

Page 1
Guidelines to fi tting bodies
TRUCKNOLOGY
(TGA)
Edition 2012 Version 1.1
®
GENERATION A
Page 2

PUBLISHER
MAN Truck & Bus AG
(mentioned in the text below “MAN“)
SMTST Department
Dachauer Str. 667
D - 80995 Munich
E-Mail:
esc@man.eu
Fax:
+ 49 (0) 89 1580 4264
www.manted.de
We reserve the right to make changes in the course of technical development.
© 2012 MAN Truck & Bus Aktiengesellschaft
Reprinting, reproduction or translation, even of excerpts, is not permitted without the written permission of MAN.
All rights, in particular under copyright, are strictly reserved by MAN.
Trucknology
Where designations are trademarks they are, even without the
®
and MANTED® are registered trademarks of MAN Truck & Bus AG
®
or ™ sign, acknowledged as the proprietor‘s protected marks.
Page 3
TRUCKNOLOGY
®
GENERATION A (TGA)
1. Applicability and legal agreements
1.1 Applicability
1.2 Legal agreements and approval procedure
1.2.1 Preconditions
1.2.2 Responsibility
1.2.3 Quality assurance
1.2.4 Approval
1.2.5 Submission of documents
1.2.6 Registration
1.2.7 Liability for defects
1.2.8 Product liability
1.2.9 Operational reliability and road safety
1.2.10 Manuals from body and conversion companies
1.2.11 Limitation of liability for accessories/spare parts
2. Product designations
2.1 Vehicle designation and wheel formula
2.1.1 Door designation
2.1.2 Variant descriptor
2.1.3 Wheel formula
2.1.4 Suffi x
2.2 Model number, vehicle identifi cation number, vehicle number, basic vehicle number
2.3 Use of logos
2.4 Cabs
2.5 Engine variants
3. General
3.1 Axle overload, one-sided loading
3.2 Minimum front axle load
3.3 Wheels, rolling circumference
3.4 Permissible overhang
3.5 Theoretical wheelbase, overhang, theoretical axle centreline
3.6 Calculating the axle load and weighing procedure
3.7 Checking and adjustment procedures once body has been fi tted
3.8 Notes on MAN Hydrodrive
®
1
1
1
1
2
2
3
3
4
7
8
8
10
11
11
11
11
11
12
13
14
18
19
21
22
22
24
25
25
26
28
29
30
TRUCKNOLOGY® GENERATION A (TGA) I
Page 4
4. Modifying the chassis
4.1 Frame material
4.1.1 Subframe material
4.2 Corrosion protection
4.3 Drill holes, riveted joints and screw connections on the frame
4.4 Modifying the frame
4.4.1 Welding the frame
4.4.2 Modifying the frame overhang
4.4.3 Modifi cations to the wheelbase
4.5 Retrofi tting additional equipment add-on components or accessories
4.5.1 Retrofi tting additional or larger fuel tanks after factory delivery
4.6 Propshafts
4.6.1 Single joint
4.6.2 Jointed shaft with two joints
4.6.3 Three-dimensional propshaft layout
4.6.3.1 Propshaft train
4.6.3.2 Forces in the propshaft system
4.6.4 Modifying the propshaft layout in the driveline of MAN chassis
4.7 Modifying the wheel formula
4.7.1 Safety-related components
4.8 Coupling devices
4.8.1 Basics
4.8.2 Trailer coupling, D value
4.9 Tractor units and converting the vehicle type - truck / tractor
4.9.1 Articulated vehicles
4.9.2 Converting trucks into tractor units or tractor units into trucks
4.10 Modifying the cab
4.10.1 General
4.10.2 Spoilers, roof extensions, roofwalk
4.10.3 Roof sleeper cabs
4.11 Add-on frame components
4.11.1 Rear underride guard
4.11.2 FUP - front underride protection
4.11.3 Sideguards
4.12 Modifi cations to engine systems
4.12.1 Modifi cations to the air intake and exhaust gas routing
4.12.2 Additional requirements if changes are made to the AdBlue
®
system/exhaust
system on Euro5 vehicles
4.12.3 Engine cooling
4.12.4 Engine encapsulation, noise insulation
4.13 Fitting other manual gearboxes, automatic transmissions and transfer boxes
30
30
35
35
35
38
38
40
42
48
48
49
49
50
51
52
52
53
53
53
55
55
56
56
56
59
59
59
59
62
63
63
65
66
68
68
70
70
78
78
78
TRUCKNOLOGY® GENERATION A (TGA) II
Page 5
5. Bodies
5.1 General
5.1.1 Machinery Directive
5.1.2 CE marking
5.2 Corrosion protection
5.3 Subframes
5.3.1 General
5.3.2 Permissible materials, yield points
5.3.3 Subframe design
5.3.4 Attaching subframes and bodies
5.3.5 Screw connections and riveted joints
5.3.6 Flexible connection
5.3.7 Rigid connection
5.4 Bodies
5.4.1 Testing of bodies
5.4.2 Platform and box bodies
5.4.3 Tail-lifts
5.4.4 Interchangeable containers
5.4.5 Self-supporting bodies without subframe
5.4.6 Single-pivot body
5.4.7 Tank and container bodies
5.4.8 Tippers
5.4.9 Set-down, sliding set-down and sliding roll-off tippers
5.4.10 Propping air-sprung vehicles
5.4.11 Loading cranes
5.4.12 Cable winches
5.4.13 Transport mixers
5.4.14 Car transporter
78
78
80
82
83
83
83
84
86
87
88
91
94
94
94
95
96
104
105
105
108
110
111
112
113
123
123
124
TRUCKNOLOGY® GENERATION A (TGA) III
Page 6
6. Electrics, electronics, wiring
6.1 General
6.2 Routing cables, earth cable
6.3 Handling batteries
6.3.1 Handling and maintaining the batteries
6.3.2 Handling and maintaining batteries with PAG technology
6.4 Additional wiring diagrams and wiring harness drawings
6.5 Fuses, additional power consumers
6.6 Lighting installations
6.7 Electromagnetic compatibility
6.8 Radio equipment and aerials
6.9 Interfaces on the vehicle, preparations for the body
6.9.1 Electrical connections for tail-lifts
6.9.2 Start-stop control on frame end
6.9.3 Tapping into the speed signal
6.10 Electronics
6.10.1 Display and instrumentation concept
6.10.2 Diagnostics concept and parameterisation using MAN-cats
6.10.3 Parameterisation of the vehicle electronics
6.10.4 ESP yaw rate sensor
125
125
125
125
125
126
127
127
130
130
131
133
133
133
133
134
134
®
134
134
135
TRUCKNOLOGY® GENERATION A (TGA) IV
Page 7
7. Power take-off (See separate booklet)
8. Brakes, lines
8.1 ALB, EBS braking system
8.2 Brake and compressed air lines
8.2.1 Basic principles
8.2.2 Voss 232 system plug connectors
8.2.3 Installing and attaching lines
8.2.4 Compressed air loss
8.3 Connecting additional air consumers
8.4 Retrofi tting continuous brakes not manufactured by MAN
9. Calculations
9.1 Speed
9.2 Effi ciency
9.3 Tractive force
9.4 Gradeability
9.4.1 Distance travelled on uphill or downhill gradients
9.4.2 Angle of uphill or downhill gradient
9.4.3 Calculating the gradeability
9.5 Torque
9.6 Power output
9.7 Rotational speeds for power take-offs at the transfer case
9.8 Driving resistances
9.9 Turning circle
9.10 Axle load calculation
9.10.1 Performing an axle load calculation
9.10.2 Calculation of weight with trailing axle lifted
9.11 Support length for bodies without subframes
9.12 Coupling devices
9.12.1 Trailer coupling
9.12.2 Rigid drawbar trailers / central axle trailers
9.12.3 Fifth-wheel coupling
136
136
136
136
136
137
138
140
140
142
142
142
143
144
145
145
145
146
150
151
153
154
157
159
159
162
164
165
165
165
167
The ESC numbers stated in the illustrations are purely for internal reference.
They are of no consequence to the reader.
If not otherwise stated: all dimensions in mm, all weights and loads in kg
TRUCKNOLOGY® GENERATION A (TGA) V
Page 8

1. Applicability and legal agreements
1.1 Applicability
The statements in this guide are binding. If technically feasible, exceptions will be approved only if a written request has been
submitted to the SMTSE-ESC department at MAN, (see „Publisher“ above).
1.2 Legal agreements and approval procedure
1.2.1 Preconditions
In addition to this Guide, the company carrying out the work must observe all
• laws and decrees
• accident prevention regulations
• operating instructions
relating to the operation and construction of the vehicle. Standards are technical standards; they are therefore minimum requirements.
Anyone who does not endeavour to observe these minimum requirements is regarded as operating negligently.
Standards are binding when they form part of regulations.
Information given by MAN in reply to telephone enquiries is not binding unless confi rmed in writing. Enquiries are to be directed to
the relevant MAN department. Information refers to conditions of use that are usual within Europe. Dimensions, weights and other basic
data that differ from these must be taken into consideration when designing the body, mounting the body and designing the subframe.
The company carrying out the work must ensure that the entire vehicle can withstand the conditions of use that it is expected
to experience.
For certain types of equipment, such as loading cranes, tail-lifts, cable winches etc, the respective manufacturers have developed
their own body regulations. If, when compared with this MAN Guide, they impose further conditions, then these too must be observed.
References to
• legal stipulations
• accident prevention regulations
• decrees from professional associations
• work regulations
• other guidelines and sources of information
are not in any way complete and are only intended as ideas for further information.
They do not replace the company’s obligation to carry out its own checks.
Fuel consumption is considerably affected by modifi cations to the vehicle, by the body and its design and by the operation of equipment
driven by the vehicle’s engine. It is therefore expected that the company carrying out the work implements a design that facilitates
the lowest possible fuel consumption.
TRUCKNOLOGY® GENERATION A (TGA) 1
Page 9

1.2.2 Responsibility
The responsibility for proper
• design
• production
• installation of bodies
• modifi cation to the chassis
always lies fully with the company that is manufacturing the body, installing it or carrying out modifi cations (manufacturer’s liability).
This also applies if MAN has expressly approved the body or the modifi cation. Bodies/conversions that have been approved in writing
by MAN do not release the body manufacturer from his responsibility for the product. Should the company carrying out the work detect
a mistake either in the planning stage or in the intentions of
• the customer
• the user
• its own personnel
• the vehicle manufacturer
then that mistake must be brought to the attention of the respective party.
The company is responsible for seeing that the vehicle’s
• operational safety
• traffi c safety
• maintenance possibilities and
• handling characteristics
do not exhibit any disadvantageous properties.
With regard to traffi c safety, the company must operate in accordance with the state of the art and in line with the recognised rules in
the fi eld in matters relating to
• the design
• the production of bodies
• the installation of bodies
• the modifi cation of chassis
• instructions and
• operating instructions.
Diffi cult conditions of use must also be taken into account.
1.2.3 Quality assurance
In order to meet our customers’ high quality expectations and in view of international product/manufacturer liability legislation an
on-going quality monitoring programme is also required for conversions and body manufacture/installation. This requires a functioning
quality assurance system. It is recommended that the body manufacturer sets up and provides evidence of a quality system that
complies with the general requirements and recognised rules (e.g. DIN EN ISO 9000 et seq. or VDA 8).
Evidence of a qualifi ed system can be provided for example by:
TRUCKNOLOGY® GENERATION A (TGA) 2
Page 10

If MAN is the party awarding the contract for the body or conversion evidence of qualifi cation will be requested.
MAN Truck & Bus AG reserves the right to carry out its own system audit in accordance with VDA 8 or a corresponding process check at
the supplier’s premises. VDA volume 8 has been agreed with the following body manufacturers’ associations:
ZKF (Zentralverband Karosserie- und Fahrzeugtechnik – Central Association of Body and Vehicle Engineering) and
BVM (Bundesverband Metall Vereinigung Deutscher Metallhandwerke – Federation of German Metal Trades Associations).
It has also been agreed with the ZDH (Zentralverband des Deutschen Handwerks – Central Association of German Craft Trades).
Documents:
VDA Volume 8
„Minimum quality assurance requirements for trailer, body manufacturers“, obtainable from the Verband der Automobilindustrie e.V
(VDA) (German Engine Industry Association), http://www.vda-qmc.de.
1.2.4 Approval
Approval from MAN for a body or a chassis modifi cation is not required if the bodies or modifi cations are carried out in accordance with
this Guide. If MAN approves a body or a chassis modifi cation, then this approval refers
• In the case of bodies only to the body’s fundamental compatibility with the respective chassis and the interfaces to the body
(e.g. dimensions and mounting of the subframe)
• In the case of chassis modifi cations only to the fact that, from a design point of view, the modifi cations to the chassis in
question are fundamentally permissible.
The approval note that MAN enters on the submitted technical documents does not indicate a check on the
• Function
• Design
• Equipment of the body or the modifi cation.
Observance of this Guide does not free the user from responsibility to perform modifi cations and manufacture bodies properly from
a technical point of view. The approval note only refers to such measures or components as are to be found in the submitted technical
documents.
MAN reserves the right to refuse to issue approvals for bodies or modifi cations, even if a comparable approval has already been issued.
Later submissions for approval are not automatically treated the same as earlier ones, because technical advances achieved in
the interim period have to be taken into account.
MAN also reserves the right to change this Guide at any time or to issue instructions that differ from this Guide for individual chassis.
If several identical chassis have the same bodies or modifi cations MAN can, to simplify matters, issue a collective approval.
1.2.5 Submission of documents
Documents should only be sent to MAN if bodies/conversions diverge from this Guide. If this is the case then technical documents that
require approval or inspection must have been received by the SMTSE-ESC Department at MAN (for address see “Publisher” above).
Fitting bodies/conversion work requires prior writtien permission from MAN.
For an approval process to proceed swiftly, the following are required:
• Documents should be submitted in duplicate
• The number of individual documents should be kept to a minimum
• All the technical data and documents must be submitted.
TRUCKNOLOGY® GENERATION A (TGA) 3
Page 11

The following information should be included:
• Vehicle model (see Chapter 2.2 for model code) with
- cab design
- wheelbase
- frame overhang
• · Vehicle identifi cation number or vehicle number (if already available, see Chapter 2.2)
Identifi cation of deviations from this Guide to Fitting Bodies in all documentation!
• Loads and their load application points:
- Forces from the body
- Axle load calculation
• Special conditions of use:
• Subframe:
- Material and cross-sectional data
- Dimensions
- Type of section
- Arrangement of cross members in the subframe
- Special features of the subframe design
- Cross-section modifi cations
- Additional reinforcements
- Upsweeps, etc.
• Means of connection:
- Positioning (in relation to the chassis)
- Type
- Size
- Number.
The following are not suffi cient for inspection or approval:
• Parts lists
• Brochures
• Photographs
• Other not binding information.
Drawings are only valid if they bear the number that has been assigned to them. It is therefore not permitted to draw in the bodies or
modifi cations on chassis drawings that have been provided by MAN and to submit these for approval.
1.2.6 Registration
National legislation on the registration of modifi ed vehicles shall be complied with.
Modifi cations made to the chassis shall be presented to a technical vehicle inspection centre for approval.
The company carrying out the work shall remain responsible, also after registration of the vehicle, should the competent authorities issue
a registration certifi cate with a lack of knowledge relating to the operational safety of the product.
TRUCKNOLOGY® GENERATION A (TGA) 4
Page 12

Multi-stage co-operation modules in accordance with 2007/46/EC
I. Process
In line with the multi-stage process in accordance with Annex XVII of Directive 2007/46/EC each manufacturer is responsible for
the approval and conformity of production of all systems, components or separate technical units manufactured by him or added by him
to the previously built stage.
In accordance with 2007/46/EC the bodybuilder is a manufacturer in the second or further production stage.
II. Responsibilities
The bodybuilder shall always remain responsible:
• For modifi cations made by him to the basic vehicle.
• For parts already approved at an earlier stage if modifi cations made to the basic vehicle cause the approvals issued earlier
for this vehicle to be no longer applicable.
• For ensuring that modifi cations he has carried out comply with the corresponding national/international legislation,
in particular those of the target country.
• For ensuring that modifi cations he has carried out are presented to a technical vehicle inspection centre for approval.
• For ensuring that compliance with legislation is documented in a corresponding manner (test report and/or approval or
other documentation in accordance with the legal requirements of the target country).
MAN, as the manufacturer of the basic vehicle, shall always remain responsible:
• For providing upon request by the bodybuilder the available homologation documentation (EC/ECE approvals)
for the scope of supply of the basic vehicle in electronic form.
III. Identifi cation of the vehicle
The respective vehicle shall be given a vehicle identifi cation number („VIN“) which MAN issues as the manufacturer of the incomplete
basic vehicle.
The requirements set forth in Annex XVII to Directive 2007/46/EC and the associated procedure instructions published together
with it shall always apply.
IV. Conformity of production (CoP)
The requirements set forth in the specifi c EC Directives and Annex X to Directive 2007/46/EC together with the requirements set forth in
Annex 2 to the ECE Agreement of 1958 shall always apply.
V. Provision of documentation for registration/the subsequent build stages
In accordance with Annex XVII to Directive 2007/46/EC MAN, as manufacturer of the basic vehicle, shall provide the bodybuilder(s) with
the available EC/ECE system approvals together with the Certifi cate of Conformity (CoC)
1)
Only if the vehicle is EG-compliant and MAN has printed a CoC.
1)
available for the basic vehicle in electronic form.
Case 1: Registration in Germany
If MAN serves as general contractor („single invoice transactions“) the bodybuilder(s) is/are under an obligation,
as manufacturer of the second stage(s), to provide the following documentation in electronic form:
Case A: The specifi c conditions of delivery provide for the acceptance/approval and registration process to be carried
out by the vehicle manufacturer (MAN).
1. In the case of an existing and valid whole vehicle type-approval in accordance with 2007/46/EC
for the manufacturing stages, a CoC.
2. Alternatively to 1: The test reports and approval documentation required for national individual approval procedures
in accordance with Section 13 of the EC vehicle approval Directive.
TRUCKNOLOGY® GENERATION A (TGA) 5
Page 13

The latest time for submitting the above stated documentation in printable form is the day the completed vehicle is returned to
the contractually agreed place of delivery.
The documentation shall be sent to the following e-mail address: documents@de.man-mn.com.
In cases where MAN receives a CoC from the bodybuilder, then original certifi cates may only be generated by MAN on behalf
of the bodybuilder.
Case B: The acceptance/approval and registration process is to be carried out by the contract partner
or by the manufacturer of the fi nal completion stage of the vehicle.
1. None. The registration process is the responsibility of the contract partner or the manufacturer of the fi nal completion
stage of the vehicle.
In all other cases the acceptance/approval and registration process is to be carried out by the manufacturer of the fi nal completion stage
of the vehicle or by the corresponding contract partner.
Case 2: Registration outside Germany but inside the area of application of Directive 2007/46/EC
If MAN serves as general contractor then the bodybuilder is under an obligation, as the fi nal stage manufacturer, to provide in
electronic form, all the necessary approval/registration documentation for all modifi cations made during the subsequent
manufacturing stages of the respective responsible sales organisation or importer which exceed the scope of the basic vehicle.
Irrespective of any general contractor status of the importers, the acceptance/approval and registration process is to be carried out
by the manufacturer of the fi nal completion stage of the vehicle or by the corresponding contract partner.
The importer in the respective country or the corresponding contract partner have the authority and responsibility
for the registration process.
MAN does not provide national data for registration purposes that exceeds that for incomplete vehicles set forth in Annex IX to Directive
2007/46/EC in its current form and as amended from time to time. This also applies in particular to national model codes and encrypted
basic technical data.
MAN as a manufacturer reserves the right – following corresponding feasibility studies and economic implementation – and after
reaching corresponding specifi cally applicable agreements with national sales organisations and importers, to provide data for national
registration which exceeds the scope of that set forth above (e.g. vehicle’s manufacturing plates etc.).
Corresponding enquiries shall be sent to the following e-mail address: documents@de.man-mn.com
VI. Confi dentiality agreement
The bodybuilder may not forward the approval documentation provided by MAN to any third parties without obtaining prior,
express permission from MAN.
The forwarding of documentation that is directly associated with the registration of the vehicle in question to persons of the institutions
listed below is excepted:
• MAN sales partners
• Technical vehicle inspection centres or testing organisations
• Approving authorities
• Registration authorities or licensing centres acting for the government
TRUCKNOLOGY® GENERATION A (TGA) 6
Page 14

Type approval/homologation for
TiB (Truck in the Box),
CiB (Chassis in the Box),
BiB (Bus in the Box),
CKD (Complete Knocked Down),
SKD (Semi Knocked Down),
PKD (Partly Knocked Down)
For these versions MAN is not considered to be the manufacturer within the meaning of Directive 2007/46/EC – therefore,
the responsibility for the homologation and registration process lies with the manufacturer of these vehicles.
In principle, the substance of the contracts respectively concluded with MAN shall apply.
In principle, MAN does not provide registration-related data for completed vehicles. Exceptions include homologation documentation
for components subject to approval such as the engine. Such documentation will be provided by MAN in electronic form.
This does not however, preclude MAN from reserving the right – following corresponding feasibility studies and economic
implementation – and after reaching corresponding specifi cally applicable agreements with national sales organisations and importers,
from providing data for national registration which exceeds the scope of that set forth above (e.g. vehicle’s manufacturing plates etc.).
Corresponding enquiries shall be sent to the homologation department at MAN.
1.2.7 Liability for defects
Liability claims in respect of defects only exist within the framework of the purchasing contract between buyer and seller.
In accordance with this, liability for defects lies with the respective seller of the goods.
Claims against MAN are not valid if the fault that is the subject of the complaint was due to the fact that
• This Guide was not observed
• In view of the purpose for which the vehicle is used, an unsuitable chassis has been selected
• The damage to the chassis has been caused by
- the body
- the type of body mounting or how the body has been mounted
- the modifi cation to the chassis
- improper use.
TRUCKNOLOGY® GENERATION A (TGA) 7
Page 15

