

Page 1

Operating Instructions & Parts Manual
10-Inch x 16-Inch Horizontal
Cut-Off Band Saw
Models 7020/7040
Part No. 9078341
Revision C4 07/03
WMH TOOL GROUP
2420 Vantage Drive
Elgin, IL 601237
TEL: 1-888-594-5866
FAX: 1-800-626-9676
www.wmhtoolgroup.com
Page 2
Table of Contents
General Specifications ....................................................................................................................................... 5
Specifications .................................................................................................................................................... 5
General Specifications ....................................................................................................................................... 5
Machinery General Safety Warnings ................................................................................................................. 6
Operating Precautions ....................................................................................................................................... 6
General Electrical Cautions ................................................................................................................................ 7
Safety Instructions on Sawing Systems ............................................................................................................. 7
Introduction ...................................................................................................................................................... 8
Operating Instructions .................................................................................................................................... 8
Controls ............................................................................................................................................................. 8
Setting Blade Speed........................................................................................................................................... 8
Operating Instructions ........................................................................................................................................ 8
Raising/Lowering the Saw Head ......................................................................................................................... 9
Controlling the Cut: Hydraulic Feed Control ...................................................................................................... 9
Evaluating Cutting Efficiency ............................................................................................................................. 9
Blade Selection .................................................................................................................................................. 9
Blade Break-in Procedures .............................................................................................................................. 10
Work Setup .................................................................................................................................................... 10
Securing the Workpiece for Square Cuts ........................................................................................................ 10
Adjusting the Vise for Angle Cuts ..................................................................................................................... 10
Work Set-up .................................................................................................................................................... 10
Installation and Adjustment of Work Stop.......................................................................................................... 11
Starting the Saw ............................................................................................................................................... 11
Adjustments ................................................................................................................................................... 12
Blade Tracking Adjustment ............................................................................................................................... 12
Coolant Flow .................................................................................................................................................... 12
Coolant Mixture and Quantity ........................................................................................................................... 12
Factory or Field Procedure .............................................................................................................................. 12
Adjustments ..................................................................................................................................................... 12
Blade Guide Bearing Adjustment ...................................................................................................................... 13
Test Cutting to Verify Adjustment Accuracy ...................................................................................................... 14
Adjustment of the Limit Switch .......................................................................................................................... 14
Maintenance ................................................................................................................................................... 14
Cleaning .......................................................................................................................................................... 14
Lubrication ....................................................................................................................................................... 14
Maintenance .................................................................................................................................................... 14
Changing Blades .............................................................................................................................................. 15
Changing the Drive Belt ................................................................................................................................... 15
Replacing the Drive Motor ................................................................................................................................ 15
Adjusting the Counterbalance Spring ............................................................................................................... 15
Replacing the Drive Wheel ............................................................................................................................... 16
Adjusting the Blade Guides .............................................................................................................................. 16
Replacement of Carbide Blade Guide .............................................................................................................. 16
Replacement of Guide Bearings ....................................................................................................................... 17
Replacement of Blade Edge Bearings .............................................................................................................. 17
Replacement of the Wire Brush ....................................................................................................................... 17
Machine Setup ............................................................................................................................................... 17
Uncrating and Spotting ..................................................................................................................................... 17
Electrical .......................................................................................................................................................... 18
Wiring Diagrams .............................................................................................................................................. 18
Troubleshooting............................................................................................................................................. 20
3
Page 3
Table of Contents
Replacement Parts ........................................................................................................................................ 21
Parts List - Base .............................................................................................................................................. 23
Parts List - Head .............................................................................................................................................. 27
4
Page 4

