

Page 1
SERVICE AND OPERATING MANUAL
®
Models PB11/2-A & PB2-A
Type 3
PLEASE NOTE!
The photos shown in this manual are for general instruction only. YOUR SPECIFIC
MODEL MAY NOT BE SHOWN. Always refer to the parts list and exploded view
drawing for your specific model when installing, disassembling or servicing your
pump.
PRINCIPLE OF PUMP OPERATION
This ball type check valve pump is powered by compressed air and is a 1:1
pressure ratio design. It alternately pressurizes the inner side of one diaphragm
chamber, while simultaneously exhausting the other inner chamber. This causes the
diaphragms, which are connected by a common rod, to move endwise. Air pressure
is applied over the entire surface of the diaphragm, while liquid is discharged from the
opposite side. The diaphragm operates under a balanced condition during the
discharge stroke, which allows the unit to be operated at discharge heads over 200
feet (61 meters) of water head.
Since the diaphragms are connected by a common rod, secured by plates to the
center of the diaphragms, one diaphragm performs the discharge stroke, while the
other is pulled to perform the suction stroke in the opposite chamber.
For maximum diaphragm life, keep the pump as close to the liquid being pumped
as possible. Positive suction head in excess of 10 feet of liquid (3.048 meters) may
require a back pressure regulating device. This will maximize diaphragm life.
Alternate pressuring and exhausting of the diaphragm chamber is performed by
means of an externally mounted, pilot operated, four-way spool type air distribution
valve. When the spool shifts to one end of the valve body, inlet air pressure is applied
to one diaphragm chamber and the other diaphragm chamber exhausts. When the
spool shifts to the opposite end of the valve body, the porting of chambers is reversed.
The air distribution valve spool is moved by an internal pilot valve which alternately
pressurizes one side of the air distribution valve spool, while exhausting the other side.
The pilot valve is shifted at each end of the diaphragm stroke by the diaphragm plate
coming in contact with the end of the pilot spool. This pushes it into position for shifting
of the air distribution valve.
The chambers are manifolded together with a suction and discharge check valves
for each chamber, maintaining flow in one direction through the pump.
INSTALLATION & START-UP
Locate the pump as close to the product being pumped as possible, keeping
suction line length and number of fittings to a minimum. Do not reduce line size.
For installations of rigid piping, short flexible sections of hose should be installed
between pump and piping. This reduces vibration and strain to the piping system. A
Warren Rupp Tranquilizer
pulsation in flow.
This pump was tested at the factory prior to shipment and is ready for operation.
It is completely self-priming from a dry start for suction lifts of 15 feet (4.5 meters) or
less. For suction lifts exceeding 15 feet of liquid, fill the chambers with liquid prior to
priming.
®
surge suppressor is recommended to further reduce
IMPORTANT
Read these instructions completely,
before installation and start-up. It is the
responsibility of the purchaser to retain
this manual for reference. Failure to
comply with the recommendations
stated in this manual will damage the
pump, and void factory warranty.
HAZARD WARNING
POSSIBLE EXPLOSION HAZARD can
result if 1, 1, 1,-Trichloroethane,
Methylene Chloride or other
Halogenated Hydrocarbon solvents are
used in pressurized fluid systems
having Aluminum or Galvanized wetted
parts. Death, serious bodily injury and/
or property damage could result.
Consult with the factory if you have
questions concerning Halogenated
Hydrocarbon solvents.
DANGER
Before doing any maintenance on the
pump, be certain all pressure is completely vented from the pump, suction,
discharge, piping, and all other openings and connections. Be certain the air
supply is locked out or made nonoperational, so that it cannot be started
while work is being done on the pump.
Be certain that approved eye protection
and protective clothing are worn at all
times in the vicinity of the pump. Failure
to follow these recommendations may
result in serious injury or death.
AIR SUPPLY
Air supply pressures cannot exceed 100 psi (7.0 bar). Connect the pump air inlet
(Fig. 1) to an air supply of sufficient capacity and pressure required for desired
performance. When the air line is solid piping, use a short length of flexible hose not
less than
pipes. The weight of the air supply line and of the filter must be supported by some
means other than the air valve cap. Failure to provide support may result in damage
to the pump. A pressure regulating valve should be installed to prevent pressure from
exceeding recommended limits.
WARREN RUPP, INC. A Unit of IDEX Corporation • P.O. Box 1568 • Mansfield, Ohio 44901-1568 USA • (419) 524-8388 • Fax (419) 522-7867
520-130-000 2/97 Model PB1½-A & PB2-A Page 1
1
/2" (12.7mm) in diameter between pump and piping to eliminate strain to
Fig. 1 Air inlet
Page 2
AIR INLET & PRIMING
For start-up, open an air valve approximately 1/2 to 3/4 turn. After the unit primes,
an air valve can be opened to increase flow as desired. If opening the valve increases
cycling rate, but does not increase flow rate, cavitation has occurred, and the valve
should be closed slightly.
