

Page 1
This Manual is Bookmarked
Operating Instructions — Parts Manual
Square Wheel Belt Grinder
Models: 4103, 4106, and 4126AC
WHM TOOL GROUP
2420 Vantage Drive
Elgin, Illinois 60123
Ph.: 800-274-6848
www.wmhtoolgroup.com
Part No. 5507796
Revision C2 09/04
Copyright © WMH Tool Group
Page 2

Page 3
Table of Contents
Cover Page .........................................................................................................................................1
General Specifications .........................................................................................................................4
Operating Precautions .........................................................................................................................5
Setup and Operation............................................................................................................................7
Maintenance ......................................................................................................................................10
Wiring Diagrams ................................................................................................................................12
Replacement Parts ............................................................................................................................13
Troubleshooting .................................................................................................................................13
Accessories ....................................................................................................................................... 17
3
Page 4
General Specifications
The Wilton Square Wheel Belt Grinder,
Models 4103, 4106 and 4126AC, are
designed for grinding, deburring,
chamfering, and internal/external grinding of
small and large parts. The Square Wheel
Belt Grinder can be used to polish or buff
finished parts and grind small internal radii
using available accessories. Accessory
changeover is quick and easy. Belt tension
and tracking are easily adjustable.
The Square Wheel Belt Grinder is available
in either single speed (Models 4103 and
4106) or variable speed model (Model
4126AC). The variable speed model is
controlled by an inverter that provides belt
speeds ranging from 0 to 6000 SFPM.
4
Specifications Model 4103 Model 4106 Model 4126AC
Belt Width & Length 2 x 72 Inches 2 x 72 Inches 2 x 72 inches
Belt Speed 4600 SFPM 4600 SFPM 0 - 6000 SFPM
Motor 1 HP, Single Phase, 2 HP, Three Phase, 1 HP, 1,750 rpm
1750 rpm 1750 rpm
Contact Wheel Diameters 1-1/2, 3, & 8 inches 1-1/2, 3, & 8 inches 1-1/2, 3, & 8 inches
Weight 115-125 pounds 120 pounds 120 pounds
Page 5
- Misuse of this machine can cause serious injury.
- For safety, machine must be set up, used and
serviced properly.
- Read, understand and follow instructions in the
operator’s and parts manual which was shipped with
your machine.
When setting up machine:
- Always avoid using machine in damp or poorly
lighted work areas.
- Always be sure machine is securely anchored to
the floor.
- Always keep machine guards in place.
- Always put start switch in OFF position before
plugging in machine.
When using machine:
- Never operate with machine guards missing.
- Always wear safety glasses with side shields (See
ANSI Z87.1)
- Never wear loose clothing or jewelry.
- Never overreach you may slip and fall into the
machine.
- Never leave machine running while you are away
from it.
- Always shut off the machine when not in use.
When servicing machine:
- Always unplug machine from electrical power while
servicing.
- Always follow instructions in operators and parts
manual when changing accessory tools or parts.
- Never modify the machine without consulting Wilton
Corporation.
You — the stationary power tool user—
hold the key to safety.
Read and follow these simple rules for best results
and full benefits from your machine. Used properly,
Wilton’s machinery is among the best in design and
safety. However, any machine used improperly can
be rendered inefficient and unsafe. It is absolutely
mandatory that those who use our products be
properly trained in how to use them correctly. They
should read and understand the Operators and Parts
Manual as well as all labels affixed to the machine.
Failure in following all of these warnings can cause
serious injuries.
Machinery general safety warnings
1. Always wear protective eye wear when operating
machinery. Eye wear shall be impact resistant,
protective safety glasses with side shields which
comply with ANSI Z87.1 specifications. Use of
eye wear which does not comply with ANSI Z87.1
specifications could result in severe injury from
breakage of eye protection.
2. Wear proper apparel. No loose clothing or
jewelry which can get caught in moving parts.
Rubber soled footwear is recommended for best
footing.
3. Do not overreach. Failure to maintain proper
working position can cause you to fall into the
machine or cause your clothing to get caught
pulling you into the machine.
4. Keep guards in place and in proper working
order. Do not operate the machine with guards
removed.
5. Avoid dangerous working environments. Do not
use stationary machine tools in wet or damp
locations. Keep work areas clean and well lit.
6. Avoid accidental starts by being sure the start
switch is OFF before plugging in the machine.
7. Never leave the machine running while unattended.
Machine shall be shut off whenever it is not in
operation.
8. Disconnect electrical power before servicing.
Whenever changing accessories or general
maintenance is done on the machine, electrical
power to the machine must be disconnected
before work is done.
9. Maintain all machine tools with care. Follow all
maintenance instructions for lubricating and the
changing of accessories. No attempt shall be
made to modify or have makeshift repairs done to
the machine. This not only voids the warranty but
also renders the machine unsafe.
10. Machinery must be anchored to the floor.
11. Secure work. Use clamps or a vise to hold work,
when practical. It is safer than using your hands
and it frees both hands to operate the machine.
12. Never brush away chips while the machine is in
operation.
13. Keep work area clean. Cluttered areas invite
accidents.
14. Remove adjusting keys and wrenches before
turning machine on.
15. Use the right tool. Don’t force a tool or attachment
to do a job it was not designed for.
16. Use only recommended accessories and follow
manufacturers instructions pertaining to them.
5
Page 6
17. Keep hands in sight and clear of all moving parts
and cutting surfaces.
18. All visitors should be kept at a safe distance
from the work area. Make workshop completely
safe by using padlocks, master switches, or by
removing starter keys.
19. Know the tool you are using—its application,
limitations, and potential hazards.
Wire sizes
General Electrical Cautions
This machine should be grounded in accordance with
the National Electrical Code and local codes and
ordinances. This work should be done by a qualified
electrician. The machine should be grounded to
protect the user from electrical shock.
AWG (American wire gauge) Number
Conductor Length 240 Volt Lines 120 Volt Lines
0 - 50 Feet No. 14 No. 14
50 - 100 Feet No. 14 No. 12
Over 100 Feet No. 14 No. 8
Caution: for circuits which are far away from the
electrical service box, the wire size must be increased in order to deliver ample voltage to the
motor. To minimize power losses and to prevent
motor overheating and burnout, the use of wire sizes
for branch circuits or electrical extension cords
according to the following table is recommended:
