

Page 1
NC TURRET PUNCH PRESS
ARIES 222, 224
PROGRAMMING MANUAL
PRO-01198908
Copyright © 1998 by Amada Engineering & Service Co., Inc.
14921 East Northam Street, La Mirada, CA 90638
All rights reserved. No part of this book shall be reproduced, stored in a retrieval system, or transmitted by
any means, electronic, mechanical, photocopying, recording, or otherwise, without written permission from
the publisher. No patent liability is assumed with respect to the use of the information contained herein.
While every precaution has been taken in the preparation of this book, the publisher assumes no
responsibility for errors or omissions. Neither is any liability assumed for damages resulting from the use
of the information contained herein.
Page 2
PROGRAMMING BASICS
CONTENTS
PROCESS FOR THE PRODUCTS
PROGRAMMING
CALCULATION OF COORDINATES
BASIC FUNCTION CODES
TAPE FORMAT ......................................................
G92 - ESTABLISHING COORDINATE SYSTEM
G90 -
ABSOLUTE PROGRAMMING
.G91 -
INCREMENTAL PROGRAMMING
G70 - PUNCH OFF (NO PUNCHING)
G27 - AUTO REPOSITIONING
G25 -
AUTO REPOSITIONING
G50 - HOME RETRACT
GO4 - DWELL .......................................................
MOO - PROGRAM STOP
MO1 -
OPTIONAL STOP
MO8 - PUNCH DELAY START, MO9 - PUNCH DELAY CANCEL..
Ml2 -
TOO - DESIGNATION OF TOOL NUMBER
No000 -
FO- DESIGNATION OF AXIS FEED SPEED
PROGRAM NAME
PROGRAMMING PROCEDURE
HINTS ON PROCESSING
CALCULATING LONG RECTANGULAR HOLE
CALCULATING LARGE RECTANGULAR. OPENING
CALCULATING RECTANGULAR OPENING WITH ROUNDED CORNERS
CALCULATING 45” NOTCH
HINTS ON PROGRAMMING
HINTS ON AUTO REPOSITIONING
illBBLlNG
SEQUENCE NUMBER
.......................................................
.............................................
..............................................
..............................................
..............................................
START, Ml3 - NIBBLING CANCEL
....................................................
..............................................
.......................................
..................................... l-3
...........................
....................................
...................................
.................
........................................
..........................................
.............................. l-9
......................................
............................
.........................................
.......................
:.
.........................................
.................
.....................................
.;.
.-.
................ l-5
........
.......
.......................
.......................
.:.
.........
:...l-15
..... 1-19
l-l
1-2
1-4
1-4
l-4
1-5
l-!!-
l-6
l-7
l-7
l-7
1-B
l-8
l-8
l-9
l-9
l-10
l-10
l-l
l-13
l-17
1-22
l-25
l-26
1.
Page 3
,.
I.:..
BASIC SOFTWARE
972 -
DESIGNATION OF PATTERN ORIGIN
G28 - LINE AT ANGLE 2-2
G29 - ARC ..
..~....................................................2-
G26 - BOLT HOLE CIRCLE
..............................................
...........................................
............................
2-l
4
2-6
G36 - GRID-X, G37 - GRID-Y ....................................... 2-8
G66 - SHEAR PROOF
G67 -
SQUARE ..................................................... 2-12
G68 - NIBBLING ARC ..
...................
.;.
.......................................... 2-14
............................
.:.
2-10
G69 - NIBBLING LINE ............................................... 2-16
G78 - PUNCHING ARC ................................................. 2-18._
G79 - PUNCHING LINE .............................
.-.
............... 2-20
PATTERN MEMORY AND PATTERN RECALL............................. 2-21
G93 - OFFSET ....................................................... 2-23
MACRO FUNCTION .................................................. 2-25
BLOCK DELETION ................................................... 2-29
INPUT OF DECIMAL POINT ........................................... 2-29
MULTIPLE PART PUNCHING
GENERAL DESCRIPTION.AND PROGRAMMING EXAMPLE . . . . . . . . . . . . . . . . 3-l
G98 - SETTING OF REFERENCE POINT AND LAYOUT FOR
MULTIPLE PART PUNCHING’ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-4
UOO TO
Voo -
STORING OF PART PROGRAM . . . . . . . . . . . . . . .
.,. _.
. . . . 3-8
G75, G76 Woo 00 -RECALLING AND EXECUTION OF
PART PROGRAM . . . . . . . . . _ . . . . _. . . . . . . . _ _. . . . . . . 3-10
TRIAL PUNCHING, POST-TRIAL PUNCHING, AND FULL PUNCHING . . . . . . . 3-14
.,
....
. .
.I I’
--:
I.,.,
:’
CLAMP DEAD ZONE DIAGRAM
CLAMP DEAD ZONE
HOW TO USE DEAD ZONE DIAGRAMS
DEAD ZONE DIAGRAMS
................................................. 4-l
................................ 4-2
.............................................. 4-3
(APPENDIX) ‘PROGRAMMING EXAMPLE
EX. 1 GENERAL PUNCHING ...........................................
5-1
EX. 2 PUNCHING WITH AUTO REPOSITIONING ......................... 5-5
EX. 3 MULTIPLE PART PUNCHING ....................................... 5-11
EX. 4 GENERAL PUNCHING (Example of plotting data entry) ................ 5-20
(APPENDIX) DISPLAYED FORMAT ON CRT.. . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-l
-
Page 4
. . _1
. .
PROGRAMMING BASICS
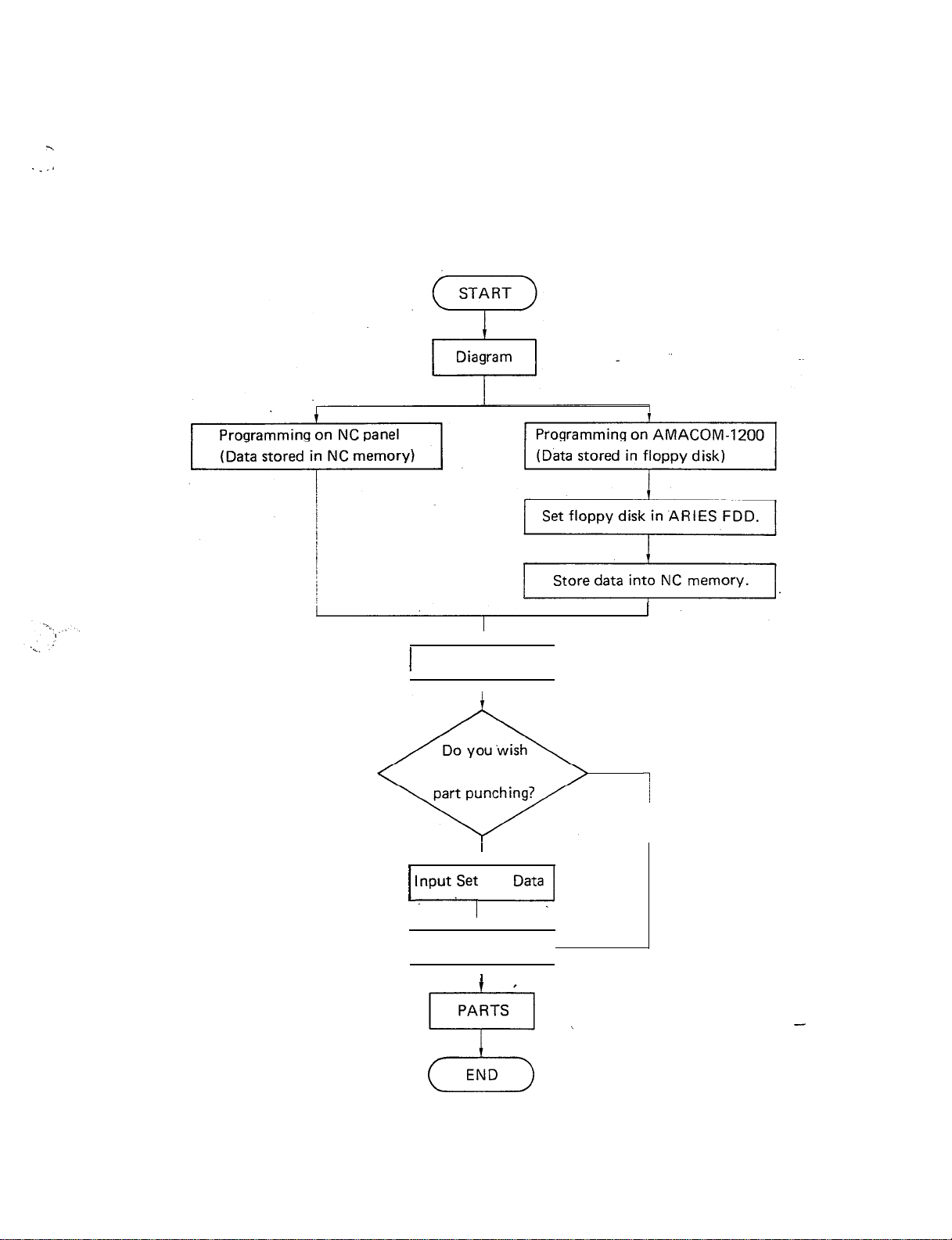
PROCESS FROM DIAGRAM TO PARTS
Program Search
I
to perform multiple
/
YES
1 lyputse;
Push Start Button
Up
Data.1
I
NO
-
l-l
Page 5
PROGRAMMING
First quadrant
Diagram
1.
Calculation of coordinates
2.
X
3.
-
First quadrant of X and Y coordinate system
Y
A
Diagram
T
i
i .-y
’
Work clamp
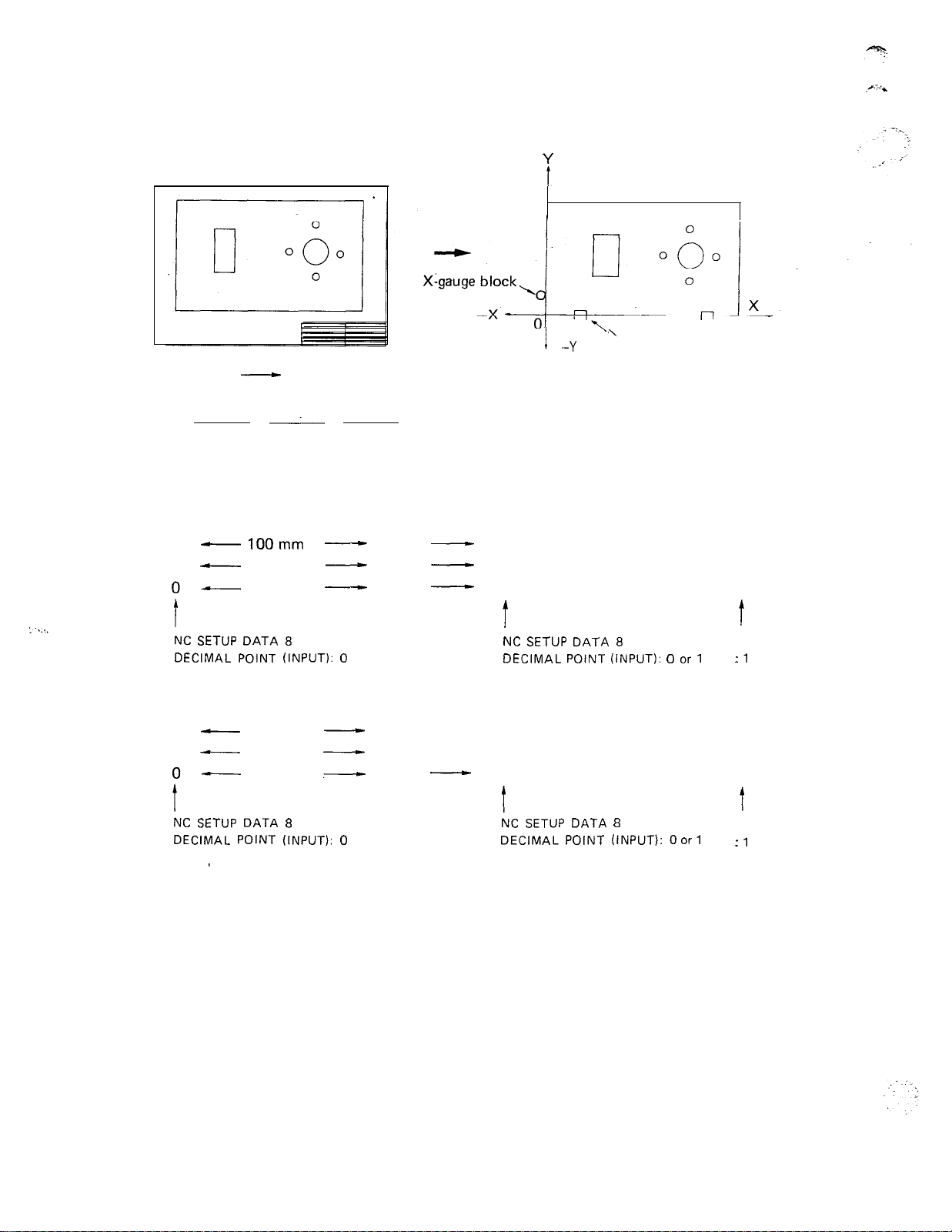
UNIT OF MEASUREMENT FOR PROGRAMS
All dimensions for programs are based on units of 0.01 mm (millimeters) or 0.001” (inches).
[millimeters]
100
35.5
o-
-
-
1OOmm
35.5 mm
Omm
-
-
-
100.00
35.50
-
-
0
-
100.
35.5
0
10000
3550
0
i
NC SETUP
DECIMAL
[inches]
20
2.7
o-
NC SETUP
DECIMAL
NOTE:
!
DATA
POINT
-
-
DATA
POINT
,
Refer to the “NC setup” in the OPERATOR’S MANUAL.
8
(INPUT):
20”
2.7”
0
8
(INPUT):
NC SETUP
0
-
.-
20.000-
2.700-
0
-
DECIMAL
.20.
2.7
0
t
NC SETUP
0
DECIMAL
DATA
POINT
DATA
POINT
8
(INPUT): 0 or
8
(INPUT):0or
1
1
t
: 1
20000
2700
:
1
0
l-2
Page 6
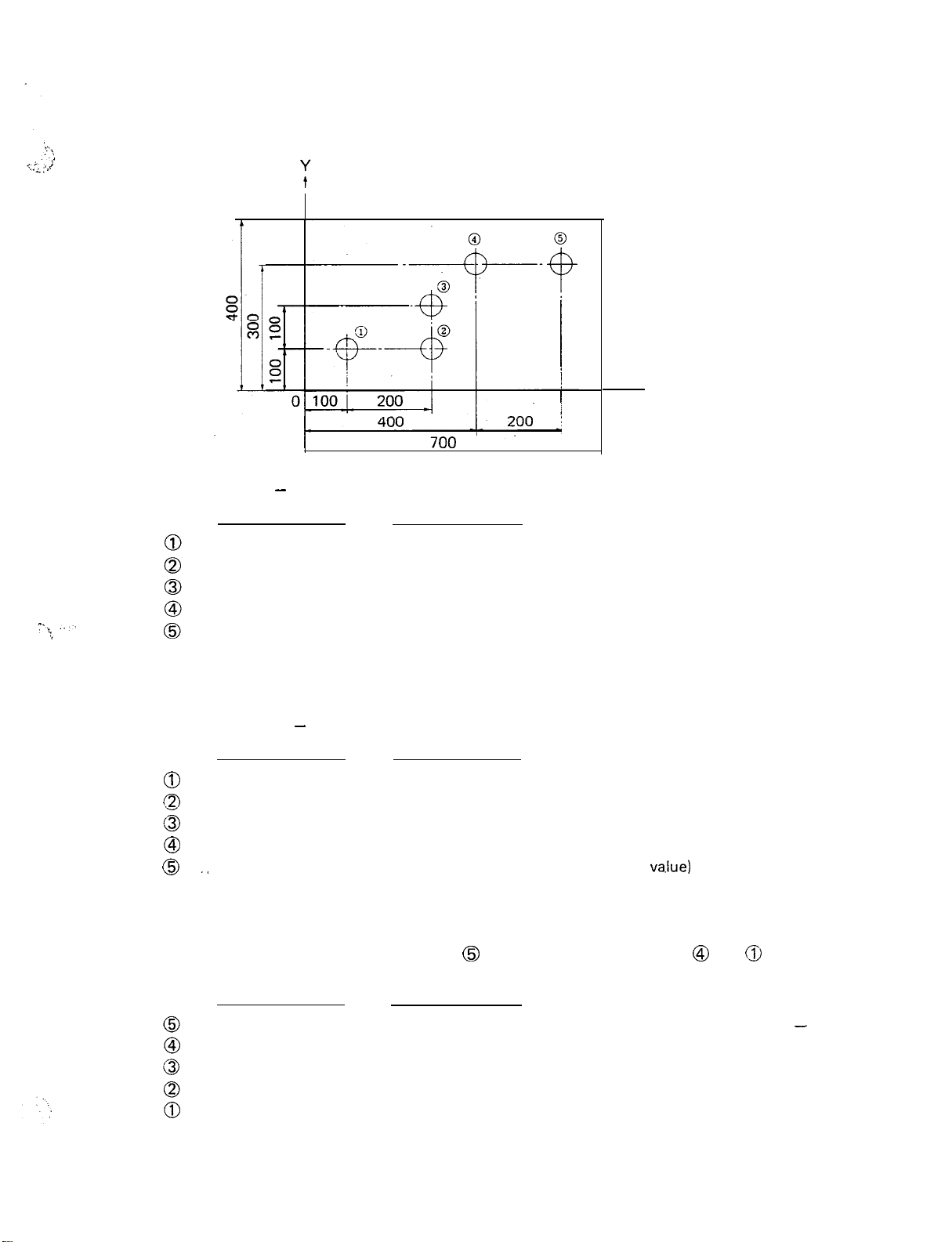
CALCULATION OF COORDINATES
Absolute value - Distance from origin
X
X coordinate value
Incremental
X coordinate value
a
QJ
c3
co
0 ./
100.
300.
300.
400.
600.
value - Distance from previous position
100.
200.
0
100.
200.
Y coordinate value
100.
100.
200.
300.
300.
Y coordinate value
ioo.
0
100.
100.
0
(Absolute value)
(Incremental value)
(Incremental value)
(Incremental value)
(Incremental
va.lue)
(In the case of zero, no decimals are needed.)
Problem: Calculate the absolute value of @ and the incremental value of @ thru @ .
X coordinate value
Y coordinate value
l-3
(Absolute value)
(Incremental value)
(Incremental value)
(Incremental value)
(Incremental value)
-
Page 7
BASIC FUNCTION CODES
GO0
MOO
TOO
NO000
“G” function (Preparatory function)
“M” function (Miscellaneous function)
‘7”
function (Tool function)
Sequence number
FORMAT
Arrange the function codes as follows:
NO000
GO0 Go0 X*00000
Y+OOOOO TOO MOO
NOTE: a) Unnecessary codes need not be entered.
b)
Enter only necessary digits of X, Y and N.
c)
The plus sign (+I of X and Y can be omitted.
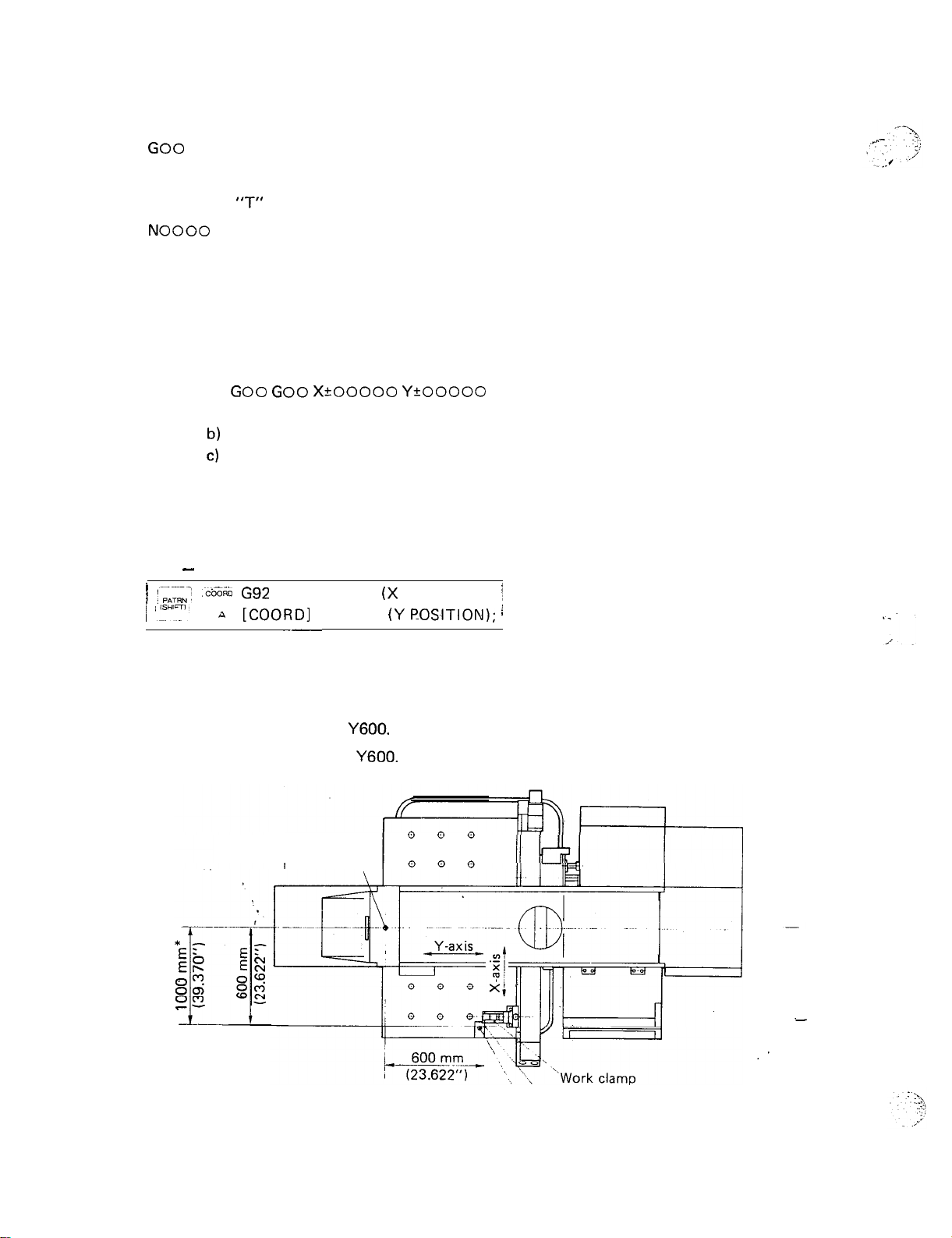
G92
-
ESTABLISHING COORDINATE SYSTEM
) ;;z .c&Gb Gg2
A
I’““‘?
[COORDI
-__
X (X POSITION)
Y (Y
F!OSITION); 1
/
This code is used to designate the distance from the worksheet origin to the punch center.
Enter “G92” and the distances in the X- and Y-axis direction.
ARIES-222
AR I ES-224
ARIES
Metric-specification machine
G92 X600. Y600.
G92 X1000. Y600.
center
Punch
-224”
0 0
0 0 8
Inch-specification machine
G92 X23.622 Y23.622
G92 X39.370 Y23.622
0
\ “Worksheet origin
‘X-gauge block
l-4
Page 8
-?.
.!
\.. _.,:
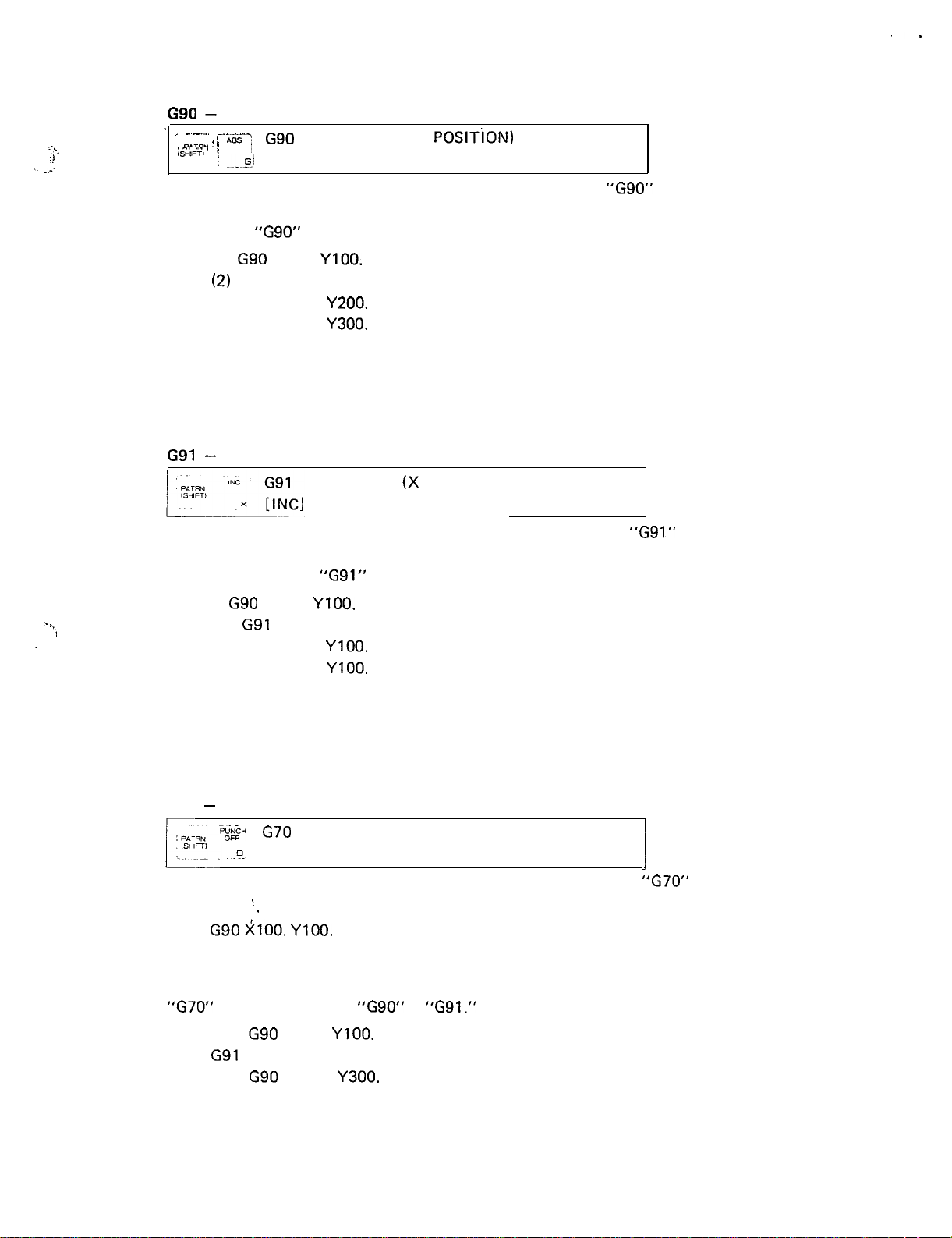
G90
’ : ---.. t-is/
i mmr4 ! ’
,SHlFT,/
When the absolute values are used for coordinate values, enter
ABSOLUTE PROGRAMMING
-
GgO
I
: .--~_G_l
[ABSI
X (X POSITiON)
Y (Y POSITION) T (TOOL NO.);
“G90”
prior to the coordinate
values. If the absolute values are used at the subsequent blocks of the program, it is not necessary to enter
“G90”
again until incremental values are used.
‘Ex.: (1)
(2)
(3)
(4)
G90
X100.
x300. Y 100.
x300. Y200.
x400. Y300.
YlOO.
T2 (Absolute value)
(Absolute value)
(Absolute value)
(Absolute value)
The value of the X- or Y-axis which does not move can be omitted..,
-
G91
INCREMENTAL PROGRAMMING
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
When the incremental values are used for coordinate values, enter
___
“G91“
prior to the coordinate values. If the incremental values are used at the subsequent blocks of the program, it is
not necessary to enter
Ex.: (1)
.-
i,_
I
”
(2)
(3)
G90
X100.
G91
X200. Y 0
(4)
YlOO.
x 0
x100.
“G91”
again until absolute values are used.
T2 (Absolute value)
(Incremental value)
YlOO.
YIOO.
(Incremental value)
(Incremental value)
The value of the X- or Y-axis which does not move can be omitted.
G70 - PUNCH OFF
‘$$I- G70
.
..e’
[PUNCH OFF1 Y (Y POSITION) T (TOOL NO.);
X (X POSITION)
This code is used to move the worksheet without punching. Enter
X-Y-.
Ex.:
“G70”
Ex.:
I,
G90 >i;lOO. YlOO.
T2
G70 X300.
can be entered with
G90
G91
G70 X200.
G90
X100.
YlOO.
Y300.
(The axes move at a position of “X300. Y 100.” without
punching.)
“G90”
or
“G91.”
