seviye 2’ye girme izni olan
333 Seviye 3’e girme izni olan
Kullanıcının özelliği:
operatörler.
operatörler.
operatörler.
teknisyenleri
teknisyenlerden sorumlu kişi
SAYFA 52 KULLANMA KILAVUZU MODEVA 2D&3D
Page 53

ŞIFRE ILE GIRIŞ
Yazılımın başlangıcından önce anahtar her zaman 0 pozisyonundadır.
Operatör şu kombinasyonlardan birini seçtiğinde
+ , veya
, şu mesaj belirir:
Level 1
Password
veya 2 veya 3
anahtarların
kombinasyon
una göre
Şifreyi girin.
tuşuna basın.
İzim verilen seviye ekranın sağ alt köşesindeki kutucukda belirtilir.
Aksi halde kullanıcının izinli olmadığı mesajı verilir.
Operatörün bir kere , belirli bir seviyeye girişi kabul edildiyse , izin verilen
seviyelerde tekrar şifre girmeden geçiş yapabilir. Mesela kullanıcının seviye
3’e girme yetkisi varsa , seviye 1-2 ve3 arasında tekrar şifre girmeden geçiş
yapabilir.
Eğer seviye 0 aktive edildiyse , herhangi bir seviyeye tekrar geçiş için şifre
istenir.
Eğer kullanıcının giriş izni yoksa , bu şifre isteği kullanıcı bir üst seviyeye
geçmek istediğinde de tekrarlanır.(0 dan 1 e , 1 den 2 ye,vs.)
Öneri Eğer seviye 3’e, girdiyseniz işlemleriniz bitince seviye 0’a geri dönmeyi
unutmayın. Bu sizi istenmeyen değişikliklerin yapılmasından koruyacaktır.
ERISIM SEVIYELERININ KORUNMASI SAYFA 53
Page 54

3’DEN YÜKSEK SEVIYELERE GIRIŞ
Bazı kullanıcılar 3 den yüksek seviyelere giriş yapabilir ,bu onlara birçok
şeyin yanında şifreleri değiştirme yetkisi de verir.
İzin verilenleri öğrenmek için, bkz kullanıcıların tablosu, giriş ve şifreler.
Şu iki tuşa basın
+ .
Aşağıdaki mesaj görüntülenir:
Changing key position
User WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
İstenilen kullanıcı seviyesini girin (bkz tablo).
Bunun için , imleçi User(Kullanıcı) falanına getirin ve tuşuna
basın, daha sonra seçiminizi yapıp
.tuşuyla onaylayın.
İmleçi Password(şifre) falanına girip istenilen şifreyi girerek
tuşuyla onaylayın
.
DNC seviye 1’e geçer. Operatör seviye 1 ve 3 arasında tekrar şifre
girmeden dolaşabilir.
Eğer giriş seviyesi müsaitse , şifre modifikasyonu prosedürünü
çağırabilir (bkz. bir sonraki paragraf).
İşlemlerin sonunda , bulunulan seviyeyi terk etmek için seviye 0’ a
geçmeyi unutmayın.
SAYFA 54 KULLANMA KILAVUZU MODEVA 2D&3D
Page 55

ŞIFRE DEĞIŞIMI
Makinanın doğal şifrelerini değiştirmek mümkündür.
Sadece belirli kullanıcılar bunu yapabilir.
İzinleri öğrenebilmek için , bkz kullanıcı tablosu, giriş ve şifreler..
Prosedür:
Şu tuş kombinasyonuna basın
+
.
Aşağıdaki mesaj belirir:
Changing key position
User WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
En az WSSUPER olarak log in olun
Şifrenizi girin.
Şifre değiştirme’ye basın.
Aşağıdaki pencere belirir.
Change password
User WSSUPER
New password
Confirm password
Validate
Cancel
Şifresi değiştirilecek kullanıcıyı seçin. Bunun için , imleçi
User(Kullanıcı) alanına yerleştirin ve tuşuna basın, daha
sonra seçimi yapıp
.tuşuyla onaylayın.
Yeni şifreyi girin.
Yeni şifreyi Confirm password(Şifre onaylama) kutusuna yazın.
İmleçi Validate e getirin ve
tuşuna basın (veya validate in
üzerine klikleyin).
ERISIM SEVIYELERININ KORUNMASI SAYFA 55
Page 56