Safety requirements for abrasive grinding machines
Abrasive grinding can be hazardous to operators and
bystanders. Grinding sparks, chips and dust particles thrown off by the grinding disc can cause
serious injury by contact or inhalation. To avoid
such injuries you must comply with the following
safety requirements:
1. Always wear protective eyewear when operating
machinery. Eye wear shall be impact resistant,
protective safety glasses with side shields which
comply with ANSI Z87.1. Use of eye wear which
does not comply with ANSI Z87.1 specifications
could result in severe injury from breakage of
eye protection. See Figure A, below.
2. Wear leather safety gloves, arm guards, leather
aprons and safety shoes.
6
3. A dust collection system is recommended,
Operator shall also wear a dust mask at all
times. See Figure B, below.
4. Additional precautions may be necessary for
grinding materials which are flammable or have
other hazardous properties. You should always
consult the manufacturer of such materials for
instructions on grinding and handling.
5. Do not force or jamb the workpiece into the
grinding disc.
6. Before grinding, always allow the motor to come
up to operating speed, then check the grinding
disc for wobble, runout, or any unbalanced
A B C D
condition. If the disc is not operating accurately
and smoothly, immediately stop the motor and
make repairs before attempting any grinding
operations.
7. Abrasive discs must be stored in a controlled
environment area. Relative humidity should be
35% to 50% and the temperature should be
between 60 and 80 degrees Fahrenheit. Failure
to do so could cause premature disc failure.
8. Examine the face of the grinding disc carefully.
Excessive grinding which wears down to the
backing material can tear the disc. Never use a
disc which shows backing, nicks or cuts on the
surface or edge or damage due to creasing or
poor handling.
9. When installing a new disc, be certain the disc is
accurately centered on the drive wheel. Failure
to do so could cause a serious unbalanced
condition.
10. Always present the workpiece to the wheel while
resting the workpiece firmly on the table. Failure
to do so could result in damage to the workpiece
or throwing of the workpiece off the wheel.
11. Safety shoes which comply with ANSI Z41.1 shall
be worn. See Figure C.
12. Personal hearing protection such as ear plugs or
ear muffs shall be used to protect against the
effect of noise exposure. See Figure D:
Page 7
Introduction
This manual includes operating and maintenance instructions for the Wilton Model 4103, 4106 and 4126AC
Square Wheel Belt Grinder. The manual also includes parts listings and illustrations of replaceable parts.
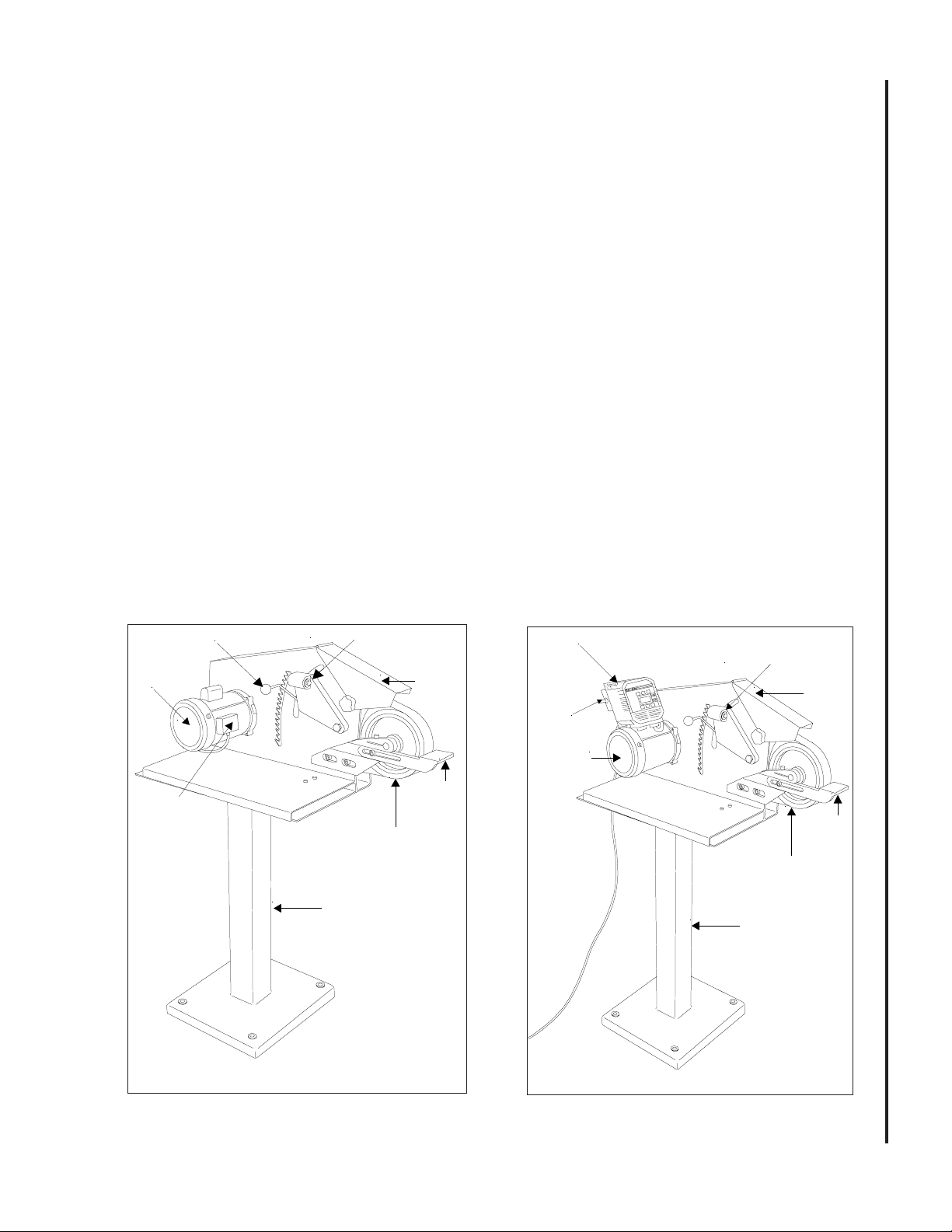
Refer to Figures 1 and 2 for key features of the Square Wheel Belt Grinder.
Setup and Operation
The Square Wheel Belt Grinder can be mounted on a work bench or an optional pedestal. The grinder should
be secured to the work bench or pedestal using the four holes in the base of the grinder. (Refer to Assembly
of Pedestal for machines that are to be pedestal-mounted.)
Installation of Work Rest
The work rest mounts on the left side of the head casting. Attach the work rest using the socket head cap
screw provided with the machine.
The slot in the work rest has a lip against which the cap screw is tightened. Place the hole at the end of the slot
over the cap screw. Then slide the rest inward until the work rest is in position in front of the contact wheel.
Tighten the cap screw.
Belt Tension Lever
Motor
Switch
Belt Tracking
Adjustment
Contact
Wheel
Pedestal
Upper
Guard
Work
Rest
Inverter
ON/OFF
Switch
Motor
Belt Tracking
Adjustment
Upper
Guard
7
Work
Rest
Contact
Wheel
Pedestal
Figure 1: Square Wheel Grinder Features
(single speed)
Figure 2: Square Wheel Grinder Features
(variable speed)
Page 8
Vacuum Connection
Operating Controls
NOTE: A variety of vacuum system options
are available. (Refer to Accessories section.)
The grinder uses a front mounted vacuum system.
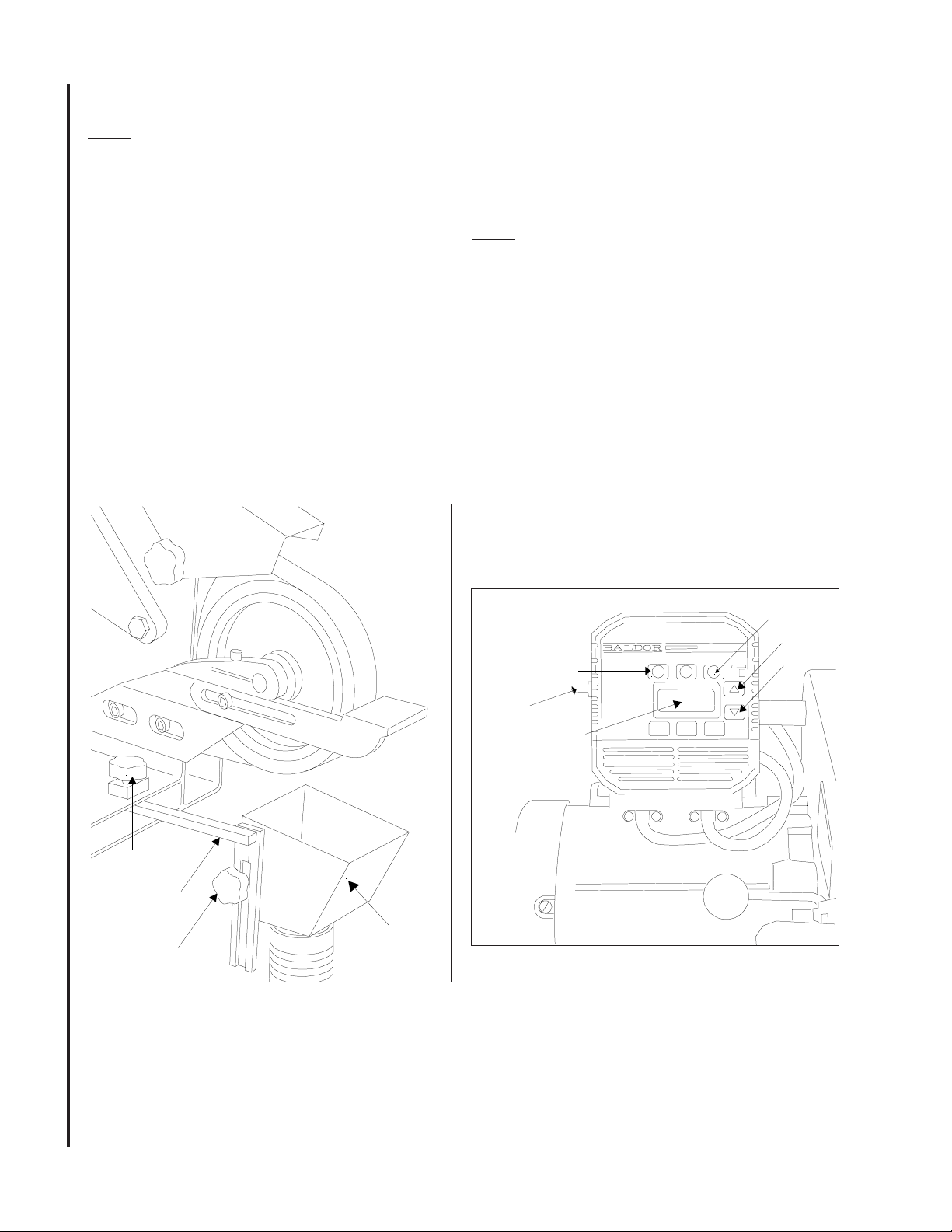
Refer to Fgure 3. Install the vacuum system
components as follows:
1. Slide the support bracket into the channel
secured to belt grinder base. Install one knob
in the belt grinder base to secure the support
bracket.
NOTE: Refer to vacuum scoop exploded view,
Figure 11 when installing channel.
2. Slide the ducted scoop onto the support
bracket. Install remaining knob in the support
bracket to secure the scoop.
3. Connect hose to exhaust duct and secure with
a clamp.
Model 4103/4106
The ON/OFF switch for the Model 4103/4106 grinder
is located in a switch box mounted on the drive
motor.
Model 4126AC
NOTE: Refer to Figure 4. Use only the inverter
controls defined in the following procedures. The
inverter is pre-programmed at the factory and
requires no further programming.The controls for
the Model 4126AC grinder are located on the
inverter. The ON/OFF switch is located on the left
side of the inverter. Start the grinder by setting the
ON/OFF switch to ON.
Press the FWD RUN pushbutton on the inverter
and set the speed using the up/down arrow keys
(to the right of the speed display). Press the up
arrow to increase speed; press the down arrow to
reduce speed. The display on the inverter shows
drive motor speed in revolutions per minute. Press
the STOP button on the inverter to stop the grinder.
Then set the ON/OFF switch to OFF.
STOP
Button
Up
FWD (Forward) Button
On/Off
Switch
Speed Display
(RPM)
Down
8
Clamping
Knob
Support
Bracket
Scoop
Clamping
Knob
Figure 3: Vacuum Connection
Figure 4: Operating Controls
(Model 4126AC)
Electrical Connection
Refer to the Wiring Diagram section for wiring
information. Connection to electrical power should
be made by a qualified electrician. Observe local
electrical codes when connecting the machine.
Page 9
Typical Uses for the Square Wheel Belt Grinder
Flat or angular
stock — Platen
setting is the perfect
angle for high speed,
precision, flat and
level grinding of
tools, knives, plastics, and other
materials. The platen
allows working to
very close tolerances. An adjustable
work rest is standard
on all models.
OPTIONAL FEATURES
Shaping — For
grinding and finishing cylindrical
shapes. The yoke
surface conforms to
the shape of the
surface to produce
an even, smooth
finish without the
danger of scarring.
Excellent for tool
post applications.
Roughing — Serrated contact wheel is
used for removing
heavy stock, cleaning
up a weld or snagging a casting. This
durable 8-inch
diameter wheel is
used extensively for
hollow grinding and
profiling knives and
other culinary tools.
It is standard equipment on all models.
Contouring — Grind
difficult, hard to
reach areas with the
3-inch by 2-inch or 11/2 inch by 2-inch
diameter contact
wheels. Contours
and shapes unique
parts like propellers
and metal furniture.
Internal contouring
— The air-cushioned
dead head is for use
on very small radius
grinding. When
connected to a
source of shop air
(80-90 psi), the belt
rides on a cushion of
air to decrease head
and belt wear. The
dead head is easy to
use, and adapts to
any of the available
radius tips.
Internal contouring with
small wheel — This small
wheel accessory is
designed for hard to reach
places. Includes 5/8-inch,
70 durometer contact
wheel. Available contact
wheels are 1/2-inch, 3/4inch, and 1-inch.
Polishing — The
buffing pad is perfect
for satin finish or high
gloss polishing. The
fine, close stitched
burring pads are ideal
for metal and plastic
9
Finishing — The nylon
reinforced, silicone
carbide wheel is
perfect for polishing
and deburring. It
applies a high luster
finish on rough surfaces and is excellent
for steel, iron, or
aluminum.
Page 10

