

Page 1

3B SCIENTIFIC3B SCIENTIFIC
3B SCIENTIFIC®
3B SCIENTIFIC3B SCIENTIFIC
PHYSICSPHYSICS
PHYSICS
PHYSICSPHYSICS
Niedrigtemperatur Stirlingmotor, Bausatz U10061
Bedienungsanleitung
08/05 ALF
cm
bq
bo bp
br
bs
bt
cp
bu
co
bn
bm
bl
9
cn
8
7
6
5
4
cr
cl
cq
ct
cs
1
2
3
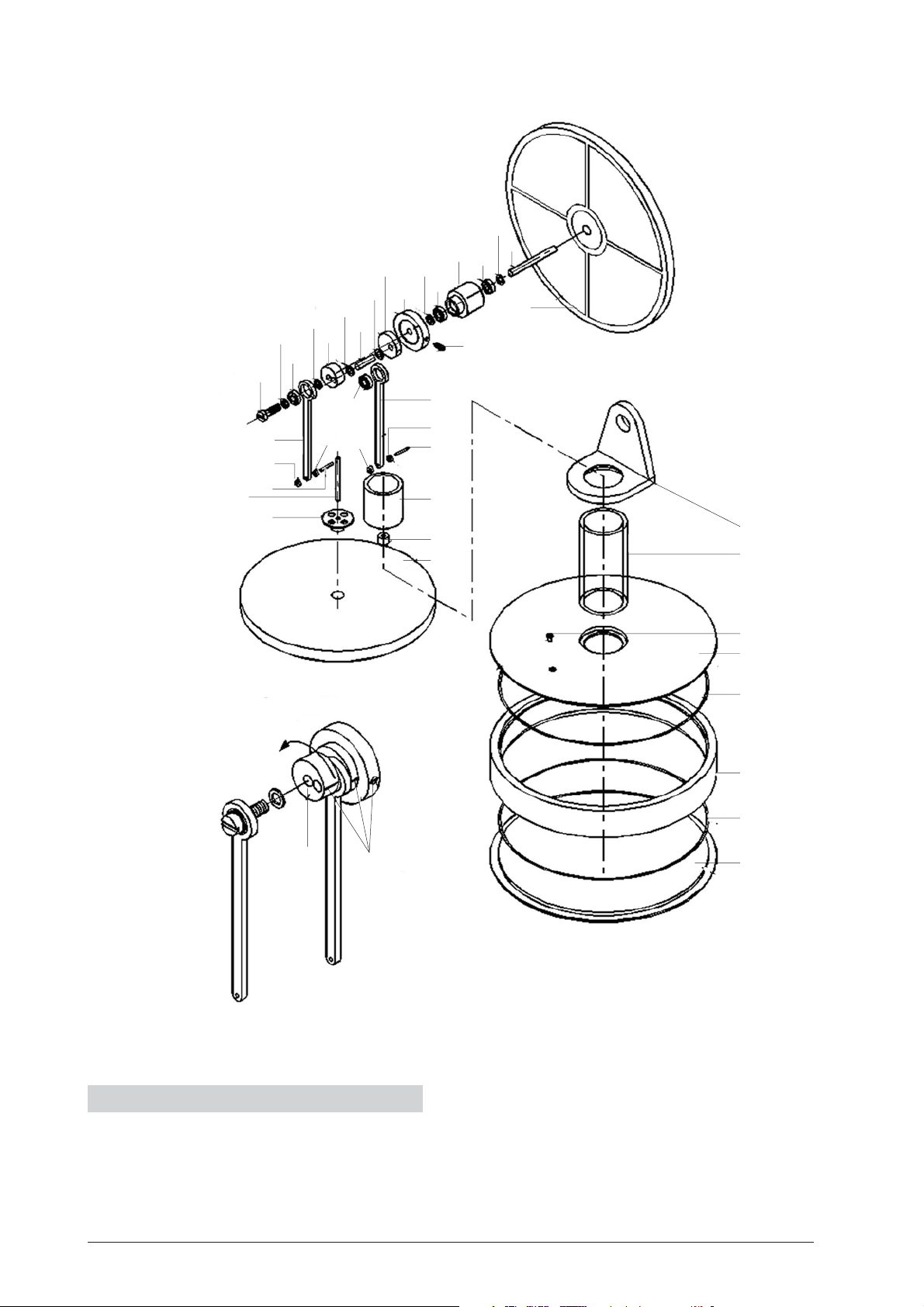
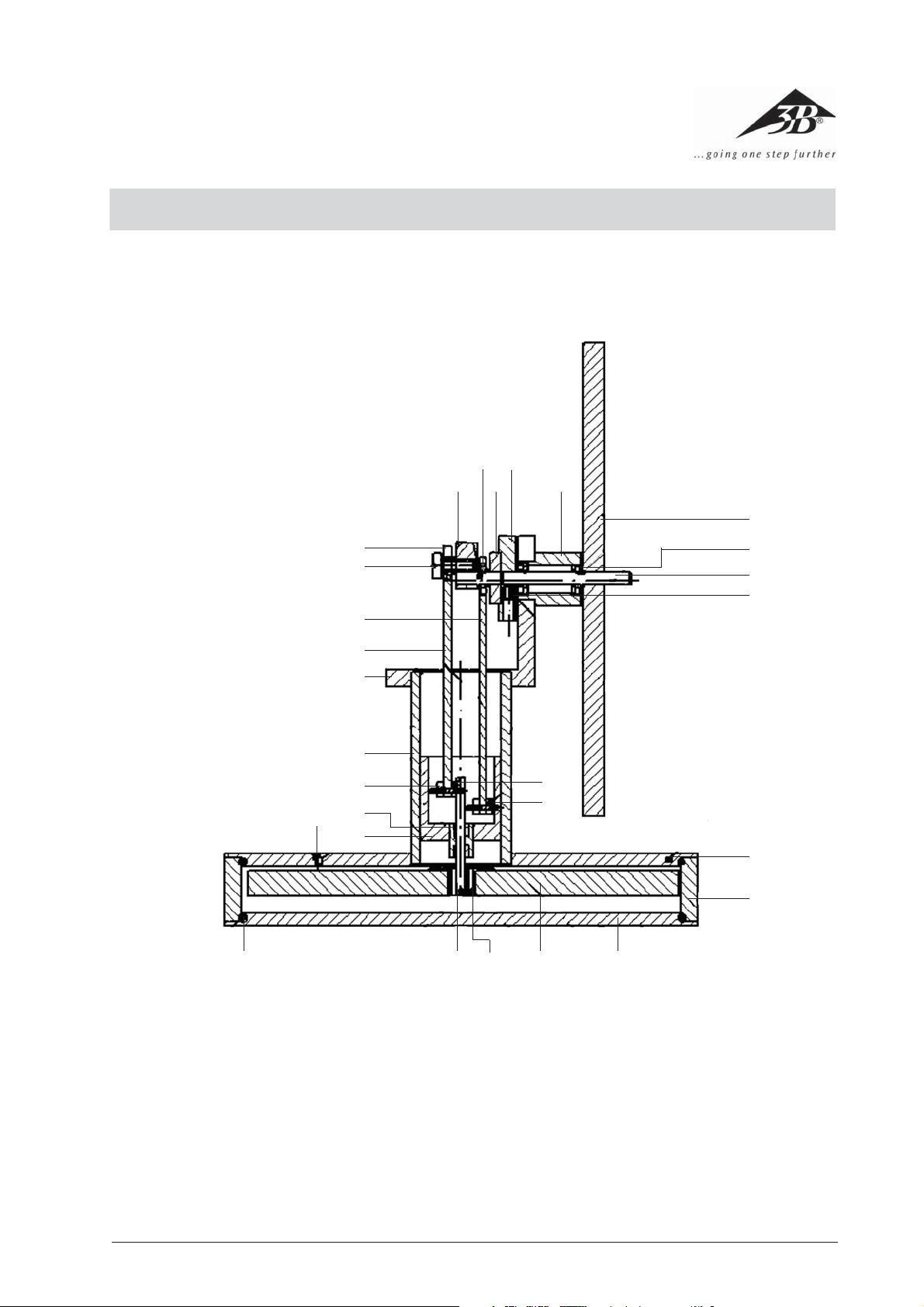
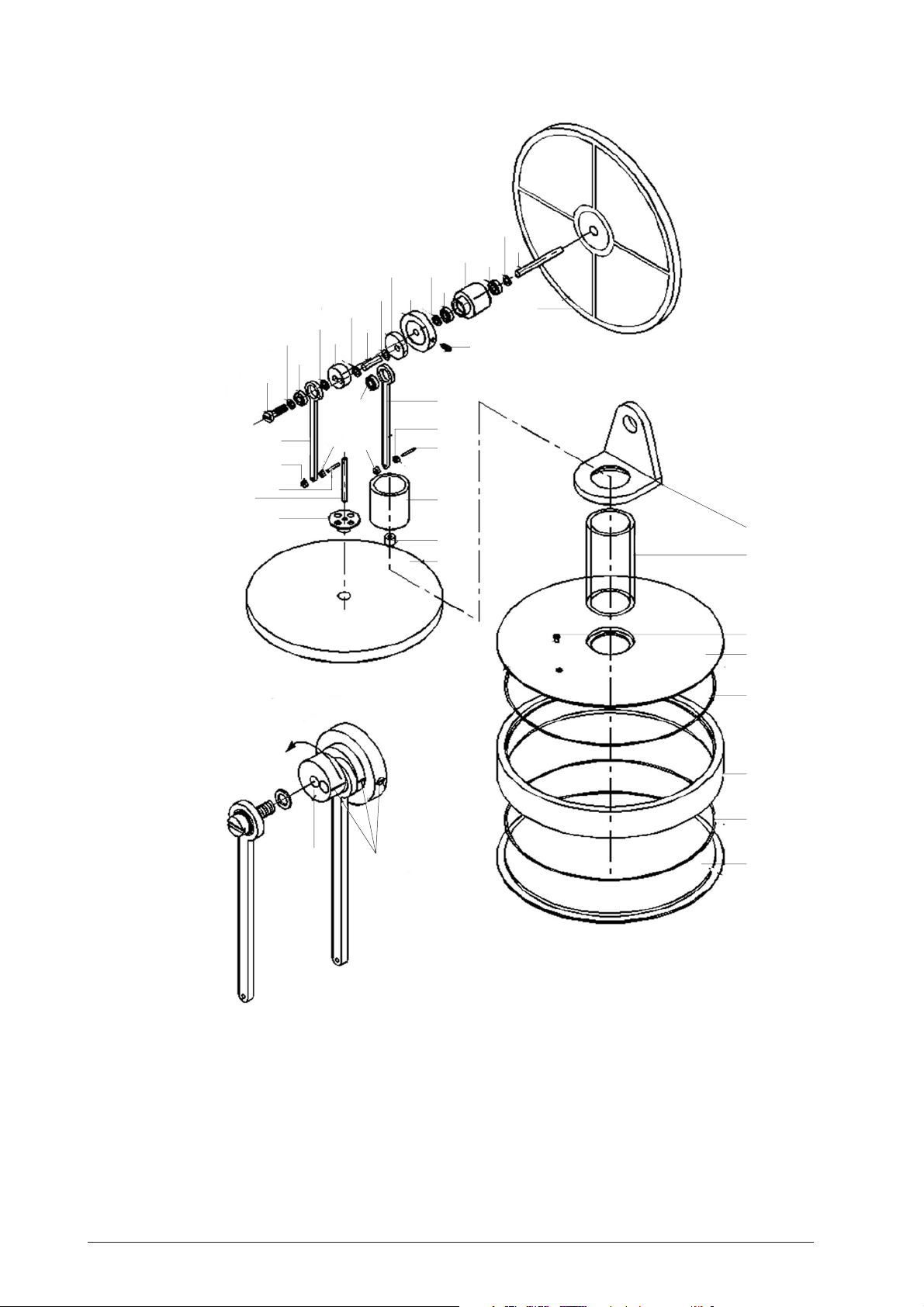
1 Oberplatte
2 Gehäusewand
3 Unterplatte
4 Verdränger
5 Verdrängerbuchse
6 Verdrängerstange
7 Arbeitskolben
8 Arbeitskolbenbuchse
9 Arbeitszylinder
bl Winkel
bm Pleuel, kurz
bn Pleuel, lang
bo Kurbelwange
bp Einsatz
bq Kurbelscheibe
br Lagerbuchse
bs Schwungrad
bt O-Ring (2x)
bu Kugellager (4x)
cl Kurbelwelle
cm Kurbelzapfen
1
cn Zylinderstift 1x8 (2x)
co Zylinderkopfschraube M3x8
cp Senkkopfschraube M2x3
cq Gewindestift M2x5
cr Distanzscheibe (6x)
cs Klemmscheibe, breit (3x)
ct Klemmscheibe, schmal
Page 2
Der Niedrigtemperatur Stirlingmotor dient der Veranschaulichung der Arbeitsweise und des prinzipiellen Aufbaus eines Stirlingmotors.
1. Beschreibung, technische Daten
Der Niedrigtemperatur Stirlingmotor wird schon durch
Zuführung von Handwärme in Bewegung gesetzt, wobei
hierfür nur eine Temperaturdifferenz zwischen Bodenund Oberplatte von ca. 5 ºC erforderlich ist. Der Arbeitszylinder besteht aus Präzisionsglas, Verdrängerzylinder und
Schwungrad aus Acrylglas, daher lassen sich die Bewegungen von Arbeits- und Verdrängerkolben sowie Kurbelantrieb gut beobachten. Kurbelwelle und Pleuel sind
in Präzisions-Miniaturkugellager gelagert, um Reibungsverluste zu minimieren. Aufgrund der mattschwarzen
Beschichtung der Oberplatte lässt sich der Stirlingmotor
auch als Solarmotor betreiben.
Drehzahl: ca. 80 U/min bei ∆T 10ºC
Schwungrad: 110 mm Ø
Abmessungen: 138 mm x 110 mm Ø
2. Montageanleitung
2.1 Endbearbeitung
• Alle grathaltigen Bauteile mit einer Schlichtfeile bzw.
einem Dreikantschaber entgraten.
• Je nach persönlichem Anspruch ggf. etwaige Werk-
stückflächen schleifen.
2.2. Montage
2.2.1. Herstellen der unlösbaren Verbindungen
• Als Klebstoff empfehlen wir die Verwendung von
„UHU plus endfest 300“ oder „UHU plus schnellfest“
2-Komponenten Epoxidharz-Kleber. Um die Beschichtung der Oberplatte nicht zu zerstören, vermeiden Sie
den Kontakt mit Lösungsmitteln. Aufgrund der verschiedenen Ausdehnungskoeffizienten der Werkstoffe, erwärmen Sie bei der Aushärtung keinesfalls diese
Bauteile. Die Aluminium-Teile würden beim Erkalten
wesentlich mehr schrumpfen als der Glaszylinder und
somit Spannungen auf ihn ausüben - folglich würde
sich der Innendurchmesser des Arbeitszylinders verringern oder dieser gar brechen. Grundsätzlich sollten die Verbindungen bei ca. 20°C verklebt werden.
1. Den Arbeitszylinder 9 bei Raumtemperatur mit dem
Winkel bl und anschließend mit der Oberplatte 1
verkleben.
2. Kugellager bu in der Lagerbuchse br befestigen.
Hierzu ein Kugellager bu auf die Kurbelwelle cl
schieben und dessen Umfangfläche an zwei oder drei
Punkten mit einem dünnen Klebstoff-Film versehen.
Das Kugellager bu nun in eine der beiden Ausdrehungen der Lagerbuchse br schieben. Überschüssigen Klebstoff ggf. mit einem in Spiritus getränkten
Lappen entfernen. Dabei unbedingt von innen nach
außen wischen, um das Eindringen von Klebstoff in
das Kugellager zu verhindern. Von der anderen Seite
das zweite Kugellager bu auf die Kurbelwelle cl
schieben und wie zuvor verfahren. Zur optimalen
axialen Ausrichtung der beiden Kugellager bu belassen Sie die Kurbelwelle cl bis zur Aushärtung des
Klebstoffs in dieser Position.
3. Den Einsatz bp in die Aussparung der Kurbelscheibe
bq kleben. Dabei darauf achten, dass beide Klebeflä-
chen plan aufeinander liegen. Auf der Umfangfläche
des Einsatzes bp befindet sich eine Markierung. Diese Markierung nach der Querbohrung der Kurbelscheibe bq ausrichten.
4. Nun den Kurbelzapfen cm in die Bohrung des Einsatzes bp kleben.
5. Je einen Zylinderstift cn in die Bohrung der Verdrängerstange 6 sowie des Arbeitskolbens 7 kleben. Dabei dürfen auf den Laufflächen der Zylinderstifte cn keinerlei Klebstoffreste verbleiben. Hierzu
den Zylinderstift bis auf ca. 2 mm in die entsprechende Bohrung führen und das noch herausragende Ende
mit etwas Klebstoff versehen. Anschließend den Zylinderstift cn auf seine vorgesehene Position schieben und Klebereste wie bereits beschrieben entfernen. Darauf achten, dass der Zylinderstift cn des
Arbeitskolbens 7 etwas versenkt eingeklebt wird,
damit dieser später nicht die Lauffläche des Arbeitszylinders 9 beschädigt.
6. Beim Kleben der Verdrängerbuchse 5 in die Bohrung des Verdrängers 4 wie folgt vorgehen. Die
Verdrängerstange 6 in die Arbeitskolbenbuchse 8
und anschließend den Arbeitskolben 7 in den Arbeitszylinder 9 schieben. Nun die Verdrängerbuchse 5 auf die Verdrängerstange 6 stecken. Diese in
die Bohrung des Verdrängers 4 kleben und die Baugruppe auf die untere Seite des Verdrängers 4 stellen, so dass Oberplatte 1 und Verdränger 4
einander berühren. Diese Bauteile bis zur vollständigen Aushärtung des Klebstoffs in dieser Position belassen, um die Parallelität zwischen Verdränger 4
und Oberplatte 1 zu gewährleisten.
7. Abschließend die Lagerbuchse br in die Bohrung
des Winkels bl kleben.
2.2.2. Herstellen der lösbaren Verbindungen
1. Die Kugellager bu in die Bohrungen der Pleuel bm
und bn drücken. Alle Kugellager sind im Anlieferungszustand ungeschmiert. Um einen freien Lauf
der Kugellager bu zu gewährleisten, bei der Montage
stets die mitgelieferten, etwas balligen, Distanzscheiben cr verwenden. Dabei muss jeweils die ballige
Seite der Distanzscheibe cr dem Kugellager bu zugewandt montiert werden.
2. Die erste Distanzscheibe cr, das lange Pleuel bn, die
zweite Distanzscheibe cr sowie die Kurbelwange bo
auf den Kurbelzapfen cm schieben. Dabei soll sich
die kleine Markierung auf der Umfangfläche der Kurbelwange bo in der Draufsicht rechts vom Kurbelzapfen cm befinden. Diese Markierung nach der des
Einsatzes bp ausrichten.
3. Die erste breite Klemmscheibe cs, das lange Pleuel
bn sowie die zweite breite Klemmscheibe cs auf
den etwas gefetteten Zylinderstift cn des Arbeitskol-
2
Page 3

