

Page 1
DDL-9000C-F
KULLANIM KILAVUZU
Page 2

İÇİNDEKİLER
1. TEKNİK ÖZELLİKLER ..................................................................................................... 1
1-1. Dikiş makinesi kafasının özellikleri .................................................................................... 1
1-2. Kontrol kutusunun özellikleri
2. KURULUM ....................................................................................................................... 2
2-1. Masanın teknik resmi .......................................................................................................... 2
2-2. Dıkış makınesını kurarken dıkkat ed0ılmesı
2-2-1. Dikiş makinesini taşıma şekli ................................................................................................... 3
2-2-2. Dikiş makinesini yerleştirirken dikkat edilmesi gereken noktalar ......................................... 3
2-3. Kurulum ................................................................................................................................ 3
2-4. İplık çardağının takılması
2-5. Elektrik kutusunun montajı
2-6. Güç anahtarı kablosunun bağlanması
2-6-1. Güç şalterinin takılması ............................................................................................................. 5
2-6-2. Güç kaynağından gelen kablonun bağlanması ....................................................................... 6
2-6-3. Reaktör kutusunun takılması .................................................................................................... 7
2-7. Kabloların bağlanması ........................................................................................................ 8
2-8. Kabloların kullanımı
2-9. Bağlantı kolunun takılması
2-10. Pedalın ayarlanması
2-10-1. İrtibat milinin takılması .......................................................................................................... 10
2-10-2. Pedal açısının ayarlanması ................................................................................................... 10
2-11. Pedalın çalışması ............................................................................................................... 10
2-12. Yağlama
.............................................................................................................................. 11
2-13. Çalışma panelinin kullanımı (Temel açıklama)
2-13-1. Dil seçimi (ilk yapılacak işlem) ............................................................................................. 12
2-13-2. Panel tuşlarının adları ve işlevleri ........................................................................................ 14
2-13-3. Temel çalıştırma ..................................................................................................................... 15
............................................................................................................ 9
.......................................................................................................... 10
............................................................................................. 1
gereken noktalar
........................................ 3
.................................................................................................... 4
................................................................................................ 5
............................................................................... 5
................................................................................................. 9
................................................................ 12
3. DİKİŞTEN ÖNCE HAZIRLIK .......................................................................................... 16
3-1. İğnenin takılması ............................................................................................................... 16
3-2. Mekiğin çıkarılması/takılması
3-3. Masura iplığının sarılması
3-4. Makineye iplik takılması
3-5. İplik tansiyonu
3-5-1. İplik gerginliği No. 1’in ayarlanması ....................................................................................... 20
3-5-2. İğne ipliği gerginliğinin ayarlanması (Aktif gergi) ................................................................. 20
3-5-3. Bobindeki iplik gerginliğinin ayarlanması ............................................................................. 20
................................................................................................................... 20
3-6. Baskı ayağı (Aktif baskı aygıtı) ......................................................................................... 21
3-6-1. Baskı ayağı basıncının ayarlanması ....................................................................................... 21
3-6-2. Mikro kaldırma işlevi ................................................................................................................ 21
3-6-3. Baskı ayağı basıncının başlangıç değerinin değiştirilmesi ................................................. 22
3-6-4. Manüel kaldırma ....................................................................................................................... 22
3-7. Dikiş uzunluğunun ayarlanması ....................................................................................... 23
3-8. Dikiş hızının değiştirilmesi
3-9. LED ışık
3-10. Ters beslemeli dikiş
3-11. Özel anahtar
.............................................................................................................................. 24
........................................................................................................... 24
....................................................................................................................... 25
........................................................................................... 16
................................................................................................. 17
.................................................................................................... 19
............................................................................................... 23
i
Page 3

3-12. Çağanozdaki yağ miktarının (çarpma ile yağlama miktarının) ayarlanması ................ 26
3-12-1. Çağanozdaki yağ miktarının ayarlanması ............................................................................ 26
3-12-2. Yağ miktarı (savrulan yağ) nasıl doğrulanır ........................................................................ 27
3-12-3. Örnekte yeterli yağ miktarı gösterilmiştir ............................................................................ 27
3-13. İplik alma kolu yay ayarı ve iplik alma stroku ................................................................. 28
4. ÇALIŞMA PANELİNİN KULLANIMI .............................................................................. 29
4-1. Dikiş ekranının açıklaması (bir dikiş deseni seçilirken) ................................................. 29
4-2. Dikiş desenleri
4-2-1. Dikiş deseni yapılandırması .................................................................................................... 33
4-2-2. Dikiş desenleri listesi .............................................................................................................. 34
4-2-3. Ters beslemeli dikiş (başlangıçta) deseni ............................................................................. 36
4-2-4. Çift geri beslemeli dikiş ........................................................................................................... 41
4-2-5. Dikiş desenlerini düzenleme ................................................................................................... 42
4-2-6. Desen işlevlerinin listesi ......................................................................................................... 44
4-2-7. Ters beslemeli dikiş (dikişin sonunda) deseni ...................................................................... 47
4-2-8. Öğretme işlevi .......................................................................................................................... 48
4-2-9. Tek dokunuşla geçiş işlevi ...................................................................................................... 50
4-2-10. Yeni bir dikiş deseninin kaydedilmesi ................................................................................. 51
4-2-11. Bir desenin kopyalanması .....................................................................................................53
4-2-12. Daraltma işlevi ........................................................................................................................ 54
4-3. Sayaç işlevi ........................................................................................................................ 56
4-3-1. Sayaç ekranı modunun altında dikiş ekranının görüntülenmesi ......................................... 56
4-3-2. Sayaç tipleri .............................................................................................................................. 56
4-3-3. Sayacın ayarlanması ................................................................................................................ 57
4-3-4. Sayma tamamlanma durumunun sıfırlanması ...................................................................... 60
4-4. Panel ekranlarının basitleştirilmiş şeması ...................................................................... 61
4-5. Bellek anahtarı verileri listesi
4-6. Hata listesi
4-7. Bellek anahtarı verileri
................................................................................................................... 33
........................................................................................... 62
.......................................................................................................................... 67
...................................................................................................... 71
5. YENİ TEMEL İŞLEVLER ............................................................................................... 73
5-1. Daha kısa iplik ucu bırakan ceza ...................................................................................... 73
5-2. Transport dişlisi yüksekliğinin ayarlanması
5-3. Beslemenin çalışma süresi
5-4. Besleme konumunun değiştirilmesi
............................................................................................... 77
................................................................................ 78
................................................................... 76
6. BAKIM ............................................................................................................................ 79
6-1. Bakım modu ....................................................................................................................... 79
6-2. Kanca yağ deposundaki yağ miktarının kontrolü
6-3. Temizlik
6-4. Yağ sürmek
............................................................................................................................... 80
........................................................................................................................ 80
6-5. İğne mili alt yuvasına ve baskı ayağı mili yuvasına gres uygulayın.
6-6. Sigortanın Değiştirilmesi
.................................................................................................. 82
........................................................... 79
............................ 81
7. MAKİNE KAFASININ AYARLANMASI (UYGULAMA) .................................................. 83
7-1. İğne – çağanoz bağlantısı ................................................................................................. 83
7-2. İğne ipliği baskı aygıtının ayarlanması
7-3. İplik kesicinin ayarlanması
7-3-1. İplik kesme kam zamanlamasını kontrol etmek için ............................................................. 87
7-3-2. İplik kesme kam zamanlaması ayarı ....................................................................................... 87
7-3-3. Bıçak ünitesinin kontrol edilmesi ........................................................................................... 88
............................................................................................... 87
............................................................................ 84
ii
Page 4

7-3-4. Bıçak ünitesinin ayarlanması .................................................................................................. 89
7-3-5. İplik kesme hızının ayarlanması ............................................................................................. 90
7-4. İplik alıcının ayarlanması .................................................................................................. 91
7-4-1. Standart ayarın kontrol edilmesi ............................................................................................ 91
7-4-2. Standart ayar ............................................................................................................................ 91
7-4-3. Standart ayar (Uç konumda ayar) ........................................................................................... 91
7-5. Aktif baskı ayağı çok katlı kısım algılama işlevi ............................................................. 92
7-5-1. Çok katlı kısım algılama işlevi ................................................................................................ 92
7-5-2. Çok katlı kısım algılama ilmek sayısı ayar işlevi ................................................................... 94
7-6. Gres noksanlığı alarmı ...................................................................................................... 95
7-6-1. Gres noksanlığı alarmı hakkında ............................................................................................ 95
7-6-2. E221 Gres noksanlığı hatası ................................................................................................... 95
7-6-3. K118 hata sıfırlama prosedürü hakkında ...............................................................................96
8. ÇALIŞMA PANELİNİN KULLANIMI (UYGULAMA) ...................................................... 97
8-1. Dikiş desenlerinin yönetilmesi ......................................................................................... 97
8-1-1. Yeni bir desen oluşturma ........................................................................................................ 97
8-1-2. Bir desenin kopyalanması ....................................................................................................... 99
8-1-3. Bir desenin silinmesi ............................................................................................................. 100
8-2. Çokgen şekilli dikişin ayarlanması ................................................................................ 101
8-2-1. Poligon şekilli dikiş deseninin düzenlenmesi ..................................................................... 101
8-2-2. Yeni poligon şekilli dikiş deseni oluşturma ......................................................................... 103
8-2-3. Poligon şekilli dikişin başladığı adımın ayarlanması ......................................................... 103
8-3. Çevrim deseni .................................................................................................................. 104
8-3-1. Çevrim deseninin seçilmesi .................................................................................................. 104
8-3-2. Çevrim dikişi verisinin düzenlenmesi .................................................................................. 105
8-3-3. Yeni çevrim deseni oluşturma .............................................................................................. 106
8-3-4. Çevrim dikişi deseninin başlayacağı adımın ayarlanması ................................................. 108
8-4. Özel adım .......................................................................................................................... 109
8-4-1. Özel bir adım seçme .............................................................................................................. 109
8-4-2. Yeni özel bir adım oluşturma ................................................................................................ 111
8-4-3. Özel adım düzenleme işlevi .................................................................................................. 114
8-4-4. Özel bir adımın kopyalanması/silinmesi .............................................................................. 11 5
8-5. Yoğunlaştırma özel deseni.............................................................................................. 116
8-5-1. Yoğunlaştırma özel işlevinin ayarlanması ........................................................................... 116
8-5-2. Yeni yoğunlaştırma özel oluşturma ...................................................................................... 116
8-5-3. Yoğunlaştırma özel düzenleme işlevi ................................................................................... 119
8-5-4. Yoğunlaştırma özelın kopyalanması/silinmesi .................................................................... 120
8-6. Basit ekran kilidi .............................................................................................................. 121
8-7. Sürüm bilgisi
8-8. LED panel parlaklığının ayarlanması
8-9. Bilgi
................................................................................................................................... 123
8-9-1. Veri iletişimi ............................................................................................................................123
8-9-2. USB ......................................................................................................................................... 126
8-9-3. Üretim yönetimi ...................................................................................................................... 128
8-9-4. NFC .......................................................................................................................................... 131
8-10. Tuş özelleştirme ............................................................................................................. 132
8-10-1. Atanabilir veri .......................................................................................................................132
8-10-2. Bir tuşa işlev atama ............................................................................................................. 133
.................................................................................................................... 121
............................................................................. 122
iii
Page 5
1. TEKNİK ÖZELLİKLER
1-1. Dikiş makinesi kafasının özellikleri
DDL-9000C-F - B
Ön plaka bölümünü yağlama yöntemi
M Yarı kuru
S Mikro miktarda yağlama
Dikiş özellikleri
S Orta kalınlıkta kumaşlar
H Kalın kumaşlar
İğne ipliği tutucunun özellikleri
N Var
0 Yo k
DDL-9000C-FMS DDL-9000C-FSH
Maksimum dikiş hızı
(standart konum)
Dikiş uzunluğu 5 mm
Baskı ayağı basınç kontrolü Elektronik kontrol
*1
İğne
Yağ JUKI NEW DEFRIX OIL No. 1 ya da JUKI CORPORATION GENUINE OIL 7
Motor AC servo motor
Yatay besleme kontrolü Elektronik kontrol
Dikey besleme kontrolü Elektronik kontrol
Desen sayısı
Gürültü
Dikiş uzunluğu 0 ile 4,00 : 5.000 sti/min
Dikiş uzunluğu 4,05 ile 5,00 : 4.000 sti/min
1738 Nm65 ile 110 (DB×1 #9 ile 18)
134 Nm65 ile 110 (DP×5 #9 ile 18)
Dikiş deseni
Çevrim dikişi deseni .................9 desen
Özel adım deseni .....................20 desen
Yoğunlaştırma özel deseni .......9 desen
FMS ;
- İş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk:
A-81,5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2 -ISO 11204
GR2 uyarınca 5.000 sti/min.
FSH ;
- İİş istasyonunda sürekli ses basıncı seviyesinin (LpA) yayılmasına denk:
A-77,5 dBA’nın ağırlıklı değeri; (KpA = 2,5 dBA dahil) ; ISO 10821- C.6.2 -ISO 11204
GR2 uyarınca 4.500 sti/min.
..............................99 desen (Çokgen şekilli dikiş için, 10 taneye kadar desen
kaydedilebilir.)
Dikiş uzunluğu 0 ile 4,00 : 4.500 sti/min
Dikiş uzunluğu 4,05 ile 5,00 : 4.000 sti/min
1738 Nm125 ile 160 (DB×1 #20 ile 23)
134 Nm125 ile 160 (DP×5 #20 ile 23)
• Dikiş hızı, dikiş koşullarına bağlı olarak değişir. Teslimat sırasında önceden ayarlanmış olan dikiş hızı 4.000 sti/
min.
*1 : Kullanılan iğne, kullanım yerine bağlıdır.
1-2. Kontrol kutusunun özellikleri
Besleme gerilimi Tek faz 220 ile 240V arasında CE
Frekans 50Hz/60Hz
Çalışma ortamı
Giriş 350VA
Sıcaklık : 0 ile 35ºC arasında
Nem : %90 ya da daha az.
– 1 –
Page 6
2. KURULUM
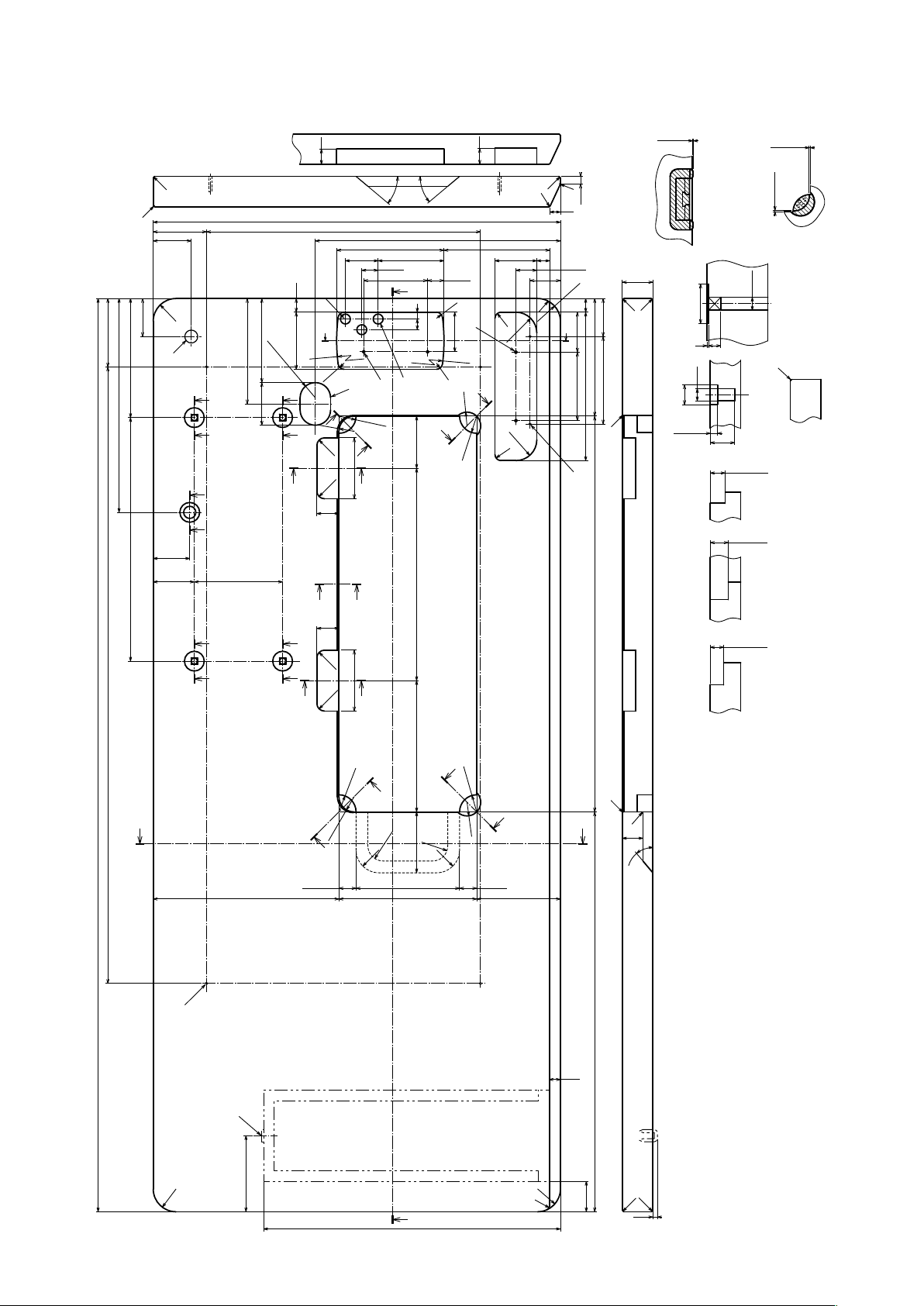
2-1. Masanın teknik resmi
90
810
281
U-U
156.5
320
+0.5
322
Y
R8
52
R242.5
R8
21.5
R18
R22.5
0
21
F
Y
R8
139
55
R8
R27.5
R27.5
R2
R2
R2
14
17
40
R30
R6
52.5
X-X
10
Lastik tampon montajı
27.5
18
R2
R2
50
S
154.6
115
90
195
C1
H
+0.5
0
S-S
20
R2
R2
70
50
18
R30
50
75
110.5
R242.5
C
(138.5)
56
2×R20
VV
535
360
43
R8
S
R8
G
40°
WW
E
141
21.5
40°
86.5
84
9
14
D
Z
V V
R20
R10
X
R10
29
R22.5
Z
68.5±0.5
80
X
Q Q
48
54
116
T
T
29
VV
V
R10
279±1
1±0.5
referans çizimi
X-X部ゴム取付参考図
40
∅26
V-V(1:1)
(4ヵ所)
8
1
∅16
∅26
Q-Q
9.5±1
Z-Z
(2ヵ所)
Y-Y
(2ヵ所)
(2 yerleri) (2 yerleri)
Y-Y
Y-Y部ゴム取付参考図
Lastik tampon montajı
∅8.5
32±1
1.2±0.5
1.2±0.5
referans çizimi
I
T-T
19.5±0.5
23.5±0.5
17.5±0.5
V
80
R10
X
X
X-X
(2ヵ所)
(2 yerleri) (4 yerleri)
W-W
1200
(172.5)
Y
R22.5
Z
U
R20
Z
R30
(244)
(22.5)
R20
80
136
-1
181
0
A
R20
R22.5
Y
R18
R30
22.5
110
U
(525.4) 520
(15)
C1
R2
27
40°
B
R30
100
390
R30
R6
(40)
R2
R2
(6)
A 4×ø3,4 arka tarafta, derinlik 20 (Kurulum sırasında matkapla bir delik delin.)
B Çekmece durdurucu montaj konumu (Arka tarafta)
C Delinmiş delik ø17
D Delinmiş delik 3 × ø13
E 2×ø3,5 derinlik 10
F 2×ø3,5 derinlik 10
G Delikten
H 2×ø3,4 arka tarafta, derinlik 10 (Kurulum sırasında matkapla bir delik delin.)
I C1,5 ile C2,5 (Sadece menteşe tarafı)
– 2 –
Page 7
2-2. Dıkış makınesını kurarken dıkkat ed0ılmesı
gereken noktalar
JUKI Sanayi Tipi Dikiş Makinesini tercih ederek satın aldığınız için teşekkür ederiz. Bu dikiş makinesini kolay
kullanmak için, kullanmadan önce 2-1 ile 2-12 arasındaki maddeleri mutlaka uygulayın.
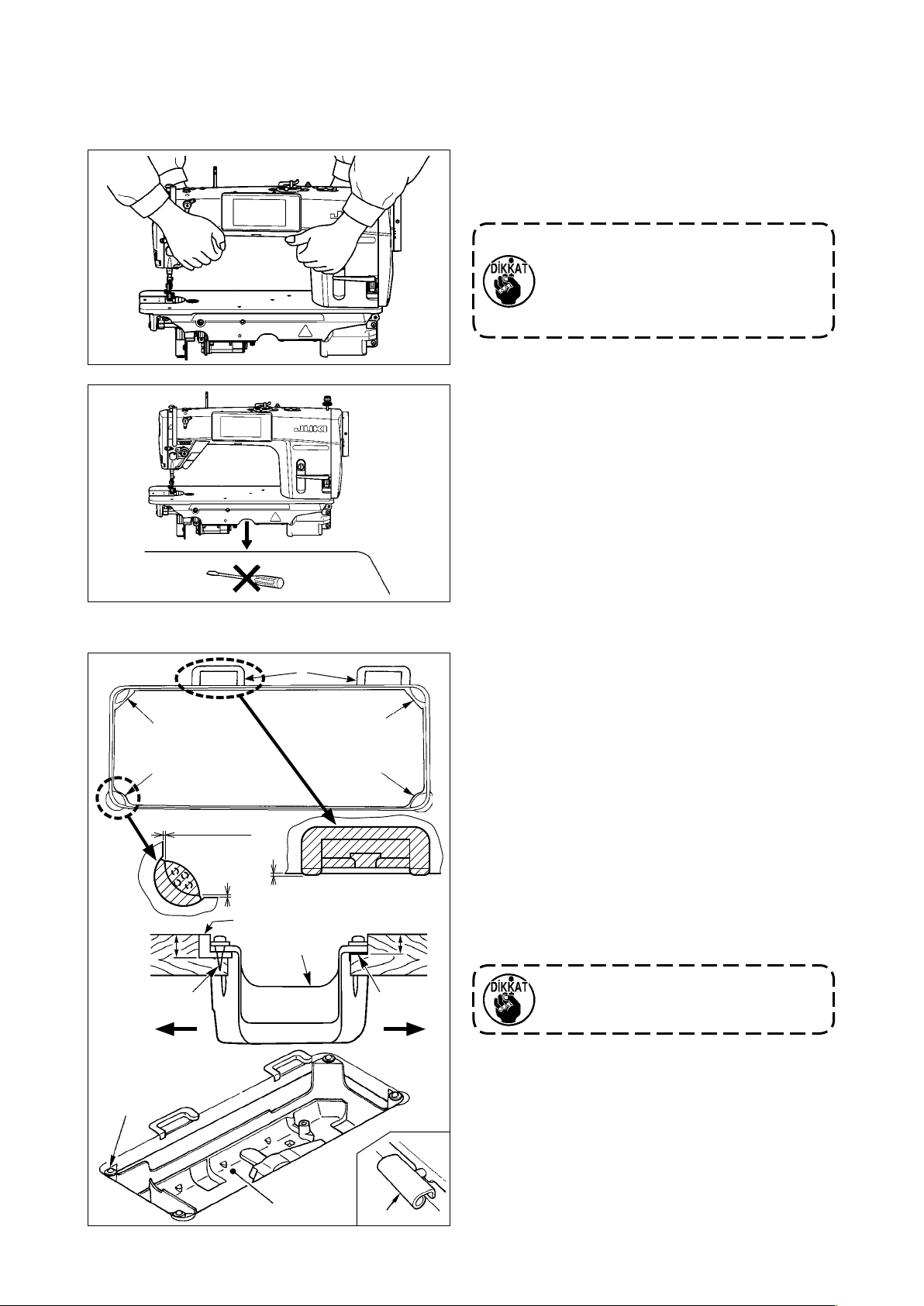
2-2-1. Dikiş makinesini taşıma şekli
Dikiş makinesini, şekilde görüldüğü gibi iki kişi birlikte ve makinenin kolundan tutarak taşıyın.
1. Döndüğü için asla kasnaktan
tutmayın.
2. Dikiş makinesi 40,5 kilo ya da daha
ağır olduğu için mutlaka iki ya da
daha fazla kişiyle birlikte taşıyın.
2-2-2. Dikiş makinesini yerleştirirken dikkat
edilmesi gereken noktalar
Dikiş makinesini yerleştirirken yatay ve düz bir
düzlem üzerine yerleştirin ve tornavida ya da benzeri
çıkıntı yapabilecek herhangi bir şey koymayın.
2-3. Kurulum
❸
❶
1,2 ± 0,5 mm
23,5 mm
❷
1 ± 0,5 mm
1,2 ± 0,5 mm
❶
A
❹
❺
❸
❶
19,5 mm
❸
B
1) Alt kapak ❹, makine tablasındaki kanalın dört
köşesine oturmalıdır. Lastik menteşe yuvasını ❺
masanın üzerine takın ve bir çiviyle sabitleyin.
2) İki adet kafa desteği lastik kulağını ❶, makine
tablasındaki çıkıntılı bölümün ön kısımlarına A,
çivilerle ❷ tespit edin. Menteşe tarafındaki B iki
adet makine kafası kulağını ❸, kauçuk esaslı yapıştırıcı ile yapıştırın ve sonra alt kapağı ❹; tespit
edilen kulakların üzerine oturtun.
3) Menteşeyi ❼, vidalar ile makinenin ana gövdesine
tespit edin. Makine başını tabladaki kauçuk menteşe yataklarına ❺ yerleştirin ve dört köşedeki
baş mesnetlerinin ❽ üzerine oturtun.
Taşırken kasnaktan tutmayın.
❽
❹
❼
– 3 –
Page 8
4) Kafa desteği çubuğunu ❾ sonuna kadar iterek
masaya sağlam bir şekilde tespit edin.
Makine kafası taşıyıcı çubuğunu ❾
makine masasına monte ederken, masa
yüzeyinden 63 ila 68 mm yüksekte
olmasına dikkat edin. AK cihazıyla
birlikte temin edilen dikiş makinesinde,
makine kafası taşıyıcı çubuğunu ❾
makine masasına monte ederken masa
yüzeyinden olan yüksekliğinin 33 ila 38
mm olmasına dikkat edin.
❻
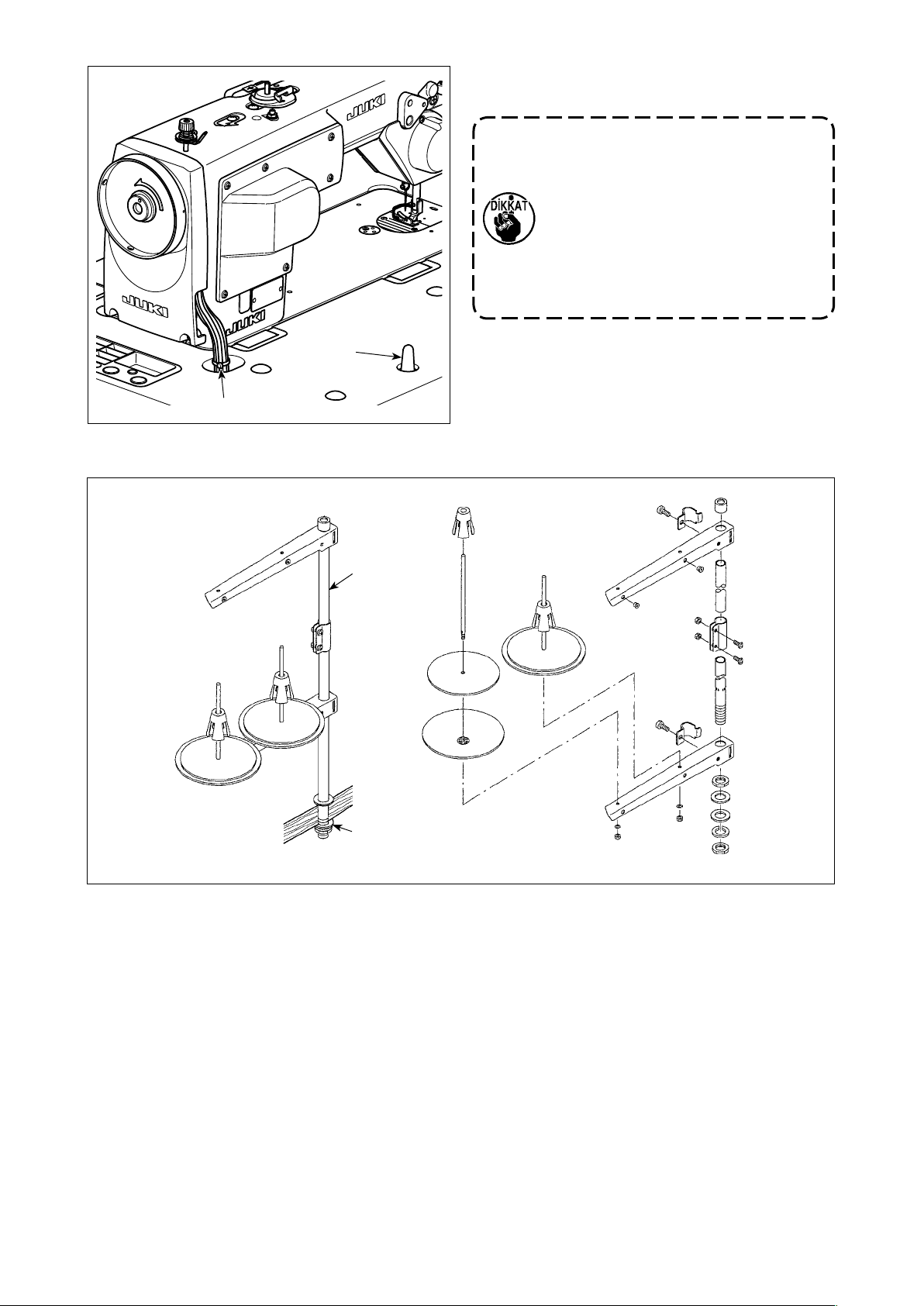
2-4. İplık çardağının takılması
❾
5) Makine kafası aksesuarı olarak temin edilen kablo
tutturma bandını ❻ kablonun ucuna tutturun.
❷
❶
1) İplik çardağının parçalarını toplayarak ünite haline getirin ve dikiş makinesinin tablasındaki deliğine oturtun.
2) Somunu ❶ sıkın.
3) Tavan tesisatı kullanıldığı zaman, gelen elektrik besleme kablosunu destek mili ❷ içinden geçirin.
– 4 –
Page 9
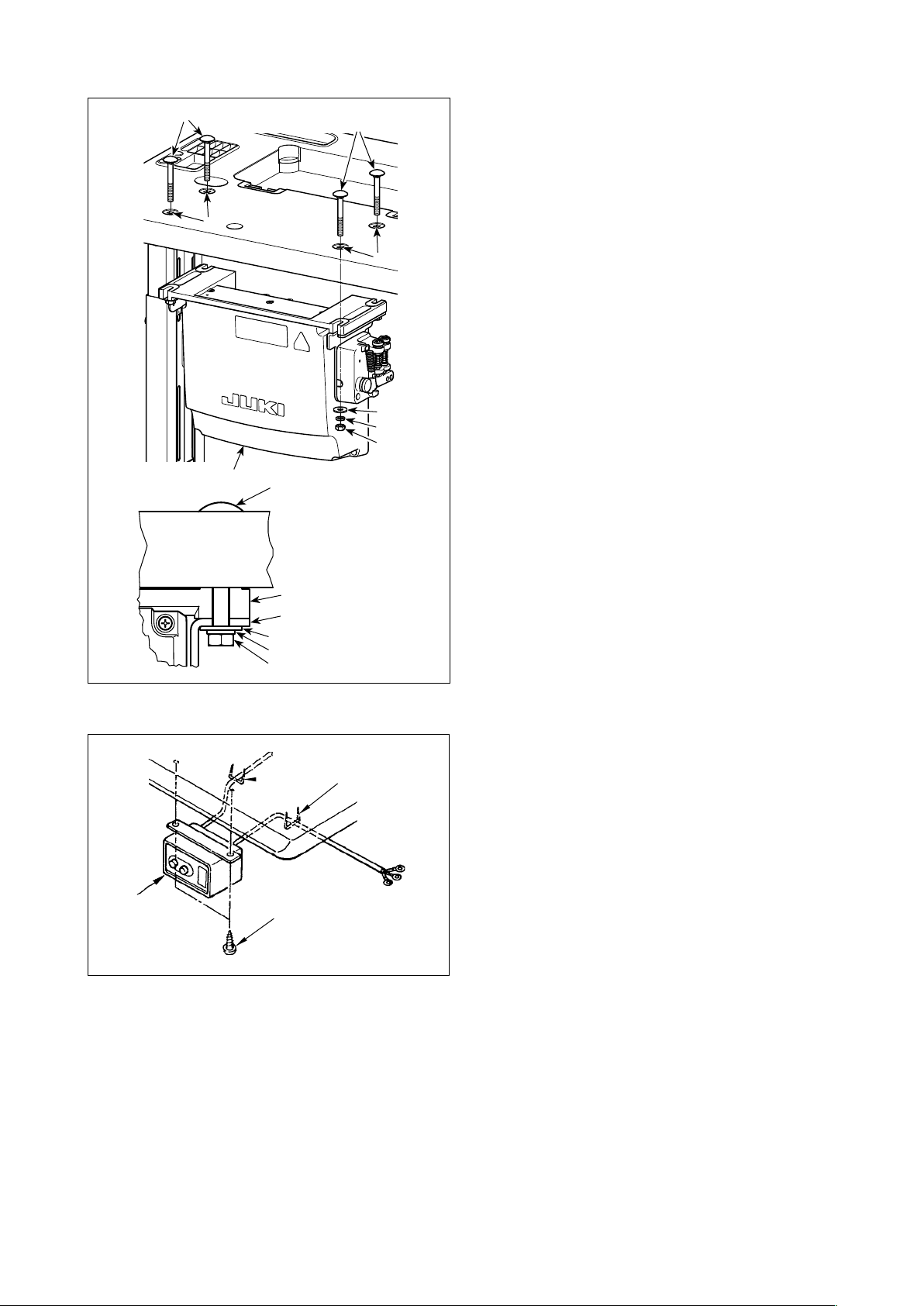
2-5. Elektrik kutusunun montajı
❷
a
❶
❷
❷
a
Masadaki dört deliği kullanarak a kontrol kutusunu
❶ masaya monte edin. Kontrol kutusu ile birlikte
verilen dört cıvata ❷, dört düz pul ❸, dört yaylı pul
❹ ve dört altıgen somunu ❺ kullanarak kontrol kutu-
sunu sabitleyin.
Şimdi üniteyle birlikte aksesuar olarak temin edilen
somunu ve pulu şekilde gösterilen biçimde takarak
kontrol panelini sağlam bir şekilde tespit edin.
❸
❹
❺
Şasi
Pedal sensörü
❸
❹
❺
2-6. Güç anahtarı kablosunun bağlanması
❸
❶
❷
2-6-1. Güç şalterinin takılması
Güç şalterini ❶ makine masasının altına ahşap vidalar ❷ kullanarak tespit edin.
Kabloyu, makine ile birlikte aksesuar olarak verilen
zımbaları ❸ kullanarak kullanım şekline uygun olarak tespit edin.
– 5 –
Page 10
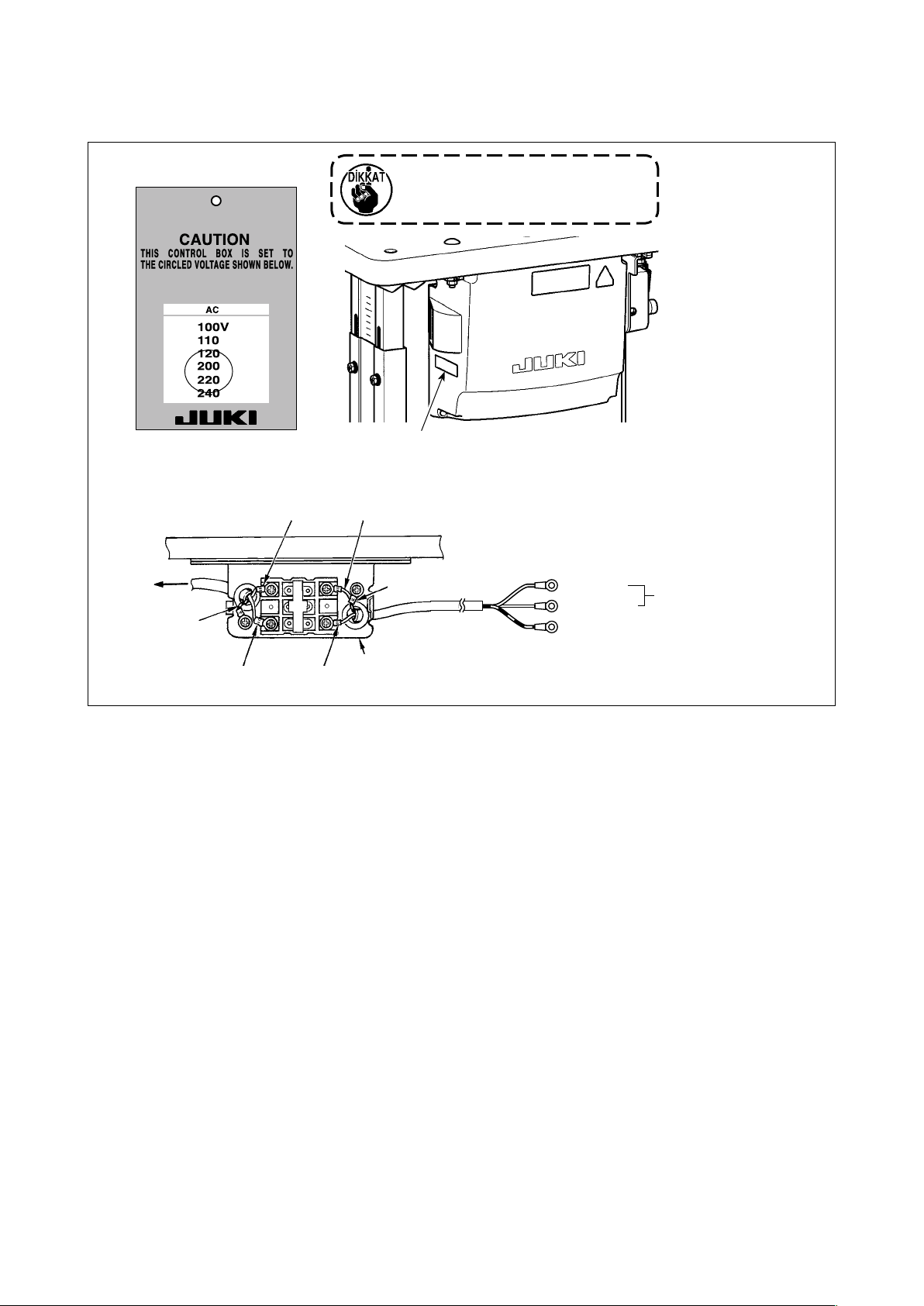
2-6-2. Güç kaynağından gelen kablonun bağlanması
Fabrikadan teslim anındaki gerilim spesikasyonları, gerilim plakasında belirtilmiştir. Kabloyu spesikasyonlara uygun olarak bağlayın.
Güç gösterge etiketi
Makineyi asla yanlış gerilim ve
fazda kullanmayın.
(Örneğin : 200V durumunda)
• 220 ile 240V tek faz bağlantı
Kahverengi Kahverengi
Masa
Kontrol kutusu
Yeşil/Sarı
Açık mavi
Açık mavi
Voltaj anma plakası
Yeşil/Sarı
Güç şalteri
Açık mavi
Kahverengi
Yeşil/Sarı — GND
AC220 ile 240V
– 6 –
Page 11