For the most efficient use of compressed air and the longest diaphragm life, throttle
the air inlet to the lowest cycling rate that does not reduce flow.
A NOTE ABOUT AIR VALVE LUBRICATION
The SandPiper pump’s pilot valve and main air valve assemblies are designed to
operate WITHOUT lubrication. This is the preferred mode of operation. There may be
instances of personal preference, or poor quality air supplies when lubrication of the
compressed air supply is required. The pump air system will operate with properly
lubricated compressed air supplies. Proper lubrication of the compressed air supply
would entail the use of an air line lubricator (available from Warren Rupp) set to deliver
one drop of 10 wt., non-detergent oil for every 20 SCFM of air the pump consumed
at its point of operation. Consult the pump’s published Performance Curve to
determine this.
It is important to remember to inspect the sleeve and spool set routinely. It should
move back and forth freely. This is most important when the air supply is lubricated.
If a lubricator is used, oil accumulation will, over time, collect any debris from the
compressed air. This can prevent the pump from operating properly.
Water in the compressed air supply can create problems such as icing or freezing
of the exhaust air causing the pump to cycle erratically, or stop operating. This can
be addressed by using a point of use air dryer (available from Warren Rupp) to
supplement a plant’s air drying equipment. This device will remove excess water from
the compressed air supply and alleviate the icing or freezing problem.
CAUTION
Hydrofluoric acid above 40% concentrate should not be pumped with the
polypropylene unit. Check chemical
compatibility chart for other fluids.
CAUTION
Operating temperature limitations are
as follows:
PVDF:PVDF:
PVDF: 200°F (93.3°C) Max. to 10°F (-12.2°C) Min.
PVDF:PVDF:
Polypro.:Polypro.:
Polypro.: 150°F (65°C) Max. to 40°F (4.4°C) Min.
Polypro.:Polypro.:
Fig. 2 Exhaust muffler
MODELS WITH 1" SUCTION/DISCHARGE
OR LARGER, AND NON-METAL CENTER SECTIONS
The main air valve sleeve and spool set is located in the valve body mounted on
the pump with four hex head capscrews. The valve body assembly is removed from
the pump by removing these four hex head capscrews.
With the valve body assembly off the pump, access to the sleeve and spool set
is made by removing a retaining ring (each end) securing the end cap on the valve
body assembly. With the end caps removed, slide the spool back and forth in the
sleeve. The spool is closely sizes to the sleeve and must move freely to allow for
proper pump operation. An accumulation of oil, dirt or other contaminants from the
pump’s air supply, or from a failed diaphragm, may prevent the spool from moving
freely. This can cause the spool to stick in a position that prevents the pump from
operating. If this is the case, the sleeve and spool set should be removed from the
valve body for cleaning and further inspection.
Remove the spool from the sleeve. Using an arbor press or bench vise (with an
improvised mandrel), press the sleeve from the valve body. Take care not to damage
the sleeve. At this point, inspect the o-rings on the sleeve for nicks, tears or abrasions.
Damage of this sort could happen during assembly or servicing. A sheared or cut oring can allow the pump’s compressed air supply to leak or bypass within the air valve
assembly, causing the pump to leak compressed air from the pump air exhaust or not
cycle properly. This is most noticeable at pump dead head or high discharge pressure
conditions. Replace any of these o-rings as required or set up a routine, preventive
maintenance schedule to do so on a regular basis. This practice should include
cleaning the spool and sleeve components with a safety solvent or equivalent,
inspecting for signs of wear or damage, and replacing worn components.
To re-install the sleeve and spool set, lightly lubricate the o-rings on the sleeve with
an o-ring assembly lubricant or lightweight oil such as 10 wt. air line lubricant). Reinstall one end cap, and retaining ring on the valve body. Using the arbor press or
bench vise that was used in disassembly,
body, without shearing the o-rings. Re-install the spool, opposite end cap and
retaining ring on the valve body. After inspecting and cleaning the gasket surfaces on
the valve body and intermediate, reinstall the valve body on the pump using new
gaskets. Tighten the four hex head capscrews evenly and in an alternating cross
pattern, at 150 in./lbs. (16.94 Newton meters).
carefully press the sleeve back into the valve
Fig. 3 Check balls exposed
Fig. 4 Torquing the diaphragm plate
Fig. 5 Torque of diaphragms
Model PB1½-A & PB2-A Page 2 520-130-000 2/97
Page 3
PILOT VALVE
The pilot valve assembly is accessed by removing the main air distribution valve
body from the pump and lifting the pilot valve body out of the intermediate housing
(See Fig. 10).
