

Page 1

DDL-9000C-F
使用说明书
Page 2

目 录
1. 规格 ........................................................................ 1
1-1. 缝纫机机头的规格 .............................................................. 1
1-2. 电气箱的规格
2. 安装 ........................................................................ 2
2-1. 机台图纸 ...................................................................... 2
2-2. 安装缝纫机时的注意事项
2-2-1. 缝纫机的搬运方法 ................................................................. 3
2-2-2. 置缝纫机时的注意事项 ............................................................. 3
2-3. 缝纫机的安装 .................................................................. 3
2-4. 线架的安装
2-5. 电气箱的安装
2-6. 连接电源开关的电线
2-6-1. 电源开关的安装 ................................................................... 5
2-6-2. 电源线的连接 ..................................................................... 6
2-7. 电缆线的连接 .................................................................. 7
2-8. 电线的处理
2-9. 连结杆的安装方法
2-10. 踏板的调整
2-10-1. 连接杆的安装 .................................................................... 9
2-10-2. 踏板的角度 ...................................................................... 9
2-11. 踏板操作 ...................................................................... 9
2-12. 加油
2-13. 操作盘的使用方法[基础篇]
......................................................................... 10
2-13-1. 显示语言的选择 ( 首先需要做的事情 ) .............................................. 11
2-13-2. 操作盘按键的名称和功能 ......................................................... 13
2-13-3. 基本操作 ....................................................................... 14
.................................................................. 1
........................................................ 3
.................................................................... 4
.................................................................. 5
............................................................ 5
.................................................................... 8
.............................................................. 8
.................................................................... 9
.................................................... 11
3. 缝制前的准备 ............................................................... 15
3-1. 机针的安装 ................................................................... 15
3-2.
梭壳的安装方法和放入方法 ............................................... 15
3-3. 底线卷绕方法 ................................................................. 16
3-4. 上线穿线方法
3-5. 线张力
3-5-1. 第一线张力的调节 ................................................................ 19
3-5-2. 上线张力的调节 ( 有效张力 ) ....................................................... 19
3-5-3. 底线张力的调节 .................................................................. 19
....................................................................... 19
3-6. 关于压脚 ( 有效压脚装置 ) ..................................................... 20
3-6-1. 压脚压力的调节 .................................................................. 20
3-6-2. 关于微量提升压脚功能 ............................................................ 20
3-6-3. 压脚压力初期值的变更 ............................................................ 21
3-6-4. 手动压脚提升 .................................................................... 21
3-7. 缝迹的调节 ................................................................... 22
3-8. 缝制速度的调节
3-9.LED 手灯
3-10.
3-11.
倒缝 ................................................................... 23
关于用户特制开关 ....................................................... 24
................................................................. 18
............................................................... 22
...................................................................... 23
i
Page 3

3-12. 旋梭部油量 ( 油迹 ) 的调整方法 ................................................. 25
3-12-1. 旋梭油量的调整 ................................................................. 25
3-12-2. 油量 ( 油迹 ) 的确认方法 ......................................................... 26
3-12-3. 油量 ( 油迹 ) 适合标样 ........................................................... 26
3-13. 挑线弹簧和挑线量的调整 ....................................................... 27
4. 操作盘的使用方法 ........................................................... 28
4-1. 缝制画面的说明 ( 选择缝制图案时 ) ............................................. 28
4-2. 缝制图案
4-2-1. 图案的构成 ...................................................................... 32
4-2-2. 缝制图案一览 .................................................................... 33
4-2-3. 开始倒缝图案 .................................................................... 35
4-2-4. 双重倒缝 ........................................................................ 40
4-2-5. 图案的编辑 ...................................................................... 41
4-2-6. 图案功能一览表 .................................................................. 43
4-2-7. 结束倒缝图案 .................................................................... 46
4-2-8. 示教功能 ........................................................................ 47
4-2-9. 单触变换功能 .................................................................... 49
4-2-10. 新图案的登记 ................................................................... 50
4-2-11. 图案的复制 ..................................................................... 52
4-2-12. 精选功能 ....................................................................... 53
4-3. 计数器功能 ................................................................... 55
4-3-1. 用计数器显示缝制画面 ............................................................ 55
4-3-2. 计数器的种类 .................................................................... 55
4-3-3. 计数器的设定方法 ................................................................ 56
4-3-4. 计数器加数的解除方法 ............................................................ 59
4-4. 操作盘显示简图 ............................................................... 60
4-5. 存储器开关数据一览表
4-6. 异常一览表
4-7. 存储器开关数据
..................................................................... 32
......................................................... 61
................................................................... 66
............................................................... 70
5. 主要的新功能 ............................................................... 72
5-1. 短残线切线 ................................................................... 72
5-2. 送布牙高度的调整
5-3. 传送动作的时间
5-4. 传送轨迹的变更
............................................................. 75
............................................................... 76
............................................................... 77
6. 保养 ....................................................................... 78
6-1. 保养模式 ..................................................................... 78
6-2. 确认旋梭油槽的油量
6-3. 清扫
6-4. 润滑脂的涂抹
......................................................................... 79
................................................................. 79
6-5. 针杆下金属部件和压脚杆金属部件的润滑脂涂抹
6-6. 保险丝的更换
................................................................. 81
........................................................... 78
................................... 80
7. 机头调整 ( 应用篇 ).......................................................... 82
7-1. 机针和旋梭的关系 ............................................................. 82
7-2. 上线压脚装置的调整
7-3. 切线装置的调整
7-3-1. 关于切线凸轮同步时间的确认 ...................................................... 86
7-3-2. 关于切线凸轮同步时间的调整 ...................................................... 86
7-3-3. 关于切刀装置的确认 .............................................................. 87
........................................................... 83
............................................................... 86
ii
Page 4