General Specifications
The Wilton Models 7020/7040 Horizontal Cut-Off
Bandsaws are ruggedly built, precision machines designed for either wet or dry applications. The 2 HP
motor along with the worm gear reduction drive train in
an oil bath, transmits smooth and positivepower to the
blade. This drive system coupled with the recirculating
coolant system keeps the blade running cool and true,
which results in longer blade life.
Specifications
Capacity 10" Round
10" x 10" Square
9" x 16" Rectangle
Speeds 100 to 350 feet per minute - variable speed
Motor Model 7020 - 1.5 H.P., 1 phase, 110/220V
Model 7040 - 2 H.P., 3 phase, 220/440V
Blade Size 1" x .035" x 135"
Blade Guides Adjustable 6 point contact combination bearing and carbide
Blade Wheels 14" diameter, cast iron
Dimensions Length: 79" / Width: 31" / Height: 41"
5
Shipping Weight Approximately 725 pounds
Vise Rapid acting, 3 jaw design
Coolant System Recirculating system standard with each machine complete with 1 GPM pump, 8
gallon reservoir, and coolant applied through the blade guides.
Page 5
- Misuse of this machine can cause serious injury.
- For safety, machine must be set up, used and
serviced properly.
- Read, understand and follow instructions in the
Operating Instructions and Parts Manual which
was shipped with your machine.
When Setting up Machine:
- Always avoid using machine in damp or poorly
lighted work areas.
- Always be sure the machine support is se-
curely anchored to the floor or the work bench.
When Using Machine:
- Always wear safety glasses with side shields
(See ANSI Z87.1)
- Never wear loose clothing or jewelry.
- Never overreach - you may slip and fall.
When Servicing Machine:
- Always disconnect the machine from its electri-
cal supply while servicing.
- Always follow instructions in Operating Instruc tions and Parts Manual when changing acces sory tools or parts.
- Never modify the machine without consulting
Wilton Corporation.
You - the Stationary Power Tool User - Hold
the Key to Safety.
Read and follow these simple rules for best results
and full benefits from your machine. Used properly,
Wilton’s machinery is among the best in design and
safety. However, any machine used improperly can
be rendered inefficient and unsafe. It is absolutely
mandatory that those who use our products be
properly trained in how to use them correctly. They
should read and understand the Operating Instructions and Parts Manual as well as all labels affixed to
the machine. Failure in following all of these warnings can cause serious injuries.
Machinery General Safety Warnings
1. Always wear protective eye wear when
operating machinery. Eye wear shall be impact
resistant, protective safety glasses with side shields
which comply with ANSI Z87.1 specifications. Use
of eye wear which does not comply with ANSI
Z87.1specifications could result in severe injury
from breakage of eye protection.
2. Wear proper apparel. No loose clothing or jewelry
which can get caught in moving parts. Rubber soled
footwear is recommended for best footing.
3. Do not overreach. Failure to maintain proper working position can cause you to fall into the machine
6
or cause your clothing to get caught pullingyou
into the machine.
4. Keep guards in place and in proper working order.
Do not operate the machine with guards removed.
5. Avoid dangerous working environments. Do not use
stationary machine tools in wet or damp locations.
Keep work areas clean and well lit.
6. Avoid accidental starts by being sure the start
switch is OFF before plugging in the machine.
7. Never leave the machine running while unattended.
Machine shall be shut off whenever it is not in operation.
8. Disconnect electrical power before servicing.
Whenever changing accessories or general maintenance is done on the machine, electrical power
to the machine must be disconnected before work
is done.
9. Maintain all machine tools with care. Follow all
maintenance instructions for lubricating and the
changing of accessories. No attempt shall be made
to modify or have makeshift repairs done to the
machine. This not only voids the warranty but also
renders the machine unsafe.
10. Machinery must be anchored to the floor.
11. Secure work. Use clamps or a vise to hold work,
when practical. It is safer than using your hands
and it frees both hands to operate the machine.
12. Never brush away chips while the machine is in
operation.
13. Keep work area clean. Cluttered areas invite accidents.
14. Remove adjusting keys and wrenches before turning machine on.
15. Use the right tool. Don’t force a tool or attachment to do a job it was not designed for.
16. Use only recommended accessories and follow
manufacturers instructions pertaining to them.
17. Keep hands in sight and clear of all moving parts
and cutting surfaces.
18. All visitors should be kept at a safe distance from
the work area. Make workshop completely safe by
using padlocks, master switches, or by removing
starter keys.
Page 6
19. Know the tool you are using — its application,
limitations, and potential hazards.
General Electrical Cautions
Wire Sizes
This saw should be grounded in accordance with
the National Electrical Code and local codes and
ordinances. This work should be done by a qualified
electrician. The saw should be grounded to protect
the user from electrical shock.
Conductor Length AWG (American Wire Gauge) Number
240 Volt Lines 120 Volt Lines
0 - 50 Feet No. 14 No. 14
50 - 100 Feet No. 14 No. 12
Over 100 Feet No. 12 No. 8
Caution: For circuits which are far away from the
electrical service box, the wire size must be increased
in order to deliver ample voltage to the motor. To minimize power losses and to prevent motor overheating
and burnout, the use of wire sizes for branch circuits
or electrical extension cords according to the following
table is recommended.
Safety Instructions on Sawing Systems
1. Always wear leather gloves when handling saw
blade. The operator shall not wear gloves when
operating the machine.
2. All doors shall be closed, all panels replaced, and
other safety guards in place prior to the machine
being started or operated.
3. Be sure that the blade is not in contact with the
workpiece when the motor is started. The motor
shall be started and you should allow the saw to
come up to full speed before bringing the saw blade
into contact with the workpiece.
4. Keep hands away from the blade area. See Fig-
ure A.
5. Remove any cut off piece carefully while keeping
your hands free of the blade area.
6. Saw must be stopped and electrical supply must
be cut off before any blade replacement or adjustment of blade support mechanism is done, or before any attempt is made to change the drive belts
or before any periodic service or maintenance is
performed on the saw.
7. Remove all loose items and unnecessary workpieces
from the area before starting machine.
8. Bring adjustable saw guides and guards as close
as possible to the workpiece.
A
B
9. Always wear protective eye wear when operating,
servicing, or adjusting machinery. Eyewear shall
be impact resistant, protective safety glasses with
side shields complying with ANSI Z87.1 specifications. Use of eye wear which does not comply
with ANSI Z87.1 specifications could result in severe injury from breakage of eye protection. See
Figure B.
10. Nonslip footwear and safety shoes are recommended. See Figure C.
11. Wear ear protectors (plugs or muffs) during e x tended periods of operation. See Figure D.
12. The workpiece, or part being sawed, must be
securely clamped before the saw blade enters
the workpiece.
13. Remove cut off pieces carefully, keeping hands
away from saw blade.
14. Saw must be stopped and electrical supply disconnected before reaching into cutting area.
15. Avoid contact with coolant, especially guarding
your eyes.
C
7
D
Page 7
Introduction
This manual includes the operating and maintenance
instructions for the Wilton 10-inch by 16-inch Cut Off
Band Saw, Models 7020/7040. This manual also includes parts listings and illustrations of replaceable parts.
Operating Instructions
Controls
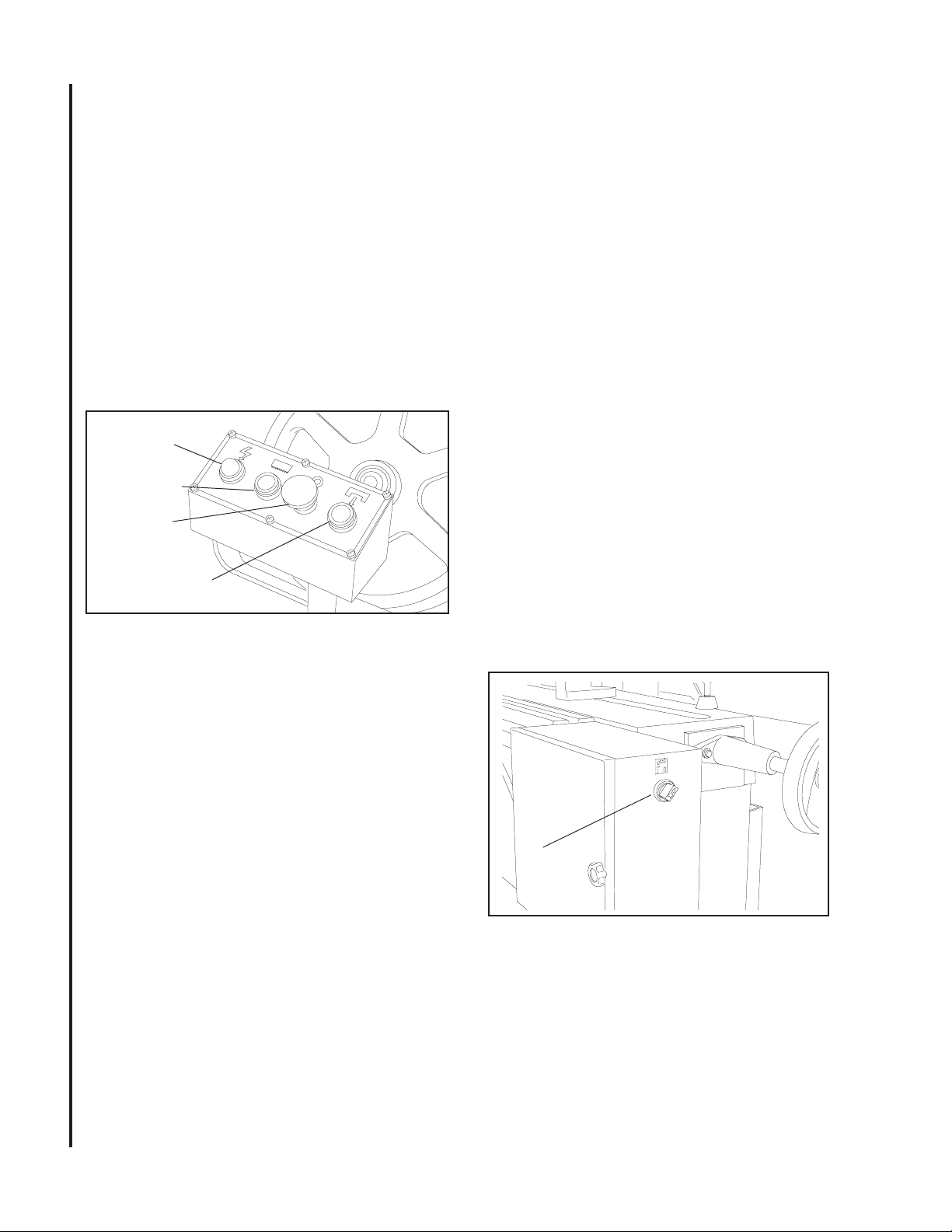
The operating controls for the saw are provided in a
control panel on the left side of the machine. The control panel is mounted on a pivoting tube. The pivoting
tube allows the operator to position the control panel in
a convenient location.
Power-on
Light
Motor
Pushbutton
Emergency
Reset
Button
Saw Head
Pushbutton
Figure 1: Control panel
Setting Blade Speed
1. The blade speed is controlled by an adjustment
mechanism on the right end of the saw. Speed
increases when the adjustment knob is turned
counterclockwise. Speed decreases when the
knob is turned clockwise.
2. A placard on the drive belt guard provides recom
mended speeds for various materials.
3. A speed indicator is provided on the barrel of the
adjustment mechanism. The indicator provides
speed indications in feet per minute and meters
per minute. (The meters per minute values are
shown in parenthesis on the indicator.)
4. The feed rates on the placard are expressed in
meters per minute. The feed rate graduations
available on the indicator may not match the
recommended feed rate. An approximate speed
may therefore be required. For example, to set a
speed rate of 25 meters per minute, the indicator
would be set about midway between 21 metersper-minute and the 30 meters-per-minute graduations.
WARNING: TO CHANGE SPEED, THE SAW
MOTOR MUST BE OPERATING.
5. Turn the speed adjustment knob to the desired
rate setting as determined by the material being
cut.
1. A power-on light is provided on the left side of the
control panel. The power-on light indicates when
power is connected to the machine.
2. A n emergency stop button is provided on the
control panel. The emergency stop button provides a means to rapidly cut off electrical
power.
3. The saw motor pushbutton switch starts the saw
motor and the E-stop button stops the saw motor.
8
4. A green pushbutton switch is provided to the right
of the emergency stop pushbutton. The pushbutton
opens an electro-magnetic valve in the hydraulic
cylinder circuit. Opening the valves allows the saw
head to move downward and put the saw blade in
contact with the workpiece.
5. A red release button on the electro-magnetic
valve provides a means to lower the saw head
when power to the machine has been disconnected (see figure 4).
6. The rate at which the saw head moves downward
is controlled by a hydraulic feed rate control
located on the top, rear of the saw head (see
figure 3).
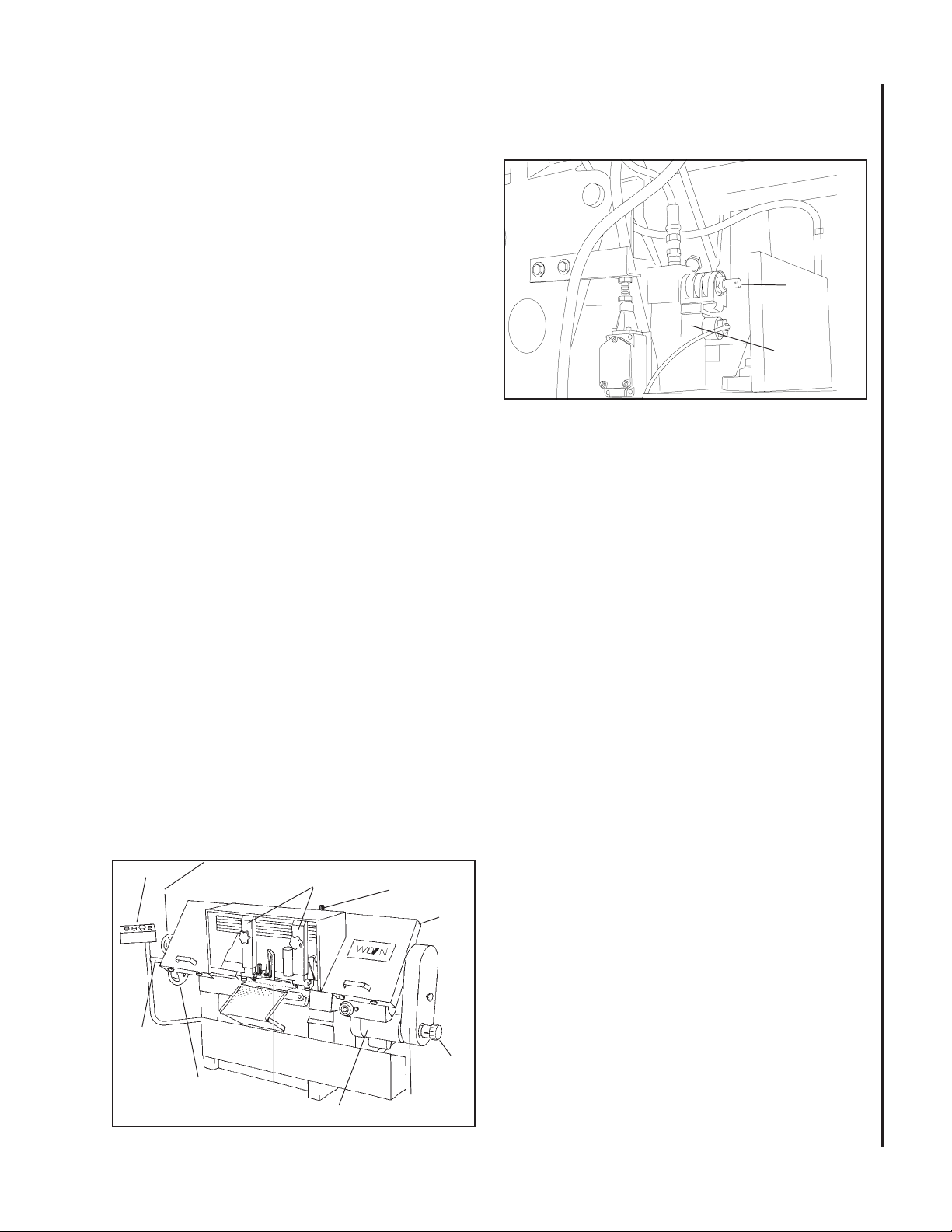
7. A coolant pump switch is provided on the electrical equipment box on the back of the machine
Coolant
Pump
Switch
Figure 2: Coolant pump switch
Page 8
Raising/Lowering the Saw
Head
1. Lift the saw head using the handle on the far left
side of the saw head.
2. To lower the saw head, press the green pushbutton
on the right side of the control panel.
3. To adjust the feed rate, adjust the feed rate control
valve knob on the top of the saw head (see figure
3).
4. To lower the saw head with power off, pull and turn
the red knob (manual override) on the electro-magnetic valve (see figure 4).
Controlling the Cut:
Hydraulic Feed Control
The weight of the saw arm provides all the force
needed to move the saw blade through the workpiece.
In fact, if the full weight of the arm is allowed to make
the cut, rapid blade wear and poor cutting accuracy
will result. A hydraulic feed control is provided that
gives the operator a means to control the speed and
efficiency of cutting.
The hydraulic cylinder is attached between the saw
base and the saw head. The hydraulic cylinder resists
movement of the saw head in the downward direction.
However, the hydraulic cylinder offers no resistance
when the saw head is raised upward.
The amount of downward force can be controlled by
using the feed rate control valve. When the valve is
opened slightly, the saw head will move downward. The
further the valve is opened, the faster the saw head will
move downward.
The feed control is adjusted by the operator until the
saw is operating efficiently. This is usually determined
by observing the chip formation. (See Evaluating Blade
Efficiency for more information on cutting efficiency.)
Control Box
Saw Head
Lift Handle
Figure 3: Controls
Blade Tensioning
Hand Wheel
Vise Clamping
Hand Wheel
Blade
Blade Guide
Supports
Drive Motor
Saw Head
Feed Rate
Control
Speed
Control
Belt
Cover
Saw
Head
Red
Release
Button
ElectroMagnetic
Valve
Figure 4: Lowering head with power off
Evaluating Cutting Efficiency
Is the blade cutting efficiently? The best way to
determine this is to observe the chips formed by the
cutting blade.
If the chip formation is powdery, then the feed rate
is much too light, or the blade is dull.
If the chips formed are curled, but colored — that
is, either blue or straw-colored from heat generated
during the cut — then the feed rate is too high.
If the chips are slightly curled and are not colored
by heat — the blade is sufficiently sharp and is cutting
at its most efficient rate.
Blade Selection
The cut-off saw is provided with a saw blade that is
adequate for a variety of cut-off jobs on a variety of
common materials. A 4/6 vari tooth bi-metal blade
(5674011) and a 6/10 vari tooth bi-metal blade
(5674021) are available from Wilton.
See Setting Blade Speed for the speeds recommended for various materials. These selections, while
appropriate for many shop cutting needs, do not encompass the wide variety of blades of special configuration (tooth pitch and set) and special alloys for cutting unusual or exotic materials.
A coarse blade could be used for a solid steel bar
but a finer tooth blade would be used on a thin-wall
tube. In general, the blade choice is determined by
the thickness of the material; the thinner the material,
the finer the tooth pitch.
9
Page 9
10
A minimum of three teeth should be on the work
piece at all times for proper cutting. The blade and
workpiece can be damaged if the teeth are so far apart
that they straddle the workpiece.
For very high production on cutting of special materials, or to cut hard-to-cut materials such as stainless
steel, tool steel, or titanium, you can ask your industrial
distributor for more specific blade recommendations.
Also, the supplier who provides the workpiece material
should be prepared to provide you with very specific
instructions regarding the best blade (and coolant or
cutting fluid, if needed) for the material and shape supplied.
Blade Break-in Procedures
New blades are very sharp and, therefore, have a
tooth geometry which is easily damaged if a careful
break-in procedure is not followed. Consult the blade
manufacturer’s literature for break-in of specific blades
on specific materials. However, the following procedure will be adequate for break-in of Wilton-supplied
blades on lower alloy ferrous materials.
1. Clamp a round section workpiece in the vise. The
workpiece should be 2 inches or larger in diameter.
2. Set the saw on low speed. Start the cut with a very
light feed rate.
3. When the saw has completed 1/3 of the cut, in-
crease the feed rate slightly and allow the saw to
complete the cut.
4. Keep the same hydraulic cylinder setting and begin
a second cut on the same or similar workpiece.
5. When the blade has completed about 1/3 of the cut,
increase the feed rate. Watch the chip formation
until cutting is at its most efficient rate and allow the
saw to complete the cut (see Evaluating Blade Efficiency). The blade is now considered ready for
regular service.
Work Setup
Securing the Workpiece for
Square Cuts
1. Raise the saw head (refer to Figure 5).
2. Slide the left vise jaw far enough to the left to allow
the workpiece to be placed in the vise.
3. Place the workpiece on the work table. If the
workpiece is long, provide support at the other end.
It may also be necessary to provide additional downward clamping to hold the workpiece securely on
the work table.
4. Turn clamping hand wheel clockwise to clamp the
workpiece in position against the fixed (right) vise
jaw.
5. After completing the cut, turn the clamping hand
wheel counterclockwise and slide the left jaw away
from the workpiece.
Clamping
Hand
Wheel
Left Vise Jaw
Work Table
Figure 5: Securing workpiece
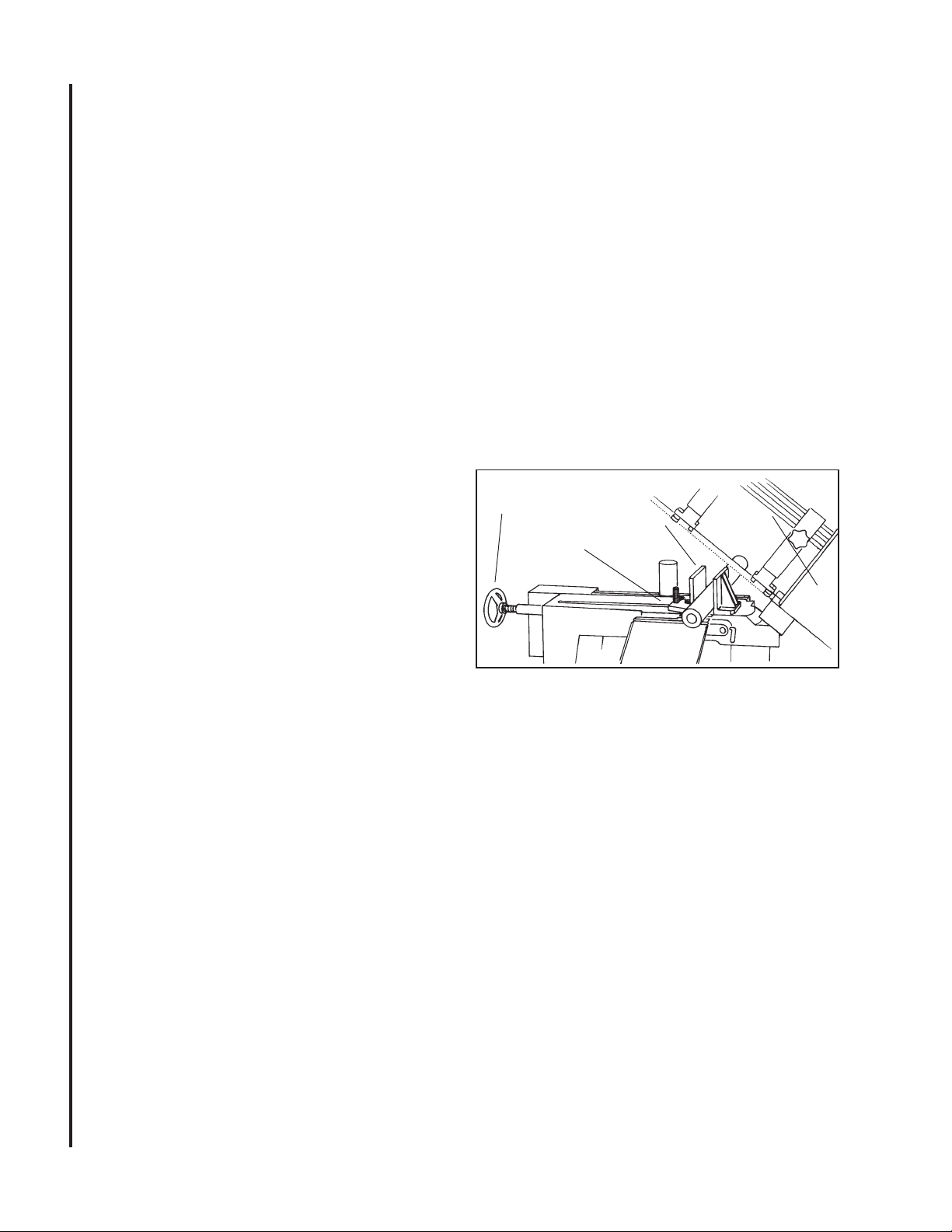
Adjusting the Vise for Angle
Cuts
1. Referring to Figure 5, loosen the angle locking screw
and the pivot screw on the left vise jaw.
2. Turn the locking handle on the round, angle-setting
block counterclockwise to unlock the block. Slide
the block until the pointer on the block is aligned
with desired angle (see figure 7). Tighten the locking handle to set the angle.
3. Set the workpiece in the vise. Put the front end of
the workpiece against the corner of the right vise
jaw. Put the rear end of the workpiece against the
angle-setting block.
4. Turn clamping hand wheel clockwise until the left
vise jaw is parallel with the workpiece. Tighten the
pivot screw and angle locking screw on the left vise
jaw. Clamp the workpiece in position.
5. After completing the cut, turn the clamping hand
wheel counterclockwise and slide the left jaw away
from the workpiece.
Saw Head
Page 10

