

okuma ES-L6 Maintenance Manual
CNC
LATHE
ESERIES&
OPERATION
(1st
Edition)
Pub.
No.
TL8E1
&
MAINTENANCE
1-U001-R1
Apr.
MANUAL
2000
ESIB
CD
TATUNO
-QKUMA
SAFETY
p-
PRECAUTIONS
(i)
SAFETY
The
machine
hazards
They
must
operation.
This
instruction
Okuma
operator
operating
Furthermore,
incorporation
if
yourselves
1.
BEFORE
PRECAUTIONS
is
arising
also
can
must
the
for
predict.
the
equipped
from
become
manual
be
skilled
machine.
standard
the
safety
TURNING
with
unforeseen
fully
and
the
aware
Be
and
has
machine
redesign
consideration.
of
safety
accidents.
familiar
warning
that
been
the
ON
devices,
with
they
trained.
can
safety
THE
which
But
the
safety
signs
attached
do
cover
not
not
incorporation
guarding
POWER
serve
operators
guidelines
all
every
And
system
to
protect
must
the
machine
to
possible
operator
with
is
required.
personnel
rely
not
presented
hazards.
must
the
ancillary
exclusively
below
cover
only
For
safety
read
this
handling
Never
try
and
machine
on
these
ensure
to
those
consideration,
manual
device
to
install
itself
safety
accident-free
the
hazards
carefully
g.
(e
other
from
devices.
which
the
before
robot)
devices
and
by
2.
(1)
Make
(2)
Make
(3)
Turnonthe
panel.
CHUCK
(1)
Always
(2)
Always
Never
If
(3)
a
chuck
within
(4)
The
maximum
G50
The
If
(5)
the
points:
-
Make
sure
that
the
doorstothe
sure
that
main
there
power
are
PRECAUTIONS
the
the
spindle
fixture
spindle
must
that
front
spindle
is
Also,
helps
be
the
workpiece
shield
exceeding
unique
speed
rotated
close
observe
run
the
or
the
limit.
command
spindle
sure
operation
no
obstacles
disconnect
before
speed
to
your
take
note
can
ensure
to
closetothe
clamped
around
switch
starting
maximums
the
maximum
application,
of
the
workpiece
be
limited
safety
and
panel
the
machine.
before
in
maximum
in
the
turning
the
spindle
for
the
allowable
check
gripping
by
inputting
operation.
chuckisbalanced.
the
electric
on
or
cutting
installed
spindle
the
maximum
force
a
G50
allowable
control
the
CONTROL
operations.
chuck.
speed.
and
command
spindle
cabinet
ON
allowable
balance.
with
speed,
are
closed.
switch
spindle
the
spindle
observe
on
speed
the
the
speed.
operation
and
following
stay
-
Apply
reduces
The
maximum
shield
front
chucking
a
the
allowable
the
andonthe
force
maximum
chuck
gripping
allowable
that
is
spindle
chuck
more
force.
body.
than
amount
speed
The
one-third
of
pressure
and
application
allowable
the
over
to
grip
pressure
maximum
original
the
speed
chuck
workpiece
is
indicatedonthe
and
the
gripping
force
because
applicable
with
centrifugal
nameplate
pressure
the
standard
force
on
ensure
soft-top
the
SAFETY
p-
PRECAUTIONS
(ii)
3.
set
special
Lower
in
the
(6)
jaw
If
-
force.
-
If
the
jaw
holding
the
periphery
-
Machine
(7)
Securely
lubrication
GENERAL
(1)
Check
(2)
Always
(3)
Use
(4)
It
non-soluble
the
use
the
recommended
is
recommended
line
with
jaws
(large
spindle
tightening
the
jaws
of
jaws
the
tighten
oil.
the
Make
CHECKS
amount
the
specified
coolant
the
periphery
than
speed
(jaw
nut
place.
in
the
chuck.
to
the
workpiece
boltsonthe
sure
that
of
lubricating
brand
type
a
to
water-soluble
is
used.
of
standard
because
nut)
This
is
chuck
the
oil
of
of
type
the
chuck
soft-top
centrifugal
is
outsideofthe
a
potentially
shape.
body,
every
is
day
torque
lubricating
cutting
coolant
body.
jaws)
the
least
at
oil.
fluid
to
force
before
are
used,
and
periphery
dangerous
jaws,
and
392
to
starting
(coolant)
prevent
fire.
observe
lower
of
condition.
the
490
N
operation.
when
Do
the
efficiency
chuck,
the
Jaw
black
to
to
[40
possible.
not
attempt
following
reduce
only
nuts
the
specified
50kgf
unmanned
(88
points:
the
one
must
to
chuck
gripping
tightening
always
torque.
Ibf)].
110
operation
be
Use
bolt
within
is
a
if
(5)
Change
and
manual.
(6)
Clean
the
(7)
Make
sure
describedinthis
(8)
Always
power
turn
before
machine-operating
replenish
filters
that
off
beginning
according
each
pressure
manual.
the
power
zone.
lubricating
the
the
to
before
workatthe
oil
and
schedulesinthe
gauge
on
the
beginning
backofthe
coolant
air
any
in
manual.
hydraulic
and
work
inside
machine
each
that
reservoir
lines
the
front
requires
according
display
shield.
an
the
correct
In
addition,
operator
to
to
the
schedules
value
enter
turn
the
as
off
the
the
in
SAFETY
p-
PRECAUTIONS
(iii)
4.
BEFORE
Always
(1)
(2)
Never
operate
Always
(3)
(4)
Never
attempt
workpiece
program
automatic
(5)
Before
Spindle
-
Turret
-
-
Axis
movement
(6)
Never
touch
(7)
Never
attempttostop
(8)
Check
for
the
STARTING
the
follow
close
set
has
operation
attempting
rotation
indexing
jaw
the
power
instructions
the
the
front
run
to
the
in
bugs,
no
the
chips
installation
chuck.
machine
shield
a
new
chuck
cut
be
may
following
or
the
workpiece
a
moving
OPERATION
operation
in
the
without
program
and
a
workpiece
started.
conditions,
all
before
make
operations,
while
object
of
protective
starting
without
sure
the
in
the
by
hand
hydraulic
the
manual.
operation.
checking
that
there
single
sure
make
spindle
or
covers
its
no
is
block
that
rotating.
is
a
tool.
with
pressure,
and
shield
operation.
interference.
no
they
and
If
can
the
mode.
s
in
place.
Run
the
After
problems
be
accomplished
maximum
program
making
discovered,
are
allowable
without
sure
safely.
spindle
that
a
the
speed
(9)
(10)
(11)
(12)
(13)
(14)
(15)
(16)
(17)
(18)
(19)
Check
Check
Check
Make
Before
positions
Check
Check
Make
Make
Check
appropriate
Check
the
the
the
sure
feeding
the
the
sure
sure
the
the
installation
offset
tool
zero
offset
that
the
the
both
for
turret
index/rotation
tailstock
the
cutting
the
that
cutting
points.
The
lamp.
and
settings.
settings.
spindle
turret,
check
theX-and
body
position.
operation
workpiece
fluid
nozzle
work
arrangement
speed
and
the
software
Z-axis.
position.
is
within
securely
positions.
of
lamp
18
the
of
feedrate
the
fitted
They
can
W
tools.
override
setting
limit
allowable
in
the
chuck
be
must
provide
settings
and
the
transmission
or
fixture.
to
properly
set
500
Lux.
of
100%.
are
at
emergency
power
supply
lighting
and
limit
and
cutting
won’t
LS
torque
dazzle
(limit
ranges.
fluid
switch)
the
to
the
dog
operator.
SAFETY
P-
PRECAUTIONS
(iv)
5.
6.
PRECAUTIONS
(1)
Use
meticulous
(2)
(3)
(4)
(5)
(1)
(2)
(3)
(4)
nonflammable
Use
Do
Do
Check
SET
Make
OPERATION.
If
without
Before
If
when
not
not
the
two
leave
heap
the
UP
sure
setup
any
changing
or
lifting
tool
that
is
problems.
more
or
any
up
changed,
workers
setting
AGAINST
care
to
coolant.
flammables
chips.
cutting
setup
the
edge,
is
chuck
heavy
prevent
cutting
complete.
operate
and/or
work
must
objects).
FIRE
especially
fire
around
the
conditions,
RefertoSAFETY
machine
the
jaws,
chuck
together,
Each
when
machine.
and
step-by-step
make
establish
worked
performing
tool
life.
PRECAUTION
make
to
sure
that
the
signals
should
so
be
that
aware
untended
4.
BEFORE
sure
chuck
they
when
operation.
that
cutting
fits
the
can
communicate
a
new
STARTING
can
performed
intended
process
jog.
(for
is
example,
about
to
7.
begin.
(5)
(6)
Use
When
crane
the
attempting
WORKPIECE
(1)
(2)
(3)
(4)
(5)
(6)
(7)
sure
Make
Before
injure
Before
Before
in
Before
When
Before
loading
the
loading
running
the
chuck.
machininganirregular-shaped
handing
loading
chucking.
operator.
or
that
workpieces
or
and
a
heavy
a
equivalent
an
unfamiliar
LOADING
are
unloading
unloading
program,
new
workpieces,
workpiece,
tool
handle
to
setup,
AND
loaded
a
workpiece,
a
workpiece,
rotate
use
make
sure
heavy
objects.
recheck
the
setup
UNLOADING
and
unloaded
make
crane,
the
the
sure
to
make
hoist,
workpiece
retract
the
spindle
workpiece,
the
that
before
securely.
so
turret
that
make
sure
other
or
that
the
sure
that
has
beginning
the
cutting
spindle
that
the
is
balanced
it
similar
a
portion
operation.
toolsinthe
cometoa
has
workpiece
tool.
that
can
complete
securely
is
properly.
be
used
turret
for
cannot
stop.
clamped
proper
SAFETY
P-
PRECAUTIONS
(V)
8.
9.
AT
THE
(1)
Clean
(2)
Move
(3)
Turn
disconnect
(4)
Make
WHEN
(1)
Stop
panel.
(2)
Consult
be
taken.
(3)
two
If
example,
process
Only
(4)
END
the
machine.
the
turret
off
the
CONTROL
switch.
sure
all
PROBLEM
A
the
machine
the
with
or
more
when
is
about
use
specified
OF
the
to
power
immediately
person
workers
lifting
begin.
to
replacement
THE
switches
DAY
predetermined
ON
switchonthe
are
OCCURS
by
in
charge
work
must
or
setting
heavy
parts
retraction
operation
turned
off.
pressing
maintenance
of
together,
objects).
and
fuses.
position.
panel
the
EMERGENCY
to
establish
Each
before
determine
signals
worker
so
should
turning
STOP
what
that
off
switch
corrective
can
they
aware
be
the
on
main
the
power
operation
measures
communicate
a
when
new
need
(for
to
10.
GENERAL
(1)
Wears
(2)
Keep
(3)
Never
(4)
During
gloves,
(5)
During
(6)
Dismantle
(7)
The
on
plastic
allowable.
(8)
If
system
(9)
When
the
appropriate
the
touch
cleaning
goggles
cleaning
materials
this
machine.
or
the
workpiece
shouldbeadded.
the
tailstock
PRECAUTIONS
clothing.
machine
the
wood
reduced
to
and
CNC
the
the
machine,
safety
and
machine,
the
revolving
as
such
But
should
or
processing
valveofthe
the
keep
the
control
center
cast
the
flammable
be
prohibited.
speed
area
system
loading
shoes.
an
of
iron
.carbon
materials
tailstock
of
around
and
Do
not
operator
the
tailstock
materials
Also
the
tailstock
it
or
switches
unloading
wear
must
steel
the
are
likely
is
adjusted,
clean
gloves
wear
before
.copper
such
low
flash
to
center
and
organized.
with
workpiece,
when
safety
inspecting
.brass
magnesium
as
point
produce
is
necessary
it
lower
hands.
wet
an
an
operator
gloves
and
.bronze
cutting
the
than
operator
is
use
and
maintaining
and
aluminum
.magnesium
fluid
noxious
to
adjusted
20
mm/sec
must
operating
iron-crook.
alloy
and
lubricant
dust,
the
the
for
safety
wear
a
the
machine.
can
.carbon
is
extraction
throttle
safety
machine.
be
used
bar,
not
valve
of
consideration.
(10)
During
authorized
a
normal
operation,
persons
to
operate.
the
NC
PANEL
lockable
switch
should
beinthe
lock”
“
position
only
for
(11)
About
detailsofnoise
test,
please
refer
section6.The
to
figures
quoted
SAFETY
are
emission
P-
PRECAUTIONS
levels
and
(Vi)
11.
are
not
exposure
required.
characteristicsofthe
and
other
country.
evaluationofthe
(12)
The
disposal
If
(13)
the
safety
Only
buyer
related
after
SAFETY
1.
Front
polycarbonate
2.
Shield
3.
Chuck
necessarily
levels,
this
Factors
adjacent
Information,
This
hazard
wastes,
of
wants
components,
confirming
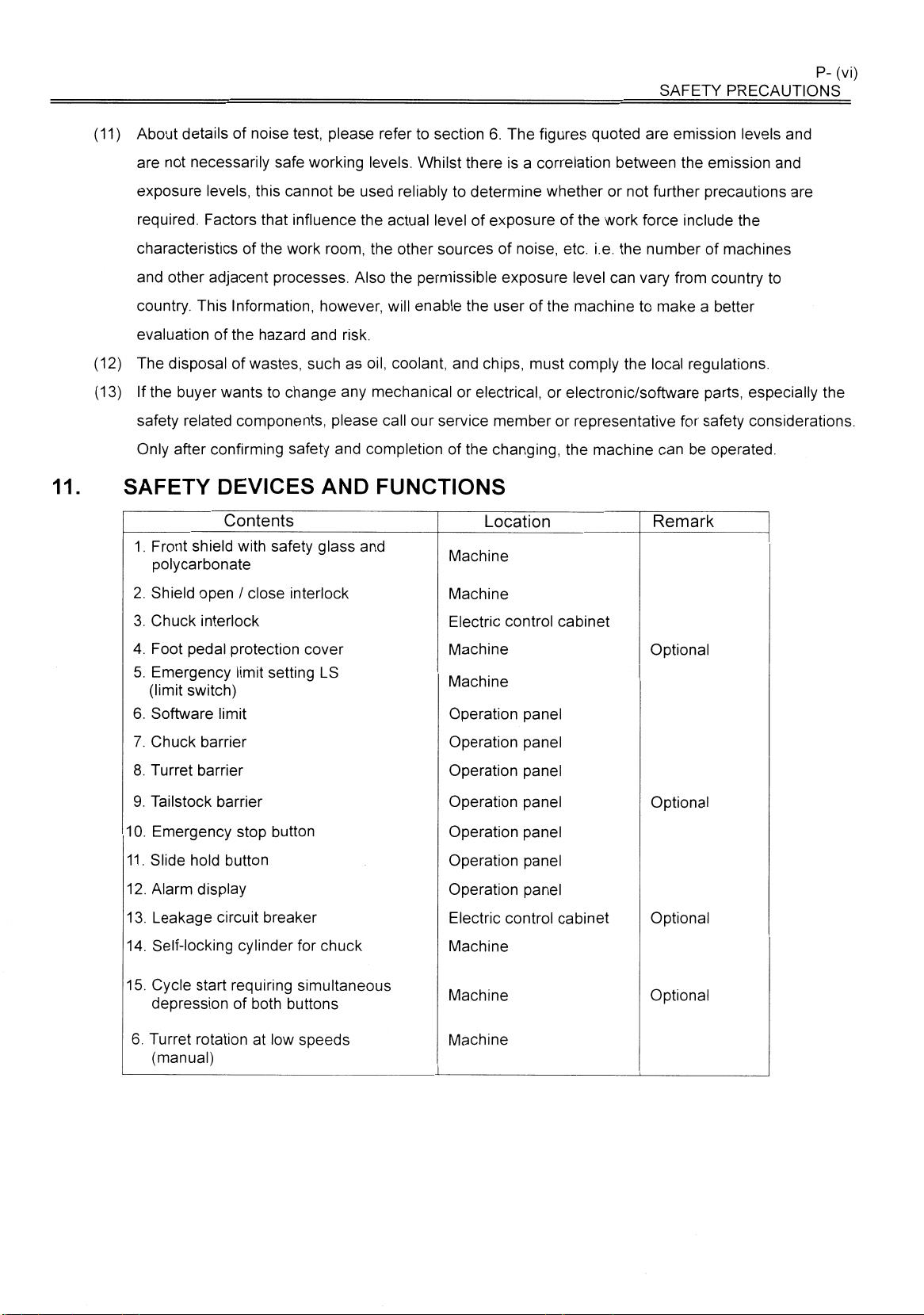
DEVICES
Contents
shield
with
/
open
interlock
close
safe
working
cannot
that
influence
work
processes.
and
such
to
change
safety
safety
interlock
be
used
the
room,
Also
however,
risk.
as
oil,
any
please
and
completion
AND
glass
and
levels.
the
mechanical
reliably
actual
other
the
will
enable
coolant,
our
call
Whilst
there
determine
to
level
of
sources
permissible
the
and
or
service
of
the
FUNCTIONS
Machine
Machine
Electric
is
a
exposure
noise,
of
exposure
user
of
chips,
must
electrical,
member
changing,
Location
control
correlation
whether
of
etc.
the
or
electronic/software
or
the
cabinet
between
or
not
the
work
i.e.
the
can
level
machine
comply
representative
the
machine
the
emission
further
force
precautions
include
the
numberofmachines
vary
to
local
make
can
country
from
a
better
regulations.
parts,
safety
for
be
operated.
especially
considerations.