7-3-4. 关于切刀装置的调整 .............................................................. 88
7-3-5. 关于切线速度的调整 .............................................................. 89
7-4. 拨片的调整 ................................................................... 90
7-4-1. 标准调整的确认 .................................................................. 90
7-4-2. 标准调整 ........................................................................ 90
7-4-3. 标准调整 ( 在前端位置的调整 ) ..................................................... 90
7-5. 设定压脚布层检测功能 ......................................................... 91
7-5-1. 布层检测功能 .................................................................... 91
7-5-2. 布层检测针数设定功能 ............................................................ 93
7-6. 关于补充润滑脂警告 ........................................................... 94
7-6-1. 关于补充润滑脂警告 .............................................................. 94
7-6-2. 关于「E221 补充润滑脂异常」 ....................................................... 94
7-6-3. 关于 K118 异常解除方法 ........................................................... 95
8. 操作盘的使用方法 ( 应用篇 ).................................................. 96
8-1. 缝制图案的管理 ............................................................... 96
8-1-1. 图案的新编制 .................................................................... 96
8-1-2. 图案的复制 ...................................................................... 98
8-1-3. 图案的删除 ...................................................................... 99
8-2. 多角缝的设定 ................................................................ 100
8-2-1. 多角缝制图案的编辑 ............................................................. 100
8-2-2. 多角缝制图案的新编制 ........................................................... 102
8-2-3. 设定多角缝制开始步骤 ........................................................... 102
8-3. 循环缝图案 .................................................................. 103
8-3-1. 循环图案的选择 ................................................................. 103
8-3-2. 循环数据的编辑 ................................................................. 104
8-3-3. 循环图案的新编制 ............................................................... 105
8-3-4. 设定循环图案缝制开始步骤 ....................................................... 107
8-4. 用户间距 .................................................................... 108
8-4-1. 下一个用户间距 ................................................................. 108
8-4-2. 用户间距的新编制 ............................................................... 110
8-4-3. 用户间距编辑 ................................................................... 113
8-4-4. 用户间距的复制、删除 ........................................................... 114
8-5. 用户缩缝图案 ................................................................ 115
8-5-1. 用户缩缝的选择 ................................................................. 115
8-5-2. 用户缩缝的新编制 ............................................................... 115
8-5-3. 用户缩缝编辑 ................................................................... 118
8-5-4. 用户缩缝的复制、删除 ........................................................... 119
8-6. 画面简易锁定 ................................................................ 120
8-7. 版本信息
8-8. 调整操作盘的亮度
8-9. 信息
8-9-1. 数据通信 ....................................................................... 122
8-9-2.USB ............................................................................. 125
8-9-3. 生产管理 ....................................................................... 127
8-9-4.NFC ............................................................................. 130
8-10. 用户特定按键 ............................................................... 131
8-10-1. 可以分配的数据 ................................................................ 131
8-10-2. 分配方法 ...................................................................... 132
.................................................................... 120
............................................................ 121
........................................................................ 122
iii
Page 5
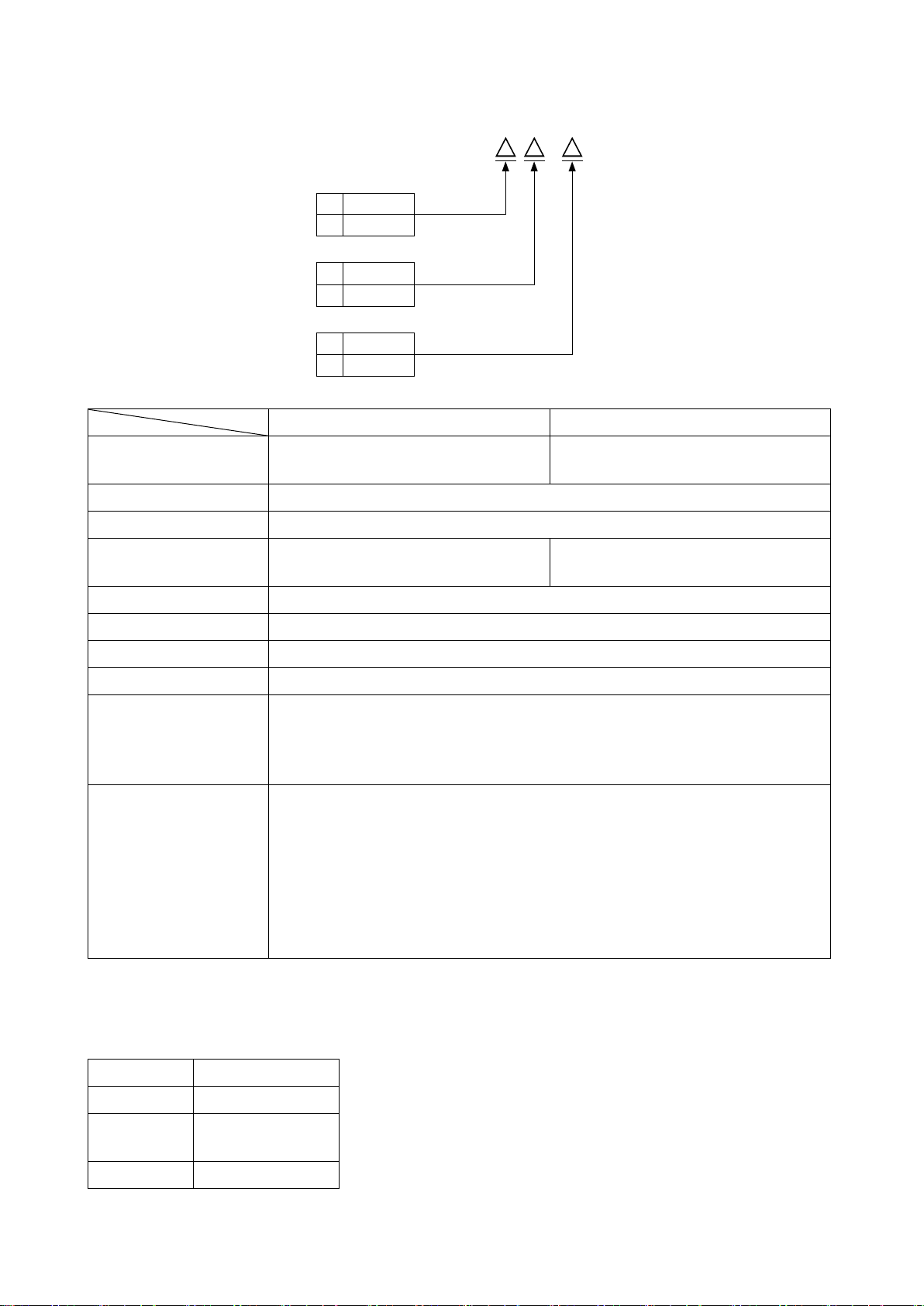
1. 规格
1-1. 缝纫机机头的规格
DDL-9000C-F - B
机头面部加油方式
M 半干式
S 微量加油
缝制规格
S 中厚料
H 厚料
抓上线规格
N 有
0 无
DDL-9000C-FMS DDL-9000C-FSH
最高缝制速度 ( 标准轨迹 )
最大针脚长度
压脚压力控制 电子控制
使用机针
使用机油 JUKI NEW DEFRIX OIL No.1 或 JUKI CORPORATION GENUINE OIL 7
马达 AC 伺服马达
水平传送控制 电子控制
上下传送控制 电子控制
图案数
噪音
※1
针脚长度 0 ~ 4.00 :5,000 sti/min
针脚长度 4.05 ~ 5.00 :4,000 sti/min
1738 Nm65 ~ 110 (DB×1 #9 ~ 18)
134 Nm65 ~ 110 (DP×5 #9 ~ 18)
缝制图案
循环缝图案 ....... 9 个图案
用户针距图案 ..... 20 个图案
用户缩缝图案 ..... 9 个图案
FMS ;
- 在电算工作站的等价放出音压等级(LpA):
A 特性值 81.5 dBA ;(包括 KpA=2.5 dBA);5,000 sti/min 时,按照 ISO 10821-C.6.2-
ISO 11204 GR2 的规定
FSH ;
- 在电算工作站的等价放出音压等级(LpA):
A 特性值 77.5 dBA ;(包括 KpA=2.5 dBA);4,500 sti/min 时,按照 ISO 10821-C.6.2-
ISO 11204 GR2 的规定
......... 99 个图案(多角缝最多可以登记 10 个图案)
针脚长度 0 ~ 4.00 :4,500 sti/min
针脚长度 4.05 ~ 5.00 :4,000 sti/min
5 mm
1738 Nm125 ~ 160 (DB×1 #20 ~ 23)
134 Nm125 ~ 160 (DP×5 #20 ~ 23)
● 缝制速度因缝制条件的不同而变化。出货时设定的缝制速度是 4,000 sti/min。
*1 : 出口地区不同使用机针也有可能不同。
1-2. 电气箱的规格
电源电压 単相 220 ~ 240V
频率 50Hz/60Hz
使用温度范围
电力 520VA
温度 0 ~ 35℃
湿度 90% 以下
– 1 –
Page 6
2. 安装
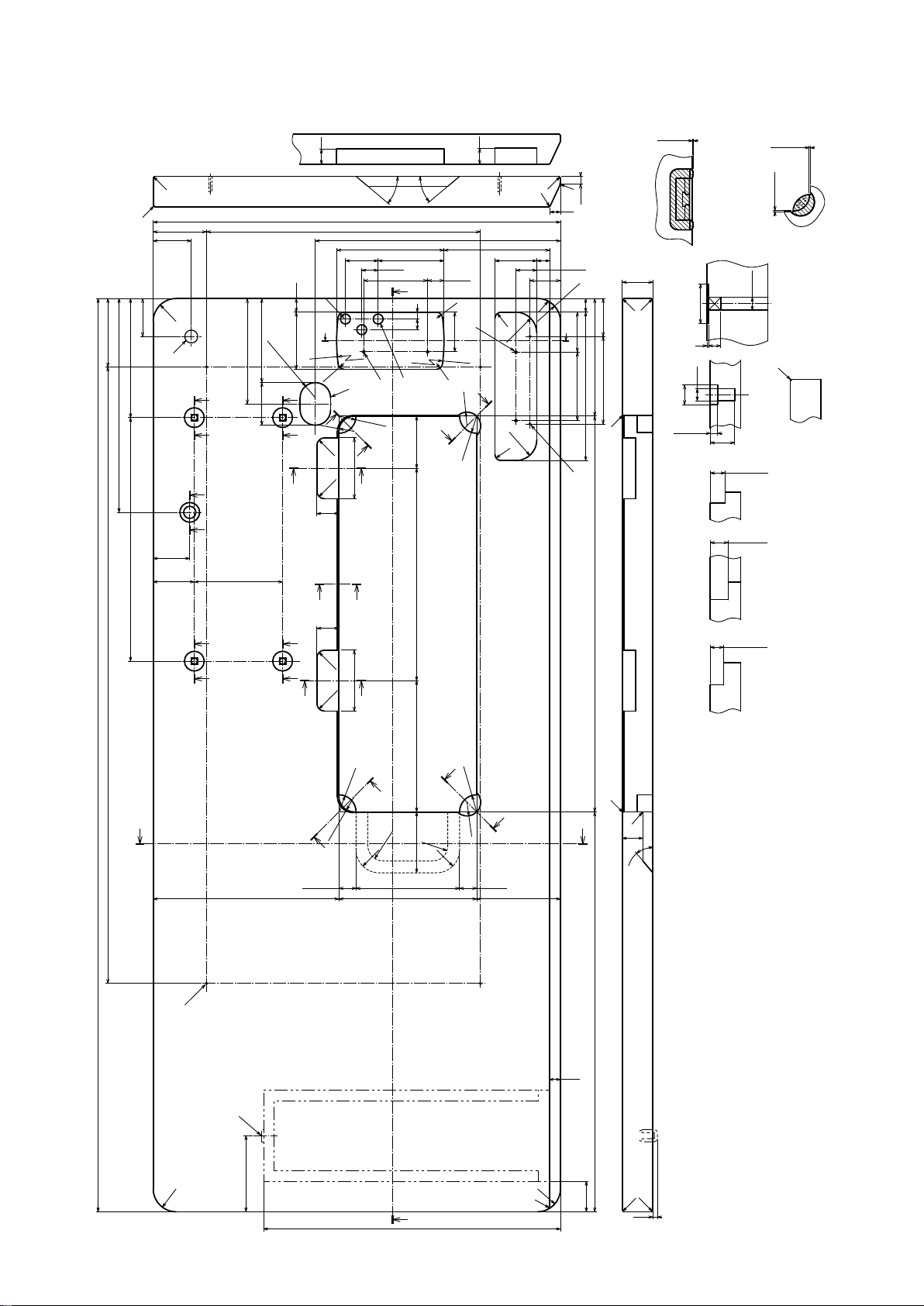
2-1. 机台图纸
90
810
281
U-U
156.5
320
+0.5
322
Y
R8
52
R242.5
R8
21.5
R18
R22.5
0
21
F
Y
R8
139
55
R8
R27.5
R27.5
R2
R2
R2
10
14
17
27.5
40
R30
R6
18
52.5
X-X
R2
R2
50
S
154.6
115
90
195
C1
H
+0.5
0
S-S
20
R2
R2
70
50
18
R30
50
75
110.5
R242.5
C
(138.5)
56
2×R20
VV
535
360
43
R8
S
R8
G
40°
WW
E
141
21.5
40°
86.5
84
9
14
D
Z
V V
R20
R10
X
R10
29
R22.5
Z
68.5±0.5
80
X
Q Q
48
54
116
T
T
29
VV
V
R10
279±1
1±0.5
X-X部ゴム取付参考図
橡胶安装的参考图
40
∅26
V-V(1:1)
(4ヵ所)
8
1
∅16
∅26
Q-Q
9.5±1
Z-Z
(2ヵ所)
Y-Y
(2ヵ所)
Y-Y
Y-Y部ゴム取付参考図
∅8.5
32±1
1.2±0.5
1.2±0.5
橡胶安装的参考图
I
T-T
19.5±0.5
23.5±0.5
17.5±0.5
V
80
R10
X
X
X-X
(2处) (2处) (2处) (4处)
(2ヵ所)
1200
W-W
(172.5)
Y
R22.5
Z
U
R20
Z
R30
(244)
(22.5)
R20
80
136
-1
181
0
A
R20
R22.5
Y
R18
R30
22.5
110
U
(525.4) 520
(15)
C1
R2
27
40°
B
R30
100
390
R30
R6
(40)
R2
R2
(6)
4×φ3.4 背面深度 20(安装时应钻孔)
抽屉止动器安装位置 ( 背面 )C φ17 钻挖D 3×φ13 钻挖E 2×φ3.5 深度 10F 2×φ3.5 深度 10G 贯通孔H 2×φ3.4 背面深度 10(安装时应钻孔)
A
B
C1.5 ~ C2.5( 仅铰链侧 )
I
– 2 –
Page 7
2-2. 安装缝纫机时的注意事项
衷心地感谢您购买 JUKI 工业用缝纫机。为了更好地使用本缝纫机,运转前请一定确认 2-1 ~ 2-12 项目
的内容。
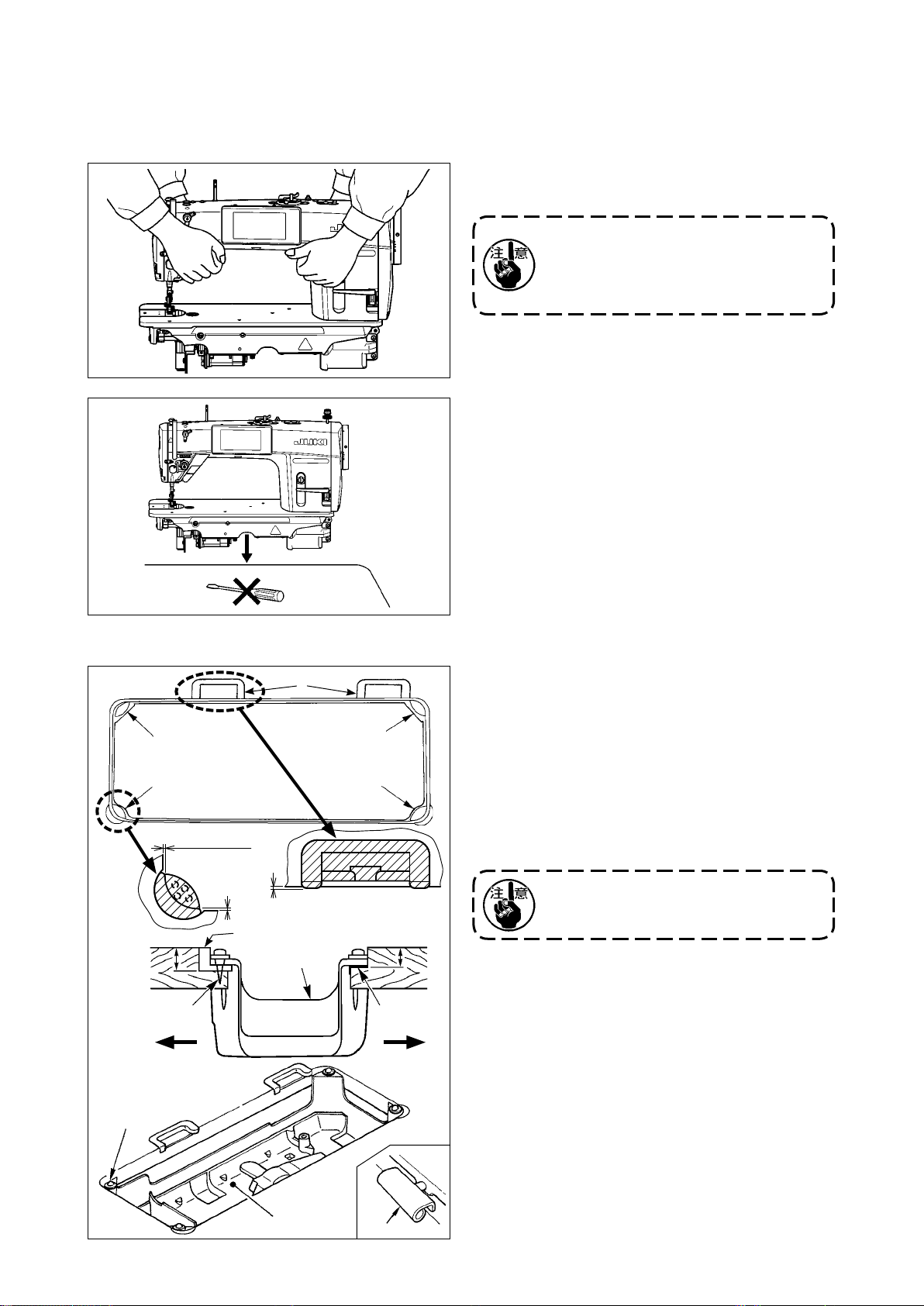
2-2-1. 缝纫机的搬运方法
请如图所示那样用 2 个人来手持机架主体进行搬运。
1. 皮带轮会转动,因此请绝对不要手持皮
带轮搬运机器。
2. 缝纫机的重量达 40.5kg 以上,因此请
移动时一定用 2 人以上来搬运机器。
2-2-2. 置缝纫机时的注意事项
设置缝纫机时,请注意一定要水平地放置到平坦的
地方,同时不要放置螺丝刀等凸起物品。
2-3. 缝纫机的安装
❸
❶
1.2±0.5mm
23.5mm
❷
A
1±0.5mm
1.2±0.5mm
❶
❹
❺
❸
❶
19.5mm
❸
B
1) 把底槽
安装到机台,然后用钉子固定到机台上。
❺
2) 用螺钉
支到机台沟的四角上。把橡胶铰链座
❹
把前侧A的 2 个头部橡胶支座❶钉到
❷
机台的伸出部 , 用黏接剂黏接固定好铰链侧
的 2 个头部胶垫座❸, 然后把底槽❹放上去。
3) 用螺丝把合页
固定到缝纫机主体。镶进机台
❼
的橡胶铰链座❺, 把机头放到四角的机头减震
垫❽上。
请不要拿着皮带轮。
B
❽
❹
❼
– 3 –
Page 8
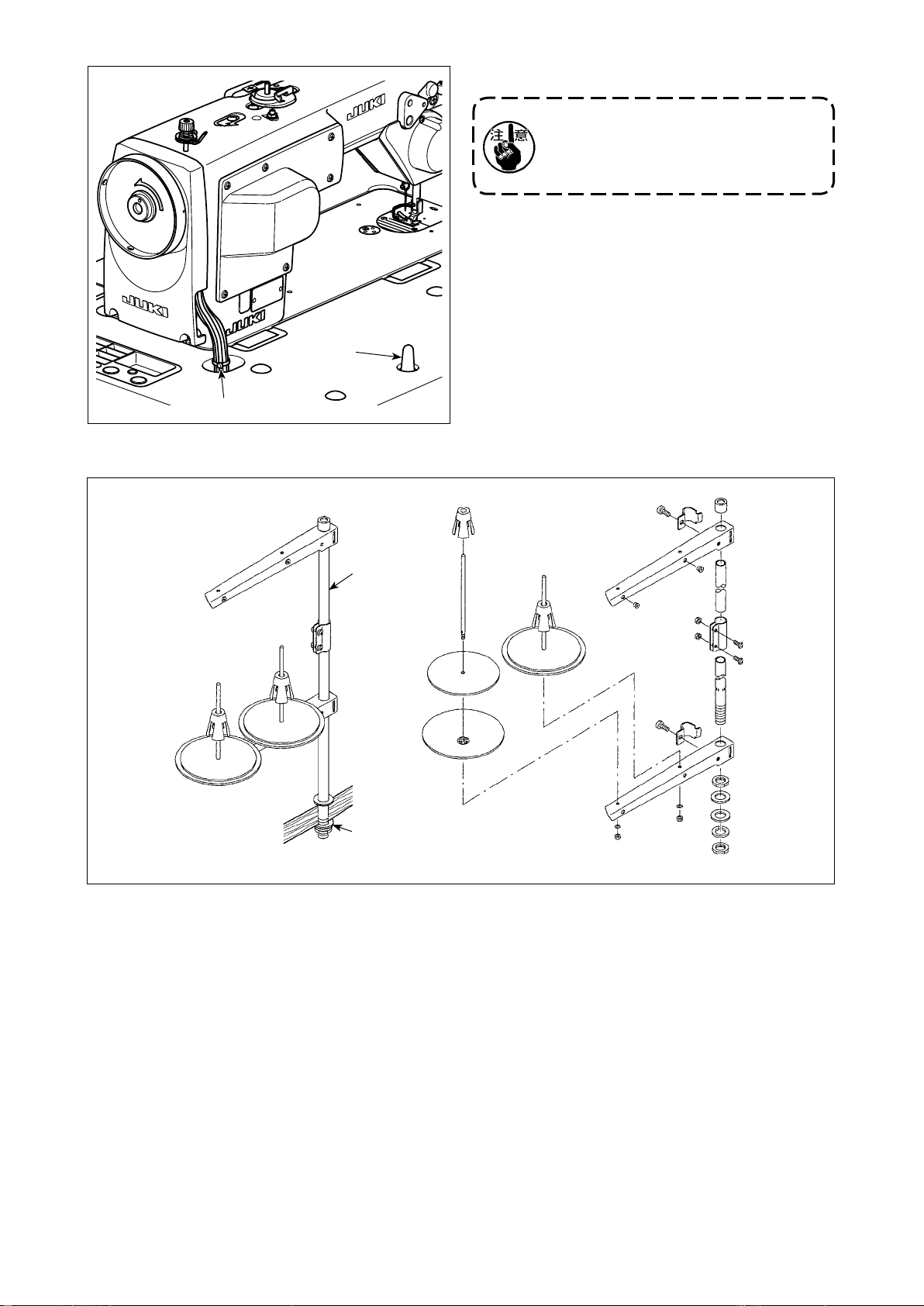
2-4. 线架的安装
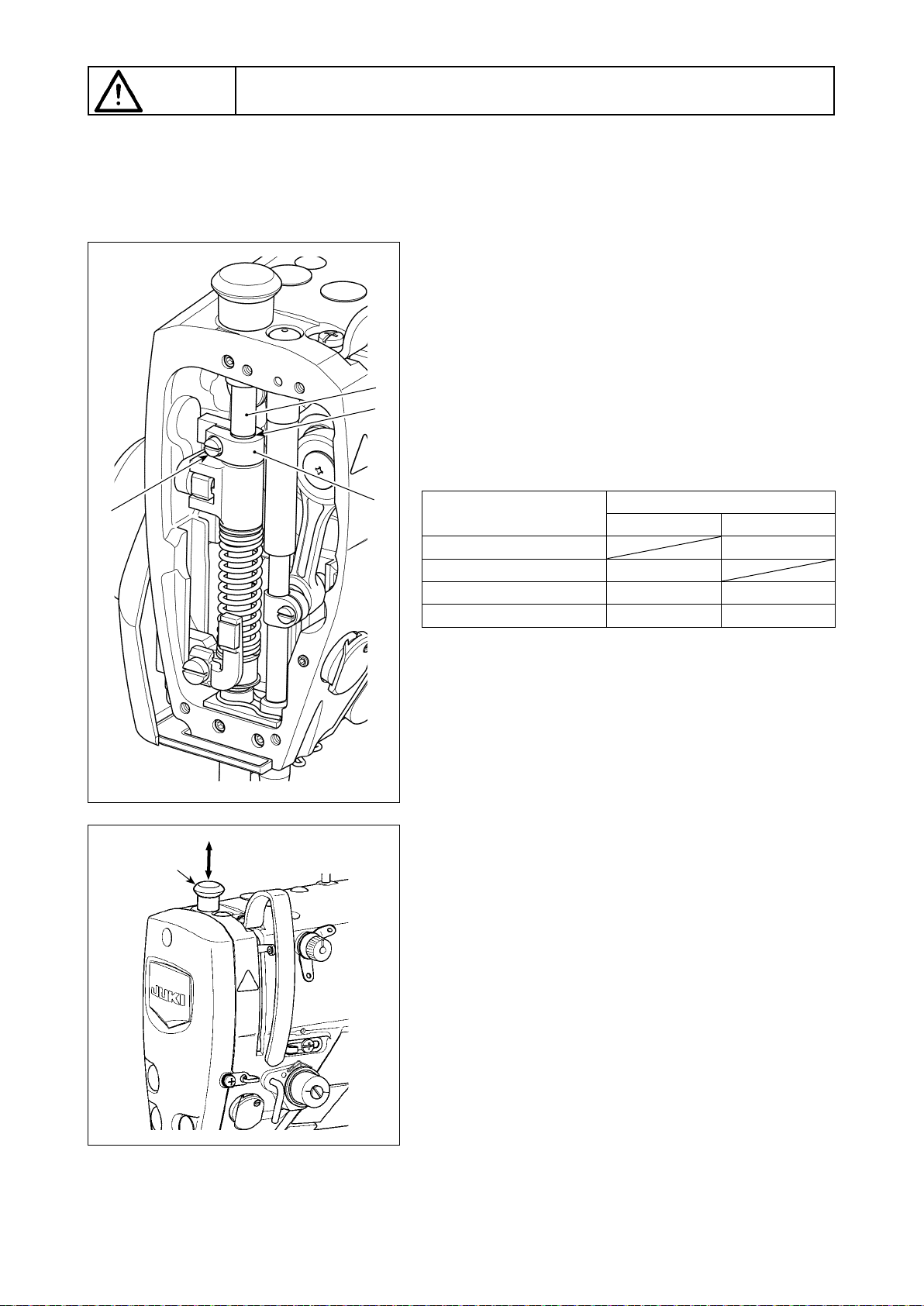
4) 请把机头支撑杆❾牢牢地安装到机台上。
请一定把机头支撑杆❾的高度设置为距离
机台 63mm ~ 68mm。安装了 AK 装置时,请
一定把机头支撑杆❾的高度设置为距离机
台 33mm ~ 38mm。
5) 最后请把机头附属品的扎线带❻捆扎到电缆线
的根部。
❾
❻
❷
❶
1) 如图所示那样把线架安装到机台孔上。
2) 请拧紧螺母
❶
。
3) 可以进行顶部配线时 , 请把电源线从线架杆
的里面穿过。
❷
– 4 –
Page 9
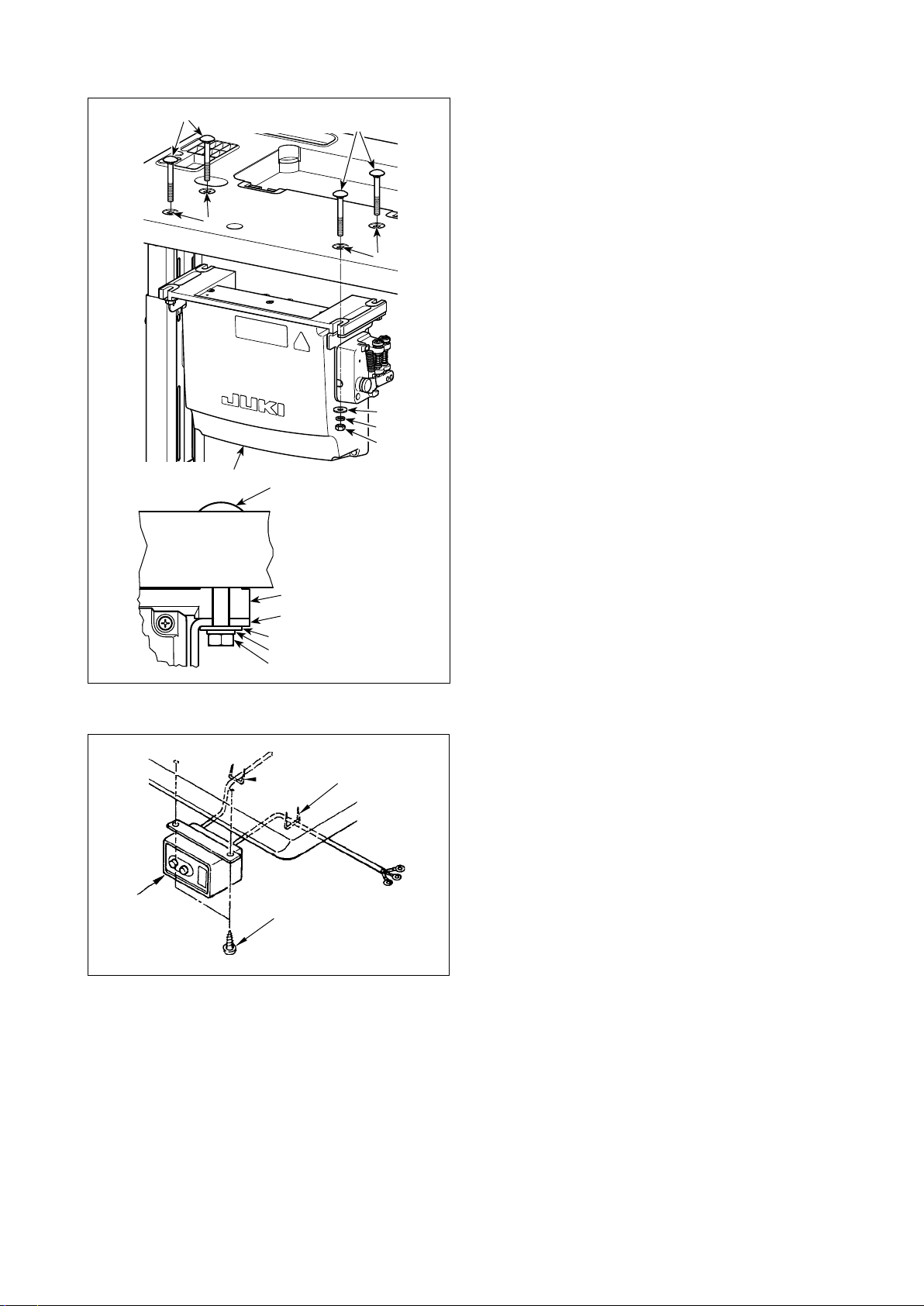
2-5. 电气箱的安装
❷
a
❶
❷
❷
请用 4 个电气箱附属螺栓❷、4 个平垫片❸、4 个
弹簧垫❹、4 个六角螺母❺把电气箱❶安装到机台
的孔a的位置。
此时,请把附属的螺母和垫片按照图示插入并拧紧
固定。
a
❸
❹
❺
❸
❹
❺
2-6. 连接电源开关的电线
❶
框架
踏板传感器
❷
❸
2-6-1. 电源开关的安装
请把电源开关❶用木螺丝❷固定到机台下面。
请根据使用状态,用附属的卡扣❸固定好电缆线。
– 5 –
Page 10
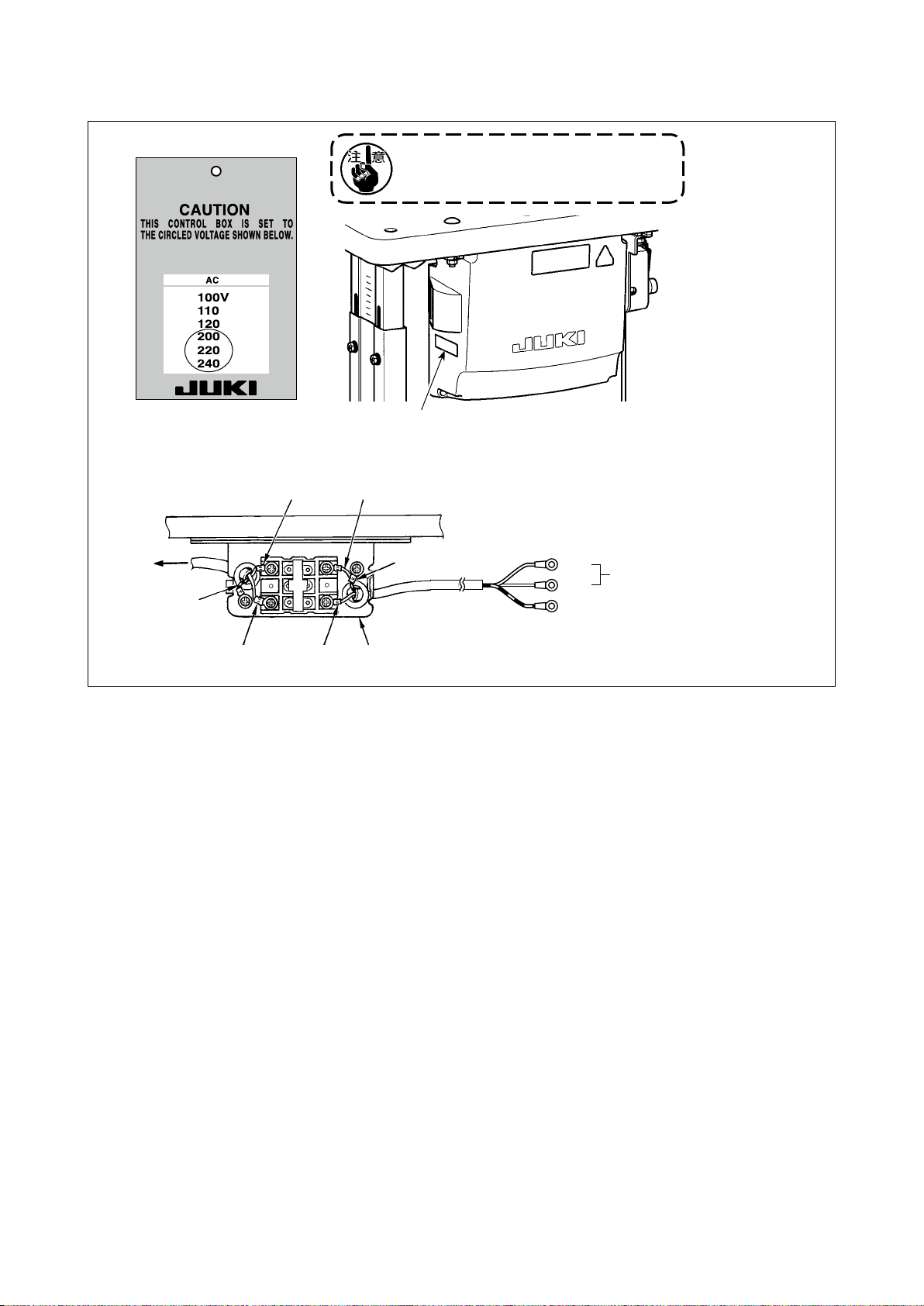
2-6-2. 电源线的连接
在电压表示标签上写有电源规格。请根据规格选择电线。
电源表示标签
在电压规格不同的状态下绝对不能使用。
(例如 :200V 时)
·単相 220 ~ 240V 的连接
褐色
机台
控制箱
绿/黄
浅蓝
浅蓝
额定规格标牌
褐色
电源开关
绿/黄
浅蓝
褐色
绿 / 黄 — GND
AC220 ~ 240V
– 6 –
Page 11
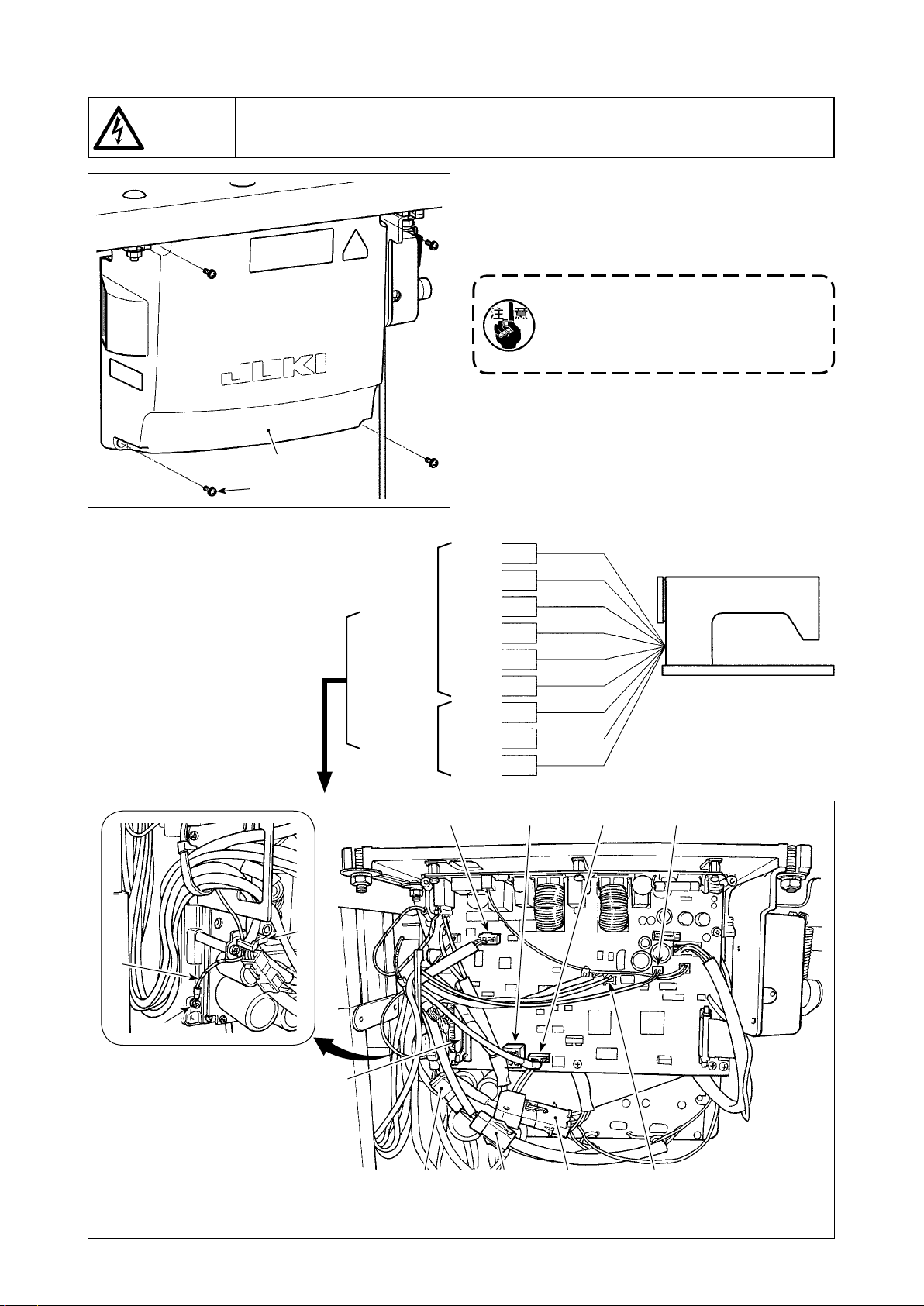
2-7. 电缆线的连接
危险
1. 为了防止触电 , 突然的起动造成人身的损伤 , 请关闭电源 , 经过 5 分钟以上之后再卸下护罩。
2. 为了防止因不熟练而造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委托
本公司、代理店的技术人员进行有关电气的修理和维修。
❷
❶
CTL 电路板
PWR 电路板
1) 拧松电气箱护罩
的 4 个固定螺丝❷,卸下电
❶
气箱护罩❶。
2) 把各个电线分别连接到 CTL 电路板、PWR 电路板
上的连接器。( 图 1)
请用电线夹
确实地把连接 CN20,CN21,
❸
CN22 的电线固定好。
请确认了 CN21、CN22 的连接器标记之后,
注意正确地连接。
3) 把地线
CN30
CN32
CN36
CN37
CN38
CN63
CN20
CN21
CN22
9P
40P
4P
4P
15P
2P
4P
6P
6P
拧紧固定到电气箱A的位置。( 图 2)
❹
白色
灰色
白色
白色
白色
黑色
白色
白色
白色
❹
A
图2
❸
CN32
CN37
CN22
CN30
CN38 CN63
CN20CN21
图1
CN36
– 7 –
Page 12
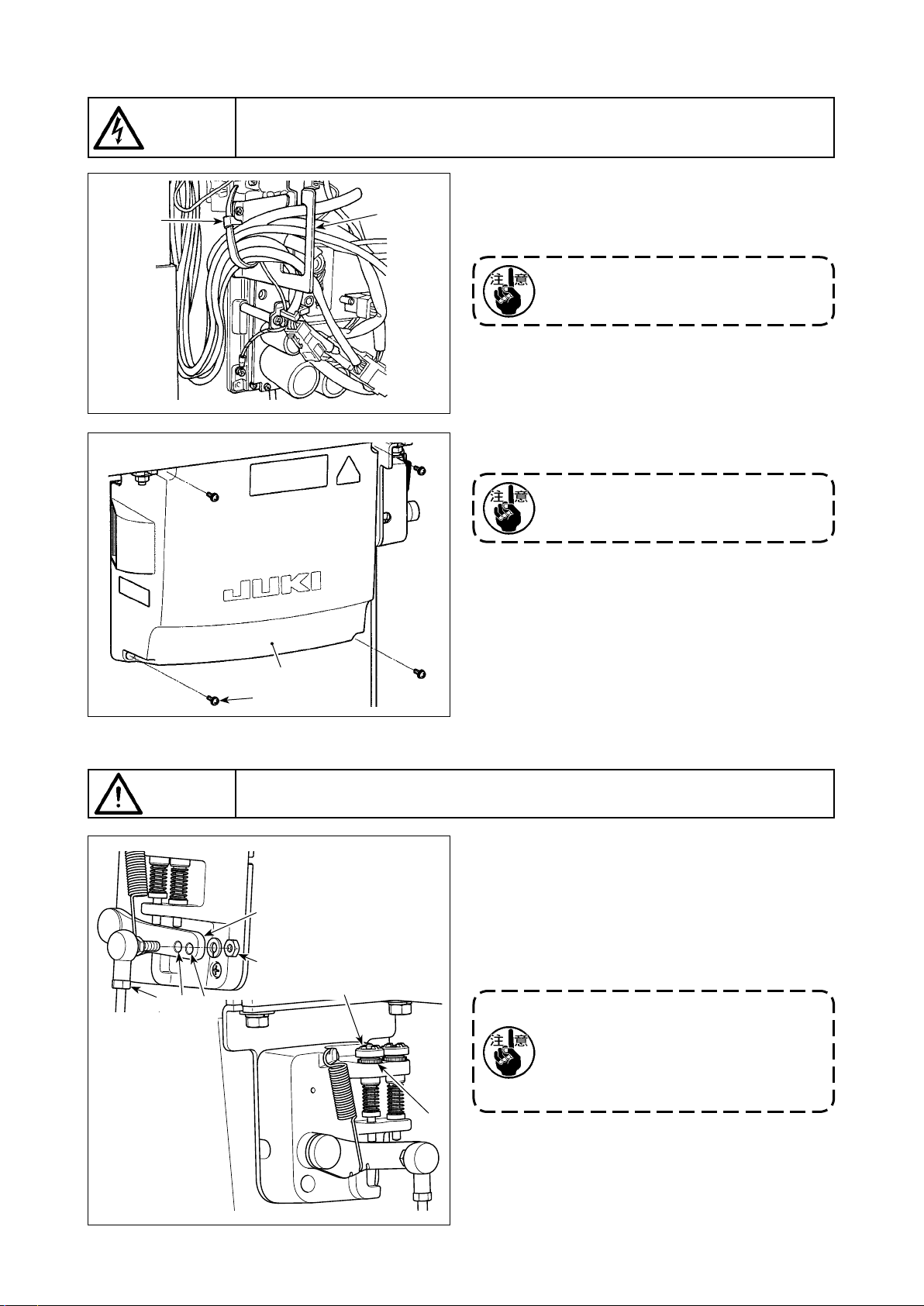
2-8. 电线的处理
危险
❷
➡
1. 为了防止触电 , 突然的起动造成人身的损伤 , 请关闭电源 , 经过 5 分钟以上之后再卸下护罩。
2. 为了防止因不熟练而造成的事故以及防止触电事故,请一定让具有电气专门知识的人或委托
本公司、代理店的技术人员进行有关电气的修理和维修。
1) 把机台下面的各个电线引到电气箱内。
❶
A
2) 引进电气箱内的电线,请把它穿过电线出口板
,然后用扎线带❷进行固定。
❶
设置电线时,请注意留出可以放倒机头的
充分的长度。(参照A部)
❹
2-9. 连结杆的安装方法
警告
❶
B
为了防止突然起动造成人身事故,请关掉电源,5 分钟以后再进行操作。
A
❷
❸
❸
❹
❺
3) 用 4 个固定螺丝
为了防止电线断线,安装电气箱护罩
请注意不要夹到电线。
1) 连结杆
。
B
2) 把连结杆
用螺母❸固定到踏板拨杆❷的安装孔
❶
安装到安装孔A之后,踏板踩踏行
❶
安装电气箱护罩❸。
❹
❸
程变长,踏板的中间速度操作变得容易。
3) 把逆踩踏调节螺丝❹向里拧进的话则变重。
向外拧出的话则变轻。
1. 如果螺丝拧得过松的话,弹簧就会脱落。
因此请把从箱部可以看得到螺丝前端的
状态为拧松限度。
2. 调节了螺丝后,请用金属螺母
定以保证螺丝不松驰。
拧紧固
❺
时,
– 8 –
Page 13
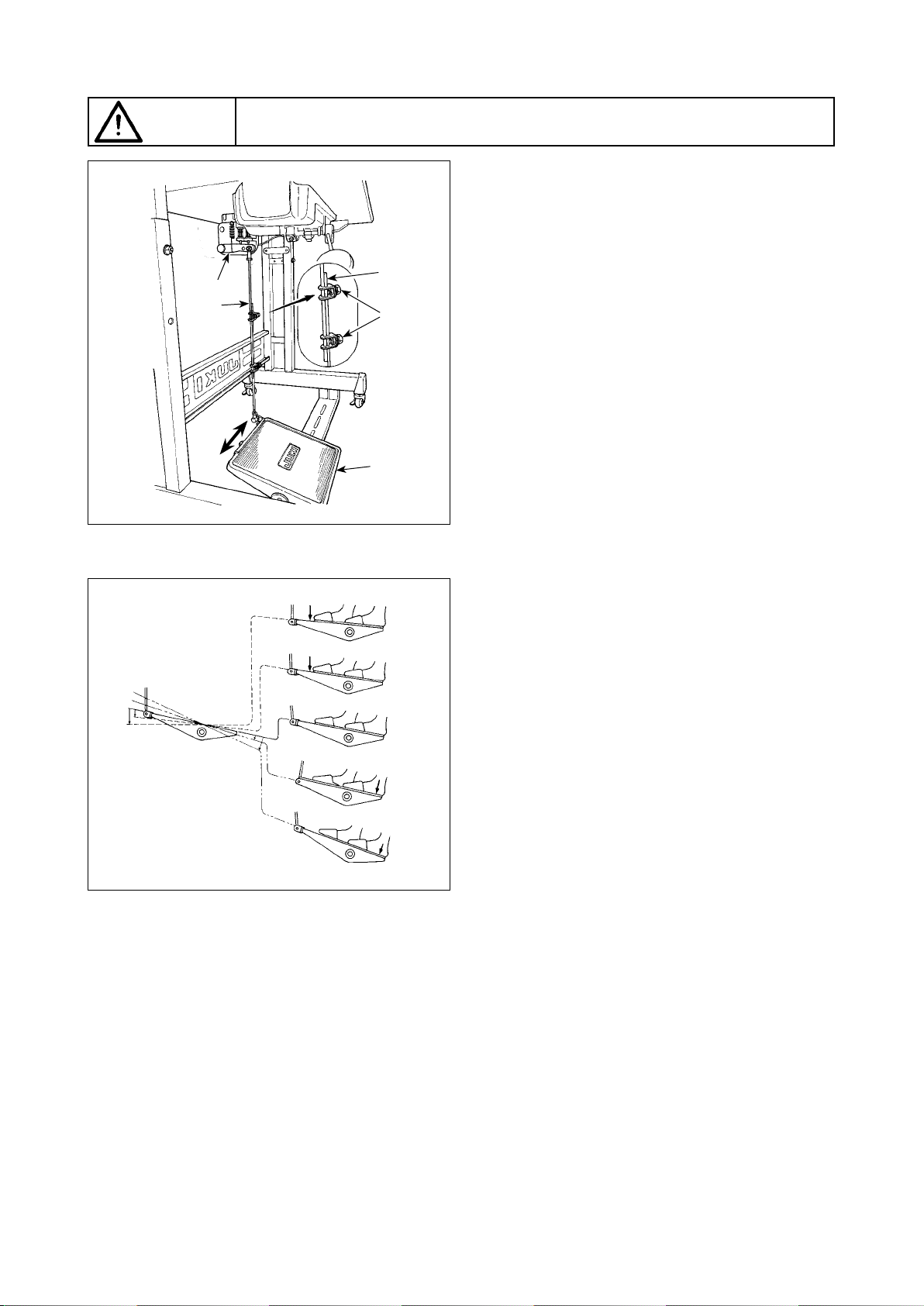
2-10. 踏板的调整
警告
2-11. 踏板操作
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
2-10-1. 连接杆的安装
1) 向箭头方向移动踏板调节板❸, 让马达控制杆
和连接杆❷成一直线。
❶
2-10-2. 踏板的角度
❶
❷
❷
❹
❸
1) 调节连接杆❷的长度即可以改变踏板的角度。
2) 拧松调节螺丝❹, 移动连接杆❷进行调节。
A
B
C
D
E
踏板有 4 级操作。
1) 向前轻轻踩踏板为低速缝纫B。
2) 在继续往前踩踏板为高速缝纫A。(但是,设
定了自动倒缝开关后 , 倒缝结束之后为高速缝
纫)
3) 轻轻踩踏板然后返回缝纫机停止C( 机针为上
停止或下停止 )。
4) 向后踩踏板为切线动作E。
* 使用自动压脚提升装置(AK 装置)时,在停止
和切线之间增加一级开关。