1.2.8 Product liability
Any faults in the work that are identifi ed by MAN are to be corrected. Insofar as is legally permissible, MAN disclaims all liability,
in particular for consequential damage.
Product liability regulates:
• The liability of the manufacturer for its product or component
• The compensation claim made by the manufacturer against whom a claim has been made against the manufacturer of
an integral component, if the damage that has occurred is due to a fault in that component.
The company that has made the body or carried out the modifi cation is to relieve MAN of any liability to its customer or other third party
if the damage that has occurred is due to the fact that
• The company did not observe this Guide
• The body or chassis modifi cation has caused damage on account of its faulty
- design
- manufacture
- installation
- instructions
• The fundamental rules that are laid down have not been complied with in any other way.
1.2.9 Operational reliability and road safety
In order to ensure operational reliability and road safety and to maintain the validity of the warranty, the bodybuilder must observe
the instructions given in these guidelines exactly. MAN shall not be liable for non-compliance.
Before commencing work on the body, making modifi cations or starting installation work, the bodybuilder must also have knowledge
of the sections of the operator‘s manual that relate to the work he is completing. It will otherwise be impossible to recognise risks and
other persons may be endangered.
MAN cannot be liable for reliability, safety and suitability if:
• Bodies are not designed and fi tted in accordance with these guidelines
• Original parts or approved parts are replaced with other parts
• Unauthorised modifi cations are made to the vehicle
Approvals by third parties, for example Technical Inspection Agencies or approvals from public authorities, shall not be considered
suffi cient for precluding safety risks.
TRUCKNOLOGY® GENERATION A (TGA) 8
Page 16

Companies carrying out work on the chassis/vehicle are liable for any damage that may be caused by poor functional and operational
safety or inadequate operating instructions.
Therefore, MAN requires the body manufacturer or vehicle conversion company to:
• Ensure the highest possible safety, in line with the state of the art
• Provide comprehensible, sufficient operating instructions
• Provide permanent, easily visible instruction plates on hazardous points for operators and/or third parties
• Observe the necessary protection measures (e.g. fire and explosion prevention)
• Provide full toxicological information
• Provide full environmental information.
Safety is top priority! All available technical means of avoiding incidents that will undermine operational safety are to be implemented.
This applies equally to
• Active safety = prevention of accidents. This includes:
- Driving safety achieved by the overall vehicle design, including the body
- Safety as a consequence of the driver’s well-being achieved by keeping occupant stress caused by vibrations,
noise, climatic conditions etc. to a minimum
- Safety as a consequence of observation and perception, in particular through the correct design of lighting systems,
warning equipment, providing sufficient direct and indirect visibility
- Safety as a consequence of operating equipment and controls this includes optimising the ease of operation of all
equipment, including that of the body.
• Passive safety = avoidance and reduction of the consequences of accidents. This includes:
- Exterior safety such as the design of the outside of the vehicle and body with respect to deformation behaviour and
the installation of protective devices
- Interior safety including the protection of occupants of vehicles and cabs that are installed by the body builders.
Climatic and environmental conditions have effects on:
• Operational safety
• Readiness for use
• Operational performance
• Service life
• Cost-effectiveness.
Climatic and environmental conditions are, for example:
• The effects of temperature
• Humidity
• Aggressive substances
• Sand and dust
• Radiation.
Suffi cient space for all parts required to carry out a movement, including all pipes and cables, must be guaranteed. The operating
instructions for MAN trucks provide information about the maintenance points on the vehicle. Regardless of what type of body is fi tted,
good access to the maintenance points must be ensured in all cases. It must be possible to carry out maintenance unhindered and
without having to remove any components. Suffi cient ventilation and/or cooling of the components is to be guaranteed.
TRUCKNOLOGY® GENERATION A (TGA) 9
Page 17

1.2.10 Manuals from body and conversion companies
In the event of a body being added or modifi cations to the vehicle being carried out, the operator of the vehicle is also entitled to receive
operating instructions from the conversion company. All specifi c advantages offered by the product are of no use if the customer is
not able to:
• Handle the product safely and properly
• Use it rationally and effortlessly
• Maintain it properly
• Master all of its functions.
As a result, every vehicle body builder and converter must check his technical instructions for:
• Clarity
• Completeness
• Accuracy
• Comprehensibility
• Product-specifi c safety instructions.
Inadequate or incomplete operating instructions carry considerable risks for the user. Possible effects are:
• Reduced benefi t, because the advantages of the product remain unknown
• Complaints and annoyance
• Faults and damage, which are normally blamed on the chassis
• Unexpected and unnecessary additional cost through repairs and time lost
• A negative image and thereby less inclination to buy the same product or brand again.
Depending on the vehicle body or modifi cation, the operating personnel must be instructed about operation and maintenance.
Such instruction must also include the possible effects on the static and dynamic performance of the vehicle.
1.2.11 Limitation of liability for accessories/spare parts
Accessories and spare parts that MAN has not manufactured or approved for use in its products may affect the traffi c safety and
operational safety of the vehicle and create hazardous situations. MAN Truck & Bus AG (or the seller) accepts
no liability for claims of any kind resulting from a combination of the vehicle together with an accessory that was made by another
manufacturer, regardless of whether MAN Truck & Bus AG (or the seller) has sold the accessory itself or fi tted it to the vehicle
(or the subject of the contract).
TRUCKNOLOGY® GENERATION A (TGA) 10
Page 18
2. Product designations
2.1 Vehicle designation and wheel formula
To enable unique and easily comprehensible identifi cation of the different variants new vehicle designations have been systematically
introduced. The vehicle designation system is based on three levels:
- Door designation
- Variant descriptor (in the sales and technical documentation e.g. data sheets, chassis drawings)
- Model code.
2.1.1 Door designation
The door designation comprises:
Model range + permissible weight + engine power
TGA 18.400
Model range + Permissible weight + Engine power
TGA 18 .400
Abbreviated notation of model range TGA = Trucknology® Generation A,
technically permissible weight in [t],
engine power [DIN-hp] rounded to the nearest 10hp
2.1.2 Variant descriptor
The variant descriptor = vehicle designation which comprises the door designation + wheel formula + suffi x.
The terms ‘wheel formula’ and ‘suffi x’ are defi ned in the following sections.
Model range + permissible weight + engine power + wheel formula + suffi x
TGA 25.480 6x2-2 LL-U
Model range + Permissible weight + Engine power
TGA 25 .480 6x2-2 LL-U
Wheel formula Suffi x
TRUCKNOLOGY® GENERATION A (TGA) 11
Page 19
2.1.3 Wheel formula
The wheel formula stipulates the number of axles and provides additional identifi cation of drive, steered and leading/trailing axles.
Wheel formula is a commonly used, but not standardised term. It is “wheel locations” that are counted and not the individual wheels.
Twin tyres are therefore regarded as one wheel.
The following two examples illustrate the wheel formula:
Tabl e 1: Wheel formula examples
6 x 2 - 4
6 x 2 / 4
6 = Total number of wheel locations, i.e. 3 axles
x = No function
2 = Number of driven wheels
- = Trailing axle behind the rear drive-axle assembly
/ = Leading axle ahead of the rear drive-axle assembly
4 = Number of steered wheels
The number of steered wheels is only stated if, aside from steered front wheels, leading axles or trailing axles are also involved.
A leading axle is located “ahead of” a rear drive-axle assembly and a trailing axle is “behind” the rear drive-axle assembly.
A slash “/” represents a leading axle and a hyphen “-” represents a trailing axle.
If a chassis is fi tted with both leading and trailing axles the number of steered wheels follows the hyphen “-”.
If the vehicle is fi tted with MAN HydroDrive
e.g. 6x4H = a front axle with MAN HydroDrive
®
hydrostatic front axle drive then the wheel formula receives an additional H,
®
, 2 rear axles, one of which is driven.
Currently the following wheel formulae are available ex-works:
Tabl e 2: TGA wheel formulae
4x2 Two-axle vehicle with one drive axle
4x4 Two-axle vehicle with two drive axles “All-wheel drive”
4x4H Two-axle vehicle with two drive axles, front axle with MAN HydroDrive
®
6x2/2 Three-axle vehicle with non-steered “Pusher” leading axle
6x2/4 Three-axle vehicle with steered leading axle
6x2-2 Three-axle vehicle with non-steered trailing axle
6x2-4 Three-axle vehicle with steered trailing axle
6x4 Three-axle vehicle with two driven non-steered rear axles
6x4/4 Three-axle vehicle with 2 driven axles (fi rst and last axles), steered leading axle
6x4-4 Three-axle vehicle with 2 driven axles, (fi rst and second axles), steered trailing axle
®
6x4H/2 Three-axle vehicle with MAN HydroDrive
6x4H/4 Three-axle vehicle with MAN HydroDrive
6x4H-2 Three-axle vehicle with MAN HydroDrive
front axle drive, one driven rear axle, non-steered leading axle
®
front axle drive, one driven rear axle, steered leading axle
®
front axle drive, one driven rear axle, non-steered trailing axle
6x4H-4 Three-axle vehicle with MAN HydroDrive® front axle drive, one driven rear axle, steered trailing axle
TRUCKNOLOGY® GENERATION A (TGA) 12
Page 20
Tabl e 2: TGA wheel formulae (continuation)
6x6 Three-axle vehicle with all-wheel drive
6x6-4 Three-axle vehicle with all-wheel drive, steered and driven trailing axle
6x6H Three-axle vehicle with all-wheel drive, front axle with MAN HydroDrive
8x2-4 Four-axle vehicle with one drive axle, two steered front axles, non steered trailing axle or four-axle vehicle with three rear
axles with front and trailing axles steered
8x2-6 Four-axle vehicle with one drive axle, two steered front axles, steered trailing axle
8x4 Four-axle vehicle with two steered front axles and two driven rear axles
8x4/4 Four-axle vehicle with one front axle, one steered leading axle and two driven rear axles
8x4-4 Four-axle vehicle with one front axle, two driven rear axles and one steered trailing axle
8x4H-4 Four-axle vehicle with two steered front axles (2nd front axle with MAN HydroDrive
a non-steered trailing axle
8x4H-6 Four-axle vehicle with two steered front axles (2nd front axle with MAN HydroDrive®), one driven rear axle and
a steered trailing axle
8x6 Four-axle vehicle “All wheel drive” with two front axles (2nd driven) and two driven rear axles
8x6H Four-axle vehicle “All wheel drive” with two front axles (2nd front axle with MAN HydroDrive
8x8 Four-axle vehicle “All wheel drive” with two front axles and two rear axles, all driven
®
®
), one driven rear axle and
®
) and two driven rear axles
2.1.4 Suffi x
The suffi x to the vehicle designation defi nes the type of suspension, differentiates trucks from tractor units and describes special
product features.
TGA 25.480 6x2-2 LL-U
Suffi x
Types of suspension (Digits 1 and 2 of suffi x)
Tabl e 3: Ty p e s o f suspension
BB Leaf suspension on front axle(s), leaf suspension on rear axle(s)
BL Leaf suspension on front axle(s), air suspension on rear axle(s)
LL Air suspension on front axle(s), air suspension on rear axle(s)
BH Leaf suspension on front axle(s), hydropneumatic on rear axle(s)
Semitrailer tractor units are designated with an ‘S’ suffi x. Trucks have no special designation.
Example for semitrailer tractor:
TGA 33.440 6x6 BBS
S = Semitrailer tractor
TRUCKNOLOGY® GENERATION A (TGA) 13
Page 21

Special product (design) features are added separately following a hyphen ‘-’ after the fi rst section of the suffi x:
Example for special product features:
TGA 18.350 4x2 BLS -TS
-TS = Weight optimised version for silo tanker
Table 4: Designations for special designs produced to-date (to be supplemented with further designs)
-U For low design ‘Ultra’ e.g.: TGA 18.410 4x2 LLS-U
-TS Weight optimised version for silo tanker, e.g.: TGA 18.400 4x2 BLS-TS
-WW “World wide” variant, eligible for licensing outside Europe only, e.g. TGA 40.460 6x6 BB-WW
-LE “Low entry” cab with lowered entry, e.g.: TGA 28.310 6x2-4 LL-LE
-CKD “Completely knocked down”, for assembly in MAN factory of the recipient country, e.g.: TGA 40.480 6x4-4 WW-CKD
2.2 Model number, vehicle identifi cation number, vehicle number, basic vehicle number
The three-digit model number, also called model code, provides a technical identifi cation of the MAN chassis and also identifi es
to which vehicle range it belongs. This number is part of the 17-digit vehicle identifi cation number (VIN) and is located at digits 4 to 6 in
the VIN. The basic vehicle number, formulated for sales purposes, also contains the model number at digits 2 to 4.
The seven-fi gure vehicle number describes the technical equipment on a vehicle; it contains the model number at digits 1 to 3, followed
by a four-digit sequential number. The vehicle number is to be found in the vehicle papers and on the vehicle’s manufacturing plate.
The vehicle number can be quoted instead of the 17-digit vehicle identifi cation number in the event of any technical queries regarding
conversions and bodies. Table 5 gives some examples of the model number, vehicle identifi cation number, basic vehicle number and
vehicle number.
Tabl e 5: Example vehicle designation, model number, vehicle identifi cation number, basic vehicle number and vehicle number
Vehicle designation Model number
Model code
TGA 18.440 4x2 BLS
TGA 26.410 6x2-4 LL
TGA 33.540 6x4 BB
H06
H21
H26
Vehicle identifi cation number
(VIN)
WMAH06ZZ14M000479
WMAH21ZZ94G144924
WMAH26ZZ75M350354
Basic vehicle
number
LH06AG53
LH21E 05
LH26LR04
Vehicle number
H060057
H210058
H261158
TRUCKNOLOGY® GENERATION A (TGA) 14
Page 22
Table 6: Model numbers, tonnage class, vehicle designation and suspension on the TGA
Model number Tonnage Designation , xxx stands for
Engine Suspension
various engine powers
H01 18 t TGA 18.xxx 4x2 BLS-TS D28 R6 BL
H02 18 t TGA 18.xxx 4x2 BB D28 R6 BB
H03 18 t TGA 18.xxx 4x2 BB D20/D26 R6 BB
H05 18 t TGA 18.xxx 4x2 BL D28 R6 BL
H06 18 t TGA 18.xxx 4x2 BL D20/D26 R6 BL
H07 18 t ECT 18.ISM 4x2 BL ISM
e
H08 18 t TGA 18.xxx 4x2 BLS-TS D20/D26 R6 BL
H09 18 t TGA 18.xxx 4x2 LL D28 R6 LL
H10 18 t TGA 18.xxx 4x2 LL D20/D26 R6 LL
H11 40 t TGA 40.xxx 6x4 BB-WW-CKD D20/D26 R6 BBB
H12 18 t TGA 18.xxx 4x2 LLS-U D28 R6 LL
H13 18 t TGA 18.xxx 4x2 LLS-U D20/D26 R6 LL
H14 18 t TGA 18.xxx 4x2 LL-U D28 R6 LL
H15 18 t TGA 18.xxx 4x2 LL-U DD20/D26 R6 LL
H16 26 t TGA 26.xxx 6x2-4 BL D08 R6 BLL
H17 26 t TGA 26.xxx 6x2-2, 6x2-4 BL D28 R6 BLL
H18 26 t TGA 26.xxx 6x2-2, 6x2-4 BL D20/D26 R6 BLL
H19 26 t TGA 26.xxx 6x2-4 LL D08 R6 LLL
H20 26 t TGA 26.xxx 6x2-2, 6x2-4 LL D28 R6 LLL
H21 26 t TGA 26.xxx 6x2-2, 6x2-4 LL D20/D26 R6 LLL
H22 18 t TGA 18.xxx 4x4H BL D20/D26 R6 BL
H23 26 t TGA 26.xxx 6x2/2, 6x2/4 BL D28 R6 BLL
H24 26 t TGA 26.xxx 6x2/2, 6x2/4 BL D20/D26 R6 BLL
H25 26/33 t TGA 26/33.xxx 6x4 BB D28 R6 BBB
H26 26/33 t TGA 26/33.xxx 6x4 BB D20/D26 R6 BBB
H27 26 t ECT 26.ISM 6x2-2, 6x2-4 BL ISM
e
H28 33 t TGA 33.xxx 6x4 BB-WW D28 R6 BBB
H29 26/33 t TGA 26/33.xxx 6x4 BL D28 R6 BLL
H30 26/33 t TGA 26/33.xxx 6x4 BL D20/D26 R6 BLL
H31 26 t ECT 26.ISM 6x2-2 LL ISM
H32 26 t ECT 26.ISM 6x2/2 BL ISM
e
e
H33 40 t TGA 40.xxx 6x4 BB-WW D28 R6 BBB
H34 40 t TGA 40.xxx 6x4 BB-WW D20/D26 R6 BBB
H35 26 t TGA 26.xxx 6x4H-2 BL, 6x4H-4 BL D20/D26 R6 BLL
H36 35 t TGA 35.xxx 8x4 BB D28 R6 BBBB
H37 35 t TGA 35.xxx 8x4 BB D20/D26 R6 BBBB
BL
BLL
LLL
BLL
TRUCKNOLOGY® GENERATION A (TGA) 15
Page 23
Model number Tonnage Designation , xxx stands for
various engine powers
H38 41 t TGA 41.xxx 8x4 BB D28 R6 BBBB
H39 41 t TGA 41.xxx 8x4 BB D20/D26 R6 BBBB
H40 35 t TGA 35.xxx 8x4 BL D28 R6 BBLL
H41 35 t TGA 35.xxx 8x4 BL D20/D26 R6 BBLL
H42 26 t TGA 26.xxx 6x4H/2 BL, 6x4H/4 BL D20/D26 R6 BLL
H43 19 t TGA 19.xxx 4x2 BBS-WW D28 R6 BB
H44 25 t TGA 25.xxx 6x2-2 LL-U D28 R6 LLL
H45 25 t TGA 25.xxx 6x2-2 LL-U D20/D26 R6 LLL
H46 41 t TGA 41.xxx 8x4 BB-WW D28 R6 BBBB
H47 26/33 t TGA 26/33.xxx 6x6H BB D20/D26 R6 BBB
H48 32 t TGA 32.xxx 8x4 BB D28 R6 BBBB
H49 32 t TGA 32.xxx 8x4 BB D20/D26 R6 BBBB
H50 35 t TGA 35.xxx 8x6H BB D20/D26 R6 BBBB
H51 18 t TGA 18.xxx 4x4 BB D28 R6 BB
H52 18 t TGA 18.xxx 4x4 BB D20/D26 R6 BB
H54 33 t TGA 33.xxx 6x6 BB-WW D28 R6 BBB
H55 26/33 t TGA 26/33.xxx 6x6 BB D28 R6 BBB
H56 26/33 t TGA 26/33.xxx 6x6 BB D20/D26 R6 BBB
H57 40 t TGA 40.xxx 6x6 BB-WW D28 R6 BBB
H58 40 t TGA 40.xxx 6x6 BB-WW D20/D26 R6 BBB
H59 35 t TGA 35.xxx 8x6H BL D20/D26 R6 BBLL
H60 19 t TGA 19.xxx 4x2 BBS-WW-CKD D28 R6 BB
H61 18 t TGA 18.xxx 4x2 BLS-WW-CKD D28 R6 BL
H62 33 t TGA 33.xxx 6x4 BB-WW-CKD D28 R6 BBB
H63 26 t TGA 26.xxx 6x4 BL-WW-CKD D28 R6 BLL
H64 19 t TGA 19.xxx 4x2 BBS-WW-CKD D20/D26 R6 BB
H65 18 t TGA 18.xxx 4x2 BLS-WW-CKD D20/D26 R6 BL
H66 33 t TGA 33.xxx 6x4 BB-WW-CKD D20/D26 R6 BBB
H67 26 t TGA 26.xxx 6x4 BL-WW-CKD D20/D26 R6 BLL
H68 40 t TGA 40.xxx 6x4 BB-WW-CKD D28 R6 BBB
H69 39 t TGA 39.xxx 8x2-4 BL D20/D26 R6 BBLL
H70 18 t TGA 18.xxx 4x4 BL D28 R6 BL
H71 28 t TGA 28.xxx 6x2-4 BL
TGA 28.xxx 6x2-4 LL
H72 26/33 t TGA 26/33.xxx 6x6 BL D28 R6 BLL
H73 35/41 t TGA 35/41.xxx 8x6 BB D28 R6 BBBB
H74 28 t TGA 28.xxx 6x2-4 BL D20/D26 R6 BLL
H75 28 t TGA 28.xxx 6x2-4 LL D20/D26 R6 LLL
H76 35/41 t TGA 35/41.xxx 8x8 BB D28 R6 BBBB
H77 28 t TGA 28.xxx 6x4-4 BL D20/D26 R6 BLL
H80 18 t TGA 18.xxx 4x4 BL D20/D26 R6 BL
Engine Suspension
D28 R6 BLLLLL
TRUCKNOLOGY® GENERATION A (TGA) 16
Page 24
Model number Tonnage Designation , xxx stands for
various engine powers
H81 28 t TGA 28.xxx 6x4-4 BL D28 R6 BLL
H82 26/33 t TGA 26/33.xxx 6x6 BL D20/D26 R6 BLL
H83 28 t TGA 28.xxx 6x6-4 BL D20/D26 R6 BLL
H84 28 t TGA 28.xxx 6x4-4 BL D20/D26 R6 BLL
H85 28 t TGA 28.xxx 6x2-2 LL D20/D26 R6 LLL
H86 28 t TGA 28.xxx 6x2-2 BL D28 R6 BLL
H87 28 t TGA 28.xxx 6x2-2 LL D28 R6 LLL
H88 35 t TGA 35.xxx 8x2-4, 8x2-6 BL D28 R6 BBLL
H89 28 t TGA 28.xxx 6x2-2 BL D20/D26 R6 BLL
H90 35 t TGA 35.xxx 8x2-4, 8x2-6 BL D20/D26 R6 BBLL
H91 35 t TGA 35.xxx 8x4-4 BL D28 R6 BLLL
H92 35 t TGA 35.xxx 8x4-4 BL D20/D26 R6 BLLL
H93 35/41 t TGA 35/41.xxx 8x6 BB D20/D26 R6 BBBB
H94 41 t TGA 41.xxx 8x4/4 BB
TGA 41.xxx 8x4/4 BL
H95 41 t TGA 41.xxx 8x4/4 BB
TGA 41.xxx 8x4/4 BL
H96 35/41 t TGA 35/41.xxx 8x8 BB D20/D26 R6 BBBB
H97 18 t TGA 18.xxx 4x2 LL-LE D20/D26 R6 LL
H98 26 t TGA 26.xxx 6x2/4 LL-LE D20/D26 R6 LLL
H99 28 t TGA 28.xxx 6x2-4 LL-LE D20/D26 R6 LLL
HH1 26/33 t TGA 26/33.xxx 6x6H BL D20/D26 R6 BLL
HH2 28 t TGA 28.xxx 6x4H-4 D20/D26 R6 BLL
HH4 35 t TGA 35.xxx 8x4H-4, 8x4H-6 BL D20/D26 R6 BBLL
HV1 26 t TGA 26.xxx 6X2-2, 6X2-4 BL-WW D20/D26 R6 BLL
HV2 26/33 t TGA 26/33.xxx 6X4 BL-WW D20/D26 R6 BLL
HV3 39 t TGA 39.xxx 8X2-4 BL-WW D20 R6 BBLL
HV4 28 t TGA 28.xxx 6X2-2 BL-WW D20/D26 R6 BLL
HV5 18 t TGA 18.xxx 4X4 BB-WW D20 R6 BB
HV6 35/41 t TGA 35/41.xxx 8X8 BB-WW D20 R6 BBBB
HV7 28 t TGA 28.xxx 6X2-2 BL-WW-CKD D20/D26 R6 BLL
HV8 32 t TGA 32.xxx 8X4 BB-WW D20 R6 BBBB
HW1 19 t TGA 19.xxx 4x2 BBS-WW D20/D26 R6 BB
HW2 33 t TGA 33.xxx 6x4 BB-WW D20/D26 R6 BBB
HW3 41 t TGA 41.xxx 8x4 BB-WW D20/D26 R6 BBBB
HW4 33 t TGA 33.xxx 6x6 BB-WW D20/D26 R6 BBB
HW5 19 t TGA 19.xxx 4x2 BLS-WW-CKD D20/D26 R6 BL
HW6 41 t TGA 41.xxx 8x4 BB-WW-CKD D20/D26 R6 BBBB
HW7 19 t TGA 19.xxx 4x2 BLS-WW D20/D26 R6 BL
HW8 33 t TGA 33.xxx 6x4 BBS-WW D20/D26 R6 BBB
HW9 33 t TGA 33.xxx 6x4 BBS-WW-CKD D20/D26 R6 BBB
Engine Suspension
D28 R6 BLBB
D28 V10 BLBB
BLLL
BLLL
TRUCKNOLOGY® GENERATION A (TGA) 17
Page 25