Angle
Setting
Block
Left
Vise
Jaw
Angle
Locking
Screw
Set Workpiece
Against Corner
of Right
Vise Jaw
Pivot
Screw
Figure 6: Adjusting vise
Angle Block
Locking Handle
Angle
Pointer
Figure 7: Angle setting block
Installation and Adjustment of
Work Stop
Figure 5: Securing workpiecThe work stop is used
to set up the saw for making multiple cuts of the same
length (see figure 8). Install and adjust the work stop
as follows:
Stop Post
Locking Lever
"Wing" Screw
place it against the work piece.
Starting the Saw
WARNING: NEVER OPERATE THE SAW WITHOUT
BLADE COVERS IN PLACE AND SECURED.
CAUTION: MAKE SURE THE BLADE IS NOT IN CONTACT WITH THE WORKPIECE WHEN THE MOTOR
IS STARTED. DO NOT DROP THE SAW HEAD ON
THE WORKPIECE OR FORCE THE SAW BLADE
THROUGH THE WORKPIECE.
1. Raise the saw head. With the saw motor off, pull
the red release button on the electro-magnetic valve
and check the rate at which the saw head lowers.
2. Raise the saw head. Push in red release button.
3. Clamp the workpiece in the vise. (See figure 9 for
examples of workpieces in the vise.)
4. Be sure the blade is not in contact with the workpiece
when the motor is started.
5. Start the motor and allow the saw to come up to
speed.
6. Slowly set the saw down onto the workpiece. Adjust
cutting speed with feed rate control valve.
7. DO NOT DROP THE SAW HEAD OR FORCE THE
CUT. Let the weight of the saw head provide the
cutting force.
8. The saw will automatically shut off at the end of the
cut.
Rounds
Stop L-Bracket
Knob
Stop Rod
Figure 8: Work stop
1. Insert the end of the stop rod in the hole in the front
right side of the work table.
2. Tighten the “wing” screw to secure the rod in place.
3. Install the stop post in the channel on the back of
the stop L-bracket. Install the locking lever in the
threaded hole in the stop post. Snug-up the locking lever.
4. Install the locking knob in the hole in the side of the
stop L-bracket.
5. Slide the assembled stop L-bracket onto the stop
rod. Position the stop post against the work piece
and tighten the knob in the stop L-bracket. The
stop post can be moved left or right as required to
Flats/strips
Channels
Squares/rectangles
Hexagonals
Knock off
ff
sharp edge
here with
f
file
I-Beams
Angles
Knock off
sharp edge
f
here with
file
f
Te e s
Figure 9: Placing workpieces in the vise
11
Page 11