bens 7 schieben. Der Bohrungs-Ø der breiten Klemm-
scheibe cs ist auf einer Seite etwas größer, so dass
sie sich leichter auf den Zylinderstift cn schieben
lässt.
4. Den Arbeitskolben 7 in den Arbeitszylinder 9
führen. Der Arbeitskolben
linder
Ebenso ist die gesamte Mechanik für den Trockenlauf ausgelegt und bedarf daher keiner Schmierung.
5. Nun die Kurbelscheibe bq mit dem Gewindestift cq
auf der Kurbelwelle cl befestigen, auf der zuvor die
Distanzscheibe cr geschoben wurde. Eine weitere
Distanzscheibe cr sowie das Schwungrad bs auf die
andere Seite der Kurbelwelle cl schieben unter Beibehaltung eines minimalen axialen Spiels.
Gegebenenfalls das Schwungrad bs mit etwas Klebstoff auf der Kurbelwelle cl fixieren.
6. Die schmale Klemmscheibe ct, das kurze Pleuel bm,
sowie die dritte breite Klemmscheibe cs auf den
etwas gefetteten Zylinderstift cn der Verdrängerstange
99
9 trocken, d. h. keinesfalls schmieren !
99
77
7 läuft im Arbeitszy-
77
6 schieben und die Verdrängerstange 6 in die
Arbeitskolbenbuchse 8 führen.
7. Nun das kurze Pleuel bm mit der Zylinderkopfschraube co an der Kurbelwange bo unter Verwendung
der Distanzscheiben cr befestigen.
8. Vorsichtig die in den Verdränger 4 eingeklebte Verdrängerbuchse 5 auf die Verdrängerstange 6 schie-
ben.
9. Den O-Ring bt in die Unterplatte 3 einlegen und
diese, unter konstant kräftigem Druck, in die Gehäusewand 2 drücken. Zur Erleichterung dieses Vorganges kann vorher der O-Ring bt mit etwas Geschirrspülmittel einbalsamiert werden.
10. Die Oberplatte 1 von der anderen Seite ebenso in
die Gehäusewand 2 drücken. Die Lösung dieser
Verbindung erfolgt (bei Bedarf), indem ein schlanker
Keil (z.B. Schraubendreher) zwischen Oberplatte 1
und Gehäusewand 2 geschoben wird. Gegebenenfalls
kann vorher in die Stirnfläche der Gehäusewand 2
eine kleine Aussparung gefeilt werden, um das Eindringen dieses Werkzeuges zu erleichtern.
2.3. Feinjustierung
• Ziel der Feinjustierung ist es, dass bei einer Umdre-
hung jeweils nur eine minimale Distanz zwischen
Verdränger 4 und Ober- bzw. Unterplatte besteht.
• Nach Ausrichtung der Markierungen auf dem Einsatz
bp und der Kurbelwange bo ist der Verdrängerhub
noch zu klein. Durch geringfügiges Verdrehen der
Kurbelwange bo auf dem Kurbelzapfen lässt sich
dieser vergrößern (siehe Explosionszeichnung).
• Bei anschließender Drehung des Schwungrads bs
wird die Verdrängerbuchse 5, bei Berührung des
Verdrängers 4 mit der Oberplatte 1, auf der Verdrängerstange 6 verschoben.
• Den Verdrängerhub soweit vergrößern, dass bei ei-
ner Umdrehung der Verdränger 4 jeweils leicht an
die Ober- und Unterplatte anschlägt.
• Sodann den Verdrängerhub wiederum ein wenig ver-
kleinern, indem die Kurbelwange bo minimal zurückgedreht wird.
• Eine jeweils einheitliche minimale Distanz zwischen
Verdränger 4 und Ober-bzw. Unterplatte sollte nun
vorhanden sein.
• Zuletzt die Kurbelwelle cl drehen, so dass der Ar-
beitskolben 7 in der Mitte seines Hubes verbleibt.
Dann die Senkkopfschraube cp fest in die Oberplatte 1 schrauben.
3. Funktionsprobe
• Den Stirlingmotor auf die Handfläche oder eine er-
wärmte Fläche z.B. auf eine Tasse mit heißem Wasser
platzieren.
• Nach ca. 1-2 Minuten hat sich die Bodenplatte genü-
gend erwärmt. An warmen Tagen kann die Temperaturdifferenz zu gering sein. Die Oberplatte dann eventuell mit einem feuchten Tuch abkühlen.
• Das Schwungrad im Uhrzeigersinn (Blickrichtung auf
Kurbelwelle) in Bewegung setzen.
• Der Stirlingmotor läuft entgegen dem Uhrzeigersinn,
wenn die Oberplatte erwärmt wird z.B. durch Sonneneinstrahlung oder eine Leuchte. In diesem Fall
den Stirlingmotor auf eine kühle Unterlage z.B. Fensterbank stellen.
3
Page 4
6
co
cs
cn
5
cr
bu
cr
bo
ctbm
cr
bu
cm
cs
cr
bp
bq
cr
bu
bn
cs
cn
7
8
4
br
cr
cl
bu
bs
cq
bl
9
cp
1
V
bo
V: Verdrängerhub vergrößern,
M: Markierungen
4. Aufbewahrung und Reinigung
• Der Stirlingmotor erfordert keine Schmierung.
• Den Stirlingmotor staubfrei lagern.
M
bt
2
bt
3
• Zur Reinigung des Stirlingmotors feuchtes Tuch ggf.
mit etwas Spülmittel verwenden. Acrylglasteile nie
mit Lösungsmitteln oder aggressiven Putzmitteln reinigen.
3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Deutschland • www.3bscientific.com • Technische Änderungen vorbehalten
4
Page 5
3B SCIENTIFIC3B SCIENTIFIC
3B SCIENTIFIC®
3B SCIENTIFIC3B SCIENTIFIC
Low-temperature Stirling motor kit U10061
Instruction sheet
08/05 ALF
PHYSICSPHYSICS
PHYSICS
PHYSICSPHYSICS
cm
bo bp
bq
br
bs
bt
cp
bu
co
bn
bm
bl
9
cn
8
7
6
5
4
cr
cl
cq
ct
cs
1
2
3
1 Top plate
2 Wall of housing
3 Bottom plate
4 Displacer
5 Displacer socket
6 Displacer rod
7 Main piston
8 Main piston socket
9 Main cylinder
bl Bracket
bm Short connecting rod
bn Long connecting rod
bo Crank face
bp Insert
bq Crank disc
br Bearing socket
bs Flywheel
bt Gaskets (2x)
bu Ball bearings (4x)
cl Crankshaft
cm Crankshaft journal
5
cn Cylinder rods 1x8 (2x)
co Cylinder head screw M3x8
cp Countersunk screw M2x3
cq Threaded rod M2x5
cr Washers (6x)
cs Wide clamping discs (3x)
ct Narrow clamping disc
Page 6
The low-temperature Stirling motor demonstrates how a
Stirling motor operates as well as the principles of its
design.
1. Description, technical data
The low-temperature Stirling motor is set in motion even
by the heat of the human hand. It only requires a temperature difference of 5°C between the ground and the
top plate. The main cylinder is made of precision glass.
The displacer cylinder and the flywheel are transparent
acrylic so that the motion of the main piston, the displacer piston and the crank drive can all be seen clearly.
The crankshaft and connecting rods have miniature precision bearings to minimise friction. Due to the matt black
coating of the top plate, the Stirling motor can also be
operated using solar power.
Speed: 80 rpm approx. at ∆T 10ºC
Flywheel: 110 mm Ø
Dimensions: 138 mm x 110 mm Ø
2. Assembly instructions
2.1 Finishing
• All components with burred edges should have their
burrs filed off using a flat or triangular file.
• File down the surfaces on any workpieces if desired.
2.2. Assembly
2.2.1. Making a permanent assembly
• We recommend use of “UHU plus endfest 300”, “UHU
plus schnellfest” or similar 2-component epoxy resin
adhesive. In order to prevent damage to the coating
of the top plate, avoid any contact with solvents.
Owing to the differing expansion coefficients of the
materials, do not allow any of the components to
increase temperature during the hardening of the
adhesive. Aluminium will contract much more on
cooling than the glass cylinder, thus creating tension
in the glass leading to a decrease in the internal diameter of the main cylinder or possibly even causing
it to break. Glueing together to make the connections
should generally be performed at a consistent temperature of approximately 20°C.
1. Glue the main cylinder 9 to the bracket bl at room
temperature, then glue it to the 1 top plate.
2. Fasten the bearings bu inside the bearing socket br.
Force the ball race bu onto the crankshaft cl and
apply a thin adhesive film to three points on its outer
surface. Then push the ball race bu into one of the
two recesses of the bearing socket br. Any surplus
adhesive should be removed with a cloth soaked in
white spirit. Always wipe towards the outside when
doing this to prevent adhesive penetrating into the
bearings. From the other side push another ball race
bu onto the crankshaft cl and proceed as before. To
achieve best alignment of the two ball races bu leave
the crankshaft cl in the same position until the
adhesive has hardened.
3. Glue the insert bp into its recess in the crank disc bq.
Make sure that both surfaces being adhered are flush
together. There is a marking on the outer surface of
the insert bp. Align this marking along the transverse
bore of the crank disc bq .
4. Next, glue the crank shaft journal cm into the bore of
the insert bp.
5. Glue cylinder rods cn into the bore of the displacer
rod 6 and the main piston 7. No adhesive residue
whatever may remain on the running surfaces of the
cylinder rods cn. Push the cylinder rods into the
relevant bores till about 2 mm protrudes and apply a
small amount of adhesive to the protruding end. Then
push the cylinder rod cn into its correct position and
remove any surplus adhesive as above. Make sure
the cylinder rod cn of the main piston 7 is glued so
that it is slightly recessed so that it does not damage
the running surface of the main cylinder 9 later on.
6. When glueing the displacer socket 5 into the bore
of the displacer 4 proceed as follows. Push the
displacer rod 6 into the main piston’s socket 8
then push the main piston 7 into the main cylinder
9. Next, attach the displacer socket 5 to the dis-
placer rod 6. Glue this into the bore of the displacer
4 and position the complete module on the under-
side of the displacer 4 so that the displacer 4 just
touches the top plate 1. Leave these components
in this position until the adhesive has fully hardened
to ensure that the displacer 4 and top plate 1
remain parallel.
7. Finally glue the bearing socket br into the bore of
the bracket bl.
2.2.2. Making a temporary assembly
1. Press the ball race bu into the bore of the connecting
rods bm and bn. All the bearings are supplied without lubricant. To ensure that the bearings bu run
smoothly always use the supplied, semi-spherical
washers cr in the assembly. The spherical side of the
washers cr should face the ball bearing bu.
2. Push the first washer cr, the long connecting rod
bn, the second washer cr and the face of the crank
bo onto the crankshaft journal cm.The small mark-
ing on the edge of the crank face bo should be to the
right of the crankshaft journal cm as seen in the
diagram.
3. Push the first wide clamping disc cs, the long connecting rod bn and the second wide clamping disc
cs onto the cylinder rod cn of the main piston 7,
having lubricated it slightly first. The diameter of the
6
Page 7

