

Page 1

DDL-900B
MANUALE D’ISTRUZIONI
Page 2

INDICE
I. CARATTERISTICHE TECNICHE ................................................................ 1
II. MESSA A PUNTO ....................................................................................... 3
1. Installazione ......................................................................................................................................3
2. Installazione del sensore del pedale ............................................................................................... 4
3. Installazione dell’interruttore dell’alimentazione ........................................................................... 4
4. Collegamento dei connettori ...........................................................................................................5
5. Installazione del spina di alimentazione ......................................................................................... 6
6. Installazione del tirante a snodo .....................................................................................................6
7. Avvolgimento del lo della bobina .................................................................................................. 7
8. Regolazione dell’altezza dell’alzapiedino a ginocchio .................................................................. 8
9. Installazione del portalo ................................................................................................................. 8
10. Lubricazione .................................................................................................................................... 9
11. Regolazione della quantità di olio (spruzzi di olio) ......................................................................10
12. Posizionamento ago ....................................................................................................................... 12
13. Inserimento della bobina nella capsula ....................................................................................... 13
14. Regolazione della lunghezza del punto ........................................................................................ 13
15. Pressione del piedino premistoffa ................................................................................................13
16. Leva alza piedino manuale .............................................................................................................13
17. Regolazione dell’altezza della barra del pressore .......................................................................14
18. Inlatura del lo nella testa della macchina ................................................................................. 14
19. Tensione del lo .............................................................................................................................. 15
20. Molla tiralo ..................................................................................................................................... 15
21. Regolazione della corsa del tiralo ............................................................................................... 15
22. Relazione fase ago-crochet ...........................................................................................................16
23. Altezza della griffa di trasporto ...................................................................................................... 16
24. Inclinazione della griffa di trasporto .............................................................................................17
25. Regolazione della sincronizzazione del trasporto ....................................................................... 17
26. Contro-lama ..................................................................................................................................... 18
27. La pressione del pedale e la corsa del pedale ............................................................................. 18
28. Pregolazione del pedale ................................................................................................................. 19
29. Puntini di riferimento sul volantino ............................................................................................... 19
III. PER L'OPERATORE ................................................................................ 20
1. Procedura operativa della macchina per cucire ..........................................................................20
2. Procedura di impostazione della testa della macchina ...............................................................21
3. Pannello incorporato della testa della macchina .........................................................................22
4. Procedura operativa del modello di cucitura ............................................................................... 23
5. Impostazione con un semplice tocco ...........................................................................................25
6. Impostazione delle funzioni ........................................................................................................... 26
7. Funzione di sostegno alla produzione ..........................................................................................27
8. Impostazione della pinza del lo (solo il tipo NB) .......................................................................29
9. Lista delle funzioni da impostare ..................................................................................................31
10. Descrizione dettagliata della selezione di funzioni .....................................................................35
11. Compensazione automatica per rendere neutrale il sensore del pedale ..................................45
12. Selezione della specica del pedale .............................................................................................46
13. Impostazione della funzione dell'alzapiedino automatico ..........................................................46
14. Procedura di selezione della funzione di serratura a chiave ...................................................... 47
15. Modalità di inizializzazione dei dati di impostazione ...................................................................47
16. Lampada a LED per l'area intorno all'ago .....................................................................................48
17. Pulsante per affrancatura ad altezza regolabile ...........................................................................48
IV. MANUTENZIONE .................................................................................... 49
1. Regolazione della testa della macchina .......................................................................................49
2. Codice errore ...................................................................................................................................50
i
Page 3
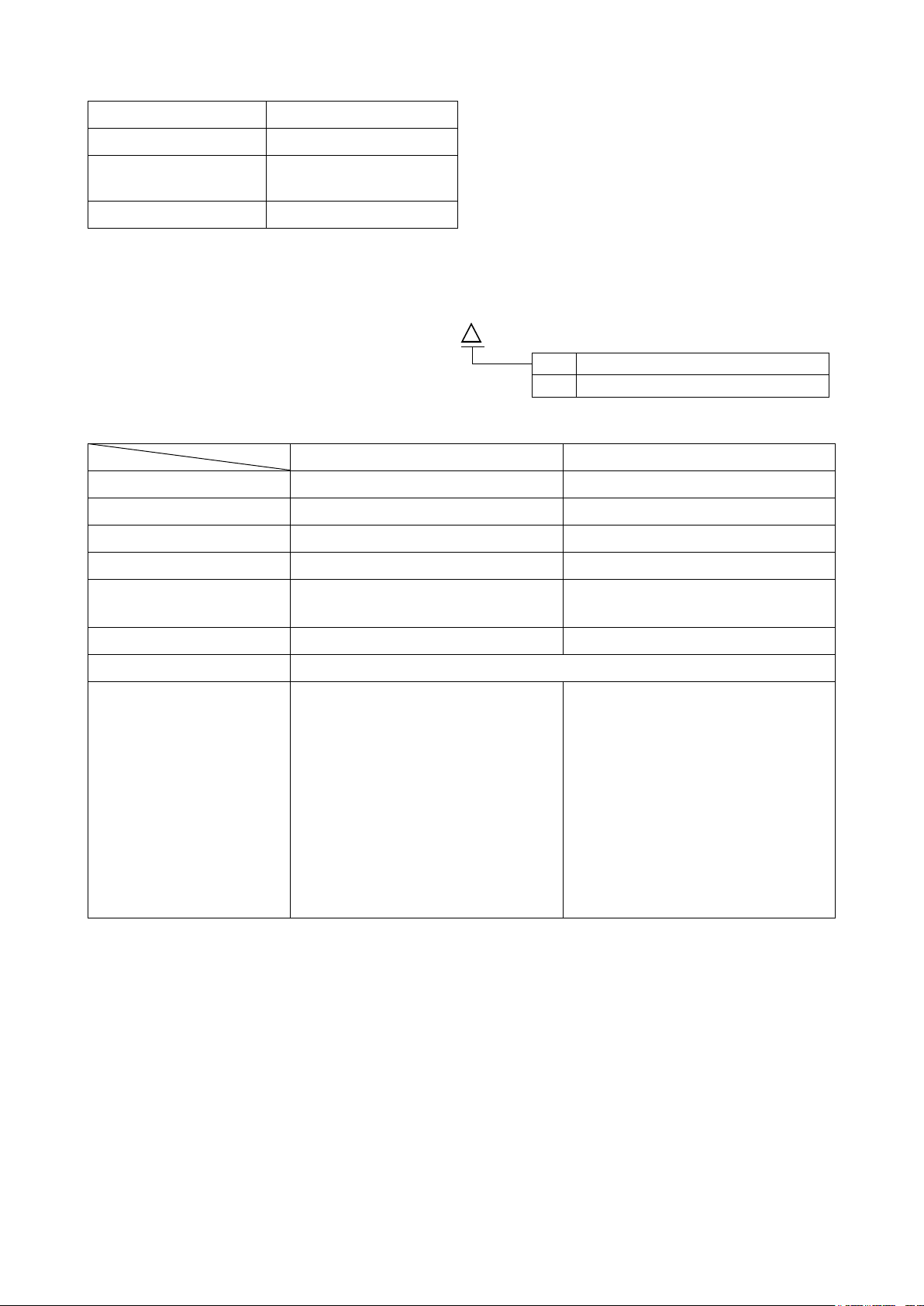
I. CARATTERISTICHE TECNICHE
Tensione di alimentazione 220V/230V/240V, monofase
Frequenza 50Hz/60Hz
Ambiente operativo
Assorbimento 210VA
Temperatura: da 5 a 35 ˚C
Umidità: 35 - 85%
DDL-900B-
Materiali leggeri, di media pesantezza
S :
Materiali pesanti
H :
DDL-900B-S DDL-900B-H
Applicazione Materiali leggeri, di media pesantezza Materiali pesanti
Velocità max di cucitura 5.000 sti/min 4.000 sti/min
Velocità di taglio del lo 210 sti/min 210 sti/min
Lunghezza del punto 4 mm 5 mm
Alzata piedino premistoffa
(Con alzapiedino a ginocchio)
*1
Ago
134 (Nm 90) da Nm 65 a 110 DB x 1 (#21) da #20 a 23
13 mm 13 mm
Olio lubricante JUKI CORPORATION GENUINE OIL 7
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 81,0 dB ; (Include
KpA = 2,5 dB); secondo la norma ISO
Rumorosità
• La velocità di cucitura preimpostata al momento della consegna : 4.000 sti/min
*1 : L'ago usato varia a seconda delle destinazioni.
10821- C.6.2 -ISO 11204 GR2 a 4.000
sti/min.
Valore ponderato A di 80,0 dB ; (Include
KpA = 2,5 dB); secondo la norma ISO
10821- C.6.2 -ISO 11204 GR2 a 3.500
sti/min.
- Livello di pressione acustica (LpA)
dell'emissione continua equivalente
dell'ambiente lavorativo :
Valore ponderato A di 83,0 dB ; (Include
KpA = 2,5 dB); secondo la norma ISO
10821- C.6.2 -ISO 11204 GR2 a 4.000
sti/min.
Valore ponderato A di 80,0 dB ; (Include
KpA = 2,5 dB); secondo la norma ISO
10821- C.6.2 -ISO 11204 GR2 a 3.500
sti/min.
– 1 –
Page 4
C
H
G
E
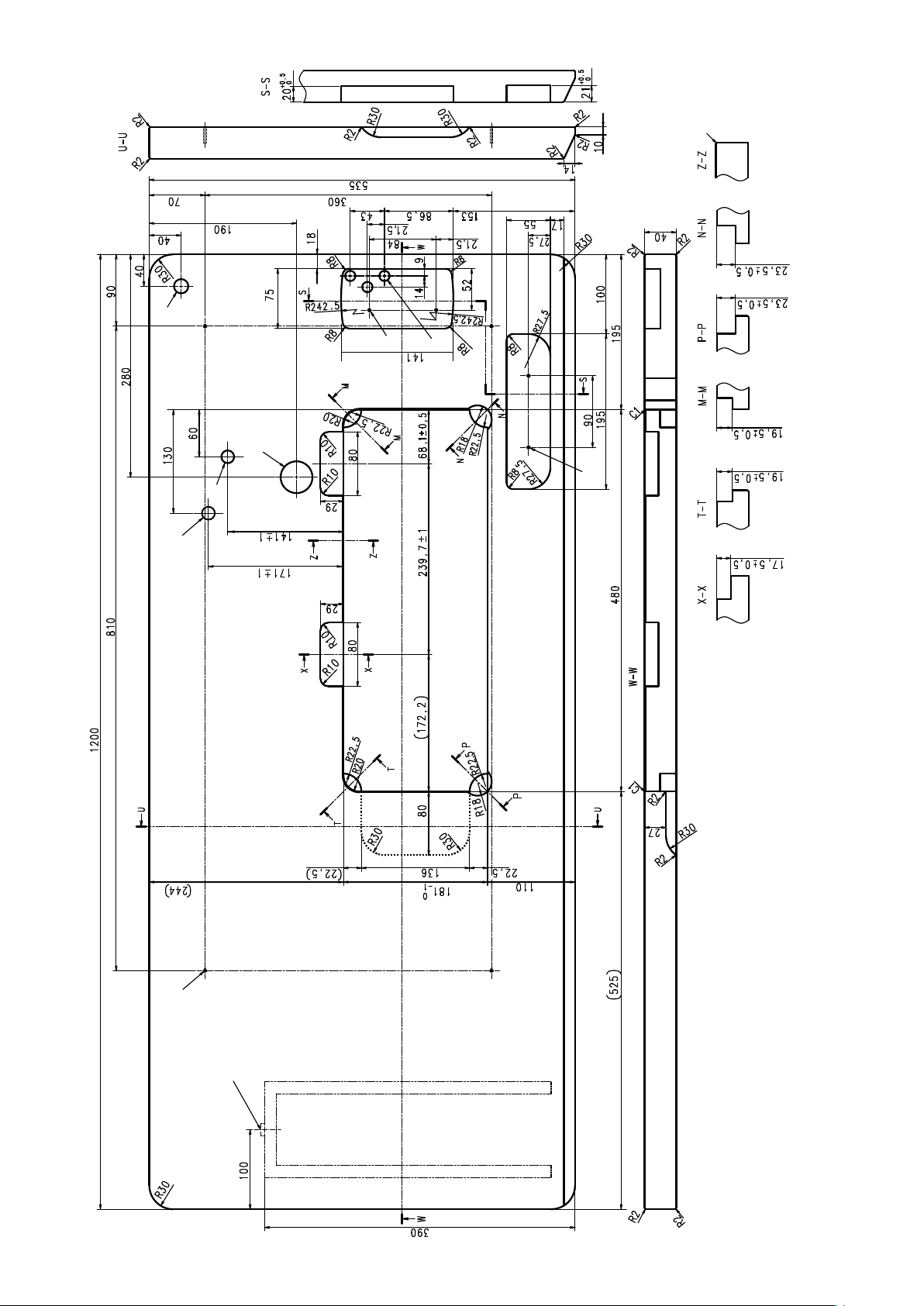
DISEGNO DEL TAVOLO
J
D
F
I
A
B
– 2 –
foro trapanato
0,5
±
4×ø 3,4 sulla supercie inferiore, profondità 20 (trapanare un foro al momento della messa a punto.)
Posizione di montaggio del fermo del cassetto (sul rovescio)
ø18 foro trapanato
3×ø13 foro trapanato
2×ø3,5 profondità 10
2×ø3,5 profondità 10
ø40
ø16 profondità 30
ø16 profondità 30 (Per le parti opzionali)
A
B
C
D
E
F
Da C1,5 a C2,5 (solo lato provvisto di cerniere)
G
H
I
J
Page 5
II. MESSA A PUNTO
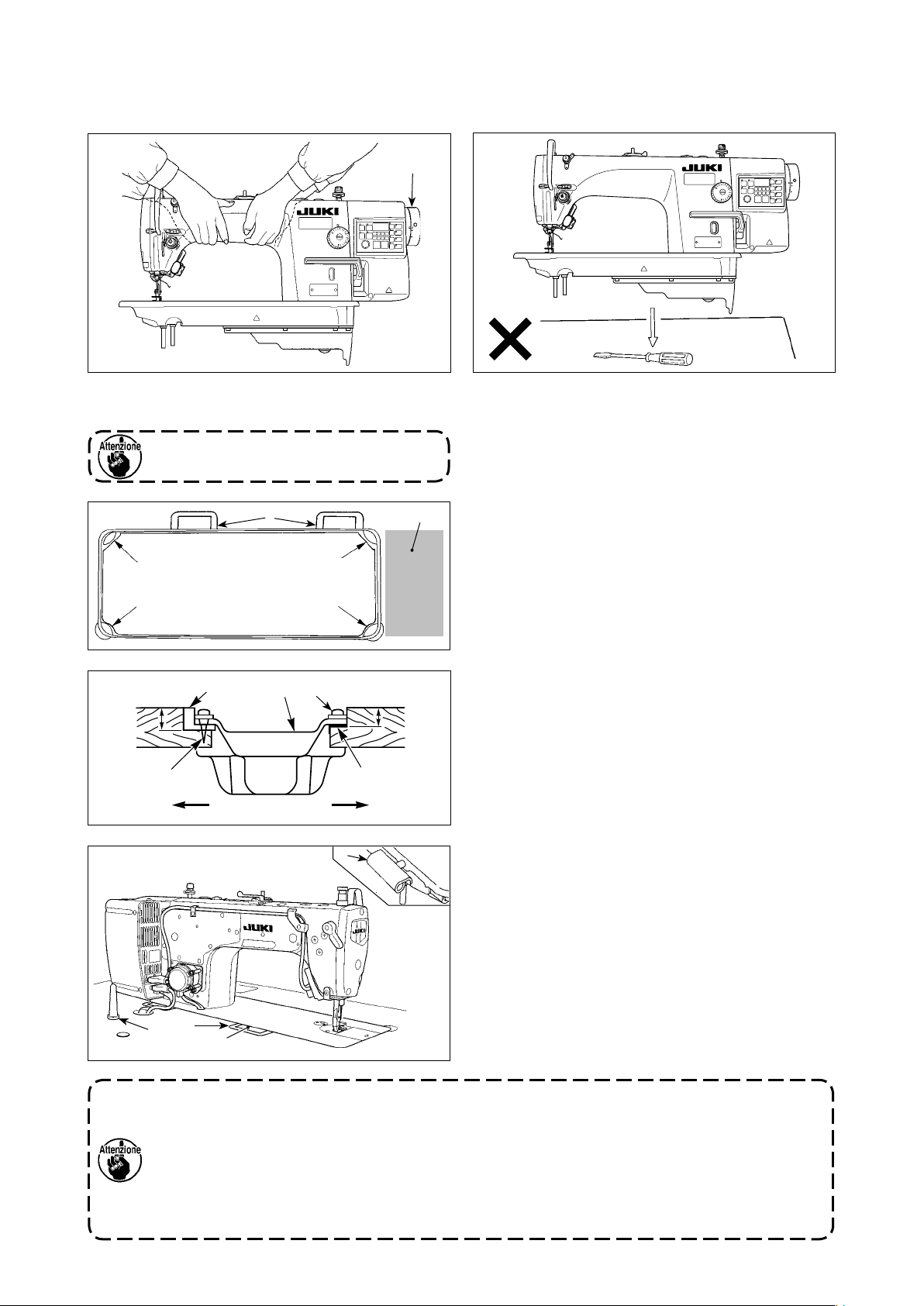
1. Installazione
D
1) Portare la macchina per cucire con due persone
come mostrato nella gura indicata qui sopra.
Non impugnare il volantino D.
C
❸
❶
❷
❽
❶
A B
❹
❾
❸
❶
19,5 mm23,5 mm
❸
2) Non mettere articoli sporgenti come il cacciavite e cose simili al posto dove la macchina per
cucire viene posizionata.
3) Il coperchio inferiore deve restare sui quattro
angoli della scanalatura del letto della macchina. Montare la sede in gomma ❽ della cerniera
sul tavolo e ssarla sul tavolo con un chiodo.
4) Fissare i due tamponi di gomma ❶ per il supporto della sezione di testa sul lato operatore A
alla parte sporgente del tavolo della macchina
conccando il chiodo ❷ e ssare i due tamponi
di supporto ❸ sul lato provvisto di cerniere B
utilizzando un adesivo a base di gomma. Posizionare quindi la coperchio inferiore ❹.
❼
5) Inserire la cerniera ❼ nell'apertura nella base
della macchina e incastrare la testa della macchina con la cerniera di gomma ❽ del tavolo prima di mettere la testa della macchina sui cuscini
sui quattro angoli.
❾
6) Inserire in modo sicuro l'asta ❻ di supporto della testa della macchina nel foro (60 x 141 x ø16,
❽
❻
1. Assicurarsi di installare l'asta di supporto ❻ della testa in dotazione con l'unità.
2. Se un paio di forbici e cose simili vengono intrappolate tra la centralina di controllo e il tavolo,
il coperchio della centralina di controllo può rompersi. Per evitare tali incidenti, non mettere
nulla sulla sezione C.
3. Tenere presente che la rottura della centralina di controllo e/o le perdite di olio possono veri-
carsi se si utilizza la macchina per cucire con l'asta ❻ di supporto della testa della macchina
rimossa.
❼
profondo 30) (fare riferimento a H in
DEL TAVOLO p.2
) nel tavolo.
DISEGNO
– 3 –
Page 6
2. Installazione del sensore del pedale
1) Installare il sensore del pedale al tavolo con le
viti di montaggio ❶ in dotazione con l'unità. È
necessario installare il sensore del pedale in
una posizione in cui il tirante a snodo sia perpendicolare al tavolo.
2) Dopo il completamento del montaggio del sensore del pedale sul tavolo, mettere la testa della
macchina per cucire sul tavolo.
❶
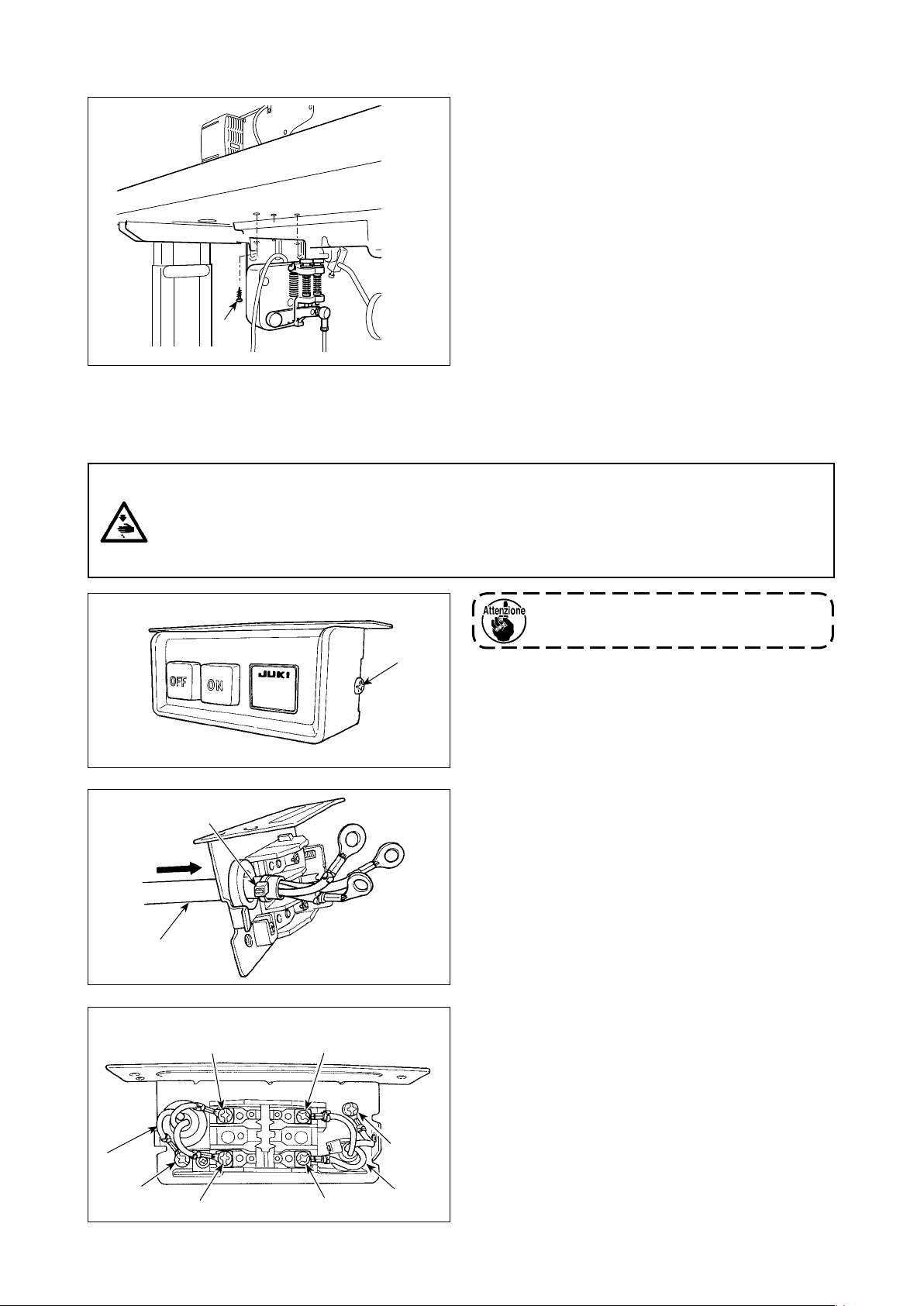
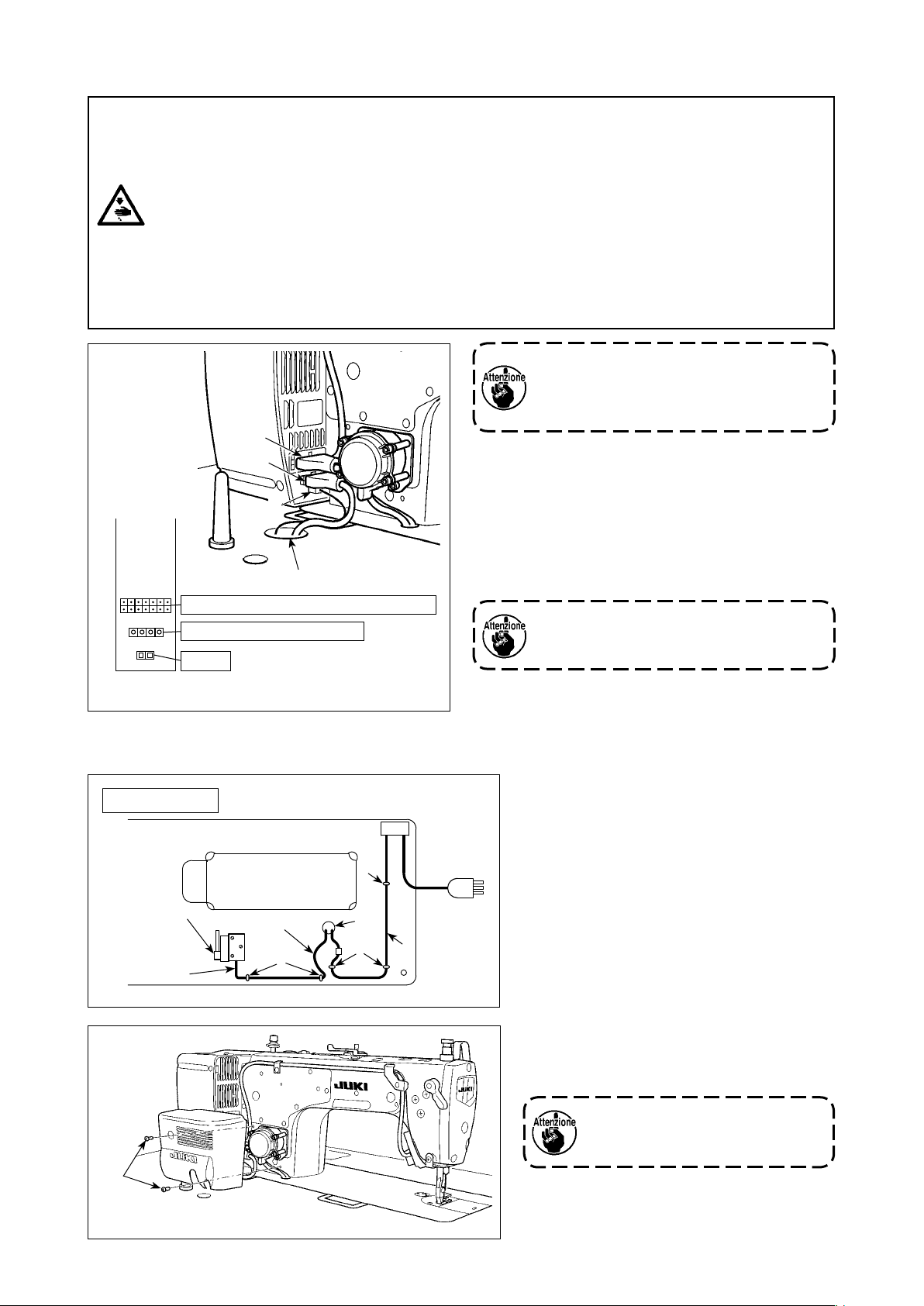
3. Installazione dell’interruttore dell’alimentazione
AVVERTIMENTO :
1. Assicurarsi di collegare il lo di messa a terra (verde/giallo) alla posizione specicata (sul lato
messa a terra).
2. Fare attenzione che i terminali non vengano a contatto tra loro.
3. Quando si chiude il coperchio dell'interruttore dell'alimentazione, fare attenzione che il cavo non
venga intrappolato sotto il coperchio.
❷
1ø 220V-240V
❷
Verde/
Giallo
❹
Blu Blu
Marrone
Marrone
❶
Verde/
Giallo
❸
Non inserire la spina di alimentazione
nella presa di corrente.
1) Togliere la vite ❶ sulla faccia laterale del coperchio dell’interruttore dell’alimentazione per aprire
il coperchio dell’interruttore dell’alimentazione.
2) Fare passare il cavo di ingresso CA
❷
(40145128), ❸(M6102461DAA) proveniente
attraverso il retro dell’interruttore dell’alimentazione. Legare il cavo in un fascio con la fascetta
fermacavi ❹ per ssarlo.
3) Fissare saldamente i terminali del cavo di ingresso CA ❷(40145128), ❸(M6102461DAA)
stringendo le viti nelle posizioni specicate.
4) Chiudere il coperchio dell’interruttore dell’alimentazione. Stringere la vite ❶ sulla faccia laterale
del coperchio dell’interruttore dell’alimentazione.
– 4 –
Page 7
4. Collegamento dei connettori
AVVERTIMENTO :
• Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità, scollegare la spina di alimentazione dalla presa di corrente e attendere cinque minuti o più prima di installare il sensore del pedale.
• Per evitare danni al dispositivo causati da malfunzionamenti e caratteristiche tecniche inadatte,
assicurarsi di inserire i cavi ai posti specicati. (Se un connettore è inserito in un connettore sbagliato, non solo il dispositivo corrispondente al connettore può rompersi, ma anche può avviare
improvvisamente, con conseguente rischio di lesioni personali.)
• Per evitare ferimenti causati da malfunzionamenti, assicurarsi di bloccare il connettore con fermo.
• Non collegare la spina di alimentazione nché il collegamento dei cavi non sia completato.
• Fissare i cavi facendo attenzione a non piegarli con forza o schiacciarli con i chiodi ad U.
• Per quanto riguarda il dettaglio relativo al maneggio di rispettivi dispositivi, leggere attentamente i
Manuali d'Istruzioni in dotazione con i dispositivi prima di maneggiare i dispositivi.
❸
❷
❶
❹
Connettore della testa della macchina
Ingresso alimentazione CA
Pedale
Schema di collegamento dei connettori
Non collegare la spina di alimentazione
alla presa di corrente.
Assicurarsi che l'interruttore dell'alimentazione sia spento.
1) Collegare i connettori elencati di seguito alla
centralina di controllo in ordine da ❶ a ❸.
Cavo del sensore del pedale
❶
Cavo di alimentazione CA
❷
Connettore della testa della macchina
❸
Per le porte di connessione dei cavi, fare riferimento allo schema di collegamento dei connettori.
Assicurarsi di inserire completamente i
connettori nelle porte corrispondenti nché non siano bloccati.
2) Estrarre il cavo della centralina di controllo
attraverso il foro di estrazione ❹ del cavo per
dirigerlo al retro del tavolo della macchina per
cucire.
Retro del tavolo
Sensore del
pedale
❶
❻
Allentamento
❺
❹
❺
3) Fissare il cavo ❶ del sensore del pedale e il cavo di alimentazione CA ❷ con
chiodi a U ❺.
❺
❷
4) Fissare il coperchio del solenoide con le
due viti ❻ di ssaggio del coperchio del
solenoide in dotazione con l'unità.
Fare attenzione che i cavi non vengano intrappolati sotto il coper-
chio quando si ssa il coperchio.
– 5 –
Page 8
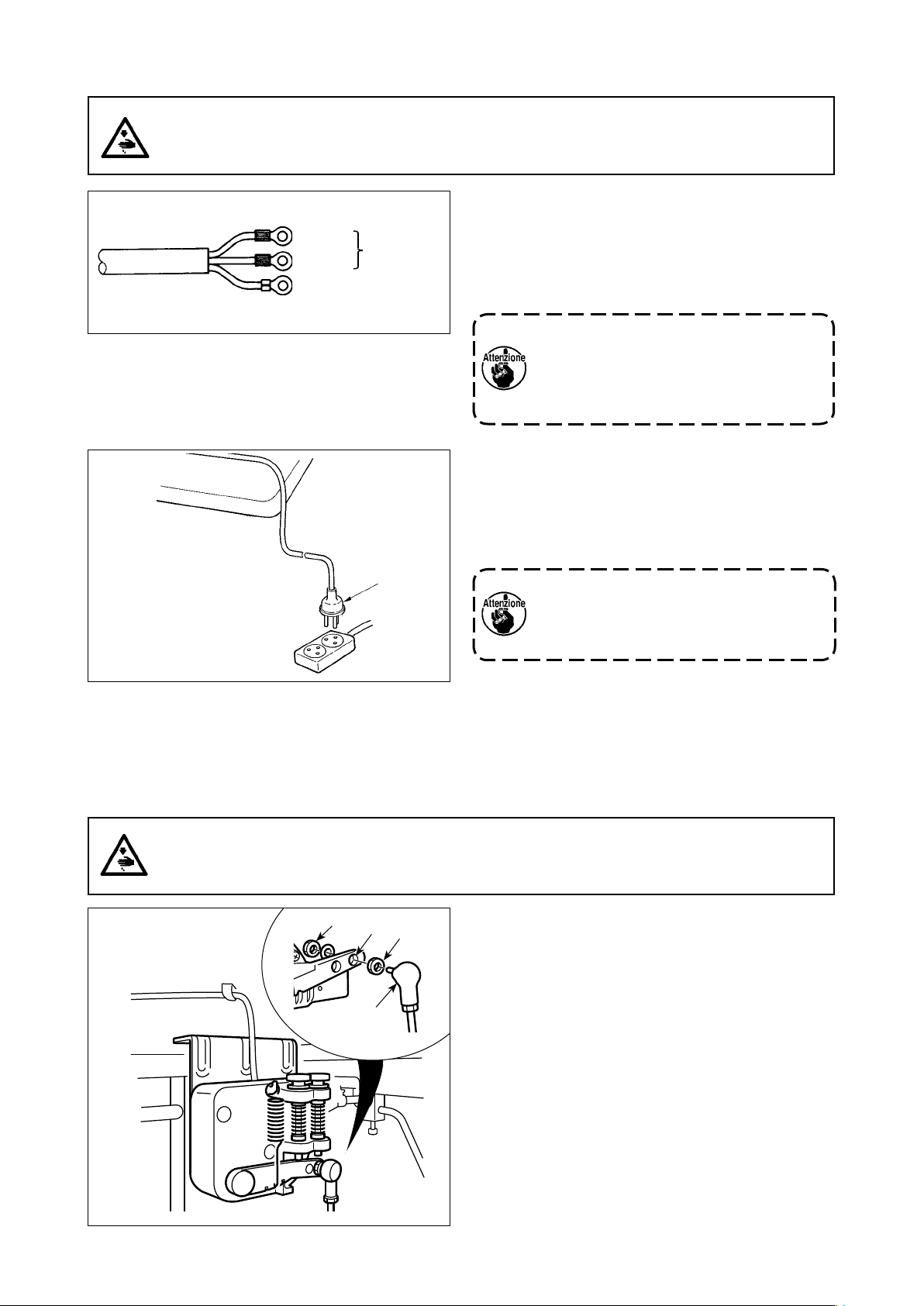
5. Installazione del spina di alimentazione
AVVERTIMENTO :
1. Assicurarsi di collegare il lo di messa a terra (verde/giallo) alla posizione specicata (sul lato
messa a terra).
2. Fare attenzione che i terminali non vengano a contatto tra loro.
1ø 220-240V
Blu
Marrone
Verde/giallo
(lo di messa a terra)
AC
220-240V
1) Collegare il cavo di alimentazione alla spina di
alimentazione ❶.
Collegare i li blu e marrone al lato dell'alimentazione e il lo verde/giallo al lato della terra
come illustrato in gura.
1. Assicurarsi di preparare la spina di ali-
mentazione ❶ conforme allo standard
di sicurezza.
2. Assicurarsi di collegare il lo di messa a
terra (verde/giallo) al lato messa a terra.
2) Vericare che l'interruttore dell'alimentazione ❶
sia nello stato OFF.
Inserire quindi la spina di alimentazione prove-
niente dall'interruttore dell'alimentazione nella
presa di corrente.
❶
6. Installazione del tirante a snodo
AVVERTIMENTO:
Per evitare ferimenti causati dall'avvio improvviso della macchina per cucire, prima di effettuare le
seguenti operazioni spegnere l'interruttore dell'alimentazione ed assicurarsi che siano passati 5
minuti o più.
❸
❷
❶
❸
Prima di collegare la spina di alimentazione ❶, controllare di nuovo la specica
della tensione di alimentazione indicata
sulla centralina di alimentazione.
* La forma della spina di alimentazione ❶ va-
ria a seconda della destinazione della macchina per cucire.
1) Fissare tirante a snodo ❶ a foro di installazione
di leva di comando con dado ❸.
❷
– 6 –
Page 9
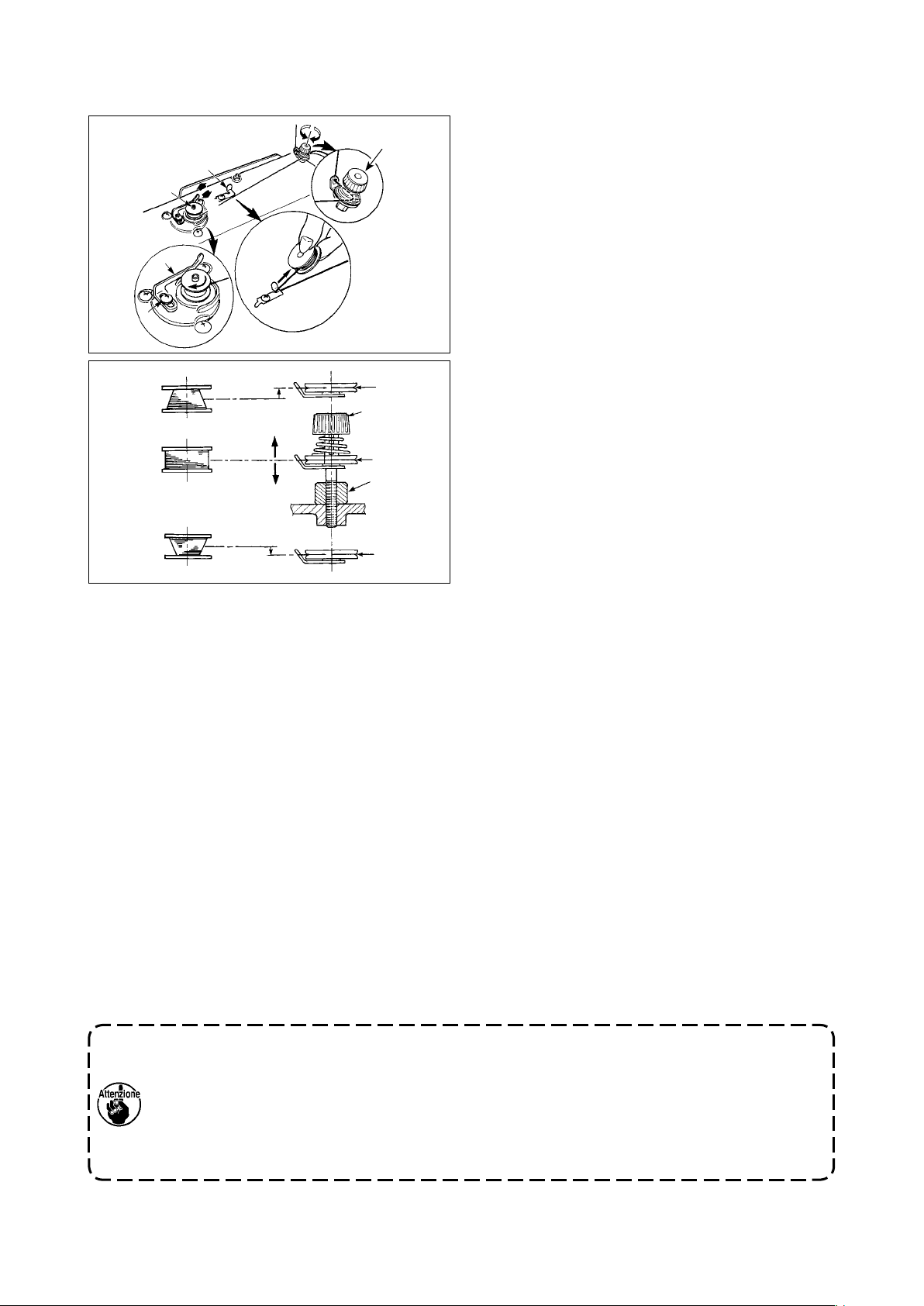
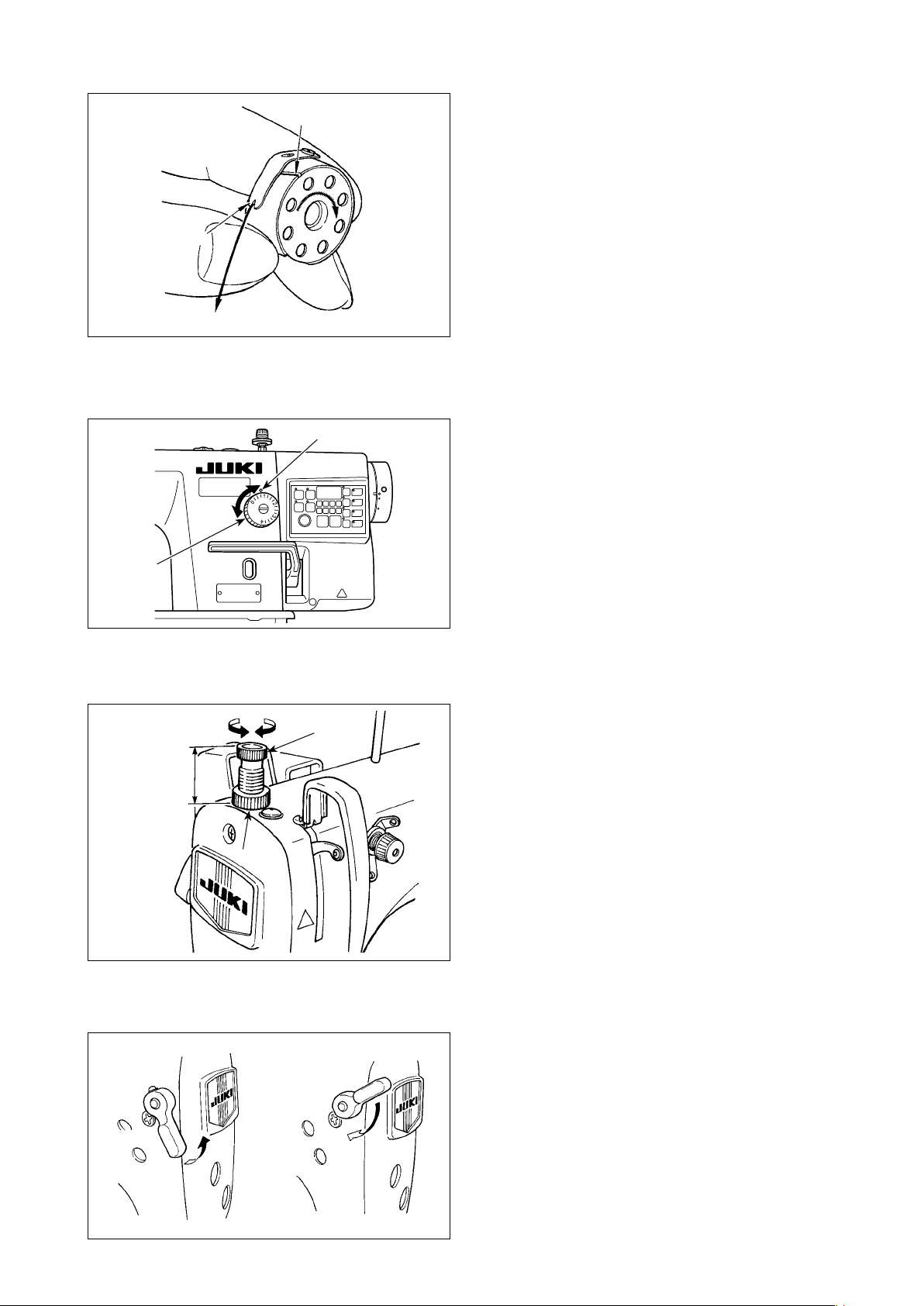
7. Avvolgimento del lo della bobina