向后轻轻地踩踏板之后 , 压脚提升动作
D
,继
续向后强力踩踏板之后 , 压脚下降进行切线动
作 , 再次进行压脚提升动作。
从使用压脚自动提升功能把压脚提升后的状态
开始缝制时,如果向后踩踏板的话,仅压脚下降。
• 始缝的自动倒缝中 , 把踏板返回中立位置则缝
纫机倒缝结束后停止。
• 从高速缝纫或低速缝纫中向后用力踩踏板缝纫
机均可切线。
• 缝纫机切线中把踏板返回中立位置但机器仍然
把线切完。
– 9 –
Page 14
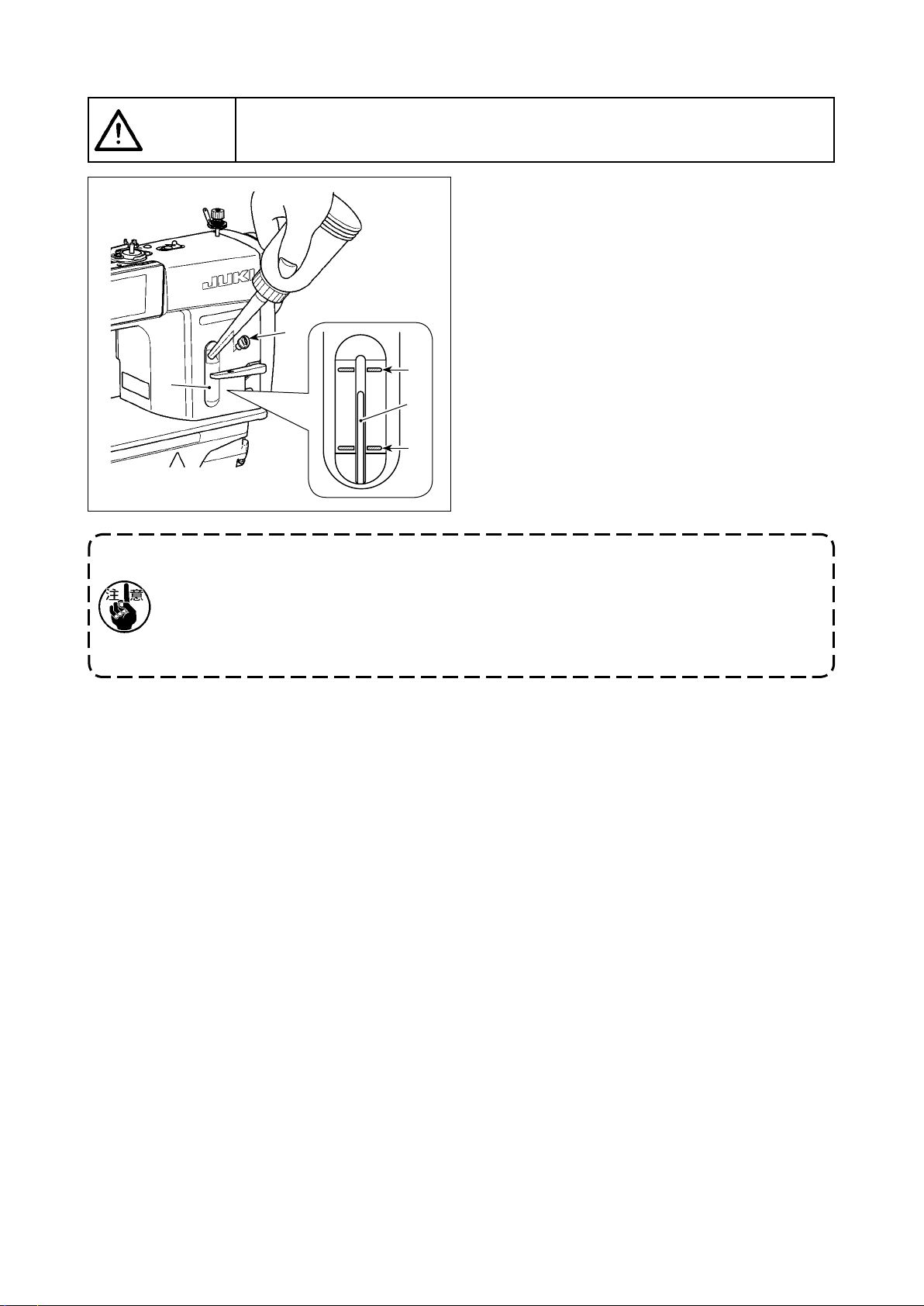
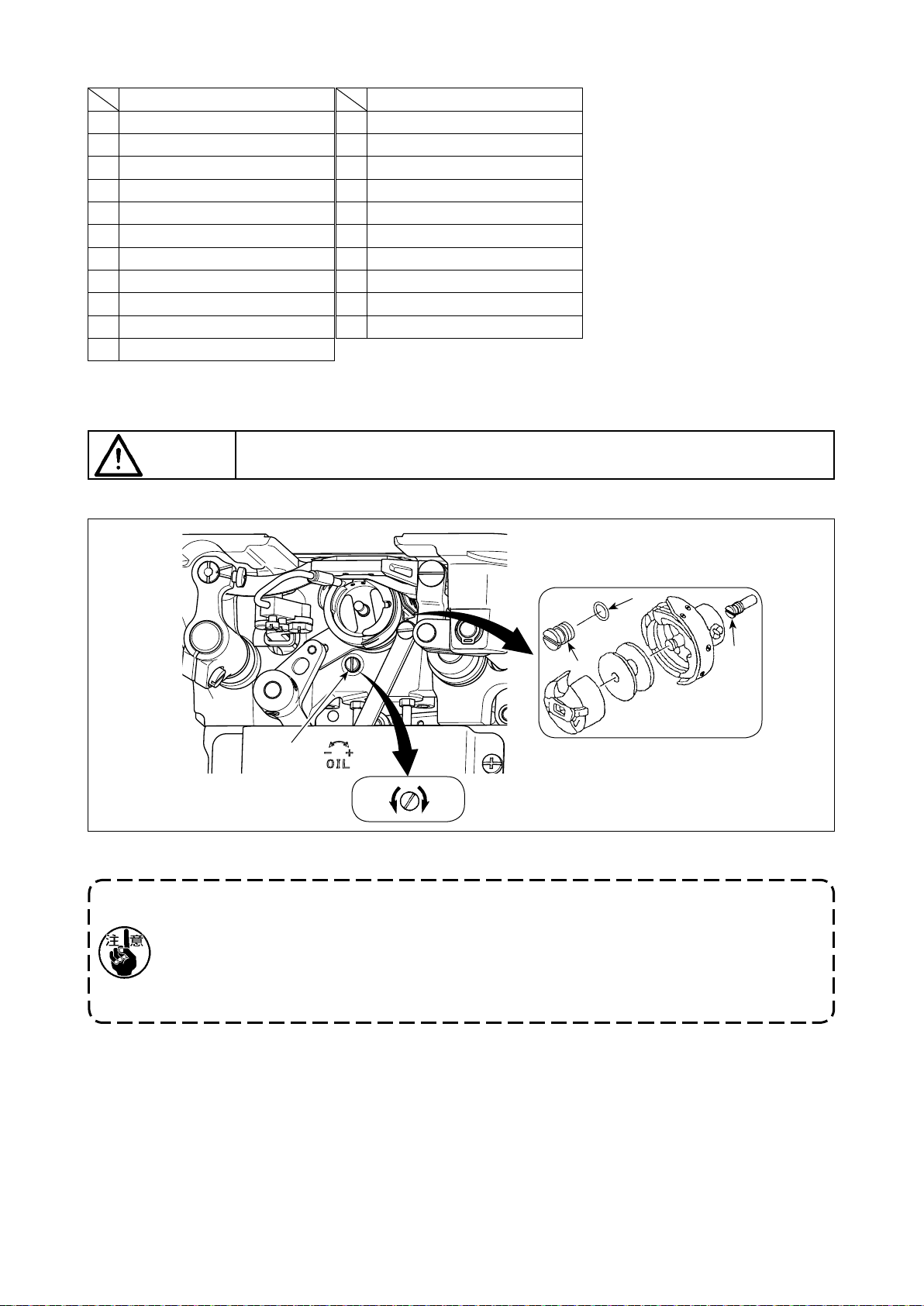
2-12. 加油
警告
❷
1. 为了防止缝纫机的突然起动造成事故 , 加油结束之前 , 请不要连接电源插头。
2. 为了防止炎症或斑疹 , 如果油沾到眼睛或身上后 , 请立即洗净。
3. 误饮油后有可能发生腹泻或呕吐。请把油放到小孩子拿不到的地方。
运转缝纫机之前 , 请一定往旋梭油槽中加油。
1) 请卸下加油口盖❶,使用油壶,加入 JUKI NEW
DEFRIX OIL No.1( 货号 :MDFRX1600C0) 机油
或 JUKI CORPORATION GENUINE OIL 7( 货号 :
40102087) 机油。
2) 请把机油加到油量指示杆❸的前端在油量指示
❶
窗❷的上刻线A和下刻线B之间的位置。
请注意油加入得过多的话 , 油会从油箱的气孔
A
❸
漏出 , 而不能正常地加油。另外,请注意如果
加油过多的话,有可能机油从加油口冒出来。
3) 使用缝纫机时 , 如果油量指示杆❸指到油量指
B
示窗❷的下刻线B以下 , 请进行加油。
1. 新缝纫机或较长时间没有使用的缝纫机时 , 请进行 2,000sti/min 以下的磨合运转之后再使用。
2. 请购买 JUKI NEW DEFRIX OIL No.1( 货号 :MDFRX1600C0) 机油或 JUKI CORPORATION GENUINE
OIL 7( 货号 :40102087) 机油。
3. 请一定用油壶加入清洁的机油。
4. 卸下加油口盖
还请注意不要丢失加油口盖❶。
的状态下,请不要运转缝纫机。加油以外的时候,请不要卸下加油口盖❶。另外,
❶
– 10 –
Page 15
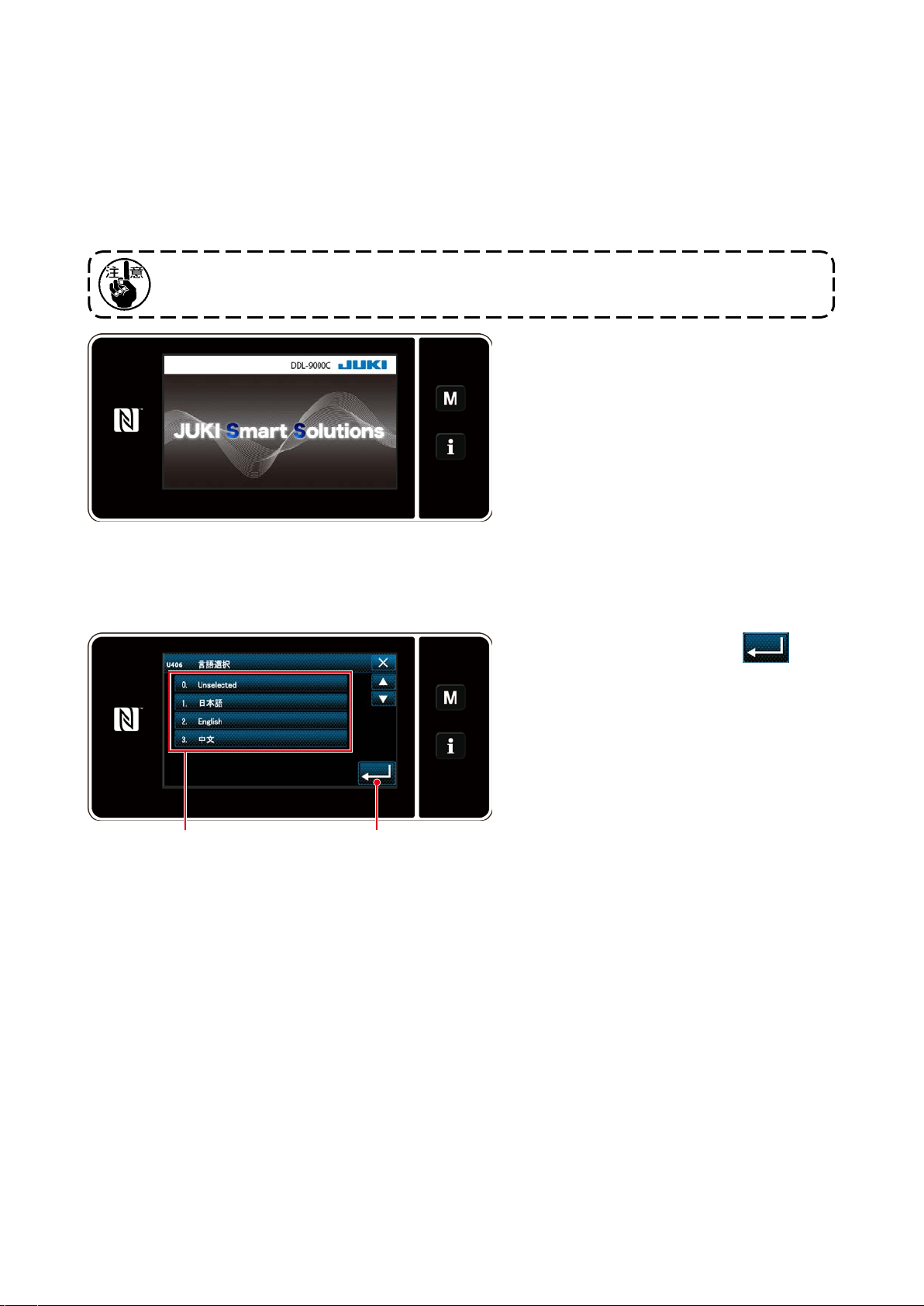
2-13. 操作盘的使用方法[基础篇]
2-13-1. 显示语言的选择 ( 首先需要做的事情 )
您购买机器之后,第一次打开电源时,请进行显示语言的选择。
请注意,如果不选择语言就关闭电源的话,每次打开电源时选择画面都会显示。
打开电源开关
①
针杆自动地移动,因此请注意安全。但是,可以通过设定不让针杆自动地移动。详细内容,请参阅「4-5.
存储器开关数据一览表」p.61。
欢迎画面显示到操作盘上后,选择语言画面
被显示出来。
< 欢迎画面 >
选择语言
②
❶
< 选择语言画面 >
❷
显示语言可以用存储器开关 U406 进行变更。
详细内容,请参阅「4-5. 存储器开关数据一览表」p.61。
按了想显示的语言按键❶后,按
决定显示的语言。
❷
。
– 11 –
Page 16
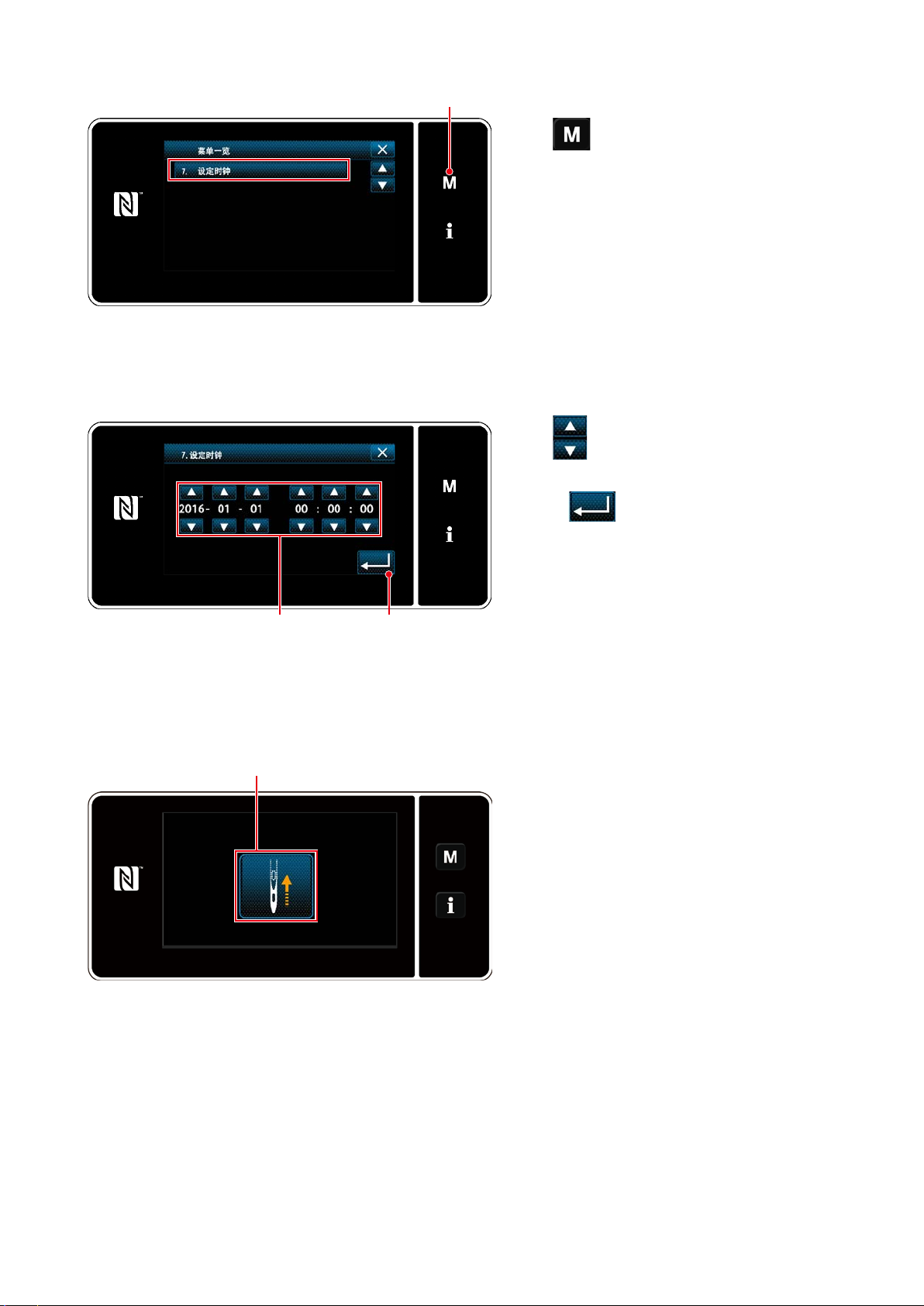
设定钟表
③
❸
< 模式画面 >
1. 按
❸
。
「模式画面」被显示出来。
2. 选择「7. 钟表设定」。
「钟表设定画面」被显示出来。
3. 用
输入年/月/日/时/分/秒。
❹
输入的时间用 24 小时制进行显示。
4. 按了
之后,确定钟表,然后返回
❺
到前一个画面。
进行原点检索
④
❹
< 钟表设定画面 >
❻
< 原点检索画面 >
❺
按了❻之后,原点检索针杆移动到上位置。
* 把「U090 初动上位置停止功能」设定为 1
之后,左侧的画面不显示,针杆自动地移
动到上位置。
– 12 –
Page 17
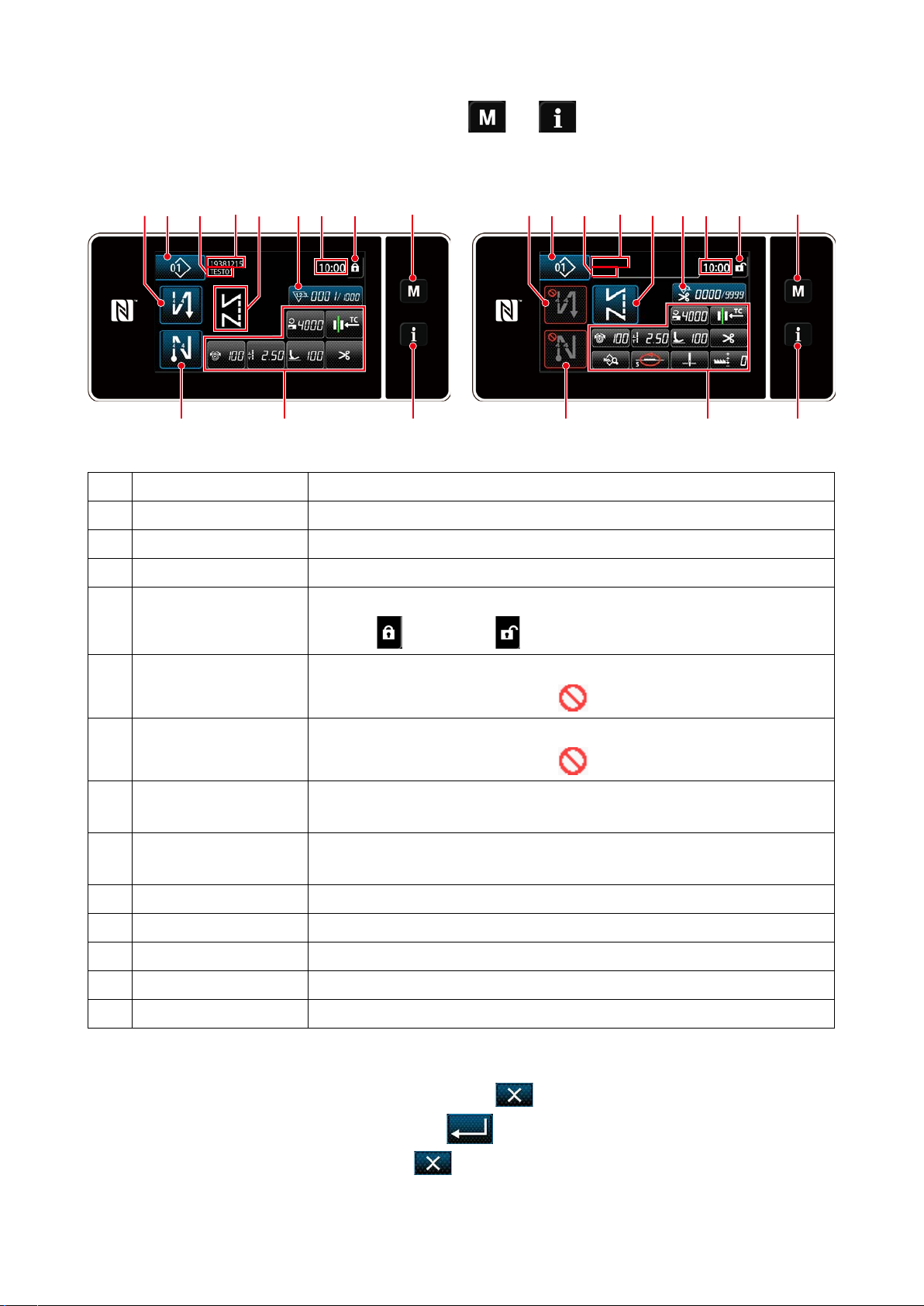
2-13-2. 操作盘按键的名称和功能
* 变换操作人员模式维修人员模式时,需要同时按压
< 操作人员模式 > < 维修人员模式 >
❺ ❼
模式键 显示菜单画面。
❶
信息键 显示信息画面。
❷
❽ ❾ ❹ ❶❸
开关、显示 内容
❹ ❶❸
❷❻
和
❶
❺ ❼
❷
❽ ❾
。
❷❻
缝制图案 No. 键 显示缝制图案 No.。
❸
画面简易锁定键 在按键上显示出简易锁定状态。
❹
锁定中 :
开始倒缝键 变更开始倒缝的有无。
❺
OFF 开始倒缝时,在按键左上方显示
结束倒缝键 变更结束倒缝的有无。
❻
OFF 结束倒缝时,在按键左上方显示
货号 用 U404 选择了显示货号、工序时,货号被显示。
❼
选择了显示注释时,注释被显示。
工序 / 注释 用 U404 选择了显示货号、工序时,工序被显示。
❽
选择了显示注释时,注释被显示。
显示时钟 用 24 小时时间显示缝纫机设定的时间。
❾
显示缝制图案 显示选择的缝制图案。
用户键 1 可以配置登记功能。初期状态是缝制计数器。
用户键2~7 可以配置登记功能。
用户键 2 ~ 11 可以配置登记功能。
锁定解除 :
标记。
标记。
* 关于数据的确定
变更图案 No. 时,请按缝制图案 No. 键❸,选择图案再按
存储器开关、图案的设定项目,在变更数据后,按
设定倒缝针数、重叠缝针数,变更了数据,按
之后确定。
– 13 –
,进行确定。
,进行确定。
Page 18
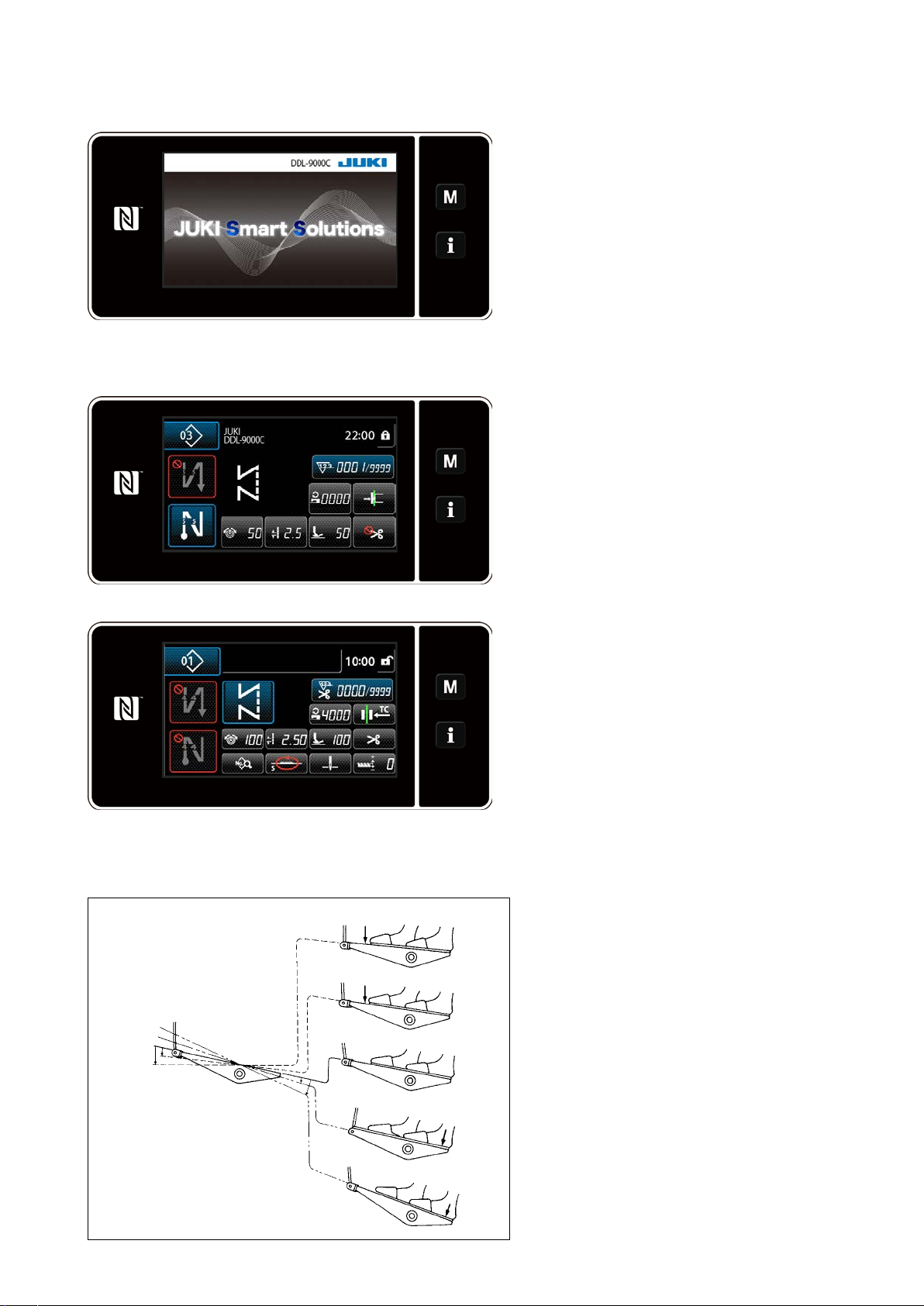
2-13-3. 基本操作
打开电源开关
①
选择缝制图案
②
< 缝制画面 ( 操作人员模式 )>
打开 (ON) 电源开关之后,显示出欢迎画面。
显示缝制画面。
选择缝制图案。
・
详细内容,请参阅「4-2. 缝制图案」p.32。
按照「8-10. 用户特定按键」p.131 设定
・
分配的各功能。
进行缝制图案的功能设定。
・
详细内容,请参阅「4-2-5. 图案的编辑」
p.41、「4-2-6. 图案功能一览表」p.43。
开始缝制
③
< 缝制画面 ( 维修人员模式 )>
踩踏板之后,开始缝制。
请参阅「2-11. 踏板操作」p.9。
– 14 –
Page 19
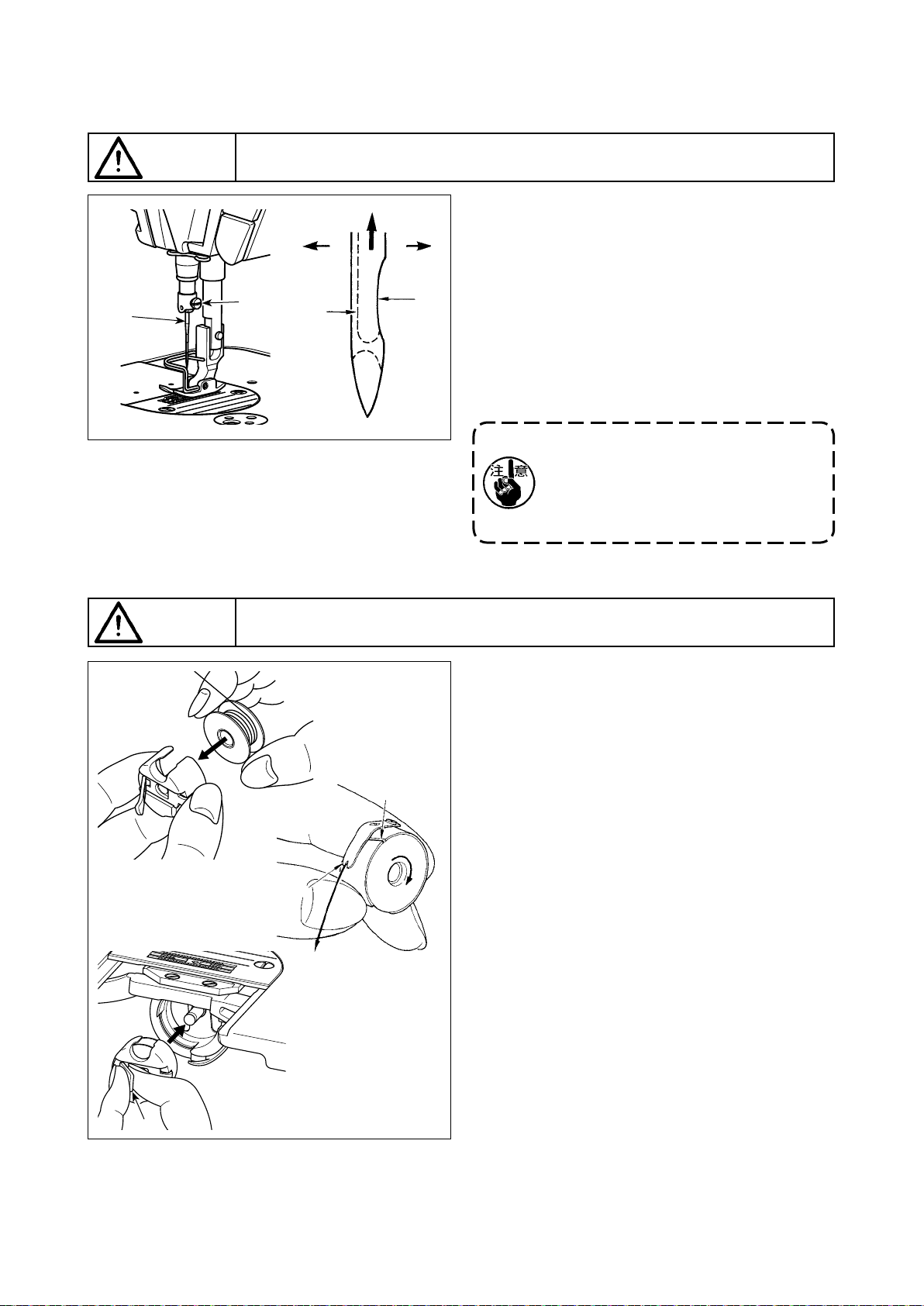
3. 缝制前的准备
3-1. 机针的安装
警告
❶
3-2.
梭壳的安装方法和放入方法
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
❷
C
D
B
A
请使用各规格指定使用的缝纫机机针。同时,还请
根据使用的缝纫机线的粗细以及布料的种类,选择
使用适当的缝纫机机针。
1) 转动飞轮 , 把针杆升到最高处。
2) 拧松机针固定螺丝
横向转到B的方向。
A
3) 把机针插到针杆孔的深处。
4) 拧紧机针固定螺丝
5) 确认针的长孔
使用聚酯长丝机线时 , 如果机针凹部朝向
面前倾向的话 , 容易发生线环不稳定或断
线的现象。使用这类机线时 , 请把机针稍
稍向后倾斜安装 , 就可以有效地防止这些
现象。
C
, 手拿机针把机针❶凹部
❷
。
❷
在左横向D的方向。
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 转动飞轮,从针板提升机针。
2) 手拿梭心 , 让线往右绕的方向 , 把它放入梭壳。
3) 把线穿过梭壳的穿线口A, 然后把线往C方向
拉 , 从线张力弹簧下面的穿线口B拉出来。
4) 拉底线 , 确认梭心是否按箭头方向转动。
,把梭壳放入旋梭。
D
B
C
A
5) 手持梭壳的抓手
D
– 15 –
Page 20
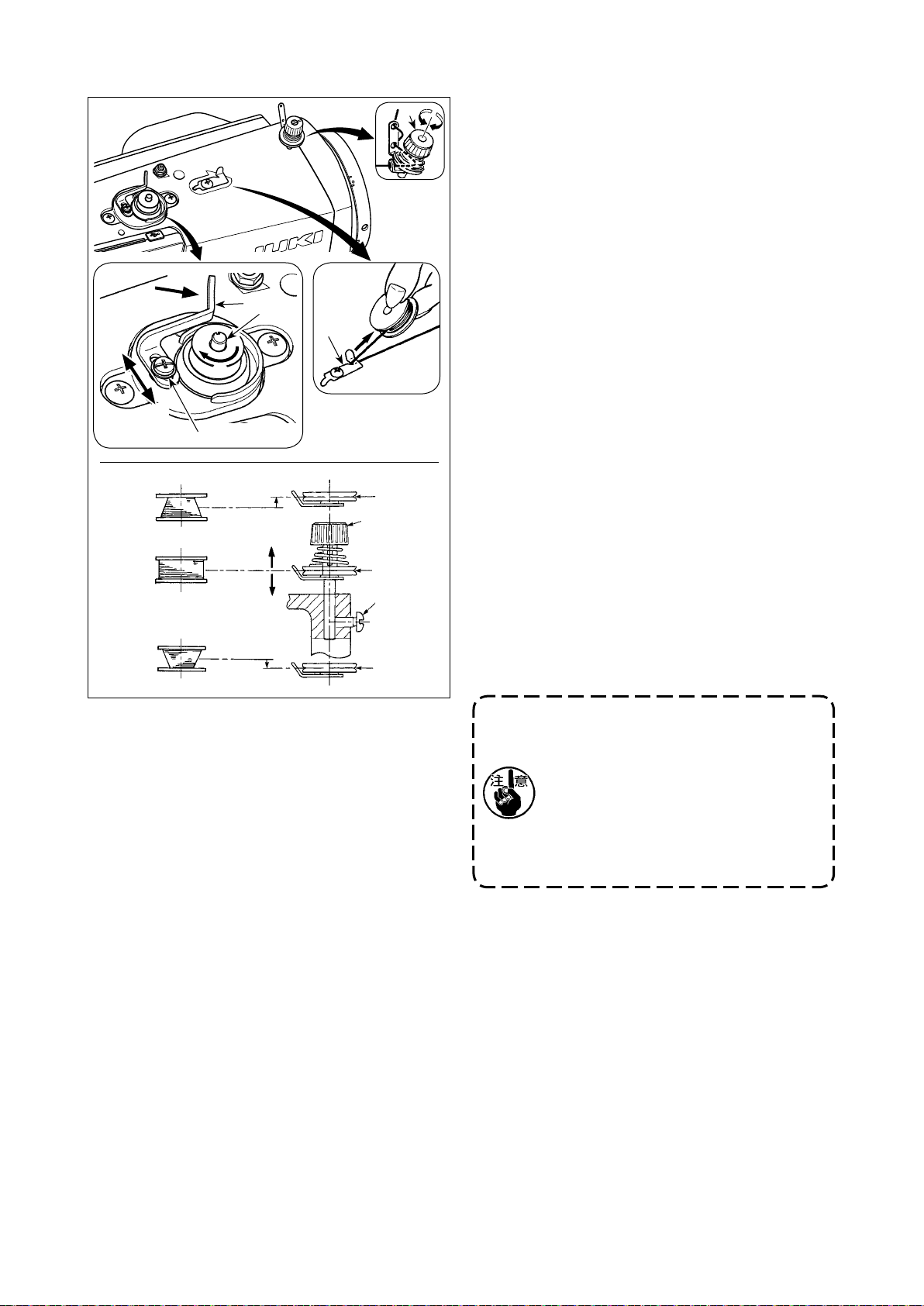
3-3. 底线卷绕方法
D
C
A
❹
B
❷
❶
E
F
❸
❼
❻
❺
❻
❻
❽
1) 把梭心推到卷线轴
的最里面。
❶
2) 把线架右侧的卷线如图所示穿线 , 并把线端向
右缠绕数圈。( 铝旋梭时 , 把线端向右缠绕后 ,
再把线张力盘过来的线向左缠绕数圈后 , 就容
易绕线了。)
3) 把卷线杆
方向转动 , 线卷绕到梭心上。卷绕结束后卷
B
推到A方向 , 转动缝纫机。梭心向
❷
线轴❶自动停止。
4) 取下梭心 , 用切线保持板
5) 调整底线卷线量时,请拧松固定螺丝
切断机线。
❸
,把卷
❹
线杆❷移动到C方向或D方向,然后再拧紧
固定螺丝❹。
方向 :变少
C
方向 :变多
D
6) 如果底线不能均匀地卷绕到梭芯时,请卸下飞
轮,拧松螺丝❺,调整卷线张力器❽的高度。
· 梭芯的中心和线张力盘
的中心高度一样时为
❻
标准位置。
· 梭芯下部卷绕得多时,请把线张力盘
的位置
❻
向E方向调整,而梭芯上部卷绕得多时,请
把线张力盘❻的位置向F方向调整。
调整后,请拧紧螺丝
7) 调整底线卷绕张力时 , 请转动线张力螺母
❺
。
❼
进
行调整。
1. 卷绕底线时 , 请在梭芯和线张力盘
间拉线的状态开始绕线。
2. 不进行缝制的状态 , 卷绕底线时 , 请把
上线从挑线杆线道上卸下来 , 从旋梭里
把梭芯卸下来。
3. 线架装置引出的线受到风吹影响 ( 风
向 ) 会出现悬垂 , 而卷绕到飞轮上。因
此请注意风向等。
❻
之
– 16 –
Page 21
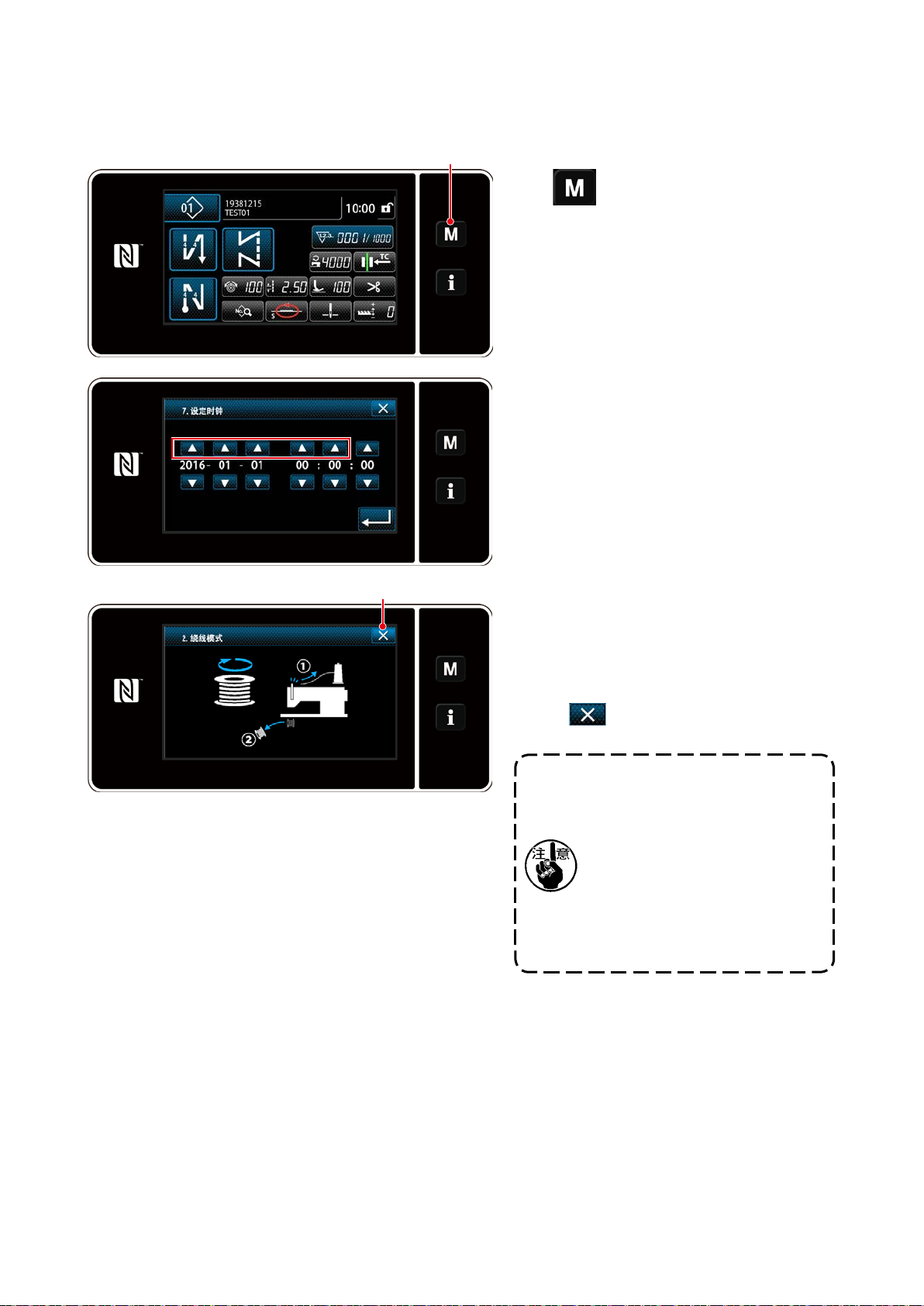
[ 绕线模式 ]
只想卷绕底线时和想确认旋梭油量时,使用卷线模式。
踩踏板之后,开始卷绕底线。
❶
❷
1) 按
,显示出模式画面。
❶
2) 选择「2. 绕线模式」。
3) 缝纫机变成「绕线模式」。
踩踏板之后,在压脚上升后的状态下运转
缝纫机,因此可以卷绕底线。同时仅限在
踩踏着踏板期间,缝纫机进行运转。
按了
之后,结束「绕线模式」。
❷
1. 卷绕底线时 , 请在梭芯和线张力
盘❻之间拉线的状态开始绕线。
2. 请把上线从挑线杆线道上卸下
来 , 从旋梭里把梭芯卸下来。
3. 线架装置引出的线受到风吹影响
( 风向 ) 会出现悬垂 , 而卷绕到
飞轮上。因此请注意风向等。
4. 底线卷绕模式的速度为缝纫机机
头设定速度。
– 17 –
Page 22
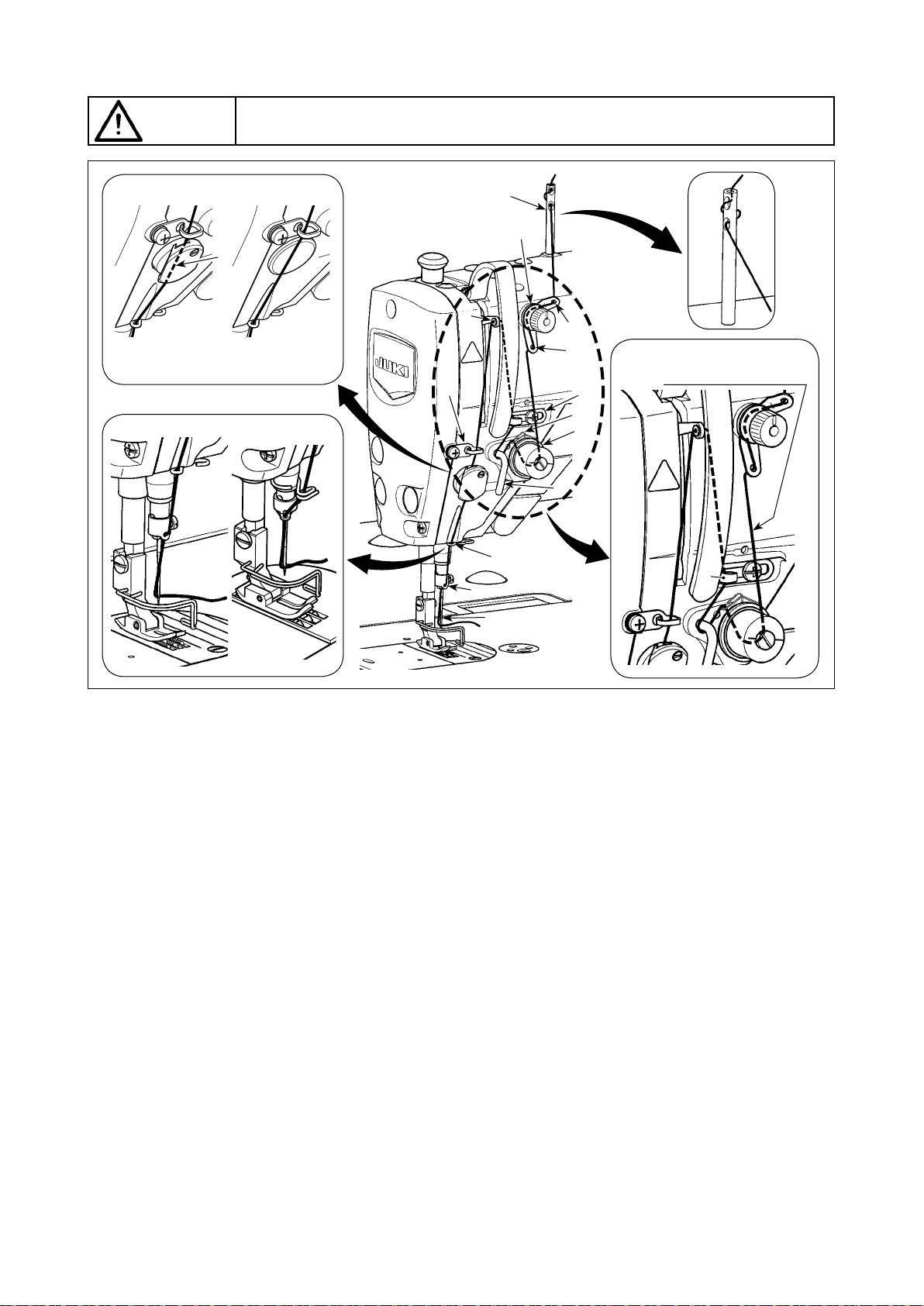
3-4. 上线穿线方法
警告
[NB 规格 ] [0B 规格 ]
(注意)
定要穿过B部。
[S 规格 ] [H 规格 ]
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
B
❾
❶
❸
❼
❹
❷
(注意)
不能把此线穿过A部。
❽
❻
❺
A
– 18 –
Page 23
3-5. 线张力
B
❶
A
❷
3-5-1. 第一线张力的调节
1) 向右A的方向转动第一线张力器螺母
❶
的话,切线后在机针头上残留的线长度变
短,而向左B的方向转动的话,则残留
的线长度变长。
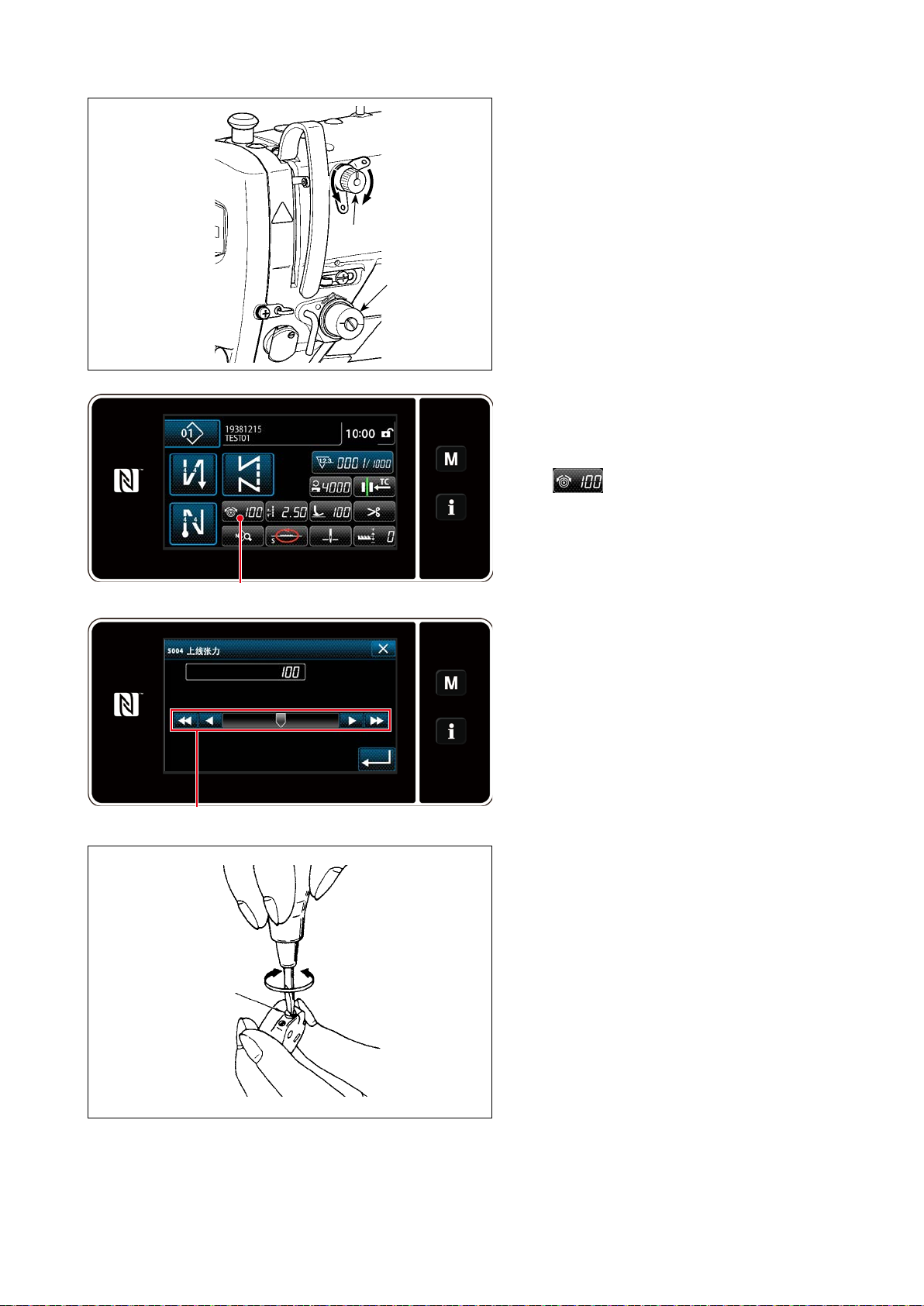
3-5-2. 上线张力的调节 ( 有效张力 )
有效张力❷可以在操作盘上设定适合各个缝
制条件的上线张力。另外,还记忆该数据。
❹
❸
1) 按
,显示上线张力输入画面。( 被
❸
显示的数值是现在的上线张力值。)
2) 按
,变更上线张力。
❹
3) 设定范围是 0 ~ 200。
设定值越大,张力也越大。
* 标准出货时,设定值为 60 时,应调整为
0.59N( 长化纤线 #60)。( 参考值 )
( 第一线张力器开放时 )
3-5-3. 底线张力的调节
1) 向右C的方向转动线张力螺丝❺的话 ,
底线张力变强 , 而向左D的方向转动的
话,则底线张力变弱。
❺
C
D
– 19 –
Page 24
3-6. 关于压脚 ( 有效压脚装置 )
警告
在压脚下方放入面料等的状态下打开(ON)电源的话,检索原点时压脚脉冲马达会发出特殊的声音,
这不是异常现象。
接通电源时,请不要将物品放到压脚的下面。在压脚下面有物品的情况下接通 (ON) 电源的话,
将显示 E910。
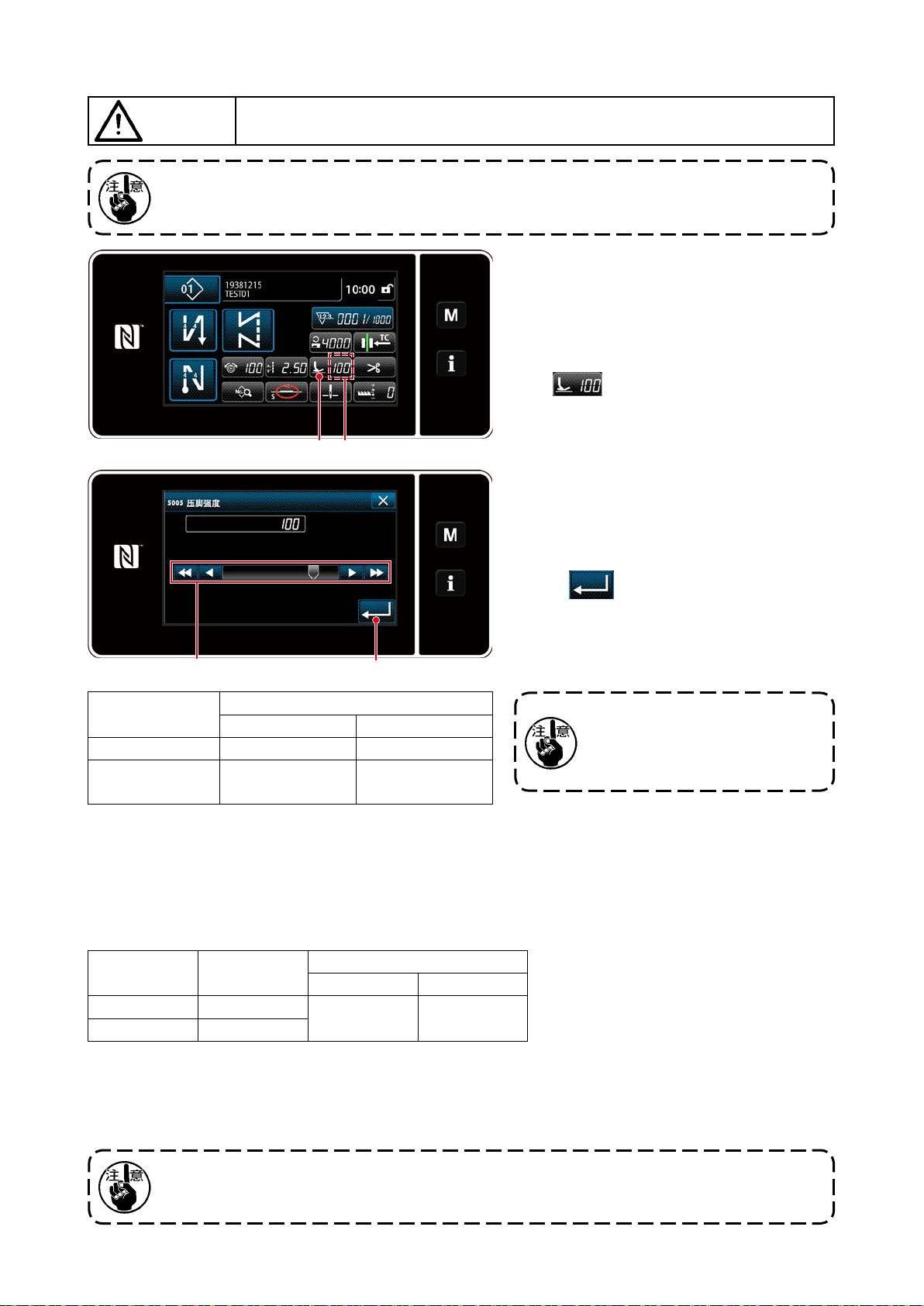
3-6-1. 压脚压力的调节
压脚压力显示在操作盘上的A。( 图示例 :
100)
[ 变更方法 ]
❶ A
1) 按
2) 按
,变更压脚压力。( 操作盘输入值的
❷
,显示出压脚压力输入画面。
❶
范围是 -350 ~ 200。)
* 作盘输入值和压脚大致压力,请参照下
表。
3) 按了
之后,确定输入的值,显示
❸
出缝制画面。
❷
操作盘输入值
0 10N (1kg) 左右 30N (3kg) 左右
100
( 工厂出货值 )
40N (4kg) 左右 60N (6kg) 左右
压脚压力 ( 参考 )
S 规格 H 规格
❸
1. 请不要把手指等伸到压脚的下
面。
2. 更换压脚、针板之后,压脚压力
会发生变化,请加以注意。
3-6-2. 关于微量提升压脚功能
把操作盘输入值设定为负值,在压脚微量提升的状态下可以进行缝制。
缝制天鹅绒等起毛类面料等时,可以减轻面料的偏移和面料的伤痕。
* 有关操作盘输入值、压脚高度以及压脚压力的大体数值,请参照下表说明。
操作盘输入值 压脚高度
0 0mm
-350 4mm 左右
*1 在压脚底面和针板上面接地的状态下压脚高度应为 0mm。
*2 把操作盘输入值设定为负值之后,压脚压力则固定。
*3 通过更换压脚、针板可以改变压脚压力。
*4 操作盘输入值的范围是 -350 ~ 200。
10N (1kg) 左右 30N (3kg) 左右
压脚压力 ( 参考 )
S 规格 H 规格
1. 不使用微量压脚提升功能时,请一定把操作盘输入值设定为正值。压脚变为浮起状态,则不能
获得充分的传送力。
2. 使用微量压脚提升功能时,因为传送力不充分,所以请下降缝制速度,或手动操作来进行应对。
– 20 –
Page 25
警告
为了防止缝纫机的意外起动 , 请关掉电源之后再进行操作。
3-6-3. 压脚压力初期值的变更
想变更压脚压力初期值时,可以通过变更压脚杆套筒 ( 上 )❹的组装位置来变更初期压力。
因此,请通过缝制工序,需要时进行适当调整。
[ 调整方法 ]
1) 关闭 (OFF) 缝纫机的电源。
2) 卸下面板。
3) 拧松压脚杆套筒 ( 上 ) 紧固螺丝
,把压脚杆套筒
❺
(上)❹的上下位置调整到以压脚杆❻的刻线B为基
❻
B
准的位置。
* 压脚杆套筒 ( 上 )
的朝向,请组装成与面板平行。
❹
4) 调整后,请拧紧压脚杆套筒 ( 上 ) 紧固螺丝
装好面板。
,然后安
❺
❺
❻
❹
相对于压脚杆
压脚杆套筒 ( 上 )❹的位置
4mm 上 0N (0kg) 左右
1mm 上 0N (0kg) 左右
0( 刻线下 )[ 工厂出货值 ] 10N (1kg) 左右 30N (3kg) 左右
1mm 下 20N (2kg) 左右 40N (4kg) 左右
❻刻线B
的
压脚压力 ( 参考 )
S 规格 H 规格
3-6-4. 手动压脚提升
在 OFF 电源的状态下让压脚杆盖❻上下移动,就可以让压
脚上下移动。
请在更换标尺或调整机针根部时使用。
– 21 –
Page 26
3-7. 缝迹的调节
1. 标准出货状态以外时使用情况和材料,有时操作盘的送布值和实际缝制间距不相同,请根据缝
制物调整间距。
2. 有的计量器具 ( 针板、送布牙 ) 会发生碰撞。请注意确认所使用的计量器具的间隙。(0.5mm 以上 )
3. 变更了缝迹长度、送布牙高度、传送时间后,在实际缝制前请低速运转,确认不要碰到标尺。
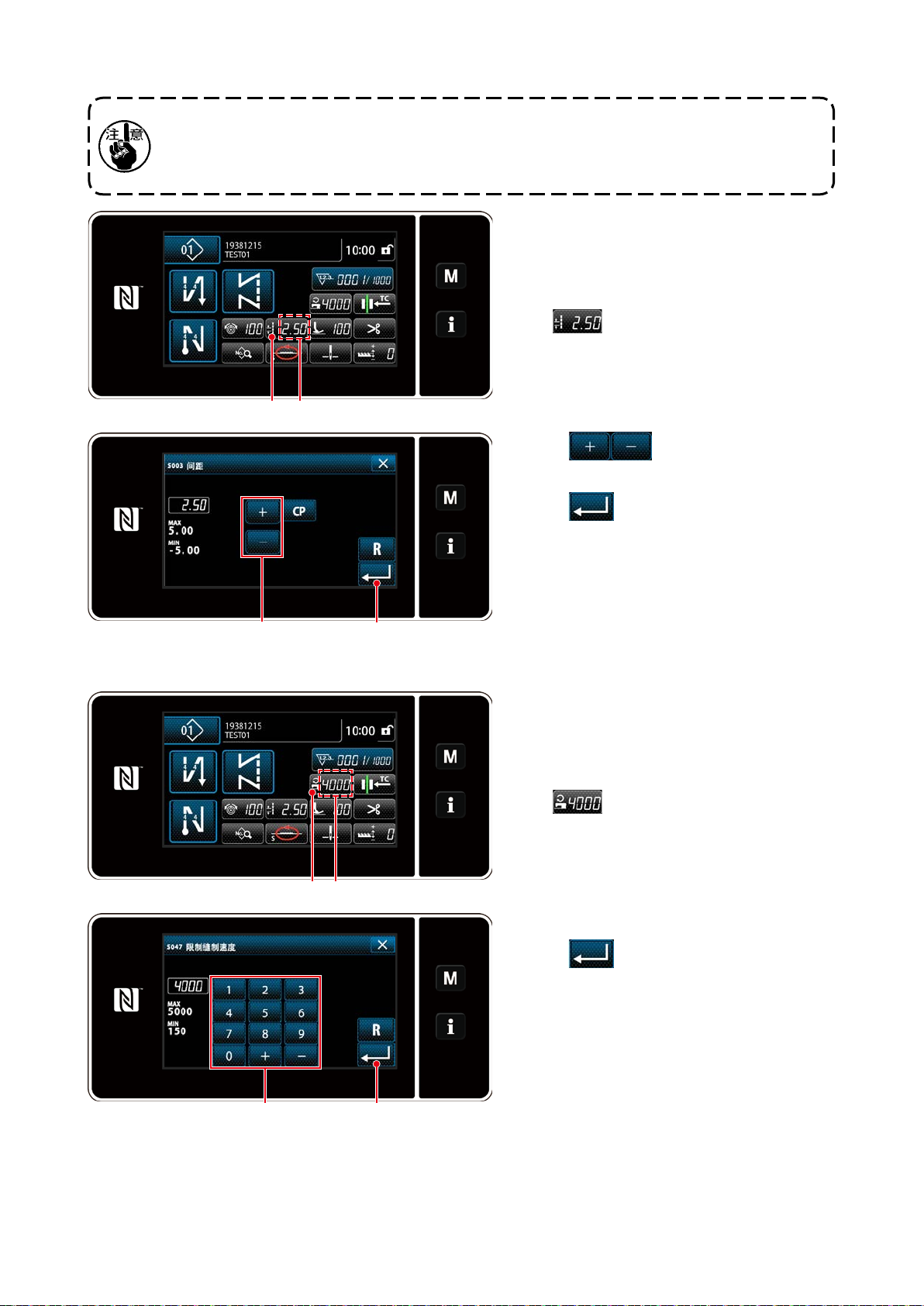
缝迹长度显示在操作盘上的A。( 图示例 :
2.50mm)
[ 调整方法 ]
3-8. 缝制速度的调节
❶ A
❷ ❸
1) 按
2) 按了
,显示出缝迹长度输入画面。
❶
之后,数值改变。( 输
❷
入单位:0.05mm,输入范围:-5.00 ~ 5.00)
3) 按了
之后,确定输入的值,显示
❸
出缝制画面。
缝制速度显示在操作盘上的A部。( 图示例:
4,000 sti/min)
❶ A
[ 变更方法 ]
1) 按
2) 按十数字键
3) 按了
,显示出缝制速度输入画面。
❶
,变更缝制速度。
❷
之后,确定输入的值,显示
❸
出缝制画面。
❸❷
– 22 –
Page 27
3-9.LED 手灯
警告
为了防止因突然的起动造成的人身伤害,调整 LED 的亮度时,请不要把手靠近机针,也不要把
脚放到踏板上。
* 本 LED 灯的目的是为了提高操作性能,不能作
为维修使用。
本缝纫机标准安装了照亮机针的 LED 灯。
亮度调节以及灭灯,可以通过按开关❶,进行 5 阶
段的调整和灭灯的变换。
[ 亮度的变更 ]
1
❶
. . . 4
⇒
亮⇒. . . 暗⇒灭灯⇒亮
按照此顺序,每次按开关❶则反复变化。
⇒
5
⇒
1
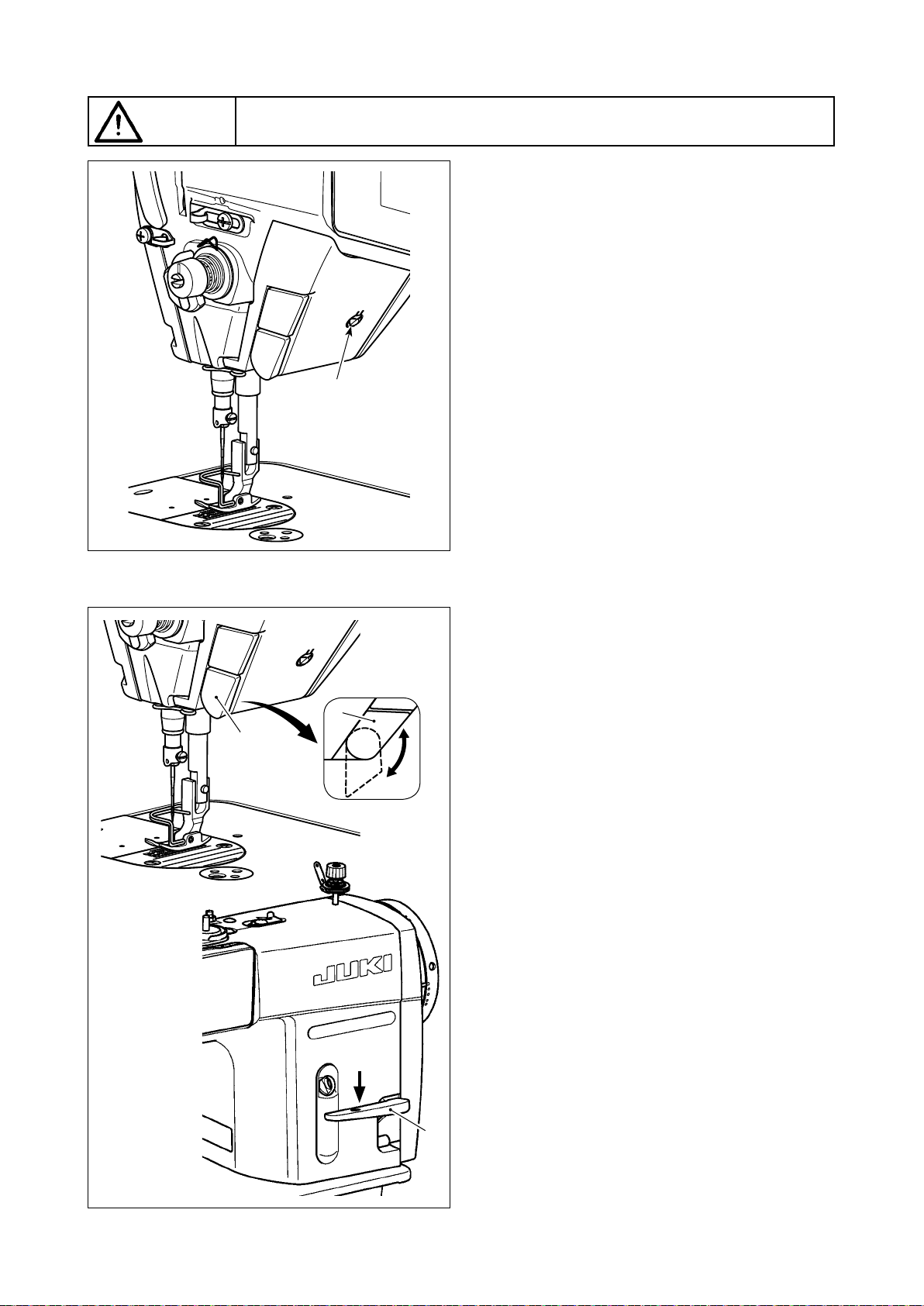
3-10.
倒缝
❶
[ 单触手动倒缝 ]
如果按触摸倒缝开关❶, 缝纫机立即变成倒送 , 可
以进行倒缝。
手放开 , 则变成正送。
❶
[ 使用倒缝拨杆进行倒缝 ]
操作倒缝拨杆❷可以控制正传送⇔倒传送的传送
量。
图1
[ 触摸倒缝开关位置的调节 ]
触摸倒缝开关❶通过转动在 2 个位置可以使用。( 图
1)
❷
– 23 –
Page 28
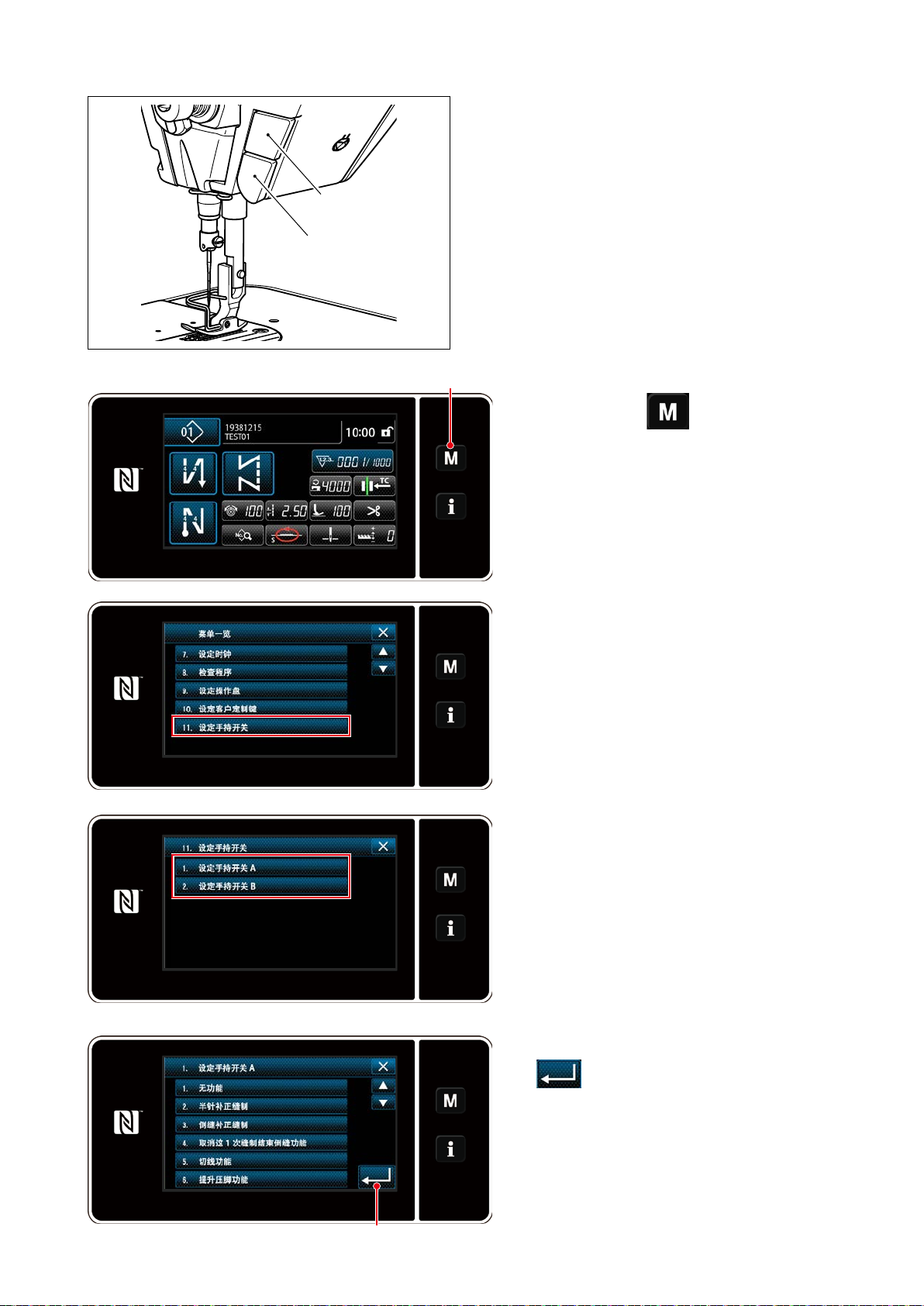
3-11.
关于用户特制开关
操作用户特制开关 B,可以进行各种操作。
* 用户特制开关 A 也可以分配各种操作。
B
初期值如下所示。
输入倒缝开关 A : 输入倒缝开关
A
输入倒缝开关 B : 单触变换开关
❶
1) 3 秒钟长时间按
❶
。
「模式画面」被显示出来。
2) 选择「11. 设定手持开关」。
❷
– 24 –
3) 选择设定的开关。
4) 选择设定为开关的功能项目,然后按
。
❷
Page 29
[ 用户特制开关的操作内容 ]
功能项目
1 无选项输入功能
2 半针补偿缝制
3 倒缝补偿缝纫
4 取消结束倒缝 1 次功能
5 切线功能
6 压脚提升功能
7 1 针补偿
8 开始结束倒缝取消功能
9 禁止踏板前踩功能
10 禁止切线输出功能
11 输入低速指令
12 输入高速指令
13 机针提升功能
14 输入倒缝开关
15 输入软起动开关
16 快捷速度指令开关的输入
17 输入倒缝简单操作速度指令开关
18 输入安全开关
19 取消或追加自动倒缝的开关
20 输入缝制计数器
21 单触变换开关
3-12. 旋梭部油量 ( 油迹 ) 的调整方法
警告
旋梭是以高速运转。为了防止人身事故 , 调整油量时 , 请加以充分的注意。
3-12-1. 旋梭油量的调整
功能项目
❹
❷
❶
变少
❸
变多
拧紧 ( 向右转动 ) 旋梭油量调节螺丝❶后 , 旋梭油量变多 , 拧松 ( 向左转动 ) 旋梭油量变少。
[DDL-9000C-FMS 型缝纫机使用 RP 旋梭 ( 干式旋梭 ) 时 ]
1. 请卸下下轴油芯固定螺丝❷,然后安装下轴固定栓螺丝❸( 货号:11079506) 和 O 形环❹( 货号:
RO036080200)。
2. 请拧松旋梭油量调节螺丝
让油量变得最小,请在把旋梭油量调节得较小的状态下进行使用。
❶
但是,调节时请注意不要完全拧紧,同时还要注意不要让旋梭油量调节螺丝❶脱落。
3. 使用 RP 旋梭 ( 干式旋梭 ) 时,也请注意绝对不能排放掉油槽中的机油。
– 25 –
Page 30
3-12-2. 油量 ( 油迹 ) 的确认方法
25mm 左右
油量 ( 油迹 ) 确认位置油量 ( 油迹 ) 确认专用纸
旋梭
下轴前金属块
70mm 左右
* 不用考虑纸的质量。
3 ~ 10mm
机座
油迹确认专用纸
顶到机座的壁面
* 请把油量 ( 油迹 ) 确认专用纸插到旋梭的下面,离开 3
~ 10mm 确认油量。
* 测定旋梭油量时,请用「卷线模式」进行测定。
有关卷线模式,请参阅 「3-3. 底线卷绕方法 [ 绕线模式 ]」 p.17。
* 进行下面 2) 的操作时,请卸下从挑线杆至机针的上线和梭芯线,提升压脚再卸下滑板后的状态下确认
油量。此时,请一定充分注意不要让旋梭碰到手指。
1) 机头冷却时 , 请进行 3 分钟左右的空载运转。( 适当的间歇运转 )
2) 请在缝纫机转动时将油量 ( 油迹 ) 确认专用纸插入。
3) 确认油槽中是否有油。
4) 油量 ( 油迹 ) 确认时间为 5 秒钟。( 用表来测定。)
3-12-3. 油量 ( 油迹 ) 适合标样
油量适当 ( 小 )
从旋梭飞溅出来的油
·DDL-9000C-FMS :0.5 ~ 1mm
·DDL-9000C-FSH :1 ~ 3mm
油量适当 ( 大 )
从旋梭飞溅出来的油
·DDL-9000C-FMS :1 ~ 1.5mm
·DDL-9000C-FSH :2 ~ 4mm
1) 上述的图示表示油量 ( 油迹 ) 适量的状态。虽然根据缝制工序的需要有可能要进行必要的调整,但是
请注意不要过度地增减油量。( 油量过少=会烧坏旋梭 ( 旋梭发热 )、油量过多=会脏污缝制物 )
2) 油量 ( 油迹 ) 应确认 3 次 (3 张 ) 均无变化。
– 26 –
Page 31