2.3 Use of logos
MAN logos on the chassis may not be removed or modifi ed in any way without prior approval from MAN.
Modifi cations to the chassis or body that do not conform with this Guide to Fitting Bodies and that have not received MAN approval by
the SMTSE-ESC department (for address see „Publisher“ above) must receive a new vehicle identifi cation number (VIN) from
the manufacturer responsible for the modifi cation (normally the vehicle conversion company).
In such cases where the chassis/vehicle has received a new VIN, the logos on the radiator grille (MAN lettering, lion emblem) and
the doors (door designation – see Section 2.1.1) must be removed.
TRUCKNOLOGY® GENERATION A (TGA) 18
Page 26
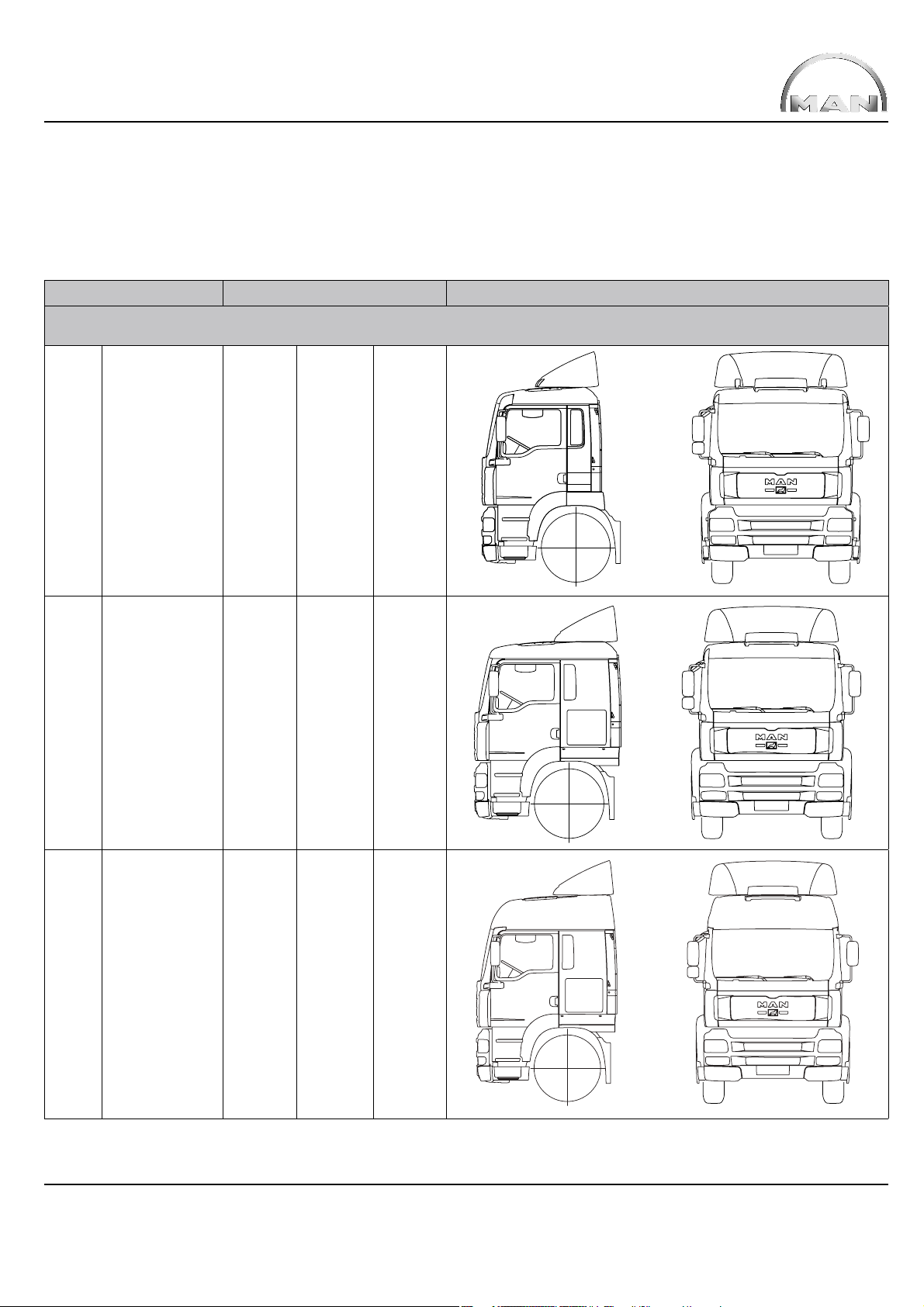
2.4 Cabs
There are 6 different Trucknology® Generation A cabs:
®
Table 7: Trucknology
Description Dimensions* Views
Name Technical Length Width High roof Side Front
description
M LHD
F99L15S
RHD
F99R15S
Generation A cabs
1.880 2.240
L LHD
F99L32S
RHD
F99R32S
LX LHD
F99L37S
RHD
F99R37S
2.280 2.240
2.280 2.240 yes
*) Dimensions refer to the cab without attachments such as mudguards, front spoiler, mirrors, roof spoiler etc.
TRUCKNOLOGY® GENERATION A (TGA) 19
Page 27
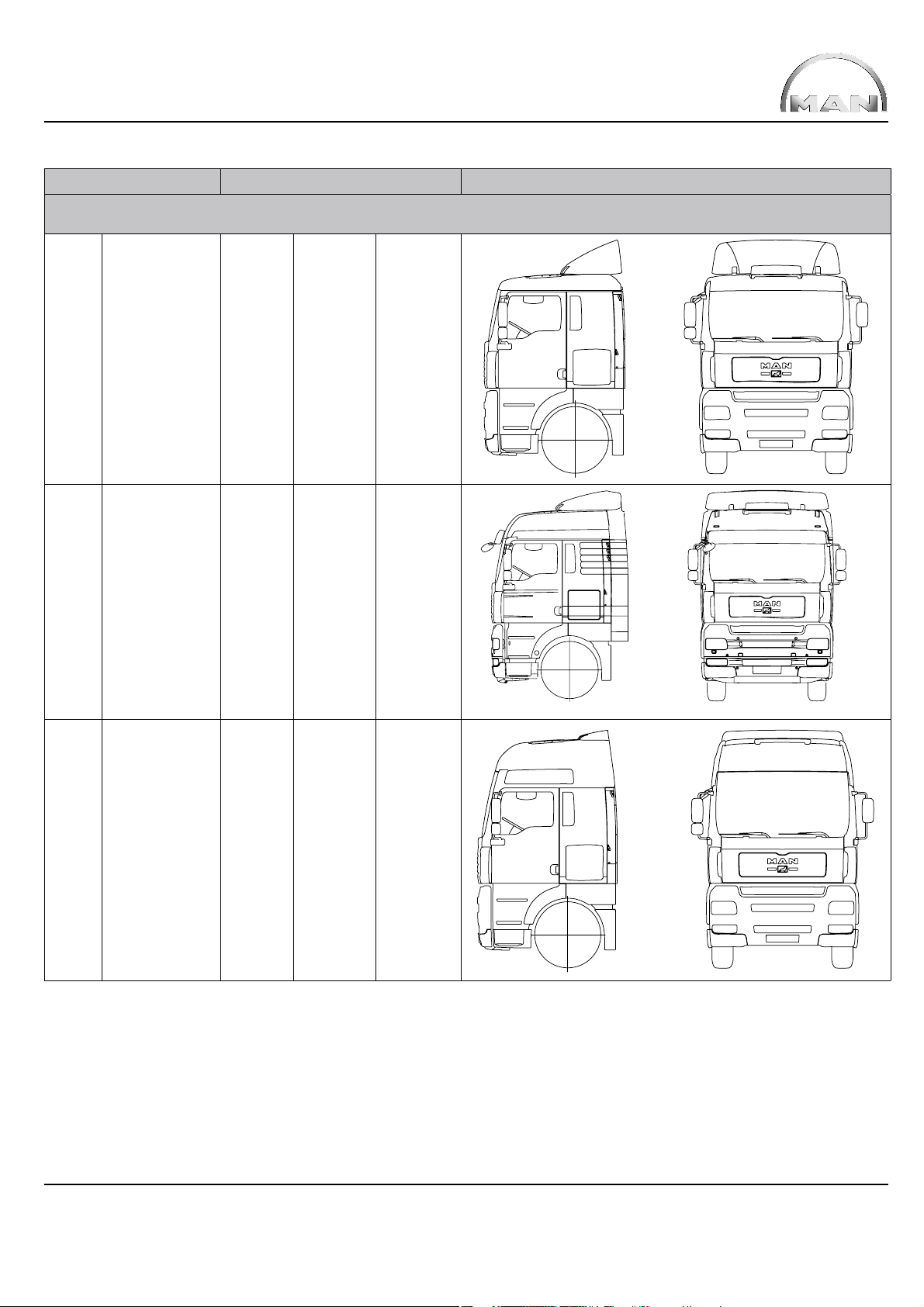
Description Dimensions* Views
Name Technical Length Width High roof Side Front
description
XL LHD
F99L40S
RHD
F99R40S
2.280 2.440
XLX LHD
F99 L47 S
RHD
F99 R47 S
XXL LHD
F99L41S
RHD
F99R41S
2.280 2.440 yes, low
2.280 2.440 yes
*) Dimensions refer to the cab without attachments such as mudguards, front spoiler, mirrors, roof spoiler etc.
TRUCKNOLOGY® GENERATION A (TGA) 20
Page 28
2.5 Engine variants
In-line six-cylinder Diesel engines (R6) and a V10 with 4-valve technology from the D28 family of engines are installed in the TGA
(D28 = 1st – 3rd digits of the engine designation). Engines with common rail injection are new additions to the range.
The engine programme has been extended since 2004 with two further engine ranges – the well known engines from the D08 range and
the new D20 Common Rail range that are also available as Euro 4 engines with the PM-Kat
only installed in ERF brand trucks (see table 6, model numbers).
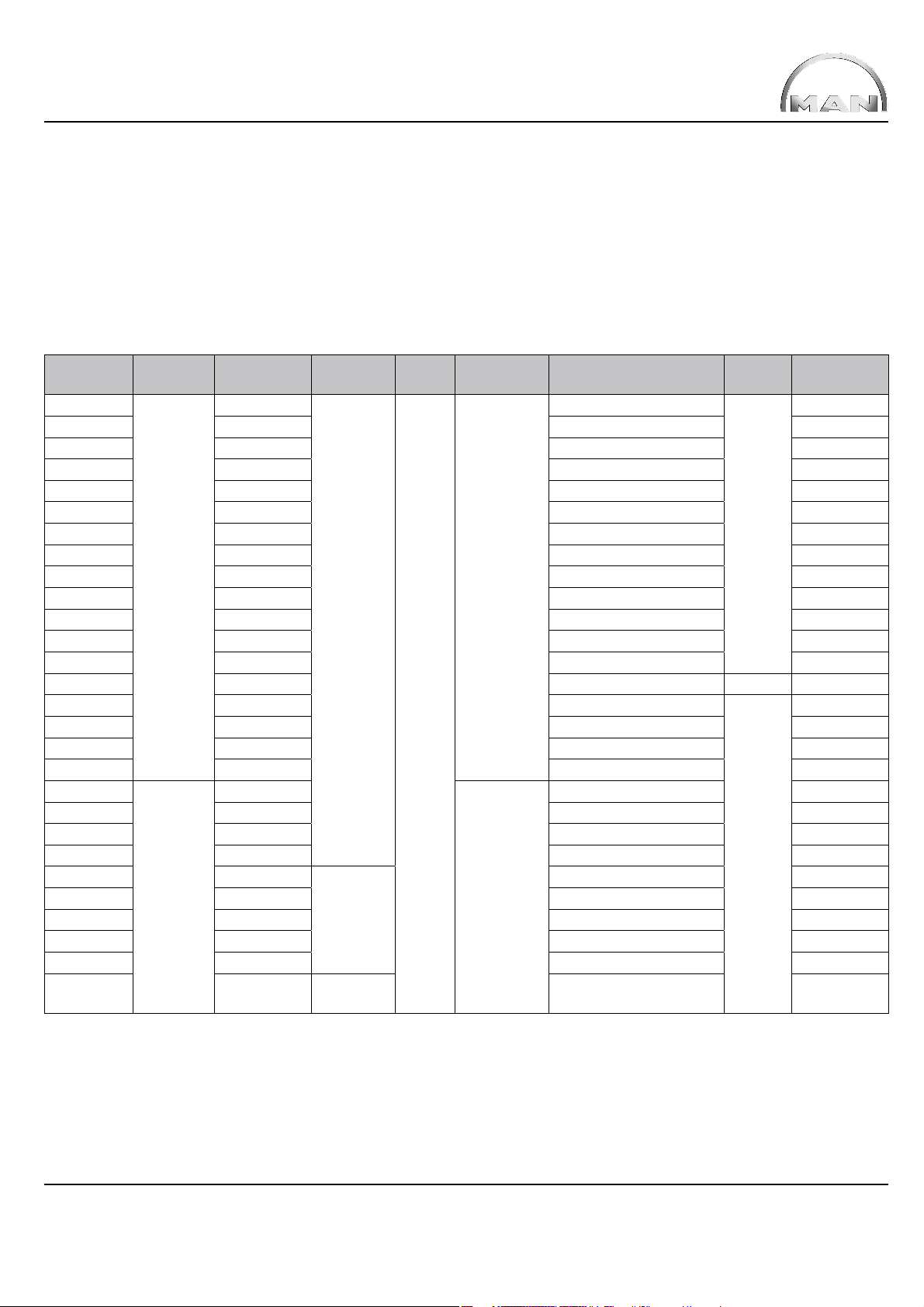
Table 8: TGA engines/engine designations D08D08 / D20 / D26 / D28
®
. Cummins engines of the ISMe range are
Vehicle
designation
xx.280
xx.330 240 kW / 2.400 1.250 at 1.200 - 1.800 rpm D0836LF44
xx.310 228 kW / 1.900 1.500 at 900 - 1.300 rpm D2866LF26
xx.310 228 kW / 1.900 1.550 at 1.000 - 1.300 rpm D2066LF04
xx.360 265 kW / 1.900 1.700 at 900 - 1.400 rpm D2866LF27
xx.350 257 kW / 1.900 1.750 at 1.000 - 1.300 rpm D2066LF03
xx.410 301 kW / 1.900 1.850 at 900 - 1.300 rpm D2866LF28
xx.390 287 kW / 1.900 1.900 at 1.000 - 1.300 rpm D2066LF02
xx.430 316 kW / 1.900 2.100 at 1.000 - 1.300 rpm D2066LF01
xx.460 338 kW / 1.900 2.100 at 900 - 1.300 rpm D2876LF04
xx.510 375 kW / 1.900 2.300 at 1.000 - 1.300 rpm D2876LF05
xx.480 353 kW / 1.900 2.300 at 1.000 - 1.400 rpm D2876LF12
xx.530 390 kW / 1.900 2.400 at 1.000 - 1.400 rpm D2876LF13
xx.660 485 kW / 1.900 2.700 at 1.000 - 1.600 rpm V10 D2840LF25
xx.360 265 kW / 1.900 1.800 at 1.000 - 1.400 rpm
xx.400 294 kW / 1.900 1.900 at 1.000 - 1.400 rpm D2066LF49
xx.440 324 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF50
xx.480 353 kW / 1.900 2.300 at 1.050 - 1.400 rpm D2676LF31
xx.310
xx.350 257 kW / 1.900 1.750 at 1.000 - 1.400 rpm D2066LF13
xx.390 287 kW / 1.900 1.900 at 1.000 - 1.400 rpm D2066LF12
xx.430 316 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF11
xx.320 235 kW / 1.900
xx.360 265 kW / 1.900 1.800 at 1.000 - 1.400 rpm D2066LF33
xx.400 294 kW / 1.900 1.900 at 1.000 - 1.400 rpm D2066LF32
xx.440 324 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF31
xx.480 353 kW / 1.900 2.300 at 1.050 - 1.400 rpm D2676LF01
xx.320 235 kW / 1.900 OBD 1 +
Emission
class
Euro 3
Euro 4
Power [kW]
at [rpm]
206 kW / 2.400
228 kW / 1.900
OBD
generation
No OBD
OBD 1
control
NO
X
EGR Exhaust gas
after treatment
None
With
AGR
®
PM-Kat
Max. torque
[Nm] / at [rpm]
1.100 at 1.200 - 1.800 rpm
1.550 at 1.000 - 1.400 rpm D2066LF14
1.600 at 1.000 - 1.400 rpm D2066LF35
1.600 at 1.000 - 1.400 rpm D2066LF39
Engine
type
R6
R6
Engine
designation
D0836LF41
D2066LF48
TRUCKNOLOGY® GENERATION A (TGA) 21
Page 29

