

Brother MD-803, MD-813 Mark II Instruction Manual
brothec
DC
SERVOMOTOR
MD-803
l\/ID-813
(Single-Phase Type)
(Three-Phase Type)
""I.
•g
^*«her
K93S1I
INTRODUCTION
This service manual is compiled forthe technical staff responsible for maintaining
automatic
Read
thread
trimming machine.
the
service manual carefullysothat you
DESCRIPTION
SPECIFICATIONS
NAME
PRINCIPLE
OF
EACH
OF
The
manual
TABLE
OF
THE
PART
CONTROL
describes
understand
OF
MOTOR
SYSTEM
the
motor
and
the
right handling
CONTENTS
CONFIGURATION
COMPATIBILITY
(except
MOTOR
OPERATION
OPERATION
ADJUSTMENT
B738
OF
MD-802,
or
B7380) 7
812
AND
MD-803,
PANEL
INSTRUCTION
TROUBLESHOOTING
CHECKING
CHECKING
PARTS
SPEED
NOTES
DC
MOTOR
CONTROL
CONTROL
TIMING
BLOCK
DETAILS
TIMING
HIC
CIRCUIT
FRAME
INSTALLATION
USING
USING
THE
THE
CODE
NOS.
ADJUSTMENT
REGARDING
TROUBLESHOOTING
BOX
TROUBLESHOOTING
BOX
TROUBLESHOOTING
CHART
DIAGRAM
OF
CONNECTOR
CHART
ASSEMBLY
THE
THE
OF
DIAGRAM
OF
MATERIAL
PRODUCTION
MOTOR
MACHINE
FOR
FOR
DC
OF
CONTROL
OP.
#2
REPLACEMENT
OPTIONS
SOLENOIDS
SPACE
EACH
MOTOR
PANEL
PANEL
EDGE
QUANTITY
PARTS
MACHINE
INSTALLATION
GUIDE
GUIDE
GUIDE
CIRCUIT
E-40
SENSOR
COUNTER
and
inspecting the drive motor
the
control box
and
adjustment.
813
OUTLINE
DETAILS
and
also
covers
1
2
3
5
6
8
8
9
10
17
18
19
20
22
24
25
34
35
57
58
60
73
77
80
84
91
92
designed
adjustments.
for
the
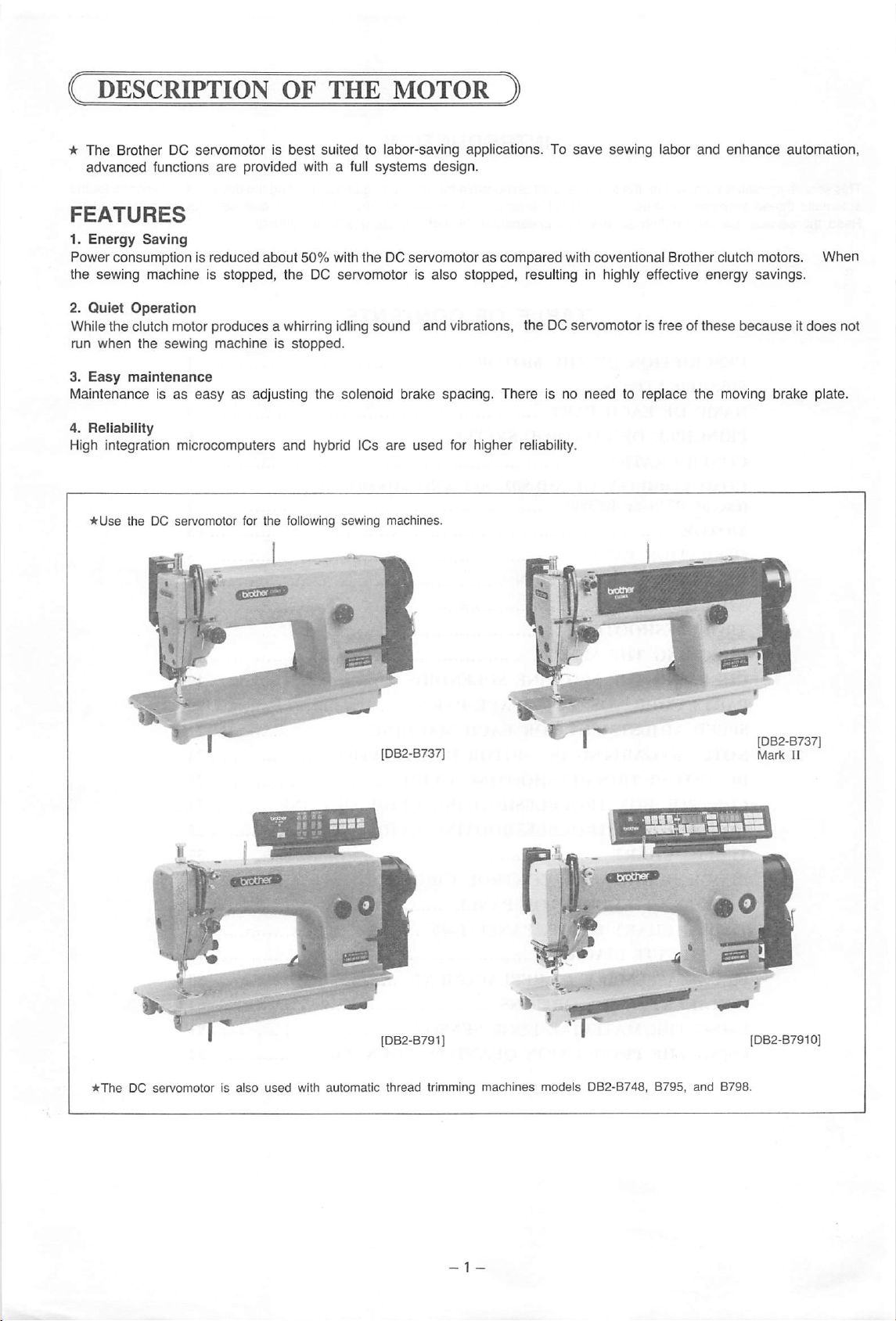
★
The
Brother DC servomotor is
advanced
functions
are
best
suited to labor-saving applications. To
provided with a full
systems
design.
FEATURES
1.
Energy
Power consumption is
the sewing machine is stopped, the DC servomotor is
2.
Quiet
Whilethe clutch motor produces a whirring idling sound
run
3.
Easy
Maintenance isaseasyasadjusting the solenoid brake spacing.
4.
Reliability
High integration microcomputers
when
maintenance
Saving
Operation
the
sewing
reduced
machineisstopped.
about
and
50%
hybrid ICs
with the DC servomotorascompared
also
stopped, resulting in highly effective
and
vibrations, the DC servomotor is free of
are
used
for higher reliability.
There
save
sewing labor
and
enhance
with coventional Brother clutch motors.
energy
these
becauseitdoes
is no
needtoreplace
the
moving brake plate.
automation,
When
savings.
not
★The
DC servomotor is also
wotref
•
used
with
automatic
[DB2-B791J
thread
trimming
machines
models
A;
DB2-B748,
•iflrL'^SlIiLSS
8795,
and
B798.
[DB2-B7910]
SPECIFICATIONS
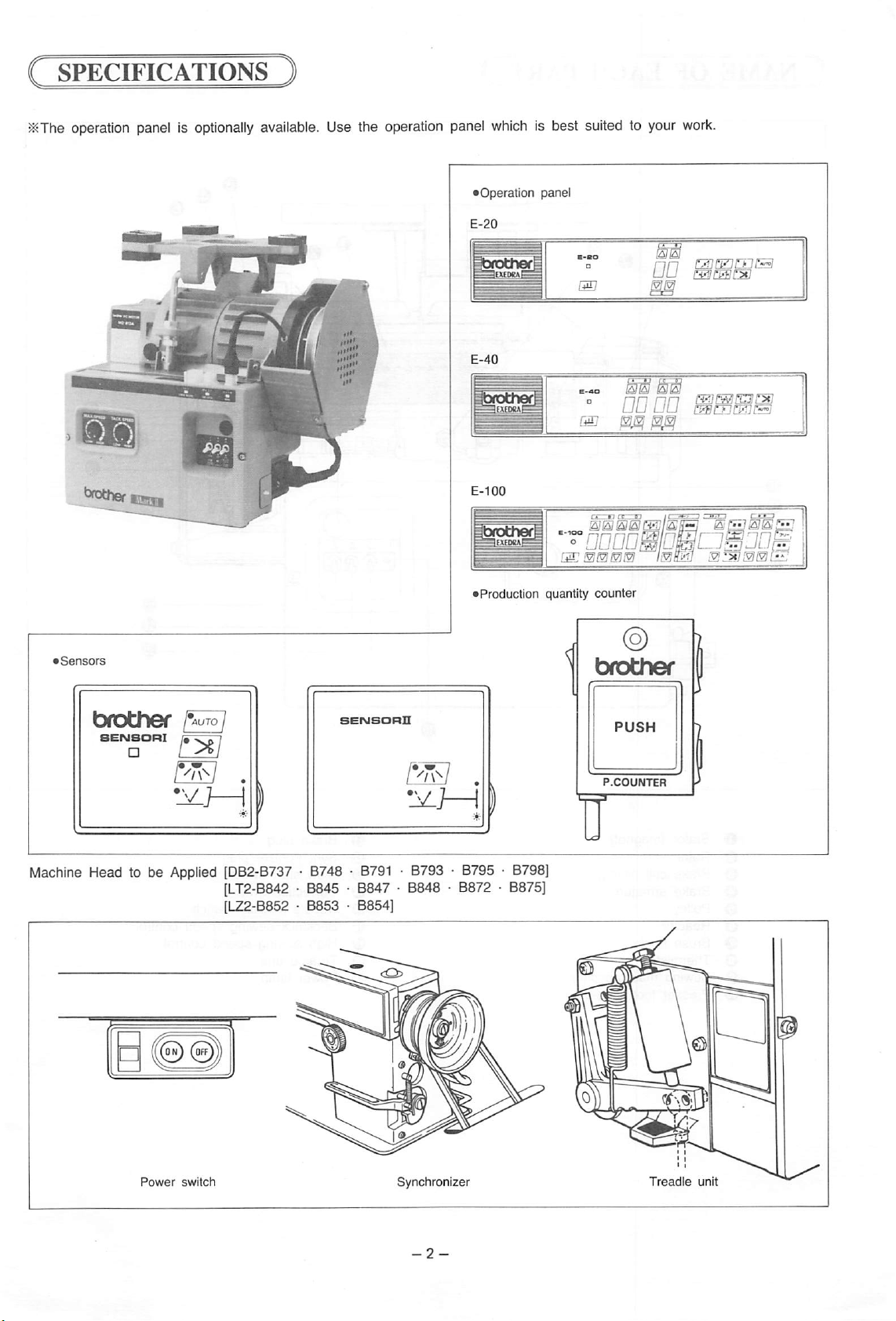
J«The
operation panel is
optionally
available.
Use the operation panel
which
is best suited to your
Operation panel
work.
Machine
Head to be
Applied
.
[DB2-B737
[LT2-B842
[L22-B852 • B853 • B854]
• B748 •
• B845 • B847 • B848 • B872 • B875]
B791
Production quantity
• B793 • B795 •
counter
P.COUNTER
B798]
i
Power
switch
Synchronizer
Treadle
unit
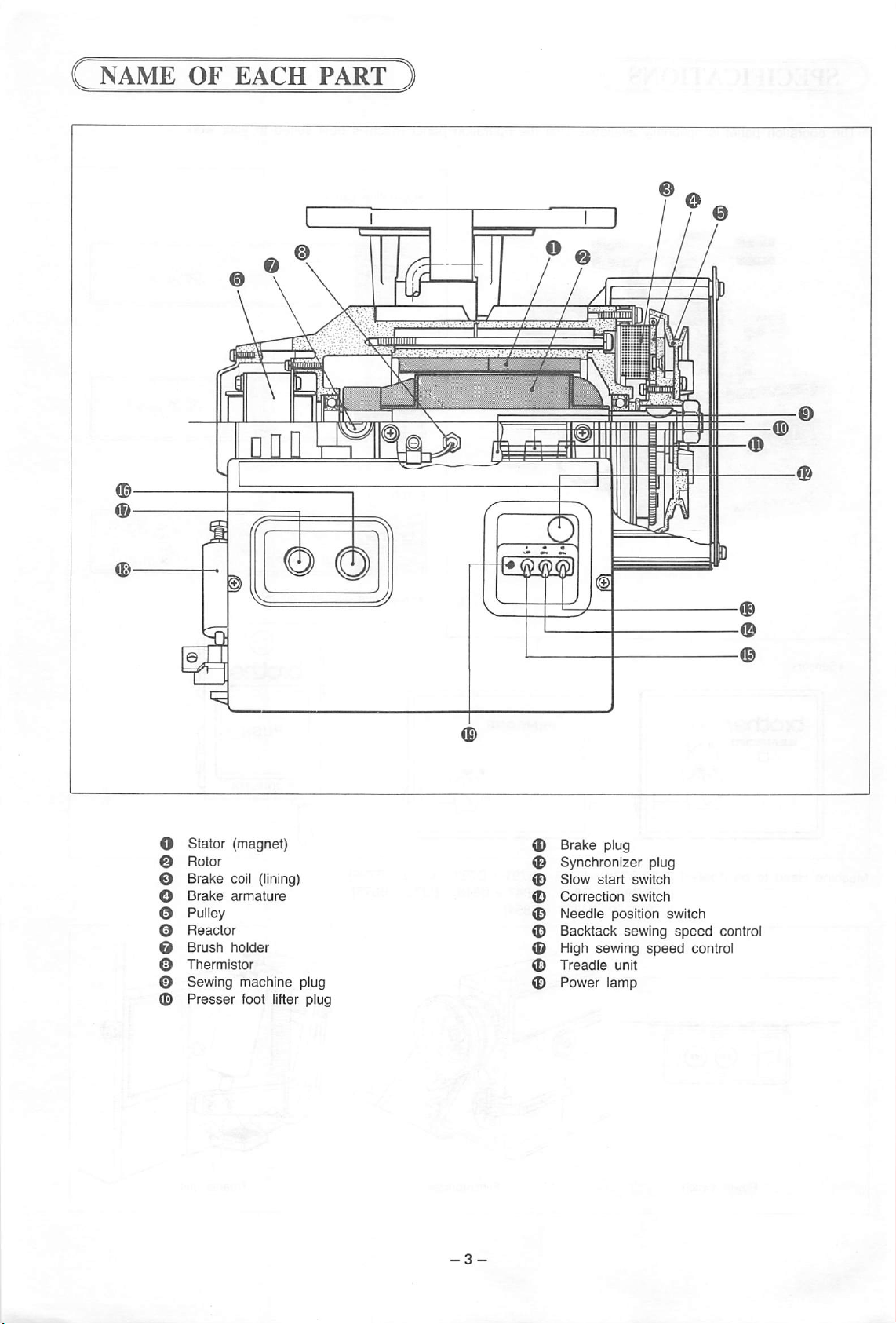
NAME
OF
EACH
PART
Stator (magnet)
Rotor
Brake
coil (lining)
Brake
armature
Pulley
Reactor
Brush
holder
Thermistor
Sewing machine plug
Presser
foot lifter plug
Brake
plug
Synchronizer plug
Slow
start
switch
Correction
Needle
Backtack
High
Treadle
position
sewing
sewing
unit
switch
speed
Power lamp
switch
speed
control
control
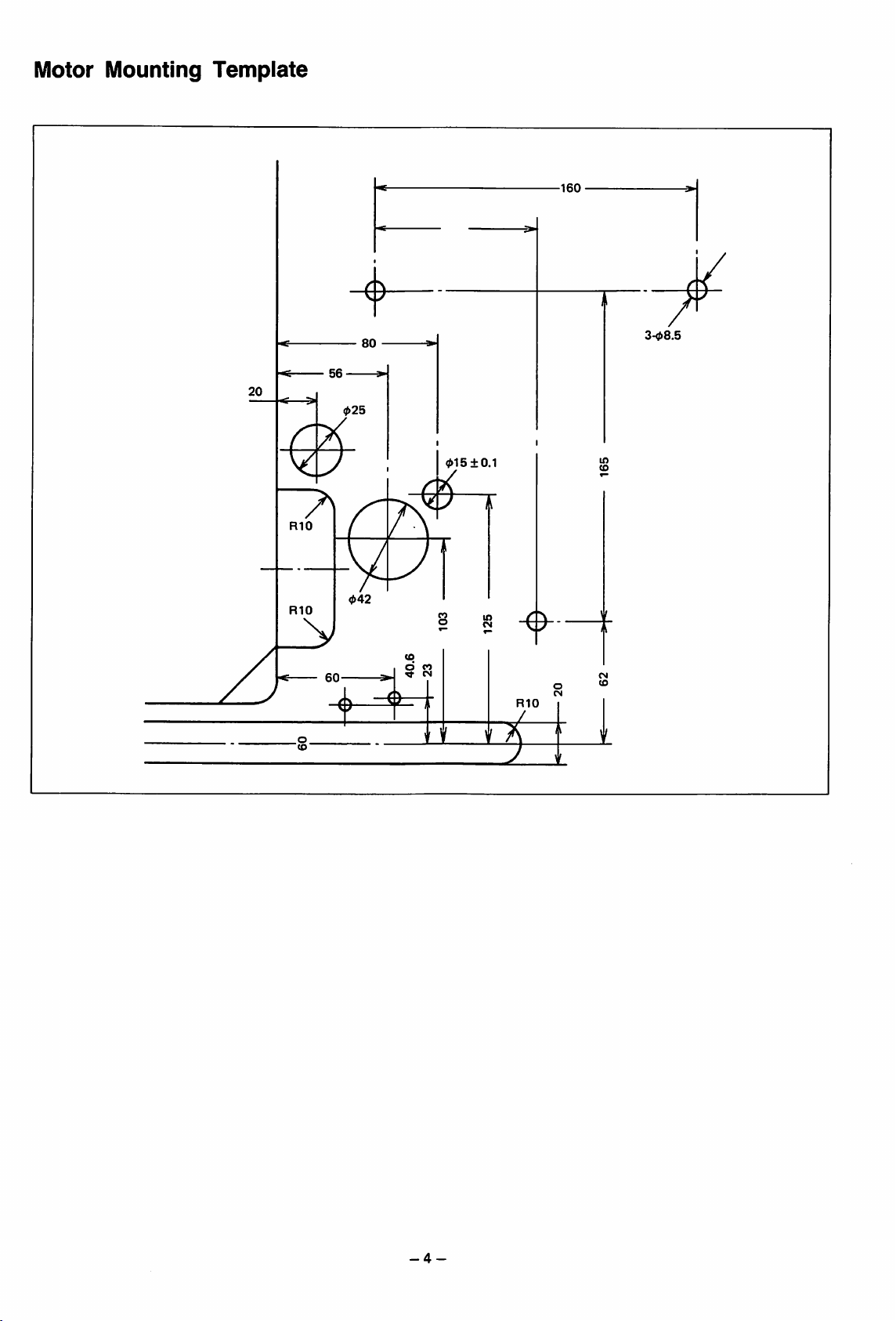
Motor
Mounting
Template
160
80
20
RIO
RIO
01510.1
CO
in
O CO
60
(O
^ CN
RIO
in
-4-
C PRINCIPLE OF CONTROL
m
aa
p
aa
SYSTEM
)
gg
CB
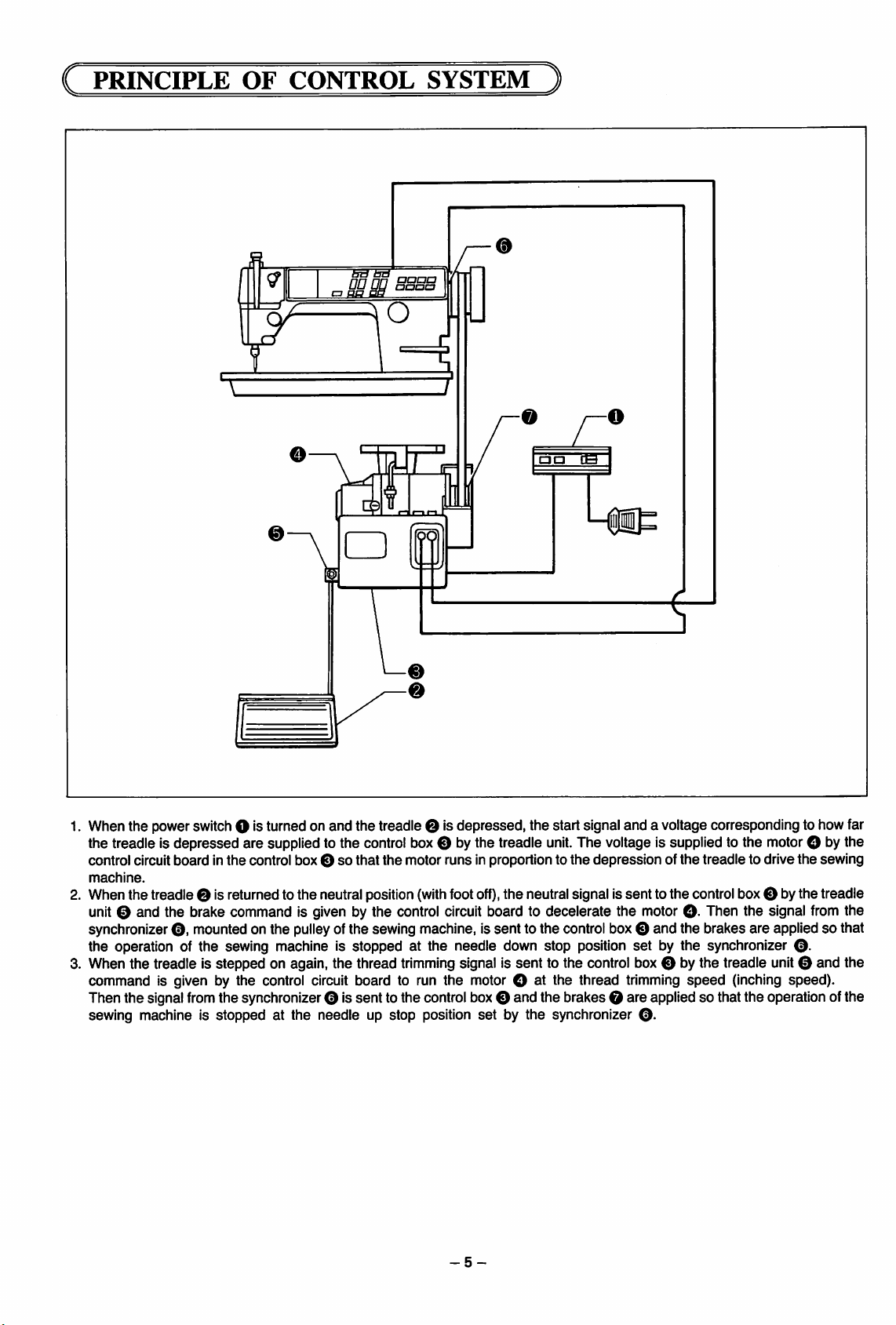
1. When the powerswitchO is turned on and the treadle O Isdepressed, the start signal and a voltage corresponding to how far
the treadle Is depressed are suppliedto the control box O by the treadle
control circuit board Inthe control box Osothat
machine.
