

Husky HRDC-NOZZLE-SELECTION-061117 User Manual
Nozzle Selection
NOZZLE SELECTION
To select the correct nozzle for an application, the following information is required.
• Part weight and desired throughput per nozzle.
• Material and additives.
• Acceptable vestige and gate location.
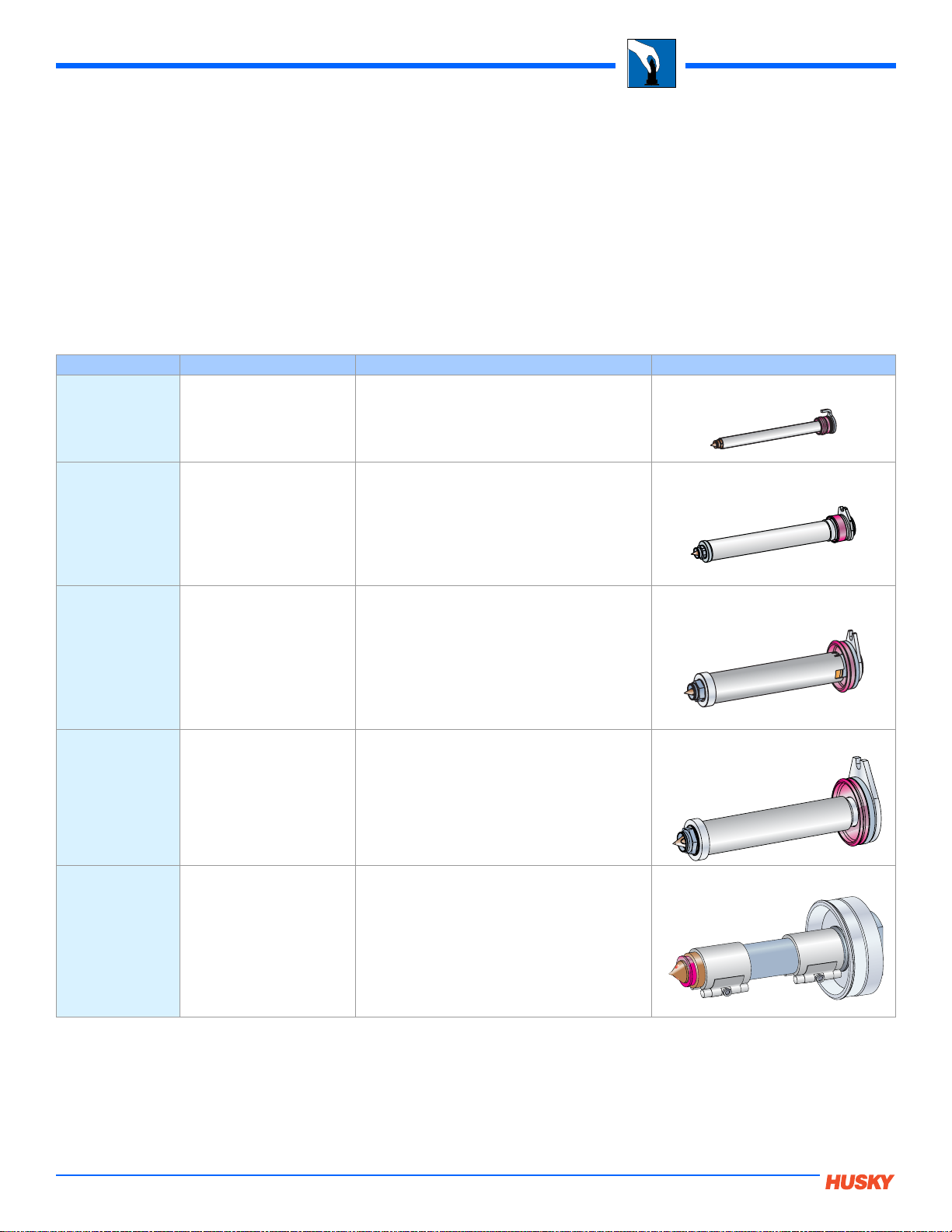
To accommodate a wide range of molded part sizes, Husky offers 4 standard nozzle sizes. Each nozzle offers a variety of
different gating methods.
Nozzle Size Nozzle Throughput Notes
• Designed for molding smaller parts and
Ultra 250 up to 10 grams/sec.
Ultra 500 up to 20 grams/sec.
restricted access.
• 5 gating options are available.
• 3-year leakproof guarantee
• Targeted for closures and small parts
requiring excellent gate quality and rapid
color change
• 11 gating options available
• 3-year leakproof guarantee
• PRONTO Hot Runners are available.