,
T2 (Punching)
(No punching)
(Punching)
1-5
j
“G70”
prior to entering’
Page 9
G27 -AUTO REPOSITIONING
G27
[Z/‘--=y
I
--u
[REPOSITION
11
X (DISTANCE);
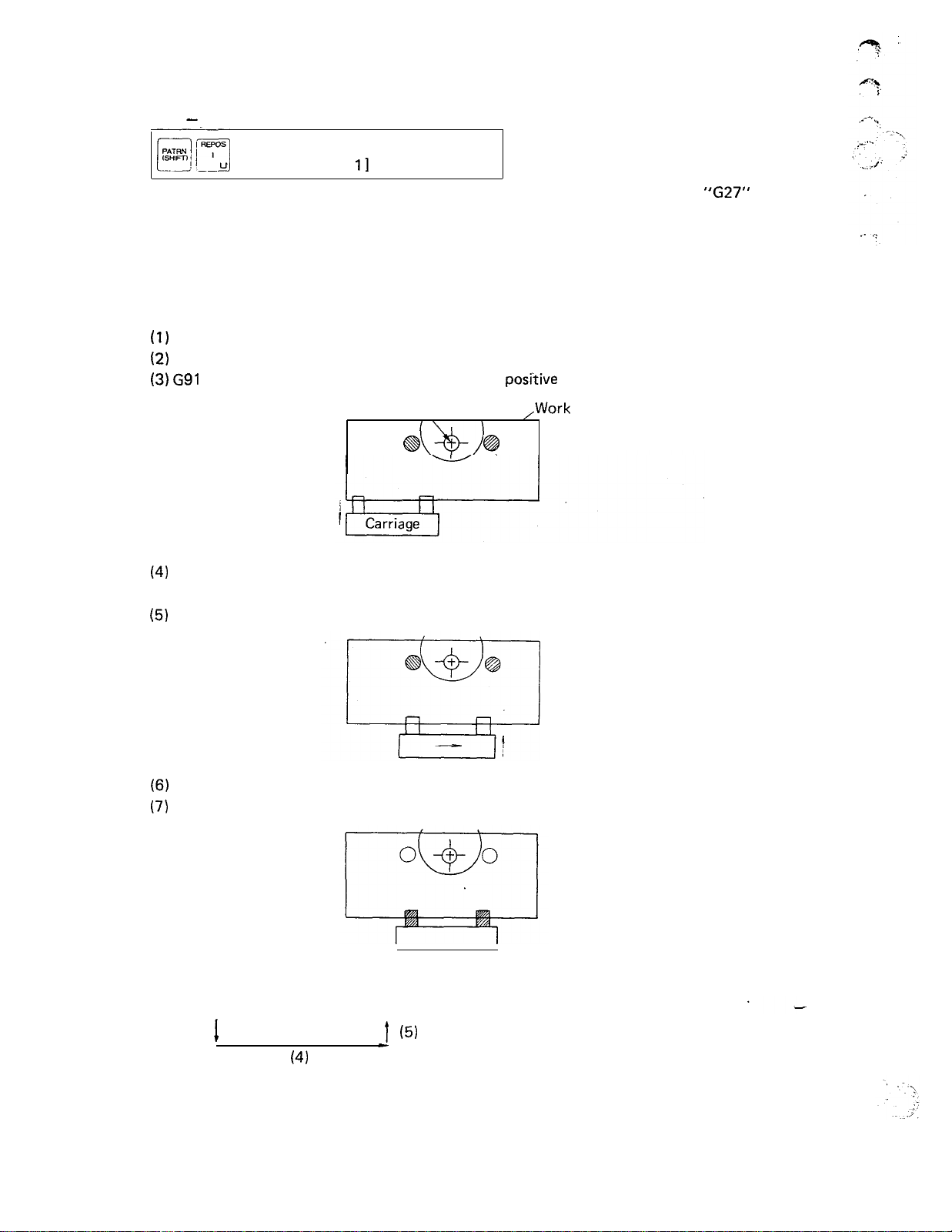
This code is used to extend the punching range in the X-axis direction. Enter
the X-axis value.
Ex.:
G27 X500.
The X-axis value must be designated by an incremental value.
The following shows the repositioning cycle for a G27 X500. command.
(I)
Work hold:
(2)
Unclamp:
(3) G91
(41
Y2.4:
x-500.:
The work holders hold the worksheet.
The clamps open.
The table moves 2.4 mm in the
tion.
Punch center
-8
@?
posi‘tive
,Work
direction from the current posi-
holder
The carriage moves 500 mm in the negative direction from the current
position,
(5)
Y-2.4:
The table moves 2.4 mm in the negative direction.
“G27”
and
(6)
Clamp:
(7)
Work release:
The clamps close.
The work holders release the worksheet,
Table and Carriage movement
2.4: ’
(41
500 mm
1 (5)
-
2.4 mm
,
l-6
Page 10
G25
AUTO REPOSITIONING
-
IF] 13
~~~PoSITICIN 2
xW!TD~~~EE~I
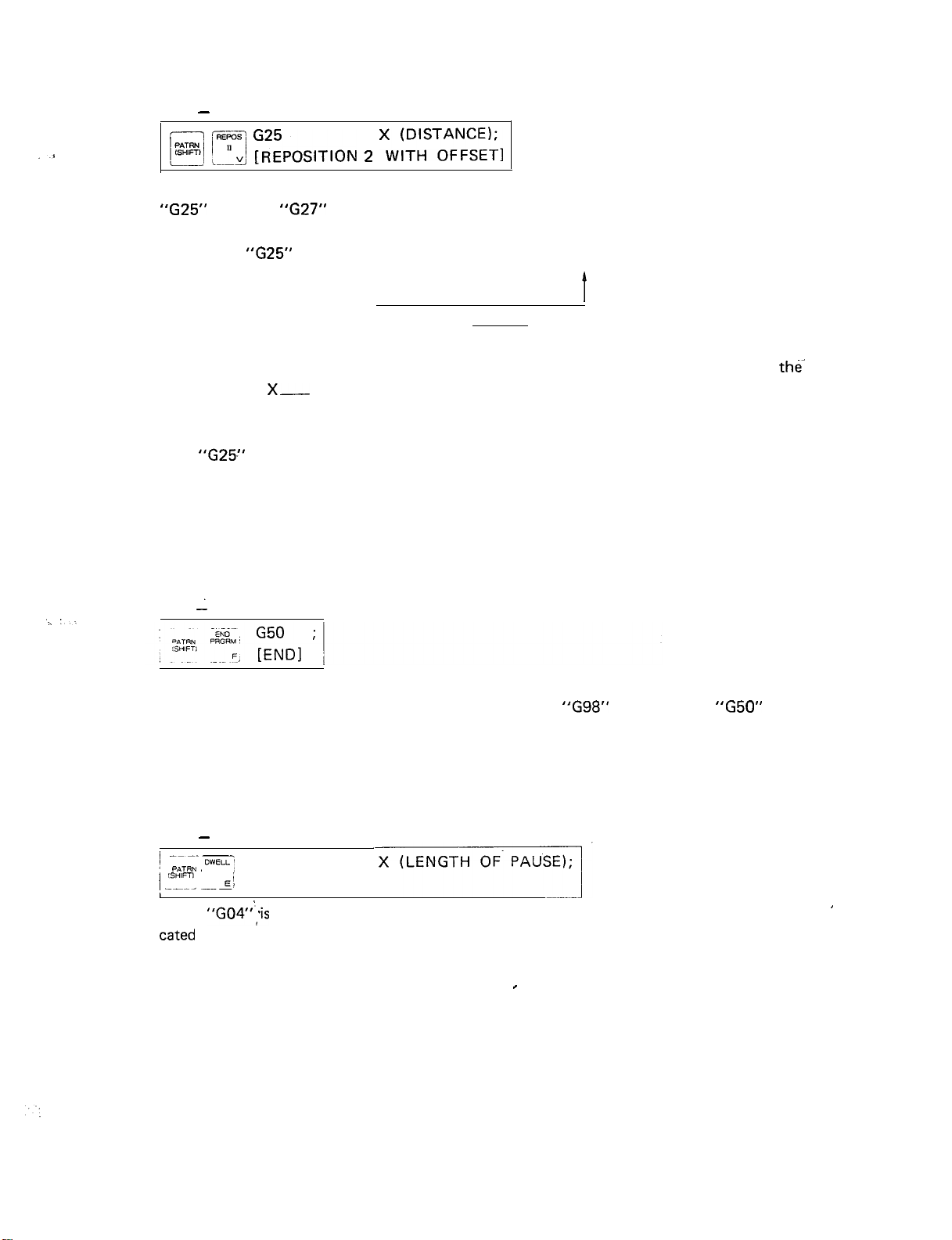
When the worksheet edge which is clamped has a bend, curves or excessive burrs, enter
“G25”
instead of
“G27”
to ensure accurate repositioning. These factors can cause inaccurate
worksheet positioning when automatic repositioning is performed, unless the G25 code is
used. When
“G25”
is read, the same movement will be-obtained as in the following:
2.4 mm
I
1.2 mm
t
G25 X
First the table moves 2.4 mm in the positive direction from the current position. Then
carriage moves
from the current position and the table moves 1.2 mm in the negative
X--
the-
direction. Next, the X and Y coordinate system is offset by Y1.2 to compensate for the
difference between the table positions before and after the automatic repositioning.
After
“G25”
is read, the punching range along the Y-axis is moved 1.2 mm in the negative
direction from the standard,,punching range.
-11.4 to 609.0 mm (-0.448” to 23.976”)
G50 i HOME RETRACT
When “G50” is read, the carriage and table return to their origins. No punching occurs during
the retraction. The offset values designated by “G93” and
“G98”
are cancelled.
“G50”
must
be entered as a single block; however, the sequence number can be entered along with it.
GO4 - DWELL
1 -~--
pAT+yp., ,Dw”u-:
1 ““i. -E[
1
GO4
[DWELL]
When “G04”‘,!s entered with “X” value, the punching operation stops during the time indi-
cated
by the value of “X.”
The minimum programmable increment of the value following
“X” is 0.01 sec. The maximum value is 63.5 sec.
GO4 X10. . . . . .
Operation stops during 10 sec.
I
’
l-7
Page 11
MOO -PROGRAM STOP
Enter “MOO” if a program stop is desired.
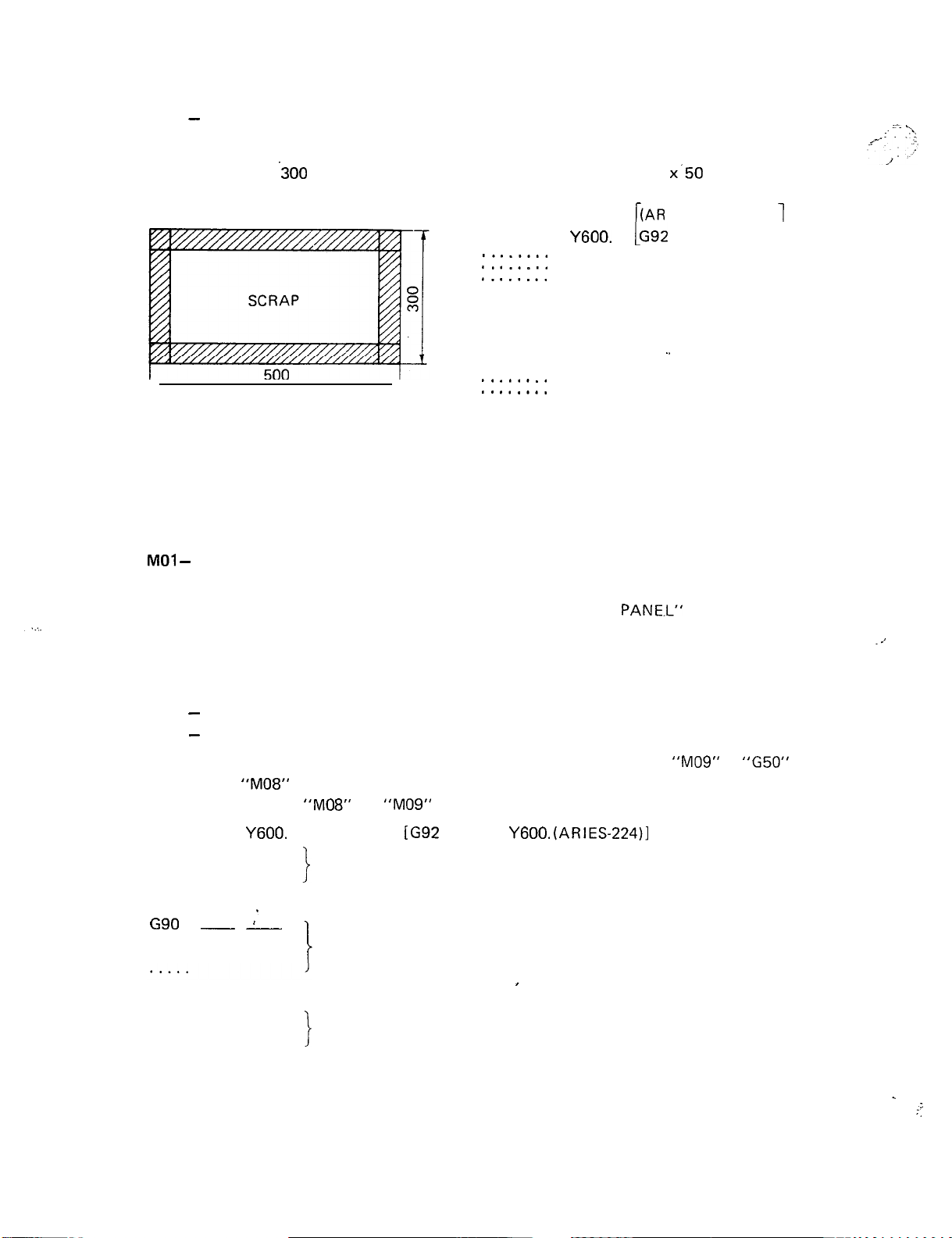
Ex.:
Punching a
-300
mm x 500 mm rectangular opening with a 50 mm
x.50
mm square
punch.
(ARIES-222)
G92 X600. Y600.
........
........
........
[(AR I ES-224)
LG92
X1000. Y6OO.j
Y42.
Y42.
Y42.
MOO (Machine stops here)
I-
-l
........
........
.’
When “MOO” is read, the machine stops. When the START button is pressed after the scrap
has been removed, the machine will continue the punching operation. “MOO” must be en-
tered as a single block; however, the sequence number can be entered with it.
MO1 -
OPTIONAL STOP
: ;-- \
1
This code has the same function as “MOO”; however, the machine will stop only when the
OPTNAL STOP button is lighted. (Refer to the
“NC CONTROL PANE.L” in the OPER-
ATOR’S MANUAL.) .
MO8
MO9
When “M08” is read, the hit rate is changed from standard to low until
is read. Use
than 3.2 mm (0.125”).
G92 X600. Y600. (ARIES-222)
. . . . .
. . . . .
PUNCH DELAY START
-
PUNCH DELAY CANCEL
-
“M08”
when the sum of worksheet thickness and the formed height is more
“M08”
,
Standard hit rate
and
“M09”
must be entered as a single block, respectively.
[G92
X1000. Y600. (ARIES-224)]
“M09”
or
“G50”
MO8
-
G90
X Y
. . . . .
-
)’
Low hit rate
MO9
. . . . .
. . . . .
Standard hit rate
G50
.,
l-8
.
.:
‘.
Page 12
Ml2 -.NIBBLING
START
Ml3 -NIBBLING CANCEL
When “Ml 2” is read, nibbling is performed until “Ml 3” is read. In nibbling, the press clutch
“M12”
and
is always engaged with the brake released.
“M13”
block, respectively. Pattern punching cannot be commanded between Ml2 and
must be entered as a single
Ml3
. . . . .
Ml2
G90 X-Y
G91 X-..e
G91
X.-m.-
Nibbling [Hole intervals should be 6 mm (0.236”) or less.]
G91 X-
Ml3
. . . . .
. . . . .
TOO - DESIGNATION OF TOOL NUMBER
This code is used. to designate the tool station number in order to select the tool to be used.
If the same tool is to be used continuously, it is not necessary to enter this code again until a
different tool is needed.
Ex.: G92 X600.
G90
X450. Y300. T2
G91
X50.00
x50.00
G90
X500. Y450. T3
N.0000 -
SEQUENCE NUMBER
Y600.
(ARIES-222)
(T2
not required)
.
(T2
not required)
[G92
X1000.
Y600.
(ARIES-224)]
Any numeral (from 1 to 9999), with four or less digits, beginning with “N” can be entered
at the beginning of each block. This code is used for indexing each block.
Ex.:”
NOdql G90
NO002 G91
NO003
NO004
N9999
The sequence number need not be entered if it is not necessary. Entry at key points
instead of all blocks will be useful.
G92 X600.
X450. Y300. T2
X50.
x50.
G90
X500. Y450. T3
G50
Y600.
(ARIES-222) [G92 X1000. Y600. (ARIES-224)]
.
,
-
Zeros which directly follow “N” may be omitted.
1-9
Page 13
FO- DESIGNATION OF AXIS FEED SPEED
The axis feed speed can be changed by this code. The axis feed speed is decreased as the value
+
following “F”
the FEEDRATE buttons located on the NC control panel. When there is the difference
between instructions by this code and the FEEDRATE buttons, the priority will be given to
the slower axis feed speed. The instruction of the “F” code is held until a new “F” code is
read or the RESET key is pressed.
is,changed
from 1 to 4 (1
2 + 3 + 4). This code has the same function as
I
PROGRAM NAME
Enter the program name at the top of the program for the identification of individual ones.
The name must be within 8 alphabets or numeral characters and only the alphabet letter can
be used for the first character of the name.
Ex.:
ARIES 1
G92 X600. Y600. (ARIES-2221
G50
This program name can also be input and changed from the NC control panel.
Fl
F2
F3
F4
FEEDRATE
[G92
X1000. Y600.
(ARIES224)l
I-IO
-
Page 14
PROGRAMMING
PROCEDURE
1. Determining the processing method
2. Determining the clamp
posZtion
Position the clamps as far apart as possible and check the “dead zone” (see the DEAD
ZONE DIAGRAMS).
3.
Checking the tool and station number
(a) Check to ensure the proper tool is used for the cut-out required.
Ex.:
150 mm dia. round hole
300 mm x 400 mm square opening
-nibbling with a 20 mm dia. punch
Ushear-proof
punching with a 50 mm x
50 mm square punch
(b) Check to ensure desired tools can be loaded into the turret.
Problem: Is the combined use of the following tools for one program possible?
50 mm dia., 35 mm dia., 80 mm dia., 20 mm x 20 mm sq., and 30 mm dia.
(2” dia., 1.4” dia., 3” dia., 0.8” x 0.8” sq., and 1.25” dia.)
4.
Determining the punching sequence
This must be determined by taking into consideration both the processing time and
accuracy.
General precaution
(a) Begin and finish with the upper right corner of the diagram.
(b) Begin with small holes, then square openings, and notching.
(c) The tools should not be selected more than twice.
(d) In multiple part punching, shearing of the worksheet should be done last.
.-
5. Calculating the coordinates
Calculate the coordinate values in units of 0.01 mm (millimeters) or 0.001” (inches).
6. Checking
Check the clamp positions, punching sequence-and coordinate values.
,
I-II
Page 15
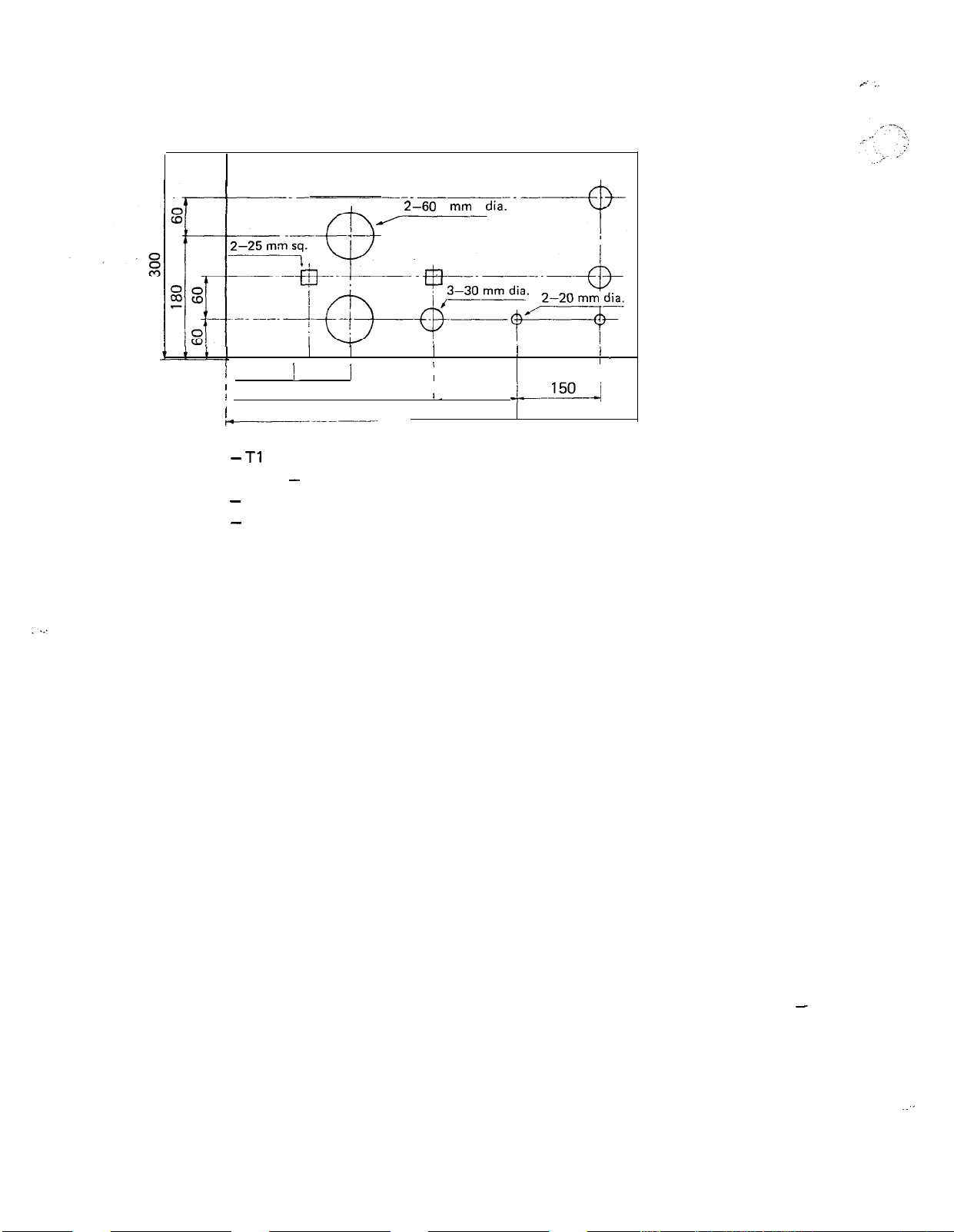
Problem: Program the following diagram. (Enter the sequence No.)
2-60
mm dia.
I
150 I. 50
I
/
/
/
r------
60 mm dia. -
Tl
25 mm x 25 mm sq. - T6
30 mm dia. - T2
20 mm dia. - T4
300
I
/
I
,. 150
700
-----
,
l-.-~
I
I -
,
1-12
-
..”
Page 16
HINTS ON PROCESSING
:
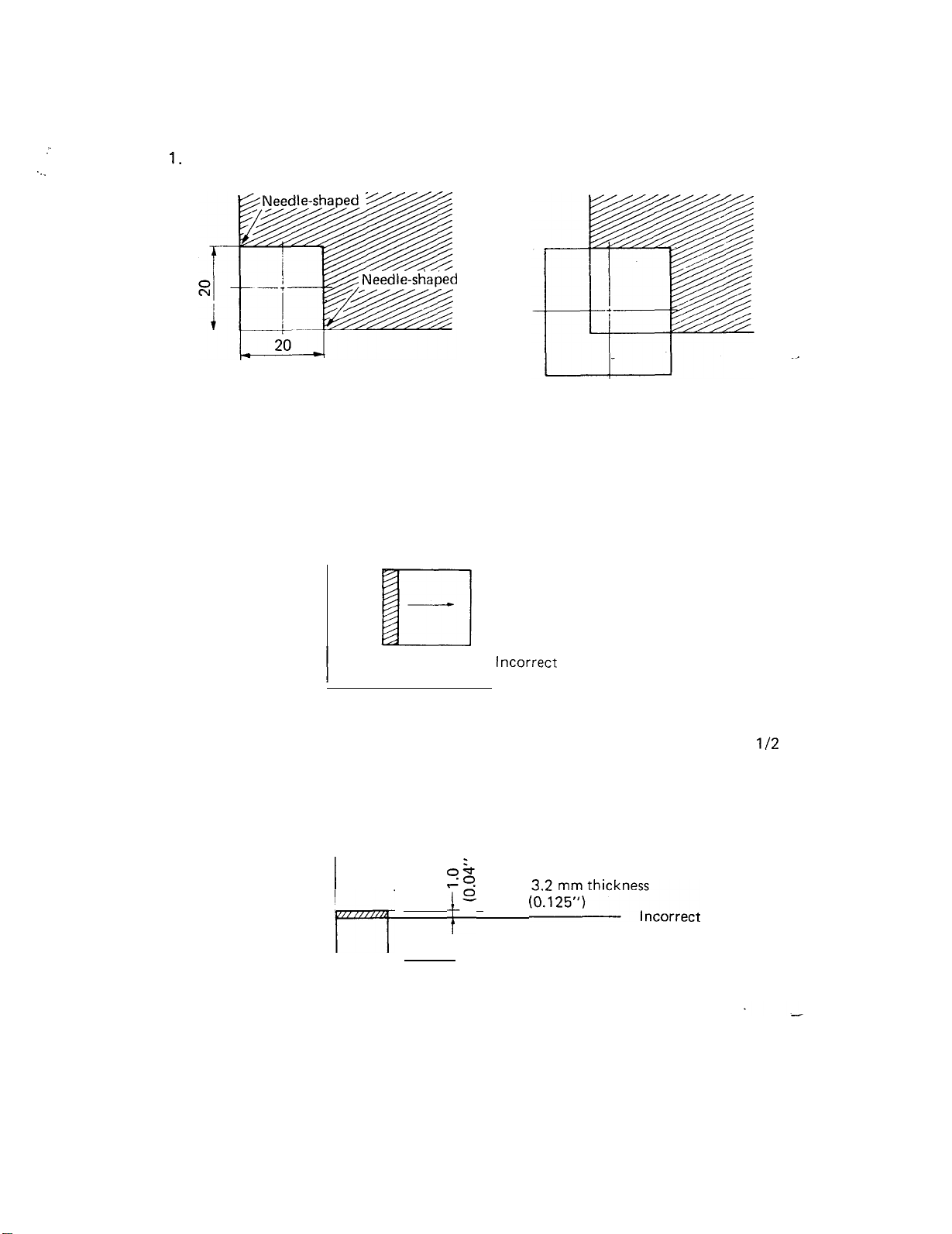
1.
Notching should not be performed with a punch of the same size as the notch.
. . .
Incorrect
(20 mm x 20 mm square punch is used.)
(30 mm’x 30 mm square punch is used.)
Correct
Problem: Prepare a program to punch out a 20 mm x 20 mm sq. notch with a 15 mm x 15
mm sq. punch.
2.
Do not punch along the shorter punch side when using a long rectangular punch.
incorrect
3. When shear-proof punching is performed, the feed pitch should be larger than
punch width, but smaller than the entire punch width minus 0.5 mm (0.02”).
4.
The depth of notching should not be less than the plate thickness.
I
/
il.,~
p
(30:;y,thickrm:correct
l/2
the
1-13
Page 17
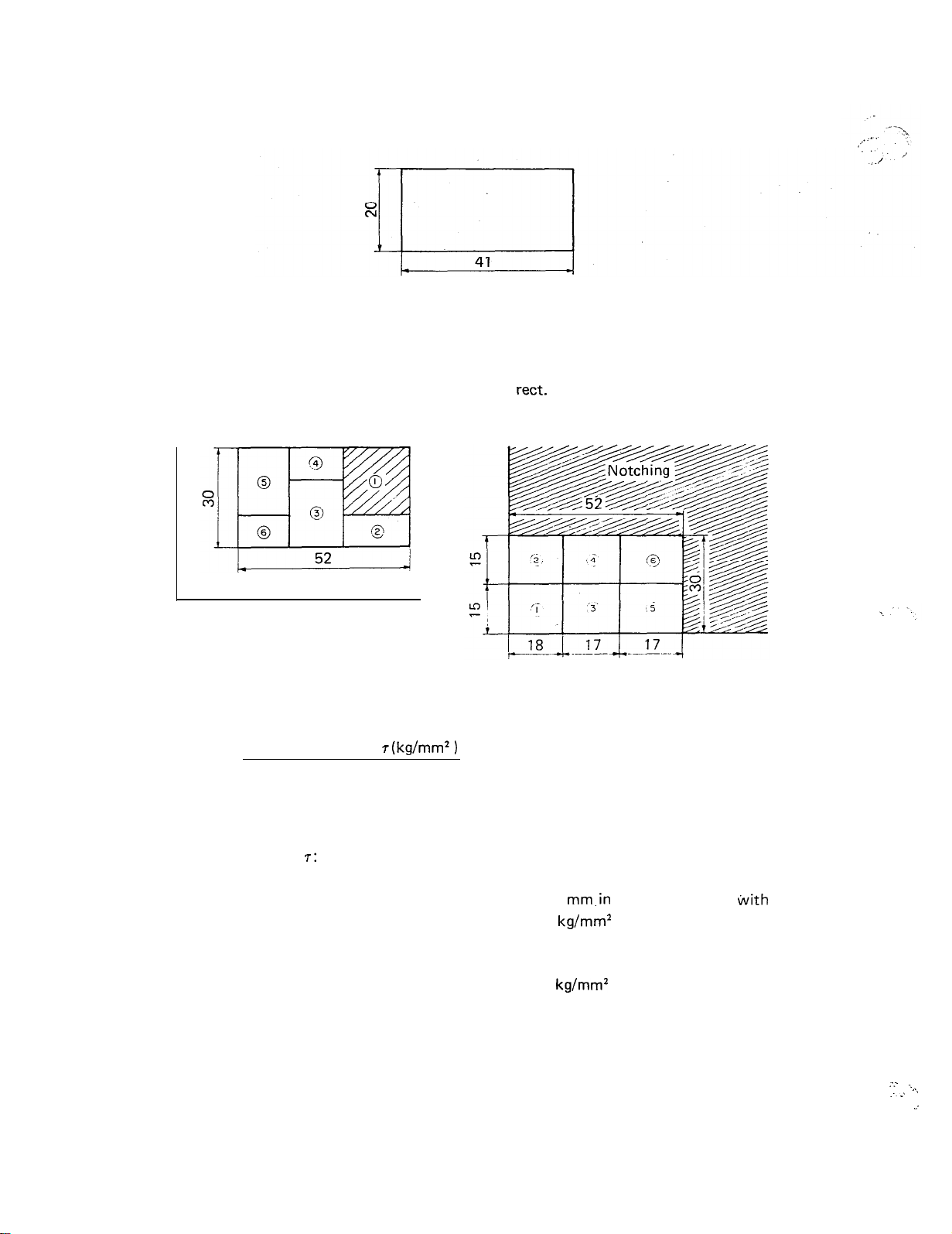
Problem: Determine the method for punching a 20 mm x 41 mm rectangular hole with a
20 mm x 20 mm sq. punch.