ŞIFRENIN KAYBI
Eğer bir kullanıcı şifresini kaybederse veya unutursa , makinadan sorumlu
kişiye sormalıdır.
Eğer şifre kesinlikle kayıp olmuşsa , 2 tane olasılık vardır:
a) Eğer kullanıcı kendi şifresini değiştirmeye yetkili değilse.
Bu durum için 2 tane çözüm vardır:
- Kendinden daha yetkili bir kişden kendi şifresini değiştirmesini
işteyebilir.
(Bkz. bölüm Şifre Değişimi).
- Aşağıda anlatılan metodu kullanabilir.
b) Eğer kullanıcının kendi şifresini değiştirme yetkisi varsa aşağıdaki
metodu kullanabilir.
Not:
Eğer unutulan şifre seviye 1, 2 veya 3, ile ilgili ise işyeri yetkilisine şifre
değişimi için başvurabilirsiniz.Prosedür Şifre Değişimi bölümünde
anlatılmıştır.
Prosedür:
Şu iki tuşa basın
+
.
Aşağıdaki mesaj çıkar:
Changing key position
User WSSUPER
Password
Validate
Cancel
Password forgotten
Change password
Şifresi kaybolan kullanıcıyı seçin . Bunun için , imleçi
User(Kullanıcı) alanına yerleştirin ve tuşuna basın , daha
sonra seçiminizi yapın ve
tuşuyla onaylayın.
Password forgotten(Kayıp şifre) seçeneği üzerine klikleyin.
SAYFA 56 KULLANMA KILAVUZU MODEVA 2D&3D
Page 57

Aşağıdaki pencere çıkar:
Password forgotten
User WSSUPER
Auxiliary code Kl2398saf58sdf7
Please contact your supplier
Exit
Operatör “auxiliary code” u not edip tedarikçi firmayla görüşmelidir.Bir
sonraki adım da yazılımda yeni bir şifre yaratmaktır.
Eski şifreyi yeniden elde etmek için , aşağıdakileri yapabilirsiniz:
Password forgotten fonksiyonunu çağırın.
Ekrandad gösterilen “auxiliary code” u not edin.
Tedarikçi firmaya “auxiliary code” u söyleyerek yeni bir şifre
alabilirsiniz. Daha sonra da size kaybettiğiniz şifreye ualaşabilirsiniz.
ERISIM SEVIYELERININ KORUNMASI SAYFA 57
Page 58

Bu sayfa bilerek boş bırakılmıştır.
SAYFA 58 KULLANMA KILAVUZU MODEVA 2D&3D
Page 59

SAYFALARIN KISACA GÖZDEN GEÇIRILMESI
Bu sayfaların bir çok ek açıklamasını 2D Reference Manual’da bulabilirsiniz.
Bu manual bir sözlük gibi hazırlanmıştır, içindekiler tablosu ve çok ayrıntılı
index bölümleri vardır.
MENU SAYFASI
MENU sayfası
tuşuna basıldığında
çıkar.
Onaylama için: imleçi
istediğiniz seçeneğin
üzerine getirip
tuşuna basın veya
seçeneğin yanındaki
rakamı girin.
PARÇA LISTESI SAYFASI
Bu sayfa Nümerik
Kontrol de sayısal
olarak artan şekilde
kaydedilmiş parçaların
seçilmesini sağlar.
SAYFALARA KISA BIR BAKIS SAYFA 59
Page 60

PARÇA GRAFIKLERI LISTESI SAYFASI
Bu sayfa , grafikleriyle
beraber parçaları
sayısal olarak artan
şekilde gösterir.
kaydedilmiş parçaları
seçmemizi sağlar.
PARÇA / KRITER ARAMA SAYFASI
Bu sayfa Nümerik
Kontrolde kayıtlı
parçaları çeşitli
özelliklerine gore
aramamızı sağlar.
TRANSFER SAYFASI
Bir bellekten diğer bir
belleğe data transferini
sağlayan sayfadır.
(Floppy, network, etc...)
SAYFA 60 KULLANMA KILAVUZU MODEVA 2D&3D
Page 61