Most problems with the pilot valve can be corrected by replacing the o-rings.
Always grease the spool prior to inserting it into the sleeve. If the sleeve is removed
from the body, reinsertion must be at the chamfered side. Grease the o-rings to slide
the sleeve into the valve body. Securely insert the retaining ring around the sleeve.
When reinserting the pilot valve, push both plungers (located inside the intermediate
bracket) out of the path of the pilot valve spool ends to avoid damage.
PILOT VALVE ACTUATOR
Bushings for the pilot valve actuators are held in the inner chambers behind the
diaphragms. The plunger may be removed for inspection or replacement. First
remove the air distribution valve body and the pilot valve body from the pump. The
plungers can be located by looking into the intermediate. It may be necessary to use
a fine piece of wire to pull them out. The bushing can be turned out through the inner
chamber by removing the outer chamber assembly. Replace the bushings if pins have
bent.
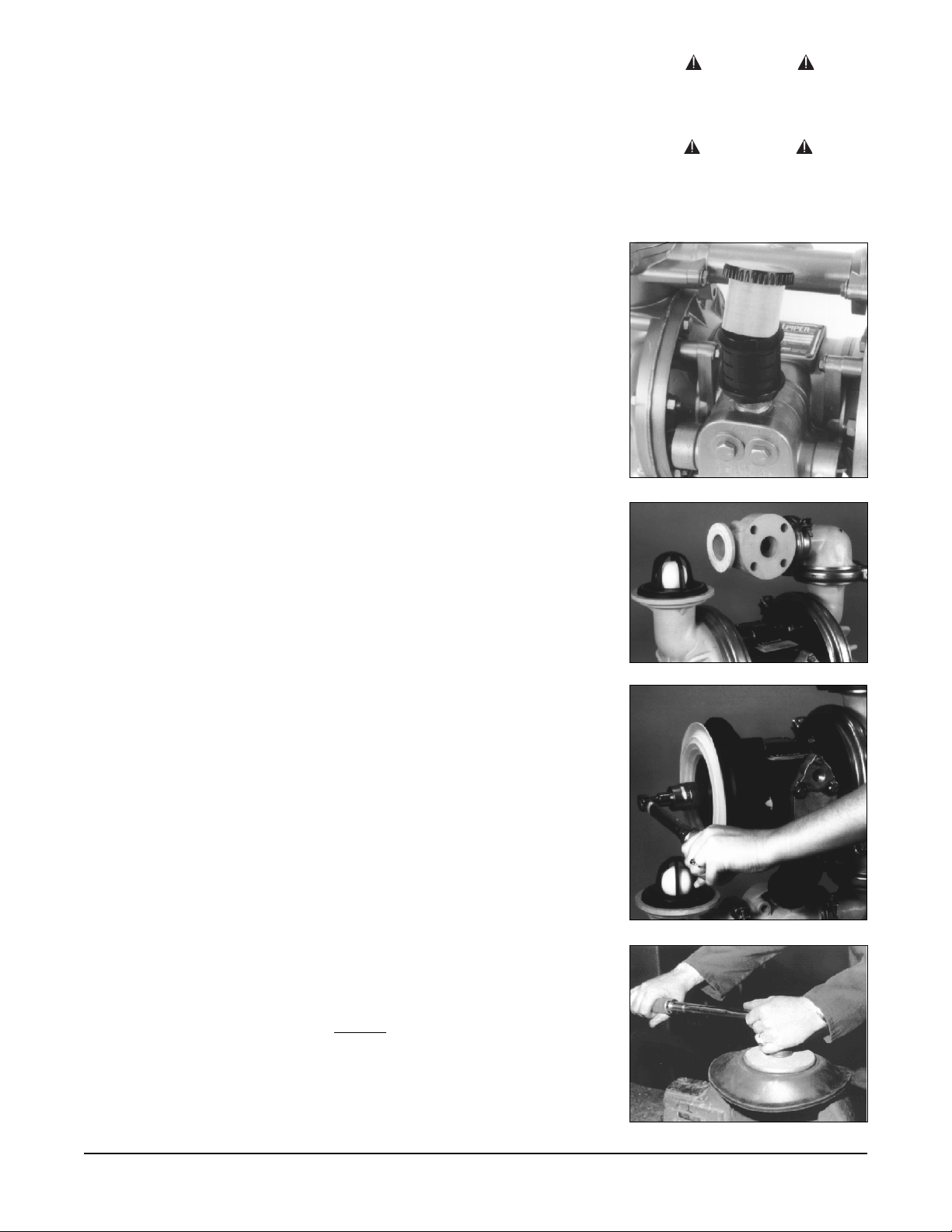
AIR EXHAUST
If a diaphragm fails, the pumped liquid or fumes can enter the air end of the pump,
and be exhausted into the atmosphere. When pumping hazardous or toxic materials,
pipe the exhaust to an appropriate area for safe disposition (see Fig. 2).