clamping disc’s cs bore is greater on one side than
the other so that it is easier to slide it onto the cylinder rod cn.
4. Slide the piston rod 7 into the main cylinder 9.
The main piston
with no lubrication so do not attempt to apply any
lubricant! The entire mechanism is also designed to
run with no lubrication so that no lubricant is necessary.
5. Now attach the crank disc bq with its threaded rod
77
7 moves inside the cylinder
77
99
9
99
cq to the crankshaft cl having first inserted a wash-
er cr. One more washer cr and the flywheel bs
should now be slid onto the other side of the crankshaft cl, making sure that there is as little axial play
as possible. If necessary, attach the flywheel bs to
the crankshaft cl with a little bit of glue.
6. The narrow clamping disc ct, the short connecting
rod bm, and the third wide clamping disc cs are next
to be slid onto the cylinder rod cn of the displacer
6, having first applied a little lubricant. Then slide
the displacer rod 6 into the main piston socket 8.
7. Now attach the short connecting rod bm to the crank
face bo separated by a washer cr using the cylinder
head screw co.
8. Carefully slide the displacer socket 5 onto the displacer rod 6, having first glued it into the displacer
4 itself.
9. Lay the O-ring gaskets bt inside the bottom plate
3 and press them into the side of the housing 2
using constant, firm pressure. To make this easier,
the O-ring gasket bt can first be lubricated with some
washing-up liquid.
10. Press the top plate 1 into the other side of the
housing 2 in a similar way. This connection can be
undone when necessary, by pushing a small wedge
(e.g. a small screwdriver) between the top plate 1
and the housing 2. If necessary a small opening
can be filed into the side of the housing 2 to make
inserting the tool easier.
2.3. Fine adjustment
• Fine adjustment is required to ensure that there is
only minimal separation between the displacer 4
and the top or bottom plate.
• After aligning the marking to the insert bp and the
crank face bo the stroke of the displacer should be
slightly too short. By turning the crank face bo on
the crankshaft journal a little bit it can be made longer (see exploded view, next page).
• Turning the flywheel bs afterward forces the dis-
placer socket 5 onto the displacer rod 6 when the
displacer 4 meets the top plate 1.
• Make the stroke of the displacer long enough so that
in one revolution the displacer 4 touches gently
against both the top plate and the bottom plate.
• Then shorten the stroke very slightly by turning the
crank face bo back a tiny bit.
• The displacer 4 and the top or bottom plate should
now be separated by a very small but even amount.
• Finally, turn the crankshaft cl so that the main pis-
ton 7 is in the middle of its stroke. Then firmly
screw the countersunk screw cp into the top plate
1.
3. Test of functionality
• Place the Stirling motor on the palm of your hand or
a surface that is heated, e.g. on top of a cup of hot
water.
• After about 1-2 minutes the base plate should have
heated up sufficiently. On hot days, the temperature
difference may not be great enough. If so cool the
top plate with a damp cloth.
• Spin the flywheel clockwise (looking towards the crank-
shaft).
• The Stirling motor rotates in an anti-clockwise direc-
tion when the top plate is heated, e.g. by sunlight or
by a lamp. In this instance, place the Stirling motor
on a cool surface such as a windowsill.
4. Storage and cleaning
• The Stirling motor requires no lubrication.
• Store the Stirling motor in a dust-free location.
• To clean the Stirling motor use a moist cloth, possibly
with some washing-up liquid. Never clean acrylic components using solvents or aggressive cleaning agents.
7
Page 8
6
co
cs
cn
5
cr
bu
cr
bo
ctbm
cr
bu
cm
cs
cr
bp
bq
cr
bu
bn
cs
cn
7
8
4
br
cr
cl
bu
bs
cq
bl
9
cp
1
V
V: Stroke increase;
M: Markers
bo
bt
2
bt
M
3
3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Germany • www.3bscientific.com • Technical amendments are possible
8
Page 9