BIÇAK LISTESI SAYFASI
Bu sayfa kayıtlı
bıçakların ana
parametrelerine çabuk
bir bakış atmamızı
sağlar.
Bu listede, eğer bir bıçağın tüm özelliklerini görmek isterseniz imleçi üzerine
getirip
BIÇAK PROGRAMLAMA sayfası görüntülenecektir.
,tuşuna basın veya sadece klikleyin.
KALIPLARIN LISTESI SAYFASI
Bu sayfa kayıtlı
kalıpların ana
parametrelerine çabuk
bir bakış atmamızı
sağlar.
Bu listede, eğer bir bıçağın tüm özelliklerini görmek isterseniz imleçi üzerine
getirip
PROGRAMMING PUNCHES sayfası görüntülenecektir.
SAYFALARA KISA BIR BAKIS SAYFA 61
,tuşuna basın veya sadece klikleyin.
Page 62

BIÇAK PROGRAMLAMA SAYFASI
Bütün bıçakların
programlan bu
sayfadan yapılır.
Takıma ait bütün
boyutlar buradan girilir.
Takımı temsilen
ekranın sağında şekli
gözükür.
KALIP PROGRAMLAMA SAYFASI
Bütün kalıpların
programlan bu
sayfadan yapılır.
Takıma ait bütün
boyutlar buradan girilir.
Aleti temsilen ekranın
sağında şekli gözükür.
SAYFA 62 KULLANMA KILAVUZU MODEVA 2D&3D
Page 63

HOŞGELDINIZ SAYFASI
Makina ve Nümerik
Kontrolun ana dataları
buradadır.
Yeşil renkli alanlar
modifiye edilebilen
çoktan seçmeli
alanlardır.
SIFIRLAMA SAYFASI
Nümerik kontrol ve
makinanın bakımı için
saklanan bilgilerdir.
Bu sayfa DNC’deki
verilerin silinmesine ve
makinanın fiziksel
indislerinin modifiye
edilmesinde kullanılır.
Bu sayfaya girebilmek
için ön panel tuşlarının
kullanılması gerekir.
SAYFALARA KISA BIR BAKIS SAYFA 63
Page 64

MAKINA PARAMETRELERI SAYFASI
Bu sayfa makinanın
düzenli çalışmasını
sağlayan
parametrelerin ilk
sayfasıdır.
Bu data sadece
anahtar 3
pozisyonunda
olduğunda
değiştirilebilir.
Bu data sadece teknik
destekle
değiştirilmelidir.
PARÇA DEĞERLERI SAYFASI
Bu sayfa PARÇA
tuşuna basılıp
PRODUCT
NUMERICAL(PARÇA
SAYISAL) seçildiğinde
görüntülenir.
Bu sayfa parçanın
ürünün
konstrüksüyonunu ,
hesaplanmasını ve
bükmenin şematik
görüntüsünü sağlar.
SAYFA 64 KULLANMA KILAVUZU MODEVA 2D&3D
Page 65

TAKIMLARIN POZISYONU SAYFASI
Bu sayfa PARÇA
tuşuna basıp TOOLS
POSITION(TKIMLARIN
POZİSYONU)
seçildiğinde
görüntülenir.
Bu sayfa birçok çalışma
olasılığını görüntüler.
YORUMLAR SAYFASI
Bu sayfa PARÇA
tuşuna basıp
COMMENTS(YORUML
AR) ı seçtiğinizde öbür
sayfanın üzerinde
belirir.
Bu sayfa yorumlarla
ürünün datasının
tamamlanmasını
sağlar. Bu yorumlar PC
yazılımı kullanılarak
programlanır.
SAYFALARA KISA BIR BAKIS SAYFA 65
Page 66