2-6-3. Reaktör kutusunun takılması
* AB tipi modeller için dikiş makinesi ile birlikte verilen reaktör kutusunu monte edin.
❽
❼
❾
Masanın alt yüzeyi
❸
❼
Güç kutusu
❸
❷
❽
❾
Kullanıcı tarafı
❶
❼
❹
❺
❶
A
C
B
❻
❽
1) SC-950(951)'in güç kablosunun terminallerini
❶ reaktör kutusu PCB tertibatına ❷ ve reaktör
kutusu montaj plakasına ❸ bağlayın.
Vidaları kullanarak, reaktör kutusu PCB tertiba-
tı üzerindeki terminal bloğunun ilk konektörüne
kahverengi A kablosunu, üçüncü konektörüne
de mavi renkli B konektörüne bağlayın. Yeşil/
sarı C kablosunu, topraklama tespit vidasıyla
❹ reaktör kutusu montaj plakasına ❸ bağlayın.
2) Kablo klipsini ❺ SC-950(951)'in güç kablosuna
takın. Güç kablosunu kablo klipsiyle birlikte,
kablo klipsi tespit vidasıyla ❻, reaktör kutusu
montaj plakasına ❸ takın.
3) Reaktör kutusunun giriş/çıkış kablolarına (❶
ve ❼) kablo halkalarını ❽ takın. İki halkayı da
aynı şekilde takın.
4) Reaktör kutusu kapağını , dört adet reaktör
kutusu kapağı tespit vidasıyla ❾, reaktör kutusu montaj plakasına ❸ takın.
Bu aşamada, reaktör kutusu ve kapağı
arasında boşluk kalmaması için kablo halkalarını ❽ reaktör kutusu kapağının iç bükey
bölümü üzerindeki giriş/çıkış kablolarına ❶ ve
❼ takın.
5) Reaktör kutusunu aksesuar olarak verilen
dört ahşap vidayı kullanarak masa standı
üzerine, masa standının ön ucundan yaklaşık
200 mm uzaktaki bir konuma takın.
Reaktör kutusunun masa standının kenarından
dışarı çıkmaması için montaj konumunu masa
boyutuna göre ayarlayın.
6) Reaktör kutusunun giriş/çıkış kablolarını ❶
ve ❼, aksesuar olarak verilen kablo zımbasını
kullanarak masanın üzerine sabitleyin.
Bu aşamada, giriş ve çıkış kablolarını karıştır-
mamaya dikkat edin.
200 mm
SC-950(951)
❶
– 7 –
Page 12
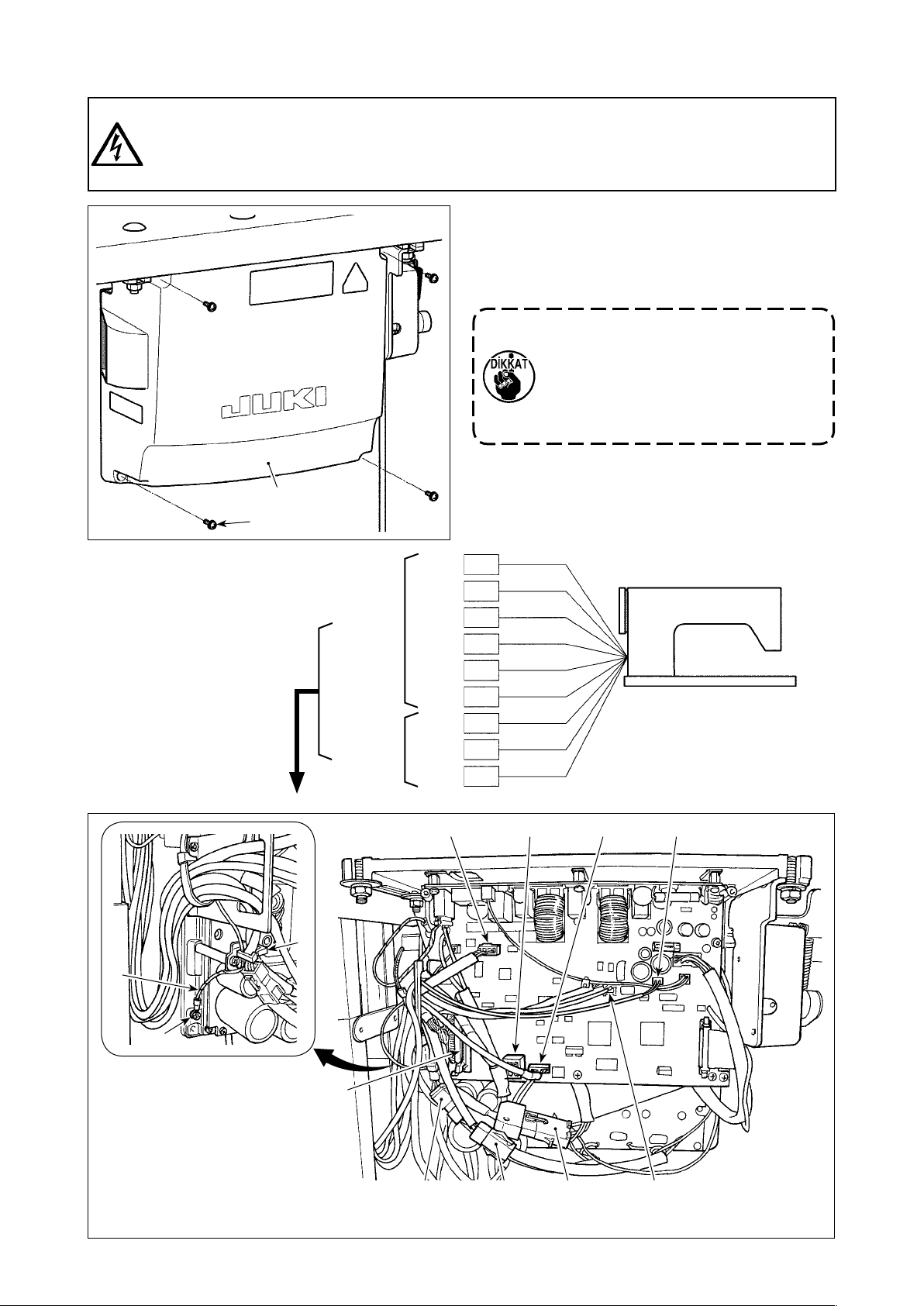
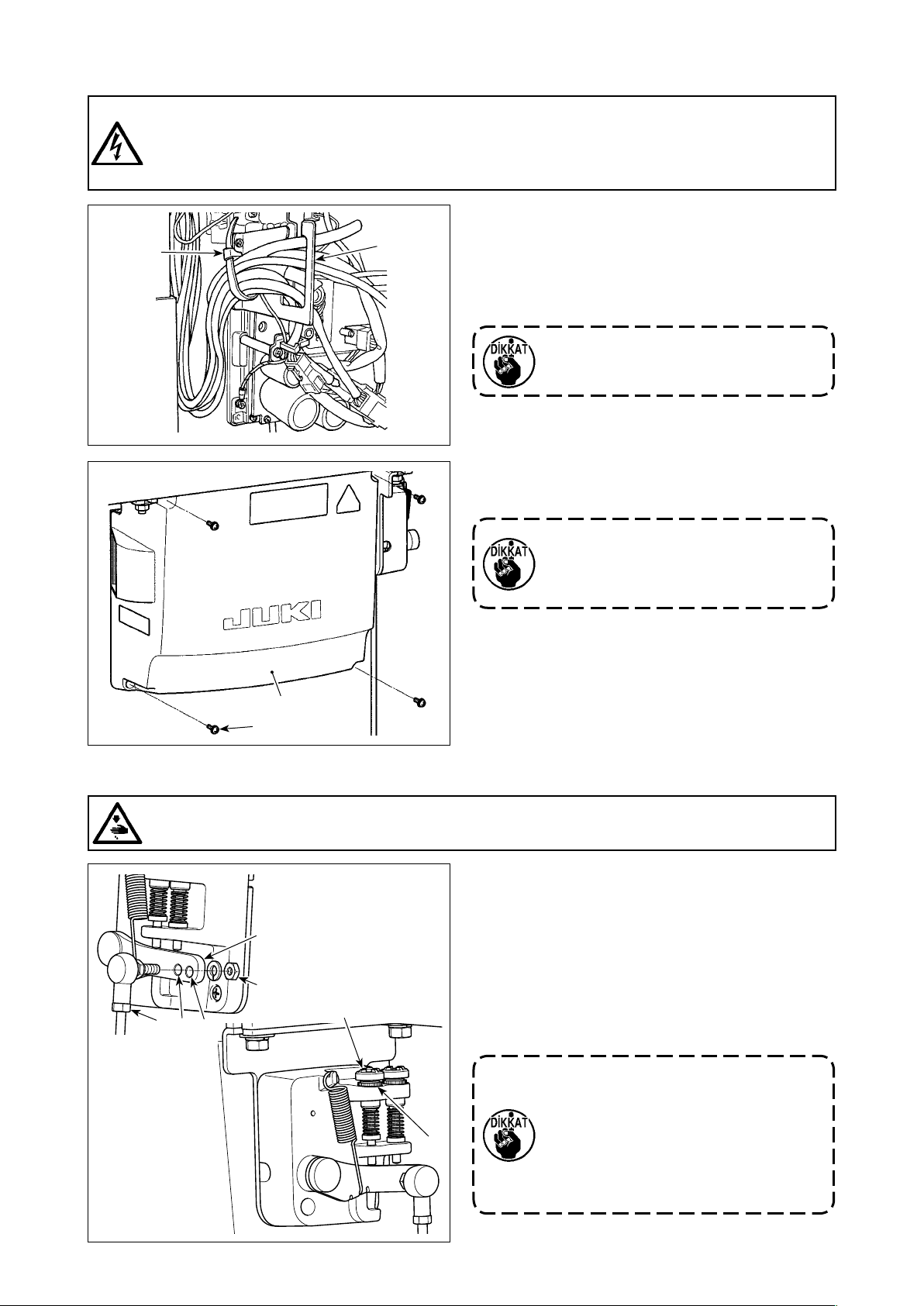
2-7. Kabloların bağlanması
UYARI :
1. Elektrik çarpması ya da dikiş makinesinin aniden çalışmaya başlaması nedeniyle meydana
gelen kişisel yaralanmaları önlemek için, güç anahtarını KAPALI duruma getirip en az 5 dakika
bekledikten sonra işlemi gerçekleştirin.
2. Alışık olmadık işlemler veya elektrik çarpması nedeniyle meydana gelen kazaları önlemek için,
elektrikli parçaları ayarlamak üzere bayilerimizden elektrik teknisyeni veya mühendis talep edin.
❶
❷
1) Kontrol kutusu kapağının ❶ dört tespit vidasını ❷
gevşetin. Kontrol kutusu kapağını ❶ çıkarın.
2) Kabloları CTL PWB, PWR PWB üzerindeki ilgili
konektörlere bağlayın. (Şek. 1)
CN20, CN21 ve CN22’ye bağlanan
kabloları bir kablo klipsiyle ❸ sağlam
bir şekilde sabitleyin.
Hatalı bağlantıyı önlemek için CN21 ve
CN22’nin konektör işaretçilerini kontrol
edin.
3) Topraklama kablosunu ❹ kontrol kutusunun A
pozisyonuna vida ile sabitleyin. (Şek. 2)
❹
❸
CTL PWB
PWR PWB
CN30
CN32
CN36
CN37
CN38
CN63
CN20
CN21
CN22
CN37
9P
40P
4P
4P
15P
2P
4P
6P
6P
Beyaz
Gri
Beyaz
Beyaz
Beyaz
Siyah
Beyaz
Beyaz
Beyaz
CN30
CN38 CN63
A
Şek. 2
CN32
– 8 –
CN22
CN20CN21
CN36
Şek. 1
Page 13
2-8. Kabloların kullanımı
UYARI :
1. Elektrik çarpması ya da dikiş makinesinin aniden çalışmaya başlaması nedeniyle meydana
gelen kişisel yaralanmaları önlemek için, güç anahtarını KAPALI duruma getirip en az 5 dakika
bekledikten sonra işlemi gerçekleştirin.
2. Alışık olmadık işlemler veya elektrik çarpması nedeniyle meydana gelen kazaları önlemek için,
elektrikli parçaları ayarlamak üzere bayilerimizden elektrik teknisyeni veya mühendis talep edin.
❷
➡
A
❶
1) Masanın altındaki kabloları kontrol kutusuna getirin.
2) Kontrol kutusuna getirilen kabloyu, kablo çıkış
plakasına ❶ yerleştirin ve kablo klips bandını ❷
sabitleyin.
Kabloyu, makine kafası yatırılsa bile
gerilmeyecek veya takılmayacak şekilde
yerleştirin. (Bkz. A bölümü.)
3) Kontrol kutusu kapağını ❸ dört tespit vidası ❹ ile
takın.
❸
❹
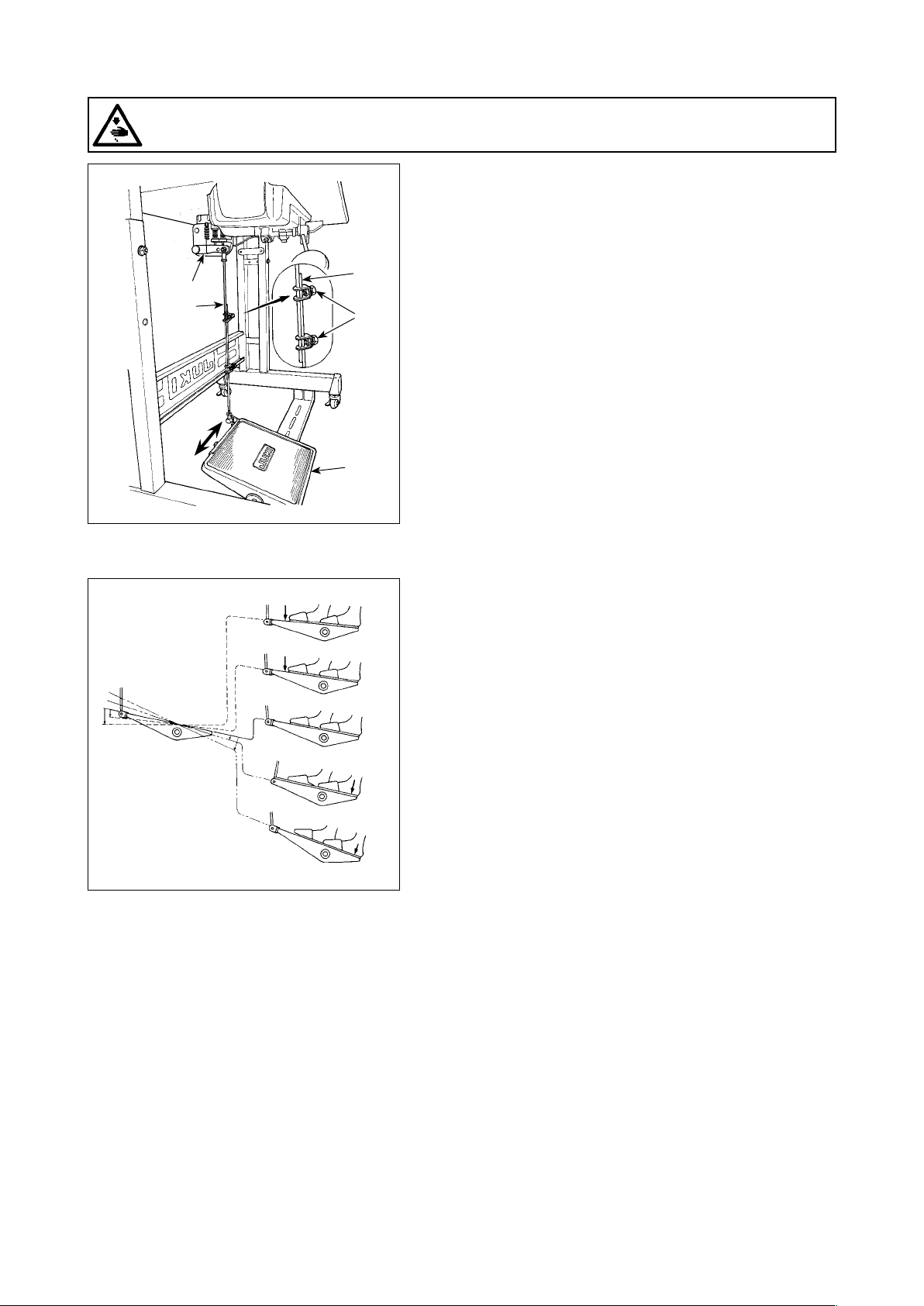
2-9. Bağlantı kolunun takılması
UYARI :
Dikiş makinesinin aniden durarak yaralanmalara sebep vermemesi için, bir sonraki çalışmayı gücü
kesip mutlaka 5 dakika ya da biraz daha fazla bekledikten sonra başlatın.
❷
❸
❶
B
A
❹
Kablo kopmasını önlemek için, kontrol
kutusu kapağını takarken kabloların
kontrol kutusu ile kontrol kutusu kapağı
❸ arasına sıkışmamasına dikkat edin.
1) Bağlantı kolunu ❶, pedal kolu ❷ montaj deliğine
B somun ❸ kullanarak sabitleyin.
2) Bağlantı kolunun ❶ montaj deliğine A yerleştirilmesi halinde pedalın basma stroku artar, pedalın
orta hızda çalışması daha kolay olur.
3) Geri basma regülatör vidasını ❹ içeriye doğru
aldığınız takdirde basınç artar ve dışarıya doğru
aldığınız takdirde basınç azalır.
❺
1. Vida çok fazla gevşetilirse yay
yerinden çıkar. Vidayı, vidanın başı
yuvadan görülebilecek gibi gevşetin.
2. Vidayı her ayarladığınızda, vidanın
gevşememesi için metal somunu ❺
sıkarak vidayı sabitlediğinizden emin
olun.
– 9 –
Page 14
2-10. Pedalın ayarlanması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
2-10-1. İrtibat milinin takılması
1) Pedalı ❸ oklarla gösterilen şekilde sağa veya sola doğru
alın ve motor kontrol kolu ❶ ile irtibat milinin ❷ düz durmasını sağlayın.
❶
❷
2-11. Pedalın çalışması
❸
❷
❹
A
B
C
D
2-10-2. Pedal açısının ayarlanması
1) Pedal eğimi, irtibat milinin ❷ uzunluğunu değiştirmek
suretiyle serbestçe ayarlanabilir.
2) Ayar vidasını ❹ gevşetin ve irtibat milinin ❷ uzunluğunu
ayarlayın.
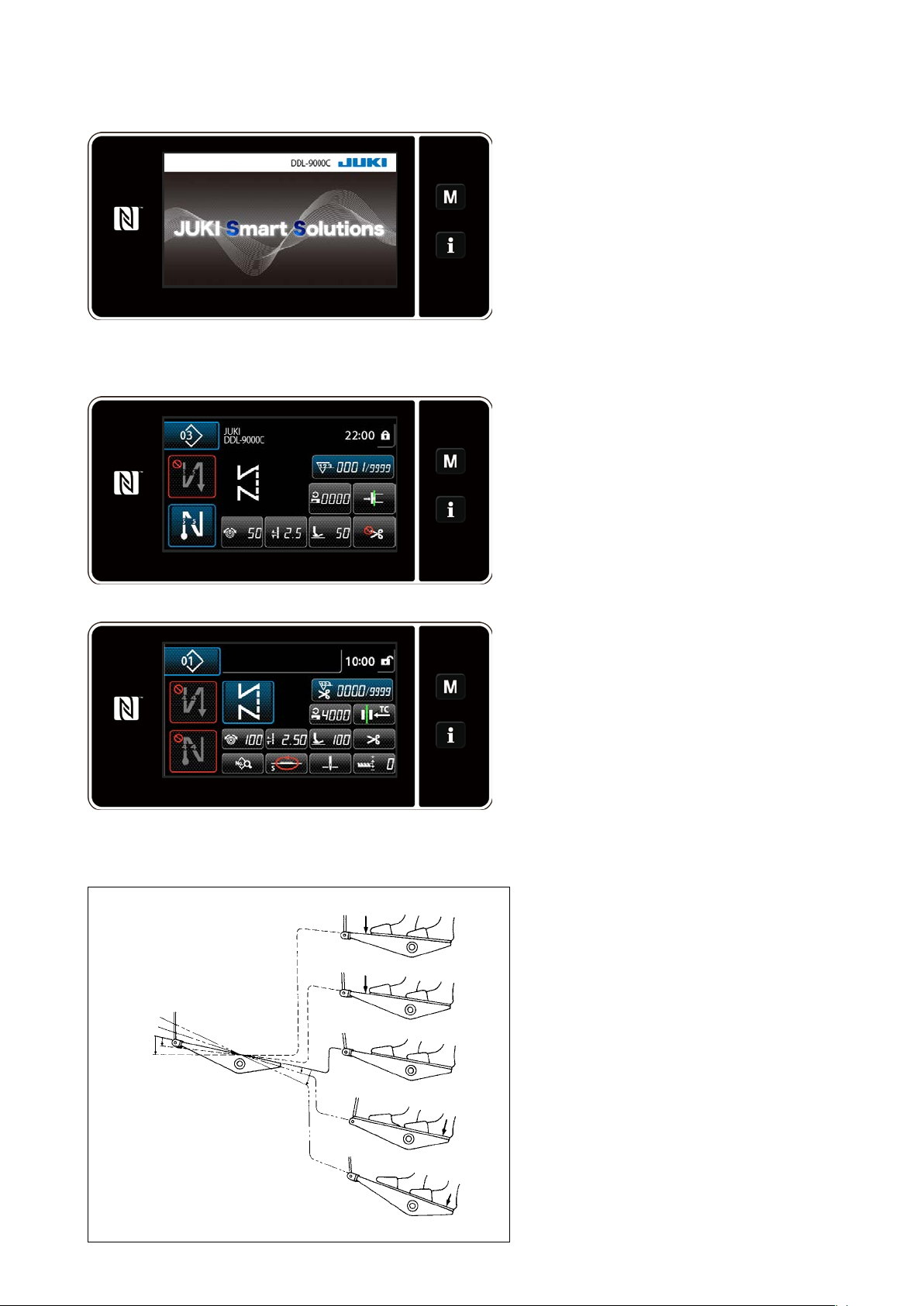
Pedal, aşağıda anlatılan dört kademede çalışır :
1) Pedalın ön tarafına hafçe bastığınız zaman, makine
düşük dikiş devrinde çalışır. B
2) Pedalın ön tarafına biraz daha bastığınız zaman, makine
yüksek dikiş devrinde çalışır. A (Otomatik geri dikiş önceden ayarlanmış ise; makine geri dikiş işlemini tamamladıktan sonra yüksek devirde çalışır.)
3) Pedalı orijinal konumuna getirdiğiniz zaman makine (iğnesi yukarıda veya aşağıda olarak) durur. C
E
4) Pedalın arka tarafına tam olarak bastığınız zaman, makine iplikleri keser. E
* Otomatik kaldırıcı (AK cihazı) kullanıldığında, dikiş makinesi durdurma düğmesiyle iplik kesme düğmesi
arasında bir kumanda düğmesi daha sağlanır.
Pedalın arka tarafına hafçe basıldığı zaman D baskı ayağı yukarı kalkar ve pedalın arka tarafına biraz
daha kuvvetli basıldığı zaman baskı ayağı tekrar aşağı iner.
Daha sonra iplik keskisi çalıştırılır ve baskı ayağı tekrar yukarı kalkar. Dikişe başlandığı sırada otomatik
kaldırıcı eğer baskı ayağını yukarı kaldırmışsa ve pedalın arka tarafına bastıysanız, sadece baskı ayağı
aşağı iner.
• Otomatik geri dikiş sırasında dikiş başladığı zaman pedalı tekrar boş konuma getirirseniz, makine geri
dikiş işlemini tamamladıktan sonra durur.
• Yüksek veya düşük hızda dikiş işleminden hemen sonra pedalın arka tarafına bassanız dahi, makine normal iplik kesme işlemini yerine getirir.
• Makine iplik kesme işlemine başladıktan hemen sonra pedalı orijinal konumuna getirseniz dahi, makine
iplik kesme işlemini normal şekilde tamamlar.
– 10 –
Page 15
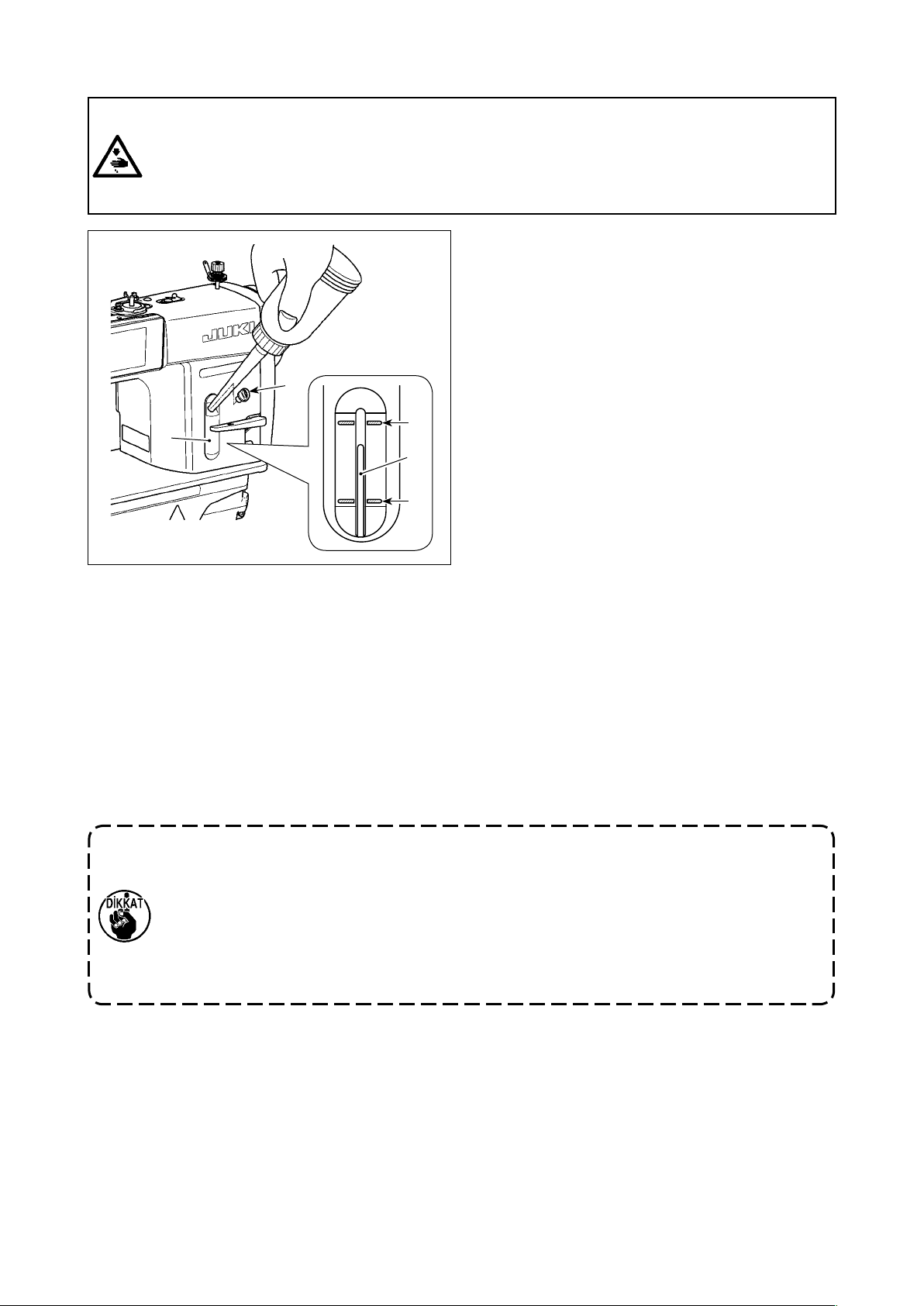
2-12. Yağlama
UYARI :
1. Dikiş makinesinin kaza sonucu aniden çalışması gibi tehlikeler yaratacağı için, yağlama işlemi
tümüyle tamamlanmadan makinenin elektrik şini prize TAKMAYIN.
2. Tahriş veya iltihaplanma gibi tehlikeleri önlemek için; yağın gözünüze kaçması veya vücudunuzun
diğer yerlerine bulaşması durumunda, bu bölgeleri derhal yıkayın.
3. Yağın yanlışlıkla yutulması sonucu; diyare veya kusma meydana çıkabilir. Yağı, daima çocukların
erişemeyeceği bir yerde muhafaza edin.
❷
❶
A
❸
B
Dikiş makinesini çalıştırmadan önce, makinenin yağ
haznesine çağanoz yağı koyun.
1) Yağ deliği kapağını ❶ çıkarıp yağ deposunu JUKI
NEW DEFRIX OIL No. 1 ile (parça numarası :
MDFRX1600C0) ya da JUKI CORPORATION
GENUINE OIL 7 (parça numarası : 40102087) ile
doldurun ve bu işlem için makineyle birlikte temin
edilen yağlayıcıyı kullanın.
2) Yağ haznesine, yağ seviyesi gösterge çubuğunun
❸ üst kenarı; yağ seviyesi kontrol penceresinin ❷
üst tarafındaki kanallı işaret çizgisi A ile alt tarafındaki kanallı işaret çizgisinin B arasına gelinceye kadar yağ koyun.
İnceye kadar Yağ gerekenden fazla konulduğu
takdirde, yağ deposunun üzerinde bulunan havalandırma kanalından dışarı akar veya yağlama
işleminin gereken şekilde gerçekleşmesi mümkün
olmaz. Bu nedenle, dikkatli olun. Ayrıca yağ aşırı
doldurulduğu zaman yağ deliğinden taşabilir. Dikkatli olun.
3) Dikiş makinesini çalıştırdığınız zaman; yağ seviye
çubuğunun ❸ üst kenarı, yağ seviyesi kontrol
penceresindeki ❷ alt tarafındaki kanallı işaret
çizgisinin B aşağı düşerse, makinenin yağını
yeniden tamamlayın.
1. Yeni bir dikiş makinesini veya uzun süre kullanılmamış bir dikiş makinesini işletmeye
aldığınız zaman; alıştırma dönemi (rodaj) süreci boyunca makineyi 2.000 sti/min veya daha
düşük devirde kullanın.
2. Kancayı yağlamak için JUKI NEW DEFRIX OIL No. 1 ile (parça numarası : MDFRX1600C0) ya
da JUKI CORPORATION GENUINE OIL 7 (parça numarası : 40102087) kullanın.
3. Mutlaka temiz yağ koyun.
4. Yağ deliği kapağı ❶ takılı değilken makineyi çalıştırmayın. Yağ girişi kapağını ❶, yağlama
yapılması durumu hariç asla çıkarmayın. Ayrıca kapağı kaybetmemek için dikkat edin.
– 11 –
Page 16
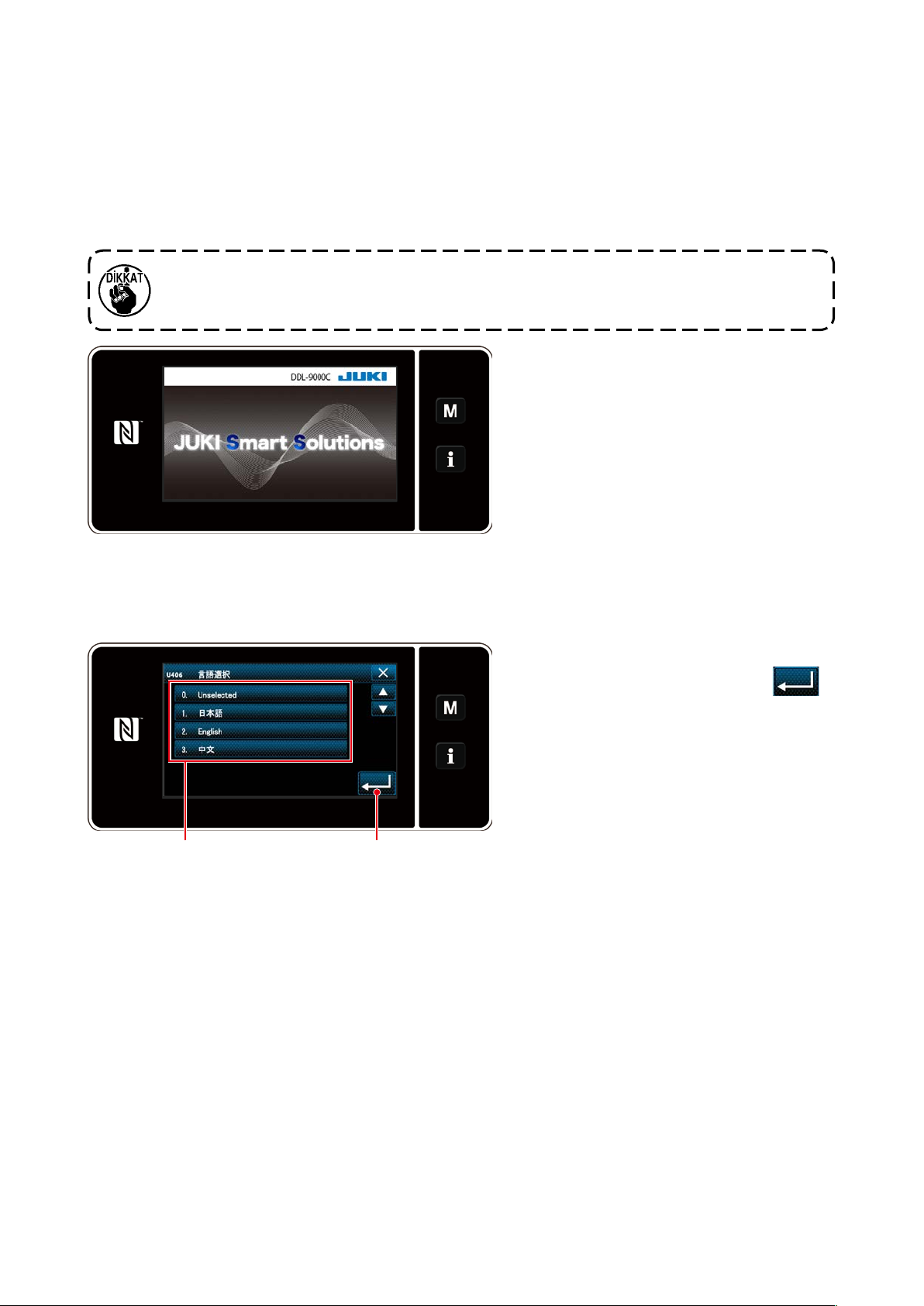
2-13. Çalışma panelinin kullanımı (Temel açıklama)
2-13-1. Dil seçimi (ilk yapılacak işlem)
Satın aldıktan sonra dikiş makinenizi ilk kez AÇIK konuma getirişinizde, çalışma panelinde görüntülenecek dili seçin. Dil seçimi yapmadan makineyi KAPALI konuma getirirseniz, dikiş makinesini her açışınızda dil seçimi ekranının görüntüleneceğini lütfen unutmayın.
Güç anahtarını AÇIK konuma getirme
①
İğne mili otomatik hareket ettiğinden dikkatli olun. İğne mili, otomatik hareket etmeyecek
şekilde de ayarlanabilir. Daha fazla ayrıntı için bkz. 62 Sayfada "4-5. Bellek anahtarı verileri
listesi".
Panelde ilk olarak hoş geldiniz ekranı görüntülenir. Ardından dil seçim ekranı görüntülenir.
<Hoş geldiniz ekranı>
Dil seçimi
②
Kullanmak istediğiniz dili seçin ve karşılık
gelen dil tuşuna ❶ basın. Ardından
tuşuna basın.
❷
Bu işlem, panel üzerinde görüntülenecek dili
belirler.
❷❶
<Dil seçim ekranı>
Çalışma panelinde görüntülenecek dil U406 bellek anahtarı kullanılarak değiştirilebilir.
Daha fazla ayrıntı için bkz. 62 Sayfada "4-5. Bellek anahtarı verileri listesi".
– 12 –
Page 17
Saatin ayarlanması
③
❸
<Mod ekranını>
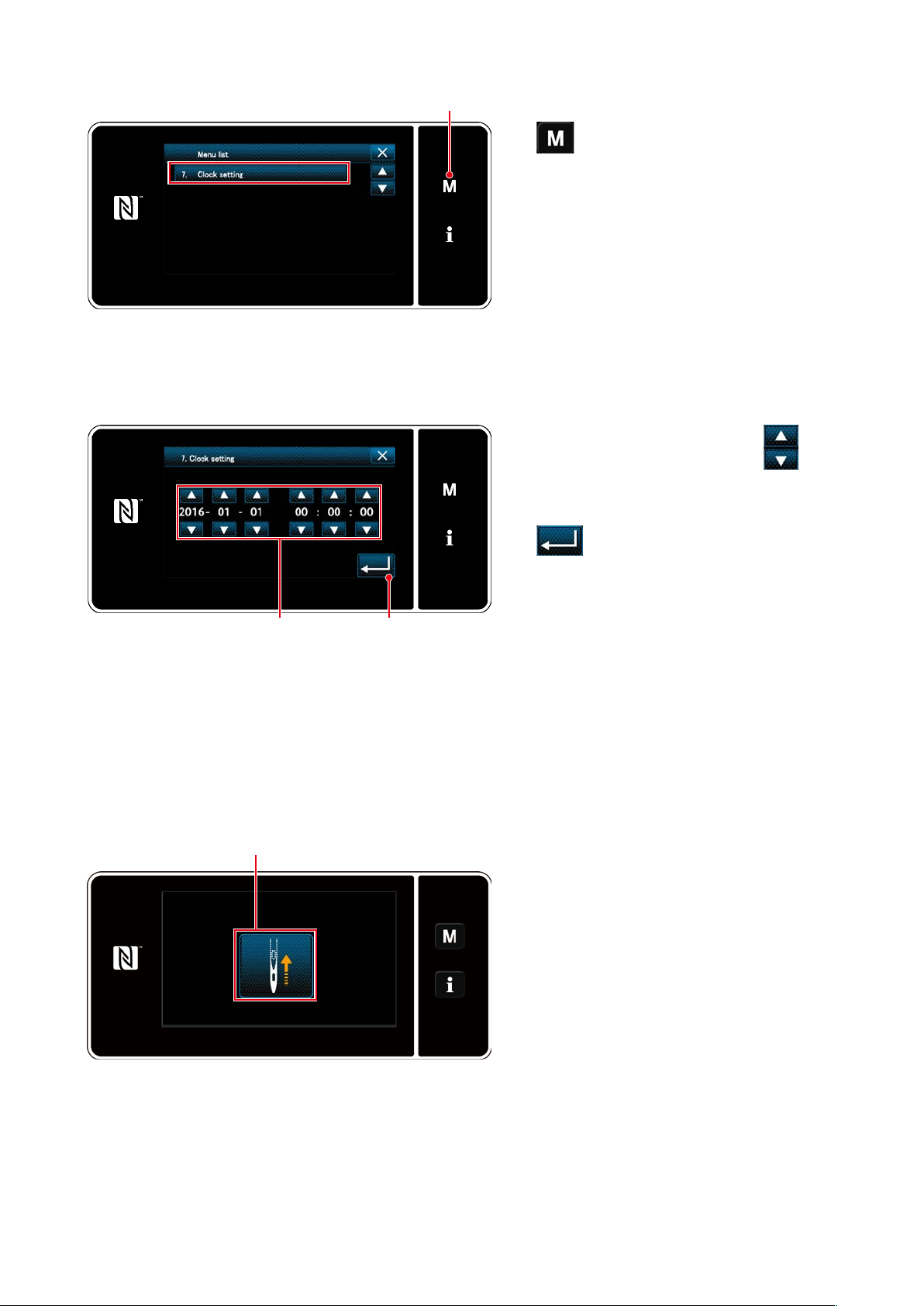
1.
tuşuna basın.
❸
"Mode screen (Mod ekranını)" açılır.
2. "7. Clock setting (Saatin ayarlanması)"
öğesini seçin.
"Clock setting screen (Saat ayar ekranı)"
açılır.
3. Yıl/ay/gün/saat/dakika/saniyeyi
❹
ile
girin.
Girilen zaman, 24 saat şeklinde gösterilir.
4.
tuşuna basarak saat ayarını
❺
onaylayın. Daha sonra mevcut ekran
önceki ekrana döner.
<Saat ayar ekranı>
Başlangıç konumuna dönme
④
❻
❺❹
Başlangıç konumuna dönme iğne milini üst
konumuna getirmek için ❻ tuşuna basın.
* "U090 Başlangıçta üst konumda durma
işlevi"nin "1"e ayarlanması durumunda
solda gösterilen ekran gösterilmez, ama
iğne mili otomatik olarak üst konumuna
döner.
<Başlangıç konumuna dönme ekranı>
– 13 –
Page 18
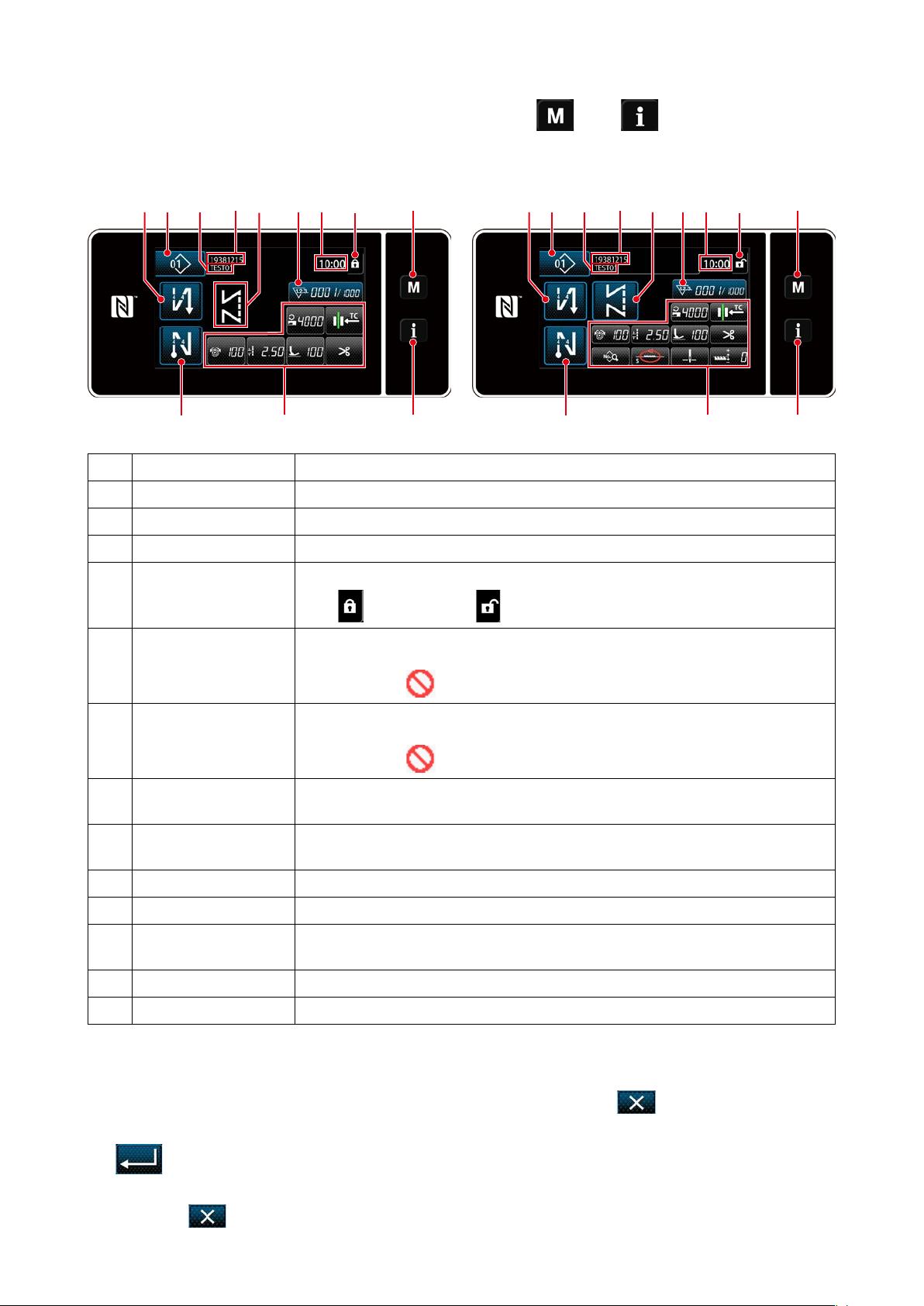
2-13-2. Panel tuşlarının adları ve işlevleri
Operatör modu ile bakım personeli modu arasındaki geçiş,
*
yapılır.
<Operatör modu> <Bakım personeli modu>
❺ ❼
❽ ❾ ❹ ❶❸
Anahtar/gösterge Açıklama
Mod tuşu Bu anahtar menü ekranını görüntülemek için kullanılır.
❶
Bilgi tuşu Bu anahtar bilgi ekranını görüntülemek için kullanılır.
❷
Dikiş deseni no. tuşu Bu anahtar dikiş deseninin numarasını görüntülemek için kullanılır.
❸
❹ ❶❸
❷❻
ve
❶
❺ ❼
❽ ❾
aynı anda basılarak
❷
❷❻
Basitleştirilmiş ekran
❹
kilidi tuşu
Dikişin başlangıcında
❺
ters beslemeli dikiş tuşu
Dikişin sonunda ters
❻
beslemeli dikiş tuşu
Parça numarası U404 ile parça numarası/işlem ekranının seçilmesi durumunda parça numarası gös-
❼
Süreç/yorum U404 ile parça numarası/işlem ekranının seçilmesi durumunda işlem gösterilir.
❽
Saat göstergesi Dikiş makinesinde ayarlı olan saat bu alanda 24 saatlik sisteme göre görüntülenir.
❾
Dikiş deseni ekranı Seçilen dikiş deseni bu alanda görüntülenir.
Özelleştirme tuşu 1 Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir. Varsayılan olarak fabrikada dikiş
Özelleştirme tuşları 2 - 7
Özelleştirme tuşları 2 - 11
Bu tuş, basitleştirilmiş ekran kilitleme durumunu görüntülemek için kullanılır.
Kilitli:
Bu düğme, dikişin başında geri beslemeli dikişin Açık/Kapalı durumunu değiştirmek
için kullanılır. Dikişin başında geri beslemeli dikiş Kapalı duruma alınırsa düğmenin
sol üst kısmında
Bu düğme, dikişin sonunda geri beslemeli dikişin Açık/Kapalı durumunu değiştirmek
için kullanılır. Dikişin sonunda geri beslemeli dikiş Kapalı duruma alınırsa düğmenin
sol üst kısmında
terilir. Açıklama ekranının seçilmesi durumunda açıklama gösterilir.
Açıklama ekranının seçilmesi durumunda açıklama gösterilir.
sayacı işlevi bu tuşa atanmış ve kaydedilmiştir.
Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Kilidi açık:
işareti gösterilir.
işareti gösterilir.
* Verinin onaylanması
Desen numarasını değiştirmek için, Dikiş deseni numarası tuşuna ❸ basın.
Kullanmak istediğiniz dikiş desenini seçin. Ardından, seçimini onaylamak için
tuşuna basın.
Bellek anahtarı ya da dikiş deseninin ayarlanabilen öğeleri için hedef veriyi değiştirin ve değişikliği onaylamak
için
tuşuna basın.
Geri beslemeli dikişin ilmek sayısı veya çok katlı dikişin ilmek sayısı ayar verisi değiştirildikten sonra değiştirilen ayar verisi
düğmesine basılarak onaylanır.
– 14 –
Page 19
2-13-3. Temel çalıştırma
Güç anahtarını AÇIK konuma getirme
①
Bir dikiş deseni seçme
②
<Dikiş ekranı (Operatör modu)>
Güç anahtarını AÇIK konuma getirdiğinizde,
hoş geldiniz ekranı görüntülenir.
Dikiş ekranı görüntülenir.
Bir dikiş deseni seçin.
・
Ayrıntılar için bkz.
33 Sayfada "4-2.
Dikiş desenleri".
132 Sayfada "8-10. Tuş özelleştirme"
・
kısmına göre atanan her bir fonksiyonun
ayarlarını yapın.
Seçilen dikiş deseni için işlevleri ayarla-
・
yın.
Ayrıntılar için
42 Sayfada "4-2-5. Dikiş
desenlerini düzenleme" ve 44 Sayfada "4-2-6. Desen işlevlerinin listesi"
bölümlerine bakın.
<Dikiş ekranı (Bakım personeli modu)>
Dikişe başlama
③
Pedala bastığınızda, dikiş makinesi dikmeye başlar.
Bkz. 10 Sayfada "2-11. Pedalın çalış-
ması".
– 15 –
Page 20
3. DİKİŞTEN ÖNCE HAZIRLIK
3-1. İğnenin takılması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
D
❶
❷
C
B
A
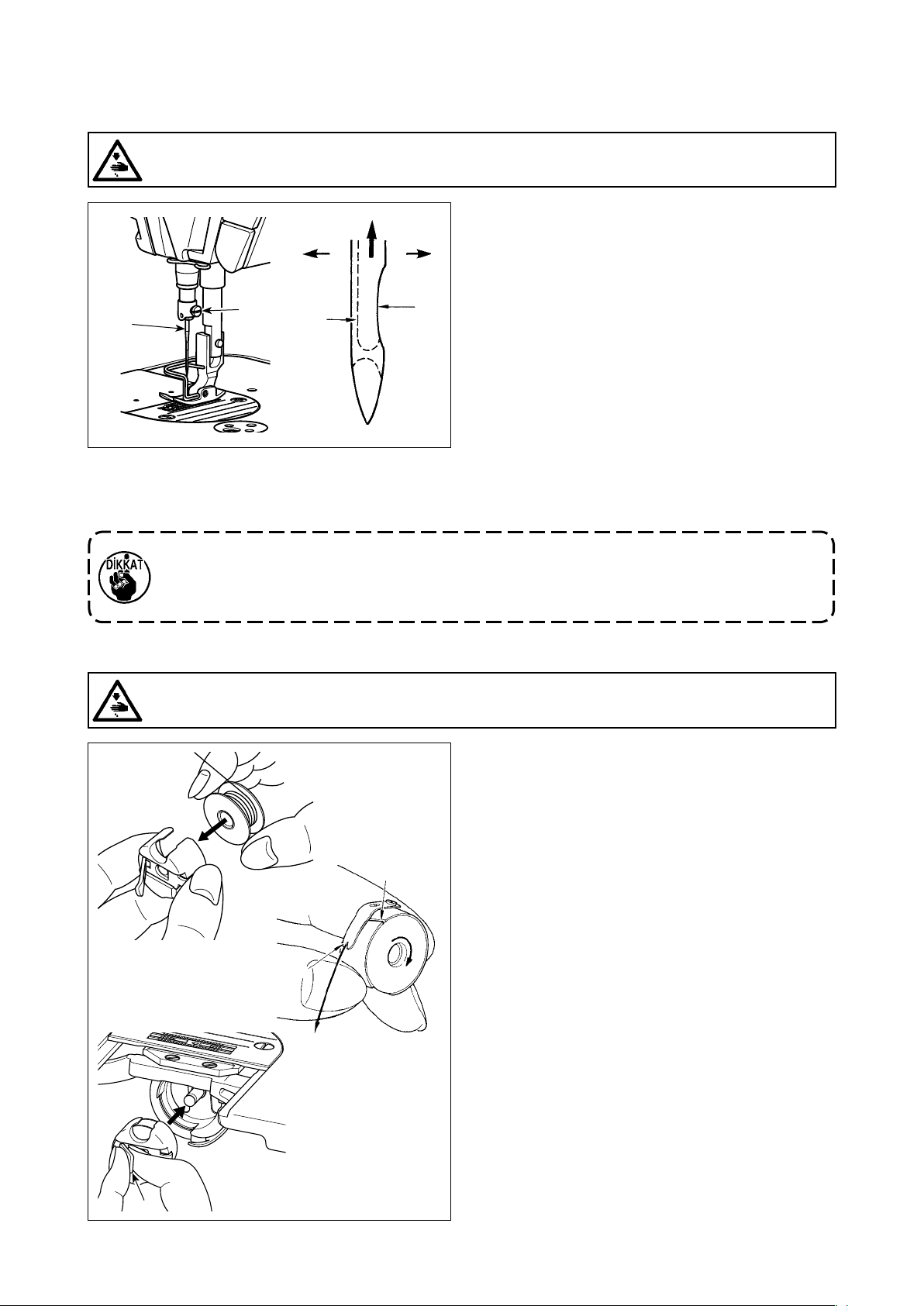
O makine için tanımlanan iğneyi kullanın. Kullanılan
iğne kalınlığı ve malzeme cinsine uygun iğne kullanın.
1) İğne mili hareket mesafesinin en üst noktasına
gelinceye kadar, volan kasnağı çevirin.
2) Vidayı ❷ gevşetin ve iğneyi ❶ kanallı yüzü A dik
olarak tam B yönüne bakacak şekilde tutun.
3) İğneyi ok yönünde ve yuvanın tabanına oturuncaya kadar iğne milinin kanalına ok yönünde ve
tamamen geçirin.
4) Vidayı ❷ sağlam biçimde sıkın.
5) İğneyi kontrol edin ve iğnedeki uzun kanalın C
tamamen sol tarafa D baktığından kesinlikle emin
olun.
Polyester aman iplik kullanırken, iğnenin kanallı bölümü kullanıcının tarafına doğru eğildiği
takdirde; iplik ilmeği dengesiz hale gelir. Sonuç olarak iplik şeytan tırnağı olur veya iplik
kopmaları görülür. İplikle ilgili bu tür sorunlar ortaya çıktığı takdirde, iğnenin kanallı tarafının
hafçe arkaya dönük şekilde takılması, sorunun çözümü açısından etkin sonuçlar verir.
3-2. Mekiğin çıkarılması/takılması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
B
A
1) İğneyi boğaz plakasının üstüne kaldırmak için el
çarkını döndürün.
2) Masurayı, iplik saat yönünde dönecek şekilde
mekiğe yerleştirin.
3) İpliği A kanalından geçirin ve C yönüne doğru
çekin. Bunu yaparken ipliği tansiyon yayının altından alarak geçirin ve yarıktan B dışarı çıkartın.
4) Masura ipliği çekildiği zaman, masuranın ok işareti yönünde dönüp dönmediğini kontrol edin.
5) Mekiğin mandalını D parmaklarınızla sıkarak
mekiği çağanoza takın.
D
C
– 16 –
Page 21
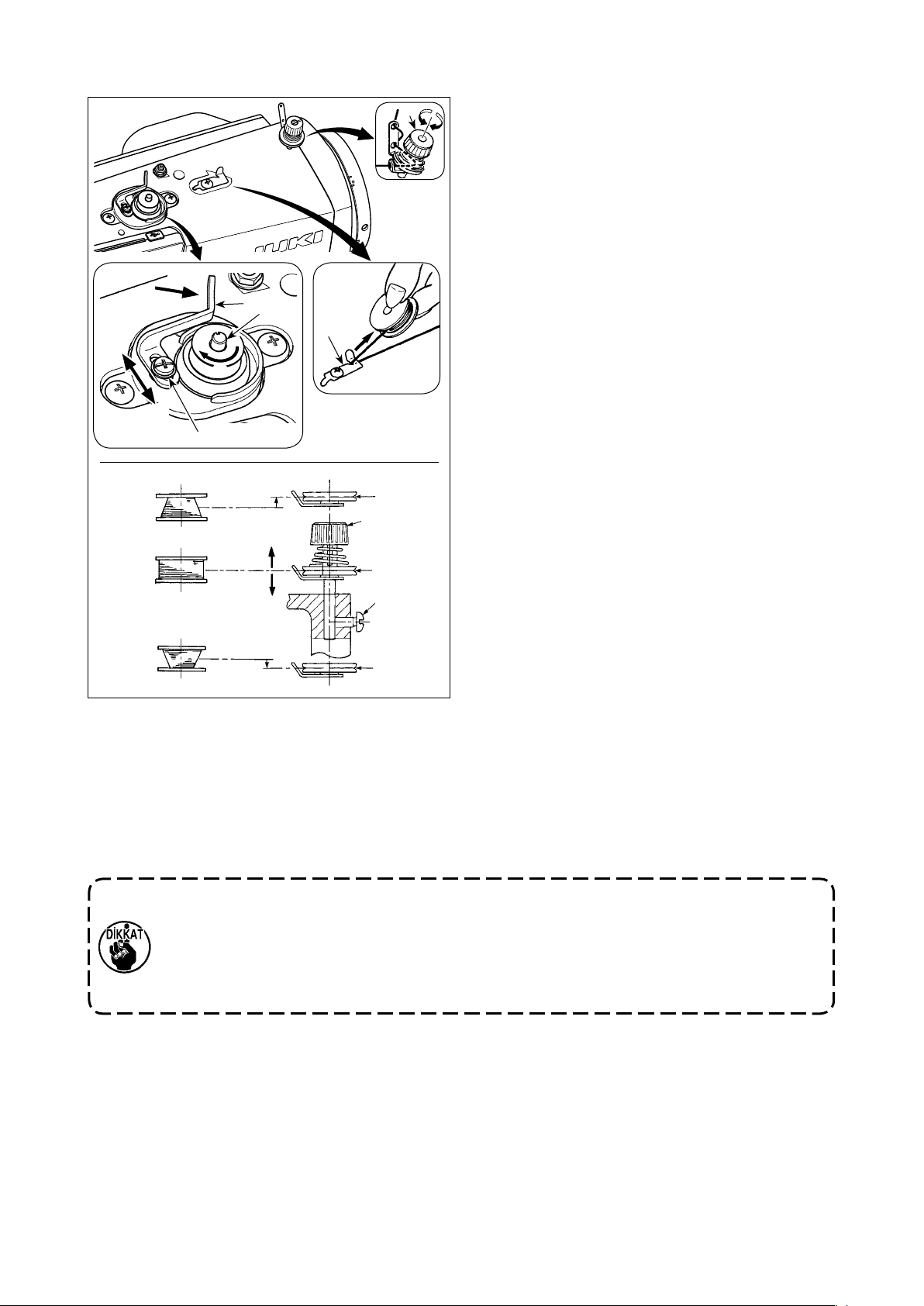
3-3. Masura iplığının sarılması
D
C
A
❹
B
❷
❶
E
F
❸
❼
❻
❺
❻
❻
❽
1) Masurayı, daha ileri gitmez hale gelinceye kadar,
masura sarma ünitesinin miline ❶ tamamen geçirin.
2) Masura ipliğini, çizimde gösterilen şekilde iplik
çardağının sağ tarafına yerleştirilmiş olan iplik
tansiyonu kontrol elemanından geçirerek dışarı
alın ve ipliği masuraya saat yönünde bir-kaç tur
sarın. (Masuranın alüminyum olması durumunda; masura ipliğinin ucunu saat yönünde bir-kaç
tur sardıktan sonra, masura ipliğinin sarılmasını
kolaylaştırmak için; masura ipliği tansiyon elemanından gelen ipliği saat yönünün tersine sarın.)
3) Masura bobin sarım kolunu ❷ A yönüne bastırın
ve dikiş makinesini çalıştırın. Masura B yönünde
dönmeye başlar ve masura ipliği sarılır. Sarma
işlemi sona erdiği anda, masura sarma mili ❶
otomatik olarak devreden çıkar.
4) Masurayı çıkartın ve sabit iplik kesme bıçağından
❸ yararlanarak masura ipliğini kesin.
5) Bobindeki ipliğin sarım miktarını ayarlarken, setuskur vidasını ❹ gevşetin ve bobin sarım kolunu
❷ C ya da D yönünde hareket ettirin. Ardından
setuskur vidasını ❹ sıkın.
C Yönüne : Azalır
D Yönüne : Artar
6) İplik bobin üzerine düzgün şekilde sarılmamışsa kasnağı çıkarın, setuskur vidasını ❺ çıkarın ve bobin iplik
gericisinin ❽ yüksekliğini ayarlayın.
• Bobin merkezinin standart yüksekliği, iplik germe diskinin ❻ merkez yüksekliği kadardır.
• Germe diskinin ❻ konumunu, bobinin alt kısmında sarılı iplik miktarı aşırı ise E yönünde ayarlayın, üst
kısmında sarılı iplik miktarı aşırı ise F yönünde ayarlayın.
Ayar yaptıktan sonra vidayı ❺ sıkın.
7) Masura sarma tansiyonunu ayarlamak için, iplik tansiyon somununu ❼ çevirin.
1. Masura ipliğini sararken, sarma işlemini masura ipliği masuranın orta kısmında ve iplik
tansiyon diski ❻ gergin durumdayken başlatın.
2. Dikiş dikilmediği sırada masura ipliğinin sarılması gerektiği zaman; iğne ipliğini iplik
vericiden yolundan çıkartın ve mekiği çağanozdan dışarı alın.
3. İplik çardağından gelen ipliğin sarma etkisiyle (yön nedeniyle) gevşemesi ve çardaktan dışarı
çekilmesi sonucu, volan kasnağa sarılması ihtimali vardır. Sarma yönüne dikkat edin.
– 17 –
Page 22
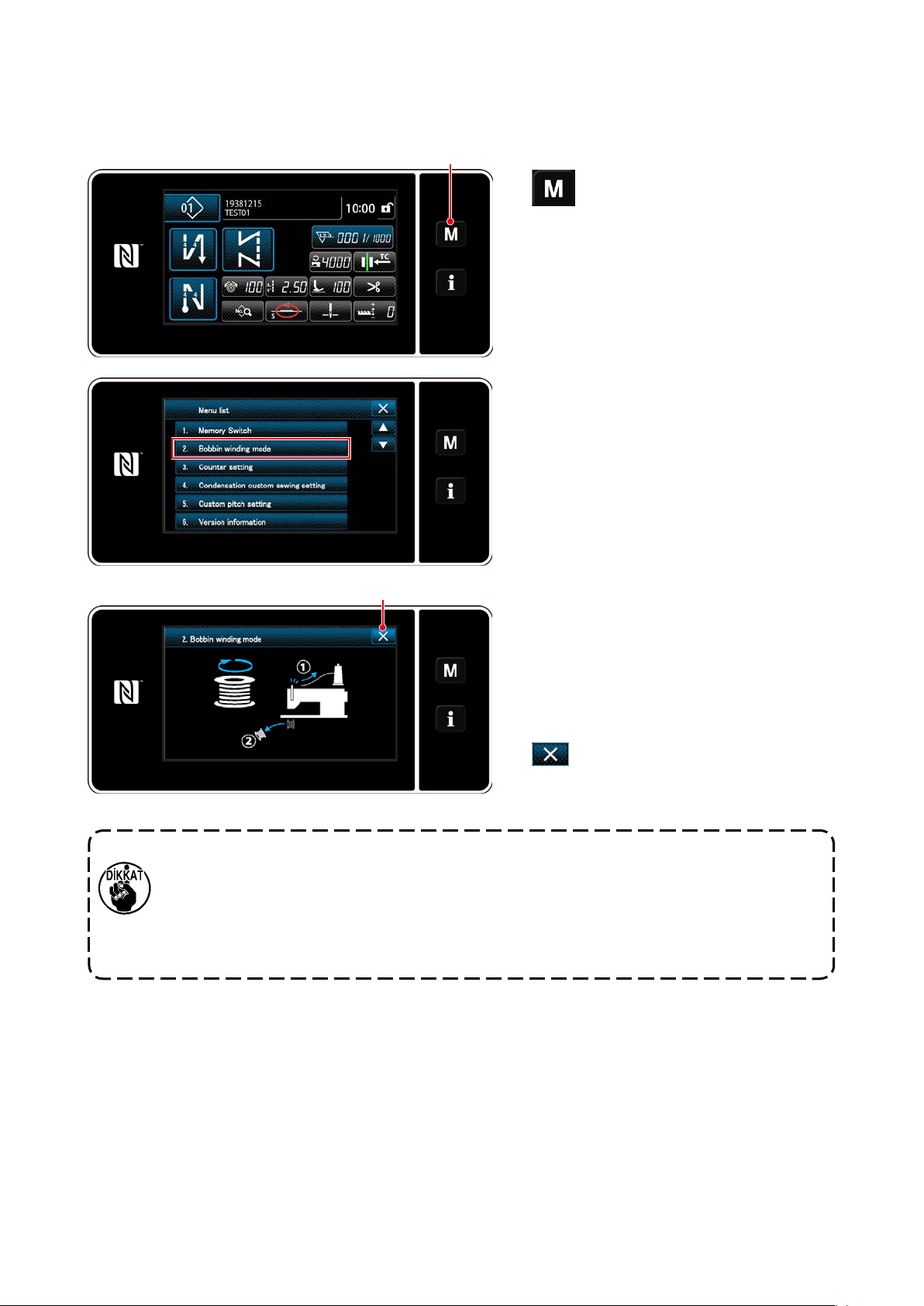
[Masura sarım modeli]
Sadece bobini sarmak veya çağanozdaki yağ miktarını kontrol etmek için bobin sarma modu kullanılmalıdır.
Bobini sarmaya başlamak için pedala basın.
❶
1) ❶ tuşuna basarak mod ekranını görüntüleyin.
2) "2. Bobbin winding mode (Masura sarım
modeli)" öğesini seçin.
❷
3) Dikiş makinesi modu "Bobbin winding mode
(Masura sarım modeli)" olarak değişir.
Pedala basıldığında dikiş makinesi baskı
ayağı yukarıda olacak şekilde çalışır. Bu
durumda masura sarılır. Pedala basılsa bile
dikiş makinesi çalışmaz.
❷’ye basıldığında, dikiş makinesi
"Bobbin winding mode (Masura sarım modeli)"ndan çıkar.
1. Masura ipliğini sararken, sarma işlemini masura ipliği masuranın orta kısmında ve iplik
tansiyon diski ❻ gergin durumdayken başlatın.
2. Iğne ipliğini iplik vericiden yolundan çıkartın ve mekiği çağanozdan dışarı alın.
3. İplik çardağından gelen ipliğin sarma etkisiyle (yön nedeniyle) gevşemesi ve çardaktan dışarı
çekilmesi sonucu, volan kasnağa sarılması ihtimali vardır. Sarma yönüne dikkat edin.
4. Bobin sarma modunda dikiş makinesinin hızı, makine kafası için ayarlı olana eşittir.
– 18 –
Page 23
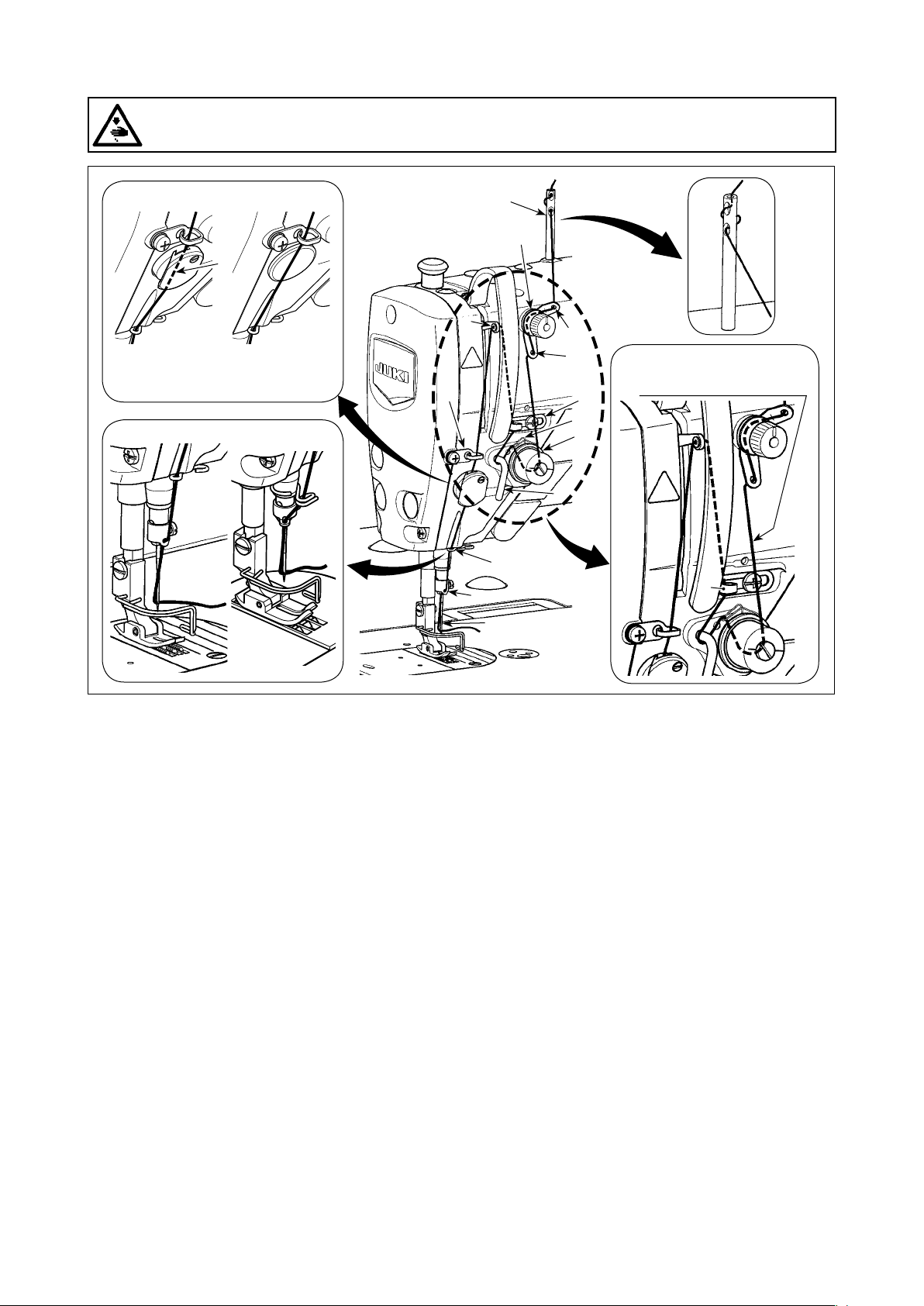
3-4. Makineye iplik takılması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
[NB tipi] [0B tipi]
B
(Not)
İpliği B bölümünden
geçirdiğinizden emin olun.
[S tipi] [H tipi]
❾
❶
❸
❼
❷
❹
(Not)
Bu ipliği, A bölümünden
geçirmeyin.
❽
❻
❺
A
– 19 –
Page 24
3-5. İplik tansiyonu
❸
B
❶
A
❷
3-5-1. İplik gerginliği No. 1’in ayarlanması
1) İplik kesildikten sonra iğne üzerinde kalan
iplik boyunu kısaltmak için iplik gerginliği 1
Numaralı somununu ❶ saat yönünde (A
yönünde) döndürün, ya da arttırmak için
saat yönü tersine (B yönünde) çevirin.
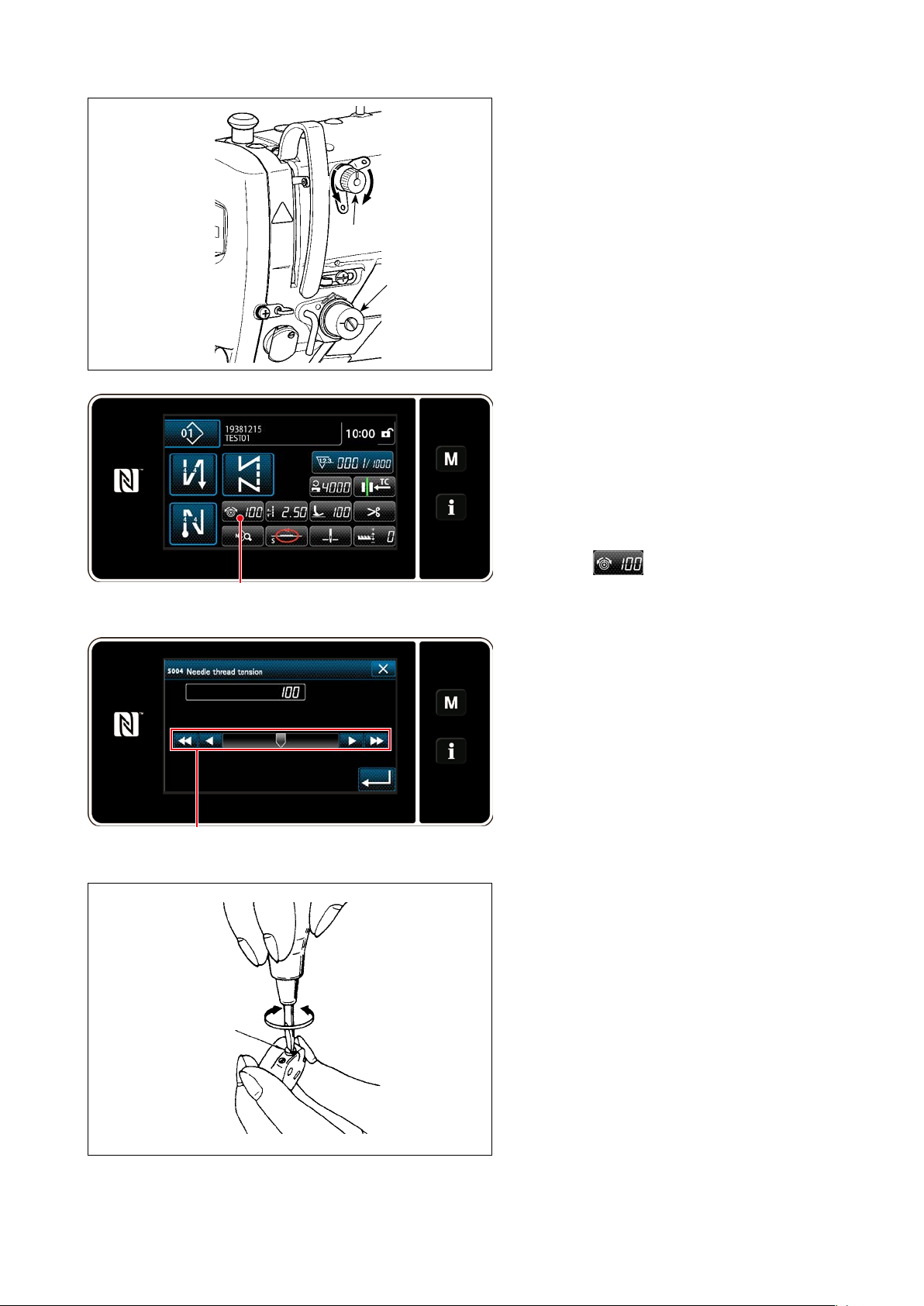
3-5-2. İğne ipliği gerginliğinin ayarlanma-
sı (Aktif gergi)
Aktif gergi ❷ üst iplik gerginliğinin çalışma
paneli üzerinde her dikiş durumuna göre
ayarlanmasını sağlar. Ayrıca, veriler bellekte
saklanabilir.
1) Üst iplik gerginliği giriş ekranını görüntülemek için
❸’e basın. (Ekranda görüntülenen sayısal değer, üst iplik gerginliğinin
geçerli değeridir.)
❹
❺
C
D
2) Üst iplik gerginliğini istediğiniz gibi değiştirmek için ❹ basın.
3) Ayar aralığı 0 ile 200 arasındadır.
Düzenleme değeri arttığı zaman, tansiyon
daha yüksek olur.
* Standart teslimat sırasında ayar değeri 60
ise, iplik gerginliği 0,59 N olarak ayarlanmıştır (60 numara bükümlü iplik). (Referans)
(1. Numaralı iplik tansiyon elemanı serbest
bırakıldığı zaman.)
3-5-3. Bobindeki iplik gerginliğinin ayar-
lanması
1) Bobindeki iplik gerginliğini artırmak için
gerginlik ayar vidasını ❺ saat yönünde (C
yönünde) ya da azaltmak için saat yönü
tersine (D yönünde) çevirin.
– 20 –
Page 25
3-6. Baskı ayağı (Aktif baskı aygıtı)
UYARI :
Gücü AÇIK duruma getirirken baskı ayağının altına hiçbir şey koymayın. Baskı ayağının altında bir
şey varken güç AÇIK duruma getirilirse, dikiş makinesi E910 hata mesajını görüntüler.
Baskı ayağının altına malzeme, vb. yerleştirilmişken dikiş makinesi açılırsa baskı ayağı step
motoru başlangıç konumuna geri dönme sırasında özel bir ses çıkarır. Bu olgunun bir arıza
olmadığı unutulmamalıdır.
❶ A
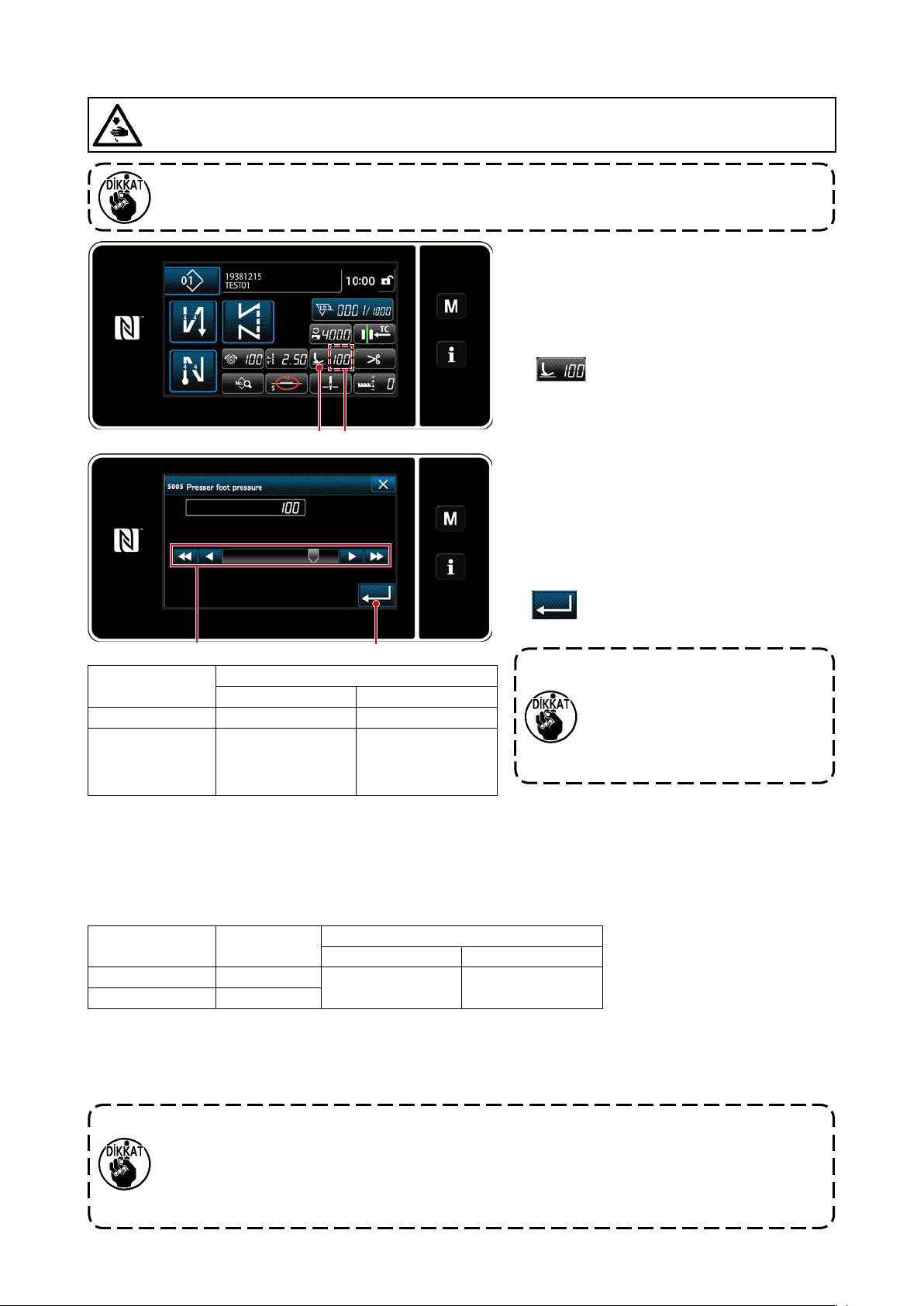
3-6-1. Baskı ayağı basıncının ayarlanması
Baskı ayağı basıncı, panel üzerindeki A bölümünde gösterilir. (Örnek gösterim : 100)
[Değiştirilmesi]
1) ❶’e basarak baskı ayağı basınç
giriş ekranını görüntüleyin.
2) Baskı ayağı basıncını değiştirmek için ❷
basın. (Panel üzerinde girilen değerler -350
ila 200 arasıdır.)
* Panel üzerindeki giriş değerinin ve baskı
ayağı basıncının kabaca bir göstergesi
için aşağıdaki tabloya bakın.
3) ❸ tuşuna basarak girişinizi doğrulayın. Ardından dikiş ekranı görüntülenir.
❷
Panel üzerine
girilen değer
0 Yaklaşık 10 N (1 kilo) Yaklaşık 30 N (3 kilo)
100
(Teslimattan önce
fabrikada ayarla-
nan yükseklik)
Baskı ayağı basıncının (Referans)
S tipi H tipi
Yaklaşık 40 N (4 kilo) Yaklaşık 60 N (6 kilo)
❸
1. Kişisel yaralanmayı önlemek
için, parmaklarınızı asla baskı
ayağının altına koymayın.
2. Baskı ayağı basıncının, baskı
ayağına ve boğaz plakasına
göre değiştiğini unutmayın.
3-6-2. Mikro kaldırma işlevi
Panele negatif bir değer girilerek, baskı ayağı çok az bir miktar kaldırılırken dikiş dikilebilir. Mikro kaldırma
işlevi, kadife gibi yüksek kumaşlar kullanılırken malzemenin kaymasını ve zarar görmesini önler.
* Panele girilen değerle, baskı ayağı yüksekliği ve baskı ayağı basıncı arasındaki ilişkinin kabaca bir göster-
gesi için aşağıda gösterilen tablo başvurun.
Panel üzerine
girilen değer
0 0 mm
-350 Yaklaşık 4 mm
*1 Baskı ayağı yüksekliğinin 0 mm olması demek baskı ayağı tabanının boğaz plakasının üst yüzeyine temas
ettiği anlamına gelir.
*2 Panele negatif bir değer girildiğinde baskı ayağı basıncı sabit olur.
*3 Baskı ayağı ve boğaz plakası değiştiğinde baskı ayağı basıncı değişir.
*4 Panel üzerinde girilen değerler -350 ila 200 arasıdır.
Baskı ayağı
yüksekliği
Baskı ayağı basıncının (Referans)
S tipi H tipi
Yaklaşık 10 N (1 kilo) Yaklaşık 30 N (3 kilo)
1. Mikro kaldırma işlevi kullanılmadığı durumlarda çalışma panelinde pozitif bir değer
girdiğinizden emin olun. Aksi takdirde, baskı ayağı hafçe kalkar ve transport dişlisi yeterli
besleme verimini sağlayamaz.
2. Mikro kaldırma işlevi kullanıldığında, besleme veriminin yetersiz olması beklenebilir. Yeterli
besleme verimini elde etmek için, dikiş hızını azaltın ya da malzemeyi elle beslemeye
yardımcı olun.
– 21 –
Page 26
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
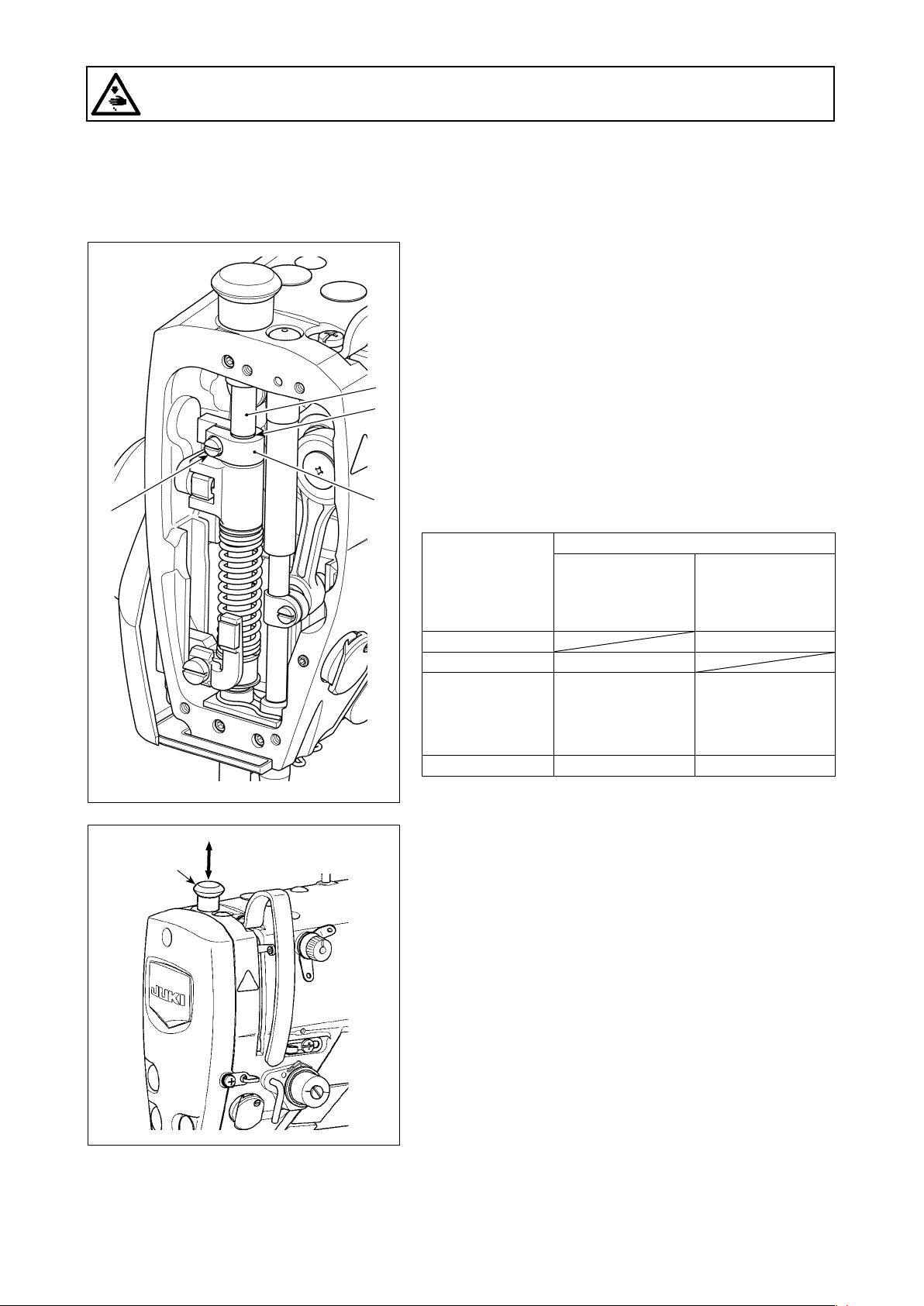
3-6-3. Baskı ayağı basıncının başlangıç değerinin değiştirilmesi
Baskı ayağı basıncının başlangıç değerini değiştirmek isterseniz, baskı ayağı mili konum bileziğinin (üst) ❹
montaj konumu değiştirilerek başlangıçtaki baskı ayağı basıncını değiştirmek mümkündür.
Yapılan dikiş işleminin gerektirdiği şekilde ayarlama yapın.
[Ayarlama]
1) Dikiş makinesini KAPALI konuma getirin.
2) Ön plakayı çıkarın.
3) Baskı ayağı mili konum bileziği (üst) tutucu vidasını ❺
gevşetin. Baskı ayağı mili ❻ üzerindeki işaretçi çizgisini
B referans olarak kullanarak, baskı ayağı mili konum
❻
B
bileziğinin (üst) ❹ dikey konumunu ayarlayın.
* Baskı ayağı mili konum bileziği (üst) ❹ konumunu üst
plaka ile paralel olacak şekilde ayarlayın.
4) Ayarlamanın tamamlanmasının ardından, baskı ayağı
mili konum bileziği (üst) tutucu vidasını ❺ sıkılayın ve üst
❺
❹
plakayı takın.
❻
Baskı ayağı mili
konum bileziğinin
(üst) ❹ baskı ayağı
mili ❻ üzerindeki
işaretçi çizgiye B
kıyasla konumu
4 mm üstü Yaklaşık 0 N (0 kilo)
1 mm üstü Yaklaşık 0 N (0 kilo)
0 (işaretçi çizginin
hemen altı)
(Teslimattan önce
fabrikada ayarlanan
yükseklik)
1 mm altı Yaklaşık 20 N (2 kilo) Yaklaşık 40 N (4 kilo)
Baskı ayağı basıncının (Referans)
S tipi H tipi
Yaklaşık 10 N (1 kilo) Yaklaşık 30 N (3 kilo)
3-6-4. Manüel kaldırma
Dikiş makinesi KAPALI durumdayken, baskı ayağı milinin
başlığı ❻ yukarı veya aşağı hareket ettirilerek baskı ayağı
manüel olarak kaldırılıp indirilebilir.
Ölçek değiştirilirken ya da iğne giriş alanı ayarlanırken bu
manüel kaldırma özelliğini kullanın.
– 22 –
Page 27
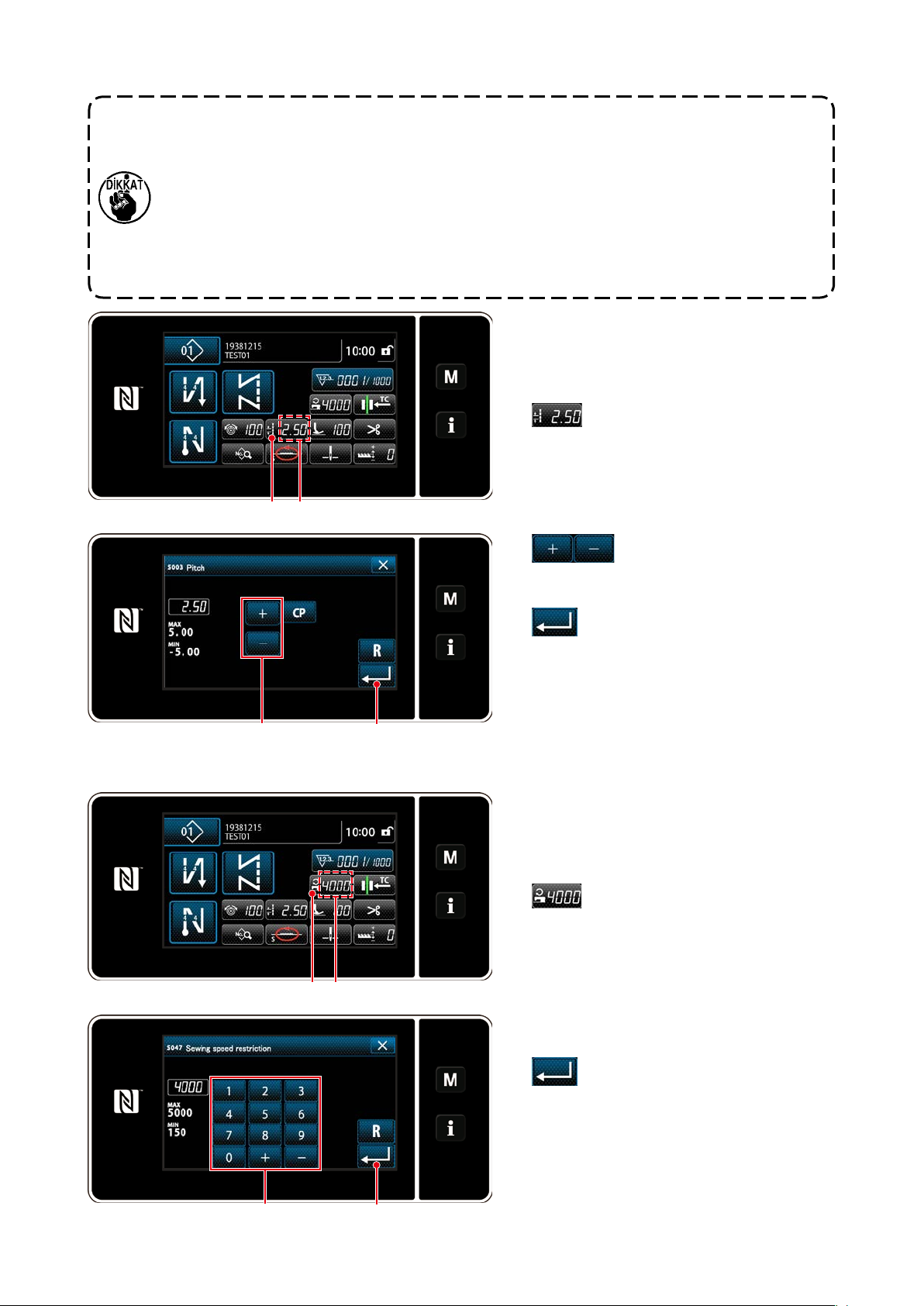
3-7. Dikiş uzunluğunun ayarlanması
1. Gönderilen standart parça ya da malzemelerin kullanılması halinde, çalışma panelindeki
besleme miktarı ve gerçek dikiş adımının birbirinden farklı olduğu durumlar vardır. Dikilen
ürüne göre dikiş adımında ayarlama yapın.
2. Kullanılan ölçeğe bağlı olarak boğaz plakası ile transport dişlisi arasında etkileşim
olabileceğini unutmayın. Kullanılan ölçekteki açıklığı kontrol ettiğinizden emin olun. (Açıklık
0,5 mm ya da daha fazla.)
3. Adım uzunluğunu, transport dişlisi yüksekliğini ya da besleme zamanlamasını
değiştirdiğinizde, ölçeğin değiştirilen parçayla temas etmediğinden emin olmak için dikiş
makinesini düşük bir hızda çalıştırın.
❶ A
Dikiş uzunluğu panel üzerindeki A bölümünde
gösterilir. (Örnek gösterim : 2,50 mm)
[Ayarlama]
1) ❶ tuşuna basarak dikiş adımı giriş
ekranını görüntüleyin.
❷ ❸
3-8. Dikiş hızının değiştirilmesi
❶ A
2) ❷ tuşuna basıldığında görüntülenen değer değişir. (0,05 mm’lik aralıklarla ;
Giriş aralığı : -5,00 ila 5,00)
3) ❸ tuşuna basarak girişinizi doğrulayın. Ardından dikiş ekranı görüntülenir.
Dikiş hızı panel üzerindeki A bölümünde gösterilir. (Örnek gösterim : 4.000 sti/min)
[Değiştirilmesi]
1) ❶ tuşuna basarak dikiş hızı giriş
ekranını görüntüleyin.
2) Dikiş hızını istediğiniz gibi değiştirmek için
on tuşa ❷ basın.
3) ❸ tuşuna basarak girişinizi doğrulayın. Ardından dikiş ekranı görüntülenir.
❸❷
– 23 –
Page 28
3-9. LED ışık
UYARI :
Dikiş makinesinin beklenmedik şekilde çalışmasından kaynaklanan kişisel yaralanmalara karşı
koruma sağlamak için ellerinizi asla iğne giriş alanına yaklaştırmayın ve LED’in yoğunluğunun
ayarlanması sırasında ayağınızı pedala koymayın.
❶
* Bu LED, dikiş makinesinin kullanılabilirliğini
artırmayı amaçlar, bakım amacıyla kullanılmaz.
Dikiş makinesi standart olarak iğne giriş alanını
aydınlatan bir LED ışıkla donatılmıştır.
Işığın şiddetinin ayarlanması ve açılıp kapanması
anahtara ❶ basılarak gerçekleştirilir. Anahtara her
basılışta, ışığın şiddeti 5 kademede ayarlanır ve
sonra kapanır.
[Işığın şiddetinin değiştirilmesi]
1
...... 4
⇒
⇒
5
⇒
1
Parlak⇒...... Sönük⇒Kapalı⇒Parlak
Bu yolla, anahtara ❶ her basışta, ışığın durumu
sırayla değişir.
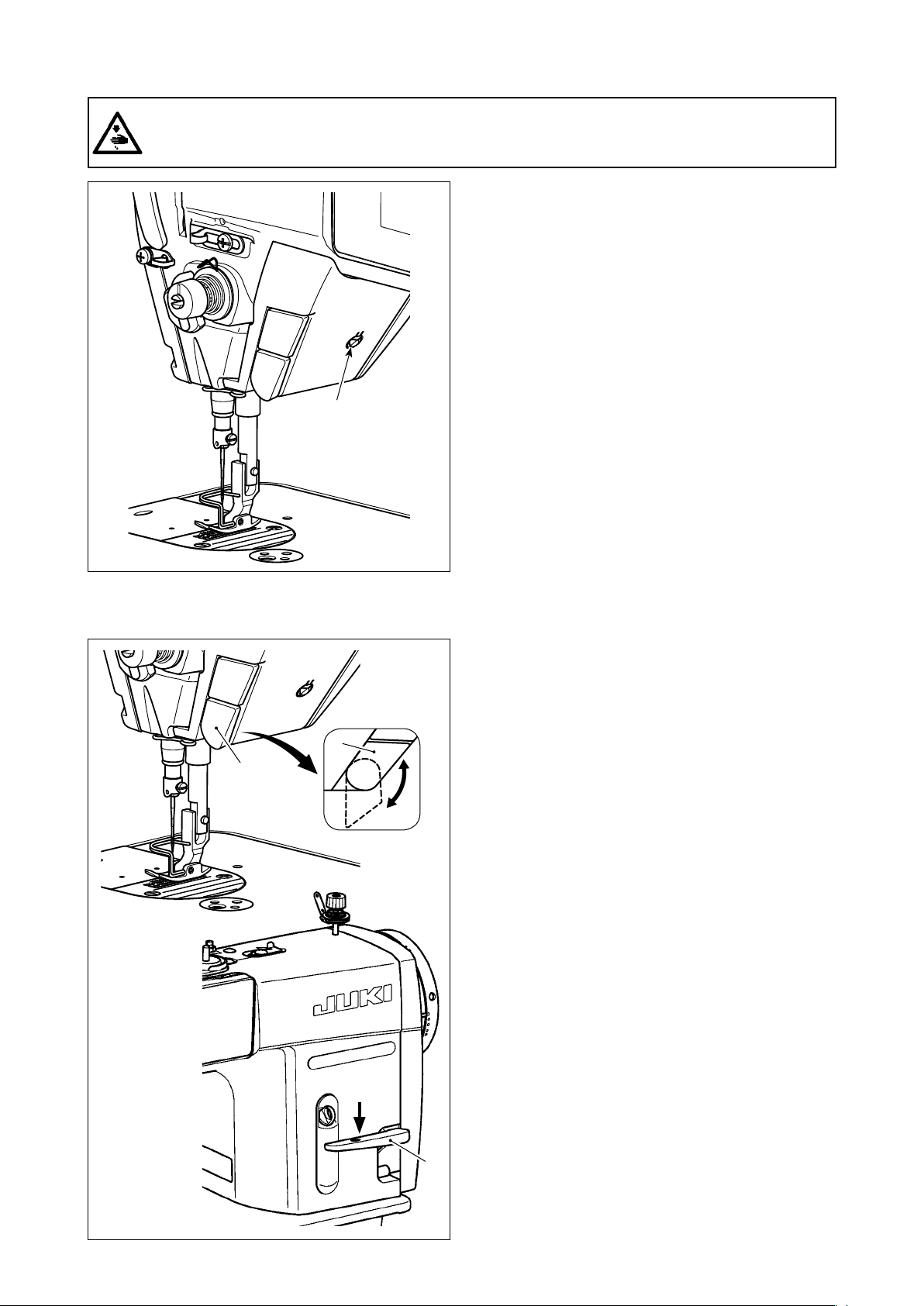
3-10. Ters beslemeli dikiş
❶
❶
Şek. 1
[Tek dokunuşla ters beslemeli dikiş mekanizması]
Tek dokunuşla ters beslemeli dikiş anahtarına ❶ basıldığında, makine ters beslemeli dikiş gerçekleştirir.
Anahtar kolu serbest bırakıldığı anda makine normal
beslemeli dikişe devam eder.
[Ters besleme kolu ile ters beslemeli dikiş]
Normal ya da ters yönde malzeme besleme ile
dikilen dikişin uzunluğu ters besleme kolu ❷ kullanılarak kontrol edilebilir.
[Tek dokunuşla ters besleme anahtarının konumunun ayarlanması]
Tek dokunuşla ters besleme anahtarı ❶ döndürülerek iki farklı konumda kullanılabilir. (Şek. 1)
❷
– 24 –
Page 29
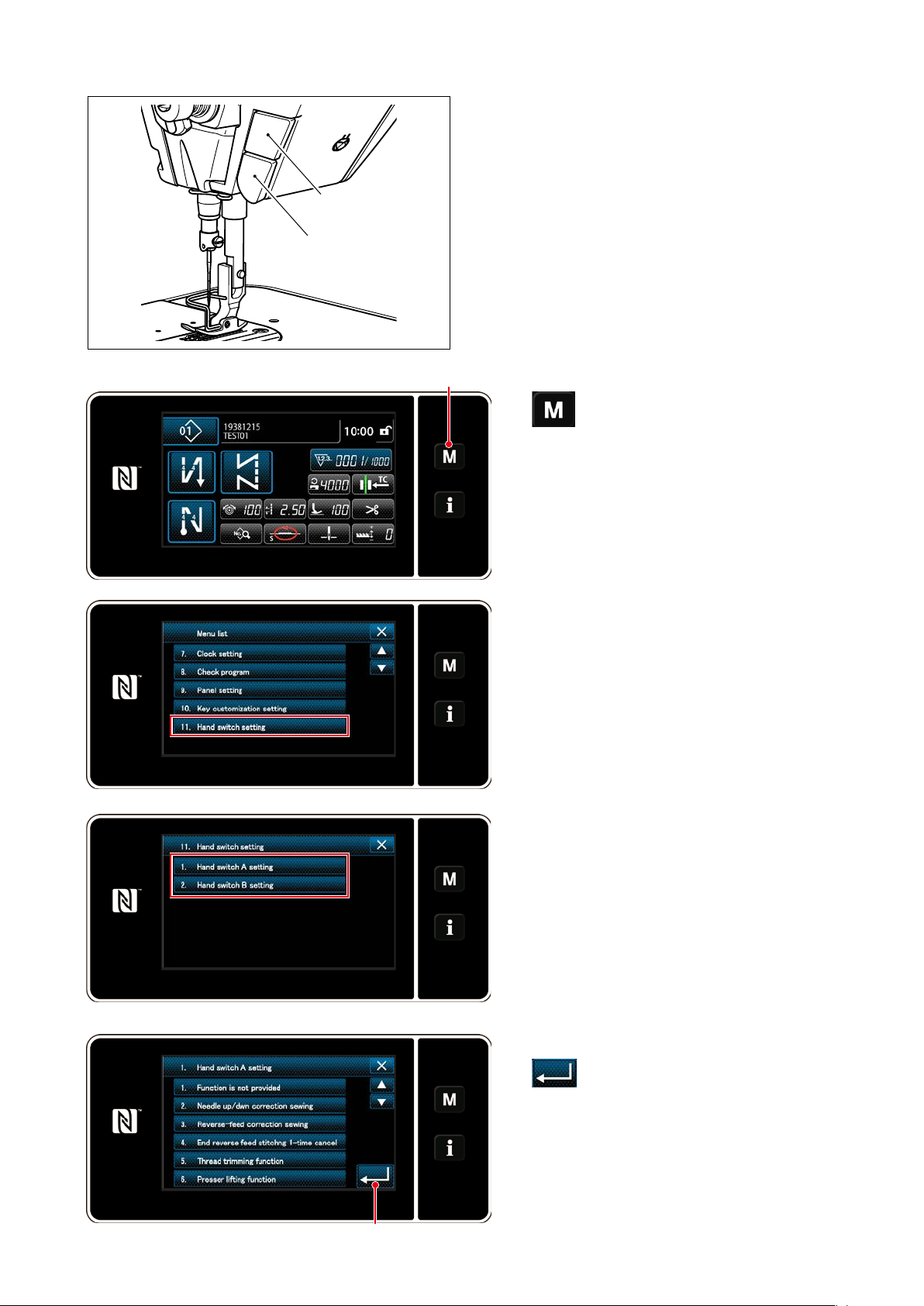
3-11. Özel anahtar
Özel anahtar B kullanılarak çeşitli işlemler gerçekleştirilebilir.
* Özel anahtar A’ya bir işlem ataması da yapılabilir.
Başlangıç değerleri şu şekildedir:
B
Özel anahtar A
: Ters beslemeli dikiş giriş
anahtarı
A
❶
Özel anahtar B
1) ❶ tuşunu üç bir saniye basılı tutun.
"Mode screen (Mod ekranını)" açılır.
: Tek dokunuşla geçiş anahtarı
2) "11. Hand switch setting (El anahtarının
ayarlanması)" öğesini seçin.
3) Ayarlanacak anahtarı seçin.
4) Anahtara atanan işlev öğesini seçin ve
❷
❷’ye basın.
– 25 –
Page 30
[Özel anahtarın kullanım açıklaması]
Fonksiyon öğesi
1 İsteğe bağlı giriş işlevi sağlanmaz
2 İğne yukarı/aşağı tela dikişi
3 Geriye doğru tela dikişi
4 Dikiş sonunda geri besleme dikişini bir kez iptal etme
fonksiyonu
5 İplik kesme fonksiyonu
6 Baskı ayağını kaldırma fonksiyonu
7 Bir ilmek tela dikişi
8 Başlangıçta/sonda geri beslemeli dikişi iptal etme
fonksiyonu
9 Pedalın ön kısmına basmanın engellenmesi fonksi-
yonu
10 İplik kesme çıkışının engellenmesi fonksiyonu
11 Düşük hız komutu girişi
12 Yüksek hız komutu girişi
13 İğneyi kaldırma fonksiyonu
14 Geri beslemeli dikiş düğmesi girdisi
15 Yumuşak kalkış düğmesi girdisi
16 Tek adımda hız komutu düğmesi girişi
17 Tek adımda geriye doğru hız komutu düğmesi girdisi
18 Emniyet anahtarı için giriş
19 Otomatik geri beslemeli dikiş iptal/ekleme düğmesi
20 Dikiş sayacı girdisi
21 Tek dokunuşla değiştirme anahtarı
Fonksiyon öğesi
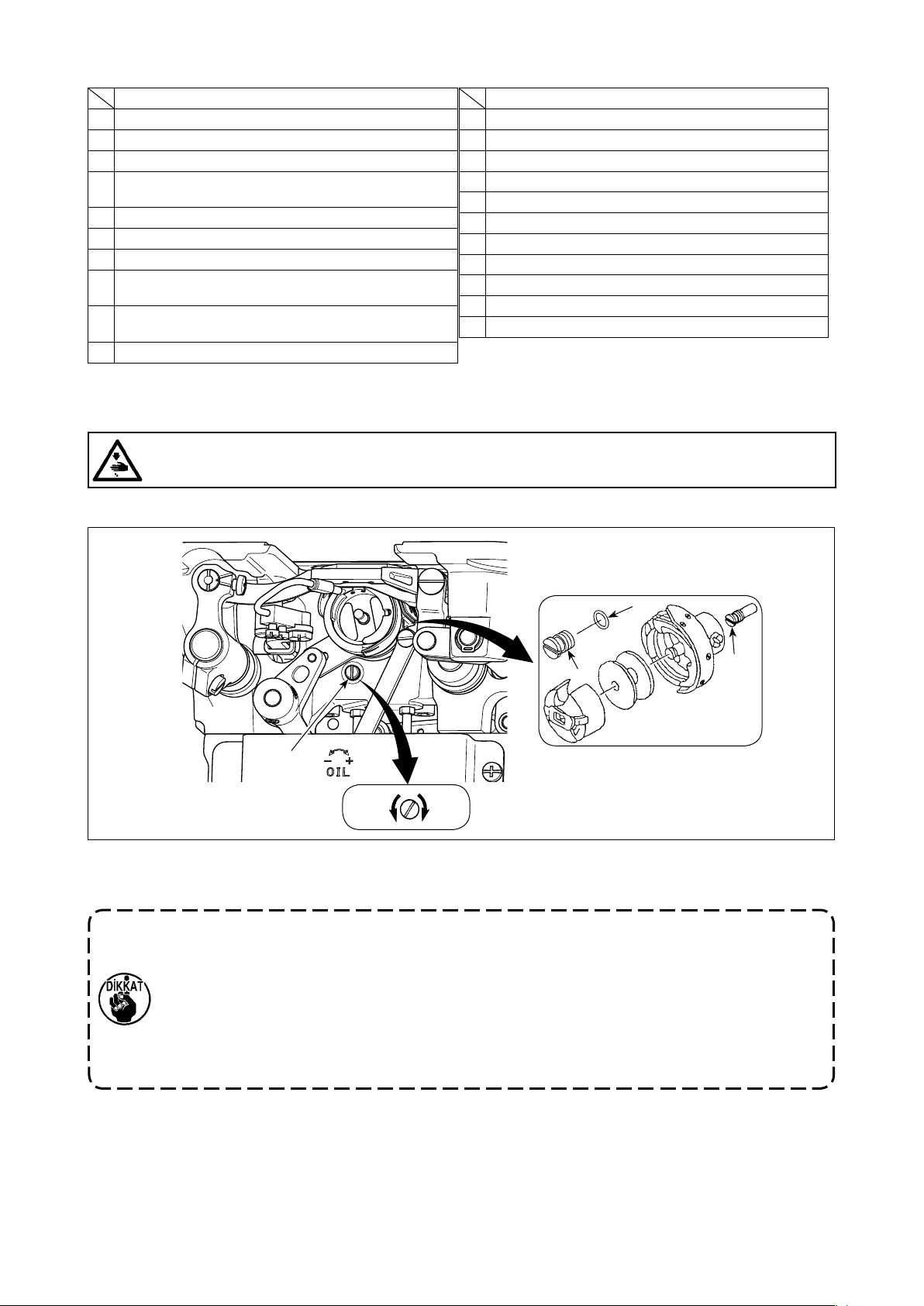
3-12. Çağanozdaki yağ miktarının (çarpma ile yağlama miktarının) ayarlanması
UYARI :
Yüksek devirde çalışırken, makinenin yağlama oranı çağanozun dönüşüne bağlı olarak kontrol
edildiği için, son derece dikkatli olmak gerekir.
3-12-1. Çağanozdaki yağ miktarının ayarlanması
❹
❷
❶
Azalır
❸
Artar
Çağanozdaki yağ miktarını arttırmak için ayar vidasını ❶ sıkın (saat yönüne çevirin) veya azaltmak için gevşetin (saat yönünün tersine çevirin).
[DDL-9000C-FMS tipi için RP çağanoz (kuru kafa çağanozu) kullanırken]
1. Çağanoz tahrik mili yağ tili tespit vidasını ❷ çıkarın ve çağanoz tahrik mili durdurucu
vidasını ❸ (parça numarası : 11079506) ve lastik halkayı ❹ (parça numarası : RO036080200)
takın.
2. Kancadaki yağ miktarını azaltmak için, yağ miktarı ayar vidasını ❶ minimuma kadar
gevşetin. Ancak yağı tamamen durdurmayın ve yağ ayar vidasının ❶ çıkmamasına dikkat
edin.
3. RP çağanoz (kuru kafa çağanozu) kullanılsa dahi, yağ haznesindeki yağı asla boşaltmayın.
– 26 –
Page 31