5.
Determine the punching method so that the stripper plate holds the worksheet as much
as possible.
Method for punching a 30 mm x 52 mm
Ex.:
rect.
hole with a 20 mm x 20 mm sq.
punch.
6.
The force required to punch the worksheet must not exceed the machine capacity.
The required punching force is obtained by the following formula:
P (ton) =
A (mm) x t (mm) x r (kg/mm*)
1000
where, P: Force required
A: Length of cut edge
t: Thickness of worksheet
7:
Shearing strength of worksheet
Problem: Is it possible to punch holes with a’diameter of 40
thickness of 4.5 mm and a shearing strength of’40
mm.in
kg/mm2
a mild steel plate
?
tiith
a
Problem: Is it possible to punch a 20 mm x 20 mm square hole in a stainless steel plate with
a thickness of 3 mm and a shearing strength’of 60
kg/mm2
?
1-14
:: :
.._I
I\
./
Page 18
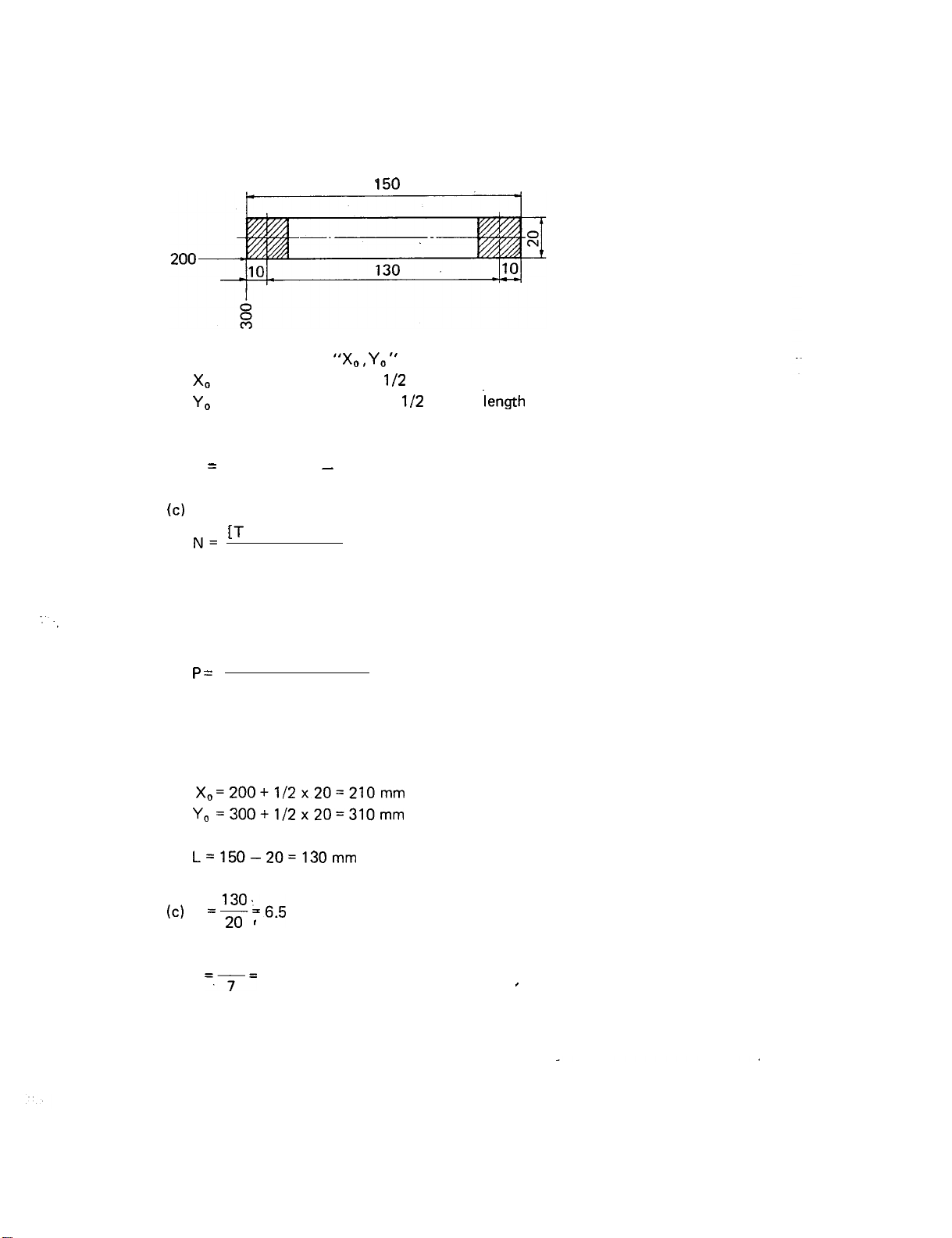
CALCULATING LONG RECTANGULAR HOLE
When punching a 20 mm x 150 mm rectangular hole with a 20 mm x 20 mm sq. punch
Ex.:
(Punching begins with the left side of the hole)
150
(a) First punch position
X,
= [X value at left end] +
Y,
= [Y value at lower end] +
“X0, Y,,”
(Absolute value)
l/2
[Punch length along X-axis]
l/2
[Punch
length
along Y-axis]
(b) Travel distance “L”
L = [Total length] - [Punch width]
.
(c)
Punching frequency “N”
NC [T
ravel distance]
[Punch width]
When decimal numbers are obtained
Ex.: 6.2 -7
When integral numbers are obtained
Ex.: 9-10
(d) Feed pitch “P”
[Travel d istancel
’ =
[Punching frequency]
NOTE: The value- of “P” should be larger than l/2 the punch width, but smaller than
the entire punch width minus 0.5 mm.
(a) X,
=200+1/2x20=210mm
Y, =300+1/2x20=310mm
(b)
L=l50-20=130mm
(c)
N
=g;6.5
(d) P
130
=,7=
-7 times
I
18.57 mm
I
I-15
Page 19
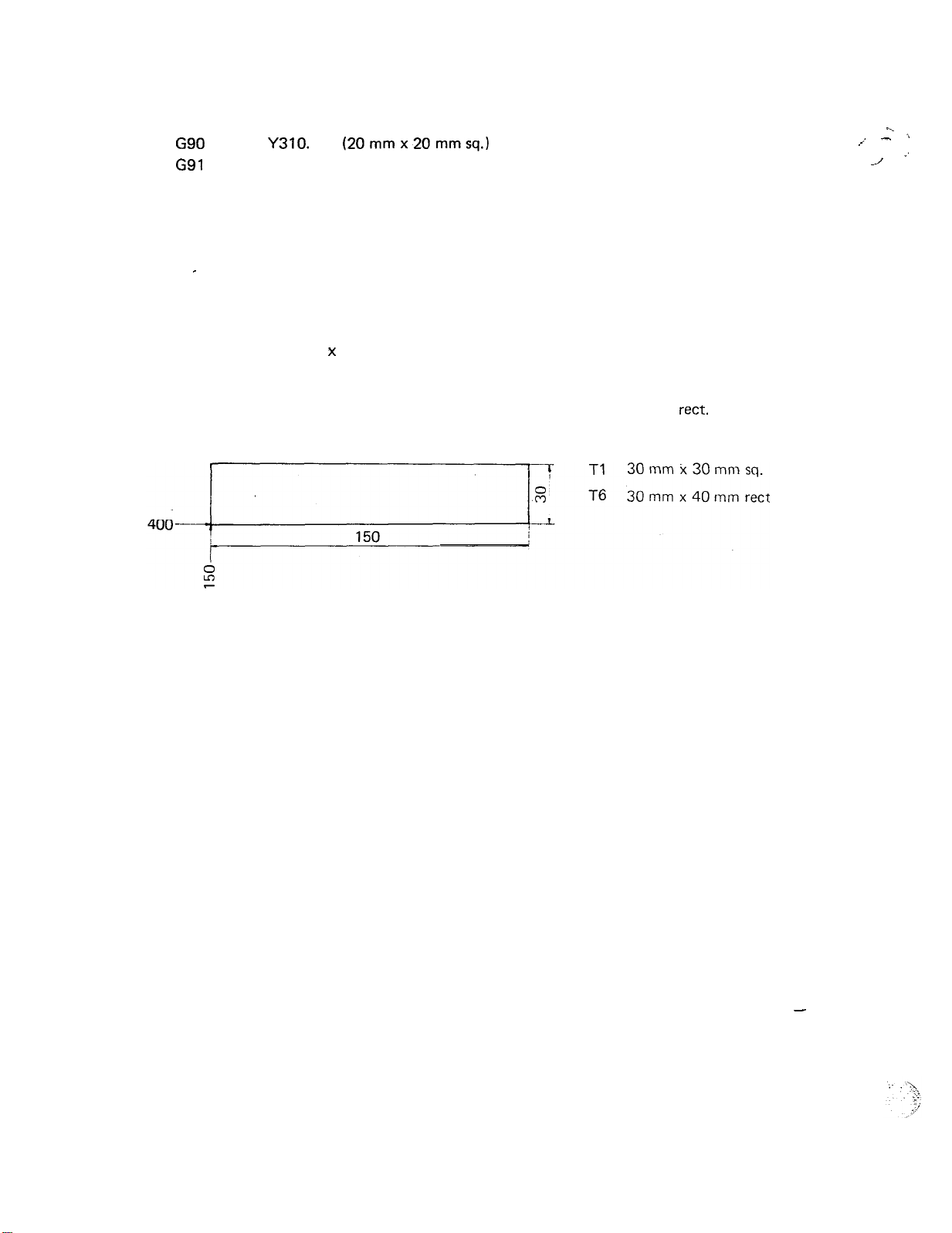
Therefore the program is:
G90
X210. Y310. T3
G91
X 18.57
X
18.57
(20mmx20mmsq.)
X 18.57
X 18.57
X
18.57
X 18.57
-
X
18.57
Problem: Punch a 30 mm x 150 mm rectangular hole with a 30 mm-x 30 mm sq. punch.
-.
,,. - ’
J -’
Problem: Punch a 30 mm x 150 mm rectangular hole with a 30 mm x 40 mm
rect.
punch.
1-16
-
Page 20

CALCULATING LARGE RECTANGULAR OPENING
Ex.: When punching a 200 mm x 300 mm rectangular opening with a 30 mm x 30 mm sq.
punch
30 mm x 30 mm sq.
Tl
(a) Punching procedure
Finish punching at the upper right corner in order to remove the scrap easily.
(b) First punch position
X,
= [X value at right end] -
Y,
= [Y value at upper end] -
(c) Punching frequency and feed pitch of
(d) Punching frequency and feed pitch of
(e) Prepare the program in accordance with the punching sequence.
NOTE:
(f) Enter “MOO” or
(b) X0 =
Y, =[250+1/2x200]
(cl
L = 300 - 30 = 270 mm
Do not punch the final punch position because the last punch fails- on the first
punch position,
[400 + I/2 x
“X,,
,
Y,”
(Absolute value)
l/2
[Punch length along X-axis]
l/2
[Punch length along Y-axis]
“MOI”
in order to remove the scrap.
3001 -
[I/2 x
-[1/2x30]
301 =
535 mm
-1,’
,a
=335mm
N =g=g.() -+
P=+=27
mm
10 times
1-17
Page 21
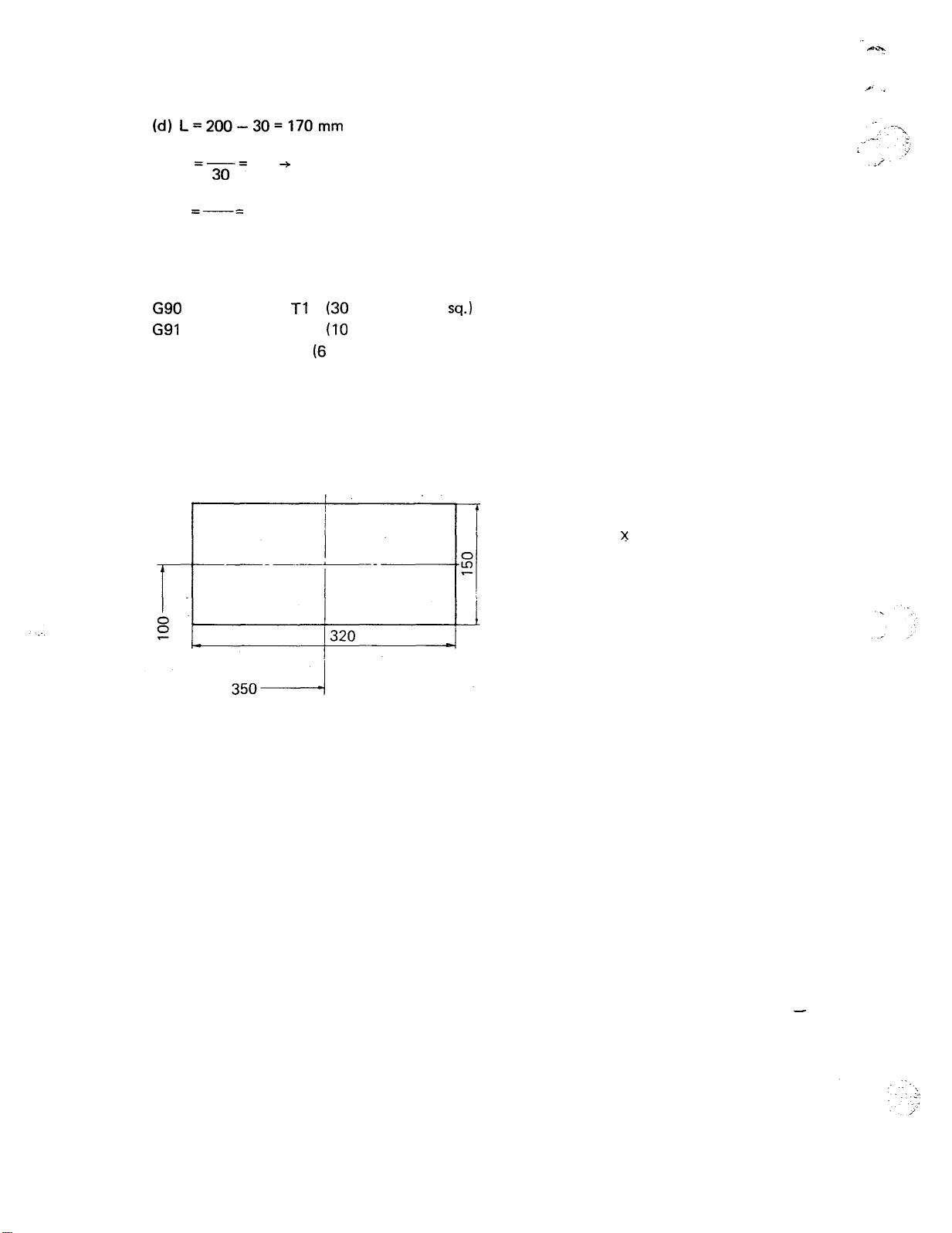
(d) L=200-30=170mm
170
170
6
5.6 + 6 times
mm
28.33
N
p
=x=
z---z
Therefore the program is:
G90
X535. Y335.
G91
X-27.
Tl
mm x 30 mm
(IO times)
sq.)
(30
Y-28.33 (6 times)
X27.
Y28.33
(IO times)
(5 times)
MOO
Problem: Punch a 150 mm x 320 mm rectangular opening with a 20 mm x 20 mm sq. punch.
T3
20 mm x 20 mm sq.
1-18
-
Page 22

CALCULATING RECTANGULAR OPENING WITH ROUNDED CORNERS
-. .,
When punching a 150 mm x 250 mm opening with rounded corners of
/.
Ex.:
8R,
using a
16 mm dia. round punch and a 20 mm x 20 mm square punch
h
+
o--.
;-
--t
0
a
400
250
0
(ij
_--
-I
tf ‘
s
a--
-I7 i
T2 16 mm dia.
T3
20 mm x 20 mm sq.
’
8
y--+8+-
( Starting point
I
t
(a) Punching procedure
First, punch 4 corners of 8R with 16 mm dia. round punch.
Finish punching at the upper right corner.
(b) Punching positions for 4 corners.
Punching position for one corner
Punching positions for other corners
-Absolute value
Incremental value (Opening length - 2 x R)
-
(c) First punch position with a square punch (X,,
-Absolute value
Y,
)
(d) Punching frequency and feed pitch of @
(e) Punching frequency and feed pitch of
0
(f) Travel distance from the finishing point on one side to the starting point on another side
-Incremental value
X value: Radius
Y value: Radius
(g) Prepare the program in accordance with. punching procedures.
(h) Enter
“dO0”
or “MO1 “ in order to remove the scrap.
1-19
Page 23
(a)
4 corners and then @
--f
@ + @ + @
(b) Absolute value (upper right corner)
X=[400+1/2x250]
Y = [300 +
l/2
x 1501 - 8 = 367 mm
-8=517mm
Incremental value
X = 250 - [2 x 81 = 234 mm
Y=150- [2x81 =134mm
(c) Position of the first square punching
X0 =[400+1/2x250-81
Y,
= [300+1/2x 1501 -
(d)
L=
[256-2xX]
-[1/2x20]
[1/2x201 =365mm
-20=214mm
=507mm
214
N
=x
= 10.7
214
P=y=
(e) L= [150-2x8]
114
N = 20 = 5.7
114
p=-=
6
(f)
X = 8 mm
-11 times
19.45 mm
---6
19 mm
-20=114mm
times
Y=8mm
Therefore the program is:
G90
G91
X-234.
X517.
Y367. T2
Y-l 34.
X234.
GiO
X567. 3
G91
X-19.45.
Y365. T3
X-8. Y-8.
Y-l 9.
X8.
Y-8.
x19.45
X8. Y8.
Y19.
MOO
(16 mm dia.1
(20 mm x 20 mm
(11 times)
(6 times)
(11 times)
(6 times)
sq.)
’
-
I-20
Page 24
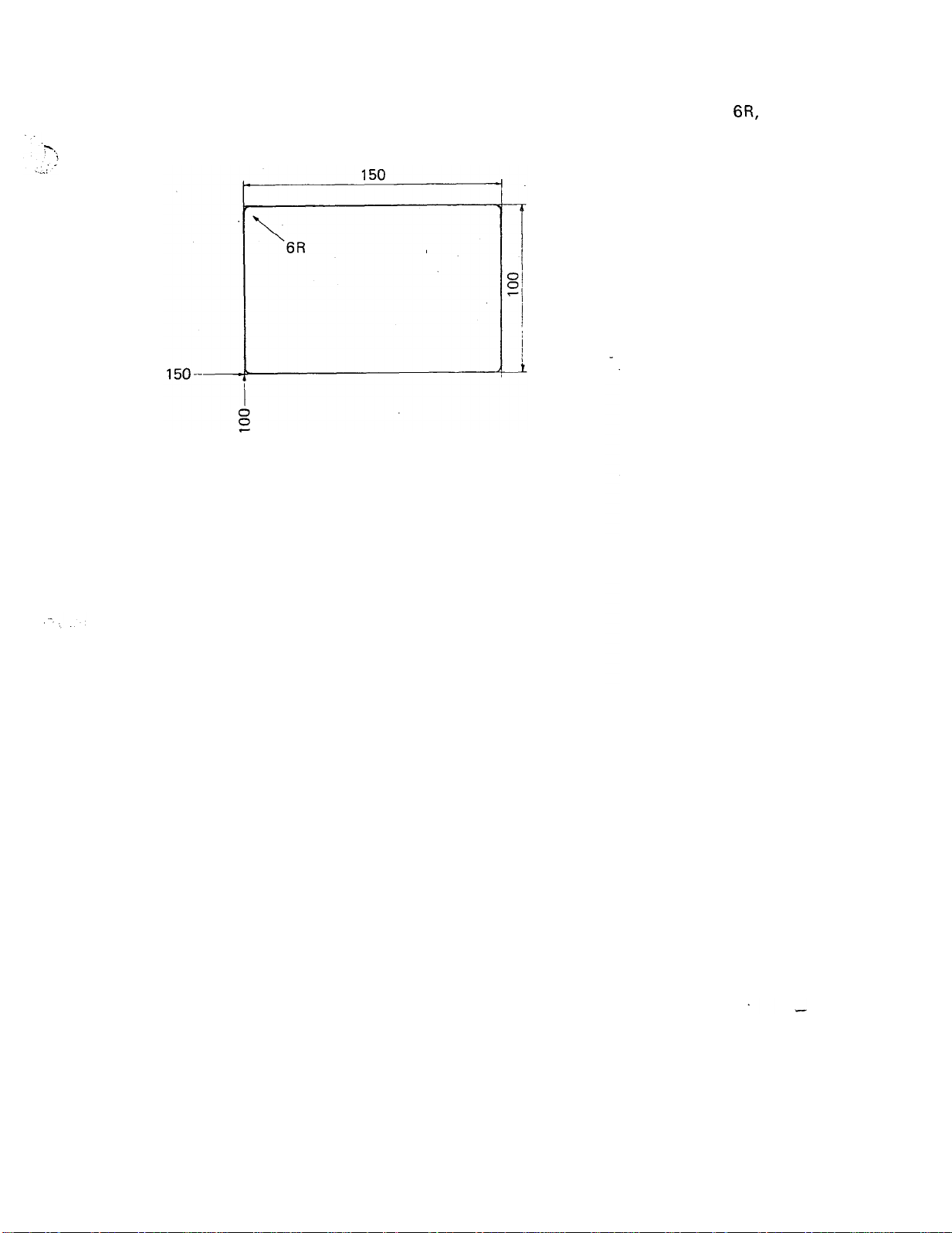
Pioblem: Punch a 100 mm x 150 mm rectangular opening with rounded corners of 6R, using
a 12 mm dia. round punch and a 20 mm x 20 mm square punch.
T2 12 mm dia.
T3
20 mm x 20 mm sq.
1-21
Page 25
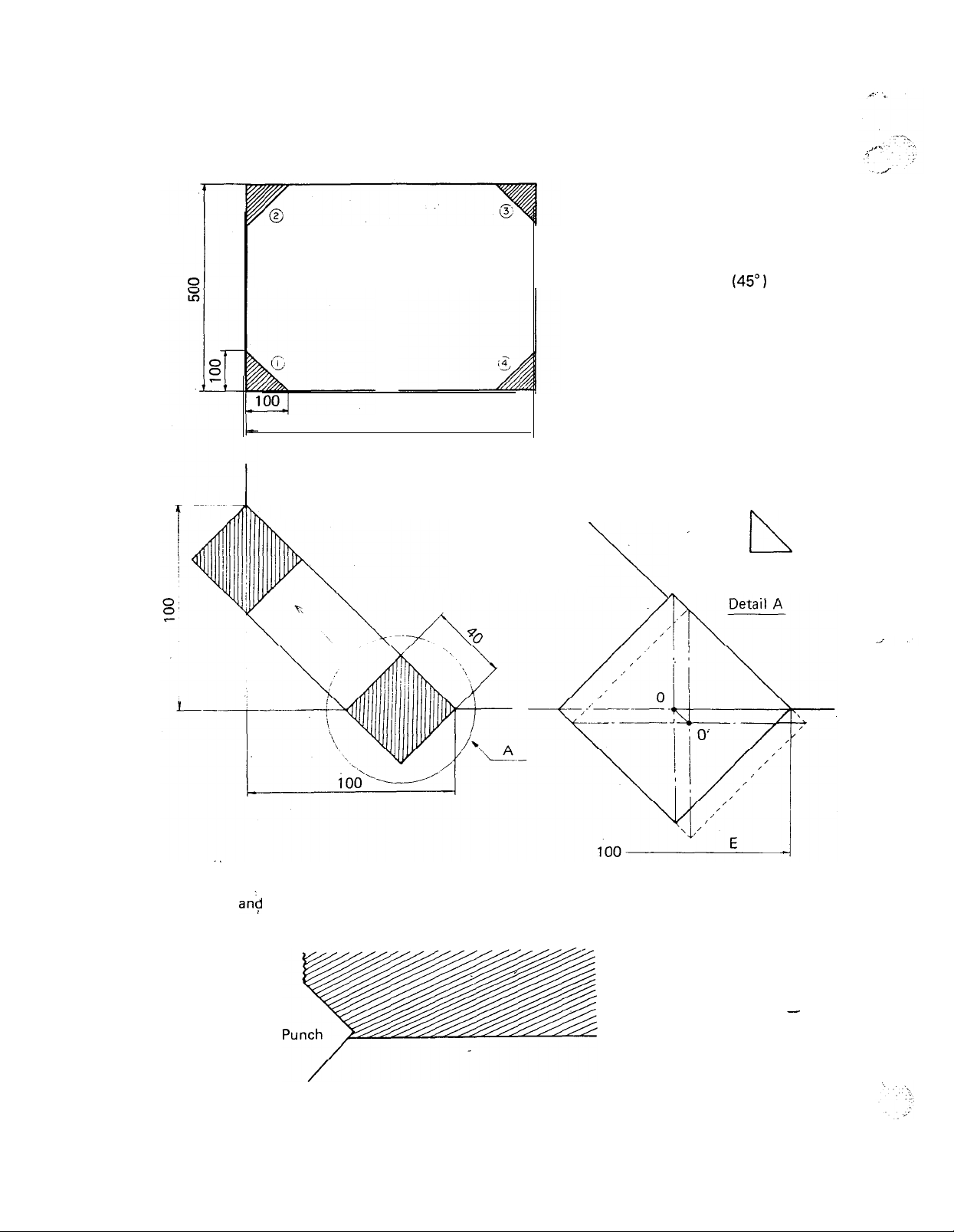
CALCULATING 45” NOTCH
When punching 45” notches in 4 corners of a 500 mm x 600 mm plate
Ex.:
T6
600
40 mm x 40 mm sq. (45”)
Corner detail
The starting
an?
finishing points of notching should be shifted about 1 mm in order to en-
sure accurate notching.