BÜKME SAYISAL SAYFASI
Bu sayfa BEND
tuşuna basılıp BEND
NUMERICAL(KIVIRMA
DEĞERLERİ)
seçildiğinde
görüntülenir.
Bu sayfa bulunulan
sekansdaki bütün
dataları gözden
geçirmeye yarar.
BÜKME 2D SAYFASI
Bu sayfa BÜKME
tuşuna basılıp BÜKME
2D seçildiğinde
görüntülenir.
Bu sayfa bükmenin
yapılabilirliğini simule
etmeye, eğer gerekliyse
bükme sırasını
değiştirmeye imkan
verir.
SAYFA 66 KULLANMA KILAVUZU MODEVA 2D&3D
Page 67

BÜKME 3D SAYFASI
Bu sayfa BÜKME
tuşuna basılıp ,BÜKME
3D seçildiğinde
görüntülenir.
Bu sayfa bükmenin
yapılabilirliğini simule
etmeye ve eğer
gerekliyse düzeltmeye
yarar.
BÜKME FONKSIYONU SAYFASI
Bu sayfa BÜKME
tuşuna basılıp ,
BÜKME FONKSİYONU
seçildiğinde
görüntülenir.
Bu sayfa , mümkün
olan herhangi bir
yardımcı fonksiyonun
programlanmasına
imkan verir.
SAYFALARA KISA BIR BAKIS SAYFA 67
Page 68

BÜKME TAKIMLARI SAYFASI
Bu sayfa BÜKME
tuşuna basılıp BÜKME
TAKIMLARI
seçildiğinde
görüntülenir.
Bu sayfa makinaya
monte edilen takımların
pozisyonunun ve
genişliğinin modifiye
edilmesine imkan verir.
Bazı güvenlik faktörleri
de buradan modifiye
edilebilir.
DÜZELTMELER SAYFASI
Bu sayfa
CORRECTIONS
ktuşuna basılıp
CORRECTIONS(DÜZE
LTMELER) seçildiğinde
görüntülenir.
Bu sayfa ,bükme
sırasında elde edilen
değerlerin fonksiyonu
olarak , düzeltmelerin
farklı eksenlere
uygulanmasını sağlar.
SAYFA 68 KULLANMA KILAVUZU MODEVA 2D&3D
Page 69

PC/DNC 1200 YAZILIMININ YÜKLENMESI
Ayırt edilmesi gereken 4 ayrı figür vardır:
1. PC 1200 Windows’un bir PC’ye yüklenmesi.
2. PC 1200 Version DOS* veya PC 900 (DOS)’ un windows yüklü bir
PC’ye yüklenmesi.
3. DNC 1200 Windows yazılımının yüklenmesi.
4. DNC 1200 DOS yazılımının yüklenmesi.
* Sadece belli yazılımlar.
Pres makinaları için PC 1200 ’ün DOS versiyonu bulunmaz.
PC KORUMA ANAHTARI
PC 1200’ün çalışmasını sağlamak için programlama anahtarı en az 20, 25
opsiyona sahip olmalıdır.
Koruma anahtarını parallel port LPT1 (printer) üzerine install edin.
Eğer bilgisayara bir printer bağlı ise (anahtar üzerinden) , printer çalışır
konuma getirilmelidir.
L Önemli: Hiçbir durumda koruma anahtarını seial port a bağlamayın.
Bu anahtara zarar verebilir.
Notlar:
Koruma anahtarını bağlarken veya bağlantıyı keserken PC veya
DNC her zaman kapatılmalı !
Güç kaynağı açıkken , anahtar bağlanır veya bağlantısı kesilirse ,PC
ve DNC’nin printer portları ve/veya koruma anahtarı zarar görebilir.
Koruma anahtarı PC’nin veya DNC’nin ilk printer portuna (paralel
port, LPT1) bağlanmalıdır.
Kesinlikle koruma anahtarını serial port a bağlamayın ("com
port") !
Bu PC’nin ve DNC’nin serial portuna ve koruma anahtarına zarar
verebilir.
Eğer koruma anahtarına bir printer bağlıysa , doğru işlem için
çalıştırılmalıdır.
Kural olarak bir miktar çoklu koruma anahtarları PC’nin printer
portuna bağlanabilir.
Bazı durumlarda anahtarların sıraları bu anahtarları kullanan
yazılımlarda doğru işlem için önemli olabilir. Bazı problem
durumlarında problemi çözmek için sadece bir tek koruma anahtarı
takın ve varsa yazıcıyı çıkartın. Daha sonra diğer koruma
anahtarlarını takarak doğru sıralamayı bulun. Eğer problem birkaç
anahtar için çözülemiyorsa , farklı programlama anahtarları arasında
değişim yapmak için yazıcı anahtarlama kutusu kullanılabilir.
PC/DNC 1200 YAZILIMININ KURULUMU SAYFA 69
Page 70