10
Maintenance
Cleaning
Shutoff the machine before cleaning. Keep the exterior
of the machine clean and free of chips. Use a brush for
cleaning. Periodically empty grinding dust and particles
from the dust collection system.
Lubrication
Lubrication of the grinder is not required. The drive
motor and contact wheel are fitted with sealed bearings.
Replacement of Contact Wheel
WARNING: BE SURE TO SET ON/OFF SWITCH TO
OFF TO AVOID PERSONAL INJURY.
1. Refer to Figure 5. Lower the tension lever to release
belt tension.
2. Loosen upper guard knob and swing guard back for
clearance.
3. Loosen the contact wheel shaft clamping screw on
the head casting.
4. Remove the contact wheel assembly.
5. Remove retaining rings from wheel shaft.
6. Remove shaft and wheel bearings.
7. Install bearings in replacement contact wheel.
8. Install shaft and secure with retaining rings.
9. Install contact wheel shaft in head casting.
10. Tighten clamping screw.
11. Lift tension lever to set belt tension.
12. Lower and adjust position of upper guard. Tighten
the upper guard knob.
Tension
Lever
Upper Guard
Installation of Platen
WARNING: BE SURE TO SET ON/OFF SWITCH
OFF TO AVOID PERSONAL INJURY.
1. Refer to Figure 6. Lower the tension lever to
release belt tension.
2. Loosen upper guard knob and swing guard
back for clearance.
3. Loosen the contact wheel shaft clamping screw
on the head casting.
4. Remove contact wheel (see Replacement of
Contact Wheel).
5. Install pivot shaft of platen in head casting.
Position platen as desired.
A. For grinding flat or angular work
pieces, position the platen with the platen
surface facing outward.
B. For grinding of cylindrical work pieces,
position the platen with the “yoke” side
facing outward.
C. Set at desired angle.
6. Tighten clamping screw.
7. Lift tension lever to set belt tension.
8. Lower and adjust position of upper guard.
Tighten the upper guard knob.
Platen
Clamping
Screw
Pivot
Shaft
Upper Guard Knob
Clamping
Screw
Contact
Wheel
Head
Casting
Figure 5: Replacement of Contact Wheel
Work
Rest
Figure 6: Installation of Platen
Page 11