3-13. 挑线弹簧和挑线量的调整
[DDL-9000C-FMS] [DDL-9000C-FSH]
❾
❽
A
B
❻
C
D
❶
❸
❷
❽
F
❺
❶
❹
E
G
H
(1) 调整挑线弹簧❶的行程量
1) 拧松线张力台固定螺丝❷。
2) 把线张力杆❸向右A的方向转动则变大。向左B的方向转动则变小。
(2) 调整挑线弹簧❶的压力
1) 松固定螺丝❷, 卸下张力器 ( 组件 )❺。
2) 拧松线张力杆固定螺丝❹。
3) 把线张力杆❸向右A的方向转动则变强。向左B的方向转动则变弱。
A
B
❻
❾
❶
❸
❷
*挑线弹簧❶的标准状态
机臂上的刻点❻和挑线弹簧前端基本一致。( 需要根据素材和工序的要求进行必要的调整。)
挑线弹簧调整是否适当的确认方法是,向
方向拉出上线后,线被拉出E之前,请确认挑线弹簧
F
是否移动到最后 (G的状态 )。如果移动不到最后时 (H的状态 ),请减弱挑线弹簧的压力。另外 ,
挑线弹簧的动作行程过小的话缝制效果变坏。一般布料 10 ~ 13mm 左右为适当。
(3) 挑线杆挑线量的调整
1) 制厚料时,向C的方向移动线导向器❽,则挑线量变多。
2) 缝制薄料时,向D的方向移动线导向器❽,则挑线量变少。
*导线器的标准状态
• DDL-9000C-FMS :固定螺丝中心和导线器的刻线❾一致。
• DDL-9000C-FSH :机臂上的刻线的中心和和导线器的刻线❾一致。
– 27 –
Page 32