0
I
Imm
n
1 mm
0’
\,
1-22
-
Page 26
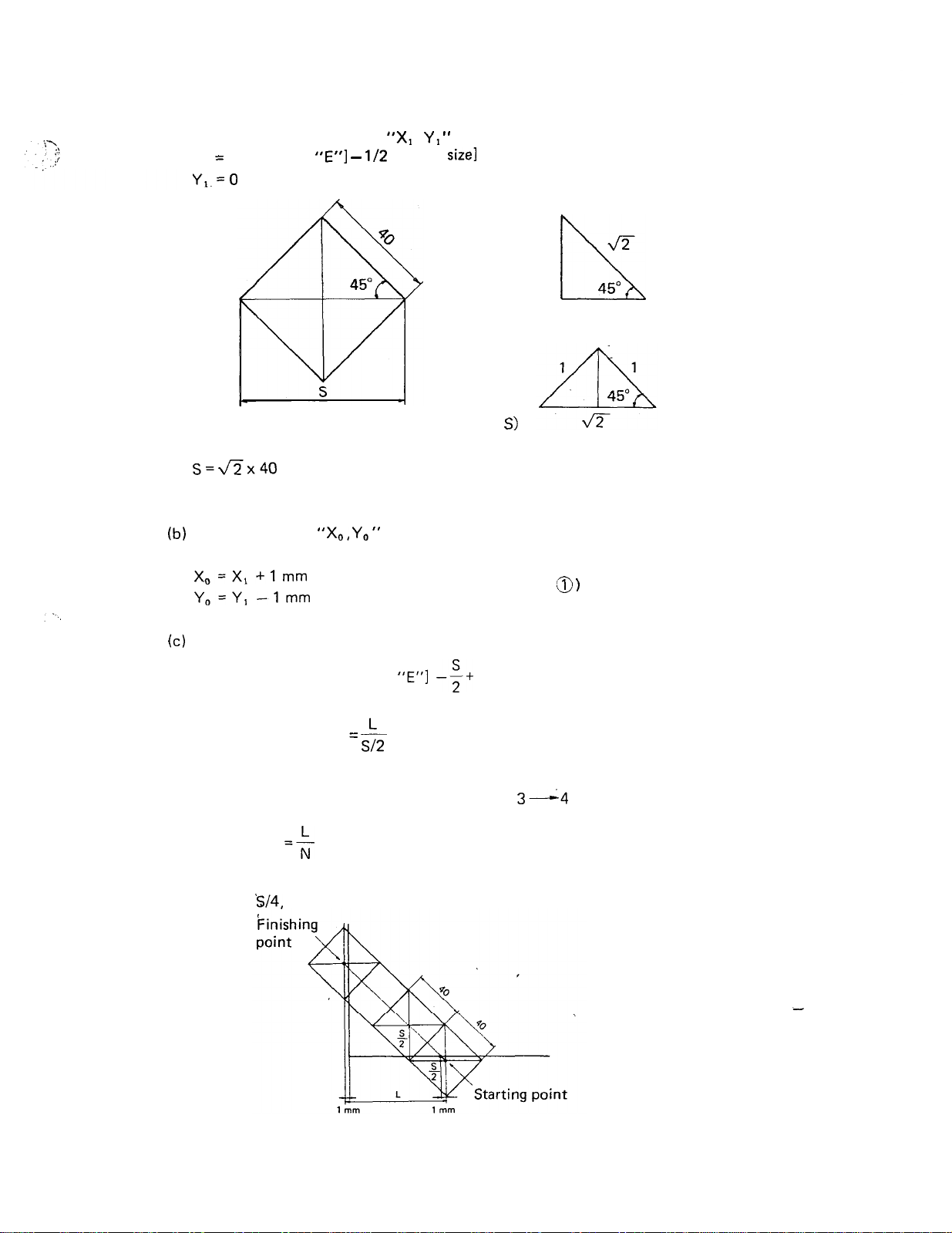
Notching the lower left corner
(a) Provisional starting point (0)
=
[Notch size
Xl
Y,.=O
s=fix40
= 1.414 x 40 = 56.56 mm
Starting point (0’)
(b)
Shift both X and Y axes about 1 mm from (0).
X,=X,-+lmm
Y,=Y,-lmm
“E”] - l/2
“X0, Y,,”
(In case of the lower left corner \B
“Xl
, Y, ” (Absolute value)
[Punch
(Diagonal punch size:
(Absolute value)
Size]
S>
1
L
&T
45”
1
)
Punching frequency and feed pitch
(cl
Travel distance L = [Notch size
Punching frequency N =
Feed pitch P
NOTE:,
=k
The feed pitches of the X- and Y-axes should be
S/4, but smaller than S/2 minus 0.5 mm (0.02”).
$2
","I -G+
2 x
1 mm
When decimal numbers are obtained
Ex.: 2.3 -3
When integral numbers are obtained
Ex.:
3-4
equal
and
should
be larger
than
l-23
Page 27
(a) X1
(b) X,
=lOO-1/2x56.56=71.72mm
=Omm
Y1
= 71.72 + 1 = 72.72 mm
Y,
=0- 1
=-l.OOmm
(c) L = 100 - 28.28 +. 2 = 73.72
&
N=
P
=$=
= 2.62 -3 times
24.67 mm
Therefore the program is:
G90 X72.72 Y-l. T6
G91
X-24.67 Y24.67
(40 mm x 40 mm sq. 45”
(3
times)
-.
/n, ‘.I
i
,..‘.,.’
’
.,’
1
Problem: Calculate
“5”
of a 30 mm x 30 mm sq. 45” punch, and of a 50 mm x. 50 mm sq.
45” punch.
Problem: What will the sign of 1 mm be when calculating the starting point (0’) for each
corner?
“0”
I.
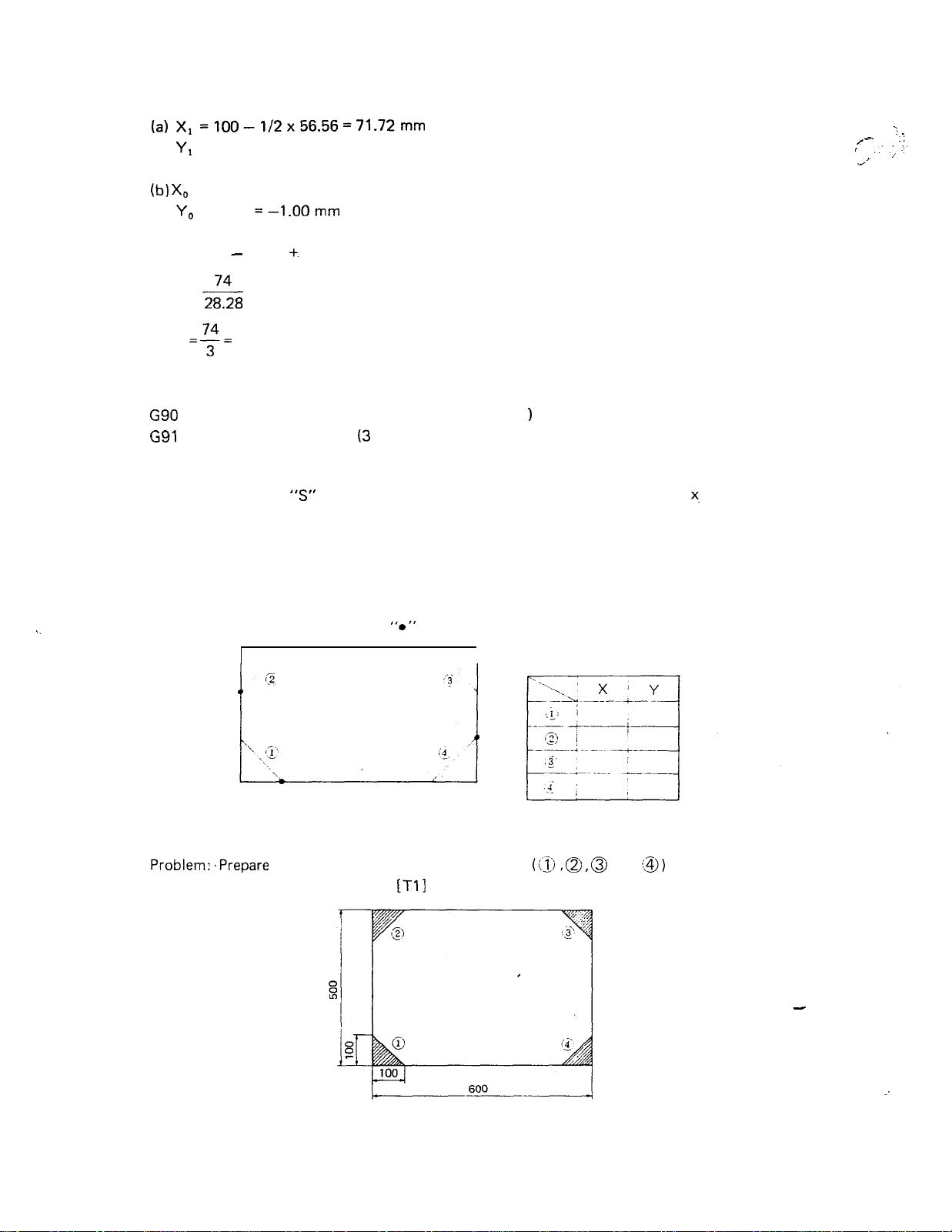
Problem:,Prepare
the program for notching all corners
x 35.4 mm sq. (45”) punch
mark means starting points.
I
(ix), a, 0
.
.
[Tll
and @) with a 35.4 mm
. .
1-24
-
:
Page 28
HINTS ON PROGRAMMING
1. PUNCHING RANGE
Punching range common to all stations
AR I ES-222
X-axis:
Y-axis:
-lo:2
mm to 610.2 mm (metric), -0.401” to 24.023” (imperial)
-10.2 mm to 610.2 mm (metric), -0.401” to 24.023” (imperial)
AR I ES-224
X-axis:
-10.2 mm to 1010.2 mm (metric), -0.401” to 39.772“ (imperial)
Y-axis: -10.2 mm to 610.2 mm (metric), -0.401” to 24.023” (imperial)
2. POSITION OF WORKHOLDERS
Work holder
200 mm
(7.874”) - 1 - (7.874”) -
3. WORK CLAMP DIMENSIONS
200 mm
/
j
I
-
1-25
Page 29
HINTS ON AUTO REPOSITIONING .
1.
Repositioning travel distance ---as small as possible
ARIES-222 [Maximum processing position (X value)] - 610 mm (24.015”)
ARIES-224 [Maximum processing position (X value)] - 1010 mm (39.764”)
,.c
-.
:
I
‘.
.i
2. Clamp position
---as far apart as possible
Consider the following:
l Dead zone
l Worksheet size
l Notches
3. First processing area
----as large as possible
4. Reposition
(a) Ensure the worksheet is under the work holders.
(b)
Ensure the clamps do not pass between the upper and lower turrets when the reposi-
tioning is done.
(c)
Ensure the X-axis absolute value is greater than the repositioning travel distance. If
it is not greater than the repositioning travel distance, over-travel will
5.
Coordinate value after
Use dimensions as per diagram. Mode of
6.
Avoid changing tools immediately after repositioning to save processing time.
7.
Processing area after auto repositioning (AR I ES-222)
YlOO.00
“G27”
mm (min.)
and
“G25”
G90
and
G91
does not change.
occur.
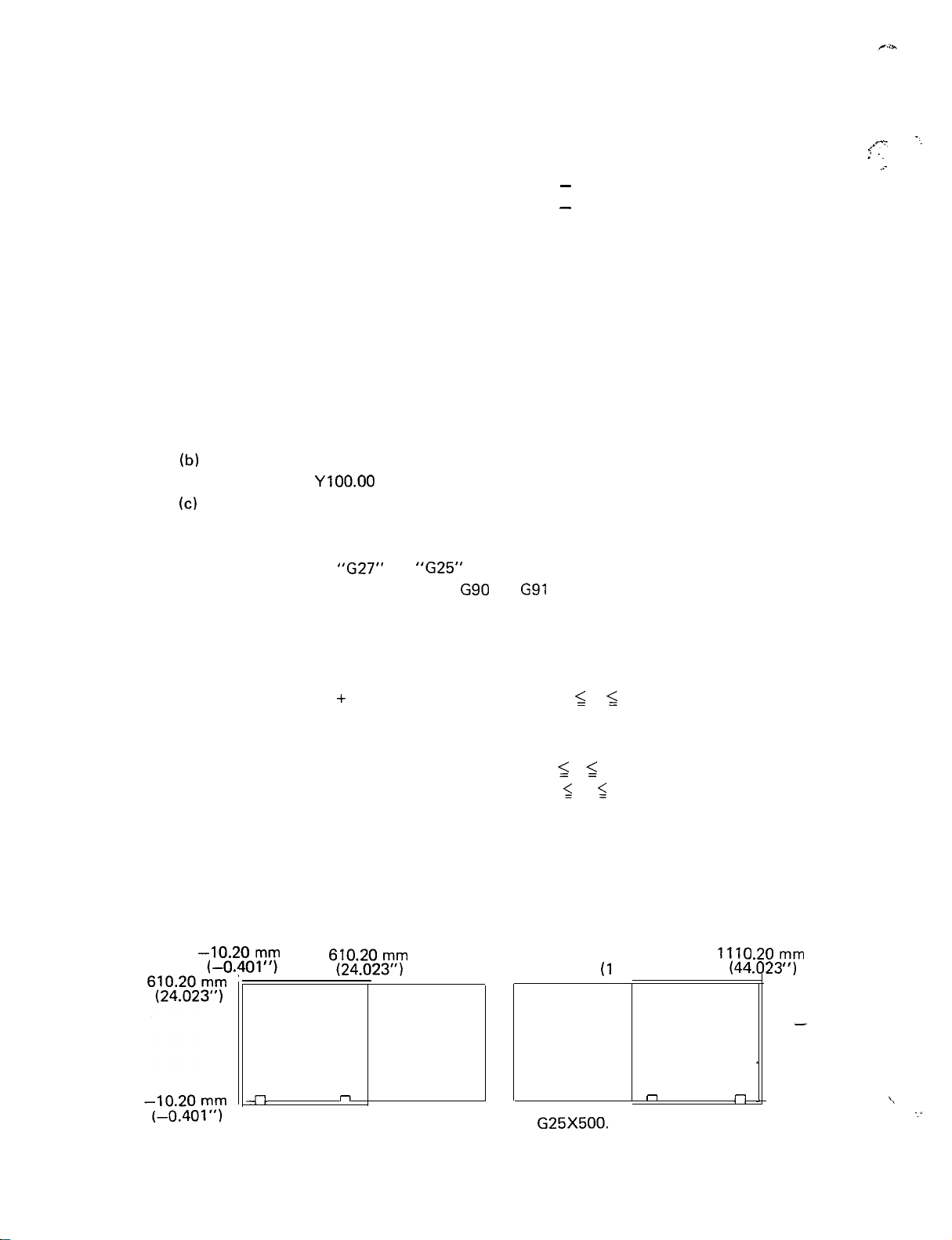
-10.2 mm (-0.401”) + repositioning travel distance 5 X 5 610.2 mm (24.023”) +
repositioning travel distance.
Ex.:
G27 X500. (X20.000)
Processing area after auto repositioning = 489.8 5 X 5 1110.2 mm
(19.283”
5
X 2 44.023")
NOTE: When the repositioning detector switch has been turned to ON, the repositioning
light will be lighted and a pause is made for confirmation before auto repositioning
provided the programmed Y-axis value is less than 95 mm (3.74”). In this case be
“sure, to check to ensure that there is no interference between the work holders
and work clamps before pressing start button.
11_0d2$gT
,I
*,
y2;;g?!7
Travel area
489.80 mm
(I
9.283”)
Travel area
ll;:
.2c
13m;l
.0;
1
4-l
rl
Before repositioning
After G25X500. (X20.000) repositioning
m
fy _
l-26
,I
\
\
‘..
Page 30
-
G72
DESIGNATION OF PATTERN ORIGIN
!cRN-! pR3
i
lSHlFTl /
.-.-j ‘._--..G
G72
,
[PATTRN ORIGIN]
BASIC SOFTWARE
X (X POSITION)
.Y
(Y POSITION);
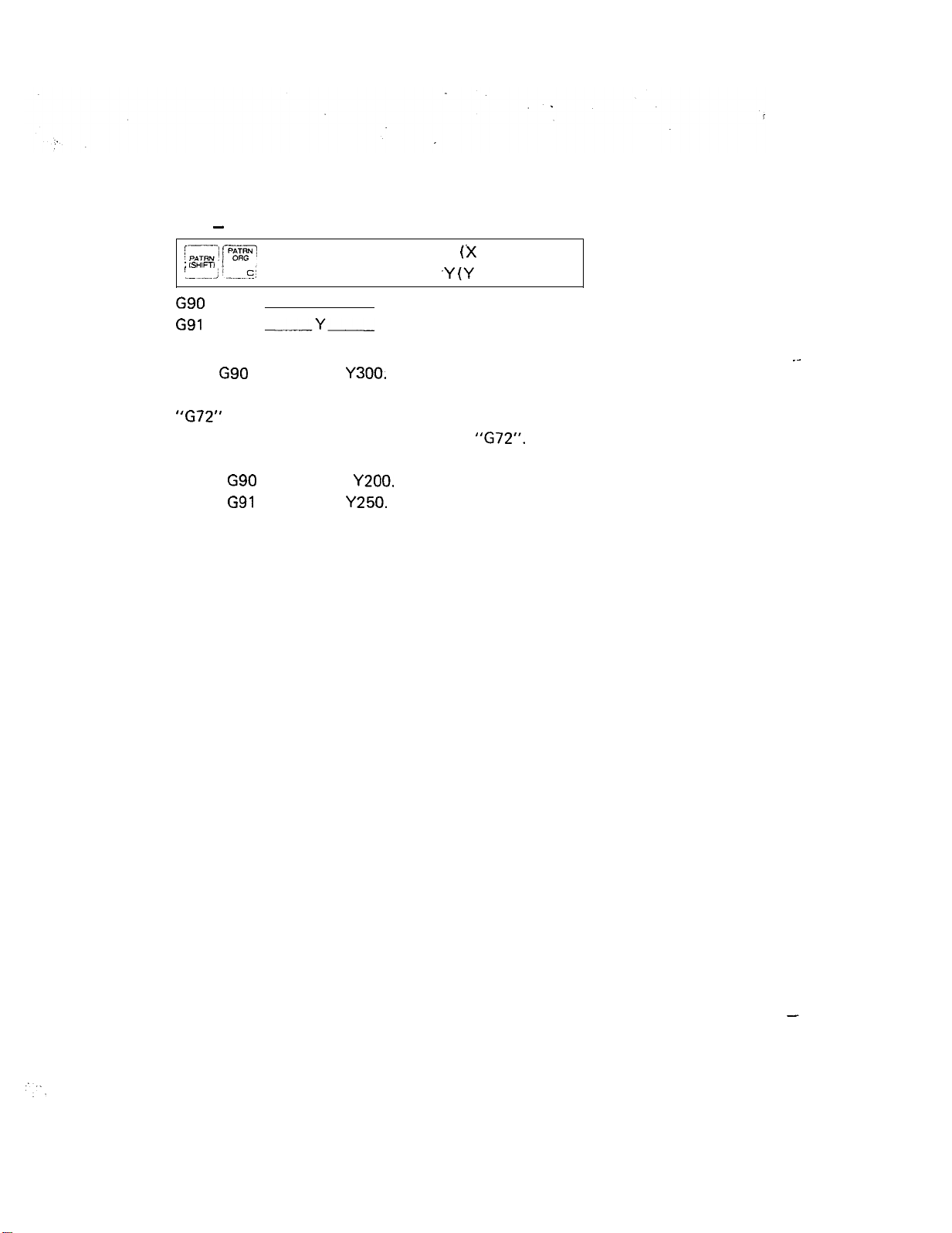
G90
G72 X
G91
G72 X
This code is used to designate the pattern origin.
Ex.:
G90
The pattern origin can be entered both as an absolute value and as an incremental value.
“G72”
Never enter the M or T code in a block with
For example, never enter:
If an incremental value of X and Y is given after a pattern command, the value must refer
to the final pattern point.
-Y-
G72 X500. Y300.
merely selects a coordinate; neither positioning nor punching is performed.
G90
G72 X300. Y200. T2
G91
G72 X150. Y250. MOO
Y
“G72”.
.-
2-l
-
Page 31
G28
-
(‘-..-.---; r&y
PAATRN
: !
ISHIFT)’ ;
LINE AT ANGLE
G2*
~.. ‘j
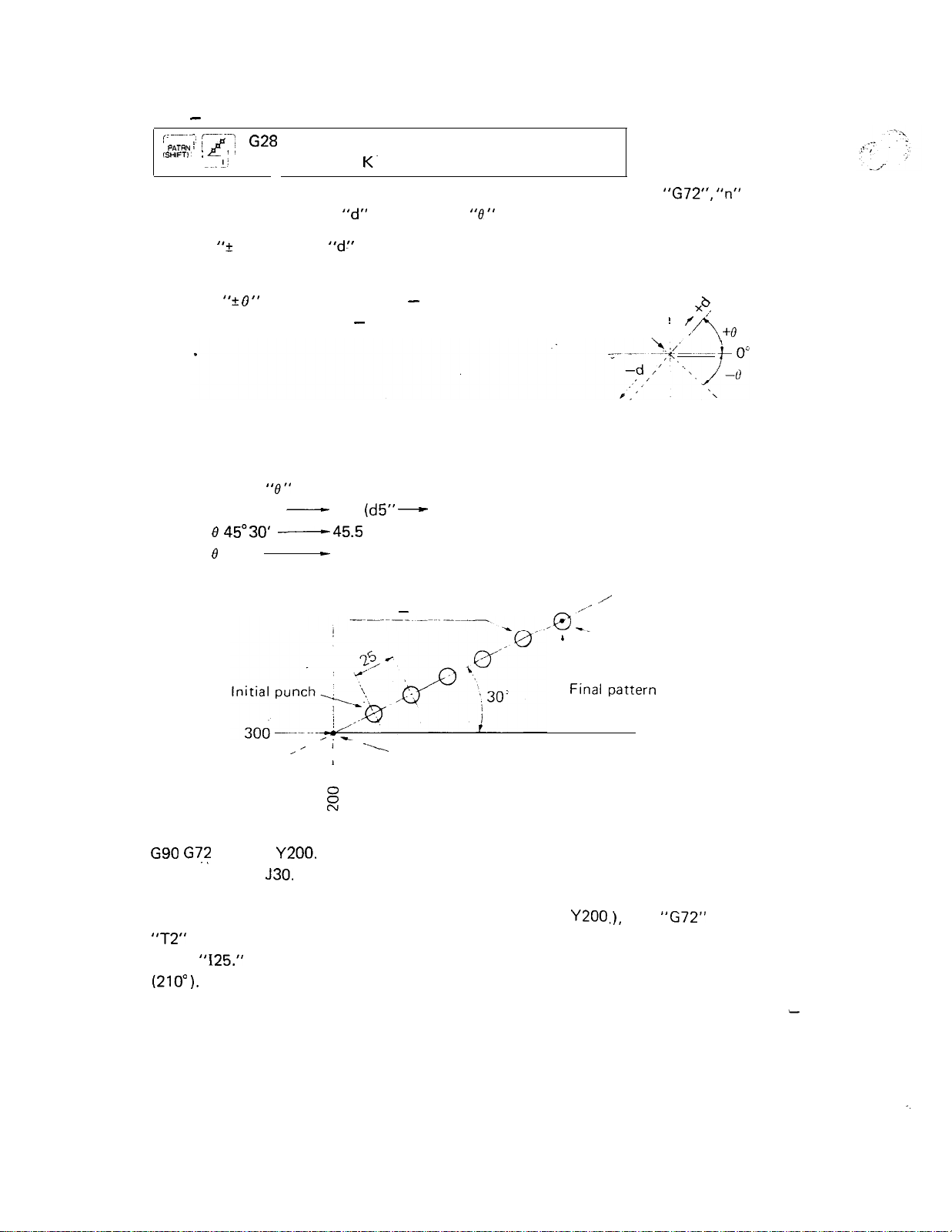
[LINE ANGLE1 K. (NO. HOLE) T (TOOL NO.);
I (PITCH)
J (ANGLE)
Starting from either the current position or from a point designated by
are punched with a pitch of
I: Pitch “+ d”
When
“d”
at an angle of
“d:’
is negative, the punching is performed in the opposite direc-
“0“
to the X-axis.
tion from that of positive “d”.
J :
Angle
‘9. 0 ”
Counterclockwise - positive
Clockwise - negative
Pattern origin
\ :
K: Number of holes “n” (excluding the point of the pattern origin)
NOTE:
Example:
“d” and
d 200 mm
e 45”30’
e
45”
“0”
are given as follows:
-
200. (d5”
-------45.5
-
45.
6 holes - 10 mm dia
-
5.)
/
.B I:
L
Final
“G72”, “n”
I
3
!
f
?’
‘i,
punch
holes
+o
I
G90
G!?
X300.
G28 125. J30. K6 T2
,
Y200.
/’
L
E
“
Pattern origin
10 mm dia: T2
When punching the same hole at the pattern origin (X300.,
“T2”
in the upper instruction block.
When
(210”
“125.”
1.
becomes “I-25.“,
punching is performed in the direction of 180” symmetry
,
Y200.
,),
omit
point
“G72”
and enter
. .
2-2
Page 32

Problem:
Problem:
4 holes - 10 mm dia.
7 holes - 5 mm dia.
10 mm dia.: T2
b ij’ -a.
5 mm dia.: T8
2-3
Page 33

G29 - ARC
I (RADIUS) J (START ANGLE)
-\
,^
I.
On the circumference of a circle having a radius
point designated by
punched, starting from a point at an angle of
“G72”
as the center,
+‘n”
“0”
I: Radius “r” - positive
J: Start angle “? 0”
Counterclockwise - positive
Clockwise - negative
K: Number of holes
P: Angle increment “+
“n”
Atl”
Counterclockwise - positive
Clockwise - negative
Example:
Final punch
“r” with either the current position or a
holes with an angle increment of
“AO”
to the X-axis.
are
Final pattern point
380-
I.1
Pattern origin
2
G90
G72 X380. Y120.
Gi!iI 1180.
J30.
K6 P15.
When punching the same hole at the pattern origin (X380..
“T2”
in the upper instruction block.
When
“P15.”
becomes “P-l
with the starting point.
l-9
,,z
5.“,
punching is performed in a clockwise direction beginning
Y120.1,
omit
“G72”
and enter
-
2-4
Page 34

Problem:
1
2
5
5 holes - 20 mm dia.
20 mm dia.: T3
Problem:
5 holes - 20 mm dia.
20 mm dia.: T3
2-5
Page 35

G26 -BOLT HOLE CIRCLE
i,;; @’
! ,SrnFTl
G26
!
-.H_!
[BOLT HOLE] K (NO. HOLE) T, (TOO!. NO.); ,
---
On the circumference of a circle having a radius
point designated by “G72” as the center,
I (RADIUS) J (START ANGLE)
“r” with either the current position
“n”
holes dividing the circumference into
equal parts are punched, beginning with a point at an angle of
I: Radius “r” - positive
“0”
to the X-axis.
or‘s
“n”
.
‘.
.’
.’
2’
J: Start angle
“+_
0”
K: Number of holes “f n”
Example:
\
G90
G72 X300. Y250.
G26 180. J45. K6 T2
Counterclockwise - positive
Clockwise - negative
Counterclockwise - positive
Clockwise - negative
i
\.h,
’> \ Pattern
/ \
A ’
-
2
origi‘bn
%\
Finai
pattern point
/
‘Final
punch
When punching the same hole at the pattern origin
“T2”
in the upper instruction block.
The final pattern point coincides with the pattern origin.
2-6
(X300., Y250.1,
omit
“G72”
and enter
-
”
,:
._
Page 36

Problem: Punch four 20 mm dia. holes using code G26, then punch two 20 mm
using an incremental instruction.
,,,
4 holes - 20 mm dia.
mm dia. bolt hole circle
/
20 mm dia.
dia.
holes
I
I
i
20 mm dia.: T3
2-7
-
Page 37

G36 -GRID-X
G37 -GRID-Y
I (PITCH X) P
J (PITCH Y) K
T (TOOL NO.);
I (PITCH X) P
J
(PITCH
T (TOOL NO.);
Y) K
(#X
(#Y
SPACES)
(#Y
SPACES)
(#X
SPACES)
SPACES)
ir’--
.-’
--\
-,
..“’
Starting from either the current position or from a point designated by
of “n,
“d2 ”
G36: Punching starts from the X-axis side.
G37: Punching starts from the Y-axis side.
I: Pitch X “+ d,
P: #X spaces “n,
J: Pitch Y “+ d,
K: #Y spaces
Example:
spaces with a pitch of
”
parallel to the
Y-axisis
”
”
”
“n2 “
+X direction - positive
-‘X
+Y direction - positive
-.Y
“dl ”
parallel to the X-axis and
punched.
direction - negative
direction - negative
23
.holes -
“n2 “
10 mm dia.
“G72”,
spaces with a pitch of
IO mm dia.: T2
a grid pattern
Initial
punch,_ _
I
_-i
L---
_
---_I
Initial punch
--s
I
i
1
7
Final punch
\
Final pattern point
G90
G72 X350. Y410.
G36 150. P3 J-20. K5 T2
When punching the same hole at the pattern origin (X350.,
“T2”
in the upper instruction block.
(G36l
G90
2-8
,
G72 X350. Y410.
G37 150. P3 J-20. K5 T2
Final pattern point
Final punch
--
T
f-!
r
I
i
(G37)
Y410.1,
omit
“G72”
,,/
//
f
L
,
;
and enter
-
-.
Page 38

Problem: Program the following using codes G36 and G37. Indicate their respective final
punches.
24 holes - 14 mm dia.