12
Coolant Flow
CAUTION: THE COOLANT PUMP MUST BE SUBMERGED BEFORE OPERATING TO PREVENT DAMAGE TO THE PUMP.
1. The blade guides are fitted with coolant fittings.
Coolant is provided to the fittings through interconnecting tubing. The coolant is dispensed directly
onto the saw blade.
2. Adjust the coolant flow valves on the top, rear of the
saw head as required to provide the desired flow.
The flow should be no more than the blade can
draw into the workpiece by blade movement.
3. The coolant flow can be stopped in two ways:
1) By using the coolant pump switch on the
electrical equipment box, or
2) By closing the coolant flow valves on the top,
rear of the saw head.
Coolant Mixture and Quantity
The general purpose coolant is a mixture of water
soluble oil and water. Mix one part of soluble oil (TRIM
SOL) to ten parts of water (one quart oil, ten quarts of
water). Eleven quarts of coolant are required for the
coolant pump to operate properly.
There are numerous coolants on the market that are
formulated for special applications. Consult your local
distributor for details in the event you have a long range
production task, or are required to cut some of the
more exotic materials.
Adjustments
The efficient operation of the cut-off saw is dependent upon the condition of the saw blade. If the performance of the saw begins to deteriorate, the first item
that you should check is the blade.
If a new blade does not restore the machine’s cutting accuracy and quality, refer to the Troubleshooting
section (or the blade manufacturer’s guide) for conditions to consider and adjustments that can be made to
increase the life of the blade.
To change the blade, refer to Changing Blades in
the Maintenance section. To adjust the blade tracking,
refer to the following procedures.
Blade Tracking Adjustment
Blade tracking has been tested at the factory. Adjustment is rarely required when the blade is used properly or if the blade is correctly welded. (See figure 10
for location of blade tracking adjustment screws.)
Blade Tracking
Hex Adjustment
Screws
Single
Adjustment
Screw
Center
Locking
Screws
Figure 10: Blade tracking and tensioning
Factory or Field Procedure
1. Raise the saw head enough to allow the saw motor
to operate.
2. Loosen four knobs securing the blade cover. Lift
the cover and swing it backward.
3. Remove the blade guard mounted on the left blade
guide support.
4. Remove both blade guide bearing brackets.
NOTE: Maintain proper tension at all times using the
blade tensioning mechanism.
5. Loosen the center locking screws in all three hex
adjustment screws on the blade tensioning mechanism (see figure 10).
CAUTION: WHILE PERFORMING THE FOLLOWING,
KEEP THE BLADE FROM RUBBING EXCESSIVELY
ON THE SHOULDER OF THE WHEEL. EXCESSIVE
RUBBING WILL DAMAGE THE WHEEL AND/OR THE
BLADE.
6. Start the saw. Slowly turn the single hex adjustment
screw at the rear of the tracking mechanism to tilt
the idler wheel. Do not turn either of the other two
adjustment screws. Turn the adjustment screw until
the blade is touching the shoulder of the idler wheel.
NOTE: Turning the screw inward causes the blade to
move toward the shoulder of the wheel. Turning the
screw outward causes the blade to move away from
the shoulder.
7. Turn the single hex adjustment screw so the blade
starts to move away from the shoulder of the wheel
— then turn the single hex adjustment screw in the
other direction so the blade stops, then moves slowly
toward the shoulder.
WARNING: KEEP FINGERS CLEAR OF THE BLADE
AND WHEEL TO AVOID INJURY.
8. Turn the single hex adjustment screw to stop the
motion of the blade on the wheel as it gets closer to
Page 12