3-12-2. Yağ miktarı (savrulan yağ) nasıl doğrulanır
25 mm
Yaklaşık
Yağ miktarını (savrulan yağ) doğrulama konumuYağ miktarı (savrulan yağ) kontrol kâğıdı
Çağanoz tahrik mili ön burcu
Çağanoz
Yaklaşık 70 mm
* Malzemesine bakılmaksızın, herhangi bir
kâğıt kullanılabilir.
3 ile 10 mm
Yatak
Yağ savrulma onay kâğıdı
Kâğıdı, mümkün olduğu kadar yatak duvarının
yüzeyine yakın olacak şekilde yerleştirin.
* Yağ miktarı (yağ sıçraması) doğrulama kağıdını
kancanın altına yerleştirin, yağ miktarını
doğrulamak için kancadan 3 ile 10 mm uzakta
tutun.
* Çağanozdaki yağ miktarını "Bobin sarma modu"nda ölçün.
Bobin sarma modu için bkz. 18 Sayfada "3-3. Masura iplığının sarılması [Masura sarım modeli]".
* Aşağıda 2) maddesinde tanımlanan işlemleri uygularken, iplik alma kolundan iğneye takılacak ipli-
ğin ve bobin ipliğinin çıkarılmış olup olmadığını, baskı ayağının yukarıda olduğunu ve yan plakanın
çıkarılmış olduğunu kontrol edin. Bu arada parmaklarınızın kancaya değmemesi için son derece
dikkat edin.
1) Makine yeterli çalışma sıcaklığında değilse, normal çalışma sıcaklığına erişmesi için makineyi 3 dakika
boşta çalıştırın. (Orta devirlerde ve fasılalı olarak çalıştırın)
2) Dikiş makinesi çalışır durumdayken, yağ miktarı (savrulan yağ) doğrulama kâğıdını çağanozun altına yerleştirin.
3) Yağ haznesinde yağın mevcut olduğunu doğrulayın.
4) Yağ miktarı doğrulama işlem süresi net 5 saniyedir. (Bu süreyi saat tutarak kontrol edin.)
3-12-3. Örnekte yeterli yağ miktarı gösterilmiştir
Uygun yağ miktarı (küçük) Uygun yağ miktarı (geniş)
Çağanozdan çarpma ile yağlama
• DDL-9000C-FMS : 0,5 ile 1 mm
• DDL-9000C-FSH : 1 ile 3 mm
Çağanozdan çarpma ile yağlama
• DDL-9000C-FMS : 1 ile 1,5 mm
• DDL-9000C-FSH : 2 ile 4 mm
1) Yukarıdaki şekilde uygun yağ miktarı (yağ sıçraması) gösterilmektedir. Dikiş işlemlerine bağlı olarak yağ
miktarını hassas şekilde ayarlamak şarttır. Ancak kancadaki yağ miktarını aşırı şekilde arttırmayın ya da
azaltmayın. (Yağ miktarı çok az olduğu takdirde, çağanoz sarar (çağanozda aşırı hararet). Çağanozdaki
yağ miktarı çok fazla olduğu takdirde, dikilen üründe yağ lekeleri meydana gelir.
2) Yağ miktarını (savrulan yağ), en az üç kere (üç ayrı kâğıt ile) kontrol ederek, yapılan ayarda değişme
olmadığını doğrulayın.
– 27 –
Page 32