4. 操作盘的使用方法
4-1. 缝制画面的说明 ( 选择缝制图案时 )
在缝制画面上,显示出现在缝制中的图案形状和设定值。
选择的图案不同,显示和按键操作也不同。
另外,在缝制画面上还显示缝制图案和显示计数器。
有关计数器显示,请参阅「4-3. 计数器功能」p.55。
在显示画面上有 < 操作人员模式 > 和 < 维修人员模式 >。
同时按
❶
和
,可以变换操作人员模式和维修人员模式。
❷
(1) 缝制画面 ( 选择缝制图案时 )
用
可以选择缝制形状。缝制形状有以下 4 种。
< 操作人员模式 > < 维修人员模式 >
❺ ❼❽ ❾
自由缝制图案 ( 操作人员模式 ) 固定尺寸缝制图案 ( 操作人员模式 )
❹ ❶❸
❷❻
❺ ❾
❹ ❶❸
❷❻
重叠缝制图案 ( 操作人员模式 )
– 28 –
多角缝制图案 ( 操作人员模式 )
Page 33

自由缝制图案 ( 操作人员模式 ) 固定尺寸缝制图案 ( 操作人员模式 )
重叠缝制图案 ( 操作人员模式 )
开关、显示 内容
模式键 显示菜单画面。
❶
用通常的按法为等级 1,3 秒钟以上长时间按则为等级 2,6 秒钟以上长时间
按则为等级 3。
同时按信息键,可以变换操作人员模式和维修人员模式。
多角缝制图案 ( 操作人员模式 )
信息键 显示信息画面。
❷
用通常的按法为等级 1,3 秒钟以上长时间按则为等级 2,6 秒钟以上长时间
按则为等级 3。
同时按模式键,可以变换操作人员模式和维修人员模式。
缝制图案 No. 键 显示图案一览画面。按键上显示正在选择的缝制图案的 No.。(P01 ~ P99)
❸
画面简易锁定键 变换画面上按键操作的有效 / 无效。
❹
在按键上显示出简易锁定状态。
锁定中 :
锁定解除 :
实行简易锁定之后,画面内的此按键以外的按键操作均变为无效。
– 29 –
Page 34