14 mm dia.: T3
Problem:
210
1
50
mm x 50 mm sq.:
T1
2-9
Page 39
G66
<
----,
/ PAWN
/ (S~IFTI i
I
I
SHEAR PROOF
j
i .~ M;
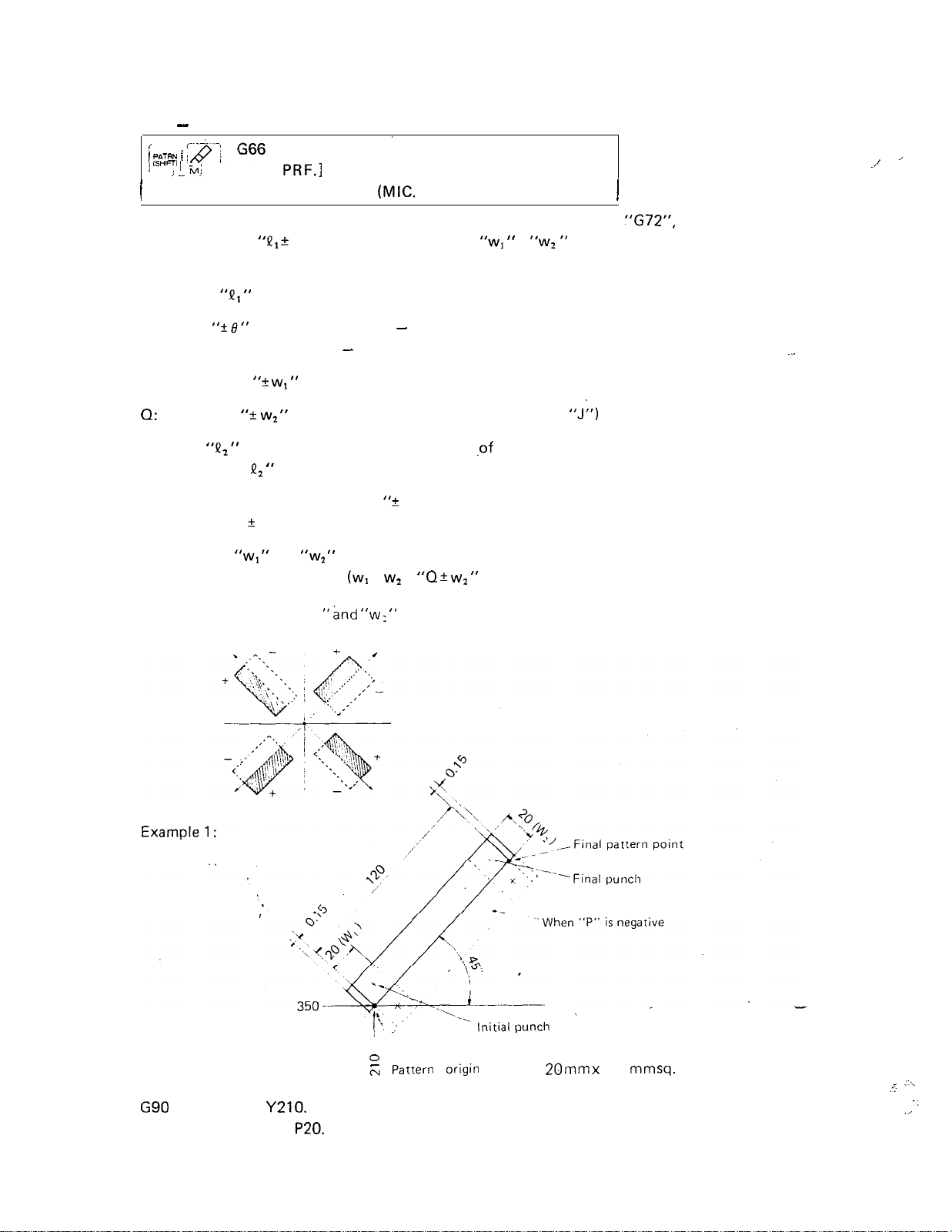
[SHEAR
K (WIDTH)
I (LENGTH) J (ANGLE)
PRF.]
P (TOOL LTH.) Q (TOOL WTH.)
D (MIC. JOINT) T (TOOL NO.);
Starting from either the current position or from a point designated by
with a length of
‘VI 2
2d” and a punch width of
“wl ”
x
“w2”
is performed at an angle of
“0” to the X-axis.
1
“G72”,
a shear proof
..I
-- ’
I: Length
J: Angle “+
“J1, ”
8”
Counterclockwise - positive
Clockwise - negative
P:
Tool length “k w1 ” (punch width in the “J” direction)
0:
Tool width “? w2 ” (punch width in the direction of 90” to
K: Width
“P1 ”
(Punching length in the direction
.of
90” to “J”)
“J”)
If K = Q, “K P, “ can be omitted.
D: Micro joint compensation value “? d” (in relation to punching length)
If d = 0, “D + d” can be omitted.
The values of
When a square punch is used
“wl “
and “w2 ” must have the same sign.
The sign of “w, ”
(w,
= w2 ), “0 f wz ” can be omitted.
and “w: ”
.-
G90
G72 X350. Y210.
G66 1120. J45.
P20.
DO.1 5 T3
0
- Pattern
N
origin
2-10
20
mm
x
20
mm
sq. (45”): T3
.
:\
:‘
I,
.,
Page 40

When “G72” is omitted and
origin (X350., Y210.) is also punched.
When
“P20.”
line.
I (length
The final pattern point does not coincide with the final punch-center.
When “D0.15” becomes
determined by 0.15 x 2 = 0.3.
Example 2:
becomes
“Q1 “)
must be at least 1.5 times as large as P (tool length “* w1 ‘I).
“P-20.“,
“D-0.15”,
“T3”
is entered in the upper instruction block, the pattern
a shear proof is performed in the direction of the dotted
the overall punching length
Final pattern point
“I”
is 0.3 mm shorter as
2-&
:o,
\
\
\
\
. .
G90
G72 X200. Y150.
G66 180.
When
“G72”
origin (X200., Y150.) is also punched.
When
line.
I (length “VI “) must be at least 1.5 times as large as P (tool length “lw,
K (width
The final pattern point does not coincide with the final punch center.
Square,punch
“P20.”
“P2 “)
Problem:
J30. P20.
is omitted and
becomes “P-20.“,
must be at least 1.5 times as large as P (tool length “Iw, ‘I).
= w2 ) must be used when K (width
(w,
’
200
K50. T2
“T2”
’ /’
‘_ ’
is entered in the upper instruction block, the pattern
a shear proof is performed in the direction of the dotted
/
400
<yyWh’”
Y’
/
/
/
,
20 mm x 20 mm sq. (30” ): T2
“P2 “)
is entered.
IW
“p“
is
“).
negative
6 mm x 60 mm
2-11
Rect.:
T6
Page 41
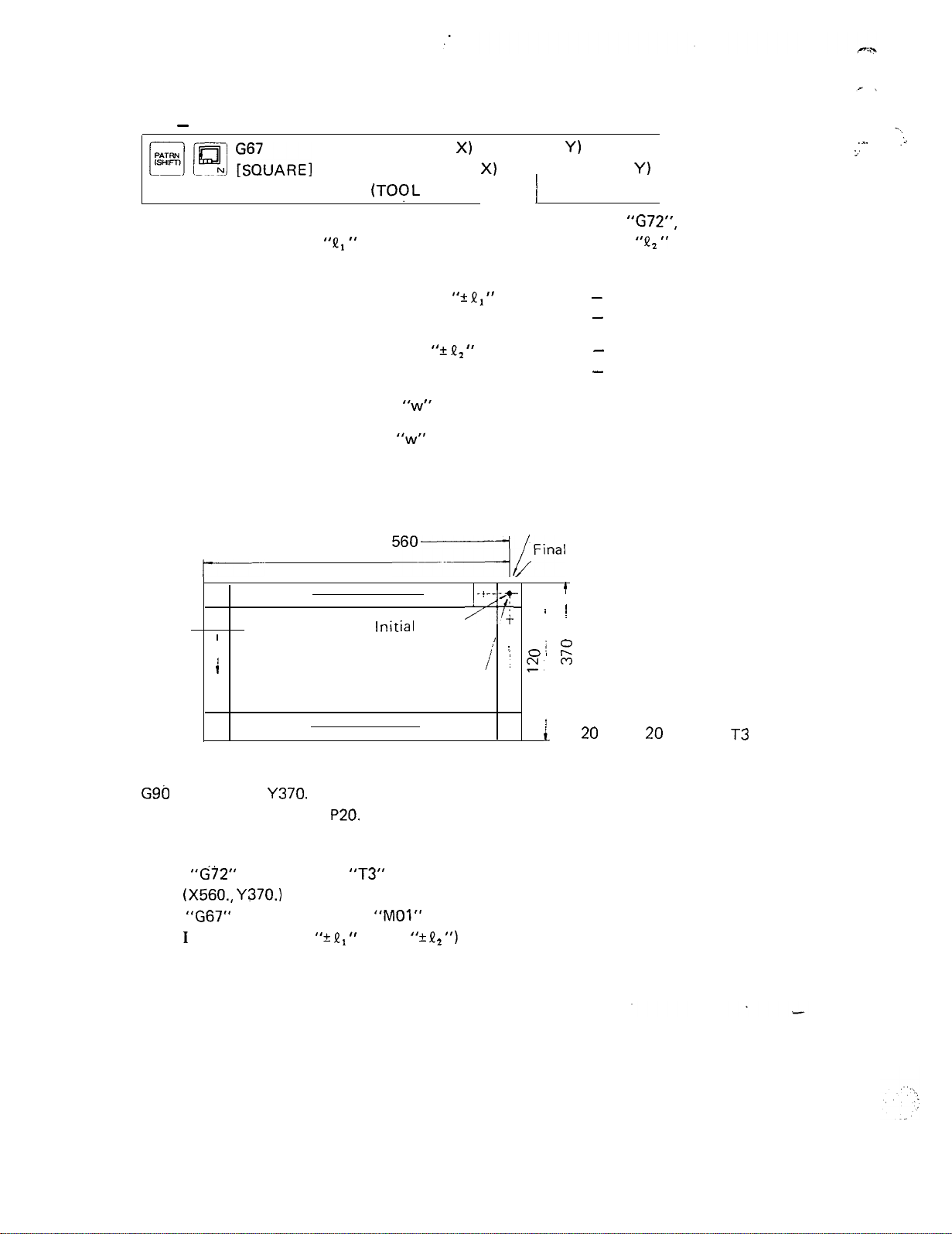
G67 - SQUARE
I (LENGTH Xl J (WIDTH Y)
H
F!! I;ZJAREI
Starting from either the current position or from a point designated by
opening with a length of
P (TOOL LTH. X) Q (TOOL WTH. Yl ,
T (TOOL NO.); MOO (STOP);
parallel to the X-axis and a length of
“Ql”
--
j
“G72”,
“!&I
Y-axis is punched, using a square punch with a width of “w”.
I: Opening length in the-X-axis direction “? Q, ” +X direction - positive
-Y direction - negative
a rectangular
parallel to the
L.’
‘-.-
-,
.:.
J:
Opening length in the Y-axis direction “+ P,
+Y direction - positive.
”
-Y direction - negative
P:
Tool length in the X-axis direction
Q: Tool width in the Y-axis direction
“w”
(positive value only)
“w”
(positive value only)
NOTE: As a square punch is normally used on programming G67 function, “Q” is often
omitted.
Example:
240
560~i~Final
Pattern origin
pattern point
P-
20
I
I
i
G9tI
G72 X560.
G67 I-240. J-120.
Y370.
P20.
T3
Initial
Final punch
punch
-+---+
,q+
1,
8’ :
/
j c, c-9
i I
oi e
!
c
f
20
mm x 20 mm sq.:
T3
MOO
When
“G72”
is omitted and
“T3”
is entered in the upper instruction block, the pattern
origin (X560., Y370.) is also punched.
When
“G67”
is fused,
“MOO” or
Both I and J (length X “?
“MOl”
III “
and Y ‘9 Q,
length “w”).
should be entered in order to remove the scrap.
must be at least three times as large as P (tool
“1
2-12
Page 42

Problem:
350
200
I
1
z
30 mm x 30 mm sq.: T6
.y,
.
.’
2-13
Page 43
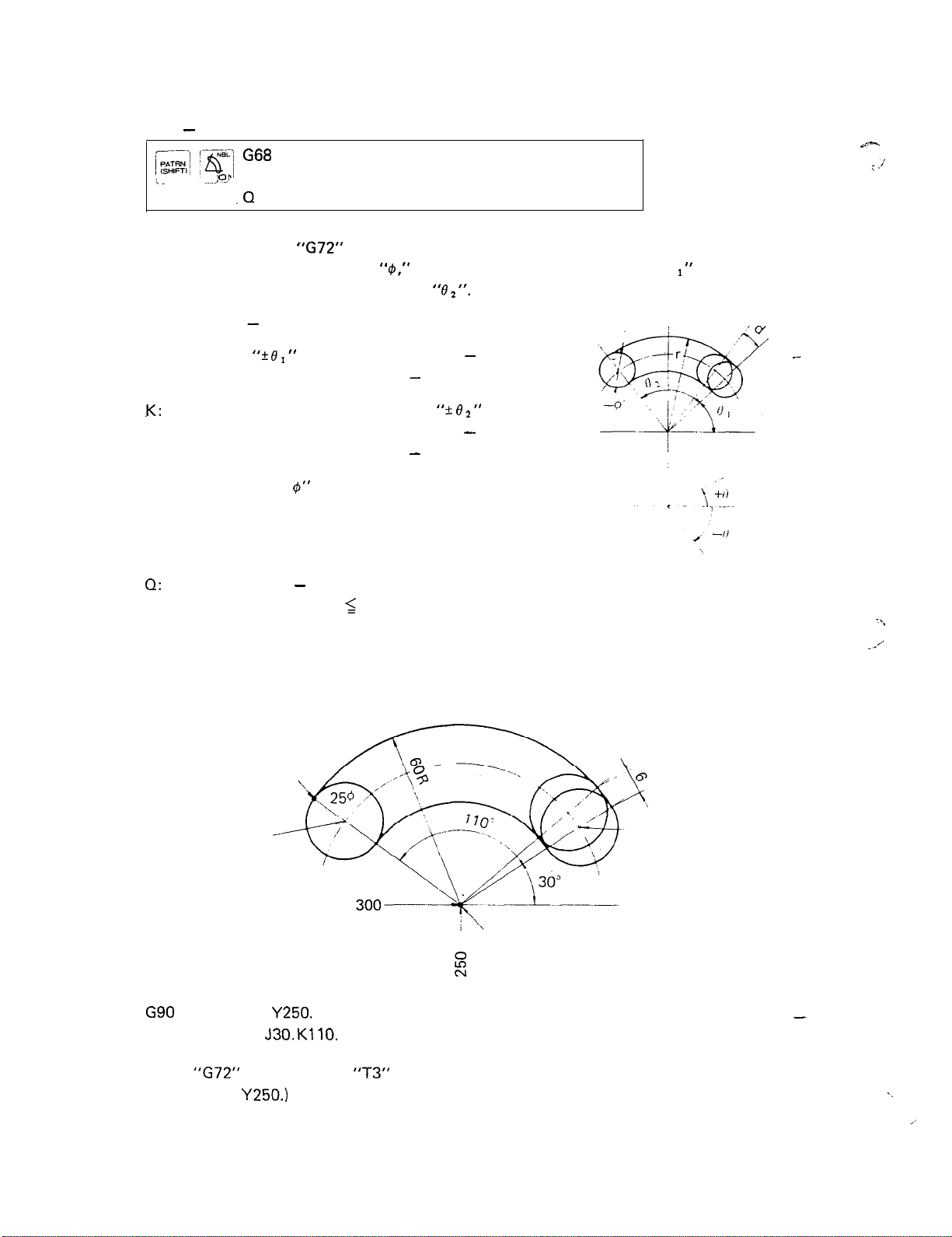
G68
NIBBLING ARC
-
~zi-~ i”] G68
i.
-.;
4,
.Q
I (RADIUS) J (START ANGLE)
[NIBBLE ARC] K (MOV. ANGLE) P (TOOL DIA.)
(NIB. PITCH) T (TOOL NO.): MOO (STOP);
u-
: ,I’
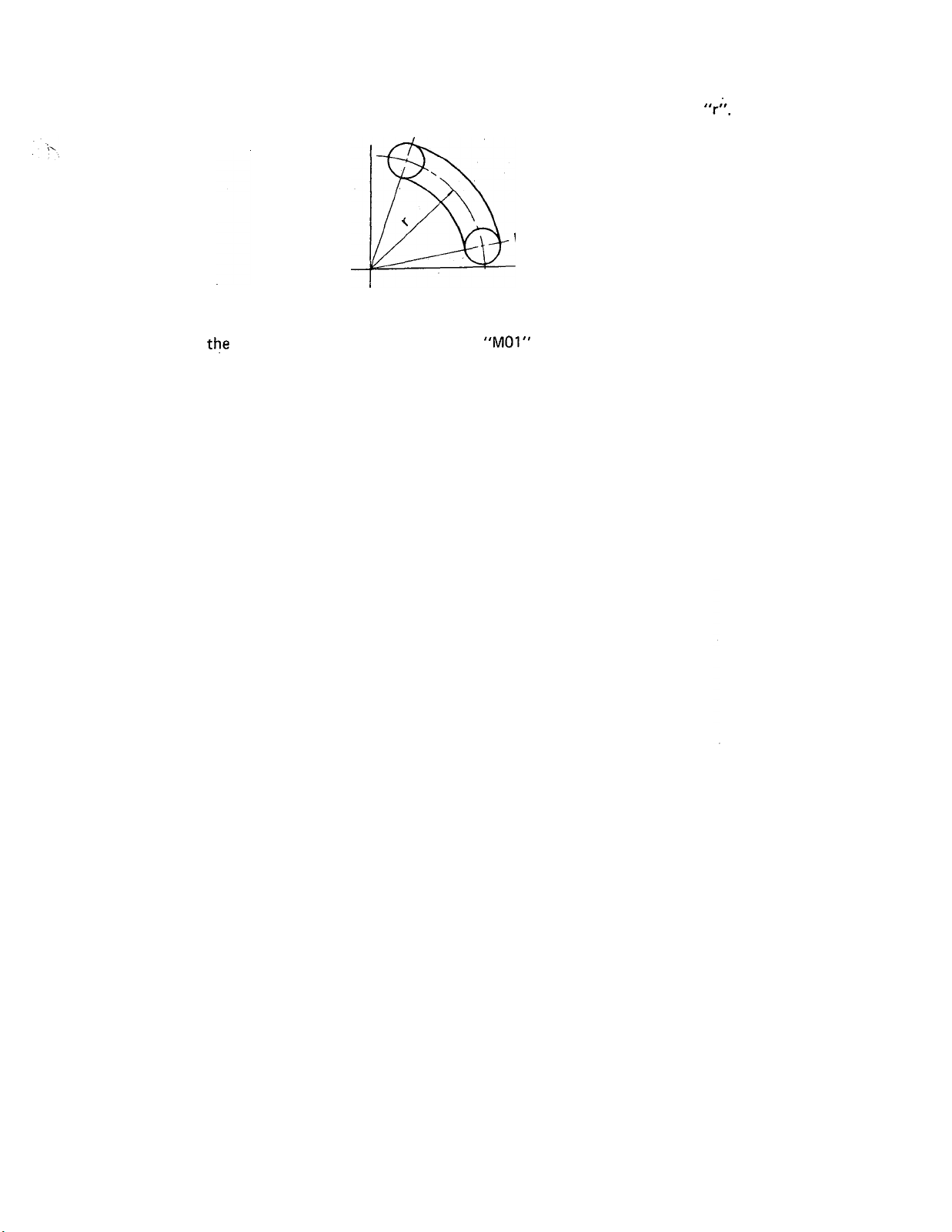
On the circumference of a circle having a radius
point designated by
using a punch with a diameter of
and moving up to an incremental angle of
“G72”
as the center, a nibbling with a pitch of “d” is performed by
starting from a point at an angle of “0 1 ” to the X-axis
“4,”
“eZ “.
“r” with either the current position or a
I: Radius “r” - positive value
J:
Start angle “k 0,
”
Counterclockwise - positive
Clockwise - negative
K:
Moving angle in which nibbling occurs “2 0 2
”
Counterclockwise - positive
Clockwise - negative
P: Tool diameter “f
4”
Enter the positive value when nibbling the outer side
of the circle and the negative value when nibbling the
inner side.
0:
Nibbling pitch “d” - positive value only
Worksheet thickness < d 2 6 mm (0.236”)
NOTE: Maximum worksheet thickness for nibbling: 3.2 mm (0.125”)
.-
“.
__”
Example:
Final pattern point
Final punch
,
G90
G72 X300.
G68 160.
When
“G72”
Y250.
J30. KllO.
P-25. Q6. T3
is omitted and
“T3”
is entered in the upper instruction block, the pattern
origin (X300., Y250.) is also punched.
, \
i
Pattern origin
25 mm dia.:
----- Initial
T3
punch
-
-.
,’
2-14
Page 44

When the value of “P” is zero, nibbling is performed on the arc with the radius “r”.
Example:
When nibbling a worksheet with a thickness of more than 3.2 mm
(ARC) or G78 (PUNCHING ARC).
“I
When the scrap remains inside, make “J” (start angle “k
or
“MO1 ”
in order to remove the scrap.
Problem: Program the following using NBL-A
(G68)
and SHP
90” or 45” and enter “MOO”
‘0,
(G66).
(0.125”),
use code G29
.-
20 mm dia.: T3
-
50 mm sq.: T6
8
e
A
,
400
>
600
2-15
Page 45

G69
L&~
..-J
NIBBLING LINE
-
;;yBBLE LINEl I (LENGTH) J (ANGLE)
PJ
P (TOOL DIA.) Q (NIB. PITCH)
T (TOOL NO.);
.J_ -
,/
,._e’
::
.-I
Starting from either the current position or from a point designated by
with a pitch of “d” and a length
a punch with a diameter of
Length “R” (from the initial punch center to the final punch center)
I:
Angle
J:
P:
0:
Worksheet thickness < d 2 6 mm (0.236”)
NOTE: Maximum worksheet thickness for nibbling: 3.2 mm
Example:
‘*? e ”
Tool diameter “k
When the value is positive, nibbling is performed on the left
side of the straight line (on the hatched side in the figure);
when it is negative, nibbling is performed on the right side
of the straight line.
Nibbling pitch “d” - positive value only
(0.125”)
Counterclockwise - positive
Clockwise - negative
4”
“4”.
.of
“I?” at an angle of
. . ’
to the X-axis is performed using
“0”
renal punch
“G72”,
a nibbling
Final pattern point
Initial
\
‘Pattern origin
E
G90
G72 X300.
G69 1180.
If
“G72”
is omitted and
(X300.,
If P = 0, the initial punch center coincides with the pattern origin.
When nibbling a worksheet with a thickness of more than 3.2 mm
(LINE AT ANGLE) or G79 (PUNCHING LINE).
Yl20.)
Yl20.
J30.
P25. Q6. T3
“T3”
is also punched.
is entered in the upper instruction block, the pattern origin
25 mm dia.: T3
(0.125”),
use code
G28
2-16
Page 46

Problem:
‘23>/
Problem:
ii2
I
225.3
25 mm dia.: T3
Pitch: 4 mm
25 mm dia.: T3
Pitch: 5 mm
r
2-l 7
-
Page 47

G78 -PUNCHING ARC
/ ;p;%.%,‘~rg cm
!
1:
0;
[PUNCH ARC] K (MOV. ANGLE) P (TOOL DIA.)
.-
0
(NIB. PITCH) D (THICKNESS) T (TOOL NO.);
On the circumference of a circle having a radius
point designated by “G72” as the center, a punching which is the same as the NIBBLING
ARC
(G68)
is performed by turning the clutch on and off at a pitch of “d”, using a tool
with a diameter of
to an incremental angle of “0 2
“@“,
starting from a point at an angle of “0 1 ” to the X-axis and moving up
I (RADIUS) J (START ANGLE)
I
“r” with either the current position or a
“.
I: Radius “r” - positive value
J:
Start angle
K: Angle in which punching occurs ‘9 e2
P: Tool diameter “A
Enter the positive value when punching the outer side of the circle and the negative value
when punching the inner side.
0:
Nibbling pitch “d” - positive value only
Worksheet thickness < d
D: Worksheet thickness “t”
NOTE:
Example:
pattern point
Final
“+_ 6’, “
When the value of “t” is larger than the value of “d” (t > d), it is regarded as a program error.
Counterclockwise - positive
Clockwise - negative
”
4”
Counterclockwise - positive
Clockwise - negative
.-
Final punch
,
I
G90
G72 X300. Y350.
G78 1100. J25.
When
origin (X300., Y350.) is also punched.
“G72”
is omitted and “T6” is entered in the upper instruction block, the pattern
KllO.
P-30. Q6. D4.5 T6
5:
c-9
I’
dia.: T6
punch
Pattern origin
-
2-18
Page 48
When the value of “P” is zero, punching is performed on the arc with the radius
Example:
\
i
PO
:
B
7”.
When
the
scrap remains inside, enter “MOO” or
“MOl”
in order to remove the scrap.
2-19
Page 49

G79
. 1
PUNCHING LINE
-
HFJ
YZNCH LINE] g ((Lrj$TT~.,‘T~~~;l~));
1
Starting from either the current position or from a point designated by
which is the same as the NIBBLING LINE (G69) is performed by turning the clutch on and
off at a pitch of “d”,
of “0 ” to the X-axis.
I: Length “Q” (from the initial punch center to the final punch center)
J: Angle “+
P: Tool diameter “?
When the value is positive, punching is performed on the left side of the straight line (on
the hatched side in the figure); when it is negative, punching is performed on the right
side of the straight line. Refer to the NIBBLING LINE (G69) on page 2-16.
Q: Nibbling pitch “d” - positive value only
Worksheet thickness < d
D: Worksheet thickness “t”
NOTE:
Example:
0”
When “t” is larger than “d” (t > d), it is regarded as a program error.
using a punch with a diameter of
Counterclockwise - positive
Clockwise - negative
4”
“@“,
in the length of
“G72”,
“e”
a punching
at an angle
.-
/
?
.
$
_( 1
G90
G72
If
“G72”
(X300., Y120.) is also punched.
If P = 0, the initial punch center coincides with the pattern origin.
X306.
Y120.
G79 1210. J25.
is omitted and
P40.
Q6. D4.5 T6
“T6”
Pattern origin
is entered in the
2-20
upper
instruction block, the pattern origin
Final pattern po-int
30 mm dia.: T6
-
:..\
: I
.
.
-.;
Page 50

PATTERN MEMORY AND PATTERN’ RECALL
When a pattern instructed by the codes G26, G28, G29, G36, G37, G66, G67, G68, G69,
G78
or G79 is used repeatedly, the pattern can be memorized and recalled whenever re-
quired. To memorize a pattern, enter the address letter “A” along with a one-digit numeral
(from 1 to 5). To recall the pattern, enter the address letter “B” and the same one-digit
numeral as that was used by “A”.
Example:
r
G90
G72 X300.
Al G26 1125.
Y250.
J60.
300
K6 T2
-I
750
[Pattern memory]
IO
mm dia.: T2
G70 X400.
G25 X350.
_
G72 X750.
Bl
[Pattern recall]
“AO” should always be entered at the front of the pattern command block; “BO” must be
entered as a single block by itself.
“AO” and “BO” are only used for the pattern memory
and recall. Memorization and recalling of a coordinate value are impossible with these.
2-21
Page 51

Problem: Program the following with “AO”, “BO” and “G28”.
,.*
,’
-..
-.
:
i
200’~
’ T
34holesy
lam,Ydia
10mm dia.: T2
’
v--tps
2-22 ,
Page 52

-
---
-
PATRN
SHlFTi
G90
G93 X
G93
OFFSET
_.-. -.
j OFFST Gg3
.P
[OFFSET]
X-
-.
G93
,-
.~
-__-___
G91
------------------------1
Y
Y-----I
X (OFFSET
X)
Y (OFFSET Y);
3
I
1
I
This.code
X and Y coordinate system:
X’ and Y’ coordinate system:
designates the origin of the local coordinate system.
Basic coordinate system (Global coordinate system)
Local coordinate system
X” and Y” coordinate system: Local coordinate system
When designating the X’ and Y’ coordinate system
G90
G93 X50. Y75.
When designating the X” and Y” coordinate system
G90
G93 X200. Yl25. or,
G91
G93 X150. Y50.
Method of designating point A
(I 1 G90
(2) G90
(3) G90
X300.
Y205.
T2
G93 X50. Y75.
X250.
Y130.
G93 X50. Y75.
”
G93 X200. Y125. (or
X100. Y80. T2
When
changin$
G90
G93 X0 YO
from the local coordinate system to the global coordinate system
T2
G91
G93 X150.
Y50.1
-
2-23
Page 53

The G93 code is merely for establishing a coordinate system; it is not to be used for positioning or punching. Do not enter “T” or “M” with “G93”.
Example:
G90
G93 X50.
YlOO.
T2
Program error
Basic format of a program using “G93”
G92
G90
G93 X
x-
----Y-
X
-..-.--Y-
Y
-
T
~
G50
. . i.,
2-24
:;
::
Page 54

MACRO FUNCTION
1. Macro storing
Using the macro function, the contents of multiple blocks of data can be stored within the
memory of NC as a single macro data; and this stored data can be recalled whenever required.
To store multiple blocks of data, enter the address letter “U” along with a two-digit numeral
from “01 to 99” as a single block, preceding the multiple blocks which-.you wish to memo:
rize, and enter the address letter
address letter “U” as a single block, after the
“V”
using the same two-digit numeral as was used for the
mu‘ltiple
blocks which you wish to memorize.
The
twodigit
numeral following
“U” or
“V”
is called the “macro number”. This macro
number comes in the following three types:
01 - 59: The blocks of data between “U” and
“V”
remain stored while they are simul-
taneously being executed.
60 - 89: The blocks of data between “U” and
“V”
are only stored into the memory.
90 - 99: Storing of multiple macros is accomplished.
2. Macro recalling
.
The multiple blocks of data which were stored by “U” and
“V”
can be recalled by the ad-
dress letter “W” with the same two-digit numeral that was used at “U” and “V”.