Replacement of Grinding Belt
WARNING: DO NOT OPERATE THE MACHINE WITH
THE SIDE PANEL OPEN. DISCONNECT ELECTRICAL POWER TO THE MACHINE BEFORE PERFORMING ANY MAINTENANCE.
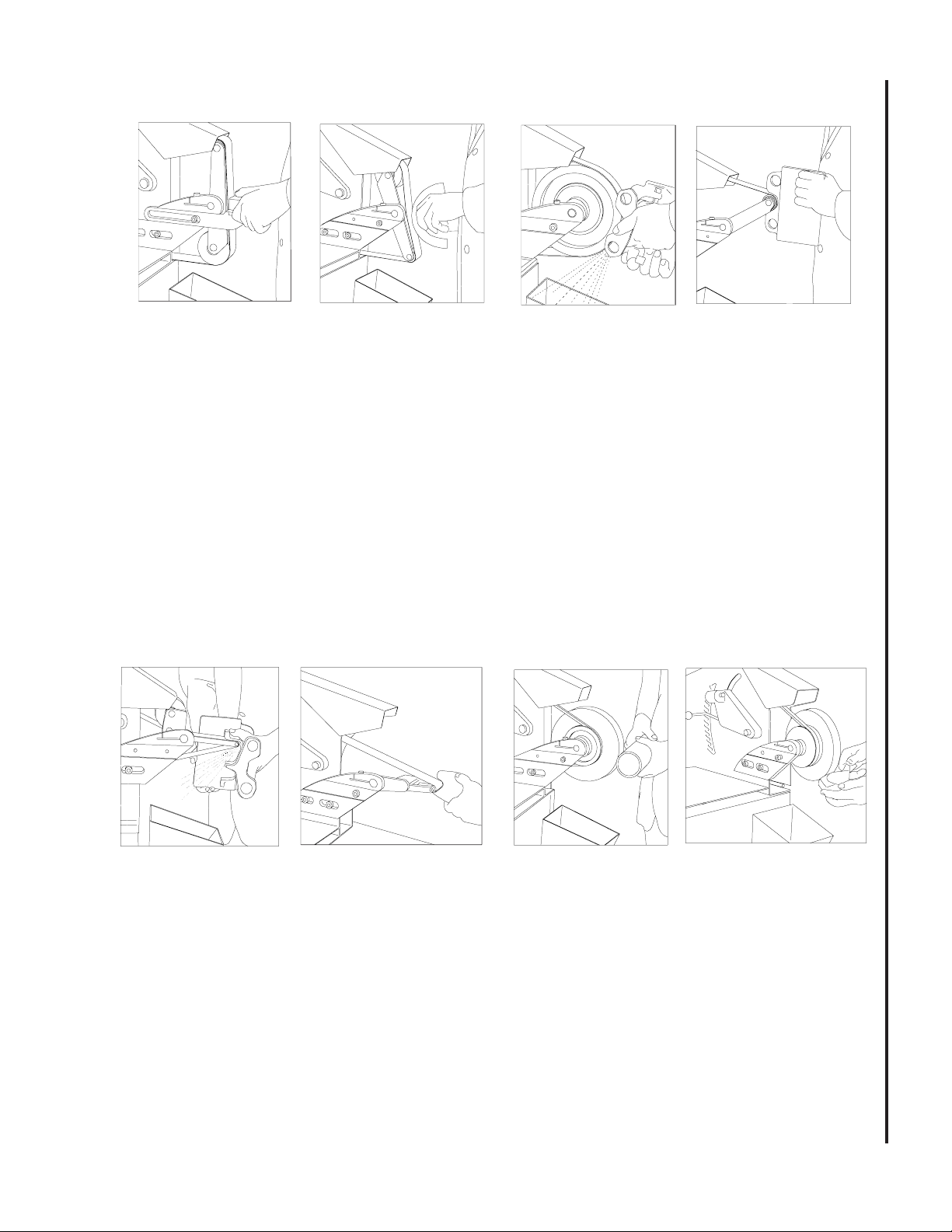
1. Refer to Figure 7. Lower the belt tension lever to
release tension on the belt.
2. Loosen the knob on the left side of the machine
and raise upper guard. Turn the knob on the side
panel and lower the side panel.
3. If required, loosen work rest to provide clearance
for belt removal.
4. Remove the belt from the drive wheel, idler
wheel, and contact wheel. Install the replacement belt over the drive wheel, idler wheel, and
contact wheel.
5. Raise the belt tension lever to tighten the belt
against the wheels. Tighten the belt until it is just
taut. A moderate tension will provide faster
cutting, longer belt life, and better tracking. Do
not over-tension the belt.
6. Check belt tracking by spinning the drive wheel
by hand. Adjust tracking if required. (Refer to
Checking Belt Tracking.)
2. Spin the drive wheel by hand and check tracking of the belt. If the belt tracks either right or
left, adjustment is required.
3. Use an Allen wrench to change the alignment
of the idler wheel. Turn the idler adjustment
screw clockwise to cause the belt to track right.
Turn the idler adjustment screw counterclockwise to cause the belt to track left.
4. Close side panel and secure by turning the
knob on the panel. Lower the upper belt guard
and secure with the knob on the left side of the
grinder.
5. Connect electrical power and start the grinder.
Check belt tracking (the belt should be centered on the contact wheel.
6. If required, adjust belt tracking to center the
belt on the contact wheel. Turn the idler
adjustment screw clockwise to move the belt to
the right. Turn the idler adjustment screw
counterclockwise to move the belt to the left.
7. If the belt does not track properly, increase belt
tension. Repeat steps 1 through 6.
Upper
Idler Wheel
Grinding
Belt
Contact
Wheel
Figure 7: Replacement of Grinding Belt
Guard
Drive
Wheel
Side
Panel
Checking Belt Tracking
WARNING: DO NOT OPERATE THE MACHINE WITH
THE SIDE PANEL OPEN. DISCONNECT ELECTRICAL POWER TO THE MACHINE BEFORE PERFORMING ANY MAINTENANCE.
1. Loosen the knob on the left side of the machine
and raise upper guard. Turn the knob on the side
panel and lower the side panel.
Replacement of Inverter
WARNING: DISCONNECT ELECTRICAL POWER
TO THE MACHINE BEFORE PERFORMING ANY
MAINTENANCE.
1. Disconnect electrical power.
2. Remove access panel on front of inverter.
Disconnect inverter wiring.
3. Remove four screws (1) and four nuts (6) from
inverter (2). Separate inverter (2) from mount
(4).
4. Install replacement inverter (2) and secure with
four screws (1) and four nuts (6).
5. Connect electrical wiring (refer to Wiring
Diagram section for connections).
6. Start belt grinder and check for proper operation.
NOTE: Inverter is pre-programmed at the factory,
further programming is not required.
11
Page 12

