

Brother MD-601, MD-611 Service Manual
MD-600
Series
AC Servomotor
MD-601 {Single-Phase Type)
MD-611 {Three-Phase Type)
for
Industrial Sewing Machines
.,
..
'1
,,
I
''
11
It
,,
I
11
1''
''
1
I I
,,
It
I I
-
I I I
~~.,,'''
''':
,,
','
,,,
,,,
,,,
-
1
/
\
---
Contents
ITJ
Outline · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
[1]
Features··
········ ···
············
··········
·· ··
·······················
····
········
·····
····
[1] Model
[!]
Operation panel
[1]
Spare
[ID
Explanation of
III Pulley
[[) Explanation of
8-1
8-2 Head
8-3 Memory
8-4 Stitching
8-5 Memory switch and
[]]
Error display
[Q]
Other fun
[jJ Panel display table · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 20
01]
Operation instructions
[}]
Checking
configuration·····
and
parts list
select
Initiali
A.
B.
(MD-601, 6
the
con
ion
and
each
zat
ion
mode
sett
ing
mode··················
sw
itch
speed
Memory switch list
Parameter
and
details · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
ctions··
the
···
c.
box············ ···························
···
·····
·······
····················
options···························································
11)
· · · · · · · · · · · ·
tro
l box
's
name
DIP
switch settings · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
mode
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 8
· · · · · · · · · · · · · · · · · · · ·
setting
setting
list···············································
·························
mode
mode
parameter lists
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 14
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
··
· · · · · ·
···
plate·························
··
· · · · · · ·
·
······
···
and par
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 13
ameter
..
·····
·
······
···· ..
·············
······················
· ·
..
· · · · · · · · · · · ·· · · · · · · · · · · · · · · · · · · · 4
···················
..
··
· · · · · · · · · · · · · · ·
············ ······
setti ng
mode,
·······
··· ···
..
· · · · · · · · · · · · · · · · · · · · ·
···························
··
· · · · · · · · · · · · · · · · · 8
···················
etc. · · · · · · · · · · · · · · · ·
········
···················
·····
·
············
..
···· ····
·· 3
· · · · · · · 6
·······
· 14
···
···
· · · · · · · 18
······
···
··
11
16
19
21
23
2
5
9
[1] C. box troubleshooting gui
!Til
H
ow
to
VR1 & VR2
[liD
Checking
[j]
Checking
1IID
Solenoi
[j]
Adjustment · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
llQ]
Sewing
CONTROL SYS
IM
SMK2-ASSY
IMP1110V-ASSY · · · · · · · ·
IM
P1230V-ASSY
IMP
3220V-ASSY
IM
P1230VC-ASSY ......................
OPERATION
TREAD
COV
-SUB-ASSY ··· ·
MD600
the
the
ds
table · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 30
speed
TEM
··
PANEL··························
LE
UNIT
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 48
POWER
BOARD
setting of tread le unit
machine solenoids · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
moto
r · · · · · · · · · · · · · · · · · · ·
of
each
BLOCK
· · · · · · · ·
··· ··· · ··
·· · ··
· ·
··· · ···
de
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
..
························ ..
:;
· · · · · · · · · · .-· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
machine · · · · · · · · · · · · · · · · · · · · · · · ·
DIAGRAM
··
· · · · · · · · · · · · · · · ·· · · · · ·
··
· · · · · · · · · ·
··
· ·
·· · ·····
···· · ··
· ·
······
· · ·
·· · ··
FOR
REP
OF
SEW
ING
··
· · · · · · · ·
··
· · · ·
··
· · · · · · ·
···
··
········
· · ·····
···· · ······
IR
FLOW-CHART .... ··
· · · ···
· · ····
···
..
................. .-.:
··
············
· ·
······· ·····
MACHINE·····
· · · · · · · · · · · · · · ·
···
· ·
..
···············
..
· · · · · · · · · · · · · · · · · · · 29
..
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 33
··········
··
· · · · · · · · · · · · · · · · · ·
···
· · · · · · · · · · · · ·
····
·····
···
········
····
····
··· · ········ · · ·
............................... 44
·····
·························
·· · · ·
·················
·····················
· ·
···
··
· · · · ·
·····
····
··········
·· ······
········
· ·
··
.......
· · · · · · · · · 25
····
27
29
31
34
··
· · · · · · 36
··
· · · · · · 38
· · 40
··
42
····
46
······ · ··
···
49
50
(Note) Functions indicated with * mark
(J02954-
B).
They are not activated
on
are
activated on
the
old
CPU
version (J02781-A).
the
new
CPU
version
II]
Outline
The MD600 Series AC servomotor is a substitute
motor. This
and the operability and reliability have been further improved
The model configuration follows the conventional
II]
Features
<D
Incorporation
anical brake and magnet has been achieved.
motor
is maintenance-free and has less noise. Improvements have been made in the vibration and heating,
of
induction
By incorporating
an
induction
motor
motor
instead
for
the
MDBOO
of
the conventional
® Maintenance-free
By using electric brake instead
ical brake, a completely maintenance-free
of
the conventional mechanical brake, and by eliminating the brushes and mechan-
motor
with
no wear parts has been realized.
® Quiet operation
Motor
noise has been eliminated with the sine wave control
By using electric brake instead
decelerating and stopping has been reduced.
an
By using
ting a user-friendly quiet environment.
@
Lightweight
By
using
15kg
from
Furthermore, by using a cooling structure, the temperature rise
approx. 1
integrated structure
an
induction motor, integrated box and
the 21kg
ODC
for
the conventional
according to Brother comparisons.
of
mechanical brake, the sound
for
the box and motor, the vibration conveyed
motor
DC
motor. This lighter weight also makes setting up easier.
MDBOO
with
Series.
Series
DC
servomotor, incorporating
an
all-digital control.
DC
motor, a stout
without
structure, and resin case, the weight
strain.
of
the mechanical brake conventionally heard when
of
the motor's outer frame has been dropped by
motor
to
the pedal has been made crea-
without
has
an
induction
brushes, mech-
been reduced
to
@ Strengthened functions
Ample memory switches and parameter settings that allow the functions and characteristics
extensive self-diagnosis function are provided.
® All-digital
With the all-digital control, the stitching speed
of
the conventional volume knobs settings, allowing accurate and
<V
Others
• A commercial tapered pulley
• The installation pitch onto the table is the same
control
(;so
or
;106)
can
be input with numerical inputs from the operation panel instead
swift
settings.
can
be used.
as
the conventional clutch motor, etc.
to
be changed and
an
-1-
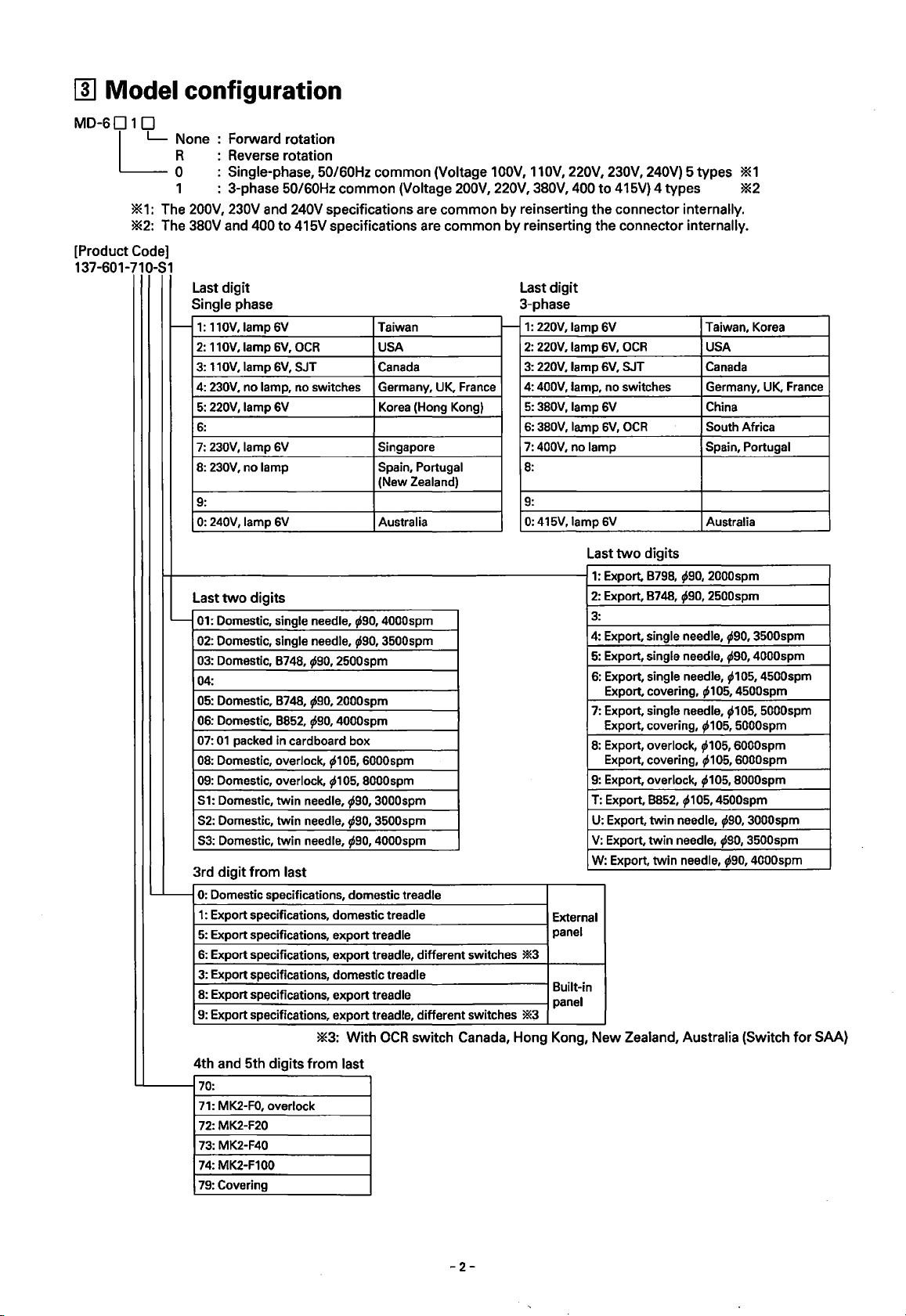
II] Model configuration
MD-60
10
L
*
1:
The 200V, 230V and 240V specifications are common
*2:
The 380V and 400
[Product Code]
137-601-710-51
'---'---
None : Forward rotation
R : Reverse rotation
0 : Single-phase, 50/60Hz common (Voltage 1
1 : 3-phase
50/60Hz common (Voltage 200V, 220V, 380V, 400
to
415V specifications are common
Last digit Last
Single phase
I-
1:
110V, lamp 6V Taiwan
2:
110V, lamp 6V,
3: 110V,
lamp
230V,
no
4:
5:
220V, lamp 6V Korea {Hong Kong)
6:
7:
230V, lamp 6V Singapore
8: 230V,
no
S:
0: 240V, lamp 6V
Last
two
-
01: Domestic, single needle,
02: Domestic, single needle,
03:
Domestic, 8748,
04:
Domestic, 8748,
05:
06:
Domestic, 8852,
packed in cardboard
07:01
Domestic, overlock,
08:
OS:
Domestic, overlock,
51: Domestic,
52: Domestic,
53: Domestic,
3rd
digit
0: Domestic specifications, domestic treadle
1: Export specifications, domestic treadle
5:
Export specifications,
6: Export specifications,
3: Export specifications, domestic treadle
8: Export specifications,
S:
Export specifications,
OCR
6V, SJT Canada
lamp, no switches Germany, UK, France
lamp Spain, Portugal
USA
{New Zealand)
Australia
digits
;so,
4000spm
;so,
3500spm
;so,
2500spm
;so,
2000spm
;so,
4000spm
box
;105,
6000spm
;105,
8000spm
twin
needle,
;so,
3000spm
twin
needle,
;so,
3500spm
twin
needle,
;so,
4000spm
from
last
export
treadle
export
treadle,
different
export
treadle
export
treadle,
different
*3:
With
OCR
switch Canada, Hong Kong,
switches
switches
4th and 5th digits from last
70:
71: MK2-FO, overlock
72:MK2-F20
MK2-F40
73:
74: MK2-F100
7S:
Covering
OOV,
11
OV,
220V, 230V, 240V) 5 types * 1
to
415V) 4 types
by
reinserting the connector internally.