开关、显示 内容
开始倒缝键 变更开始倒缝的有无。
❺
OFF 开始倒缝时,在按键左上方显示
1 秒钟长时间按此键,开始倒缝编辑画面被显示出来。
自由缝制、规定尺寸缝制、多角缝制时被显示。
→
结束倒缝键 变更结束倒缝的有无。
❻
OFF 结束倒缝时,在按键左上方显示
1 秒钟长时间按此键,结束倒缝编辑画面被显示出来。
自由缝制、规定尺寸缝制、多角缝制时被显示。
→
货号 显示货号。
❼
工序 / 注释 通过设定存储器开关 U404 的内容,显示货号、工序或者注释。
❽
显示时钟 用 24 小时时间显示缝纫机设定的时间。
❾
* 图案形状按键 显示选择的缝制图案。
有自由缝制图案 / 固定尺寸缝制图案 / 重叠缝制图案 / 多角缝制图案等 4 种
图案。
按此键之后,显示选择花样画面。
* 缝制数据一览键
可以配置登记功能。
请参阅「4-2-6. 图案功能一览表」p.43。
初期状态显示「缝制数据编辑画面」。
标记。
标记。
用户键 可以配置登记功能。初期状态是「缝制计数器」。
请参阅「4-2-6. 图案功能一览表」p.43。
用户键 可以配置登记功能。初期状态是「间距」。
请参阅「4-2-6. 图案功能一览表」p.43。
用户键 可以配置登记功能。初期状态是「缝制速度」。
请参阅「4-2-6. 图案功能一览表」p.43。
* 用户键 可以配置登记功能。初期状态是「送布牙高度补正」。
请参阅「4-2-6. 图案功能一览表」p.43。
* 用户键 可以配置登记功能。初期状态是「传送轨迹」。
请参阅「4-2-6. 图案功能一览表」p.43。
* 用户键 可以配置登记功能。初期状态是「针杆停止位置」。
请参阅「4-2-6. 图案功能一览表」p.43。
用户键 可以配置登记功能。初期状态是「上线张力」。
请参阅「4-2-6. 图案功能一览表」p.43。
– 30 –
Page 35

开关、显示 内容
用户键 可以配置登记功能。初期状态是「压脚强度」。
用户键 可以配置登记功能。初期状态是「禁止切线」。
用户键 可以配置登记功能。初期状态是「传送时间」。
重叠缝按键 长时间 1 秒钟按此键,显示出重叠缝设定画面。
针数 固定尺寸缝的针数、多角缝的各步骤登记的针数被显示。
显示多角缝图案步骤数 左侧显示现在的步骤,右侧显示总步骤数。(1 ~ 20)
* 仅限选择维修人员模式时。
请参阅「4-2-6. 图案功能一览表」p.43。
请参阅「4-2-6. 图案功能一览表」p.43。
请参阅「4-2-6. 图案功能一览表」p.43。
请参阅「4-2-5. 图案的编辑」p.41。
选择重叠缝时被显示。
→
选择固定尺寸缝、多角缝时被显示。
→
选择多角缝时显示。
→
– 31 –
Page 36

4-2. 缝制图案
可以把经常使用的缝制花样作为图案进行登记。
登记后,只要选择图案 No. 就可以叫出想缝制的花样。
可以编制 99 种图案。
4-2-1. 图案的构成
一个图案由开始倒缝、主缝、结束倒缝、图案功能 4 种缝制构成。
❶
A B
❸
❷
E
CD
开始倒缝部
❶
请参阅「4-2-3. 开始倒缝图案」p.35。
主缝部
❷
·自由缝制
·固定尺寸缝制
·重叠缝制
·多角缝制
请参阅「4-2-5. 图案的编辑」p.41、「8-2. 多角缝
的设定」p.100。
结束倒缝部
❸
请参阅「4-2-7. 结束倒缝图案」p.46。
图案功能
❹
请参阅「4-2-5. 图案的编辑」p.41。
图案 No.1 ~ 99
– 32 –
Page 37

4-2-2. 缝制图案一览
画面显示保存的缝制图案的一览。在维修人员模式可以进行编制、复制、删除。
A
❶
< 缝制画面 ( 操作人员模式 )>
图案一览画面、No. 顺序
( 操作人员模式 )
❾
在各模式的缝制画面上,按
缝制图案一览画面被显示。
图案一览画面、文字顺序
( 操作人员模式 )
❷
A
。
图案一览画面、No. 顺序
( 维修人员模式 )
❺ ❻ ❼ ❽
❸
❹
图案一览画面、文字顺序
( 维修人员模式 )
– 33 –
Page 38

名称 功能
图案 No. 键 缝制图案、循环图案登记完毕的 No. 被显示。
❶
( 未登记的循环图案 No. 不能显示 )
按了此键之后,缝制图案变成选择状态。
显示范围 :缝制图案 1 ~ 99、循环图案 1 ~ 9
登记文字键 显示缝制图案,按了此键之后缝制图案变成选择状态。
❷
排列顺序键 按照缝制图案 No.、工序、货号、解释的顺序排列登记的图案。
❸
筛选键 筛选条件设定画面被显示。
❹
新编制
❺
缝制图案键
新编制
❻
循环图案键
复制图案键 复制缝制图案、循环图案,用新 No. 进行登记。
❼
删除图案键 显示删除图案的确认信息。
❽
滚动(向上)键 显示前一页。
❾
滚动(向下)键 显示后一页。
关闭键 取消图案选择,显示缝制画面。
确定键 确定图案选择,显示缝制画面。
显示选择的图案数据 显示选择的图案各数据。
编制新缝制图案。
详细内容请参阅「8-1-1. 图案的新编制」p.96。
* 仅限维修人员模式时被显示。
编制新的循环图案。
详细内容请参阅「8-3. 循环缝图案」p.103。
* 仅限维修人员模式时被显示。
详细内容请参阅「8-1-2. 图案的复制」p.98。
* 仅限维修人员模式时被显示。
被登记的图案仅有 1 个时不能删除。
* 仅限维修人员模式时被显示。
– 34 –
Page 39

4-2-3. 开始倒缝图案
设定开始倒缝的形状。
(1) 把开始倒缝图案设定为有效
开始倒缝为 ON( 没有 标记 ) 的状态下可
以进行操作。
(2) 变更开始倒缝图案的针数、间距 ( 操作人员模式时 )
显示开始倒缝编辑画面
①
❶
OFF 时,请按开始倒缝键,消掉
开始倒缝功能变为有效。
1 秒钟长时间按
❶
。
开始倒缝编辑画面被显示。
标记,让
设定开始倒缝的形状、针数、间距
②
< 开始倒缝编辑画面 >
❸❷ ❷
用
按
– 35 –
变更数值。
❷
确定输入的数值,显示缝制画面。
❸
Page 40

可以选择的「缝制种类」和「编辑项目」如下所示 :
缝制种类 编辑项目
倒缝
从缝制开始进行一次倒缝。
缩缝
缩小缝制开始的间距。
双重倒缝
从缝制开始进行两次倒缝。
用户订制缩缝
可以任意地设定缩缝的针数和间距。
针数 A 针数 B 间距
→ →
针数 A 间距
→
针数 A 针数 B 间距
→ →
用户订制缩缝 No.
– 36 –
Page 41

◆维修人员模式时
显示开始倒缝编辑画面,设定形状。
①
B
❷ ❷
1. 参照操作人员时的内容,显示开始倒缝编
辑画面。
A EDC
< 开始倒缝画面 ( 维修人员模式 )>
选择开始缝制倒缝种类 (
・
A
2. 用
的方法变更开始倒缝的针数。
❷
)
1. 按了
之后,倒缝种类输入画
A
面被显示。可以从倒缝 (1 次 )、缩缝、
双重倒缝、用户缩缝等 4 种中选择开
始缝制图案。
2. 按了
之后,确定操作,返回
❹
到开始倒缝画面。
用户缩缝的选择 (
・
❺ ❹
< 倒缝种类输入画面 >
)
B
< 用户缩缝选择画面 >
❹
1. 按了
之后,显示用户缩缝
B
选择画面。
* 不使用用户缩缝键时, 标记被显
示。
2. 按此键
3. 按了
,选择用户缩缝。
❺
键之后,确定操作,返
❹
回开始倒缝画面。
– 37 –
Page 42

上线张力值的输入 (
・
C
)
❼
针距的输入 (
・
❻
< 线张力输入画面 >
)
D
❼
❹
1. 按了
C
画面。
用按键
被选择的状态下,不显示
*
❼
2. 按了
输入线张力。(0 ~ 200)
❻
键之后,确定操作,开始
❹
倒缝画面被显示。
1. 按了
D
面。
用按键
被选择的状态下,不显示
*
❼
输入针距。(-5.00 ~ 5.00)
❻
之后,显示线张力输入
C
之后,显示针距输入画
D
。
压脚强度的输入 (
・
❻
❻
< 针距输入画面 >
)
E
< 压脚强度输入画面 >
❼
❹
❹
2. 按了
键之后,确定操作,返回
❹
开始倒缝画面。
1. 按了
E
入画面。
用按键
被选择的状态下,不显示
*
❼
2. 按了
输入压脚强度。(-10 ~ 200)
❻
键之后,确定操作,返回
❹
开始倒缝画面。
之后,显示压脚强度输
E
– 38 –
Page 43

让变更项目适用
②
❸
< 开始倒缝画面 ( 维修人员模式 )>
按了
之后,确定操作,返回缝制画面。
❸
– 39 –
Page 44

4-2-4. 双重倒缝
设定双重倒缝制图案的形状。
显 示 双重倒缝制设定画面
①
❶
设定双重倒缝的形状
②
< 缝制画面 >
❷
在选择双重倒缝图案的缝制画面,1 秒钟长时
间按
之后,双重倒缝编辑画面被显
❶
示。
❸❷
1. 用
2. 按了
设定针数。
❷
之后,确定数值,返回到缝制
❸
画面。
< 双重倒缝编辑画面 ( 操作人员模式 )>
< 双重倒缝编辑画面 ( 维修人员模式 )>
维修人员模式时,除上述的设定以外还可以
设定用户缩缝。
( 设定使用用户缩缝时 )
请参阅「4-2-3.(2) ◆维修人员模式时」
p.37,设定用户缩缝。
– 40 –
Page 45

4-2-5. 图案的编辑
(1) 编辑方法 ( 选择自由缝制、固定尺寸缝制、重叠缝制时 )
* 有关选择多角缝制时的编辑方法,请参阅「8-2. 多角缝的设定」p.100。
显 示 缝制数据编辑画面
①
在选择自由缝制、固定尺寸缝制、重叠缝制
编辑缝制图案
②
< 缝制画面 >
❶
❷
的缝制画面上按
,显示出缝制数据
❶
编辑画面。
在这里可以个别地编辑图案的功能。
有关可以编辑的功能项目,请参阅「4-2-6.
图案功能一览表」p.43。
变更各个项目后,按
按
,显示缝制画面。
❷
确定变更。
< 缝制数据编辑画面 >
用编辑后的缝制图案进行缝制
③
< 缝制画面 >
变更后的内容被显示出来。
– 41 –
Page 46

* 选择固定尺寸缝制图案时,按了针数设定
❸
< 针数输入画面 >
的
之后,针数输入画面被显示。( 仅
❸
限针数可以变更时 )
有关示教功能,请参阅「4-2-8. 示教功能」
p.47。
❹
❺
* 选择重叠缝制图案时,1 秒钟长时间按
之后,重叠缝制数据编辑画面被
❹
显示出来。
1. 用
2. 用
3. 按了
❼❺
❺❻
画面。
设定针数。
❺
设定重叠缝制的次数。
❻
之后,确定数值,返回到缝制
❼
< 重叠缝编辑画面 >
– 42 –
Page 47

4-2-6. 图案功能一览表
(1) 图案缝制模式的设定项目
数据编号 项目名称 输入范围
S001 形状 自由
S002 针数 / 次数 ― 1 ~ 2000 1~15次 ―
S003 间距 -5.00 ~ 5.00 /用户订制间距 No.1 ~ 20 ―
S004 线张力 0 ~ 200
S005 压脚强度 -350 ~ 200
S041 针杆停止位置
S042 线压脚
S043 禁止切线
S044 单触 ―
固定尺寸 重叠 多角
―
:下停止
:上停止
:OFF / :O N
:OFF / :O N
― ―
:OFF
:O N
S045 单触后的切线 ―
S046 短残线
S047 限制缝制速度 150 ~ U096 ―
S048 传送轨迹
S049 传送时间 -30 ~ 30°
S050 送布牙高度补正 -4~8 ―
S051 倒缝间距补正值 -5.00 ~ 5.00
S052 高低布层检测传
感器值
S053 检测高低布层后
的动作针数
S
:OFF
:O N
:OFF / :O N
/ A / C / B
1000 ~ 3000
0 ~ 200
―
:OFF
:O N
S061*1缝制速度限制 150 ~ U096 /共通设定 S047 ― 150 ~ U096 /共通设定
S047
S062*1间距 -5.00 ~ 5.00 /共通设定 S003 ― -5.00 ~ 5.00 /共通设
定 S003
S063*1线张力 0 ~ 200
– 43 –
Page 48

数据编号 项目名称 输入范围
S064*1压脚强度 -350 ~ 200
S065*1送布牙高度补正 -4~8 ― -4~8
S066*1传送轨迹
S
/ A /
C / B /
S068*2货号 ~24字
S069*2工序 ~24字
S070*2注释 50 字
*1. 这是单触变换的功能。请参阅「4-2-9. 单触变换功能」p.49。
*2. 被显示的文字字数有限制。
―
S
/ A /
C / B /
– 44 –
Page 49

(2) 多角缝制步骤的设定项目
步骤1
项目名称 输入范围
S071 针数 1~ 2000
S072 间距 -5.00 ~ 5.00 /用户订制间距 No.1 ~ 20
S073 线张力 0 ~ 200
S074 压脚强度 -350 ~ 200
S075 送布牙高度补正 -4~8
S076 针杆停止位置
S077 压脚停止位置 0~ 15.0 mm
S078 单触
S079 限制缝制速度 150 ~ U096
↓
步骤 2
:下停止/ :上停止 :/
:切线/ :连 续
:OFF / :O N
* 设定项目、输入范围与步骤 1 相同。
* 最多可以设定到步骤 20。
变更了设定后,请确认送布牙不会碰撞到针板。
变更了线迹或送布牙高度后,针距有可能发生变化,因此请先进行试缝之后再正式缝制。
– 45 –
Page 50

4-2-7. 结束倒缝图案
设定结束倒缝的形状。
(1) 把结束倒缝图案设定为有效
❶
(2) 变更结束倒缝图案的针数、间距
显示结束倒缝编辑图案
①
结束倒缝为 ON( 没有
标记 ) 的状态下可
以进行操作。
OFF 时,请按结束倒缝键,消掉
标记,让
结束倒缝功能变为有效。
选择倒缝、双重倒缝时,在
上的左
❶
侧仅显示针数 A,右侧仅显示针数 B ;选择缩
缝时,在
是 0 ~ 99)选择用户缩缝时,在
上仅显示针数 A。(显示范围
上显
示用户缩缝 No.。
❶
设定结束倒缝的形状、针数、间距
②
1 秒钟长时间按
❶
。
结束倒缝编辑画面会被显示出来。
❸❷ ❷
用
按
按
变更数值。
❷
确定输入的数值,显示缝制画面。
❸
,选择缝制种类。
❹
❹
< 结束倒缝编辑画面 >
– 46 –
Page 51

4-2-8. 示教功能
这是可以用实际缝制的针数输入图案的针数的功能。
从缝制数据编辑画面进行显示。
* 示教功能在选择「固定尺寸缝制」「多角缝制」时可以使用。
❶
在缝制数据一览画面上按了❶之后,针数输
入画面被显示。
< 缝制画面 ( 固定尺寸缝制 )( 维修人员模式 )>
❶
< 缝制画面 ( 多角缝制 )( 维修人员模式 )>
(1) 设定方法 ( 固定尺寸缝制 )
< 针数输入画面 >
❷
打开 (ON) 示教功能
①
按了
开始示教
②
之后打开 (ON) 功能。
❷
输入值变为 0。踩踏板,直至缝纫机停止,
计数针数。
确定示教内容
③
用切线确定示教内容。
返回到缝制画面 ( 维修人员模式 )。
– 47 –
Page 52

(2) 设定方法 ( 多角缝制 )
打开 (ON) 示教功能
①
❷ ❸
< 针数输入画面 >
开始示教,确定各个步骤
②
输入值变为 0。踩踏板,直至缝纫机停止,计数针数。
1. 操作操作盘时
❹
按了
之后打开 (ON) 功能。
❷
一直缝制到步骤的最后 ( 最终一针 ),按
2. 踩踏踏板时
❺
,确定示教内容。
❸
返回到缝制画面 ( 维修人员模式 )。
按了
按了
之后,确定现在步骤的示教内容。
❹
之后,移动到下一个步骤的针
❺
数输入画面。
没有可以进行登记的步骤时不能操作。
一直缝制到步骤的最后 ( 最终针 ),回踩踏板之后,确定现在步骤的示教内容,
然后移动到下一个步骤的示教画面。
没有可以进行登记的步骤时不能操作。
– 48 –
Page 53

4-2-9. 单触变换功能
单触功能被分配到用户订制开关时,按了用户订制开关之后,就可以变换间距、缝制速度、送布牙高度。
S003 间距
线张力
S004
S005
压脚强度
S047 缝制速度
S062 单触变换间距
⇔
S063 单触变换
⇔
S064 单触变换
⇔
S061 单触变换缝制速度
⇔
线张力
压脚强度
S050 送布牙高度 ⇔ S065 单触变换送布牙高度
S048 传送轨迹
S066 单触变换传送轨迹
⇔
请参阅「3-11. 关于用户特制开关」p.24。
单触变换中,对象数据的显示变化。
– 49 –
Page 54

4-2-10. 新图案的登记
登记新编制的图案。
选择缝制图案新编制功能
①
❶
❷
< 缝制图案管理画面 >
1. 按
2. 按
,显示缝制图案管理画面。
❶
。
❷
3. 选择缝制花样 ( 自由缝制、固定尺寸缝制、
重叠缝制、多角缝制 )。
– 50 –
Page 55

选择新缝制图案 No.
②
❸
❹
1.按
,显示缝制图案 No. 登记。
❸
2. 用十数字键输入登记的图案 No.。
3. 按
进行确定。
❹
显示缝制图案管理画面。
确定编制内容
③
编制的图案被显示出来。
< 缝制画面 >
– 51 –
Page 56

4-2-11. 图案的复制
❶
❷
< 缝制图案管理画面 >
1. 按
2. 按
,显示缝制图案管理画面。
❶
。
❷
❹
3. 用十数字键输入复制图案 No.。
4. 按
进行确定。
❹
5. 编制的图案被显示出来。
– 52 –
Page 57