Vehicle
designation
xx.360 Euro 4 265 kW / 1.900 OBD 1 +
xx.400 294 kW / 1.900 1.900 at 1.000 - 1.400 rpm D2066LF37
xx.440 324 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF36
xx.480 353 kW / 1.9 00 2.300 at 1.050 - 1.400 rpm D2676LF05
xx.400
xx.440 321 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF21
xx.400 294 kW / 1.900
xx.440 324 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF23
xx.480 353 kW / 1.9 00 2.300 at 1.050 - 1.400 rpm D2676LF12
xx.5 40 397 kW / 1.900 2.500 at 1.050 - 1.350 rpm D2676LF11
xx.320 235 kW / 1.900
xx.360 265 kW / 1.900 1.800 at 1.000 - 1.400 rpm D2066LF27
xx.400 294 kW / 1.900 1.900 at 1.000 - 1.400 rpm D2066LF26
xx.440 324 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF25
xx.480 353 kW / 1.900 2.300 at 1.050 - 1.400 rpm D2676LF14
xx.5 40 397 kW / 1.900 2.500 at 1.050 - 1.350 rpm D2676LF13
xx.320* 235 kW / 1.900 1.600 at 1.000 - 1.400 rpm D2066LF20
xx.360* 265 kW / 1.900 1.800 at 1.000 - 1.400 rpm D2066LF19
xx.400* 294 kW / 1.900 1.900 at 1.000 - 1.400 rpm D2066LF18
xx.440* 324 kW / 1.900 2.100 at 1.000 - 1.400 rpm D2066LF17
xx.480* 353 kW / 1.900 2.300 at 1.050 - 1.400 rpm D2676LF16
xx.540* 397 kW / 1.900 2.500 at 1.050 - 1.350 rpm D2676LF15
* = In case of NO
rescue services and military vehicles in accordance with Annex I.6558 of Directive 2005/55/EC, version 2006/81/EC
Emission
class
Euro 5
system failure, engines fi tted with OBD 1b or OBD 2 are without torque reduction (TR). Only applies to engines for fi re services,
X
Power [kW]
at [rpm]
294 kW / 1.900
OBD
generation
NOX control
NO OBD
OBD 1
OBD 1 +
NO
control
X
EGR Exhaust gas
after treatment
With
EGR
No
EGR
PM-Kat
SCR
®
Max. torque
[Nm] / at [rpm]
1.800 at 1.000 - 1.400 rpm
1.900 at 1.000 - 1.400 rpm D2066LF22
1.900 at 1.000 - 1.400 rpm D2066LF24
1.600 at 1.000 - 1.400 rpm D2066LF28
Engine
type
R6
Engine
designation
D2066LF38
3. General
National and international regulations take priority over technically permissible dimensions and weights if they limit the technically
permissible dimensions and weights. The following data can be obtained from the quotation documents and documents contained in
MANTED® at www.manted.de:
• Dimensions
• Weights
• Centre of gravity position for payload and body (minimum and maximum position for body) for the production standard
chassis / tractor unit.
The data contained in these documents may vary depending on what technical features the vehicle is actually fi tted with upon delivery.
The critical factor is the vehicle’s actual confi guration and condition at the time delivery.
To achieve optimum payload carrying capability the chassis must be weighed before work starts on the body.
Calculations can then be made to determine the best centre of gravity position for payload and body as well as the optimum body
length. As a result of component tolerances the weight of the standard chassis is allowed to vary by ± 5%, in accordance with
DIN 70020. Any deviations from the standard equipment level will have a greater or lesser effect on dimensions and weights.
Changes in equipment may result in deviations in the dimensions and weights, particularly if different tyres are fi tted that then also lead
to a change in the permissible loads.
TRUCKNOLOGY® GENERATION A (TGA) 22
Page 30
In each individual case when a body is fi tted care needs to be taken to ensure the following
• Under no circumstances may the permissible axle weights be exceeded
• A suffi cient minimum front axle load is achieved
• The position of the centre of gravity and loading must not be one-sided
• The permissible overhang (vehicle overhang) is not exceeded.
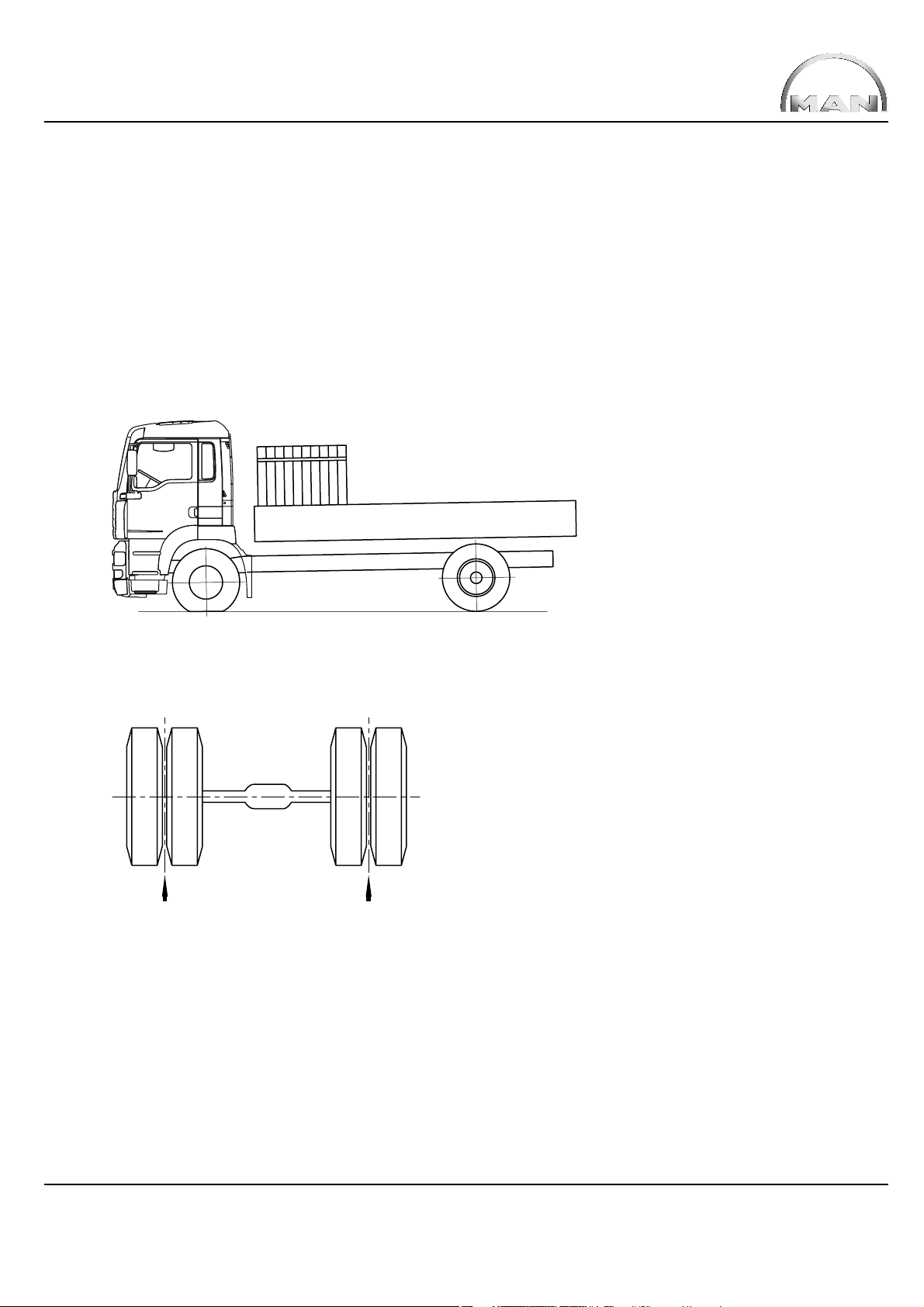
3.1 Axle overload, one-sided loading
Fig. 1: Overloading the front axle ESC-052
Fig. 2: Difference in wheel load ESC-126
G G
Formula 1: Difference in wheel load
∆G ≤ 0,05 • G
tat
The body must be designed such that one-sided wheel loads do not occur. Following checks, a maximum wheel load difference of 5 %
is permitted (where 100 % represents the actual axle load and not the permissible axle load).
TRUCKNOLOGY® GENERATION A (TGA) 23
Page 31

Example:
Actual axle load G
= 11.000kg
tat
Therefore, the permissible wheel load difference is:
∆G = 0,05 G
= 0,05 · 11.000 kg
tat
∆G = 550 kg
This means for example that the wheel load on one side is 5,225 kg and 5,775 kg on the other.
The calculated maximum wheel load provides no information on the permissible individual wheel load for the tyres fi tted.
Information on this can be found in the technical manuals supplied by the tyre manufacturers.
3.2 Minimum front axle load
In order to maintain steerability, the stipulated minimum front axle load must be ensured under all vehicle load conditions, see table 11.
Fig. 3: Minimum front axle loading ESC-051
TRUCKNOLOGY® GENERATION A (TGA) 24
Page 32

Tabl e 9: Minimum front axle loading for any load condition as a % of the respective actual vehicle weight
Minimum front axle loading for any load condition as a % of the respective actual vehicle weight
SDAH = Rigid drawbar trailer ZAA = Centre-axle trailer
GVW = Gross vehicle weight (vehicle/trailer)
Number of axles Wheel formula Without SDAH
/ZAA
Two-axle vehicle 4x2, 4x4H
4x4
More than 2 axles
Three axle vehicles with lifting
leading or trailing axles must be
treated as having two axles when
the lifting axles are raised. In this
condition the higher minimum
front axle load for two axle vehicles applies.
If more than one front axle is fi tted the % value is the total of the front axle loads. When operating with rigid drawbar trailers / centreaxle trailers + additional rear loads (e.g. tail-lift, crane) the higher value should be applied *= -2 % for steered leading/trailing axles
These values are inclusive of any additional rear loads such as: Nose weights exerted by a centre-axle trailer
6x2/2, 6x2/4
6x2-2, 6x2-4
6x4, 6x4-4
6x4H/2, 6x4H/4
6x4H-2, 6x4H-4
6x6, 6x6H
8x2-4, 8x2-6
8x4, 8x4/4,
8x4-4
8x4H-6, 8x6,
8x6H, 8x8
25 % 25 % 30 % 30 %
20 %* 25 %* 30 %* 25 %*
With SDAH /ZAA
GG ≤ 18 t
Tridem SDAH /ZAA
GG > 18 t
Other rear load
e.g. crane
• loading cranes
• tail lifts
• fork lift trucks.
3.3 Wheels, rolling circumference
Different tyre sizes on the front and rear axle(s) can only be fi tted to all-wheel-drive vehicles if the difference in rolling circumference
of the tyres used does not exceed 2% . The notes in Chapter 5 “Body” relating to anti-skid chains, load rating and clearance must
be observed.
3.4 Permissible overhang
The permissible overhang length is defi ned as the distance between the rear axle centreline (resulting from the theoretical wheelbase) and
the end of the vehicle (including the bodywork). For defi nition see the following the following paragraph 3.5.
The following maximum values are permitted, expressed as a percentage of the theoretical wheelbase
- Two-axle vehicles 65 %
- all other vehicles 70 %.
If the vehicle is not equipped to tow trailers the above values may be exceeded by 5 %.
The basic requirement is that the minimum front axle loads given in table 9 (par. 3.2.) must be observed for every operating condition.
TRUCKNOLOGY® GENERATION A (TGA) 25
Page 33

3.5 Theoretical wheelbase, overhang, theoretical axle centreline
The theoretical wheelbase is an aid for calculating the position of the centre of gravity and the axle loads.
The defi nition is given in the following fi gures.
Fig. 4: Theoretical wheelbase and overhang – two-axle vehicle ESC-046
Theoretical rear
axle centreline
u
t
G
zul2
G
G
permissible1
zul1
l12= l
t
G
permissible2
Formula 2: Theoretical wheelbase for a two-axle vehicle
l
= l
t
12
Formula 3: Permissible overhang for a two-axle vehicle
U
≤ 0,65 • l
t
t
Fig. 5: Theoretical wheelbase and overhang for a three-axle vehicle with two rear axles and identical rear axle loads ESC-047
Theoretical rear
axle centreline
G
G
permissible1
zul1
l
12
G
l
t
permissible2
l
23
G
zul2
G
G
permissible3
zul3
u
t
TRUCKNOLOGY® GENERATION A (TGA) 26
Page 34

Formula 4: Theoretical wheelbase for a three-axle vehicle with two rear axles and identical rear axle loads
l
= l12 + 0,5 • l
t
23
Formula 5: Permissible overhang for a three-axle vehicle with two rear axles and identical rear axle loads
U
≤ 0,70 • l
t
t
Fig. 6: Theoretical wheelbase and overhang for a three-axle vehicle with two rear axles and different rear axle
loads (e.g. in the MAN vehicle range all 6x2’s) ESC-048
Theoretical rear
axle centreline
G
permissible1
l
G
zul1
12
G
G
permissible2
l
t
zul2
l
23
G
G
permissible3
zul3
u
t
Formula 6: Theoretical wheelbase for a three-axle vehicle with two rear axles and different rear axle loads
G
permissible3
• l
23
lt = l12 +
G
permissible2
+ G
permissible3
Formula 7: Permissible overhang length three-axle vehicle with two rear axles and unequal rear axle loads
U
≤ 0,70 • l
t
t
TRUCKNOLOGY® GENERATION A (TGA) 27
Page 35

Fig. 7: Theoretical wheelbase and overhang for a four-axle vehicle with two front and two rear axles
(any axle load distribution) ESC-050
Theoretical front
axle centreline
Theoretical rear
axle centreline
G
permissible1
l
12
G
permissible2
l
23
G
l
t
l
34
permissible3Gpermissible4
U
t
Formula 8: Theoretical wheelbase for a four-axle vehicle with two front and two rear axles (any axle load distribution)
G
• l12 G
permissible1
permissible4
• l
34
lt = l23 + +
G
permissible1
+ G
permissible2
G
permissible3
+ G
permissible4
Formula 9: Permissible overhang length for a four-axle vehicle with two front and two rear axles
U
≤ 0,70 • l
t
t
3.6 Calculating the axle load and weighing procedure
It is essential that an axle load calculation be completed in order to ensure correct design of the body.
Achieving optimum compatibility between bodywork and truck is only possible if the vehicle is weighed before any work on the body
is commenced. The weights thus obtained are then taken as a basis for an axle load calculation. The weights given in the sales
documents only apply to production standard vehicles. Manufacturing inaccuracies (within tolerances) may occur.
The vehicle must be weighed:
• Without the driver
• With a full fuel tank
• With the handbrake released and the vehicle secured with chocks
• If fi tted with air suspension, raise the vehicle to normal driving position
• Lower any liftable axles
• Do not actuate any moving-off aid.
TRUCKNOLOGY® GENERATION A (TGA) 28
Page 36

Observe the following sequence when weighing a vehicle:
Two-axle vehicles
st
• 1
• 2
axle
nd
axle
• whole vehicle as a check
Three-axle vehicles with two rear axles
st
• 1
• 2
axle
nd
together with 3rd axle
• whole vehicle as a check
Four axle vehicle with two front and two rear axles
st
• 1
• 3
together with 2nd axle
rd
together with 4th axle
• whole vehicle as a check
Four-axle vehicle with one front and three rear axles
st
• 1
• 2
axle
nd
together with 3rd and 4th axles
• whole vehicle as a check.
3.7 Checking and adjustment procedures once body has been fi tted
On the TGA do not check or adjust:
• ALB settings: No adjustments necessary once bodywork has been fi tted
According to EU Directives however, a person authorised to carry out tests must enter the registration number
(normally this has not been issued when the vehicle leaves the MAN factory).
Checking and adjustment procedures that must be completed by the bodybuilder once the body has been fi tted:
• Before fi tting bodies, roof spoilers delivered by MAN which are fi tted to the chassis frame, must be mounted on the cab.
• Basic beam alignment of the headlamps, see also Section 6.in this booklet for details
• Check battery charge status according to the charging schedule, sign battery charging log.
See also the Chapter “Electrics, electronics, wiring”
• Check rear underride protection for compliance with statutory regulations and adjust as necessary.
• Check sideguards for compliance with statutory regulations (for dimensions see the Chapter “Modifying the chassis”)
and adjust as necessary.
TRUCKNOLOGY® GENERATION A (TGA) 29
Page 37

3.8 Notes on MAN Hydrodrive
®
MAN Hydrodrive® is a hydrostatic front axle drive that employs wheel hub motors. The system is selectable and operates in the speed
range between 0 and 28 km/h. Vehicles fi tted with Hydrodrive
®
are legally regarded as off-road vehicles as defi ned by 70/156 EEC
(as last amended by 2005/64/EU and 2005/66/EG).
The Hydrodrive® hydraulic circuit is solely approved for the regulated drive of the front axle and may not be used to supply other
hydraulic systems.
In the case of semi-trailer tippers and other bodies where there is a risk of the cargo falling into the area around the oil cooler an oil
cooler cover must be fi tted. This is available fi tted ex-works or as a retrofi t solution under the name ‚Protective cover for oil cooler/fan
for HydroDrive
®
’. (Installation no. 81.36000.8134).
4. Modifying the chassis
To provide customers with the products they want, additional components sometimes need to be installed, attached or modifi ed.
For uniformity of design and ease of maintenance, we recommend that original MAN components be used as long as these comply with
the vehicle’s structural design. To keep maintenance work to a minimum, we recommend the use of components that have the same
maintenance intervals as the MAN chassis.
Modifi cations to safety-critical components of wheel/axle guides, steering and brakes are not allowed. Existing anti-roll bars may
neither be removed nor modifi ed.
Installation and/or modifi cation of components frequently requires intervention in the control unit’s CAN architecture (e.g. when
extending the EBS electronic braking system). The necessary modifi cations and/or expansion of the vehicle programming are
described under the corresponding topic in these guidelines. Such modifi cations may only be undertaken with assistance from the
electronics experts at MAN service centres and the programming must be approved by the SMTSE-ESC department (for address see
“Publisher” above). Retrofi tted systems may, under certain circumstances, not be assimilated into the vehicles’ on-board Trucknology
systems “Time maintenance system” of “Flexible maintenance system”. For this reason it is not possible to achieve the same degree of
maintenance convenience as is possible with original equipment.
®
4.1 Frame material
When carrying out modifi cations to the chassis longitudinal and cross-members only use of the original frame material S500MC
(QStE 500TM) is approved.
Exception: For profi le 33, the longitudinal members are made of S420MC = QStE420TM.
Table 10: Steel for TGA frame
Material
number
1.0980 QStE420TM SEW 092 ≥ 420 480-620 S420MC DIN EN
1.0984 QStE500TM SEW 092 ≥ 500 550-700 S500MC DIN EN
For subframe longitudinal and cross-members only steels with a yield point of σ
subframes see the Subframe Chapter 5.3.3.
For the TGA the following longitudinal frame members are used, depending on the model.
Previous
material
designation
Previous
standard
σ
0,2
N/mm
σ
2
B
N/mm
2
New material
designation
New
standard
Profi le codes as
per table 11
33
10149-2
31 32 34
10149-2
≥ 350 N/mm2 may be used. For additional details on
0,2
TRUCKNOLOGY® GENERATION A (TGA) 30
Page 38

Fig. 8: Profi le data for longitudinal frame members ESC-112
Bo
t
h
y
e
e
x
R
B
u
Surface centre of gravity S
H
Table 11: Profile data for longitudinal frame members, profi les in bold are used for the TGA range
No H
mmhmm
B
B
o
mm
u
mmtmmRmmGkg/m
σ
0,2
N/mm
σ
2
B
N/mm
A
e
e
x
2
Mm
2
mm
mm
y
cm
W
cm
W
x1
3
cm
l
x
4
l
cm
W
y
y1
4
3
cm
x2
3
1 220 208 80 85 6 10 17 420 480..620 2.171 21 110 1.503 138 135 135 64 21
2 222 208 80 80 7 10 20 420 480..620 2.495 20 111 1.722 155 155 142 71 24
3 222 208 75 75 7 10 19 420 480..620 2.425 18 111 1.641 148 148 118 66 21
4 224 208 75 75 8 10 22 420 480..620 2.768 19 112 1.883 168 168 133 70 24
5 220 208 70 70 6 10 16 420 480..620 2.021 16 110 1.332 121 121 85 53 16
6 322 306 80 80 8 10 29 420 480..620 3.632 17 161 4.821 299 299 176 104 28
7 262 246 78 78 8 10 24 420 480..620 3.120 18 131 2.845 217 217 155 86 26
8 260 246 78 78 7 10 21 420 480..620 2.733 18 130 2.481 191 191 138 77 23
9 224 208 80 80 8 10 22 420 480..620 2.848 20 112 1.976 176 176 160 80 27
10 262 246 80 80 8 10 25 420 480..620 3.152 19 131 2.896 221 221 167 88 27
11 273 247 85 85 7
1)62)
31 355 510 3.836 26 136 4.463 327 327 278 108 47
12 209 200 65 65 4,5 8 11 260 420 1.445 15 105 868 83 83 52 35 10
13 210 200 65 65 5 8 13 260 420 1.605 15 105 967 92 92 58 39 12
14 220 208 70 80 6 10 16 420 480..620 2.081 18 107 1.399 131 124 105 58 17
15 222 208 70 80 7 10 19 420 480..620 2.425 18 108 1.638 152 144 120 67 19
16 234 220 65 65 7 8 19 420 480..620 2.381 15 117 1.701 145 145 80 53 16
17 220 208 75 75 6 10 16 420 480..620 2.081 18 110 1.400 127 127 103 57 18
18 218 208 70 70 5 10 13 420 480..620 1.686 16 109 1.105 101 101 72 45 13
19 222 208 70 70 7 10 18 420 480..620 2.355 17 111 1.560 141 141 97 57 18
20 260 246 70 70 7 10 21 420 480..620 2.621 15 130 2.302 177 177 101 67 18
21 210 200 65 65 5 8 13 420 480..620 1.605 15 105 967 92 92 58 39 12
22 330 314 80 80 8 10 29 420 480..620 3.696 17 165 5.125 311 311 177 104 28
23 270 254 80 80 8 10 25 420 480..620 3.216 18 135 3.118 231 231 168 93 27
24 274 254 80 80 10 10 31 420 480..620 4.011 19 137 3.919 286 286 204 107 33
25 266 254 80 80 6 10 19 420 480..620 2.417 18 133 2.325 175 175 130 72 21
26 224 208 70 70 8 10 21 420 480..620 2.688 17 112 1.789 160 160 109 64 21
27 268 254 70 70 7 10 21 420 480..620 2.677 15 134 2.482 185 185 102 68 19
28 270 254 70 70 8 10 24 420 480..620 3.056 15 135 2.843 211 211 114 76 21
W
cm
y2
3
TRUCKNOLOGY® GENERATION A (TGA) 31
Page 39

Table 11: Profile data for longitudinal frame members, profi les in bold are used for the TGA range
No H
mmhmm
B
B
o
mm
u
mmtmmRmmGkg/m
σ
0,2
N/mm
σ
2
B
N/mm
A
e
e
x
2
Mm
2
mm
mm
y
cm
W
cm
W
x1
3
cm
l
x
4
l
cm
W
y
y1
4
3
cm
x2
3
29 334 314 80 80 10 10 36 420 480..620 4.611 17 167 6.429 385 385 215 126 34
30 328 314 80 80 7 10 25 420 480..620 3.237 16 164 4.476 273 273 158 99 25
31 270 254 85 85 8 10 26 500 550..700 3.296 20 135 3.255 241 241 201 101 31
32 270 251 85 85 9,5 10 30 500 550..700 3.879 21 135 3.779 280 280 232 110 36
33 334 314 85 85 10 10 37 420 480..620 4.711 19 167 6.691 401 401 257 135 39
34 270 256 85 85 6,8 10 22 500 550..700 2.821 19 135 2.816 209 209 174 92 26
35 220 212 70 70 4 10 11 420 480..620 1.367 16 110 921 84 84 59 37 11
36 220 211 70 70 4,5 10 12 420 480..620 1.532 16 110 1.026 93 93 65 41 12
37 220 206 70 70 7 10 18 420 480..620 2.341 17 110 1.526 139 139 97 57 18
38 220 204 70 70 8 10 21 420 480..620 2.656 17 110 1.712 156 156 108 64 20
39 270 256 70 70 7 10 21 420 480..620 2.691 15 135 2.528 187 187 102 68 19
40 270 256 70 70 7 10 21 500 550..700 2.691 15 135 2.528 187 187 102 68 19
41 270 254 70 70 8 10 24 420 480...620 3.056 15 135 2.843 211 211 114 76 21
42 270 254 85 85 8 10 26 500 480...620 3.296 20 135 3.255 241 241 201 101 31
3
270 254 85 85 8 10 26 500 560...700 3.296 20 135 3.255 241 241 201 101 31
43
4
270 256 80 80 7 10 22 460 490..627 2.831 18 135 2.770 205 205 150 83 24
44
3
270 251 85 85 9,5 10 30 500 550..700 3.879 21 135 3.779 280 280 232 110 36
45
46 270 254 70 70 8 10 24 500 550..700 3.056 15 135 2.842 211 211 114 76 21
1)
Upper and lower fl ange 13 mm thick
2)
Outside radius 10 mm
3)
LNE500 in accordance with Brazilian Standard NBR 6656:2008, for TGX in Latin America (status 03 2010: CKD types 28X. 88X)
4)
CLA (Cargo Line A)
W
cm
y2
3
Table 12 gives the standard model-related allocation of longitudinal frame members valid on the date of publication of this guide.
No guarantee is given or implied as to the currentness or completeness of this data.
Up-to-date and binding instructions on the longitudinal frame member profi le to be used can be found in:
• the chassis drawing
• the technical data sheet
which can be found for the corresponding vehicle at www.manted.de under “Chassis”.
TRUCKNOLOGY® GENERATION A (TGA) 32
Page 40