2. When the treadle 0 Isreturnedto the neutralposition
the
motor runs Inproportion to
(with
foot
off),
unit.
The voltageIs supplied to the motorO by the
the
depression of
the
treadle to drive the sewing
the neutral signal Issent to the controlboxO bythetreadle
unit 0 and the brake command Is given by the control circuit board to decelerate the motor O- Then the signal from the
synchronizer
the operation of the sewing machine Is stopped at the needle down stop position set by the synchronizer
3. When the treadle Is stepped on again, the thread
command Is given by the control circuit board to run the motor O at the thread trimming
O,
mounted on the pulleyof the sewing machine. Issent to the controlbox O and the brakes are applied so that
O.
trimming
signal Is sent to the control boxO by the treadle unit0 and the
speed
(Inching speed).
Then the signalfromthe synchronizer 0 Issent to the controlbox0 and the brakes O are applied so that the operation of the
sewing machine Is stopped at the needle up stop position set by the synchronizer
-5-
0.
CONFIGURATION )
anon
gP
DC.
motor
bdbd
BS
Servo
O
aaaa
Synchronizer
auaa
61/03 mm
Source
r
I
Mt-
I
I
Fuse
Treadle
Operation
panel
Full-wave
rectification
circuit
Trans
former
Speed
detection
Power
supply
Protective
circuit
POWER
CIRCUIT
Power
supply
circuit
Power
detection
ON-OFF
UNIT
Motor
circuit
(PWM)
^ — ——/5
Power
supply
circuit
CPU
Power
detection
ON-OFF
Power
transistor
drive
5^
Solenoid
brake
transistor
Look
protective
circuit
Brake
I
L_.
CONTROL
CIRCUIT
UNIT
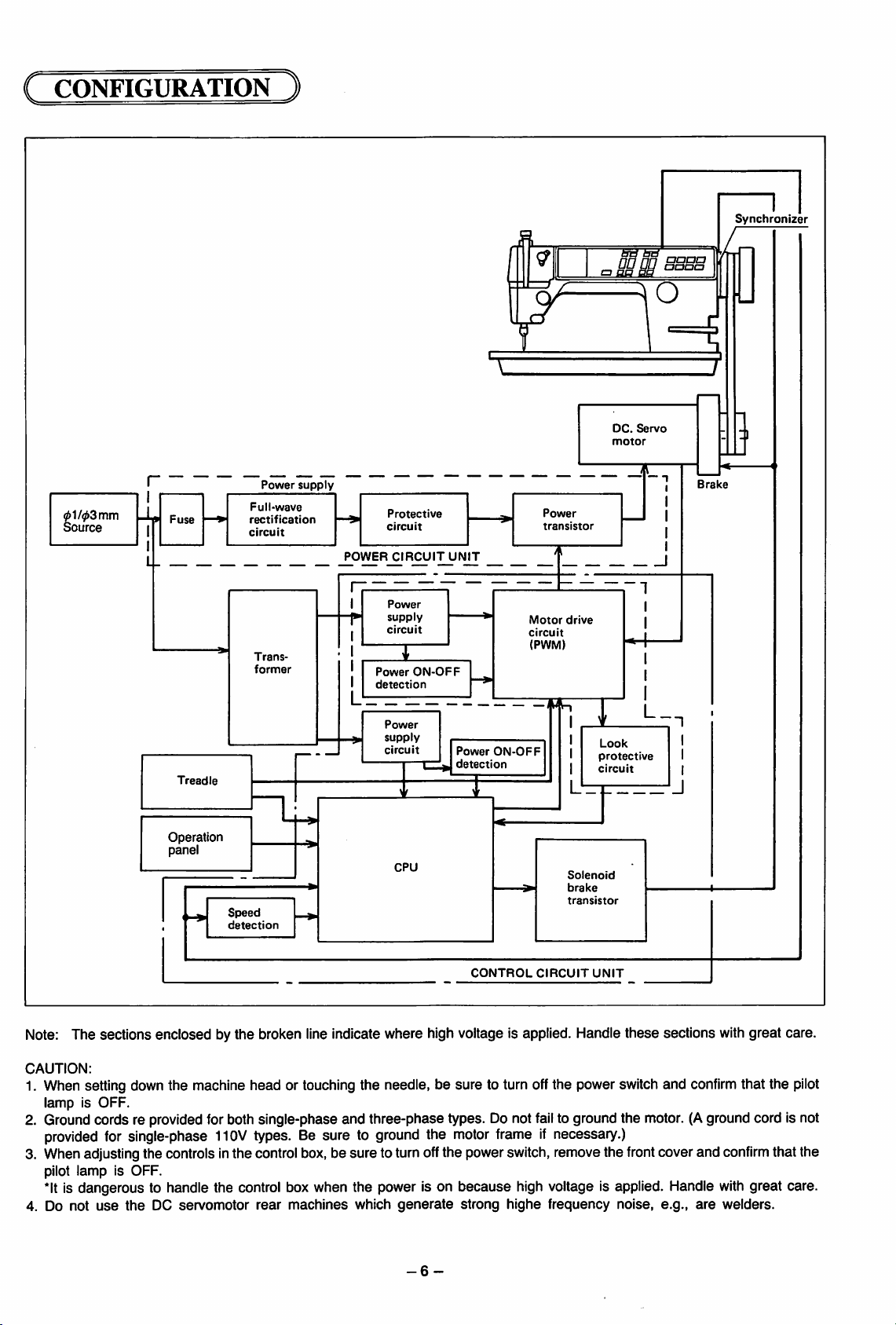
Note: The sections enclosed by the broken line indicate where high voltage is applied. Handle these sections with great care.
CAUTION:
1. When setting down the machine head or touching the needle, be sure to turn offthe power switch and
confirm
that the
lamp is OFF.
2. Groundcords re providedforboth single-phase and three-phase types. Do not
provided
for
single-phase
110V
types.
Be sure to
ground
the
motor
3. Whenadjustingthe controlsinthe controlbox, be sure to tum offthe powerswitch,removethe
fail
to ground the motor. (Aground cord is not
frameifnecessary.)
front
cover and
confirm
pilot lamp is OFF.
*lt
is dangerous to handle the control boxwhen the power is on because high voltage is applied. Handle
4. Do not
use
the
DC
servomotor
rear
machines
which
generate
-6-
strong
highe
frequency
noise,
e.g.,
are
with
great care.
welders.
pilot
that the
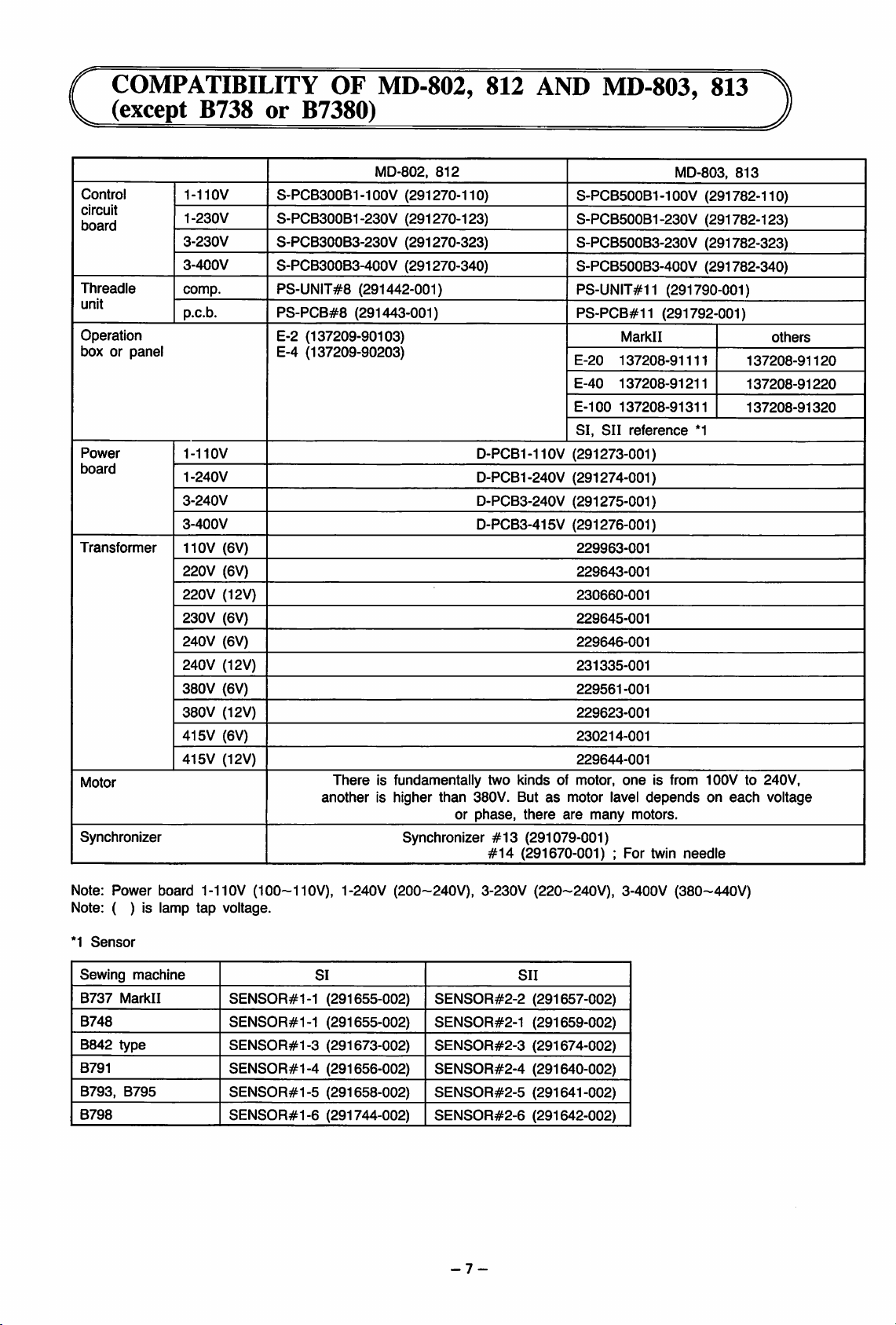
f COMPATIBILITY OF MD-802, 812
V
(except
B738
or
B7380)
AND
MD-803,
813
Control
circuit
board
Threadle
unit
Operation
box or panel
Power
board
Transformer
Motor
Synchronizer
1-110V
1-230V
3-230V
3-400V
comp.
p.c.b.
1-110V
1-240V
3-240V
3-400V
110V
(6V)
220V
(6V)
220V
(12V)
230V (6V)
240V
(6V)
240V (12V)
380V
(6V)
380V
(12V)
415V (6V)
415V
(12V)
S-PCB300B1
MD-802,
-1OOV
812
(291270-110)
S-PCB300B1-230V (291270-123)
S-PCB300B3-230V (291270-323)
S-PCB300B3-400V (291270-340)
PS-UNIT#8
PS-PCB#8
(291442-001)
(291443-001)
E-2 (137209-90103)
E-4 (137209-90203)
There
is fundamentally two kinds of motor,
anotherishigher
than
380V. Butasmotor lavel
or
phase,
Synchronizer
S-PCB500B1 -1
S-PCB500B1-230V (291782-123)
S-PCB500B3-230V (291782-323)
S-PCB500B3-400V (291782-340)
PS-UNIT#11 (291790-001)
PS-PCB#11
Markll
E-20
137208-91111
E-40
137208-91211
E-100
137208-91311
SI,
SII
reference
D-PCB1-110V (291273-001)
D-PCB1-240V (291274-001)
D-PCB3-240V (291275-001)
D-PCB3-415V (291276-001)
229963-001
229643-001
230660-001
229645-001
229646-001
231335-001
229561-001
229623-001
230214-001
229644-001
one
there
are
many
motors.
#13
(291079-001)
#14
(291670-001):For
MD-803,
OOV
813
(291782-110)
(291792-001)
others
137208-91120
137208-91220
137208-91320
*1
is from 100V to 240V,
depends
twin
on
needle
each
voltage
Note: Power board 1-110V
Note: ( ) is lamp
*1
Sensor
tap
Sewing machine
B737
Markll
B748
B842
type
B791
B793,
B795
B798
(100-110V),
voltage.