the wheel shoulder. Put a 6-inch length of paper
between the blade and the wheel as shown in figure
11. The paper should not be cut as it passes between the wheel shoulder and the blade.
9. Turn the single hex adjustment screw a small amount.
Repeat the insertion of the paper between the wheel
shoulder and the blade until the paper is cut in two
pieces.
NOTE: You may have to repeat the check with the
paper several times before the blade and the shoulder
cuts the paper into two pieces. Do not hurry the adjustment. Patience and accuracy here will pay off with
better, more accurate, quieter cutting and much longer
machine and blade life.
10. When the paper is cut, turn the hex adjustment
screw slightly in the counterclockwise direction. This
assures that the blade is not touching the shoulder
of the wheel.
11. Shut off the saw.
12. Hold the hex adjustment screws with a wrench and
tighten the center locking screws. Make sure the
hex adjustment screws do not move while tightening
the center screws.
13. Install the two blade guide bearing brackets. Position the guides so the bearings just touch the blade.
14. Install the left blade guard.
15. Close the saw head cover. Tighten all four knobs.
Motor "ON"
Upper Wheel
Rotating
Put Strip
Between
Wheel
and
Blade
should rarely require adjustment. When adjustment is
required, adjust immediately. Failure to maintain proper
blade adjustment may cause serious blade damage or
inaccurate cuts.
It is always better to try a new blade when cutting
performance is poor. If performance remains poor after changing the blade, make the necessary adjustments.
If a new blade does not correct the problem, check
the blade guides for proper spacing. For most efficient operation and maximum accuracy, provide 0.001
inch clearance between the blade and the guide bearings. The bearings will still turn freely with this clearance. If the clearance is incorrect, the blade may track
off the drive wheel.
CAUTION: CHECK THE BLADE TO MAKE SURE THE
WELDED SECTION IS THE SAME THICKNESS AS
THE REST OF THE BLADE. IF THE BLADE IS
THICKER AT THE WELD, THE GUIDE BEARINGS MAY
BE DAMAGED.
If required, adjust the guide bearings as follows:
1. The inner guide bearing is mounted on a concen-
tric bushing and can not be adjusted.
2. The outer guide bearing (closest to the operator) is
mounted on an eccentric bushing and can be adjusted.
3. Hold the bushing with a 3/4-inch wrench and loosen
Guide Bracket
Eccentric
Bushing
Locking
Screw
Blade
Outer Roller
(Blade Guide Roller)
Figure 12: Adjustment of guide bearings
13
Figure 11: Checking blade-to-wheel clearance
using paper strips
Blade Guide Bearing
Adjustment
Proper adjustment of the blade guide bearings is
critical to efficient operation of the cut-off saw. The
blade guide bearings are adjusted at the Factory. They
INCORRECT CORRECT
Outer
Roller
Blade
Inner
Roller
Locking
Screw
Figure 13: Blade -to-bearing orientation
Page 13

the center locking screw with an Allen wrench (see
figure 12).
4. Position the bearing by turning the bushing. Set
the clearance at approximately 0.001 inch. (The
blade should be in a vertical position between the
bearings. (See figure 13.)
5. Tighten the center locking screw with an Allen wrench
while holding the eccentric bushing in position with
the 3/4-inch wrench.
6. Use the same procedure to adjust the other guide
bearing.
7. When the adjustment is correct, the guide bearings should rotate freely with slight pressure of the
finger (with the blade stopped).
8.Adjust blade-edge bearings so they just touch
the back edge of the blade (see figure 19).
Test Cutting to Verify
Adjustment Accuracy
Test cuts can be used to determine whether or not
you have adjusted the blade accurately. Use 2-inch
round bar stock to perform these test cuts, as follows:
1. With the bar stock securely clamped in the vise,
make a cut through the bar stock. (See figure 14.)
2. Mark the top of the bar stock.
3. Move the bar stock about 1/4-inch past the blade so
you can begin a second cut.
4. Rotate the bar stock 180 degrees so the mark you
made is now at the bottom of the cut.
5. Make a cut through the bar stock.
6. Use a micrometer to measure the thickness varia-
tion of the disk you have cut from the bar stock. Measure at the top and bottom of the disk.
The saw blade can be considered correctly adjusted
when the variation measure is no more than 0.012 inch
across the face of the disk.
If you do not have a piece of 2-inch bar stock available for a test cut, use a larger diameter test piece
rather than a smaller one. The maximum thickness
variation on any test piece should be no more than
0.003 inch, per side, per inch of stock diameter.
Adjustment of the Limit
Switch
1. The limit switch is provided to shut off the saw motor
when the workpiece is cut through.
2. To set the limit switch, loosen the jam nut on the limit
switch stop (figure15).
3. Adjust the stop as required and retighten jam nut.
Jam Nut
Adjustment
Screw
Switch
Roller
Figure 15: Limit switch adjustment
Limit
Switch
14
1. Clamp in vise and mark top
of barstock here
5. Measure
here...
New slice
6. ...measure
here
Figure 14: Cutting a test disc
2. Cut off a slice of
the bar stock
3. Rotate stock in vise
so mark is at bottom
4. Cut off a new
slice from the
stock
7. Differences between
measurements at edges
of disc should be less
than .003 inches per
inch per side of stock
diameter
Maintenance
Cleaning
1. Clean off any preservative on machine surfaces.
2. After cleaning, coat the machined surfaces of the
cut-off saw with a medium consistency machine
oil. Repeat the oil coating process at least every
six months.
3. Clean up accumulated saw cuttings after use. Make
sure the lead screw is kept free of saw cuttings and
other material that would cause damage.
4. Clean the chip sludge from the coolant tank. The
frequency should be determined by how often the
saw is used.
Lubrication
Lubricate the following components at the specified
frequencies and using the lubricants as defined:
Page 14

1. Ball bearings: the bearings are lubricated and
sealed—periodic lubrication is not required.
2. Blade guide bearing: the bearings are lubricated
and sealed—lubrication is not required. Inspect
periodically.
3. Idler wheel bushing: the bearings are lubricated
and sealed—lubrication is not required. Inspect
periodically.
4. Lead screw bearing housing: lubricate with light oil
monthly (see exploded figure, page 20).
5. Lead screw: lubricate with light oil monthly (see
exploded figure, page 20).
6. Hydraulic cylinder pivot: lubricate with light oil every
6 months (see exploded figure, page 20).
7. Blade tension screw: lubricate with grease every 6
months (see exploded figure, page 24).
8. Blade brush bearing: lubricate with light oil monthly
(see exploded figure, page 24).
9. Gear box: check oil once a year.
10. Change coolant on a frequency appropriate to the
type of coolant being used. Oil based coolants can
sour. Refer to the coolant supplier’s instructions
for change frequency.
11. Coolant tank: clean every 6 months or as required.
Changing Blades
WARNING: SHUT OFF ALL ELECTRICAL POWER
TO THE MACHINE.
1. Loosen four knobs securing the blade cover. Lift
the cover and swing it backward.
2. Remove the blade guard mounted to the left blade
guide support.
WARNING: ALWAYS WEAR LEATHER GLOVES
WHEN HANDLING SAW BLADE TO AVOID INJURY
FROM THE SAW TEETH.
3. Turn the blade tensioning hand wheel clockwise to
relieve tension on the blade. Loosen the blade
enough to remove the blade from the idler and drive
wheels. Remove the blade from between the blade
guides.
4. Install the new blade between the blade guide bearings and the carbide blade guides. Install the blade
over the drive and idler wheels.
5. Turn the blade tensioning hand wheel counterclockwise to tighten the blade. Tighten the blade until the
blade tension indicator reads 2000 pounds.
6. Operate the saw at low speed and observe the tracking of the blade. If tracking needs to be adjusted,
refer to Blade Tracking Adjustment.
7.
Adjust the bearings on the upper edge of the blade
until they just contact the blade (see figure
19).
8. Check the guide bearings and the carbide guides
to make sure they are just contacting the sides of
the blade.
9. Install the left blade guard making sure there is
ample clearance with the blade.
10. Make a test cut to make sure the blade tracks properly during operation. Adjust tracking as required
(see Blade Tracking Adjustment).
Changing the Drive Belt
1. Disconnect the electrical power source from the
cut-off saw to prevent any possibility of accidental
motor start-up.
2. Set the arm at the full horizontal position.
3. Remove the knob on the drive belt cover. Remove
the drive belt cover to expose the V-belt and pulleys.
4. Remove two screws, nuts, and washers from back
of saw head support. Push on the motor support
bracket to pivot the motor upward to loosen the tension on the belt.
5. Remove the worn belt.
6. Put the replacement belt in the pulleys. Allow the
motor to pivot downward.
7. Install the two screws, nuts, and washers in back of
saw head support and through the motor support
bracket.
8. Install the drive belt cover. Install and tighten the
knob on the drive belt cover.
Replacing the Drive Motor
1. Disconnect the motor from all electrical power. Unplug the motor if it is plugged into a socket. Shut
off the power to the branch and remove the connection to the junction box if the motor is hard wired
to the branch.
2. Remove the drive belt from the drive motor pulley
(see Changing the Drive Belt).
3. Remove motor pulley.
4. Open the motor junction box and disconnect the
power cord wires from their terminals.
5. Remove the nuts, washers and bolts that secure the
motor to the mounting plate.
6. Installation of a new motor is a reversal of the above
steps.
Adjusting the
Counterbalance Spring
The counterbalance spring is located at the right,
rear of the saw head. The counterbalance spring is
15
Page 15