3-13. İplik alma kolu yay ayarı ve iplik alma stroku
[DDL-9000C-FMS] [DDL-9000C-FSH]
❾
❽
A
B
❻
C
D
❶
❸
❷
❽
❻
A
B
❾
❶
❸
❷
F
❺
❶
❹
E
G
H
(1) İplik verici yayının ❶ hareket mesafesinin ayarlanması
1) Tespit vidasını ❷ gevşetin.
2) Germe çubuğunu ❸ saat yönünde (A yönünde) çevirince iplik verici yayın stroku artar, çubuğu ❸ saat
yönü tersine (B yönünde) çevirince strok azalır.
(2) İplik verici yayı ❶ basıncının ayarlanması
1) Tespit vidasını ❷ gevşetin ve iplik tansiyon grubunu (çevirin.) ❺.
2) Tansiyon mili tespit vidasını ❹ gevşetin.
3) Germe çubuğunu ❸ saat yönünde (A yönünde) çevirince basınç artar, çubuğu ❸ saat yönü tersine (B
yönünde) çevirince basınç azalır.
* İplik alma kolu yayının ❶ standart konumu
Makine kolundaki kabartma işaret çizgisi ❻, üst iplik alma kolu yayı ile hemen hemen aynı hizadadır. (Malzeme ve işleme göre ayar yapılması gereklidir.)
İplik alıcı yayının çalışmasını kontrol etmek için, iplik alıcı yay basıncını ayarladıktan sonra üst
ipliği F yönünde çekerek, ipliğin E’den çıktığı son ana kadar (G hali) iplik alıcı yayının ipliğe
kuvvet uyguladığını kontrol edin. Eğer yay son ana kadar (H hali) kuvvet uygulamazsa, iplik
alma yayı basıncını azaltın. Ayrıca iğne ipliği hareket mesafesi çok sınırlı ise; yayın gereken
şekilde doğru çalışması da mümkün olmaz. Genel kumaşlarda yayın doğru hareket mesafesi;
10 ilâ 13 mm arasındadır.
(3) İplik verici hareket mesafesinin ayarlanmasi
1) Dikilen kumaş çok kalın olduğu zaman, hareketli tansiyon tarafından çekilen iplik uzunluğunu arttırmak
için, iplik kılavuzunu ❽, sol tarafa (C yönü) alın.
2) Dikilen kumaş ince olduğu zaman, hareketli tansiyon tarafından çekilen iplik uzunluğunu azaltmak için,
iplik kılavuzunu ❽, sağ tarafa (D yönü) alın
* İplik kılavuzunun standart konumu
• DDL-9000C-FMS : İplik kılavuzunun üzerindeki işaret çizgisi ❾, tespit vidasının merkeziyle aynı hizadadır.
• DDL-9000C-FSH : İplik kılavuzunun üzerindeki işaret çizgisi ❾, makine kolundaki işaret çizgisinin merke-
ziyle aynı hizadadır.
– 28 –
Page 33