4-2-12. 精选功能
从保存的缝制图案数据的货号、工序、注释中可以精选显示含有输入的文字的图案。从操作人员模式、
维修人员模式均可以进行精选显示。
选择缝制图案新编制功能
①
❶
< 缝制画面 ( 维修人员模式 )>
1. 按
2. 按
,显示缝制图案管理画面。
❶
。
❷
❷
< 缝制图案管理画面 >
– 53 –
Page 58

选择精选对象的图案
②
❸
❹
< 精选条件设定画面 >
❼
1. 用按键
选择精选对象的图
❸
案。
2. 按了
之后,显示文字输入画面。用文字
❹
按键可以输入想进行精选的文字。
3. 按了按键
之后,删除各文字的输
❺
入。
❺❻
4. 按了
之后,仅显示含有输入的文
❻
字的图案「缝制图案 No. 一览画面」。
5. 按了
之后,不进行精选,显示「缝
❼
制图案 No. 一览画面」。
* 精选时在复数个项目输入了文字后,显示
符合所有条件的图案。循环缝制图案仅进
行注释的精选。
– 54 –
Page 59

4-3. 计数器功能
这是用预先设定的单位计数缝制,达到设定值之后用画面显示进行通知的功能。
4-3-1. 用计数器显示缝制画面
在计数器上,显示底线计数器、缝制计数器、
间隔时间计数器 3 种。
4-3-2. 计数器的种类
底线计数器
每缝制 10 针进行加数计数现在值。
缝制到设定值之后,计数加数画面被显示。
* 请参阅「4-3-4. 计数器加数的解除方法」p.59。
缝制计数器
每缝制 1 个花样进行加数计数现在值。
缝制到设定值之后,计数加数画面被显示。
* 请参阅「4-3-4. 计数器加数的解除方法」p.59。
间隔时间计数器
每缝制 1 个花样进行加数计数现在值。
目标值在每设定的间隔时间加数计数 1。
* 请参阅「4-3-4. 计数器加数的解除方法」p.59。
– 55 –
Page 60

4-3-3. 计数器的设定方法
选择计数器的设定
①
❶
< 模式画面 >
1. 按
,显示出模式画面。
❶
2. 选择「设定计数器」。
设定计数器种类、计数器现在值、计数器设定值
②
请用同样的方法设定缝制计数器和底线计数器。
计数器现在值
计数器设定值计数器种类
< 计数器设定画面 >
1. 显示计数器设定画面,变成可以设定的状
态。
2. 按了各个按键之后,显示变更画面。
– 56 –
Page 61

1. 选择计数器种类。
< 计数器种类画面 >
❷
2. 按
进行确定。
❷
1. 选择计数器现在值。
2. 用十数字键进行输入。
3. 按
进行确定。
❷
< 计数器现在值画面 >
< 计数器设定值画面 >
❷
❷
1. 选择计数器设定值。
2. 用十数字键进行输入。
3. 按
进行确定。
❷
– 57 –
Page 62

―
底线计数器
加数计数器 :
每缝制 10 针现在值被进行加数计数。
现在值和设定值相同之后,加数计数画面被显示。
减数计数器 :
每缝制 10 针现在值被进行减数计数。
现在值变成 0 之后,加数计数画面被显示。
没有使用计数器 :
即使缝制底线计数器也不进行计数。
底线计数器的加数计数画面也不被显示。
缝制计数器
加数计数器 :
每缝制 1 个花样,现在值被进行加数计数。
现在值和设定值相同之后,加数计数画面被显示。
减数计数器 :
每缝制 1 个花样,现在值被进行减数计数。
现在值变成 0 之后,加数计数画面被显示。
―
―
没有使用计数器 :
即使缝制,缝制计数器也不进行计数。
缝制计数器的加数计数画面也不显示。
间隔时间计数器
加数计数器 :
每缝制 1 个花样,现在值被进行加数计数。
减数计数器 :
每缝制 1 个花样,现在值被进行减数计数。
没有使用计数器 :
即使缝制,缝制计数器也不进行计数。
缝制计数器的加数计数画面也不显示。
– 58 –
Page 63

确定设定内容
③
❸
< 模式画面 >
< 缝制画面 ( 计数器 )>
确定计数器内容,按
再一次按
之后,返回到缝制画面。
❸
返回到模式画面。
❸
设定的计数器内容被显示出来。
4-3-4. 计数器加数的解除方法
< 计数器加数画面 >
❶
缝制中达到了条件之后,计数器加数画面被
显示。
按了
之后,计数器被复位。
❶
返回到缝制模式,开始新的计数。
– 59 –
Page 64

4-4. 操作盘显示简图
间距输入画面
缝制数据编辑画面
缝制数据编辑画面
( 缝制速度 )
缝制画面
缝制数据编辑画面
( 传送轨迹 )
缝制数据编辑画面
( 传送时间 )
模式画面
存储器开关
缝制数据编辑画面
( 送布牙高度补正 )
图案一览画面
图案新编制画面
倒缝编辑画面
– 60 –
存储器开关种类选择画面
全显示
存储器开关编辑画面
Page 65

4-5. 存储器开关数据一览表
No. 项目 设定范围 单位
U001 软开始功能
机头不同初期值亦不同 (0 :OFF)
U002 布边传感器功能
0: 无布边检测功能/ 1: 检测布边后,缝制设定的针数 (U004),
缝纫机停止
U003 使用布边传感器的切线功能
0: 无检测布边后自动切线功能/ 1: 检测布边后,缝制设定的针
数 (U004) 缝纫机停止,同时自动切线
U004 布边传感器针数
设定从检测布边至缝纫机停止的针数。
U007 底线计数减数单位
0:10针/ 1:15针/ 2:20针
U008 倒缝速度
机头不同初期值亦不同
比踏板最低速度更低时亦优先
U013 底线计数停止功能
0 :没有计数停止 ( 负值 ) 禁止缝纫机起动功能
1 :计数停止禁止切线后的缝纫机起动
2 :计数停止时进行暂停,禁止切线后的缝纫机起动
* 但是,计数器初期值= 0 时,禁止功能无效。
0~9 针
0~1 -
0~1 -
0~19 针
0~2 -
150 ~ 3000 sti/min
0~2 -
U014 缝制计数功能
1 :自动缝制计数器/ 2 :输入缝制计数器开关
U021 踏板中立压脚上升
0 :无 效 / 1 :有 效
U025 手转动后的动作 ( 切线 )
设定经过手转动离开上下位置后的切线动作
0 :许 可 / 1 :禁 止
U030 中途倒缝功能
设定中途倒缝功能。
0: 无中途倒缝功能/ 1: 有中途倒缝功能
U031 中途倒缝缝制针数
设定中途倒缝针数。
1~2 -
0~1 -
0~1 -
0~1 -
1~19 针
– 61 –
Page 66

No. 项目 设定范围 单位
U032 停止中的中途倒缝有效条件
中途倒缝有效条件。
0: 缝纫机停止时无效/ 1: 缝纫机停止时有效
U033 使用中途倒缝的切线功能
设定中途倒缝结束后的切线功能。
0: 无自动切线功能/ 1: 有自动切线功能
U035 踏板最低速度
机头不同,切线 Max 值亦不同
U036 切线速度
机头不同,切线 Max 值亦不同
U037 软开始速度
机头不同 Max 值亦不同
比踏板最低速度更低时亦优先
U038 单触速度
机头不同 Max 值亦不同
U039 转动开始位置
设定踏板的缝纫机动作开始位置。( 踏板行程 )
0~1 -
0~1 -
150 ~切线
Max
130 ~切线
Max
100 ~ Max sti/min
100 ~ Max sti/min
10 ~ 5000 -
sti/min
sti/min
U040 加速开始位置
设定踏板中立位置至缝纫机加速开始位置。( 踏板行程 )
U041 压脚上升开始位置
设定踏板的布压脚上升开始位置。( 踏板行程 )
U042 压脚下降开始位置
设定从踏板中立位置至下降压布脚开始位置。( 踏板行程 )
U043 切线开始位置
设定踏板中立位置至切线开始位置。( 踏板行程 )
U044 最高缝速位置
设定从踏板中立位置至达到缝纫机最高缝制速度位置。( 踏板行
程)
U045 踏板中立补正值
设定踏板传感器的中立位置。
U047 压脚上升结束位置
回踩 1 级踏板后的位置(第 1 级弹簧的位置)
U049 压脚下降时间
机头不同初期值亦不同
10 ~ 1000 -
-500 ~ -10 -
10 ~ 500 -
-1000 ~ -100 -
10 ~ 15000 -
-150 ~ 150 -
-1000 ~ -100 -
0 ~ 500 ms
– 62 –
Page 67

No. 项目 设定范围 单位
U051 开始倒缝 ON 补正 -50 ~ 50 度
U052 开始倒缝 OFF 补正 -50 ~ 50 度
U053 结束倒缝 OFF 补正 -50 ~ 50 度
U055 切线后的压脚上升
机头不同初期值亦不同
0 :不上升/ 1 :上 升
U056 切线后的逆转机针提升
机头不同初期值亦不同
0 :不逆转机针提升/ 1 :逆转机针提升
U057 切线时,送布牙下降功能
切线时,把压脚高度固定为 0
0:OFF/1:ON
U059 开始倒缝动作的选择
0: 手動/ 1: 自動
U060 开始倒缝后的停止
停止功能与踏板操作状态无关,进行暂停
0 :OFF / 1 :O N
U064 结束倒缝开始缝制速度 150 ~ 1000 sti/min
U068 变换压脚提升动作
变换回踩踏板时的压脚上升动作
0 :2 级动作/ 1 :按照后踩行程的手动操作动作
0~1 -
0~1 -
0~1 -
0~1 -
0~1 -
0~1 -
U069 第 1 压脚上升高度
回踩踏板时的第 1 压脚最大高度
U070 第 2 压脚上升高度
回踩踏板时的第 2 压脚最大高度(回踩至切线后下降后的切线位
置 。)
U073 重试功能
机针不能穿通时使用。
0: 无穿通重试功能/ 1: 有穿通重试功能
U087 踏板加速特性
0 :标 准 / -1 ~ -10 :低频低加速度/ 1 ~ 10 :低频高加速度
U090 初动上停止功能
0 :确认操作盘之后上停止/ 1 :自动上停止
0.1 ~ 8.5 mm
8.5 ~ 13.5 mm
0~1 -
-10 ~ 10 -
0~1 -
– 63 –
Page 68

No. 项目 设定范围 单位
U092 开始倒缝减速功能
设定开始倒缝结束时减速功能。
0: 不减速/ 1: 减速
U093 附加半针补正开关功能
设定 ON 电源后和且先后的半针补正开关动作。
0: 通常 ( 仅半针动作 ) / 1: 仅上述是补正 1 针 ( 上停止→上停止 )
U096 最高缝制速度
机头不同,初期值亦不同
U120 主轴基准角度补正
用设定值补正主轴基准信号的角度 (0 度 )
U121 上停止位置 角度补正
补正上停止的位置
U122 下停止位置 角度补正
补正下停止的位置
U182 缝制计数停止功能
0 :用缝制计数不进行停止
1 :计数停止禁止切线后的缝纫机起动
* 但是,计数器初期值= 0 时,禁止功能无效。
0~1 -
0~1 -
150 ~ Max sti/min
-60 ~ 60 度
-15 ~ 15 度
-15 ~ 15 度
0~1 -
U183 缝制计数器切线次数 1~20 -
U280 短残线缝制结束 缩缝针数
短残线功能 ON 时,设定切线前的缩缝的针数
U281 短残线缝制结束 缩缝间距
短残线功能 ON 时,设定切线前的缩缝的间距
U286 压线缝制速度
设定压线动作时的速度
U288 压线 ON 角度
设定缝制开始时压线 ON 的角度
U289 压线 OFF 角度
缝制开始时,设定压线 OFF 的角度
U290 压线 AK 动作时间
压线时,设定动作 AK 的 ON 时间
U292 压线软开始解除角度
设定解除软开始的角度
* 压线动作时设定有效
1~9 针
0 ~ 2.5 0.05 mm
100 ~ 3000 sti/min
180 ~ 290 度
210 ~ 359 度
0~50 ms
180 ~ 900 度
– 64 –
Page 69

No. 项目 设定范围 单位
U293 压线缝制速度解除角度
设定解除压线缝制速度的角度
* 压线动作时设定有效。
U294 压线初期的吸引时间 4~10 ms
U326 提升压脚时,送布牙 0 位置移动
提升压脚时,把送布牙高度设定为 0。
容易处理。
0 :OFF / 1 :O N
U400 使用操作盘模式
指定起动时显示的缝制画面模式。
0 :维修人员模式/ 1 :操作人员模式
U401 间距输入单位
0 :间距 (mm) / 1 :每 inch 的针数/ 2 :每 3cm 的针数
U402 自动锁定时间
没有一定时间操作盘操作时,自动地进行锁定
U403 背光的自动 OFF
经过一定时间操作盘没有操作时,自动地关闭(OFF)操作盘的
背光。
0 ~ 720 度
0~1 -
0~1 -
0~2 -
0 ~ 300 秒
0~20 -
U404 选择货号、工序/注释显示
指定在缝制画面显示货号、工序还是显示注释。
0 :货号、工序/ 1 :注 释
U406 语言选择
0 :不选择/ 1 :日 文 / 2 :英 文 / 3 :中 文
U407 操作盘的操作音
0 :OFF / 1 :O N
0~1 -
0~3 -
0~1 -
– 65 –
Page 70

4-6. 异常一览表
异常代码 异常内容 原因 确认项目
E000 实行数据初期化
( 不是异常 )
E007 马达超负荷
E009 电磁阀通电时间过长 • 电磁阀通电时间超时了
E011 没有插入记忆媒体 • 记忆媒体没有插上时 • 关闭电源,确认记忆媒体。
E012 阅读异常 • 记忆媒体的数据不能阅读时 • 关闭电源,确认记忆媒体。
E013 写入异常 • 不能把数据写入记忆媒体时 • 关闭电源,确认记忆媒体。
E014 写入保护 • 记忆媒体为禁止写入的状态时 • 关闭电源,确认记忆媒体。
E015 格式化异常 • 不能格式化时 • 关闭电源,确认记忆媒体。
E016 外部记忆媒体的容量
超过
E019 文件尺寸过大 • 把超过了最大尺寸的用户间距或
• 更换电气箱后
• 实行了初期化操作有后
• 机头锁定后
· 机头进行了超出规定的极厚面料
的缝制时
· 马达不转动时
· 马达或驱动器损坏时
• 记忆媒体的容量不够时 • 关闭电源,确认记忆媒体。
用户缩缝从 USB 存储器读入操作
盘时
不是故障。
• 缝纫机线等是否卷绕到皮带
轮上?
· 马达输出连接器 (4P) 是否因
松动而脱落?
·
用手转动皮带轮时是否卡住?
• 切断电源,确认 USB 存储器。
E022 查找不到文件 • 把 USB 存储器中没有的文件读入
到操作盘时
E032 文件兼容性异常
E071 马达连接器脱落 • 马达连接器脱落了 • 马达输出连接器是否松动,
E072
E079 超负荷运转异常 • 主轴马达的负荷过大
E081 上下传送马达锁定 • 上下传送马达锁定了 • 上下传送马达是否卡住?
E204 插入 USB • 插入了 USB 存储器立即进行了起
E205 ISS 缓存残量警告 •
切线动作时马达超负荷
• 文件不能兼容时 • 关闭电源,确认记忆媒体。
或脱落?
• 与 E007 相同 • 与 E007 相同
• 拔掉 USB 存储器
动时
ISS 数据保存用缓存马上就要满了。
继续使用的话,旧的数据就会被
删除。
• 输出 ISS 数据。
– 66 –
Page 71

异常代码 异常内容 原因 确认项目
E220 补充润滑脂的警告
E221 补充润滑脂异常
E302 倒下检测异常
( 安全开关动作时 )
E303 半月板传感器异常
E402 不能删除异常 • 想删除使用于循环图案的图案时
E407 密码错误
E408 密码字数不够 • 输入的密码字数不够时
E411 不能登记多角缝图案
异常
• 达到了规定针数后 • 向规定部位补充润滑脂,然
• 达到规定的针数,不能进行缝制
时
• 在接通电源的状态下倒下检测开
关被输入时
• 不能检测半月板传感器信号时 • 机头和机种设定是否一致?
• 想删除使用于图案的用户间距、
用户缩缝时
• 输入的密码错误时
• 想要编制 11 个以上的多角缝图案
时
后进行复位。
• 向规定部位补充润滑脂,然
后进行复位。
• 是否没有关闭电源开关就放
倒了缝纫机机头 ( 为了安全
而禁止缝纫机操作 ) ?
·
马达编码器连接器是否断线?
E412 没有登记用户间距异
常
E413 没有登记用户缩缝异
常
E499 简易程序异常
E704 数据异常
( 系统版本不正确 )
E731 马达孔传感器不良 • 马达信号不能正确地被输入时 • 马达信号连接器 (CN39) 是否
E733 马达倒转
• 用户间距 No. 异常时
• 用户缩缝 No. 异常时
• 和初期通讯时系统的版本不一致
时
• 马达驱动中以 500sti/min 以上的
转速向规定方向相反地转动时
• 改写为可以适合使用的版本。
爱你发送方或脱落?
· 马达信号电线是否被机头咬
住线而发生断线?
· 马达编码器连接器的插入方
向是否插错?
• 主轴马达的编码器线路连接
是否错误?
· 主轴马达的动力用线路连接
是否错误?
E750 缝纫机停止
• 选项输入的安全开关被按下时
– 67 –
Page 72

异常代码 异常内容 原因 确认项目
E811 超电压
E813 低电压
E815 未连接再生电阻
E900 主轴马达 IPM 过电流
保护
E901 主轴马达 IPM 超负荷
E903 85V 电源异常
E904 24V 电源异常 • 24V 的电压没有正确地被输出时
E910 压脚马达原点检测异
常
• 输入了规定电压以上的电压时
· 设定为 100V,但是输入了 200V 时
· JA :120V 的电气箱连接了 220V 的
电压时
· CE :230V 的电气箱连接了 400V 的
电压时
• 没有连接再生电阻时 • 检查再生电阻是否连接在再
· 主轴马达动作不良
• 85V 的电压没有正确地输出时 • 脉冲马达是否异常?
• 压脚马达不能移动到原点位置时 • 检查压脚的设定 ( 存储器开
• 是否施加了超过额定电源电
压 ±10% 以上的电压?
· 100V/200V 变换连接器是否设
定错误?
以上情况时,电源电路板损坏。
生电阻连接器 (CN11) 上?
· 确认 F2 保险丝。
关 No.23) 是否错误?
· 压脚马达的原点调整是否错
误?
E912 主轴马达速度检测异
常
E915 操作盘之间通讯不良
E918 主电路板 温度异常 • CTL 电路板温度高时
E922 主轴不能控制 • 不能控制主轴马达时
E924 马达驱动器不良 • 马达驱动器损坏
E946
E955 电流传感器异常 • 主轴马达故障
E961 间距马达偏差异常 • 间距马达超负荷因而不能动作时 • 间距马达是否被勾住?
E962 压脚马达偏差异常 • 压脚超负荷因而不能动作时 • 压脚马达是否被勾住?
E963 IPM 温度异常 • CTL 电路板温度高时
E965 间距马达温度异常 • 间距马达超负荷时 • 间距马达是否被勾住?
机头 EEPROM 写入不良
• 不能和操作盘进行通信时
• 机头电路板没有正确连接时 • CN32 是否松动或脱落?
• 主轴马达是否短路?
• 电流传感器故障
– 68 –
Page 73

异常代码 异常内容 原因 确认项目
E966
E971 间距马达 IPM 过电流
E972 间距马达超负荷 • 间距马达超负荷时 • 间距马达是否被勾住?
E973 上下传送马达 IPM 过
E974 上下传送马达超负荷 • 上下传送马达超负荷时 • 上下传送马达是否被勾住?
E975 压脚马达 IPM 过电流
E976 压脚马达超负荷 • 压脚马达超负荷时 • 压脚马达是否被勾住?
E977 CPU 异常 • 程序异常时
E978 网络通信异常 • 从网络上接收的数据损坏时
E985 间距、上下传送马达
上下传送马达温度异常
保护
电流保护
保护
原点复位异常
• 上下传送马达超负荷时 • 上下传送马达是否被勾住?
• 间距马达动作不良
• 上下传送马达的动作不良
• 压脚马达的动作不良
• 间距马达不能移动到原点位置时
· 上下传送马达不能移动到原点位
置时
• 间距马达的原点调整是否错
误?
· 上下传送马达的原点调整是
否错误?
– 69 –
Page 74

4-7. 存储器开关数据
存储器开关数据就是缝纫机的动作数据,共同作用于所有的缝制图案、循环图案的数据。
选择存储器开关的类型
①
❶
< 缝制画面 >
1. 在缝制画面上按了
之后,模式画面
❶
被显示出来。
2. 选择「1. 存储器开关」。
「存储器开关种类选择画面」被显示出来。
< 模式画面 >
< 存储器开关种类选择画面 >
3. 选择「1. 全显示」。
「存储器开关编辑画面」被显示出来。
* 选择了「1. 全显示」以外的项目之后,在
存储器开关编辑画面上仅显示应对项目的
存储器开关。
– 70 –
Page 75

设定存储器开关
②
确定设定内容
③
从存储器开关一览上选择编辑项目,然后按按
键❷。
❷
< 存储器开关编辑画面 >
❸
❹
< 输入画面 >
❻
❺
1. 用十数字键
❸
、
输入设定
❹
值。
2. 1 秒钟长时间按
之后,返回到初期
❺
值。
3. 按
,进行确定。
❻
「存储器开关编辑画面」被显示出来。
– 71 –
Page 76

5. 主要的新功能
通过传送电子机构化可以进行各种各样的调整。有关详细内容,请参照「4-2. 缝制图案」p.32。
通过传送电子机构化,低速转动时会发生脉冲马达特有的声音,但是这声音不是异常。
5-1. 短残线切线
通过下降送布牙❶进行切线的操作,切线
❶
短残线 ON 状态
( 工厂出货状态 )
❶
短残线 OFF 状态
❷
❷
后的残留线长度变短。
另外,送布牙❶不会从针板❷凸起,因此
缝制面料容易取出放入。
* 切线时下降 / 不下降送布牙的设定可以
用「存储器开关 U057」。
❶
[ 送布牙的设定方法 ]
1) 按
,显示出模式画面。
❶
2) 选择「1. 存储器开关」。
3) 选择「1. 全显示」。
– 72 –
Page 77

❹
4) 选择「U057 切线时,下降送布牙功能」。
5) 按十数字键
,选择切线时的送布牙状态
❷
(0 :送布牙 UP、1 :送布牙 DOWN)。
❺
6) 按了
7) 按
❸❷
之后,确定输入的值。
❸
,显示出缝制画面。
❹
[ 缩缝的设定方法 ]
1) 按
2) 按
,显示出缝制数据编辑画面。
❺
,显示出「S046 短残线」。
❻
❻
❼
❽
– 73 –
3) 设定短残线切线的 ON/OFF( 有无缩缝 )。
4) 按了
5) 按
之后,确定输入的值。
❼
,显示出缝制画面。
❽
下隐蔽缝切线操作会造成切线环不
稳定,因此进行缩缝操作时,请关
闭 (OFF)。
另外,请把挑线弹簧行程调整得大
一些。
Page 78

[ 关于缩缝间距的调整方法 ]
缝针距
缩缝间距
[ 缩缝针数的设定 ]
切短残线 ( 缩缝 ON 时 ) 时,缩缝间距及针数可以变更它们的
设定值。
请根据缝制项目的需要进行调整。
1) 请从「1. 全显示」中选择「U280 短残缝
制结束缩缝针数」。
2) 请设定针数。
( 工厂出货值 :2)
[ 缩缝间距的设定 ]
❶
❶
3) 按了
之后,设定被确定,显示缝
❶
制画面。
1) 请从「1. 全显示」中选择「U281 短残线
缝制结束缩缝间距」。
2) 请设定针数。
( 工厂出货值:S 规格为 0.3,H 规格为 0.5)
3) 按了
之后,设定被确定,显示缝
❶
制画面。
缩小了缩缝间距之后,容易发生同落针现象和切线环不稳定。因为容易发生切线不良,所以请加以
注意。(缝制面料、机针号不同亦不同,发生时请把针距调大一些。)
– 74 –
Page 79

5-2. 送布牙高度的调整
1. 有的计量器具 ( 针板、送布牙 ) 会发生碰撞。请注意确认所使用的计量器具的间隙。(0.5mm 以上 )
2. 变更了缝迹长度、送布牙高度、传送时间后,在实际缝制前请低速运转,确认不要碰到标尺。
[ 调整方法 ]
❶ ❷
❸
❻
1) 按
或者,按
,显示出缝制数据编辑画面。
❶
,显示「S050 送布牙高
❷
度 」。
2) 按
3) 按十数字键、
,显示出「S050 送布牙高度」。
❸
,变更布牙
❹
高度。
* 请参照下列的送布牙高度的调整范围。
4) 按了
5) 按
之后,确定输入的值。
❺
,显示出缝制画面。
❻
❺❹
[DDL-9000C-FMS]
送布牙高度 (mm) 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 1.05 1.10 1.15 1.20
操作盘输入值 -4 -3 -2 -1 0 1 2 3 4 5 6 7 8
低 ←←← ↑
标准
( 工厂出货值 )
[DDL-9000C-FSH]
送布牙高度 (mm) 1.00 1.05 1.10 1.15 1.20 1.25 1.30 1.35 1.40 1.45 1.50 1.55 1.60
操作盘输入值 -4 -3 -2 -1 0 1 2 3 4 5 6 7 8
低 ←←← ↑
标准
( 工厂出货值 )
* 操作盘输入值的范围是 -4 ~ 8。
→→→ 高
→→→ 高
– 75 –
Page 80

5-3. 传送动作的时间
变更了缝迹长度、送布牙高度、传送时间后,在实际缝制前请低速运转,确认不要碰到标尺。
机针和传送的同步时间,用操作盘进行调整。
[ 调整方法 ]
❶
❷
❺
1) 按
2) 按
,显示出缝制数据编辑画面。
❶
,显示出「S049 传送时间」。
❷
3) 按十数字键、
的时间。( + :变早,- :变晚 )
4) 按了
之后,确定输入的值。
❹
,变更传送
❸
5) 按
❹❸
机针
标 准 :0
1. 设定值不同,上述的传送时间有可能变化。( 从面板一侧观看的示意图 )
2. 调整传送时间后,缝迹长度会发生变化。实际缝制时,请一边确认一边进行调整。
提早 :+调整 推迟 :-调整
,显示出缝制画面。
❺
– 76 –
Page 81