Table 12: Model-related allocation of longitudinal frame member profi les for TGA
Tonnage Vehicle Suffi x Model Profi le code Specifi cs
18 t TGA 18.xxx 4x2 BLS-TS
TGA 18.xxx 4x4
TGA 18.xxx 4x4H
19 t TGA 19.xxx 4x2 BBS-WW
25 t TGA 25.xxx 6x2-2, 6x2-4 LL-U
26 t TGA 26.xxx 6x2-2, 6x2-4
TGA 26.xxx 6x4H
26 t TGA 26.xxx 6x2/2, 6x2/4
TGA 26.xxx 6x4H
26 t TGA 26.xxx 6x4 BB
26 t TGA 26.xxx 6x6
TGA 26.xxx 6x6H
BLS-TS
BLS-TS
BB
BB
BL
BL
BL
LL
LL
LLS-U
LLS-U
LL-U
LL-U
BL-WW
BB
BB
BL
BL
BL
BB-WW
LL-U
BL
BL
BL
LL
LL
LL
BL
BL
LL
BL
BL
BL
BL
BB
BL
BL
BL-WW
BB
BB
BB
BL
BL
H01
H08
H11
H02
H03
H05
H06
H07
H09
H10
H12
H13
H14
H15
H61
H51
H52
H22
H70
H80
H43
H60
H44
H45
H16
H17
H18
H19
H20
H21
H35
H27
H31
H23
H24
H32
H42
H25
H26
H29
H30
H63
H55
H47
H56
H72
H82
34 Tractor unit for tanker /Silo
31
42
31
31
32
32
31
31
31
31/32 Profi le 31 for wheelbase ≤ 3.900+1.400
Profi le 32 for wheelbase > 3.900+1.400
31
31/32 Profi le 31 for wheelbase ≤ 3.900+1.400
Profi le 32 for wheelbase > 3.900+1.400
TRUCKNOLOGY® GENERATION A (TGA) 33
Page 41

Tonnage Vehicle Suffi x Model Profi le code Specifi cs
28 t TGA 28.xxx 6x2-4
TGA 28.xxx 6x2-2
28 t TGA 28.xxx 6x4-4 BL H81 31 TA steered
28 t TGA 28.xxx 6x6-4 BL H83 31 TA steered and driven
32 t TGA 32.xxx 8x4 BB
33 t TGA 33.xxx 6x4 BB
33 t TGA 33.xxx 6x6
TGA 33.xxx 6x6H
35 t TGA 35.xxx 8x2-4,
8x2-6
TGA 35.xxx 8x4 BB
TGA 35.xxx 8x4-4 BL
35 t TGA 35.xxx 8x6 BB
35 t TGA 35.xxx 8x8 BB
40 t TGA 40.xxx 6x4 BB-WW
40 t TGA 40.xxx 6x6 BB-WW
41 t TGA 41.xxx 8x4 BB
41 t TGA 41.xxx 8x4/4 BB, BLBB,
41 t TGA 41.xxx 8x6 FFDA
TGA 41.xxx 8x8 FFDA
BL, LL
LL
BL
LL
BL
BB
BB
BB-WW
BB-WW
BLBL H29
BB
BB-WW
BB
BB
BL
BL
BL
BL
BB
BL
BL
BL
BB
BB
BB
BB
BB
BB-WW
BL
FFDA
FFDA
H71
H85
H86
H87
H89
H48
H49
H25
H26
H28
H62
H30
H47
H54
H55
H56
H72
H82
H88
H90
H36
H37
H40
H41
H91
H92
H73
H93
H76
H96
H33
H34
H57
H58
H38
H39
H46
H94
H95
H73
H93
H76
H96
31 TA steered
TA with twin tyres
TA with twin tyres
TA with twin tyres
TA with twin tyres
34 Only transport mixers and rear tippers
31/32 Profi le 31 for wheelbase ≤ 3.900+1.400
Profi le 32 for wheelbase > 3.900+1.400
31
31/32 Profi le 31 for wheelbase ≤ 3.900+1.400
Profi le 32 for wheelbase > 3.900+1.400
31
31
31
31 At permissible gross weights ≤ 35 t
31 At permissible gross weights ≤ 35 t
32
32
32
33
32 At permissible gross weights > 35 t
32 At permissible gross weights > 35 t
TRUCKNOLOGY® GENERATION A (TGA) 34
Page 42

4.1.1 Subframe material
For reasons of strength, the materials S235JR (St37-2) and S260NC (QStE260N) are only suitable for use to a limited degree.
They are therefore only permitted for subframe longitudinal and cross members that are subject only to line loads from the body.
Should point loads arise or if auxiliary equipment is to be fitted that exerts localised forces, e.g. tail-lifts, cranes and cable winches,
then steels with a yield point of σ
> 350 N/mm² must always be used.
0,2
4.2 Corrosion protection
Surface and corrosion protection affects the service life and appearance of the product. In general, the quality of the coatings on body
components should be equal to that of the chassis.
In order to fulfi l this requirement, the MAN Works Standard M 3297 “Corrosion protection and coating systems for non-MAN
bodies” is binding for bodies that are ordered by MAN. If the customer commissions the body, this standard becomes a
recommendation only. Should the standard not be observed, MAN provides no guarantee for any consequences.
MAN-works standards may be sourced via www.normen.man-nutzfahrzeuge.de, registration required.
Series production MAN chassis are coated with environmentally friendly, water-based 2-component chassis top-coat paints at approx.
80°C. To guarantee uniform coating, the following coating structure is required for all metal component assemblies on the body and
subframe:
• Bare metal or blasted component surface (SA 2.5)
• Primer coat: 2-component epoxy primer, approved in accordance with MAN works standard M 3162-C or, if possible,
cathodic dip painting to MAN works standard M 3078-2, with zinc phosphate pre-treatment
• Top coat: 2-component top-coat paint to MAN works standard M 3094, preferably water-based; if there are no
facilities for this, then solvent-based paint is also permitted. (www.normen.man-nutzfahrzeuge.de, registration required).
Instead of priming and painting the vehicle with a top coat, the substructure of the body (e.g. longitudinal and cross-members, corner
plates) may also be galvanised. See the relevant paint manufacturer’s data sheets for information on tolerances for drying and curing
times and temperatures. When selecting and combining materials the compatibility of the different metals (e.g. aluminium and steel)
must be taken into consideration as must the effects of the ‘electrochemical series’ (cause of contact corrosion).
After all work on the chassis has been completed:
• Remove any drilling swarf
• Remove burrs from the edges
• Apply wax preservative to any cavities
Mechanical connections (e.g. bolts, nuts, washers, pins) that have not been painted over must be given optimum corrosion protection.
To prevent the occurrence of salt corrosion whilst the vehicle is stationary during the body-building phase, all chassis must be washed
with clean water to remove any salt residues as soon as they arrive at the body manufacturer’s premises.
4.3 Drill holes, riveted joints and screw connections on the frame
If possible, use the holes already drilled in the frame. No drilling should be carried out in the fl anges of the longitudinal frame member
profi les, i.e. in the upper and lower fl anges (see Fig. 9). The only exception to this is at the rear end of the frame, outside the area of
all the parts fi tted to the frame that have a load-bearing function for the rearmost axle (see Fig. 10).
This also applies to the subframe.
TRUCKNOLOGY® GENERATION A (TGA) 35
Page 43

Fig. 9: Frame drill holes in the upper and lower fl ange ESC-155 Fig. 10: Drill holes at frame end ESC-032
It is allowable to make drillings in the frame along its total useable length. However, the permissible distances between holes must be
observed (see Fig. 11). After drilling, rub down all holes and remove any burrs.
Fig. 11: Distances between drill holes ESC-021
Ød
b b
b b
b b a a
a ≥ 40
b ≥ 50
c
c ≥ 25
TGA: d ≤ 16
TRUCKNOLOGY® GENERATION A (TGA) 36
Page 44

Several frame components and add-on components (e.g. corner plates with cross member, shear plates, platform corner pieces) are
riveted to the frame during production. If modifi cations to these components need to be carried out afterwards, screw connections with
a minimum strength class of 10.9 and mechanical locking device are permitted. MAN recommends double nip countersunk bolts/nuts to
MAN standard M 7.012.04 (may be sourced via www.normen.man-nutzfahrzeuge.de). The manufacturer’s stipulated tightening torque
must be observed. If double nip countersunk bolts are reinstalled then new bolts/nuts must be used on the tightening side.
The tightening side can be recognised by slight marks on the bolt’s nips or nut fl ange (see Fig. 12).
Fig. 12: Marks on the bolt’s nips on the tightening side ESC-216
Alternatively, it is possible to use high-strength rivets (e.g. Huck
®
-BOM, blind fasteners) – manufacturers’ installation instructions
must be followed. The riveted joint must be at least equivalent to the screw connection in terms of design and strength.
In principle it is also possible to use fl ange bolts. MAN draws your attention to the fact that such fl ange bolts place high requirements on
installation accuracy. This applies particularly when the grip length is short.
Assembly of homologated components (e.g. underride protection, coupling devices) and/or safety-related components (brakes, axles,
axle guide members, suspension) may only be carried out using the respective original MAN connecting elements.
TRUCKNOLOGY® GENERATION A (TGA) 37
Page 45

4.4 Modifying the frame
4.4.1 Welding the frame
As a rule, no welding work is to be carried out on the frame and axle mountings other than that described in these guidelines or in
the MAN repair instructions. Welding work on components and assemblies that are subject to design approval (e.g. coupling devices,
underride protection) may only be carried out by the design approval holder. Welding work on these components will otherwise lead to
the withdrawal of the design approval!
Welders must have specialist knowledge in chassis welding. The workshop must therefore employ suitably trained and qualifi ed
personnel to carry out the required welding work (e.g. in Germany, according to the DVS leafl ets 2510 – 2512 “Carrying out repair
welding work on commercial vehicles”, available from the DVS publishing house).
The frames of MAN commercial vehicles are made from high-strength fi ne-grain steels. Welding work on the frame is only permitted
using the respective original frame material; see Chapter 4.1. The fi ne-grain steels used during manufacture are well suited for welding.
Performed by a qualifi ed welder, the MAG (metal-active gas) and MMA (manual metal arc) welding methods ensure high quality,
long lasting welded joints.
Recommended welding materials:
MAG SG 3 welding wire
E B 10 electrode.
It is important to prepare the area of the weld thoroughly before welding so that a high-quality joint can be achieved.
Heat-sensitive parts must be protected or removed. The areas where the part to be welded joins the vehicle and the earth terminal on
the welding equipment must be bare; therefore any paint, corrosion, oil, grease, dirt, etc., must be removed.
Only direct current welding may be employed; note the polarity of the electrodes.
Pipes/wires (air, electric) in the vicinity of the weld must be protected against heat. It is better to remove them completely.
Fig. 13: Protecting heat-sensitive parts ESC-156
Plastic tube
Welding should not be attempted if the ambient temperature falls below +5°C.
No undercuts are to be made whilst carrying out welding work (see fi llet welds, Fig. 14). Cracks in the weld seam are not permitted.
Joint seams on the longitudinal members are to be made as V or X seams in several passes. Vertical welds should be carried out from
bottom to top (see Fig. 16).
TRUCKNOLOGY® GENERATION A (TGA) 38
Page 46

Fig. 14: Undercuts ESC-150 Fig. 15: Welding at X and Y seam ESC-003
at least 2 passes
No undercuts
Root pass
Fig. 16: Vertical welds on the frame ESC-090
Direction of welding
To prevent damage to electronic assemblies (e.g. alternator, radio, FFR, EBS, EDC, ECAS), adhere to the following procedure:
• Disconnect the positive and negative leads at the battery; join the loose ends of the cables together (- with +)
• Turn on the battery master switch (mechanical switch) or bypass the electric battery master switch on the solenoid
(disconnect cables and join together)
• Attach the earth clip of the welding equipment directly to the area to be welded, ensuring there is good conductivity
(see above)
• If two parts are to be welded together, connect them together fi rst, ensuring good conductivity (e.g. connect both
parts to the earth clip)
It is not necessary to disconnect electronic components and assemblies if the procedure detailed above is followed exactly.
TRUCKNOLOGY® GENERATION A (TGA) 39
Page 47

4.4.2 Modifying the frame overhang
If the rear overhang is modifi ed, the centre of gravity of the payload and the body shifts and, as a result, the axle loads change.
Only an axle load calculation can show whether this is within the permissible range. Such a calculation is therefore essential and must
be carried out before beginning the work. The frame overhang may only be extended using the same material as was used for the frame
during manufacture, see Chapter 4.1.
Extending the frame using several profi le sections is not permissible.
Fig. 17: Extending the frame overhang ESC-093
Frame extension
Frame extension
CAN wiring harnesses may never be cut and lengthened.
Pre-prepared wiring harnesses are available from MAN for rear lights, auxiliary rear lights, trailer sockets, side marker lamps and
ABS cables. Detailed procedures are given the booklet ‘TG Interfaces’.
If it is intended to extend vehicles with short overhangs, the existing cross member between the rear spring hangers must be left
in place.
An additional frame cross member must be fi tted if the distance between the cross members is more than 1,500 mm (see Fig. 18).
A tolerance of +100 mm is permitted. There must always be an end cross member fi tted.
TRUCKNOLOGY® GENERATION A (TGA) 40
Page 48

Fig. 18: Max. distance between frame cross members ESC-092
The rear frame end may be tapered (see Fig. 19).
The resulting reduced cross-section of the longitudinal frame member profi le must still be of suffi cient strength.
No taperings are allowed in the vicinity of the axle locating parts.
Fig. 19: Tapered frame end ESC-108
Interior height ≥ end cross member height
No taper in the area of axle
location parts
If a frame overhang is shortened as far as the axle guide or suspension (e.g. rear spring hanger, stabiliser bracket) the cross members
in this area (normally tubular cross-members) must either remain in place or be replaced with suitable original MAN end cross members
(see Fig. 20).
TRUCKNOLOGY® GENERATION A (TGA) 41
Page 49

Fig. 20: Frame end of a tractor unit ESC-503
4.4.3 Modifi cations to the wheelbase
Every change of wheelbase requires approval from the manufacturer. Enquiries can be made by completing the form “Request for
certifi cation”, available to download from www.manted.de or via the online certifi cation form. Any associated parameterisation of
the wheelbase and frame overhang, if changed, will be carried out at the same time as certifi cation.
Technical design specifi cations applicable to steering in particular 70/311 EEC, mean that, depending upon the number and type of
steered axles, wheelbase, tyres axle loads and permissible gross weight, chassis of the TGA range are fi tted with different steering
wheels (diameter), steering gear (range of ratios) and steering oil piping (cooling coils). Therefore, when considering wheelbase
extensions the ESC Department at MAN (for address see “Publisher” above) should always be fi rst consulted as to whether the
planned change to the wheelbase will require other steering component modifi cations.
Parameterisation of the wheelbase modifi cation (see next paragraph) is only possible if the correct components have been installed.
MAN shall not be liable for errors, made as a result of late consultations, that lead to increased cost. In addition, before commencing any
work, an application must be made to the MAN repair shop for a conversion data fi le (vehicle parameterisation) quoting the new
wheelbase. Parameterisation is carried out using the MAN-cats
Modifi cations to the wheelbase can be made by:
• Moving the entire rear axle assembly
• Disconnecting the longitudinal frame members and inserting or removing a section of frame.
Provided modifi cations are carried out in accordance with all of the following points, wheelbase modifi cations will have been carried out
properly and approval will not be necessary.
®
diagnosis system.
TRUCKNOLOGY® GENERATION A (TGA) 42
Page 50

The new wheelbase must remain between the minimum and maximum standard wheelbase for the same model according to model
code (see Chapter 2.2, Table 5).
The maximum distance between the cross members following a wheelbase modifi cation is 1,500 mm. A tolerance of +100 mm is
permitted. Any modifi cations to the driveshaft section of the driveline must be carried out according to the guidelines contained in this
Guide to Fitting Bodies, see Chapter 4.6.3.1 and the instructions provided by the driveshaft manufacturer. If the new wheelbase is the
same as a series wheelbase on a production model, then the arrangement of the driveshaft and cross members must be the same as
that for a series wheelbase vehicle. Guidelines on moving air pipes and electric cables are contained in Chapter 6, “Electrics,
electronics and wiring”). CAN wiring harnesses may not be cut, therefore when shortening the wheelbase, the wiring harness should
simply be routed over a longer distance. Do not form rings or loops. During wheelbase extensions all rear axle related control units and
sensors must be moved with the axle. Appropriate wiring harness adapters are therefore available for all rear axle related control units
and sensors. System, method and item numbers are described in detail in the booklet ‘Interfaces TG’. Axle guide components and
suspension (e.g. spring hangers, trailing arm brackets) may not be located in the area ahead of and within the bends in the frame, a
minimum clearance of 100 mm to the 2nd frame break must be adhered to (see Fig. 21).
Fig. 21: Forbidden zone for rear axle locating parts ESC-500
On types with hydraulic forced steering of the trailing axle “ZF-Servocom
®
RAS” (all 6x2-4), depending upon the extent of the wheelbase
modifi cation, steering arms with different steering angles must be installed on the 1st and 2nd axles, according to table 13.
Table 13: Steering arms for 6x2-4 with “ZF-Servocom® RAS” trailing axle steering
Wheelbase [mm]
st
–2nd axle
1
Steering armitem no. max. steering angle steering arm
3.900 ≤ 4.200 81.46705.0508 19°
> 4.200 ≤ 4.800 81.46705.0004 16,5°
> 4.800 ≤ 5.500 81.46705.0509 14,5°
> 5.500 81.46705.0510 13,5°
On types fi tted with “ZF-Servocom
®
RAS-EC” electronic/hydraulic leading axle steering system (all 6x2/4 and 8x4/4 vehicles)
extending the wheelbase is not possible – however shortening it is. Modifi cations to the steering system are inadmissible.
On vehicles with two mechanically steered front axles (e.g. 8x4) steered axles may only be moved by MAN vehicle modifi cation
partners. This is because the steering system must be professionally modifi ed and only MAN vehicle modifi cation partners may receive
the required software update.
TRUCKNOLOGY® GENERATION A (TGA) 43
Page 51

Shortening the wheelbase is possible for these models if the guidelines listed here are followed.
Moving axles
The axle-mounting brackets, axle locating hardware and cross-members should be completed using rivets or MAN double nip
countersunk bolts to MAN Standard M 7.012.04 (may be sourced via www.normen.man-nutzfahrzeuge.de) as described in Section 4.3.
Observe the hole-to-hole distances specifi ed there!
Welding
The guidelines on welding in this Guide to Fitting Bodies (see Chapter 4.4.1) must be observed. If frame components are to be inserted,
such as longitudinal frame members, frame inserts, the original frame material must be used. For frame materials see Chapter 4.1.
It is recommended that the longitudinal frame members are pre-heated to 150°C – 200°C.
The frame must not be disconnected in the vicinity of:
• Points where loads are introduced from the body
• Bends in the frame, minimum distance 100 mm
• Axle guides and suspension (e.g. spring hangers, trailing arm mountings), minimum distance 100 mm
• Transmission mountings (including transfer cases on all-wheel drive vehicles), engine mountings
The allowable area for welds when performing wheelbase modifi cations lies between the bend in the frame and the front-most rear axle
guide. Welded seams along the longitudinal axis of the vehicle are not permitted!
Position of weld seams see Fig. 22.
Fig. 22: Allowable weld area ESC-501
If changing the wheelbase involves disconnecting the longitudinal frame members, the weld seams must be secured with inserts,
in accordance with Fig. 23 or Fig. 24.
TRUCKNOLOGY® GENERATION A (TGA) 44
Page 52

Fig. 23: Inserts for shortening the wheelbase ESC-012
2
≥550
=
≥50
=
Use the existing drill holes in the frame in the vicinity of the angle
1
inserts. Distance between drill holes ≥ 50, Distance between edges ≥ 25
Level the weld seam where parts should be in contact.
2
Weld seam by assessment group BS, DIN 8563, part 3.
=
=
≥25
≥50
≥25
1
Use profi le sections with equal fl ange lenghts.
3
Width is the same as the inner width of the frame. Tolerance - 5 mm.
Thickness same as frame thickness. Tolerance -1. Material min. S355J2G3 (St52-3)
≥40
3
TRUCKNOLOGY® GENERATION A (TGA) 45
Page 53

Fig. 24: Inserts for extending the wheelbase ESC-013
2
4
Use the existing frame drill holes in the area of the angle inserts.
1
Angle inserts must be of one piece.
Distance between drill holes ≥ 50, edge distance ≥ 25
Level the weld seam where parts should be in contact.
Weld seam by assesment group BS, DIN 8563, part 3.
2
≥300
≥50
≥375
≥25
≥50
≥25
1
Use profi le sections with equal fl ange lengths.
Width is the same as the inner width of the frame. Tolerance -5.
3
Rolled sections are not permitted.
Thickness same as frame thickness. Tolerance -1. Material S355J3G3 (St52-3)
≥40
Extend the wheelbase using a section of the original frame longitudinal member.
Material as stated in the Guide to Fitting Bodies, frame profi le list.
4
Observe max. distance between frame cross members as stated in the Guide to Fitting
Bodies.
On some long-wheelbase chassis, frame inserts are already fi tted between the front and rear axles at the factory.
Frame inserts may not be welded together with the longitudinal frame members. This can be avoided for example, by inserting
a copper-based separating foil which is removed once the welding work is completed. Inserts used in changing the wheelbase may be
simply butted-up to one another and may either be welded together or joined with an overlapping plate (see Fig. 25).
3
TRUCKNOLOGY® GENERATION A (TGA) 46
Page 54

Fig. 25: Overlapping inserts on inside and outside ESC-504
The section point between the frame and the insert joint may not coincide with a welded joint in the frame.
A distance between the joints of 100 mm must be observed. This is easy to achieve if during cutting of the frame the location of
the frame-insert joint is already taken into account.
Fig. 26: Overlapping insert on inside and outside ESC-505
TRUCKNOLOGY® GENERATION A (TGA) 47
Page 55