4. ÇALIŞMA PANELİNİN KULLANIMI
4-1. Dikiş ekranının açıklaması (bir dikiş deseni seçilirken)
Dikiş ekranında, dikilmekte olan dikiş deseninin şekil ve ayar değerleri görüntülenir.
Ekran ve düğme işleyişi seçilen dikiş desenine göre farklılık gösterir.
Dikiş ekranında iki farklı ekran görüntülendiğini unutmayın; dikiş deseni ekranı ve sayaç ekranı.
Sayaç görünümün açıklaması için bkz. 56 Sayfada "4-3. Sayaç işlevi".
İki farklı ekran modu bulunur; bunlar <Operatör modu> ve <Bakım personeli modu> dur.
❶
ve
aynı anda basılarak operatör modu ile bakım personeli modu arasında mod deği-
❷
şikliği yapılabilir.
(1) Dikiş ekranı (bir dikiş deseni seçilirken)
ile bir dikiş deseni seçilebilir. Aşağıda gösterildiği gibi dört farklı dikiş şekli vardır.
<Operatör modu> <Bakım personeli modu>
❺ ❼❽ ❾
❹ ❶❸
❷❻
❺ ❾
❹ ❶❸
❷❻
Serbest dikiş deseni
(Operatör modu)
Çok katmanlı dikiş deseni
(Operatör modu)
Sabit boyutlu dikiş deseni
(Operatör modu)
Çokgen şekilli dikiş deseni
(Operatör modu)
– 29 –
Page 34

Serbest dikiş deseni
(Bakım personeli modu)
Sabit boyutlu dikiş deseni
(Bakım personeli modu)
Çok katmanlı dikiş deseni
(Bakım personeli modu)
Çokgen şekilli dikiş deseni
(Bakım personeli modu)
Anahtar/gösterge Açıklama
Mod tuşu Bu anahtar menü ekranını görüntülemek için kullanılır.
❶
Anahtara normal bir şekilde basılırsa 1. Seviye görüntülenir. Bu anahtara en
az üç saniye basılıp anahtar basılı tutulursa 2. Seviye, en az 6 saniye basılı
tutulursa 3. Seviye görüntülenir.
Mod tuşu ile Bilgi tuşuna basılarak operatör modu ile bakım personeli modu
arasında mod değişikliği yapılır.
Bilgi tuşu Bu anahtar bilgi ekranını görüntülemek için kullanılır.
❷
Bu anahtara normal bir şekilde basılırsa 1. Seviye görüntülenir, en az üç saniye
basılıp anahtar basılı tutulursa 2. Seviye görüntülenir.
Bilgi tuşu ile Mod tuşuna basılarak operatör modu ile bakım personeli modu
arasında mod değişikliği yapılır.
Dikiş deseni no.
❸
tuşu
Basitleştirilmiş
❹
ekran kilidi tuşu
Dikiş desen listesi ekranı görüntülenir. Şu anda seçili olan dikiş deseni
numarası bu tuş üzerinde görüntülenir. (P01 – P99)
Bu tuş, ekran üzerinde görüntülenen tuşların çalışma durumunu etkin ve devre
dışı arasında değiştirmek için kullanılır.
Bu tuş, basitleştirilmiş ekran kilitleme durumunu görüntülemek için kullanılır.
Kilitli:
Kilidi açık:
Basitleştirilmiş ekran kilitleme tuşu kullanılarak tuşun işleyişi kilitlendiğinde,
ekran üzerinde görüntülenen tuşların işleyişi devre dışı kalır, sadece bu tuş
etkin kalır.
– 30 –
Page 35

Anahtar/gösterge Açıklama
Dikişin
❺
başlangıcında ters
beslemeli dikiş
tuşu
Dikişin sonunda
❻
ters beslemeli dikiş
tuşu
Parça numarası Parça numarası görüntülenir.
❼
Süreç/yorum U404 bellek anahtarının ayarına bağlı olarak, parça numarası/işlem ya da
❽
Saat göstergesi Dikiş makinesinde ayarlı olan saat bu alanda 24 saatlik sisteme göre
❾
Bu düğme, dikişin başında geri beslemeli dikişin Açık/Kapalı durumunu
değiştirmek için kullanılır. Dikişin başında geri beslemeli dikiş Kapalı duruma
alınırsa düğmenin sol üst kısmında
Bu tuşa bir saniye basılı tutulduğunda ters beslemeli dikiş (başlangıçta)
düzenleme ekranı görüntülenir.
Bu düğme serbest dikiş, sabit ölçülü dikiş veya poligon şekilli dikiş için göste-
→
rilir.
Bu düğme, dikişin sonunda geri beslemeli dikişin Açık/Kapalı durumunu
değiştirmek için kullanılır. Dikişin sonunda geri beslemeli dikiş Kapalı duruma
alınırsa düğmenin sol üst kısmında
Bu tuşa bir saniye basılı tutulduğunda ters beslemeli dikiş (dikişin sonunda)
düzenleme ekranı görüntülenir.
Bu düğme serbest dikiş, sabit ölçülü dikiş veya poligon şekilli dikiş için göste-
→
rilir.
açıklama görüntülenir.
görüntülenir.
işareti gösterilir.
işareti gösterilir.
* Desen şekli
düğmesi
* Dikiş verileri listesi
tuşu
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
* Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Seçilen dikiş deseni bu alanda görüntülenir.
Dört farklı dikiş deseni kullanılabilir, bunlar; serbest dikiş deseni, sabit boyutlu
dikiş deseni, çok katmanlı dikiş deseni ve çokgen şekilli dikiş desenidir.
Bu tuşa basıldığında şekil seçim ekranı görüntülenir.
Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
İlk durumda "dikiş verisi düzenleme ekranı" açılır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Bu düğme başlangıçta "dikiş sayacı" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Bu düğme başlangıçta "adım" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Bu düğme başlangıçta "dikiş hızı" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Bu düğme başlangıçta "transport dişlisi yüksekliğini düzeltme" olarak
ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
* Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Bu düğme başlangıçta "besleme konumu" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
* Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Bu düğme başlangıçta "iğne milinin durma konumu" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
– 31 –
Page 36

Anahtar/gösterge Açıklama
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Bu düğme başlangıçta "üst iplik gerginliği" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Bu düğme başlangıçta "baskı ayağı basıncı" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Bu düğme başlangıçta "iplik kesme işleminin engellenmesi" olarak
ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Özelleştirme tuşu Seçilen bir işlev bu tuşa atanabilir ve kaydedilebilir.
Bu düğme başlangıçta "besleme zamanlaması" olarak ayarlanmıştır.
Bkz. 44 Sayfada "4-2-6. Desen işlevlerinin listesi".
Çok katlı dikiş
düğmesi
Bu düğme bir saniye süreyle basılı tutulduğunda çok katlı dikiş ayar ekranı
açılır.
Bkz. 42 Sayfada "4-2-5. Dikiş desenlerini düzenleme".
Çok katlı dikiş seçildiğinde bu düğme gösterilir.
→
İlmek sayısı Bu düğme, sabit ölçülü dikişin ilmek sayısını veya poligon şekilli dikişin her
adımı için kayıtlı ilmek sayısını göstermek için kullanılır.
Bu düğme, sabit ölçülü dikiş veya poligon şekilli dikiş seçildiğinde gösterilir.
→
Poligon şekilli dikiş
deseninin adım
Geçerli adım solda ve toplam adım sayısı sağda gösterilir (1-20).
Bu düğme, poligon şekilli dikiş seçildiğinde gösterilir.
→
sayısı gösterimi
* Sadece bakım personeli modu seçildiğinde.
– 32 –
Page 37

4-2. Dikiş desenleri
Sık dikilen desenler dikiş deseni olarak kaydedilebilir.
Desenler dikiş deseni olarak kaydedildiği zaman, sadece dikiş deseni numarası seçilerek istenen dikiş
deseni çağrılabilir.
Dikiş deseni olarak en fazla 99 farklı desen girilebilir.
4-2-1. Dikiş deseni yapılandırması
Bir dikiş deseni üç unsurdan oluşur; bunlar, ters besleme dikişi (başlangıçta), ana dikiş, ters besleme
dikişi (dikişin sonunda) ve desen işlevidir.
❶
A B
❸
❷
E
CD
Ters beslemeli dikiş (başlangıçta) bölümü
❶
Bkz. 36 Sayfada "4-2-3. Ters beslemeli dikiş
(başlangıçta) deseni".
Ana dikiş bölümü
❷
Serbest dikiş
・
Sabit boyutlu dikiş
・
Çok katmanlı dikiş
・
Çokgen şekilli dikiş
・
Ayrıntılar için 42 Sayfada "4-2-5. Dikiş
desenlerini düzenleme", 101 Sayfada "8-2.
Çokgen şekilli dikişin ayarlanması" bölümüne
bakın.
Ters beslemeli dikiş (dikişin sonunda) bölümü
❸
Bkz. 47 Sayfada "4-2-7. Ters beslemeli dikiş
(dikişin sonunda) deseni".
Desen işlevi
❹
Bkz. 42 Sayfada "4-2-5. Dikiş desenlerini
düzenleme".
Desen No. 1 - No. 99
– 33 –
Page 38

4-2-2. Dikiş desenleri listesi
Kayıtlı dikiş desenleri listesi ekranda gösterilir. Bakım personeli modunda dikiş desenleri oluşturulabilir,
kopyalanabilir ve silinebilir.
A
Her modun dikiş ekranında dikiş deseni düğ-
❶
<Dikiş ekranı (operatör modu)>
Desen listesi ekranı: Sayısal sırayla
(Operatör modu)
❾
mesine
basın.
A
Dikiş deseni listesi ekranı açılır.
Desen listesi ekranı: Alfabetik sırayla
(Operatör modu)
❷
❸
❹
Desen listesi ekranı: Sayısal sırayla
(Bakım personeli modu)
❺ ❻ ❼ ❽
Desen listesi ekranı: Alfabetik sırayla
(Bakım personeli modu)
– 34 –
Page 39

Ad Fonksiyon
Desen No. düğmesi Bu düğme, kayıtlı dikiş deseni sayısını ve çevrim deseni sayısını göstermek
❶
için kullanılır.
(Kayıtlı olmayan çevrim deseni sayısı gösterilmez.)
Bu düğmeye basıldığında dikiş deseni seçili duruma alınır.
Gösterim aralığı: Dikiş deseni sayısı 1 ila 99 ve çevrim deseni 1 ila 9.
Kayıtlı karakter
❷
düğmesi
Sıralama düğmesi Bu düğme, kayıtlı desenleri dikiş deseni numarası, işlem, parça numarası
❸
Düzeltme düğmesi Bu düğme, düzeltici ayar ekranını açmak için kullanılır.
❹
Yeni dikiş deseni
❺
oluşturma düğmesi
Yeni çevrim deseni
❻
oluşturma düğmesi
Desen kopyalama
❼
düğmesi
Desen silme düğmesi Bu düğme, desen silme onay mesajını görüntülemek için kullanılır.
❽
Bu düğmeye basıldığında dikiş deseni gösterilir ve desen, seçili duruma
alınır.
veya açıklamaya göre sıralamak için kullanılır.
Bu düğme, yeni bir dikiş deseni oluşturmak için kullanılır.
Bkz. 97 Sayfada "8-1-1. Yeni bir desen oluşturma".
* Bu düğme sadece bakım personeli modunda gösterilir.
Bu düğme, yeni bir çevrim deseni oluşturmak için kullanılır.
Bkz. 104 Sayfada "8-3. Çevrim deseni".
* Bu düğme sadece bakım personeli modunda gösterilir.
Bu düğme, bir dikiş deseni veya çevrim desenini kopyalamak ve kopyalanan
deseni yeni bir numara ile kaydetmek için kullanılır.
Bkz. 99 Sayfada "8-1-2. Bir desenin kopyalanması".
* Bu düğme sadece bakım personeli modunda gösterilir.
Kayıtlı sadece tek bir desen olması durumunda desen silinemez.
* Bu düğme sadece bakım personeli modunda gösterilir.
Kaydırma (yukarı)
❾
düğmesi
Kaydırma (aşağı)
düğmesi
Kapatma düğmesi Bu düğme, seçili deseni iptal etmek ve dikiş ekranını açmak için kullanılır.
Giriş düğmesi Bu düğme, seçili deseni onaylamak ve dikiş ekranını açmak için kullanılır.
Seçilen desen
verisinin gösterilmesi
Bu düğme, önceki sayfayı göstermek için kullanılır.
Bu düğme, sonraki sayfayı göstermek için kullanılır.
Bu düğme, seçilen desenin verisini göstermek için kullanılır.
– 35 –
Page 40

4-2-3. Ters beslemeli dikiş (başlangıçta) deseni
Ters beslemeli dikişe ait (başlangıçta) bir dikiş şekli, aşağıda açıklanan prosedür adımları izlenerek
ayarlanır.
(1) Ters beslemeli dikiş (başlangıçta) desenini etkinleştirme
Dikişin başlangıcında ters beslemeli dikiş
desenini kullanmak için, dikişin başlangıcında ters beslemeli dikiş deseninin durumu
AÇIK olmalıdır (
işareti görüntülenmez).
Bu işlev KAPALI durumdaysa, dikişin başlangıcında ters beslemeli dikiş işlevini
etkinleştirmek için
işaretini kapatmak
amacıyla dikişin başlangıcında ters beslemeli dikiş tuşuna basın.
(2) Dikiş sayısının ve ters beslemeli dikiş adımı (başlangıçta) deseninin değiştirilmesi için (
ratör modu
Ters beslemeli dikiş (başlangıçta) düzenleme ekranının görüntülenmesi
①
❶
durumunda)
tuşunu bir saniye basılı tutun. Ters
❶
beslemeli dikiş (başlangıçta) düzenleme
ekranı görüntülenir.
Ope-
Şeklin, dikiş sayısının ve ters beslemeli dikiş adımı (başlangıçta) deseninin ayarlanması
②
❸❷ ❷
Sayısal değeri
Girdiğiniz değer
ile değiştirin.
❷
❸ tuşuna basılarak
doğrulanır. Ardından dikiş ekranı görüntülenir.
<Geri beslemeli dikiş (başlangıçta) için düzenleme ekranı
(Operatör modu)>
– 36 –
Page 41

Seçilebilen "Dikiş tipi" ve "Düzenlenecek öğe" şunlardır:
Dikiş tipi Düzenlenecek öğe
Ters beslemeli dikiş
Dikiş başlangıcında ters beslemeli dikiş bir
kez gerçekleştirilir.
Yoğunlaştırma
Dikişin başlangıcında dikiş adımı azaltılır.
Ters beslemeli çift dikiş
Dikiş başlangıcında ters beslemeli dikiş iki
kez gerçekleştirilir.
Yoğunlaştırma özel
Dikiş sayısı ve yoğunlaştırma adımı
istenildiği gibi ayarlanabilir.
Dikiş sayısı
A
Dikiş sayısı
A
Dikiş sayısı
A
Yoğunlaştırma özel No.
Dikiş sayısı
→ →
→
→ →
B
Adım
Dikiş sayısı
B
Adım
Adım
– 37 –
Page 42