This pump can be submerged if materials of construction are compatible with the
liquid. The air exhaust must be piped above the liquid level. Piping used for the air
exhaust must not be smaller than 1" (2.54 cm). Reducing the pipe size will restrict air
flow and reduce pump performance .When the product source is at a higher level than
the pump (flooded suction), pipe the exhaust higher than the product source to
prevent siphoning spills.
Freezing or icing of the air exhaust can occur under certain temperature and
humidity conditions. Use of a Warren Rupp Air Dryer unit should eliminate most icing
problems.
Fig. 6 Gaskets / o-rings
Fig. 7 Gaskets / o-rings
BETWEEN USES
When used for materials that tend to settle out or transform to solid form, the pump
should be completely flushed after each use, to prevent damage. Product remaining
in the pump between uses could dry out or settle out. This could cause problems with
valves and diaphragms at re-start. In freezing temperatures, the pump must be
drained between uses in all cases.
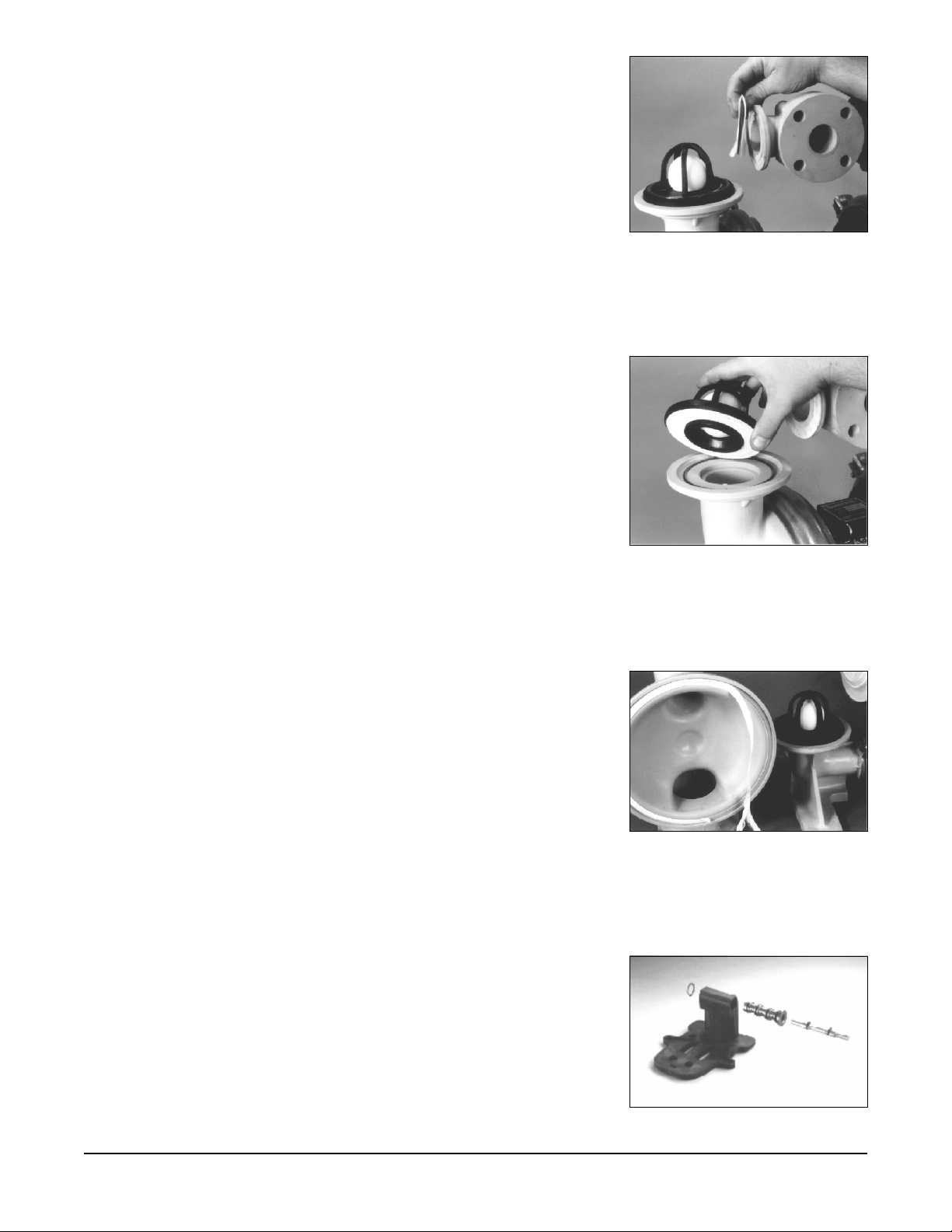
CHECK VALVE SERVICING
Need for inspection or service is usually indicated by poor priming, unstable
cycling, reduced performance or the pump’s cycling but not pumping.