by
reinserting the connector internally.
digit
3-phase
-
1:
220V, lamp 6V
2:
220V, lamp 6V,
3:
220V, lamp 6V, SJT
4: 400V, lamp,
5:
380V, lamp 6V
6: 380V, lamp
7:
400V, no lamp Spain, Portugal
8:
S:
0:
415V, lamp 6V
External
panel
*3
Built-in
panel
*3
OCR
no
switches Germany, UK, France
6V,
OCR
Last
two
digits
1: Export,
2:Export,B748,;so,2500spm
3:
4: Export, single needle,
5:
6: Export, single needle,
7: Export, single needle, ¢105, 5000spm
8: Export, overlock,
S:
T:Export,B852,;1o5,4500spm
U: Export,
V:
W: Export,
New
B7S8,
;so,
Export, single needle,
Export, covering, ¢105, 4500spm
Export, covering,
Export, covering,
Export, overlock,
twin
Export,
twin
twin
;105,
;105,
;105,
;105,
needle,
needle,
needle,
Zealand, Australia (Switch
*2
Taiwan, Korea
USA
Canada
China
South Africa
Australia
2000spm
;so,
3500spm
;so,
4000spm
;105,
4500spm
5000spm
6000spm
6000spm
8000spm
;so,
3000spm
;so,
3500spm
;so,
4000spm
for
S
AA)
-2-
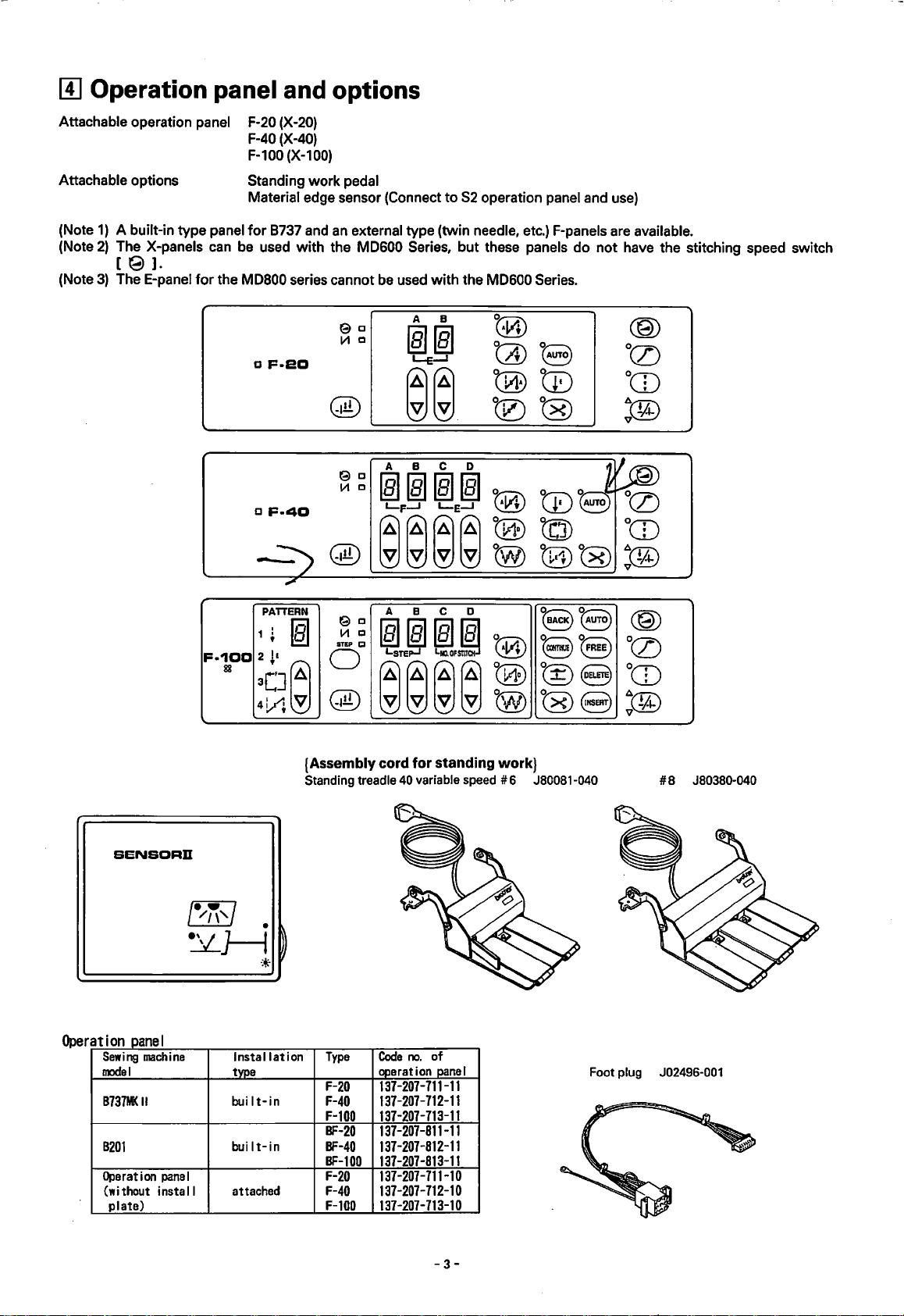
liJ
Operation panel and options
Attachable operation panel F-20 (X-20)
F-40 (X-40)
F-100 (X-100)
Attachable options Standing work pedal
Material edge sensor (Connect
(Note
1)
(Note
(Note
A built-in type panel
2)
The X-panels
£ G
3)
1.
The E-panel
for
for
8737 and
can
be
used
the MD800 series cannot
oF-eo
an
with
the MD600 Series,
eo
V1
external type (twin needle, etc.) F-panels are available.
0
@
eo
V1
0
c
F·40
to
52 operation panel and use)
but
these panels do
be
used
with
the
B
A
[§][§]
L-e--1
MDGOO
Series.
~
t1)9
U1)tt)
~~.
~~
not
have the stitching speed switch
~
o(L)
OCD
:oo
OCD
SEN
SORB
F·100
88
PATTERN
1 :
•
~
2
~~
·O~
4~1
STEP
0
@
v
(Assembly cord
Standing
A B c D
eo
V1
0
[§][§][§][§]
0
LsrepJ
~~~~
treadle
40
Lt«<.OFSTITCHJ
for
standing work}
variable
speed
t@)~
99
99
~
@8
~
'tWJ
~8
#6
J80081-040
:oo
®
o(L)
OCD
:oo
#8
J80380-040
Oper
·
at1on
pane
Sewing
machine
model
B737MK
II
8201
Operation
(without
plate)
panel
install
Installation
type
built-in
built-in
attached
Type
F-20
F-40
F-100
BF-20
BF-40
BF-100
F-20
F-40
F-100
Code
no.
OPeration
137-207-711-11
137-207-712-11
137-207-713-11
137-207-811-11
137-207-812-11
137-207-813-11
137-207-711-10
137-207-712-10
137-207-713-10
of
panel
-3-
Foot
plug
J02496-001
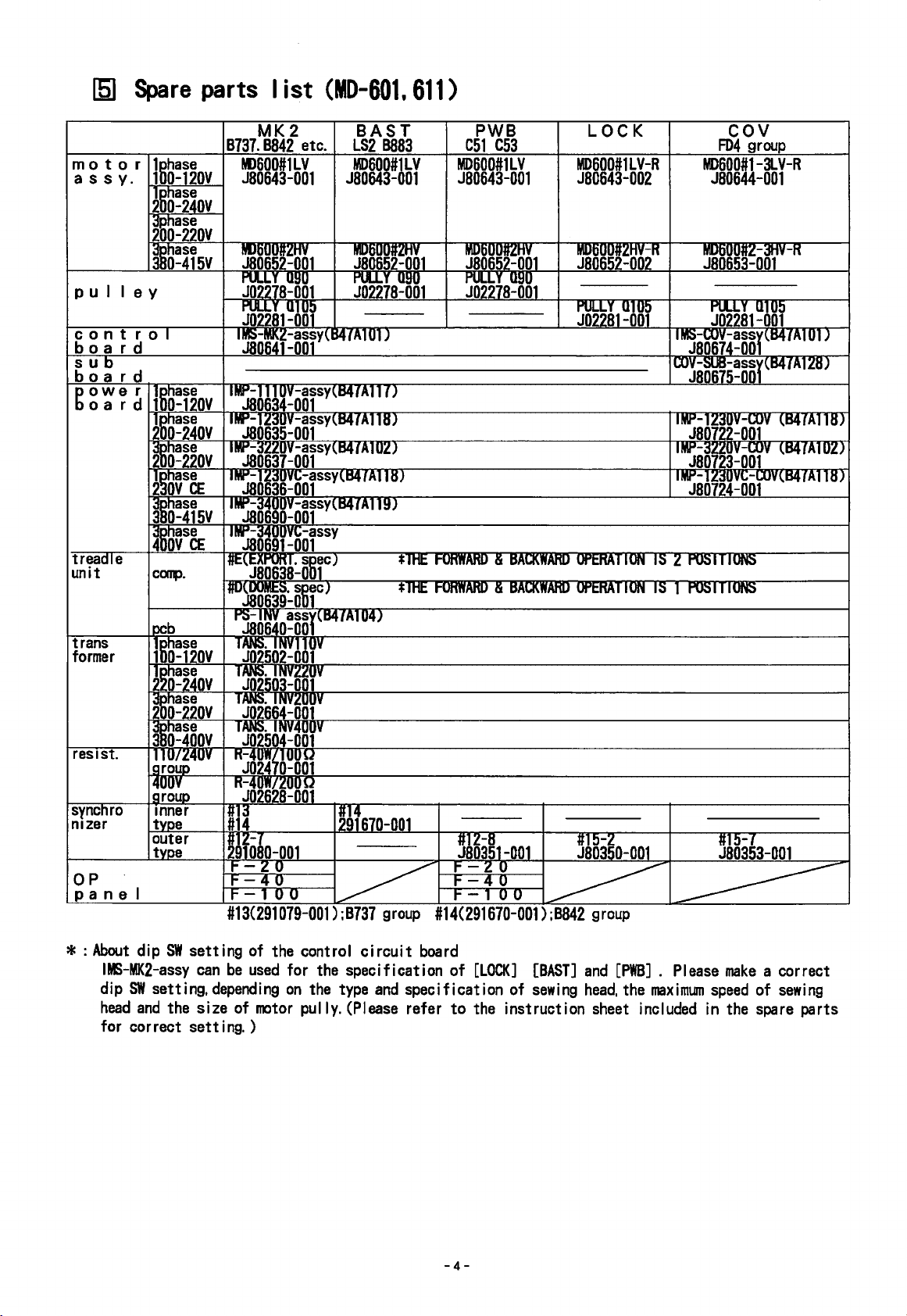
~
Spare
parts
list
(MD-601.611)
motor
ass
y.
p u I I e y
trea e
unit
MK2
8737.8842
Ml600#1LV
J80643-001
etc.