Wiring Diagrams
Model 4103
12
Model 4106
Model 4126AC
Page 13

Troubleshooting
Problem Probable Cause Suggested Remedy
Poor Tracking 1. Improper belt splice. 1. Check belt for irregular seam or shape.
2. Excessive belt tension. 2. Set tension so belt is just taut.
3. Insufficient belt tension. 3. Set tension so belt is just taut.
4. Worn contact surfaces. 4. Check elastomer on contact wheels.
Replace worn wheels.
5. Misaligned contact surfaces. 5. Check alignment of drive wheel and
contact wheels. The drive pulley and
contact wheel must be aligned. To
adjust drive wheel, loosen set screws
and move drive wheel in or out on
motor shaft as required. To adjust
contact wheel, loosen shaft clamping
screw and move contact wheel in or out
as required.
6. Lack of crown on drive wheel. 6. Check for 1/16-inch crown. Replace
drive wheel if crown is not present.
7. Worn bearings. 7. Check all bearings for overheating or
damage. Replace worn or damaged
bearings.
Slack Belt 1. Insufficient belt tension. 1. Set tension so belt is just taut.
Contact Wheel Wear 1. Excessive belt tension. 1. Set tension so belt is just taut.
2. Grinding in one area on belt. 2. Use entire work surface of belt when
ever possible.
3. Excessive grinding deposits 3. Periodically clean interior of grinder.
on belt and debris in machine.
Short Belt Life 1. Excessive grinding pressure. 1. Allow the belt to do the cutting.
Excessive pressure dulls the belt and
removes the grit from the belt.
Replacement Parts
This section provides exploded view illustrations that show the replacement parts for the Wilton Models 4103,
4106 and 4126AC Square Wheel Belt Grinder. Also provided are parts listings that show part number, description and quantity. The item numbers on the illustration relate to the item number in the facing page of the parts
listing.
Order replacement parts from:
WMH TOOL GROUP
2420 Vantage Drive
Elgin, Illinois 60123
Phone: 800-274-6848
13
Identify the replacement part by the part number shown in the parts listing. Be sure to include the model
number and serial number of your machine when ordering replacement parts to assure that you will receive the
correct part.
Page 14