Remark
and
are
to
the
4.
Foot
5.
Emergency
(limit
6.
Software
Chuck
7.
Turret
8.
Tailstock
9.
Emergency
10.
11.
Slide
12.
Alarm
13.
Leakage
14.
Self-locking
Cycle
15.
depression
6.
Turret
(manual)
pedal
switch)
limit
barrier
barrier
barrier
hold
display
circuit
start
rotation
protection
setting
limit
button
stop
button
breaker
cylinder
requiring
of
both
low
at
cover
LS
for
chuck
simultaneous
buttons
speeds
Machine
Machine
Operation
Operation
Operation
Operation
Operation
Operation
Operation
Electric
control
Machine
Machine
Machine
panel
panel
panel
panel
panel
panel
panel
cabinet
Optional
Optional
Optional
Optional
SAFETY
P-
PRECAUTIONS
(vii)
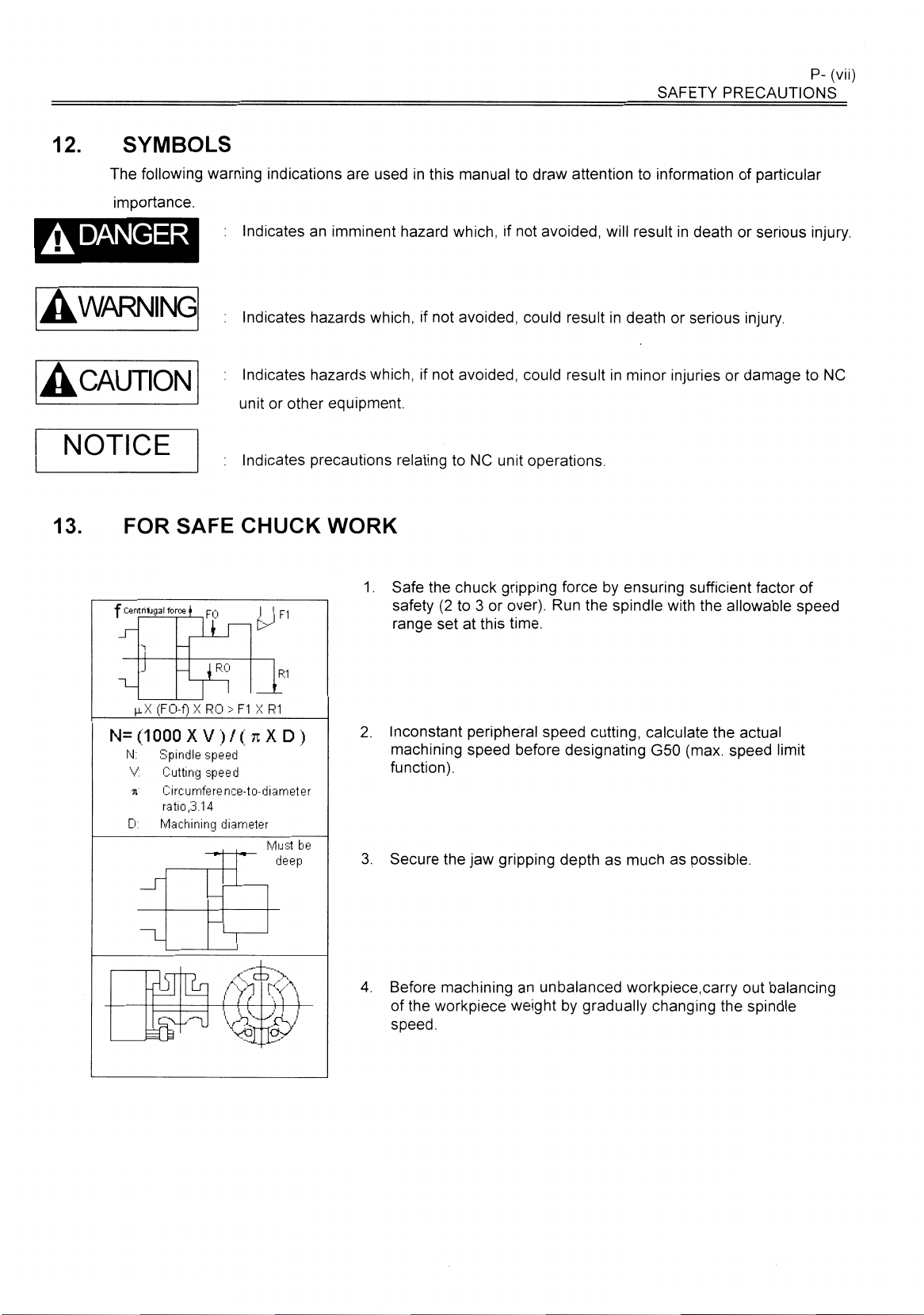
12.
A
|AWARNING|
ACAUTION
NOTICE
13.
SYMBOLS
The
following
importance.
DANGER
FOR
Cgritriliqal
SAFE
force
-i
warning
f
pQ
1R0
indications
Indicates
:
Indicates
Indicates
unitorother
Indicates
CHUCK
F1
R1
are
usedinthis
an
imminent
hazards
hazards
precautions
which,
which,
equipment.
WORK
.
1
hazard
if
if
relating
Safe
the
safety
range
which,
not
not
to
(2
set
manual
avoided,
avoided,
unit
NC
chuck
or
to
3
this
at
to
draw
not
if
avoided,
could
could
operations.
gripping
over).
time.
attention
will
resultindeath
in
result
force
by
Run
the
spindle
to
information
resultindeath
or
serious
minor
injuriesordamage
ensuring
sufficient
with
the
of
particular
or
serious
injury.
factor
allowable
injury.
NC
to
of
speed
N=
N:
M.X
(1000
V:
n
D:
(FO-f)
RO
X
F1
>
XV)/(JIXD)
Spindle
speed
Cutting
speed
Circumference-to-diameter
3.
14
ratio,
Machining
diameter
am
X
R1
Must
deep
be
2.
Inconstant
machining
function).
3.
Secure
4.
Before
of
speed.
machining
the
workpiece
peripheral
speed
jaw
the
speed
before
gripping
unbalanced
an
weight
cutting,
designating
depth
as
by
gradually
calculate
(max.
G50
much
as
workpiece,
changing
the
actual
speed
possible.
carry
the
out
balancing
spindle
limit
T
-slot
[]
Jig
O
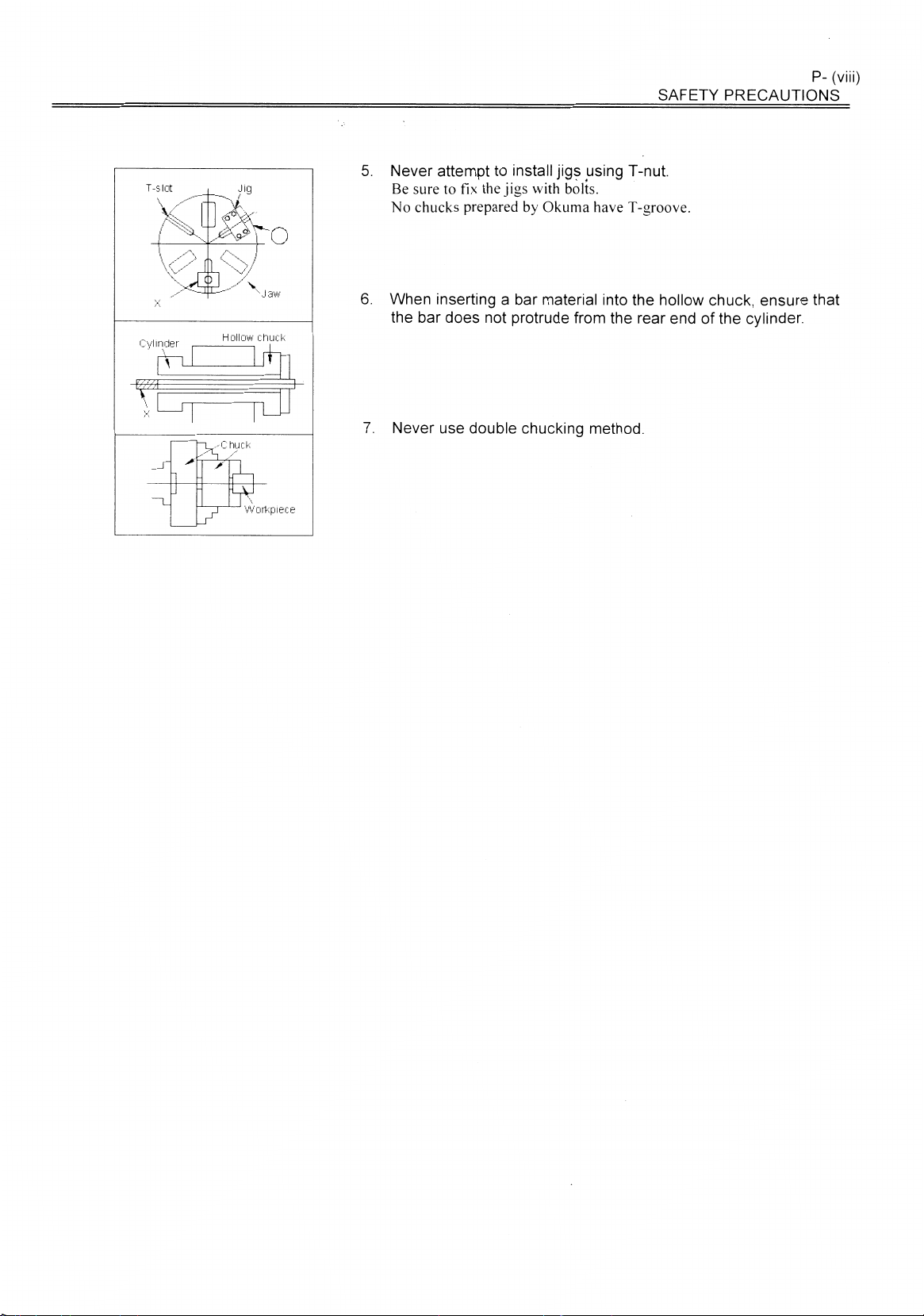
5.
Never
Be
sure
No
chucks
attempt
to
fix
prepared
the
to
jigs
install
with
by
Okuma
jigs
bolts.
using
have
SAFETY
T-nut.
T-groove.
P-
PRECAUTIONS
(viii)
Cylinder
'i
o
Hollow
3\
chuck
Workpiece
6.
7.
When
the
bar
Never
inserting
does
not
use
double
a
bar
protrude
chucking
material
from
into
the
the
method.
rear
hollow
end
chuck,
of
the
ensure
cylinder.
that
SAFETY
P-
PRECAUTIONS
(ix)
14.