Pivot
Adjustment Nuts
Counterbalance
Spring
Threaded
Rod
Figure 16: Counterbalance spring adjustment
used to adjust the amount of down force the saw head
puts on the workpiece when the feed rate control valve
is fully open.
1. Raise the saw arm to its full upright position and
lock it in position.
2. To adjust the tension on the spring, loosen the two
nuts on the threaded rod of the spring pivot post.
Adjust the tension as required.
3. Tighten the two nuts against the pivot post.
4. The saw can now be returned to service.
damaged.
5. Inspect bearings for damage and smooth operation, Replace if faulty.
6. Install the bearing in the idler wheel. Install the idler
wheel on the idler shaft.
7. Install the screw, spring washer and washer in the
idler shaft.
8. Install the blade (see Changing blades).
Adjusting the Blade Guides
The cut-off saw has adjustable blade guide supports
(see figure 17). The blade guide supports allow you to
set the blade guides for varying widths of workpieces.
To make accurate cuts and prolong blade life, the
blade guide supports should be set to just clear the
workpiece to be cut.
Blade Guide
Supports
16
Replacing the Drive Wheel
1. Remove the blade (see Changing Blades).
2. Remove the screw, spring washer, and washer from
the speed reducer shaft.
3. Pull the wheel from the speed reducer shaft. Remove the drive key from the speed reducer shaft.
4. Inspection: Examine drive edge and shoulder of
the wheel for damage. Replace the wheel if damaged.
5. Install the key in the keyway in the speed reducer
shaft. Align the keyway in the wheel with the key in
the speed reducer shaft. Reinstall the wheel on the
speed reducer shaft.
6. Install the screw, spring washer and washer in the
end of the speed reducer shaft.
7. Install the blade (see Changing Blades).
Replacing Idler Wheel or
Idler Bearing
1. Remove the saw blade (see Changing Blades).
2. Remove the screw, spring washer, and washer from
the idler shaft.
3. Remove the idler wheel. Remove the bearing from
the idler wheel.
4. Inspection: Examine the drive edge and shoulder
of the idler wheel for damage. Replace the wheel if
Figure 17: Blade guide supports
1. Loosen the knob on the blade guide support and
slide the guide left or right as required. Repeat for
the other blade guide.
2. Set the blade guide supports as required to accommodate the width/diameter of the workpiece. The
blade guides should be positioned so the guides do
not contact the workpiece as the saw head moves
downward through the workpiece.
Replacement of Carbide
Blade Guide
Concentric Bushing
Cap Screw
(Typical)
Blade Guide Bearings
Carbide
Guides (2)
Cap Screw
(Typical)
Figure 18: Carbide blade guides and guide bearings
Eccentric
Bushing
Page 16

Refer to Figure 18.1.
1. Remove the cap screw and remove the carbide
guide. Discard the carbide guide.
2. Install the replacement carbide guide on the guide
bearing support. Install the cap screw. Set the
guide so it just contacts the side of the saw blade.
3. Using a machinist's square, check squareness of
the blade to the table.
Replacement of Guide
Bearings
Referring to Firgure 18, remove the cap screw from
the bearing being replaced. Separate the bushing and
cap screw from the bearing. Discard the bearing.
Replacement of the Wire
Brush
1. Loosen four knobs securing the blade cover. Lift
the cover and swing it backward.
2. Remove the attaching screw, spring washer and
washer. Remove and discard the brush (see figure
20).
3. Install replacement brush and secure with screw,
spring washer and washer.
NOTE: There is a light press fit between the bearing
and the bushing.
2. Install bushing in replacement bearing. Install cap
screw through bushing and into guide support.
3. If the bearing being replaced is on an eccentric
bushing, install the bearing on the operator side of
the blade.
4. Turn the eccentric bushing in the guide support
until the bearing contacts the blade.
Replacement of Blade Edge
Bearings
1. Remove the capscrew from the blade edge bearing
being replaced and discard the bearing. Be careful not to lose the spring washer that separates the
bearing from the floating block (see figure 19).
2. Insert the capscrew into the new bearing. Replace
the spring washer onto the capscrew and re-install
into the floating block.
3. If re-adjustment is necessary, loosen the pivot
capscrew and move the floating block so that the
Adjustment
Cap Screw
Floating Block
Cap Screw
Guide Support
Wire Brush
Screw and Washers
Figure 20: Wire brush
Machine Setup
The saw delivered to you has been adjusted at the
factory. A number of test pieces have been cut using
the saw to verify the accuracy of cutting. Therefore,
the only setup operations required before releasing
the saw for service are spotting the saw and establishing the electrical connections to the motor.
Uncrating and Spotting
Spot the saw where it makes the most sense for the
operations you will probably be doing. If you are going to be doing cut-off work on very long pieces of
stock, allow plenty of room for the stock, and the infeed
and outfeed supports. Remove the saw from the shipping skid and discard any hold-down devices that were
used to secure the saw to the skid.
17
Blade Edge
Bearing
Figure 19: Blade edge bearing replacement
Page 17

4. Close the blade cover and secure with four knobs.
Electrical
Observe the following when connecting to the power
source. (The cut-off saw wiring diagrams are provided in Figures 21 and 22.)
WARNING: WILTON RECOMMENDS THAT ANY WIRING INVOLVING HARD WIRING OF THE SAW TO A
BRANCH, OR ANY CHANGE OF VOLTAGE SUPPLIED
TO THE MOTOR BE PERFORMED BY A LICENSED
ELECTRICIAN.
1. Make sure the saw is disconnected from the power
source, or that the fuses have been removed or
breakers tripped in the circuit in which the saw will
be connected. Make sure you put a warning placard on the fuse or circuit breaker to prevent accidental electrical shock.
2. If you are installing the motor power cord into a
receptacle, make sure to use the appropriate plug.
3. If you are using hard-wired connections to a junction box, connect the wires in the box, and close
the box.
4. Install the fuses or reset the breaker.
5. The saw is now ready for service.
18
Figure 21: Model 7020 cut-off saw wiring diagram
Figure 22: Connection diagram for 1ph motor
115V - To reverse motor rotation
switch terminals 5 and 6.
220V - To reverse motor rotation
hook terminal 6 to 1.
Page 18

Figure 24: Model 7040 cut-off saw wiring diagram
Figure 25: Connection diagram for 3ph motor
19
Page 19

Troubleshooting
20
Fault
Excessive blade
breakage
Premature blade
dulling
Bad cuts
(out-of-square)
Probable cause
1. Material loose in vise.
2. Incorrect speed or feed.
3. Teeth too coarse for material.
4. Incorrect blade tension.
5. Saw blade is in contact with
workpiece before the saw is started.
6. Blade rubs on the wheel flange.
7. Misaligned guides.
8. Cracking at weld.
1. Blade teeth too coarse.
2. Blade speed too high.
3. Inadequate feed pressure.
4. Hard spots in workpiece or scale on/
in workpiece.
5. Work hardening of material (especially stainless steel).
6. Insufficient blade tension.
7. Operating saw without pressure on
workpiece.
1.
Workpiece not square with blade.
2. Feed pressure too fast.
3. Guide bearings not adjusted properly.
4. Inadequate blade tension.
5. Span between the two blade guides
too wide.
6. Dull blade.
7. Incorrect blade speed.
8. Blade guide assembly is loose.
9. Blade guide bearing assembly
loose.
10. Blade track too far away from
wheel flanges.
11. Guide bearing worn.
Suggested remedy
1. Clamp work securely.
2. Check Machinist’s Handbook for
speed/feed appropriate for the material being cut.
3. Check Machinist’s Handbook for
recommended blade type.
4. Adjust blade tension to the point
where the blade just does not slip
on the wheel.
5. Start the motor before placing the
saw on the workpiece.
6. Adjust blade tracking.
7. Adjust guides.
8. Longer annealing cycle.
1. Use a finer tooth blade.
2. Try a lower blade speed.
3. Decrease spring tension.
4. Increase feed pressure (hard
spots). Reduce speed, increase
feed pressure (scale).
5. Increase feed pressure by reducing spring tension.
6. Increase tension to proper level.
7. Do not run blade at idle in/on material.
1. Adjust vise so it is square with the
blade. (Always clamp work tightly
in vise.)
2. Decrease pressure.
3. Adjust guide bearing clearance to
0.001 inch (0.002 inch maximum).
4. Gradually increase blade tension.
5. Move blade guide bar closer to work.
6. Replace blade.
7. Check blade speed
(see Figure 3).
8. Tighten blade guide assembly.
9. Tighten blade guide bearing assembly.
10. Adjust blade tracking.
11. Replace worn bearing.
Bad cuts (rough)
1. Blade speed too high for feed pressure.
2. Blade is too coarse.
1. Reduce blade speed and feed pressure.
2. Replace with finer blade.
Page 20