14
Exploded View - Square Wheel Belt Grinder
5
4
Page 15

Parts List - Square Wheel Belt Grinder
Ref. Part
No. Number Description Qty.
1 5510944 Contact Wheel Assy, 10 x 2 Serrat, 90 Duro 1
5510943 Contact Wheel Assy, 8 x 2 Smooth, 50 Duro 1
5510942 Contact Wheel Assy, 8 x 2 Serrated, 50 Duro 1
2 5044590 Contact Wheel Assy, 1-1/2 x 2 1
3 5044610 Contact Wheel Assy, 3 x 2 1
3A 9049821 Screw, Flat Head Cap 2
4 5507582 Idler Wheel 1
5 9100331 Bearing 2
6 9074011 Retaining Ring, Internal 2
7 9074081 Retaining Ring, External 2
8 5510946 Contact Wheel, 8 x 2 Serrated, 50 Duro 1
5510947 Contact Wheel, 8 x 2 Smooth, 50 Duro 1
5510948 Contact Wheel, 10 x 2 Serrated, 90 Duro 1
9 5053231 Shaft, 8 x 10 Wheel 1
10 9074381 Retaining Ring, External 1
11 9112811 Abrasive Belt, 2 x 72, 50 Grit (Standard -
optional grit below) (10 piece minimum order) 1
12 5044400 Platen Casting 1
13 5044410 Work Rest Casting 1
14 5044370 Head Casting 1
15 9128441 Screw, Socket Head Cap 3/8-16 x 1 1
16 5049990 Screw, Work Rest Machine 1
17 9129881 Screw, Socket Head Cap 3/8-16 x 5/8 2
18 9055361 Flat Washer, Nylon 1/2 I.D. x 1 O.D. 1
19 9129861 Scr, Socket Head Cap, Fll Thrd, 3/8-24 x 3 1
20 5046571 Bearing, Idler Housing 1
21 9055381 Flat Washer, Nylon, 3/8 2
22 9010271 O-Ring, 1/2 1
23 5044651 Cap, Idler Housing Pin 1
24 9133041 Set Screw, Socket Head 1/4-20 x 1/4 1
25 5046560 Lever, Tension 1
26 9133191 Set Screw, Nylon Tipped 5/16-18 x 3/4 1
27 9129561 Locknut, Hex, 3/8-24 1
28 9059811 Roll Pin, 3/16 x 1-1/2 1
29 5053301 Shaft, Idler Pulley 1
Ref. Part
No. Number Description Qty.
30 5541241 Switch (Model 4103 only) 1
5644231 Manual Motor Starter (Model 4106 only) 1
31 9066821 Motor & Switch, 1 HP, 1
Single Phase (Model 4103) 1
9066831 Motor, 2 HP, 3 Phase (Model 4106) 1
5508076 Motor, 1 HP, 3-Phase (Model 4126AC only) 1
32 9070361 Knob, Hand 1
33 9070781 Nut, Allen, 5/16-18 1
34 9128671 Bolt, Hex Head, w/Nylock 3/8-16 x 3/4 4
35 9114320 Key, 3/16 x 3/16 x 1-1/4 1
36 5044511 Pulley, Drive 1
37 9054541 Set Screw, Socket Head 5/16-18 x 1/2 2
38 5630451 Screw, Socket Head Hex 5/16-18 x 1-1/2 1
39 5077041 Lock Washer, 5/16 2
40 9070381 Latch, Cam 1
41 5630061 Nut, Hex, 5/16-18 1
42 5507583 Washer, Nylon 5/16 2
43 5055311 Door 1
44 9070371 Knob, Hand 1
45 5044630 Guard Flap Assembly 1
46 9057461 Washer, Flat 0.26 x 0.63 x 0.06 1
47 5046600 Tracking Leader Assembly 1
48 5046540 Casting, Idler Housing 1
49 5541030 Main Frame Assembly 1
15
Page 16

Parts List - Inverter
16
Ref. Part
No. Number Description Qty.
1 5550874 Screw, Socket head 7
Cap, 10-32NF x 3/8
2 5507817 inverter (1ph, 120V, 50/60Hz) 1
5507818 Inverter (3ph, 220V, 50/60Hz)
5511447 Inverter (3ph, 440V, 50/60Hz)
3 9128571 Screw, Hex Head 1/2-13 x 1 1
4 5515215 Mount, Inverter 1
5 9119481 Terminal, Full Closed 1
Ref. Part
No. Number Description Qty.
6 5508073 Nut, Lock, 10-32 Nylock 4
7 5507934 Box, Switch 1
9 9119721 Spade, Female 16-14AWG 4
10 9117401 Switch, Toggle 1
12 9085061 Dial, ON-OFF 1
13 9119071 Grip, Cord 2
14 5628371 Lock Washer, 1/2 1
Page 17

Accessories
Belt Grinder Pedestal
The optional pedestal enables the Square Wheel Belt
Grinder to be mounted in a free standing configuration
rather than on a work bench. The grinder is secured
to the pedestal using the four holes in the base of the
grinder (refer to page 22).
Dust Collection Systems
A dust collection system is available as an option
(refer to page 24 for additional coverage).
The dust collection system can be used in two configurations: as a machine base (Figure 9) or as a
stand- alone system (Figure 8).
In the stand-alone configuration, the dust collection
system is placed next to the grinding machine, and the
dust collection hose connected to the inlet duct. It
may also be placed between two grinding machines,
making use of the inlet ducts on both sides of the dust
collection system.
Figure 8: Stand-Alone Dust Collection System
Another option is to use the dust collection system as
a base for the Model 4103 grinding machine in lieu of
placing the machine on a bench or on the pedestal.
The second inlet duct on the side of the system is
available for connecting another grinding machine. In
areas with limited space, this may be the most desirable option.
The dust collection system features a chip drawer into
which grinding debris is collected. The dust collection
system has a filter at the rear to filter out remaining
grinding debris.
The system has a removable top that provides access
for cleaning and maintenance. The system is controlled by an ON/OFF toggle switch on the motor at the
rear of the machine.
17
Figure 9: Dust Collection System Used as Grinder Base
Page 18

Exploded View - Vacuum Scoop
A vacuum scoop connects the machine to the vacuum system. The mounting provisions for the scoop are
shown in the exploded view below.
15
7
14
13
18
10
11
10
9
8
7
Ref. Part
No. Number Description Qty.
1 5053531 Scoop Assembly 1
2 5052471 Adapter, Hose 1
3 5053601 Reducer, 4 x 3 in. 1
(Woodworkers)
5053611 Reducer, 4 x 3 in. 1
(Metal Workers)
4 5507534 Clamp, Hose 3 in. 1
5 5507533 Hose, 3 x 5 in. 1
6 9128241 Screw, HH Cap 3
7 9070361 Knob 2
12
6
5
12
10
1
2
3
4
Ref. Part
No. Number Description Qty.
8 5053571 Rail 1
9 9032961 Lock Nut, Nylon Insert 4
10 9055411 Washer, Nylon 8
11 5053581 Channel 1
12 9057391 Washer, Flat 2
13 9056411 Nut, Hex Jam 3
14 9062111 Screw, SHCS (5/16-18 X 3/4) 2
15 9146801 Screw, SHCS Low Head 2
(5/16-18 X 1 1/2)
Figure 11: Vacuum Scoop Exploded View
Page 19