CYBELEC koruma anahtarlarında, sadece farklı renkteki anahtarlar
birleştirilebilir. Aynı renk anahtarlar birleştirilemez.
Ayrıca bilgisayarınızda kurulu bulunan yazılımın farklı opsiyonlara
sahip yeni versiyonunu yüklerseniz , koruma anahtarınızın da
değiştirilmesi gerekebilir.
Başlangıçta yazılım WELCOME sayfasını görüntüler.
Bu sayfanın altında koruma anahtarınızın seri numarasını ve mümkün olan
opsiyonlarını okuyabilirsiniz.
Eğer koruma anahtarınız tanınmazsa ,ILLEGAL CONFIGURATION
(İLLEGAL KONFİGÜRASYON) mesajı belirir, seri numarası alanı boş
olur ve diğer sayfalara geçemezsiniz.
BU durumda aşağıdaki noktaları yapın ve her noktadan sonra restart yaparak
o işlemin problemi çözüp çözmediğini kontrol edin.
- Koruma anahtarının gerçekten printer port LPT1’in üzerinde olduğunu
onaylayın.
- Başka herhangi bir anahtar , kablo , printer veya herhangi birşey
olmadan yazılımı çalıştırın.(geri kalan bütün testler için).
- CD dosyası altında bulunan
\Tools\Win_NT_2000\SproDrivers_NT359.dosyasındaki yedek
sürücüyü kurun.Bunun için setup.exe dosyasını çalıştıracaksınız.
- Windows NT , Windows 2000 veya XP, için yedek Super Pro koruma
anahtarına sahip olmanız gerekir.Bu anahtar boyut olarak farklıdır (bkz
fotoğraf). Daha geniş anahtarlar tanınmazlar.
- Windows NT, 2000 veya XP,altında artı olarak PC 1200 CD sinde
bulunan RAINPORT sürücüsü kurulmalıdır.
\Tools\Win_NT_2000\Rainport.dosyasında bulunur.
- Bütün bu girişimler sonuç vermezse:
\Tools\Prot_key dosyasında bulunan cybdng3.exe yazılımını başlatın
bunu çalıştırmak sizi anahtar sayısına götürmelidir ve mümkün olan
opsiyonlara.
- Eğer bir sonuç alamadıysanız başka marka bir bilgisayar ve mümkünse
farklı bir OS (Win 95, Win 98) deneyin.Portun anahtarla uyumlu
olmaması gibi bir durum olabilir.
- Başka bir bilgisayar üzerinde de sonuç negatifse , koruma anahtarı zarar
görmüştür. Bu durumda anahtar değiştirilir..
Bir network konfigürasyonunda , PC yazılımı ana bilgisayara kurulabilir.
Ama bu tavsiye edilmez , çünkü aynı anda birkaç kişi programı çalıştırırsa
problem yaratabilir. Ayrıca her bilgisayar için ayrı koruma anahtarı gerekir ,
koruma anahtarı ana bilgisayara yüklenemez .
SAYFA 70 KULLANMA KILAVUZU MODEVA 2D&3D
Page 71