1) Inserire la bobina nell’albero dell’avvolgibobina
❽
❸
B
❶
A
❷
❹
C
❻
❼
D
❻
❺
E
❻
6) Nel caso che il lo della bobina non venga avvolto uniformemente sulla bobina, allentare la vite ❺ e
regolare l'altezza della tensione del lo ❽.
• Per quanto riguarda la regolazione standard, il centro della bobina è alto come il centro del disco di ten-
sione del lo ❻.
• Spostare la posizione del disco di tensione del lo ❻ nel senso D quando la quantità di avvolgimento
del lo della bobina sulla parte inferiore della bobina è eccessiva e nel senso E quando la quantità di
avvolgimento del lo della bobina sulla parte superiore della bobina è eccessiva.
Al termine della regolazione, stringere la vite ❺.
7) Per regolare la tensione dell’avvolgibobina, girare il dado di tensione del lo ❼.
il più possibile.
❶
2) Fare passare il lo della bobina estratto dal rocchetto posto sul lato destro del portalo seguendo l’ordine come mostrato nella gura sulla sini-
stra. Avvolgere quindi in senso orario l’estremità
del lo della bobina intorno alla bobina diverse
volte.
(In caso della bobina di alluminio, dopo aver
avvolto in senso orario l’estremità del lo della
bobina, avvolgere in senso antiorario il lo che
viene dal regolatore di tensione del lo diverse
volte per avvolgere il lo della bobina con facili-
tà.)
3) Premere il chiavistello a scatto dell’avvolgibobina ❷ nel senso A ed avviare la macchina per
cucire.
La bobina gira nel senso C e il lo della bobina
viene avvolto. L’albero dell’avvolgibobina ❶ si
ferma automaticamente non appena l’avvolgi-
mento è nito.
4) Rimuovere la bobina e tagliare il lo della bobina con la piastra di sostegno taglialo ❸.
5) Per regolare la quantità di avvolgimento del lo
della bobina, allentare la vite di ssaggio ❹ e
spostare la leva di avvolgimento della bobina
nel senso A o B. Stringere quindi la vite di
❷
ssaggio ❹.
Nel senso A : Diminuzione
Nel senso B : Aumento
1. Quando si avvolge il lo della bobina, iniziare l’avvolgimento nello stato in cui il lo tra la bobina e il disco di tensione del lo ❻ sia teso.
2. Quando si avvolge il lo della bobina nello stato in cui la cucitura non viene effettuata, rimuovere il lo dell’ago dal percorso di lo del tiralo e rimuovere la bobina dal crochet.
3. C’è la possibilità che il lo tirato fuori dal portalo venga allentato a causa dell’inuenza (direzione) del vento ed è possibile che il lo venga impigliato nel volantino. Fare attenzione alla
direzione del vento.
– 7 –
Page 10
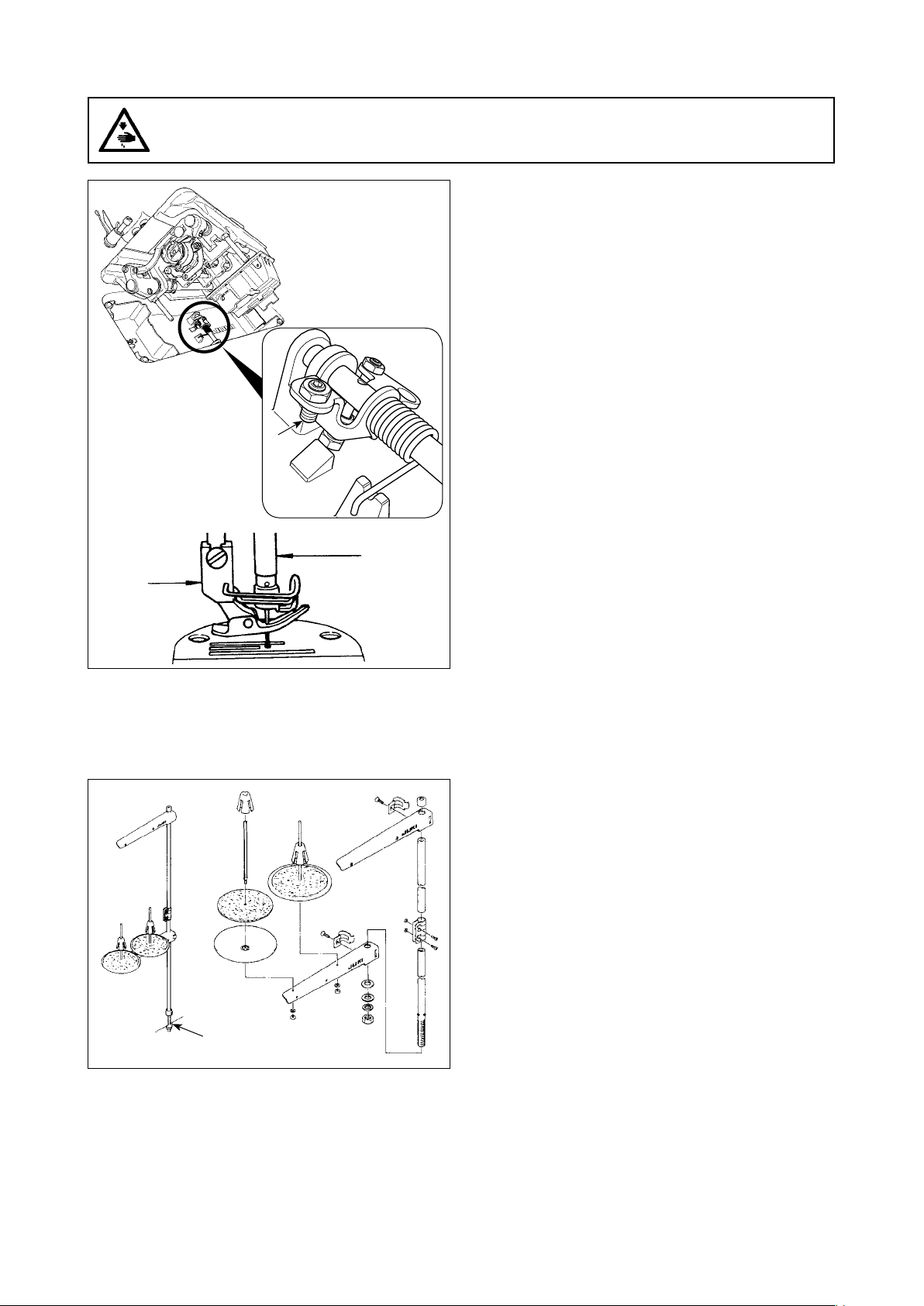
8. Regolazione dell’altezza dell’alzapiedino a ginocchio
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
1) L’alzata standard del piedino premistoffa tramite
l’alzapiedino a ginocchio è 10 mm.
2) Si può regolare l’alzata del piedino premistof-
fa no a 13 mm usando la vite di regolazione
dell’alzapiedino a ginocchio ❶.
3) Quando l’alzata del piedino premistoffa è stata
regolata a un valore superiore a 10 mm, assicurarsi che l’estremità inferiore della barra ago ❷
nella sua posizione più bassa non urti contro il
piedino premistoffa ❸.
❶
❸
9. Installazione del portalo
❷
1) Montare l’insieme del portalo, e inserirlo nel
foro nel tavolo della macchina.
2) Stringere il dado ❶.
❶
– 8 –
Page 11
10. Lubricazione
AVVERTIMENTO :
1. Al ne di evitare incidenti causati dall’avvio improvviso della macchina per cucire, non collegare
la spina elettrica prima che la lubricazione sia stata completata.
2. Al ne di evitare un’inammazione o un esantema, lavare immediatamente le parti relativi se l’olio
aderisce agli occhi o alle altre parti del corpo.
3. Se l’olio viene ingoiato erroneamente, diarrea o vomito può essere provocato. Mettere l’olio in
un luogo dove i bambini non possono raggiungere.
❻
❷
❺
❹
A
❸
B
❶
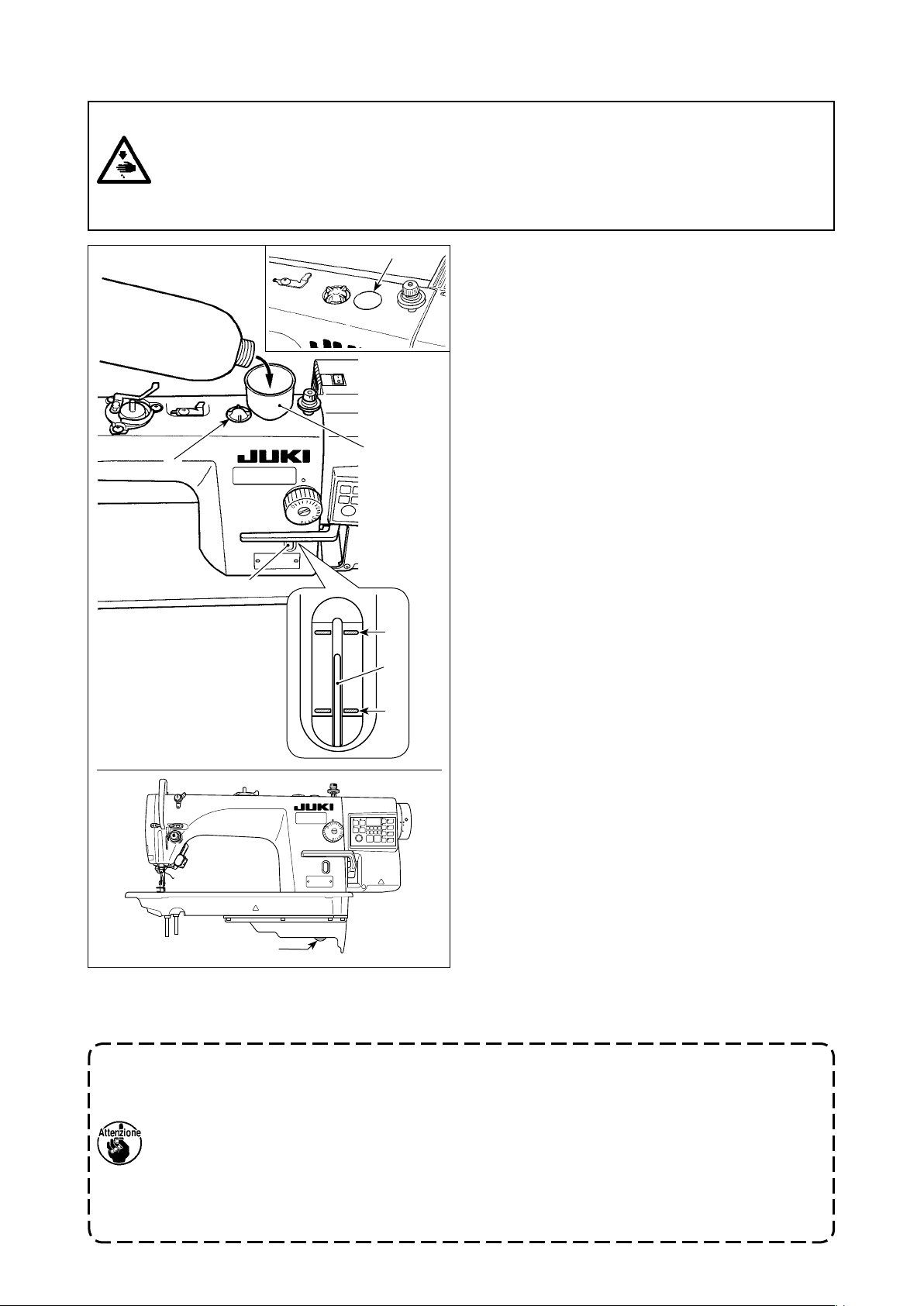
1) Prima di mettere in funzione la macchina per cucire, rimuovere il tappo ❶ di gomma dalla parte
superiore del braccio della macchina, e aggiungere olio attraverso la bocca di ingresso dell'olio
usando l'imbuto accessorio ❹ in dotazione con
la macchina per cucire.
2) Versare l'olio nel serbatoio dell'olio nché l'estremità superiore dell'asta di indicazione della
quantità di olio ❸ sia posizionata tra la linea di
riferimento incisa superiore A e la linea di riferimento incisa inferiore B dell'indicatore visivo
della quantità di olio ❷.
Se una quantità eccessiva di olio viene versata,
l'olio fuoriuscirà dalla giunzione tra lo schermo para olio e la base della macchina, o dalla
giunzione tra il tappo di gomma e la base della
macchina, o non verrà eseguita la corretta lubri-
cazione. Fare perciò attenzione. Inoltre, se l'olio
viene versato vigorosamente, esso potrebbe traboccare dal foro dell'olio. Perciò, fare attenzione.
* Quando viene aggiunto olio nché la linea
MAX. A non venga raggiunta, la quantità di
olio diventa 600 cc.
* Controllare la quantità di olio mentre la mac-
china per cucire è a riposo.
* Controllare la quantità di olio nel serbatoio
dell'olio osservando l'indicatore visivo ❷ del
livello dell'olio esattamente da davanti.
3) Durante il funzionamento della macchina per cucire, versare di nuovo l’olio se l’estremità superiore dell’asta di indicazione della quantità di olio ❸
si abbassa alla linea di riferimento incisa inferiore
dell’indicatore visivo della quantità di olio ❷.
B
4) Ad azionamento della macchina dopo le opera-
zioni di lubricazione, si vedranno spruzzi di olio
attraverso l’indicatore visivo del livello dell’olio
se la lubricazione è adeguata.
❻
* Si tenga presente che la quantità di spruzzi di
olio non è proporzionale alla quantità di olio
lubricante presente nella vaschetta.
1. Quando la macchina per cucire viene attivata per la prima volta dopo l’installazione o dopo un
lungo periodo di inattività, effettuare il rodaggio a 2.000 sti/min o meno prima di utilizzare la
macchina per cucire.
2. Per quanto riguarda l'olio per la lubricazione del crochet, acquistare JUKI CORPORATION
GENUINE OIL 7 (No. di parte : MML007600CA).
3. Non mancare di lubricare con l'olio pulito.
4. Tenere presente che le perdite di olio possono vericarsi se il livello dell'olio aggiunto supera
la linea MAX. A.
5. Il trasporto della macchina per cucire piena di olio può provocare il rischio di perdite di olio.
Assicurarsi di scaricare olio dalla macchina per cucire tramite il rubinetto ❺ di scarico.
– 9 –
Page 12
11. Regolazione della quantità di olio (spruzzi di olio)
AVVERTIMENTO:
Prestare molta attenzione nell’effettuare questa operazione poiché la quantità di olio deve essere
controllata facendo girare il crochet ad alta velocità.
(1) Controllo della quantità di olio nel crochet
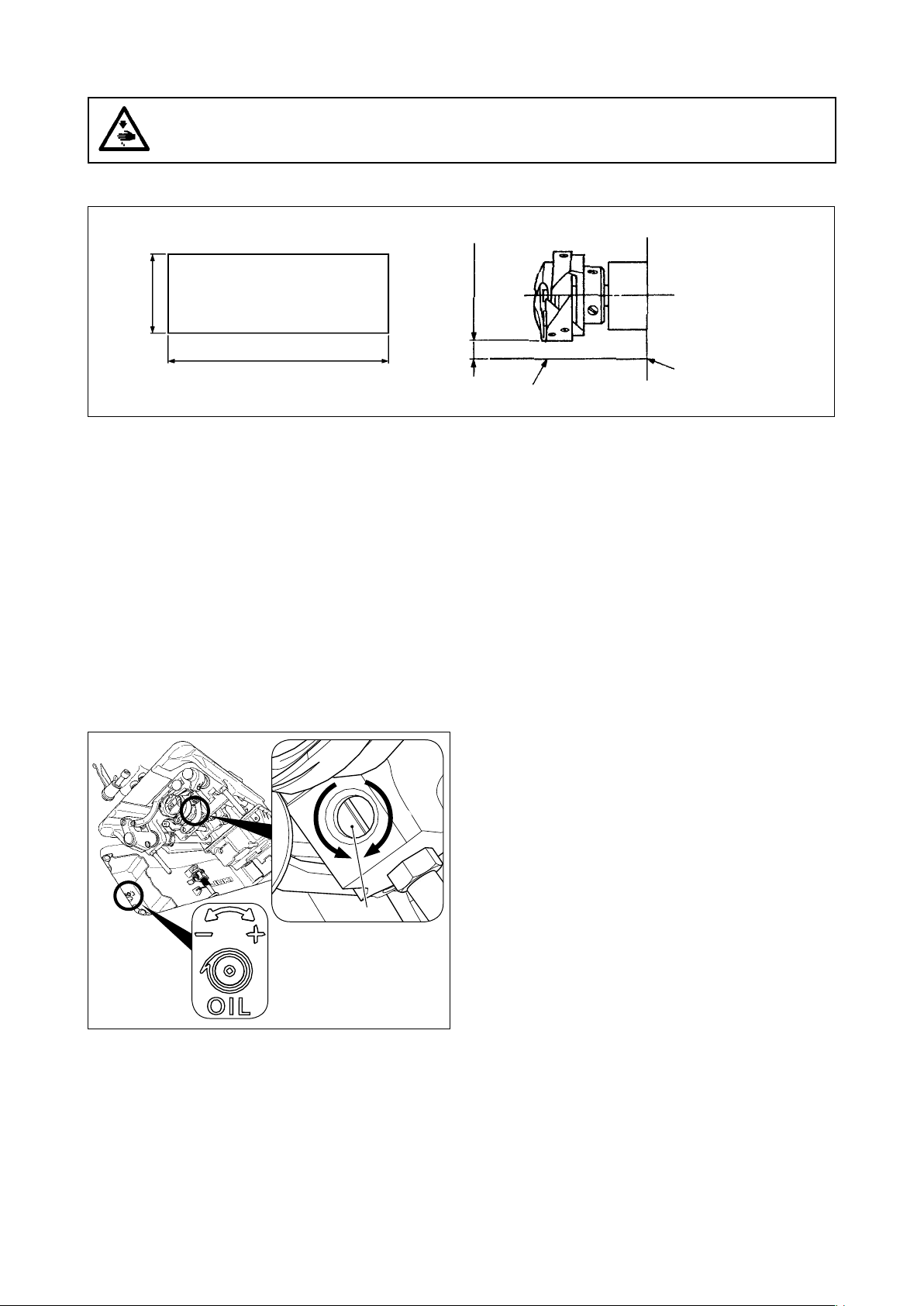
Foglio di carta per il controllo della quantità di
①
olio (spruzzi di olio)
25 mm
70 mm
Carta per vericare gli spruzzi di olio
Posizione per vericare la quantità di olio
②
(spruzzi di olio)
3 - 10 mm
Fare aderire bene il foglio di carta alla parete
del serbatoio dell’olio.
* Quando si esegue la procedura descritta qui sotto in 2), rimuovere la piastra di scorrimento e fare molta
attenzione che le dita non tocchino il crochet.
1) Se la macchina non è stata riscaldata sufcientemente prima di questa operazione, fare girare la mac-
china a vuoto per tre minuti circa. (Funzionamento intermittente moderato)
2) Posizionare il foglio di carta per il controllo della quantità di olio (spruzzi di olio) sotto il crochet immedia-
tamente dopo che la macchina ha arrestato di girare.
3) Assicurarsi che la supercie dell'olio nello schermo para olio si trovi all'interno dell'intervallo compreso
tra "Linea MAX" e "Linea MIN".
4) Il controllo della quantità di olio deve essere completato in cinque secondi. (Controllare il tempo con
l’orologio.)
(2) Regolazione della quantità di olio (spruzzi di olio) nel crochet
1) Inclinare la macchina per cucire. Girare la vite
di regolazione della quantità di olio montata
❶
sulla boccola anteriore dell'albero inferiore, in
B
A
❶
direzione "+" (direzione A) per aumentare la
quantità di olio (spruzzi di olio), o in direzione "-"
(direzione B) per diminuirla.
* L'indicazione +/- della quantità di olio è mo-
strata sul coperchio inferiore.
2) Dopo che la quantità di olio nel crochet è stata
correttamente regolata con la vite di regolazione
della quantità di olio, fare girare la macchina
❶
a vuoto per 30 secondi circa per controllare la
quantità di olio nel crochet.
– 10 –
Page 13
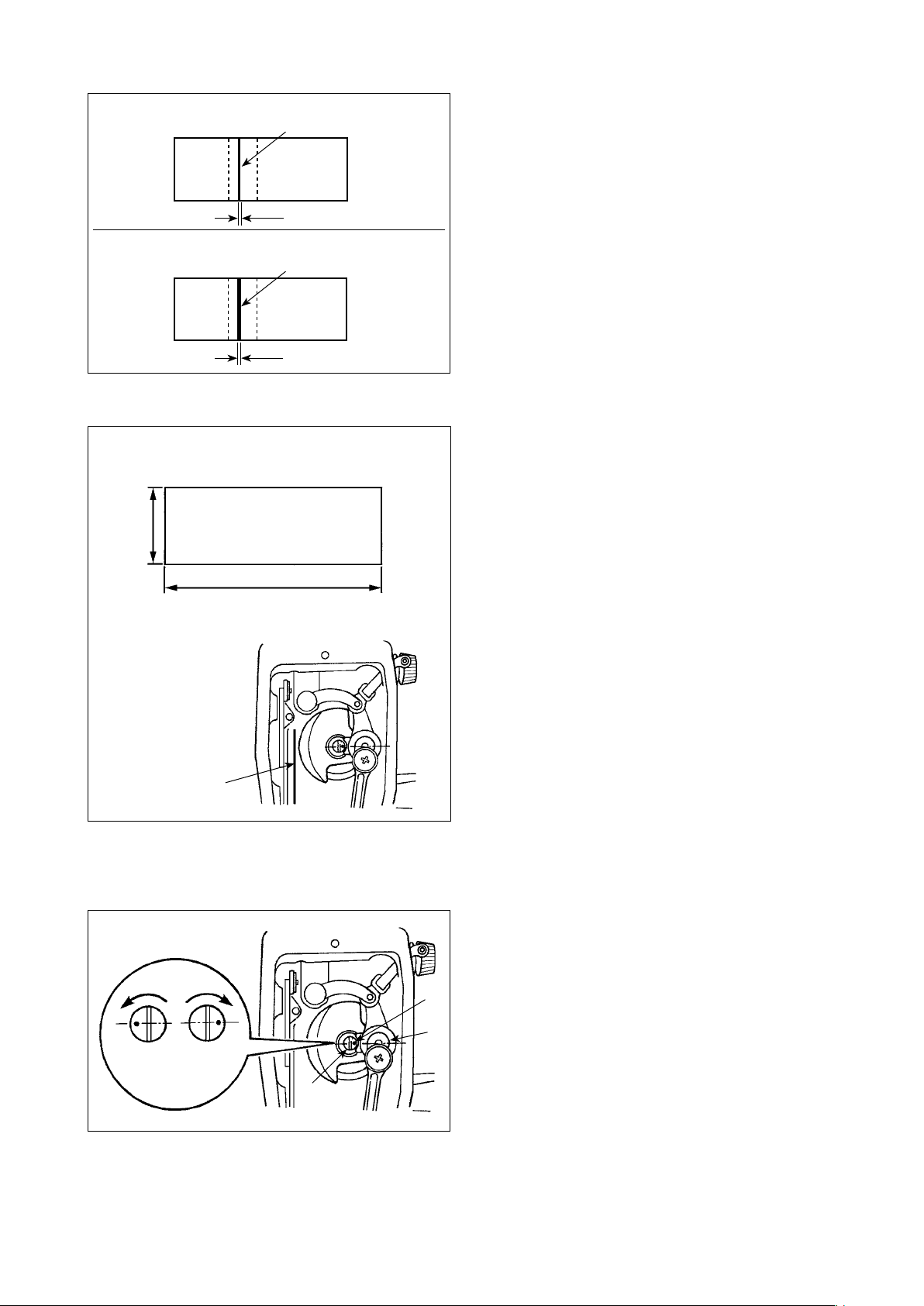
(3) Esempio mostrante la quantità di olio adeguata nel crochet
Giusta quantità di olio (piccola)
Spruzzi di olio dal crochet
1 mm
Giusta quantità di olio (grande)
Spruzzi di olio dal crochet
2 mm
1) Lo stato riportato nella gura mostra la quantità
di olio adeguata (spruzzi di olio). Fare attenzione a non aumentare/ridurre eccessivamente la
quantità di olio nel crochet. (Se la quantità di
olio è troppo piccola, il crochet corre il rischio di
gripparsi (il crochet si riscalda). Se la quantità di
olio è eccessiva, il materiale da cucire rischierà
di macchiarsi di olio.)
2) Controllare la quantità di olio (spruzzi di olio) tre
volte (con tre fogli di carta).
(4) Controllo della quantità di olio fornita alle parti della piastra facciale
Foglio di carta per il controllo della quantità di
①
olio (spruzzi di olio)
25 mm
70 mm
Posizione per vericare la quantità di olio
②
(spruzzi di olio)
Carta per vericare
gli spruzzi di olio
* Quando si esegue la procedura descritta qui
sotto in 2), rimuovere la piastra di scorrimento e
fare molta attenzione che le dita non tocchino il
crochet.
1) Se la macchina non è stata riscaldata sufcien-
temente prima di questa operazione, fare girare
la macchina a vuoto per tre minuti circa. (Funzionamento intermittente moderato)
2) Posizionare il foglio di carta per il controllo della
quantità di olio (spruzzi di olio) sotto il crochet
immediatamente dopo che la macchina ha arrestato di girare.
3) Assicurarsi che la supercie dell'olio nello scher-
mo para olio si trovi all'interno dell'intervallo
compreso tra "Linea MAX" e "Linea MIN".
4) Il controllo della quantità di olio deve essere
completato in cinque secondi. (Controllare il
tempo con l’orologio.)
(5) Regolazione della quantità di olio fornito ai componenti della piastra frontale
1) Regolare la quantità di olio fornito al tiralo e
alla manovella della barra ago ❷ girando il per-
C
Maximum
❶
Minimum
B
A
❷
❶
– 11 –
no di regolazione ❶.
2) La quantità di olio diventa minima quando il
punto di riferimento A viene portato vicino alla
manovella della barra ago ❷ girando il perno di
regolazione nel senso B.
3) La quantità di olio diventa massima quando il
punto di riferimento A viene portato alla posizione proprio opposta alla manovella della barra
ago girando il perno di regolazione nel senso C.
Page 14
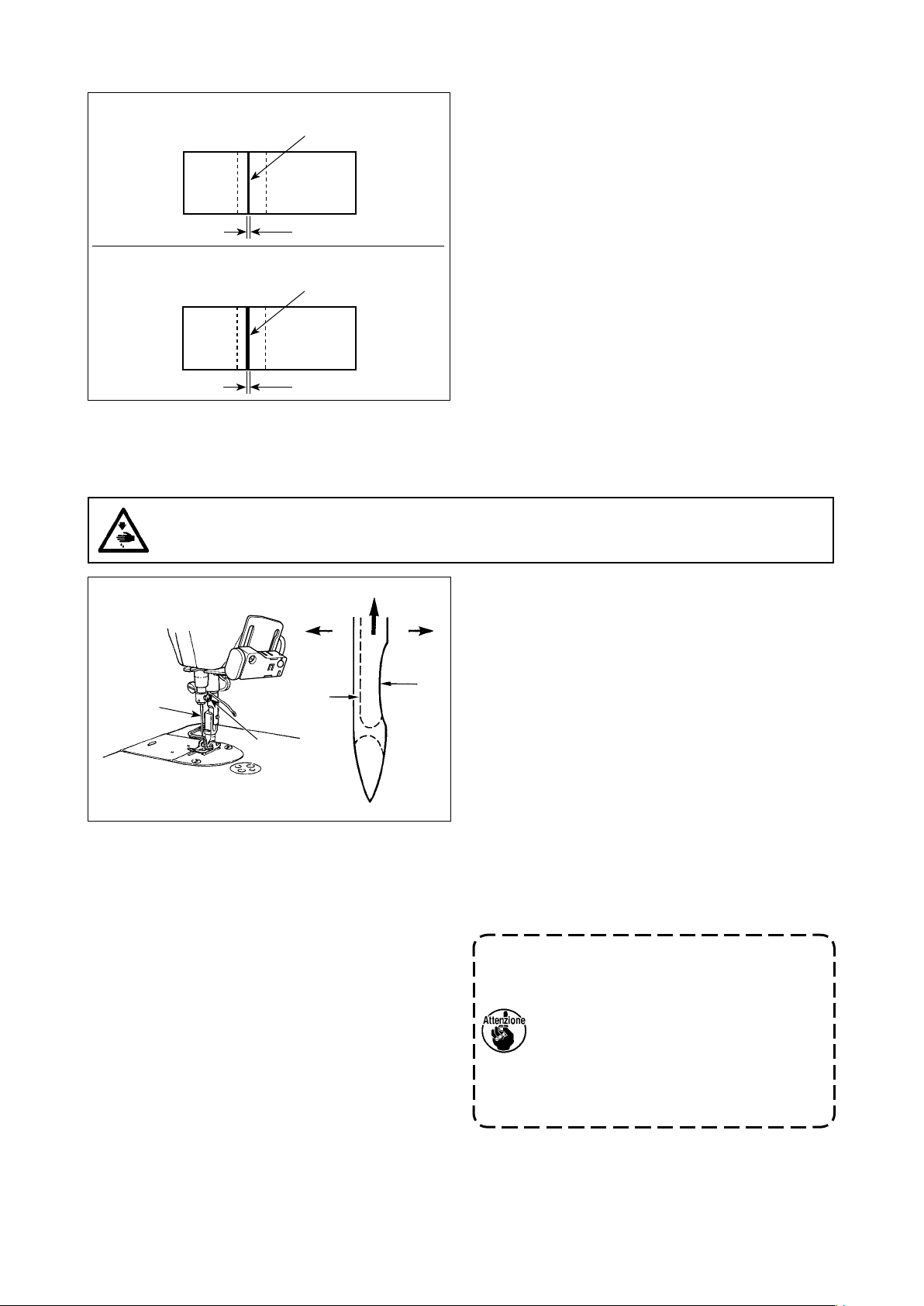
(6) Esempio mostrante la quantità di olio adeguata fornita alle parti della piastra facciale
Giusta quantità di olio (piccola)
Spruzzi di olio dalla leva tiralo
1 mm
Giusta quantità di olio (grande)
Spruzzi di olio dalla leva tiralo
2 mm
1) Lo stato riportato nella gura mostra la quantità
di olio adeguata (spruzzi di olio). Fare attenzione a non aumentare/ridurre eccessivamente la
quantità di olio nel crochet. (Se la quantità di
olio è troppo piccola, i componenti della piastra frontale corrono il rischio di surriscaldarsi
o gripparsi. Se la quantità di olio è eccessiva,
il materiale da cucire rischierà di macchiarsi di
olio.)
2) Controllare la quantità di olio (spruzzi di olio) tre
volte (con tre fogli di carta).
12. Posizionamento ago
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
❶
❷
D B
C
A
Usare l'ago specicato per la macchina. Usare l'ago
opportuno secondo lo spessore del lo usato e il
genere di materiale.
1) Girare il volantino per sollevare la barra ago no
al punto più alto della sua corsa.
2) Allentare la vite ❷, e tenere l’ago ❶ con la sua
parte incava A volta esattamente verso destra,
nel senso B.
3) Inserire l’ago a fondo nel foro nella barra ago,
nel senso della freccia, nché il fondo del foro
sia raggiunto.
4) Stringere la vite ❷ saldamente.
5) Assicurarsi che la scanalatura lunga C dell’ago
sia volta esattamente verso sinistra, nel senso
.
D
Quando il lo di lamento è usato, se la
parte incava dell’ago è inclinata verso il
lato dell’operatore, la curva del lo diventa instabile. Di conseguenza, potrebbe
vercarsi la pipita del lo o la rottura del
lo. Per il lo con il quale è possibile che
si presenti tale fenomeno, è efcace attac-
care l’ago con la sua parte incava leggermente inclinata sul lato posteriore.
– 12 –
Page 15
13. Inserimento della bobina nella capsula
A
B
C
14. Regolazione della lunghezza del punto
1) Far passare il lo attraverso la fenditura di lo A,
e tirare il lo nel senso C. Con questa operazione, il lo passerà sotto la molla di tensione e
verrà fuori dalla tacca B.
2) Controllare che la bobina giri nel senso della
freccia quando il lo viene tirato.
A
❶
15. Pressione del piedino premistoffa
AB
❶
29 a 32 mm
❷
* La calibratura della manopola di regolazione è
in millimetri (valore di riferimento).
1) Girare la manopola di regolazione della lun-
ghezza del punto ❶ nel senso della freccia, ed
allineare il numero desiderato al punto di riferimento A sul braccio della macchina.
1) Allentare il dado ❷. Quando il regolatore della
molla del piedino ❶ viene girato in senso orario
(nel senso A), la pressione del piedino premistoffa sarà aumentata.
2) Quando il regolatore della molla del piedino ❶
viene girato in senso antiorario (nel senso B),
la pressione sarà diminuita.
3) Al termine della regolazione, stringere il dado ❷.
16. Leva alza piedino manuale
Il valore standard della vite a testa zigrinata di regolazione della pressione è di 29 a 32 mm.
1) Il piedino premistoffa viene sollevato spostando
la leva verso l'alto.
2) Il piedino premistoffa viene abbassato spostan-
do la leva verso il basso.
– 13 –
Page 16
17. Regolazione dell’altezza della barra del pressore
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
1) Allentare la vite di ssaggio ❶, e regolare
l’altezza della barra del pressore o l’angolo del
piedino premistoffa.
❶
2) Al termine della regolazione, stringere salda-
mente la vite di ssaggio ❶.
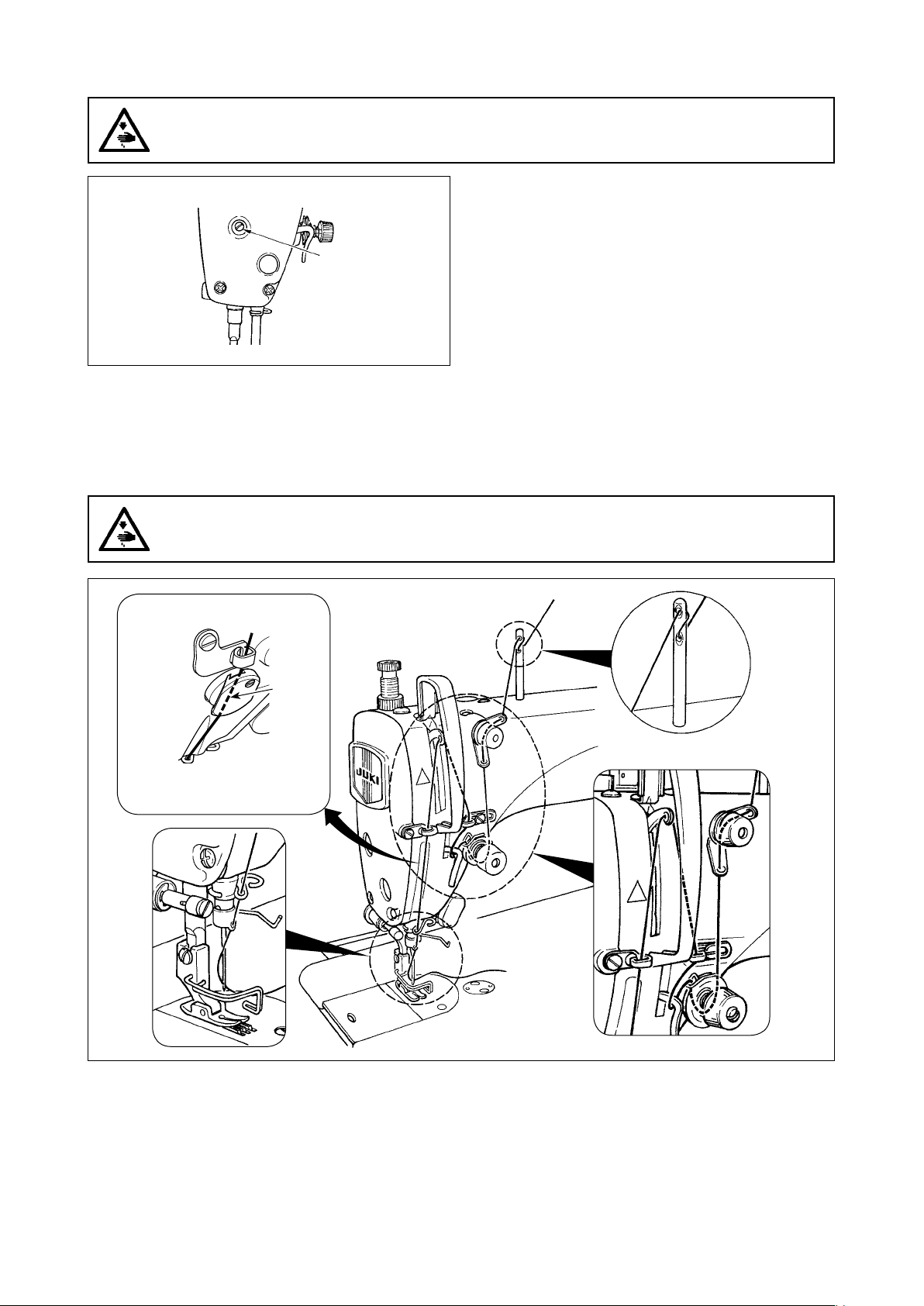
18. Inlatura del lo nella testa della macchina
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
[Tipo NB]
A
(Nota)
Assicurarsi di fare passare il
lo attraverso la sezione A.
– 14 –
Page 17
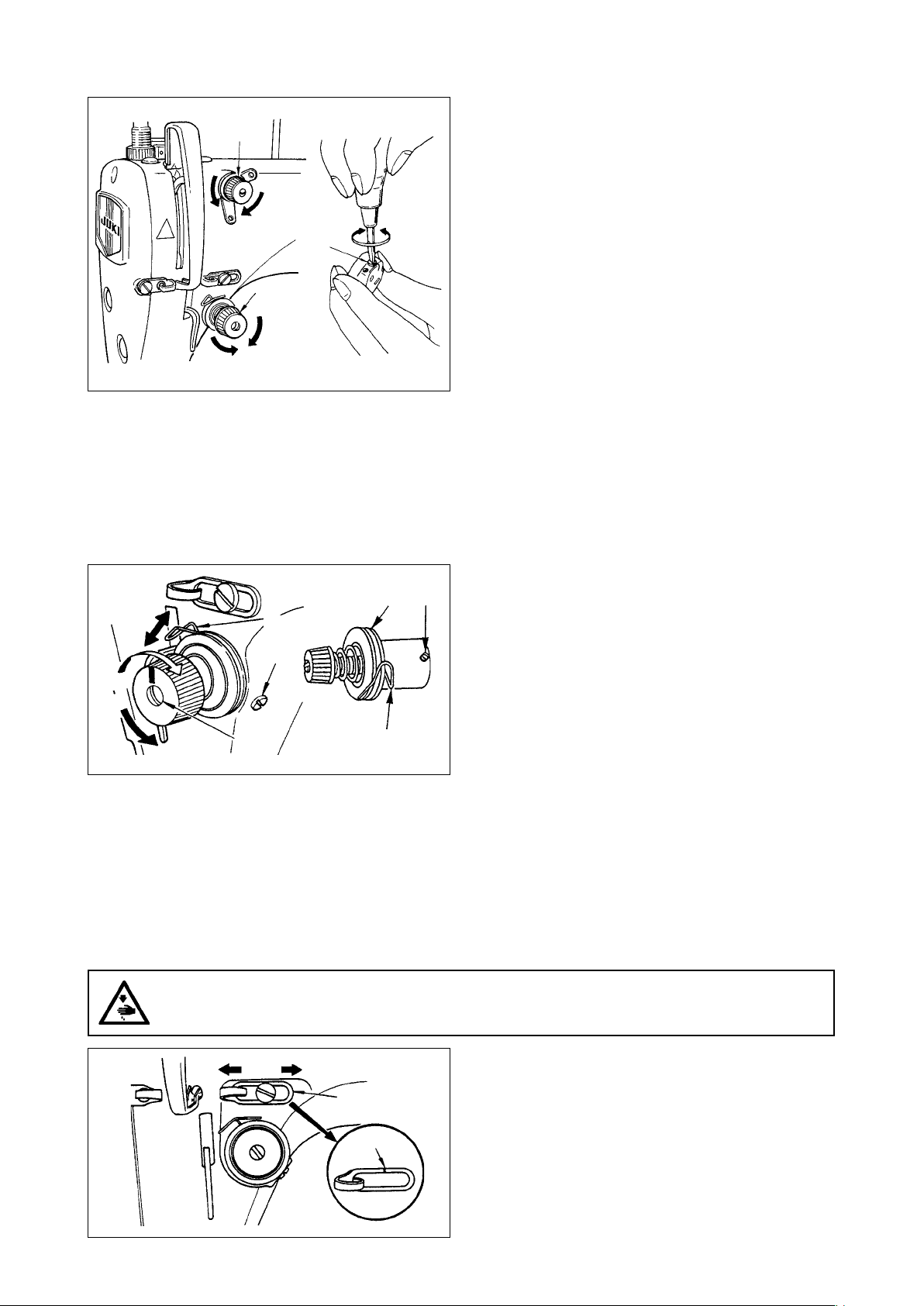
19. Tensione del lo
(1) Regolazione della tensione del lo dell’ago
B
20. Molla tiralo
A
B
D
❶
❸
❷
A
C
❶
❷
❸
E
❶
F
❺
❹
1) Girando il dado di tensione del lo No.1 ❶ in
senso orario (nel senso A), la lunghezza del lo
rimanente sull’ago dopo il taglio del lo diminuisce.
2) Girando il dado ❶ in senso antiorario (nel senso
), la lunghezza del lo aumenta.
B
3) Girando il dado di tensione del lo No.2 ❷ in
senso orario (nel senso C), la tensione del lo
dell’ago aumenta.
4) Girando il dado ❷ in senso antiorario (nel senso
), la tensione del lo dell’ago diminuisce.
D
(2) Regolazione della tensione del lo della
bobina
1) Girando la vite di regolazione della tensione ❸
in senso orario (nel senso E), la tensione del
lo della bobina aumenta.
2) Girando la vite di regolazione ❸ in senso an-
tiorario (nel senso F), la tensione del lo della
bobina diminuisce.
(1) Modica della corsa della molla tiralo
❶
1) Allentare la vite di ssaggio ❷.
2) Girando il palo di tensione ❸ in senso orario (nel
senso A), la corsa della molla tiralo aumenta.
3) Girando il palo di tensione ❸ in senso antiorario
(nel senso B), la corsa diminuisce.
(2) Modica della pressione della molla tira-
lo
❶
21. Regolazione della corsa del tiralo
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
A
B
❶
C
1) Allentare la vite di ssaggio ❷ e rimuovere la
tensione del lo asm. ❺.
2) Allentare la vite di ssaggio ❹.
3) Girando il palo di tensione ❸ in senso orario (nel
senso A), la pressione aumenta.
4) Girando il palo di tensione ❸ in senso antiorario
(nel senso B), la pressione diminuisce.
1) Per cucire i materiali pesanti, spostare il guida-
lo ❶ verso sinistra (nel senso A) per aumenta-
re la lunghezza del lo estratto con il tiralo.
2) Per cucire i materiali leggeri, spostare il guidalo
verso destra (nel senso B) per diminuire la
❶
lunghezza del lo estratto con il tiralo.
3) Solitamente il guidalo ❶ viene posizionato in
maniera tale che la linea di riferimento C sia
allineata al centro della vite.
– 15 –
Page 18