3B SCIENTIFIC3B SCIENTIFIC
3B SCIENTIFIC®
3B SCIENTIFIC3B SCIENTIFIC
Moteur Stirling à basse température,
kit de construction U10061
Manuel d’utilisation
08/05 ALF
PHYSICSPHYSICS
PHYSICS
PHYSICSPHYSICS
cm
bo bp
bq
br
bs
bt
cp
bu
co
bn
bm
bl
9
cn
8
7
6
5
4
cr
cl
cq
ct
cs
1
2
3
1 Plaque supérieure
2 Paroi de boîtier
3 Plaque inférieure
4 Déplaceur
5 Douille de déplaceur
6 Barre de déplaceur
7 Piston moteur
8 Douille de piston moteur
9 Cylindre moteur
bl Equerre
bm Bielle courte
bn Bielle longue
bo Bras de manivelle
bp Insert
bq Flasque de manivelle
br Coussinet
bs Roue volante
bt Joint torique (2x)
bu Roulement à billes (4x)
cl Vilebrequin
cm Tourillon de manivelle
9
cn Goupille cylindrique 1x8 (2x)
co Vis à tête cylindrique M3x8
cp Boulon à tête conique M2x3
cq Vis sans tête M2x5
cr Disque d’espacement (6x)
cs Disque de serrage large (3x)
ct Disque de serrage étroit
Page 10

Le moteur Stirling à basse température sert à illustrer le
fonctionnement et la structure de principe d’un moteur
Stirling.
1. Description, caractéristiques techniques
La chaleur dégagée par la main suffit déjà pour mettre le
moteur Stirling à basse température en mouvement, une
différence de température entre les plaques inférieure et
supérieure d’env. 5°C seulement étant requise. Le cylindre moteur est en verre de précision, le cylindre déplaceur et la roue volante en verre acrylique, d’où une très
bonne observation des mouvements des pistons moteur et déplaceur ainsi que de l’entraînement du vilebrequin. Le vilebrequin et la bielle sont montés dans des
roulements à billes miniatures de précision, minimisant
ainsi les pertes au frottement. Par le revêtement noir
mat de la plaque supérieure, le moteur Stirling peut également être utilisé comme moteur solaire.
Vitesse de rotation : env. 80 t/min à ∆T 10ºC
Roue volante : Ø 110 mm
Dimensions : 38 mm x Ø 110 mm
2. Instructions de montage
2.1 Traitement final
• Ebarbez toutes les pièces à bavures à l’aide d’une
lime douce ou d’un grattoir triangulaire.
• Selon les besoins personnels, rectifiez d’éventuelles
surfaces de pièces.
2.2. Montage
2.2.1. Etablir les liaisons indesserrables
• Comme colle, nous recommandons la colle époxy à
deux composants « UHU plus endfest 300 » ou « UHU
plus schnellfest ». Pour ne pas endommager le revêtement de la plaque supérieure, évitez tout contact
avec des solvants. En raison des différents coefficients
de dilatation des matériaux, ne réchauffez jamais ces
composants pendant le durcissement. Lors du refroidissement, les pièces en aluminium rétréciraient
bien plus que le cylindre en verre et exerceraient ainsi
des tensions sur ce dernier - le diamètre intérieur du
cylindre moteur en serait réduit, le cylindre risquerait
même de se casser. Fondamentalement, collez les
liaisons à env. 20 °C.
1. Collez le cylindre moteur 9 à température ambiante à l’équerre bl, puis à la plaque supérieure 1.
2. Fixez le roulement à billes bu dans le coussinet br.
Pour cela, glissez un roulement à billes bu sur le
vilebrequin cl et recouvrez la surface circonférentielle de ce dernier sur un ou deux points d’une
mince couche de colle. A présent, glissez le roulement à billes bu dans l’un des deux alésages du
coussinet br. Le cas échéant, enlevez la colle en trop
à l’aide d’un chiffon imbibé d’alcool dénaturé. Ce
faisant, essuyez impérativement de l’intérieur vers
l’extérieur, pour empêcher que la colle ne pénètre
pas le roulement à billes. Depuis l’autre côté, glissez
le second roulement à billes bu sur le vilebrequin
cl et procédez comme décrit ci-dessus. Pour garan-
tir un ajustage axial optimal des deux roulements à
billes bu, laissez le vilebrequin cl dans cette position jusqu’à ce que la colle ait durci.
3. Collez l’insert bp dans l’évidement du flasque de
manivelle bq. Veillez à ce que les deux surfaces de
collage reposent planes l’une sur l’autre. La surface
circonférentielle de l’insert bp présente un repère.
Orientez-le vers l’alésage transversal du flasque de
manivelle bq.
4. A présent, collez le tourillon de manivelle bp dans
l’alésage de l’insert bp.
5. Collez une goupille cylindrique cn dans l’alésage de
la barre de déplaceur 6 ainsi que du piston moteur
7. Aucun résidu de colle ne doit subsister sur les
surfaces de roulement des goupilles cylindriques cn.
Pour cela, introduisez la goupille cylindrique jusqu’à
environ 2 mm dans l’alésage correspondant et appliquez un peu de colle sur l’extrémité qui dépasse encore. Ensuite, glissez la goupille cylindrique cn dans
sa position prévue et enlevez les restes de colle comme décrit plus haut. Lorsque vous la collez, veillez à
ce que la goupille cylindrique cn du piston moteur
7 soit légèrement noyée, pour qu’elle n’endomma-
ge pas plus tard la surface de roulement du cylindre
moteur 9.
6. Lors du collage de la douille 5 dans l’alésage du
déplaceur, procédez comme suit. Glissez la barre du
déplaceur 6 dans la douille du piston moteur 8,
puis le piston moteur 7 dans le cylindre moteur
9. A présent, enfichez la douille du déplaceur 5
sur la barre du déplaceur 6. Collez celle-ci dans
l’alésage du déplaceur 4 et placez le groupe sur la
partie inférieure du déplaceur 4 de telle manière
que la plaque supérieure 1 et le déplaceur 4 se
touchent. Laissez ces composants dans cette position jusqu’à ce que la colle ait complètement durci,
afin de garantir un parfait parallélisme entre le déplaceur 4 et la plaque supérieure 1.
7. Enfin, collez le coussinet br dans l’alésage de l’équerre
bl.
2.2.2. Etablir les liaisons desserrables
1. Enfoncez le roulement à billes bu dans les alésages
des bielles bm et bn. Lorsqu’ils sont livrés, tous les
roulements à billes ne sont pas lubrifiés. Pour garantir une course libre du roulement à billes bu, utilisez
toujours lors du montage les disques d’espacement
cr fournis. Lorsqu’il est monté, le côté bombé du
disque d’espacement cr doit être tourné vers le roulement à billes bu.
2. Glissez le premier disque d’espacement cr, la bielle
longue bn, le deuxième disque d’espacement cr
ainsi que le bras de manivelle bo sur le tourillon cm.
Le petit repère sur la surface circonférentielle du bras
bo doit se trouver à droite du tourillon cm (vu du
haut). Orientez ce repère vers celui de l’insert bp.
3. Glissez le premier disque de serrage cr, la bielle longue bn ainsi que le deuxième disque de serrage cs
10
Page 11