Konfigürasyon ve özelliklere bağlı olarak , DNC de koruma anahtarı
gerektirir.Eğer koruma anahtarı bulunamazsa illegal configuration
(illegal konfigürasyon) mesajı belirir (bu durumda DNC kullanılamaz),
bir veya daha fazla opsiyon kullanılamayabilir..
Koruma anahtarı yazılımın kurulumu için gerekli değildir.
MINIMUM KONFIGURASYON
Pentium 100 Mhz
32 Mb Ram
Windows 95 / 98 / Me / NT4, 2000 , (XP uyumlu)
DNC: Windows 95 ORS2 (950B)
Mod 800x600
Renk 16 bit (65 536)
DNC: BIOS Setup konfigurasyonu:
STANDARD SETUP Sadece klavye farklı
PC 1200 WINDOWS YAZILIM DESTEĞI
PC 1200 Windows yazılım CD-ROM’a yüklenmiştir.
Düzenleme:
1 CD-ROM Cybelec SSAFFxx.
DNC için de uyumludur.
1 konfigürasyon diski CONFIG 01 veya daha üstü.
DNC için de uyumludur
DNC 1200 WINDOWS YAZILIM DESTEĞI
DNC 1200 Windows yazılımı CD-ROM’a yüklenmiştir.
Düzenleme:
1 CD-ROM Cybelec SSAFFxx.
PC versiyon için de uygundur.
1 configurasyon diski CONFIG 01 veya üstü.
PC versiyon için de uygundur.
1 network sürücüleri diski.
CD-ROM üzerindeki versiyona uygun ENC için bir EPROM yada
FLASH yazılım.
Sayısal kontrolün windows lisansı lisans dökümanlarını içeren bir CD-ROM
ile yüklü olarak mevcuttur.
PC/DNC 1200 YAZILIMININ KURULUMU SAYFA 71
Page 72

CD-ROM ve lisans herzaman nümerik kontrolün yanında bulunmalıdır.
Lisans , DNC üzerinde yapıştırılmış basit bir Microsoft etiketine
indirgenebilir.
Ayrıca kullanım kılavuzunun başlangıcındaki tavsiyelere bakınız.
DNC 1200 DOS YAZILIM DESTEĞI
DNC 1200 DOS versiyon yazılımı 3,5" floppy disklere yüklenmiştir.
Düzenleme :
SYSTEM S105 (PS) veya S106 (PP) için 1 adet kutrulum disketi.
1 adet SSAFDxx yazılım disketi
1 adet lisan disketi
1 network sürücüleri disketi
ENC için CD-ROM üzerindeki versiyona uygun bir EPROM veya
FLASH yazılımı.
Nümerik kontrolün Windows lisansı lisans dökümanları ve foppy
disketler ile mevcuttur.
Floppy disksetler ve lisans herzaman nümerik kontrolün yanında
bulunmalıdır.
Lisans DNC üzerinde yapıştırılmış basit bir microsoft etiketine
indirgenebilir.
Bu yazılım versiyonunu PC’ye yüklemeye çalışmayın. PC için PC 1200
versiyonuna ihtiyaç vardır.
SAYFA 72 KULLANMA KILAVUZU MODEVA 2D&3D
Page 73

PC1200 WINDOWS KURULUMU
Koruma anahtarını kurun.
CD okuyucuya CD-ROM’u koyun ve talimatları izleyin .
Eğer yazılım size soru sorarsa , PC üzerine kurulumu seçiniz (DNC
üzerine değil)
Varsayılan olarak , yazılım bir CYB/ dosyasına ve yüklenmiş
versiyonun ismi altında bir alt dosyaya yüklenir.Bu PC üzerinde bir
çok farklı versiyona sahip olabilmeyi mümkün kılar.
Eğer yazılım size soruyu sorarsa , CONFIG 03 diskini (veya üzeri)
tanıtın ve yükleme işlemine devam edin.
Eğer disketiniz yoksa NO’yu klikleyin bu durumda yazılım standart
özellikleri ile kurulacaktır.
PC1200 WINDOWS KURULUMU SAYFA 73
Page 74