22. Relazione fase ago-crochet
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
❶
C
D
❸
A
❷
DDL-900B Da 0,04 a 0,10
Se il gioco tra la punta della lama del
crochet e l’ago è più piccolo del valore
specicato, la punta della lama del crochet sarà danneggiata. Se il gioco è più
grande, ne risulteranno i salti di punto.
❹
E
B
Dimensione F (mm)
A
B
❺
Regolare la relazione fase ago-crochet come
segue :
1) Girare il volantino per portare la barra ago al
punto più basso della sua corsa, ed allentare la
vite di ssaggio ❶.
Regolazione dell’altezza della barra ago.
2) [Per un aghi DB/DP]
Allineare la linea di riferimento A sulla barra
ago ❷ all’estremità inferiore della bussola inferiore della barra ago ❸, stringere quindi la vite
F
di ssaggio ❶.
[Per un ago DA]
Allineare la linea di riferimento C sulla barra
ago ❷ all’estremità inferiore della bussola inferiore della barra ago ❸, stringere quindi la vite
di ssaggio ❶.
Regolazione della posizione del crochet ❺.
3) [Per un aghi DB/DP]
Allentare tre viti di ssaggio del crochet, girare
il volantino ed allineare la linea di riferimento B
sulla barra ago ascendente ❷ all’estremità inferiore della bussola inferiore della barra ago ❸.
[Per un ago DA]
Allentare tre viti di ssaggio del crochet, girare
il volantino ed allineare la linea di riferimento D
sulla barra ago ascendente ❷ all’estremità inferiore della bussola inferiore della barra ago ❸.
4) Dopo aver effettuato le regolazioni indicate nei
passi precedenti, allineare il punto E della lama
del crochet ❺ al centro dell'ago ❹. Lasciare
uno spazio di dimensione F (valore di riferimento) tra l'ago ❹ e il crochet ❺, quindi stringere
saldamente le tre viti di ssaggio del crochet.
23. Altezza della griffa di trasporto
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
❶
❷
0,75 a 0,85 mm (Tipo S)
1,15 a 1,25 mm (Tipo H)
Per regolare l’altezza della griffa di trasporto :
1) Allentare la vite ❷ della manovella ❶.
2) Sollevare o abbassare la barra di trasporto per
effettuare la regolazione.
3) Stringere la vite ❷ a fondo.
Se la pressione di pinzatura è insufciente, il movimento della parte a forcella
diventa pesante.
– 16 –
Page 19