5-4. 传送轨迹的变更
根据缝制项目的需要,可以变更传送轨迹。
[ 变更方法 ]
❸
❶ ❷
❺
1) 按
或者,按
2) 按
,显示出缝制数据编辑画面。
❶
,显示「S048 送布模式」。
❷
,显示出「S048 送布模式」。
❸
3) 变更传送轨迹。
* 传送轨迹的种类有以下几种,请参照。
4) 按了
之后,确定输入的值。
❹
传送轨迹形状
[ 示意图 ]
5) 按
❹
,显示出缝制画面。
❺
名称 特点 ( 关于送布牙的动作 ) 传送间距和缝制速度
S
(标
准)
这是标准的平滑的椭圆形轨迹。
0 ~ 4.00mm :5,000sti/min
(H 规格 :4,500sti/min)
4.05 ~ 5.00mm :4,000sti/min
A 上升时向正上方上升,前后平行运动。 0 ~ 5.00mm :4,000sti/min
C 针刺面料时,送布牙垂直下沉,降低机针弯曲。0 ~ 5.00mm :4,000sti/min
向正上方上升,垂直下沉。
下沉式垂直下沉,因此机针不容易弯曲。
B
这是即使改变高度,间距的变化也少的传送轨
0 ~ 5.00mm :2,500sti/min
迹。
– 77 –
Page 82

6. 保养
为了能够长久地使用缝纫机,请每日进行以下的保养。
6-1. 保养模式
请在维修保养缝纫机时使用。
在保养模式时,踩踏板,缝纫机不起动。
❶
6-2. 确认旋梭油槽的油量
1) 按
2) 画面进行变换。
,显示出模式画面。
❶
为了防止突然起动造成人身事故,
请一定确认画面是否进行了变换。
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
请确认油量指示杆❶的前端应该在油量指示窗的上
刻线A和下刻线B之间。( 详细内容请参照「2-12.
A
❶
B
加油」p.10。)
– 78 –
Page 83

6-3. 清扫
警告
❷
❹
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 卸下机针❶、压脚❷以及针板❸。
❶
❸
和切线装置
❹
❺
2) 请用柔软的刷子或者布把送布牙
上粘附的灰尘擦拭干净。
❺
6-4. 润滑脂的涂抹
警告
1. 到了需要补充润滑脂的时候,警告蜂鸣器鸣响。蜂鸣器鸣响之后,请补
充润滑脂。另外,在严酷的条件下使用缝纫机时,请最好每年补充 1 次
润滑脂。
2. 请不要向涂抹润滑脂的部位加缝纫机油。
3. 请注意不要过度补充润滑脂,润滑脂有可能从挑线杆护罩或从针杆处漏
出来。
4. 请一定使用 JUKI GREASE A TUBE
3) 放倒机头,请用柔软的布也把梭壳等上的脏污
擦拭干净,然后再确认没有伤痕。再请用布把
旋梭周围底盖内存积的灰尘旋梭油也擦拭干净。
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
( 货号 :40006323) 润滑脂。
❶
❶
– 79 –
Page 84

6-5. 针杆下金属部件和压脚杆金属部件的润滑脂涂抹
❷
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
请不要在安装了针杆等的状态下进行操
作。
1) 卸下面板。
2) 用六角扳手卸下压脚杆金属部件的加润滑脂螺
丝❷和针杆下金属部件的加润滑脂螺丝❸(仅
限 DDL-9000C-FMS)。
❶
❸
3) 専卸下专用润滑脂
口,补充专用润滑脂❶。
此时,请一直加到润滑脂从加油口冒出来为止。
4) 用加油螺丝按进冒出来的专用润滑脂。
5) 请擦干净多出来的专用润滑脂 ( 加油螺丝周围 )。
的盖子,把前端插进加油
❶
– 80 –
Page 85

6-6. 保险丝的更换
危险
1. 为了防止触电事故,关掉电源 5 分钟之后再打开外罩。
2. 请一定关掉电源开关之后再打开控制箱的盖子,更换规定容量的保险丝。
❶
使用 1 个保险丝。
MAIN 电路板
85V 电源保护用
❶
5A( 延时保险丝 )
– 81 –
Page 86

7. 机头调整 ( 应用篇 )
7-1. 机针和旋梭的关系
警告
❹
❺
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
请按如下方法调整机针和旋梭。
1) 转动飞轮 , 让针杆降到最下点 , 然后拧松针杆
套管固定螺丝❶。
2) 决定针杆高度
的刻线 (DB 针时 : 刻线A,DA 针时 :
❷
❶
把针杆
刻线C) 对准针杆下铁块❸的下端 , 然后拧紧
针杆❷套管固定螺丝❶。
3) 决定旋梭
的安装位置
a
拧松 3 个旋梭固定螺丝,向正旋转方向转动飞轮,
在针杆上升的方向,把刻线 (DB 针时为刻线B,
DA 针时为刻线D) 对准针杆下金属块❸的下端。
4) 在此状态下,把旋梭尖
对准机针❹的中心,
❺
然后把机针和旋梭的间隙调整为 0.04 ~ 0.1
C
D
A
B
0.04 ~ 0.1mm
mm( 大约 ),最后拧紧固定 3 个旋梭固定螺丝。
1. 间隙过小的话 , 会损伤旋梭尖。间隙过
大的话 , 会跳针。
2. DDL-9000C-FMS 的针杆为黑色的经过特
殊涂装处理的针杆。
不容易确认刻线时,请使用照明灯照亮
进行确认。
A
❷
a
❸
B
– 82 –
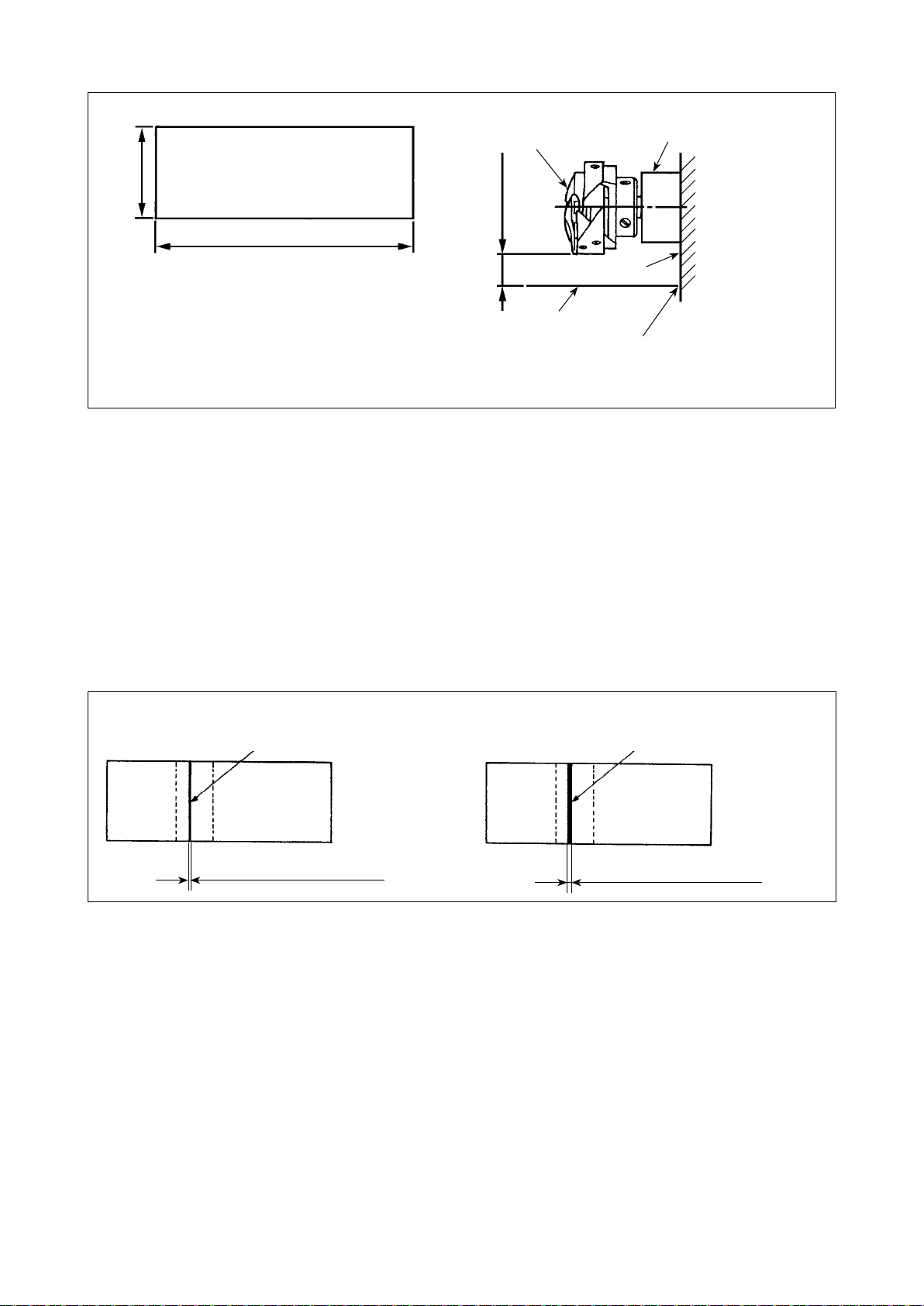
Page 87

7-2. 上线压脚装置的调整
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
和过去的拨线器一样,可以把上线卷入到面料的背
面。
[特点]
• 缩缝和上线压脚装置
背面一般称为「鸟巢现象」的故障。
• 提高了机针周围的操作效率。
• 容易使用各种各样的机针附属装置。
①
一起使用,可以减轻面料
①
❸
❹
❶
❷
[ 上线压脚装置的设定方法 ]
1) 按
2) 按
(
3) 按了
示出缝制画面。
。
❶
或按
❸
为 ON。)
❹
之后,设定被确定,然后显
❷
❹
。
使用存储器开关「U056 切线后的逆转机针提升」时,因为针线很长,所以请把上线装置设定为
OFF。
– 83 –
Page 88

B
A
[ 针线残留长度的调整 ]
请转动第一线张力器螺母②,把针线残留长度调整
为 35 ~ 45mm(S 规格、H 规格都一样 )。
1) 向右A的方向转动第一线张力器螺母②的话,
切线后在机针头上残留的线长度变短,而向左
的方向转动的话,则残留的线长度变长。
B
35 ~ 45mm
②
缩短针线残留长度之后,通常称为「鸟巢
现象」可以减轻,但是在缝制开始缝纫机
线容易从机针上脱落。
此时,降低缝制开始的缝制速度,就可以
降低机线脱落的情况。
[ 存储器开关 ]
· U286 压线缝制速度:下降 ( 工厂出货值:
300sti/min)
· U293 压线缝制速度解除角度 :推迟 ( 工
厂出货值 :340 度 )
存储器开关的设定值,建议 U286 压线缝
制速度设定为 250sti/min,U293 压线缝
制速度解除角度设定为 720 度。
No. 项目 设定范围 单位
U286 压线缝制速度
设定压线动作时的速度
U293 压线缝制速度解除角度
设定解除压线缝制速度的角度
* 压线动作时设定有效。
100 ~ 3000 sti/min
0 ~ 720 度
[ 想缩小缝制开始的鸟巢故障时 ]
上述调整的同时,把第 1 针缝间距调大,就可以减轻一般称为「鸟巢现象」的故障。
缩缝 用户缩缝 (CC)
A
或者
B
A
缩缝
B
A :第 1 针的缝间距
B :通常的缝针距
A>B A>B
– 84 –
Page 89

[ 处理缝制开始的故障 ]
• 使用细线或强度弱的线,容易发生机线断线时
·机线不能卷入面料下方时
·从布边 ( 把机线夹到面料下进行缝制 ) 开始缝制,发生机线断线时
发生了上述那样的故障后,使用设定压脚提升装置,可以设定缝制开始时降低压脚压力的调节功能。
* 不使用调节功能时,请进行调整把压脚压力设定为弱,压脚和面料之间夹的针线就会变得容易拔出。( 建
议压脚压力设定为 30N(3kg) 以下。)
调整压脚压力和缝制速度,不让压脚的跳动影响送布力量,请通过实际缝制进行确认。
[ 设定压脚调节功能的设定方法 ]
1) 用「U290」设定压脚调节功能的设定方法
2) 用
确定输入值。
❶
( 工厂出货值 :20)
❶
1. 因为受缝制项目的面料厚度和压脚压力而变化,所以缝制前请一定进行确认。
2. 压脚压力很强的状态下把调整值调整大之后,动作音会变大。请观看机线的状态,适当地调整
调整值和压脚压力。
– 85 –
Page 90

7-3. 切线装置的调整
警告
❶ ❹❸
❼
❷
让切线凸轮❸向箭头方向转动,在凸轮槽C外周和金属
辊❷顶住停止的位置,固定切线凸轮固定螺丝❼。
❷
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
E
OK(F)
❻
❺
NG(G)
C
A
C
D
B
´
B
❷
❹
7-3-1. 关于切线凸轮同步时间的确认
切线凸轮同步时间是,皮带轮护罩❺的刻线A和
飞轮❻的绿色刻点B (H 规格 :白色刻点B´)对
齐的位置。
1) 放倒缝纫机。
2) 用手操作正方向转动飞轮
,把挑线杆从上死
❻
点稍稍移动到下降的位置,然后用手指向左 ( 箭
头E方向 ) 按压凸轮从动部件❶,此时金属辊
正好进入切线凸轮❸的槽C里进行咬合。
❷
3) 在此状态下,向正规转动方向和逆方向转动飞
轮❻之后,飞轮❻有个可以顶到的位置。( 超过
这个位置,凸轮从动部件❶就变成动作开始的
位置了。)
此时,皮带轮护罩
的刻线A和飞轮❻的绿色
❺
刻点B对齐。
7-3-2. 关于切线凸轮同步时间的调整
1) 放倒缝纫机。
2) 按照切线凸轮固定螺丝
的第二螺丝、第一螺
❼
丝的顺序拧松螺丝。
3) 进行调整把皮带轮护罩
的刻线A和飞轮❻的
❺
绿色刻点B(H 规格 :白色刻点B´) 对齐。
4) 向左 ( 箭头
方向 ) 按压凸轮从动部件❶,让
E
切线凸轮❸和金属辊❷咬合,不转动上下传送
轴❹,用手指向上下传送轴❹的转动方向和逆
转方向转动切线凸轮❸,在切线凸轮❸顶住的
位置把切线凸轮❸按压到金属辊❷上,然后按
照第一螺丝、第二螺丝的顺序拧紧固定切线凸
轮固定螺丝❼。
1. 使用细的长丝线时,线环有可能不稳定,
因此发生拨线不良时,请把切线同步时
间从绿色刻点修正为红色刻点。
2. 切线凸轮
凸轮从动部件❶开始动作的位置 (F)。
不是最初有接触感觉的部分 (G)。
* 切线凸轮的时间对拨线时间有巨大
影响,请加以注意。
和金属辊❷的调整位置就是
❸
❷
❸
从D( 右侧面 ) 观看的图
C
– 86 –
Page 91

7-3-3. 关于切刀装置的确认
❶
❶
警告
S 规格 :5.5 ~ 6.5mm
H 规格 :5.0 ~ 6.0mm
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 确认电源开关的 OFF,取下机针四周的部件 ( 压
脚、针板、送布牙 )。
2) 拨线切刀
前端距离 5.5 ~ 6.5mm 的位置 (H 规格 :5.0
❶
的待机状态是,针芯A至拨线切刀
❶
~ 6.0mm)。
拨线切刀❶和针芯A的距离近,线环和
拨线切刀❶容易发生碰撞,请加以注意。
❷
* 有关调整方法,请参照「7-3-4. 关于切刀装置
的调整」p.88。
切刀待机状态
3) 拨线切刀
和切线切刀❷的正确位置 ( 拨线切
❶
刀❶的孔里侧和切线切刀❷的前端 ) 是和针芯
A
❷
对齐的位置。
A
偏移针芯
变长,务请注意。
的话,切线后的残留线长度
A
❶
拨线切刀球对齐状态
拨线切刀❶的孔里侧和切
线切刀❷的前端对齐
❷
A
❶
❷
4) 拨线切刀
2.5 ~ 3mm。
A
和切线切刀❷的咬合量为距离针芯
❶
咬合量过小的话,容易发生切线不良,因
此务请注意。
* 有关调整方法,请参照「7-3-4. 关于切刀装置
的调整」p.88。
使用了长丝线等线环不稳定的线后或进行
了下隐蔽缝的切线操作后,上线有可能被
切得很短。此时,请用下述方法进行处理。
· 比标准值加大挑线弹簧的行程。
· 比标准值加大缩缝切线的间隔。
· 进行下隐蔽缝的切线时,OFF 缩缝操作。
❶
2.5 ~ 3mm
❷
A
切刀咬合状态
– 87 –
Page 92

7-3-4. 关于切刀装置的调整
警告
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
1) 确认电源开关的 OFF,取下机针四周的部件 ( 压
脚、针板、送布牙 )。
2) 放倒缝纫机。
3) 卸下保护外罩
4) 拧穷拨线切刀偏心销固定螺丝
字形螺丝刀转动拨线切刀偏心销❷,微调整拨
线切刀❹的转动方向位置。
5) 调整后,拧紧拨线切刀偏心销固定螺丝
6) 把保护外罩
❶
拨线切刀偏心销
一侧进行调整。
。
❶
安装到原来的地方。
❶
的刻点A仅在操作人
❷
(2 个 ),用一
❸
(2 个 )。
❸
❹
❷
❸A
– 88 –
Page 93

7-3-5. 关于切线速度的调整
工厂出货时的切线速度设定为 300sti/min (H 规格 :220sti/min) 和高速切线。
有时需要根据线的情况提高切线速度,相反对于强度弱的线 ( 细长丝线或棉线等 ) 还需要下降切线速度
减弱对线的影响。
请根据缝制工序的需要,适当地调整切线速度。
❶
[ 调整方法 ]
1) 按
❶
。
用「U036」可以变更设定。
2) 输入数值,然后用
用「U036」
❷
可以变更设定。
❷
No. 项目 设定范围 单位
U036 切线速度
机头不同,切线 Max 值亦不同
130 ~切线 Max sti/min
– 89 –
Page 94

7-4. 拨片的调整
❻
❹
警告
❸
进行了标准调整之后,在拨片环❸内长孔
有间隙,可以灵活地进行返回 ( 减震功能 )。
❻
为了防止突然起动造成人身事故,请关掉电源,确认马达确实停止转动后再进行操作。
(0.5mm)
❼
顶住
标准调整状态是拨片
的中心大体在梭壳
❻
的 U 字的中心的位置。
❻
❶
❸
❷
为了稳定切线时的空转,使用拨片。
确认拨片的调整时,请确认旋梭中是否安
装了梭芯和梭壳。
❹
0 ~ 0.3mm
❺❻
7-4-2. 标准调整
1) 拧松拨片环销螺母
2) 调整后拧紧拨片环销螺母
(9mm),左右移动拨片环❸进行调整。
❷
。
❷
7-4-3. 标准调整 ( 在前端位置的调整 )
1) 拧松拨片固定螺丝
2) 调整后,拧紧拨片固定螺丝
1. 旋梭
2. 旋梭
❺
不能供给,造成底线过短切断,或缝制开始脱线的现象。
❺
上的上线过短。另外,切线时旋梭❺空转现象多次发生,发生缝制开始的各种故障。
(2 个 ),调整拨片的位置。
❼
(2 个 )。
❼
和拨片❻前端没有间隙的话,拨片❻就会强力按压旋梭❺。这样,切线时需要的底线就
和拨片❻前端间隙过大的话,切线时需要的线就会从前端脱落,造成切线后残留在针头
❸
7-4-1. 标准调整的确认
1) 确认电源开关的 OFF,放倒缝纫机。
2) 用手能吸引切线电磁阀
3) 在此状态下,拨片环
的状态。
❶
和拨片臂❹的间隙标准
❸
值为 0.5mm。
此时,梭芯
和拨片❻前端的间隙为 0 ~ 0.3mm。
❺
– 90 –
Page 95

7-5. 设定压脚布层检测功能
7-5-1. 布层检测功能
检测布层然后可以自动地变换缝制参数为单触变换参数(「4-2-9. 单触变换功能」p.49)然后进行缝制。
有关布层检测的设定可以分别保存记忆到各个缝制图案。
可以检测的面料厚度 : 最大 10mm
检测分辨功能 : 0.1mm
* 由于 2mm 以下的布层容易受送布牙高度的影响,所以检测不稳定。另外,不能检测不同高度的数个布层。
* 检测布层然后可以自动地变换缝制参数为单触变换参数(4-2-9. 单触变换功能)然后进行缝制。有关
布层检测的设定可以分别保存记忆到各个缝制图案。
[ 进行布层检测时 ]
1. 进行布层检测时
❶
< 缝制画面 >
❷
< 缝制数据编辑画面 >
1) 按
❶
。
「缝制数据编辑画面」被显示出来。
2) 按
❷
。
「布层检测传感器值画面」被显示出来。
< 布层检测传感器值画面 >
❸❹
3) 按
,把布层检测功能设定为有
❸
效。(出货时设定为 OFF)
请用布层检测高度示教功能
❹
,把
布层检测功能设定为有效。(出货时设
定为 OFF)
所谓「阈值」,就是让布层传感器反应
*
的数值。
初期值 MAX : 3000
MIN : 1000
– 91 –
Page 96

❹
2. 设定布层检测的「阈值」。
< 布层检测传感器值画面 >
2) 把通常部夹到压脚的下面,按
❺
.
「布层检测传感器值画面」被显示出来。
1) 按
❹
。
「布层检测阈值设定画面」被显示出来。
❺
< 布层检测阈值设定画面 >
3) 把布层夹到压脚的下面,然后按
< 布层检测阈值设定画面 >
的值自动地被计算出来,成为布层检测的「阈值」。通常部的厚度和布层的厚度的中间值设定为「阈
❼
值」。也可以根据缝制物用
。
❻
❻❼❽
调整数值。
按了
如果减少「阈值」,布层检测变快,但是过小的话会造成错误检测的故障,请加以注意。
之后,「布层检测传感器值画面」被显示出来。
❽
– 92 –
Page 97

确认输入的设定「阈值」,再一次按
❷
进行确定。另外,在此画面上还可以直接输入
或修正「阈值」。
MAX : 3000
MIN : 1000
布层检测的「阈值」的初期值仅是
大致数值。请根据实际缝制项目等
< 布层检测传感器值画面 >
缝制条件来进行微调整。
7-5-2. 布层检测针数设定功能
布层检测有效时,达到设定的「阈值」以下之后,缝制参数自动地返回到通常部的设定,因此可以通过
布层针数设定变更变换时间。
如果进行布层针数设定,即使在布层的上方,用从布层检测部位设定的针数返回到通常部的设定值。
另外,即使在布层针数设定的范围内,到达了布层检测的「阈值」以下,立即返回到通常部的缝制参数设定。
[ 设定方法 ]
❶
< 缝制数据编辑画面 >
❷
< 布层检测传感器值画面 >
❸
1) 在「缝制数据编辑画面」上按
❶
。
「布层检测传感器值画面」被显示出来。
2) 用十数字键
按
输入针数。
❷
,进行确定。
❸
工厂出货值 : 0(无针数设定)
调整范围 : 0 ~ 200
* 设定为 0 之后,布层检测针数设定为无效。
布层结束
从布层降落时,检测布层,然后返
回到平部缝制条件,但是有的缝制
条件其反应时间会发生延迟。
此时,设定了布层的针数就可以进
行对应。
从布层结束之
后,有可能数针
反应延迟。
– 93 –
Page 98

7-6. 关于补充润滑脂警告
7-6-1. 关于补充润滑脂警告
接近需要补充润滑脂的维修时期之后,操
作盘上显示出「E220 补充润滑脂警告」的
异常信息。
❶
按了
之后,异常被解除,可以使
❶
用一定期间。
E220 异常显示后,请一定进行补
充润滑脂的维修保养工作。
* 解除异常 (K118) 时,请参照「7-6-3.
关于 K118 异常解除方法」p.95。
7-6-2. 关于「E221 补充润滑脂异常」
不解除 E220 异常的话,操作盘上就会显示
「E221 补充润滑脂异常」的异常信息。
此时,缝纫机变成不能运转,因此请一定
补充润滑脂,然后解除异常 (K118)。
* 解除异常 (K118) 时,请参照「7-6-3.
关于 K118 异常解除方法」p.95。
– 94 –
Page 99

❶
7-6-3. 关于 K118 异常解除方法
< 缝制画面 >
< 模式画面 >
1) 6 秒钟长时间按
❶
。
「模式画面」被显示出来。
2) 选择「1. 存储器开关」。
「存储器开关种类选择画面」被显示出
来。
3) 选择「1. 全显示」。
「存储器开关编辑画面」被显示出来。
< 存储器开关种类选择画面 >
< 存储器开关编辑画面 >
4) 选择「K118 解除加润滑脂异常」。
「补充润滑脂异常解除画面」被显示出
来。
5) 用十数字键
设定为「1」,然后按
❷
、
把设定值
❸
进行确定。
❹
此时,异常被解除,缝纫机回复到正常运转,
再次施行了维修保养。
❷ ❸
< 补充润滑脂异常解除画面 >
❹
– 95 –
Page 100

8. 操作盘的使用方法 ( 应用篇 )
8-1. 缝制图案的管理
8-1-1. 图案的新编制
登记新编制的图案。
* 此操作在维修人员模式上进行。
选择缝制图案新编制功能
①
❶
1. 在维修人员模式的缝制画面上按
。
❶
「缝制图案 No. 一览画面」被显示出来。
< 缝制画面 ( 维修人员模式 )>
❷
< 缝制图案 No. 一览画面 >
设定缝制图案的送布轨迹
②
❹
2. 按
❷
。
「新缝制图案编制画面」被显示出来。
1. 选择送布轨迹
❸
。
( 送布的轨迹进行变化。)
按缝制形状按键
,选择缝制形状。
❹
❸
< 新缝制图案编制画面 >
❺
– 96 –
2. 按
,进行确定。
❺
「新缝制图案编制画面」被显示出来。
 Loading...
Loading...