sur la goupille cylindrique légèrement graissée cn
du piston moteur 7. Sur un côté, le diamètre d’alésage du disque large cs est un peu plus grand, permettant ainsi d’être glissé plus facilement sur la goupille cylindrique cn.
4. Introduisez le piston moteur 7 dans le cylindre
moteur 9. Le piston moteur
moteur
cas le lubrifier ! De même, tout le groupe mécani-
que est conçu pour un fonctionnement à sec et ne
nécessite aucune lubrification.
5. A présent, fixez le flasque de manivelle bq avec la vis
sans tête cq sur le vilebrequin cl sur lequel a été
placé auparavant le disque d’espacement cr. Glissez
un autre disque d’espacement cr ainsi que la roue
volante bs sur l’autre côté du vilebrequin cl, tout
en respectant un jeu axial minimum. Le cas échéant,
fixez la roue volante bs avec un peu de colle sur le
vilebrequin cl.
6. Glissez le disque de serrage étroit ct, la bielle courte
99
9 marche à sec - vous ne devez en aucun
99
77
7 dans le cylindre
77
bm ainsi que le troisième disque de serrage large cs
sur la goupille cylindrique légèrement graissée cn de
la barre de déplaceur 6 et introduisez la barre de
déplaceur 6 dans la douille du piston moteur 8.
7. A présent, fixez la bielle courte bm avec la vis à tête
cylindrique co au bras de manivelle bo en utilisant
les disques d’espacement cr.
8. Disposez avec précaution sur la barre du déplaceur
6 la douille du déplaceur 5 collée dans le dépla-
ceur 4.
9. Introduisez le joint torique bt dans la plaque inférieure et enfoncez cette dernière dans la paroi du
boîtier 2 en appliquant une forte pression constante. Pour faciliter cette opération, on peut enduire
auparavant le joint torique bt avec un peu de nettoyant de vaisselle.
10. De la même manière, enfoncez la plaque supérieure
1 de l’autre côté dans la paroi du boîtier 2. Au
besoin, établissez ce raccord en glissant une mince
cale (par ex. tournevis) entre la plaque supérieure 1
et la paroi du boîtier 2. Le cas échéant, on peut
auparavant limer un petit évidement dans la face
avant de la paroi du boîtier 2 pour faciliter la pénétration de l’outil.
2.3. Ajustage fin
• L’objectif de l’ajustage fin est d’obtenir à chaque ro-
tation un écart minimum entre le déplaceur 4et les
plaques supérieure et inférieure.
• Lorsque les repères sur l’insert bp et le bras de mani-
velle bo sont ajustés, la course du déplaceur est encore trop petite. Pour l’augmenter, il suffit de tourner
légèrement le bras de manivelle bo sur le tourillon
(voir dessin éclaté).
• Lorsque la roue volante bs est alors tournée, la douille
de déplaceur 5 est déplacée sur la barre 6 lorsque
le déplaceur 4 touche la plaque supérieure 1.
• Augmentez la course du déplaceur de sorte qu’à cha-
que rotation le déplaceur 4 touche légèrement les
plaques supérieure et inférieure.
• Réduisez de nouveau quelque peu la course du dé-
placeur en ramenant le bras de manivelle bo très
légèrement en arrière.
• A présent, vous devriez obtenir un écart minimum
uniforme entre le déplaceur 4 et les plaques supérieure et inférieure.
• Enfin, tournez le vilebrequin cl de telle manière que
le piston moteur 7 reste au milieu de sa course.
Puis, vissez fermement le boulon à tête fraisée cp
dans la plaque supérieure 1.
3. Contrôle du fonctionnement
• Placez le moteur Stirling sur la main ou sur une surfa-
ce réchauffée (par ex. une tasse d’eau très chaude).
• Après env. 1 à 2 minutes, la plaque d’assise s’est suf-
fisamment réchauffée. Les jours chauds, la différence de température peut s’avérer trop faible. Refroidissez alors la plaque supérieure avec un chiffon humide.
• Tournez la roue volante dans le sens des aiguilles
d’une montre (vue sur le vilebrequin).
• Le moteur Stirling tourne dans le sens inverse des
aiguilles d’une montre lorsque la plaque supérieure
est réchauffée, par ex. par le rayonnement solaire ou
une lampe. Dans ce cas, posez le moteur Stirling sur
un support froid (par ex. banc de fenêtre).
11
Page 12

6
co
cs
cn
5
cr
bu
cr
bo
ctbm
cr
bu
cm
cs
cr
bp
bq
cr
bu
bn
cs
cn
7
8
4
br
cr
cl
bu
bs
cq
bl
9
cp
1
V
bo
V : Augmenter la course du déplaceur;
M : Repère
4. Rangement et nettoyage
• Le moteur Stirling ne nécessite aucune lubrification.
• Stockez le moteur Stirling à un endroit à l’abri de la
poussière.
M
bt
2
bt
3
• Pour le nettoyage, utilisez un chiffon humide, le cas
échéant un peu de nettoyant. Ne nettoyez jamais les
pièces en verre acrylique avec des solvants ou des
nettoyants agressifs.
3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Allemagne • www.3bscientific.com • Sous réserve de modifications techniques
12
Page 13

3B SCIENTIFIC3B SCIENTIFIC
3B SCIENTIFIC®
3B SCIENTIFIC3B SCIENTIFIC
Motore Stirling a bassa temperatura,
kit di montaggio U10061
Istruzioni per l’uso
08/05 ALF
PHYSICSPHYSICS
PHYSICS
PHYSICSPHYSICS
cm
bo bp
bq
br
bs
bt
cp
bu
co
bn
bm
bl
9
cn
8
7
6
5
4
cr
cl
cq
ct
cs
1
2
3
1 Piastra superiore
2 Parete del carter
3 Piastra inferiore
4 Organo di propulsione
5 Alloggiamento organo
di compressione
6 Asta organo di compressione
7 Pistone di lavoro
8 Boccola pistone di lavoro
9 Cilindro di lavoro
bl Angolo
bm Biella, corta
bn Biella, lunga
bo Braccio di manovella
bp Inserto
bq Disco di manovella
br Guscio di cuscinetto
bs Volano
bt O-ring (2x)
bu Cuscinetto a sfere (4x))
cl Albero a gomiti
cm Perno di manovella
13
cn Spina cilindrica 1x8 (2x)
co Vite a testa cilindrica M3x8
cp Vite a testa svasata M2x3
cq Perno filettato M2x5
cr Distanziale (6x)
cs Rondella di fissaggio, larga (3x)
ct Rondella di fissaggio, stretta
Page 14
Il motore Stirling a bassa temperatura serve per dimostrare il funzionamento e la struttura principale di un
motore Stirling.
1. Descrizione, caratteristiche tecniche
Per mettere in moto il motore Stirling a bassa temperatura è sufficiente il calore della mano dell’uomo, per cui
è necessaria una differenza di temperatura di appena
5 °C circa tra piastra di base e piastra superiore. Il cilindro
di lavoro è realizzato in vetro di precisione, il cilindro di
compressione e il volano in vetro acrilico; ciò consente di
osservare bene i movimenti del pistone di lavoro e di
compressione e dell’azionamento a manovella. L’albero
a gomiti e la biella sono dotati di cuscinetti di precisione
a sfera miniaturizzati, per ridurre al minimo le perdite
per attrito. Grazie al rivestimento nero opaco della piastra superiore, il motore Stirling può essere utilizzato come
motore solare.
Numero di giri: ca. 80 giri/min a ∆T 10 ºC
Volano: 110 mm Ø
Dimensioni: 138 mm x 110 mm Ø
2. Istruzioni per il montaggio
2.1 Lavorazione finale
• Eliminare le bavature da tutti i componenti con una
lima dolce o un raschietto triangolare.
• In base alle esigenze personali, levigare leggermente
le superfici dei pezzi.
2.2. Montaggio
2.2.1. Realizzazione di giunti indivisibili
• Si consiglia di utilizzare il collante “UHU plus endfest
300” o “UHU plus schnellfest” come adesivo epossidico bicomponente. Per non danneggiare il rivestimento della piastra superiore, evitare il contatto con
solventi. A causa dei diversi coefficienti di dilatazione
dei materiali, non riscaldare i componenti durante
l’indurimento. Durante il raffreddamento, le parti in
alluminio dovrebbero restringersi di più rispetto al
cilindro di vetro, quindi questo dovrebbe essere soggetto ai carichi. Di conseguenza, il diametro interno
del cilindro di lavoro dovrebbe ridursi o persino rompersi. Generalmente, i giunti devono essere incollati
ad una temperatura di ca. 20 °C.
1. Incollare il cilindro di lavoro 9 a temperatura ambiente con l’angolo bl e successivamente con la
piastra superiore 1.
2. Fissare il cuscinetto a sfere bu al guscio del cuscinetto br. A tale scopo, inserire un cuscinetto a sfere bu
sull’albero a gomiti cl e applicare in due o tre punti
della sua circonferenza un sottile strato di collante. A
questo punto, far scorrere il cuscinetto a sfere bu in
una delle due cavità del guscio del cuscinetto br.
Rimuovere il collante in eccesso con uno straccio
imbevuto di alcool. Strofinare rapidamente dall’interno verso l’esterno per evitare che il collante penetri nel cuscinetto a sfere. Sul lato opposto, far scorrere
il secondo cuscinetto a sfere bu sull’albero a gomiti
cl e procedere come descritto precedentemente. Per
ottenere un allineamento assiale ottimale dei due
cuscinetti a sfere bu, lasciare l’albero a gomiti cl in
questa posizione fino all’indurimento del collante.
3. Incollare l’inserto bp nell’incavo del disco di manovella bq. Fare attenzione che le due superfici da incollare combacino perfettamente. Sul perimetro dell’inserto bp è presente una tacca. Orientare questa
tacca verso il foro trasversale del disco di manovella
bq.
4. A questo punto, incollare il perno di manovella cm
nel foro dell’inserto bp.
5. Incollare una spina cilindrica cn nel foro sia dell’asta
dell’organo di compressione 6 sia del pistone di
lavoro 7. Controllare che sulle superfici di scorrimento delle spine cilindriche cn non rimangano residui di collante. A tale scopo, introdurre la spina cilindrica nel foro corrispondente per ca. 2 mm e applicare una piccola quantità di colla sulla parte che fuoriesce. Successivamente, far scorrere la spina cilindrica cn nella posizione prevista e rimuovere i residui
di collante come descritto in precedenza. Fare attenzione che la spina cilindrica cn del pistone di lavoro
7 venga incollata in posizione leggermente incava-
ta, in modo che successivamente non danneggi la
superficie di scorrimento del cilindro di lavoro 9.
6. Per incollare l’alloggiamento dell’organo di compressione 5 nel foro apposito 4, procedere come
descritto di seguito. Inserire l’asta dell’organo di compressione 6 nella boccola del pistone di lavoro 8,
quindi inserire il pistone di lavoro 7 nel cilindro di
lavoro 9. Ora innestare l’alloggiamento 5 sull’asta dell’organo di compressione 6. Incollare l’asta
nel foro dell’organo di compressione 4 e collocare
il gruppo sulla parte inferiore dell’organo di compressione 4, in modo che la piastra superiore 1 e
l’organo di compressione 4 si tocchino. Lasciare
questi componenti in questa posizione fino all’indurimento del collante, per mantenere l’organo di compressione 4 e la piastra superiore 1 in parallelo.
7. Successivamente, incollare il guscio del cuscinetto br
nel foro dell’angolo bl.
2.2.2. Realizzazione di giunti divisibili
1. Introdurre i cuscinetti a sfere bu nei fori delle bielle
bm e bn. Tutti i cuscinetti a sfere sono forniti di serie
non lubrificati. Per garantire uno scorrimento ottimale dei cuscinetti a sfere bu, in fase di montaggio
utilizzare i distanziali leggermente convessi cr forniti in dotazione. In questo caso montare i distanziali
cr con il lato convesso rivolto verso i cuscinetti a
sfere bu.
2. Inserire il primo distanziale cr, la biella lunga bn, il
secondo distanziale cr e il braccio di manovella bo
sul perno di manovella cm. Controllare che nella vista dall’alto non siano presenti tacche sulla superficie
del braccio di manovella bo a destra del perno di
manovella cm. Orientare questa tacca verso l’inserto
bp.
14
Page 15