CAUTION
machine
The
and
follow
Do
not
a
new
plate,
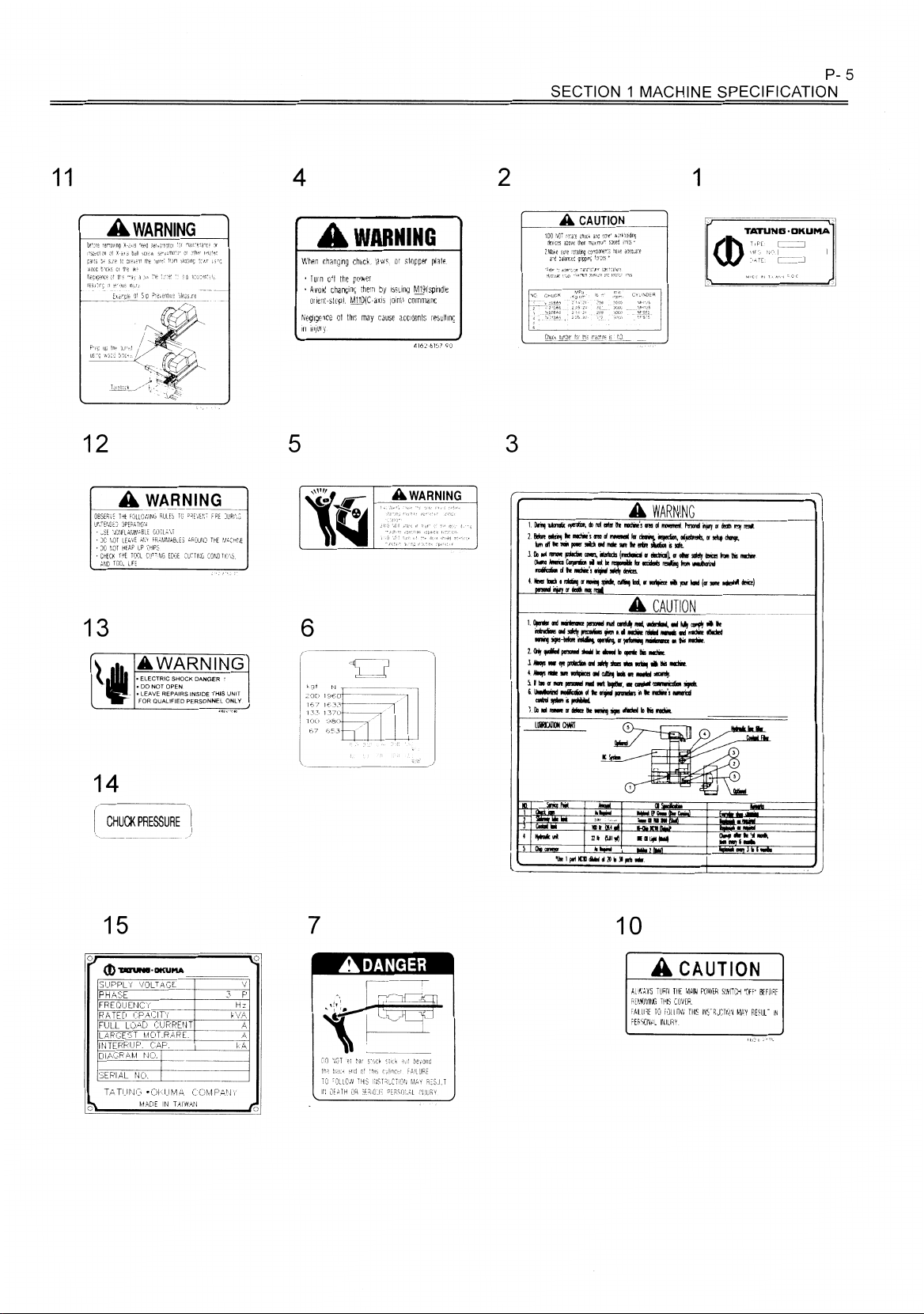
(1)
Caution
Tatung-Okuma
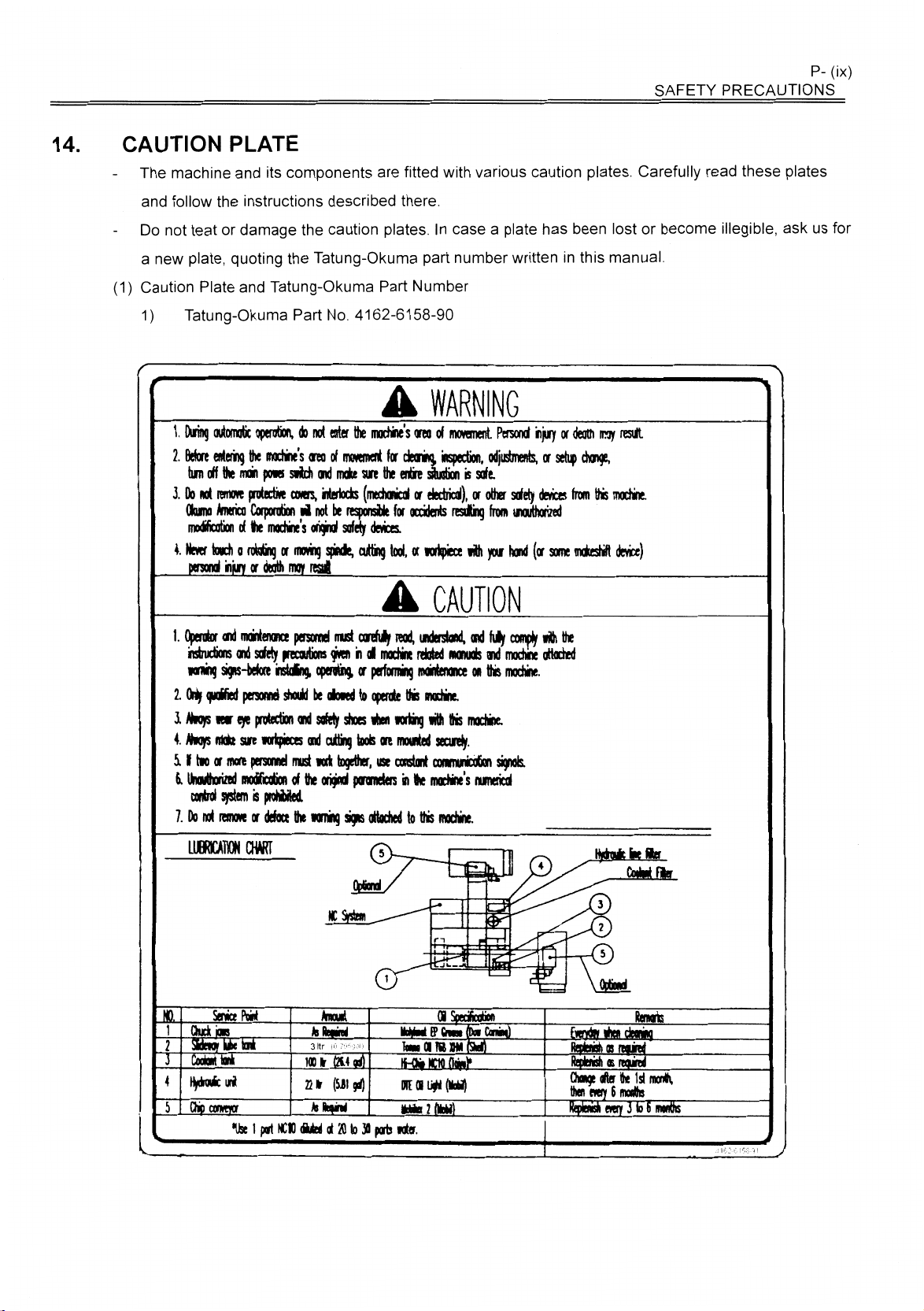
1)
tog
1.
2.
Before
twn
3.
Do
Okuma
modification
4.
Never
personal
PLATE
the
teat
or
quoting
Plate
outomotic
entering
off
tke
not
remove
America
touch
injury
its
and
components
instructions
damage
the
Tatung-Okuma
and
Part
operation,
the
machine's
main
of
o
swtch
poser
covers,
protective
Corporrion
the
machine's
or
rotating
moving
may
death
or
are
described
the
caution
Tatung-Okuma
Part
4162-6158-90
No.
not
do
enter
the
modiine's
of
area
movement
aid
make
sure
(mechanical
ntertocks
ii
not
be
responsible
safety
spinde,
cutting
_
devices.
original
resaft
fitted
there.
plates.
Number
A
for
cleaning
the
entire
for
Occidents
tool,
or
In
part
with
case
number
various
a
plate
written
caution
has
in
WARNING
of
ora
movement.
inspection,
station
electrical),
or
wkpiece
Personal
adjustments,
is
soft
other
or
resiling
from
tih
your
hand
_
or
injury
or
setup
devices
safety
unouthorized
(or
some
plates.
been
lost
manual.
this
death
rroy
resvdt
change,
this
machine.
from
device)
makeshift
Carefully
become
or
read
illegible,
these
plates
ask
us
for
1.
2.
3.
4.
5.
6.
7.
and
Operator
instructions
varning
Only
fays
Allays
1
Unauthorized
control
Do
maintenance
and
signs-before
gvaified
eye
mr
make
sure
or
more
tw
modification
system
not
remove
LUGRtCATION
HO
Soviet
Print
i
2
l&E
T
4
A
tank
Coofot
unit
HydraAc
cawyor
Cho
the
personnel
precautions
safety
instJng,
personnel
should
and
protection
lorkpieces
personnel
must
of
prohbted.
is
or
deface
the
CHART
I
NCK
iflufo
part
must
given
in
operating,
be
atoued
shoes
safety
and
cutting
wort
together,
the
original
parvneters
warning
signs
System
NC
fount
tetenfo
Itr
3
(214
100
(SJIgU)
n
*
jnfoW
20
at
to
A
carefuly
read,
J
machine
or
performing
to
this
operate
then
larking
tools
are
mounted
constant
use
the
in
to
attached
5
1
IttMB’Cna
jjgajajjg
tHhKtOfliyk
30
parts
nato.
CAUTION
understand,
related
maintenance
this
and
fidy
comply
manuals
mochine
and
mochine.
this
on
machine.
this
mith
mochine.
securely.
communication
machine's
signals.
numerical
machine.
—
5
3
SSI
with
attached
m
COMM
S
the
he
Hytafc
CmWIitr
3
2
5
Remote
when
as
after
every
t
every
tong
mind
the
1st
menth
3
to
Ewndw
Rtricneh
Replenishasrequired
Change
then
Reptawsfi
Her
raonkh.
6"ÿ
-M
:
i
IF:
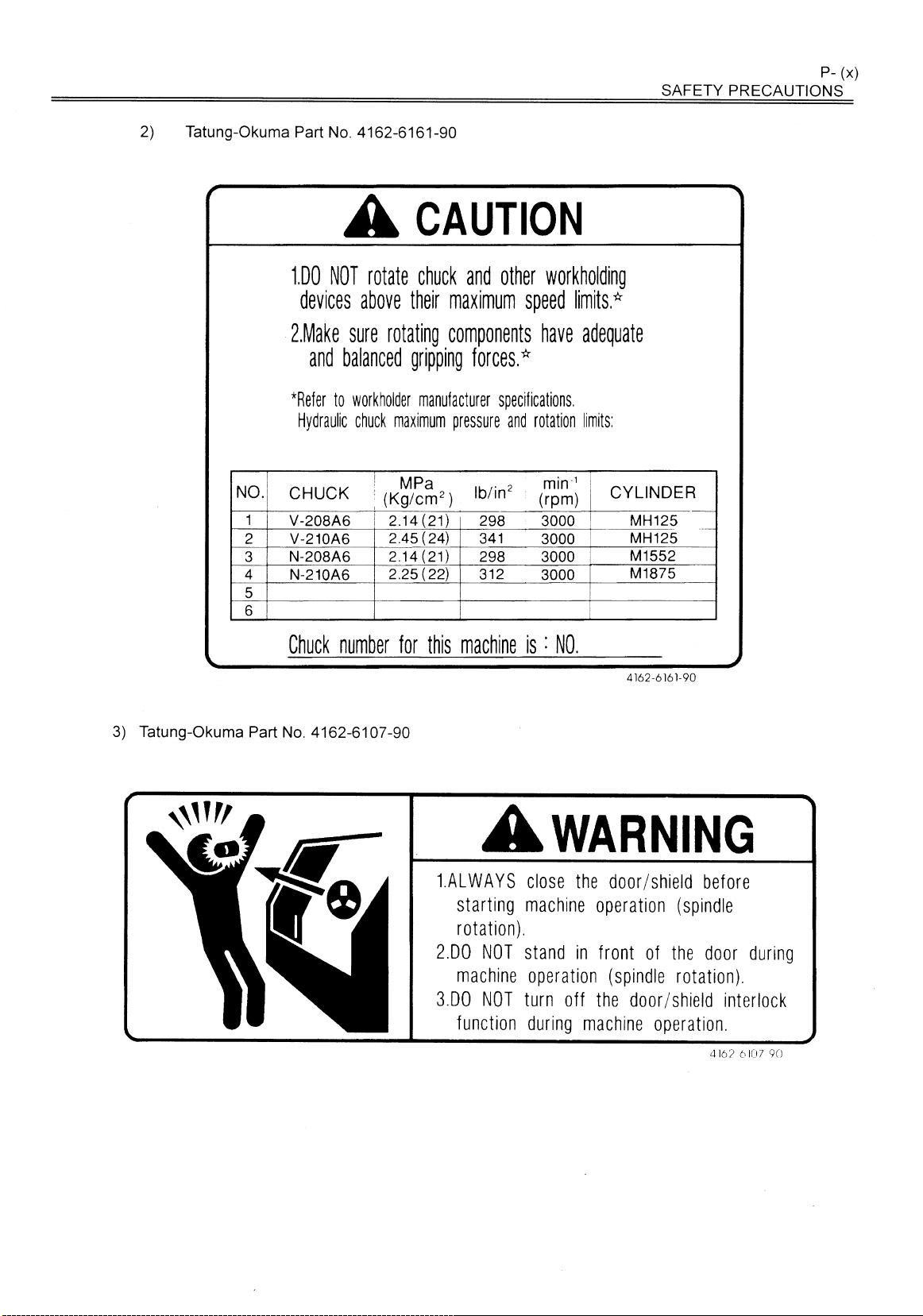
2)
Tatung-Okuma
Part
No.
4162-6161-90
SAFETY
P-
PRECAUTIONS
(X)
NO.
1
2
3
4
A
6
A
1.D0
NOT
devices
2.Make
*Refer
Hydraulic
CHUCK
V-208A6
V-210A6
N-208A6
N-210A6
Chuck
sure
and
balanced
workholder
to
chuck
number
CAUTION
rotate
above
chuck
their
rotating
gripping
manufacturer
maximum
MPa
(Kg/cm2)
2.14(21)
2.45(24)
2.14(21)
2.25(22)
for
other
and
maximum
speed
components
forces*
specifications.
pressure
this
and
Ib/in2
298
341
298
312
machine
is
workholding
limits*
adequate
have
rotation
min
(rpm)
3000
3000
3000
3000
:
NO.
limits:
1
CYLINDER
MH125
MH125
M1552
M1875
4162-6161-90
3)
Tatung-Okuma
Part
M
No.
4162-6107-90
A
1.
ALWAYS
starting
rotation).
2.
DO
NOT
machine
3.
DO
NOT
function
WARNING
close
machine
stand
operation
turn
during
the
door/shield
operation
in
front
(spindle
off
the
machine
before
(spindle
of
the
door
rotation).
door/shield
operation.
interlock
4
162
6107
during
90
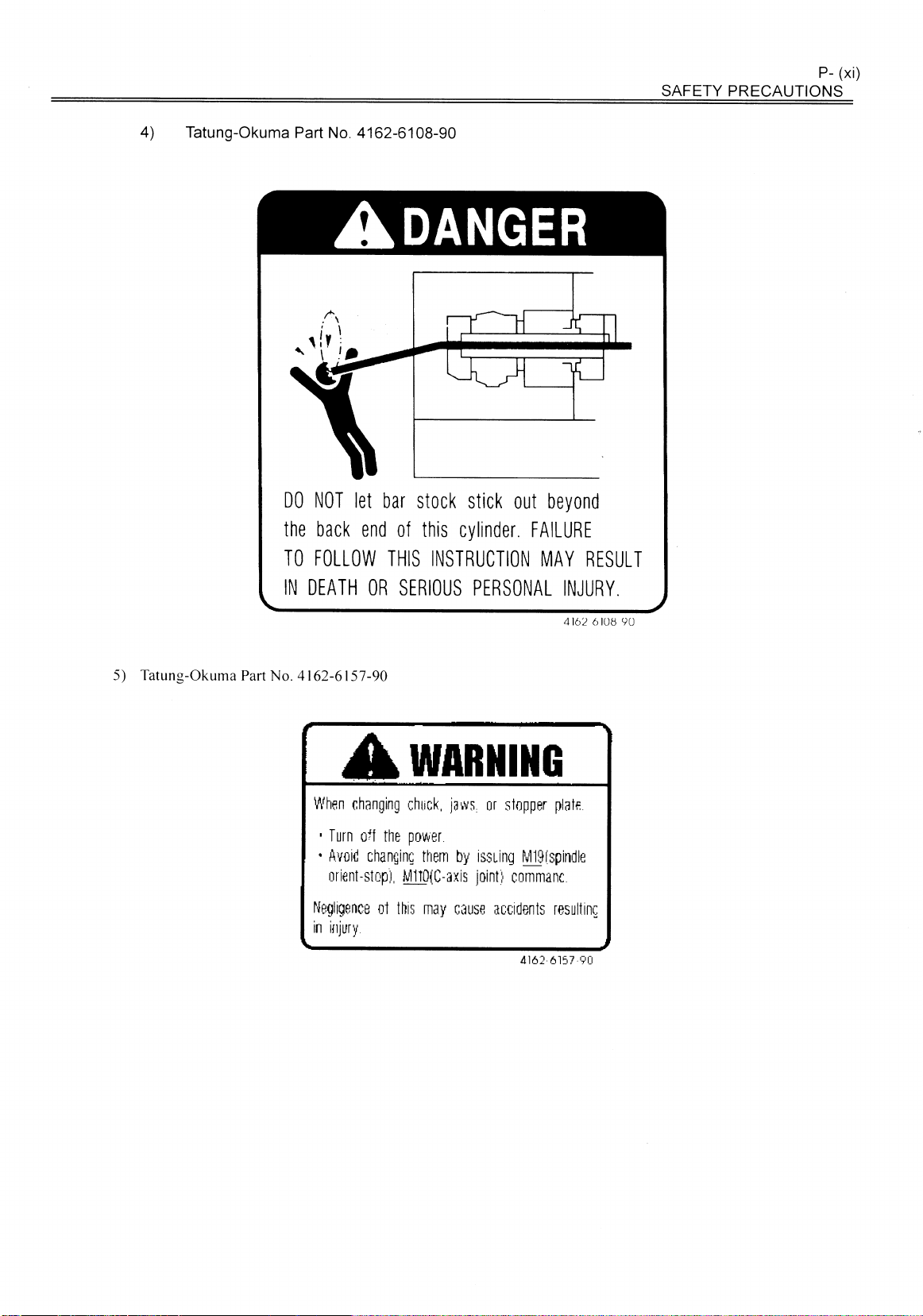
4)
Tatung-Okuma
Part
No.