SENS0R#1-1
SENS0R#1-1
SENS0R#1-3
SENS0R#1-4
SENS0R#1-5
SENS0R#1-6
1-240V (200~240V), 3-230V (220~240V), 3-400V (380~440V)
SI
(291655-002)
(291655-002)
(291673-002)
(291656-002)
(291658-002)
(291744-002)
SENSOR#2-2
SENS0R#2-1
SENSOR#2-3
SENSOR#2-4
SENSOR#2-5
SENSOR#2-6
-7-
SII
(291657-002)
(291659-002)
(291674-002)
(291640-002)
(291641-002)
(291642-002)
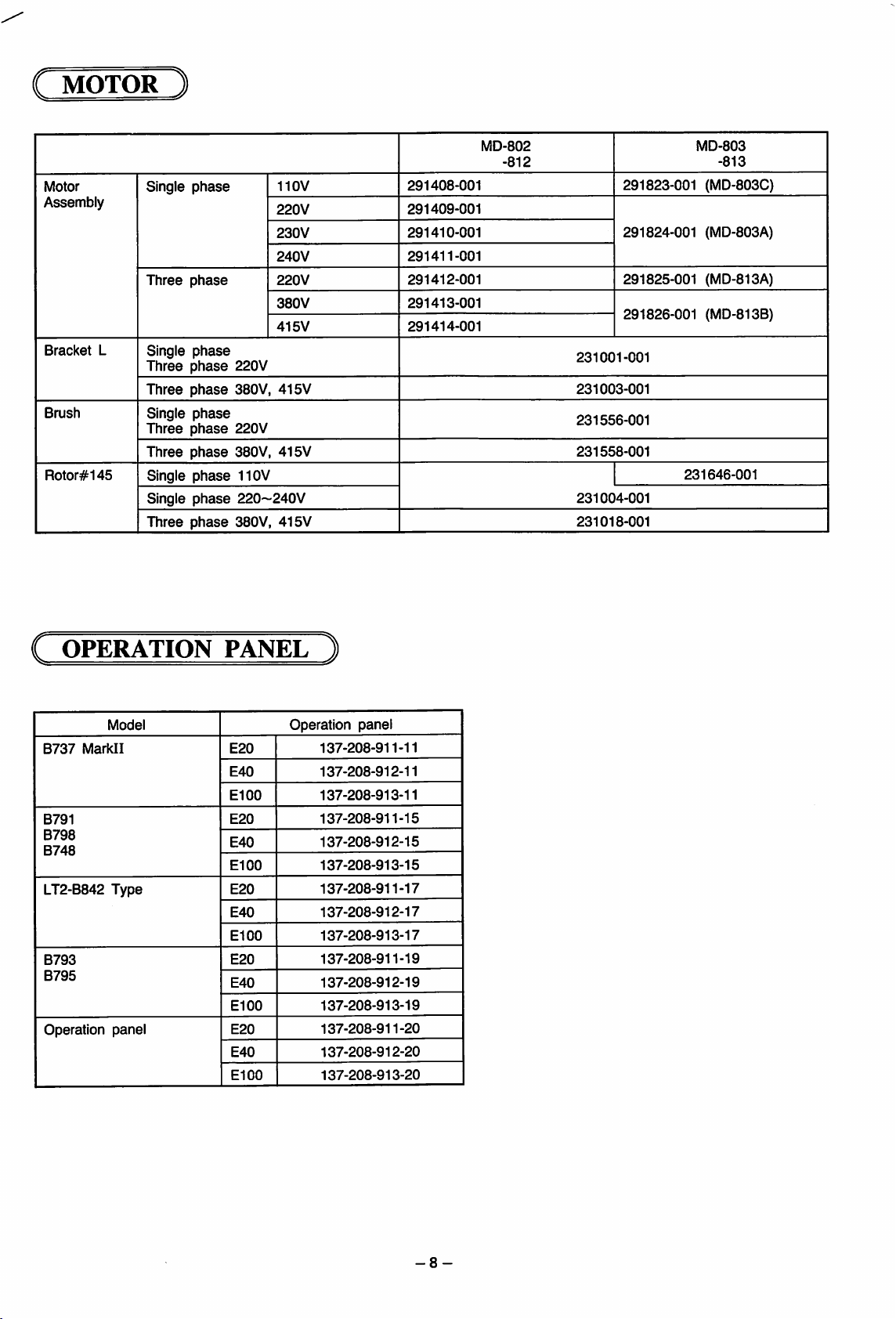
i MOTOR )
Motor
Assembly
Bracket
Brush
Rotor#145
MD-802
-812
phase
Single
Three
phase
L
Single
phase
Three
phase
Three
phase
Single
phase
Three
phase
Three
phase
Single
phase
Single
phase
Three
phase
110V
220V
230V
240V
220V
380V
415V
220V
380V,
415V
220V
380V, 415V
110V
220~240V
380V,
415V
291408-001
291409-001
291410-001
291411-001
291412-001
291413-001
291414-001
291823-001 (MD-803C)
291824-001 (MD-803A)
291825-001
291826-001
231001-001
231003-001
231556-001
231558-001
231004-001
231018-001
MD-803
-813
(MD-813A)
(MD-813B)
231646-001
( OPERATION PANEL )
00
00
00
00
00
Operation
137-208-911-11
137-208-912-11
137-208-913-11
137-208-911-15
137-208-912-15
137-208-913-15
137-208-911-17
137-208-912-17
137-208-913-17
137-208-911-19
137-208-912-19
137-208-913-19
137-208-911-20
137-208-912-20
137-208-913-20
B737
Markll
B791
B798
B748
LT2-B842
B793
B795
Operation
Model
Type
panel
E20
E40
El
E20
E40
El
E20
E40
El
E20
E40
El
E20
E40
El
panel
-8-
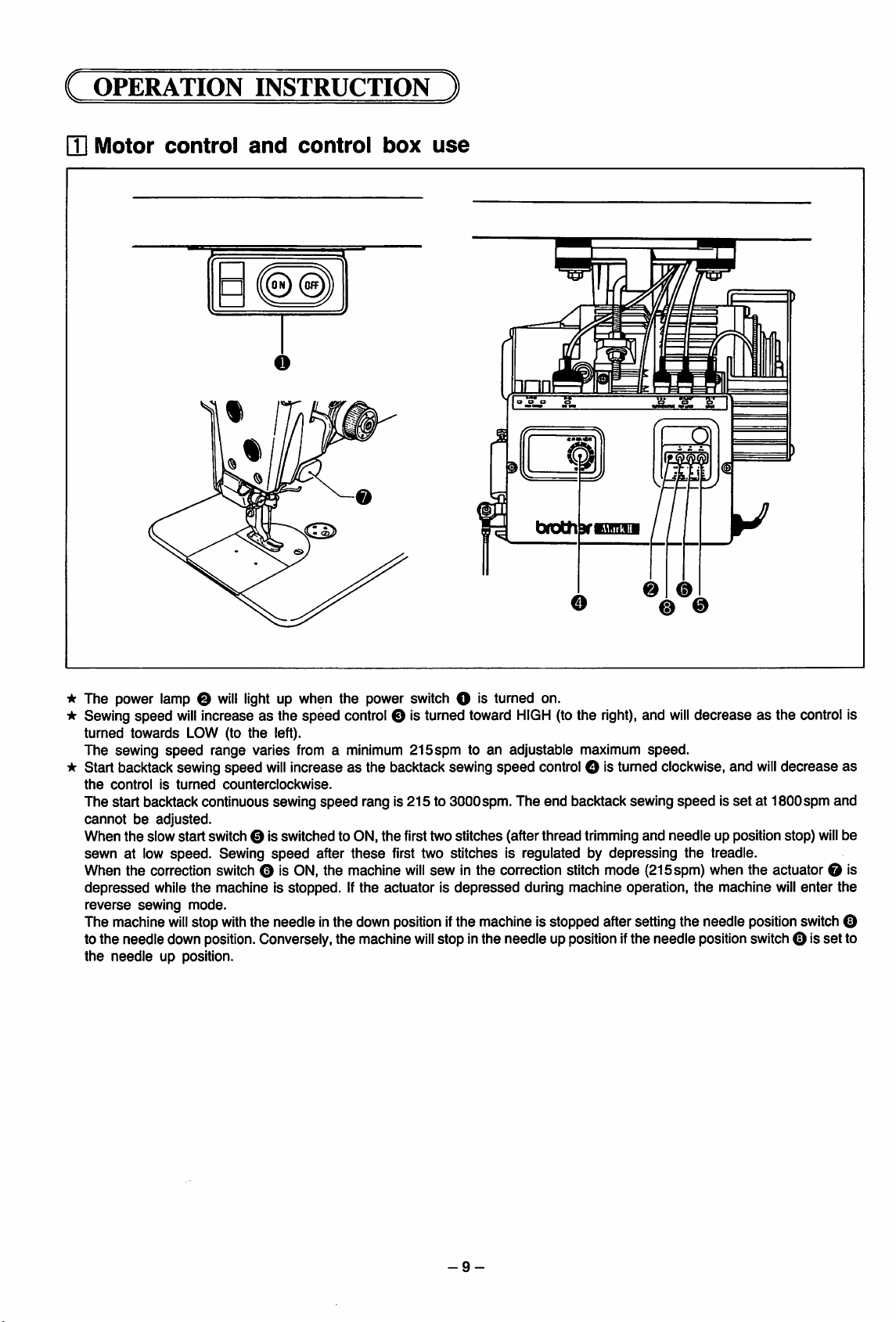
(
OPERATION
[U
Motor
control
INSTRUCTION
and
ONI
o
control
(OFF
box
)
use
tDDl
o o o o
oiocn
ycsssm
-At
The power lamp O
•k Sewing speed
turned
towards
The sewing
-k Start backtack sewing speed
the
controlisturned
The start backtack continuous sewing
cannotbeadjusted.
When
sewn
When the correction switch 0 is ON, the machine
depressed
reverse
The machine
to the needle down position. Conversely,the machine
the
needle
the
slow
at low
sewing
speed
speed.
while
will
up position.
will
light up when the power switch O is turned on.
will
increaseasthe speed control O is turned toward
LOW (to
start
the
mode.
stop
the
left).
range varies from a minimum 215spm to an adjustable maximum speed.
will
increaseasthe backtack sewing speed control O is turned clockwise, and
counterclockwise.
speed
rang is 215 to 3000spm. The end backtack sewing
switch 0 is switched to ON,
Sewing
machine is stopped. If
with
speed
after
these
the
the needle inthe down positionifthe machine is stopped after setting the needle positionswitch0
I
right),
0
and
and
o
HIGH
(to the
the
first two
first two stitches is regulated by depressing
will
actuator is
stitches
sew
depressed
will
stop inthe needle up positionifthe needle positionswitchO<sset to
(after
thread
trimming
in the correction stitch mode (215spm) when the actuator 0 is
during machine operation,
@ 0
will
decreaseasthe control is
will
speedisset
needle
the
the
at 1800spm and
up position stop)
treadle.
machine
decrease
will
enter
will
as
be
the
-9-
i
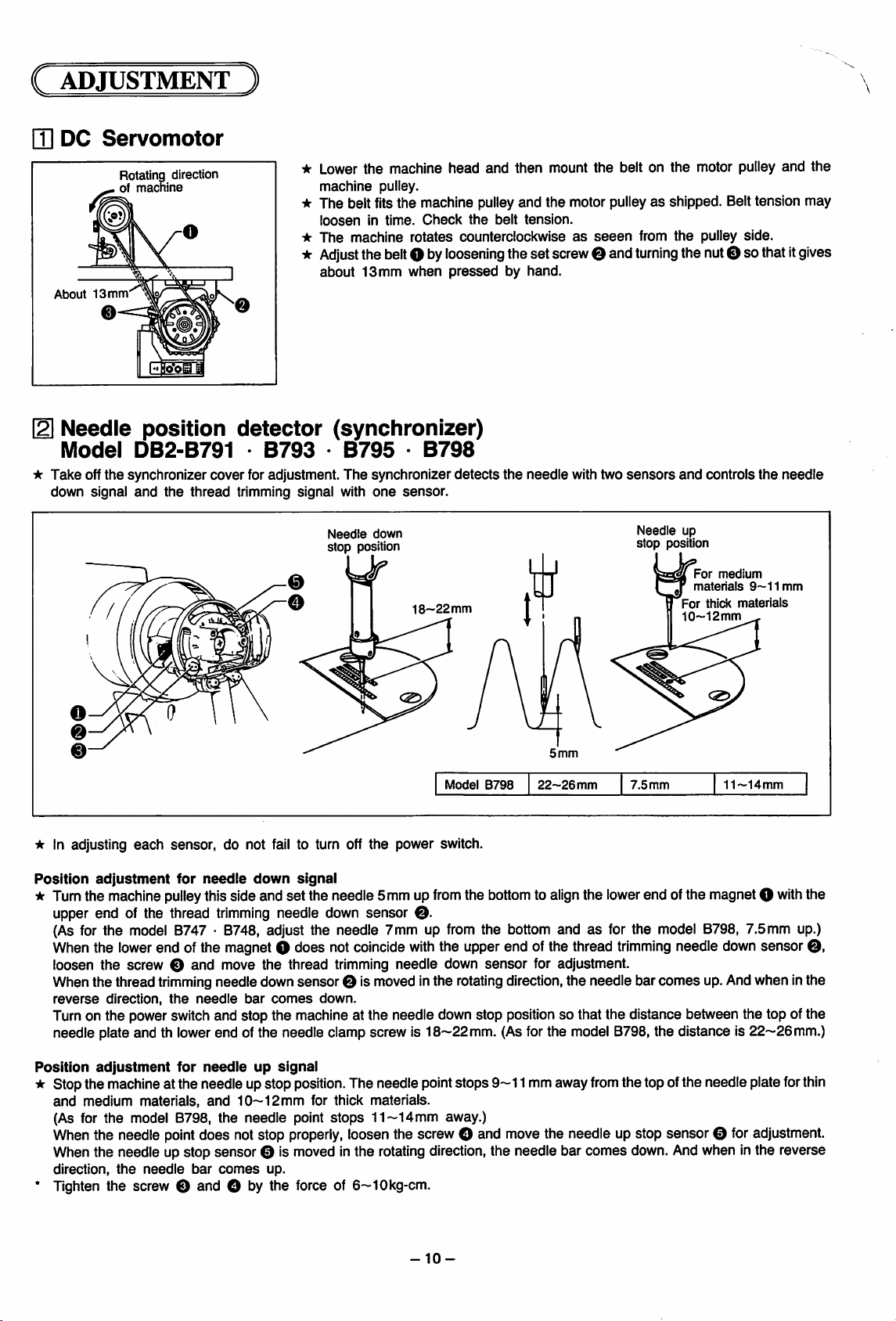
ADJUSTMENT
)
[U DC
About13mm
Needle
Model
★
Take
down signal
Servomotor
Rotatinq
of
machine
0
position
DB2-B791
off
the
synchronizer
and
the
direction
thread
detector
•
B793
cover
for adjustment.
trimming signal with
Lower
the
machine
machine
pulley.
head
and
then
mount
the
belt on
the
motor pulley
and
the
The belt fitsthe machine pulleyand the motor pulleyas shipped. Belttension may
loosenIntime.
The
machine rotates counterclockwiseasseeen
Adjust
the
about
13 mm
belt
Check
O by
when
the
loosening
pressed
belt
tension.
theset screw0 and
by hand.
from
the
pulley side.
turning
thenut0 sothatItgives
(synchronizer)
•
B795
The
Needle
stop
position
•
B798
synchronizer
one
sensor.
down
18-22
detects
mm
the
needle
I]"
with two
sensors
Needie up
stop
and
controls
position
For
medium
materials
'For thick materiais
10~12mm
9~11mm
the
needle
11—14mm
* In adjusting
Position
★
Tumthe machine
each
adjustment
upper end of the thread
Model
sensor, do not fall to turn off the power switch.
for
needle
pulley
thisside and set the needle5mm up
down
trimming
signal
needle down sensor
from
0.
B798
the
bottomtoalign
22-26
mm
the
7.5
mm
lower
end ofthe magnetO
(As for the model 8747 • 0748, adjust the needle 7 mm up from the bottom andasfor the model 8798, 7.5mm up.)
When
the
lower
loosen
the
end ofthe magnetO does not
screw 0
and
move
the
thread trimming needle down
coincide
with
the upperend of the thread
sensor
for adjustment.
trimming
needle
down
sensor
When the thread trimming needle down sensor0 Ismoved Inthe rotating direction, the needle bar comes up.And when Inthe
reverse
direction,
the
needle
bar
comes
down.
Turnon the power switchand stop the machine at the needle downstop position so that the distance between the top ofthe
needle plate and th lowerend of the needle clamp screw Is 18~22mm. (Asfor the model 8798, the distance Is22~26mm.)
Position
★
adjustment
for
needie
up
signal
Stopthe machineatthe needleupstop
and
medium materials,
and
10—12mm
position.
The needle pointstops
for thick materials.
9—11
mmaway
from
the topofthe needle plateforthin
(As for the model 8798, the needle point stops 11—14mm away.)
When
the needle
point
does notstop
properly,
loosenthe screwO and movethe needie up stop sensor 0 foradjustment.
When the needle up stop sensor 0 Is moved Inthe rotatingdirection, the needle bar comes down. Andwhen Inthe reverse
direction,
the
needle
bar
comes
up.
• Tighten the screw 0 and O by the force of 6—lOkg-cm.
with
the
0,
-10-
Synchronizer
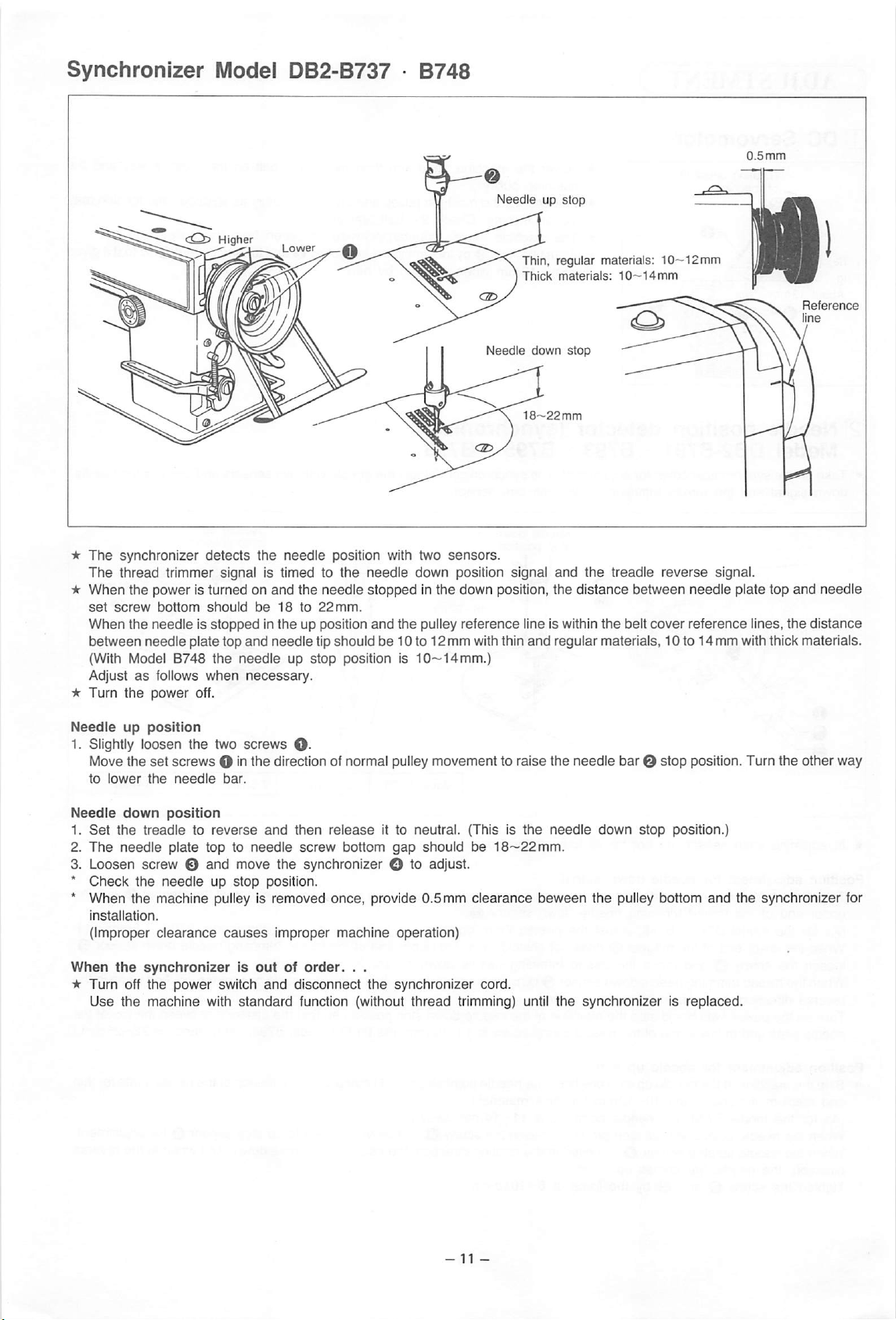
Model DB2-B737 •
B748
18--22
mm
Reference
e
★
The
synchronizer
The
thread trimmer signal is timed to the
★
When the power is turned on and the needle stopped in the down position, the distance between needle plate top and needle
set
screw
When the needle Is
between
needle
(With Model B748
Adjustasfollows
★
Turn
the
power
Needle
up
position
1. Slightly loosen the two screws
Move the
to
Needle
1.
Set
The
2.
set
lower
the
down
the
treadletoreverse
needle
bottom
detects
should
plate top
when
the
be
stopped
in the up position
and
the
needleupstop
necessary.
needle
18to22mm.
needle
position with two
needle
down position signal
and
the pulley reference line is within
tip should be 10 to 12 mm withthin
position is
10~14mm.)
sensors.
and
the treadle
the
and
reguiar materials, 10 to 14 mm withthick materials.
belt
reverse
cover
signal.
reference
lines, the
distance
off.
O-
screws O inthe direction of normal pulley movement to raise the needle bar O stop position. Turn the other way
needle
position
plate top to
bar.
and
needle
then
screw
release
bottom
it to neutral. (This is
gap
should
be
18—22mm.
the
needle
down
stop
position.)
3. Loosen screw and move the synchronizer O to adjust.
★
Check
the
needleupstop
★
When the machine puliey is removed
installation.