4.5 Retrofi tting additional equipment add-on components or accessories
The manufacturer of an assembly, add-on component or accessory must co-ordinate the installation with MAN.
Retrofi t installation of components frequently requires intervention in the control unit’s CAN architecture (e.g. when extending the EBS
electronic braking system).
Such work always requires modifi cation of the vehicle parameterisation. Retrofi tted systems may, under certain circumstances,
not be assimilated into the vehicles’ on-board Trucknology
For this reason it is not possible to achieve the same degree of maintenance convenience as is possible with original equipment.
Subsequent modifi cation or expansion of the vehicle parameterisation can only be carried out with the help of the electronics
specialists at MAN service centres with subsequent approval by MAN. As a result, retrofi t installation of components must be agreed
with the SMTSE-ESC Department (see “Publisher” above) at the planning stage. ESC will fi rst check to see if it is actually possible
to carry out the planned work. For the approval procedure it is essential therefore, that full and verifi able documentation be provided.
Under no circumstances does MAN accept responsibility for the design or for the consequences of non-approved retrofi tted equipment.
The conditions stated in this Guide and in the approvals must be observed. Approvals, reports and clearance certifi cates that have
been compiled by third parties (e.g. test and inspection authorities) do not automatically mean that MAN will also issue approval.
MAN reserves the right to refuse approval even though third parties may have issued clearance certifi cates.
Unless otherwise agreed, approval only refers to the actual installation of the equipment. Approval does not mean that MAN has
checked the entire system with regard to strength, vehicle handling etc., and has accepted responsibility for warranty of products.
The responsibility for this lies with the company carrying out the work. Retrofi tting of equipment may change the vehicle’s technical
data. The equipment manufacturer and/or the dealer / importer is responsible for determining and issuing this new data.
®
systems “Time maintenance system” of “Flexible maintenance system”.
4.5.1 Retrofi tting additional or larger fuel tanks after factory delivery
Fuel is taxed at different rates – even within the EU. If larger or additional fuel tanks are fi tted after the vehicle has been delivered from
the manufacturer‘s factory then the additional tank volume becomes subject to the mineral oil excise duty applicable in the country into
which it is being imported upon crossing the border. Only fuel that is carried in the so-called „standard tanks“ (plus fuel carried in
reserve fuel canisters up to a maximum quantity of 20 litres) is free of duty. Standard tanks are the fuel tanks fi tted to the vehicle when
it was delivered from the factory and not fuel tanks added at a later time by a body builder or workshop for example.
TRUCKNOLOGY® GENERATION A (TGA) 48
Page 56

4.6 Propshafts
Jointed shafts located in areas where people walk or work must be encased or covered.
4.6.1 Single joint
When a single cardan joint, universal joint or ball joint is rotated uniformly whilst bent it results in a non-uniform movement on the output side (see Fig. 27). This non-uniformity is often referred to as cardan error. The cardan error causes sinusoidal-like fl uctuations in
rotational speed on the output side. The output shaft leads and trails the input shaft. The output torque of the propshaft fl uctuates in
line with this, despite constant input torque and input power.
Fig. 27: Single joint ESC-074
Because acceleration and deceleration occur twice during each revolution, this type of propshaft and layout cannot be permitted for
attachment to a power take-off. A single joint is feasible only if it can be proven without doubt that because of the
• mass moment of inertia
• rotational speed and
• the angle of defl ection
the vibrations and loads are not signifi cant.
TRUCKNOLOGY® GENERATION A (TGA) 49
Page 57

4.6.2 Jointed shaft with two joints
The non-uniformity of the single joint can be compensated for by combining two single joints in one propshaft.
However, full compensation of the movement can be achieved only if the following conditions are met:
• Both joints have the same working angle, i.e. ß1 = ß
2
• The two inner yokes of the joint must be in the same plane
• The input and output shafts must also be in the same plane, see Figs. 28 and 29.
All three conditions must always be met simultaneously so that the cardan error can be compensated for.
These conditions exist in the so-called Z and W arrangements (see Figs. 28 and 29). The common working plane that exists for Z or W
arrangements may be freely rotated about the longitudinal axis.
The exception is the three-dimensional propshaft layout, see Fig. 30.
Fig. 28: W propshaft layout ESC-075
common
ß
1
defl ection plane
ß
2
Fig. 29: Z propshaft layout ESC-076
ß
1
ß
2
common
defl ection plane
TRUCKNOLOGY® GENERATION A (TGA) 50
Page 58

4.6.3 Three-dimensional propshaft layout
If the input and output shafts are not in the same plane the layout is three-dimensional. The centre lines of the input and output shafts
are not parallel. There is no common plane and therefore, to compensate for the fl uctuations in angular velocity, the inner yokes (forks)
of the joint must be offset by angle „γ“ (Gamma) - see Fig. 30.
Fig. 30: Three-dimensional propshaft layout ESC-077
Angle of offset
γ
Plane I
formed by shafts 1 and 2
ß
R1
Fork in plane I Fork in plane II
The condition that the resulting working angle ß
shaft still applies.
Therefore:
ß
= ß
R1
R2
Where:
ß
ß
= three-dimensional angle of shaft 1
R1
= three-dimensional angle of shaft 2.
R2
Plane II
formed by shafts 2 and 3
ß
R2
on the input shaft must be exactly the same as the working angle ßR2 on the output
R1
Three-dimensional working angle ß
is a function of the vertical and horizontal angle of the propshafts and is calculated as:
R
Formula 10: Three-dimensional working angle
tan
2
ß
= tan2 ß
R
+ tan2 ßh
v
The required angle of offset γ (Gamma) can be calculated using the joint angles in the horizontal and vertical planes as follows:
Formula 11: Angle of offset γ
tan ß
tan γ1 = ; tan γ
tan ß
h1
γ1
tan ß
h2
2
tan ß
; γ = γ1 + γ
γ2
2
Where:
ß
ß
ß
= Three-dimensional working angle
R
= Vertical working angle
γ
= Horizontal working angle
h
γ = Angle of offset.
TRUCKNOLOGY® GENERATION A (TGA) 51
Page 59

Note:
In the case of three-dimensional offset of a propshaft with two joints only the three-dimensional working angles need to be equal.
In theory therefore, an infi nite number of layout options can be achieved from the combination of the vertical and horizontal working
angles.
We recommend that the manufacturers’ advice be sought for determining the angle of offset of a three-dimensional propshaft layout.
4.6.3.1 Propshaft train
If the design dictates that greater lengths have to be spanned, propshaft systems comprising two or more shafts may be used.
Fig. 31 shows three basic forms of propshaft system in which the position of the joints and the drivers with respect to each other were
assumed to be arbitrary. Drive dogs and joints are to be matched to each other for kinematic reasons. Propshaft manufacturers should
be consulted when designing the system.
Fig. 31: Propshaft train ESC-078
4.6.3.2 Forces in the propshaft system
The joint angles in propshaft systems inevitably introduce additional forces and moments. If a telescoping propshaft is extended or
compressed whilst under load whilst under load further additional forces will be introduced.
Dismantling the propshaft, twisting the two halves of the shaft and then putting them back together again will not compensate for
the imbalances, it is more likely to exacerbate the problem. Such „trial and error“ may cause damage to the propshafts, the bearings,
the joint, the splined shaft profi le and assemblies. It is therefore essential that the markings on the propshaft are observed.
The marks must therefore be aligned when the joints are fi tted (see Fig. 32).
TRUCKNOLOGY® GENERATION A (TGA) 52
Page 60

Fig. 32: Marking on propshaft ESC-079
ß
2
ß
1
Do not remove existing balancing plates and do not confuse propshaft parts otherwise imbalances will occur again.
If one of the balancing plates is lost or propshaft parts are replaced, the propshaft should be re-balanced.
Despite careful design of a propshaft system, vibrations may occur that may cause damage if the cause is not eliminated.
Suitable measures must be used to cure the problem such as installing dampers, the use of constant velocity joints or changing
the entire propshaft system and the mass ratios.
4.6.4 Modifying the propshaft layout in the driveline of MAN chassis
Body manufacturers normally modify the propshaft system when:
• Modifying the wheelbase as a retrofi t operation
• Installing pumps on the driveshaft fl ange of the power take-off.
In such cases the following must be observed:
• The working angle of each cardan shaft in the driveline must be 7° maximum in each plane when loaded.
• If propshafts are to be extended the entire propshaft system must be re-designed by a propshaft manufacturer.
• Every propshaft must be balanced before installation.
4.7 Modifying the wheel formula
Modifying the wheel formula means:
• The installation of extra axles
• The removal of axles
• Changing the type of suspension (e.g. from leaf suspension to air suspension)
• Making non-steered axles steerable
Modifying the wheel formula are forbidden.
These modifi cations will be only carried out by MAN Truch & Bus AG and their suppliers.
4.7.1 Safety-related components
Modifi cations and changes to the following components:
• Axle guide members (e.g. on control arms)
• Steering system (e.g. on steering arms)
• Suspension (e.g. stabilisers)
• Braking system
together with their mountings and fastenings are not permitted. Suspension components or spring leaves may not be removed or
modifi ed. Leaf springs may be replaced only as a complete part and only in pairs (left and right-hand side).
TRUCKNOLOGY® GENERATION A (TGA) 53
Page 61

4.8 Coupling devices
4.8.1 Basics
If the truck is intended to pull loads, the equipment required to do this must be fi tted and approved. Compliance with the minimum engine
power required by legislation and/or the installation of the correct trailer coupling does not provide any guarantee that the truck is
suitable for pulling loads. The SMTSE-ESC department at MAN (for address see “Publisher” above) must be contacted if the standard or
ex-works permissible gross vehicle weight is to be changed.
Contact must not occur between the truck and the trailer during manoeuvring. Adequate drawbar lengths should therefore be selected.
The legal requirements pertaining to trailer couplings (EU: 94/20/EC and country-specifi c regulations) must be observed. The required
clearances must also be taken into consideration (in Germany, these are defi ned in DIN 74058 and EC Directive 94/20/EC).
The bodybuilder is obliged to ensure that the body is designed and constructed such that the coupling process can be performed and
monitored unhindered and without incurring any risks. The freedom of movement of the trailer drawbar must be guaranteed. If coupling
heads and sockets are installed offset to one side (e.g. on the driver’s side rear light holder) the trailer manufacturer and vehicle operator
must ensure that the cables/pipes are long enough for cornering.
Fig. 33: Clearances for trailer couplings in accordance with 94/20/EC ESC-006
≤ 420
≥ 100
≥ 60
≤ 420
≥ 60
≥ 240
TRUCKNOLOGY® GENERATION A (TGA) 54
Page 62

Fig. 34: Clearances for trailer couplings in accordance with DIN 74058 ESC-152
15°max.
100max.
45°max.
100max.
300max.
250max.
65°min.
30°max.
30°max.
75min.
65min.
AA
140min.
32min.
75min.
300max.
R40max.
R20max.
55min.
Only original MAN end cross members and their associated reinforcement plates may be used when fi tting trailer couplings.
End cross members have a hole pattern that matches that of the associated trailer coupling. This hole pattern may under no
circumstances be modifi ed to suit a different trailer coupling. The guidelines provided in the coupling manufacturers’ installation
instructions must be observed (e.g. tightening torques and their checking).
Lowering the trailer coupling without also lowering the end cross member is not permitted!
Some examples of how the coupling may be lowered are shown in Figs. 35 and 36.
These examples are purposely represented only schematically – they do not form a design instruction.
Design responsibility rests with the respective bodybuilder/ converter.
Fig. 35: Lowered trailer coupling ex.ESC-015 ESC-515
45°min.
350min.
420max.
30°max.
TRUCKNOLOGY® GENERATION A (TGA) 55
Page 63

Fig. 36: Trailer coupling fi tted below the frame ex. ESC-042 ESC-542
4.8.2 Trailer coupling, D value
See the booklet ‘Coupling devices TG’ for detailed derivation of the D value and – for rigid drawbar trailers – Dc and V values.
Example calculations can be found in the ‘Calculations’ Chapter.
4.9 Tractor units and converting the vehicle type - truck / tractor
4.9.1 Articulated vehicles
The weight and size of semitrailers and semitrailer tractors must be checked to see if they are suitable for forming an articulated vehicle.
The following must therefore be checked:
• Slew radii
• Fifth-wheel height
• Fifth-wheel load
• Freedom of movement of all parts
• Legal requirements.
In order to achieve maximum fi fth-wheel load the following actions are required before the vehicle goes into operation:
• Weigh the vehicle
• Calculate the axle loads
• Determine the optimum fi fth-wheel lead
• Check the front slew radius
• Check the rear slew radius
• Check the front angle of inclination
• Check the rear angle of inclination
• Check the overall length of the articulated vehicle
• Install the fi fth-wheel coupling accordingly.
TRUCKNOLOGY® GENERATION A (TGA) 56
Page 64

The required angles of inclination are 6° to the front, 7° to the rear and 3° to the side, in accordance with DIN-ISO 1726.
Different tyre sizes, spring ratings or fi fth-wheel heights between tractor unit and semitrailer may possibly reduce these angles so that
they no longer comply with the standard. In addition to the inclination of the semitrailer to the rear the following must also be taken into
account: Body roll when cornering, suspension compression travel (axle guide, brake cylinder, wheel covers), antiskid chains,
the pendulum motion of the axle unit on vehicles with tandem axles and the slew radii.
The plane of the fi fth-wheel pick-up plate on the semitrailer should run parallel with the road at permissible fi fth-wheel load.
The height of the fi fth-wheel coupling and/or its mounting plate must therefore be designed accordingly.
Fig. 37: Dimensions for semitrailer tractor units ESC-002
The fi fth-wheel lead, as stated in the sales documentation or the chassis drawings, is applicable to the standard vehicle only.
Under some circumstances, equipment that affects the vehicle’s unladen weight or dimensions requires, among others, the fi fth-wheel
lead to be modifi ed. This can also change the payload capacity and the combination’s overall length.
Only type-approved fi fth-wheel couplings and mounting plates that comply with Directive 94/20/EC may be used.
Installing a fi fth-wheel coupling without a subframe is not permitted. Under certain circumstances it is possible to fi t a fi fth-wheel coupling
directly. Here, the fi fth-wheel coupling is installed on the subframe together with special bearing brackets and a reinforcing plate
(not subject to type approval) and the mounting plate is omitted.
The size of the subframe and the quality of the material (σ
> 350 N/mm2) must be equivalent to those used on a comparable production
0,2
vehicle. The fi fth-wheel coupling base plate must lie only on the fi fth-wheel subframe and not on the frame longitudinal members.
The mounting plate must only be attached using bolts approved by MAN or by the fi fth-wheel coupling base plate manufacturer. When
fi tting the fi fth-wheel coupling and mounting plate observe the instructions/guidelines provided by the fi fth-wheel coupling manufacturer.
TRUCKNOLOGY® GENERATION A (TGA) 57
Page 65

Connecting pipes/cables for air supply, brakes, electrics and ABS must not chafe on the body or snag during cornering.
The bodybuilder must therefore check the freedom of movement of all cables/pipes when cornering with a semitrailer.
When operating without a semitrailer, all pipes/cables must be attached securely in dummy couplings or connectors.
Furthermore, these connections must be fi tted such that all pipes/cables can be safely connected and disconnected.
If it is not possible to connect the air and electrical pipes/cables from road level then a suitable working platform measuring at least
400 mm x 500 mm together with access steps to the platform must be provided.
The following fi fth-wheel kingpins are available:
• Fifth-wheel kingpin, size 50 of 2“ diameter
• Fifth-wheel kingpin, size 90 of 3.5“ diameter
Which one is to be used depends on various factors. As for trailer couplings, the deciding factor is the D value.
The smaller of the two D values for the kingpin and the fi fth-wheel coupling applies for the articulated vehicle as a whole.
The D value itself is marked on the model plates:
Formula 12: D value for fi fth-wheel coupling
0,6 • 9,81 • T • R
D =
T + R - U
If the D value is known, the following formula is applied to calculate the permissible gross weight of the semitrailer:
Formula 13: Permissible gross weight of the semitrailer
D • (T - U)
R =
(0,6 • 9,81 • T) - D
If the permissible gross weight of the semitrailer and the D value of the fi fth-wheel coupling are known, the permissible gross weight of
the semitrailer tractor unit can be calculated with the following formula:
Formula 14: Permissible gross weight of the tractor unit
D • (R - U)
T =
(0,6 • 9,81 • R) - D
If the fi fth-wheel load is required and all other loads are known, the following formula can be used:
Formula 15: Fifth-wheel load
0,6 • 9,81 • T • R
U = T + R -
D
TRUCKNOLOGY® GENERATION A (TGA) 58
Page 66

Where:
D = D value [ in kN ]
R = Permissible gross weight of the semitrailer [ in t ], including the fi fth-wheel load
T = Permissible gross weight of the semitrailer tractor [ in t ], including the fi fth-wheel load
U = Fifth-wheel load [ in t ]
Examples of calculations can be found in the „Calculations“ Chapter.
4.9.2 Converting trucks into tractor units or tractor units into trucks
Never attempt conversion of a tractor unit to a truck if the vehicle is fi tted with ESP (= Electronic Stability Program)!
When converting a tractor unit to a truck or vice-versa, it is necessary to modify the vehicle’s EBS (brake) parameterisation.
Depending upon the vehicle undergoing conversion this may also involve installing different rear springs or a different level control
system on vehicles with air suspension. Conversion of a truck chassis to a tractor unit and vice-versa therefore always requires
approval from MAN. The SMTSE-ESC department will provide further information (for address see “Publisher” above).
Parameterisation is carried out using the MAN-cats
have to be modifi ed, wiring harnesses for comparable MAN tractor units must be fi tted. These can be obtained from the spare parts
department.
®
diagnostic system in agreement with a MAN service point. If electrical cables
4.10 Modifying the cab
4.10.1 General
Modifications to the cab’s structure (e.g. incisions/cut-outs, changes to the support structure including the seats and seat mountings,
cab extensions) together with modifications to the cab mountings and tilting mechanism may only be carried out by qualified MAN
vehicle conversion partners. The above stated modifications to the cab are safety-relevant and therefore require detailed
modification-specific co-ordination between the conversion partner and MAN Truck & Bus AG.
4.10.2 Spoilers, roof extensions, roofwalk
It is possible to retrofi t a roof spoiler or an aerodynamics kit. Original MAN spoilers and aerodynamics kits can be obtained for retrofi tting
from our spare parts service. Drawings can be found in MANTED
be used when retrofi tting components to the cab roof.
®
under ‘Cabs’. Only the proper mounting points on the cab roof should
TRUCKNOLOGY® GENERATION A (TGA) 59
Page 67

Fig. 38: Attachments on cab roofs ESC-506
Reference point
(antenna drilling)
Pos 7
Pos 8
XLX-cab (L/R47)
Cab view
Pos 9
Pos 10
L/R 15
M 1:10
Pos 3
Pos 14
Pos 15
Pos 13
Pos 12
Pos 11
Reference point
(antenna drilling)
Pos 4
Pos 16
Pos 17
Pos 18
Pos 19
Pos 7
Pos 8
XXL-cab (L/R41)
Pos 9
Pos 10
M 1:10
Pos 13
Pos 12
Pos 11
Pos 3
Pos 14
Pos 15
Pos 4
Pos 16
Pos 17
Pos 18
Pos 19
LX-cab (L/R37)
M 1:10
Pos 3
Pos 4
POS 2
POS 1
Reference point
(antenna drilling)
Pos.21
Pos.20
XL,i and M-cab (L/R40, 32,15)
Pos.23
Pos.22
M 1:10
Pos.24
Reference point
(antenna drilling)
Pos.25
Reference point
(antenna drilling)
Pos.26
Pos 21
Pos 20
Pos 7
Pos 8
Pos 9
Pos 10
TGL-cab (L/R10-12)
Pos 24
Pos 25
M 1:10
Pos 13
Pos 12
Pos 11
Pos 26
Pos 14
Pos 15
Pos 16
Pos 17
Pos 18
Pos 19
TRUCKNOLOGY® GENERATION A (TGA) 60
Page 68

Table 14: Attachment points on cab roofs
Standard
attachment
Roof spoiler
High roof
Steel roof
Sun blind 20/20a
• Drilling description “a” is symmetric with y = 0
• Maximum load per bolt: 5 kg
• Maximum roof load: 30 kg
• Bolted connections over 3 offset points (not in one line)
• Centre of gravity of roof extensions max. 200 mm above the reference plane for the required bolting
• Additional drillings in the plastic raised roof (laminated-in plates):
- Drill axis parallel to the surface
- Drilling at an angle of ±2 to the surface
- Drilling depth 10+2
- Bolt St 6.3
- Tightening torque 10 Nm
Position M8 bolt Additional drillings
plastic raised roof
Tightening
torque 20 Nm
3/3a
4/4a
24/24
25/25
26/26a
21/21a
22/22a
23/23a
M8 Sun blind 7/7a
Air horn 14/14a
M8
Rotating beacons 11/11a
Position Bolt St 6,3
8/8a
9/9a
10/10a
15/15a
16/16a
17/17a
18/18a
19/19a
12/12a
13/13a
Tightening
torque 10 Nm
Ø 5,5
Ø 5,5
Ø 5,5
Information on fi tting a roofwalk:
Tabl e 15: Additional attachments for roofwalk
Additional attachments on rear wall (all cabs)
Roofwalk on rear wall 1/1a
2/2a
• A support for the roofwalk must be fi tted to the rear wall
• All 4 mounting points 1/1a, 2/2a must be used
• The roofwalk must never be installed ahead of the rear edge of the roof hatch
• maximum weight of the roofwalk must not exceed 30 kg
• maximum roofwalk load 100 kg.
TRUCKNOLOGY® GENERATION A (TGA) 61
Ø11,2
Page 69

4.10.3 Roof sleeper cabs
It is possible to install roof sleeper cabs (top-sleepers) and raised roofs provided that the following conditions are met:
• Approval must be obtained from MAN. This is the responsibility of the roof cab manufacturer and not the workshop carrying
out the work; see Section 4.5 “Retrofi tting additional equipment add-on components or accessories” in this Guide to Fitting
Bodies.
• The manufacturer of the roof cab is responsible for compliance with regulations (in particular safety regulations, e.g.
trade association guidelines), regulations and laws (e.g. GGVS/ADR).
• A suitable method of preventing the cab from closing by itself when it is tilted must be installed (e.g. by fi tting a securing device)
• If the tilting process differs from that for the standard MAN cab, a simple but comprehensive operating manual must be drawn up.
• The resulting centre of gravity of the extended cab must be in line with the specifi cations, and evidence of this compliance
must be provided (see Fig. 39).
• Roof sleeper cabs may only be installed on vehicles fi tted with an air suspended cab.
• The maximum weights listed in table 16 are to be observed.
The antennas fi tted on original MAN cab roofs must be properly moved. This is intended to ensure good quality reception and
transmission of electromagnetic radiation in accordance with the EMC Directive. Extension of the antenna cable (by splicing extra cable
lengths in) is not permitted.
Fig. 39: Cab centre of gravity with roof sleeper cab ESC-110
825 ± 10%
Centre of gravity
of top sleeper
y
560
820 ± 10%
Cab fl oor
Cab centre of
gravity
y
825
approx. 660 kg
Resulting centre
of gravity
Dimension γ will be determined by
the body builder
TRUCKNOLOGY® GENERATION A (TGA) 62
Page 70