24. Inclinazione della griffa di trasporto
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
1) L’inclinazione standard (orizzontale) della griffa
di trasporto si ottiene quando il punto di riferi-
A
B
a
mento A sull’albero della barra di trasporto è
b
d
allineato al punto di riferimento B sul bilanciere
di trasporto ❶.
❶
Anteriore in alto
a
Anteriore in basso
c
c
Standard
b
Placca ago
d
2) Per inclinare la griffa di trasporto con la parte
frontale sollevata al ne di prevenire eventuali
grinze, tramite un cacciavite allentare la vite di
ssaggio e ruotare l’albero della barra di trasporto di 90° nel senso della freccia.
3) Per inclinare la griffa di trasporto con la sua parte frontale abbassata al ne di prevenire il trasporto irregolare del materiale, ruotare l’albero della barra di trasporto di 90° nel senso opposto alla freccia.
Ogni volta che l’inclinazione della griffa di trasporto viene regolata, l’altezza della griffa di trasporto sarà cambiata. Perciò, è necessario controllare l’altezza dopo la regolazione dell’inclinazione.
25. Regolazione della sincronizzazione del trasporto
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
❷
❸
❶
❹
A
Sincronizzazione
standard del trasporto
Sincronizzazione
anticipata del trasporto
Sincronizzazione
ritardata del trasporto
1) Rimuovere il tappo ❹ di gomma dalla supercie
superiore del braccio della macchina.
2) Allentare le viti ❷ e ❸ di ssaggio della camma
eccentrica ❶ di trasporto attraverso il foro A di
regolazione. Regolare il tempismo di trasporto
spostando la camma eccentrica di trasporto
nella direzione della freccia o nella direzione
opposta alla freccia. Stringere quindi le viti di ssaggio saldamente.
3) Per una regolazione standard effettuare le re-
golazioni in maniera che la supercie superiore
della griffa di trasporto e l’estremità superiore
della cruna dell’ago siano a livello rispetto alla
supercie superiore della placca ago quando la
griffa di trasporto scende sotto la placca ago.
4) Per anticipare la sincronizzazione del trasporto,
al ne di impedire un trasporto non regolare del
tessuto, spostare la cam eccentrico di trasporto
nel senso indicato dalla freccia.
5) Per ritardare la sincronizzazione del trasporto al
ne di aumentare la chiusura del punto, spostare la cam eccentrico di trasporto nel senso
opposto rispetto alla freccia.
Fare attenzione a non spostare il cam eccentrico di traspoto troppo lontano, altrimenti ne può
risultare la rottura dell’ago.
– 17 –
Page 20