(Improper
When
★
Turn
Use
clearance
the
synchronizerisoutoforder.
off
the
power
switch
the
machine
with
causes
standard
position.
improper
and
disconnect
function (without
once,
machine
. .
provide
operation)
the
synchronizer
0.5mm
thread
clearance
cord.
trimming) until
beween
the
pulley bottom
the
synchronizerisreplaced.
and
the
synchronizer for
-11-
[^Control
Control
The high
box
speed
box
(Model DB2-B737)
volume, backtack stitch volume, power lamp, needle position switch, one-stitch modification switch, slow start
switch and connector for synchronizer
control
The
The
The
three-phase
The
*Do not fail to
•Never
circuit
board.
control
power
right
control circuit board is provided with
circuit
boardisinstalled
circuit
board
side
wall is furnished with
type
and
secure
short-circuit
the
two
the
is at
3A
fuse
lamp
the
fuses
holder
terminal
are
arranged on the front of
on
the
insideofthe
back
and
the
treadle
one
15A fuse for
for 380—440V
the
8A
cap
after replacing or inspecting
(AC6Vor
the
control box.
control
unit is on
the
three-phase
fuse
for solenoid load.
12V
terminal)Wlighting,orthe
box.
the
110~240V
type.
single-phase type, two 5A
left
the
side
fuses.
All
these
wall.
transformer
parts
are
fuses
maybebroken.
already provided on the
for
the
200~240V
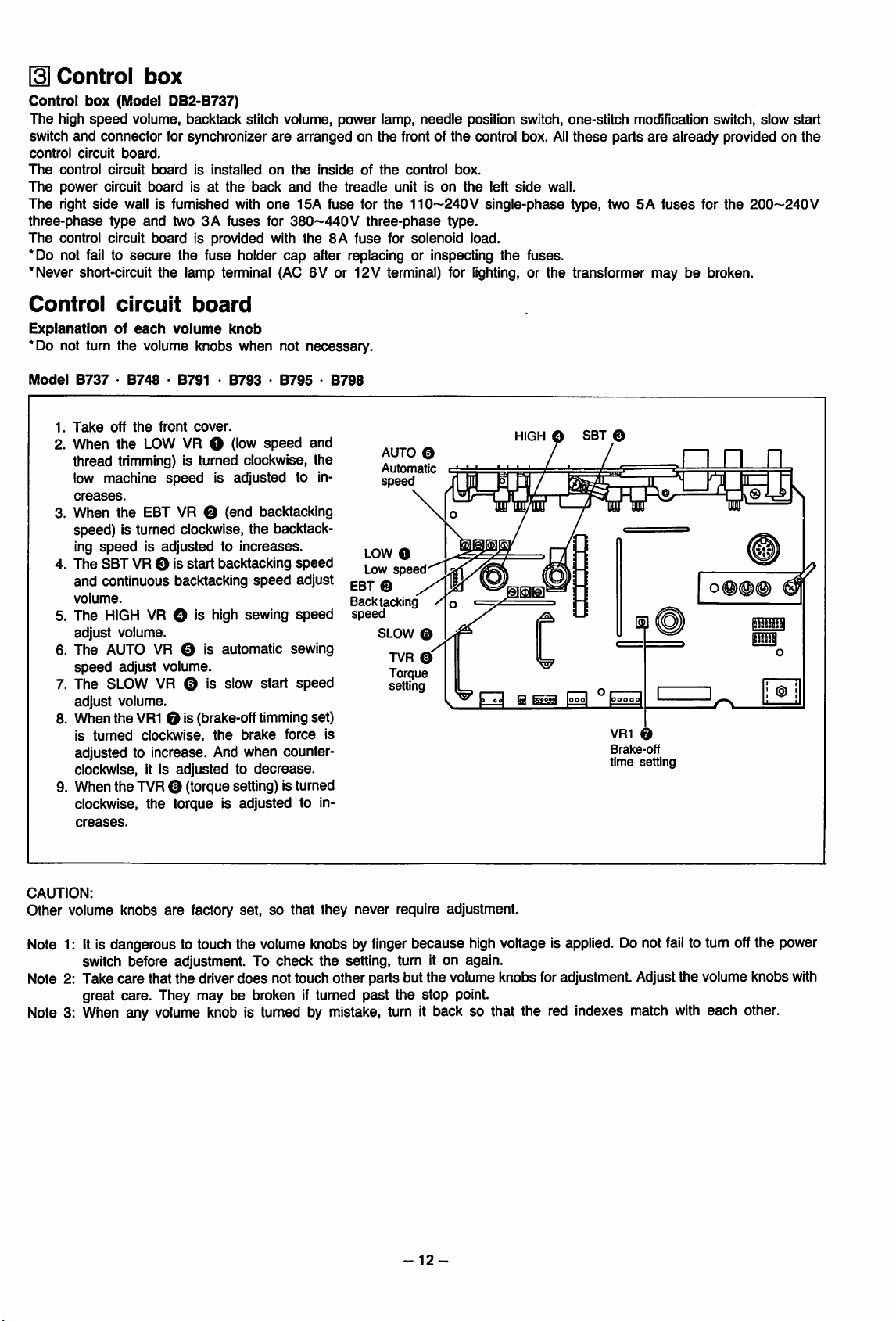
Control
Explanationofeach
*Do not turn
Model
1.
2.
circuit
the
volume knobs when not necessary.
B737•B748•B791•B793•B795•B798
Take
off
the
When
the
LOW VR O (low
volume
front
board
knob
cover.
speed
thread trimming) is turned clockwise, the
low machine
creases.
3. When
the
speed
is adjusted to in
EBT VR O (end backtacking
speed) is turned clockwise, the backtack
ing
speedisadjustedtoincreases.
4.
The
SBT
VR O is
and
continuous backtacking
volume.
start
backtacking
speed
5. The HIGH VR O is high sewing
adjust volume.
6.
The
AUTO VR 0 is
speed
adjust volume.
automatic
7. The SLOW VR 0 is slow start
adjust
volume.
8. When the
is
turned
VR1
O is (brake-offtimming set)
clockwise,
the
brake
adjusted to increase. And when counter
clockwise, it is
adjustedtodecrease.
9. When the TVR0 (torque setting) is turned
clockwise, the torque is adjusted to in
creases.
and
speed
adjust
speed
sewing
speed
force is
AUTO 0
Automatic
speed
LOW O
Low
speed
EBT 0
Backtacking
speed
SLOW ©
TVR ©
Torque
setting
m
Brake-off
time setting
CAUTION:
Other volume knobs are factory set, so that they never require adjustment.
Note 1: Itis dangerous to touch the volumeknobs by finger because highvoltage is applied. Do not
fail
to turn offthe power
switch before adjustment. To check the setting, tum it on again.
Note 2: Take care that the driverdoes not touch other parts but the volume knobs for adjustment. Adjustthe volumeknobs
great care. They may be broken if turned past the stop point.
Note 3: When any volume knob is turned by mistake, turn it back so that the red indexes match
-12-
with
each other.
with
Explanation
each
dip
switches
Dip A
1
2 Position of
3 Position of
4
5
6
7
8
Position of
thread
presser
trimming
presser
thread
trimming with
at
neutral
presser
machineisstopped
treadle
Double
Double
AB-i-10
CD-I-10
Continuous
selection
at
neutral
start
end
backtack
backtack
backtack
backtack
backtack
after
after
treadle
when
with
ON
OFF
ON
OFF
ON
OFF
ON
OFF
ON
OFF
ON
OFF
ON
OFF
ON
OFF
Down
Raised
Raised
Down
Raised
Down
Double
Single
Double
Single
10
stitches
Seam
10
stitches
Seam
A-l-C, B-i-C,
A, B, C, D
Dip B
1
2
3
4
5 Normally ON
6
Start
Start
stitch
Actuator
Unused
backtack
and
End
number
switch
selection
backtack
ON
OFF
ON
OFF
ON
OFF
Normally
Stops
Sews
to
Fixed 4-stitches setting
Fixed
at4stitches
Thread
none
start
backtack
start
backtack
end
backtack
end
backtack
addedtothe
AB
sewnasdisplayed
addedtothe
CD
sewnasdisplayed
sewn
(W)
(V)
(W)
(V)
displayed
displayed
repeatedlyDtimes
OFF
when
treadle
endofB
is returned to neutral
when
treadle
becomes
trimming controllable with
AB
seam
CD
seam
isatneutral
variable with
actuator
length
length
switch
models
E-20, E-40
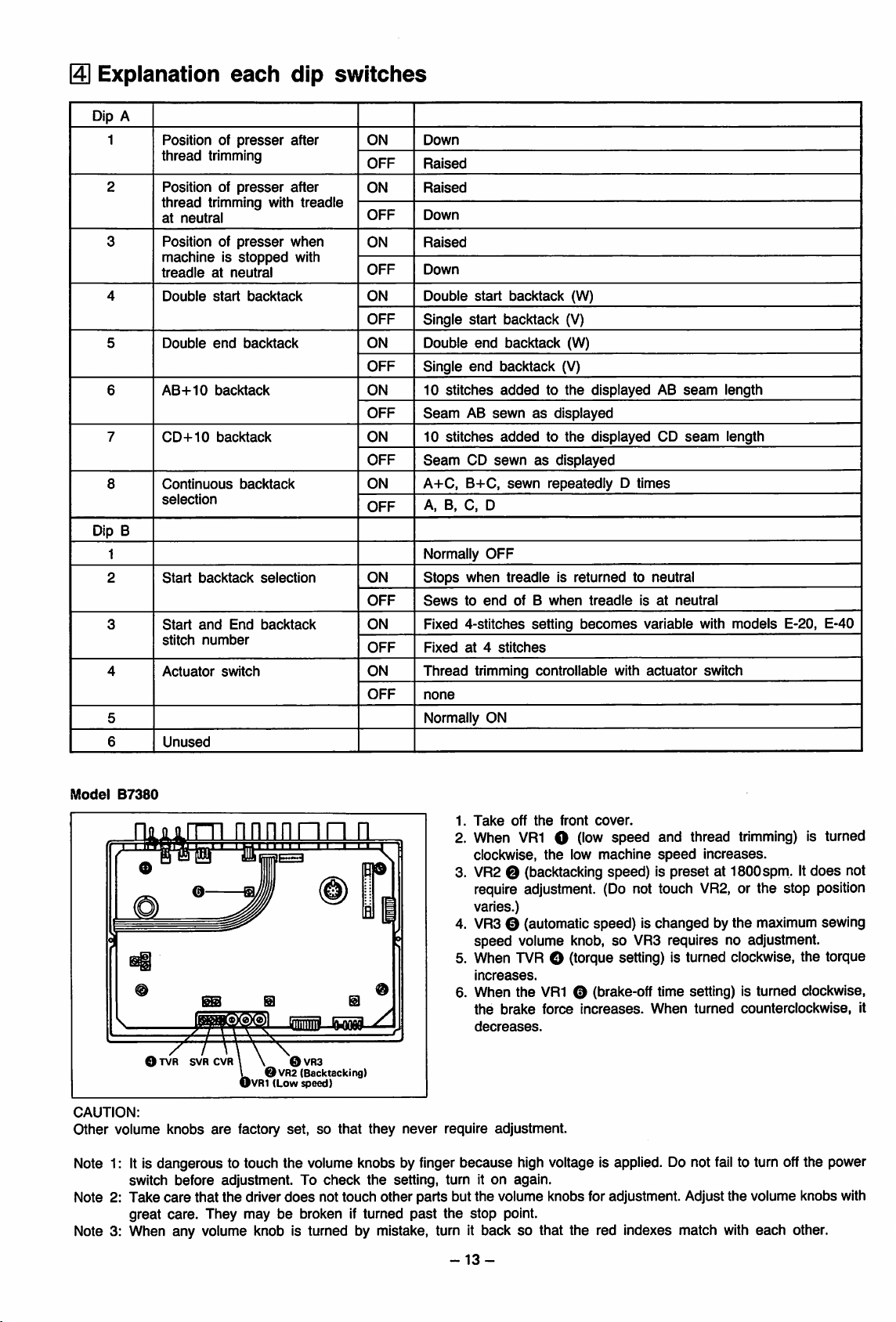
Model
B7380
1.
Take
off
the
front
cover.
mnn
n
2. When
VR1
O (low speed and thread trimming) is turned
clockwise, the low machine
speed
increases.
3. VR2 O (backtacking speed) is preset at ISOOspm. It
require adjustment. (Do not touch
i
varies.)
4. VR30 (automatic speed) is changed bythe maximum sewing
speed
volume knob,soVR3 requires no adjustment.
VR2,
5. When TVR O (torque setting) is turned clockwise, the torque
increases.
6. When the
the
decreases.
CAUTION:
other
volume knobs
O
SVR
CVR
are
BD
\ \ ©
\ OVR2
OVRI (Low speed)
factory
VR3
(Backtacking)
set,
OS
so that they never require adjustment.
Note 1: It is dangerous to touch the volume knobs by finger because high voltage is applied. Do not
switch before adjustment. To
Note 2: Take care that the driver
great care. They may be broken if turned
check
the
setting, turn it on again.
does
not touch other parts but the volume knobs for adjustment. Adjustthe volume knobs with
past
the stop point.
brake
VR1
O (brake-off time setting) is turned clockwise,
force
increases.
When
turned
fail
Note 3: When any volume knob is turned by mistake, turn it back so that the red indexes match with
does
not
or the stop position
counterclockwise,
to turn offthe power
each
other.
it
-13-
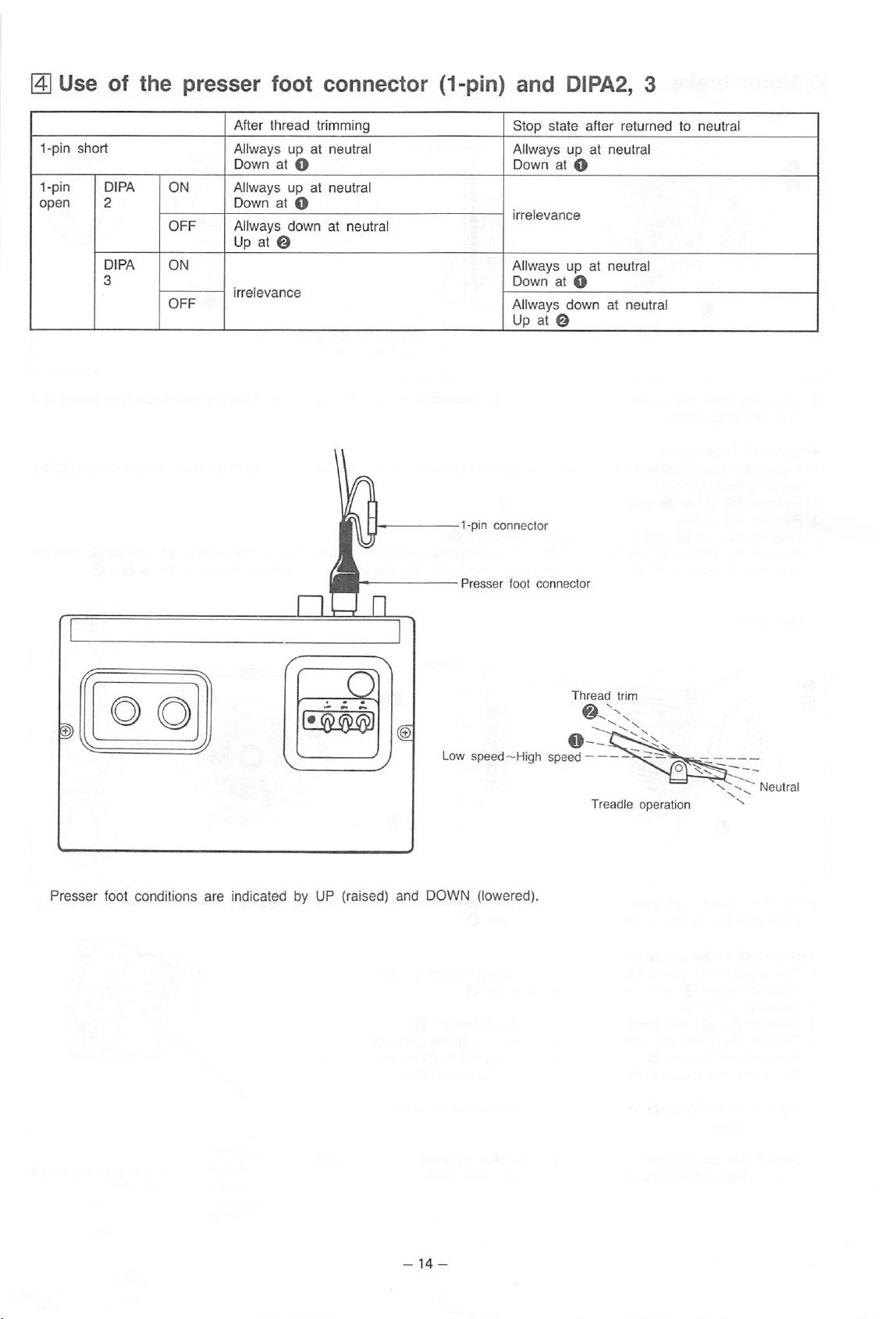
Use
1-pin
1-pin DlPA ON
open
short
of
2
DlPA
3
the
OFF
ON
presser
After
Allways up at neutral
Down
Allways upatneutral
DownatO
Allways
Up at O
irrelevance
foot
thread
at O
down
connector
trimming
at neutral
(1-pin)
1-pin
and
Stop
Allways up
Down at O
irreevance
Allways up at neutral
Down at O
Allways
DIPA2, 3
state
after
at
downatneutral
Up at O
connector
returned
neutral
to neutral
Presser
foot conditions
Presser
Low
are
indicated by UP (raised) and DOWN (lowered).
foot
speed-High
connector
speed
Thread
trim
Treadle
operation
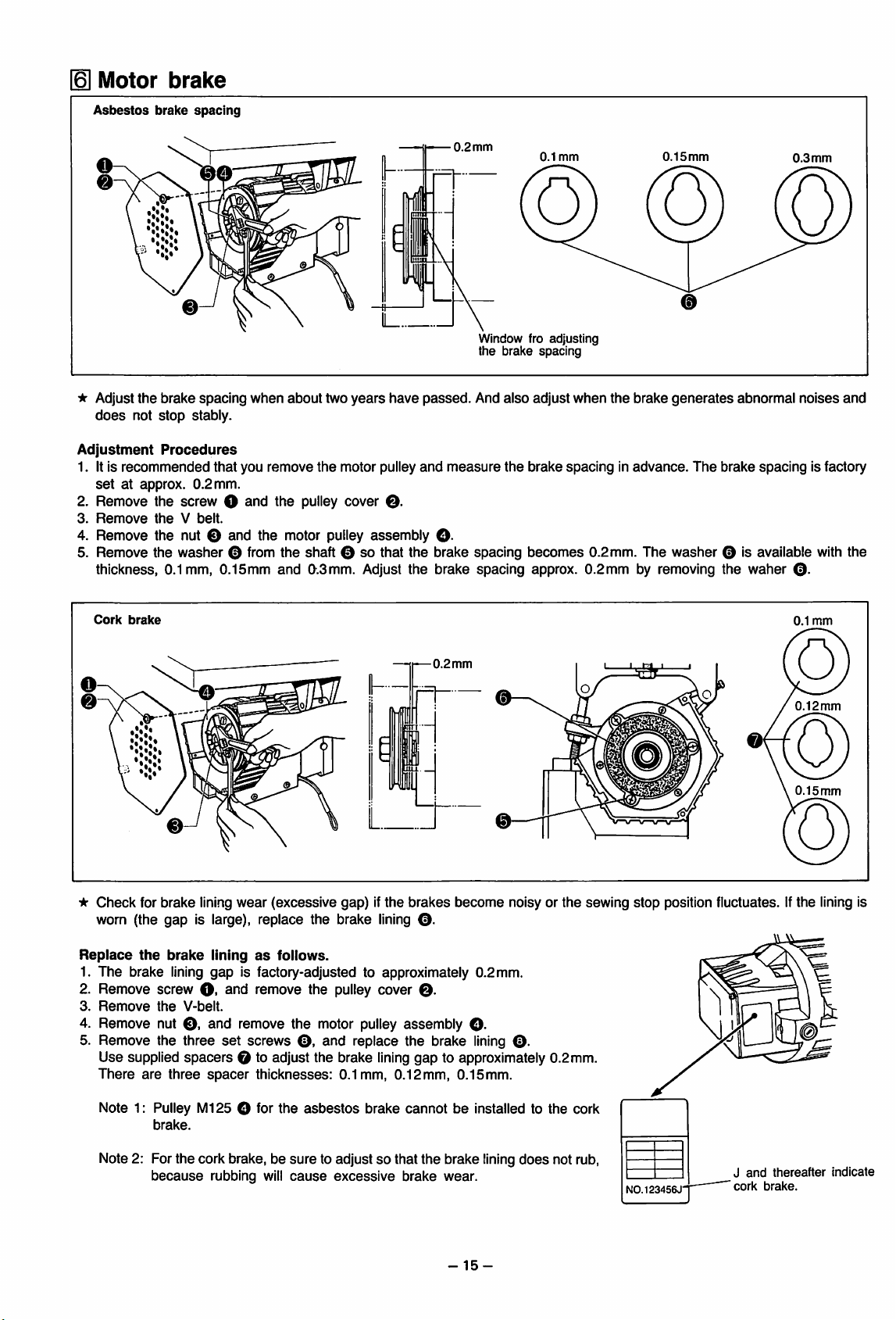
Motor
brake
Asbestos
* Adjust
does
Adjustment
1. It is
setatapprox.