BAST
LS2
8883
MD600#1LV
J80643-001
PWB
C51
C53
MD600#1LV
J80643-001
LOCK
MD600#1LV-R
J80643-002
cov
FD4
group
MD600#1-3LV-R
J80644-001
trans
former
res
1st.
OP
panel
*
:About
IMS-MK2-assy
dip
SW
head
for
correct setting.)
dip
SW
setting,
and
the
setting
can
be
depending
size
of
of
the
used
motor
control
for
on
the
pully.
circuit
the
specification
type
and
(Please
board
of
[LOCK]
specification
refer to
the
[BAST]
of
sewing
instruction
and
[PWB] . Please
head,
the
sheet
included
maximum
speed
in
make
of
the
spare
a correct
sewing
parts
-4-
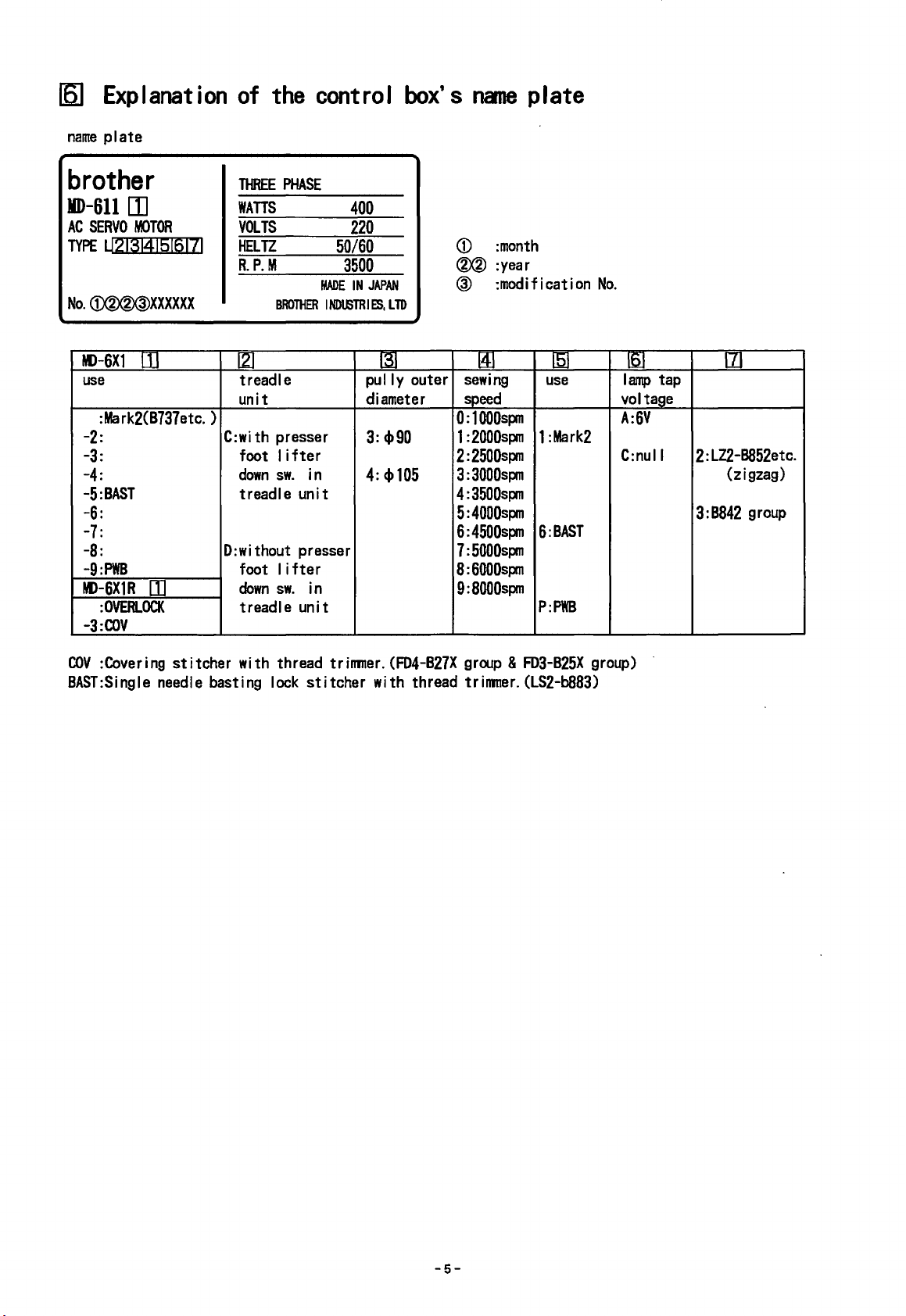
[6]
name
Exp I anat
plate
ion
of
the
cont
ro I box' s nane
pI
ate
brother
10-s11
AC
TYPE
rn
SERVO
MOTOR
U213141516171
r.t>-6X1
use
-2:
-3:
-4:
-5:BAST
-6:
-7:
-8:
-9:PWB
r.tl-6X1R
-3:COV
lJ]
:Mark2(B737etc.
[]]
:OVERLOCK
THREE
WATTS
VOLTS
HELTZ
R.P.M
[2]
treadle
unit
)
C:with
foot
down
treadle unit
D:without
foot
down
treadle unit
PHASE
400
220
50/60
3500
MADE
IN
JAPAN
BROTHER I NDlSTR I ES,
[3]
pully
diameter
presser
I i fter
sw.
in
presser
I i fter
sw.
in
3:
4:
LTD
cl>
cl>
outer
90
105
CD
:month
®®
:year
@
:modification
~
sewing
speed
0:1000spm
1
:2000spm 1 :Mark2
2:2500spm
3:3000spm
4:3500spm
5:4000spm
6:4500spm
7:5000spm
8:6000spm
9:8000spm
[5}
use
6:BAST
P:PWB
No.
(6]
lamp
tap
voltage
A:6V
C:null
rn
2:
LZ2-B852etc.
(zigzag)
3:8842
group
COV
:Covering
BAST:Single
stitcher
needle
with
basting
thread
lock
trimmer.
stitcher
(FD4-B27X
with
thread
group & FD3-B25X
trimmer.
(LS2-b883)
group)
-5-
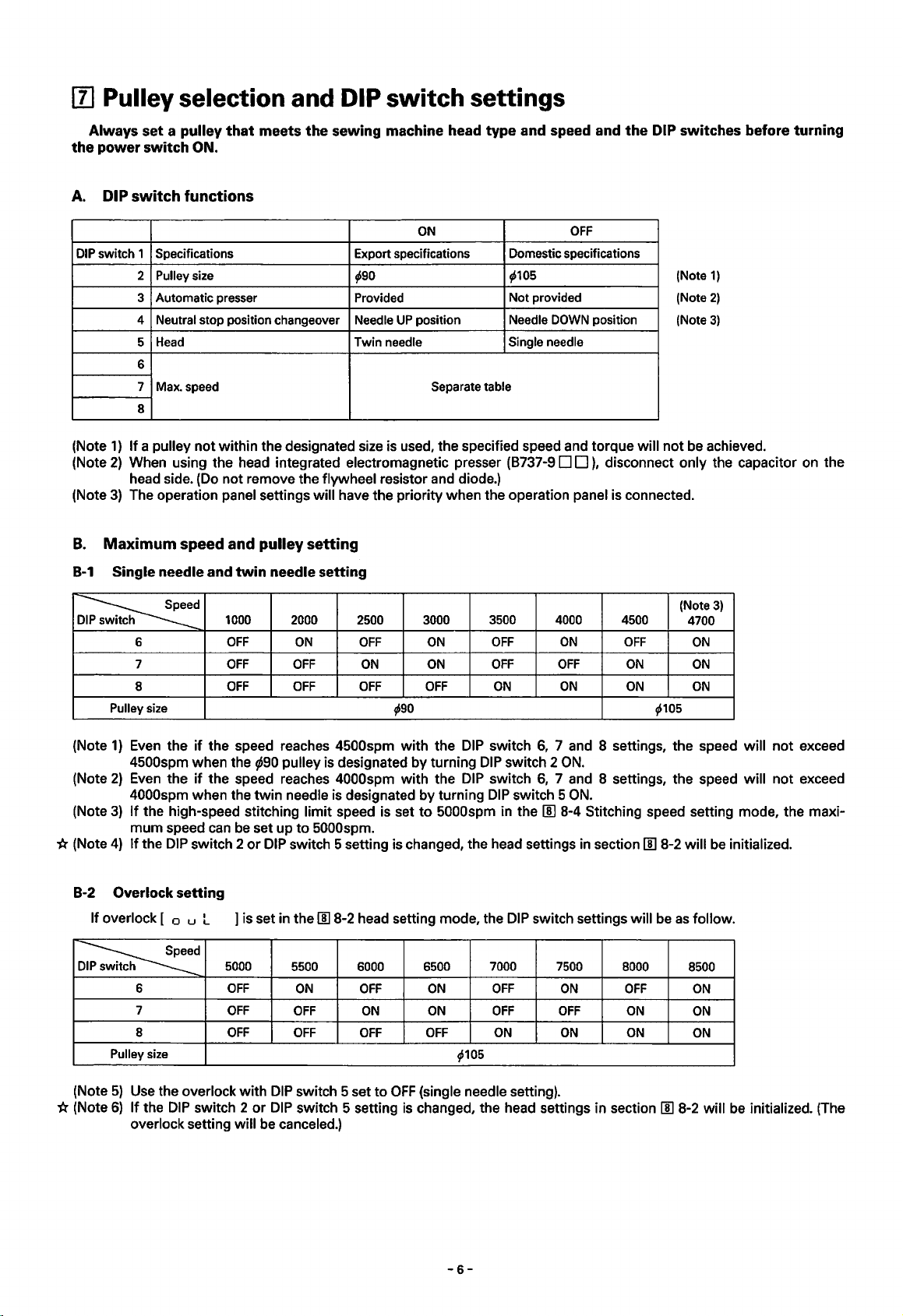
[1]
Pulley selection and DIP switch settings
Always
the
A.
DIP
(Note
(Note
(Note
B.
8-1 Single needle and
set a pulley
power
switch
DIP
switch
switch
Specifications
1
2
Pulley size
3 Automatic presser
4
Neutral stop position changeover
Head
5
6
Max. speed
7
8
1)
If
a pulley not within the designated size is used, the specified speed and torque will not
2)
When using the head integrated electromagnetic presser (8737-9 D D
head side.
3)
The operation panel settings will have the priority when the operation panel is connected.
that
meets
ON.
functions
(Do
not remove the flywheel resistor and diode.)
Maximum speed and pulley setting
twin
needle
the
setting
sewing
machine head
ON
Export specifications Domestic specifications
;so
Provided
Needle
UP
position
Twin
needle
Separate table
type
and speed and
OFF
;105
Not
provided
Needle DOWN position
Single needle
the
DIP
switches
(Note
(Note
(Note
be
),
disconnect only the capacitor
before
1)
2)
3)
achieved.
turning
on
the
~d
D 1000
6
7
8
Pulley size
(Note
1)
Even
the
if
the speed reaches 4500spm with the
4500spm when the
(Note
2)
Even
the
if
the speed reaches 4000spm with the
4000spm when the twin needle is designated by turning
(Note
3)
If
the high-speed stitching limit speed is set
mum speed
*
(Note
4)
If
8-2 Overlock
the
DIP
switch 2
setting
can
If overlock [ o u L ] is set in
~
h
7
8
Pulley
6
size
2000 2500
OFF
OFF
OFF
be
or
ON
OFF
OFF
~90
pulley is designated by turning
set up to 5000spm.