4162-6108-90
DANGER
SAFETY
P-
PRECAUTIONS
(xi)
5)
Tatung-Okuma
Part
No.
\
DO
the
TO
IN
4
1
A
\m
\'
NOT
back
bar
let
endofthis
FOLLOW
DEATH
62-6
1
57-90
OR
A
r~r~~H
stock
THIS
SERIOUS
stick
cylinder.
INSTRUCTION
PERSONAL
out
x
beyond
FAILURE
MAY
INJURY.
4I62
WARNING
RESULT
6
108
90
changing
When
Turn
off
•
Avoid
changing
orient-stop),
Negligence
in
injury.
ot
chock,
the
power.
them
MMC-axis
may
this
jaws,
by
issiing
joint)
cause
stopper
or
M19(
commanc.
accidents
4162-
plate.
spindle
resulting
6157-90
6)
Tatung-Okuma
Part
No.
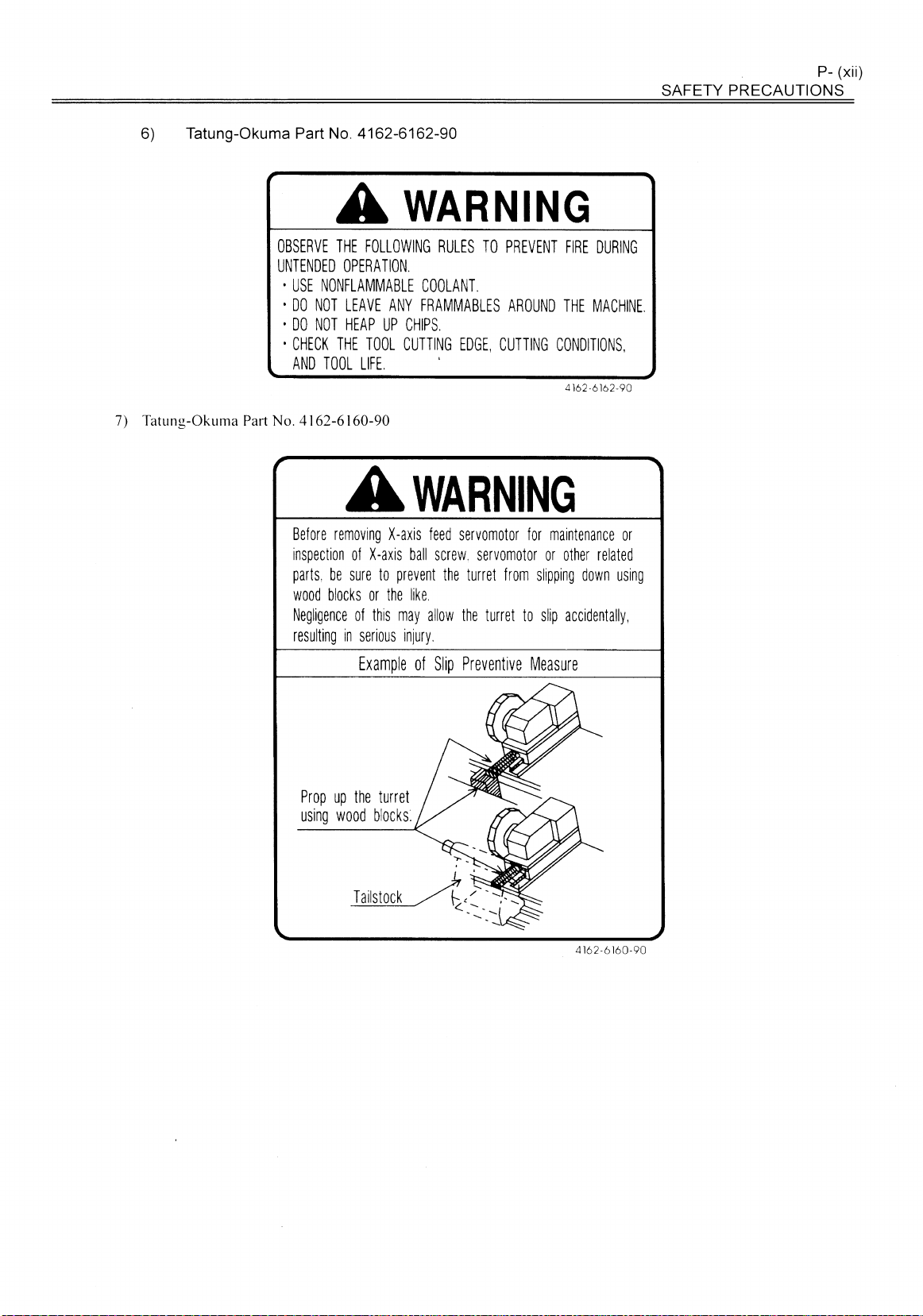
4162-6162-90
SAFETY
P-
PRECAUTIONS
(xii)
7)
Tatung-Okuma
OBSERVE
UNTENDED
•
USE
•
DO
•
DO
•
CHECK
AND
Part
No.
Before
inspection
parts,
wood
Negligence
resulting
A
THE
OPERATION.
NONFLAMMABLE
NOT
LEAVE
HEAP
NOT
THE
TOOL
4162-6160-90
A
removing
of
sure
be
blocksorthe
of
in
WARNING
FOLLOWING
ANY
UP
CHIPS.
TOOL
CUTTING
LIFE.
WARNING
X-axis
X-axis
ball
to
prevent
like,
may
this
serious
injury.
Example
of
TO
RULES
COOLANT.
FRAMMABLES
feed
screw,
the
allow
Slip
PREVENT
AROUND
EDGE,
CUTTING
servomotor
servomotor
from
turret
the
turret
to
Preventive
FIRE
DURING
THE
MACHINE.
CONDITIONS,
4162-6162-90
maintenance
for
or
other
related
slipping
down
slip
accidentally,
Measure
or
using
Prop
using
up
the
wood
Tailstock
turret
blocks:
'<ÿ
4162-6160-90
SAFETY
P-
PRECAUTIONS
(xiii)
15.
Others
(1)
The
For
(2)
Be
machine
safety
sure
to
is
designed
consideration,
the
turn
off
main
to
do
cutting
not
cut
power
iron,
wood,
switch
aluminum,
magnesium
before
maintaining
copper,
ally
bronze
and
other
this
cast
and
combustible
machine.
iron.
materials.
INTRODUCTION
you
Thank
for
choosing
a
Tatung-Okuma
Model
ES-L6
CNC
lathe.
We
are
proud
INSTRUCTION
to
have
among
our
Tatung-Okuma
This
instruction
maintenance
long
clearly
before
period,
the
understood
the
machineisinstalled
family
manual
you
of
machine
of
Model
and
users.
contains
ES-L6
must
carefully
concise
CNC
be
properly
followed.
to
and
information
lathe.Tomake
installed
are
You
file
on
it
keep
on
the
installation,
the
and
most
operating
of
its
and
encouragedtostudy
for
future
reference.
setup,
operation,
outstanding
maintenance
this
instruction
and
performance
procedures
manual
over
a
must
carefully
be
TABLE
OF
CONTENTS
TABLE
OF
CONTENTS
p-(i)
PAGE
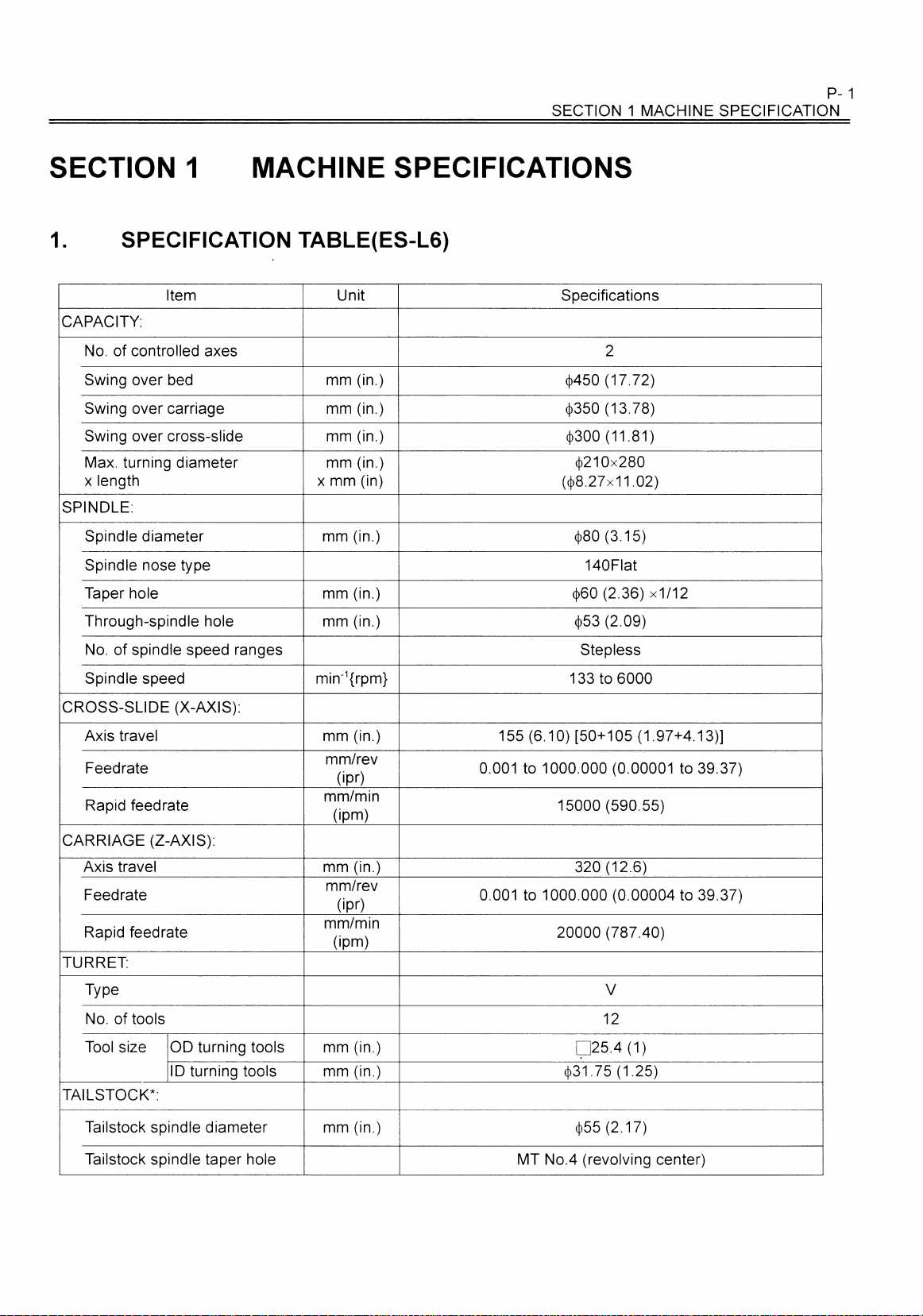
SECTION
SPECIFICATION
1.
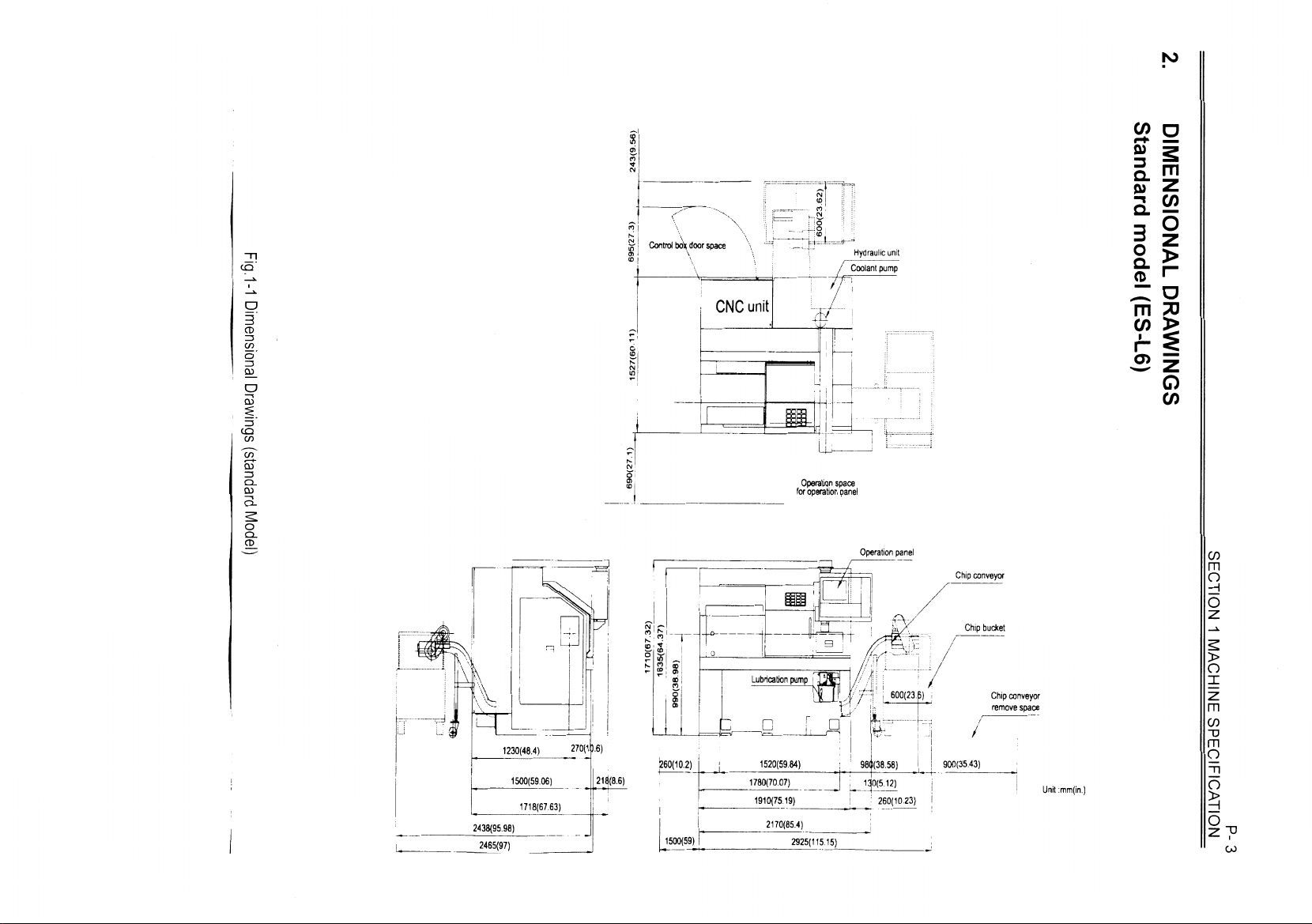
DIMENSIONAL
2.