2. Remove the screw O
3.
Remove
brake
spacing
the
brake
not
stop
stably.
Procedures
recommended
0.2
theVbelt.
spacing
that
mm.
when
about
you
remove
and
the pulley cover
two
years
the
motor pulley
have
O.
passed.
and
4. Remove the nut O and the motor pulley assembly O-
5. Remove the
thickness, 0.1mm, 0.15mm and
washer
© from the shaft ©sothat
0^.3mm.
Adjust the brake spacing approx. 0.2mm by removing the waher
the
brake spacing
0.2
mm
Window fro adjusting
the brake spacing
And
also
measure
the
0.1
mm
O
adjust
when
brake
spacingInadvance.
becomes
0.2mm. The
the
brake
0.15mm
generates
The
washer
0.3
mm
abnormal
brake
spacing
noises
is factory
and
© is available with the
©.
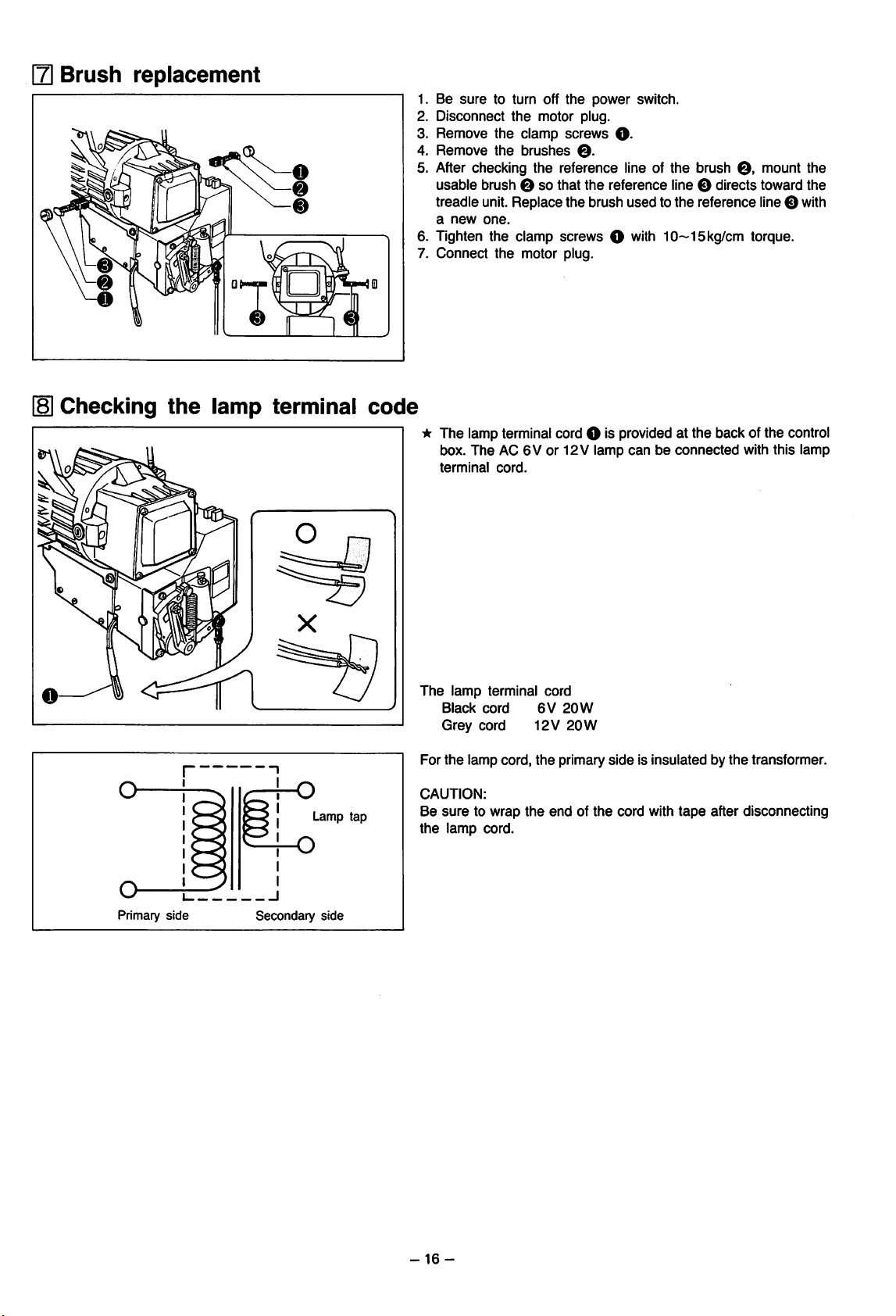
Cork
brake
★
Check
for
brake
lining
wear
(excessive
worn (the gap is large), replace the brake
Replace
1. The brake
2. Remove screw
3.
4. Remove nut
5. Remove the three
Remove
the
brake
the
liningasfollows.
lining
gap is factory-adjusted to approximately 0.2mm.
O.
and remove the pulley cover
V-belt.
©.
and remove the motor pulley assembly
set
screws
©,
Use supplied spacers © to adjust the brake
There
are
three
spacer
thicknesses:
gap)ifthe
lining
and
replace the brake
lining
0.1mm,
-—0.2
mm
brakes
become
noisy or
©.
©.
©.
lining
©.
gap to approximately 0.2mm.
0.12mm,
0.15mm.
the
sewing
stop
position fluctuates. If
0.1
mm
O
0.12mm
0.15mm
0
the
lining is
Note 1: Pulley Ml25 O for
brake.
Note 2: For the cork brake, be
because
rubbing will
the
asbestos
sure
cause
brake cannot be installed to the cork
to adjust so that the brake
excessive
brake
wear.
-15-
lining
does
not rub,
N0.123456J"
J
cork
and
thereafter
brake.
indicate
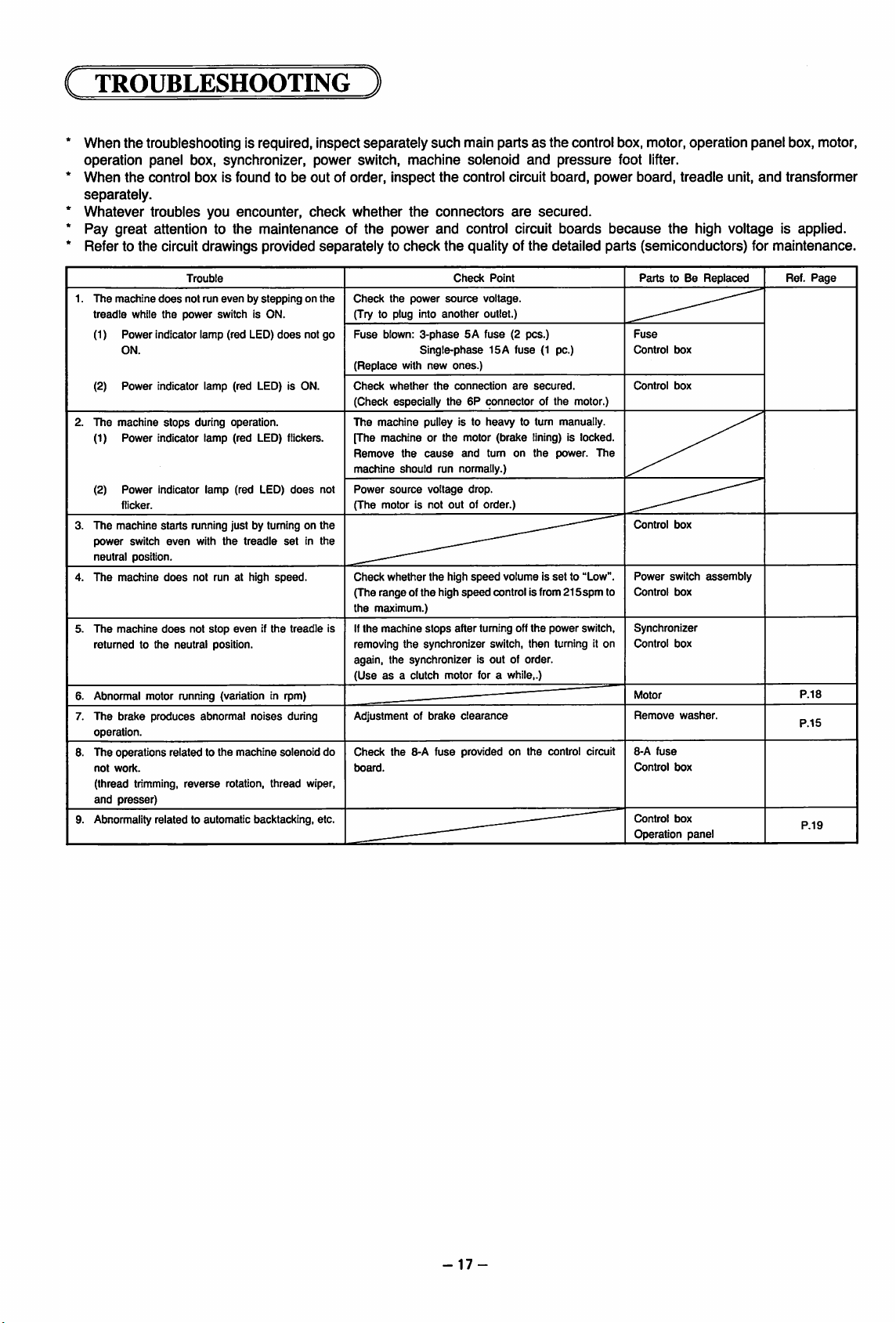
[7|
Brush
replacement
1. Be
sure
to turn off tfie
2. Disconnect tfie motor plug.
3. Remove tfie clamp
4.
Remove
tfie
bruslies
power
screws
©.
switcfi.
O-
5. After cfiecking tfie reference line of tfie brusfi
usable
brusfi Osotfiat tfie
treadle unit. Replace tfie brusfi
a
new
one.
6. Tigfiten tfie clamp screws ©
7. Connect tfie motor plug.
reference
used
witfi
line O directs toward tfie
to tfie reference line©
10~15kg/cm
0,
torque.
mount tfie
witfi
Checking
o
the
lamp
terminal
f-o
Lamp
o
tap
code
* Tfie lamp terminal cord © is provided at tfie back of tfie control
box. Tfie AC 6V or 12 V lamp
terminal
Tfie lamp terminal cord
Black
Grey
For tfie lamp cord, tfie primary
CAUTION:
Be
suretowrap
tfie
lamp
cord
cord
cord.
cord.
tfie
6V
12V
end
20W
20W
of tfie
canbeconnected
side
is insulated by tfie transformer.
cord
witfi
tape
witfi tfiis lamp
after
disconnecting
o
Primary
side
Secondary
side
-16-
TROUBLESHOOTING
When
the
troubleshooting is required, inspect
operation panel box, synchronizer, power switch, machine solenoid
When
the
control box is found to be out of order, inspect
separately.
Whatever
troubles
you
encounter,
check
Pay great attention to the maintenance of
Refer to
1.
2. The machine
3. The machine
4.
5.
6. Abnormal motor running (variation in rpm)
7.
8. The operations related to the machine solenoid do
9. Abnormality related to automatic backtacking, etc.
the
circuit drawings provided
The
machine
does
treadle while
(1)
(2)
(1)
(2)
power
neutral position.
The
The
returnedtothe
The
operation.
not
work.
(thread trimming,
and
the
Power
indicator lamp (red LED)
ON.
Power
indicator lamp (red LED) is ON.
stops
Power
indicator
Power
indicator
flicker.
starts
switch
machine
does
machine
does
brake
produces
presser)
Trouble
not run
evenbysteppingonthe
power
switch is ON.
during operation.
lamp
(red LED) flickers.
lamp
(red LED)
running just by tuming on the
even
with
the
treadle
not run at high
not
stop
evenifthe
neutral position.
abnormal
reverse
rotation,
noises
thread
does
does
set
speed.
treadle
during
not go
in the
wiper,
separately
whether
the
separatelytocheck
Check
(Try to plug into
Fuse
blown:
(Replace
Check
(Check especially the 6P connector of the motor.)
The
machine
[The machine or the motor (brake lining) is locked.
Remove
machine
Power
not
(The motor is not out of order.)
Check whether the high
(The
rangeofthe
the
maximum.)
If
the
is
machine
such
main
the
control circuit board, power board, treadle unit,
the
connectors
power
and
control circuit boards
the
quality of
Check
the
power
source
voltage.
another
outlet.)
3-phase5Afuse
Single-phase 15 A fuse (1 pc.)
with
new
ones.)
whether
the
connection
the
should
source
pulley is to
cause
run normally.)
voltage
high
stops
heavy
and
tumonthe
drop.
speed
speed
after tuming off
removing the synchronizer switch, then turning it on
again, the synchronizer is out of order.
(Useasa clutch motor for a while,.)
Adjustment of
Check the 8-A fuse provided on the control circuit
traard.
brake
clearance
_________
partsasthe
and
are
secured.
the
Point
(2 pcs.)
are
secured.
to tum manually.
volume is
control is from
the
control box, motor, operation
pressure
detailed
power.
set
to "Low".
215spm
power switch,
foot lifter.
because
parts
The
to
the
(semiconductors) for maintenance.
Parts
to Be
Fuse
Control
t}ox
Control
box
Control
box
Power
switch
Control
box
Synchronizer
Control
box
Remove
washer.
8-A
fuse
Control
box
Control
box
Operation
panel
panel
box, motor,
and
transformer
high voltage is applied.
Replaced
assembly
Ref.
P.I
Page
5
P.19
-17-
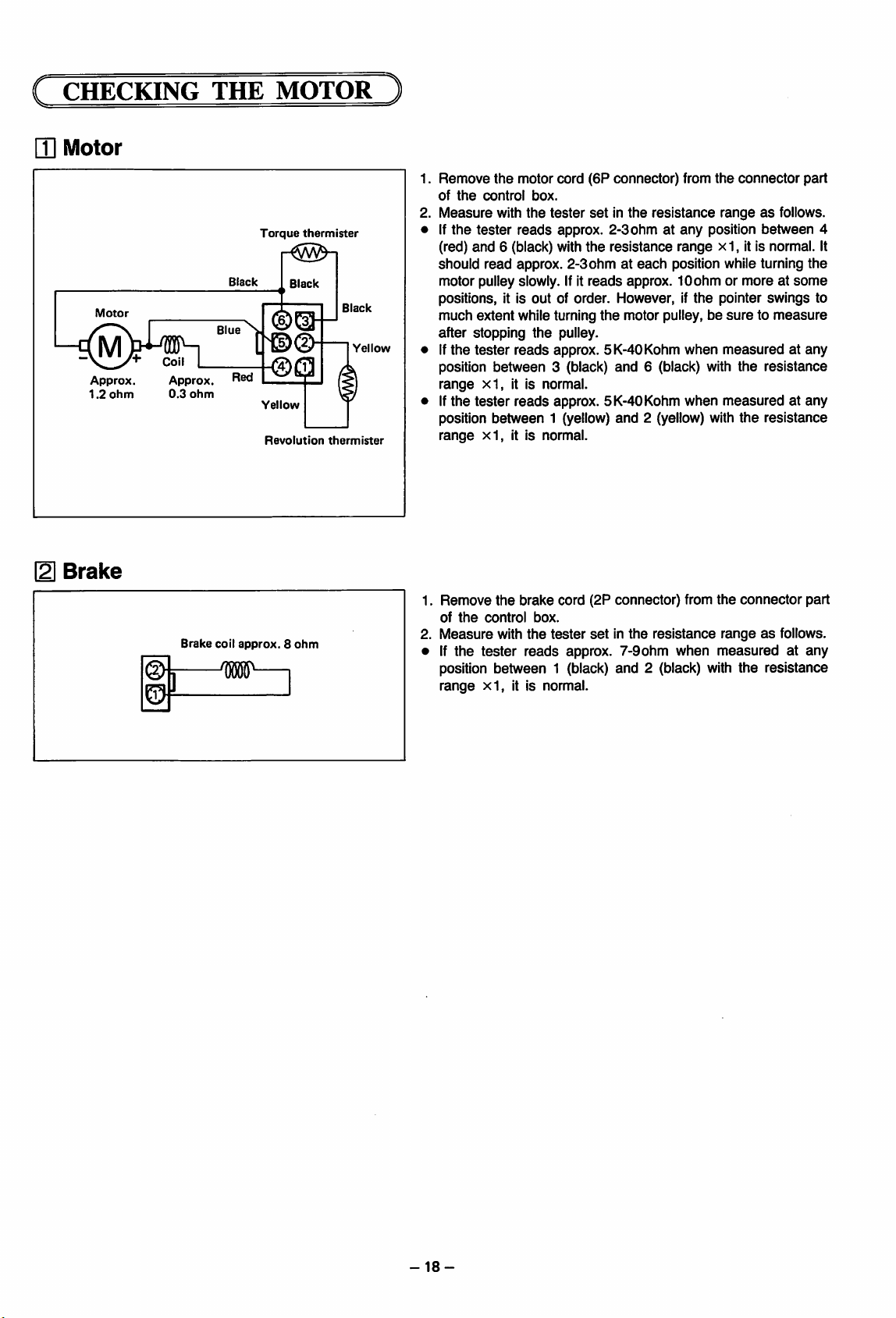
CHECKING
Q]
Motor
THE
MOTOR
Motor
Approx.