DIP
switch 5 setting is changed, the head settings
the[!]
5000
OFF
OFF
OFF
5500 6000
ON
OFF
OFF
3500 4000 4500
OFF
OFF
ON
OFF
ON
OFF
3000
ON
ON
OFF
;so
DIP
switch
DIP
DIP
switch
DIP
to
5000spm in the III 8-4 Stitching speed setting mode, the maxi-
8-2 head setting mode, the
6500 7000 7500
OFF
ON
OFF OFF
ON
ON
OFF
OFF
ON
;105
ON
OFF
ON
6,
7 and 8 settings, the speed will not exceed
switch 2
switch 5
ON.
6,
7 and 8 settings, the speed will not exceed
ON.
in
DIP
switch settings will
ON
OFF
ON
(Note 3)
4700
OFF
ON
ON
ON
ON
ON
;105
section III 8-2 will
be
as
follow.
8000
OFF
ON
ON
8500
ON
ON
ON
be
initialized.
(Note
5)
Use
*(Note
the overlock with
6)
If the
DIP
switch 2 or
overlock setting will
DIP
switch 5 set to
DIP
switch 5 setting
be
canceled.)
OFF
(single needle setting).
is
changed, the head settings in section[!] 8-2 will
-6-
be
initialized.
(The
C.
Setting
C-1
Setting
1)
When the stitching speed key [
the No.
2)
The No.
3)
When the single needle model is set, the speed
4700spm).
4)
When the twin needle model is set, the speed
4000spm).
5)
During stitching, the [
C-2
Setting
1)
When the stitching speed key [
speed will display on the
2)
The No.
3)
When the single needle model is set, the speed can
4)
When the
5)
During stitching, the [
of
maximum speed and
of
maximum speed
of
stitches display section.
of
stitches
of
stitches
twin
can
be
set
G)
1
of
start
backtack
No.
can
be
set
needle model is set, the speed
G)
1
start
G)
1
is
pressed once, the [
with
the [ v 1 and [
LED
will go out, and the display
stitching
of
stitches display section.
with
LED
will go out, and the display will return
speed
G)
1 is pressed twice, [
the [ v 1 and [
backtack stitching speed
G)
1
LED
will light, and the maximum speed will display on
~
1 keys.
can
be
set between 215spm and the
can
be set between 250spm and the
will
return
to
G)
1 and [
~
1 keys.
be
set between 215spm and 1800spm.
can
be
set between 250spm and 1000spm.
111
to
DIP
switch setting speed (max.
DIP
switch setting speed (max.
the backtacking display, etc.
1 will light, and the start backtack stitching
the backtacking display, etc.
-7-
00
Explanation
of
each mode
Besides the normal stitching
can be entered using the operation
ing
down
the designated key, the initialization and head setting modes
while the thread
etc., can be entered.)
(Note) This function can
the
be registered even
Explanation
trimming
F-20 panel. Once the settings are made
of
flow
chart
mode_,
needle is stopped at the
be
used
only
if
the panel is disconnected.
[ 0 0 ] · · · Indicates the display.
[ 0 0 1 · · · Indicates a key operation.
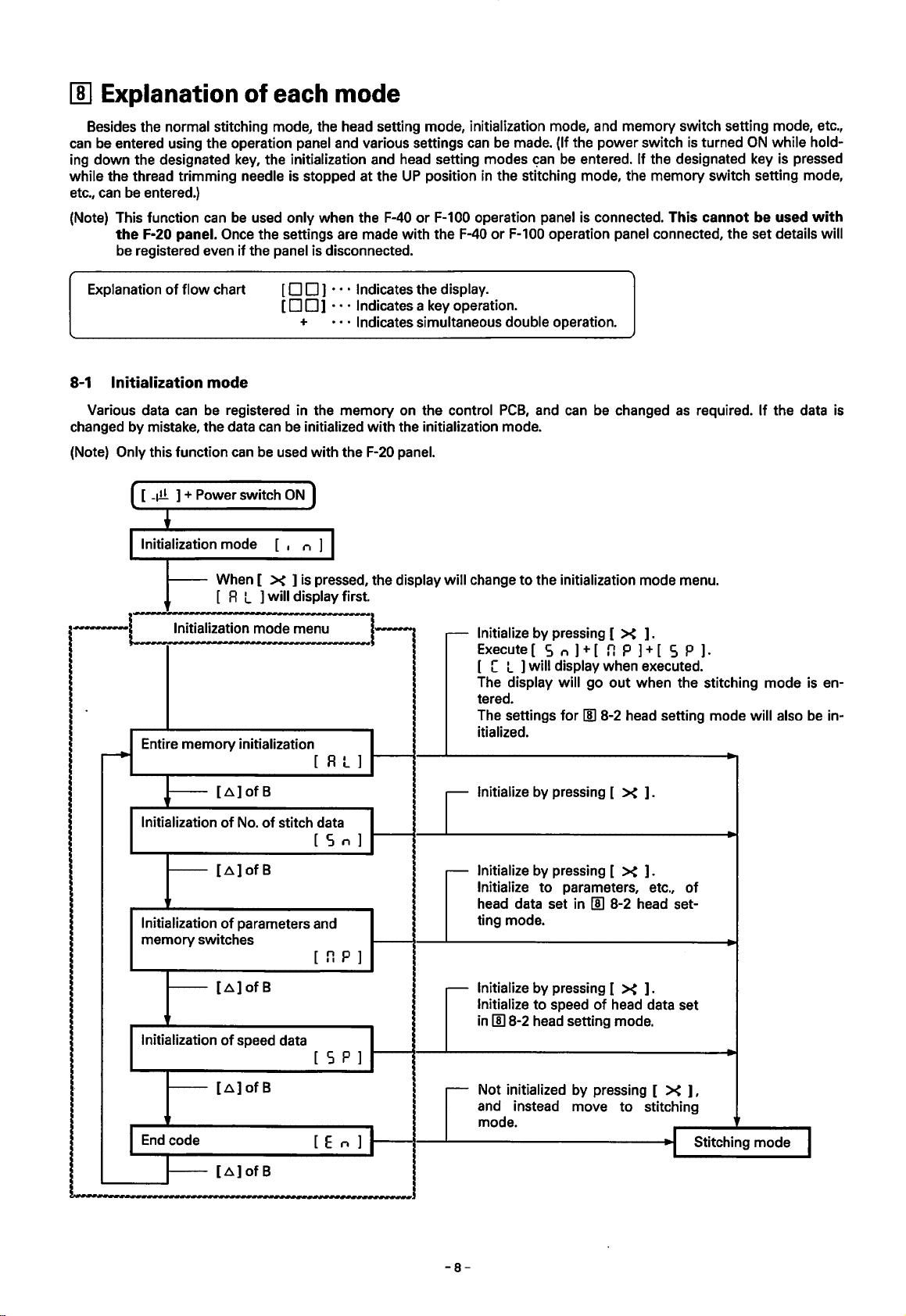
8-1
Initialization mode
Various data can be registered in the
changed
(Note)
by
mistake, the data can be initialized
Only this function can be used
[ • n ]
When [ X 1 is pressed, the display
[ A L ]
will display
the head setting mode, initialization mode, and
panel and various settings can be made. (If the
9an
be
entered. If the designated key is pressed
UP
position in the stitching mode, the
when the
+
• • • Indicates simultaneous double operation.
with
F-40
memory
with
the
F-20
first
or
F-100
operation panel is connected. This cannot be
with
the
F-40
or
F-1
00
on the control
the initialization mode.
panel.
will
PCB,
change
to
operation panel connected, the set details will
and can be changed
the initialization mode menu.
memory
power
switch is turned
switch setting mode, etc.,
ON
while
memory
switch setting mode,
as
required.
If
the data is
used
hold-
with
--1
___,.
Entire
memory
!------
Initialization
-
Initialization
memory
Initialization
switches
-
initialization
[.0.1
of
B
of
No.
of
stitch data
[.o.1ofB
of
parameters and
[.o.1ofB
of
speed data
[RL]
[ S n ]
[ n P 1
[ s p ]
1-
r-
Initialize
Execute [ S n ] + [
[ [ L ]
The display
tered.
The settings
itialized.
~Initialize
r-
Initialize by pressing [ X 1.
Initialize
head data set in
ting mode.
r-
Initialize
Initialize
in
by
pressing [ X
will
display when executed.
will
for
by
pressing [ X ).
to
by
pressing [ X
to
speed
III8-2
head setting mode.
III
parameters, etc.,
1.
f1
P ] + [ S P ] .
go
out
when the stitching mode is en-
8-2 head setting mode will also be in-
of
III
8-2 head set-
1.
of
head data set
- [.0.1
End
code [ E n ]
~~~------------------~
__
1--[.0.1
_,
.....__
ofB
of
B
r-
Not
initialized
and instead move
mode.
~t---1----~------------+1·:
-8-
by
pressing [ X
to
1,
stitching
Stitching mode I
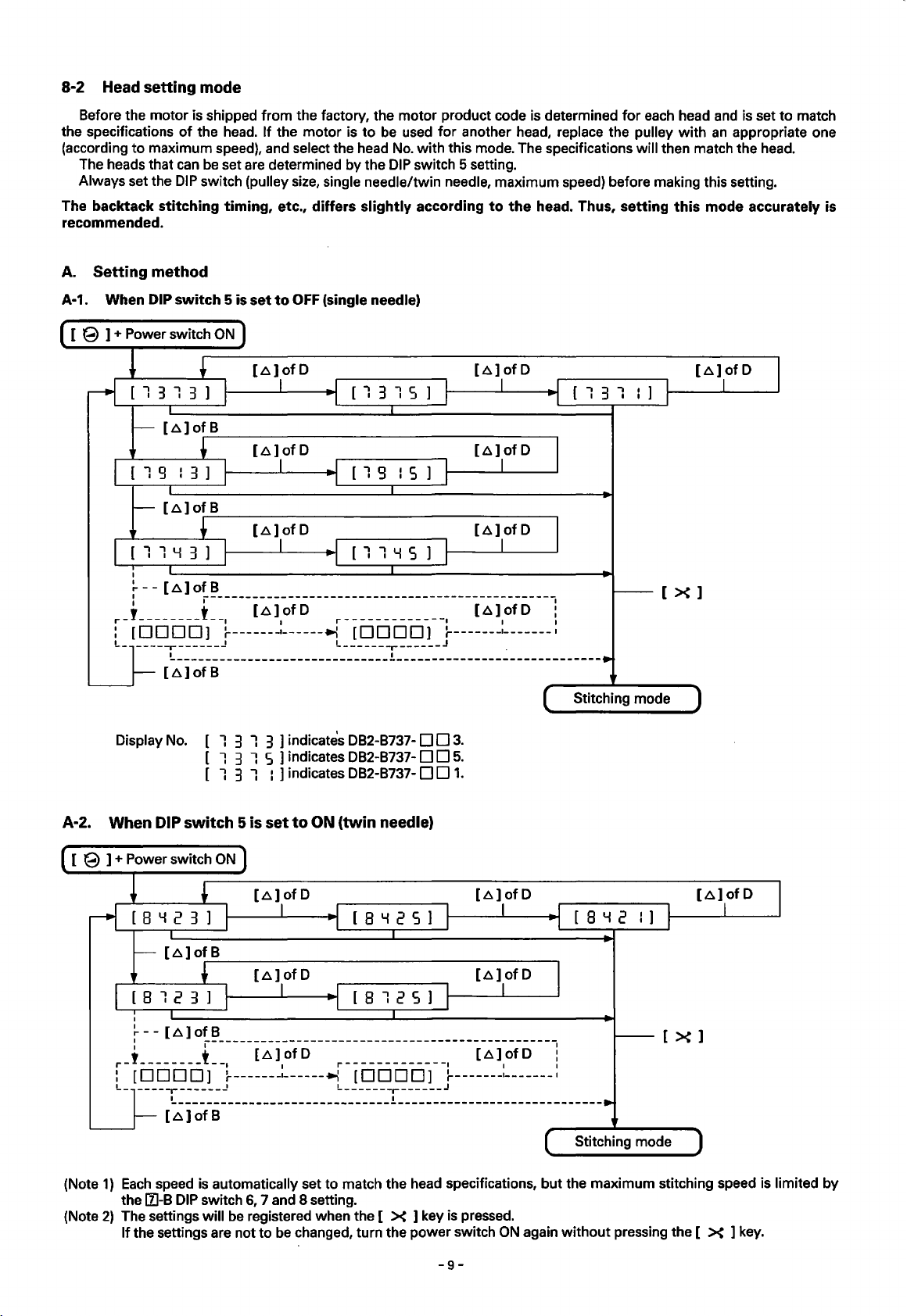
8-2 Head setting mode
Before the motor is shipped
the specifications
(according
The heads that can be set are determined by the
Always set the
The backtack
recommended.