2-25
Page 55
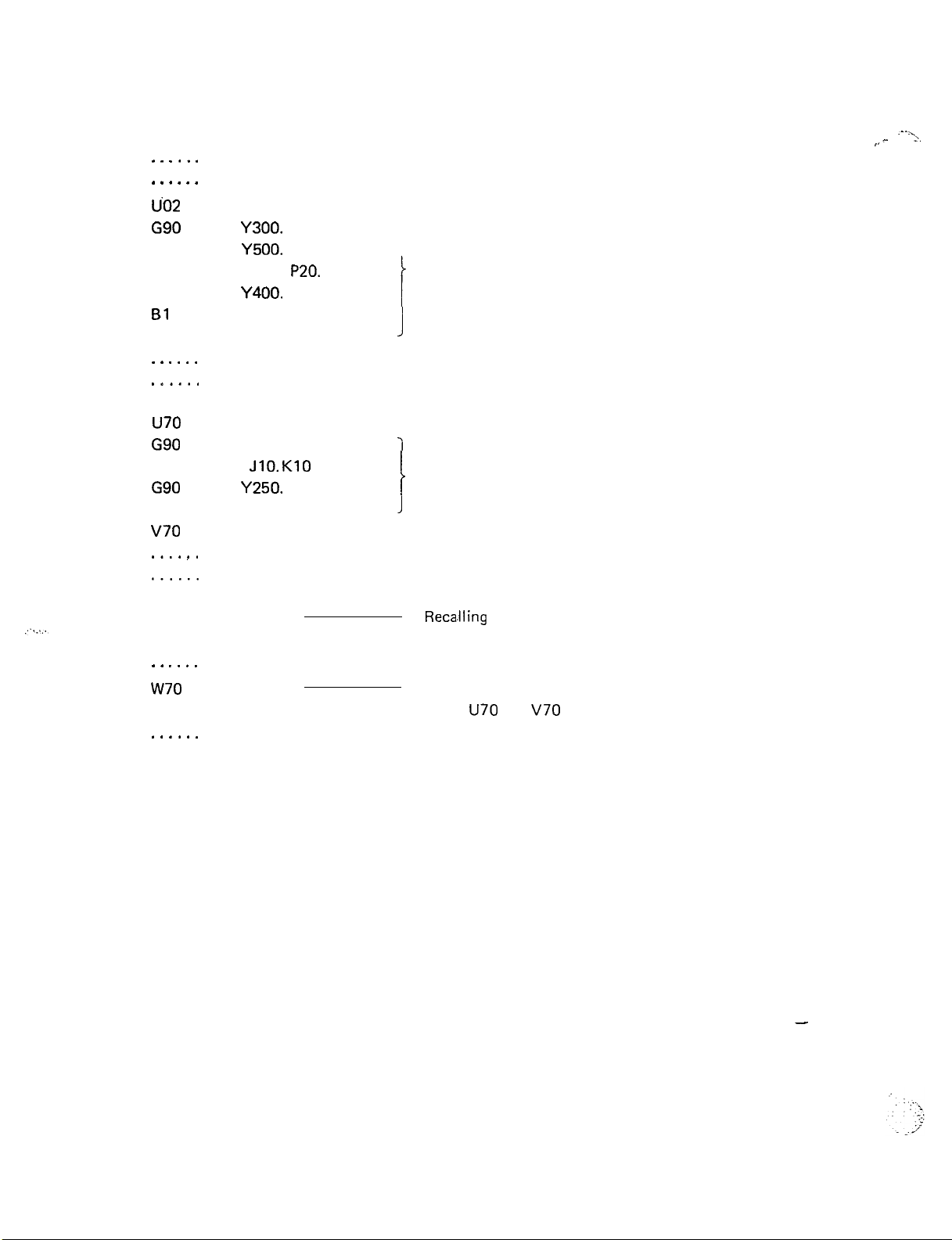
3. Example
. . . . . .
. . . . . .
u.02
G90
X100. Y300. T8
G72 X150. Y500.
Al G66 1100. JO
G72 X450. Y400.
Bl
vo2
. . . . . .
.-....
u70
G90
X200. Y 100. T3
G37 18. P3 JIO. KIO
G90
X550. Y250.
G28 125. J-90. K6
v70
......
......
P20.
1
These instructions remain stored while they are
simultaneously being executed.
t
J
i
These instructions are merely stored.
I
J
.--:
>.
r,-
wo2
. . . . . .
. . . . . .
w70
. . . . . .
. . . . . .
Reca-Iling
tween U02 and V02
Recalling and processing of instructions stored be-
tween
and processing of instructions stored be-
U70
and V70
-
2-26
Page 56

4. Multiple recalling of macro
The data which was stored as macro data can be recalled, and the recalled data can also
be stored and then be recalled again.
‘Example: U05
. . . . . . . . . .
. . . . . . . . . .
gl
@
vo5
u20
. . . . . . . . . .
3
wo5
. . . . . . . . . .
@
v20
u70
. . . . . . . . . .
@
w20
. . . . . . . . . .
@
v70
w70
In the above example, the execution is carried out in the following manner.
This multiple recalling is possible up to triple level.
5.
Memory capacity for macro (Macro numbers 01 to
Th,e
maximum memory capacity for macro is 3100 characters. One character equals:
(1)
OneSletter
(2)
One numeral
(G, X, Y, T, M, etc.)
(1,
2, 3, . . . . . .
0)
.
89)
(3) One symbol (EOB, -, /, etc.)
The delete, space, and other codes which are ignored by the NC are not considered as
characters.
,
-
2-27
Page 57

6.
Storing and recalling of multiple macros
Multiple macros can be stored and recalled by using the macro numbers 90 to 99. These
macro numbers are only capable of defining a group of multiple macros as one macro,
and they are unable to store execution instructions.
Example: iJ90
UOI
. . . .
. . . .
VOl
UIO
. . . .
. . . .
VI0
u15
. . . .
. . . .
VI5
G90
‘X100. Y200. ----This block is not stored.
uo2
. . . .
. . . .
. . . .
The maximum number of macros that can be stored by each of the macro numbers 90 to
99 is 15.
,
2-28
Page 58

BLOCK DELETION
If a slash character is entered at the beginning of a block and if
th.e
LED of BLOCK SKIP
button on the NC control panel is lighted, the block command following the slash character
is disregarded. If the LED is not lighted, the command is not disregarded but is executed.
Exampie: G90
X320. Y210. T2
G91
X50.
I
X100.
G90
X570. Y310. T4
YlOO.
T3
Basic format of BLOCK DELETION
I
G90
x-.-
X
Y
Y
T
INPUT OF DECIMAL POINT
Such data as the length, angle and time which are contained in the program can be input with
the decimal pojnt values as follows:
-
510 mm
123.4 mm
45.3”
5 sec.
x510. (= X51000)
-
-
-
X123.4 (= Xl
J45.3 (=
x5. (= X500)
2340)
J45301
The decimal point is available as an input for the addresses X, Y, C, I, J, K, P, Q and D.
2-29
Page 59
.*.
il..,
MULTIPLE PART PUNCHING
GENERAL DESCRIPTION AND PROGRAMMING EXAMPLE
1. Multiple part punching function
This function is used to punch multiple products which have the same punching pattern
from one worksheet. Once the punching of only one product is programmed, the punching
of multiple products with any desired layout on the worksheet can be performed by using
simple commands.
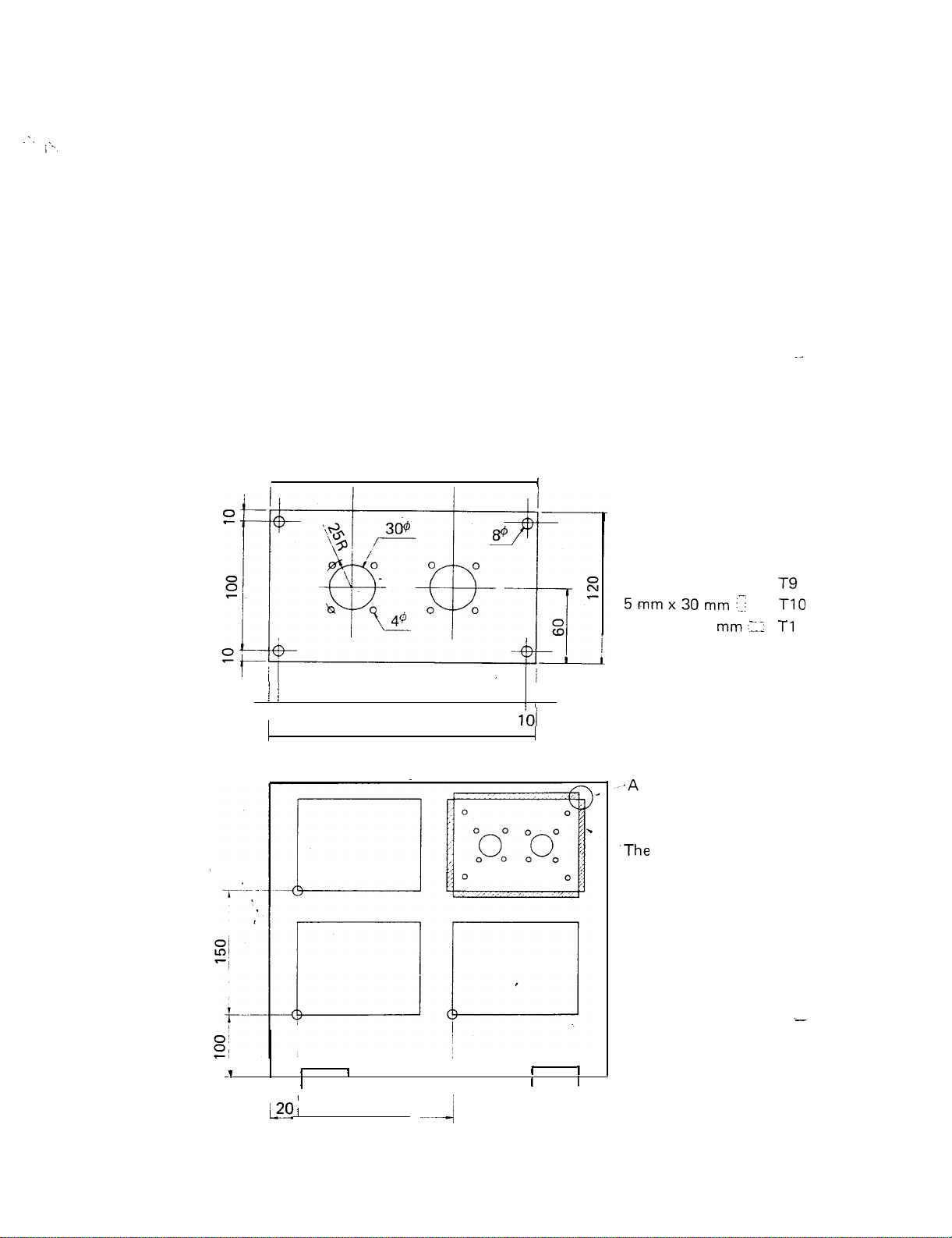
2. Removal of each product after multiple part punching
When punching four products from one worksheet, such as the one depicted in the figure
below, the following two removal methods can be used:
.-
‘10
a.
Micro-joint method
j /
I I
60
I
80
180
200
60
/
1’0’
I
8 mm dia.
4 mm dia.
30 mm dia.
5mmx30mm::
5 mm x 50
.The
hatched portions
mm:::
: T3
: T2
:
T9
: TlO
:
Tl
are punched out in
the “Micro-joint
method”.
Punching 4 products
from one worksheet
I
I
k20 /
I
I
Work1
1
clamp
250
d~mmA
I
I
1
Work
1
clamp
3-l
Page 60

As shown in the figure, the hatched portions are punched out by rectangular punches in
such a manner that the four corners of each product remain unpunched. The four corners
are connected to the worksheet by means of an approx. 0.15 mm joint. After completing
the entire punching process, the worksheet with punched products is removed from the
machine, and each product is then separated from the worksheet.
r-r -\
x
)I
0.15
I
I
Punch out
I -
Micro joint;’
(four corners)
Product
,
@
1
Detail; of portion A
/
-Lnf--
‘I
Oi
-
Worksheet
-’
b. Separation method
Each product is separated from the worksheet after punching. Each time one product
is cut out, the operator stops the machine and removes the product using a magnet or
by other means.
. .
I
1
t
Work clamp-
I
I
A
:.
.:
3-2
Page 61

3.
Program example using multiple part punching function
*\
:..
The program for punching the product depicted in the figure on Page 3-1 using the “micro-
joint” method is as follows:
[G92
G92
G98
X600.
X20.
Y600.
(ARIES-2221
YlOO.
1250.
X1000.
J150. Pl Kl
Y600. (ARIES-22411
w
(1)
The.reference
point for multi-
ple part punching is set.
Ul
G90
X190.
YlO.
x10.
YllO.
G72 X60.
Al G26 125. J45. K4 T2
G72 X140.
Bl
Vl
u2
X140.
X60.
v2
u3
G72
G66
G72
G66
v3
u4
G72
G66
G72
G66
v4
YllO.
T3
Y60.
Y60.
Y60.
T9 (30%
x200.
Y120.
1120. J-90.
x0 YO
1120.
x0 Y120.
1200. JO
x200.
1200. JlBO. P50. 05.
J90. P30.
P50. 05.
YO
P30. 05.
Q5. D-0.15
(89)
(44)
D-0.15
D-0.15 Tl (5 x 50
D-O.15
TlO (5
x 30 g
FZZ )
.-
*
(2) Program (part program) for
punching one product. This
part program is stored.
)
j
Program (part program) for
punching the exterior shape
of one product. This part
program is stored.
J
G76
G76
G76
G75
G50
Wl 04 Ul -Vl
W2
Q3, U2-V2
W3 Q2
W4 Q3 . .
execution instruction
execution instruction
U3-V3
execution instruction
U4-V4
execution instruction
’
__--
-
Recalling and execution of
(4)
each part program for the
specified punching layout.
After preparing the above program, one product in the lower left, corner in the figure on
Page 3-l can be trial-punched by key operation’on the NC control panel. After checking
the dimensions of the product, the punching of multiple products over the entire surface
of the worksheet can then be performed.
3-3
Page 62
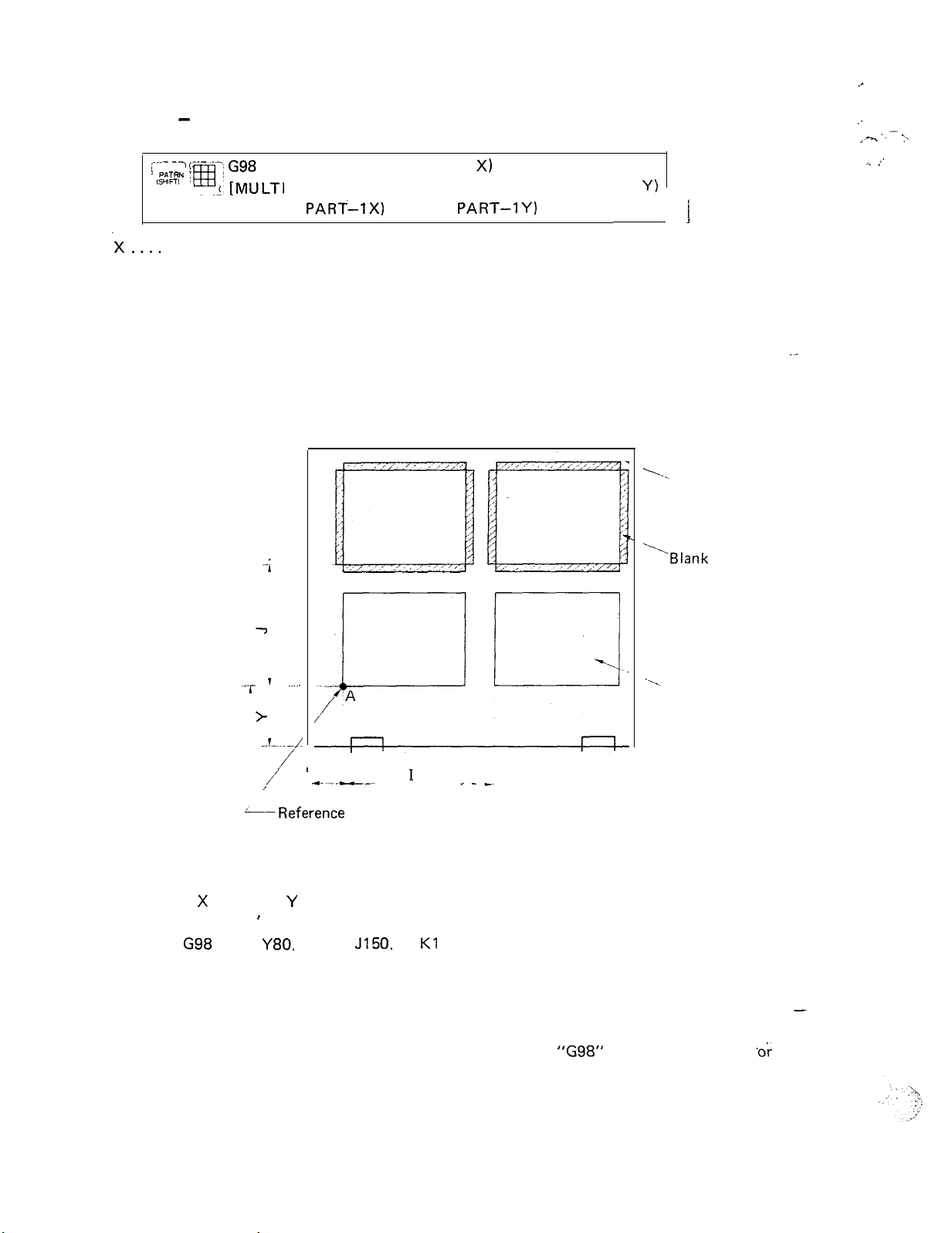
G98
SETTING OF REFERENCE POINT AND LAYOUT FOR MULTIPLE
-
PART PUNCHING
~.._ -~ r...-~.’ PATeN :
ISHIFT,
,
i
PA’ ;::LTl
PART]
P (NO.
PART-lx)
X (OFFSET X) Y (OFFSET Y)
I (PART LTH. X) J (PART.WTH. Y) ,
K (NO.
PART-1Y)
D (SPACING) ;
:
-.
:,
;-. ‘.
I. ,I’
j
.x....
Y
. . . .
I
. . . .
J
. . . .
P
. . . .
K
. . . .
D
. . . .
Offset X (X-coordinate value of reference point)
Offset Y (Y-coordinate value of reference point)
Part length X (Pitch along X-axis)
Part length Y (Pitch along Y-axis)
No. Part-l X (Number of products in X-axis direction, excluding product at reference
point)
No. Part-l Y (Number of products in Y-axis direction, excluding product at reference
point)
Spacing (Space between products when I and J are product dimensions)
‘...
Worksheet
I.
\Blank
.L..
Product
.--r
-;
7
,
>
-!-.. >/!
i
/
--..
/
‘Work clamp Work clamp
’
x
-.~-_--
1
_ _ _,
.-
L__Reference point for punching
multiple products
Ex.: If X = 30 ‘mm, Y = 80 mm, I = 200 mm and J = 150 mm in the figure above, the pro-
NOTE:
gram is:
G98
X30. Y80. 1200.
a)
’
J150.
PI
Kl
The reference point for punching multiple products must be located in the lower
left corner of the product which is located at the lower left portion of ‘the
worksheet.
b) The values “I”, “J”,
“P” and “K” specified by
“G98”
must be either zero
,o;
positive values.
c)
The value “D” can be omitted if unnecessary.
3-4
-
Page 63

Inclusion and priority relations between G98 and G93
1.
The X- and Y-coordinates specified by “G98” are determined by the coordinate system
which is set by “G92”.
2.
The coordinate system set by
the subsequent commands of
“G98”,
“G98”
once specified, cannot be cancelled except by using
or “G50”.
3. The X- and Y-coordinates specified by “G93” are determined by the coordinate system
which is set by
“G93”
.4.
“G98”.
values of
which is specified prior to the setting of
’
The values obtained by adding the X and Y values of
“G93”,
“G98”.
“G98”
respectively, will determine the origin of
will remain effective even after
“G98”
and the X and Y
this.program.
Example 1. When there is no cutting area between products and the outer edges of each
product are cut eithef by shearing or other procedures after punching (Trimming will be necessary).
If X
=20
mm, Y = 60 mm, I = 100 mm and J = 80 mm in the above figure, the program is:
G98
X20. Y60. 1100.
J80.
P3 K2
‘l.
Worksheet
_\
‘\
Product
I
-
3-5
Page 64

Example 2. This is an example of a situation where there is neither a cutting area between
products nor a clamping area and trimming is not performed.
If X
=.200
mm and Y = 150 mm, the program is:
G98
X0 YO 1200.
Example 3. This depicts the punching of products only in the X-axis direction.
JI50.
PI KI
/-.,
_
‘Worksheet
b-..
‘*_
Product
i
Y
II
If X = 30 mm, Y = 80 mm and I= 1 IO mm in the above figure, the program is:
G98
X30.
,
As shown’above, J = 0 and K = 0.
Y80. I1
A
L
-
I
C
IO. JO P4 KO
.
3-6
Page 65

Example 4.
This shows the punching of products only in the Y-axis direction.
1’
X
If X = 30
G98
As’shown above, I = 0 and P = 0.
mm,
X30.
Y = 80 mm and J = 150 mm, the program is:
Y80.
IO
JI50.
PO K3
\
\
Worksheet
‘\
Product
3-7
Page 66

UOo
TO VOO
uoo
......
......
......
1
Part program
i
I
STORING OF PART
-
PKOC;RAM
voo I
To store the pat-t program for one product, “U” and a two-digit numeral (macro number)
must be entered at the beginning of the part program to be stored, and
two-digit numeral that was used by “U” must also be entered at the end of the part program. The part program thus positioned between “UOO”
memory.
ind “VOO”~‘is
“V”
and the same
stored in the
&, -.--.-
-
--
NOTE: a) The same macro numbers must be attached to “U” and
one part program.
b)
Three types of macro numbers are available; one type ranges from 01 to 59,
another type from 60 to 89 and the other type from 90 to 99.
c)
The macro numbers 01 through 05 can be specified as one digit by omitting the
zero.
d)
On the macro numbers 01 through 89, the maximum limit of the part program
allowed to be stored is 3100 characters on one processing tape.
“V”
in order to store
3-8
Page 67

UI
X190. YIIO. T3
(84)
YlO.
x10.
YI 10.
VI
* *a
UZ
G72 X60. Y60.
AI G26 125. J45. K4 T2
G72 X140. Y60.
81
v2
u3
X140. Y60. T9
(304)
X60.
v3
u4
G72 X200.
G66 1120. J-90.
YI20.
P30. 05.
G72 X0 YO
G66 1120.
J90. P30. 05.
D-0.15
v4
u5
G72 X0
G66 1200. JO
YI20.
P50.
05. D-0.15 Tl (5 x 50 :g
G72 X200. YO
G66 1200.
J180. P50.
05. D-0.15
v5
Program example (I
In this example, the processing by one type of
tool is stored as a part program.
In this program, the processing by one type of
tool is performed on the whole surface of the
worksheet. Then, ‘the next type of tool is
selected and the processing by it also is made
(44)
on the whole surface of the worksheet. The
time required for selection of tool can thus be
redu ted.
D-0.15 TIO (5 x 30
1
.-
B,
1
u50
X190. YIIO. T3
YIO.
‘x10.
YllO.
G72 X60. Y60.
AI G26 125. J45. K4 T2
G72
,X1
40. Y60.
Bl
Xl 40. Y60:;
’
T9
X60.
G72 X200.
G66 1120. J-90.
YI20.
P30.
05. D-O. 15 TIO
G72 X0 YO
G66 1120.
G72 X0
G66 1200. JO
J90. P30.
YI20.
Q5. D-0.15
P50.
05. D-O.1 5 TI
G72 X200. YO
G66 1200.
JI80. P50.
Q5. D-0.1 5
v50
Program example
(2)
In this example, the processing for one product
by five types of tools is stored as a part
pro-
gram.
All processing of one product is performed by
using five types of tools. Then, all processing
of the next product is also performed by using
the same five types of tools. The time for
’
tion of tools increases. Although the program
selec-
is simple, the processing time is greater than in
example (I ) above.
,
3-9
Page 68

G75, G76 WOO 00
[G98
RECALL X DIR.] Q (QUADRANT);
RECALLING AND EXECUTION OF PART PROGRAM
-
The part program for punching one product entered between “UOO” and “VOO” is recalled
by “WOO”, and the program is executed to process all products according to the punching
layout designated by
“Gg8”.
..% -. ‘.
.,. .:
_ ,. .,’
I.
G75...
The part program entered between
Execution of horizontal (X-axis direction) grid
“UOO” and “VOO” is executed -in the order shown
in the figure below.
G75 WOO
2. G76..
Execution of vertical (Y-axis direction) grid
.
Execution is accomplished as shown in the figure below.
G76 WOO 04
04
3-10
-
Page 69

3. Qo...
This designates the corner of the punching layout from which the punching operation
will begin by “G75” or “G76”.
01
02
Designation of starting point
Lower left corner
. . .
Lower right corner
. . .
03
. . . Upper left corner
lpper right corner
. .
c
04.
G75 WOO QI
II
G76 WOO Q2 G76 WOO
When punching multiple products in a single horizontal row:
4.
Only
“G75”
“G76”
can be used.
can be used.
G
. . .
Only 1 or 2 can be used.
Q
. . .
5.
When punching multiple products in a single vertical row:
-Only
G
. . .
Q :. . Only I or 3 can be used.
G75 WOO
03
03
3-I 1
Page 70

6.
Combination method of G75 and 01 to
04,
or G76 and 01 to
04
(a) Either “G75” or “G76” must be selected so that the distance of movement can be
minimized.
(b) If the processing of a part program starts from the upper right corner (04) and ends
at the upper left corner
(Q3),
the processing of the next part program should start
at the upper left corner (Q3) in order to guarantee efficient movement.
(c) When cutting the outside shape in the process of punching multiple products, it is
desirable to start the punching at the upper portion of the worksheet and move lower
in sequence. For such a procedure, enter the command of: G75 WOO 04 or 3.
7.
u90
to
v90
If the starting point designated by
“0”
is unchanged and either
“G75”
or
“G76”
be used alone, it is possible to represent multiple sets of “UOO and VOO” by a single
“UOO and VOO”. The macro number for this function is 90 to 99.
NOTE:
In each of the macro numbers 90 to 99, it is possible to store a maximum of I5
types of part programs.
is to
-. T.
-.
1,.
_I
--
3-12
-
.:
Page 71

Application example of macro numbers in the nineties (90 to 99)
‘\
G92 X600.
[G92
G98 X20.
u90
Ul
X190.
YlO.
x10.
YllO.
Vl
u2
G72 X60.
Al G26 125. J45. K4 T2
G72 X140.
Bl
v2
u3
X140.
v3
u4
G72
G66
G72
~
G66
v4
u5
G72
G66
G72
G66
v5
Y600.
X1000.
x200.
1120. J-90.
x0 YO
1120.
x0 Yl20.
1200. JO
x200.
1200.
YlOO.
YllO.
T3
Y60.
Y60.
Y60. T9
Y120.
J90. P30. Q5.
YO
Jl80. P50. Q5.
Y600.
(ARIES-2221
(ARIES-22431
1250.
P50. Q5.
P30. Q5.
D-O.15
J150. Pl
D-0.1 5
D-0.15
D-O.15
-K2
TlO
Tl
G92 X600.
[G92
G98 X20.
Ul
X190.
YlO.
x10.
YJlO.
Vl
u2
G72 X60.
Al G26 125. J45. K4
G72 X140.
Bl
v2
u3
X140.
X60.
v3
u4
G72
G66
G72
G66
v4
u5
G72
G66
G72
G66
v5
G75
Y600.
X1000.
YlOO.
YllO.
Y60. T9
x200. Y 120.
1120. J-90.
x0 YO
1120.
x0 Y120.
1200. JO
x200. YO
1200.
Wl 04
(ARIES-2221
Y600. (ARIES-224)]
1250.
T3
Y60.
Y60.
J90. P30.
J180. P50. 05.
J150. Pl
t2
P30. 05.
Q5. D-0.15
P50. 05.
K2
D-0.15
D-0.15 Tl
D-O.15
.
TlO
W2 Q4
v90
G75
W90
Q4
G50
left side program is an example of the application of the macro numbers in the nineties.
The
G75
G75
G75
G75
G50
W3
W4
W5.04
04
04
These two programs (left and right sides) are equivalent in movement of the machine.
3-13
-
Page 72

TRIAL PUNCHING, POST-TRIAL PUNCHING, AND FULL PUNCHING
In the conventional method of multiple part punching, punching must be accomplished
over the whole, surface of the worksheet, and then dimensional and accuracy checks must be
conducted. Should the program contain any error, substantial worksheet and time losses
would result. However, in this multiple part punching function, selection between three types
of processing is available by key operation on the control panel, i.e. “trial punching for one
product”,
“multiple punching for remaining products after trial punching” and “full punching“.
For details on this operation, refer to the “NC setup” in the OPERATOR’S MANUAL.
,”
3-14
Page 73

CLAMP DEAD ZONE DIAGRAM
CLAMP DEAD ZONE
A clamp dead zone is defined as any. position in which the work clamp is so close to the
punching point that the clamp itself is punched, or in which the clamp rests on top of ad-
jacent dies or free-motion bearings, resulting in the worksheet being distorted if punching
is performed.