1.2
Brake
ohm
Approx.
0.3
ohm
Brake
Black
coil
approx.8ohm
W
Torque
Yellow
Revolution
thermister
Black
Black
Yellow
thermister
Remove
of
Measure
If
(red)
should
motor pulley slowly. If it
the
the
the
motor cord
control
tester
and
read
box.
with
the
reads
6 (black) with the resistance range x 1, it is normal. It
approx.
(6P
connector)
tester
setinthe
approx. 2-3 ohm at
2-3ohmateach
reads
approx. 10
resistance
any
position while turning
positions, it is out of order. However, if
much
extent
while turning
after stopping
If
the
tester
the
reads
position between 3 (black)
range
x1,
it is normal.
If
the
tester
reads
position between 1 (yellow)
range
x1,
it is normal.
Remove
1.
of
2.
Measure
• If
the
the
the
control
with
tester
brake
box.
the
reads
tester
the
motor pulley,besuretomeasure
pulley.
approx. 5K-40Kohm
and
6 (black) with
approx. 5K-40Kohm when
and
2 (yellow) with
cord
(2P
connector)
setinthe
resistance
approx. 7-9 ohm when
position between 1 (black) and 2 (black) with
range
xl,
it is normal.
from
the
connector
rangeasfollows.
position
between
ohmormoreatsome
the
pointer swings to
when
measuredatany
the
resistance
from
measured
the
the
connector
at any
resistance
rangeasfollows.
measuredatany
the
resistance
part
4
the
part
-18-
CHECKING
Q]
Solenoid
load
THE
of
MACHINE
the
machine
SOLENOIDS
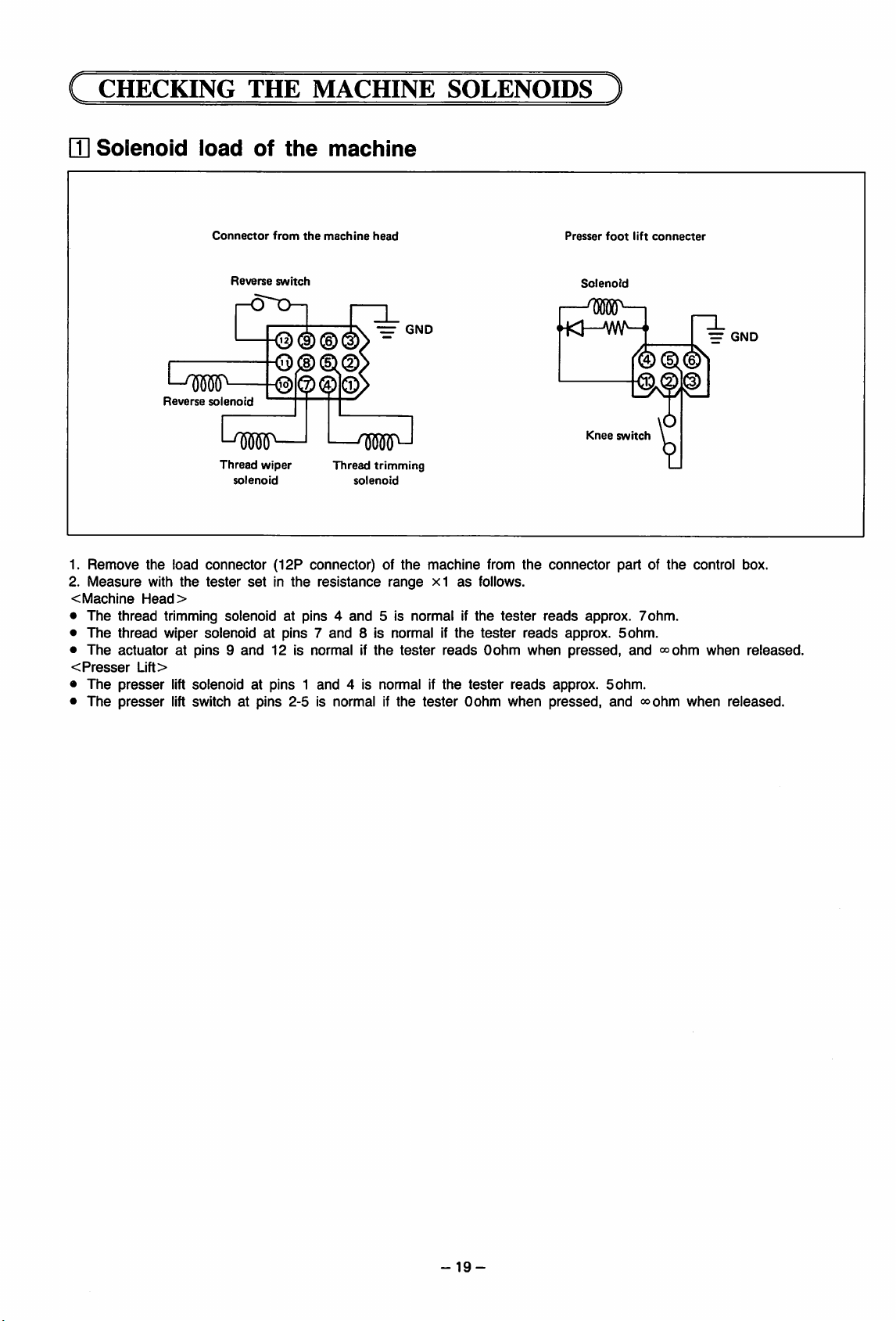
1.
Remove
2.
Measure
<
Machine
•
The
•
The
•
The
<
Presser
•
The
•
The
Connector
Reverse
Reverse
solenoid
l-W—I
Thread
solenoid
the
load
connector
with
the
tester
Head>
thread
trimming solenoid at pins 4
thread
wiper
solenoidatpins7and
actuator
presser
presser
at pins 9
Lift>
lift solenoid at pins 1
lift switch at pins 2-5 is normal if
from
switch
<5®©i
wiper
(12P
setinthe
and
12
the
machine
®®|®.
—w-l
Thread
solenoid
connector) of
resistance
and
is normal if
and
4 is normal if
head
-=•
GND
trimming
the
machine
range
xl
5 is normal if
8 is normal if
the
tester
the
tester
as
the
reads
the
follows.
the
tester
Oohm
tester
Oohm
from
tester
the
reads
reads
when
reads
when
Presser
foot
Solenoid
[—W—I
Knee
switch
connector
approx.
pressed,
approx. 5ohm.
pressed,
partofthe
approx.
5ohm.
and
lift
connecter
®©®
7ohm.
and
<»ohm
<»ohm
=
GND
control box.
when
when
released.
released.
-19-
/r\
>
9S
lU
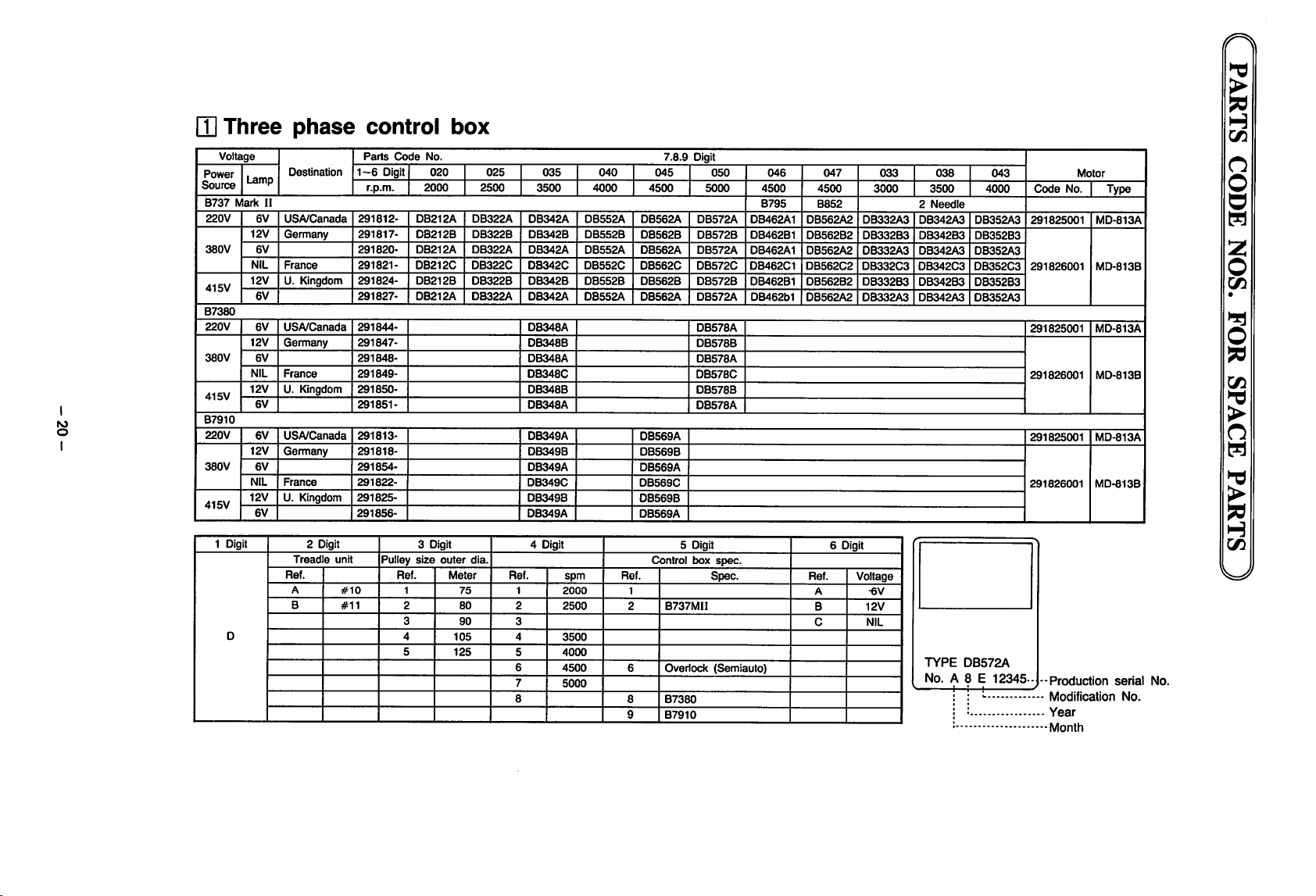
Three
Voltage
Power
Source
B737
Mark
220V
380V
415V
B7380
220V
380V
415V
to
o
B7910
220V
380V
415V
1 Digit
D
La
12V
NIL
12V
12V
NIL
12V
12V
NIL
12V
mp
II
6V
6V
6V
6V
6V
6V
6V
6V
6V
phase
Destination
USA/Canada
Germany
France
U. Kingdom
USA/Canada
Germany
France
U. Kingdom
USA/Canada
Germany
France
U. Kingdom
2 Digit
Treadle
Ref.
A
B
1-6
291812-
291817-
291820291821-
291824-
291827-
291844291847291848291849-
291850291851-
291813-
291818-
291854-
291822-
291825-
291856-
unit
#10
#11
control
Parts
Code
Digit
r.p.m.
DB212A
DB212B
DB212A
DB212C
DB212B
DB212A
3 Digit
Pulley
size
Ref.
1
2
3
4
5
box
No.
020 025 035
2000 2500
DB322A DB342A
outer
Meter
DB322B
DB322A
DB322C
DB322B
DB322A
dia.
75
80
90
105
125
DB342B
DB342A DB552A
DB342C
DB342B DB552B
DB342A
DB348A
DB348B
DB348A
DB348C
DB348B
DB348A
DB349A
DB349B
DB349A
DB349C
DB349B
DB349A
4 Digit
Ref.
1
2
3
4
5
6
7
8
3500
DB552A
DB552B
DB552C
DB552A
spm
2000
2500
3500
4000
4500
5000
040
4000 4500
045
DB562A
DB562B
DB562A
DB562C
DB562B
DB562A
DB569A
DB569B
DB569A
DB569C
DB569B
DB569A
Control box
Ref.
1
2
6 Overlock
8
9
7.8.9
5 Digit
B737MII
B7380
B7910
Digit
050
5000
DB572A
DB572B
DB572A
DB572C
DB572B
DB572A
DB578A
DB578B
DB578A
DB578C
DB578B
DB578A
Spec.
(Semiauto)
spec.
046
4500
B795
DB462A1
DB462B1
DB462A1
DB462C1
DB462B1
DB462b1
047
4500
B852
DB562A2
DB562B2
DB562A2
DB562C2
DB562B2
DB562A2
6 Digit
Ref.
A
B
C
033
3000
DB332A3
DB332B3
DB332A3
DB332C3
DB332B3
DB332A3
Voltage
•6V
12V
NIL
038
3500
2
Needle
DB342A3
DB342B3
DB342A3
DB342C3
DB342B3
DB342A3
TYPE
No.
DB572A
A 8 E
043
4000
DB352A3
DB352B3
DB352A3
DB352C3
DB352B3
DB352A3
12345-
Code
291825001
291826001
291825001
291826001
291825001
291826001
-Production
Modification
Year
Month
No.
Motor
Type
MD-813A
MD-813B
MD-813A
MD-813B
MD-813A
MD-813B
serial
No.
No.
H
Vi
O
o
o
(S)
2
o
(/I
o
fd
Cfl
Id
>
H
C/5
W
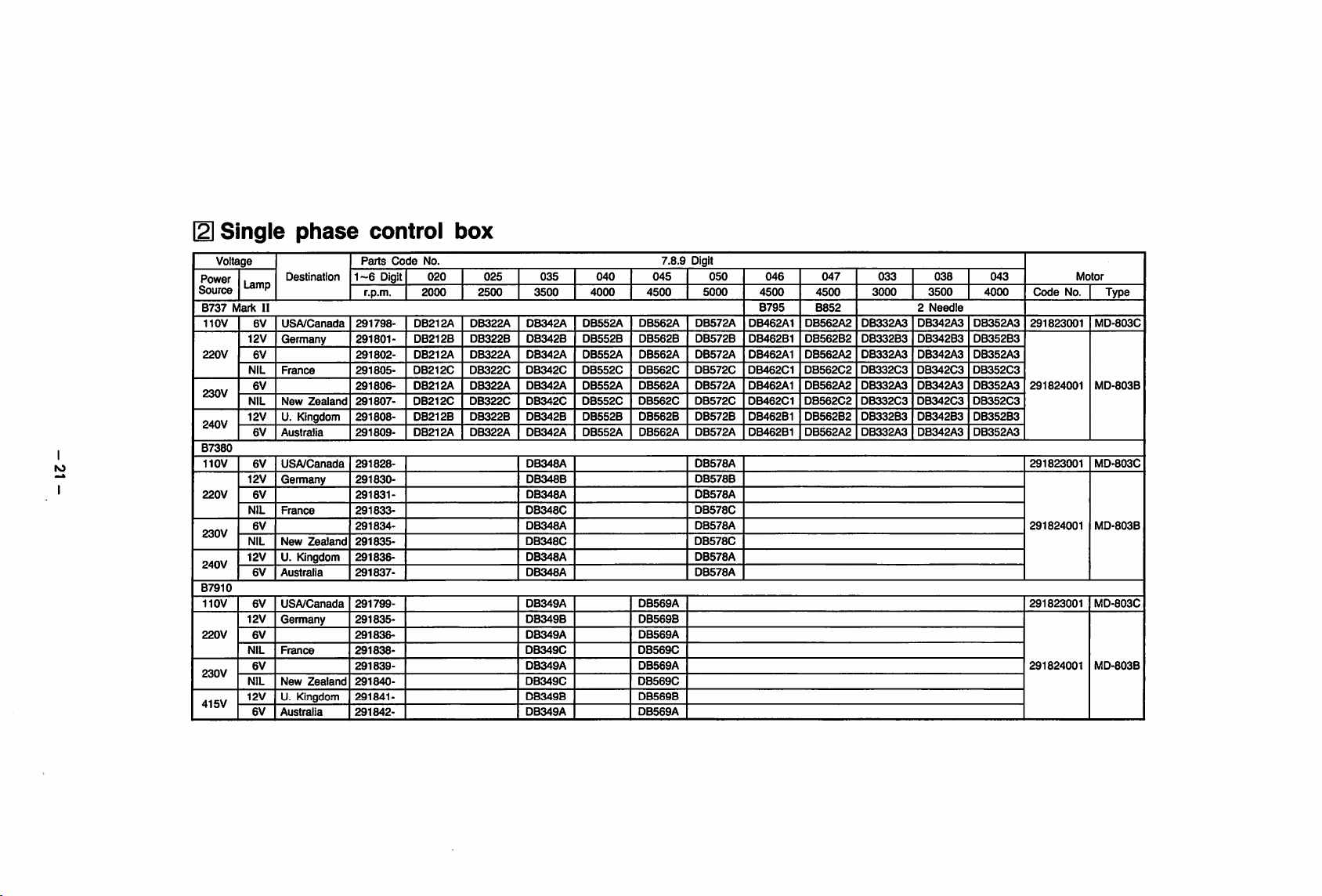
Single
Voltage
Power
Lamp
Source
B737
Mark
110V
12V
220V
NIL
230V
NIL
12V
240V
B7380
lO
I
110V
220V
230V
240V
B7910
110V
220V
230V
415V
12V
NIL
NIL
12V
12V
NIL
NIL
12V
II
6V
6V
6V
6V
6V
6V
6V
6V
6V
6V
6V
6V
phase
Destination
USA/Canada
Germany
France
New
Zealand
U. Kingdom
Australia
USA/Canada
Germany
France
New
Zealand
U. Kingdom
Australia
USA/Canada
Germany
France
New
Zealand
U. Kingdom
Austraiia
control
Parts
Code
1-6
Digit
r.p.m.
291798-
291801291802-
291805291806-
291807-
291808-
291809-
291828291830291831291833-
291834-
291835-
291838-
291837-
291799-
291835-
291836-
291838291839291840-
291841-
291842-
box
No.
020
2000 2500
DB212A
DB212B
DB212A
DB212C
DB212A
DB212C
DB212B
DB212A
025
DB322A
DB322B
DB322A
DB322C
DB322A
DB322C
DB322B DB342B
DB322A DB342A
035
3500
DB342A
DB342B
DB342A
0B342C
DB342A DB552A
DB342C
DB348A
DB348B
DB348A
DB348C
DB348A
DB348G
DB348A
DB348A
DB349A
DB349B
DB349A
DB349C
DB349A
DB349C
DB349B
DB349A
040
4000
DB552A DB562A
DB552B
DB552A
DB552C
DB552G DB562G
DB552B
DB552A DB562A
045 050 046 047
4500
DB562B
DB562A
DB562G
DB562A
DB562B
DB569A
DB569B
DB569A
DB569G
DB569A
DB569G
DB569B
DB569A
7.8.9 Digit
DB572A
DB572B
DB572A
DB572G
DB572A
DB572G
DB572B
DB572A
DB578A
DB578B
DB578A
DB578G
DB578A
DB578G
DB578A
DB578A
5000
4500
B795 B852
DB462A1
DB462B1
DB462A1
DB462G1
DB462A1
DB462G1
DB462B1
DB462B1
033
4500
DB562A2
DB562B2
DB562A2
DB562G2
DB562A2
DB562G2
DB562B2 DB332B3
DB562A2
3000
DB332A3
DB332B3
DB332A3 DB342A3 DB352A3
DB332G3 DB342G3
DB332A3
DB332G3 DB342G3 DB352G3
DB332A3
038
3500
2
Needle
DB342A3 DB352A3
DB342B3
DB342A3
DB342B3
DB342A3
043
4000
DB352B3
DB352G3
DB352A3
DB352B3
DB352A3
Code
291823001
291824001
291823001
291824001
291823001
291824001
No.