Tabl e 16: Roof cab, maximum weights of fi tted/installed components
Cab designation Technical code Requirements max. mass of roof cab
LHD RHD
M F99 L15 SF99 R15 S Air-suspended cab 130 kg
L F99 L32 SF99 R32 S 180 kg
XL F99 L40 SF99 R40 S 200 kg
LX F99 L37 SF99 R37 S Modifi cations to factory fi tted high roof cabs
XLX F99 L47 SF99 R47 S
XXL F99 L41 SF99 R41 S
are not permitted
incl. equipment
4.11 Add-on frame components
4.11.1 Rear underride guard
TGA-chassis are factory-fitted with MAN rear underride guards of different variants.
The corresponding variant to be fi tted is decided by MAN in accordance with the following parameters (see Table 17): wheel formula,
overall height, suspension type and wheelbase in combination with the works body (swap body fittings). MAN underride guards are
approved in accordance with Directive 70/221/EEC, as last amended by 2006/20/EU.
Table 17: Underride guard variants (see Fig. 40 for and explanation of the values)
Underride guards
fi tted by MAN
81.41660-8176 C2
81.41660-8177 C1 199 mm max. 332 mm 432 mm max. 550 mm 33,8°
81.41660-8178 C2 291 mm max. 348 mm 340 mm max. 550 mm 56,3°
81.41660-8180 B1 249 mm max. 318 mm 507 mm max. 550 mm 33,8°
81.41660-8181 B2 366 mm max. 339 mm 391 mm max. 550 mm 56,3°
81.41660-8183 A1 277 mm max. 305 mm 549 mm max. 550 mm 33,8°
81.41660-8184 A2 408 mm max. 330 mm 418 mm max. 550 mm 56,3°
The bodybuilder must check that statutory regulations are complied with and ensure that these requirements are adhered to because the
dimensions are dependent on the body and can only be determined when the vehicle, including the body, has been completed.
Version w x Y Z α
WB
191 mm max. 348 mm 340 mm max. 550 mm 56,3°
TRUCKNOLOGY® GENERATION A (TGA) 63
Page 71

Fig. 40: Dimensional specifi cations for underride guard ESC-522
Body
w
Frame
α
x
y
z
The following dimensions must be observed:
w = horizontal distance from frame end to rear edge of the underride guard.
y = vertical distance from frame lower edge to lower edge of the underride guard.
x = maximum permissible horizontal distance from the rear edge of the underride guard to the rear edge of the body.
z = vertical distance from the lower edge of the underride guard to the road surface for an unladen vehicle,
maximum permissible in accordance with Directive 70/221/EEC is 550 mm.
α = angle α depends upon the requirements for dimensions w and y.
Depending upon the chassis variant, a folding underride guard from Ringfeder VBG is available as optional equipment
for vehicles fitted with a MAN low coupling system. Alternatively, a folding underride guard for construction site vehicles is available from
Meiller. Underride guard systems may never be modifi ed (e.g. by welding or modifying the tube or angle α) because this will invalidate
the certification/type approval. This also applies to vehicles with a factory fi tted body!
If rear underride guards are retrofi tted or refi tted, e.g. after shortening the frame, the bodybuilder/modifi er is responsible for fitting a rear
underride guard in accordance with the regulations.
The following points must then be observed:
• For the bolted connections between the bracket and frame it is imperative that MAN Verbus-Ripp bolts with shaft are used
(MAN 06.02813-4915, M14x1.5 10.9), tightening torque 200 Nm on the nut side (see Fig. 41).
• At the lower bolted connections of the underride guard the bolts must be tightened with a torque of 330 Nm. (See Fig. 42).
• Angle α of the underride guard may not be modifi ed at a later time, otherwise the certification will become void.
• If it becomes necessary to insert spacers at the lower bolted connections, for instance in order to mount a rear loading crane,
then the certification/type approval will become void. Any modifi cations must be certifi ed by an offi cially approved inspector
(e.g. an offi cially recognised expert in Germany).
TRUCKNOLOGY® GENERATION A (TGA) 64
Page 72

Fig. 41: Bolted connection underride guard ESC-523 Fig. 42: Lower bolted connection underride guard bracket ESC-524
4.11.2 FUP - front underride protection
Motor vehicles used for the transport of goods that have at least four wheels and a maximum permissible mass of over 3.5 t must be
fi tted with front underride protection that is approved in accordance with Directive 2000/40/EC. This shall not apply to:
• off-road vehicles, and
• vehicles that are used for purposes incompatible with the provisions of front underrun protection.
TGA vehicles that do not meet the criteria for an off-road vehicle are fi tted with FUP that complies with the requirements of Directive
2000/40/EC. Do not modify these underride protection devices (e.g. by modifying welded seams, drill holes, brackets) because this will
invalidate the certifi cation/design approval! TGA all-wheel-drive vehicles (with wheel formulae 4x4, 6x6, 6x6-4, 8x6 and 8x8) and TGA
vehicles that fulfi l the so-called “off road criteria” can be approved as off-road vehicles and are therefore not fi tted with front underride
protection at the factory. Ensure therefore, that the criteria for approval as an off-road vehicle is complied with.
The criteria are:
• At least 50 % of the wheels are driven
• A differential lock or ASR is fi tted
• Gradeability of the individual vehicle ≥ 25 %
• Plus at least 4 of the following requirements:
- Approach angle ≥ 25°
- Departure angle ≥ 25°
- Ramp angle ≥ 25°
- Ground clearance beneath the front axles at least 250 mm
- Ground clearance beneath the rear axles at least 250 mm
- Ground clearance beneath the axles at least 300 mm
TRUCKNOLOGY® GENERATION A (TGA) 65
Page 73

If it is not possible to locate bodies and ancillaries (e.g. outriggers, tool boxes) such that the above stated criteria are not violated then
the vehicle must be retrofi tted with front underride protection that is available from the MAN spare parts organisation.
Responsibility for this lies with the body builder. MAN is not liable for any costs arising from the retrofi tting of front underride protection
to vehicles that were delivered as off-road vehicles.
4.11.3 Sideguards
Trucks, tractor units and their trailers with a permissible gross weight of > 3.5 t must be fi tted with sideguards (= SSV).
Exceptions applicable to the truck sector are as follows:
• Vehicles that are not yet completed (chassis being delivered)
• Tractor units (not semitrailers)
• Vehicles built for special purposes that are incompatible with the fi tting of sideguards.
In this connection, special vehicles mainly means vehicles with side tipper bodies having an inside length of < 7,500 mm.
Neither vehicles intended for combined transport nor off-road vehicles are exempt from the requirement for sideguards.
For MAN chassis it is possible to obtain sideguards ex-works. If the body manufacturer is to retrofi t sideguards to the chassis,
then profi le sections, profi le supports and installation parts are available from MAN in a variety of designs.
If it is necessary for the body builder to modify the original MAN sideguard profi le then the relationship between the span “I” and
projection “a” apply as illustrated in the following diagram in accordance with Fig. 44. If, according to expert opinion, the permitted
dimensions are exceeded then the body builder must arrange for strength testing to be carried out. The illustrations are only intended
to clarify the dimensions for which the MAN sideguard strength requirements are met.
Fig. 43: TGA sideguards ESC-260
a a l
≤ 300
≤ 350
Body
≤ 550
TRUCKNOLOGY® GENERATION A (TGA) 66
Page 74

3000 3500
0
300
350
400
450
500
550
600
650
700
750
800
500 1000 1500 2000 2500
L2 [mm]
L3 [mm]
Fig. 44: Graph for ascertaining the span and projection ESC-220
Version with two side guards
Version with one side guards
TRUCKNOLOGY® GENERATION A (TGA) 67
Page 75

The company installing the sideguards is responsible for compliance with legal regulations.
It is not permissible to attach brake, air or hydraulic pipes to the sideguards; there may be no sharp edges or burrs; the rounding-off
radius for all parts cut to size by the bodybuilder must be at least 2.5 mm; rounded bolts and rivets may project by a maximum of 10 mm.
If the vehicle is fitted with different tyres or different springs, the height of the guards must be checked and, if necessary, corrected.
4.12 Modifi cations to engine systems
4.12.1 Modifi cations to the air intake and exhaust gas routing for engines up to and including
EURO4 with On Board Diagnosis
In general modifi cations to the air intake and exhaust systems are to be avoided. Various factory options are available for the TGA and
body builders should check to see if these can be used. The possible variants according to chassis type and engine can be found at
www.manted.de. Information on availability for the corresponding vehicle can be obtained from your closest MAN sales branch.
If it is still not possible to avoid making modifi cations the following requirements must be met:
• The fl ow of intake of air and the outfl ow of exhaust gases must not be inhibited in any way.
• The negative pressure in the intake branch and the backpressure in the exhaust must not be allowed to vary.
• When modifying the exhaust or intake system it must be ensured that all statutory regulations are fulfi lled that are relevant to
noise and emissions.
• All regulations pertaining to the components in question issued by professional associations or similar bodies must also be
fulfi lled (e.g. surface temperature in the vicinity of handles/grips)
• In the case of modifi ed intake and exhaust systems MAN cannot guarantee compliance with these and other regulations.
Responsibility for this remains with the company performing the modifi cation. This also applies to regulations pertaining to on
board diagnosis systems (OBD).
• If modifi cations are made to the exhaust system and the exhaust gas routing then care must be taken to ensure that
the exhaust gas stream is not directed at any part of the vehicle and that the direction of the exhaust outlet points away from
the vehicle. (observe the relevant national regulations, in Germany this is the StVZO).
TRUCKNOLOGY® GENERATION A (TGA) 68
Page 76

The following additional requirements apply when modifying the exhaust system
• When moving the exhaust silencer it should be ensured that the original MAN bracket is re-used.
• The position of the temperature and NOx sensors (where OBD is fi tted) on the exhaust silencer must not be changed.
• Modifi cations to the original MAN cable harness to the NO
sensor are not permissible.
X
• If other cable harnesses are required, order original MAN cable harnesses from MAN spare-parts service.
• CAN cables must not be untwisted as a result of EMC requirements.
• Conversion work or modifi cations to the exhaust gas routing from the exhaust manifold to the metal pipe (see Fig. 54)
are not permitted.
• No blowing-out of products (e.g. bitumen) using exhaust gas pressure – danger of damage to the exhaust system and engine.
• Do not modify the cross-section (shape or area) of pipes. The original type of material must be used for pipes.
• Do not modify silencers (including the silencer housing) in such a way that would invalidate the type approval.
• The design of mountings and supports and the basic installation position of components must be retained.
• When bending components, the bending radius must be at least double the diameter of the pipe.
The formation of wrinkles is not permissible.
• Only continuous bends are permitted, i.e. no mitre cuts.
• MAN can provide no information about changes in fuel consumption or noise characteristics; in some circumstances,
a new noise emission approval will be required. If the noise limits are exceeded the type approval will become invalid!
• Neither can MAN provide information on compliance with statutory exhaust emission limits. It may be necessary to carry out
an exhaust emission test. If the exhaust emission limits are exceeded the type approval will become invalid!
• The function of the OBD relevant components may not be impaired. Should OBD relevant components be manipulated
the type approval will become invalid!
• The connection of the pressure sensor tube on the silencer must always face the top, the following steel pipe must be
installed so that it rises continuously to connect with the sensor and it must have a minimum length of 300 mm and a maximum
length of 400 mm (including the fl exible section). The measurement line must be fabricated of M01-942-X6CrNiTi1810-K3-8x1
D4-T3. The general installation position of the pressure sensor must be retained (connection at bottom).
• Heat-sensitive components (e.g. pipes, spare wheels) must be fi tted at least > 200 mm away from the exhaust; if heatshields
are fi tted, this clearance may be reduced to ≥ 100 mm.
• If modifi cations are made to the exhaust system and the exhaust gas routing then care must be taken to ensure that
the exhaust gas stream is not directed at any part of the vehicle and that the direction of the exhaust outlet points away from
the vehicle. (observe the relevant national regulations, in Germany this is the StVZO).
The following additional points apply to air intakes:
• Never change the shape or area of pipework cross-sections.
• Do not modify air fi lters.
• The installation position of the humidity sensor in the air fi lter must not be changed.
• The design of mountings and supports and the basic installation position of components must not be changed.
• MAN can provide no information about changes in fuel consumption or noise characteristics; in some circumstances,
a new noise emission approval will be required. Components that have an effect on the vehicles acoustics (e.g. the jet in
the fresh air intake pipe) may not be modifi ed. If the noise limits are exceeded the type approval will become invalid!
• The air intake must be protected against ingesting warmed air (e.g. engine heat from the wheel arches or in the vicinity of
the exhaust silencer). A suitable position for the air intake must be chosen such that the intake air is not warmed by more
than 5°C (difference between the ambient air temperature and the temperature at the turbocharger inlet). If the intake air
temperature is too high there is a risk that exhaust emission limits will be exceeded. If the exhaust emission limits are
exceeded the type approval will become invalid!
• In order to avoid the ingestion of burning cigarette ends or similar a so-called cigarette mesh must be fi tted directly over the
air intake in the same fashion as the mesh installed on production vehicles (non-fl ammable material, mesh size SW6, area of
the open cross-section at least that of the intake air scoop on the air fi lter). There is a risk of vehicle fi re if this requirement is
not observed! MAN can provide no information on the effectiveness of the measure used, responsibility lies with the company
performing the modifi cation.
TRUCKNOLOGY® GENERATION A (TGA) 69
Page 77

• The air intake must be positioned such that there is a low level of dust and spray ingestion.
• Suffi cient drainage and unobstructed dust discharge from the fi lter housing and the unfi ltered side must be ensured.
• Pipework on the fi ltered-air side must be selected to ensure that it is absolutely sealed from the unfi ltered side.
• The inside of the air intake pipes must be smooth – no particles or similar may come loose from the sides.
It is imperative that the air intake pipe cannot slip out at the sealed joints. Suitable brackets must therefore be fi tted.
• The vacuum sensor should be positioned in a straight section of the pipe at the shortest possible distance from the
turbocharger. It is the responsibility of the company carrying out the modifi cation to ensure the sensor reads correctly.
Caution: Risk of engine damage if the sensor under reads!
• All intake trunking must be capable of resisting vacuum pressures of 100 mbar and temperatures of at least 80°C
(peaks of 100°C). Flexible tubing (e.g. hoses) are not permitted.
• Sharp bends in the pipework should be avoided, mitre cuts are not permitted.
• The service life of the air fi lter may be shortened when modifi cations are made to the air intake system.
4.12.2 Additional requirements if changes are made to the AdBlue® system/exhaust system on
Euro5 vehicles
Before commencing with any modification work it should be checked to see if any of the existing MAN variations of the AdBlue® system
can be used. All vehicle modifications must be carried out by qualified personnel.
AdBlue
exhaust gas after treatment in an SCR (selective catalytic reduction) catalytic converter.
Fig. 45: Schematic overview of the AdBlue® system in Euro5 vehicles ESC-419
®
(DIN 70070) is the trade name for an aqueous, synthetically manufactured 32.5% urea solution that is used for
AdBlue
®
AdBlue
feed pipe
®
tank Pump module Dosing modul Injection nozzle
®
AdBlue
return pipe
pressure line
Compressed air line
AdBlue
®
Dosing line
Air supply
TRUCKNOLOGY® GENERATION A (TGA) 70
Page 78

Fig. 46: Overview of the relevant AdBlue® components on the vehicle overall ESC-420
Pump module
Mixer, dosing module and
injection nozzle in the engine
area
Cut-off valve between the tank
and the pump module pipe
Fuel fi ller inlet
®
AdBlue
AdBlue
filler inlet
®
tank for aqueous
urea solution
®
Moving the AdBlue
The following notes explain the basic issues involved in moving the original MAN AdBlue
tank
®
tank. AdBlue® tanks all have four pipe
connections and these are identifi ed with a label so that the pipes are not mixed-up:
- AdBlue® feed and return lines (size 8.8 x 1.4, material PA-PUR, printed in yellow, pipe colour – black)
- Engine coolant feed and return lines for heating the AdBlue
®
system(size 9x1.5, PA12-PHL-Y, printed in white,
pipe colour – black)
• Moving the combined/individual tank is only permissible if MAN original tanks are used and then only if a maximum pipe
length of 5,000 mm between the tank inlet and pump module inlet pipe is maintained
• The routing of electrical and CAN cabling (e.g. for the fi ll level sensor, pump module, OBD sensors) is only permitted if original
MAN cable harnesses are used (available in future from the MAN spare parts service).
Moving the AdBlue
®
pump module
• The pump module may only be moved to original MAN installation locations with the associated original MAN brackets.
Reason: strength/vibrations
TRUCKNOLOGY® GENERATION A (TGA) 71
Page 79

Fig. 47: Pump module and original MAN bracket ESC-421
Pump module
Original MAN bracket
®
AdBlue
AdBlue®- tank
- cable harness to
• When moving the pump module ensure that original MAN cable harnesses to the dosing module is used and that the overall
length does not exceed 3,000 mm.
• The maximum possible height difference (delivery head) between the lower edge of the pump module and the lower edge of
the tank or the upper edge of the tank (and uppermost pipe position) may not exceed 1,000 mm.
Should these required specifi cations not be adhered to the warranty will be rendered invalid.
Fig. 48: Installation overview ESC-422
B
> 0
< 1.0 m
< 1.0 m
> 0 > 0
Lower edge of
the pump module
A
Source: Bosch installation guidelines
TRUCKNOLOGY® GENERATION A (TGA) 72
Page 80

Dosing module
• The position of the dosing module may not be changed.
• Extending the pipe between the dosing module and the pump module is possible up to an overall length of 3,000 mm.
®
Extending/shortening the AdBlue
Extensions for repositioning the AdBlue
and engine coolant pipes
®
tank or the combi tank can be achieved by procuring the longest pipe harness or one that
matches the installation. These can be procured from the MAN spare parts service. Harnesses may be shortened by trimming the pipe
bundle to length at the interface to the AdBlue
®
pump module. Alternatively, the harness may be looped so it covers a longer distance.
Under no circumstances may the pipes from the tank to the pump module be longer than 6,000 mm.
• Generally only pipe-to-pipe unions with pipe connectors manufactured by VOSS are permitted
(can be sourced e.g. from the MAN spare parts department).
• Inserting the pipe connector is only permitted using a special tool from Voss (crimping pliers MAN no.80.99625.0023).
• In order to minimise pressure losses a maximum of only one extension is permissible for each corresponding
coolant/AdBlue
Fig. 49: Pipe connector (VOSS) for extending/shortening the AdBlue
®
feed or return pipe.
®
and coolant pipe ESC-423
®
• It is not permissible to press the AdBlue
pipes on the plastic plug despite the special tool. For this purpose only pre-fi tted
plastic plugs with 1,000 mm of pipe from VOSS are permitted (can be sourced e.g. from the MAN spare parts department).
• It is imperative to avoid kinking the lines.
• It is imperative that the lines are isolated against cold in the same way as original lines are protected.
Cable/pipe identifi er
Fig. 50: AdBlue
®
pipe identifi er (size 8.8 x 1.4; material PA-PUR, printed in yellow, pipe colour black) ESC-428
Fig. 51: Engine coolant pipe identifi er (size 9 x 1.5; PA12-PHL-Y, printed in white, pipe colour black) ESC-429
TRUCKNOLOGY® GENERATION A (TGA) 73
Page 81

Fig. 52: View of a pipe bundle showing coolant and AdBlue
®
pipes ESC-430
View X
X
Pipe 4
Pipe 2
Pipe 3
Pipe 1
Pipe 1: Heating pipe - feed
Pipe 2: Heating pipe - return
Pipe 3: AdBlue
Pipe 4: AdBlue
®
return line
®
feed line
TRUCKNOLOGY® GENERATION A (TGA) 74
Page 82

Fig. 53: Temperature sensor, injection nozzle, dosing module ESC-424
Dosing moduleInjection nozzle
Modifying the exhaust system
• · When moving the exhaust silencer it must be ensured that its original MAN support bracket is re-used.
Fig. 54: View of the exhaust silencer support bracket ESC-425
Metal pipe
Support bracket
Temperature sensor
(On reverse)
NOx sensor (only on vehicles fi tted with OBD with
analyser, mandatory from 10/2007)
NO
x
TRUCKNOLOGY® GENERATION A (TGA) 75
Page 83

• Extension of the exhaust routing by 1.000 mm is permissible from the metal pipe to the exhaust silencer without fi tting
high temperature insulation.
• Extension of the exhaust routing by > 1.000 mm to max. 2.000 mm is permissible from the metal pipe to the exhaust silencer
if suitable high temperature insulation is fi tted.
Fig. 55: Exhaust tract, from mixer to metal pipe ESC-426
Dosing module
Injection nozzle
Mixer
Metal pipe
• The position of the temperature and the NO
sensor (on OBD) on the exhaust silencer must not be changed.
x
• Only high-grade austenitic stainless steels may be used for manufacturing exhaust system piping.
Reason: if otherwise common ferritic steels are used the ammonia (reaction product from AdBlue
®
) will cause corrosion.
• Stainless steel pipes must be welded using inert gas shielded arc welding (observe the steel manufacturer’s instructions)
with the work carried out by qualifi ed and authorised personnel.
• Conversions or modifi cations to the exhaust gas routing between the exhaust manifold and the metal pipe are not permissible.
Fig. 56: Position of the NO
sensor (only vehicles with OBD and NOX analyser, mandatory from 10/ 2007) on the exhaust silencer)
x
ESC-427
Temperature sensor
Exhaust silencer
NO
sensor
X
TRUCKNOLOGY® GENERATION A (TGA) 76
Page 84

Overview of the austenitic stainless steels to be used in accordance with DIN 17440
Materials:
Description Material number
X 5 CrNi 18 10 1.4301
X 2 CrNi 19 11 1.4306
X 2 CrNiN 18 10 1.4311
X 6 CrNiTi 18 10 1.4541
X 6 CrNiNb 18 10 1.4550
X 5 CrNiMo 17 12 2 1.4401
X 2 CrNiMo 17 13 2 1.4404
X 6 CrNiMoTi 17 12 2 1.4571
X 2 CrNiMoN 17 13 3 1.4429
X 2 CrNiMo 18 14 3 1.4435
X 5 CrNiMo 17 13 3 1.4436
X 2 CrNiMoN 17 13 5 1.4439
TRUCKNOLOGY® GENERATION A (TGA) 77
Page 85