26. Contro-lama
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
Quando si riafla la contro-lama ❶, prestare molta attenzione sul maneggio del coltello.
Fig. A
❶
Pietra cote
❷
❸
❶
❹
* Nel caso in cui il lo non possa essere tagliato in modo netto, riaflare la controlama ❶ come illustrato in
Fig. A prima che la stessa si smussi e rimetterla correttamente.
1) Allentare la vite ❸ di ssaggio della leva ❷ di apertura della capsula della bobina, e rimuovere la leva di
apertura della capsula della bobina.
2) Allentare la vite ❹ di ssaggio, e rimuovere la controlama ❶.
3) Per installare la controlama ❶, seguire la procedura di cui sopra in ordine inverso.
27. La pressione del pedale e la corsa del pedale
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
❶
❷
❸
(1) Regolazione della pressione necessaria
per premere la parte anteriore del pedale
1) Questa pressione può essere variata modi
cando la posizione di montaggio della molla di
regolazione della pressione del pedale ❶.
2) La pressione diminuisce se la molla viene agganciata sulla sinistra.
3) La pressione aumenta se la molla viene agganciata sulla destra.
(2) Regolazione della pressione necessaria
per premere la parte posteriore del pedale
1) Questa pressione può essere regolata tramite la
vite di regolazione ❷.
2) La pressione aumenta avvitando la vite di regolazione.
3) La pressione diminuisce svitando la vite di regolazione.
(3) Regolazione della corsa del pedale
1) La corsa del pedale diminuisce quando si inserisce il tirante a snodo ❸ nel foro sinistro.
– 18 –
Page 21

28. Pregolazione del pedale
AVVERTIMENTO:
Al ne di evitare possibili lesioni personali causate dall'avvio improvviso della macchina per cucire,
assicurarsi di spegnere l'unità prima di effettuare le seguenti operazioni.
❶
❷
❺
❹
(1) Installazione del tirante a snodo
1) Spostare il pedale ❸ verso destra o verso sinistra come indicato dalle frecce in modo che sia
la leva di comando del motore ❶ che il tirante
siano in posizione diritta.
❷
(2) Regolazione dell’angolo del pedale
1) L’inclinazione del pedale può essere facilmente
regolata modicando la lunghezza del tirante ❷.
2) Allentare la vite di regolazione ❹, e regolare la
lunghezza del tirante ❺.
29. Puntini di riferimento sul volantino
❶
(Blu)
❷
(Verde)
❸
❸
Controllare i punti di riferimento sul volantino con il
piedino premistoffa sollevato dopo il taglio del lo.
La posizione di arresto superiore della barra ago
・
viene raggiunta quando il puntino di riferimento ❶
sul coperchio è allineato al puntino di riferimento
blu ❷ sul volantino.
Il tempismo di funzionamento della camma di
・
taglio del lo è quando il puntino di riferimento ❶
sul coperchio è allineato al puntino di riferimento
verde ❸ sul volantino.
– 19 –
Page 22

III. PER L'OPERATORE
1. Procedura operativa della macchina per cucire
1) Premere l'interruttore ❶ dell'alimentazione per
attivare l'alimentazione.
Se l'indicatore LED di alimentazione sul
pannello non si accende dopo aver acceso l'interruttore dell'alimentazione ❶,
❶
❹
❸
❷
2) Quando l'interruttore ❶ dell'alimentazione viene
3) Il funzionamento del pedale è a seguenti 4 posizioni:
a. La macchina funziona a bassa velocità di cucitura quando la parte anteriore del pedale viene premuta
leggermente.
❷
b. La macchina funziona ad alta velocità di cucitura quando la parte anteriore del pedale viene premuta lte-
riormente. ❷ (Se l’affrancatura automatica è stata impostata, la macchina gira ad alta velocità dopo aver
completato l’affrancatura automatica.)
c. La macchina si arresta (con l’ago in posizione sollevata o abbassata) quando il pedale viene riportato alla
sua posizione di partenza.
d. La macchina provvede al taglio del lo quando la parte posteriore del pedale viene premuta a fondo.
* Quando l'alzapiedino automatico (dispositivo AK) è utilizzato, un altro interruttore operativo è previsto
tra l'interruttore di arresto della macchina per cucire e l'interruttore di taglio del lo. Il piedino premistoffa
si solleva quando la parte posteriore del pedale viene premuta leggermente ❸, e se la parte posteriore
viene premuta ulteriormente, il rasalo si attiva ❹.
spegnere immediatamente l'interruttore
dell'alimentazione e controllare la tensione di alimentazione. Inoltre, in un caso del
genere, accendere di nuovo l’interruttore
dell’alimentazione ❶ quando 2 o 3 minuti
o più sono passati dopo lo spegnimento
dell’interruttore dell’alimentazione.
acceso, la macchina per cucire gira automaticamente per portare la barra ago nella posizione
sollevata nel caso in cui la barra ago non si trovi
in quella posizione.
Quando si collega l'alimentazione, la
barra ago si muove. Non mettere le mani
o oggetti sotto l'ago.
❹
❺
❻
A
4) L'affrancatura all'inizio della cucitura, l'affrancatu-
ra alla ne della cucitura e vari modelli di cucitura
5) L'affrancatura viene eseguita premendo il pulsan-
te per affrancatura ❻.
possono essere impostati sul pannello incorporato ❺ della testa della macchina.
6) Al termine della cucitura, assicurarsi che la macchina per cucire sia arrestata. Premere quindi l'interruttore
dell'alimentazione per disattivare l'alimentazione.
❶
1. Non mettere le mani sotto la leva (sezione A in gura) nel caso di azionamento del pulsante
per affrancatura a tocco singolo o di inversione automatica del trasporto.
2. Nel caso in cui la macchina non venga utilizzata per un lungo periodo, scollegare la spina di
alimentazione dalla presa di corrente.
– 20 –
Page 23

2. Procedura di impostazione della testa della macchina
* Questo articolo è stato regolato in fabbrica al momento della consegna. Eseguire la procedura di imposta-
zione della testa della macchina nel caso in cui la centralina di controllo sia sostituita, e comunque in tutti i
casi in cui sia necessario.
1) Fare riferimento a
zioni" p.26
, e chiamare l'impostazione della
"III-6. Impostazione delle fun-
funzione No. 95.
2) Premere l'interruttore .
3) Selezionare il tipo di testa della macchina pre-
mendo gli interruttori e ❾.
dL90 Per DDL-900B
❾
4) Dopo la selezione del tipo di testa della macchi-
na, premere l'interruttore per conferma-
re la selezione. Le impostazioni vengono inizializzate automaticamente a seconda del tipo di testa
della macchina.
– 21 –
Page 24

3. Pannello incorporato della testa della macchina
Ⓒ Ⓔ❸ ❺
Ⓐ
❶
Ⓓ
Ⓑ
❷
❹
❾
Utilizzato per commutare l'affrancatu-
❶
❷
❸
❹
❺
❻
❼
❽
ra automatica all'inizio della cucitura
tra abilitata e disabilitata.
Utilizzato per commutare l'affrancatu-
ra automatica alla ne della cucitura
tra abilitata e disabilitata.
Utilizzato per commutare l'affranca-
tura automatica doppia all'inizio della
cucitura tra abilitata e disabilitata.
Utilizzato per commutare l'affranca-
tura automatica doppia alla ne della
cucitura tra abilitata e disabilitata.
Utilizzato per commutare il modello
di affrancatura tra abilitato e disabilitato.
Utilizzato per commutare il modello
di cucitura sovrapposta tra abilitato e
disabilitato.
Utilizzato per commutare il modello
di cucitura a dimensione costante tra
abilitato e disabilitato.
❾
Indicatore A
Ⓖ
❼
Ⓕ
❻
Ⓗ
❽
Utilizzato per modicare il contenuto visualizzato sulla sezione di display.
Utilizzato per commutare la posizione di arresto
della barra ago al momento dell'arresto della
cucitura tra sollevata e abbassata.
Utilizzato per commutare la funzione di cucitura
automatica ad un colpo tra abilitata e disabilitata.
Utilizzato per commutare la funzione di partenza
dolce tra abilitata e disabilitata.
Utilizzato per effettuare la cucitura di compensazione con mezzo punto.
Utilizzato per commutare il funzionamento del
taglio del lo tra abilitato e disabilitato.
Utilizzato per cambiare la modalità di funzionamento alla modalità di impostazione delle
funzioni.
Utilizzato per confermare le impostazioni mo-
dicate sotto la modalità di impostazione delle
funzioni.
– 22 –
Page 25

4. Procedura operativa del modello di cucitura
Fare riferimento al Manuale d'Istruzioni per ciascun pannello operativo per come fare funzionare
i modelli di cucitura utilizzando altri pannelli operativi all'infuori del pannello incorporato della
testa della macchina.
(1) Modello di cucitura dell'affrancatura
L'affrancatura all'inizio della cucitura e l'affrancatura alla ne della cucitura può essere programmata se-
paratamente.
❸
Indicatore A
❺Ⓔ
[Procedura di impostazione dell'affrancatura]
1) Valido/non valido del modello di cucitura dell'af-
❶
Ⓖ
❼
francatura può essere commutato premendo
l'interruttore ❺.
❷
❹
Ⓕ
❻
Quando il modello di cucitura dell'affrancatura
Ⓗ
❽
è reso valido, il LED Ⓔ si accende, il numero di
punti dell'affrancatura all'inizio della cucitura e il
numero di punti dell'affrancatura alla ne della
cucitura è visualizzato sull'indicatore A.
❾
Selezionare un processo (A, B, C o D) il numero di punti per il quale deve essere modicato utilizzando
l'interruttore e ❾. (Il numero di punti che può essere impostato è da 0 a 15.)
I numeri di punti per i processi A, B, C e D vengono visualizzato sull'indicatore A da sinistra a destra
nell'ordine da A a D.
2) L'abilitazione/disabilitazione dell'affrancatura all'inizio della cucitura viene impostata premendo l'interrutto-
re ❶. L'abilitazione/disabilitazione dell'affrancatura alla ne della cucitura viene impostata premen-
do l'interruttore ❷. L'abilitazione/disabilitazione dell'affrancatura doppia all'inizio della cucitura viene
impostata premendo l'interruttore ❸. L'abilitazione/disabilitazione dell'affrancatura doppia alla ne
della cucitura viene impostata premendo l'interruttore ❹.
Il numero che supera 9 viene indicato come segue:
A = 10, b = 11, c = 12, d = 13, E = 14, e F = 15.
(2) Modello di cucitura sovrapposta
Il modello di cucitura sovrapposta può essere programmato.
A
B
C
B
D
C
[Procedura di impostazione della cucitura sovrapposta]
1) Valido/non valido del modello di cucitura sovrapposta può essere commutato premendo l'interruttore
A : L'impostazione del numero di punti della cucitura normale da 0 a 15 punti
B : L'impostazione del numero di punti dell'affrancatura da 0 a 15 punti
C : L'impostazione del numero di punti della cucitura normale da 0 a 15 punti
D : Numero di volte della ripetizione da 0 a 15 volte
1. Quando il processo D è impostato a “5 volte” la cucitura viene
ripetuta come A
2. Il numero che supera 9 viene indicato come segue:
A = 10, b = 11, c = 12, d = 13, E = 14, e F = 15.
→ B → C → B →
C.
. Quando il modello di cucitura sovrapposta è reso valido, il LED Ⓕ si accende.
❻
2) Selezionare un processo (A, B, C o D) il numero di punti per il quale deve essere modicato utilizzando
l'interruttore e ❾.
– 23 –
Page 26

(3) Modello di cucitura a dimensione costante
Il modello di cucitura a dimensione costante può essere impostato.
[Come impostare la cucitura a dimensione costante]
• Cucitura diritta
1) Premere l'interruttore ❼ per selezionare il modello di cucitura a dimensione costante.
Quando il modello di cucitura a dimensione costante è abilitato, il LED Ⓖ si accende.
2) Quando il modello di cucitura a dimensione costante è selezionato, il numero di punti del processo E può
essere impostato premendo l'interruttore ❼ di nuovo.
3) Il numero di punti (da 0 a 999) per la cucitura a dimensione costante può essere selezionato premendo
l'interruttore e ❾.
• Cucitura dell'etichetta
1) Premere l'interruttore ❽ per selezionare la cucitura dell'etichetta.
Quando la cucitura dell'etichetta è selezionata, il LED Ⓗ si accende.
Ogni volta che si preme l'interruttore ❽, l'indicazione dei processi da E a H viene commutata.
2) Visualizzare il processo il cui numero di punti si desidera modicare. In questo stato, il numero di punti dei
processi (EFGH) può essere modicato premendo l'interruttore e ❾.
– 24 –
Page 27

5. Impostazione con un semplice tocco
Alcuni articoli di impostazione della funzione possono essere facilmente modicati nel normale stato di
cucitura.
Tenere premuto l'interruttore (per almeno
due secondi) per effettuare l'impostazione.
* Se l'indicazione mostrata sulla schermata non
cambia, tenere premuto l'interruttore di nuovo.
❾
[Articoli di impostazione]
SPd ( )
Quando l'impostazione della funzione No. 20 è impostata su "0": nip ( )
Quando l'impostazione della funzione No. 20 è impostata su "1": Wip ( )
TrM ( )
n. ( )
[Procedura di impostazione (Esempio: WiP)]
1) Premere l'interruttore e ❾ per selezionare l'articolo di impostazione.
(Esempio: WiP)
2) Premere l'interruttore . Il valore di impostazione attuale viene visualizzato.
(Esempio: on)
Velocità di cucitura
Funzionamento pinza del lo (scartalo):
ON/OFF
Funzionamento taglio del lo dopo la cucitura automatica ad un colpo: ON/OFF
Impostazione della funzione
3) Premere l'interruttore e ❾ per cambiare il valore di impostazione. (Esempio: oFF)
4) Premere l'interruttore per confermare il valore di impostazione.
5) Premere l'interruttore per terminare l'impostazione con un semplice tocco.
1. Nel caso in cui l'impostazione della funzione (n.) sia selezionata, l'operazione tramite l'interrut-
tore
funzione è terminata, premere l'interruttore per completare l'impostazione. (Fare
riferimento a "III-6. Impostazione delle funzioni" p.26 per ulteriori dettagli sull'impostazione
delle funzioni.)
2. Dopo che l'interruttore dell'alimentazione è stato spento, assicurarsi di attendere almeno dieci
secondi prima di riaccenderlo. Se l'alimentazione viene nuovamente attivata immediatamente
dopo che è stata disattivata, la macchina per cucire potrebbe non funzionare regolarmente. In
tal caso, attivare di nuovo l'alimentazione correttamente.
non può essere effettuata. Una volta che l'impostazione dell'impostazione della
– 25 –
Page 28

6. Impostazione delle funzioni
Il valore di impostazione per l'impostazione della funzione può essere modicato.
1) Attivare l'alimentazione tenendo premuto l'inter-
ruttore .
L'indicazione sulla sezione di display viene cam-
biata a "n.".
Il carattere numerico visualizzato sul lato destro
'
❾
❾
di "n." rappresenta il numero di impostazione
della funzione. (La gura mostra il caso del "No.
96 Velocità massima di cucitura".)
2) Premere gli interruttori e ❾ per cambiare
il numero di impostazione della funzione.
Gli interruttori e ❾' (due interruttori sulla sinistra) vengono utilizzati per
cambiare il numero in modalità di avanzamento veloce.
⇩
❾
3) Premere l'interruttore per cambiare l'im-
postazione.
L'indicazione viene cambiata al valore di impo-
stazione. (La gura mostra il caso in cui il valore
di impostazione viene cambiato dall'indicazione
"n.96" a "4000" (valore di impostazione) premen-
do l'interruttore .)
4) Premere l'interruttore e ❾ per cambiare il
valore di impostazione.
5) Premere l'interruttore per confermare il
valore di impostazione.
6) Il display ritorna allo stato descritto in 1).
Per modicare ulteriormente il valore di impo-
stazione per altri numeri di impostazione della
funzione, ripetere i passi da 2).
Una volta completata la modica del valore di im-
postazione, premere l'interruttore . La
– 26 –
macchina per cucire viene riportata al suo normale stato di cucitura.
Page 29

7. Funzione di sostegno alla produzione
La funzione di sostegno alla produzione consente "il conteggio della cucitura", "il conteggio del lo della
bobina" e "il conteggio del numero di punti".
Ⓒ
Ⓐ
Ⓓ
Ⓑ
Ⓔ
Ⓕ
Ⓖ
1) Quando l'interruttore viene premuto
mentre la macchina per cucire è nello stato di
cucitura, viene richiamata la funzione di sostegno
alla produzione.
In questo momento, i LED Ⓐ, Ⓑ, Ⓒ e Ⓓ si ac-
cendono.
2) Ogni volta che si preme l'interruttore , il
display della funzione viene commutato nell'ordine: "funzione di conteggio della cucitura", "funzio-
ne di conteggio del lo della bobina", "funzione di
conteggio del numero di punti" e "stato di cucitura".
* Funzione di conteggio della cucitura (Il LED Ⓔ si accende)
Il valore indicato sul contatore viene incrementato ogni volta che viene raggiunto il numero preimpostato
di volte del taglio del lo.
Inoltre, è possibile vietare l'avvio della macchina per cucire quando il valore indicato sul contatore rag-
giunge quello preimpostato.
* Funzione di conteggio del lo della bobina (Il LED Ⓕ si accende)
Il numero di punti cucito viene rilevato. Il valore preimpostato indicato sul contatore viene sottratto in base
al numero di punti rilevato.
Quando il valore indicato sul contatore diventa un valore negativo, il lo della bobina deve essere sostituito.
* Funzione di conteggio del numero di punti (Il LED Ⓖ si accende)
Il numero di punti viene contato dall'inizio della cucitura no all'esecuzione del taglio del lo.
[Funzione di conteggio della cucitura]
Ⓒ
Indicatore A
Ⓔ
1) Il valore conteggiato viene indicato sulla sezione
di display A.
2) Il valore del contatore può essere modicato pre-
Ⓐ
mendo l'interruttore e ❾.
3) Il valore del contatore viene resettato a 0 (zero)
Ⓓ
Ⓑ
premendo l'interruttore .
4) L'impostazione della funzione di conteggio della
cucitura può essere modicata tenendo premuto
l'interruttore (per due secondi).
5) L'operazione di modica dell'impostazione della
funzione viene terminata premendo l'interruttore
❾
.
Gli articoli di impostazione che possono essere modicati sono i seguenti:
* No. 181 .... Numero d'obiettivo di prodotti
* No. 182 .... Operazione da eseguire quando viene raggiunto il numero d'obiettivo di prodotti
0 : Nessuna operazione
1 : Il funzionamento della macchina per cucire viene disabilitato
Quando il valore del contatore uguaglia il numero d'obiettivo di prodotti, la macchina per
cucire non funziona anche se si preme il pedale. In questo momento, il display cambia
automaticamente alla "funzione di contatore della cucitura". Per rilasciare la macchina
per cucire dallo stato di disabilitazione,il valore del contatore viene resettato a 0 (zero)
premendo l'interruttore .
* No. 183 .... Il numero di volte del taglio del lo da effettuare durante una sequenza di cucitura
Il numero di volte del taglio del lo per arrestare il contatore della cucitura viene impostato.
– 27 –
Page 30

[Funzione di conteggio del lo della bobina]
Ⓒ
Ⓐ
Ⓓ
Ⓑ
❾
[Funzione di conteggio del numero di punti]
Ⓒ
Ⓐ
Ⓓ
Ⓑ
Ⓕ
Ⓖ
1) Azionare questa funzione nello stato in cui la
cucitura è nita.
Il valore del contatore non può essere cambiato
se il taglio del lo non è stato effettuato.
2) Il valore del contatore viene resettato al valore
iniziale premendo l'interruttore .
3) In questo stato, il valore iniziale può essere cambiato premendo l'interruttore e ❾.
1) Il numero di punti viene contato automaticamente
dall'inizio della cucitura no all'esecuzione del
taglio del lo.
2) Quando il taglio del lo viene effettuato, il valore
del contatore viene ripristinato a 0 (zero).
– 28 –
Page 31

8. Impostazione della pinza del lo (solo il tipo NB)
* Lo stato al momento della spedizione dalla fabbrica è ON per il dispositivo NB.
1. Spegnere l'alimentazione tenendo premuto l'interruttore .
L'indicazione sulla sezione di visualizzazione
viene cambiata a "n. ".
Il carattere numerico visualizzato sul lato destro
di "n. " rappresenta il numero di impostazione
della funzione.
2. Premere gli interruttori e ❾ per modicare
il numero di impostazione della funzione.
* Gli interruttori e ❾ ' (due interruttori a sini-
❾
❾'
⇩
⇩
stra) vengono utilizzati per modicare il numero
nella modalità "trasporto veloce".
3. Premere l'interruttore per modicare l'impostazione.
L'indicazione viene modicata al valore di impo-
stazione. (Il valore predenito è stato impostato in
fabbrica su "1" (scartalo).)
4. Premere gli interruttori e ❾ per modicare
il valore di impostazione a "0" (pinza del lo).
5. Premere l'interruttore per confermare il
valore di impostazione.
6. La visualizzazione ritorna allo stato descritto in 1.
Per modicare ulteriormente il valore di impostazione per altri numeri di impostazione della funzione, ripe-
tere i passaggi della procedura da 2.
* L'operazione di pinzatura del lo può essere impostata tramite il numero di impostazione della funzio-
ne 15.
0 : La pinza del lo non opera.
1 : La pinza del lo opera.
7. Una volta completata la modica del valore di impostazione, premere l'interruttore . La macchina
per cucire ritorna al suo normale stato di cucitura.
[Risposta ai problemi che si vericano all'inizio della cucitura]
• Nel caso in cui la rottura del lo dell'ago si verichi quando si utilizza un lo sottile o un lo fragile
• Nel caso in cui il lo dell'ago non venga inserito sul rovescio del materiale
• Nel caso in cui la rottura del lo dell'ago si verichi quando si inizia la cucitura dal bordo del materiale (come
la cucitura del materiale con il lo dell'ago inserito sulla supercie inferiore del materiale)
Se si dovesse vericare uno dei suddetti problemi, la funzione di assistenza che lavora per ridurre la pressio-
ne del piedino premistoffa all'inizio della cucitura può essere impostata utilizzando l'alzapiedino automatico
(AK85B)
* L'AK85B è installabile a scelta. (Numero di parte : 40188851)
* Nel caso in cui l'AK85B non sia utilizzato, la pressione del piedino premistoffa deve essere ridotta per con-
sentire al lo dell'ago di essere rilasciato in modo liscio. (La pressione del piedino premistoffa raccomandata è non superiore a 30 N (3 kg))
Regolare la pressione del piedino premistoffa e la velocità di cucitura in modo appropriato per prevenire
un insufciente grado di efcienza di trasporto a causa di salto o di altre anomalie del piedino premistoffa.
Vericare il risultato della regolazione cucendo realmente il materiale.
– 29 –
Page 32

(Attenzione) 1. Nel caso in cui il lo dell'ago sia lasciato sulla supercie superiore del materiale quan-
do si utilizza lo grosso, è necessario modicare il valore di impostazione del numero di
impostazione della funzione 152 a "320 - 350". Dopo la modica, il tempo durante il quale
il lo viene pinzato sarà più lungo, e sarà più facile tirare il lo dell'ago sotto il materiale.
(Valore predenito: 290)
2. Nel caso in cui la funzione di pinzatura del lo sia impostata su stato ON quando il dispo-
sitivo AK è utilizzato, la funzione di micro sollevamento del dispositivo AK viene abilitata all'inizio della cucitura. Il lo dell'ago può essere tirato sotto il rovescio del materiale
facendo galleggiare leggermente il piedino premistoffa.
Se non è necessaria questa funzione, impostare il numero di impostazione della funzione
177 su "0". (Valore predenito: 42)
3. Quando si utilizza il dispositivo di pinzatura del lo, assicurarsi che l'interruttore
(funzione di partenza dolce) sia in stato ON (la spia rimane accesa). La funzione di partenza dolce può essere attivata/disattivata premendo l'interruttore .
1. La quantità di sollevamento del piedino premistoffa sopra la placca ago varia a seconda
dello spessore del materiale dell'articolo da cucire e della pressione del piedino premistoffa.
Assicurarsi di controllare le condizioni reali prima di iniziare a cucire.
2. Se il valore di regolazione del tempo di funzionamento dell'AK85B viene aumentato mentre
la pressione del piedino premistoffa è alta, il rumore di funzionamento diventerà più grande.
Regolare il valore di regolazione del tempo di funzionamento dell'AK85B e la pressione del
piedino premistoffa controllando visivamente il lo dell'ago.
– 30 –
Page 33