Motor
Type
MD-803G
MD-803B
MD-803G
MD-803B
MD-803G
MD-803B
SPEED
HI
Selection of motor pulley
1) Selection of motor pulley
Select the correct motor pulley for relative machine according to the
ADJUSTMENT
(Remark): The figures described for motor pulley are outer diameters of V groove.
2)
Replacement
a)
Take
b)
Remove
c) Unfasten pulley
d) Assemble them back in reverse way.
(Remark): In
121
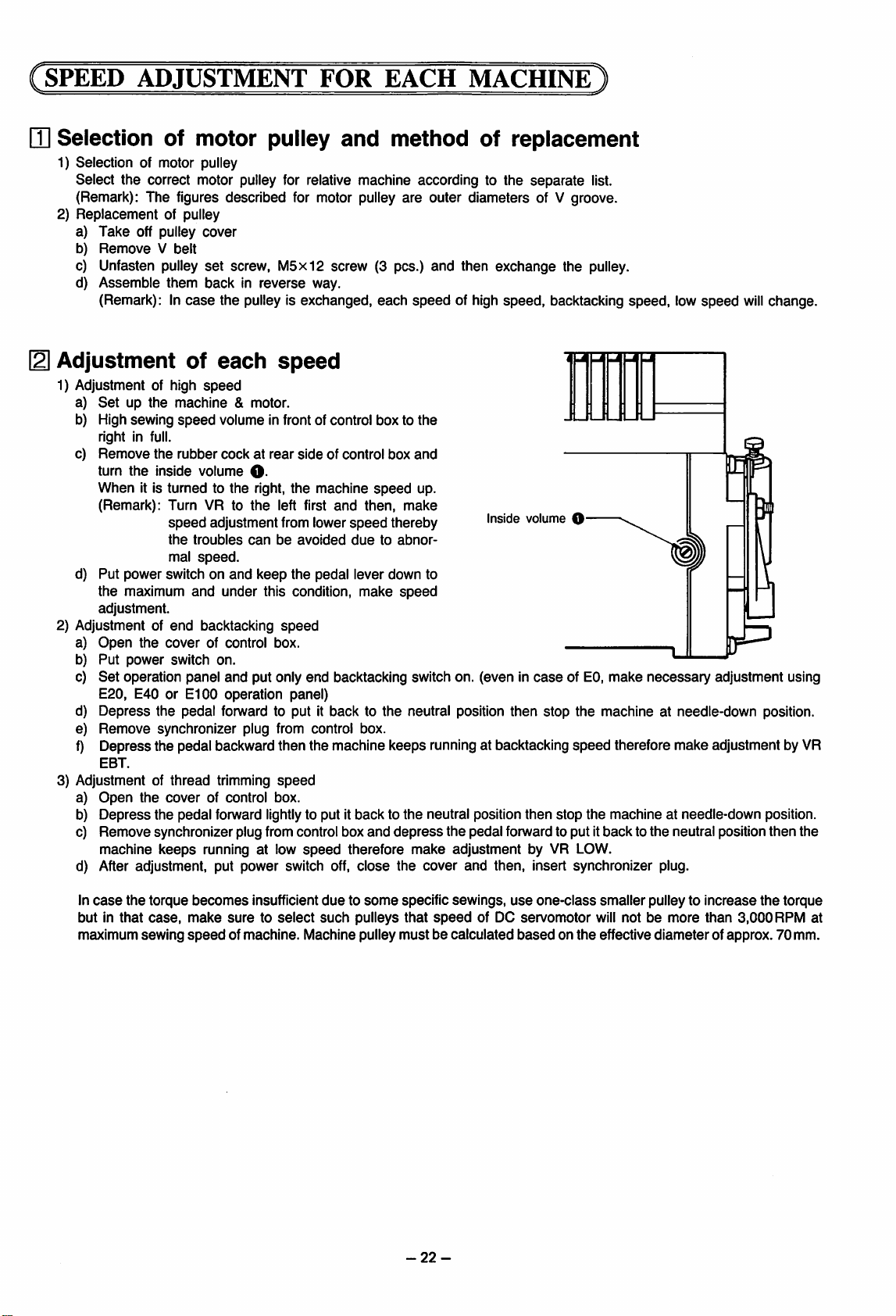
Adjustment of
1) Adjustment of high
a)
Setupthe
b) High sewing
right in full.
c)
Remove
turn
When
(Remark): Turn VR to
d) Put power switch on
the maximum
adjustment.
2) Adjustment of
a)
Open
b)
Put
Set
c)
E20, E40 or
Depress
d)
Remove
e)
Depress the pedal backward then the machine keeps running at backtacking
f)
EBT.
3) Adjustment of
a)
Open
Depress
b)
Remove synchronizer plug from control box
c)
machine
After adjustment, put power switch off,
d)
of pulley
off pulley
V belt
cover
set
screw,
case
the pulley is exchanged,
each
speed
machine
speed
the
rubber
the
inside volume
it is turned to
speed
the
mal
end
the
cover
power
switch
operation panel and put only end backtacking switch on. (even in
E100
the pedal forward to put it back to the neutral position then stop the machine at needle-down position.
synchronizer plug from control box.
thread
the
cover
the pedal forward lightlyto put it back to
keeps
& motor.
volume in front of control box to the
cockatrear
O-
the
right,
the
adjustmentfrom lower
troubles
speed.
and
backtacking
can
and
keep
under this condition, make
of control box.
on.
operation panel)
trimming
of control box.
running at low
M5xl2
FOR
screw (3 pcs.)
and
EACH
method of replacement
each
speed
sideofcontrol
the
machine
left first
be
speed
speed
and
avoided
the pedal lever down to
speed
box
speed
then,
speed
thereby
duetoabnor
and
depress
therefore
close
MACHINE
speed
and
up.
make
speed
separate
and
then
exchange
of high speed, backtacking speed, low
Inside volume O
list.
the pulley.
speed
0^
caseofEO,
the
neutral position then stop the machine at needle-down position.
the
pedal forward to put it back to
make
adjustment by VR LOW.
the
cover
and
then, insert synchronizer plug.
make
necessary
speed
therefore make adjustment by VR
the
adjustment using
neutral position then the
will
change.
In
case
the
torque
but in
that
case,
maximum sewing
becomes
make
speed
insufficient
suretoselect
of machine. Machine pulley
duetosome
such
pulleys
specific sewings,
that
speed
of DC servomotor will notbemore
mustbecalculated
-22-
use
one-class
basedonthe
smallerpulley to
effective
diameter
increase
than
of approx. 70 mm.
the
3,000
torque
RPM at
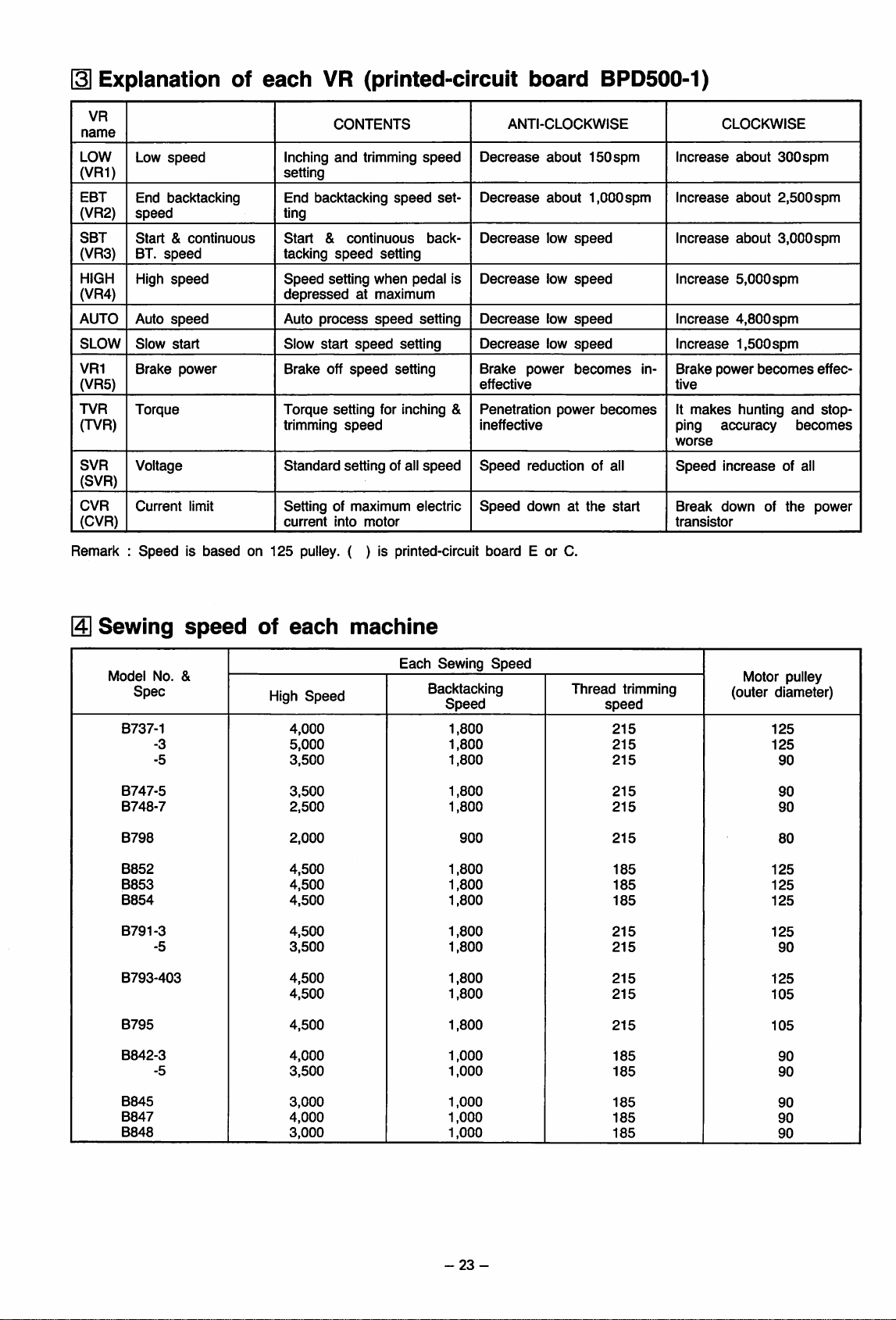
Explanation
of
each
VR
(printed-circuit
board
BPD500-1)
VR
name
LOW
(VR1)
EBT
(VR2)
SBT
(VR3)
HIGH
(VR4)
AUTO
SLOW
VR1
(VR5)
TVR
(TVR)
SVR
(SVR)
CVR
(CVR)
Remark :
Low
speed
End
backtacking
speed
Start&continuous
BT.
speed
High
speed
Auto
speed
Slow
start
Brake
power
Torque
Voltage
Current
limit
Speedisbased
CONTENTS
Inching
and
trimming
setting
End backtacking
ting
Start
&
tacking
Speed
depressed
Auto
Slow
Brake off
Torque
trimming
Standard
continuous
speed
setting when pedal Is
at maximum
process
start
speed
speed
speed
setting for Inching &
speed
setting of all
Setting of maximum electric
on
current
125
Into
motor
pulley. ( ) Is prlnted-clrcult board E or C.
speed
setting
setting
setting
speed
set
back
setting
speed
ANTI-CLOCKWISE
Decrease
about
Decrease
Decrease
Decrease
Decrease
Decrease
Brake
effective
power
Penetration
Ineffective
Speed
Speed
reduction of all
down at
about
low
low
low
low
power
150spm
I.OOOspm
speed
speed
speed
speed
becomes
becomes
the
start
In
CLOCKWISE
Increase
Increase
Increase
Increase
Increase
Increase
at>out
about
about
5,000spm
4,800spm
1,500spm
Brake power
tive
It
makes
ping
accuracy
worse
Speed
transistor
Break
Increase
downofthe
becomes
hunting
300spm
2,500spm
3,000spm
effec
and
stop
becomes
of all
power
Sewing
Model
No.
Spec
B737-1
-3
-5
B747-5
B748-7
B798
B852
B853
B854
B791-3
-5
B793-403
B795
B842-3
-5
speed
&
of
High
each
Speed
4,000
5,000
3,500
3,500
2,500
2,000
4,500
4,500
4,500
4,500
3,500
4,500
4,500
4,500
4,000
3,500
machine
Each
Sewing
Speed
Backtacking
Speed
1,800
1,800
1,800
1,800
1,800
900
1,800
1,800
1,800
1,800
1,800
1,800
1,800
1,800
1,000
1,000
Thread
trimming
speed
215
215
215
215
215
215
185 125
185
185
215
215
215
215
215
185
185
Motor pulley
(outer
diameter)
125
125
90
90
90
80
125
125
125
90
125
105
105
90
90
B845
B847
B848
3,000
4,000
3,000
1,000
1,000
1,000
-23-
185
185
185
90
90
90
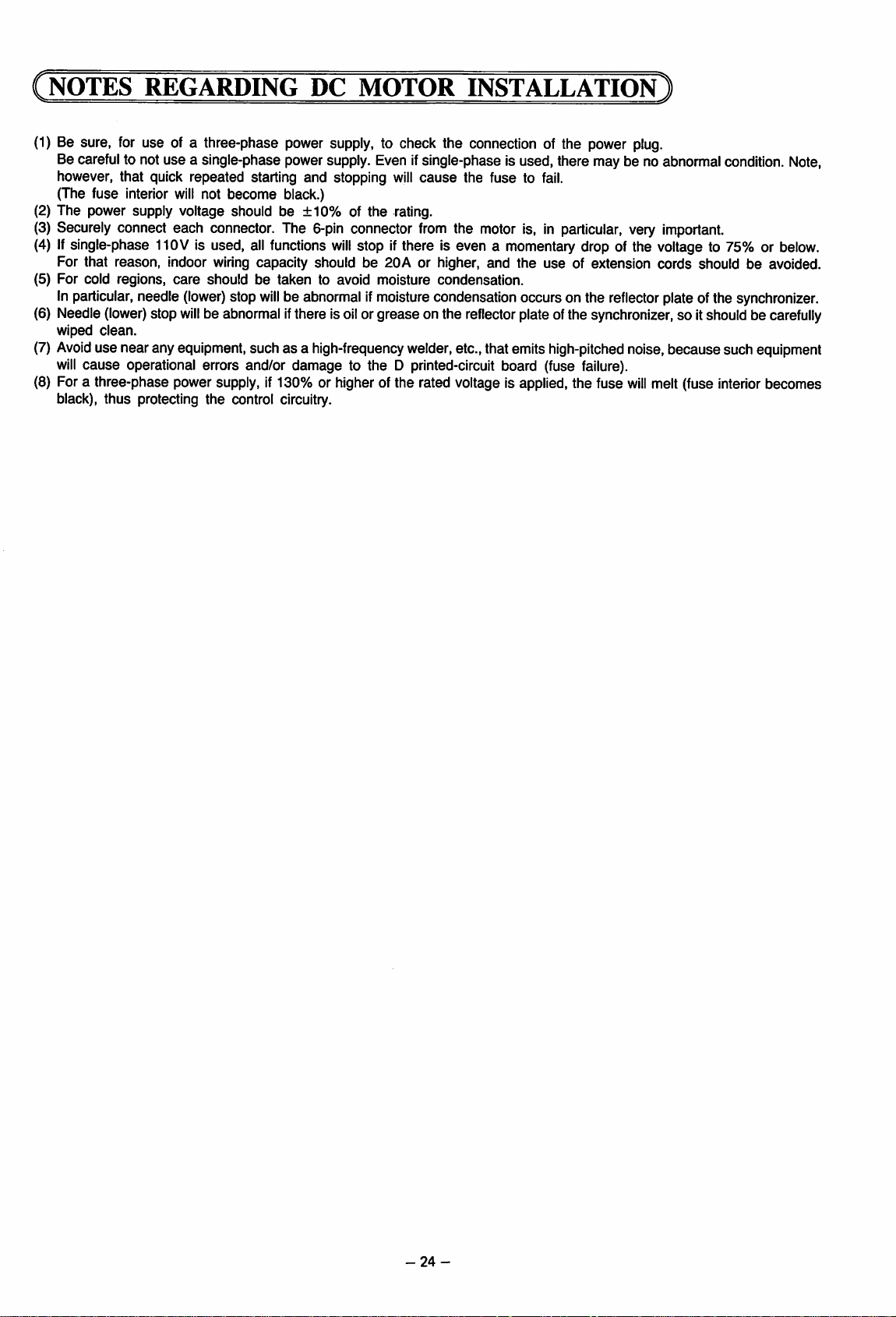
NOTES
(1)
Be sure,
Be careful to not use a single-phase powersupply. Even ifsingle-phase is used, there may be no abnormal condition.
however, that quick repeated starting and stopping
(The fuse interior
(2) The power supply voltage should be
(3)
Securely connect each connector. The
(4)Ifsingle-phase 110V is used,
For that reason, indoor
(5) For cold regions,
Inparticular, needle
(6)
Needle
wiped
(7)
Avoid
use near anyequipment, such as a
will
cause operational errors and/or damage to the D printed-circuit board (fuse
(8) For a three-phase powersupply, if130% or higher of the rated voltage is applied,the fuse
black), thus protecting the control circuitry.
REGARDING
for
use of a three-phase
will
care
(lower)
(lower)
stop
willbeabnormal
clean.
DC
power
not become black.)