Remove the four V-Band clamps securing the manifold assemblies to the outer
chambers. Inspect the surfaces of both check valve and seat for wear or damage that
could prevent proper sealing. If pump is to prime properly, valves must seat air tight
(see Fig. 3).
DIAPHRAGM SERVICING
Remove the four V-Band clamps securing the manifold assemblies to the outer
chambers. Remove the two V-Band clamps securing the outer chambers to the inner
chambers. Remove the diaphragm assembly (outer plate, diaphragm, inner plate) by
turning the assembly counterclockwise using a 1
plate lugs. For the PB2, use a 1½" (3.8 cm) wrench. To disassemble the diaphragm
assemblies, lock the inner plate in a soft jaws vice and turn the outer plate
counterclockwise from the inner plate using the same wrench. Be sure inner plate is
free of burrs. The interior components consisting of shaft seals, sleeve bearings and
bearing retainers are now accessible for service.
3
/8" (3.492 cm) wrench on the outer
Fig. 8 Gasket, item 63, used only on polypropylene models.
Fig. 9 Sleeve & spool exposed.
520-130-000 2/97 Model PB1½-A & PB2-A Page 3
Page 4

REASSEMBLY
Procedures for reassembling the diaphragms are the reverse of the above. The
diaphragms must be installed with their natural bulge to the outside, toward the outer
diaphragm plate. Install the inner plate with the flat face against the diaphragm.
After all components are in position in a vise and hand tight, tighten with a wrench
to approximately 35 ft. lbs. (420 in./lbs.) (47.45 Newton meters) torque (See Fig. 4).
After both diaphragm assemblies have been assembled, thread one assembly into
the shaft (hold the shaft near the middle in a vise with soft jaws, to protect the finish).
Install this sub assembly into the pump and secure by placing the outer chamber on
the end with the diaphragm. This holds the assembly in place while the opposite side
is installed. Torque the last diaphragm assembly to 25 ft. lbs. (33.90 Newton meters)
(see Fig. 5). This final torquing will lock the diaphragm assemblies together. Place the
remaining outer chamber on the open end and loosely tighten the V-Band clamps.
Replace the manifold assemblies to square the flanges before final tightening of the
V-Band clamps. Make sure necessary gaskets and o-rings are in place (see Figs.
6, 7 & 8).
TROUBLESHOOTING
1. Pump will not cycle
A. Check to make sure the unit has enough pressure to operate and that the air inlet
valve is open.
B. Check the discharge line to insure that the discharge line is neither closed nor
blocked.
C. If the spool in the air distribution valve is not shifting, check the main spool. It must
slide freely.
D. Excessive air leakage in the pump can prevent cycling. This condition will be
evident. Air leakage into the discharge line indicates a ruptured diaphragm. Air
leakage from the exhaust port indicates leakage in the air distribution valve. See
further service instructions.
E. Blockage in the liquid chamber can impede movements of diaphragm.
F. Blockage in exhaust muffler.
2. Pump cycles but will not pump
A. Suction side of pump pulling in air. Check the suction line for air leaks and be sure
that the end of the suction line is submerged. Check flange bolting. Check valve
flanges and manifold to chamber flange joints.
B. Make certain the suction line or strainer is not plugged. Restriction at the suction
is indicated by a high vacuum reading when a vacuum gauge is installed in the suction
line.
C. Check valves may not be seating properly. To check, remove the suction line and
cover the suction port with your hand. If the unit does not pull a good suction (vacuum),
the check valves should be inspected for proper seating.
D. Static suction lift may be too high. Priming can be improved by elevating the suction
and discharge lines higher than the check valves and pouring liquid into the unit
through the suction inlet. When priming at high suction lifts or with long suction lines
operate the pump at maximum cycle rate.
IMPORTANT
Before pump operation, all external
gasketed fasteners must be inspected
for looseness caused by gasket creep
after leaving the factory. Retorque loose
fasteners to insure against leakage.
Follow recommended torques where
called out. (A card is attached to each
new pump stating this fact.)
This pump is pressurized internally with
air pressure during operation. Always
make certain that all bolting is in good
condition and that all of the correct
bolting is reinstalled during assembly.
CAUTION
In the event of diaphragm rupture,
pumped material may enter the air end
of the pump, and be discharged into the
atmosphere. If pumping a product which
is hazardous or toxic, the air exhaust
must be piped to an appropriate area for
safe disposition.