Troubleshooting (Continued)
Blade is twisting
Unusual wear on
side/back of blade
Teeth missing/ripped
from blade
Motor running too hot
1. Blade is binding in the cut.
2. Blade tension too high.
1. Blade guides worn
2. Blade guide bearings not adjusted.
3. Blade guide bearing bracket is
loose.
1. Blade tooth pitch too coarse for
workpiece.
2. Feed too slow; feed too fast.
3. Workpiece vibrating.
4. Gullets loading up with chips.
1. Blade tension too high.
2. Drive belt tension too high.
3. Blade too coarse for workpiece (especially with tubular stock).
4. Blade too fine for workpiece (especially with heavier, soft material).
5. Speed reducer gears require lubrication.
1. Decrease feed pressure.
2. Decrease tension on blade
1. Replace blade guides.
2. Adjust blade guide bearings.
3. Tighten blade guide bearing
bracket.
1. Use blade with finer tooth pitch.
2. Increase feed pressure and/or
blade speed.
3. Clamp workpiece securely.
4a. Use blade with a coarse tooth
pitch—reduce feed pressure.
4b. Brush blade to remove chips.
1. Reduce tension on blade.
2. Reduce tension on drive belt.
3. Use blade with fine tooth pitch.
4. Use blade with coarse tooth pitch.
5. Check speed reducer.
1. Pump motor is burned out.
2. Screen/filter on pump is clogged.
No coolant flow
Excessive speed
reducer noise/
vibration
3. Impeller is loose.
4. Coolant level too low.
1. V-belt is too tight.
2. Countering spring not tensioned
properly.
Replacement Parts
This section provides exploded view illustrations that
show the replacement parts for the 10-inch x 16-inch
Cut-Off Saw. Also provided are parts listings that provide part number and description. The item numbers
shown on the illustration relate to the item number in the
facing parts listing.
Order replacement parts from:
1. Replace pump.
2. Clean screen/filter.
3. Tighten impeller.
4. Add coolant to reservoir.
1. Reset V-belt tension.
2. Increase spring tension.
21
WMH Tool Group
2420 Vantage Drive
Elgin, IL 601237
TEL: 1-888-594-5866
FAX: 1-800-626-9676
www.wmhtoolgroup.com
Identify the replacement part by the part number
shown in the parts listing. Be sure to include the
model number and serial number of your machine
when ordering replacement parts to assure that
you will receive the correct part.
Page 21

22
Exploded View - Base
Page 22

Parts List - Base
ITEM PART
NO. NO. DESCRIPTION QTY
1 5712251 Foot, Left 1
2 5712261 Foot, Right 1
3 5712271 Coolant Reservoir 1
3-1 5519485 Stopper (PT 3/8") 1
4 Coolant Pump 1
5712281 115/220, 1-Phase
5712921A 220/440, 3-Phase
4-1 5519486 Adapter (PT 3/8") 1
5 5712291 Pan Head Screw 2
(1/4" x 5/8 “)
6 5712311 Spring Washer (1/4") 2
7 5712321 Nut (1/4") 2
7A 5512101 Filter Screen w/Screw 1
8 5712331 Hose (5/16") 1
8-1 5519487 Hose Clamp 6
9 5712341 Chip Pan 1
10 5712351 Pump Bracket 1
11 5712361 Work Table 1
11-1 5519491 Label, Made in Taiwan 1
11-2 5519492 Rivet(2mm) 14
11-3 5519489 Hex Cap Screw (M^ x 10) 1
11-4 5519490 Washer (M6) 1
11-5 5519491 Spring Washer (M6) 1
12 5712371 Screw (1/4" x 7/8") 1
13 5712381 Hex Cap Screw (1/2" x 1") 4
13-1 5712391 Spring Washer (1/2") 4
14 5712641 Washer (1/2") 4
15 5712411 Electrical Control Box 1
15-1 5519488 Hex Cap Screw 3
(5/16" x 3/4")
15-2 5513931 Spring Washer (5/16") 3
15-3 5713131 Washer (5/16") 3
15-4 5519501 Label, Pump Switch 1
16 5712421 Work Stop Bracket 1
17 5712431 Work Stop Rod 1
18 5712441 Locking Screw 1
19 5712451 Screw (1/2") 1
20 5712461 Pump Cover 1
21 5712471 Hand Wheel Assembly 1
ITEM PART
NO. NO. DESCRIPTION QTY
21-1 5519494 Set Screw (5/16"x1/2") 1
22 5712481 Lead Screw Bracket 1
23 5712491 Screw (5/16" x 1/4") 2
23-1 5713931 Spring Washer (5/16") 2
23-2 5713131 Washer (5/16") 2
24 5712511 Vise Lead Screw 1
24-1 5519710 Key (5x5x20mm) 1
24A 5514806 Collar with Pin 1
25 5712521 Lead Screw Bracket 1
26 5712531 Acme Nut 1
27 5712541 Button 1
28 5712551 Retainer 2
29 5712561 Screw (M5 x 8) 1
30 5712571 Needle Bearing (CB3020) 2
30-1 5519495 Bush (4mm) 1
30-2 5519496 Bush (2mm) 1
31 5712581 Washer (1/2") 2
32 5712591 Pivot Shaft 1
33 5712611 Pivot Bracket 1
34 5712621 Screw (1/2" x 3/4") 2
35 5712631 Retaining Ring (S12) 1
36 5712641 Washer (1/2") 2
37 5712651 Spring Pull Pivot 1
38 5712661 Bushing 1
39 5712671 Screw (5/8" x 1") 2
40 5712681 Regulating Seat 1
40-1 5519489 Cap Hex Screw 2
(5/16" x 5/8")
40-2 5519493 Spring Washer (5/16") 2
40-3 5713131 Washer (5/16") 2
41 5712691 Nut (3/8") 1
42 5712711 Screw (3/8"x 1") 1
43 5712721 Protractor Stop Block 1
44 5712731 Screw (M6 x 12) 4
45 5712741 Limit Switch 1
* For Saw Serial No. 704018 and Earlier
** For Saw Serial No. 704018 and Later
***Spring Changed since Dec. '96
23
Page 23

Parts List - Base
24
ITEM PART
NO. NO. DESCRIPTION QTY
46-1 5519498 Hex Cap Screw 4
(5/15" x 5/8")
46-2 5519493 Spring Washer (5/16") 4
46-3 TS-5713131 Washer (5/16") 4
47 5712761 Screw (3/8" x 1") 3
48 5712771 Spring Washer (3/8") 3
49 5712781 Locking Handle 1
50 5712791 Washer (1/2") 1
51 5511502* Hydraulic Cylinder 1
Assembly (2-1/2 In.)
5712811** Hydraulic Cylinder 1
Assembly (3-In.)
51-1 5519497 Cylinder Pin, Bottom 1
52 5712821 Cylinder Pin, Top 1
53 5712831 Hydraulic Mounting 1
Plate
54 5712841 Screw (3/8" x 2) 3
55 5712851 Spring Washer (3/8") 3
56 5712861 Washer (3/8") 3
57 5712871 Protractor Vise Block 1
58 5712881 Spring Washer (1/2") 2
59 5712891 Spring Pull Rod 1
60*** 5712911 Spring (30mm) - Old 2
5519498 Spring (32mm) - New 1
61 5712921 Angle Scale 1
62 5712931 Screw (1/2" x 1-1/2") 1
63 5712941 Washer (1/2") 2
64 5712951 Vise Jaw, Left 1
65 5712961 Screw (1/2" x 1-1/2") 1
66 5712971 Washer (1/2") 1
67 5712981 Vise Jaw, Right 1
68 5712991 Screw (1/2" x 1-3/4") 2
69 5713011 Pin 2
70 5713021 Electrical Cabinet Door 1
70-1 5519499 Knob 1
70-2 5519500 Plane 1
ITEM PART
NO. NO. DESCRIPTION QTY
71 Overload 1
5507542 Model 7020 (115V, 1-ph)
5713031 Model 7020 (220V, 1-ph)
5512660 Model 7040 (220V, 3-ph)
5712661 Model 7040 (440V, 3-ph)
71-1 5519502 Fuse Bracket 3
71-2 5519503 Fuse (1A) 3
71A 5508409 Relay (115/220 NO) 1
72 5713041 Magnetic Switch 1
(115/220 1-Phase)
5713001 Magnetic Switch 1
(220/440 3-Phase)
73 5713051 Transformer 1
74 5713061 Terminal Strip 1
75 5713071 Spring, Protective 1
Casing
76 5713081 Nut (3/8") 3
77 5713091 Protractor Seat 1
77-1 5519505 Pin (5 x 32mm) 2
78 5713111 Knob 1
182 5713121 Screw (5/16"x 1/2") 2
183 5713131 Washer (5/16") 2
184 5713141 Bracket 1
184-1 5713931 Spring Washer (5/16") 4
185 5713151 Screw (3/8" x 1") 2
186 5713161 Washer (3/8") 2
187 5713171 Spring Bracket 1
186-1 5713481 Spring Washer (3/8") 2
186-2 5519507 Nut (3/8") 2
188 5713181 Screw (5/16" x 1/2") 2
189 5713191 Washer (5/16") 2
190 5713211 Locking Wheel 1
191 5713221 Screw (1/4" x 3/4") 2
192 5713231 Swivel Bushing 1
192-1 5519509 C-Ring 1
193 5713241 Spring Washer (1/4") 2
194 5713251 Screw (1/4" x 3/8") 2
Piston/Seal Kit 5512787
E-M valve & coil 5713371A
Not shown in exploded view.
Page 24

ITEM PART
NO. NO. DESCRIPTION QTY
195 5713261 Control Column 1
196 5713271 Screw (1/4" x 3/4") 2
196-1 5519510 Nut (1/4") 2
197 5713281 Swivel Bushing 1
198 5713291 Control Box 1
199 5713311 Control Panel 1
200 5713321 Screw (3/16" x 1/4") 6
201 5713331 Electric Lamp 1
202 5713341 Start Switch 1
203 5713351 Stop Switch 1
204 5713361 Down Switch 1
205 5713371 E-M valve complete 1
215 5712301 Hex Hd Screw 2
216 5712401 Flat Washer 16
217 5712501 Hex Hd Screw 2
218 5712601 Lock Washer 8
219 5712701 Hex Nut 8
220 5712801 Shelf 1
221 5712901 Drain Shelf 1
228 Complete Electrical Panel 1
5514613 3-Phase
5514616 1-Phase
229 5516855 Coolant Pump Switch 1
25
Page 25