±10%
all
functions
wiring
capacity should be 20A or higher, and the use of extension cords should be avoided.
shouldbetaken
stop
will
be abnormal ifmoisture condensationoccurs on the reflector plate of the synchronizer.
ifthere is
MOTOR
supply,
6-pin
will
to avoid moisture condensation.
high-frequency
to check the
will
cause
of the rating.
connector
stopifthere is even a
oil
orgrease onthe
from
welder,
INSTALLAtTo^
connection
the fuse to
the
motor
reflector
etc.,thatemits
of the
power
plug.
fail.
is, in
particular,
momentary
plateofthe synchronizer, so itshouldbe
drop of the voltage to 75% or
high-pitched
failure).
very
important.
noise,because such equipment
will
melt (fuse interior becomes
Note,
below.
carefully
-24-
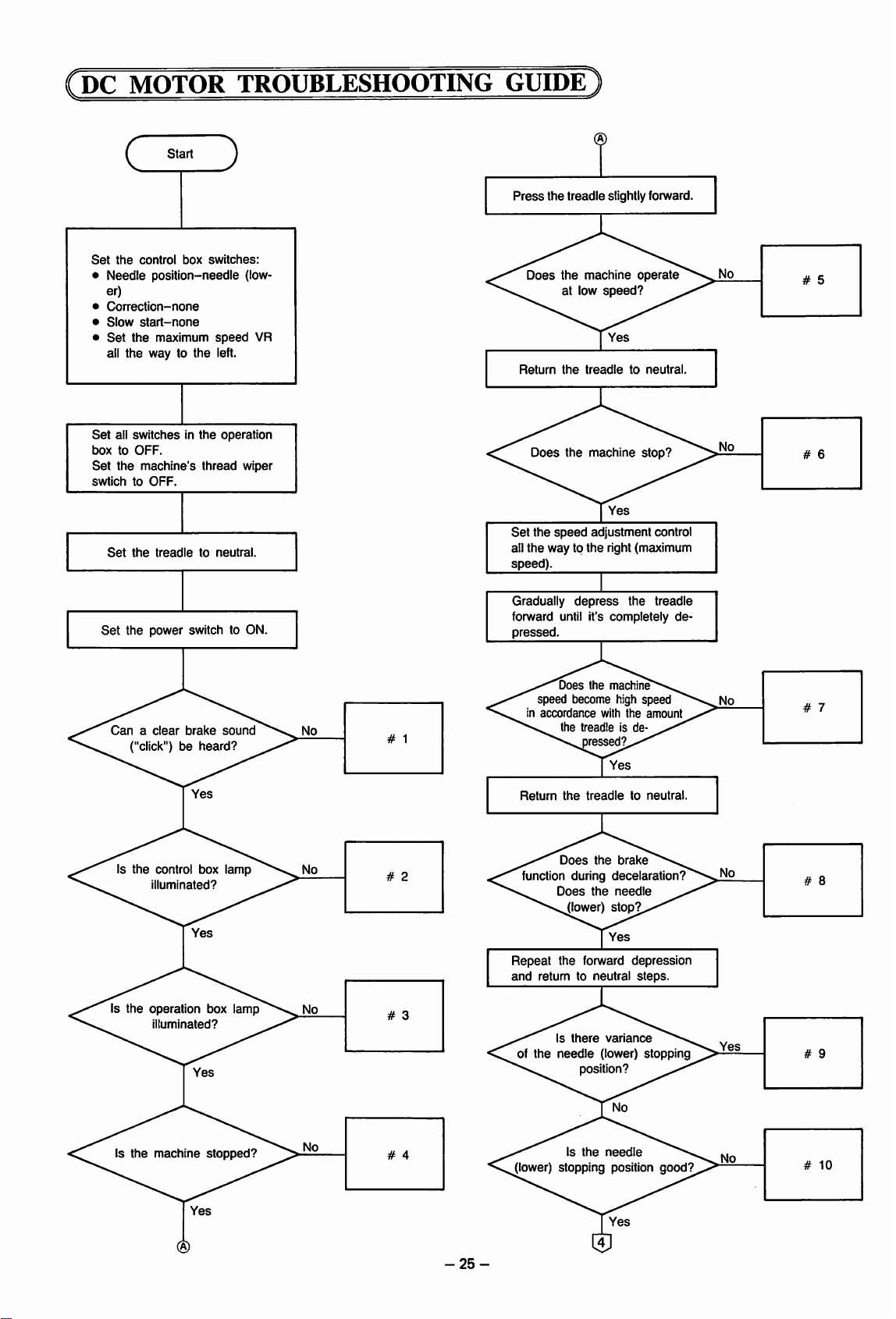
(DC
MOTOR TROUBLESHOOTING GUIDE
CjEZD
Set
the
control
• Needle
er)
•
Correction-none
•
Slow
start-none
•
Set
the
all the way to the left.
Set
all
switchesinthe
boxtoOFF.
Set
the
swtichtoOFF.
Set
the
box
position-needle
maximum
machine's
thread
treadletoneutral.
switches:
speed
operation
(low
VR
wiper
Press
Does
Return
Does
Set
the
all
the
speed)
the
treadle
the
machine
at low
the
treadletoneutral
the
speed
way to
the
slightly forward
operate
speed?
machine
stop?
adjustment
right (maximum
control
Set
the
Canaclear
power
switchtoON.
brake
sound
("click")beheard?
Is
the
control box
illuminated?
lamp
Is the operation box lamp
illuminated?
Gradually
depress
the
treadle
forward until it's completely
pressed
Does
the
machine
speed become high speed
in
accordance
the
treadleisde
with
the
amount
pressed?
Return
the
treadletoneutral
Does
the
the
forward
there
brake
decelaration?
needle
stop?
depression
steps
vanance
(lower)
stopping
function during
Does
(lower)
Repeat
the
and
return to neutral
Is
of
the
needle
position?
de
Is
the
Is
the
machine
stopped?
needle
(lower) stopping position
-25-
good?
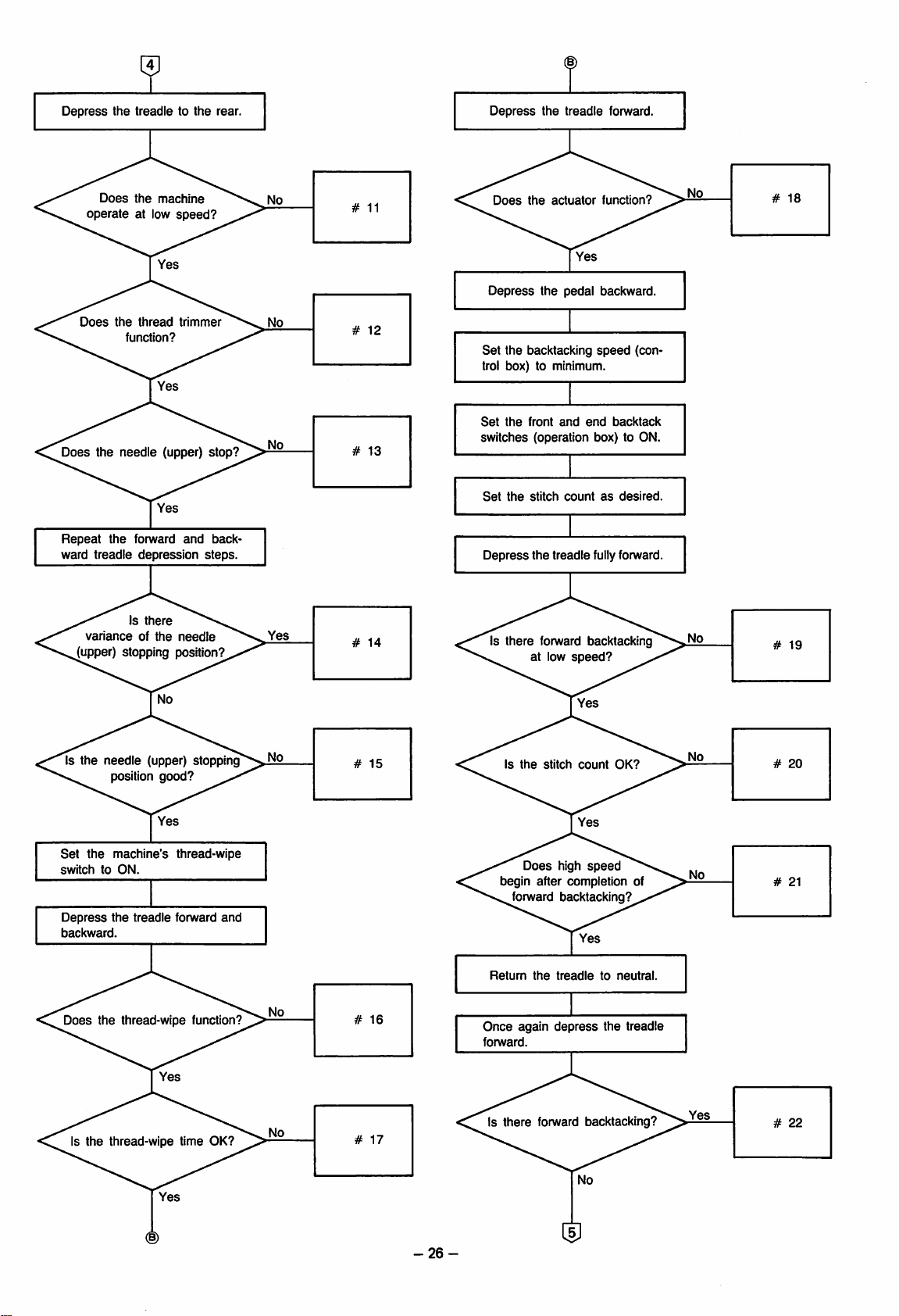
Depress
operate
the
Does
treadletothe
the
machine
at low
speed?
rear
Depress
Does
the
the
actuator
treadle
fonivard
function?
Does
the
thread
tnmmer
(upper)
Yes
fonvard
depression
there
needle
Does
the
Repeat
ward
treadle
varianceofthe
function?
needle
the
Is
(upper) stopping position?
and
stop?
back
steps.
Depress
Set
the
pedal backward
the backtacking
speed
(con
trol box) to minimum.
Set
the
front
and
end
backtack
switches (operation box) to ON.
Set
the
stitch
countasdesired
Depress
the
treadle
fully forward.
Is
there
forward backtacking
at low
speed?
Is the
needle
position
Set
the
switchtoON
Depress
backward
Does
machine's
the
the
Is
the
thread-wipe time OK?
(upper)
good?
treadle
thread-wipe
stopping^No
thread-wipe
fonivard
and
function?
Is
the
stitch
count
Does
high
speed
begin after completion of
forward backtacking?
Return
the
treadle
Once
again
depress
forward.
Is
there
forward backtacking?
OK?
to
neutral
the treadle
-26-
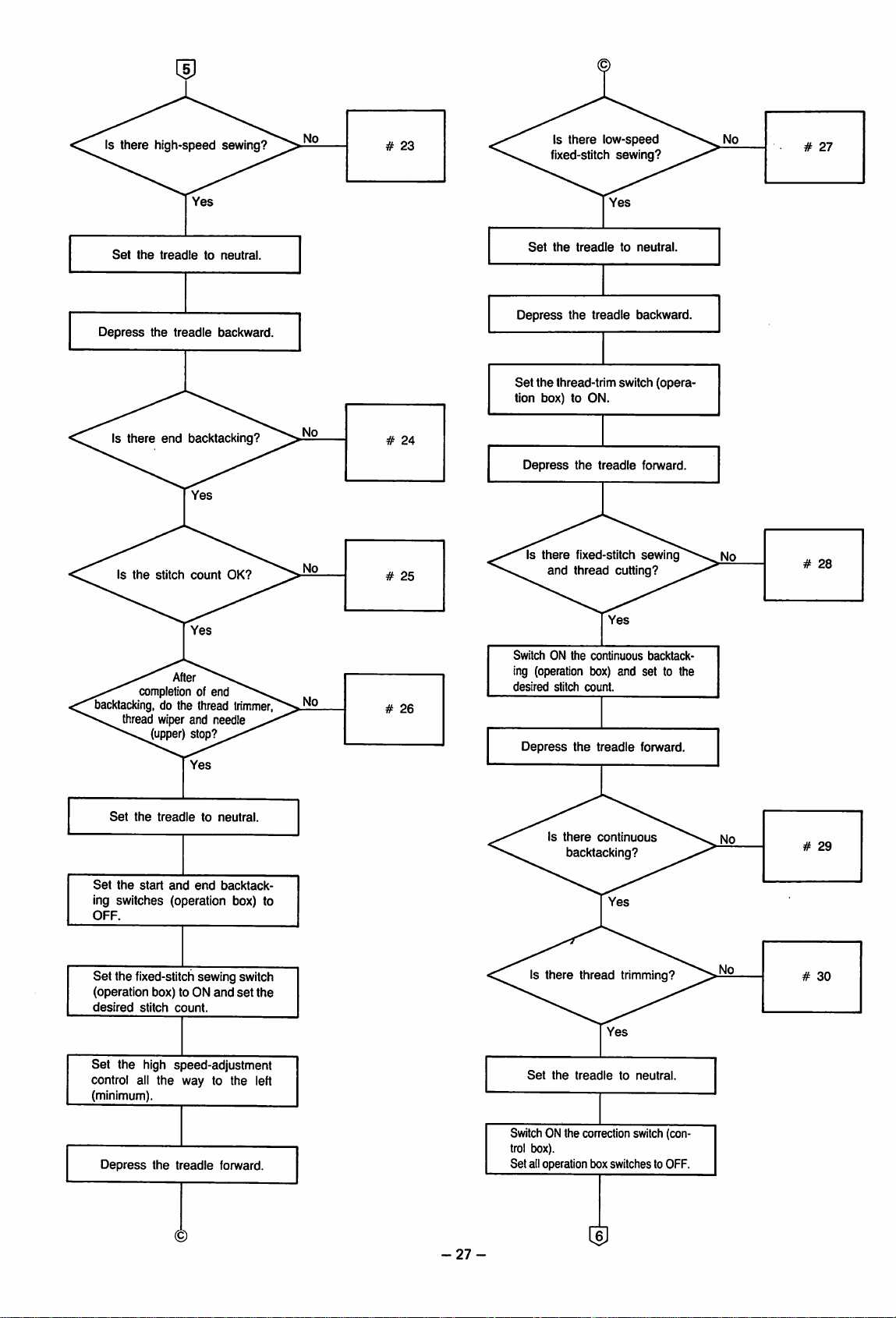
Is there high-speed sewing?
Set
the
treac
Jletoneutral.
Set
Is
there
fixed-stitch
the
treadleto
low-speed
sewing?
neutral.
Depress
Is
Is
there
the
the
stitch
tr(
end
After
completion of end
backtacking,
do the thread
thread wiper and needle
(upper) stop?
^adle
backward.
backtacking?
count
OK?
trimmer
Depress
Set
the treadle backward.
the
thread-trim switch
tion box) to ON.
Depress
SwitchONthe
Is
there
and
the
fixed-stitch
thread
co
ing (operation bo
desired
stitch
cou
Depress
the
(opera
t
readle
forward.
sewing
cutting?
ntinuous
backtack-
x) and set to the
nt.
t
readle
forward.
No
Set
the
treac
tietoneutral.
Set
the
start
and
end
backtack
ing switches (operation box) to
OFF.
Set
the fixed-stitchsewing switch
(operation box) to ON
desired
stitch
Set
the high speed-adjustment
count.
and
set
the
control all the way to the left
(minimum).
Depress
the
tr
eadle
forward.
-27-
Is
there
backtacking?
there
Is
Set
SwitchONthe
thread trimming?
the
treac
con
trol box).
Set alloperationbe
continuous
lietoneutral.
ection switch (con-
)x
switchestoOFF.
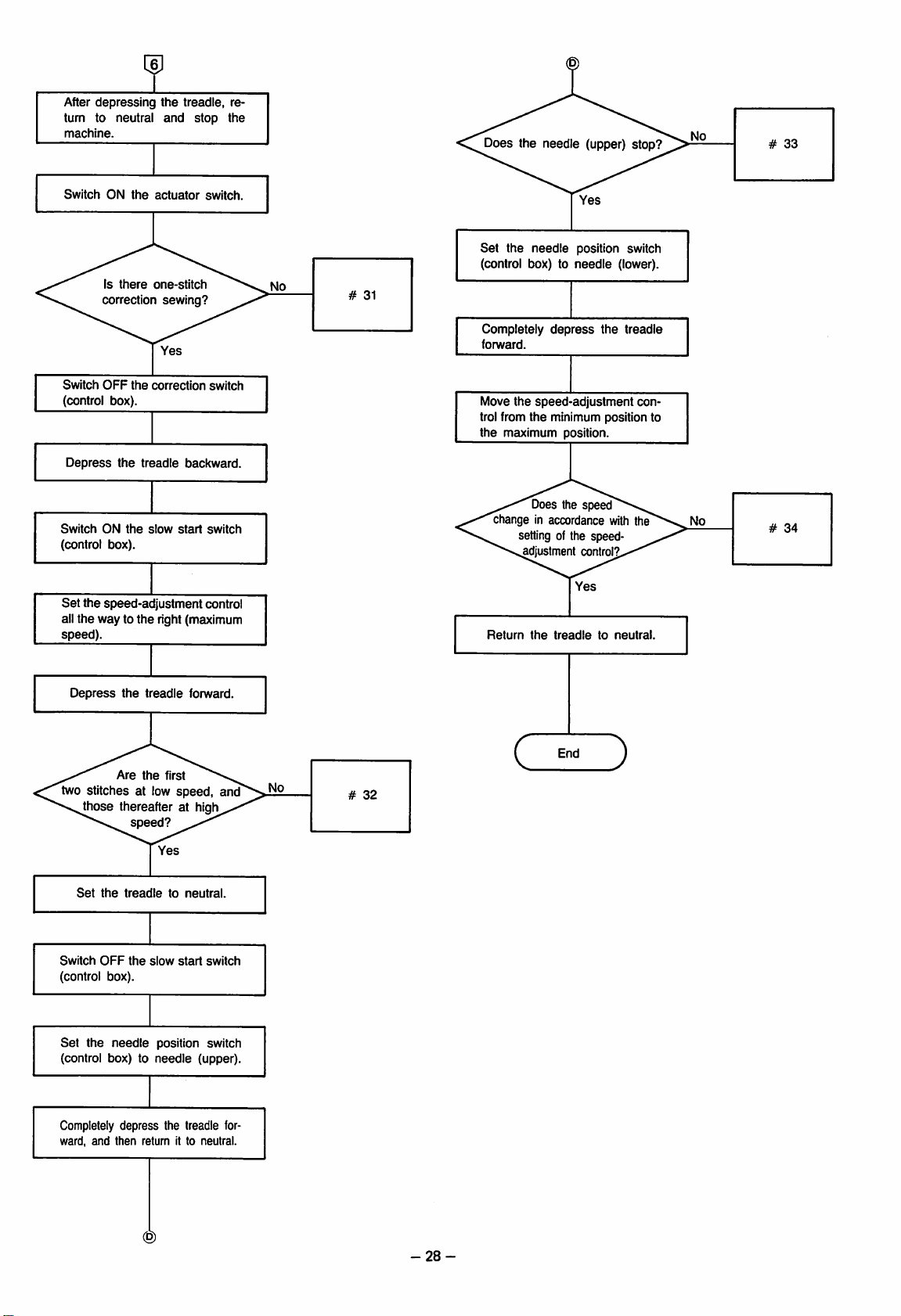
After
depressing
turn to neutral
machine.
Switch
ON
the
Is
there
correction
the
treadle, re
and
actuator
one-stitch
sewing?
stop
switch
the
Does the needle (upper) stop?
Set
the
needle
(control box) to
#
31
position switch
needle
(lower).
Switch
OFF
the
correction
switch
(control box).
Depress
Switch
ON
the
the
treadle
slow
backward.
start
switch
(control box).
Set
the speed-adjustmentcontrol
all the way to
the
right (maximum
speed).
Depress
Are
the
the
ti
eadle
forward.
first
two stitches at lowspeed, and"
^hose thereafter at higl^
speed?
No
Completely
forward.
Move
trol
from
the
depress
the
speed-
the
min
maximum p
the treadle
adjustment
mum
position to
osition.
Does the speed
change in accordance with the
setting of the speed-
adjustment control?
Yes
Return
the
treadletoneutral.
End
C
)
con-
Set
the
treat
Switch
OFF
the
(control box).
Set
the
needle
(control box) to
Completely depre
ward,
and
then
Yes
lietoneutral.
slow
start
position switch
needle
(upper).
5S
the
treadle
tumitto
re
switch
for-
neutral.
-28-
 Loading...
Loading...