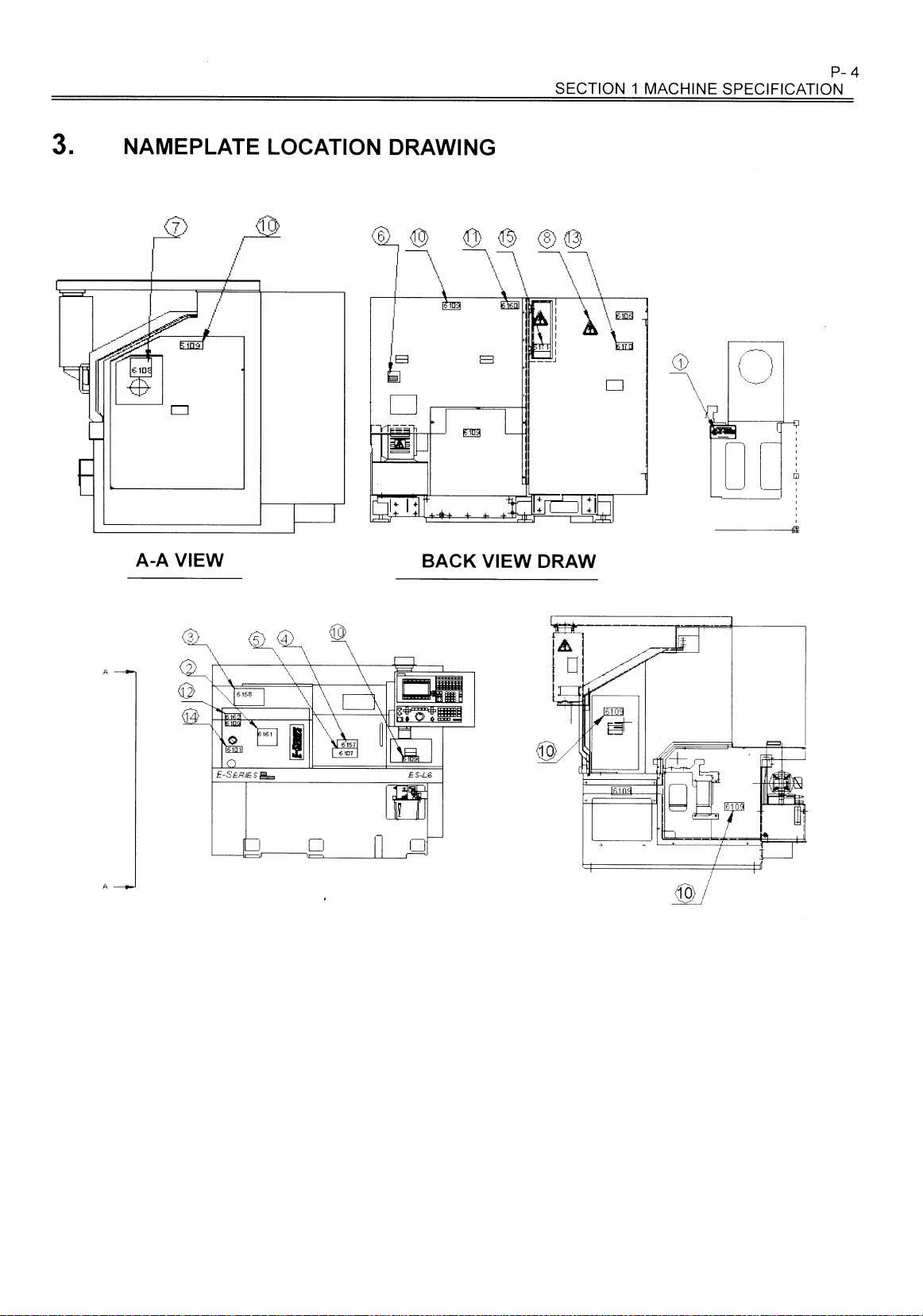
3.
NAME
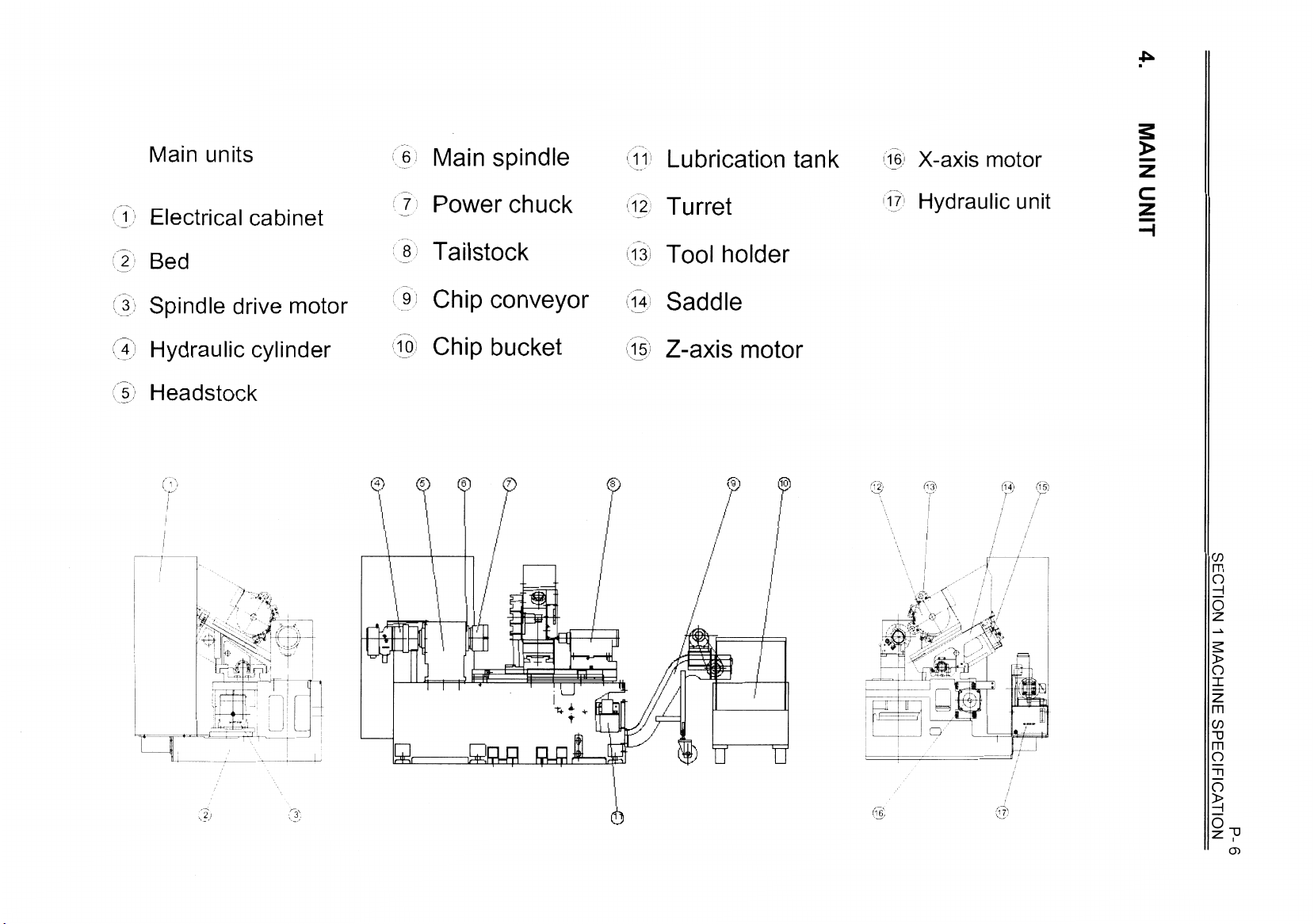
4.
MAIN
SECTION
1
.
GUIDE
2.
CAREINHANDLING
2-1.
2-2.
2-3.
2-4.
3.
FOUNDATION
3-1.
4.
GENERAL
MACHINE
1
PLATE
UNIT
HANDLING
2
TO
Machine
Precaution
Rolling
Component
General
SPECIFICATIONS
TABLE
DRAWINGS
LOCATION
AND
A
SELECT
REQUIREMENTS
PROCEDURE
INSTALLATION
A
Lifting
Lifting
for
parts
Precautions
DRAWINGS
INSTALLATION
PRECISION
for
lifting
for
Building
FOR
INSTALLATION
1
OF
SITE
MACHINE
a
New
MACHINE
Foundation
1
3
4
6
7
7
8
9
11
11
11
12
12
13
4-1.
4-2.
LEVELING
5.
5-1.
6.
FOUNDATION
7.
POWER
7-1.
7-2.
8.
LUBRICATION
9.
DISMANTLING
SECTION
.
1
BEFORE
1-1.
1-2.
1-3.
1-4.
Procedure
Precautions
Leveling
REQUIREMENT
Inspection
Electrical
3
MACHINE
STARTING
NC
Setting
MC
Alarm
for
MACHINE
THE
Procedure
PLAN
of
Work
OIL
OPERATION
Operation
Zero
Parameter.
User
Installation...
for
Installation
Cable
Connection
REQUIRED
OPERATIONS
Offsets.
AT
INSTALLATION
13
13
14
14
15
16
16
17
18
18
19
19
19
36
48
52
TABLE
OF
CONTENTS
p-(ii)
PAGE
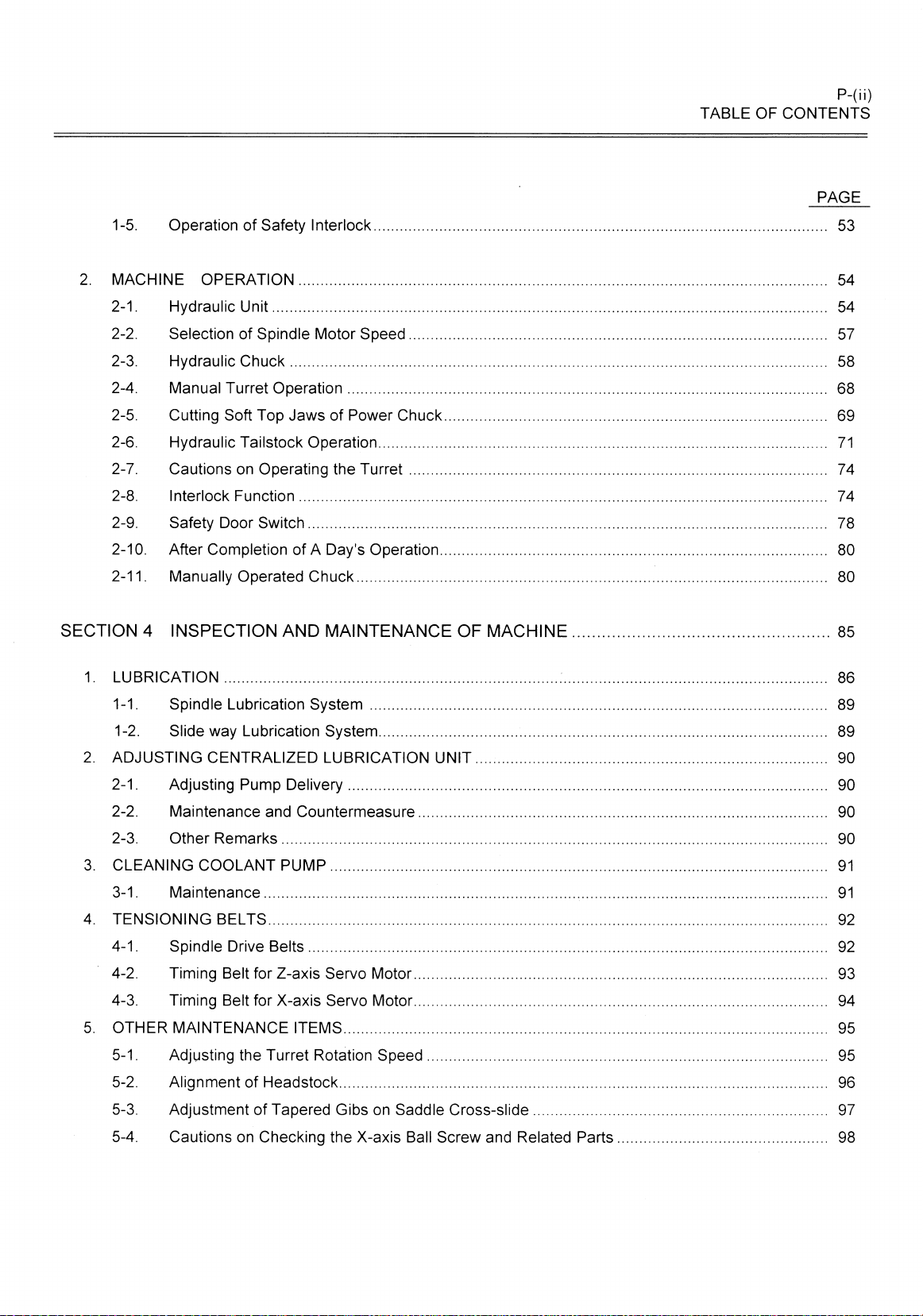
1-5.
MACHINE
2.
2-1.
2-2.
2-3.
2-4.
2-5.
2-6.
2-7.
2-8.
2-9.
2-1
2-1
SECTION
LUBRICATION
1.
1-1.
1-2.
ADJUSTING
2.
2-1.
2-2.
2-3.
3.
CLEANING
3-1.
4.
TENSIONING
4-1
4-2.
4-3.
5.
OTHER
5-1.
5-2.
5-3.
5-4.
Operation
Hydraulic
Selection
Hydraulic
Manual
Cutting
Hydraulic
Cautions
Interlock
Safety
After
0.
1
.
Manually
INSPECTION
4
Spindle
Slide
Adjusting
Maintenance
Other
COOLANT
Maintenance
.
Spindle
Timing
Timing
MAINTENANCE
Adjusting
Alignment
Adjustment
Cautions
of
Safety
OPERATION
Unit
of
Spindle
Chuck
Turret
Soft
Operation
Top
Tailstock
Operating
on
Function
Switch
Door
Completion
Operated
AND
Lubrication
way
Lubrication
CENTRALIZED
Pump
Remarks
BELTS
Drive
Belt
Belt
on
and
PUMP
Belts
for
Z-axis
X-axis
for
the
Turret
Headstock
of
of
Tapered
Checking
Delivery
Interlock
Motor
Speed
JawsofPower
Operation
the
Turret
of
A
Day's
Operation.