9. Lista delle funzioni da impostare
No. Articolo Descrizione
1 Funzione di partenza
dolce
2 Funzione di sensore
bordo materiale
3 Funzione di taglio del lo
tramite il sensore bordo
materiale
4 Numero di punti per il
sensore bordo materiale
5 Funzione di riduzione di
tremolio
* 7 Unità per il conteggio
alla rovescia del lo della
bobina
* 8 Velocità di cucitura
dell'affrancatura
12 Selezione delle funzioni
dell'interruttore facoltativo
* 13 Funzione di proibizione
dell'avvio della macchina
per cucire tramite il con-
tatore del lo della bobina
15 Funzione di pinzatura del
lo all'inizio della cucitura
20 Commutazione tra la pin-
za del lo e lo scartalo
21 Funzione di sollevamento
automatico del piedino
premistoffa quando il
pedale è nella posizione
di folle
22 Funzione di commutazio-
ne della funzione dell'interruttore di compensazione con l'ago su/giù
25 Operazione di taglio del
lo dopo aver girato la
puleggia manualmente
* 27 Velocità di cucitura della
pinza del lo
29 Tempo di funzionamento
iniziale della retromarcia
30 Funzione di affrancatura
a mezza strada
31 Numero di punti dell'af-
francatura a mezza
strada
32 Condizione in cui affran-
catura a mezza strada è
valida.
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore di
impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il
deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manu-
tenzione e seguire le istruzioni.
Il numero di punti da cucire a bassa velocità quando la funzione di
partenza dolce è usata all'inizio di cucitura.
(* Questa impostazione è abilitata quando la funzione di pinzatura
del lo è nello stato OFF.)
0 : Funzione di partenza doice non è operativa.
Da 1 a 9 : Il numero di punti da cucire nel modo di partenza dolce.
Funzione di sensore bordo materiale
0 : Funzione di rilevamento del bordo del materiale non è operan-
te.
1 : Dopo il rilevamento del bordo del materiale, il numero di punti
impostato (No.4) sarà cucito, e la macchina per cucire si fermerà.
Funzione di taglio del lo tramite il sensore bordo materiale
0 : Funzione di taglio del lo automatico dopo il rilevamento del
bordo del materiale non è operante.
1 : Dopo il rilevamento del bordo del materiale, il numero di punti
impostato (No.4) sarà cucito, e la macchina per cucire si fer-
merà ed eseguirà taglio del lo automatico.
Numero di punti per il sensore bordo materiale
Il numero di punti dal rilevamento del bordo del materiale no all'arresto della macchina per cucire.
Funzione di riduzione di tremolio (Se la lampada a mano tremola.)
0 : La funzione di riduzione del tremolio è non valida.
1 : La funzione di riduzione del tremolio è valida.
Unità per il conteggio alla rovescia del lo della bobina
0 : Conteggio come 1/10 punti
1 : Conteggio come 1/15 punti
2 : Conteggio come 1/20 punti
La velocità di cucitura dell'affrancatura viene impostata. Da 150 a 3.000
Commutazione della funzione dell'interruttore facoltativo
Funzione di proibizione dell'avvio della macchina per cucire tramite
il conteggio del lo della bobina
0 : Quando il conteggio è nito (-1 o meno) Funzione di proibizione
dell'avvio della macchina per cucire non è operante.
1 : Quando il conteggio è nito (-1 o meno) Funzione di proibizione
dell'avvio della macchina per cucire è operante.
2 : Quando il conteggio è nito (-1 o meno) Funzione di proibizione
obbligatoria dell'avvio della macchina per cucire è operante.
Viene impostato il funzionamento della pinza del lo o dello scartalo all'inizio della cucitura.
0 : La pinza del lo non viene azionata.
1 : La pinza del lo viene azionata.
Questo articolo di funzione viene utilizzato per commutare il funzio-
namento tra la pinza del lo e lo scartalo.
0 : La pinza del lo funziona
1 : Lo scartalo funziona
Funzione di sollevamento del piedino premistoffa quando il pedale è
nella posizione di folle.
0 : Funzione di sollevamento automatico del piedino premistoffa in
folle non è valida.
1 : Selezione della funzione di sollevamento automatico del piedi-
no premistoffa
La funzione dell'interruttore di compensazione con l'ago su/giù viene
commutata.
0 : Compensazione con l'ago su/giù
1 : Compensazione con un punto
L'operazione di taglio del lo dopo aver spostato l'ago dalla sua posizione superiore o inferiore girando la puleggia manualmente viene
impostata.
0 : L'operazione di taglio del lo viene effettuata dopo aver girato
la puleggia manualmente.
1 : L'operazione di taglio del lo non viene effettuata dopo aver
girato la puleggia manualmente.
Viene impostata la velocità di cucitura quando la pinza del lo viene
azionata.
Questa funzione imposta il tempo di movimento di aspirazione del
solenoide di affrancatura
Funzione di affrancatura a mezza strada
0 : Funzione di affrancatura normale con un semplice tocco
1 : Funzione di affrancatura a mezza strada è operante.
(Nel caso in cui sia abilitata la funzione di affrancatura a metà strada, la funzione No. 26 non può essere utilizzata.)
Numero di punti dell'affrancatura a mezza strada
Condizione in cui affrancatura a mezza strada è valida.
0 : Invalida quando la macchina per cucire è ferma.
1 : Valida quando la macchina per cucire è ferma.
Campo di impo-
stazione dati
Da 0 a 9
(punti)
0/1
0/1
Da 0 a 19
(punti)
0/1
Da 0 a 2
(sti/min)
Da 0 a 2
0/1
0/1
0/1
0/1
0/1
Da 100 a MAX
(sti/min)
Da 50 a 500
(ms)
0/1
Da 0 a 19
(punti)
0/1
Predenito
1 9 0 0
o P T _
3 0 0
2 5 0
pagina
1
0
0
5
0
0
0
1
1
0
0
1
0
4
0
Ve-
dere
33
33
33
37
37
37
37
37
– 31 –
Page 34

No. Articolo Descrizione
33 Funzione di taglio del lo
tramite affrancatura a
mezza strada
* 35 Velocità di cucitura della
* 36 Velocità di cucitura del
* 39 Corsa del pedale dell'av-
* 40 Sezione a bassa velocità
* 41 Posizione iniziale del
* 42 Posizione di avvio
* 43 Corsa del pedale 2 per
* 44 Corsa del pedale per
* 45 Corretta posizione di folle
* 48 Corsa del pedale 1 per
* 50 Specica del pedale Si seleziona il tipo di pedale.
cucitura a bassa velocità
taglio del lo
37 Velocità di cucitura della
partenza dolce
38 Velocità di cucitura della
cucitura ad un colpo
vio del funzionamento
del pedale
sollevamento del piedino
premistoffa tramite il
pedale
dell’abbas-samento del
piedino premistoffa
iniziare taglio de lo
raggiungere la velocità
massima di cucitura
del pedale
47 Tempo per il quale
l'alzapiedino automatico
mantiene il sollevamento
iniziare taglio del lo
49 Tempo di abbassamento
del piedino premistoffa
51 Compensazione della
tempestività dell'avvio del
solenoide per affrancatura all'inizio di cucitura
52 Compensazione della
tempestività del rilascio
del solenoide per affrancatura all'inizio di cucitura
53 Compensazione della
tempestività del rilascio
del solenoide per affran-
catura alla ne di cucitura
55 Sollevamento del piedino
premistoffa dopo il taglio
del lo
56 Rotazione inversa per
sollevare l'ago dopo il
taglio del lo
58 Funzione di mantenimen-
to della posizione in alto/
basso predeterminata
della barra ago
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore di
impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il
deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manu-
tenzione e seguire le istruzioni.
Funzione di taglio del lo tramite affrancatura a mezza strada
0 : Funzione di taglio del lo automatico al termine dell'affrancatu-
ra a mezza strada non è operante.
1 : Funzione di taglio del lo automatico al termine dell'affrancatu-
ra a mezza strada è operante.
La velocità più bassa tramite il pedale (Il valore massimo varia a
seconda delle teste della macchina.)
Velocità del taglio del lo (Il valore massimo varia a seconda delle
teste della macchina.)
Velocità di cucitura all'inizio di cucitura (partenza dolce) (Il valore
massimo varia a seconda delle teste della macchina.)
Velocità di cucitura della cucitura ad un colpo (Il valore massimo
varia a seconda delle teste della macchina.)
La posizione del pedale in cui la macchina per cucire avvia il funzio-
namento dalla posizione di folle del pedale (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove la mac-
china per cucire inizia ad accelerare (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove il piedino
premistoffa inizia a sollevarsi (Corsa del pedale) Da –60 a –10
Posizione di avvio dell’abbassamento del piedino premistoffa
Corsa dalla posizione di folle
Dalla posizione di folle del pedale no alla posizione 2 dove il taglio
del lo inizia (Quando la funzione di sollevamento del piedino premi-
stoffa tramite il pedale è operante.) (Corsa del pedale)
Dalla posizione di folle del pedale no alla posizione dove la mac-
china per cucire raggiunge la sua velocità di cucitura più alta (Corsa
del pedale)
La posizione di folle del sensore del pedale viene impostata. Da –15 a 15
Limitazione del tempo per il quale il dispositivo alzapiedino automatico a solenoide mantiene il sollevamento
Dalla posizione di folle del pedale no alla posizione dove il taglio
del lo inizia (Pedale standard) (Corsa del pedale)
Imposta il tempo necessario nché l'abbassamento del piedino
premistoffa non sia completato dopo aver esercitato una pressione
sul pedale.
0 : Il piedino premistoffa non viene azionato dal pedale. (KFL)
1 : Il piedino premistoffa viene azionato dal pedale. (PFL)
Compensazione dell'avvio del solenoide per affrancatura quando
l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per affrancatura quando
l'affrancatura all'inizio di cucitura viene eseguita.
Compensazione del rilascio del solenoide per affrancatura quando
l'affrancatura alla ne di cucitura viene eseguita.
Funzione di sollevamento del piedino premistoffa al momento di
(dopo) taglio del lo
0 : Non è provvista della funzione di sollevamento automatico della
pinza dopo il taglio del lo
1 : Funzione di sollevamento automatico del piedino premistoffa
dopo il taglio del lo è operante.
Funzione di rotazione inversa per sollevare l'ago al momento di
(dopo) taglio de lo
0 : Funzione di rotazione inversa per sollevare l'ago dopo il taglio
del lo non è operante.
1 : Funzione di rotazione inversa per sollevare l'ago dopo il taglio
del lo è operante.
Funzione di mantenimento della posizione in alto/basso predeterminata della barra ago
0 : Funzione di mantenimento della posizione in alto/basso prede-
terminata della barra ago non è operante.
1 : Dotata della funzione di mantenimento della posizione superio-
re/inferiore predeterminata della barra ago (la forza di mantenimento è debole.)
2 : Dotata della funzione di mantenimento della posizione superio-
re/inferiore predeterminata della barra ago (la forza di mantenimento è media.)
3 : Dotata della funzione di mantenimento della posizione superio-
re/inferiore predeterminata della barra ago (la forza di mantenimento è forte.)
Campo di impo-
stazione dati
0/1
Da 150 a MAX
(sti/min)
Da 100 a MAX
(sti/min)
Da 100 a MAX
(sti/min)
Da 150 a MAX
(sti/min)
Da 10 a 50
(0,1 mm)
Da 10 a 100
(0,1 mm)
(0,1mm)
Da 8 a 50
(0,1 mm)
Da –60 a –10
(0,1mm)
Da 10 a 150
(0,1 mm)
(0,1 mm)
Da 10 a 600
(secondo)
Da –60 a –10
(0,1 mm)
Da 0 a 500
(10 ms)
0/1
Da –36 a 36
(10°)
Da –36 a 36
(10°)
Da –36 a 36
(10°)
0/1
0/1
Da 0 a 3
Predenito
0
2 0 0
2 1 0
8 0 0
2 0 0 0
3 0
6 0
- 2 1
1 0
- 5 1
1 5 0
0
6 0
- 3 5
1 4 0
1
L'impostazione
varia a seconda della testa
della macchina.
L'impostazione
varia a seconda della testa
della macchina.
L'impostazione
varia a seconda della testa
della macchina.
1
0
0
Ve-
dere
pagina
37
33
38
38
41
44
38
38
38
39
39
40
– 32 –
Page 35

No. Articolo Descrizione
59 Funzione di commutazio-
ne automatica/manuale
dell'affrancatura all'inizio
di cucitura
60 Funzione di arresto
immediatamente dopo
l'affrancatura all'inizio di
cucitura
64 Velocità di commutazione
del punto di inttimento
o EBT (affrancatura alla
ne di cucitura)
70 Funzione di abbassa-
mento dolce del piedino
premistoffa
71 Funzione di affrancatura
doppia
72 Funzione di selezione
dell'avvio della macchina
per cucire
73 Funzione di "riprovare" Quando la funzione di "riprovare" è usata, se il materiale è spesso
* 76 Funzione "ad un colpo" L'operazione ad un colpo no al bordo del materiale viene imposta-
84 Tempo di aspirazione
del movimento iniziale
dell'elettrovalvola di
sollevamento del piedino
premistoffa
87 Funzione di selezione
della curva del pedale
Questa funzione può impostare la velocità di cucitura dell'affrancatura all'inizio di cucitura
0 : La velocità dipenderà dal funzionamento manuale tramite il
pedale, ecc.
1 : La velocità dipenderà dalla velocità dell'affrancatura impostata
(No.8).
Funzione al termine dell'affrancatura all'inizio di cucitura
0 : Funzione di arresto temporaneo della macchina per cucire al
termine dell'affrancatura all'inizio di cucitura non è operante.
1 : Funzione di arresto temporaneo della macchina per cucire al
termine dell'affrancatura all'inizio di cucitura è operante.
Velocità iniziale quando comincia il punto di inttimento o EBT
Piedino premistoffa viene abbassato lentamente.
0 : Piedino premistoffa viene abbassato velocemente.
1 : Piedino premistoffa viene abbassato lentamente.
Valida/non valida dell'affrancatura viene commutato. (Usata solo
quando si utilizza il CP-18.)
0 : Non valida
1 : Valida
Il limite di corrente all'avvio della macchina per cucire viene impostato.
0 : Normale (Il limite di corrente viene applicato durante l'avvio.)
1 : Rapido (Il limite di corrente non viene applicato durante l'avvio.)
e l'ago non lo penetra, questa funzione fa penetrare il materiale con
facilità all'ago.
0 : Funzione di "riprovare" non è valida.
Da 1 a 10 : Dotata della funzione di ri-tentativo. (Impostazione
ta.
0 : L'operazione ad un colpo non viene eseguita.
1 : L'operazione ad un colpo viene eseguita.
Tempo di movimento di aspirazione dell'elettrovalvola di sollevamento del piedino premistoffa
Curva del pedale viene selezionata. (Miglioramento dell'operazione
di spostamento graduale del pedale)
Velocità di cucitura
della forza di ritorno della barra ago)
2
0
1
Campo di impo-
stazione dati
0/1
0/1
Da 0 a 250
(sti/min)
0/1
0/1
0/1
Da 0 a 10
0/1
Da 50 a 500
(ms)
Da 0 a 2
Predenito
1 8 0
1 0 0
Ve-
dere
pagina
40
1
40
0
41
0
1
0
41
1
0
41
42
0
Corsa del pedale
90 Funzione di stop in
posizione sollevata del
movimento iniziale
91 Funzione di proibizione
dell'operazione di compensazione dopo aver
girato il volantino manualmente
92 Funzione di riduzione
della velocità dell'affrancatura all'inizio di cucitura
93 Funzione aggiunta all'in-
terruttore di compensazione con l'ago su/giù
95 Funzione di selezione
della testa
96 Velocità max di cucitura La velocità max di cucitura della testa della macchina per cucire può
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore di
impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il
deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manu-
tenzione e seguire le istruzioni.
Funzione di stop in posizione sollevata del movimento iniziale
La funzione di stop automatico in posizione sollevata immediatamente dopo l'accensione viene impostata.
0 : OFF
1 : ON
Funzione di cucitura di compensazione quando il volantino viene
girato manualmente al termine della cucitura a dimensione costante
0 : Funzione di cucitura di compensazione è operante.
1 : Funzione di cucitura di compensazione è proibita.
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio
di cucitura
0 : Velocità non viene ridotta.
1 : Velocità viene ridotta.
Funzionamento dell'interruttore di compensazione con l'ago su/giù
dopo aver acceso la macchina o dopo il taglio del lo viene cambiato.
0 : Normale (soltanto la cucitura di compensazione con l'ago su/
giù)
1 : Cucitura di compensazione con un punto viene effettuata solo
quando la sopraccitata commutazione viene fatta. (Arresto
nella posizione sollevata / arresto nella posizione sollevata)
La testa della macchina da usare viene selezionata.
(Quando la testa della macchina viene cambiata, ciascun articolo
di impostazione viene cambiato al valore iniziale della testa della
macchina.)
essere impostata. (Il valore massimo varia a seconda delle teste
della macchina.)
0/1
0/1
0/1
0/1
Da 150 a MAX
(sti/min)
1
1
0
0
L'impostazione
varia a seconda
della testa della
macchina.
42
41
40
42
– 33 –
Page 36

No. Articolo Descrizione
* 103 Tempo di ritardo dell'usci-
* 150 Correzione della velocità
* 151 Angolo ON della pinza
* 152 Angolo OFF della pinza
* 177 Tempo di funzionamento
* 186 Angolo di rilascio della
ta raffreddaago OFF
120 Compensazione dell'an-
golo di riferimento dell'albero principale
121 Compensazione dell'an-
golo di partenza della
posizione sollevata
122 Compensazione dell'an-
golo di partenza della
posizione abbassata
della pinzatura del lo
all'inizio della cucitura
del lo
del lo
AK pinza del lo
181 Impostazione di un valore
d'obiettivo per la funzione
di sostegno alla produzione
182 Operazione da effettuare
quando viene raggiunto il
valore d'obiettivo
183 Impostazione del numero
di volte del taglio del lo
per la funzione di sostegno alla produzione
partenza dolce
187 Angolo di resettamento
della velocità di cucitura
della pinza del lo
* Non modicare i valori di impostazione con il segno asterisco (*) in quanto essi sono le funzioni per la manutenzione. Se il valore di
impostazione standard impostato al momento della consegna viene modicato, c'è il rischio di causare la rottura della macchina o il
deterioramento delle sue prestazioni. Se è necessario modicare il valore di impostazione, si prega di acquistare il Manuale di Manu-
tenzione e seguire le istruzioni.
Il tempo di ritardo dall'arresto della macchina per cucire all'uscita
OFF viene impostato utilizzando la funzione di uscita raffreddaago.
L'angolo di riferimento dell'albero principale viene compensato.
L'angolo per rilevare la partenza della posizione sollevata viene
compensato.
L'angolo per rilevare la partenza della posizione abbassata viene
compensato.
Viene impostato il coefciente di correzione della velocità per la
funzione di pinzatura del lo all'inizio della cucitura. Da 10 a 200
Viene impostato l'angolo al quale la pinza del lo viene attivata
all'inizio della cucitura.
Viene impostato l'angolo al quale la pinza del lo viene disattivata
all'inizio della cucitura.
Funzione per impostare il tempo di funzionamento del AK quando si
utilizza la pinza del lo.
Viene impostato un valore d'obiettivo per il contatore della cucitura
della funzione di sostegno alla produzione.
Viene impostata l'operazione da effettuare quando il contatore della
cucitura della funzione di sostegno alla produzione raggiunge il valore d'obiettivo.
0 : Nessuna operazione
1 : La macchina per cucire non viene azionata anche se si preme
il pedale.
* Nel caso in cui la funzione No. 13 sia utilizzata, l'impostazione
della funzione No. 182 è disabilitata.
Viene impostato il numero di volte del taglio del lo al quale il contatore della cucitura della funzione di sostegno alla produzione arresta
il conteggio.
0 : Il contatore della cucitura arresta il conteggio quando un valore
viene inserito per il contatore della cucitura utilizzando la funzione di ingresso/uscita opzionale.
Da 1 a 20 : Il contatore della cucitura arresta il conteggio in base
Viene impostato un angolo al quale la partenza dolce viene rilasciata.
* Questa impostazione è abilitata quando la pinza del lo è azionata.
Questo articolo di funzione viene utilizzato per impostare l'angolo
al quale viene resettata la velocità di cucitura impiegata mentre la
pinza del lo è in funzione.
* Questa impostazione è abilitata quando la pinza del lo è azionata.
al numero prestabilito di volte del taglio del lo.
Campo di impo-
stazione dati
Da 100 a 2000
(ms)
Da –50 a 50
Da –15 a 15
Da –15 a 15
Da 180 a 290
(°)
Da 210 a 359
(°)
Da 0 a 1000
(ms)
Da 0 a 9999
0/1
Da 0 a 20
Da 180 a 900
(°)
Da 0 a 720
(°)
Predenito
5 0 0
- 1 3
5
0
1 0
2 1 0
2 9 0
4 2
0
0
1
7 8 0
1 3 0
Ve-
dere
pagina
42
42
42
[Impostazione della funzione del dispositivo di pinzatura del lo]
No. Articolo Descrizione
15 Funzione di pinzatura del
lo all'inizio della cucitura
20 Commutazione tra la
pinza del lo/scartalo
27 Velocità di cucitura della
pinza del lo
37 Velocità di cucitura della
partenza dolce
151 Angolo ON della pinza del
lo
152 Angolo OFF della pinza
del lo
177 Tempo di funzionamento
dell'AK della pinza del lo
186 Angolo di resettaggio della
partenza dolce
187 Angolo di resettaggio della
velocità di cucitura della
pinza del lo
Viene impostato il funzionamento della pinza del lo all'inizio della cucitura.
0 : La pinza del lo non opera.
1 : La pinza del lo opera.
Il funzionamento viene commutato tra la pinza del lo/scartalo.
0 : Funzionamento della pinza del lo
1 : Funzionamento dello scartalo
Viene impostata la velocità di cucitura quando la pinza del lo opera.
Velocità di cucitura all'inizio della cucitura (partenza dolce) (Il valore MAX
varia a seconda dalla testa della macchina.)
Viene impostato l'angolo al quale la pinza del lo viene attivata all'inizio della
cucitura.
Viene impostato l'angolo al quale la pinza del lo viene disattivata all'inizio
della cucitura.
Funzione per impostare il tempo di attivazione dell'AK che opera quando la
pinza del lo è utilizzata
Quando l'impostazione è "0", l'AK non opera.
Viene impostato l'angolo al quale la partenza dolce (No. 37) viene resettata.
* Questa impostazione è abilitata quando la pinza del lo opera.
Viene impostato l'angolo al quale la velocità di cucitura della pinza del lo (No.
27) viene resettata. Da 0 a 720 (°)
– 34 –
Campo di impo-
stazione dati
0/1
0/1
Da 100 a MAX
(sti/min)
Da 100 a MAX
(sti/min)
Da 180 a 290 (°)
Da 210 a 359 (°)
Da 0 a 100 (ms)
Da 180 a 900 (°)
Predenito
1
1
3 0 0
8 0 0
2 1 0
2 9 0
4 2
7 8 0
1 3 0
Page 37