Air Cushioned Dead Head Assembly
Refer to Figures 10 and 11. The air-cushioned dead
head is for use on very small radius grinding. When
connected to a source of shop air (80-90 psi), the
belt rides on a cushion of air to decrease head and
belt wear. The dead head is easy to use, and adapts
to any of the available radius tips.
Figure 10: Internal Contouring
with Air Cushioned Dead Head
8
1
Ref. Part
No. Number Description Qty.
1 5044960 Air Cushion Dead Head 1
Assembly (Note 1)
2 5044970 Casting, Dead Head 1
3 5044991 Tip, Dead Head, 3/16 R x 2 1
5045011 Tip, Dead Head, 1/4 R x 2 1
5045031 Tip, Dead Head, 5/16 R x 2 1
5045051 Tip, Dead Head, 3/8 R x 2 1
4 5045071 Fitting, Flareless Com- 1
pression, 1/4 x 1/8
5 5044610 Contact Wheel Assembly 1
3 x 2
6 5045101 Spacer 1
7 9062441 Screw, Socket Head Cap 2
10-32 x 1/2
8 9049761 Screw, Socket Head Flare 1
7
3
2
6
4
5
Install the dead head assembly as follows:
WARNING: DISCONNECT ELECTRICAL POWER
TO THE MACHINE BEFORE INSTALLING THE
DEAD HEAD ASSEMBLY.
1. Lower tension lever to release belt tension.
2. Loosen clamping screw and remove platen or
contact wheel.
3. Insert the shaft of the dead head assembly in
head casting. Position dead head assembly
with the tip parallel with the machine base.
Tighten the clamping screw.
4. Install the belt under the dead head contact
wheel and over the dead head tip.
5. Lift the tension lever to tighten the belt.
6. Check belt tracking.
7. Connect pressurized air supply (80-90 psi).
8. Check operation of the dead head assembly.
Note 1: Includes 3/8 R x 2 dead head tip 5045051.
Other tips available at additional cost.
Figure 11: Air Cushioned Dead
Head Assembly Parts Breakdown
19
Page 20

Hub and Wheel Assembly
Refer to Figures 12 and 13. The hub and wheel
assembly Small Diameter Contact Wheels
can be used to adapt a number of other optional
attachments for use on the belt grinder. The assembly consists of a pre-balanced hub shaft, collar, and
V-belt and a special wrench to enable quick change
of the optional attachments.
Figure 12: Polishing with
Hub and Wheel Assembly
Install the hub and wheel assembly as follows:
V-Belt
Collar
Hub Shaft
1
Ref. Part
No. Number Description Qty.
1 5054920 Hub and Wheel Assembly 1
(Includes Hub Shaft, V-Belt,
Collar, and Special Wrench)
2 5045141 Polishing Wheel 1
3 5058071 Spacer Plate 2
4 5044620 Buffer Pad 1
Figure 13: Hub and Wheel Assembly
4
20
WARNING: DISCONNECT ELECTRICAL
POWER TO THE MACHINE BEFORE INSTALLING THE HUB AND WHEEL ASSEMBLY.
1. Lower tension lever to release belt tension.
2. Loosen clamping screw and remove platen
or contact wheel.
3. Remove work rest.
3. Insert the shaft of the hub in head casting.
Tighten the clamping screw.
4. Install the V-belt around the idler wheel,
drive wheel, and wheel of hub and wheel
assembly.
5. Raise tension lever to tighten belt.
6. Install polishing wheel or buffing pad as
follows:
A. Install one spacer plate on threaded
shaft.
B. Install polishing wheel or buffing pad.
C. Install second spacer plate and collar.
D. Tighten collar using special wrench.
Page 21

Small Diameter Contact Wheels
Small diameter contact wheels are useful for grinding
or contouring difficult, hard to reach areas (refer to
Figure 15). The small diameter contact wheels are
available in several sizes. Refer to Figure 14 for a
listing of small diameter contact wheels.
Dia.
(In.) Part Number Description
1/2 5057871 Contact Wheel, 70 Duro
5/8 5057881 Contact Wheel, 70 Duro
3/4 5057891 Contact Wheel, 70 Duro
1 5057901 Contact Wheel, 70 Duro
Figure 14: Small Diameter Contact Wheels.
Assembly of Pedestal
Unpacking
The grinding machine pedestal is shipped separately
from the grinding machine. Transport the shipping
containers to the installation site before unpacking.
Unpack the pedestal and grinding machine. Locate and
open the plastic bag containing four 5/16-18 socket
head cap screws. Verify that that there are two screws
1-inch long and two screws 1-3/4 inches long (Figure
16, View A).
Securing the Pedestal
WARNING: BOLTING THE PEDESTAL TO THE
FLOOR IS STRONGLY RECOMMENDED. THE
PEDESTAL IS BOLTED TO THE FLOOR TO
ELIMINATE THE POSSIBILITY OF TIP-OVER
WHILE THE MACHINE IS BEING OPERATED.
FAILURE TO DO SO CAN RESULT IN INJURY
TO THE OPERATOR AND/OR OTHER NEARBY
PERSONNEL.
The pedestal has four mounting holes in its base.
Use these mounting holes to secure the pedestal to
the floor before installing the grinder. Shims should
be used to level the pedestal before the attaching
bolts are tightened.
Assembly
WARNING: THE MACHINE MOUNTING PLATE IS
NOT CENTERED ON THE LEG OF THE PEDESTAL. THIS OFFSET EVENLY DISTRIBUTES
THE WEIGHT OF THE GRINDING MACHINE.
Figure 15: Contouring Using Small
Diameter Contact Wheel
MAKE SURE THE GRINDING MACHINE IS
CORRECTLY POSITIONED AND SECURED TO
THE PEDESTAL BEFORE LEAVING THE
MACHINE UNATTENDED. FAILURE TO CORRECTLY POSITION AND SECURE THE MACHINE COULD RESULT IN THE MACHINE
TIPPING OVER, CAUSING INJURY TO PERSONNEL.
There are four mounting holes in the mounting plate on
the pedestal. The holes on the motor side of the machine
are approximately 20 inches apart. The holes on the
belt-guard side of the machine are located approximately
½-inch from the corners of the plate. When correctly
installed, all four screw holes in the machine base plate
and belt guard will align with the holes in the mounting
plate of the pedestal.
Mounting Procedure
A. Using two people or a hoisting device, lift the grind-
ing machine and set it on the pedestal. Align all
four screw holes in the machine base plate and
belt guard with the holes in the mounting plate of
the pedestal (Figure 16, View B).
B. Open the grinding belt guard door (Figure 16, View
C). Install two 5/16-18 x 1-inch long screws in the
base of the grinding belt guard. Install screws
finger-tight.
C. Install the two 5/16-18 x 1-3/4-inch long screws in
the screw holes on the motor side of the machine
base (Figure 16, View D). Tighten all four screws.
21
Page 22