A.
A-1. When DIP
to
Setting method
I
I
1 I I
r_y
: [ 0 0 0
L-
of
the head. If the
maximum speed), and select the head
DIP
switch (pulley size, single needle/twin needle, maximum speed) before making this setting.
stitching
switch
~
- - [
.6.
1
of
8
________
--------------------------------------------------
t
__
0]
----~~------J
L------------------------------1-----------------------------
[
.6.
1
of
8
from
the factory, the motor product code is determined
motor
timing,
5 is
1
t-------l------.: [ 0 0 0
etc., differs
set
to
OFF
[.6.1
of
1
(single needle)
D
r-------------
L------~~------J
is
to
be
slightly
[l3lS1
[19
[llYS]
used
for
No.
with
this mode. The specifications will then match the head.
DIP
switch 5 setting.
according
IS]
1
0]
t-------l-------I
for
each head and is set
another head, replace the pulley
to
the
head. Thus,
setting
[ l 3 l I ]
[X
[.6.1
of
D :
1
_
Stitching mode
with
an
appropriate one
this
mode accurately is
1
to
match
Display No.
A-2. When
I
~
: .------------------------------------------------.
r_t
________
: [ 0 0 0
L-
-----r------J
1}
(Note
(Note
Each
the
2}
The settings
If
the settings are not
DIP
l 3 l 3 ] indicates D82-8737-0 0
l 3 l S ] indicates D82-8737- 0 0
l 3 l 1 ] indicates D82-8737-0 0
switch
5 is
set
to
ON
(twin
needle)
3.
5.
1.
[8Y2S]
- - [
.6.
1
of
8
t
__
[.6.]
of
D
1
0]
t-------l------.: [ 0 0 0
L------------------------------1-----------------------------
[
.6.
1
of
8
speed is automatically set to match the head specifications,
III-8
DIP
switch
will
be registered when the [ X 1 key is pressed.
1
6,
7 and 8 setting.
to
be changed, turn the
r-------------~
0]
L-------r------J
power
[.6.1
of
D :
t-------l-------
switch
1
ON
again
[ 8 Y 2
I]
[X
1
1
Stitching mode
but
the maximum stitching speed is limited
without
pressing the [ X 1 key.
by
-9-
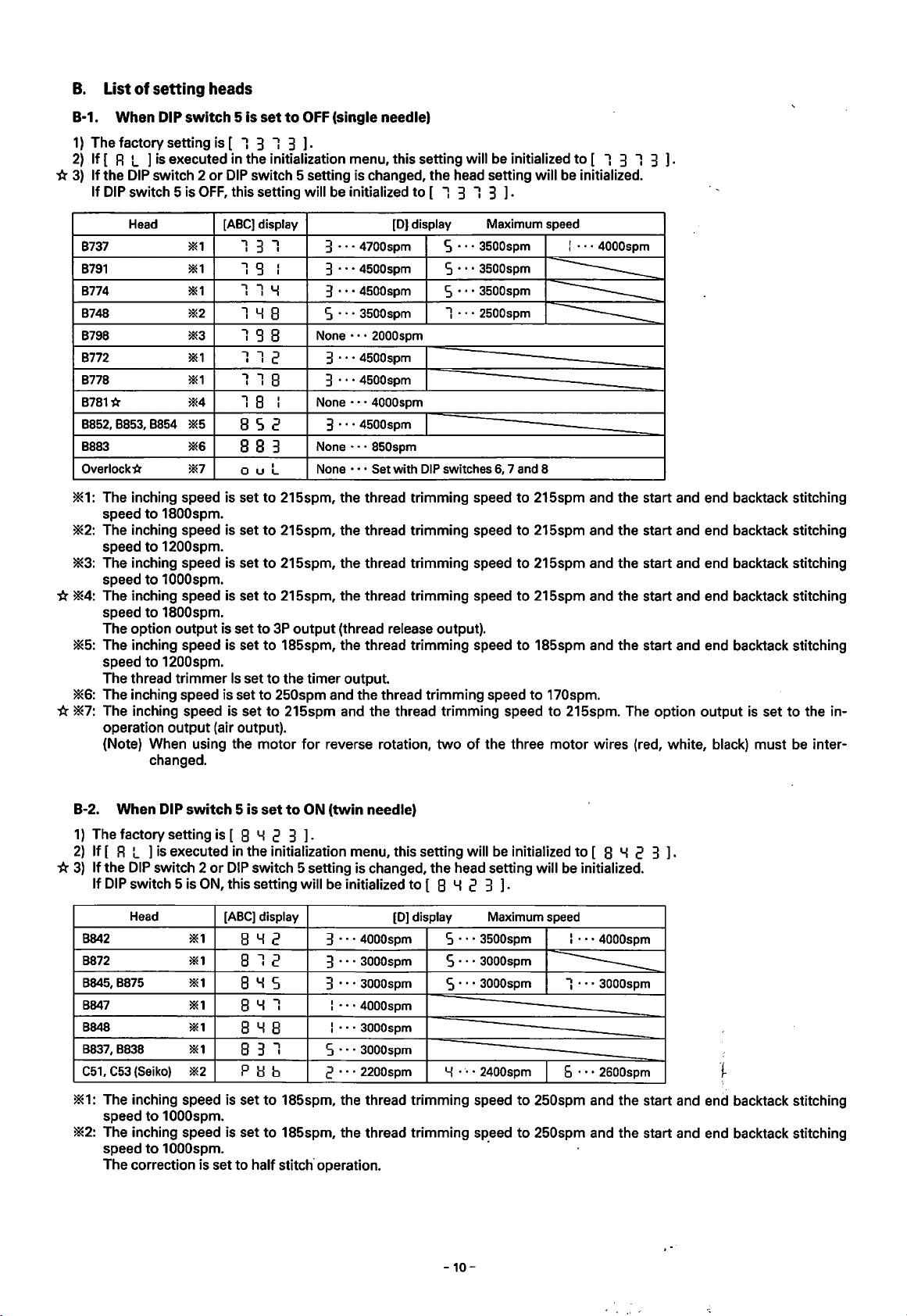
B.
List
of
setting heads
B-1. When DIP
1)
The factory setting is [ l 3 l 3 ] .
2)
If [ A L ]
*
3)
If the
DIP
If
DIP
switch 5 is
Head
B737
B791
B774
B748
8798
8772
B778
B781R
B852,B853,B854
B883
Overlock*
*1:
The inching speed is set
speed
*2:
The inching speed is set
speed
*3:
The inching speed is set
speed
*
*4:
The inching speed is set
speed
The option output is set
*5:
The inching speed is set
speed
The thread trimmer
*6:
The inching speed is set
*
*7:
The inching speed is set
operation output (air output).
(Note) When using the motor
switch
is
executed in the initialization menu, this setting will be initialized
switch 2
to
1800spm.
to
1200spm.
to 1 OOOspm.
to
1800spm.
to
1200spm.
changed.
5 is
or
DIP
OFF,
this setting will be initialized
[ABC] display
*1
*1
*1
*2
*3
*1
*1
*4
*5
*6
*1
Is
set
to
OFF
(single needle)
to
[ l 3 l 3 ] .
switch 5 setting is changed, the head setting will
to
[ l 3 l 3 ] .
(D)
l 3 l 3 · · · 4700spm
I
l g
I
l l
'-1
l
'-1
8 S · · · 3500spm
l g 8
3 · · · 4500spm S · · · 3500spm
3 · · · 4500spm S · · · 3500spm
None···
2000spm
display
Maximum speed
S · · · 3500spm
l · · · 2500spm
be
initialized.
I···
4000spm
~
--------
--------
l l 2 3 · · · 4500spm
l l 8
I
l 8
I
8 s 2
8 8 3
o u L
to
215spm, the thread trimming speed
to
215spm, the thread trimming speed to 215spm and the start and end backtack stitching
to
215spm, the thread trimming speed
to
215spm, the thread trimming speed
to
3P
to
185spm, the thread trimming speed
set to the timer output.
to
250spm and the thread trimming speed
to
215spm and the thread trimming speed
· · · 4500spm
3
None • • • 4000spm
3
· · · 4500spm
None • • • 850spm
None • • • Set with
output (thread release output).
for
reverse rotation,
DIP
two
switches
of
6,
7 and 8
to
215spm and the start and end backtack stitching
to
215spm and the start and end backtack stitching
to
215spm and the start and end backtack stitching
to
185spm and the start and end backtack stitching
to
170spm.
to
215spm. The option output is set
the three motor wires (red, white, black) must be inter-
to
the in-
B-2. When
1)
The factory setting is [ 8
2)
If
[ R L ] is executed
*
3)
If
the
If
DIP
B842
B872
B845,B875
B847
B848
B837,B838
C51,
C53
*
1:
The inching speed
speed
*2:
The inching speed is set
speed
The correction is set
DIP
DIP
switch 2
switch 5 is
Head [ABC] display
(Seiko)
to 1 OOOspm.
to 1 OOOspm.
switch
*1
*1
*1
*1
*1
*1
*2
5 is
set
to
ON
'-1
2 3 ] .
in
the initialization menu, this setting will
or
DIP
switch 5 setting is changed, the head setting will
ON,
this setting will be initialized
8'-12
8 l 2
8
'-1
s
8
'-1
l
8
'-1
8
8 3 l
p 8 b
is
set
to
185spm, the thread trimming speed
to
185spm, the thread trimming speed
to
half stitch operation.
(twin
needle)
be
initialized
to
[ 8
'-1
2 3 ] .
[D)
display Maximum speed
3 · · · 4000spm
· · · 3000spm
3
S · · · 3500spm
S · · · 3000spm
3 · · · 3000spm S · · · 3000spm
I···
4000spm
I···
3000spm
S · · · 3000spm
2 · · · 2200spm
'-1
· · · 2400spm
·
to
to
to
[ 8
'-1
2 3 ] .
be
initialized.