3. Inserire la prima rondella di fissaggio larga cs, la
biella lunga bn e la seconda rondella di fissaggio
larga cs sulla spina cilindrica leggermente ingrassata
cn del pistone di lavoro 7. Il diametro del foro
della rondella di fissaggio larga cs è leggermente più
grande su un lato, in modo che possa essere inserita
più facilmente sulla spina cilindrica cn.
4. Introdurre il pistone di lavoro 7 nel cilindro di lavoro 9. Il pistone di lavoro
cilindro di lavoro
che l’intera meccanica è stata progettata per il funzionamento a secco, pertanto non necessita di lubrificazione.
5. A questo punto fissare il disco di manovella bq con
il perno filettato cq sull’albero a gomiti cl, sul
quale è stato precedentemente inserito il distanziale
99
9 a secco. Non lubrificare! An-
99
77
7 deve scorrere nel
77
cr. Inserire un altro distanziale cr e il volano bs
sull’altro lato dell’albero a gomiti cl, cercando di
mantenere un gioco assiale minimo. Se necessario,
fissare il volano bs sull’albero a gomiti cl con un
po’ di colla.
6. Inserire la rondella di fissaggio stretta ct, la biella
corta bm e la terza rondella di fissaggio larga cs sulla
spina cilindrica leggermente ingrassata cn dell’asta
dell’organo di compressione 6 e introdurre l’asta
6 nella boccola del pistone di lavoro 8.
7. Ora fissare la biella corta bm con la vite a testa cilindrica co al braccio di manovella bo utilizzando i
distanziali cr.
8. Far scorrere con cautela l’alloggiamento 5 incollato
nell’organo di compressione 4 sull’asta dell’organo di compressione 6.
9. Collocare l’O-ring bt nella piastra inferiore 3 e
introdurre quest’ultima nella parete del carter 2
esercitando una pressione continua. Per semplificare
questa procedura, applicare un po’ di detersivo per
piatti sull’O-ring bt prima dell’inserimento.
10. Introdurre anche la piastra superiore 1 nella parete
del carter 2 dal lato opposto. Per dividere questo
giunto (se necessario), inserire un cuneo sottile
(ad es. la punta di un cacciavite) tra la piastra superiore 1 e la parete del carter 2. Eventualmente, è
possibile praticare un piccolo incavo con una lima
nella superficie anteriore della parete del carter 2,
per facilitare l’inserimento dell’attrezzo.
2.3. Regolazione di precisione
• L’’obiettivo principale della regolazione di precisione
è quello di ottenere, durante la rotazione, solo una
distanza minima tra l’organo di compressione 4 e
le piastre superiore e inferiore.
• Dopo l’allineamento delle tacche sull’inserto bp e il
braccio di manovella bo, la corsa dell’organo di compressione è ancora troppo breve. Per aumentarla,
ruotare leggermente il braccio di manovella bo sul
perno (ved. disegno esploso).
• Ruotando successivamente il volano bs, l’alloggia-
mento dell’organo di compressione 5, tramite contatto dell’organo 4 con la piastra superiore 1,
viene spinto sull’asta 6.
• Aumentare la corsa dell’organo di compressione, fin-
ché, dopo un giro, l’organo di compressione 4 tocca leggermente le piastre superiore e inferiore.
• A questo punto, ridurre nuovamente la corsa ruotan-
do leggermente all’indietro il braccio di manovella
bo.
• Ora tra l’organo di compressione 4 e la piastra su-
periore o inferiore deve essere presente una distanza
minima.
• Infine girare l’albero a gomiti cl, in modo che il
pistone di lavoro si trovi 7 al centro della propria
corsa. Quindi serrare la vite a testa svasata cp nella
piastra superiore 1.
3. Prova di funzionamento
• Posizionare il motore Stirling sul palmo della mano o
su una superficie calda, ad es. su una tazza contenente acqua calda.
• Dopo ca. 1-2 minuti, la piastra di base si sarà riscalda-
ta sufficientemente. Nei giorni caldi, la differenza di
temperatura potrebbe essere troppo scarsa. Eventualmente, raffreddare la piastra superiore con un panno
umido.
• Mettere in movimento il volano facendolo girare in
senso orario (sguardo rivolto verso l’albero a gomiti).
• Il motore Stirling gira in senso antiorario, se la piastra
superiore viene riscaldata, ad es. dalla luce del sole o
da una lampada. In questo caso, collocare il motore
Stirling su un piano di appoggio freddo, ad es. sul
davanzale di una finestra.
15
Page 16

6
co
cs
cn
5
cr
bu
cr
bo
ctbm
cr
bu
cm
cs
cr
bp
bq
cr
bu
bn
cs
cn
7
8
4
br
cr
cl
bu
bs
cq
bl
9
cp
1
V
bo
V: Aumentare la corsa dell’organo di compression;
M: Tacca
4. Conservazione e pulizia
• Il motore Stirling non richiede lubrificazione.
• Conservare il motore Stirling in un luogo privo di pol-
vere.
M
bt
2
bt
3
• Per pulire il motore Stirling, utilizzare un panno inu-
midito, eventualmente con una quantità minima di
detergente. Non pulire le parti in vetro acrilico con
solventi o detergenti abrasivi.
3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Germania • www.3bscientific.com • Con riserva di modifiche tecniche
16
Page 17

3B SCIENTIFIC3B SCIENTIFIC
3B SCIENTIFIC®
3B SCIENTIFIC3B SCIENTIFIC
PHYSICSPHYSICS
PHYSICS
PHYSICSPHYSICS
Motor Stirling de baja temperatura, modelo U10061
Instrucciones de uso
08/05 Alf
cm
bq
bo bp
br
bs
bt
cp
bu
co
bn
bm
bl
9
cn
8
7
6
5
4
cr
cl
cq
ct
cs
1
2
3
1 Placa superior
2 Pared de la caja del motor
3 Placa inferior
4 Desplazador
5 Alojamiento del desplazador
6 Varilla de desplazamiento
7 Émbolo de trabajo
8 Alojamiento del émbolo de trabajo
9 Cilindro de trabajo
bl Ángulo
bm Biela, corta
bn Biela, larga
bo Brazo de manivela
bp Pieza insertada
bq Disco de manivela
br Casquillo del cojinete
bs Volante
bt Anillo en O (2x)
bu Rodamiento de bolas (4x)
cl Cigüeñal
cm Gorrón del cigüeñal
17
cn Pasador cilíndrico 1x8 (2x)
co Tornillo de cabeza cilíndrica M3x8
cp Tornillo de cabeza avellanada M2x3
cq Tornillo prisionero M2x5
cr Arandela separadora (6x)
cs Disco ancho de sujeción (3x)
ct Disco delgado de sujeción
Page 18