Mevcut olan dosyaya kurulum
Eğer eski versiyonunuzu korumayı istemiyorsanız ama eski yazılımınız gibi
aynı dosya içine bir güncelleme yapmak istiyorsanız "CONFIG 03
disketini yüklemek istiyor musunuz?".sorusuna HAYIR olarak cevap
verin.
Böylece konfigürasyon , parametrelere , ürünler ve yollar gibi değişkenler de
korunmuş olacaktır.
Windows NT 2000 veya XP altında kurulum
Dikkat: Bu sistemler altında yazılımı kurmak için program
yöneticisinin haklarına sahip olmalısınız.
Yazılım kurulumundan önce yada sonra , ama PC1200’e başlamadan önce:
CD içinde \Tools\Win_NT_2000\SproDrivers_NT359. dosyasında
bulunan yedek sürücüyü yükleyin. Bunun için dosyada bulunan
setup.exe yi çalıştırmalısınız.
SAYFA 74 KULLANMA KILAVUZU MODEVA 2D&3D
Page 75

PC1200 / PC900 DOS VERSIYONU KURULUMU
L PC 1200 DOS yazılımı sadece belirli makinalara uyar , ama hiçbir durumda
pres makinalarına uymaz.
DNC ile verilen DNC 1200 DOS yazılımını PC’ye yüklemek mümkün
değildir.
SYSTEM S105 disketini A sürücüsüne yerleştirin.
Windows Menusunde Execute / Start
A:\install girin ve ENTER yazın
Talimatları takip edin.
Windows NT, 2000 veya XP altında kurulum
Dikkat: Bu sistemler altında yazılımı kurmak için , sistem yöneticisinin
haklarına sahip olmalısınız.
Yazılım kurulumunda önce veya sonra , ama PC1200’e başlamadan önce :
CD içinde \Tools\Win_NT_2000\SproDrivers_NT359.
Dosyasında bulunan Sentine 3.59 sürücüsünü yükleyin.Bunun için
dosyada bulunan setup.exe ’yi çalıştırın.
Test. Eğer yazılım hala anahtarı tanımazsa PC 1200 CD sinde bulunan
\Tools\Win_NT_2000\Rainport dosyasından RAINPORT 2.0
sürücüsünü yükleyin.
Eğer bu CD elinizde yoksa aşağıdaki web adreslerinden indirebilirsiniz:
http://www.rainbow.com/tech/downloads.html
ve
http://www.cybelec.ch/utils/rainport.htm
Bilinen problemler:
Tüm bu versiyonlar altında mouse hareketleri çok yavaştır ( Windows
95, 98 ve Me haricinde).
Bu probleme henüz bir çözüm bulunamamıştır.
Windows 2000 ve XP altında mouse kullanımının , yazılımı çökertme
tehlikesi vardır. Bugüne kadar buna da bir çözüm bulunamamıştır.
Windows 2000 ve XP altında, sadece Super Pro anahtarı tanınır. (bkz.
kısım PC Koruma Anahtarı yukarıda).
Ayrıca , düzenli olarak yeniliklerimizden haberdar olmak için web sitemizi
ziyaret ediniz.
yedek sürücüler için.
PC1200/PC900 DOS VERSIYONU KURULUMU SAYFA 75
Page 76

DNC WINDOWS’UN KURULUMU
Windows’un DNC’ye henüz yüklendiği varsayılır.
Harici klavyeyi yükleyin.
DNC’nin anahtarını ON konumuna getirin.
Yazılımın kendi yüklemesini tamamiyle yapmasına izin verin.
Seviye 3’e gidin.
Yazılımdan çıkın.
Bu durumda windows kullanılabilir haldedir.
CD sürücüsüne CD-ROM’u yerleştirin ve komutları izleyin.
Eğer yazılım size sorarsa ,DNC üzerine yüklemeyi seçin.
Eğer yazılım size sorarsa, CONFIG 03 disketini (veya üzeri) tanıtın
ve yüklemeye devam edin. Eğer disketiniz yoksa NO’yu tıklayın.
Windows’dan çıkın.
Nümerik kontrolun anahtarını OFF konumuna getirin.
ENC’nin yazılımını DNC üzerine yeni yüklenmiş olan versiyon ile
değiştiriniz.
EĞER DNC’NIN KLAVYESI ÇALIŞMAZSA:
Windows’tan çıkın.
DNC’nin anahtarını off konumuna getirin.
Harici klavye kurun.
DNC’yi on konumuna getirin.
Açılma süresince DEL tuşuna basın.
STANDARD SETUP sayfasında BIOS setup da , Halt on özelliğinin
klavye hariç Halt all . olduğundan emin olun.
BIOS setupdaki değişiklikleri kaydedip , ayrılın.
SAYFA 76 KULLANMA KILAVUZU MODEVA 2D&3D
Page 77