A
B
Belt Guard Holes
Approximately
2
3
Motor Side
Holes
20 inches
apart
1/2-inch from
corners
1
22
C
Install two 1inch long
screws
2
Ref. No. Part Number Description Qty.
1 5248081 Pedestal 1
2 9062121 Socket Head Cap Screw (5/16-18 x 1) 2
3 5511051 Socket Head Cap Screw (5/16-18 x 1 3/4) 2
D
3
Install two
1 3/4-inch
screws
Figure 16: Assembly of Grinding Machine and Pedestal
Page 23

Dust Collection System (Optional)
Installation
Transport the shipping container to the installation site.
Unpack the dust collection system and check for
damage. Contact the carrier if damage is found.
Open the installation kit (refer to Optional
Accessories in the parts listing for installation kits).
Install cover and debris collection drawer if removed.
Slip a hose clamp over the 3-inch vacuum hose. Slip
the hose on the inlet duct(s). Move the clamp over the
duct to secure the hose.
Repeat the procedure to connect the hose to the other
duct on the grinding machine.
Electrical Connection
Refer to the Dust Collection System Wiring Diagram
for wiring information. Connection to electrical power
should be made by a qualified electrician. Observe
local electrical codes when connecting the machine.
Operation
Filter
Check for accumulation of debris. Replace the filter
at intervals that you determine are appropriate for
your shop environment and machine utilization.
Drawer Seal
Check the drawer seal periodically and replace if
damaged or missing. Keep the seal in good condition
to help maintain collection system efficiency.
ON/OFF switch on
motor at rear of dust
collection system
Removable cover –
remove for interior
cleaning/access to
impeller
Second Inlet
Duct on this side
The dust collection system motor is started by setting
the toggle switch on the motor to the ON position. Set
the switch to OFF to shut down the dust collection
system.
Maintenance
WARNING:
· MAKE SURE YOU DISCONNECT ELECTRICAL
POWER TO THE DUST COLLECTION SYSTEM
BEFORE PERFORMING MAINTENANCE.
FAILURE TO DO SO MAY RESULT INJURY TO
THE OPERATOR AND/OR MAINTENANCE
PERSONNEL.
· DO NOT OPERATE THE DUST COLLECTION
SYSTEM WITH THE COVER REMOVED. INJURY
TO FINGERS AND HANDS FROM THE FAN
BLADES, AND INGESTION OF LOOSE FITTING
CLOTHING INTO THE AIR INLET WITH RESULTANT INJURY IS ALSO POSSIBLE.
Cleaning
Periodically dispose of accumulated chips and debris
from the chip drawer. Use a brush to loosen debris
from internal surfaces. Use a vacuum cleaner to clean
up the loosened debris.
Outlet filter at rear
removes fine debris
from outlet air stream
Inlet Duct – Connect
3 inch hose - secure
with clamp
Figure 17: Dust Collector Assembled View
23
Chip Drawer Pull to Open
Page 24

Disassembly
Disassembly of the dust collection system is required only to replace the motor or the fan components. The motor switch, if failed, can be replaced
without removal of the motor.
1. Remove chip drawer (2) and cover (4) from
base (1).
2. Remove the filter cover (5) and filter (6). Replace filter if required.
3. Remove five nuts (10) and lock washers (11)
from studs at rear of base (1).
4. Remove four nuts (12) and lock washers (13)
from screws (14). Remove screws (14) from
inside fan housings. Separate motor support
panel (9) (with fan and motor still attached) from
base (1).
5. Remove five nuts (17), lock washers (18) and
screws (19) that secure the fan housings
together.
6. Using a flat bladed tool, separate the outer fan
housing (16) from the inner fan housing (24).
7. Using an Allen wrench, loosen set screw (22).
Remove fan (21) from shaft of motor (25).
Remove key (23) from motor shaft.
8. Use a flat-bladed screwdriver to hold flat head
screws (28) (in inner fan housing). Remove four
nuts (26) and lock washers (27) from the flat
head screws (28) in motor mounting lugs.
24
Assembly
Assembly is the reverse of disassembly. Observe the
following during assembly:
1. Assemble motor (25) and inner fan housing (24)
on rear panel; make sure fan duct is facing
downward.
2. Make sure guard strap (20) is installed in the
recesses in fan duct.
3. Mate fan housings (16 and 24). Turn fan (21) by
hand to check for rubbing. Adjust fan as required.
4. Use a spare screw or a Phillips screwdriver to
align screw holes in outer fan housing (16),
spacer (15), and in the internal panel of base
(1).
5. With the screw holes aligned, install the support
panel (9) on the five studs at the rear of base
(1).
6. Connect electrical power and check operation
of the dust collection system.
Page 25

Exploded View – Model 5511885 Dust Collection System
15 14
16
21
22
26
24
28
27
19
20
12
13
18
17
11
10
9
23
28
27
25
REAR VIEW
5
4
6
6
4
25
7
8
1
1
2
2
FRONT VIEW
3
3
Page 26

Parts List – Model 5511885 Dust Collection System
Ref. Part
No. Number Description Qty
1 5514731 Base 1
2 5514732 Drawer, Chip
3 5514733 Seal, Tape (5-feet long) 1
4 5514734 Cover 1
5 5514735 Cover, Filter
6 5514779 Filter 1
7 5514736 Panel, Rear Foam 1
8 5514737 Panel, Side Foam 2
9 5514738 Panel, Motor Support 1
10 5514739 Nut, Hex 5
11 5514740 Washer, Lock 5
12 5514741 Nut, Hex 4
13 5514742 Washer, Lock 4
14 5514743 Screw, Hex Head 4
15 5514744 Spacer 1
16 5514745 Housing, Outer Fan 1
17 5514746 Nut, Hex 5
18 5514747 Washer, Lock 5
Ref. Part
No. Number Description Qty
19 5514748 Screw, Hex Head 5
20 5514749 Strap, Guard 1
21 5514750 Fan 1
22 5514751 Screw, Set 1
23 5514752 Key 1
24 5514753 Housing, Inner Fan 1
25 5514754 Motor 1
26 5514755 Screw, Hex Head 4
27 5514756 Seal, Tape 5-feet long 1
28 5514757 Switch, Motor 1
Connection Kits:
Refer to Wilton catalog for appropriate connection
kit for your grinding machine or contact Wilton for
assistance.
26
Wiring Information - Dust Collection System
Page 27

27
Page 28

WMH TOOL GROUP
2420 Vantage Drive
Elgin, Illinois 60123
Phone: 800-274-6848
 Loading...
Loading...