CAUTION
Before maintenance or repair, shut off
the compressed air line, bleed the pressure, and disconnect the air line from
the pump. The discharge line may be
pressurized and must be bled of its
pressure. When used for toxic or aggressive fluids, the pump should
always be flushed clean prior to
disassembly.
WARNING
Take action to prevent static sparking.
Fire or explosion can result, especially
when handling flammable liquids. The
pump, piping, valves, containers or other
miscellaneous equipment must be
grounded.
3. Low performance
A. Capacity is reduced as the discharge pressure increases, as indicated on the
performance curve. Performance capability varies with available inlet air supply.
Check air pressure at the pump inlet when the pump is operating to make certain that
adequate air supply is maintained.
B. Check vacuum at the pump suction. Capacity is reduced as vacuum increases.
Reduced flow rate due to starved suction will be evident when cycle rate can be varied
without change in capacity. This condition will be more prevalent when pumping
viscous liquids. When pumping thick, heavy materials the suction line must be kept
as large in diameter and as short as possible, to keep suction loss minimal.
C. Low flow rate and slow cycling rate indicate restricted flow through the discharge
line. Low flow rate and fast cycling rate indicate restriction in the suction line or air
leakage into suction.
D. Unstable cycling indicates improper check valve seating on one chamber. This
condition is confirmed when unstable cycling repeats consistently on alternate
exhausts. Cycling that is not consistently unstable may indicate partial exhaust
Model PB1½-A & PB2-A Page 4 520-130-000 2/97
Fig. 10 Pilot valve being removed
Page 5

restriction due to freezing and thawing of exhaust air. Use of an anti-freeze lubricant
in an air line lubricator should solve this problem.
E. Blockage in exhaust muffler.
For additional information, see the Warren Rupp Troubleshooting Guide.
WARRANTY:
This unit is guaranteed for a period of five years against defective material and
workmanship.
BEFORE OPERATION
Before pump operation, inspect all
gasketed fasteners for looseness caused
by gasket creep. Retorque loose fasteners to prevent leakage. Follow recommended torques stated in the card attached to the new pump.
RECOMMENDED WARREN RUPP ACCESSORIES
TO MAXIMIZE PUMP PERFORMANCE:
• Tranquilizer® Surge Suppressor: For nearly pulse-free flow.
• Warren Rupp Filter/Regulator: For modular installation and service
convenience.
• Warren Rupp Speed Control: For manual or programmable process
control. Manual adjustment or 4-20mA reception.
For more detailed information on these accessories,
contact your local Warren Rupp Factory-Authorized Distributor,
or Warren Rupp corporate headquarters.
© 1997 Warren Rupp, Inc. All rights reserved.
® SandPIPER and Tranquilizer are registered tradenames of Warren Rupp, Inc.
Printed in U.S.A.
520-130-000 2/97 Model PB1½-A & PB2-A Page 5
Page 6

REPAIR PARTS LIST and DRAWING
®
Models PB11/2-A & PB2-A
ITEM TOTAL
NO. PART NUMBER DESCRIPTION RQD.
1 114-008-551 Intermediate Bracket 1
2 618-003-110 Pipe Plug 1
3 170-018-115 Capscrew, Hex Head 6
4 560-062-360 O-Ring 2
5 360-056-360 Gasket 1
6 710-009-115 Screw, Self-Tapping 6
7 095-075-000 Pilot Valve Body Assembly* 1
7-A 095-072-551 Pilot Valve Body 1
7-B 755-025-000 Sleeve (with O-Ring) 1
7-C 560-033-360 O-Ring (Sleeve) 4
7-D 775-014-000 Spool (with O-Ring) 1
7-E 560-023-360 O-Ring (Spool) 4
7-F 675-037-080 Retaining Ring 1
8 360-059-360 Gasket 1
9 675-043-115 Ring, Retaining 2
10 170-033-115 Capscrew, Hex Head 4
11 165-042-551 Cap, Valve Body 1
12 360-058-360 Gasket 1
13 095-051-551 Body, Spool Valve 1
14 031-040-000 Sleeve & Spool Set 1
15 560-058-360 O-Ring 8
16 165-038-356 Cap, End 2
17 901-005-115 Washer 10
18 170-063-115 Capscrew, Hex Head 1
19 901-035-115 Washer, Flat 1
20 542-001-115 Nut, Square 1
21 196-044-551 Chamber, Inner 1
22 196-046-551 Chamber, Inner 1
23 620-008-114 Plunger, Actuator 2
24 675-041-360 Ring, Sealing 2
25 360-055-360 Gasket, Bearing 2
26 070-026-501 Bearing, Sleeve 2
27 670-029-551 Retainer, Bearing 2
28 135-013-162 Bushing 2
29 560-001-360 O-Ring 2
30 675-042-115 Ring, Retaining 2
31 720-004-360 Seal, U-Cup 2
32 685-040-120 Rod, Diaphragm 1
33 132-020-358 Bumper 2
34 612-080-330 Plate, Inner Diaphragm 2
35 286-005-365 Diaphragm 2
286-005-360 Diaphragm 2
286-005-363 Diaphragm 2
286-005-364 Diaphragm 2
36 286-026-604 Overlay, Diaphragm 2
*Available in kit form. Order P/N 031-058-000
which also includes items 5, 8, 12, 23 & 60.