Bakım personeli modu için
◆
Dikiş başlangıcı geri beslemeli dikiş düzenleme ekranını açın ve bir desen oluşturun
①
B
❷ ❷
1. Operatör modundaki duruma başvurarak dikiş başlangıcı geri beslemeli dikiş
düzenleme ekranını açın.
2. Dikiş başlangıcı geri beslemeli dikişin
A EDC
<Dikiş başlangıcı geri beslemeli dikiş ekranı
(bakım personeli modu)>
Dikiş başlangıcı geri beslemeli dikiş türünün seçilmesi (
・
❹
<Geri beslemeli dikiş türü giriş ekranı>
ilmek sayısını
)
A
1.
A
düğmesine basın. Daha
ile değiştirin.
❷
sonra geri beslemeli dikiş türü giriş
ekranı açılır. Dört farklı tür arasından
geri beslemeli dikiş (tekli), yoğun
ilmek dikişi, çift geri beslemeli dikiş ve
Yoğunlaştırma özel) dikiş başlangıcı
geri beslemeli dikiş deseninin istenilen türünü seçin.
2. Adı geçen işlemi onaylamak ve mevcut ekranı dikiş başlangıcı geri beslemeli dikiş ekranına döndürmek için
Yoğun ilmek özelin seçilmesi (
・
❺ ❹
<Yoğun ilmek özel seçim ekranı>
B
düğmesine basın.
❹
)
1.
düğmesine basın. Daha
B
sonra yoğun ilmek özel seçim ekranı
açılır.
* Yoğun ilmek özel düğmesinin kullanıl-
maması halinde
düğmesine basarak yoğun ilmek
2.
❺
işareti gösterilir.
özeli seçin.
3. Adı geçen işlemi onaylamak ve mevcut ekranı dikiş başlangıcı geri beslemeli dikiş ekranına döndürmek için
düğmesine basın.
❹
– 38 –
Page 43

İğne-iplik gerginliği değerinin girilmesi (
・
❼
C
)
1.
düğmesine basın. Daha
C
sonra iplik gerginliği giriş ekranı açılır.
düğmesi ile bir iplik gerginliği (0 ila
❻
200) girin.
seçildiğinde
*
❼
görüntülen-
C
mez.
2. Adı geçen işlemi onaylamak ve dikiş
başlangıcı geri beslemeli dikiş ekra-
❻
<İplik gerginliği giriş ekranı>
Adımın girilmesi (
・
)
D
❻
<Adım giriş ekranı>
❼
❹
❹
nını açmak için
düğmesine
❹
basın.
1.
düğmesine basın. Daha
D
sonra adım giriş ekranı açılır.
düğmesi ile bir adım (-5,00 ila 5,00)
❻
girin.
seçildiğinde
*
❼
görüntülen-
D
mez.
2. Adı geçen işlemi onaylamak ve dikiş
başlangıcı geri beslemeli dikiş ekra-
nını açmak için
düğmesine
❹
basın.
Baskı ayağı basıncının girilmesi (
・
❻
<Baskı ayağı basıncı giriş ekranı>
E
❼
❹
)
1.
düğmesine basın. Daha
E
sonra baskı ayağı basıncı giriş ekranı
açılır.
düğmesi ile bir baskı ayağı basıncı
❻
girin. (-10 ila 200)
seçildiğinde
*
❼
görüntülen-
E
mez.
2. Adı geçen işlemi onaylamak ve dikiş
başlangıcı geri beslemeli dikiş ekra-
nını açmak için
düğmesine
❹
basın.
– 39 –
Page 44

Değiştirilen öğelerin uygulanması
②
❸
Adı geçen işlemi onaylamak ve mevcut ek-
<Dikiş başlangıcı geri beslemeli dikiş ekranı
(bakım personeli modu)>
ranı dikiş ekranına döndürmek için
düğmesine basın.
❸
– 40 –
Page 45

4-2-4. Çift geri beslemeli dikiş
Çift geri beslemeli dikiş deseni şeklinin ayarlanması.
Çift geri beslemeli dikiş ayar ekranının açılması
①
❶
<Dikiş ekranı>
Çift geri beslemeli dikiş deseni şeklinin ayarlanması
②
Çift ters beslemeli bir dikiş deseni seçildiğinde, çift ters beslemeli dikiş düzenleme
ekranını görüntülemek için, ekranda çıkan
tuşuna basın ve tuşu bir saniye
❶
basılı tutun.
❷
❸❷
<Çift geri beslemeli dikiş düzenleme ekranı (operatör modu)>
1. İlmek sayısını
ile ayarlayın.
❷
2. Ayarlanan değeri onaylamak ve mevcut
ekranı dikiş ekranına döndürmek için
❸ düğmesine basın.
Bakım personeli modunda adı geçen dikiş
türlerine ilaveten yoğun ilmek özel de ayarlanabilir. (Yoğun ilmek özel kullanmak için
veri ayarı durumunda)
38 Sayfada "4-2-3.◆Bakım personeli
modu için" kısmına bakarak yoğun ilmek
özeli ayarlayın.
<Çift geri beslemeli dikiş düzenleme ekranı
(bakım personeli modu)>
– 41 –
Page 46

4-2-5. Dikiş desenlerini düzenleme
(1) Düzenleme yöntemi (serbest dikiş, sabit boyutlu dikiş ya da çok katmanlı dikiş seçildiğinde)
Çokgen şekilli dikiş seçilmesi durumu için,
101 Sayfada "8-2. Çokgen şekilli dikişin ayarlanma-
sı" bölümüne bakın.
Dikiş desenini düzenleme ekranının görüntülenmesi
①
❶
<Dikiş ekranı>
Dikiş desenini düzenleme
②
❷
Serbest dikiş, sabit boyutlu dikiş ya da çok
katmanlı dikiş seçildiğinde görüntülenen dikiş ekranındayken, dikiş deseni düzenleme
ekranını görüntülemek için
tuşuna
❶
basın.
Bu ekranda, desen işlevleri ayrı ayrı düzenlenebilir.
Düzenlenebilecek işlev öğeleri için 44
Sayfada "4-2-6. Desen işlevlerinin listesi"
bölümüne bakın.
İlgili öğeleri değiştirin ve değişikliği onayla-
mak için
<Dikiş desenini düzenleme ekranı>
Dikiş ekranını görüntülemek için
tuşuna basın.
Düzenlenen dikiş desenini kullanarak dikişin gerçekleştirilmesi
③
Değiştirdiğiniz verisi ekranda görüntülenir.
<Dikiş ekranı>
tuşuna basın.
❷
– 42 –
Page 47

❸
<İlmek sayısı giriş ekranı>
* Sabit boyutlu dikiş deseninin seçilmesi
durumunda dikiş sayısı ayarlanırken
tuşuna basıldığında dikiş sayısı giriş
❸
ekranı açılır. (Sadece dikiş sayısının değiştirilebilir olması halinde)
Öğretme işlevi için
48 Sayfada "4-2-8.
Öğretme işlevi" bölümüne bakın.
❹
❺
* Çok katlı dikiş deseni seçildiğinde
tuşu bir saniye basılı tutularak çok katlı
❹
dikiş deseni düzenleme ekranı açılır.
1. İlmek sayısını
ile ayarlayın.
❺
2. Çok katlı dikiş sayısını ❻ ile ayarla-
yın.
3. Ayarlanan değeri onaylamak ve mevcut
❼❺
❺❻
ekranı dikiş ekranına döndürmek için
❼ düğmesine basın.
<Çok katlı dikiş düzenleme ekranı>
– 43 –
Page 48

4-2-6. Desen işlevlerinin listesi
(1) Desen dikiş modu altındaki öğelerin ayarlanması
Veri No. Öğe adı Giriş aralığı
S001 Şekil Serbest
S002 Dikiş sayısı/Gerçekleşme
sayısı
S003 Adım -5,00 ile 5,00 / Özel adım No. 1 ile 20 ―
S004 İplik gerginliği 0 ile 200
S005 Baskı ayağı basıncı -350 ile 200
S041 İğne milinin durma
konumu
S042 İplik baskı ayağı
S043 İplik kesme işleminin
engellenmesi
S044 Tek atış ―
― 1 ile 2000 1 ile 15 ―
: İğne aşağıdayken dur
: İğne yukarıdayken dur
Sabit boyut Çok katmanlı Çokgen şekilli
―
: KAPALI / : AÇIK
: KAPALI / : AÇIK
: KAPALI
― ―
: AÇIK
S045 Tek atıştan sonra iplik
kesme
S046 Daha kısa iplik bırakan
iplik kesme
S047 Dikiş hızı limiti 150 ile U096 ―
S048 Besleme konumu
S049 Besleme zamanlaması -30 ile 30°
S050 Transport dişlisi
yüksekliğini düzeltme
S051 Ters beslemeli dikiş için
dikiş adımını düzeltme
değeri
S052 Çok katlı parça algılama
sensörü değeri
―
S
: KAPALI
: AÇIK
: KAPALI / : AÇIK
/ A / C / B
-4 ile 8
-5,00 ile 5,00
1000 ile 3000
―
: KAPALI
: AÇIK
S053 Çok katlı parça
algılandıktan sonra dikişi
başlatmak için ilmek
sayısı
S061 *1Dikiş hızı limiti 150 ile U096 / Genel ayar S047 ― 150 ile U096 /
– 44 –
0 ile 200
Genel ayar S047
Page 49

Veri No. Öğe adı Giriş aralığı
S062 *1Adım -5,00 ile 5,00 / Genel ayar S003 ― -5,00 ile 5,00 /
Genel ayar S003
S063 *1İplik gerginliği 0 ile 200
S064 *1Baskı ayağı basıncı -350 ile 200
S065 *1Transport dişlisi
-4 ile 8 ― -4 ile 8
yüksekliğini düzeltme
S066 *1Besleme konumu
S
/
―
A /
C /
B /
S068*2Parça numarası - 24 karakter
S069*2İşlem - 24 karakter
S070*2Açıklama 50 karakter
*1. Bu, tek dokunuşla değiştirme işlevidir. Bkz. 50 Sayfada "4-2-9. Tek dokunuşla geçiş işlevi".
*2. Sadece sınırlı sayıda karakter görünür.
S
A /
C /
B /
/
– 45 –
Page 50

(2) Çokgen şekilli dikiş adımları için öğelerin ayarlanması
Adım 1
Öğe adı Giriş aralığı
S071 Dikiş sayısı 1 ile 2000
S072 Adım -5,00 ile 5,00 / Özel adım No. 1 ile 20
S073 İplik gerginliği 0 ile 200
S074 Baskı ayağı basıncı -350 ile 200
S075 Transport dişlisi yüksekliğini düzeltme -4 ile 8
S076 İğne milinin durma konumu
S077 Baskı ayağının durma konumu 0 ile 15,0 mm
S078 Tek atış
S079 Dikiş hızı limiti 150 ile U096
↓
Adım 2
: İğne aşağıdayken dur
: İğne yukarıdayken dur
: İplik kesme
: Süreklilik
: KAPALI / : AÇIK
* Öğelerin ve giriş aralığının ayarlanması, 1 adımındakilerle aynıdır.
* Adım numaraları 20’ye kadar ayarlanabilir.
Ayarı değiştirdikten sonra dişlinin boğaz plakasına temas etmediğini kontrol edin.
Konumu ya da transport dişlisinin yüksekliğini değiştirdiğinizde dikiş yoğunluğunun
değişebileceğini unutmayın. Bu sebeple, makineyi üretim için kullanmadan önce deneme dikişi
yapılması gereklidir.
– 46 –
Page 51

4-2-7. Ters beslemeli dikiş (dikişin sonunda) deseni
Ters beslemeli dikişe ait (dikişin sonunda) bir dikiş şekli, aşağıda açıklanan prosedür adımları izlenerek
ayarlanır.
(1) Ters beslemeli dikiş (dikişin sonunda) desenini etkinleştirme
Dikişin sonunda ters beslemeli dikiş desenini kullanmak için, dikişin sonunda ters beslemeli dikiş deseninin durumu AÇIK olmalıdır
işareti görüntülenmez).
(
Bu işlev KAPALI durumdaysa, dikişin sonunda ters beslemeli dikiş işlevini etkinleştirmek
için
❶
sonunda ters beslemeli dikiş tuşuna basın.
Ters beslemeli dikiş veya ters beslemeli çift dikişin seçilmesi durumunda
dikiş sayısı A, sağ tarafta dikiş sayısı B gösterilir ve yoğunlaştırma seçilmesi durumunda
de sadece dikiş sayısı A gösterilir (gösterim aralığı: 0
ile
99). Yoğunlaştırma özelin seçilmesi durumunda
işaretini kapatmak amacıyla dikişin
üzerinde sol tarafta
❶
üzerin-
üzerinde yoğunlaştırma özel sayısı gösterilir.
(2) Dikiş sayısının ve ters beslemeli dikiş adımı (dikişin sonunda) deseninin değiştirilmesi için
Ters beslemeli dikiş (dikişin sonunda) düzenleme ekranının görüntülenmesi
①
tuşunu bir saniye basılı tutun. Ters
❶
beslemeli dikiş (dikişin sonunda) düzenleme
ekranı görüntülenir.
❶
Şeklin, dikiş sayısının ve ters beslemeli dikiş adımı (dikişin sonunda) deseninin ayarlanması
②
❸❷ ❷
Sayısal değeri ❷ ile değiştirin.
Girdiğiniz değer
❸ tuşuna basılarak
doğrulanır. Ardından dikiş ekranı görüntülenir.
Dikiş türünü seçmek için
❹ tuşuna
basın.
❹
<Dikişin sonunda ters beslemeli dikiş düzenleme ekranı>
– 47 –
Page 52

4-2-8. Öğretme işlevi
Bu, dikilen toplam dikiş sayısını kullanarak bir dikiş desenine ait dikiş sayısının girilmesine imkan veren
işlevdir.
Bu işlev ekranı dikiş deseni düzenleme ekranından görüntülenebilir.
* Öğretme işlevi, "sabit boyutlu dikiş" veya "çokgen şekilli dikiş" seçili olduğu zaman kullanılabilir.
❶
Dikiş verisi listesi ekranında ❶ düğmesine
basın. Daha sonra ilmek sayısı giriş ekranı
açılır.
<Dikiş ekranı (sabit boyutlu dikiş)
(Bakım personeli modu)>
❶
<Dikiş ekranı (çokgen şekilli dikiş)
(Bakım personeli modu)>
(1) Ayarlama (sabit boyutlu dikiş)
❷
<Dikiş sayısı giriş ekranı>
Öğrenme fonksiyonunu açılması
①
❷ düğmesine basarak öğrenme
fonksiyonunu açın.
Öğretmeye başlanması
②
Giriş değeri 0’a (sıfır) ayarlanır. Dikişe
başlamak için pedala basın. Dikiş makinesi durana dek ilmek sayısını sayın.
Öğretme modunda girilen verilerin
③
doğrulanması
İplik kesme işlemi yaparak öğrenme içeri-
ğini onaylayın.
Mevcut ekranı dikiş ekranına (bakım per-
soneli modu) döndürün.
– 48 –
Page 53

(2) Ayarlanması (çokgen şekilli dikiş)
Öğrenme fonksiyonunu açılması
①
❷ düğmesine basarak öğrenme
fonksiyonunu açın.
<Dikiş sayısı giriş ekranı>
Öğrenmeye başlayın ve veriyi adım adım prensibine göre onaylayın
②
❷ ❸
Giriş değeri 0’a (sıfır) ayarlanır. Dikişe başlamak için pedala basın. Dikiş makinesi durana dek ilmek
sayısını sayın.
1. Öğretme işleminin çalışma paneli üzerinde çalışılarak başlatılması durumunda
❹
Sonuna varana dek (son ilmeğin dikilmesi)
adımı uygulayın. Daha sonra
❸
düğ-
mesine basarak öğrenme verisini onaylayın.
Mevcut ekranı dikiş ekranına döndürün (bakım personeli modu).
❹ düğmesine basarak mevcut adımda
öğrenme verisini onaylayın. Mevcut ekranı,
bir sonraki adım için ilmek sayısı giriş ekra-
❺
nına döndürmek üzere
düğmesine
❺
basın.
Kaydedilecek başka adım yoksa, bu çalışma
devre dışı bırakılacak.
2. Öğretme işleminin pedal kullanılarak başlatılması durumunda
Dikiş adımlarının tamamlanmasından sonra (son dikiş), pedalın arka kısmına basın. Ardından, öğretme modunda mevcut adım için girilen veriler
onaylanır ve ekran sonraki adım için öğretme ekranına geçer.
Kaydedilecek başka adım yoksa, bu çalışma devre dışı bırakılacak.
– 49 –
Page 54

4-2-9. Tek dokunuşla geçiş işlevi
Tek dokunuş işlevinin özel düğmeye atanması durumunda; adım, dikiş hızı ve transport dişlisi yüksekliği
özel düğmeye basılarak değiştirilebilir.
S003 Adım
S004 İplik gerginliği
S005 Baskı ayağı basıncı
S047 Dikiş hızı
S062 Tek dokunuşla adım değiştirme
⇔
S063 Tek dokunuşla iplik gerginliği değiştirme
⇔
S064 Tek dokunuşla baskı ayağı basıncı değiştirme
⇔
S061 Tek dokunuşla dikiş hızı değiştirme
⇔
S050 Transport dişlisi yüksekliği ⇔ S065 Tek dokunuşla transport dişlisi yüksekliğinin değiştirilmesi
S048 Besleme konumu
S066 Tek dokunuşla besleme konumu değiştirme
⇔
Bkz. 25 Sayfada "3-11. Özel anahtar".
Tek dokunuşla geçiş sırasında hedef veri ekranı değişir.
– 50 –
Page 55

4-2-10. Yeni bir dikiş deseninin kaydedilmesi
Yeni oluşturulan bir dikiş deseni, aşağıda açıklanan prosedür adımları takip edilerek kaydedilir.
Yeni desen oluşturma işlevinin seçilmesi
①
❶
1. Dikiş deseni yönetim ekranını görüntüle-
tuşuna basın.
mek için
❶
❷
<Dikiş desenini yönetim ekranı>
2.
tuşuna basın.
❷
3. İstenen dikiş şeklini (serbest dikiş, sabit
boyutlu dikiş, çok katmanlı dikiş, çokgen
şekilli dikiş) seçin.
– 51 –
Page 56

Yeni dikiş deseni numarasının seçilmesi
②
❸
1. Dikiş deseni kayıt numarasını görüntüle-
tuşuna basın.
mek için
❸
2. Sayısal tuş takımını kullanarak, kaydedilecek desen numarasını girin.
3. Girdiğiniz desen numarasını onaylamak
için ❹ tuşuna basın.
Dikiş deseni yönetim ekranı görüntülenir.
❹
Oluşturulan dikiş deseni verilerinin doğrulanması
③
<Dikiş ekranı>
Yeni oluşturulan dikiş deseni görüntülenir.
– 52 –
Page 57

4-2-11. Bir desenin kopyalanması
❶
1. Dikiş deseni yönetim ekranını görüntüle-
tuşuna basın.
mek için
❶
<Dikiş desenini yönetim ekranı>
❷
❹
2.
tuşuna basın.
❷
3. Sayılsa tuş takımı ile bir desen kopyalama numarası girin.
4. Girdiğiniz desen numarasını onaylamak
için ❹ tuşuna basın.
– 53 –
5. Yeni oluşturulan dikiş deseni görüntülenir.
Page 58

4-2-12. Daraltma işlevi
Ürün numarası, işlem veya açıklama gibi hedef karakterler girerek hafızaya kayıtlı dikiş desenlerinden
hedef karakterler içeren dikiş desen(ler)ini seçmek ve görüntülemek mümkündür. Bu işlev hem operatör
modunda hem de servis elemanı modunda kullanılabilir.
Yeni desen oluşturma işlevinin seçilmesi
①
❶
1. Dikiş deseni yönetim ekranını görüntüle-
tuşuna basın.
mek için
<Dikiş ekranı (Bakım personeli modu)>
❶
❷
<Dikiş desenini yönetim ekranı>
2.
tuşuna basın.
❷
– 54 –
Page 59

Daraltılacak hedef deseni seçin
②
❸ ❼
1.
tuşunu kullanarak istenen
❸
desenin daraltıldığı dikiş desenlerini seçin.
2. Karakter giriş ekranı,
tuşuna basılarak
❹
açılır.
Daraltma işlemi için kullanılacak karak-
ter(ler) karakter dizisi tuşu ile girilebilir.
❹
<Daraltma koşulu ayar ekranı>
❻
❺
3. Girilen karakterler
larak silinir.
tuşuna bası-
❺
4. Sadece girilen karakter(ler)i içeren desenlerden oluşan "Sewing pattern number list screen (Dikiş
deseni numarası liste ekranı)"
5. Daraltma işlemi
❼
tuşuna basıldığında yapılmaz. Daha sonra "Sewing pattern number list scre-
tuşuna basılarak açılır.
❻
en (Dikiş deseni numarası liste ekranı)" açılır.
* Daraltma koşulu ayar ekranında iki veya daha fazla öğe için karakterler girilmesi durumunda sade-
ce girilen tüm koşulları karşılayan desenler gösterilir. Çevrim dikişi desenleri için açıklama sadece
daraltma koşulu olarak kullanılır.
– 55 –
Page 60

4-3. Sayaç işlevi
Bu işlev, önceden belirlenen birime göre dikişi sayar ve önceden ayarlanan değere ulaşıldığında ekran
üzerinde görülebilen bir alarm verir.
4-3-1. Sayaç ekranı modunun altında dikiş ekranının görüntülenmesi
Üç çeşit sayaç kullanılabilir. Bunlar; masura
ipliği sayacı, dikiş sayacı ve adım zamanı
sayacıdır.
4-3-2. Sayaç tipleri
Masura ipliği sayacı
Masura ipliği sayacı, dikiş makinesinin her 10 dikişinde mevcut değerine bir ekler.
Önceden ayarlanan değere ulaşıldığında, sayma tamamlanma ekranı görüntülenir.
* Bkz. 60 Sayfada "4-3-4. Sayma tamamlanma durumunun sıfırlanması".
Dikiş sayacı
Dikiş sayacı, her dikiş şekli dikildiğinde mevcut değerine bir ekler.
Önceden ayarlanan değere ulaşıldığında, sayma tamamlanma ekranı görüntülenir.
* Bkz. 60 Sayfada "4-3-4. Sayma tamamlanma durumunun sıfırlanması".
Adım zamanı sayacı
Adım zamanı sayacı, her dikiş şekli dikildiğinde mevcut değerine bir ekler.
Hedef değer sayacı, önceden ayarlanan adım adım ilerleyen mevcut değerine bir ekler.
* Bkz. 60 Sayfada "4-3-4. Sayma tamamlanma durumunun sıfırlanması".
– 56 –
Page 61

4-3-3. Sayacın ayarlanması
Sayaç ayarının seçilmesi
①
❶
<Mod ekranı>
1.
tuşuna basarak mod ekranını
❶
görüntüleyin.
2. "Counter setting (Sayaç ayarı)"nı seçin.
Sayaç tipinin, sayacın mevcut değerinin ve önceden ayarlı değerin ayarlanması
②
Dikiş sayacı ve masura sayacı aşağıdaki aynı prosedür kullanılarak ayarlanmalıdır.
Sayacın şu anki değeri
Sayaç için önceden ayarlanan değerSayaç tipi
1. Ayarlamayı etkinleştirmek için sayaç ayar
ekranı görüntülenir.
2. İstenen öğeyle ilgili tuşa basın. Ardından,
o öğeye karşılık gelen değişiklik ekranı
görüntülenir.
<Sayaç ayar ekranı>
– 57 –
Page 62

<Sayaç tipi ekranı>
1. İstenilen sayaç tipini seçin.
2. Seçtiğiniz sayaç tipini onaylamak için
❷ tuşuna basın.
❷
1. Sayacın şu anki değerini seçin.
2. Sayısal tuş takımı ile girin.
3. Seçtiğiniz sayaç tipini onaylamak için
❷ tuşuna basın.
❷
<Şu anki sayaç değeri ekranı>
❷
<Sayaç ayar değeri ekranı>
1. Sayaç ayar değerini seçin.
2. Sayısal tuş takımı ile girin.
3. Seçtiğiniz sayaç tipini onaylamak için
❷ tuşuna basın.
– 58 –
Page 63

―
Masura ipliği sayacı
YUKARI sayan sayaç (ekleme yöntemi):
Masura ipliği sayacı, dikiş makinesinin her 10 dikişinde mevcut değerine bir ekler.
Mevcut değer önceden ayarlanan değere ulaşıldığında, sayma tamamlanma ekranı
görüntülenir.
AŞAĞI sayan sayaç (çıkarma yöntemi):
Masura ipliği sayacı, dikiş makinesinin her 10 dikişinde mevcut değerinden bir çıkarır.
Mevcut değer 0’a (sıfıra) ulaştığında, sayma tamamlanma ekranı görüntülenir.
Sayacın kullanılmadığı durumlar:
Masura ipliği sayacı dikiş makinesi dikerken neredeyse hiçbir şey saymaz. Sayma
tamamlanma ekranı bu yüzden görüntülenmez.
Dikiş sayacı
YUKARI sayan sayaç (ekleme yöntemi):
Dikiş makinesinin her bir dikiş şekli dikişinde mevcut değerine bir ekler.
Mevcut değer önceden ayarlanan değere ulaşıldığında, sayma tamamlanma ekranı
görüntülenir.
AŞAĞI sayan sayaç (çıkarma yöntemi):
Dikiş makinesinin her bir dikiş şekli dikişinde mevcut değerinden bir çıkarır.
Mevcut değer 0’a (sıfıra) ulaştığında, sayma tamamlanma ekranı görüntülenir.
―
―
Sayacın kullanılmadığı durumlar:
Dikiş sayacı dikiş makinesi dikerken neredeyse hiçbir şey saymaz. Sayma
tamamlanma ekranı bu yüzden görüntülenmez.
Adım zamanı sayacı
YUKARI sayan sayaç (ekleme yöntemi):
Dikiş makinesinin her bir dikiş şekli dikişinde mevcut değerine bir ekler.
AŞAĞI sayan sayaç (çıkarma yöntemi):
Dikiş makinesinin her bir dikiş şekli dikişinde mevcut değerinden bir çıkarır.
Sayacın kullanılmadığı durumlar:
Dikiş sayacı dikiş makinesi dikerken neredeyse hiçbir şey saymaz. Sayma
tamamlanma ekranı bu yüzden görüntülenmez.
– 59 –
Page 64

Girilen verilerin doğrulanması
③
❸
Sayaç ayar öğelerinde girdiğiniz verileri
onaylayın. Ardından, ekranı mod ekranına
<Mod ekranı>
<Dikiş ekranı (sayaç)>
döndürmek için
❸ tuşuna basın.
❸ tuşuna tekrar basıldığında, ekran
dikiş ekranına geri döner.
Sayaç işlevine ilişkin girilmiş veriler görüntülenir.
4-3-4. Sayma tamamlanma durumunun sıfırlanması
❶
<Sayma tamamlanma ekranı>
Önceden tanımlanan koşulların dikiş sırasında yerine getirilmesi durumunda sayma
tamamlanma ekranı görüntülenir.
tuşuna basıldığında sayaç sıfırla-
❶
nır.
Ardından, mod dikiş moduna geri döner. Bu
modda sayaç tekrar saymaya başlar.
– 60 –
Page 65

4-4. Panel ekranlarının basitleştirilmiş şeması
Adım girişi ekranı
Dikiş verilerin düzenleme ekranı
Dikiş verilerin düzenleme ekranı
(Dikiş hızı)
Dikiş ekranı
Dikiş verilerin düzenleme ekranı
(Besleme konumu)
Dikiş verilerin düzenleme ekranı
(Besleme zamanlaması)
Mod ekranı
Bellek
anahtarı
Dikiş verilerin düzenleme ekranı
(Transport dişlisi yüksekliğini düzeltme)
Desen listesi ekranı
Yeni desen oluşturma ekranı
Ters beslemeli dikiş düzenleme ekranı
Bellek anahtarı tipi seçim ekranı
Bellek anahtarı düzenleme ekranı
– 61 –
Tümünü
görüntüle
Page 66

4-5. Bellek anahtarı verileri listesi
No. Öğe Ayar aralığı Birim
U001 Yumuşak başlatma işlevi
Başlangıç değeri makine kafasına göre değişir. (0: KAPALI)
U002 Malzeme sonu sensör fonksiyonu
0: Malzeme sonunu saptama fonksiyonu devre dışı / 1: Malzeme sonu
saptandıktan sonra, önceden belirlenen sayıda ilmek (U004) dikilir ve
dikiş makinesi durur
U003 Malzeme sonu sensörünce devreye alınan iplik kesme fonksiyonu
0: Malzeme sonu saptandıktan sonra otomatik iplik kesme fonksiyonu
devre dışı / 1: Malzeme sonu saptandıktan sonra, önceden belirlenen
sayıda ilmek (U004) dikilir ve dikiş makinesi durur ve eş zamanlı olarak
otomatik iplik kesme işlemini gerçekleştirir
U004 Malzeme sonu sensörü için ilmek sayısı
Malzeme sonu saptandıktan sonra dikiş makinesi durana kadar dikilecek
ilmek sayısı.
U007 Masura ipliği geri sayma birimi
0: 10 dikiş / 1: 15 dikiş / 2: 20 dikiş
U008 Geri beslemeli dikiş hızı
Başlangıç değeri makine kafasına göre değişir.
Bu bellek anahtarı ile ayarlanan dönüş sayısı pedalın en düşük hızından
daha düşük olsa da buna öncelik verilir.
U013 Masura ipliği sayma işlemini durdurma işlevi
0: Sayaç saymayı tamamlamış olsa da dikiş makinesini başlatma
engellemesi işlevi devre dışıdır (negatif değer).
1: Sayaç saymayı tamamladığında, iplik kesme engellemesi devreye
girdikten sonra dikiş makinesi çalışmaya başlar.
2: Sayaç saymayı tamamladığında, dikiş makinesi geçici olarak durur ve
iplik kesmeden sonra dikiş makinesinin başlatılması engellenir.
* Sayacın başlangıç değeri 0 (sıfır) olduğunda engelleme işlevinin devre
dışı olacağını unutmayın.
0 ile 9 Dikiş
0 ile 1
0 ile 1
0 ile 19 Dikiş
0 ile 2
150 ile 3000 sti/min
0 ile 2
ー
ー
ー
ー
U014 Dikiş sayımı işlevi
1: Otomatik dikiş sayacı / 2: Dikiş sayacı anahtarı girişi
U021 Pedal nötr konumda olduğunda baskı ayağı kaldırma
0: Devre dışı / 1: Etkin
U025 Manuel dönüşten sonra çalışma (iplik kesme)
Bu bellek anahtarı, dikiş makinesi üst/alt durma konumundan el çarkı
manuel olarak çevrilerek çıktıktan sonra iplik kesme işlemini ayarlamak
için kullanılır.
0: İzin verilir / 1: Engellenir
U030 Dikiş ortası geri beslemeli dikiş fonksiyonu
Dikiş ortası geri beslemeli dikiş fonksiyonu ayarlanır.
0: Dikiş ortası geri beslemeli dikiş fonksiyonu devre dışı / 1: Dikiş ortası
geri beslemeli dikiş fonksiyonu devrede
U031 Dikiş ortası geri beslemeli dikiş ilmek sayısı
Dikiş ortası geri beslemeli dikiş ilmek sayısı ayarlanır.
1 ile 2
0 ile 1
0 ile 1
0 ile 1
1 ile 19 Dikiş
ー
ー
ー
ー
– 62 –
Page 67

No. Öğe Ayar aralığı Birim
U032 Dikiş makinesi dururken dikiş ortası geri beslemeli dikişi devreye
alma durumu
Dikiş ortası geri beslemeli dikiş fonksiyonu devreye alma durumu
0: Dikiş makinesi dururken devre dışı / 1: Dikiş makinesi dururken
devrede
U033 Dikiş ortası geri beslemeli dikiş tarafından devreye alınan iplik
kesme
Dikiş ortası geri beslemeli dikiş tamamlandıktan sonra iplik kesme
fonksiyonu ayarlanır.
0: Otomatik iplik kesme fonksiyonu devre dışı / 1: Otomatik iplik kesme
fonksiyonu devrede
U035 Minimum pedal hızı
İplik kesme sırasında maksimum dönüş sayısı makine kafasına göre
farklılık gösterir
U036 İplik kesme sırasındaki hız
İplik kesme sırasında maksimum dönüş sayısı makine kafasına göre
farklılık gösterir
U037 Yumuşak kalkış sırasındaki hız
Yumuşak başlatma sırasında maksimum dönüş sayısı makine kafasına
göre farklılık gösterir.
Bu bellek anahtarı ile ayarlanan dönüş sayısı pedalın en düşük hızından
daha düşük olsa da buna öncelik verilir.
0 ile 1
0 ile 1
150 ile Maks.
iplik kesme
130 ile Maks.
iplik kesme
100 ile Maks. sti/min
ー
ー
sti/min
sti/min
U038 Tek adımda dikiş sırasındaki hız
Yumuşak başlatma sırasında maksimum dönüş sayısı makine kafasına
göre farklılık gösterir.
U039 Dönüşün başlangıç konumu
Nötr pedal pozisyonundan itibaren başlangıç konumunu ayarlayın. (Pedal
Stroku)
U040 Hızlanmanın başlangıç konumu
Nötr pedal pozisyonundan itibaren hızlanma konumunu ayarlayın. (Pedal
Stroku)
U041 Baskı ayağını kaldırmanın başlangıç konumu
Nötr pedal pozisyonundan itibaren tutucu parça kalkma konumunu
ayarlayın. (Pedal Stroku)
U042 Baskı ayağını indirmenin başlangıç konumu
Nötr pedal pozisyonundan itibaren tutucu parça inme konumunu
ayarlayın. (Pedal Stroku)
U043 İplik kesmenin başlangıç konumu
Nötr pedal pozisyonundan itibaren iplik kesme başlangıç konumunu
ayarlayın. (Pedal Stroku)
U044 Maksimum dikiş hızına ulaşılan pozisyon
Nötr pedal pozisyonundan itibaren maksimum hıza ulaşma konumunu
ayarlayın. (Pedal Stroku)
100 ile Maks. sti/min
10 ile 5000
10 ile 1000
-500 ile -10
10 ile 500
-1000 ile -100
10 ile 15000
ー
ー
ー
ー
ー
ー
U045 Pedalın nötr konumunu düzeltme değeri
Pedal sensörünün nötr pozisyonunu ayarlayın.
– 63 –
-150 ile 150
ー
Page 68