Chuck
MAINTENANCE
System
System
LUBRICATION
Countermeasure
Servo
Motor
Servo
Motor
ITEMS
Rotation
Speed
GibsonSaddle
the
X-axis
Chuck
Ball
MACHINE
OF
UNIT
Cross-slide
Screw
and
Related
Parts
53
54
54
57
58
68
69
71
74
74
78
80
80
85
86
89
89
90
90
90
90
91
91
92
92
93
94
95
95
96
97
98
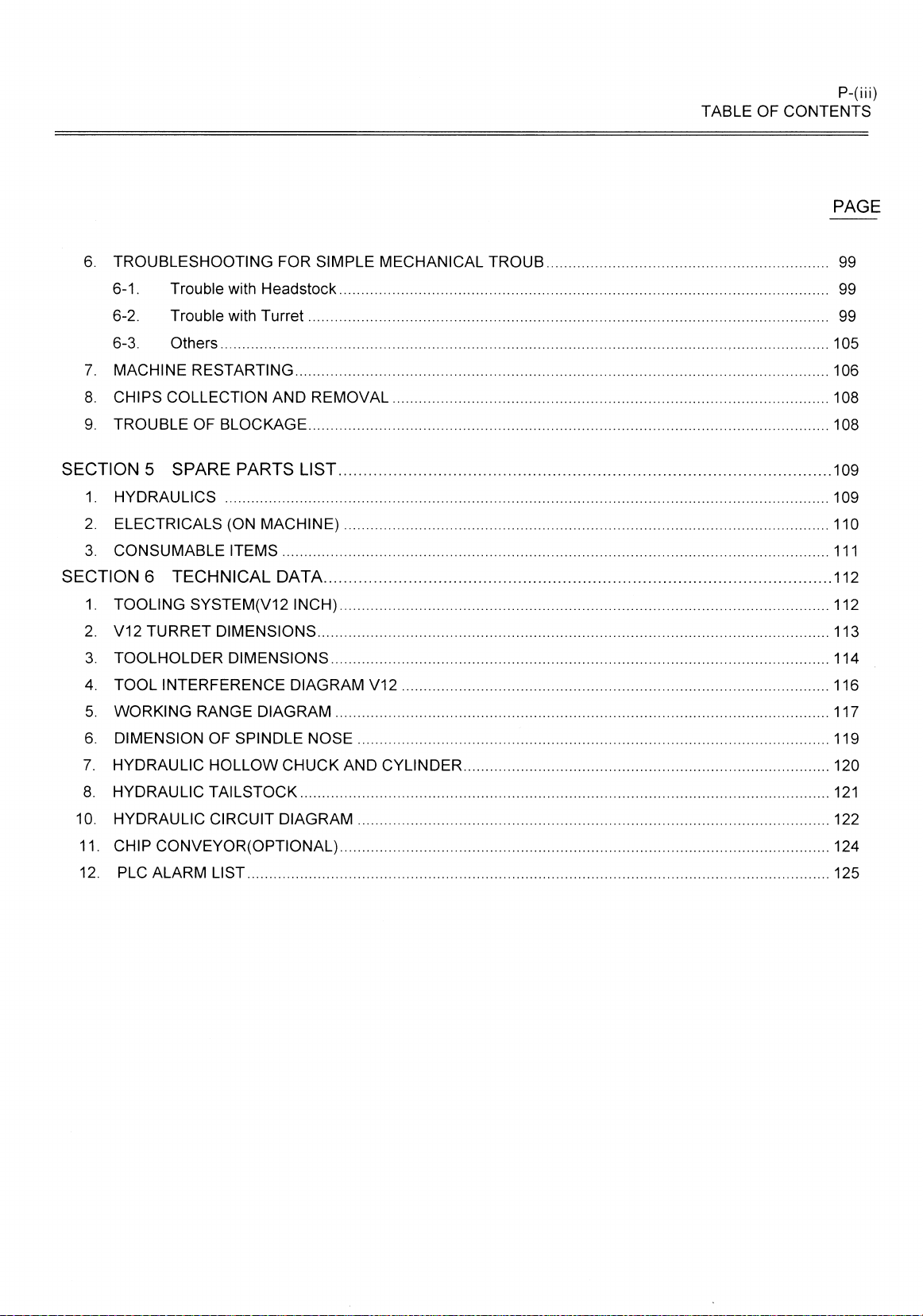
6.
TROUBLESHOOTING
6-1.
6-2.
Trouble
Trouble
with
with
FOR
SIMPLE
Headstock
Turret
MECHANICAL
TROUB
TABLE
OF
CONTENTS
p-(iii)
PAGE
99
99
99
6-3.
MACHINE
7.
CHIPS
8.
9.
TROUBLE
SECTION
HYDRAULICS
1.
ELECTRICALS
2.
3.
CONSUMABLE
SECTION
1.
TOOLING
2.
V12
3.
TOOLHOLDER
4.
TOOL
WORKING
5.
6.
DIMENSION
7.
HYDRAULIC
8.
HYDRAULIC
10
HYDRAULIC
11.
CHIP
12.
PLC
Others
RESTARTING
PARTS
(ON
MACHINE)
AND
REMOVAL
LIST.
COLLECTION
OF
5
SPARE
BLOCKAGE
ITEMS
6
TECHNICAL
SYSTEM(V12
TURRET
INTERFERENCE
DIMENSIONS
DIMENSIONS..
RANGE
OF
HOLLOW
DATA....
DIAGRAM
SPINDLE
CHUCK
INCH)
DIAGRAM
NOSE
TAILSTOCK
CIRCUIT
DIAGRAM
CONVEYOR(OPTIONAL)....
ALARM
LIST
V12
AND
CYLINDER
105
106
108
108
109
109
110
111
112
112
113
114
116
117
119
120
121
122
124
125
SECTION
1
MACHINE
p-
SPECIFICATION
1
SECTION
.
1
CAPACITY:
SPINDLE:
SPECIFICATION
No.ofcontrolled
turning
length
hole
of
over
over
over
diameter
nose
spindle
Swing
Swing
Swing
Max.
x
Spindle
Spindle
Taper
Through-spindle
No.
1
Item
axes
bed
carriage
cross-slide
diameter
type
hole
speed
MACHINE
TABLE(ES-L6)
mm
mm
mm
mm
mm
x
mm
mm
mm
ranges
Unit
(in.)
(in.)
SPECIFICATIONS
(in.)
(in.)
(in.)
(in.)
(in)
(in.)
Specifications
2
(17.72)
4)450
(13.78)
4>350
(11.81)
4)300
(|)210x280
(<|)8.27x11.02)
4)80
(3.15)
140Flat
(2.36)
4)60
4>53
Stepless
x1/12
(2.09)
Spindle
CROSS-SLIDE
Axis
Feedrate
Rapid
CARRIAGE
Axis
Feedrate
Rapid
TURRET:
Type
No.oftools
Tool
TAILSTOCK*:
Tailstock
speed
travel
feedrate
(Z-AXIS):
travel
feedrate
size
spindle
(X-AXIS):
OD
turning
ID
turning
diameter
tools
tools
min'1{rpm}
(in.)
mm
mm/rev
(ipr)
mm/min
(ipm)
(in.)
mm
mm/rev
(ipr)
mm/min
(ipm)
mm
(in.)
mm
(in.)
(in.)
mm
133
(6.10)
155
to
0.001
0.001to1000.000
[50+105
1000.000
15000
320
20000
4)31.75
4)55
6000
to
(1.97+4.13)]
(0.00001to39.37)
(590.55)
(12.6)
(0.00004
(787.40)
V
12
(1.25)
(2.17)
to
39.37)
Tailstock
spindle
taper
hole
MT
No.
4
(revolving
center)
SECTION
MACHINE
1
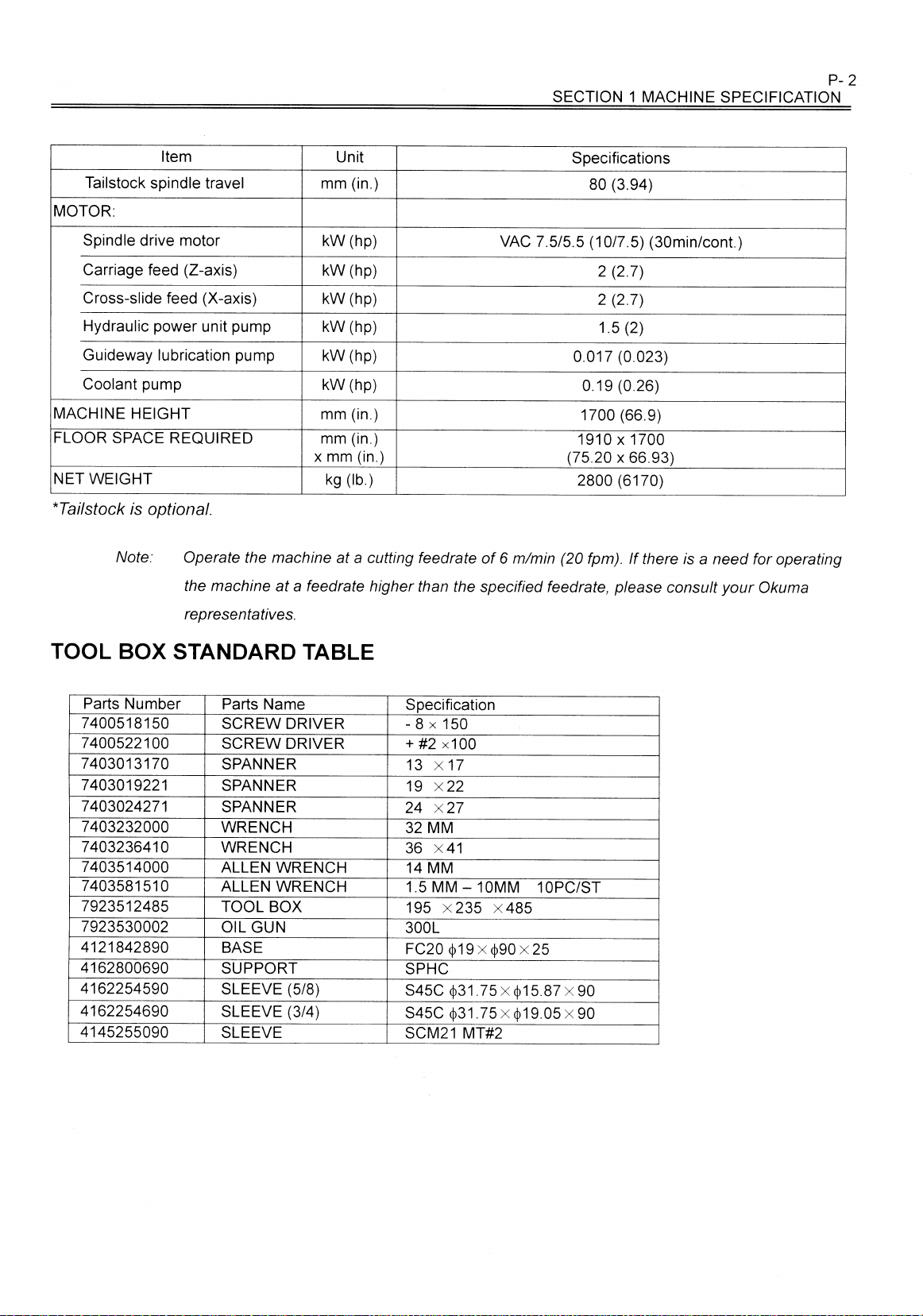
P-2
SPECIFICATION
Tailstock
MOTOR:
Spindle
Carriage
Cross-slide
Hydraulic
Guideway
Coolant
MACHINE
FLOOR
NET
SPACE
WEIGHT
*Tailstock
drive
pump
HEIGHT
optional.
is
Note:
Item
spindle
feed
power
motor
(Z-axis)
feed
travel
(X-axis)
unit
lubrication
REQUIRED
Operate
the
machine
representatives.
pump
pump
the
x
machine
a
at
feedrate
Unit
(in.)
mm
kW(hp)
kW(hp)
kW(hp)
kW
(hp)
kW
(hp)
kW
(hp)
mm
(in.)
mm
(in.)
mm
(lb.)
kg
at
a
(in.)
cutting
higher
feedrate
than
the
VAC
of
6
m/min
specified
Specifications
5/5.5
7.
0.017
0.19
1700
1910
(75.20
2800
(20
feedrate,
(3.94)
80
(10/7.5)
2
(2.7)
2
(2.7)
1.5(2)
(0.023)
(0.26)
(66.9)
x
x66.93)
(6170)
fpm).
please
(30min/cont.)
1700
If
there
is
consult
a
need
your
operating
for
Okuma
TOOL
Parts
7400518150
7400522100
7403013170
7403019221
7403024271
7403232000
7403236410
7403514000
7403581510
7923512485
7923530002
4121842890
4162800690
4162254590
4162254690
4145255090
BOX
Number
STANDARD
Parts
Name
SCREW
SCREWDRIVER
SPANNER
SPANNER
SPANNER
WRENCH
WRENCH
ALLEN
ALLEN
TOOL
OIL
BASE
SUPPORT
SLEEVE
SLEEVE
SLEEVE
WRENCH
WRENCH
BOX
GUN
TABLE
DRIVER
(5/8)
(3/4)
Specification
-
x
8
150
#2
+
x100
13
X
17
19
22
X
X
24
27
32
MM
36
X
41
MM
14
1.5MM-10MM
195
X
235
300L
FC20
SPHC
S45C
S45C
SCM21
x
9
4>1
(|>31
.75
<|>31.
MT#2
tj)90
75
X485
\
(|)1
x<t)1
10PC/ST
x
25
5.87
9.05x90
xgp
ro
n
c
s
m
04
04
<9
.
to
||iniMWV'
operation
for
=3ÿ
pump
84)
07)
19)
2170(85.4)
2925(115.15)
Mg
Coolant
~T~-
j...
3?
-
1
LU
space
operation
panel
*
4B+
1
:
a
LK
r
C
1
J
LJ?
unit
Hydraulic
pump
Li...
Operation
i...
;
!i
I,
98(1(38.58)
0(512)
:
260(10.23)
panel
fY
600(23
5)
I
:
/
0
i
:
900(35.43)
i
i
Chip
Chip
conveyor
bucket
i
Chip
conveyor
remove
space
Unit
:mm(in.)
door
space
CNC
\
unit
CO
CO
T|
o
3
CD
ZJ
CO
o'
=5
CD
o
5
Z5
CO
CO
CD
=5
co¬
CD
Q-
<1
O
CL
CD
"
Si
:
Control
box
i
o>
to
I
s
icl
S'
cv
I
r
I
J
S'N
r
:r.:*
:
ift
~T4
|
l!
a
i
l
H
2438(95.98)
1230(48.4)
1500(59
2465(97)
!
06)
1718(67
n
63)
s
270(1
.
,
3-6)
218(8.6)
s
5
O
J>i
K
8
r-
260(10.2)
__7__
S
i
§
m
1500(59)
:
0
Lubrication
1520(59
X,
1780(70
1910(75
03
Q.
03
Q.
3
o
a
CD
m
n
c
n
a>
D
m
U)
o
Z
>
o
7J
>
o
C/)
c
m
O
o
21
>
o
X
Z
m
tt>
m
O
11
o
>
o
)
/
y
CD
SECTION
1
MACHINE
P-4
SPECIFICATION
3.
NAMEPLATE
6
IDS
E
A-A
<2>
m
VIEW
LOCATION
/
III
/
DRAWING
SL
O
0
€5
(!)
©
\
\
U
FTgg
B
(1)
V
\
-<?
H
mp
]g:nrpi:ij
BACK
VIEW
DRAW
(3)
©
(5)
<4>
E-SSPJESBm
E
A
©
\
CO
runs
KfotBI
ES-LG
A
a
"T
U
#/
©
IS!
2
C
©3
/
SECTION
1
MACHINE
P-
SPECIFICATION
5
11
rerovrig
Be'bte
inscti-en
parts
be
fcockscrtfe
.vote
t-iectenc?
resutrre
up
P-i'-p
»
us'c
12
OBSERVE
UNTENDED
L-SE
•
DC
•
DC
•
CHECK
AND
13
I#
14
CHUCK
A
WARNING
X-a.is
‘eerl
ser.onitcr
se'vynotr
ball
cl
x-ifi
*ae*
s.re
srevr#
tc
’nrre:
the
ike
,v.x
~ay
re
a
ot
n
txarrple
Ini-
o;-:
Taisiflvk
NONFLAMMABLE
NOT
NOT
ire:
tt?
srous
nu»
Sip
ot
Preventive
-
ill's!
j
b
WARNING
A
THE
RULES
FOLLOWING
OPERATION
COOLANT
ANY
FRAMMABLES
LEAVE
HEAP
CHIPS
IP
THE
CUTTMG
TOOL
TOO.