I···
4000spm
...__________
l·
· · 3000spm
5 · · · 2600spm
250spm and the start and end backtack stitching
250spm and the start and end backtack stitching
-10-
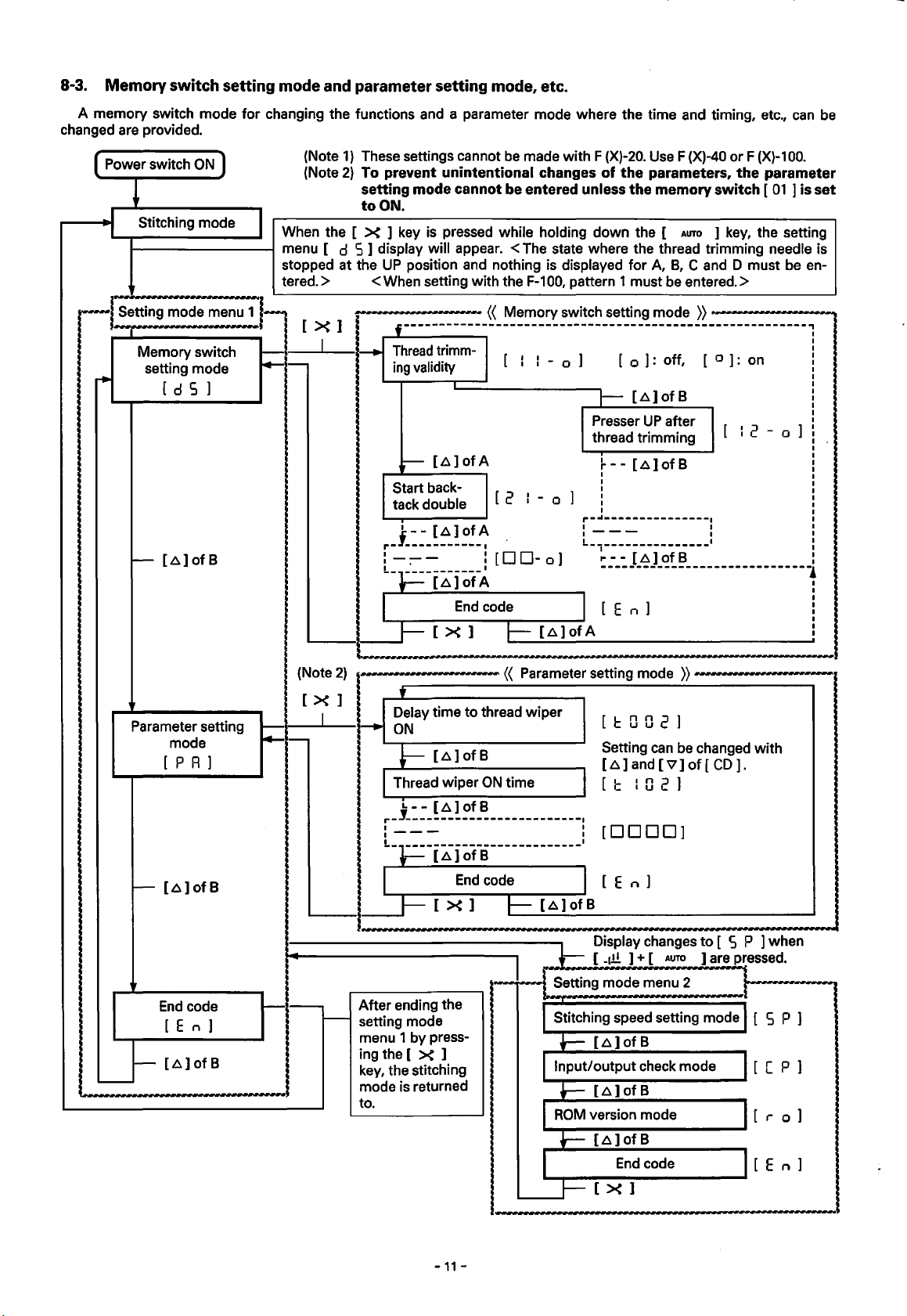
8-3. Memory
switch
setting mode and parameter setting mode, etc.
A memory switch mode
changed are provided.
Power switch
r
Stitching mode
-.
ON
for
changing the functions and a parameter mode where the time and timing, etc.,
)
(Note
(Note
When the [
menu [
stopped at the
tered.>
_.rs~-~·;~~~--
~
Memory switch
~
1--
Parameter setting
..................
setting mode
[ d s ]
[
.6.
1
of
B
mode
[ p R ]
[X]
I
-
(Note
[
><
I
-
1)
These settings cannot be made with F (X)-20. Use F (X)-40
2)
To prevent
setting
to
ON.
><
] key is pressed while holding down the [
d S ] display will appear.
UP
<When
--··-·-
Thread
ing
Start back-
tack double
r
_j_
:-:--
L-F·r~i~TA
~·-~-·~
2)
---
1
Delay time
ON
Thread wiper
r-J·------------------------1
:---
L-~-r~iot_e
unintentional
mode
cannot
position and nothing is displayed
setting with the
f---------------------------------------------------------~
trimm-
validity
~
[.6.]
::-
~::!
((
I
of
A
~!
-~
:
End
code
1-£><1
t
to
thread wiper
t-
[.6. 1
of
B
ON
L - - [
.6.
1
of
B
_____________
changes
be entered unless
<The
state where the thread trimming needle is
F-100,
Memory switch setting mode ))
I
[
I - o ]
I
[ 2
I -
0
[00-
o]
of
the
parameters,
the
memory
for
A,
pattern 1 must be entered.>
[ o ] : off,
1--
[
.6.
1
of
UP
.6.
.6.
1
1
of
of
after
Presser
thread trimming
~
- - [
I
I
I
I
1
I
I
r-~---------------1
I
~---
L-,---------------
....
- - [
------------------------------.
[ E n ]
1-
[.6.]
of
A
(( Parameter setting mode ))
[1:0021
time
Setting
[
[
I
[DODD]
I
I
can
.6.
1 and [ v 1
1:
I 0 2 ]
or
F (X)-100.
the
parameter
switch
AUTO
1 key, the setting
B,
C and D must be en-
[ o ] : on
B
B
I
I
I
B
------------
be
changed with
of [ CD
[
I 2 - o ]
] .
[
01
can
]
is
be
set
I
I
I
I
I
I
I
!
End
><
1
code
1-
[.6.]
1--
[
.6.
1
of
B
~
[
t-
-
Setting mode menu 2
End
code
[ E n ]
Q-
[A]ofB
After ending the
1-----
setting mode
menu 1 by pressing the [
key, the stitching
mode is returned
to.
><
1
-11-
Stitching speed setting mode I [
~
Input/output check mode
~
ROM
~
F-
..........................
[ E n ]
of
B
Display changes
[
_,.!!
] + [
[.6.]
of
[.6.]
of
version mode
[.6.]
of
End
[
><
1
~--
................................................................
B
B
B
code
to
AUTO
] are pressed.
[ S P ] when
J
z
s p 1
I [ c P 1
1 [ • o 1
I [ E n ]
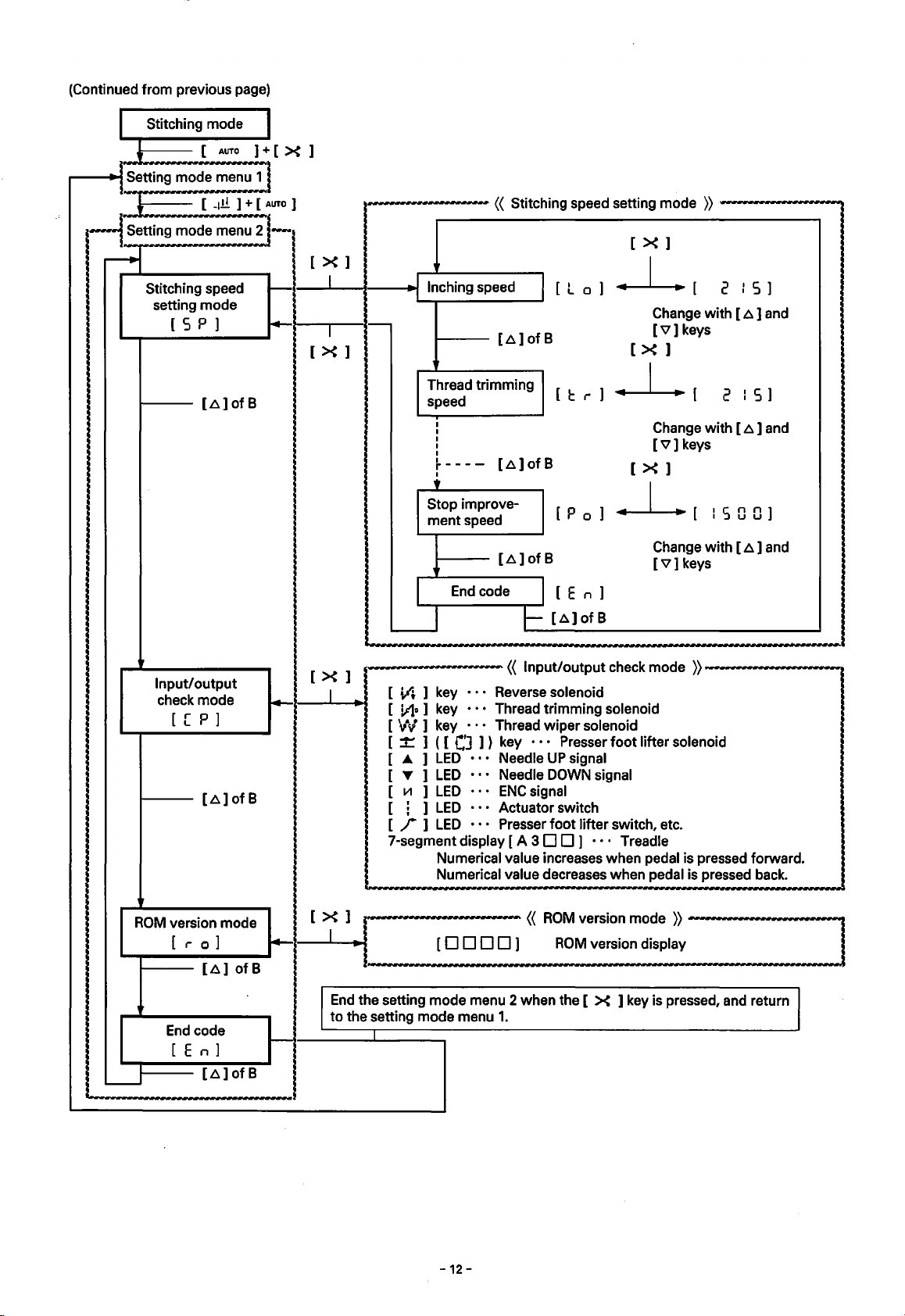
{Continued from previous page)
Stitching mode
-~
r------I~~Setting
mUTO)
--1
Setting mode menu
~
Stitching speed
setting mode
t----
[
AUTO
] + [ X ]
mode menu 1 I
2~-
t---1--"--'--t·----l~
[ s p ]
[~]of
B
[X]
[X]
-··---·-·
Inching speed
I
._.__
__
Thread trimming
speed
I
I
I
I
I
~
- - - - [
t
Stop improvement
~~------
End code [ E n ]
(( Stitching speed setting mode ))
[X
_1_[
i 1
...