26
Exploded View - Head
Page 26

Parts List - Head
ITEM PART
NO. NO. DESCRIPTION QTY
79 5713381 Screw (1/4" x 3/8") 1
80 5713391 Blade Wheel Cover 1
80-1 5518109 Label, Wilton Logo 10
80-2 5519511 Label, Blade Size 1
80-3 5519512 Label, Warning 1
80-4 5519513 Label, Glasses 1
81 5713411 Wire Brush Guard 1
81-1 5519514 Label, Saw 1
82 5713421 Handle 2
83 5713431 Washer (1/2") 1
84 5713831 Drive Wheel10
84-1 5712641 Washer (1/2") 1
85 Blade, Bi-Metal 1
5674011 4/6 Vari Tooth
5674021 6/10 Vari Tooth
86 5713461 Hose 1
86-1 5519515 Hose Clamp 1
87 5713471 Screw (3/8" x 1-1/4") 4
88 5713481 Spring Washer (3/8") 4
89 5713491 Screw (1/2" x 1-1/4") 4
89-1 5519671 Setscrew (3/8" x 1/2") 2
90 5713511 Screw (5/16" x 1/2") 2
91 5713521 Screw (1/4" x 5/8") 2
91-1 5713661 Washer (1/4") 4
92 5713531 Blade Wheel Box, Right 1
92-1 5519672 Label, Tension 1
92-2 5519673 Label, ID 1
93 5713541 Support Bracket Seat 1
93-1 5519674 Nut (1/2") 1
93-2 5519490 Hex Cap Screw (1/2"x 2") 1
94 5713551 Gear Box Assembly 1
94-1 5519675 Key (7x7x40mm) 1
95 5513734 Key (7 mm) 1
96 5713571 Pulley Cover 1
96-1 5519676 Knob 1
96-3 5519677 Label, Speed Chart 1
97 5713581 Gear Box Pulley 1
98 5713591 Belt 1
99 5713611 Motor Pulley 1
100 5713621 Base Plate 1
100-1 5519678 Rod 1
100-2 5519679 Bracket 1
100-3 5713131 Washer (5/16") 1
ITEM PART
NO. NO. DESCRIPTION QTY
100-4 5713931 Spring Washer (5/16") 2
100-5 5519680 Hex Cap Screw 1
(5/16" x 1-1/4")
100-6 5519506 Hex Cap Screw 1
(5/16" x 1/2")
100-7 5519681 Bushing (9mm) 2
100-8 5713131 Washer (5/16") 2
102 5713631 Washer (5/16") 2
103 5713661 Washer (1/4") 1
104 5713651 Spring Washer (1/4") 2
105 5713661 Washer (1/4") 2
106 5713671 Screw (1/4" x 3/8") 6
107 5628371 Spring Washer (1/2") 4
108 5713691 Washer (5/16") 4
109 5713711 Screw (3/8" x 1") 2
110 5713721 Screw (5/16" x 5/8") 4
111 5713731 Motor (1.5 HP 1
115/220 1-Phase)
5713732 Motor (2 HP 1
220/440 3-Phase)
111-1 Label, Motor 1
5519682 (1.5HP, 115/230 3-Phase)
5519683 (2HP, 220/440 3-Phase)
112 5713741 Bolt (1/2" x 3/4") 1
114 5513733 Key (7 mm) 1
115 5713761 Washer (1/2") 1
116 5713771 Washer (5/16") 2
118 5713781 Screw (M16 x 30) 3
119 5713791 Screw (1/2" x 3/4") 1
120 5713811 Washer (1/2") 1
121 9100321 Bearing (6205Z) 2
122 5713441 Idler Wheel 1
123 5713841 Blade Guard 1
123-1 5519506 Hex Cap screw 1
(5/16" x 1/2")
123-2 5713931 Spring Washer (5/16") 1
123-3 5713131 Washer (5/16") 1
124 5713851 Left B
124A 5713851A Right Blade Guide Brkt. 2
124-1 5519684 Tube 2
125A 5717138 Eccentric Shaft Assy. 2
125B 5517142 Center Shaft Assy. 2
27
Page 27

ITEM PART
NO. NO. DESCRIPTION QTY
ITEM PART
NO. NO. DESCRIPTION QTY
126 5713871 Blade Guide Tung. Carb. 2
126-1 5713661 Washer (1/4") 8
126-2 5713651 Spring Washer (1/4) 4
126-3 5519508 Hex Socket Cap Screw 4
(1/4" x 1")
127 5713881 Elevating Block 2
127-1 5519508 Hex Socket Cap Screw 4
(1/4" x 1")
127-2 5713651 Spring Washer (1/4") 4
127-3 5713661 Washer (1/4") 4
128 5713891 Active Block 2
129 5713911 Screw (1/4" x 5/16") 2
130 5632831 Bearing (608ZZ) 4
131 5713931 Spring Washer (5/16") 4
132 5713941 Screw (5/16" x 1-3/4") 4
133 5713951 Spring Washer (5/16") 4
134 5713961 Guide Support 2
134-1 5518423 Label, Blace Orientation 2
135 5713971 Angle Scale 1
136 5713981 Screw (M5 x 0.8) 4
137 5713991 Guide Support Mount 1
138 5714011 Guide Support Bracket 1
(left)
138-1 5519685 Rubber Clamp 4
138-2 5519686 Pan Head screw (M5 x 8) 4
139 5714021 Screw (1/2" x 1") 4
139-1 5713761 Washer (1/2") 4
140 5714031 Knob 2
141 5714041 Washer (3/8") 2
142 5714051 Locking Block 2
143 5714061 Screw (5/16" x 1/2") 4
144 5714071 Guide Support Bracket 1
(Right)
145 5714161 Bolt (1/4" x 1/2") 1
146 5713661 Spring Washer (1/4") 1
147 5714111 Wire Brush 1
147-1 5519687 Shaft 1
148 5714121 Steel Brush Seat 1
149 5713931 Spring Washer (5/16") 2
150 5714141 Hose Clamp 2
151 5713651 Spring Washer (1/4") 4
152 5714161 Screw (1/4"x 1/2") 4
153 5628371 Spring Washer (1/2") 4
154 5714181 Gib 2
155 5714191 Screw (1/2" x 3/4") 1
156 5714211 Screw (M8 x 20) 4
156-1 5519688 Spring Washer (MB) 4
158 5714221 Knob 4
159 5714231 Flexible Nozzle 1
159-1 5519689 Flow Valve 2
160 5714241 Blade Wheel Shaft 1
161 5714251 Threaded Nut 1
161-1 5519690 Pan Head Screw 2
(M6x12)
161-2 5519691 Tension Scale 1
162 5714261 Screw (5/16" x 1/2") 1
163 5714271 Slide Bracket 1
163-1 5519692 Nut 1
163-2 5519693 Set Screw 1
164 5714281 Washer 1
165 5714291 Relief Valve 1
166 5714311 Connection Head 1
166-1 5519694 Rubber Clamp 1
166-2 5519695 Pan Head screw (M5x8) 1
167 5507790 Bearing (51104NJK) 1
172 5714331 Bow Handle 1
173 5711091 Nut (1/2") 2
174 5714351 Washer 1
175 5714361 Special Spring Washer 13
176 5714371 Hand Wheel 1
177 5714381 Slide Bracket 1
178 5714391 Tension Shaft 1
179 5714411 Key (5 mm) 1
180 5714421 Screw (3/8" x 2-1/2") 3
180-1 5713481 Spring Washer (3/8") 3
210 5714431 Oil Pressure Seat 1
210-1 5713131 Washer (5/16") 2
210-2 5713931 Spring Washer (5/16") 2
210-3 5519489 Hex Cap Screw 2
(5/16" x 5/8")
211 5714441 Cover Cap 1
212 5714451 Screw (5/16" x 5/8") 2
213 5714461 Control Panel 1
214 5714471 Screw (1/4" x 3/8") 2
216 5516850 Washer 6
218 5516851 Spring Washer 6
219 5516852 Nut, Hex 6
222 5516849 Screw 4
222-1 5713931 Spring Washer (5/16") 4
223 5713101 Motor Pivot Bracket 1
224 5713201 Motor Pivot Bracket Shaft 1
5713301 Snap Ring 2
Page 28

ITEM PART
NO. NO. DESCRIPTION QTY
226 5713401 Screw 2
227 5713501 Motor Bracket - Fixed 1
230 5713941 Screw (5/16 x 1-3/4) 4
231 5712881 Spring Washer (1/2") 4
232 5517141 Eccentric Shaft Bushing 2
233 5517140 Center Shaft Bushing 2
234 5713861 Ball Bearing (6201ZZ) 8
235 5713761 Washer (1/2") 4
236 5519696 Arm Stop 1
236-1 5711091 Nut (1/2") 1
Wilton Corporation
300 South Hicks Road
Palatine, IL 60067
TEL: 1-888-594-5866
FAX: 1-800-626-9676
 Loading...
Loading...