When preparing the program, the position of the work clamps on the worksheet must be
determined so that the clamps do not enter this dead zone during punching operation.
WORKSH E
Clamp caught between punch and die.
Clamp will be punched.
Clamp resting on top of adjacent die.
Clamp will not be punched, but worksheet will be distorted.
4-1
Page 74
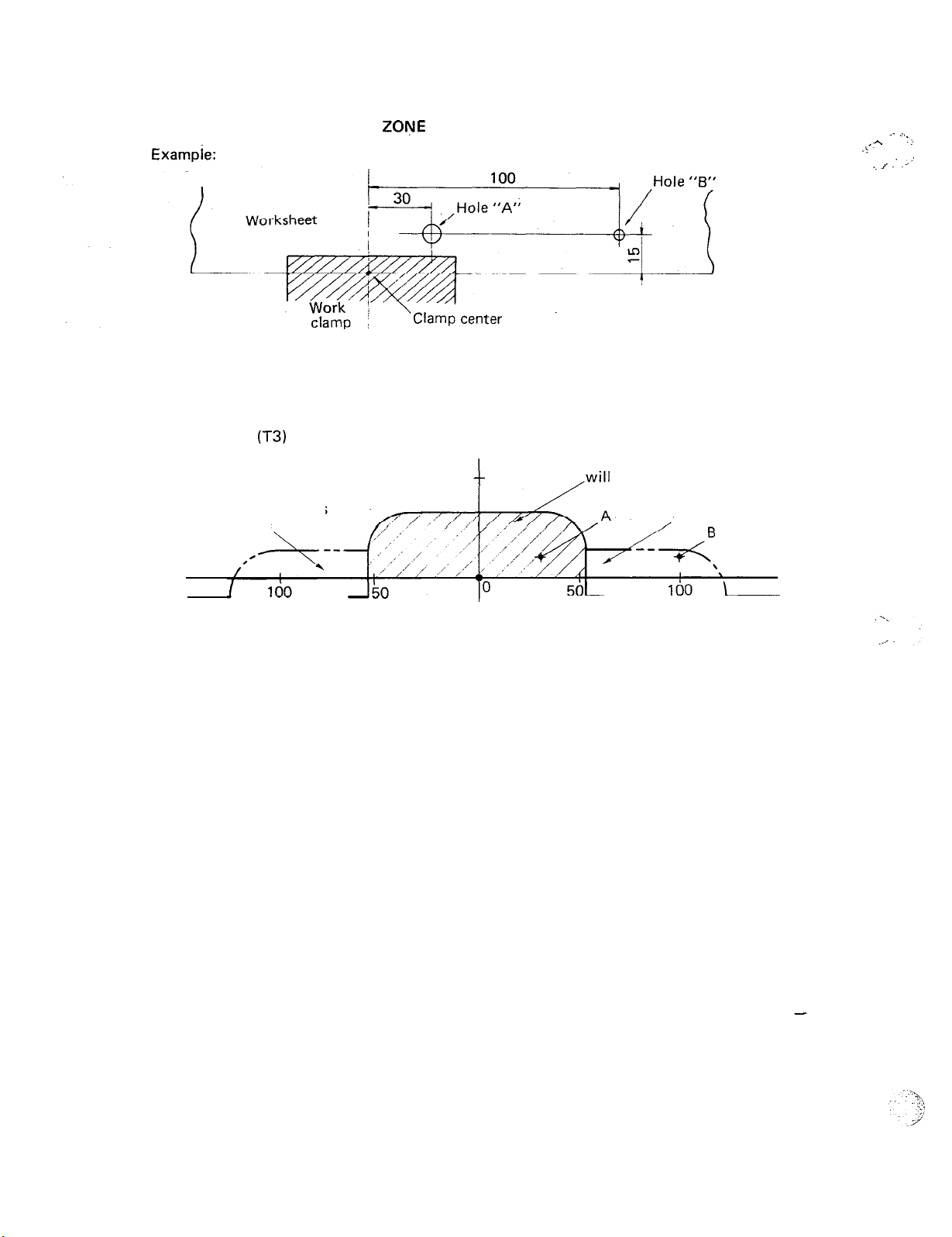
HOW TO USE CLAMP DEAD
Exampje:
When punching the following holes with tool station T3.
ZONE
DIAGRAMS
,
Measure the X and Y dimensions for holes A and B from the clamp center and, as shown in
the following diagram, mark the positions for holes A and B in the clamp dead zone diagram.
..A
-!
.- ,. : .-I’
.- i.
::
DEAD ZONE
Area where clamp rests
on adjacent die
(T3)
Clamp center
50
Area where clamp
be punched.
,will
Area where clamp rests
on adjacent die
Hole A position is in the area where the clamp will be punched and hole B position is in
the area where the clamp rests on adjacent dies. Consequently, in order to punch these holes,
the following methods must be considered:
a. Change the clamp position.
b. Provide extra clamping area.
c.
Change the station to be used.
d.
Change the tool size to be used.
e.
Use the auto-repositioning function.
4-2
-
Page 75
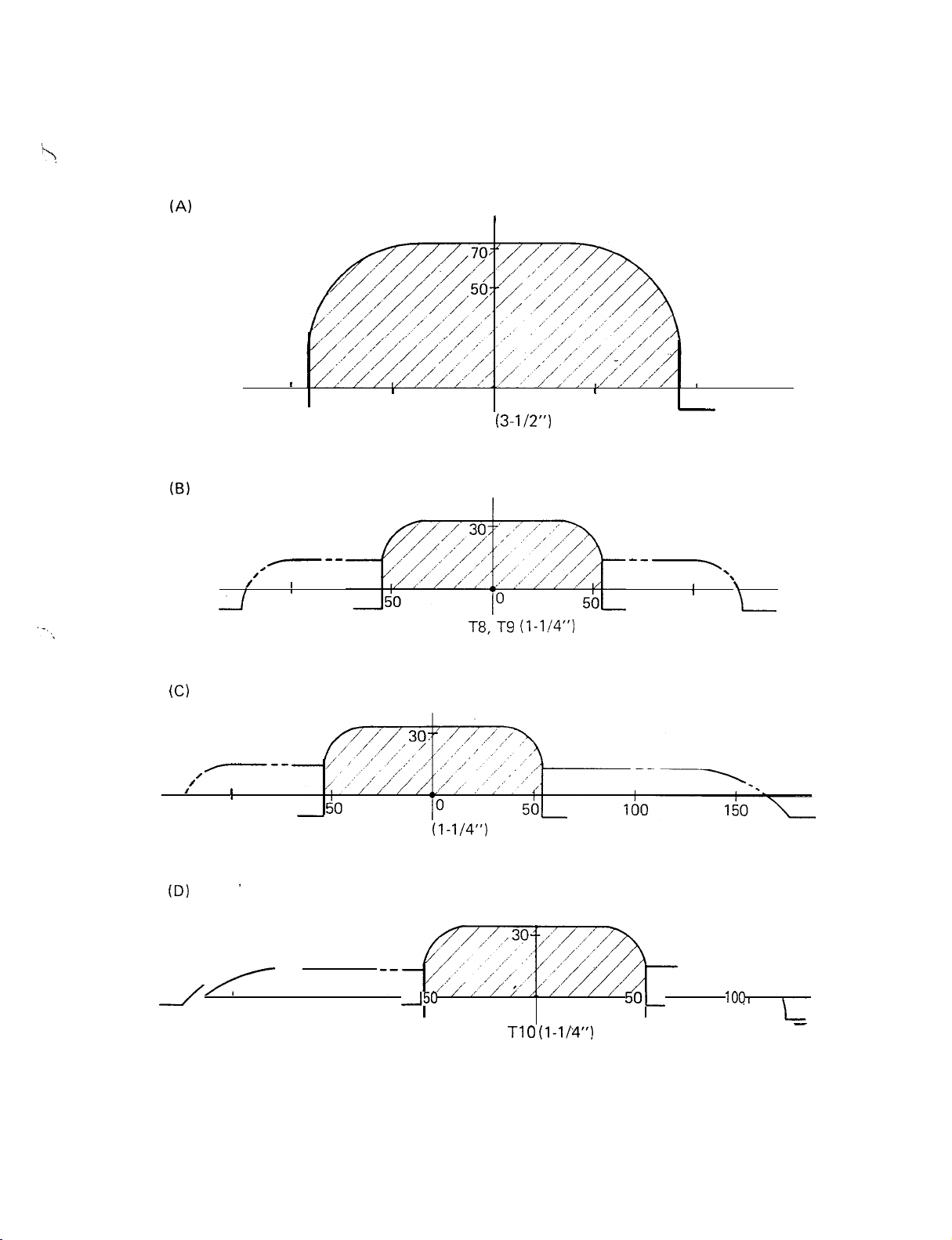
DEAD ZONE DIAGRAMS
[IO-STATION TURRET]
(Al
(B)
Clamp center
I
100
I
50
I
Tl, T6
0
(3-l/2”)
,
50
I
I
100
Clamp center
---
.
,
/
I
I
100
T3, l-4.;
T8;T9
(l-1/4”)
--‘\
I
\
I
100
(D)
/
(C)
I
Clamp center
I
---
,
/
I
I
100
T2, T7
’
(l-l/4”)
Clamp center
I
-------A,
, \
IOQ
I
-
150
-I
100 I
-50
I 0
T5, TIO
50-
(I-1/‘4”!
4-3
Page 76

(El
[12-STATION TURRET]
For 12-station turret, Fig.
(B)
is used.
Clamp center
I
Tl,
T6 (2”)
4-4
-
.‘..
I
:
Page 77
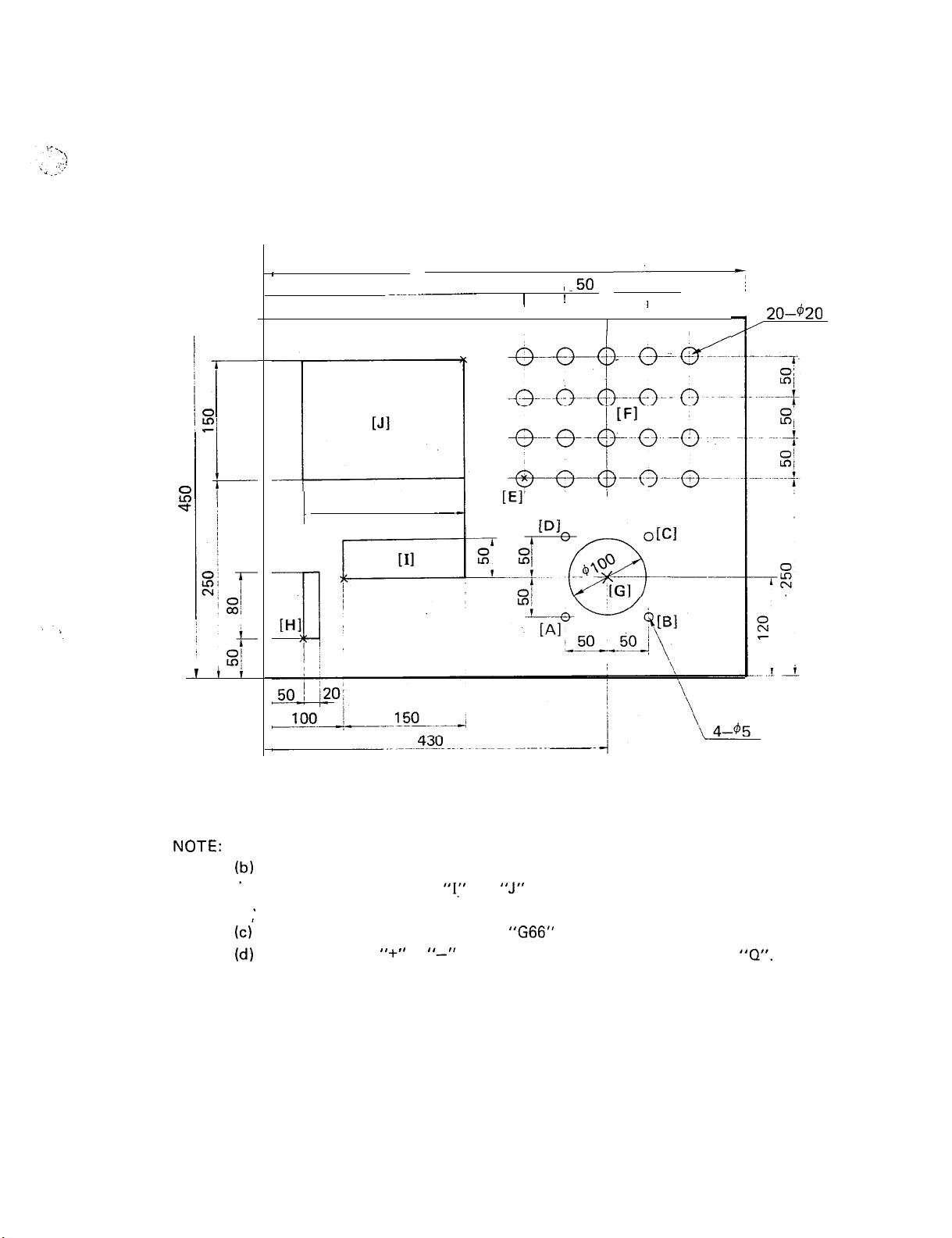
PROGRAMMING EXAMPLE
EX. 1 GENERAL PUNCHING
I--
5
d
I
320
--.--___-
200
_
600
,
50
I
I j
,.50
L
50
50
I
A’
-I
20-420
NOTE:
T2: 5 mm dia.
T3: 20 mm dia.
T4: 20 mm x 20 mm
(a) The starting angle of nibbling arc “G” is 90 degrees to remove the scrap easily.
(b)
The pattern origin of blanking “J” is on the right upper corner of the square and
’
the opening lengths both
*
easily.
(c)
The blanking “I” is performed using
(d)
Be careful of the
‘I+”
or
“I(’
and
“J”
are negative value to remove the scrap
“G66”
function not to produce the scrap.
“-”
marks of tool length “P” and tool width
5-l
“a”.
Page 78
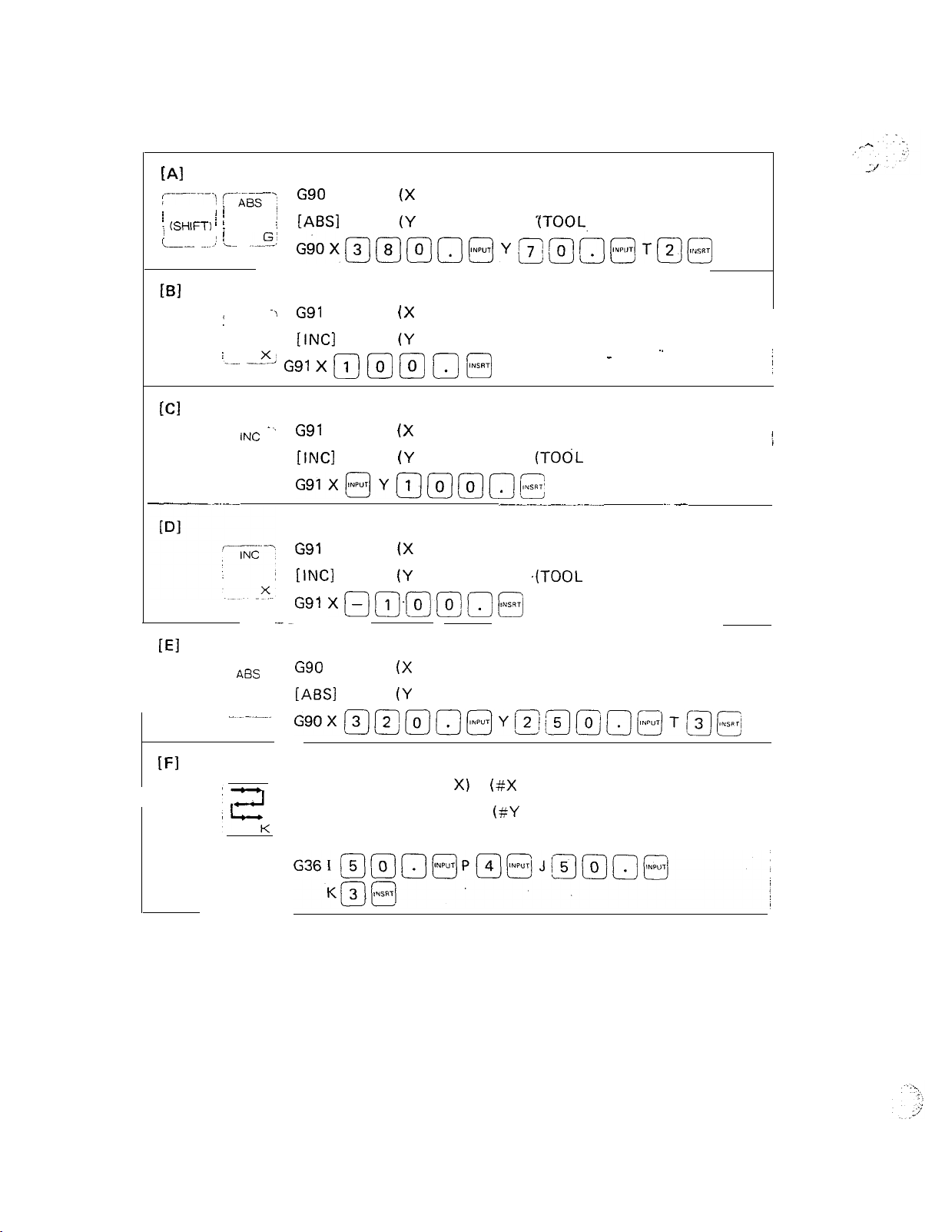
ACTUAL OPERATION
[Al
c------\ czgg--;
j
PATRN
i
(SHIFT1 ;
i-- _.:
i
/
i_. ..~_!z
; LABS1
@I
T
;
INC
I--, --?%
Ggl X m @ @
[Cl
-.’ G91
INC .
X
-__-.--
G90
X (X POSITION)
Y (Y POSITION) T
GiOX@@@Q@YE@a@TB@j
G91
[INCI
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
IT) @
X (X POSITION)
[INCI
Y (Y POSITION) T (TOOL NO.);
G91X@Ym@@o@
ITOOL
---..------.--
NO.);
-
.’
j
--
.-
[El
IFI
-.--_
ASS
G91
IINCI
X (X POSITION)
Y (Y POSITION) T
G91 XQ@@@jJ@
G90
[ABSI
G
GgoX~~~~~Y~~~~~~]T~~~
G36
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
I (PITCH X) P
[GRID-X] J (PITCH Y) K
T (TOOL NO.);
.(TOOL
(#X
SPACES)
(#Y
SPACES)
NO.)
5-2
Page 79
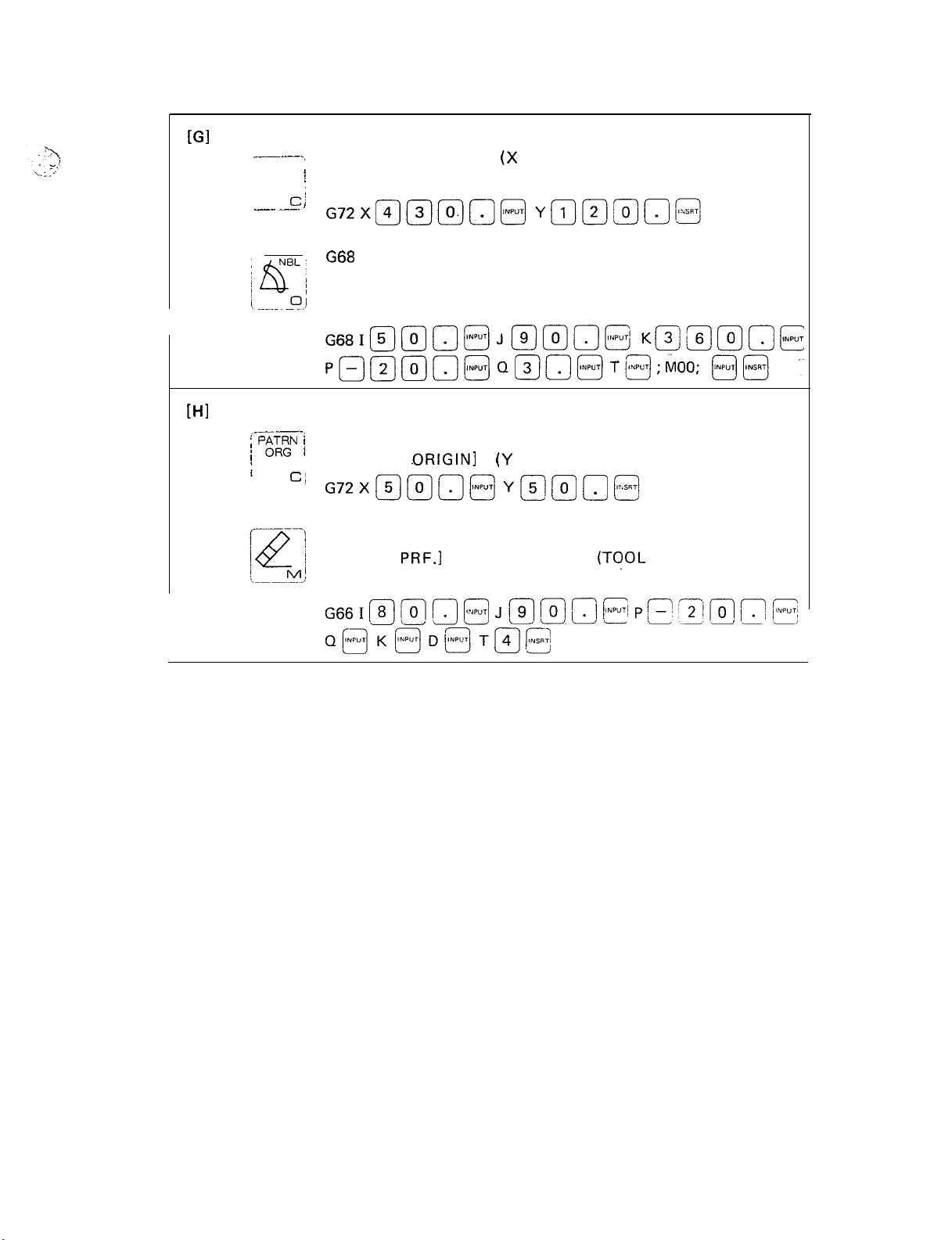
[Gl
----.
PATRN I
ORG
ci
_.. -. ’
G72
j
[PATTRN ORIGIN] Y (Y POSITION);
X (X POSITION)
[HI
---.,
;‘/ p&y i
I
Cj
G6B
I (RADIUS) J (START ANGLE)
[NIBBLE ARC] K (MOV. ANGLE). P (TOOL DIA.)
Q (NIB. PITCH) T (TOOL NO.); MOO (STOP);
G72
X (X POSITION)
[PATTRN .ORIGIN] Y (Y POSITION);
G66
[SHEAR
PRF.]
I (LENGTH) J (ANGLE)
P (TOOL LTH.) Q
(TOOL
WTH.)
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
G66Immm@
Qfi+BD@T@@
J@g,n@t
Pp’$mg@
5-3
Page 80

[II
m
/
ORG
G72
1
/
[PATTRN ORIGIN] Y (Y POSITION);
X (X POSITION)
--!!d
j
Program end
PRGRM
‘---” G50
-7
@
--EN--. G50
G66
i
[SHEAR
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
G72
[PATTRN ORIGIN] Y (Y POSITION);
G67
[SQUARE] P (TOOL LTH. X) Q (TOOL WTH. Y)
_
[END]
;
;
I ,(LENGTH) J (ANGLE)
PRF.1
P (TOOL LTH.) Q (TOOL WTH.)
X (X
I (LENGTH X) J (WIDTH Y)
T (TOOL NO.); MOO (STOP);
@
POSITION)-
-i
1
i
/
i
5-4
-
Page 81

74
<..,-, :
. . . . -’
.EX. 2 PUNCHING WITH AUTO REPOSITIONING
01
Lo’
50 -50
100
100x9=900
1100
T3: 20
T4:
20
mm
mm
dia.
x-20
NOTE: (a) Notching is performed from the outside of the worksheet and the order of
punching must be taken care not to produce the scrap.
(b)
The edge of the punch must be out of the edge of the worksheet not to produce
the needle-shaped scrap as the figure above.
(cl The PUNCH-OFF function
“G70”
must be used to transfer the worksheet when
the last punching position is in the following case on intending to perform the
auto-repositioning.
l
The X-axis absolute value is less than the repositioning travel distance.
l
The Y-axis absolute value is less than 50 mm (2”).
l Both two workholders do not hold the worksheet when they are down.
(d) The tool width
on
“G66”
“0”
function.
can be omitted when a square punch is used (“P” =
‘IQ”)
mm
5-5
-
Page 82

ACTUAL OPERATION (ARIES-2221
[SHEAR PRF.] P (TOOL LTH.) Q (TOOL WTH.)
I (LENGTH) J (ANGLE)
I--!?-’
ipisGG G72
I
--~ ”
/~ ~- --1x2 :
[Cl
1
,.--.!?I
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
X (x POSITION)
~
[PATTRN
G72 X
---
G66
I
[SHEAR PRF.] P (TOOL LTH.) Q (TOOL WTH.)
-----b!’
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
--\
ASS 1
G90
i
[ABS]
G90XQm@O]Ymmmo@
ORIGIN] Y (Y POSITION) ;
/-=
I (LENGTH) J (ANGLE)
X (X POSITION)
Y (Y POSITION) T (TOOL NO.) ;
TpJ@
-
5-6
Page 83

WI
G28
I (PITCH) J (ANGLE)
[LINE ANGLE1 K (NO. HOLE) T (TOOL NO.
[El
-- -.--~-.
:
REPOS
I
I
I
?“”
I
i
[REPOSITION 2 WITH OFFSET]
I--..- -7
----‘--’
-----------I
PATRN
:
ORG
i
tie
M’
G25
X
(.DISTANCE)
;
G25X@m(0]fijj
I (PITCH) J (ANGLE)
[LINE ANGLE1 K (NO. HOLE) T (TOOL NO.) ;
G72
X (X POSITION)
[PATTRN ORIGIN1 Y (Y POSITION) ;
G66
[SHEAR
PRF.1
K (WIDTH) D
G661~~~@J~~~If~i’L$
I (LENGTH) J (ANGLE)
P (TOOL
(MIC.
JOINT) T (TOOL NO.) ;
LTH.)
Q (TOOL WTH.) ;
,.LLJ-
‘~17Sj~@Q~K~;~!~@Dj~
.~
TH@
-
5-7
Page 84

[Gl
PATRN
ORG
l#Il
G72
[PATTERN ORIGIN] ‘f (Y POSITION) ;
c G72X@12_)@QQ@Ya@n@
X (X POSITION)
H
Program end
M
G66
[SHEAR
PRF.1
P (TOOL
I (LENGTH) J (ANGLE)
LTH.)
Q (TOOL
WTH.1
5-8
Page 85

ACTUAL OPERATION (ARIES-2241
GgO
[ABSI
X (X POSITION)
Y (Y POSITION) T (TOOL NO.) ;
DI
[El
G28
[LINE ANGLE] K (NO. HOLE) T (TOOL NO.) ;
G2BImmmn@JmBKm@
I (PITCH) J (ANGLE)
[Al
G72
[PATTRN ORIGIN] Y (y POSITION) ;
G72XBmn@
j
[SHEAR PRF.] P (TOOL LTH.) Q (TOOL WTH.)
‘-----!?!!
-.
:
I
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
X (X POSITION)
Y@@fiJn@
I (LENGTH) J (ANGLE)
[Bl
--+A~~<J
0~ j
----~!?
p-k?
fwj
EIJ
G72
[PATTRN ORIGIN] Y (Y POSITION) ;
G72
X a m 0 @ Y B @ 0
[SHEAR
K (WIDTH) D
G70 .
[PUNCH OFF]
G70X~@f-3-33~[~)(35
PRF.1
P (TOOL LTH.) Q (TOOL WTH.)
(M!C.
X (X POSITION)
I (LENGTH) J (ANGLE)
JOINT) T (TOOL NO.);
X (X POSITION)
Y (Y POSITION) T (TOOL NO.) ; -
@
~.
5-9
Page 86

(REposj G25
X (DISTANCE) ;
i IIvj ~;FQQWW;;FSETI
.
~NSRT
[Gl
)
PATRN :
ORG
G72
:
[PATTRN ORIGIN] Y (Y POSITION) ;
X (X POSITION)
'-----% G72X@(+J@Q@Y@m[_1!0@
_~~
:k?
?!
[p-i
,
'->
_.
'kz
;. _.._. -Y ’
G66
[SHEAR PRF.] P (TOOL LTH.) Q (TOOL WTH.) ;
K (WIDTH) D (MIC. JOINT) T (TOOL NO.) ;
G661@12_j~@J~~@~@
P@@m@Q@K,ymnm
G72
j
[PATTERN ORIGIN] Y (Y POSITION) ;
G72XmQ@aO@YBmo@
G66
:
[SHEAR
K (WIDTH) D (MIC. JOINT) T
PRF.1
I (LENGTH) J (ANG
X (X POSITION)
I (LENGTH) J (ANGLE)
P (TOOL
LTH.1
Q (TOOL
(~00~
LEf
~0.1
.’
WTH.)
;
Program end
!T&b--.;
:.PRGRM !