LIFE
A
WARNING!
ELECTRIC
•
.
DO
NOT
REPAIRS
LEAVE
•
FOR
QUALIFIED
PRESSURE
Iran
EDGE
OPEN
tor
stem;
so
Vleas.ire
<-
TO
SHOCK
cr
CUTTING
nartena-te
ate
rwata
r/.r
an;
a:ci:en:;i;.
“EVENT
F
THE
AROUND
COND
DANGER
INSIDE
THIS
PERSONNEL
y
DURING
P.E
MACHINE
TICNS.
!
ONLY
*m<.'
UNIT
4
WARNING
A
jaws,
changing
•
turn
o-f
•
charKjinc
Avokl
oiient-stcp).
injifiy.
chuck,
the
povver
thero
M]L0(C-axis
moy
ot
this
by
issuing
joint)
couse
stopper
or
M19($pindle
commant
accidents
A
162
plate.
resulting
615?
90
When
Negligence
in
5
\\W
M
IQ
A
jJa'Vng
'*(
1
iUO
".••.M?
»
0
WARNING
ij
•:<.(!ÿ
1>
i-r
r
sVftffi-w
I
f
-f.jf
!!i'
C‘
>:2*v
.>c*r.i::pr-
ispii.G*
«•?*
!*>
<PHW
%-r.i
'W'!i,w.*
ywje
G*V
r
6
VIP
__
k-af
N
—
200
1960
16.3.5
167
'c*c
—
I
33
1370
—
LX
—
00
9
8
1
67
653—
1
::
:
tt-'Sftr
2
NO
l
h
IDO
devces
2.Make
a
~i
•-iif
rttfyjx
OUCK
-W»t
CTIUA
A
ro:a:e
'£*
above
sue
balancoC
*"vC*
r-jTfr
thee
rotating
yippw;
’iimn
WP
*3crr
2
ii-2i
v:
i
fr
CAUTION
anc
*crtisdira
clack
<m
ms-
mamr
soeed
«eu:e
have
ccraMnebts
•
faces
seriaurs
-J
iffw
1%
iras/e
a
.
it
r
,,pÿ,
'
'
„’3a
3000
tOCO
i\
m
raern;
f.3
ts
tv:
n:s
CYu'NOEO
MM-IS
Mll!25
1
i
(D
—
-
TATUNG
5"
MA[.;
-
-
s
-OKUMA
j
!
J
AS
A
in
0
C
3
WARNING
'ÿ
aAonvfe
tfa*g
*
g
<1
Before
2.
hw
to
1
Ckmo
ra&ato*
I
New
mend
t.
Opetaor
itandms
mlng
(Mgr
2.
1
*.
teege
I
i
i
Uwteomd
antral
to
7.
IUBRDJON
»
Crtetta
«
tfateouk
5
Oio
tdemg
off
the
od
r«nm
America
tad
ran
and
dgw-Wcee
fdW
rar
Mrie
men
t*e
«
sgtem
hd
ream
SwePtet
int
anew
operrion,
the
undine's
main
pm
proiedwe
Corponfcn
d
mediae's
he
o
taringatiming
death
or
ndnfcnie
s*iy
and
iratdhÿ
pereta
(taecta
ejt
in
aripnas
penmd
otafcrioh
ptateta
it
deface
or
(Ml
I
HJae
MCB
prsarfae
teta
do
tab*
wren,
ii
mar
paanel
end
ad
rad
d
the
the
»>
2*
AM
nd
enter
ot
aw
ad
dertods
not
erigta
spirde,
read
gm
weiring
he
tend
soWj
attng
rat
origind
ming
KSpta
had
ntaid
3Hr
fold)
pJtjd)
jrhgd
d
the
modne's
moment
mde
an
(medond
be
respomtie
soldj
tees.
oartng
must
anUf
h
4
a
performing
fe
«tae
shoes
teen
bob
together,
ymeln
gttoched
sgrs
3>
20
to
A
ot
orw
moment.
ta
dealing,
insgectien,
the
otre
sfarfaiIssoft
or
ektoed),
lor
orndenb
reding
or
fed,
eertfiete
A
CAUTION
read,
indentad,
Mdrie
rtMod
Mnris
ranfcwn
tte
natae
nrtag
tte
id
notaed
ready.
«
amna&n
anted
me
the
in
maetee's
rater
fe
Kit
5
Swafcrini
01
taWgftwn
hwQIWill
mto
nvfa
odjusbrwh,
or
other
from
nil
yoe
Mg
ad
ad
M
ltd
rater
nmerid
“1
3
Kl
&
Perend
soMy
imihoriaed
Saw
ampt)
mactae
rater
ngnofe
tfrf
(a
does
A
or
dl
itkkd
a
setup
some
he
rroy
fan
dwge,
horn
the
ariesM
j
7
hn#
asri
ten
Qagt
ha
nerj
tetete
re*
rate*
tee)
i
BA
[!ÿÿ
*II
w*,
Id
fa
(
ndfa
JfeT
wn
15
wwietmunA
(J)
SUPPLY
VOLTAGE
PHASE
FREQUENCY
RATED
OPACITY
PULL
LOAD
LARGEST
INTERRUP.
DIAGRAM
SERIAL
NO.
TIJ
TA
N
G
MADE
CURRENT
MOT.
RARE.
CAP.
NO.
U
OK
•
IN
M
A
TAIWAN
COM
PAN
7
LO
V
P
3
Hz
kVA
A
A.
k.A
V
ADANGER
7371
V.
e;
MOT
back
:OLlO<V
DEATH
ansi
bar
THIS
OR
of
SERiOtJS
s’',ck
stick
oylincar
mis
liJSTRLCTIOM
PERSOf.AL
DO
the
TO
IN
-
o,it
beyoiu!
FAILURE
MAY
RESJ.T
INJURY.
10
ALWAYS
REMfJVIWG
FAI
PERSONAL
CAUTION
A
TURN
TIE
COVER.
THIS
TO
FOllfliV
LIRE
INJURY.
WIN
THIS
POWER
SWITCH
INS'RJCTHj'i
W.Y
’OFF"
RESIA’
11*2
BEFORE
IN
V'Ul.
.5
r
*
Main
Electrical
I
Bed
1
(?)
Spindle
(?)
Hydraulic
?)
Headstock
units
drive
cabinet
motor
cylinder
e
Main
7
Power
8
Tailstock
(?)
Chip
io
Chip
spindle
chuck
conveyor
bucket
©
©
Lubrication
12
Turret
13
Tool
u
Saddle
@
Z-axis
holder
/
i
/
motor
tank
3
(i6>
X-axis
17
Hydraulic
©
motor
&
A
unit
rtD
/
>
z
c
CO
m
o
o
z
ifi
KM
©
-
Be
SP-P
MJLJ
6
I
I
o
!
z
CO
m
2
/
©
o
5
sT
CD
SECTION
HANDLING
2
AND
INSTALLATION
OF
MACHINE
P-7
SECTION
This
section
1.
a
Most
GUIDE
In
regard
(1)
(2)
(3)
area
place
precautions
order
to
to
Foundation
sinking
For
details
The
equipment,orplaner
If
nearby
reduce
NC
malfunctions
2
HANDLING
outlines
due
to
the
any
noted
TO
SELECT
ensure
the
installation
high
installation
workisadvised
installation.
after
regarding
site
sources
the
vibration
of
could
procedures
change
may
A
machine
site.
foundations,
should
machine
vibration
effects.
result
your
in
also
AND
handling
for
plant
apply
INSTALLATION
and
layout.
the
initial
to
INSTALLATION
accuracy
for
as
be
tools.
are
from
and
sites
where
refer
to
far
possible
as
unavoidable,
the
proximity
performance,
the
SECTION
installing
installation
SITE
the
subsoil
prepare
of
is
2,
3.
from
vibration
dampening
high-frequency
your
following
soft,
the
Of
CNC
ofaCNC
to
prevent
Operation
sources
pits
power
OF
MACHINE
lathe
when
it
hastobe
lathe
at
shouldbeconsidered
points
the
machine
Manual.
as
such
around
generator,
roads,
the
foundation
moved
plant.
your
from
titling
stamping/press
to
electric
discharge
to
with
or
(4)
(5)
(6)
(7)
(8)
(9)
machines,
as
these
For
wiring
The
and
Keeping
In
ordertomaintain
should
To
maintain
a)
b)
The
During
short
and
machines.
details,
ideal
operating
75%.
the
ambient
be
air-conditioning
static
the
Keep
Ambient
1
C.
machine
transportation
period
not
electric
ambient
temperature
is
capable
welding
consult
environment
temperature
static
machine
temperature
and
exceeding
our
service
machine
is
not
accuracy
variances
of
operating
storage,
24
hr.
machines,
engineer
calls
for
a
at
constant
accuracy
required,
levels
at
variance
from
correctly
the
temperature
atupto
or
an
the
floor
70
ambient
for
C.
when
power
dispatched
level
guaranteed
within
optimal
higher
even
24
hours
level
to
the
at
must
is
supplied
assist
to
temperature
isanessential
values,
ambient
a
altitude
than
(1
day)
height
be
within
temperature
the
of
up
to
from
with
of
20°C
factor
standard
within
about
1,000
a
range
the
same
installation.
,
humidity
with
for
accurate
the
machine
range
guaranteed
±2'C
5
meters
above
m
of
-25
distributor
between
machining.
installation
is
17°Cto25"C.
values:
shouldbeheld
mean
sea
level.
to
55
C
and
C
panel
40
site
within
for
a
SECTION
HANDLING
2
AND
INSTALLATION
OF
MACHINE
P-8
2.
CARE
CNC
The
unit
power
separating
Lifting
There
lifting
(1)
and
are
hooks
Installation
During
purposes
HANDING
IN
consists
lathe
and
the
into
it
consisting
moving
different
two
supplied
Site
initial
well
as
essentially
unit.
CNC
units.
machine:
methods
together
installation,
for
as
operation.
A
PRECISION
of
four
Model
ES-L6
for
moving
the
with
careful
machine
consideration
Machine
control
box
major
CNC
the
MACHINE
components:
latheisbuilt
entire
machine
and
by
rolls
should
1.5m(4.9ft)
over
be
machine,
the
in
one
to
any
given
unit
desire
which
to
and
the
easy
the
electric
it
can
location;
machine
access
control
be
easily
an
by
is
pushed
for
inspection
box,
moved
overhead
by
manual
and
the
hydraulic
without
crane,
using
labor.
maintenance
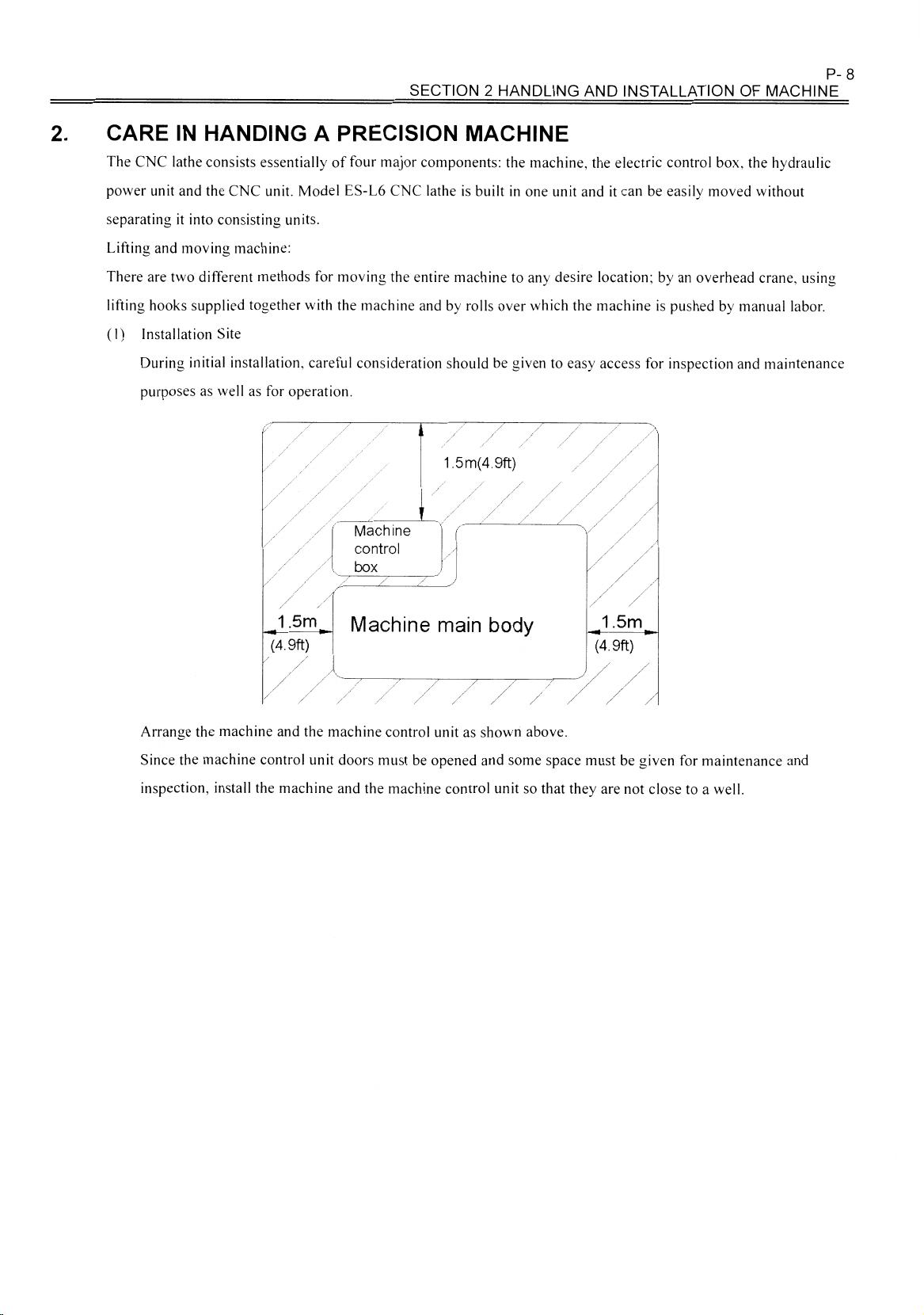
Arrange
Since
the
the
machine
inspection,
machine
install
1.5m
(4.9ft)
and
control
the
machine
the
unit
Machine
machine
doors
and
the
control
be
must
machine
control
body
and
unit
main
unitasshown
opened
above.
some
so
space
that
must
they
1.5m
(4.9ft)
be
are
not
given
close
for
maintenance
well.