[X
[X
speed
[ L o 1
[~]of
B
[
~]
of
B
[ p 0 ] •
[~]of
B
1:
1
Change
[V]
keys
1
I
·1
Change
[v]
keys
1
I
·1
Change
[v]
keys
·------~
2 :
s]
with
[ ~ ] and
215]
with
[ ~ ] and
15oo1
with
[
~]
and
Input/output
t----
~t----
check mode
[ [ p ]
[~]of
End
code
[ E n ]
[~]ofB
[ X ]
H--z--..._~
B
I
·-···--············-
1 [
End
the setting mode menu 2 when the [ X ] key is pressed, and return I
to
the setting mode menu
I
1-
[~]of
((
Input/output
Vt
] key • • • Reverse solenoid
[
!l]o
] key • • • Thread trimming solenoid
[ W ] key • • • Thread
[
::t::
] { [
C'J
] ) key • • • Presser
[ .A ]
[ 'Y ]
[
[ : ]
[
7-segment display [ A
LED
• • • Needle
LED
• • • Needle DOWN signal
111
]
LED
• • •
LED
· • • Actuator switch
./ ] LED
• • • Presser
Numerical
Numerical value decreases when
wiper
UP
signal
ENC
signal
foot
3 0 0 ] · · · Treadle
value increases when pedal is pressed forward.
1.
B
check mode ))
solenoid
foot
lifter solenoid
lifter switch, etc.
pedal is pressed back.
-------t
-12-
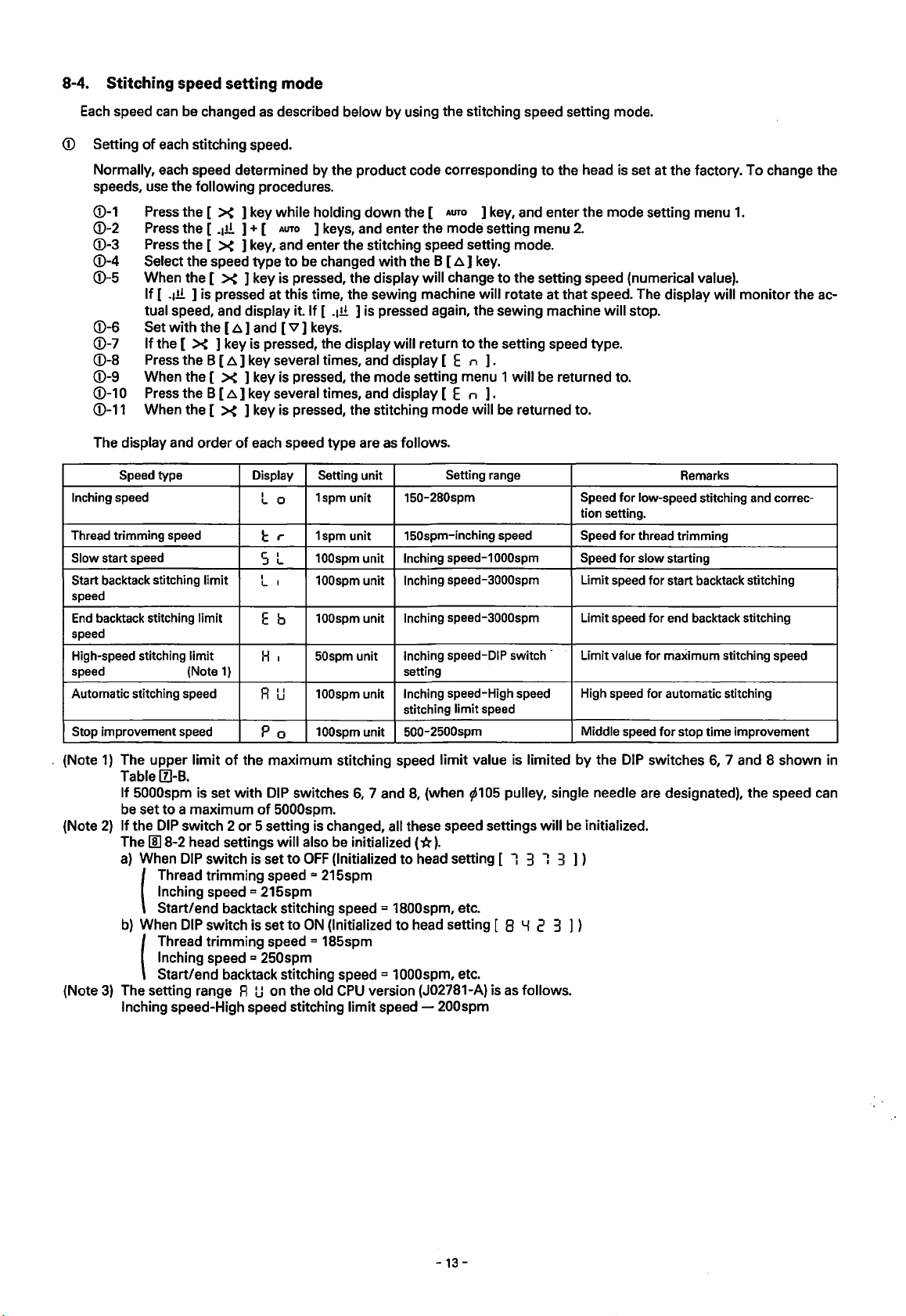
8-4. Stitching speed setting mode
Each
speed can be changed
<D
Setting
of
each stitching speed.
Normally, each speed determined by the product code corresponding
speeds, use the
<D-1
<D-2
<D-3
<D-4
<D-5
Press the [ X 1 key while holding
Press the [
Press the [ X 1 key, and enter the stitching speed setting mode.
Select the speed type
When the [ X ] key is pressed, the display will change
If
following procedures.
[
.,!.!.
] is pressed at this time, the sewing machine will rotate
tual speed, and display it.
Set
with
<D-6
<D-7
(i)-8
(i)-9
<D-10
<D-11
If
Press the 8
When the [ X ] key is pressed, the mode setting menu 1
Press the 8
When the [ X ] key is pressed, the stitching mode will be returned to.
the
the [ X 1 key is pressed, the display will return
The display and order
as
described below
_,!.!.
1 + [ AUTo 1 keys, and enter the mode setting menu
to
be changed
If
[
.,!.!.
[A]
and [
v]
keys.
by
using the stitching speed setting mode.
down
the [ AUTo 1 key, and enter the mode setting menu
with
the 8
[A]
] is pressed again, the sewing machine will stop.
to
[A]
key several times, and display [ E n
[A]
key several times, and display [ E n
of
each speed type are
as
follows.
to
the head is set at the factory. To change the
2.
key.
to
the setting speed (numerical value).
at
that speed. The display will
the setting speed type.
1.
will
be returned to.
1.
1.
monitor
the ac-
Speed type
Inching speed
Thread trimming speed
Slow start speed
Start backtack stitching
speed
End
backtack stitching
speed
High-speed stitching
speed
Automatic stitching speed
Stop improvement speed p 0
(Note
1)
The upper
Table
If
5000spm is set
be
set
(Note
2)
If
the
DIP
The
1!1
a)
When
limit
limit
limit
(Note
limit
[1]-8.
to
a maximum
switch 2
8-2 head settings will also be initialized ( *
DIP
Display Setting
1)
of
the maximum stitching speed
with
or
5 setting is changed, all these speed settings will
switch is set
Thread trimming speed = 215spm
Inching
(
Start/end backtack stitching
b)
When
speed=
DIP
switch is set
Thread trimming speed = 185spm
(Note
Inching
(
Start/end backtack stitching
3)
The setting range A U on the old
Inching
speed=
speed-High speed stitching
L o
1:
r
5 L
I
1..
I
E b
H.
AU
DIP
switches
of
5000spm.
to
215spm
to
250spm
1spm unit
1spm unit
100spm unit
100spm unit
100spm unit
50spm unit
100spm unit
100spm unit
OFF
(Initialized
speed=
ON
(Initialized
speed=
CPU
limit
unit
Setting range
150-280spm
150spm-inching speed
Inching speed-1
Inching speed-3000spm
Inching speed-3000spm
Inching speed-DIP
setting
Inching speed-High speed High speed
stitching
500-2500spm Middle speed
limit
limit
6,
7 and
8,
(when ¢105 pulley, single needle are designated), the speed can
).
to
head setting [ l 3 l 3 ] )
1800spm, etc.
to
head setting [ 8 Y 2 3 ] )
1000spm, etc.
version (J02781-A) is
speed - 200spm
OOOspm
switch-
speed
value is limited
as
follows.
Remarks
Speed
for
tion setting.
Speed
Speed
Limit speed for start backtack stitching
Limit speed for end backtack stitching
Limit value for maximum stitching speed
by
be
initialized.
low-speed stitching and correc-
for
thread trimming
for
slow starting
for
automatic stitching
for
stop time improvement
the
DIP
switches
6,
7 and 8 shown in
-13-
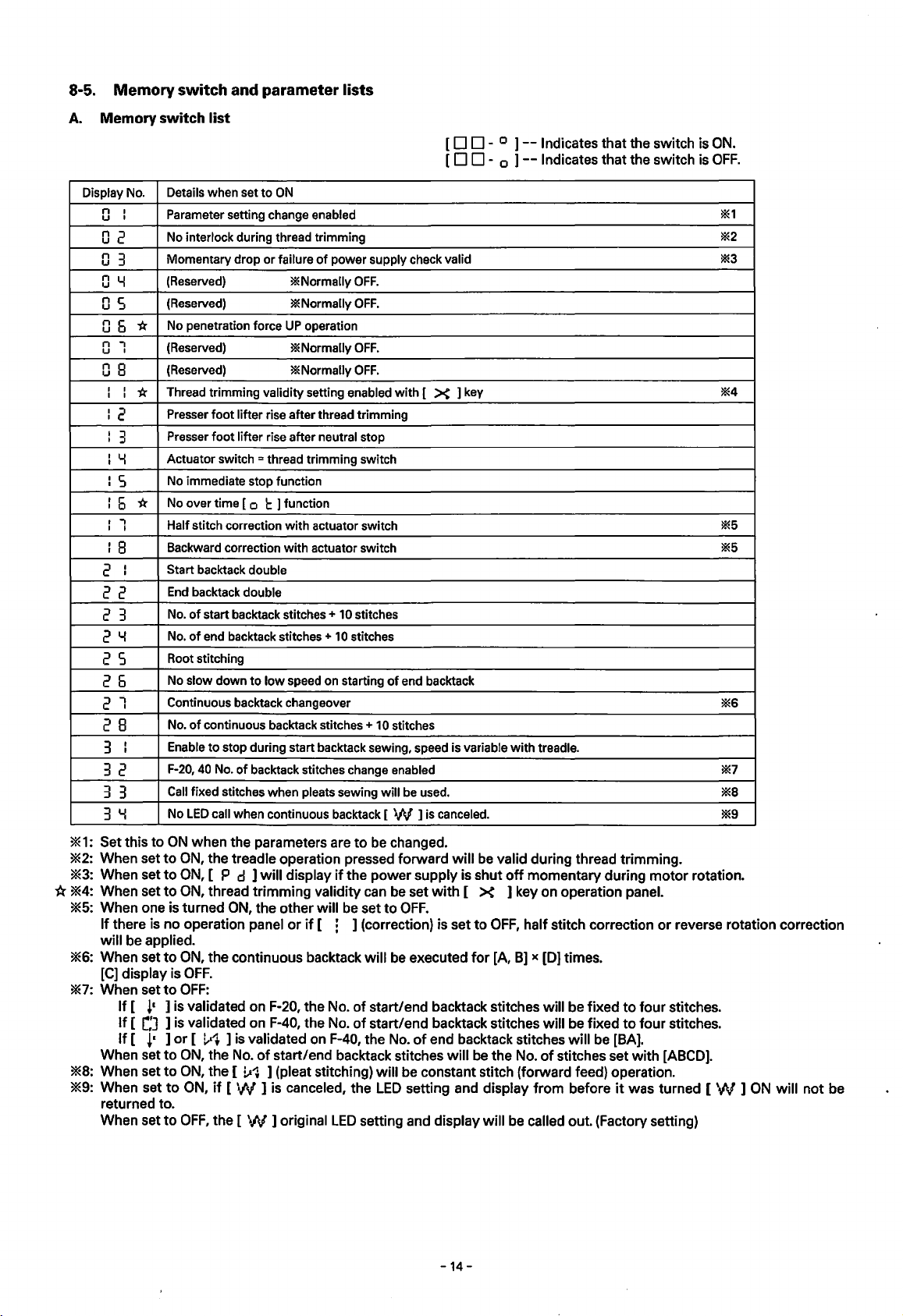
8-5. Memory
A.