Type 3
Repair Parts shown in bold face (darker)
type are more likely to need replacement
after extended periods of normal use.
They are readily available from most
Warren Rupp distributors. The pump
owner may prefer to maintain a limited
inventory of these parts in his own stock to
reduce repair downtime to a minimum.
IMPORTANT: When ordering repair parts
always furnish pump model number, serial
number and type number.
MATERIAL CODES
The Last 3 Digits of Part Number
000...Assembly, sub-assembly; and some
purchased items
010...Cast Iron
015...Ductile Iron
025...Music Wire
080...Carbon Steel, AISI B-1112
110...Alloy Type 316 Stainless Steel
112...Alloy “C”
114...303 Stainless Steel
115...301/302/304 Stainless Steel
120...416 Stainless Steel (Wrought Martensitic)
148...Hardcoat Anodized Aluminum
150...6061-T6 Aluminum
151...6063-T6 Aluminum
154...Almag 35 Aluminum
155 or 156...356-T6 Aluminum
157...Die Cast Aluminum Alloy #380
159...Anodized Aluminum
162...Brass, Yellow, Screw Machine Stock
170...Bronze, Bearing Type, Oil Impregnated
180...Copper Alloy
330...Plated Steel
331...Chrome Plated Steel
332...Electroless Nickel Plated
335...Galvanized Steel
354...Injection Molded #203-40 Santoprene —
Duro 40D +/-5; Color: RED
356...Hytrel
357...Rupplon (Urethane Rubber)
360...Buna-N Rubber. Color coded: RED
363...Viton (Fluorel). Color coded: YELLOW
364...E.P.D.M. Rubber. Color coded: BLUE
365...Neoprene Rubber. Color coded: GREEN
366...Food Grade Nitrile. Color coded: WHITE
375...Fluorinated Nitrile
405...Cellulose Fibre
408...Cork and Neoprene
425...Compressed Fibre
440...Vegetable Fibre
500...Delrin 500
501...Delrin 570
520...Injection Molded PVDF, Natural Color,
Food Grade/USDA Acceptable
540...Nylon
550...Polyethylene
551...Polypropylene
555...PVC (Polyvinyl Chloride)
580...Ryton
600...Teflon (virgin material) Tetrafluoroethylene (TFE)
603...Blue Gylon
604...Teflon — Diaphragm
610...Encapsulated Silicon
611...Teflon Encapsulated Viton
Delrin, Teflon, Hytrel, and Viton are
registered tradenames of E.I. DuPont.
Gylon is a registered tradename of Garlock, Inc.
Rupplon and SandPIPER are registered
tradenames of Warren Rupp, Inc.
Ryton is a registered tradename of Phillips
Chemical Company.
Loctite is a registered tradename of Loctite Corporation.
WARREN RUPP, INC. A Unit of IDEX Corporation • P.O. Box 1568 • Mansfield, Ohio 44901-1568 USA • (419) 524-8388 • Fax (419) 522-7867
520-130-000 2/97 Model PB1½-A & PB2-A Page 6
Page 7

ITEM TOTAL
NO. PART NUMBER DESCRIPTION RQD.