Ultra 750 up to 250 grams/sec.
Ultra 1000 up to 750 grams/sec.
1250
Series
up to 900 grams/sec.
• Improved thermal profile and wider operating window
• Suitable for a wide variety of engineering
and commodity resins
• 10 gating options available
• 3-year leakproof guarantee
• PRONTO Hot Runners are available.
• Designed for molding large sized parts.
• 5 gating options are available.
• 3-year leakproof guarantee
• PRONTO manifold systems are
available.
• Designed for molding larger parts and
high viscosity materials.
• 5 gating options are available.
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
9
Nozzle Selection
GATING METHODS
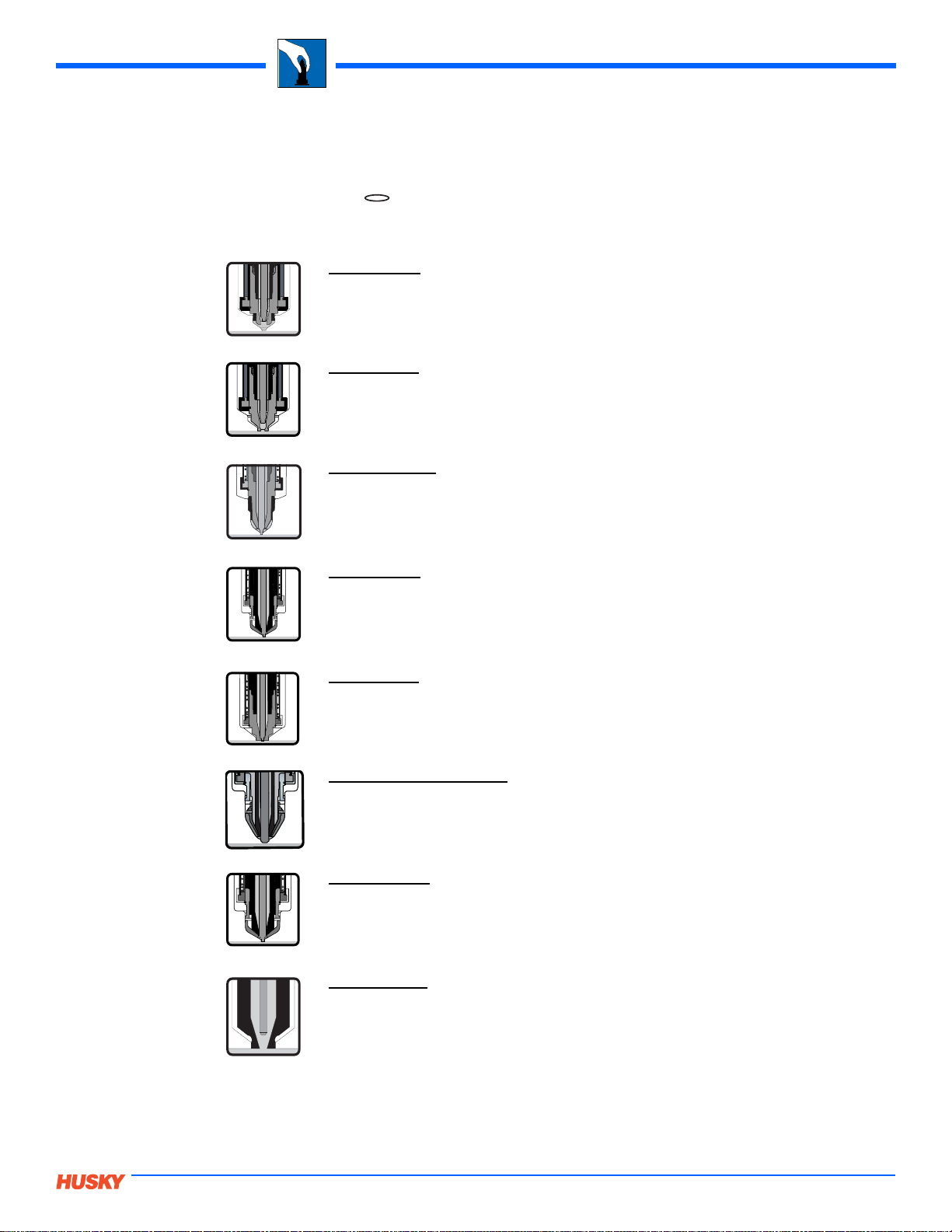
VALVE GATING
Valve gating is used when a flush gate mark with minimal vestige height is required on the molded part. Valve gating
allows for larger gate diameters, minimizing molded-in stress and providing easier part filling. All valve gating options use a
pneumatically operated valve stem to mechanically shut off resin flow at the gate.