IF;
G66I@@a@Jllj@&!J@
PQ@mI-I-]@Q@
G50
;
[END1
G50; @
K@mn@
5-70
Page 87

EX. 3 MULTIPLE PART PUNCHING
~
T2: 5 mm dia.
T3: 20 mm dia.
f4: 3mmx30mm~
T5: 30 mm x 3 mm
@ZA
.--,,_
:. ’
NOTE: (a) There are two- method of the product shearing for multiple part
punching,
the way with frame or without frame.
For
the way with frame, 2 vertical cuts and 2 horizontal cuts are required on
each product.
For the way without frame, 1 vertical cut and 1 horizontal cut are required on
each product. But, as each one row for the vertical cut and horizontal cut
remains unpunched one number must be added to “P” of G98 for vertical cut
,
and “K” of G98 for horizontal cut.
Product
shape
shearing
Without frame
(b)
The pattern origin position must be punched not to produce the scrap in the
center of the circle when nibbling the circle more than 40 mm dia. using 20
mm
, dia. punch.
(c)
,On
the product shape shearing, make vertical cut first and then make horizontal
cut from the top to the bottom as the arrow in the figure.
5-11
-
Page 88

ACTUAL OPERATION (THE WAY WITH FRAME)
Setting for multiple
part punching
. .
j _,..
.’
7
PATRN
(SHIFT)
45
punching part program into memory
.---- --,
j
PATRN I
)
(SHIFT) i
‘.-A
PATRN
(SHIFT)
/ /-KG55
1 /
/
/
I-
m
I
i
G98
[MULTI PART] I (PART
P (NO.
/
9
PART-lx)
G72
[PATTRN ORIGIN1 Y (Y POSITION) ;
G72X@@O@Ym@o@
G26
[BOLT HOLE1 K (NO. HOLE) T (TOOL NO.) ;
X (OFFSET X) Y (OFFSET Y)
K (NO.
LT.l-l. X)
PART-IY)
J (PART WTH.
D (SPACING)
X (X POSITION)
I (RADIUS) J (START ANGLE)
Y
;
-..
_-- ._..~ _--_._
PATRN
i
(SHIFT1 ’
!I__-,
I
I
REPOS
‘I !
/
“J
j___
I
-
_
:
Y
:>
.‘.,
.‘,
,”
5-12
Page 89

420
punching part program into memory
X (X POSITION)
Y (Y POSITION) T
G’
“g::@mo’-;IY@mo@T&j@
(TOOLS
NO.);
I (RADIUS) J (START ANGLE)
[NIBBLE ARC] K (MOV. ANGLE) P (TOOL DIA.)
Q (NIB. PITCH) T (TOOL NO.1 ; MOO (STOP) ;
G,,I@(oln@Jr;;7PBm@n
Km@mn@QBo@
Vertical cut part program into memory
-- u’p-J[(EbB’j@
,:
~-.
’ PATRN I’ ORG i
!
(SHIFT1 j j
‘---A
REPOS
1
U
-- --,
i
PATRN
i--ci
G72
/
X (X POSITION)
[PATTRN ORIGIN] Y (Y POSITION) ;
G72 x m @
y @
@
I (LENGTH) J (ANGLE)
/
[SHEAR PRF.] P (TOOL
k
(WIDTH) D (MIC. JOINT) T (TOOL NO.) ;
G66Im(Oj.@
I
Qmo@K@Dm@mm@[T@E
LTH.)
Jmmo@
Q (TOOL WTH.)
Pmm(Tj@
-
5-13
Page 90
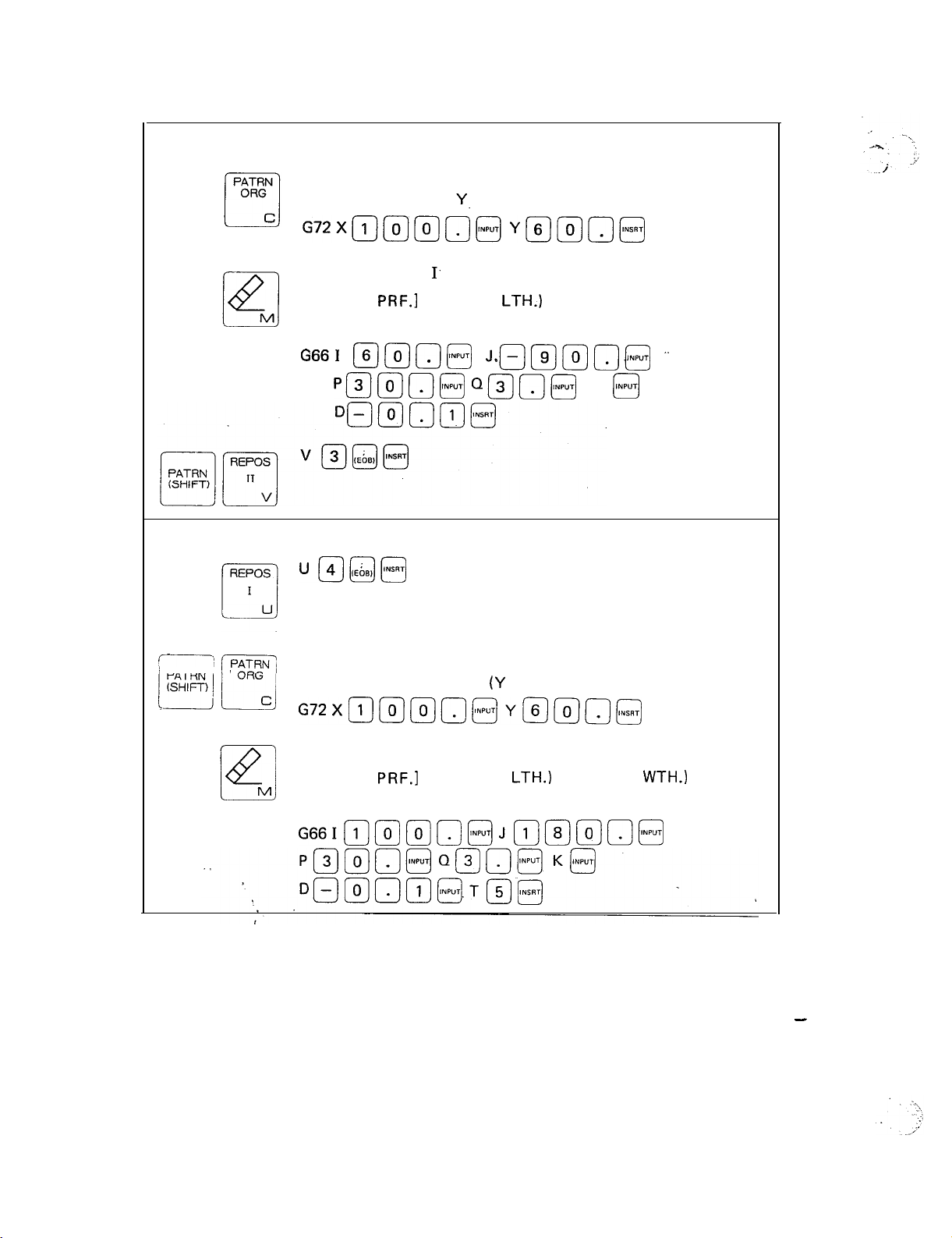
Vertical cut part program into memory (continued)
G72
[PATTRN ORIGIN] Y. (Y POSITION) ;
G72XII_]@@O@Ymmn@
G66
[SHEAR
PRF.1
1.
(LENGTH) J (ANGLE)
P (TOOL LTH.) Q (TOOL WTH.)
K (WIDTH1 D (MIC. JOINT) T (TOOL NO.) ;
G661 mmo@
P@@n@
Horizontal cut part program into memory
ur4]@@
X (X POSITION)
JsQ@mo@
“a[@
K
@
-’
‘i
’
PATRN ” ORG
(SHIFT) 1
/?iKi-j
/
Idu
G72
)
[PATTRN ORIGIN]
G72XmmmQ@YmmO@
G66
[SHEAR
PRF.1
P (TOOL.
X (X POSITION)
Y (Y POSITION) ;
I (LENGTH) J (ANGLE)
LTH.)
Q (TOOL
K (WIDTH) D (MIC. JOINT) T (TOOL NO.)
G66IC1_]llj7~~@J~@~~~
WTH.1
-
5-14
Page 91

Horizontal cut part program into memory (continued)
.
PATRN
ORG
q
- -__I
j
PATRN
;
(SHIFT)
id
45
/
j
‘L
punching part program into execution
G72
[PATTRN
c G72X@@Y@@
G66
[SHEAR
K (WIDTH) D
G66 I
cl
D-
O
G75
[G98
G75Wm@Qm@
ORIGIN] Y (Y POSITION) ;
PRF.]
RECALL X DIR.1 Q (QUADRANT) ;
P (TOOL LTH.) Q (TOOL WTH.)
(MIC.
X (X POSITION)
I (LENGTH) J (ANGLE)
JOINT) i (TOOL NO.)
INPUT
J
.
0
0
INPUT
0
QEI
lNP”T
0
f&q
W (MACRO NO.)
lz
lNP”T
0
.~
.
$20 punching part program in execution
G75
; [G98
RECALL X DIR.] Q (QUADRANT) ;
------’
Vertical cut part program in execution
,--I
I
I
I
-G75 W m @
, G75
/ [G98
RECALL X DIR.] Q (QUADRANT) ;
G75W
B@Qm@
Q
L
I
Horizontal cut part program in execution
G75
1 [G98
RECALL X DIR.1 Q (QUADRANT) ;
/
Program end
/
‘-_A
_--__-
END
PRGRM
-FI
G75W
G50
!
j [END1
G5(‘J; @
m@Qm@
;
I
W (MACRO NO.)
II] @
W (MACRO NO.)
W (MACRO NO.)
-
5-15
Page 92

ACTUAL OPERATION (THE WAY WITHOUT FRAME)
Setting for multiple part punching
G98
:
[MULTI PART] I (PART LTH. X) J (PART WTH. Y)
X (OFFSET X) Y (OFFSET
P (NO. PART-lx) K (NO. PART-1Y) D (SPACING) ;
G98X @@o@Y@@n@
I~r;;7~~@Jf?J~~~+j@
KsI’“p”Tl Dmo@
--
$5 punching part program into memory
Y)
,,..--
.;,J
.
/---\
Lid
‘-->
.X
G72
[PATTRN ORIGIN]
G72Xmmo@Yo@o@
(X POSITION)
Y (Y POSITION) ;
I (RADIUS) J (START ANGLE)
j
[BOLT HOLE] K (NO. HOLE) T (TOOL NO.) ;
+J[‘“..‘l
G26I@@o@J@@r,@Km@
5-l 6
-
Page 93
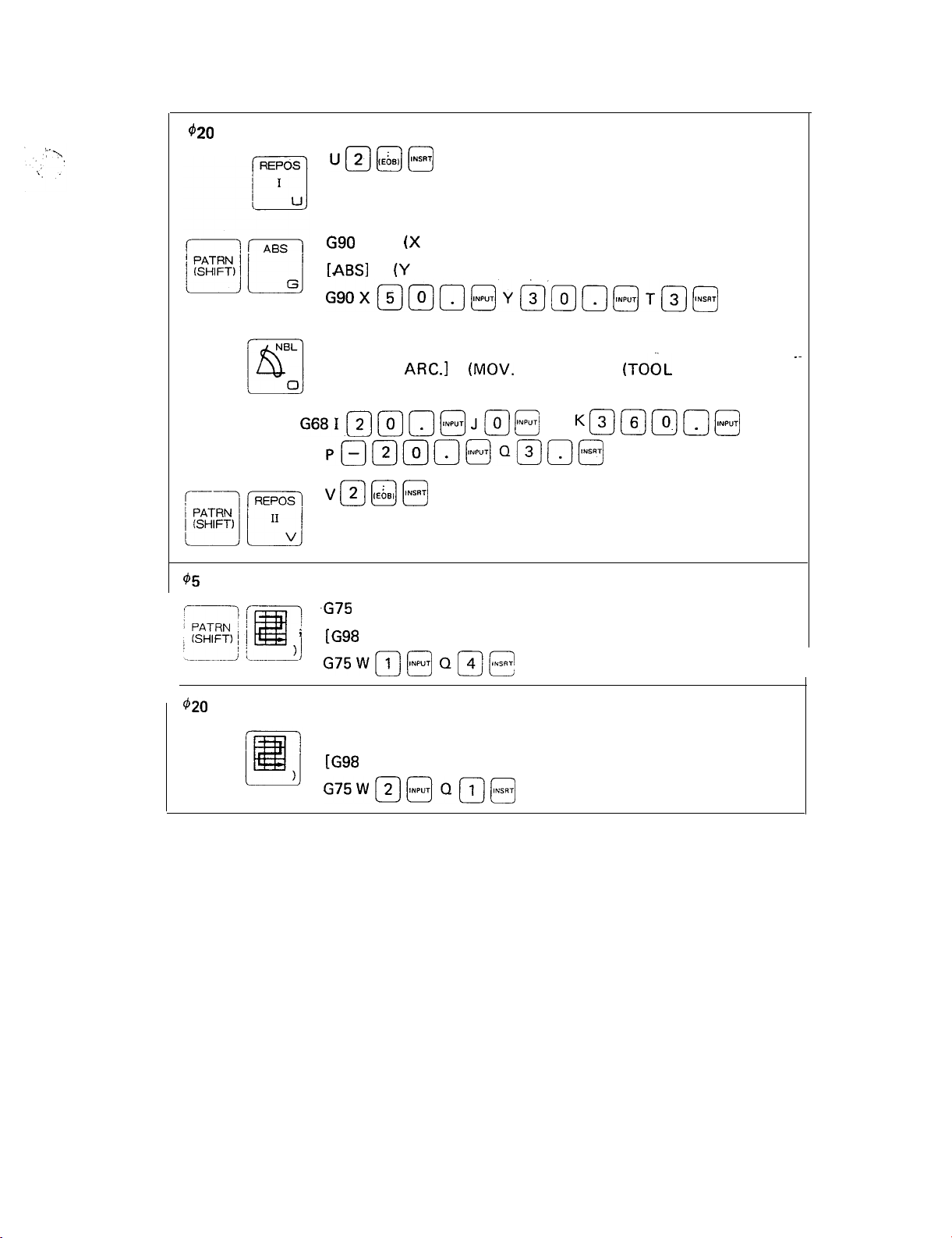
420
punching part program into memory
lJB(IE681j@
G90
X (X POSITION)
[ABS] Y (Y POSITION) ;
G90Xm@a@Ya@o@T@@
G68
[NIBBLE ARC.] K (MOV. ANG L E) P (TOOL DIA.)
Q (NIB. PITCH) T (TOOL NO.) ; MOO (STOP) ;
G68I@@n@J@@
p@m@o@Q@OB
V11_1@@
$5 punching part program in execution
-G75
i
[G98
RECALL X DIR.1 Q (QUADRANT) ;
G75Wll_i@
OR@
I (RADIUS) J (START ANGLE)
KQ@@n@
W (MACRO NO.)
.~
420 punching part program in execution
G75
[G98
RECALL X DIR.]
G75Wm@Qm@
W (MACRO NO.)
Q (QUADRANT) ;
5-17
Page 94
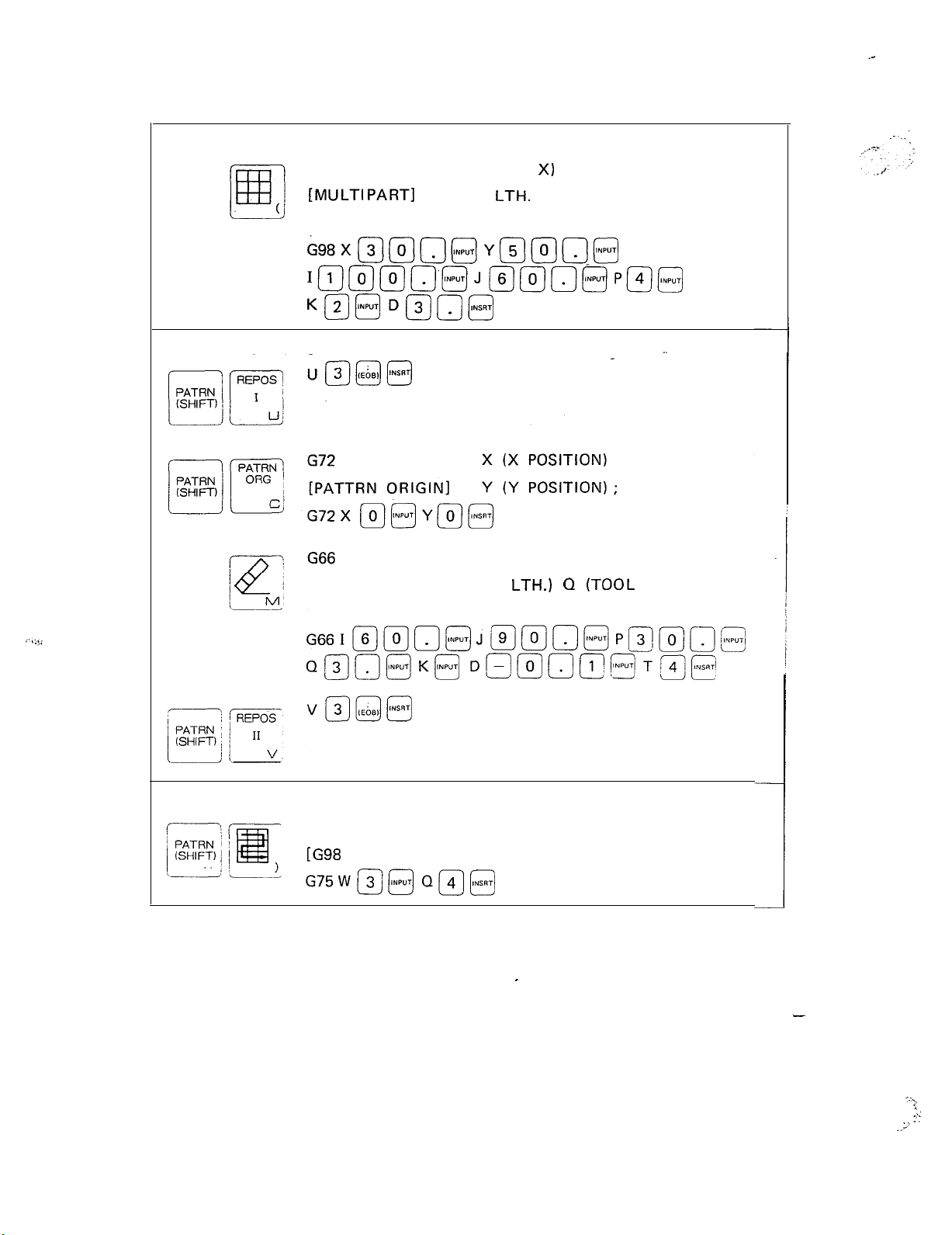
Setting for multiple part vertical cut
_-
G98
[MULTI
PART1
I (PART
P (NO. PART-IX) K (NO. PART-1Y) D (SPACING) ;
698X@@o@Y@@o@
I~@@~‘~J~l;s7~@P@@
K@mD@n@
Vertical cut part program into memory
[SHEAR PRF.] P (TOOL
K (WIDTH) D (MIC. JOINT) T (TOOL NO.) ;
X (OFFSET X1 Y (OFFSET Y)
LTH.
X) J (PART WTH. Y)
I (LENGTH) J (ANGLE)
LTH.)
Q
(TOOL
WID.)
G&$-i--J~~@j@~~~F’~~~@
Q@o@K@
Vertical cut part program in execution
G75
[G98
RECALL X DIR.] Q (QUADRANT) ;
G75W-j33Q@@
D~~~@@Tl~@
W (MACRO NO.)
5-18
“\
i
,’
::
..;’
Page 95
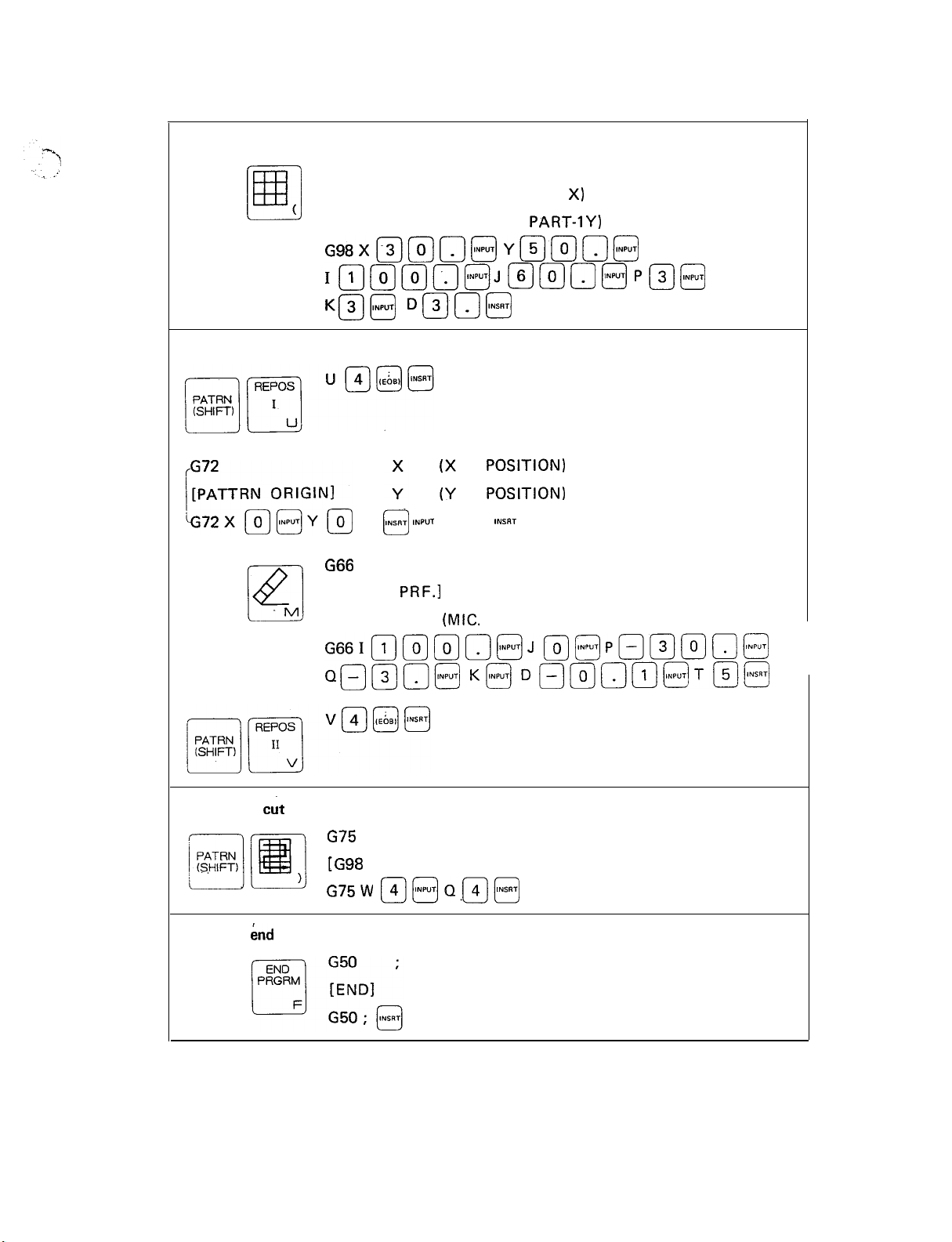
Setting for multiple part horizontal cut
G98
[MULTI PART] I (PART LTH. X) J -(PART WITH. Y)
P (NO. PART-lx) K (NO. PART-1Y) D (SPACING) ;
G98Xm@omYBmo@
Im@@a@J@@n@PB@
Km@
Horizontal cut part program into memory
IFi
i;f;E;;Nb
r\
Dmn@
; I:
G66
[SHEAR
K (WIDTH) D
PRF.1
X (OFFSET X) Y (OFFSET Y)
lNP”T
I (LENGTH) J (ANGLE)
P (TOOL LTH.) Q (TOOL WID.)
(MIC.
:::t:::;
INSAT
JOINT) T (TOOL NO.);
;
Horizontal
Program
bnd
G66III_)@)ma@J
QQQo@
cut
part program in execution
G75
[G98 RECALL X DIR.] Q (QUADRANT) ; )
G75W
mmQ.m@
m@Pommo@
K@Dmmom@TQm
W (MACRO NO.)
,
5-19
Page 96

EX. 4 GENERAL PUNCHING (Example of plotting data entry)
-___-.---
320
[Jl
I
[II
i
,
NOTE:
T2:
5 mm dia.
T3: 20 mm dia.
T4: 20 mm x 20 mm
WORK SIZE
CLAMP POSITION A100 B400
“Q (Tool size Y)” cannot be omitted in “02:S.Q” when tool data are entered as
plotting parameters, even though the tool size X “P” and tool size Y
same (a square punch is used).
X600 Y450
“0”
are the
-
5-20
Page 97

ACTUAL OPERATION (Example of ploting data entry)
PATRN
(SHIFT)
III,
70
1
!
sj
i--.. -
/*
1
---
1*
I
/ /j:
s j INPUT
JJ
/ jiJ:
s j lNP”T
:
0
: TOOL DATA 2 : WORK SIZE 3 : CLAMP POSITION
‘NP”T
Cl
“01: TOOL
T (TOOL NO.) R (1: RO 2: SQ 3:
-0B
4: SP)
[TOOL DATA] P (TOOL SIZE X) Q (TOOL SIZE Y)
J (ANGLE);
*()I+)@
Rm@+Jo@
TOOL DATA 2 : WORK SIZE /3 : CLAMP POSITION._
“01: TOOL T (TOOL NO.) R (1: RO 2: SQ 3: OB 0: SP)
[TOOL DATA] P (TOOL SIZE X) Q (TOOL SIZE
Y)
J (ANGLE);
-*,,,m@
Rm@
Pmmo@
TOOL DATA 2 : WORK SIZE 3 : CLAMP POSITION
“01: TOOL T (TOOL NO.) R (1: RO 2: SQ 3: OB 0: SP)
[TOOL DATA] P (TOOL SIZE X) Q (TOOL SIZE
Y)
J (ANGLE);
!
I
/
/
c--i
-____ -12:
S;
--
--1
K
~__ *+
s
*OlTm@R@@
Qr2)os@J@@
1 :
TOOL -DATA R : WORK SIZE 3 :
lNP”T
0
“02: WORK
X (WORK SIZE X) Y (WORK SIZE Y)
P@mB@
CLAMP POSITION
I
I
!
t
/
[WORK SIZE1
702x(6)@@]@
1
: TOOL DATA . 2 : WORK SIZE H : ‘CLAMP POSITION
f
@
YpJBpi-JD@
j
j
“03: CLAMP A (CLAMP POSITION A)
B (CLAYP POSITION B)
*OW~@~o@B~@@o~,
_
5-21
Page 98

[Al
13
ABS
,--
..- 1.
.:
G90
[ABSI
G
G90 X
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
, ,I.
[Cl
[Dl
[El
(--iiF-) Ggl
[INCI
G91Xmm@o@
G91
[INCl
G90
INC
r---i
------’
; ABS 1
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
_
_.~.~_. .-
..-- _-...---
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
X (X POSITION)
Y (Y POSITION) T (TOOL NO.);
X (X POSITION)
~
,’
/ [Fl
I
I
-=3
: imp-
r--l
L----
Kl
G36
[GRID-Xl
G36 I
@
I (PITCH X) P (#X SPACES)
J (PITCH Y) K
(#Y
SPACES)
5-22
‘.
., i,
Page 99

‘,.,
I
[Gl
PATRN
ORG
E
G72
[PATTRN ORIGIN] Y (Y POSITION);
c’ G72X@@mo@
X (X POSITION).
Ymm@a[INSRIl
..’ ;.
[HI
p.K’
$3
L-9
~-. ..-, G72
;
PATRN
, ORG
/
!
~-- -’
lr--.--
I@
--.-!,
G68
I
[NIBBLE ARC] K (MOV. ANGLE) P (TOOL DIA.)
[PATTRN ORIGIN] Y (Y POSITION);
G72 X @ m 0 @ Y @ @ 0
.-’
G66
;
[SHEAR PRF.] P (TOOL LTH.) Q (TOOL WTH.)
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
G66I@@n@J@jmn@Pfl@mo@
QfEjj~@~(Gljj~m@
I (RADIUS) J (START ANGLE) .
X (X POSITION)
@
I (LENGTH) J (ANGLE)
5-23
Page 100

III
PATRN
ORG
i-1
G72’ .X
[PATTRN ORIGIN] Y (Y POSITION);
c G72X@mmo@YIljiZ_jmo@
(X POSITION)
P
--!
tJ1
PATRN ,
ORG
E
la
E
Program end
G66
[SHEAR
M
K (WIDTH) D (MIC. JOINT) T (TOOL NO.);
G66Immmo@J@@
PRF.1
I
(.LENGTH)
P (TOOL
J (ANGLE)
LTH.) 0
(TOOL
P@.@o@
QQ~[@K~@~@
G72
j
[PATTRN ORIGIN] Y (Y POSITION);
X (X POSITION)
c’ G72X@@@a@Y@@@o@
G67
SQUARE] P (TOOL LTH. X) Q (TOOL WTH.
I [
I (LENGTH X) J (WIDTH
Y)
NJ
WTH.)
Y)
.
5-24
-
 Loading...
Loading...