4.12.3 Engine cooling
• The cooling system (radiator, grille, air ducts, coolant circuit) may not be modifi ed.
• Exceptions only with the approval of the ESC department at MAN (for address see “Publisher” above).
• Modifi cations to the radiator that reduce the cooling surface cannot be approved.
When operating primarily under stationary conditions or in areas with severe climates, a more powerful radiator may possibly be
required. The nearest MAN sales centre can provide information on delivery options for the respective vehicle; for retrofi t installation,
contact the nearest MAN service centre or MAN authorised workshop.
4.12.4 Engine encapsulation, noise insulation
Work on and modifi cations to factory-fi tted engine encapsulation are not permitted. If vehicles are defi ned as „low-noise“,
they will lose this status if retrofi t work has been carried out on them.
The company that has carried out the modifi cation will then be responsible for re-obtaining the previous status.
4.13 Fitting other manual gearboxes, automatic transmissions and transfer boxes
Fitting manual or automatic transmissions that have not been documented by MAN is not possible because there is no interface to
the CAN powertrain. If non-documented manual or automatic transmissions are fi tted malfunctions may occur in safety-relevant
electronic systems. Fitting third-party transfer boxes (e.g. for use as power take-offs) disturbs the powertrain electronics.
On vehicles fi tted with mechanical manual transmissions it may, under certain circumstances, be possible to adapt the system
by parameterisation. Consult the SMTSE-ESC department (for address see “Publisher” above) before any work is commenced.
It is not permitted to install these units to vehicles fi tted with MAN TipMatic / ZF ASTRONIC (ZF12AS transmissions).
5. Bodies
5.1 General
For identifi cation purposes, each body must be fi tted with a model plate that must contain the following data as a minimum:
• Full name of body manufacturer
• Serial number.
The data must be marked permanently on the model plate.
Bodies have a signifi cant infl uence on the vehicle’s handling characteristics and drag, and consequently also on fuel consumption.
Bodies must therefore not unnecessarily increase drag or negatively affect the vehicle’s handling characteristics.
The unavoidable bending and twisting of the frame should not cause any undesirable characteristics in either the body or the vehicle.
The body and chassis must be able to absorb such forces safely. The approximate value for permissible bending can be calculated
as follows:
Formula 16: Approximate value for permissible bending
Σ1 li + l
f =
200
i
ü
TRUCKNOLOGY® GENERATION A (TGA) 78
Page 86

Where:
f = Maximum bending, in [mm]
l
l
= Wheelbases, Σ li = sum of the wheelbases, in [mm]
i
= Frame overhang, in [mm]
ü
The body should transfer as few vibrations as possible to the chassis.
We assume that bodybuilders should at the very least be able to determine approximate ratings for the subframe and assembly.
It is also expected that suitable measures are taken to prevent vehicle overloading.
The unavoidable tolerances and hystereses arising in vehicle design must also be taken into consideration.
These include, for example:
• the tyres
• the springs (including hysteresis in air suspension systems)
• the frame
When the vehicle is in operation, other dimensional changes will occur.
These include:
• settling of the springs
• tyre deformation
• body deformation.
The frame must not be deformed before or during installation. Before positioning the vehicle for installation, it should be driven
backwards and forwards a few times to release any trapped stresses. This applies particularly to vehicles fi tted with a tandem axle unit
due to the axle stiffness that occurs when cornering. The vehicle should be placed on a level surface to install the body. Frame height
differences on the left/right of ≤ 1.5% of the ground-to-frame upper edge distance are within the limits of the hysteresis and settling
effects outlined above. The body must be able to sustain such differences which should not be compensated by frame alignment, spring
inserts or by adjusting the air suspension level because these will inevitably change during operation. Variations > 1.5% must be notifi ed,
before any repairs are carried out, to the MAN customer services department which will decide which measures are to be taken by
the bodybuilder and/or the MAN service centre. Accessibility, Clearances: Access to the fi ller necks for fuel and other operating fl uids
must be ensured as must access to all other frame components (e.g. spare wheel lift, battery box).
The freedom of movement of moving parts in relation to the body must not be adversely affected.
For example:
• Brake cylinders
• Gearchange mechanism (gear linkage, cable-controlled gearshift)
• Axle mounting components
• Intarder pipework
To ensure minimum clearances the following should be taken into account:
• Maximum compression of the springs
• Dynamic compression during the journey
• Compression when starting off or braking
• Side tilt when cornering
• Operation with anti-skid chains
• Limp-home mode characteristics, for example damage to an air spring bellows during a journey and the resulting side tilt
(e.g. 3° side tilt to ISO 1726 on tractor units see also the ‘Coupling devices TG’ booklet).
TRUCKNOLOGY® GENERATION A (TGA) 79
Page 87

5.1.1 Machinery Directive (2006/42/EC)
The Machinery Directive can be obtained from EUR-Lex at the following link:
http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2006:157:0024:0086:DE:PDF
or
http://eur-lex.europa.eu
General
The Machinery Directive serves to ensure the health and safety of persons, in particular of employees, consumers and objects,
in particular in relation to the risks inherent whilst using machinery.
It sets forth generally applicable, fundamental health and safety protection requirements in accordance with the state of the art at
the time of design, together with technical and commercial requirements that are supplemented by a range of specifi c requirements for
certain classes of machine.
There is an appropriate procedure for every type of machine with which compliance with the underlying health and safety protection
requirements can be checked. These include the conformity assessment procedures, the CE conformity markings and a risk
assessment. Furthermore, the manufacturer must prepare technical documentation for each machine.
Scope of application
In addition to the Guide to Fitting Bodies, bodybuilders must also observe the Machinery Directive. The Machinery Directive is
fundamentally not applicable to the truck‘s chassis because the applicable statutory requirements are defi ned in the Directive
on type-approval of motor vehicles and their trailers (70/156/EEC).
The Machinery Directive does however, apply to a range of bodies.
The products (truck bodies) that fall under this scope of application are defi ned in Article 1 of the Machinery Directive
(scope of application).
The Machinery Directive applies fundamentally to:
• Machines
• Interchangeable equipment
• Safety-related components
• Load suspension devices
• Chains, ropes and straps
• Removable driveshafts
• Incomplete machines
Examples include:
• Loading cranes
• Liftgates (tail-lifts)
• Tipper bodies
• Flushing and suction bodies
• Recovery platform bodies
• Compressors fi tted to the body
• Mechanically driven cable winches
• Roll-off and set-down skip loader bodies
• Aerial work platforms
• Tanker bodies
TRUCKNOLOGY® GENERATION A (TGA) 80
Page 88

Among others, exceptions include:
• Agricultural and forestry tractor units
• Vehicles and vehicle trailers (70/156/EWG)
If such a product (body/mounted equipment) is mounted onto the truck chassis, then the Machinery Directive applies not to the truck
chassis, but to the body that is mounted upon it. The Machinery Directive also applies to the interfaces between the truck chassis and
the body that are responsible for the safe movement and operation of the machine. This is why it is necessary to differentiate between
self-propelled agricultural machines (which fall fully under the Machinery Directive) and truck chassis with bodywork that includes or
is mounted with machinery.
Examples of self-propelled agricultural machines include:
• Self-propelled construction machines
• Concrete pumps
• Mobile cranes
• Gully emptiers
• Drilling rig carrier vehicles
Defi nition of machinery in accordance with 2006/42/EC
— „an assembly, fi tted with or intended to be fi tted with a drive system other than directly applied human or animal effort, consisting of
linked parts or components, at least one of which moves, and which are joined together for a specifi c application;
— an assembly referred to in the fi rst indent, missing only the components to connect it on site or to sources of energy and motion;
— an assembly referred to in the fi rst and second indents, ready to be installed and able to function as it stands only if mounted on
a means of transport, or installed in a building or a structure;
— assemblies of machinery referred to in the fi rst, second and third indents or partly completed machinery referred to in point (g) which,
in order to achieve the same end, are arranged and controlled so that they function as an integral whole;
— an assembly of linked parts or components, at least one of which moves and which are joined together, intended for lifting loads and
whose only power source is directly applied human effort;“
Source: Excerpt from 2006/42/EC
TRUCKNOLOGY® GENERATION A (TGA) 81
Page 89

5.1.2 CE marking (CE conformity marking in accordance with 2006/42/EC)
The bodybuilder shall ensure that the superstructure, along with its attachments and accessories, complies with the statutory
requirements. The Machinery Directive (2006/42/EC) sets forth the types of machinery that require CE marking.
The following apply fundamentally to the superstructure:
• All machinery must carry the CE mark. I.e. this includes all safety-relevant components, removable driveshafts, chains, cables and straps.
• Incomplete machines may not carry a CE mark.
For the CE marking of machinery, the following applies:
• The CE marking shall be affi xed to the machinery visibly, legibly and indelibly.
• The affi xing on machinery of markings, signs and inscriptions that are likely to mislead third parties as to the meaning or form
of the CE marking, or both, shall be prohibited.
• Any other marking may be affi xed to the machinery provided that the visibility, legibility and meaning of the CE marking is
not thereby impaired.
• In order to ensure the same quality for the CE marking and the manufacturer‘s mark, it is important that they be affi xed
according to the same techniques. In order to avoid confusion between any CE markings which might appear on certain
components and the CE marking corresponding to the machinery, it is important that the latter marking be affi xed alongside
the name of the person who has taken responsibility for it, namely the manufacturer or his authorised representative.
• It is prohibited to pre-date or post-date the date of manufacture of the machinery when affi xing the CE marking.
• If the CE marking is reduced or enlarged the proportions shown in the drawing reproduced here must be maintained.
• The various components of the CE marking must have approximately the same vertical dimensions, which may not be
less than 5 mm. The minimum dimension may be waived for small-scale machinery.
The CE conformity marking shall consist of the initials „CE“ taking the following form:
Where machinery is also the subject of other Directives relating to other aspects and providing for the affi xing of the CE marking,
the marking shall indicate that the machinery also conforms to the provisions of those other Directives. However, where one or more
of those Directives allow the manufacturer or his authorised representative to choose, during a transitional period, the system to
be applied, the CE marking shall indicate conformity only to the provisions of those Directives applied by the manufacturer or his
authorised representative. Particulars of the Directives applied, as published in the Offi cial Journal of the European Union,
shall be given on the EC declaration of conformity. Where the full quality assurance procedure referred to in Article 12(3)(c)
and 12(4)(b) has been applied, the CE marking must be followed by the identifi cation number of the notifi ed body.
TRUCKNOLOGY® GENERATION A (TGA) 82
Page 90

5.2 Corrosion protection
Surface and corrosion protection affects the service life and appearance of the product. In general, the quality of the coatings on body
components should be equal to that of the chassis.
To ensure this requirement is met, the MAN Works Standard M 3297 „Corrosion protection and coating systems for non-MAN bodies“
is binding for bodies that are ordered by MAN. If the customer commissions the body, this standard becomes a recommendation only.
Should the standard not be observed, MAN provides no guarantee for any consequences.
MAN-works standards may be obtained from www.normen.man-nutzfahrzeuge.de (registration required).
Series production MAN chassis are coated with environmentally friendly, water-based 2-component chassis top-coat paints at
approx. 80°C. To guarantee uniform coating, the following coating structure is required for all metal component assemblies on the body
and subframe and, following frame modifi cations, on the chassis:
• Bare metal or blasted component surface (SA 2.5)
• Primer coat: 2-component epoxy primer, approved in accordance with MAN works standard M 3162-C or,
if possible cathodic dip painting to MAN works standard M 3078-2, with zinc phosphate pre-treatment
• Top coat: 2-component top-coat paint to MAN works standard M 3094, preferably water-based; if there are no facilities
for this, then solvent-based paint is also permitted (www.normen.man-nutzfahrzeuge.de, registration required).
See the relevant data sheets from the paint manufacturer for information on tolerances for drying and curing times and temperatures.
When selecting and combining different metals (e.g. aluminium and steel) the effect of the electrochemical series on the occurrence
of corrosion at the boundary surfaces must be taken into consideration (insulation). The compatibility of materials must also be taken
into consideration; e.g. the electrochemical series (cause of galvanic corrosion).
After all work on the chassis has been completed:
• Remove any drilling swarf
• Remove burrs from the edges
• Apply wax preservative to any cavities.
Mechanical connections (e.g. bolts, nuts, washers, pins) that have not been painted over must be given optimum corrosion
Protection.
To prevent salt corrosion whilst the vehicle is stationary during the body-building phase all chassis must be washed with clean water
to remove any salt residues as soon as they arrive at the body manufacturer.
5.3 Subframes
5.3.1 General
Should a subframe be required it must be of a continuous design, it may not be interrupted or bent out to the side
(exceptions e.g. for some types of tipper, require approval).
No moving parts may be restricted in their freedom of movement by the subframe structure.
5.3.2 Permissible materials, yield points
The yield point, also called elongation limit or σ
The safety coeffi cients must be taken into account. See table 18 for the yield points for different subframe materials.
limit, must not be exceeded under any driving or load conditions.
0,2
TRUCKNOLOGY® GENERATION A (TGA) 83
Page 91

Table 18: Subframe materials (examples), standard designations and yield points
Material
number
Material
designation – old
Old standard σ
N/mm
0,2
2
σ
B
N/mm
2
Material
designation – new
New standard Suitability for use in
TGA subframe
1.0037 St37-2 DIN 17100 ≥ 235 340-470 S235JR DIN EN 10025 Not permitted
1.0570 St52-3 DIN 17100 ≥ 355 490-630 S355J2G3 DIN EN 10025 Well suited
1.0971 QStE260N SEW 092 ≥ 260 370-490 S260NC DIN EN 10149-3 Not permitted
1.0974 QStE340TM SEW 092 ≥ 340 420-540 Withdrawn Not for point loads
1.0976 N/A N/A ≥ 355 430-550 S355MC DIN EN 10149-2 Well suited
1.0978 QStE380TM SEW 092 ≥ 380 450-590 Withdrawn DIN EN 10149-2 Well suited
1.0980 QStE420TM SEW 092 ≥ 420 480-620 S420MC DIN EN 10149-2 Well suited
1.0984 QStE500TM SEW 092 ≥ 500 550-700 S500MC DIN EN 10149-2 Well suited
Materials S235JR (St37-2) and S260NC (QStE260N) are not approved for TGA subframes.
5.3.3 Subframe design
The external width of the subframe must be the same as that of the chassis frame and must follow the exterior lines of the main frame.
The longitudinal members of the subframe must lie fl at on the upper fl ange of the frame longitudinal member.
As far as possible the subframe should be designed to be fl exible. The usual chamfered u-profi les used in vehicle construction are
the best in terms of complying with the requirement for torsional fl exibility.
Rolled sections are not suitable. If a subframe is closed at various points to form a box, the transition from the box to the u-profi le
must be gradual. The length over which the transition from the closed to the open section occurs must be at least triple the width of
the subframe (see Fig. 57).
Fig. 57: Transition from box to u-profi le ESC-043
≥ 2B
H
≥ 3B
B
Where possible arrange the subframe cross member above the position of the frame cross member.
When fi tting the subframe the main frame connections must not be detached.
TRUCKNOLOGY® GENERATION A (TGA) 84
Page 92

Fig. 58: Subframe design ESC-096
Detail A Detail B
Mounting holes
On each side, the middle bolt that supports the frame connection must be left
in place
A
If the subframe is shorter
than the frame round-off
B
here R = 0,5 subframe
thickness
Recess Ø 40
All drillings on the subframe-framecross-member connection drilled
to Ø 14,5 and reamed to Ø 16 + 0,3
Provide crossmembers at the
bends in the frame
Avoid diagoal welds at the frame bends
The subframe longitudinal member must reach as far forward as possible – at least beyond the rearmost front spring hanger.
For an air-sprung 1
st
axle we recommend a clearance of ≤ 600 mm between the wheel centre of the 1st axle and the subframe.
TRUCKNOLOGY® GENERATION A (TGA) 85
Page 93

Fig. 59: Distance of subframe from the middle of the 1st axle ESC-697
< a
Subframe extends to above
rearmost front spring hanger
a
875.0002
In order to comply with the required dimensions the subframe must follow the contours of the frame. It must be tapered or recessed at
the front (see Figs. 60 to 63 for examples).
Fig. 60: Subframe taper at front ESC-030 Fig. 61: Subframe recess at front ESC-031
h
0,2...0.3h
≤ 30°
t
h
0,6..0,7h
30°
t
r=2t
TRUCKNOLOGY® GENERATION A (TGA) 86
Page 94

Fig. 62: Subframe - adapting by widening ESC-098 Fig. 63: Subframe - adapting by tapering ESC-099
5.3.4 Attaching subframes and bodies
Load transmission from the superstructure to the subframe – in particular the attachment of the superstructure to the vehicle frame – and
the corresponding connections – are the responsibility of the body manufacturer. Subframes and chassis frames are to be connected
using either a fl exible or a rigid connection. Depending on the particular situation, it may be necessary to use both types of subframe to
vehicle attachment at the same time (this is then referred to as semi-rigid where the length and area of the rigid connection are stated).
The mounting brackets provided by MAN are intended for the fl exible installation of loading platforms and box bodies.
This does not mean that they are unsuitable for other add-ons and bodies. However, a check must be made to see whether they are
strong enough when equipment and machines requiring drives, lifting equipment, tanker bodies etc. are installed. Wooden or fl exible
shims between the frame and the subframe or the frame and the body are not permitted (see Fig. 64).
Reasoned exceptions are permitted only if SMTSE-ESC can issue written approval.
(For address see „Publisher“ above).
TRUCKNOLOGY® GENERATION A (TGA) 87
Page 95

Fig. 64: Flexible shims ESC-026
Flexible shims such as rubber or
similar products are not permitted
5.3.5 Screw connections and riveted joints
Screw connections with a minimum strength class of 10.9 and mechanical locking device are permitted, for screw connections see
Section 4.3 in this booklet. It is also possible to use high-strength rivets (e.g. Huck
®
-BOM, blind fasteners) – manufacturers’ installation
instructions must be followed. The riveted joint must be at least equivalent to the screw connection in terms of design and strength.
Fig. 65: Riveted joint for open and closed profi les ESC-157
TRUCKNOLOGY® GENERATION A (TGA) 88
Page 96

5.3.6 Flexible connection
Flexible connections are non-positive/frictional connections. Relative movement between frame and subframe is possible to a limited
degree. All bodies or subframes that are bolted to the vehicle frame by means of mounting brackets are fl exible connections.
Even when shear plates are used, these connecting pieces should be regarded as fl exible if they do not comply with the requirements
of a rigid connection (see Section 5.3.7 below) fl exible connections the mounting points located on the chassis must be used fi rst.
If these are not suffi cient or cannot be used for design reasons, then additional mountings are to be located at suitable points.
If additional frame holes are required adhere to requirements stated in Section 4.3.
The number of mountings should be selected to ensure that the distance between the mounting point centres does not exceed
1,200 mm (see Fig. 66).
Fig. 66: Distance between subframe mountings ESC-100
≤1200
If MAN mounting brackets are supplied, either fi tted to the vehicle or as loose components, the bodybuilder is still under obligation
to check whether their number and location (existing holes in frame) is correct and adequate for the particular body installation.
The mounting brackets on MAN vehicles have oblong holes that run in the longitudinal direction of the vehicle (see Fig. 67).
They compensate for any tolerances and – for fl exible connections – permit the unavoidable longitudinal movement between
the frame and the subframe or between the frame and the body. To balance out the width clearances, the subframe mounting brackets
may also have oblong holes and these must be arranged at right angles to the longitudinal direction of the vehicle.
Fig. 67: Mounting brackets with oblong holes ESC-038
Mounting bracket on frame Mounting bracket on subframe
Any gaps between the mounting brackets of frame and subframe may be compensated for by inserting steel shims of appropriate
thickness (see Fig. 63), S235JR (= St37-2) grade being adequate.
Avoid inserting more than four shims at any one mounting point.
TRUCKNOLOGY® GENERATION A (TGA) 89
Page 97

Fig. 68: Shims between mounting brackets ESC-628
Compensate for variations in spacing with max. 4 shims, an air
gap of max. 1mm is permissible.
If there is a risk that the mounting bolts will work loose then fi t bolts of 100 to 120 mm. This will limit the risk of loosening because longer
bolts have greater elastic properties. For long bolts with regular mounting brackets use spacer sleeves. (see Fig. 69).
Fig. 69: Increasing elasticity by using longer bolts and spacer sleeves ESC-635
Use spacer sleeves
≥ 25
with long bolts
For other types of fl exible mounting (e.g. shackle mountings) see Figs. 70 and 71.
TRUCKNOLOGY® GENERATION A (TGA) 90
Page 98

Fig. 70: Long bolts and cup springs ESC-101
Fig. 71: Shackle mounting ESC-123
Clamp - property class 8.8
Spacer - non elastic
Angle bracket, approx. 5 mm
thickness, fi tted
Attached on frame web only
Angular or U-shaped bridging piece
TRUCKNOLOGY® GENERATION A (TGA) 91
Page 99

5.3.7 Rigid connection
With rigid connections relative movement between the frame and subframe is no longer possible, the subframe follows all
the movements of the frame. If the connection is rigid the frame and the subframe profi le in the vicinity of the rigid connection are
regarded as one single section for calculation purposes. Mounting brackets supplied ex-works and other connections that are
non-positive/frictional are not considered to be rigid connections. Only positive-locking connecting elements are rigid.
Positive-locking connecting elements are rivets or bolts. However, bolts are only classed rigid connectors if a hole tolerance of ≤ 0.2 mm
is maintained. If rigid connections are to be made using solid-shank bolts then the bolt’s thread may not come into contact with the bolt
hole walls (see Fig. 72). The minimum grade for bolts is 10.9.
Fig. 72: Contact of the bolt thread with the hole wall ESC-029
Due to the short grip lengths that are normally required, use may be made of spacer sleeves as shown in Fig. 73.
TRUCKNOLOGY® GENERATION A (TGA) 92
Page 100

Fig. 73: Fitting shear plates ESC-037, ESC-019
Subframe
Shear plate
Thread must not touch
the hole wall of the
shear plate or of the
frame
Spacer sleeve
Frame
Welds may only encroach into the radii of
the shear plates by a
max. of 45°
TRUCKNOLOGY® GENERATION A (TGA) 93
 Loading...
Loading...