No. Öğe Ayar aralığı Birim
U047 Baskı ayağı kaldırma bitiş konumu
Pedalın arka kısmı ilk kademesine kadar basıldığında (1. kademe yay
pozisyonu) baskı ayağının yukarı çıktığı konum.
U049 Baskı ayağını indirme zamanı
Başlangıç değeri makine kafasına göre değişir.
U051 Ters beslemeli dikişi (başlangıçta) başlatma düzeltmesi -50 ile 50 Derece
U052 Ters beslemeli dikişi (başlangıçta) kapatma düzeltmesi -50 ile 50 Derece
U053 Ters beslemeli dikişi (dikişin sonunda) kapatma düzeltmesi -50 ile 50 Derece
U055 İplik kesmeden sonra baskı ayağının kalkışı
Başlangıç değeri makine kafasına göre değişir.
0: Kaldırma yok / 1: Kaldırma
U056 İplik kesiminden sonra ters dönüşle iğneyi yukarı kaldırma
Başlangıç değeri makine kafasına göre değişir.
0: Ters dönüşle iğneyi yukarı kaldırma yapılmaz / 1: Ters dönüşle iğneyi
yukarı kaldırma yapılır
U057 İplik kesimi sırasında transport dişlisini aşağı indirme işlevi
Baskı ayağı yüksekliği iplik kesme sırasında 0 (sıfır) olarak sabitlenir.
0: KAPALI / 1: AÇIK
U059 Ters beslemeli dikiş (başlangıçta) çalışması seçimi
0: Manuel / 1: Otomatik
-1000 ile -100
0 ile 500 milisaniye
0 ile 1
0 ile 1
0 ile 1
0 ile 1
ー
ー
ー
ー
ー
U060 Ters beslemeli dikiş (başlangıçta) sonrasında durma
Durdurma işlevi, pedalın çalışma durumuna bakmaksızın dikiş makinesini
geçici olarak durdurur.
0: KAPALI / 1: AÇIK
U064 Ters beslemeli dikişin (dikişin sonunda) başlangıcındaki dikiş hızı 150 ile 1000 sti/min
U068 Baskı ayağı kaldırma işlemi geçişi
Pedalın arka kısmına basıldığında baskı ayağı kaldırma işlemi değiştirilir.
0: 2. kademe işlemi / 1: Pedalın arka kısmına basıldığında pedalın
hareket aralığına bağlı olarak manuel işlem
U069 Baskı ayağı 1. kademe kaldırma yüksekliği
Pedalın arka kısmına basıldığında baskı ayağının kaldırma işleminin 1.
adımında maksimum baskı ayağı yüksekliği
U070 Baskı ayağı 2. kademe kaldırma yüksekliği
Pedalın arka kısmına basıldığında baskı ayağının kaldırma işleminin
2. adımında maksimum baskı ayağı yüksekliği. (İplik kesildiğinde baskı
ayağı aşağı indikten sonra iplik kesme konumuna ulaşılana dek pedalın
arka kısmına basıldığında.)
U073 Yeniden deneme fonksiyonu
Yeniden deneme fonksiyonu, iğnenin malzemeden komple geçemediği
yerlerde kullanılır.
0: Yeniden deneme devre dışı / 1: Normalde yeniden dene
U087 Pedalı hızlandırma özelliği
0: Standart / -1 ile -10: Düşük frekanslı düşük hızlanma / 1 ile 10: Düşük
frekans yüksek hızlanma
0 ile 1
0 ile 1
0,1 ile 8,5
8,5 ile 13,5
0 ile 1
-10 ile 10
ー
-
mm
mm
ー
ー
– 64 –
Page 69

No. Öğe Ayar aralığı Birim
U090 Başlangıçta üst konumda durma işlevi
0: Dikiş makinesi paneli kontrol ettikten sonra iğne yukarıda kalacak
şekilde durur
1: Makine otomatik olarak iğne yukarıda olacak şekilde durur.
U092 Dikiş başlangıcında geri beslemeli dikiş için hız azaltma fonksiyonu
Başlangıç geri beslemeli dikiş tamamlandıktan sonra hız azaltma
fonksiyonu ayarlanır.
0: Hız azaltılmaz / 1: Hız azaltılır
U093 İğne yukarı/aşağı düzeltme geçişi ekleme fonksiyonu
Güç açıldıktan sonra veya iplik kesme işleminden sonra iğne yukarı/aşağı
düzeltme geçiş işlemi ayarlanır.
0: Normal (sadece iğne yukarı/aşağı işlemi) / 1: Yukarıda bahsedilen
durumda sadece bir adet dikiş düzeltmesi yapılır (iğne yukarı dur → iğne
yukarı dur)
U096 Maksimum dikiş hızı
Başlangıç değeri makine kafasına göre değişir.
U120 Ana şaft referans açısı düzeltmesi
Ana şaft referans sinyali açısı (0 derece) bu bellek anahtarı kullanılarak
ayarlanan değerle düzeltilir.
U121 Üst durdurma konumu açısını düzeltme
Dikiş makinesinin iğne yukarıda olacak şekilde durduğu konum düzeltilir.
0 ile 1
0 ile 1
0 ile 1
150 ile Maks. sti/min
-60 ile 60 Derece
-15 ile 15 Derece
ー
ー
ー
U122 Alt durdurma konumu açısını düzeltme
Dikiş makinesinin iğne aşağıda olacak şekilde durduğu konum düzeltilir.
U182 Dikiş sayacını durdurma işlevi
0: Dikiş makinesi sayacı tamamlansa bile dikiş makinesi durmaz.
1: Sayaç saymayı tamamladığında, iplik kesme engellemesi devreye
girdikten sonra dikiş makinesi çalışmaya başlar.
* Sayacın başlangıç değeri 0 (sıfır) olduğunda engelleme işlevinin devre
dışı olacağını unutmayın.
U183 Dikiş sayacı için iplik kesme sayısı 1 ile 20
U280 Daha kısa iplik bırakan tipteki iplik kesme işlemi başlamadan önce
dikişin sonunda gerçekleştirilen yoğun dikiş sayısı
Daha kısa iplik bırakma işlevi AÇIK olduğunda, bu bellek anahtarı iplik
kesmeden önce gerçekleştirilen yoğun dikiş sayısını ayarlamak için
kullanılır.
U281 Daha kısa iplik bırakan tipteki iplik kesme işlemi başlamadan önce
dikişin sonunda gerçekleştirilen yoğun dikişlerin adım değeri
Daha kısa iplik bırakma işlevi AÇIK olduğunda, bu bellek anahtarı iplik
kesmeden önce gerçekleştirilen yoğun dikişlerin dikiş adımını ayarlamak
için kullanılır.
U286 İplik baskı ayağının çalışması sırasında dikiş hızı
Bu bellek anahtarı, iplik baskı ayağının çalışması sırasında uygulanacak
hızı ayarlamak için kullanılır.
-15 ile 15 Derece
0 ile 1
1 ile 9 Dikiş
0 ile 2,5 0,05 mm
100 ile 3000 sti/min
ー
ー
U288 İplik baskı ayağını AÇIK konuma getirme açısı
Bu bellek anahtarı dikişin başlangıcında iplik baskı ayağının AÇIK
konuma getirildiği açıyı ayarlamak için kullanılır.
– 65 –
180 ile 290 Derece
Page 70

No. Öğe Ayar aralığı Birim
U289 İplik baskı ayağını KAPALI konuma getirme açısı
Bu bellek anahtarı dikişin başlangıcında iplik baskı ayağının KAPALI
konuma getirildiği açıyı ayarlamak için kullanılır.
U290 İplik baskı ayağı çalıştığı sırada AK çalışma zamanı
İplik baskı ayağı çalıştığında çalışan AK cihazının AÇIK konuma getirilme
zamanı.
U292 İplik baskı ayağı çalıştığında yumuşak başlatmayı yeniden ayarlama
açısı
Bu bellek anahtarı yumuşak başlatmanın sıfırlanması durumunda açıyı
ayarlamak için kullanılır.
* Bu ayar, iplik baskı ayağı çalıştığında etkinleşir.
U293 İplik baskı ayağı çalıştığında dikiş hızını yeniden ayarlama açısı
Bu bellek anahtarı iplik baskı ayağı çalışırken kullanılan dikiş hızının
sıfırlanacağı açıyı ayarlamak için kullanılır.
* Bu ayar, iplik baskı ayağı çalıştığında etkinleşir.
U294 İplik baskı ayağı ilk çekme süresi 4 ile 10 milisaniye
U326 Baskı ayağını kaldırma sırasında transport dişlisinin 0 konumuna
mesafesi
Baskı ayağını kaldırma sırasında transport dişlisi yüksekliği 0 (sıfır) olarak
ayarlanır. Bu işlev kullanıldığında dikiş makinesi üzerindeki materyal
kolaylıkla işlenebilir.
0: KAPALI / 1: AÇIK
210 ile 359 Derece
0 ile 50 milisaniye
180 ile 900 Derece
0 ile 720 Derece
0 ile 1
ー
U400 Panel çalışma modu
Bu bellek anahtarı, başlangıçta görüntülenen dikiş ekranı modunu
belirlemek için kullanılır.
0: <Bakım personeli modu> / 1: <Operatör modu>
U401 Adım giriş birimi
0: Adım (mm) / 1: İnç başına dikiş sayısı / 2: Her 3 cm’deki dikiş sayısı
U402 Otomatik kilitleme süresi
Çalışma paneli önceden belirlenen bir süre boyunca kullanılmadığında
dikiş makinesi otomatik olarak kilitlenir.
U403 Arka ışık otomatik kapanma
Çalışma panelinin belirli bir süre boyunca kullanılmaması durumunda
panelin arka ışığı otomatik olarak kapatılır.
U404 Parça numarası ve işlem / açıklama görünümü seçimi
Bu bellek anahtarı dikiş ekranında parça numarası/işlem bilgilerinin mi
açıklamanın mı görüntüleneceğini belirtmek için kullanılır.
0: Parça numarası/işlem / 1: Açıklama
U406 Dil seçimi
0: Henüz seçilmedi / 1: Japonca / 2: İngilizce / 3: Çince
U407 Çalışma paneli sesi
0: KAPALI / 1: AÇIK
0 ile 1
0 ile 2
0 ile 300 Saniye
0 ile 20
0 ile 1
0 ile 3
0 ile 1
ー
ー
ー
ー
ー
– 66 –
Page 71

4-6. Hata listesi
Hata
kodu
E000 Veri başlatma
E007 Motor aşırı yüklü
E009 Fazla solenoid
E011 Medya takılı değil
E012 Okuma hatası
E013 Yazma hatası
Hata açıklaması Nedeni Kontrol edilecek noktalar
yürütmesi (Bu bir hata
değildir)
enerjilendirme zamanı
• Eski kontrol kutusu sökülmüş ve
yenisi takılı.
• Başlatma işlemi yapılırken.
• Makine kafası kilitlendiğinde.
• Garanti edilen malzeme kalınlığını
aşan ekstra ağır malzeme dikilmesi
durumunda.
• Motor dönmezse.
• Motor veya sürücü arızası
durumunda.
• Solenoid enerjilenme süresinin
beklenen süreyi aşması
durumunda.
• Medya takılmamışsa. • Gücü kapatın ve medyayı kontrol
• Medyada kayıtlı veri
okunamadığında.
• Medyaya veri yazılamadığında. • Gücü kapatın ve medyayı kontrol
Bu bir arıza değildir.
• İpin kasnağa dolanmadığını kontrol
edin.
• Motor çıkış konektörünün (4P)
gevşemediğini kontrol edin.
• Motorun elle kolayca
döndürülebildiğini kontrol edin.
edin.
• Gücü kapatın ve medyayı kontrol
edin.
edin.
E014 Yazma koruması
E015 Biçimlendirme hatası
E016 Harici medya kapasite
aşımı
E019 Dosya dolmuştur.
E022 Dosya tespit
edilemedi
E032 Dosya uyumluluk
hatası
E071 Motor konektörünün
çıkması
E072 İplik kesici çalışırken
motorda aşırı
yüklenme
• Medyanın yazma korumalı olarak
takılması durumunda.
• Medya biçimlendirmesi
yapılamazsa.
• Medya kapasitesi yeterli değilse. • Gücü kapatın ve medyayı kontrol
• USB sürücüden dikiş makinesinin
belleğinde maksimum izin verilen
veri boyutunu aşan özel adım
verisi veya yoğun dikiş özel verisini
okumaya çalışma durumunda.
• USB sürücüde kayıtlı olmayan
bir dosyayı çalışma panelinde
okumaya çalışma durumunda.
• Dosya uyumlu değilse. • Gücü kapatın ve medyayı kontrol
• Motor konektörünün çıkması
durumunda.
• E007 ile aynı. E007 ile aynı.
• Gücü kapatın ve medyayı kontrol
edin.
• Gücü kapatın ve medyayı kontrol
edin.
edin.
• Gücü kapatın ve USB sürücüyü
kontrol edin.
edin.
• Motor çıkış konektörünün
gevşemediğini ve çıkmadığını kontrol
edin.
E079 Aşırı yük işlem hatası
E081 Besleme sürücü
motoru kilitli
E204 USB takılı
• Ana mil motoruna uygulanan yük
aşırı büyük.
• Besleme sürücü motorunun
kilitlenmesi durumunda.
• Dikiş makinesi, USB aş sürücü
çıkarılmadan başlatılırsa.
– 67 –
• Besleme sürücü motorunun düzgün
çalıştığını kontrol edin.
• USB aş sürücüyü çıkarın.
Page 72

Hata
kodu
E205 ISS ara bellek
Hata açıklaması Nedeni Kontrol edilecek noktalar
kapasitesi bitme
uyarısı
• ISS verisini saklamak için kullanılan
ara belleğin kapasitesi kısa süre
sonra dolacak.
Ara bellek sürekli olarak
kullanılıyorsa saklı veri "ilk giren
ilk çıkar" prensibine göre otomatik
olarak silinir.
• ISS verisini dışarı aktarın.
E220 Gres noksanlığına
karşı uyarı
E221 Gres noksanlığı
hatası
E302 Kafa yatma algılaması
hatası
(Güvenlik anahtarı
çalışırken)
E303 Menisküs sensörü
hatası
E402
E407
E408
E411
E412
E413
E499
Silme devre dışı
hatası
Hatalı parola
Parola karakter sayısı
yeterli değil
Poligon dikiş deseni
kayıt devre dışı hatası
Özel adım kayıt
edilmedi hatası
Yoğun ilmek özel kayıt
edilmedi hatası
Yoğun ilmek özel
sayısının hatalı olması
durumunda
• Önceden belirlenen ilmek sayısına
ulaşıldığında.
• Önceden belirlenen ilmek sayısına
ulaşıldığından dikiş makinesinin
dikişe devam edememesi
durumunda.
• Dikiş makinesinin gücü açıkken
yatma algılama anahtarı
açıldığında.
• Menisküs sensörü sinyali
algılanamazsa.
• Çevrim deseninde kullanılan deseni
silmeye çalışma durumunda.
• Çevrim deseninde kullanılan deseni
silmeye çalışma durumunda.
• Parolanın hatalı girilmesi
durumunda.
• Girilen parola karakter sayısının
yeterli olmaması durumunda.
• On bir veya daha fazla poligon
dikiş deseni oluşturmaya çalışma
durumunda.
• Özel adım sayısının hatalı olması
durumunda.
• Yoğun ilmek özel sayısının hatalı
olması durumunda.
• Dikiş makinesinin belirtilen noktalarına
gres ekleyerek hatayı sıfırlayın.
• Dikiş makinesinin belirtilen noktalarına
gres ekleyerek hatayı sıfırlayın.
• Makine kafasının, güç düğmesi
kapalı konuma alınmadan yatırılıp
yatırılmadığını kontrol edin. (Güvenlik
nedeniyle dikiş makinesinin
çalıştırılması yasaktır.)
• Motor enkoder konektöründe kopma
olup olmadığını kontrol edin.
E704 Veri hatası (sistem
sürümü eşleşmiyor)
E731 Motor delik sensörü
hatası
• Sistem sürümünün makine kafası
ayarı ile aynı olmaması durumunda.
• Motor sinyalinin düzgün girmemesi
durumunda.
– 68 –
• Sistem sürümünün gereçli olanla
yeniden yazın.
• Motor sinyali konektörünün
gevşemediğini ve çıkmadığını kontrol
edin.
• Motor sinyali kablosunun makine
kafasının altında kalarak kopmadığını
kontrol edin.
• Motor enkoderi takma yönünün doğru
olduğunu kontrol edin.
Page 73

Hata
kodu
E733 Motorun ters dönmesi
Hata açıklaması Nedeni Kontrol edilecek noktalar
• Motor, 500 sti/min veya daha hızlı
çalışırken motor, belirtilen dönüş
yönünün aksi yönünde çalışır.
• Ana mil motor enkoder kablo
bağlantısının doğru olup olmadığını
kontrol edin.
• Ana mil motor güç kablosu
bağlantısının doğru olup olmadığını
kontrol edin.
E750 Dikiş makinesi durur
E811 Aşırı gerilim
E813 Düşük gerilim
E815 Yenilemeli direnç
bağlı değil
E900 Ana mil motoru IPM
aşırı akım koruması
E901 Ana mil motoru IPM
aşırı yük
E903 85 V güç kaynağı
hatası
• İsteğe bağlı giriş güvenlik
anahtarına basılması durumunda.
• Garanti edilen gerilimle aynı veya
üzerinde gerilim beslendiğinde.
• Gerilim 100 V olarak ayarlıyken 200
V gerilim beslenmesi durumunda.
• "JA: 120 V" kutusuna 220 V gerilim
beslenmesi durumunda.
• "CE: 230 V" kutusuna 400 V gerilim
beslenmesi durumunda.
• Yenilemeli direnç bağlı değilse. • Yenilemeli direnç konektörüne
• Ana mil motoru hatalı çalışma.
• 85 V gerilimin düzgün
beslenmemesi durumunda.
• "Anma besleme gerilimi ±%10 veya
daha üstünde" besleme gerilimi
uygulanıp uygulanmadığını kontrol
edin.
• 100 V/200 V geçiş konektörünün
düzgün ayarlanıp ayarlanmadığını
kontrol edin.
Yukarıda anlatılan durumlarda güç
PCB'si bozulmuştur.
(CN11) yenilemeli direnç bağlı olup
olmadığını kontrol edin.
• Step motorun arızalı olup olmadığını
kontrol edin.
• F2 sigortayı kontrol edin.
E904 24 V güç kaynağı
hatası
E910 Baskı ayağı motoru
başlangıç konumuna
dönme hatası
E912 Ana mil motoru hız
algılama hatası
E915 Çalışma paneli ile
iletişim hatası
E918 Ana mil sıcaklık hatası
E922 Ana mil kontrol hatası
E924 Motor sürücüsü hatası
E946 Makine kafası
EEPROM yazma
hatası
E955 Elektrik akımı sensörü
hatası
• 24 V gerilimin düzgün
beslenmemesi durumunda.
• Baskı ayağı motorunun başlangıç
konumuna dönememesi
durumunda.
• Çalışma paneli ile iletişim
kurulamaması durumunda.
• CTL PCB’nin sıcaklığının çok
yüksek olması durumunda.
• Ana mil motorunun kontrol dışına
çıkması durumunda.
• Motor sürücüsü arızalanırsa.
• Makine kafası PCB’sinin düzgün
bağlanmaması durumunda.
• Ana motor mili arızası.
• Elektrik akımı sensörü hatası.
• Baskı ayağı ayarının doğru olup
olmadığını kontrol edin (bellek
düğmesi No. 23).
• Baskı ayağı motoru başlangıç
konumunun düzgün ayarlanıp
ayarlanmadığını kontrol edin.
• CN32’n,n gevşek veya çıkmış olup
olmadığını kontrol edin.
• Ana mil motorunun kısa devre olup
olmadığını kontrol edin.
– 69 –
Page 74

Hata
kodu
E961 Adım motoru sapma
Hata açıklaması Nedeni Kontrol edilecek noktalar
hatası
• Adım motorunun aşırı yükten dolayı
çalışamaması durumunda.
• Adım motorunun düzgün çalıştığını
kontrol edin.
E962 Baskı ayağı motoru
sapma hatası
E963 IPM sıcaklık hatası
E965 Adım motoru sıcaklık
hatası
E966 Besleme sürücü
motoru sıcaklık hatası
E971 Adım motoru IPM
aşırı akım koruması
E972 Adım motoru aşırı yük • Adım motoruna aşırı yük
E973 Besleme sürücü
motoru IPM aşırı akım
koruması
E974 Besleme sürücü
motoru aşırı yük
E975 Baskı ayağı motoru
IPM aşırı akım
koruması
• Baskı ayağının aşırı yükten dolayı
çalışamaması durumunda.
• CTL PCB’nin sıcaklığının çok
yüksek olması durumunda.
• Adım motoruna aşırı yük
uygulanması durumunda.
• Besleme sürücü motoruna aşırı yük
uygulanması durumunda.
• Adım motoru hatalı çalışma.
uygulanması durumunda.
• Besleme sürücü motoru hatalı
çalışma.
• Besleme sürücü motoruna aşırı yük
uygulanması durumunda.
• Baskı ayağı motoru hatalı çalışma.
• Baskı ayağı motorunun düzgün
çalıştığını kontrol edin.
• Adım motorunun düzgün çalıştığını
kontrol edin.
• Besleme sürücü motorunun düzgün
çalıştığını kontrol edin.
• Adım motorunun düzgün çalıştığını
kontrol edin.
• Besleme sürücü motorunun düzgün
çalıştığını kontrol edin.
E976 Baskı ayağı motoru
aşırı yük
E977 CPU hatası
E978 Ağ iletişim hatası • Ağdan alınan verinin bozuk olması
E985 Adım motoru veya
besleme sürücü
motoru başlangıç
konumuna dönme
hatası
• Baskı ayağı motoruna aşırı yük
uygulanması durumunda.
• Program hatası durumunda.
durumunda.
• Adım motorunun başlangıç
konumuna dönememesi
durumunda.
• Besleme sürücü motorunun
başlangıç konumuna dönememesi
durumunda.
• Baskı ayağı motorunun düzgün
çalıştığını kontrol edin.
• Adım motoru başlangıç konumunun
düzgün ayarlandığını kontrol edin.
• Besleme sürücü motoru başlangıç
konumunun düzgün ayarlandığını
kontrol edin.
– 70 –
Page 75

4-7. Bellek anahtarı verileri
Bellek anahtarı verileri, tüm dikiş desenlerini ve çevrim desenlerini ortak olarak etkileyen dikiş makinesi
çalışma verileridir.
Bellek anahtarı verilerinin kategorisinin seçilmesi
①
❶
1. "Mode screen (Mod ekranını)" açmak için
<Dikiş ekranı>
dikiş ekranındak
tuşuna basın.
❶
2. "1. Memory switch (Bellek anahtarı)" öğesini seçin.
"Memory switch type selection screen
(Bellek anahtarı tipi seçim ekranı)" öğesini seçin.
<Mod ekranını>
<Bellek anahtarı tipi seçim ekranı>
3. "1. Display all (Tümünü göster)" öğesini
seçin.
"Memory switch edit screen (Bellek anah-
tarı düzenleme ekranı)" öğesini seçin.
* "1. Display all (Tümünü göster)" dışında
bir öğenin seçilmesi durumunda bellek
anahtarı düzenleme ekranında sadece
seçili öğeye karşılık gelen bellek anahtarı
gösterilir.
– 71 –
Page 76

Bellek anahtarının ayarlanması
②
❷
<Bellek anahtarı düzenleme ekranı>
Girilen verilerin doğrulanması
③
Bellek anahtarı listesinden düzenlenecek
öğeyi seçin❷ tuşuna basın.
❸
<Giriş ekranı>
❹
❻ ❺
1. Sayısal tuş takımı
❸
ve
❹
ile
bir ayar değeri girin.
2. Ayar değerini başlangıç değerine dön-
dürmek için
tuşunu bir saniye
❺
basılı tutun.
3.
tuşuna basarak ayarı onayla-
❻
yın.
"Memory switch edit screen (Bellek anah-
tarı düzenleme ekranı)" öğesini seçin.
– 72 –
Page 77

5. YENİ TEMEL İŞLEVLER
Besleme mekanizmasının bilgisayarlı ortama geçirilmesinin bir sonucu olarak, çeşitli düzenlemeler yapılabilir.
Ayrıntılar için bkz. 33 Sayfada "4-2. Dikiş desenleri".
Besleme mekanizmasının bilgisayarlı ortama geçirilmesinin bir sonucu olarak, adım motoru
çok düşük hızda çalışırken makine bir ses çıkarabilir. Bu gürültü bir arıza belirtisi değildir.
5-1. Daha kısa iplik ucu bırakan ceza
İplik kesiciyi transport dişlisi ❶ aşağı indi-
❶
Daha kısa iplik bırakma işlevi
AÇIK durumda.
(Fabrikadan çıkış sırasında
geçerli olan durum)
❶
❷
❷
rilmiş halde kullanırken, iplik kesiminden
sonra malzeme üzerinde kalan iğne ipliği
uzunluğu kısaldı.
Ek olarak, transport dişlisi ❶ boğaz plakasından ❷ dışarı taşmadığı için, malzeme
kolaylıkla yerleştirilebilir/dikiş makinesinden
çıkarılabilir.
Daha kısa iplik bırakma işlevi
KAPALI durumda.
* "İplik kesiminden önce transport dişlisini
indir/indirme" ayarı "Bellek anahtarı U057"
ile değiştirilebilir.
❶
[Transport dişlisinin ayarlanması]
1) ❶ tuşuna basarak mod ekranını gö-
rüntüleyin.
2) "1. Memory switch (Bellek anahtarı)" öğesini
seçin.
– 73 –
3) "1. Display all (Tümünü göster)" öğesini
seçin.
Page 78

4) "U057 Function for lowering the feed dog
during thread trimming (İplik kesimi sırasında transport dişlisini indirme fonksiyonu)"
öğesini seçin.
❹
5) İplik kesimi sırasında transport dişlisinin du-
rumunun nasıl olacağını on tuşa ❷ basarak
seçin (0 : Transport dişlisi AŞAĞIDA, 1 :
Transport dişlisi YUKARIDA.)
6) ❸ tuşuna basarak girişinizi doğrula-
yın.
7) ❹ tuşuna basarak dikiş ekranını gö-
rüntüleyin.
❸❷
[Yoğunlaştırma ilmeğinin ayarlanması]
1) ❺ tuşuna basarak dikiş verileri dü-
zenleme ekranını görüntüleyin.
❺
❻
2) ❻ tuşuna basarak "S046 Shorter th-
read remaining (Daha kısa iplik ucu bırakan
ceza)"i görüntüleyin.
❽
3) Daha kısa iplik bırakan iplik kesme işlevinin
AÇIK/KAPALI durumunu ayarlayın (Yoğunlaştırma dikişiyle veya yoğunlaştırma
dikişsiz).
4) ❼ tuşuna basarak girişinizi doğrula-
yın.
5) ❽ tuşuna basarak dikiş ekranını gö-
rüntüleyin.
❼
İplik kesimi, iplik kesimi anında iplik ilmeği oluşumunun dengesiz olmasından dolayı malzeme
bulunmayan noktada yapılmadan önce yoğun ilmek işlemi kapatılmalıdır.
Ayrıca iplik alma yayı hareket aralığı bir miktar büyük olacak şekilde ayarlanmalıdır.
– 74 –
Page 79

[Yoğun ilmek adımının ayarlanması]
İlmek adımı
Yoğun ilmek
adımının
[Yoğun ilmek sayısının ayarlanması]
Daha kısa iplik bırakan iplik kesimi yapılması durumunda (yoğun ilmek açıkken) yoğun ilmek adımı
ayar değerleri ve ilmek sayısı ayarlanabilir. Bu ayar
değerlerini dikilecek malzemeye göre uygun şekilde
ayarlayın.
1) "1. Display all (Tümünü göster)"den "U280
Daha kısa iplik bırakan tipteki iplik kesme
işlemi başlamadan önce dikişin sonunda
gerçekleştirilen yoğun dikiş sayısı"nı seçin.
2) İlmek sayısını ayarlayın.
(Fabrika ayarlı değer: 2)
[Yoğun ilmek adımının ayarlanması]
Yoğun ilmek adımı azaltılırsa iğnenin aynı iğne giriş noktasına girmesi olgusunun meydana
gelmesi muhtemel olup iplik kesimi sırasında dengesiz iplik ilmeği oluşmasına neden olur.
Sonuç olarak hatalı iplik kesimi meydana gelebilir. Bu nedenle yoğun ilmek adımının dikkatli
bir şekilde ayarlanması gerekir. (İğne giriş olgusu dikilecek malzemeye ve iğne sayısına göre
değişir, iplik kesme hatası meydana gelirse adım artırılmalıdır.)
❶
❶
3) ❶ tuşuna basarak ayarı onaylayın.
Daha sonra dikiş ekranı açılır.
1) "1. Display all (Tümünü göster)"den "U281
Daha kısa iplik bırakan tipteki iplik kesme
işlemi başlamadan önce dikişin sonunda
gerçekleştirilen yoğun dikişlerin adım değeri"nı seçin.
2) İlmek sayısını ayarlayın.
(Fabrika ayarlı değer: S tipi 0,3; H tipi 0,5)
3) ❶ tuşuna basarak ayarı onaylayın.
Daha sonra dikiş ekranı açılır.
– 75 –
Page 80

5-2. Transport dişlisi yüksekliğinin ayarlanması
1. Kullanılan ölçeğe bağlı olarak boğaz plakası ile transport dişlisi arasında etkileşim
olabileceğini unutmayın. Kullanılan ölçekteki açıklığı kontrol ettiğinizden emin olun. (Açıklık
0,5 mm ya da daha fazla.)
2. Adım uzunluğunu, transport dişlisi yüksekliğini ya da besleme zamanlamasını
değiştirdiğinizde, ölçeğin değiştirilen parçayla temas etmediğinden emin olmak için dikiş
makinesini düşük bir hızda çalıştırın.
❶ ❷
[Ayarlama]
1) ❶ tuşuna basarak dikiş verileri düzenleme ekranını görüntüleyin.
Ya da ❷ tuşuna basarak "S050
Feed dog height (Transport dişlisi yüksekliği)" öğesini görüntüleyin.
2) ❸ tuşuna basarak "S050 Feed dog
height (Transport dişlisi yüksekliği)" öğesini
görüntüleyin.
❸
❻
3) Transport dişlisi yüksekliğini değiştirmek için
on tuşa ve ❹ tuşlarına basın.
* Transport dişlisi yüksekliğinin ayarlanabilir
aralığı için aşağıdaki tabloya başvurun.
4) ❺ tuşuna basarak girişinizi doğrulayın.
5) ❻ tuşuna basarak dikiş ekranını gö-
❺❹
[DDL-9000C-FMS]
Transport dişlisi yüksekliği (mm) 0,60 0,65 0,70 0,75 0,80 0,85 0,90 0,95 1,00 1,05 1,10 1,15 1,20
Panel üzerine girilen değer -4 -3 -2 -1 0 1 2 3 4 5 6 7 8
Düşük ←←← ↑ →→→ Yüksek
Standart
(Teslimattan önce fabrikada ayarlanan yükseklik)
[DDL-9000C-FSH]
Transport dişlisi yüksekliği (mm) 1,00 1,05 1,10 1,15 1,20 1,25 1,30 1,35 1,40 1,45 1,50 1,55 1,60
Panel üzerine girilen değer -4 -3 -2 -1 0 1 2 3 4 5 6 7 8
Düşük ←←← ↑ →→→ Yüksek
Standart
(Teslimattan önce fabrikada ayarlanan yükseklik)
rüntüleyin.
* Panel üzerinde girilen değerler -4 ila 8 arasıdır.
– 76 –
Page 81

5-3. Beslemenin çalışma süresi
Adım uzunluğunu, transport dişlisi yüksekliğini ya da besleme zamanlamasını
değiştirdiğinizde, ölçeğin değiştirilen parçayla temas etmediğinden emin olmak için dikiş
makinesini düşük bir hızda çalıştırın.
❶
İğne ile besleme arasındaki zamanlama farkı
çalışma paneli üzerinde ayarlanabilir.
[Ayarlama]
1) ❶ tuşuna basarak dikiş verileri düzenleme ekranını görüntüleyin.
2) ❷ tuşuna basarak "S049 Feed
timing (Besleme zamanlama)"i görüntüleyin.
❷
İğne
Standart : 0
❺
❹❸
İleri bir değere gitmek
+ tuşuyla ayarlama
3) Besleme zamanlamasını değiştirmek için on
tuşa ve tuşlarına ❸ basın.
(+ : İleri, - ; Geri)
4) ❹ tuşuna basarak girişinizi doğrulayın.
5) ❺ tuşuna basarak dikiş ekranını görüntüleyin.
için :
yapın
Geri bir değere gitmek
için :
- tuşuyla ayarlama
yapın
1. Besleme zamanlaması ayar değerine göre değişir. (Ön plaka tarafından görünen şekliyle
gösterilmiştir)
2. Adım uzunluğu besleme zamanlaması ayarlanarak değiştirilir. Adım uzunluğunu kontrol
etmek amacıyla, ayarlamayı dikiş işlemi sırasında yapın.
– 77 –
Page 82

5-4. Besleme konumunun değiştirilmesi
❶ ❷
Besleme konumu dikilen malzemeye göre
değiştirilebilir.
[Değiştirilmesi]
1) ❶ tuşuna basarak dikiş verileri düzenleme ekranını görüntüleyin.
Ya da ❷ tuşuna basarak "S048
Feed mode (Besleme modu)" öğesini görüntüleyin.
2) ❸ tuşuna basarak "S048 Feed
mode (Besleme modu)" öğesini görüntüleyin.
Besleme konumu (şekil)
[Resim gür]
❸
Ad Özellik (transport dişlisinin hareketi) Dikiş uzunluğu ve dikiş hızı
S
(Standart)
A
C
B
Standart yumuşak eliptik konum
Yükselme sırasında, transport dişlisi yukarı
çıkar ve boylamasına yönde paralel hareket
eder.
İğne malzemeye girdiği sırasında transport
dişlisi düz bir şekilde aşağı iner. Sonuç olarak,
iğne bükülmesi problemi nadiren görülür.
Transport dişlisi düz bir şekilde yukarı çıkar ve
düz bir şekilde aşağı iner.
İniş sırasında düz bir şekilde indiği için iğne
bükülmesi problemi nadiren görülür.
Bu konum türünde, transport dişlisi yüksekliği değişse de dikiş uzunluğu büyük oranda
değişmez.
❹
3) Besleme konumunu değiştirin.
* Besleme konumu türleri için aşağıdaki
tabloya başvurun.
4) ❹ tuşuna basarak girişinizi doğrulayın.
5) ❺ tuşuna basarak dikiş ekranını görüntüleyin.
❸
0 ile 4,00 mm : 5.000 sti/min
(H tipi : 4.500 sti/min)
4,05 ile 5,00 mm : 4.000 sti/min
0 ile 5,00 mm : 4.000 sti/min
0 ile 5,00 mm : 4.000 sti/min
0 ile 5,00 mm : 2.500 sti/min
– 78 –
Page 83