Memory
switch
switch
list
and parameter
lists
[ D
D-
[ D D -
0
]
--Indicates
]
--
Indicates that the switch is
0
that the switch is
ON.
OFF.
Display No. Details when set
I
n
u
0 2
0 3
0
Ll
0 s
0 6
n -.
u
0 8
I I
I I
12
I 3
ILl
IS
16
I
-.
I
18
2
2 2
2 3
2 y No.
2 s
2 6
2 l
2 8
3
3 2
3 3
3
Ll
*
1:
Set this
*2:
When set
*3:
When set
*
*4:
When set
*5:
When one is turned
If
there is no operation panel
will
*6:
When set
[C)
*7:
When set
If
If
If
When set
*8:
When set
*9:
When set
Parameter setting change enabled
I
No interlock during thread trimming
Momentary drop
(Reserved)
(Reserved)
No penetration force
*
(Reserved)
I
(Reserved)
Thread trimming validity setting enabled
*
Presser
Presser
Actuator switch = thread trimming switch
No immediate stop function
No over time [ o
*
Half stitch correction
I
Backward correction
I
Start backtack double
I
End
backtack double
No.
of
of
Root stitching
No slow down
Continuous backtack changeover
No.
of
I
Enable
I
F-20,
Call fixed stitches when pleats sewing will be used.
No
LED
to
ON
when the parameters are
to
ON,
to
ON,
to
ON,
be applied.
to
ON,
display is
to
OFF.
OFF:
[ ll ] is validated on F-20, the No.
[
CJ
] is validated on
[
1~
]
or
[
to
ON,
to
ON,
to
ON,
returned to.
When set
to
OFF,
to
ON
or
failure
of
power supply check valid
*Normally
*Normally
UP
operation
*Normally
*Normally
foot
lifter rise after thread trimming
foot
lifter rise after neutral stop
I:
) function
with
with
start backtack stitches + 10 stitches
end backtack stitches +
to
low
speed on starting
continuous backtack stitches+ 10 stitches
to
stop during start backtack sewing, speed is variable
40 No.
of
backtack stitches change enabled
call when continuous backtack [ W ] is canceled.
OFF.
OFF.
OFF.
OFF.
actuator switch
actuator switch
10
stitches
of
to
be
with
[ X
end backtack
changed.
the treadle operation pressed forward will
[ P d ] will display
thread trimming validity
ON,
the other will
or
the continuous backtack will
F-40,
~1
]
is
validated on
the
No.
of
start/end backtack stitches will
the [
!,£1
] (pleat stitching) will be constant stitch (forward feed) operation.
if
[ W ] is canceled, the
the [
Vel
] original
if
the power supply is shut
can
be
set with [ X ] key on operation panel.
be
set
to
OFF.
if
[ : ] (correction) is set to
be
executed
of
start/end backtack stitches will be fixed
the No.
of
start/end backtack stitches will
F-40,
the
No.
of
end backtack stitches will
LED
setting and display from before
LED
setting and display will be called
)key
with
treadle.
be
valid during thread trimming.
off
momentary during
OFF,
half stitch correction
for
[A,
B)
x [D) times.
be
fixed
be
the No.
of
stitches set with [ABCD].
out
motor
or
reverse rotation correction
to
four stitches.
to
four stitches.
be
[BA].
it
was turned [ W ]
(Factory setting)
*1
*2
*3
*4
*5
*5
*6
*7
*8
*9
rotation.
ON
will not
be
-14-
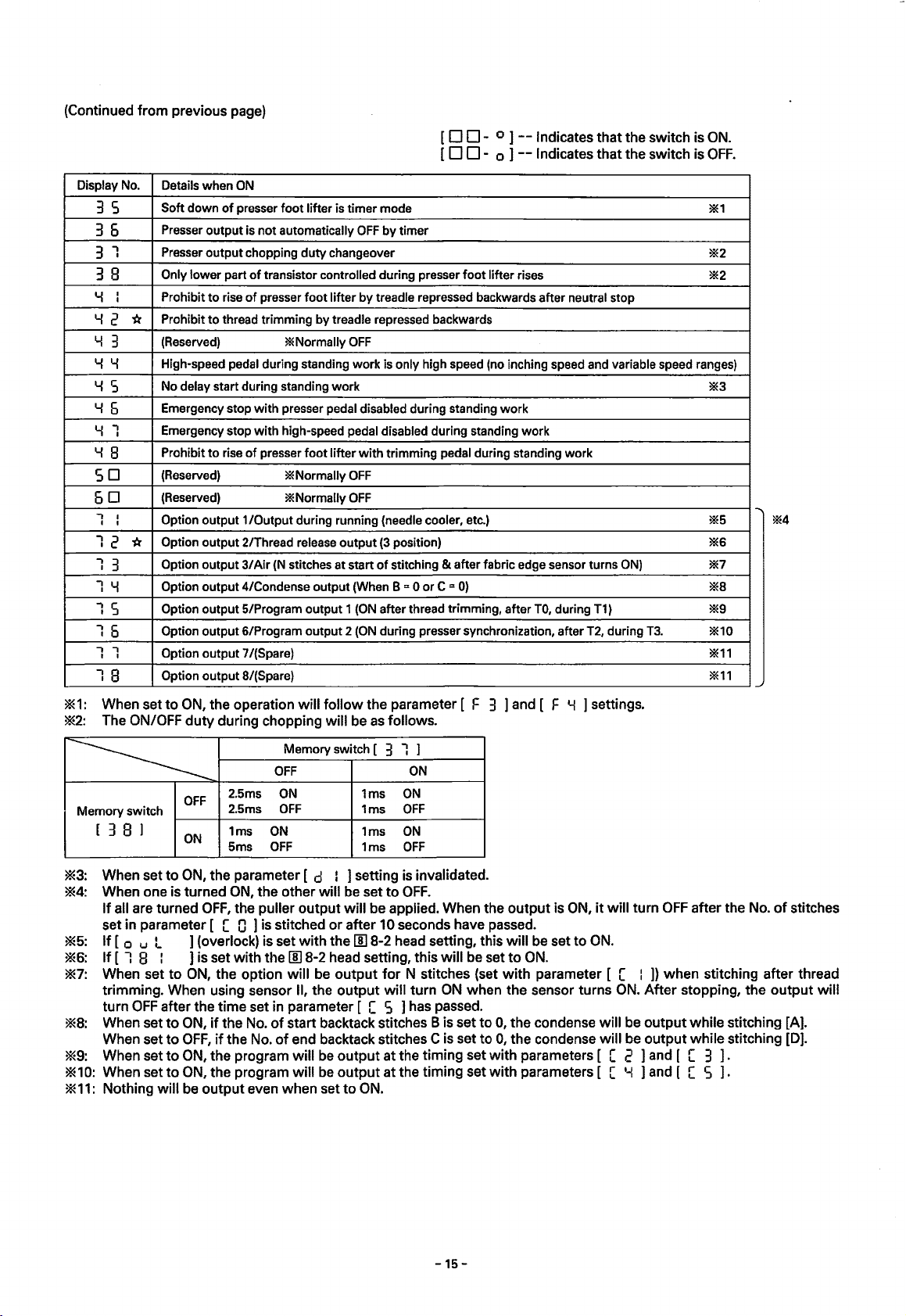
(Continued from previous page)
[ D D - o ]
[ D
D-
0
--
Indicates that the switch is
]
--Indicates
that the switch is
ON.
OFF.
Display No.
3 s
3 6
3 l
3 8
I
~
I
~
2
~
3
~ ~
~
s
~
6
~
l
~
8
so
60
-.
I
I
I
l 2
l 3
l
~
l s
l 6
-.
-.
I I
l 8
Details when
Soft
down
Presser output is
Presser
Only lower part
Prohibit
Prohibit
*
(Reserved)
High-speed pedal during standing work is only high speed (no inching speed and variable speed ranges)
No delay start during standing
Emergency stop
Emergency stop
Prohibit
(Reserved)
(Reserved)
Option output
Option
*
Option output
Option
Option output 5/Program
Option output 6/Program
Option
Option
ON
of
presser
foot
lifter is
timer
mode
not
automatically
output
chopping
of
to
rise
of
to
thread trimming by treadle repressed backwards
with
with
to
rise
of
1/0utput
output
2/Thread release
3/
Air
output
4/Condense output (When B = 0
output
7/(Spare)
output
8/(Spare)
duty
transistor controlled during presser
presser
foot
*Normally
presser pedal disabled during standing
high-speed pedal disabled during standing
presser
foot
*Normally
*Normally
during running (needle cooler, etc.)
{N
stitches at start
output 1 {ON
output 2 (ON
OFF
by
timer
changeover
lifter
by
treadle repressed backwards after neutral stop
OFF
work
lifter
with
trimming pedal during standing work
OFF
OFF
output
{3
position)
of
stitching & after fabric edge sensor turns
or
C =
after thread trimming, after
during presser synchronization, after T2, during
foot
0)
lifter rises
work
work
TO,
during T1)
ON)
T3.
*1
*2
*2
*3
*5
*6
*1
*8
*9
*10
*11
*11
*
1:
When set
*2:
The ON/OFF
--------------
Memory switch
[ 3 8 1
*3:
When set
*4:
When one is turned
If
all are turned
set in parameter [
*5:
If
[
*6:
If [ l 8 : 1 is set with the
*7:
When set
to
ON,
the operation will follow the parameter [ F 3 1 and [ F Y ] settings.
duty
during chopping will be
2.5ms
OFF
2.5ms
1ms
ON
5ms
to
ON,
the parameter [ d : ] setting is invalidated.
ON,
OFF,
the puller output will be applied. When the
[ 0 1 is stitched
u L ] (overlock) is set
0
to
ON,
the option will
Memory switch [ 3
OFF
ON
OFF
ON
OFF
the other will be set
00
trimming. When using sensor
turn
OFF
after the time set in parameter [ [ S ] has passed.
*8:
When set
When set
*9:
When set
*
10:
When set
*
11:
Nothing will be
to
ON,
if
the
No.
of
to
OFF,
if
the
No.
to
ON, the program will
to
ON, the program will
output
even when set
start backtack stitches B is set to
of
as
follows.
l 1
ON
ON
1ms
1ms
OFF
1ms
ON
1ms
OFF
to
OFF.
or
after 10 seconds have passed.
with
the[!]
8-2 head setting, this will be set
8-2 head setting, this
be
output
for
II, the
output
will turn
end backtack stitches C is set to
be
output
at the timing set with parameters [ [ 2 ] and [ [ 3 ] .
be
output
at the timing set with parameters [ [ ~ ] and [ [ S ] .
to
ON.
will
be set
N stitches (set
ON
when the sensor turns
output
is
ON,
it
will turn
to
ON.
to
ON.
with
parameter [ [ :
ON.
0,
the condense will be output while stitching [A].
0,
the condense will be output while stitching [D].
OFF
after the No.
])
when stitching after thread
After
stopping, the
of
stitches
output
will
-15-
 Loading...
Loading...