37 612-086-551 Plate, Outer Diaphragm 2
(includes item #51, Stud)
612-086-520 Plate, Outer Diaphragm 2
38 196-045-551 Chamber, Outer 2
196-045-520 Chamber, Outer 2
39 670-030-551 Retainer, Ball 4
670-030-520 Retainer, Ball 4
40 722-039-551 Seat, Ball 4
722-039-520 Seat, Ball 4
41 050-005-365 Ball, Check Valve 4
050-010-600 Ball, Check Valve 4
050-005-360 Ball, Check Valve 4
050-005-363 Ball, Check Valve 4
050-005-364 Ball, Check Valve 4
42 560-061-611 O-Ring (Polypro. only) 8
560-061-360 O-Ring (Polypro. only) 8
560-089-611 O-Ring (PVDF only) 8
43 312-036-551 Elbow, Suction 2
312-036-520 Elbow, Suction 2
44 312-035-551 Elbow, Discharge 2
312-035-520 Elbow, Discharge 2
45 518-031-551 Manifold (PB1½) 2
518-031-520 Manifold (PB1½) 2
518-088-520 Manifold (PB2) 2
46 560-060-611 O-Ring 4
560-047-360 O-Ring 4
47 200-019-115 Clamp, V-Band Assembly 2
48 200-020-115 Clamp, V-Band Assembly 4
49 200-021-115 Clamp, V-Band Assembly 4
50 901-001-330 Washer, Flat 6
51 807-026-330 Stud 2
52 530-008-000 Muffler 1
53 312-044-555 Elbow, 45
o
1
54 171-025-332 Capscrew 4
55 545-005-115 Hex Nut 4
56 171-045-332 Carriage Bolt 16
57 545-004-115 Hex Nut 16
60 132-022-360 Bumper 2
61 360-071-600 Gasket (Polypro. only) 8
62 360-072-600 Gasket (Polypro. only) 4
63 360-073-600 Gasket (Polypro. only) 2
NOT SHOWN:
535-015-000 Name Plate 1
535-019-115 Name Plate 2
710-010-115 Self-Tapping Screw 8
031-031-000 Valve Body Assembly 1
(includes items 9, 13, 14, 15, 16)
Repair Parts shown in bold face (darker)
type are more likely to need replacement
after extended periods of normal use.
They are readily available from most
Warren Rupp distributors. The pump
owner may prefer to maintain a limited
inventory of these parts in his own stock to
reduce repair downtime to a minimum.
IMPORTANT: When ordering repair parts
always furnish pump model number, serial
number and type number.
MATERIAL CODES
The Last 3 Digits of Part Number
000...Assembly, sub-assembly; and some
purchased items
010...Cast Iron
015...Ductile Iron
025...Music Wire
080...Carbon Steel, AISI B-1112
110...Alloy Type 316 Stainless Steel
112...Alloy “C”
114...303 Stainless Steel
115...301/302/304 Stainless Steel
120...416 Stainless Steel (Wrought Martensitic)
148...Hardcoat Anodized Aluminum
150...6061-T6 Aluminum
151...6063-T6 Aluminum
154...Almag 35 Aluminum
155 or 156...356-T6 Aluminum
157...Die Cast Aluminum Alloy #380
159...Anodized Aluminum
162...Brass, Yellow, Screw Machine Stock
170...Bronze, Bearing Type, Oil Impregnated
180...Copper Alloy
330...Plated Steel
331...Chrome Plated Steel
332...Electroless Nickel Plated
335...Galvanized Steel
354...Injection Molded #203-40 Santoprene —
Duro 40D +/-5; Color: RED
356...Hytrel
357...Rupplon (Urethane Rubber)
360...Buna-N Rubber. Color coded: RED
363...Viton (Fluorel). Color coded: YELLOW
364...E.P.D.M. Rubber. Color coded: BLUE
365...Neoprene Rubber. Color coded: GREEN
366...Food Grade Nitrile. Color coded: WHITE
375...Fluorinated Nitrile
405...Cellulose Fibre
408...Cork and Neoprene
425...Compressed Fibre
440...Vegetable Fibre
500...Delrin 500
501...Delrin 570
520...Injection Molded PVDF, Natural Color,
Food Grade/USDA Acceptable
540...Nylon
550...Polyethylene
551...Polypropylene
555...PVC (Polyvinyl Chloride)
580...Ryton
600...Teflon (virgin material) Tetrafluoroethylene (TFE)
603...Blue Gylon
604...Teflon — Diaphragm
610...Encapsulated Silicon
611...Teflon Encapsulated Viton
Delrin, Teflon, Hytrel, and Viton are
registered tradenames of E.I. DuPont.
Gylon is a registered tradename of Garlock, Inc.
Rupplon and SandPIPER are registered
tradenames of Warren Rupp, Inc.
Ryton is a registered tradename of Phillips
Chemical Company.
Loctite is a registered tradename of Loctite Corporation.
Model PB1½-A & PB2-A Page 7 520-130-000 2/97
Page 8

*Item 63 comes in 32-inch
lengths. Install in groove on
outer chamber, Item 38 and
trim accordingly. Item 63
goes into the groove at
inside of the tapered casting
sealing bead overlapping
the bead by approximately
1/16 of an inch with the 1/4"
gasket cord stock.
© 1995 Warren Rupp, Inc. All rights reserved.
® SandPIPER is a registered tradename of Warren Rupp, Inc.
Printed in U.S.A.
WARREN RUPP, INC. A Unit of IDEX Corporation • P.O. Box 1568 • Mansfield, Ohio 44901-1568 USA • (419) 524-8388 • Fax (419) 522-7867
520-130-000 2/97 Model PB1½-A & PB2-A Page 8
 Loading...
Loading...