6. BAKIM
Makinenizin ömrünün uzun olması için aşağıda belirtilen bakımları yapınız.
6-1. Bakım modu
Bakım modu dikiş makinesinin bakımı için kullanılmalıdır.
Dikiş makinesi bakım modundayken pedala basılsa bile çalışmaz.
❶
1) ❶ tuşuna basarak mod ekranını görüntüleyin.
2) Ekran, bakım modu ekranına dönüşür.
6-2. Kanca yağ deposundaki yağ miktarının kontrolü
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Yağ gösterge çubuğunun ❶ üst kısmının, yağ göstergesindeki kabartma üst işaret çizgisi A ile kabart-
A
❶
B
ma alt işaret çizgisi B arasında olduğunu kontrol
edin. (Detaylar için 11 Sayfada "2-12. Yağlama"
başlığına bakınız.)
Makinenin aniden çalışması
sonucu ortaya çıkabilecek
yaralanmaları önlemek için, bakım
modu ekranına dönüştüğünden
emin olmak için kontrol edin.
– 79 –
Page 84

6-3. Temizlik
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
1) İğneyi ❶, baskı ayağını ❷ ve boğaz plakasını ❸
çıkarın.
❶
❷
❹
❸
❺
2) Transport dişlisinin ❹ ve iplik kesici ünitenin ❺
üzerine yapışan tozu yumuşak bir fırça ya da
bezle temizleyin.
3) Makine kafasını devirin ve bobin yuvası gibi parçalar üzerindeki tozu yumuşak bir bezle silin ve
hiçbir çizik olmadığını kontrol edin. Kancanın yakınındaki alt kapağa sızan kanca yağını ve tozları
yumuşak bir bezle silin.
6-4. Yağ sürmek
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
1. Makinedeki gres yağına ilave yapılması gerektiğinde, bir alarm sesi
duyulur. Alarm sesi duyulduğu zaman, gres yağına hemen ilave
yapın. Makine zorlu koşullar altında kullanılıyorsa, verimli bir yağlama
sağlanması için yılda bir kez gres yağı ilavesi yapılması tavsiye edilir.
2. Gres ile yağlanan bölümlere başka yağ uygulamayın.
3. Gres miktarı çok fazla olursa iplik boşluğu alma kapağından ve iğne
milinden gres sızıntısı olabileceğini unutmayın.
4. JUKI A GRES YAĞI ❶ (parça numarası : 40006323) kullandığınızdan
emin olun.
❶
– 80 –
Page 85

6-5. İğne mili alt yuvasına ve baskı ayağı mili yuvasına gres uygulayın.
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
Gres yağı ekleme işlemini iğne mili
takılıyken gerçekleştirin.
1) Ön plakayı sökün.
2) Baskı ayağı mili yuvasının gres ekleme vidasını
❷ ve iğne mili yuvası gres ekleme vidasını ❸
altıgen bir anahtarla çıkarın (sadece DDL-9000CFMS için).
❷
❶
❸
3) Özel gres yağı tüpünün kapağını ❶ çıkarın. Tüpün ucunu yağ deliğine sokun ve özel gres yağı
tüpünden ❶ gres yağı ilavesini gerçekleştirin.
Bu aşamada, gres yağı yağ deliğinden dışarı ta-
şacak seviyeye gelene kadar gres yağı ilave edin.
4) Taşmakta olan özel gres yağının üzerine yağ doldurma vidasını yerleştirerek yağ deliğini kapatın.
5) Yağ deliğinin çevresindeki fazla gres yağını silerek
temizleyin.
– 81 –
Page 86

6-6. Sigortanın Değiştirilmesi
UYARI :
1. Elektrik çarpması tehlikesini önlemek için gücü kapalı konuma getirin ve kontrol panelini açmak
için yaklaşık beş dakika bekleyin.
2. Gücü mutlaka kapalı konuma getirdikten sonra kontrol panelini açın. Ardından belirtilen kapasitede
yeni bir sigorta ile değiştirin.
❶
Makinede aşağıdaki tek tip sigorta kullanılır :
ANA PWB
85V güç besleme koruması için
❶
5A (zaman geciktirme sigortası)
– 82 –
Page 87

7. MAKİNE KAFASININ AYARLANMASI (UYGULAMA)
7-1. İğne – çağanoz bağlantısı
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
İğne ile çağanoz arasındaki zamanlamayı, aşağıda
anlatılan şekilde ayarlayın:
1) İğne milini hareket mesafesinin en alt noktasına
getirmek için volan kasnağı çevirin ve tespit vidasını ❶ gevşetin.
❶
C
D
A
B
0,04 ile 0,1 mm
2) İğne mili yüksekliğinin ayarlanması İşaret çizgisiyle hizaya getirin (DB iğne için : işaret çizgisi A.
DA iğne için : İğne mili ❷ üzerindeki işaret çizgisini C, iğne mili alt burcunun ❸ taban yüzeyi ile
aynı hizaya getirin ve tespit vidasını ❶ sıkın.
3) Çağanoz a konumunun ayarlanması.
Kancanın üç adet setuskur vidasını gevşetin,
kasnağı normal döndürün ve yükselen iğne mili
❷ üzerindeki işaret çizgisini (DB iğne için : işaret
çizgisi B, DA iğne için : işaret çizgisi D) iğne mili
alt kovanının ❸ alt ucu ile hizalayın.
4) Bu durumdayken, kanca bıçak noktasını ❺ iğne
❹ merkeziyle hizalayın. İğne ile kanca arasında
0,04 ile 0,1 mm (referans değer) bir boşluk bırakın, ardından üç adet kanca setuskur vidası ile
sıkıca tespit edin.
❹
❺
A
❷
❸
a
B
1. Çağanozun bıçak ağzı ile iğne
arasındaki mesafe belirtilen değerden
daha küçük olduğu takdirde,
çağanozun bıçak ağzı hasar görür.
Mesafe Teknik Özellik değerinden
fazla olursa, dikiş atlatmaya yol açar.
2. DDL-9000C-FMS’nin iğne mili
özel siyah kaplama işleminden
geçirilmiştir. İşaret çizgilerinin yerini
gözle kontrol etmede zorlanmanız
durumunda kolaylaştırmak için iğne
milini bir fener veya benzeri bir
aygıtla aydınlatın.
– 83 –
Page 88

7-2. İğne ipliği baskı aygıtının ayarlanması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
İğne ipliği baskı aygıtı, iğne ipliğini standart silici
aygıtta olduğu gibi malzemenin ters yüzüne sokabilir.
[Özellik]
• Malzemenin ters yüzünde gözüken "kuş kafesi
olgusu" olarak adlandırılan olgu, iğne ipliği baskı
aygıtı ① yoğun ilmek dikişi ile birlikte kullanılarak
azaltılabilir.
• İğne giriş noktasının etrafında çalışmak iyileştirilmiştir.
• İğne giriş noktası etrafında kullanmak için tasarlanmış çeşitli aparatların kullanılabilirliği iyileştirilmiştir.
①
[İğne ipliği baskı aygıtının ayarlanması]
1) ❶ tuşuna basın.
❶
2) ❸ veya ❹ tuşuna basın.
( ❹ açık hale getirilir.)
3) ❷ tuşuna basarak ayarı onaylayın.
Daha sonra dikiş ekranı açılır.
❸
"U056 İplik kesiminden sonra ters dönüşle iğneyi yukarı kaldırma" bellek anahtarı
etkinleştirilmişse iğne ipliğinin uzunluğu daha uzun olur. Bu durumda iğne ipliği baskı aygıtı
"Kapalı" olarak ayarlanmalıdır.
❹
❷
– 84 –
Page 89

35 ile 45 mm
B
②
A
[Kalan iğne ipliği uzunluğunun ayarlanması]
İplik gerginliği 1 Numaralı somununu ② çevirerek
iğnede kalan iğne iğliği uzunluğunu 35 ila 45 mm’ye
ayarlayın (hem S hem de H türleri için).
1) İplik kesildikten sonra iğne üzerinde kalan iplik
boyunu kısaltmak için iplik gerginliği 1 Numaralı
somununu ② saat yönünde (A yönünde) döndürün, ya da arttırmak için saat yönü tersine (B
yönünde) çevirin.
"Kuş kafesi olgusu" olarak adlandırılan
olgu, iğnede kalan iğne ipliği
uzunluğunu kısaltarak azaltılabilir.
Ancak bu durumda iğne ipliğinin iğne
deliğinden çıkması muhtemeldir. İğne
ipliğinin çıkmasını azaltmak için dikiş
başındaki dikiş hızı düşürülmelidir.
[Bellek anahtarı]
• U286 İplik baskı ayağının çalışması
sırasında dikiş hızı : Düşürün (Sevkiyat
sırasında fabrikada 300 sti/min olarak
ayarlanmıştır)
• U293 İplik baskı ayağı çalıştığında
dikiş hızını yeniden ayarlama açısı :
Artırın (Sevkiyat sırasında fabrikada
340 derece olarak ayarlanmıştır)
Bellek anahtarı ayarları açısından "U286
İplik baskı ayağının çalışması sırasında
dikiş hızı" için 250 sti/min dikiş hızı ve
"U293 İplik baskı ayağı çalıştığında dikiş
hızını yeniden ayarlama açısı" için 720
derece önerilir.
No. Öğe Ayar aralığı Birim
U286 İplik baskı ayağının çalışması sırasında dikiş hızı
100 ile 3000 sti/min
Bu bellek anahtarı, iplik baskı ayağının çalışması sırasında uygulanacak hızı
ayarlamak için kullanılır.
U293 İplik baskı ayağı çalıştığında dikiş hızını yeniden ayarlama açısı
0 ile 720 Derece
Bu bellek anahtarı iplik baskı ayağı çalışırken kullanılan dikiş hızının sıfırlanacağı açıyı ayarlamak için kullanılır.
* Bu ayar, iplik baskı ayağı çalıştığında etkinleşir.
[Dikiş başında kuş kafesinin (iplik dolaşması) azaltılması]
Yukarıda bahsedilen ayara ilaveten "Kuş kafesi olgusu" olarak adlandırılan olgu, dikiş başındaki ilk ilmeğin
adımı artırılarak da azaltılabilir.
Yoğun ilmek
Özel yoğun ilmek (CC)
A
veya
B
A>B A>B
A
Yoğun ilmek
B
A : İlk ilmeğin ilmek adımı
B : Normal ilmek adımı
– 85 –
Page 90

[Dikiş başında oluşan sorunlara çözümler]
• İnce iplik veya hassas iplik kullanırken iğne ipliği kopmasıyla karşılaşırsanız
• İğne ipliğinin malzemenin ters yüzüne girmemesi durumunda
• Malzemenin kenarında dikişe başlarken iğne ipliği kopmasıyla karşılaşırsanız (örneğin malzemeyi, iğne
ipliğinin malzemenin alt yüzüne girerek dikerken)
Yukarıdaki sorunlardan herhangi biri meydana gelirse dikişin başında baskı ayağı basıncını azaltan destek
işlevi, aktif baskı ayağı kaldırma aygıtı kullanılarak ayarlanabilir.
* Destek işlevi kullanılmazsa baskı ayağı ile malzemenin arasına yerleştirilen iğne ipliğinin bunların arasın-
dan kolayca çıkmasını sağlamak için baskı ayağı basıncını azaltarak ayar yapılmalıdır. (Önerilen baskı
ayağı basıncı en fazla 30 N’dir (3 kg)).
Baskı ayağının atlaması veya diğer kusurları nedeniyle yetersiz besleme verimliliğini önlemek için baskı
ayağı basıncını ve dikiş hızını uygun değerlere ayarlayın. Malzemeyi dikerek ayar sonucunu teyit edin.
[Aktif baskı ayağı destek işlevinin ayarlanması]
1) Baskı ayağı kaldırma ayar zamanını
"U290" ile girin.
2)
❶
tuşuna basarak girilen değeri
onaylayın.
Fabrika ayarlı değer : 20
❶
1. Baskı ayağının boğaz plakasının üzerinde kaldırılma miktarı dikilecek malzemenin kalınlığına
ve baskı ayağı basıncına bağlı olarak değişir. Dikişe başlamadan önce gerçek durumu
mutlaka kontrol edin.
2. AK-154’ün çalışma zamanının ayar değeri, baskı ayağı basıncı yüksekken artırılırsa çalışma
gürültüsü artar. AK-154’ün çalışma zamanının ayar değerini ve baskı ayağı basıncını iğne
ipliğini gözle kontrol ederek ayarlayın.
– 86 –
Page 91

7-3. İplik kesicinin ayarlanması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❻
❺
❶ ❹❸
E
❼
❷
İplik kesme kamını ❸, iplik kesme kamı kanalının
C dış çevresi silindir ❷ ve durduruculara temas
edene dek ok yönünde çevirin. Bu konumda iplik
kesme kamı tespit vidasını ❼ sabitleyin.
Doğru (F)
❷
C
❷
❸
D’den (sağ yüzey) görülen şekil
Hatalı (G)
A
C
C
D
B
´
❷
❹
B
7-3-1. İplik kesme kam zamanlamasını kontrol
etmek için
İplik kesme kamının ayarlanmasının amacı, kasnak
kapağı ❺ üzerindeki işaret çizgisini A el çarkı ❻
üzerindeki yeşil işaret noktası B (H tipi : Beyaz işaret noktası B´) ile aynı hizaya getirmektir.
1) Dikiş makinesi kafasını yatırın.
2) El çarkını ❻ normal dönüş yönünde iplik alma
kolu üst ölü noktanın haf altına çıkana dek elle
çevirin. Silindiri ❷ iplik kesme kamındaki ❸ kana-
la C oturtmak için kam iticiyi ❶ parmaklarınızla
sola (ok E yönünde) ittirin.
3) Bu durumda el çarkını ❻ normal dönüş yönünün
aksi yönünde el çarkını ❻ sonuna kadar çevirin.
(El çarkı daha fazla çevrilirse kam iticinin ❶ hareket etmeye başlayacağı konuma ulaşır.)
Bu esnada kasnak kapağı ❺ üzerindeki işaret
çizgisi A el çarkı ❻ üzerindeki yeşil işaret noktası
B ile aynı hizaya gelir.
7-3-2. İplik kesme kam zamanlaması ayarı
1) Dikiş makinesi kafasını yatırın.
2) İplik kesme kamı tespit vidasının ❼ 2 ve 1 numaralı vidalarını yazılı sırayla gevşetin.
3) Kasnak kapağı ❺ üzerindeki işaret çizgisini A el
çarkı ❻ üzerindeki yeşil işaret noktası B (H tipi :
Beyaz işaret noktası B´) ile aynı hizaya getirin.
4) Kam iticiyi ❶ sola (ok E yönünde) ittirerek silindiri
❷ iplik kesme kamına ❸ geçirin. Daha sonra yalnızca iplik kesme kamını ❸, besleme sürücü milini ❷ döndürmeden daha fazla hareket etmeyinceye kadar besleme sürücü milinin ❷ normal dönüş
yönünün aksi yönünde parmaklarınızla çevirin. Bu
konumda, iplik kesme kamını ❸ silindire ❷ doğru
bastırırken iplik kesme kamı tespit vidasının ❷ 1
ve 2 numaralı vidalarını sıkın.
1. Çok lii iplik kullanılması durumunda
iplik ilmeği oluşumu dengesiz olabilir.
Bu durumda hatalı ilmek dağılımı oluşursa kasnak kapağı üzerindeki işaret
çizgisini el çarkı üzerindeki yeşil işaret
noktası yerine kırmızı işaret noktası ile
aynı hizaya getirerek iplik kesme kamı
zamanlamasını düzeltin.
2. İplik kesme kamı ❸ ile silindir ❷ arasındaki hizalama noktası, kam iticinin
❶ hareket etmeye başladığı konumdur
(F). Ayar sırasında iplik kesme kamının ❸ silindire ❷ ilk kez temas ettiğini
hissettiğiniz konum (G) doğru hizalama
konumu değildir.
* İlmek dağıtım zamanlamasını önem-
li ölçüde etkilediğinden iplik kesme
kamı zamanlamasını mutlaka dikkatli
bir şekilde düzeltin.
– 87 –
Page 92

7-3-3. Bıçak ünitesinin kontrol edilmesi
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❶
❶
Bıçağın bekleme durumu
A
S tipi : 5,5 ile 6,5 mm
H tipi : 5,0 ile 6,0 mm
❶
❷
❷
1) Güç anahtarının Kapalı konumda olduğundan
emin olun. İğnenin etrafından aksamı (baskı ayağı, boğaz plakası ve dişli) sökün.
2) İlmek dağıtım bıçağı ❶ bekleme durumundayken
iğnenin merkezinden A ilmek dağıtım bıçağına
❶ olan mesafe 5,5 ila 6,5 mm’dir (H tipi : 5,0 ila
6,0 mm).
İğnenin merkezinden A ilmek dağıtım
bıçağına ❶ olan mesafe azaltılırsa
iplik ilmeğinin iplik dağıtım bıçağına ❶
karışması muhtemeldir.
* Ayarlama ile ilgili bkz. 89 Sayfada "7-3-4. Bıçak
ünitesinin ayarlanması".
3) İlmek dağıtım bıçağı ❶ ile iplik kesme bıçağının
❷ hizalama konumunun ayarlanmasının amacı
(ilmek dağıtım bıçağındaki ❶ deliğin uzak ucu ile
iplik kesme bıçağının ❷ ucu) önceden bahsedilen
hizalama konumunu iğnenin merkezi A ile aynı
hizaya getirmektir.
İlmek dağıtım bıçağı ile iplik kesme
bıçağının hizalama konumu iğnenin
merkezi A ile aynı hizaya gelmezse
iplik kesildikten sonra malzemede kalan
ipliğin uzunluğun daha fazla olacağına
dikkat edin.
İlmek dağıtım bıçağı ile iplik kesme bıçağının
çıkıntılı kısmının hizalama durumu
❷
İlmek dağıtım bıçağındaki
❶ deliğin uzak ucu iplik
kesme bıçağının ❷ ucu ile
aynı hizada
2,5 ile 3 mm
❶
A
Bıçağın geçiş durumu
A
❶
❷
4) İlmek dağıtım bıçağı ❶ ile iplik kesme bıçağı ❷
arasındaki geçiş miktarı, iğnenin merkezinden A
ölçüldüğünde 2,5 ila 3 mm’dir.
❷
Bunların arasındaki geçiş miktarı
yetersizse hatalı iplik kesiminin
meydana gelebileceğine dikkat edin.
* Ayarlama ile ilgili bkz. 89 Sayfada "7-3-4. Bıçak
ünitesinin ayarlanması".
Dengesiz iplik ilmeği oluşumuna neden
olması muhtemel çok lii iplik gibi bir
iplik kullanılması durumunda veya iplik
kesme işlemi malzeme olmayan bir
konumda yapılıyorsa iğne ipliği oldukça
kısa kesilebilir. Yukarıda belirtilen olgu
meydana gelirse aşağıda belirtilen
prosedür uygulanarak düzeltilmelidir.
• İplik alma yayı hareket aralığını
standart değerden daha büyük bir
değer yapın.
• Yoğun ilmek dikişi sırasında iplik
kesme adımını standart adımdan daha
büyük yapın.
• Malzeme olmayan bir konumda iplik
kesme işlemi yapılıyorsa yoğun ilmek
dikişini kapatın.
– 88 –
Page 93

7-3-4. Bıçak ünitesinin ayarlanması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❶
1) Güç anahtarının Kapalı konumda olduğundan
emin olun. İğnenin etrafından aksamı (baskı ayağı, boğaz plakası ve dişli) sökün.
2) Dikiş makinesi kafasını yatırın.
3) Koruyucu kapağı ❶ çıkarın.
4) İlmek dağıtım bıçağı eksantrik pimi tespit vidalarını ❸ (iki adet) gevşetin. İlmek dağıtım bıçağı
eksantrik pimini ❷ düz uçlu tornavida ile çevirerek
ilmek dağıtım bıçağının ❹ dönme yönü konumunu hassas bir şekilde ayarlayın.
5) Ayarladıktan sonra ilmek dağıtım bıçağı eksantrik
pimi tespit vidalarını ❸ (iki adet) sıkın.
6) Koruyucu kapağı ❶ yerine geri takın.
İlmek dağıtım bıçağı eksantrik pimi
❷ üzerindeki işaret noktasının A
konumu, sadece operatörün tarafından
ayarlanmalıdır.
❹
❷
❸A
– 89 –
Page 94

7-3-5. İplik kesme hızının ayarlanması
İplik kesme hızı sevkiyat sırasında 300 sti/min (H tipi : 220 sti/min).olarak ayarlanmıştır. Başka bir ifadeyle
yüksek iplik kesme hızı seçilmiştir.
Kullanılacak ipliğe bağlı olarak iplik kesme hızı artırılmalıdır. Diğer taraftan hassas iplik (örneğin çok lii iplik
veya pamuk iplik) kullanılması durumunda ipliğin hasar görmesini engellemek için iplik kesme hızı düşürülmelidir.
İplik kesme hızı gerekmesi durumunda dikiş işlemine uygun olarak ayarlanmalıdır.
❶
[Ayarlama]
1) ❶ tuşuna basın.
Ayar, "U036" ile değiştirilebilir.
2) Sayısal bir değer girin. Ayarı değiştirmek
için ❷ tuşuna basın.
❷
No. Öğe Ayar aralığı Birim
U036 İplik kesme sırasındaki hız
İplik kesme sırasında maksimum dönüş sayısı makine kafasına göre
farklılık gösterir
130 ile Maks.
iplik kesme
sti/min
– 90 –
Page 95

7-4. İplik alıcının ayarlanması
UYARI :
Makinenin aniden çalışması sonucu ortaya çıkabilecek yaralanmaları önlemek için, her türlü çalışma
öncesi makinenin şalterini KAPATIN.
❻
❹
❸
İplik alıcının standart
ayar durumunda
iplik alıcının ❻
merkezi bobin
kapağının U şekilli
kısmının merkezi ile
hemen hemen aynı
hizadadır.
❻
❶
❸
❷
Standart ayar düzgün bir şekilde yapıldığında
iplik alıcının gerekli dönüş işlemini (sönümleme
işlevi) yapmasına olanak tanımak için iplik alıcı
mafsalında ❸ kanal şekilli bir boşluk bulunur.
(0,5 mm)
❻
❼
Temas edecek
İplik kesme sırasında bobinin boşunu dengelemek
için iplik alıcı aygıt kullanılır.
İplik alıcının nasıl ayarlandığını kontrol
etmek gerektiğinde önce çağanoza
bobin kapağını ve bobini takın, daha
sonra iplik alıcıyı kontrol edin.
❹
0 ile 0,3 mm
❸
7-4-1. Standart ayarın kontrol edilmesi
1) Güç anahtarının "Kapalı" konumda olduğundan
emin olun. Dikiş makinesini yatırın.
2) İplik kesme solenoidini ❶ elle çekme konumuna
getirin.
❺❻
3) Bu durumda iplik alıcı mafsalı ❸ ile iplik alıcı kolunun ❹ arasındaki boşluğun standart ayar değeri
0,5 mm’dir. O esnada bobin ❺ ile iplik alıcı ❻
arasında 0 ila 0,3 mm boşluk sağlanmıştır.
7-4-2. Standart ayar
1) İplik alıcı mafsalı pim somununu ❷ (9 mm) gevşetin. İplik alıcı mafsalını ❸ sağa sola hareket ettirerek
ayarı yapın.
2) Ayar yaptıktan sonra iplik alıcı mafsalı pim somununu ❷ sıkın.
7-4-3. Standart ayar (Uç konumda ayar)
1) İplik alıcı tespit vidalarını ❼ (iki adet) gevşetin. İplik alıcının konumunu ayarlayın.
2) Ayar yaptıktan sonra iplik alıcı tespit vidalarını ❼ (iki adet) sıkın.
1. Bobin ❺ ile iplik alıcının ❻ ucu arasında hiçbir boşluk yoksa, iplik alıcının ❻ bobine ❺ güçlü
bir şekilde basın. Bunun bir sonucu olarak iplik kesme esnasında bobin gerekli bobin ipliği
uzunluğunu sağlayamaz. Bu durumda bobin ipliği muhtemelen kısa kesilir ve dikiş başında
ipliğin çıkması muhtemeldir.
2. Bobin ❺ ile iplik alıcının ❻ ucu arasındaki boşluk çok fazla ise iplik kesmek için gerekli
iplik, iplik alıcının ucundan çıkabilir ve iplik kesildikten sonra kalan iğne ipliği uzunluğu kısa
kalır. Ayrıca bobin ❺ iplik kesme sırasında muhtemelen sık sık boşta kalarak dikiş başında
sorunlara neden olur.
– 91 –
Page 96

7-5. Aktif baskı ayağı çok katlı kısım algılama işlevi
7-5-1. Çok katlı kısım algılama işlevi
Bu işlev, malzemenin çok katlı kısmının algılanmasını sağlar. Malzemenin çok katlı kısmı algılandığında dikiş
parametresi, dikiş makinesinin dikişe devam etmesini sağlamak için otomatik olarak tek dokunuşla geçiş
parametresi şeklinde (50 Sayfada "4-2-9. Tek dokunuşla geçiş işlevi") değişir. Çok katlı kısım algılama
ayarı, hafızaya desen-desen kaydedilebilir.
Algılanabilir malzeme kalınlığı : Maks. 10 mm
Algılama çözünürlüğü : 0,1 mm
* Kalınlığı 2 mm’den az olan malzemenin çok katlı kısmının dişli yüksekliğinden etkilenmesi muhtemeldir.
Bu nedenle kararlı bir algılama yapılamaz. Kalınlıkları farklı olan iki veya daha fazla çok katlı kısım algılanamaz. Bu durumda elle kullanılan düğme yardımıyla tek dokunuşla geçiş işlevi kullanılmalıdır.
* Elle kullanılan düğme yardımıyla tek dokunuşla geçiş işlevi yapılırken çok katlı kısım algılama işlevi devre
dışı bırakılır.
[Çok katlı kısmı algılamak için]
1. Çok katlı kısım algılama işlevinin devreye
alınmasını/devre dışı bırakılmasını seçin.
1) ❶ tuşuna basın.
"Sewing data edit screen (Dikiş verisi düzen-
leme ekranı)" açılır.
❶
<Dikiş ekranı>
❷
<Dikiş verilerin düzenleme ekranı>
❸❹
<Çok katlı kısım algılama sensörü değeri ekranı>
2) ❷ tuşuna basın.
"Multi-layered section detection sensor value
screen (Çok katlı kısım algılama sensörü
değeri ekranı)" açılır.
3) ❸ tuşuna basarak çok katlı kısım
algılama işlevini devreye alın. (Bu düğme
sevkıyat sırasında fabrikada Kapalı olarak
ayarlanmıştır.)
Çok katlı kısım yükseklik öğrenme işlevini
❹ kullanarak çok katlı kısım algılaması
için bir "eşik" girin.
* Çok katlı kısım algılama işlevi için "eşik"
ibaresi çok katlı kısım sensörünün reaksiyon
göstereceği değeri ifade eder.
– 92 –
Başlangıç değeri MAX : 3000
MIN : 1000
Page 97

❹
2. Çok katlı kısım algılaması için bir "eşik"
girin.
1) ❹ tuşuna basın.
"Multi-layered section threshold setting scre-
en (Çok katlı kısım eşik ayarı ekranı)" açılır.
<Çok katlı kısım algılama sensörü değeri ekranı>
2) Malzemenin normal kısmını baskı ayağının altına yerleştirin ve ❺ tuşuna basın.
Pedalın arka kısmına basarak baskı ayağını kaldırın.
<段部検知 しきい値設定画面>
❺
<Çok katlı kısım eşik ayarı ekranı>
3) Malzemenin çok katlı kısmını baskı ayağının altına yerleştirin ve ❻ tuşuna basın.
<段部検知 しきい値設定画面>
❻❼❽
<Çok katlı kısım eşik ayarı ekranı>
❼ değeri otomatik olarak hesaplanır ve bu değer, çok katlı kısım algılaması için "eşik" değeri olur. Eşiği,
normal kısmın kalınlığı ile çok katlı kısmın kalınlığı arasındaki ara değere ayarlayın. Değer, dikiş malzeme-
sine göre
"Eşik" azaltılırsa çok katlı kısım daha erken algılanabilir. Çok fazla azaltılan eşik değerinin
hatalı algılamaya neden olabileceğini unutmayın.
tuşuna basarak "Multi-layered section detection sensor value screen (Çok katlı kısım algılama
❽
sensörü değeri ekranı)"nı açın.
ile ayarlanabilir.
– 93 –
Page 98

Ayarladığınız "eşik" değerinin girildiğini kontrol
edin. Daha sonra
tuşuna tekrar basa-
❾
rak ayarı onaylayın. "Eşik" değeri bu ekranda
doğrudan girilebilir veya düzeltilebilir.
MAX : 3000
MIN : 1000
Çok katlı kısım algılaması için "eşik"
<Çok katlı kısım algılama sensörü değeri ekranı>
❾
başlangıç değeri kaba bir göstergedir. Eşik, dikilecek malzeme gibi
gerçek dikiş koşullarına göre hassas bir şekilde ayarlanmalıdır.
7-5-2. Çok katlı kısım algılama ilmek sayısı ayar işlevi
Çok katlı kısım algılamasının devreye alınması durumunda malzeme kalınlığı "eşik" değerinin altına inerse
dikiş parametresi otomatik olarak malzemenin normal kısmı için olan ayara döndürülür. Ancak dikiş parametresi geçiş zamanlaması, çok katlı kısım algılama ilmek sayısı ayarlanarak değiştirilebilir. Çok katlı kısım ilmek
sayısı ayarlandığında dikiş çok katlı kısımdan başlasa bile malzemenin çok katlı kısmı algılandıktan sonra
yukarıda belirtilen ayarlı ilmek sayısına ulaşıldığında eşik, malzemenin normal kısmı için olan değere döner.
Bununla birlikte ayarlı çok katlı kısım algılama ilmek sayısı dahilinde olsa bile malzeme kalınlığı çok katlı kısım algılaması "eşik" değerinin altına inerse dikiş parametresinin malzemenin normal kısmı için olan değere
döneceği unutulmamalıdır.
[Ayarlama]
1) "Sewing data edit screen (Dikiş verilerin
düzenleme ekranı)"nda
tuşuna
❶
basın.
"Multi-layered section detection sensor value
screen (Çok katlı kısım algılama sensörü
değeri ekranı)" açılır.
2) İlmek sayısını sayısal tuş takımı
ile girin.
❷
❶
<Dikiş verilerin düzenleme ekranı>
❷
<Çok katlı kısım algılama sensörü değeri ekranı>
Malzemenin çok
katlı kısmının sonu
❸
Dikiş makinesi
malzemenin
çok katlı
kısmını dikmeyi
tamamladıktan
sonra makine
reaksiyonu da
birkaç ilmek
sayısı kadar
gecikir.
Fabrika ayarlı değer : 0
tuşuna basarak ayarı onaylayın.
❸
(İlmek sayısı ayarlı
değil)
Ayar aralığı
: 0 ile 200
* İlmek sayısı sıfıra (0) ayarlandığında çok kat-
lı kısım algılama ilmek sayısı ayarı geçersiz
kabul edilir.
Malzemenin çok katlı kısmının
sonu beslendikten sonra çok katlı
kısım algılama işlevi malzemenin
düz kısmını algılayarak dikiş koşullarını düz kısım için olanlara döndürür. Ancak bu reaksiyon, dikiş
koşullarına göre bazen gecikebilir.
Gecikme yaşanırsa çok katlı kısım
algılama ilmek sayısı ayarlanarak
düzeltilebilir.
– 94 –
Page 99

7-6. Gres noksanlığı alarmı
7-6-1. Gres noksanlığı alarmı hakkında
Gres bakım zamanı yaklaştığında hata mesajı "E220 Gres noksanlığına karşı uyarı"
görüntülenir.
❶
Bu hata,
lanır. Bu durumda dikiş makinesi belirli bir
süre kesintisiz kullanılabilir.
Hata mesajı E220
görüntülendiğinde bakım için
mutlaka gres ekleyin.
* Hata sıfırlaması (K118) yapmak için bkz.
96 Sayfada "7-6-3. K118 hata sıfırlama prosedürü hakkında".
tuşuna basılarak sıfır-
❶
7-6-2. E221 Gres noksanlığı hatası
Hata mesajı "E220" sıfırlanmazsa hata mesajı "E221 Gres noksanlığı hatası" görüntülenir.
Bu durumda dikiş makinesi kullanılamaz.
Mutlaka gres ekleyin ve hata sıfırlaması
(K118) yapın.
* Hata sıfırlaması (K118) yapmak için bkz.
96 Sayfada "7-6-3. K118 hata sıfırlama prosedürü hakkında".
– 95 –
Page 100

<Dikiş ekranı>
<Mod ekranını>
❶
7-6-3. K118 hata sıfırlama prosedürü
hakkında
1) ❶ tuşuna altı saniye boyunca basılı
tutun.
"Mode screen (Mod ekranını)" açılır.
2) "1. Memory switch (Bellek anahtarı)"
öğesini seçin.
"Memory switch type selection screen
(Bellek anahtarı tipi seçim ekranı)" açılır.
<Bellek anahtarı tipi seçim ekranı>
<Bellek anahtarı düzenleme ekranı>
3) "1. Display all (Tümünü göster)" öğesini
seçin.
"Memory switch edit screen (Bellek anah-
tarı düzenleme ekranı)" açılır.
4) "K118 Grease-shortage error reset (K118
Gres bitti hatası sıfırlama ekranı)" öğesini
seçin.
"Grease-shortage error reset screen
(Gres bitti hatası sıfırlama ekranı)" açılır.
❷ ❸
<Gres bitti hatası sıfırlama ekranı>
❹
– 96 –
5) Ayar değerini, sayısal tuş takımı
ile "1"e ayarlayın.
❸
tuşuna basarak ayarı onaylayın.
❹
❷
ve
Bu, hatayı sıfırlayarak dikiş makinesini
normal çalışma konumuna geri getirir. Bir
sonraki bakım periyotu gelene dek dikiş
makinesi normal çalıştırılabilir.
 Loading...
Loading...