10. Descrizione dettagliata della selezione di funzioni
Selezione della funzione di partenza dolce (Impostazione di funzione No. 1)
①
Il llo dell'ago può non riuscire a intrecciarsi con il lo della bobina all'inizio di cucitura quando il passo di
cucitura (lunghezza del punto) è piccolo o un ago spesso è usato. Per risolvere tale problema, questa
funzione (chiamata "partenza dolce") è usata per limitare la velocità di cucitura, assicurando quindi formazione riuscita dei punti iniziali.
* Questa impostazione è abilitata quando la funzione di pinzatura del lo è nello stato OFF.
n.
Da 1 a 9 : Il numero di punti da cucire nel modo di partenza dolce.
La velocità di cucitura limitata tramite la funzione di partenza dolce può essere modicata.
di funzione No. 37)
n.
Funzione di riduzione di tremolio (Impostazione di funzione No. 5)
②
La funzione riduce tremolio della lampada a mano all'inizio di cucitura. Quando più il valore di impostazio-
ne è grande, tanto più la funzione sarà efcace.
n.
1: La funzione di riduzione del tremolio è valida.
(Attenzione) Quando la funzione di riduzione del tremolio è impostata su "La funzione di riduzione del
0 : La funzione non è selezionata.
1
(Impostazione
Campo di impostazione dati : Da 100 a MAX sti/min <10 sti/min> (Il valore massimo varia
73
a seconda delle teste della macchina.)
0: La funzione di riduzione del tremolio è non valida.
5
tremolio è valida," la velocità di avvio della macchina per cucire diminuisce.
Selezione della funzione di ingresso/uscita optional (Impostazione della funzione No. 12)
③
Per alcune delle porte di ingresso/uscita, le funzioni possono essere modicate.
1) Selezionare l’impostazione della funzione No.
12 con la procedura operativa delle procedure di
impostazione della funzione da 1) a 3). Premere
l'interruttore .
2) Facendo riferimento alle tabelle a p. 33 - p. 34,
selezionare il No. di visualizzazione (da i1 a i5, da
o1 a o3) corrispondente al numero di connettore
al quale l'ingresso/uscita opzionale deve essere
assegnato, utilizzando gli interruttori e ❾.
❾
Premere quindi l'interruttore .
3) Facendo riferimento alle tabelle a p. 33 - p. 34,
selezionare il segnale di ingresso/uscita opziona-
le da assegnare, con gli interruttori e ❾.
Premere quindi l'interruttore .
4) Attivare il segnale utilizzando gli interruttori e
❾. Premere quindi l'interruttore .
– 35 –
Page 38

Esempio) Per assegnare la funzione di taglio del lo alla porta di ingresso "i01"
n.
21
1i.
1i.
Tb
MT r
L
L
0
H
0
a
1) Selezionare l’impostazione della funzione No. 12 con la procedura operativa delle procedure di impostazione della funzione da 1) a 3).
2) Premere l'interruttore .
3) Selezionare una porta (ad esempio, "i1") da impostare premendo gli interruttori e ❾.
4) Premere l'interruttore .
5) Selezionare una funzione (ad esempio, "Trm") premendo gli interruttori
e ❾.
6) Premere l'interruttore .
7) Attivare la funzione selezionata premendo gli interruttori e ❾.
0
0i.
8) Premere l'interruttore .
9) Terminare l'impostazione della funzione premendo l'interruttore .
– 36 –
Page 39

Lista delle funzioni di ingresso
Codice di
funzione
0 noP Niente funzione (Impostazione standard)
1 HS Cucitura di compensazione con l'ago
2 bHS Cucitura di compensazione all'indietro L'affrancatura viene effettuata a bassa velocità mentre
3 EbT Funzione per cancellare una volta
4 TSW Funzione di taglio del lo Questa funzione lavora comel'interruttore di taglio del lo.
5 FL Funzione di sollevamento del piedino
6 oHS Cucitura di compensazione con un
7 SEbT Funzione di annullamento dell’affran-
8 Ed Ingresso del sensore del bordo del
9 LinH Funzione di proibizione dell’abbassa-
10 TinH Funzione di proibizione dell’uscita del
11 LSSW Ingresso del comando di bassa veloci-tàQuesta funzione lavora come l’interruttore di bassa veloci-
12 HSSW Ingresso del comando di alta velocità Questa funzione lavora come l’interruttore di alta velocità
13 USW Funzione di sollevamento dell’ago Il movimento di arresto in posizione sollevata viene effet-
14 bT Ingresso interruttore di affrancatura L'affrancatura è erogata nché l'interruttore è tenuto pre-
15 SoFT Ingresso interruttore di partenza dolce La velocità di punto è limitata alla predeterminata velocità
16 oSSW Ingresso dell’interruttore di comando
17 bKoS Ingresso interruttore di comando di
18 SFSW Ingresso dell’interruttore di sicurezza La rotazione è proibita.
19 AUbT Interruttore di annullamento/aggiunta
20 CUnT Ingresso contatore della cucitura Ogni volta che si preme l'interruttore, il valore del contato-
Abbre-
viazione
Articolo di funzione Osservazioni
su/giù
l'affrancatura alla ne di cucitura
premistoffa
punto
catura all’inizio/ne
materiale
mento della parte anteriore del pedale
taglio del lo
di velocità della cucitura a colpo unico
velocità di cucitura all'indietro ad un
colpo
dell'affrancatura automatica
Ogni volta che l'interruttore viene premuto, la cucitura di
trasporto normale per mezzo punto viene effettuata. (Lo
stesso funzionamento di quello dell'interruttore di compensazione con l'ago su/giù sul pannello.)
l'interruttore è tenuto premuto.
Premendo la parte posteriore del pedale dopo aver
premuto l'interruttore, l'operazione di affrancatura viene
cancellata una volta.
Questa funzione lavora come l'interruttore di sollevamento
del piedino premistoffa.
Ogni volta che l'interruttore viene premuto, l'operazione di
cucitura con un punto viene effettuata.
Azionando l’interruttore optional, inoperante/operante può
essere alternamente commutato.
Questa funzione lavora come il segnale di ingresso del
sensore del bordo del materiale
La rotazione tramite il pedale è proibita.
L’uscita del taglio del lo è proibita.
tà per la macchina per cucire in piedi.
per la macchina per cucire in piedi.
tuato quando l’interruttore viene premuto durante l’arresto
in posizione abbassata.
muto.
di partenza dolce nché l'interruttore è tenuto premuto.
Questa funzione lavora come il comando di velocità della
cucitura a colpo unico nché l’ interruttore è premuto.
L'affrancatura viene effettuata secondo il comando di ve-
locità di cucitura ad un colpo nché l'interruttore è tenuto
premuto.
Ogni volta che si preme l'interruttore, l'affrancatura all'i-
nizio della cucitura o l'affrancatura alla ne della cucitura
viene annullata o aggiunta.
re della cucitura è aumentato.
Connettori della funzione di ingresso
No. di
connettore
CN22 5 i.1 Ingresso interruttore di affrancatura bT
CN20 7 i.2 Ingresso interruttore di taglio del lo TSW
CN20 11 i.3 Ingresso interruttore di giri bassi LSSW
CN20 9 i.4 Ingresso interruttore di giri alti HSSW
CN20 5 i.5 Ingresso interruttore di sollevamento del piedino premistoffa FL
No. di
spillo
No. di
indicazione
Funzione
– 37 –
Valore iniziale del
No. 12
Page 40

Lista delle funzioni di uscita
Codice di
funzione
0 noP Niente funzione (Impostazione standard)
1 TrM Uscita del taglio del lo Uscita del segnale di taglio del lo
2 WiP Uscita dello scartalo Uscita del segnale di scartalo
3 TL Uscita del rilascio del lo Uscita del segnale di rilascio del lo
4 FL Uscita del sollevamento del pressore Uscita del segnale di sollevamento del pressore
5 bT Uscita dell’affrancatura Uscita del segnale di affrancatura
6 EbT Uscita di controllo dell’annullamento
7 SEbT Uscita di controllo dell'annullamento
8 AUbT Uscita monitor di annullamento/ag-
9 SSTA
10 CooL Ucita del raffreddaago Uscita per il raffreddaago
11 bUZ
12 LSWo Uscita comando di giri Lo stato di comando che esige i giri è erogato.
Abbre-
viazione
Articolo di funzione Osservazioni
Lo stato della funzione di annullare una volta l’affrancatura
EBT
dell'affrancatura all'inizio/ne
giunta dell'inizio/ne della cucitura
Uscita dello stato di arresto della
macchina per cucire
Uscita cicalino È erogata quando il valore di impostazione del contatore
alla ne viene erogato.
Lo stato di annullamento dell'affrancatura all'inizio/ne vie-
ne erogato. Uscita di controllo dell'annullamento
Lo stato di annullamento o aggiunta dell’affrancatura auto-
matica viene erogato.
Lo stato di arresto della macchina per cucire viene erogato.
della bobina è stato superato, si è vericato un errore o la
quantità rimanente di lo della bobina è stata rilevata.
Connettori della funzione di uscita
No. di connettore No. di spillo No. di indicazione Funzione Valore iniziale del No. 12
CN22 3 o.1 Uscita affrancatura bT
CN22 7 o.2 Uscita taglio del lo TrM
CN22 14 o.3 Ingresso richiesta di giri LSWo
– 38 –
Page 41

Funzione di commutazione della funzione dell'interruttore di ago su/giù (Impostazione della fun-
④
zione No. 22)
La funzione dell'interruttore di ago su/giù può essere commutata tra la compensazione con l'ago su/giù e
la compensazione con un punto.
n.
0 : Cucitura di compensazione con l'ago su/giù
22
1 : Cucitura di compensazione con un punto
Impostazione del tempo di aspirazione del solenoide di affrancatura (Impostazione della funzione
⑤
No. 29)
Questa funzione può cambiare il tempo di aspirazione del solenoide di affrancatura.
È efcace diminuire il valore quando il calore è grande.
(Attenzione) Quando il valore è eccessivamente diminuito, ne risulterà mancato movimento o il passo
difettoso. Fare attenzione quando si cambia il valore.
n.
Funzione di affrancatura a mezza strada (Impostazione della funzione da No. 30 a 33)
⑥
Gamma di impostazione : Da 50 a 500 ms <10/ms>
92
Funzione di limitazione del numero di punti e funzione di comando del taglio del lo possono essere aggiunte all'interruttore di inversione del trasporto sulla testa della macchina.
Impostazione della funzione No. 30 Funzione di affrancatura a mezza strada viene selezionata.
n.
0 : OFF Funzione di affrancatura normale
03
1 : ON Funzione di affrancatura a mezza strada
Impostazione della funzione No. 31 Numero di punti dell'affrancatura viene impostato.
n.
Gamma di impostazione : Da 0 a 19 punti
13
Impostazione della funzione No. 32 Condizione valida dell'affrancatura a mezza strada
n.
0 : OFF Inoperante quando la macchina per cucire è ferma. (Affrancatura a mezza strada
23
funziona solo quando la macchina per cucire è in funzione.)
1 : ON Operante quando la macchina per cucire è ferma. (Affrancatura a mezza strada
funziona sia quando la macchina per cucire è in funzione sia quando la macchina per cucire è ferma.)
(Attenzione) È operante in tutt'e due le condizioni quando la macchina per cucire è in funzione.
Impostazione della funzione No. 33 Taglio del lo viene effettuato quando l'affrancatura a mezza strada
è completata.
n.
0 : OFF Senza il taglio del lo
33
1 : ON Taglio del lo viene eseguito.
Applica-
zione
❶
❷
❸
❹
❺
Impostazione della
funzione
No. 30 No. 32 No. 33
0 0 o 1 0 o 1 Funziona come il normale interruttore di inversione del trasporto
Se l'interruttore di inversione del trasporto viene azionato quando la parte anteriore
1 0 0
1 1 0
1 0 1
1 1 1
del pedale è premuta, l'affrancatura può essere effettuata per il numero di punti spe-
cicato tramite l'impostazione della funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la macchina
per cucire è ferma sia quando la parte anteriore del pedale è premuta, l'affrancatura
può essere effettuata per il numero di punti specicato tramite l'impostazione della
funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato quando la parte anteriore
del pedale è premuta, il taglio del lo automatico viene eseguito dopo che l'affrancatura è stata effettuata per il numero di punti specicato tramite l'impostazione della
funzione No.31.
Se l'interruttore di inversione del trasporto viene azionato sia quando la macchina
per cucire è ferma sia quando la parte anteriore del pedale è premuta, il taglio del lo
automatico viene eseguito dopo che l'affrancatura è stata effettuata per il numero di
punti specicato tramite l'impostazione della funzione No.31.
Funzione di uscita
– 39 –
Page 42

Azioni sotto ciascuno stato di impostazione
Usato come il normale interruttore di inversione del trasporto per l'affrancatura.
❶
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona solo quando la mac-
❷
china per cucire è in funzione.)
Usato per rinforzare la cucitura (la cucitura di pressione) delle pieghe. (Funziona sia quando la mac-
❸
china per cucire è ferma sia quando la macchina per cucire è in funzione.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per il
❹
taglio del lo effettuato premendo la parte posteriore del pedale. Funziona solo quando la macchina
per cucire è in funzione. È particolarmente utile quando la macchina per cucire è usata come la macchina per lavoro in piedi.)
Usato come l'interruttore di avvio per l'affrancatura alla ne di cucitura. (Usato come il sostituto per il
❺
taglio del lo effettuato premendo la parte posteriore del pedale. Funziona sia quando la macchina per
cucire è ferma sia quando la macchina per cucire è in funzione. È particolarmente utile quando la macchina per cucire è usata come la macchina per lavoro in piedi.)
Velocità di cucitura della cucitura ad un colpo (Impostazione di funzione No. 38)
⑦
Premendo una volta il pedale, questa funzione può impostare la velocità di cucitura della cucitura "di un
colpo" quando la macchina per cucire continua la cucitura nché il numero di punti impostato venga completato o bordo del materiale venga rilevato.
n.
Campo di impostazione : Da 150 a MAX sti/min <50 sti/min>
83
(Attenzione) La velocità max di cucitura della cucitura ad un colpo è limitata dal modello di testa della
macchina per cucire.
Tempo di mantenimiento del sollevamento del piedino premistoffa (Impostazione di funzione No.
⑧
47)
Questa funzione automaticamente abbassa il piedino premistoffa quando il tempo impostato tramite l'impostazione No.47 è passato dopo aver sollevato il piedino premistoffa.
Quando alzapiedino pneumatico è selezionato, il controllo del tempo di mantenimento del sollevamento
del piedino premistoffa è senza limite indifferentemente al valore di impostazione.
n.
Compensazione della tempestività dell'avvio del solenoide per affrancatura (Impostazione difun-
⑨
Campo di impostazione dati : Da 10 a 600 sec. <10/sec.>
74
zione da No. 51 a 53)
Quando i punti normali e punti di trasporto ad inversione non sono uniformi nell'operazione dell'affranca-
tura automatica, questa funzione può modicare la tempestività di avvio/rilascio del solenoide per punto di
affrancatura e può compensare la tempestività.
Compensazione della tempestività dell'avvio del solenoide per affrancatura all'inizio di cucitura (Impo-
❶
stazione di funzione No. 51)
Tempismo di avvio del solenoide per l'affrancatura all'inizio di cucitura può essere compensato con l'unità
di angolo.
n.
Valore di
impostazione
– 36 – 360° – 1
– 18 – 180° – 0,5
18 180° 0,5
36 360° 1
Campo di regolazione : Da –36 a 36 <1/10°>
15
Angolo di
compensazione
0 0° 0
Numero di punti di
compensazione
– 360˚
– 180˚
180˚
360˚
* Quando 1 punto
prima è considerato
come 0°, la
compensazione è
0˚
possibile per 360°
(1 punto) davanti e
indietro.
– 40 –
Page 43

Compensazione del tempismo di arresto del solenoide per l'affrancatura all'inizio di cucitura (Imposta-
❷
zione della funzione No. 52)
Tempismo di arresto del solenoide per l'affrancatura all'inizio di cucitura può essere compensato con
l'unità di angolo.
n.
Valore di
impostazione
– 36 – 360° – 1
– 18 – 180° – 0,5
18 180° 0,5
36 360° 1
Compensazione del tempismo di arresto del solenoide per l'affrancatura alla ne di cucitura (Imposta-
❸
Campo di regolazione : Da -36 a 36 <1/10°>
25
Angolo di
compensazione
0 0° 0
Numero di punti di
compensazione
360˚
180˚
0˚
– 180˚
– 360˚
zione della funzione No. 53)
Tempismo di arresto del solenoide per l'affrancatura alla ne di cucitura può essere compensato con
l'unità di angolo.
n.
Campo di regolazione : Da -36 a 36 <1/10°>
35
Valore di
impostazione
– 36 – 360° – 1
– 18 – 180° – 0,5
0 0° 0
18 180° 0,5
36 360° 1
Funzione di sollevamente del piedino premistoffa dopo il taglio del lo. (Impostazione di funzione
⑩
Angolo di
compensazione
Numero di punti di
compensazione
360˚
180˚
0˚
– 180˚
– 360˚
No. 55)
Questa funzione può sollevare automaticamente il piedino premistoffa dopo il taglio del lo. Questa funzione è valida solo quando essa è usata in combinazione con il dispositivo AK.
n.
0 : OFF Funzione di sollevamento automatico del piedino premistoffa non è operante.
55
(Piedino premistoffa non si solleva automaticamente dopo il taglio del lo.)
1 : ON Funzione di sollevamento automatico del piedino premistoffa è operante. (Piedino
premistoffa si solleva automaticamente dopo il taglio del lo.)
Funzione di rotazione inversa per sollevare l'ago dopo il taglio del lo (Impostazione di funzione
⑪
No. 56)
Questa funzione è usata per fare ruotare la macchina per cucire nel senso inverso dopo il taglio del lo
per sollevare la barra ago quasi alla posizione più alta.
Usare questa funzione quando l'ago apparisce sotto il piedino premistoffa e probabilmente grafa i prodotti
di cucitura di materiale pesante.
n.
0 : OFF Funzione di fare ruotate la macchina per cucire nel senso inverso dopo il taglio
65
del lo per sollevare l'ago non è operante.
1 : ON Funzione di fare ruotate la macchina per cucire nel senso inverso dopo il taglio
del lo per sollevare l'ago è operante.
(Attenzione) La barra ago viene sollevata, ruotando la macchina nel senso inverso, quasi alpunto mor-
to superiore. Questo avrà come risultato lo slamento del lo dell'ago. È quindi necessario regolare correttamente la lunghezza del lo rimanente dopo il taglio del lo.
– 41 –
Page 44

Funzione di mantenimento della posizione in alto/basso predeterminata della barra ago
⑫
(Impostazione di funzione No. 58)
Quando la barra ago è nella posizione in basso, questa funzione mantiene la barra ago applicando leggermente una frenata.
n.
0 : OFF Funzione di mantenimento della posizione in alto/basso predeterminata della
85
barra ago è invalida.
1 : ON Dotata della funzione di mantenimento della posizione superiore/inferiore prede-
terminata della barra ago (la forza di mantenimento è debole.)
2 : ON Dotata della funzione di mantenimento della posizione superiore/inferiore prede-
terminata della barra ago (la forza di mantenimento è media.)
3 : ON Dotata della funzione di mantenimento della posizione superiore/inferiore prede-
terminata della barra ago (la forza di mantenimento è forte.)
Funzione di commutazione automatica/pedale per la velocità di cucitura dell'affrancatura ll'inizio
⑬
di cucitura (Impostazione di funzione No. 59)
Questa funzione selezione se l'affrancatura all'inizio di cucitura viene eseguita ininterrottamente alla
velocità impostata tramite l'impostazione di funzione No.8 oppure la cucitura viene eseguita alla velocità
controllata dal pedale.
n.
0 : Manual La velocità viene controllata dal pedale.
95
1 : Auto Cucitura automatica alla velocità impostata.
(Attenzione) 1. La velocità massima di cucitura dell'affrancatura all'inizio di cucitura è limitata alla
velocità impostata tramite l'impostazione di funzione No.8 indifferentemente al pedale.
2. Quando "0" è selezionato, i punti dell'affrancatura potrebbero non corrispondere a
quelli della cucitura di trasporto normale.
Funzione di arresto immediatamente dopo l'affrancatura all'inizio di cucitura (Impostazione della
⑭
funzione No. 60)
Questa funzione arresta temporaneamente la macchina per cucire anche quando la parte anteriore del
pedale è tenuta premuta al termine del processo di affrancatura all'inizio di cucitura.
Questa funzione è usata quando si procede alla cucitura di una piccola lunghezza con l'affrancatura all'inizio di cucitura.
n.
0 : Funzione di arresto temporaneo della macchina per cucire immediatamente dopo l'af-
06
francatura all'inizio di cucitura non è operante.
1 : Funzione di arresto temporaneo della macchina per cucire immediatamente dopo l'af-
francatura all'inizio di cucitura è operante.
Arresta la macchina per
cucire temporaneamente per
cambiare la direzione del
prodotto di cucitura.
– 42 –
Page 45

Funzione di abbassamento dolce del piedino premistoffa (solo con il dispositivo AK) (Impostazione
⑮
della funzione No. 70 e 49)
Questa funzione può dolcemente abbassare il piedino premistoffa.
Questa funzione può essere usata quando è necessario diminuire il rumore di contatto, il difetto della stoffa o lo slittamento della stoffa al momento dell’abbassamento del piedino premistoffa.
(Attenzione) Cambiare insieme il tempo dell’impostazione della funzione No. 49 al monento della sele-
zione della funzione di abbassamento dolce poichè l’effetto sufciente non può essere
ottenuto tranne che il tempo dell’impostazione della funzione No. 49 sia impostato ad un
valore più lungo quando si abbassa il piedino premistoffa premendo il pedale.
n.
Campo di impostazione : Da 0 a 500 ms <10 ms/Passo>
94
n.
0 : Funzione di abbassamento dolce del piedino premistoffa non è valida. (Piedino premi-
07
stoffa viene abbassato velocemente.)
1 : Selezione della funzione di abbassamento dolce del piedino premistoffa
Funzione di riduzione della velocità dell'affrancatura all'inizio di cucitura (Impostazione della fun-
⑯
zione No. 92)
Funzione per ridurre la velocità al termine dell'affrancatura all'inizio di cucitura:
Uso normale dipendente dalla condizione del pedale (La velocità viene accelerata no alla velocità massima senza interruzione.) Questa funzione è usata quando l'arresto temporaneo è usato in modo appropriato. (Polsini e l'attacco dei polsini)
n.
0 : Velocità non viene ridotta.
29
1 : Velocità viene ridotta.
Viene cucito senza fermarsi
Arresto temporaneo
Funzione di "riprovare" (Impostazione della funzione No. 73)
⑰
senza interruzione.
Quando la funzione di "riprovare" è usata, se il materiale è spesso e l'ago non lo penetra, questa funzione
fa penetrare il materiale con facilità all'ago.
n.
0 : Funzione di "riprovare" non è valida.
37
Da 1 a 10 : Dotata della funzione di ri-tentativo.
(Forza di ritorno della barra ago prima del ri-tentativo: 1 (piccolo) - 10 (grande))
Impostazione del tempo di aspirazione dell'elettrovalvola di sollevamento del piedino premistoffa
⑱
(Impostazione della funzione No. 84)
Il tempo di aspirazione dell'elettrovalvola di sollevamento del piedino premistoffa può essere cambiato.
Quando si riscalda molto, è efcace diminuire il valore.
(Attenzione) Quando il valore è eccessivamente piccolo, malfunzione sarà causata. Perciò, fare atten-
zione quando si cambia il valore.
n.
Campo di impostazione : Da 50 a 500ms <10/ms>
48
– 43 –
Page 46