Este modelo de motor de baja temperatura ilustra el
funcionamiento y el principio de construcción de un
motor Stirling.
1. Descripción, datos técnicos
El motor Stirling de baja temperatura entra ya en movimiento con la aplicación del calor de la mano humana,
siendo para ello necesaria una diferencia de temperatura
entre la base y la placa superior de aproximadamente
5°C. El cilindro de trabajo está hecho de cristal de precisión, y el cilindro de desplazamiento, así como el volante, son de cristal acrílico, por ello se pueden observar a la
perfección los movimientos de los émbolos de trabajo,
del accionamiento de desplazamiento y del cigüeñal. El
cigüeñal y la biela están alojados en un rodamiento de
bolas de precisión en miniatura, con el fin de reducir al
mínimo las pérdidas por rozamiento. Gracias al recubrimiento en negro pulido de la placa superior, el motor
Stirling también puede operar como motor solar.
Velocidad de giro: aprox. 80 revoluciones/min. con
∆T 10ºC
Volante: 110 mm Ø
Dimensiones: 138 mm x 110 mm Ø
2. Instrucciones de montaje
2.1 Acabado
• Limar todos los componentes que presentan aristas
con una lima fina o un rascador triangular.
• Según las exigencias personales, si se da el caso, limar
las posibles superficies de las piezas de trabajo.
2.2. Montaje
2.2.1. Implementación de las uniones fijas
• Como pegamento, recomendamos la utilización de
adhesivos de dos componentes epóxicos con resina
«UHU plus endfest 300» o «UHU plus schnellfest». Para
no dañar el revestimiento de la placa superior, evite
el contacto con disolventes. Debido a los diferentes
coeficientes de dilatación de los materiales, no caliente en ningún caso estos componentes durante el
proceso de endurecimiento. Al enfriarse, las piezas
de aluminio se contraen en un grado considerablemente mayor que el cilindro de vidrio, con lo que
aplican presión sobre él. Como consecuencia, se reduciría el diámetro interior del cilindro de trabajo o
incluso podría llegar a romperse. En general, se deben pegar las uniones a una temperatura aproximada de 20°C.
1. A temperatura ambiente, pegar el cilindro de trabajo
9, en primer lugar, con el ángulo bl y, a continua-
ción, con la placa superior 1.
2. Fijar el rodamiento de bolas bu en el casquillo del
cojinete br. Para ello, colocar un rodamiento de bolas bu sobre el cigüeñal cl y extender en dos o tres
puntos del perímetro de la superficie una delgada
película de pegamento. A continuación, colocar el
rodamiento de bolas bu en uno de los dos aloja-
mientos del casquillo del cojinete br. Si se da el caso,
retirar el pegamento sobrante con un paño mojado
con alcohol. Para ello, limpiar siempre desde dentro
hacia fuera, evitando que el pegamento entre en el
rodamiento de bolas. Introducir por el otro lado el
segundo rodamiento de bolas bu en el cigüeñal cl
y proceder como en el caso anterior. Para alinear axialmente ambos rodamientos de bolas bu mantenga
el cigüeñal cl en esta posición hasta que se haya
endurecido el pegamento.
3. Pegar la pieza insertada bp en la entalladura del
disco de manivela bq. Al hacerlo, asegúrese de que
las dos superficies adherentes quedan exactamente
una sobre otra. Sobre el perímetro de la superficie de
la pieza insertada bp encontrará una marca que deberá orientar según la hendidura transversal del disco de manivela bq.
4. Ahora pegue el gorrón del cigüeñal cm en el orificio
de la pieza insertada bp.
5. Pegue cada uno de los pasadores cilíndricos cn en el
orificio de la varilla de desplazamiento 6 y del émbolo de trabajo 7. Las superficies de movimiento
de los pasadores cilíndricos cn deben quedar absolutamente libres de restos de pegamento. Para ello,
introducir el pasador cilíndrico en el orificio, aproximadamente 2 mm, y poner algo de pegamento en el
extremo que ha quedado fuera. A continuación, fijar
el pasador cilíndrico cn en su posición adecuada y
eliminar los restos de pegamento de la forma anteriormente indicada. Asegúrese de que el pasador cilíndrico cn del émbolo de trabajo 7 quede pegado, pero algo sumergido, para que después no pueda
dañar la superficie de movimiento del cilindro de
trabajo 9.
6. Para pegar el alojamiento del desplazador 5 en el
orificio del desplazador 4, proceda como se indica
a continuación: Introducir la varilla de desplazamiento 6 en el alojamiento del émbolo de trabajo 8
y, a continuación, el émbolo de trabajo 7 en el
cilindro de trabajo 9. Después, insertar el alojamiento del desplazador 5 en la varilla de desplazamiento 6. Pegar ésta en el orificio del desplazador
4 y colocar este grupo de componentes en la parte
inferior del desplazador 4, de manera que la placa
superior 1 y el desplazador 4 estén en contacto el
uno sobre el otro. Sujetar estos componentes en esta
posición hasta que el pegamento se haya endurecido completamente, para garantizar que el desplazador 4 y la placa superior 1 estén situados paralelamente.
7. Para finalizar, pegar el casquillo del cojinete br en el
orificio del ángulo bl.
2.2.2. Implementación de las uniones no fijas
1. Presionar el rodamiento de bolas bu en los orificios
de las bielas bm y bn. Los rodamientos no vienen
engrasados en el estado de suministro. Para garantizar un libre funcionamiento de los rodamientos bu,
utilice en el montaje las arandelas separadoras cr
del suministro que sean algo más abombadas. Para
18
Page 19

ello se deberá montar la parte más abombada de la
arandela separadora cr en dirección al rodamiento
de bolas bu.
2. Colocar la primera arandela separadora cr, la biela
larga bn, la segunda arandela separadora cr así
como el brazo de manivela bo sobre el gorrón del
cigüeñal cm. Para ello se deberá situar la pequeña
marca ubicada en la superficie del perímetro del brazo de manivela bo, vista desde arriba, hacia la derecha del gorrón del cigüeñal cm. Orientar esta marca
según la de la pieza insertada bp.
3. Introducir el primer disco ancho de sujeción cs, la
biela larga bn así como el primer disco ancho cs en
el pasador cilíndrico cn, algo engrasado, del émbolo
de trabajo 7. El diámetro del orificio del disco de
sujeción cs es algo mayor en un lado para que se
pueda introducir más fácilmente el pasador cilíndrico cn.
4. Introducir el émbolo de trabajo 7 en el cilindro de
trabajo 9. El émbolo de trabajo
seco en el cilindro de trabajo
que ¡nunca se debe lubricar! Toda la mecánica está
preparada para el funcionamiento en seco, por lo
que no necesita ningún tipo de lubricación.
5. Ahora, fije el disco de manivela bq con el tornillo
prisionero cq al cigüeñal cl, al que anteriormente
se ha colocado la arandela separadora cr. Desplazar
otra arandela separadora cr, así como el volante
77
7 funciona en
77
99
9, lo que significa
99
bs, hacia el otro lado del cigüeñal cl manteniendo
siempre un mínimo juego axial. Si es necesario, fije el
volante bs con un poco de pegamento al cigüeñal
cl.
6. Insertar el disco delgado de sujeción ct, la biela
corta bm, así como el tercer disco ancho de sujeción
cs en el pasador cilíndrico cn, algo engrasado, de la
varilla de desplazamiento 6 y dirigir la varilla de
desplazamiento 6 hacia el alojamiento del desplazador 8.
7. A continuación, fijar la biela corta bm con el tornillo
de cabeza cilíndrica co al brazo de manivela bo
utilizando las arandelas separadoras cr.
8. Acoplar cuidadosamente el alojamiento del desplazador 5, pegado en el desplazador 4, a la varilla
de desplazamiento 6.
9. Colocar el anillo en O bt en la placa inferior 3 y
presionarlos constante y fuertemente contra la pared de la caja del motor 2. Para facilitar este proceso se puede untar el anillo en O bt previamente con
un poco de lavavajillas.
10. Presionar de la misma manera, desde el otro lado, la
placa superior 1 contra la caja del motor 2. La
separación de esta unión se produce (en caso necesario) introduciendo una cuña fina (por ejemplo un destornillador) entre la placa superior 1 y la caja del
motor 2. Eventualmente se puede practicar una
pequeña entalladura en la superficie frontal de la caja
del motor 2 para facilitar la entrada de esta herramienta.
2.3. Ajuste de precisión
• El objetivo del ajuste de precisión es que en cada
revolución sólo haya una holgura mínima entre el
desplazador 4 y la placa superior o inferior.
• Tras el ajuste de las marcas en la pieza insertada bp
y el brazo de manivela bo, el recorrido del desplazador todavía es demasiado pequeño. Girando mínimamente el brazo de manivela bo sobre el gorrón
del cigüeñal se puede aumentar este recorrido (véase
la ilustración).
• Al girar a continuación el volante bs, el alojamiento
del desplazador 5 se deslizará sobre la varilla de
desplazamiento 6, cuando el desplazador 4 entre en contacto con la placa superior 1.
• Aumentar el recorrido del desplazador lo suficiente
para que, en cada revolución, el desplazador 4 golpee ligeramente la placa superior e inferior.
• Acto seguido, reducir un poco el recorrido del despla-
zador girando mínimamente otra vez hacia atrás el
brazo de manivela bo.
• Ahora se deberá haber conseguido una holgura uni-
forme entre el desplazador 4 la placa superior y la
inferior.
• Para finalizar, girar el cigüeñal cl, de manera que el
émbolo de trabajo 7 quede situado en la mitad de
su recorrido. Atornillar entonces el tornillo de cabeza
avellanada cp en la placa superior 1.
3. Prueba de funcionamiento
• Colocar el motor Stirling sobre la mano o una super-
ficie caliente, por ejemplo una taza con agua caliente.
• Tras aproximadamente 1 ó 2 minutos, la placa infe-
rior se ha calentado suficientemente. En días calurosos puede que la diferencia de temperatura no sea
suficiente. En este caso se puede enfriar la placa superior con un paño húmedo.
• Poner el volante en movimiento en sentido horario
(dirección visual hacia el cigüeñal).
• El motor Stirling se mueve en dirección contraria a las
agujas del reloj cuando se calienta la placa superior,
por ejemplo, con la luz solar o una lámpara. En este
caso, coloque el motor Stirling sobre una superficie
fría, por ejemplo, la repisa de la ventana.
19
Page 20

6
co
cs
cn
5
cr
bu
cr
bo
ctbm
cr
bu
cm
cs
cr
bp
bq
cr
bu
bn
cs
cn
7
8
4
br
cr
cl
bu
bs
cq
bl
9
cp
1
V
bo
V: Aumentar el recorrido del desplazador;
M: Marca
4. Limpieza y almacenamiento
• El motor Stirling no necesita lubricación.
• Almacenar el motor Stirling en un lugar libre de pol-
vo.
M
bt
2
bt
3
• Para limpiar el motor Stirling utilice un paño húme-
do y, si es necesario, un poco de detergente. No limpie nunca la parte de cristal acrílico con disolventes o
detergentes agresivos.
3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Alemania • www.3bscientific.com • Se reservan las modificaciones técnicas
20
Page 21

3B SCIENTIFIC3B SCIENTIFIC
3B SCIENTIFIC®
3B SCIENTIFIC3B SCIENTIFIC
Motor de Stirling de baixa temperatura,
kit de montagem U10061
Manual de instruções
08/05 Alf
PHYSICSPHYSICS
PHYSICS
PHYSICSPHYSICS
cm
bo bp
bq
br
bs
bt
cp
bu
co
bn
bm
bl
9
cn
8
7
6
5
4
cr
cl
cq
ct
cs
1
2
3
1 Placa superior
2 Parede da caixa do motor
3 Placa inferior
4 Propulsor
5 Caixa do propulsor
6 Eixo do propulsor
7 Êmbolo de trabalho
8 Caixa do êmbolo de trabalho
9 Cilindro de trabalho
bl Esquadria
bm Biela, curt
bn Biela, longa
bo Braço da manivela
bp Munhão
bq Disco da manivela
br Caixa de rolamentos
bs Roda de impulso
bt Anel em O (2x)
bu Rolimã (4x)
cl Eixo da manivela
cm Pino da manivela (moente)
21
cn Pino de cilindro 1x8 (2x)
co Parafuso da cabeça do cilindro M3x8
cp Parafuso de cabeça embutida M2x3
cq Pino de passo M2x5
cr Disco de distanciamento (6x)
cs Disco de entalo, largo (3x)
ct Disco de entalo, estreito
Page 22