a
to
and
SECTION
2
HANDLING
AND
INSTALLATION
MACHINE
OF
P-9
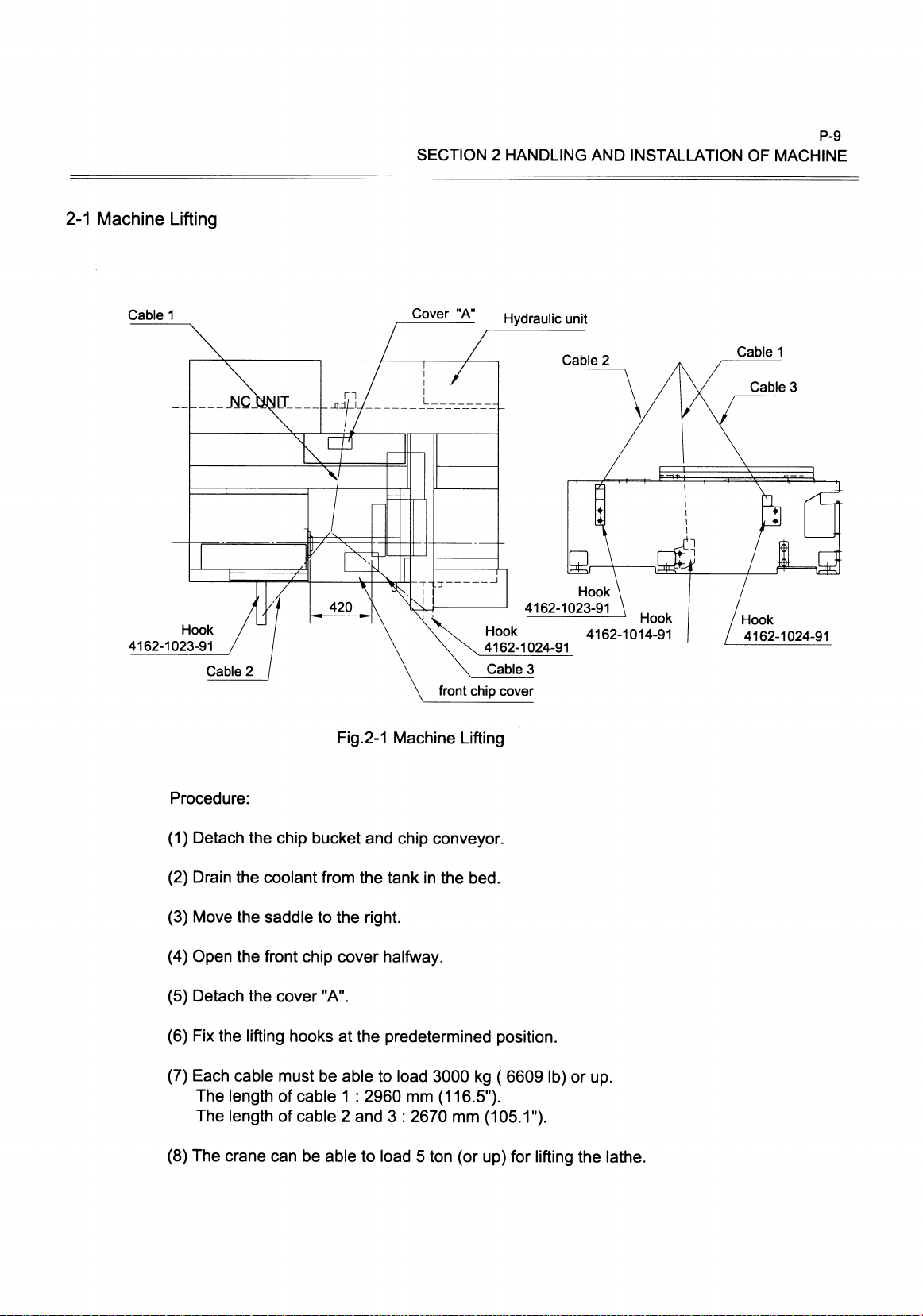
2-1
Machine
Cable
4162-1023-91
Lifting
1
_____NCbNLT_
Hook
Cable
2
Cover
"A"
Hydraulic
r/
L
unit
Cable
Cable
Cable
1
3
2
r
\
V
a
V
420
Er
\
4162-1023-91
Hook
4162-1024-91
3
Cable
front
chip
cover
Hook
4162-1014-91
.sir
Hook
Hook
4162-1024-91
Procedure:
Detach
(1)
(2)
Drain
Move
(3)
Open
(4)
(5)
Detach
(6)
Fix
the
(7)
Each
cable
The
length
The
length
The
(8)
crane
the
the
the
the
the
lifting
chip
coolant
saddle
chip
front
cover
hooks
must
of
cable
of
cable2and
can
be
Fig.
bucket
from
to
the
cover
"A".
at
be
able
1
able
2-1
Machine
and
chip
the
tankinthe
right.
halfway.
predetermined
the
load
to
:
2960
to
load
3
mm
:
2670
5
Lifting
conveyor.
bed.
kg
3000
(1
16.5").
(105.1").
mm
ton
(or
up)
position.
(
6609
for
lifting
lb)
or
the
up.
lathe.
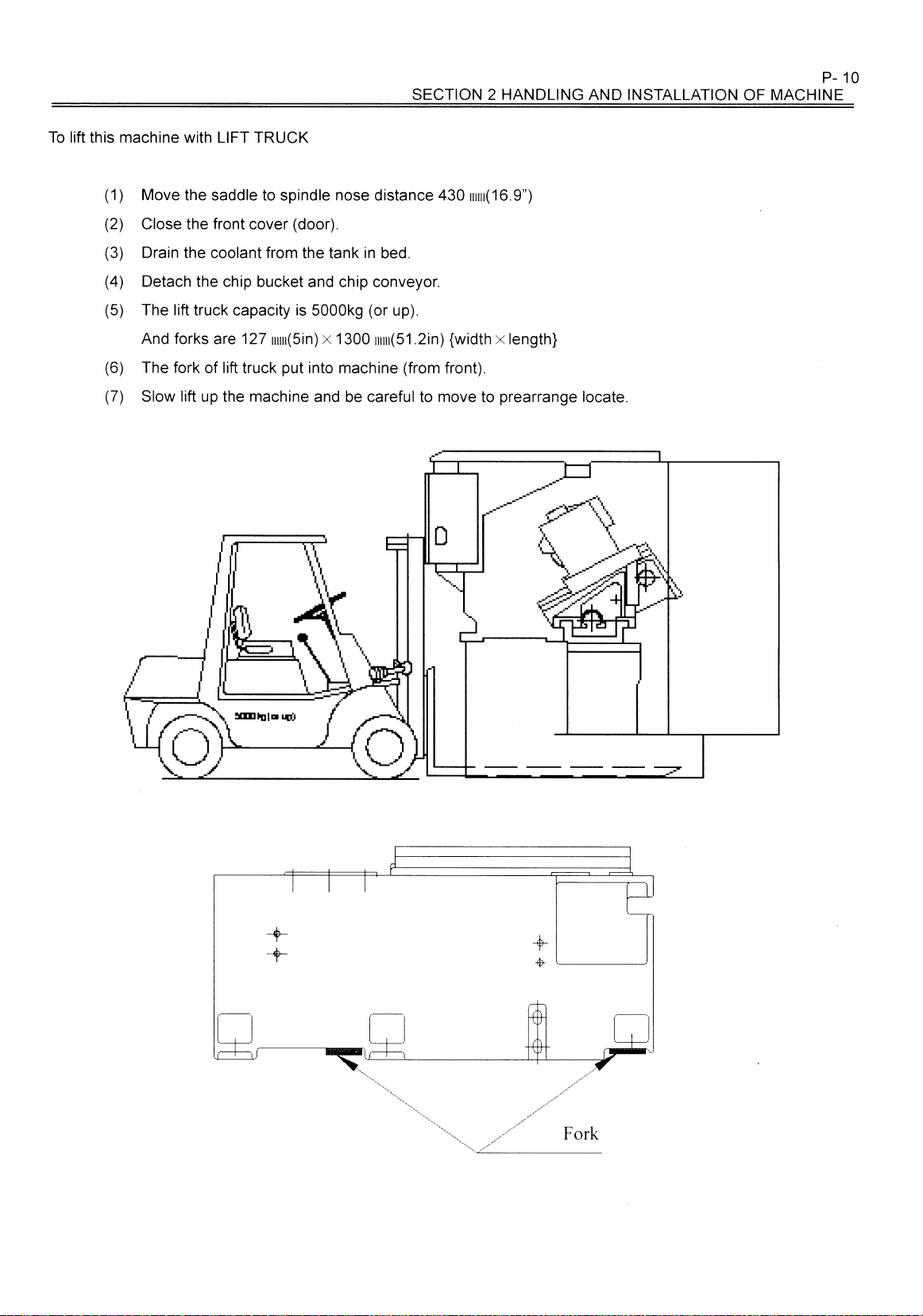
To
lift
this
(1)
machine
Move
with
the
LIFT
saddle
TRUCK
to
spindle
nose
SECTION
distance
430
HANDLING
2
miii(16.9”)
AND
INSTALLATION
MACHINE
OF
P-
10
(2)
(3)
(4)
(5)
(6)
(7)
Close
Drain
Detach
The
lift
forks
And
fork
The
Slow
the
the
lift
front
coolant
the
truck
are
of
up
cover
chip
bucket
capacity
127
truck
lift
the
machine and
f
(door).
the
from
is
miii(5in)
put
1
tankinbed.
and
chip
5000kg
x
1300
into
machine
be
conveyor.
(or
up).
inin(51.2in)
(from
careful
to
{width<length}
front).
move
to
prearrange
D
locate.
%
O
SOU
Kiln
-+-
-f-
icO
0)1
F
Fork
2-2.
Precautions
for
Lifting
SECTION
2
HANDLING
AND
INSTALLATION
OF
MACHINE
p-
11
WARNING
A
2-3.
WARNING
A
Rolling
(1)
:
(2)
(3)
(4)
(Machine
Be
may
The
Change
finished
degrees
Check
Use
TO
weight
control
careful
not
cables
for
extra
THE
box
that
strike
should
angle
an
surfaces
the
to
perpendicular
balance
care
to
MACHINE
indicated
and
the
machine
the
ground.
haveanominal
the
and
WHEN
by
machine.
very
be
the
formed
of
lower
Approximate
above
CNC
unit,
includes
but
does
diameter
each
cable
(The
line.)
careful
machine
PLACING
2800
the
the
not
not
tip
16
of
nun
linesothat
ON
on
may
lifting
onto
the
FLOOR.
of
701b)
1
of
chip
any
not
the
Machine
cables
when
gently
IT
Weight
kg(6
weightofhydraulic
weight
over
(0.63in.)
the
cables
an
form
machine.
floor;
NEVER
power
conveyor.)
sidesothat
larger.
or
will
angle
unit,
the
not
contact
larger
APPLY
electrical
machine
the
40
than
SHOCKS
base
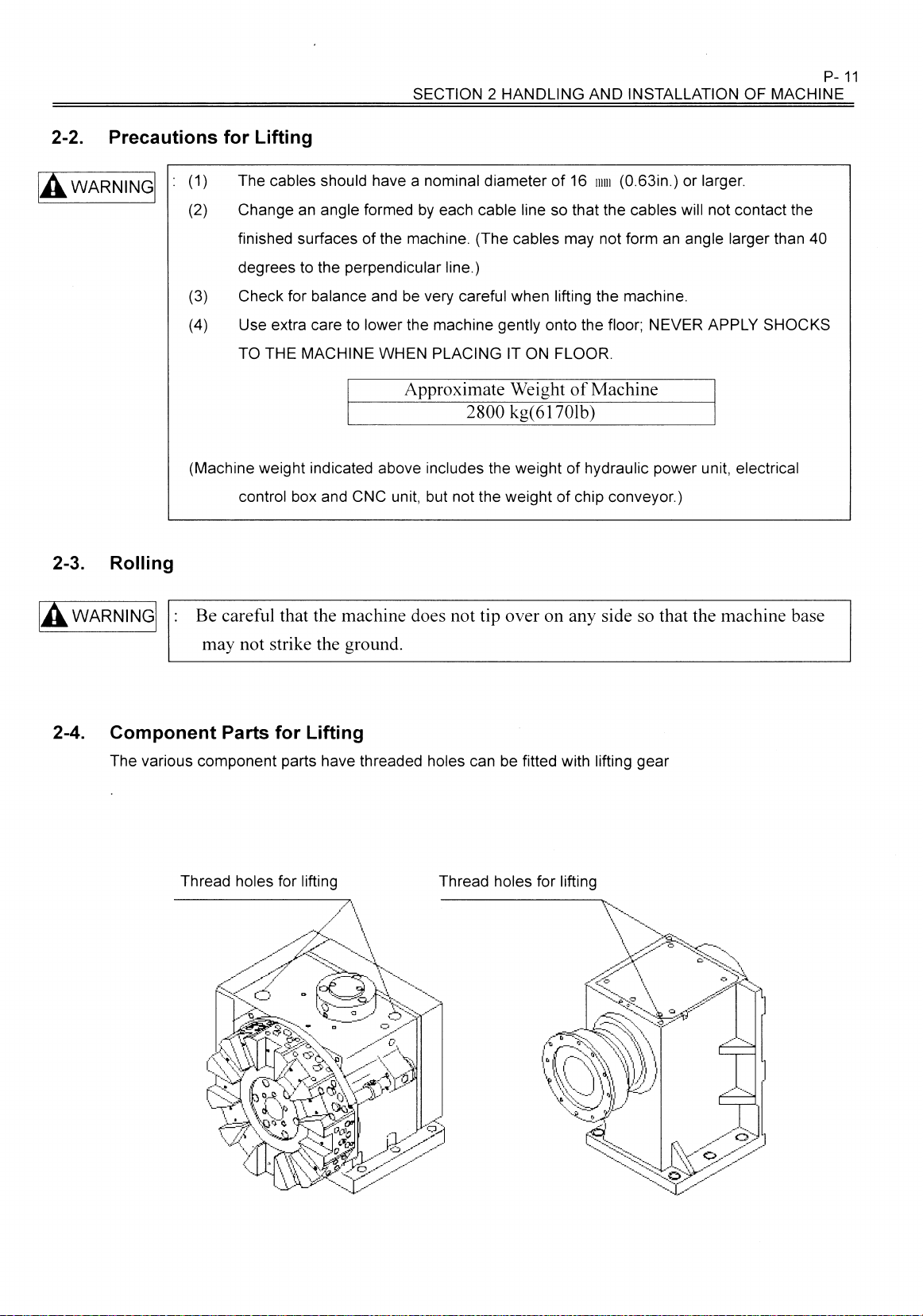
2-4.
Component
The
various
Thread
Parts
component
holes
o
SC
Wl
T
for
parts
for
f
Lifting
have
lifting
threaded
o'
o,
holes
Thread
>
can
be
holes
fitted
for
.ii
with
lifting
rs
lifting
AW)
gear
T
O
3.
FOUNDATION
REQUIREMENTS
SECTION
2
HANDLING
AND
INSTALLATION
MACHINE
OF
P-
12
3-1.
NOTICE
General
Precautions
If
the
following
activities,
-
The
-
The
-
There
For
enough,
attached
(1)
(2)
(3)
and
subsoil
concrete
must
long-maintained
a
to
Foundation
conditions,
soil
foundation
Where
The
foundation
determined
for
conditions
foundation
must
floor
no
be
new
concrete
this
Manual.
requirements
from
subOsoil
Foundation
specifically
in
Building
are
bolts
be
solid.
thickness
gap
between
accuracy
foundation
(See
is
it
important
unsetting
is
too
Plan
attachedtothis
of
terms
satisfied,
are
must
and
6.)
vary
once
soft,
it
the
for
ground
the
a
New
Foundation
no
foundation
not
necessary.
be
approximately
floor
the
where
should
sub-soil
be
depending
that
sub-soil
the
machine
necessary
is
machine.
conditionineach
and
the
or
set
up
on
the
shouldbewell
has
drive
to
Manual
The
concrete
work
is
require
200
nun.
subsoil.
ground
in
is
under
accordance
characteristics
been
installed.
concrete
prepared
thickness
case.
for
floor
the
with
of
the
compacted
into
piles
for
laying
or
general
is
not
the
Foundation
sub-soil.
to
keep
the
typical
a
depth
machining
strong
Under
the
sub-soil.
concrete
should
Plan
any
be
 Loading...
Loading...