DNC DOS’UN KURULUMU
DOS ve yazılımın bir önceki versiyonunun DNC’ye daha önceden yüklendiği
kabul edilir.
Nümerik kontrolun anahtarını off konumuna getirin.
SOFTWARE disketini yerleştirin.
DNC’yi başlatın.
Talimatları izleyin.
Yazılım bir önceki konfigürasyonu ve dataları koruyarak kurulumu
yapar.
İstendiğinde LANGUAGES(LİSANLAR) disketini yerleştirin.
Kurulumun sonunda disketi çıkartın.
Nümerik kontrolun anahtarını off konumuna getirin.
ENC’nin yazılımını DNC’ye yeni yüklenen versiyon ile uyumlu
olarak değiştirin.
Yeni opsiyonlarla yükleme veya yeniden formatlama
Bu versiyon DNC’yi tümüyle tekrar yüklemeyi ve sayısal kontrolün flash
diskini formatlamayı mümkün kılar.
Nümerik kontrol anahtarını off konumuna getirin.
SYSTEM S105 disketini yerleştirin.
DNC’yi başlatın.
Talimatları izleyin.
Eğer formatlamayı seçerseniz , DNC içeriğindeki tüm data
kaybedilecektir.
İstendiğinde LANGUAGES(LİSANLAR) disketini yerleştirin
Kurulumun sonunda disketi çıkartın.
Nümerik kontrolun anahtarını off konumuna getirin.
ENC’nin yazılımını DNC’ye yeni yüklenen versiyon ile uyumlu
olarak değiştirin.
PC1200/PC900 DOS VERSIYONU KURULUMU SAYFA 77
Page 78

EĞER DNC’NIN KLAVYESI ÇALIŞMIYORSA:
Windows’tan çıkın.
DNC’nin anahtarını off konumuna getirin.
Harici klavye yükleyin.
DNC’nin anahtarını on konumuna getirin.
boot sırasında Del tuşuna basın.
STANDARD SETUP sayası altında BIOS kurulumunda Halt on
seçeneğinin Halt all but keyboard olduğundan emin olun.
BIOS setupdaki değişiklikleri kaydedip , ayrılın.
SAYFA 78 KULLANMA KILAVUZU MODEVA 2D&3D
Page 79

A
Access
by password, 49, 51
Protection of the access levels, 49
to levels superior to 3, 52
Access level, 49
INDEX
doesn't work, 74, 76
L
L-alpha method, 11
License
Documents, 70
Windows, 70
Add a side, 39
B
Bend
copy, 30
Bending range
modify, 22
search, 22
C
Construction
control, 41
Copyright & License agreement, 5
D
Die adjustment, 15
Driver
Rainport, 68
Sentinel, 68
F
function key, 8
I
Icons, 35
Illegal configuration, 67
Installation, 67
List of products, 43
Locking of the software, 73
M
Memorize a product, 43
Memory
Buffer memory, 48
Floppy disk, 48
internal, 48
Network, 48
Work memory, 48
Mouse, 7
slow, 73
O
Operating system, 5
P
Password, 49
change, 53
forgotten, 54
Loss, 49
lost, 54
Programming
3D, 35
direct, 25
Section 1, 18
Section 2, 19
Protection key, 67, 71
Punch adjustment, 13
K
Key
virtual, 49
Keyboard
FIHRIST PAGE 79
S
Safety instructions, 5
Search a product
Graphic method, 47
Page 80

Rapid method, 44
Standard method, 46
Table, 50
Sentinel Super Pro, 68
T
Tools
Choice, 28
Tracksensor, 7
U
Users
W
Warranty, III
Windows NT, 2000 or XP, 67, 72, 73
Work memory
clear, 12, 26, 36
SAYFA 80 KULLANMA KILAVUZU MODEVA 2D&3D
 Loading...
Loading...