O motor de Stirling de baixa temperatura serve para a
visualização do modo de funcionamento e da construção básica de um motor de Stirling.
1. Descrição, dados técnicos
O motor de baixa temperatura de Stirling pode ser posto
em movimento mesmo pela ação da temperatura da
mão, sendo que para isso só é necessária uma diferença
de temperatura de aproximadamente 5° entre a placa
inferior e a placa superior. O cilindro de trabalho é feito
de vidro de precisão, o cilindro de impulso e a roda de
impulso são de acrílico transparente. Por isso, os movimentos dos êmbolos de trabalho e de impulso, assim
como a propulsão da manivela, podem ser bem observados. O eixo da manivela e a biela são inseridos em
rolamentos miniaturizados de alta precisão, de modo a
minimizar a perda por atrito. Graças a pintura preta fosca
da placa superior, o motor de Stirling pode também ser
operado como motor de energia solar.
Número de rotações: aprox. 80 U/min. a ∆T 10ºC
Roda de impulso: 110 mm Ø
Medidas: 138 mm x 110 mm Ø
2. Instruções de montagem
2.1 Acabamentos finais
• Todas as partes apresentando farpas devem ser ali-
sadas com uma lima simples ou uma raspa de três
lados.
• Segundo a exigência pessoal, polir as peças onde se
considere necessário.
2.2. Montagem
2.2.1. Estabelecimento dos encaixes permanentes
• Para a colagem recomendamos a utilização das colas
“UHU plus endfest 300” ou a cola de resina epóxi de 2
componentes “UHU plus schnellfest” (importadas da
Alemanha). Para não destruir a camada fosca da placa superior, evite o contato com solventes. Por causa
dos diferentes coeficientes de dilatação dos materiais, não aqueça nunca esses elementos durante o
processo de endurecimento da cola. As partes em
alumínio iriam retrair-se muito mais intensamente
do que o cilindro de vidro, e assim, exercer pressão
sobre este último, pelo qual, o diâmetro do cilindro
de trabalho poderia reduzir-se, ou este poderia mesmo romper-se. Em princípio, os encaixes devem ser
colados a uma temperatura de aproximadamente
20°C.
1. Colar o cilindro de trabalho 9 na esquadria bl à
temperatura ambiente, e logo colá-lo na placa superior 1.
2. Fixar o rolimã bu na caixa de rolamentos br. Para
tal, inserir um rolimã bu no eixo da manivela cl e
cobrir as superfícies de contato em dois ou três pontos com um fino filme de cola. Inserir o rolimã bu
agora numa das duas voltas da caixa de rolamentos
br. Caso necessário, eliminar os excessos de cola com
um pano umedecido com álcool caseiro. Ao fazê-lo,
sempre limpar de dentro para fora, de modo a prevenir que a cola penetre dentro do rolimã. Introduzir
pelo outro lado o segundo rolimã bu no eixo da
manivela cl e proceder como anteriormente. Para
obter um posicionamento axial ideal de ambos rolimãs bu, deixe o eixo da manivela cl repousar nesta
posição até que a cola esteja totalmente seca.
3. Colar o munhão bp no orifício do disco da manivela
bq. Ao fazê-lo, prestar atenção para que ambas su-
perfícies de adesão se encontrem uma encima da
outra de forma plana. Na superfície de contato do
munhão bp encontra-se uma marca. Orientar essa
marca em função da perfuração transversal do disco
da manivela bq.
4. Colar agora o pino da manivela cm na perfuração do
munhão bp.
5. Colar a cada vez um pino de cilindro cn na perfuração no eixo de propulsão 6 assim como na do
êmbolo de trabalho 7. Sendo que não deve restar
nenhum resto de cola nas superfícies de atrito dos
pinos de cilindro cn. Para tal, introduzir o pino de
cilindro até aproximadamente 2 mm na perfuração
correspondente, e logo, cobrir a ponta saliente com
um pouco de cola. Finalmente, enfiar o pino de cilindro cn até a posição prevista e retirar os excessos de
cola como anteriormente descrito. Assim fazendo, ter
cuidado para que o pino de cilindro cn do êmbolo
de trabalho 7 encontre-se colado de forma ligeiramente afundada, para que este não danifique posteriormente a superfície de atrito do cilindro de trabalho 9.
6. Ao colar a caixa do propulsor 5 na perfuração do
propulsor 4, proceder como indicado a seguir. Introduzir o eixo do propulsor 6 na caixa do êmbolo
de trabalho 8 e logo, introduzir o êmbolo de trabalho 7 no cilindro de trabalho 9. Agora, inserir a
caixa do propulsor 5 no eixo do propulsor 6.
Colar este último na perfuração do propulsor 4 e o
colocar o grupo de peças no lado inferior do propulsor 4, de modo que a placa superior 1 e o propulsor 4 estejam em contato. Deixar essas peças
nesta posição até a cola endurecer totalmente, para
garantir o paralelismo entre o propulsor 4 e a placa
superior 1.
7. A seguir, colar a caixa de rolamentos br na perfuração da esquadria bl.
2.2.2. Estabelecimento dos encaixes móveis
1. Pressionar os rolimãs bu para dentro das perfurações das bielas bm e bn. No estado de fornecimento,
nenhum dos rolimãs está lubrificado. Para garantir
um rolamento livre dos rolimãs bu, utilizar o disco
de distanciamento cr, algo arredondado, incluído
no fornecimento. Para tal, o lado arredondado do
disco de distanciamento cr deve ser montado com
o lado arredondado de frente para o rolimã bu.
2. Empurrar o disco de distanciamento cr, a biela longa bn, o segundo disco de distanciamento cr, assim como o braço da manivela bo sobre o pino da
22
Page 23

manivela cm. Sendo que fazendo isto, a pequena
marca na superfície de contato do braço da manivela
bo, vista de cima, deve estar à direita do pino da
manivela cm. Posicionar essa marca em função do
munhão bp.
3. Inserir o disco de entalamento largo cs, a biela longa bn, assim como o segundo disco de entalamento
largo cs sobre o pino de cilindro cn levemente
lubrificado do êmbolo de trabalho 7. O diâmetro
da perfuração do disco de entalamento largo cs é
um pouco maior num dos lados, de modo que ele
seja mais fácil de introduzir no pino de cilindro cn.
4. Inserir o êmbolo de trabalho 7 no cilindro de trabalho 9. O êmbolo de trabalho
no cilindro de trabalho
lubrificado ! A totalidade da mecânica também está
prevista para o trabalho a seco e não precisa ser lubrificada.
5. Agora, fixar o disco da manivela bq com o pino de
passo cq sobre o eixo da manivela cl, sobre o qual,
o disco de distanciamento cr foi anteriormente encaixado. Introduzir um segundo disco de distanciamento cr, assim como a roda de impulso bs no
outro lado do eixo da manivela cl, mantendo um
mínimo de jogo no sentido do eixo. Caso necessário,
fixar a roda de impulso bs sobre o eixo da manivela
99
9, ou seja, nunca deve ser
99
77
7 move-se a seco
77
cl com um pouco de cola.
6. Inserir o disco de entalameto estreito ct, a biela
curta bm, assim como o terceiro disco largo de entalamento cs no pino de cilindro cn levemente lubrificado do eixo do propulsor 6, e logo introduzir o
eixo do propulsor 6 na caixa do êmbolo de trabalho 8.
7. Agora, fixar a biela curta bm com o parafuso da cabeça do cilindro co no braço da manivela bo, utilizando o disco de distanciamento cr.
8. Inserir com cuidado no eixo do propulsor 6 a caixa
do propulsor 5 que se encontra colada no propulsor 4.
9. Colocar o anel em O bt na placa inferior 3, e pressionar esta, com uma pressão forte e constante, contra a parede da caixa do motor 2. Para facilitar este
procedimento, pode-se untar o anel e O bt com um
pouco de detergente caseiro.
10. Pressionar a placa superior 1 pelo outro lado também contra a parede da caixa do motor 2. Caso
necessário, pode-se soltar esta associação inserindo
uma cunha fina (por exemplo, uma chave de fenda)
entre a placa superior 1 e a parede da caixa do
motor. Eventualmente, pode-se antes abrir uma pequena entalha com uma lima na parte frontal da
parede da caixa do motor 2, de modo a facilitar a
introdução da ferramenta.
2.3. Ajuste final
• O objetivo do ajuste final é que numa rotação haja o
mínimo de distância entre o propulsor 4 e as placas superiores e inferiores respectivamente.
• Após o posicionamento da marca no munhão bp e
no braço da manivela bo, o volume do propulsor
ainda é insuficiente. Este pode ser aumentado com
um ligeiro giro do braço da manivela bo sobre o
pino da manivela (veja a imagem desmontada).
• A continuação, com uma rotação da roda de impulso
bs a caixa do propulsor 5 é deslocada sobre o eixo
do propulsor 6 pelo contato do propulsor 4 com
a placa superior 1.
• Aumentar o volume do propulsor até que com uma
rotação o propulsor 4 toque levemente a placa
superior e inferior respectivamente.
• A seguir, reduzir novamente um pouco o volume do
propulsor soltando minimamente o braço da manivela bo.
• Agora deveria existir uma distância mínima equiva-
lente entre o propulsor 4 e as placas superior e
inferior respectivamente.
• Finalmente, girar o eixo da manivela cl, de modo
que o êmbolo de trabalho 7 se encontre no centro
do seu cilindro. Logo, aparafusar o parafuso de cabeça embutida cp firmemente na placa superior 1.
3. Teste operacional
• Colocar o motor de Stirling sobre a palma da mão ou
sobre uma superfície aquecida, por exemplo, uma
xícara com água quente.
• Após 1 ou 2 minutos, a placa inferior aqueceu-se o
suficiente. Em dias quentes, a diferença de temperatura pode ser insuficiente. Neste caso, esfriar a placa
superior com um pano úmido.
• Pôr a roda de impulso em movimento no sentido
horário (olhando para o eixo da manivela).
• O motor de Stirling opera em sentido anti-horário
quando a placa superior é aquecida, por exemplo
sob a ação dos raios solares ou de uma lâmpada.
Neste caso, colocar o motor de Stirling sobre uma
superfície fria, por exemplo, na bancada de uma janela.
23
Page 24

6
co
cn
cs
5
cr
bu
cr
bo
ctbm
cr
bu
cm
cs
cr
bp
bq
cr
bu
bn
cs
cn
7
8
4
br
cr
cl
bu
bs
cq
bl
9
cp
1
V
bo
V: Aumentar o volume do propulsor;
M: Marca
4. Armazenamento e limpeza
• O motor de Stirling não necessita qualquer lubrifica-
ção.
• Armazenar o motor de Stirling protegido da poeira.
M
bt
2
bt
3
• Para a limpeza do motor de Stirling, utilizar um pano
úmido, eventualmente com um pouco de detergente caseiro. Nunca limpar as partes de acrílico transparente com solventes ou com produtos de limpeza
agressivos.
3B Scientific GmbH • Rudorffweg 8 • 21031 Hamburg • Alemanha • www.3bscientific.com • Sob reserva de modificações técnicas
24
 Loading...
Loading...