Funzione di selezione della curva del pedale (Impostazione della funzione No. 87)
⑲
Questa funzione può effettuare la selezione della curva della velocità di cucitura della macchina per cucire
in termini della quantità di pressione del pedale.
Effettuare la selezione quando si sente che l'operazione di spostamento graduale è difcile o che la risposta del pedale è lenta.
n.
0 : La velocità di cucitura aumenta linearmente con
78
2
la quantità di pressione del pedale.
1 : Reazione alla velocità intermedia in termini della
quantità di pedaleggio del pedale è ritardata.
2 : Reazione alla velocità intermedia in termini della
quantità di pedaleggio del pedale è avanzata.
Funzione di spostamento alla posizione di stop sollevata del movimento iniziale (Impostazione
⑳
0
(sti/min)
Velocità di cucitura
Corsa del pedale (mm)
della funzione No. 90)
Valido/non valido del ritorno automatico alla posizione di stop sollevata immediatamente dopo l'accensione può essere impostato.
n.
0 : Non valido
09
1 : Valido
1
Funzione aggiunta all'interruttore di compensazione con l'ago su/giù (Impostazione della funzione
No. 93)
L'operazione di un punto può essere effettuata solo quando l'interruttore di compensazione con l'ago su/
giù viene premuto al momento dell'arresto nella posizione sollevata immediatamente dopo aver acceso
l'interruttore dell'alimentazione o al momento dell'arresto nella posizione sollevata immediatamente dopo il
taglio del lo.
n.
0 : Normale (soltanto la cucitura di compensazione con l'ago su/giù)
39
1 : L'operazione di cucitura di compensazione con un punto (Arresto nella posizione sol-
levata / arresto nella posizione sollevata) viene effettuata solo quando la sopraccitata
commutazione viene fatta.
Impostazione della velocità max di cucitura (Impostazione della funzione No. 96)
Questa funzione può impostare la velocità max di cucitura che si desidera utilizzare.
Il limite superiore del valore di impostazione varia a seconda della testa della macchina per cucire da collegare.
n.
Compensazione dell'angolo di riferimento dell'albero principale (Impostazione della funzione No. 120)
Gamma di impostazione : Da 150 a MAX sti/min <50sti/min>
69
L'angolo di riferimento dell'albero principale viene compensato.
n.
Campo di impostazione : Da –50 a 50˚ <1 / ˚>
01 2
Compensazione dell'angolo di partenza della posizione sollevata (Impostazione della funzione No. 121)
L'angolo per rilevare la partenza della posizione sollevata viene compensato.
n.
Compensazione dell'angolo di partenza della posizione abbassata (Impostazione della funzione
Campo di impostazione : Da –15 a 15˚ <1 / ˚>
11 2
No. 122)
L'angolo per rilevare la partenza della posizione abbassata viene compensato.
n.
Campo di impostazione : Da –15 a 15˚ <1 / ˚>
21 2
– 44 –
Page 47

11. Compensazione automatica per rendere neutrale il sensore del pedale
Ogni volta che il sensore del pedale, molla, ecc. vengono sostituiti, assicurarsi di effettuare le seguenti
operazioni:
Se si posiziona il piede o qualsiasi altro oggetto sul pedale, la compensazione automatica non
funzionerà correttamente. Perciò non posizionare nulla sul pedale.
1) Premento interruttore , accendere l'in-
terruttore dell'alimentazione.
La visualizzazione del pannello è come illustrata
Nel caso in cui " " venga visualizzato:
Il sensore del pedale non è collegato correttamente. Disattivare l'alimentazione e vericare il collegamento del sensore del pedale.
Nel caso in cui " " venga visualizzato:
È necessario regolare l'installazione del pedale. Eseguire la regolazione dell'installazione del
pedale seguendo "Come regolare il pedale" indicato qui sotto.
in gura.
In questo momento, il valore indicato sul lato
destro di "PA." è il valore di compensazione. (In
questa gura, il valore di correzione è "1".)
2) La posizione di folle del pedale viene salvata
nella memoria. Disattivare l'alimentazione per
terminare la procedura.
Come regolare il pedale
a) Controllare la cifra che lampeggia per determinare la direzione dello spostamento del pedale.
Nel caso in cui la posizione di folle del
sensore del pedale sia spostata verso la
parte anteriore del pedale
Nel caso in cui la posizione di folle del
sensore del pedale sia spostata verso la
parte posteriore del pedale
Lampeggia Lampeggia
b) Regolare l'installazione del pedale in modo che venga visualizzata l'indicazione " ". (Fare riferi-
mento al Manuale di Manutenzione per ulteriori informazioni su come regolare il pedale.)
Muovere il pedale nella direzione in cui lo spostamento del pedale viene corretto. Quando lo spostamento
si riduce ed è nell'intervallo consentito, viene visualizzato " ".
c) Premere l'interruttore . L'indicazione viene cambiata allo stato descritto in 1).
d) Ora, la regolazione del pedale è completata. Disattivare l'alimentazione.
– 45 –
Page 48

12. Selezione della specica del pedale
Quando il sensore del pedale è stato sostituito,
modicare il valore di impostazione dell'impostazione della funzione No. 50 in base alle caratteristiche
tecniche del pedale nuovamente collegato.
0: KFL
1: PFL
Sensore del pedale con le due molle poste
alla parte posteriore del pedale è il tipo
PFL, e quello con una molla è il tipo KFL.
Impostare il sensore del pedale al PFL
quando si solleva il piedino premistoffa
premendo la parte posteriore del pedale.
13. Impostazione della funzione dell'alzapiedino automatico
Quando l'alzapiedino automatico opzionale (dispositivo AK85B asm., numero di parte : 40140416) è stato
acquistato e installato, la funzione di sollevamento automatico del piedino premistoffa deve essere abilitata.
Indicatore A
1) Accendere l'interruttore dell'alimentazione tenen-
do premuto l'interruttore .
2) "FL.on" è visualizzato sugli indicatore A con il
suono "pio", e la funzione di sollevamento automatico del piedino premistoffa è resa valida.
3) Spegnere l'interruttore dell'alimentazione, accendere di nuovo l'interruttore dell'alimentazione per
ritornare al modo operativo normale.
4) Ripetere l'operazione da 1) a 3), e il visualizza
l'indicazione "FL.oF". Quindi, la funzione di sollevamento automatico del piedino premistoffa non
lavora.
:
1. Aver cura di accendere di nuovo l'int erruttore dell'alimentazione dopo che un secondo o più è
(Se la macchina per cucire viene accesa immediatamente dopo averla spenta, l'impostazione
2. L'alzapiedino automatico non viene azionato tranne che questa funzione venga selezionata
3. Quando "È dotata dell'alzapiedino automatico." è selezionato senza installare il dispositivo al-
È dotata dell'alzapiedino automatico. (Dotata del AK.)
:
Non è dotata dell'alzapiedino automatico.
passato.
potrebbe non essere commutata bene.)
correttamente.
zapiedino automatico, l'avvio è momentaneamente ritardato a inizio cucitura. Inoltre, aver cura
di selezionare "Non è dotata dell'alzapiedino automatico." quando l'alzapiedino automatico
non è installato poiché l'interruttore di inversione del trasporto potrebbe non funzionare.
– 46 –
Page 49

14. Procedura di selezione della funzione di serratura a chiave
L'impostazione del numero di punti per un modello di cucitura può essere proibita redendo valida la fun-
zione di serratura a chiave.
Indicatore A
5) Quando si eseguono i passi da 1) a 3) a ripetizione, "KL.oF" viene visualizzato quando si attiva l'alimentazione e la funzione di bloccaggio a chiave viene resa disabilitata.
• Indicazione "KL.on" quando si attiva l'alimentazione
L'indicazione appare: La funzione di serratura a chiave è valida.
L'indicazione non appare: La funzione di serratura a chiave è non valida.
Quando la funzione di serratura a chiave è valida, il funzionamento del pannello sarà come mostrato nella
tabella sottostante.
Interruttore il cui funzionamento viene
reso disabilitato
Interruttore il cui funzionamento non
viene reso disabilitato
• Impostazione dell'affrancatura (❶, ❷, ❸ y ❹)
• Modello di cucitura (❺, ❻, ❼ y ❽)
• Modica del numero di punti (❾)
• Modica dell'operazione di cucitura (, , y )
• Cucitura di compensazione con mezzo punto ()
• Funzione di sostegno alla produzione ()
1) Accendere l'interruttore dell'alimentazione tenendo premuto l'interruttore ❻ e l'interruttore
❽.
2) "KL.on" è visualizzato sugli indicatore A con il
❻
suono "pio", e la funzione di serratura a chiave è
resa valida.
3) Il pannello ritorna al funzionamento normale dopo
❽
aver visualizzato "KL.on" sugli indicatori.
4) Quando la funzione di serratura a chiave è valida,
"KL.on" viene visualizzato sugli indicatori quando
si attiva l'alimentazione.
15. Modalità di inizializzazione dei dati di impostazione
Tutti i contenuti dell'impostazione della funzione possono essere riportati ai valori di impostazione standard.
1) Facendo riferimento alla spiegazione di
Impostazione delle funzioni" p.26
re l'impostazione della funzione "n.95". Premere
quindi l'interruttore .
2) Premere lungamente l'interruttore .
3) Il cicalino suona dopo circa un secondo, ed i dati
di impostazione ritornano ai valori di impostazione standard.
Non spegnere la macchina sulla via di
operazione di inizializzazione. Questo potrebbe danneggiare il programma dell'uni-
tà principale.
4) Spegnere l'interruttore dell'alimentazione, accendere di nuovo l'interruttore dell'alimentazione per ritornare
al modo operativo normale.
1. Quando si effettua l'operazione di cui sopra, anche il valore di compensazione del punto
neutro del sensore del pedale è inizializzato. È pertanto necessario effettuare l'operazione di
compensazione automatica del punto neutro del sensore del pedale prima di usare la macchina per cucire. (Consultare "III-11. Compensazione automatica per rendere neutrale il sensore
del pedale" p.45.)
2 Quando si esegue l'operazione di cui sopra, vengono inizializzati anche i valori di regolazione
della testa della macchina e le impostazioni delle funzioni dei dispositivi opzionali. È perciò
necessario effettuare la regolazione della testa della macchina prima di utilizzare la macchina
per cucire. (Consultare "IV-1. Regolazione della testa della macchina" p.49.)
3. Anche quando questa operazione è effettuata, i dati di cucitura impostati tramite il pannello
operativo non possono essere inizializzati.
"III-6.
, seleziona-
– 47 –
Page 50

16. Lampada a LED per l'area intorno all'ago
AVVERTIMENTO :
Al ne di evitare possibili ferimenti causati dall'avvio improvviso della macchina, non portare le mani
vicino alla zona di entrata dell'ago o non mettere il piede sul pedale durante la regolazione della luminosità del LED.
* Questo LED è destinato a migliorare l'operatività della macchina per cucire e non è destinato alla
manutenzione.
La macchina per cucire è normalmente dotata di una
lampada a LED che illumina la zona di entrata dell'ago.
1) Attivare l'alimentazione premendo l'interruttore
per entrare nella modalità di impostazio-
ne della funzione.
2) La regolazione della luminosità e lo spegnimento
della lampada viene effettuata premendo l'interrut-
❶
tore ❶. Ogni volta che si preme l'interruttore, la
luminosità della lampada viene regolata in cinque
passi e la lampada viene spenta alternamente.
[Modica della luminosità]
1
Luminosa⇒...... Oscura⇒Off⇒Luminosa
...... 4
⇒
⇒
5
⇒
6
In questo modo, ad ogni pressione dell'interrut-
tore ❶ lo stato della lampada viene cambiato a
ripetizione.
3) Premere l'interruttore per completare la
procedura.
17. Pulsante per affrancatura ad altezza regolabile
L'altezza del pulsante per affrancatura ❶ è regolabile.
Per il processo durante il quale il pulsante per affrancatura ❶ non è utilizzato, il materiale sulla macchina
per cucire può essere manipolato con facilità aumen-
❶
❷
❸
Per modicare le impostazioni dello scartalo ❸ dalle impostazioni effettuate in fabbrica al momento della consegna, per motivi di regolazione, è necessario regolare l'altezza del pulsante per
affrancatura ❶ in modo che non interferisca con lo scartalo ❸ .
tando l'altezza del pulsante.
[Come regolare l'altezza]
L'altezza del pulsante può essere regolata lungo la
staffa allentando la vite ❷.
– 48 –
Page 51

IV. MANUTENZIONE
1. Regolazione della testa della macchina
Quando lo slittamento tra il punto di riferimento blu sul volantino e il concavo del coperchio è
eccessivo dopo il taglio del lo, regolare l’angolo della testa della macchina con la seguente
operazione.
1) Attivare l'alimentazione tenendo premuto l'inter-
ruttore e l'interruttore .
"ZAJ" appare sulla sezione di display.
Indicatore A
❷
❶
2) Girare la puleggia della testa della macchina
manualmente nché il segnale di riferimento
dell'albero principale non sia rilevato. In questo
momento, i gradi dell'angolo dal segnale di riferimento dell'albero principale vengono visualizzati
sull'indicatore A. (Il valore è il valore di riferimento.)
3) In questo stato, allineare il punto blu ❶ del vo-
lantino al concavo ❷ del coprire come mostrato
nella gura.
Indicatore A
4) Premere l'interruttore per nire il lavoro
di regolazione. In questo momento, il valore indicato sulla sezione di display A viene cambiato. (Il
valore è il valore di riferimento.)
5) Disattivare l'alimentazione.
– 49 –
Page 52

2. Codice errore
Nei casi seguenti, prima di giudicare il caso come inconveniente controllare nuovamente.
Fenomeno Causare Misure correttive
Quando la macchina per cucire
viene inclinata, il cicalino suqittisce
e la macchina per cucire non può
essere azionata.
I solenoide per il taglio del lo, l'affrancatura, lo scartalo, ecc. non
riescono a funzionare. La lampada da lavoro non si accende.
Anche quando il pedale viene premuto immediatamente dopo aver
acceso la macchina, la macchina
per cucire non gira. Quando il
pedale viene premuto dopo aver
premuto la parte posteriore del
pedale una volta, la macchina per
cucire gira.
La macchina per cucire non si ferma anche quando il pedale viene
riportato alla sua posizione di folle.
Il piedino premistoffa non si solleva anche quando il dispositivo
alzapiedino automatico è attaccato.
L'interruttore di inversione del
trasporto non riesce a funzionare.
La macchina per cucire non riesce
a girare.
Quando la macchina per cucire viene inclinata
senza spegnere l'interruttore dell'alimentazione, viene presa l'azione mostrata a sinistra a
scopo di sicurezza.
Quando il fusibile per la protezione dell’alimentazione del solenoide è stato fatto saltare
La posizione di folle del pedale è variata.
(La posizione di folle potrebbe essere spostata quando la pressione della molla del pedale
viene cambiata o qualcosa di simile.)
La funzione di sollevamento automatico del
piedino premistoffa è OFF.
Il sistema di pedale è impostato al sistema
KFL.
Il cavo del dispositivo alzapiedino automatico
non è collegato al connettore (CN37).
Il piedino premistoffa si sta sollevando tramite
il dispositivo alzapiedino automatico.
Il dispositivo alzapiedino automatico non è attaccato. Tuttavia, la funzione di sollevamento
automatico del piedino premistoffa è ON.
Il cavo (4P) dell'uscita del motore è scollegato. Collegare il cavo correttamente.
Il connettore (CN30) del cavo del segnale del
motore è scollegato.
Inclinare la macchina per cucire
dopo aver spento la macchina.
Controllare il fusibile per la protezione dell’alimentazione del solenoide.
Effettuare l'operazione di compensazione automatica della posizione
di folle del sensore del pedale.
Selezionare "È dotata dell'alzapiedino automatico." tramite la selezione della funzione di sollevamento
automatico del piedino premistoffa.
Cambiare il ponticello all'impostazione PFL per sollevare il piedino
premistoffa premendo la parte
posteriore del pedale.
Collegare il cavo correttamente
Azionare l'interruttore dopo aver
abbassato il piedino premistoffa.
Selezionare "Non è dotata dell'alzapiedino automatico." quando il
dispositivo alzapiedino automatico
non è attaccato.
Collegare il cavo correttamente.
Inoltre, ci sono i seguenti codici errore in questo dispositivo. Questi codici errore intercettano (o limitano la funzione) il problema ed informano l'operatore sul problema in modo che il problema non venga ingrandito qualora
si vericassero dei problemi. Quando si richiede la nostra assistenza, si prega di confermare i codici errore.
Indicatore A
[Procedura di controllo del codice di errore]
1) Accendere l'interruttore dell'alimentazione tenen-
do premuto l'interruttore .
2) Con un bip, i numeri di serie degli errori che si
sono vericati nora appaiono sulla sezione di
display A.
3) Premere gli interruttori e ❾ per consen-
tire la selezione del numero di serie. Selezionare
uno dei numeri di serie che si desidera controlla-
re e, in questo stato, premere l'interruttore
per visualizzare il codice di errore, premere
❾
l'interruttore per visualizzare il tempo
di corrente (le prime quattro cifre di ore e minuti),
oppure premere l'interruttore per visualizzare il tempo di corrente (le ultime quattro cifre
di ore e minuti). (I suddetti dati vengono visua-
lizzati nché l'interruttore corrispondente viene
tenuto premuto.)
– 50 –
Page 53

Lista codice errore
Descrizione dell'er-
No.
E000 Esecuzione inizializ-
E007 Svraccarico motore • Quando la testa della macchina è blocca-
E009 Errore di tempo di
E071 Sconnessione del
E072 Sovraccarico del mo-
E079 Funzionamento con-
E302 Anomalia interruttore
E303 Errore di sensore
E499
E704
E730 Anomalia codicato-re• Quando il segnale del motore non viene
E731 Anomalia sensore di
E733 Rotazione inversa
E799 Tempo esaurito per
rore rilevato
zazione (Questa non
è l'errore.)
energizzazione del
solenoide
connettore di uscita
del motore
tore al momento del
movimento di taglio
del lo
tinuo con il motore al
quale è applicato un
carico maggiore
di rilevazione della
caduta (Quando l’interruttore di sicurezza lavora.)
della piastra semilunare
Dati anomali • I dati memorizzati si sono rotti.
foro del motore
del motore
l'operazione di taglio
del lo
Causa supponibile dell'avvenimento Articoli da controllare
• Quando la testa della macchina viene
cambiata.
• Quando l’operazione di inizializzazione è
eseguita.
ta.
• Quando si procede alla cucitura del materiale extrapesante oltre la garanzia della
testa della macchina.
• Quando il motore non gira.
• Il motore o l’elemento motore è rotto.
• Il periodo di tempo durante il quale il
solenoide è energizzato supera quello
ipotizzato.
• Sconnessione del connettore del motore. • Controllare il connettore dell'uscita del
• Uguale a E007. • Uguale a E007.
• La macchina è stata azionata con il motore al quale è applicato un carico che è
superiore al carico normale.
• Quando l'interruttore di rilevazione della
caduta viene immesso nello stato in cui la
macchina è accessa.
• Il segnale del sensore della piastra semilunare non può essere rilevato.
immesso correttamente.
• Questo errore si verica quando il motore
sta girando a 500 sti/min o più nel senso
opposto al senso di rotazione indicato
durante il funzionamento dello stesso.
• L'operazione di controllo del rasalo non
viene completata entro il periodo di tempo
predeterminato.
• Controllare se il lo si è impigliato nella
puleggia motore.
• Controllare il connettore dell'uscita del
motore (4P) per collegamento lento e
scollegamento.
• Controllare se c’è qualche resistenza
quando il motore viene girato manualmente.
motore per collegamento lento e scollegamento.
• Controllare se il lo si è impigliato nella
puleggia motore.
• Controllare se c’è qualche resistenza
quando il motore viene girato manualmente.
• Controllare se la testa della macchina
per cucire è inclinata senza spegnere
l'interruttore dell'alimentazione (il funzionamento della macchina per cucire è
proibito a scopo di sicurezza).
• Controllare se il connettore del codicatore del motore è scollegato.
• Controllare il connettore del segnale del
motore (CN30) per collegamento lento e
scollegamento.
• Controllare se il cavo del segnale del
motore si è rotto poiché il cavo è intrappolato nella testa della macchina.
• Controllare se il senso di inserimento del
connettore del codicatore del motore è
scorretto.
• Il collegamento del codicatore del motore dell’albero principale è sbagliato.
• Il collegamento per l’alimentazione del
motore dell’albero principale è sbagliato.
– 51 –
Page 54

Descrizione dell'er-
No.
E808 Corto circuito dell'e-
E809 Mancato movimento
E810 Cortocircuito solenoi-
E811 Guasto della tensio-
E922 Codicatore difettoso • Quando il segnale del motore non può
E924 Anomalia elemento
E930 Codicatore difettoso • Quando il segnale del motore non può
E931 Anomalia sensore di
E942 EEPROM difettosa • I dati non possono essere scritti sulla
rore rilevato
lettrovalvola
di tenuta
de
ne di alimentazione
motore del motore
foro del motore
Causa supponibile dell'avvenimento Articoli da controllare
• L'alimentazione dell'elettrovalvola non
raggiunge la tensione normale.
• L'elettrovalvola non viene commutata al
movimento di tenuta.
• Quando si cerca di azionare il solenoide
cortocircuitato.
• Quando una tensione più alta di quella
garantita viene immessa.
• La macchina è stata collegata all'alimentazione la cui tensione di alimentazione è
200 V o meno.
• La macchina è stata collegata all'alimentazione la cui tensione di alimentazione è
270 V o più.
essere immesso correttamente.
• L'elemento motore del motore si è rotto.
essere immesso correttamente.
EEPROM.
• Controllare se il lo della testa della
macchina è intrappolato nel coprire o
qualcosa di simile.
• Controllare se l'elettrovalvola è surriscaldata.
(Il circuito della scheda di circuito CTL
asm. è guasto.)
• Controllare se il solenoide è cortocircuitato.
• Controllare se viene applicata la tensione di alimentazione che non rientra nella
"tensione nominale ± 10%".
• Il circuito interno può essere rotta.
• Controllare se il connettore del segnale
del motore (CN30) è allentato o staccato.
• Controllare se il cavo del segnale del
motore si è tagliato per intrappolamento
nella testa della macchina.
– 52 –
 Loading...
Loading...