Ultra 500 VG
• Minimal gate vestige
• For a wide variety of amorphous resins
• Pneumatically operated valve stem
• Cylindrical (UltraGuide™) and angled shut-off standard
Ultra 500 VX
• Minimal gate vestige
• For abrasive and crystalline resins
• Pneumatically operated valve stem
• Cylindrical (UltraGuide™) and angled shut-off standard
Ultra 750 VG-X
• Minimal gate vestige
• Extended option for tight gate access
Ultra 750 VG
• Minimal gate vestige
• Pneumatically operated valve stem
• Cylindrical (UltraGuide™) and angled shut-off standard
Ultra 750 VX
• Minimal gate vestige
• For abrasive and crystalline resins
• Pneumatically operated valve stem
• Cylindrical (UltraGuide™) and angled shut-off standard
Ultra 750 VG-R (Retrofit)
• Minimal gate vestige
• Fits 750 Series gate detail
Ultra 1000 VG
• Minimal gate vestige
• Pneumatically operated valve stem
• Tip insulator facilitates faster color change
Ultra 1000 VX
• Minimal gate vestige
• Pneumatically operated valve stem
• For abrasive and crystalline resins
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
10
2006.08
Nozzle Selection
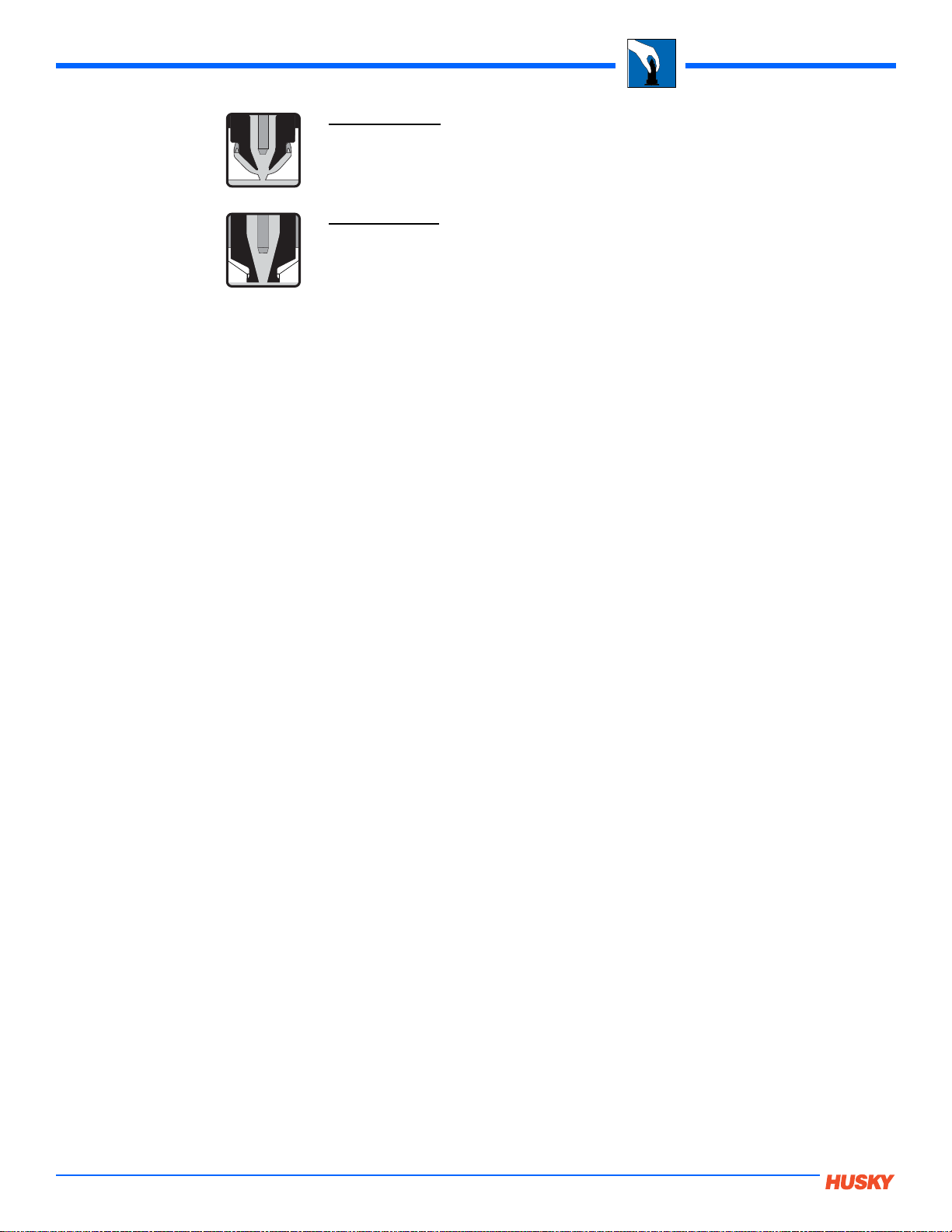
1250 Series VG
• Minimal gate vestige
• Pneumatically operated valve stem
1250 Series VX
• Minimal gate vestige
• Pneumatically operated valve stem
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
11
Nozzle Selection
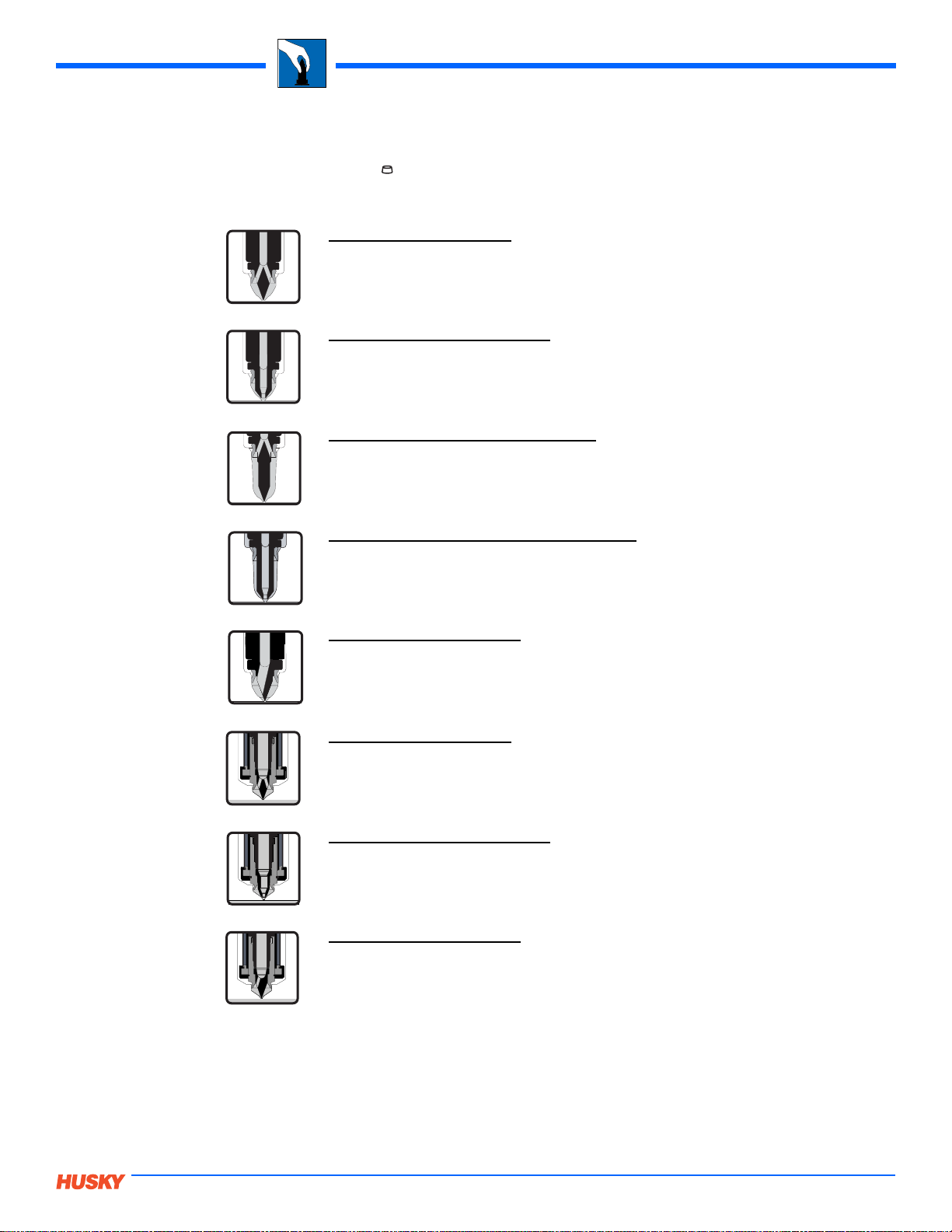
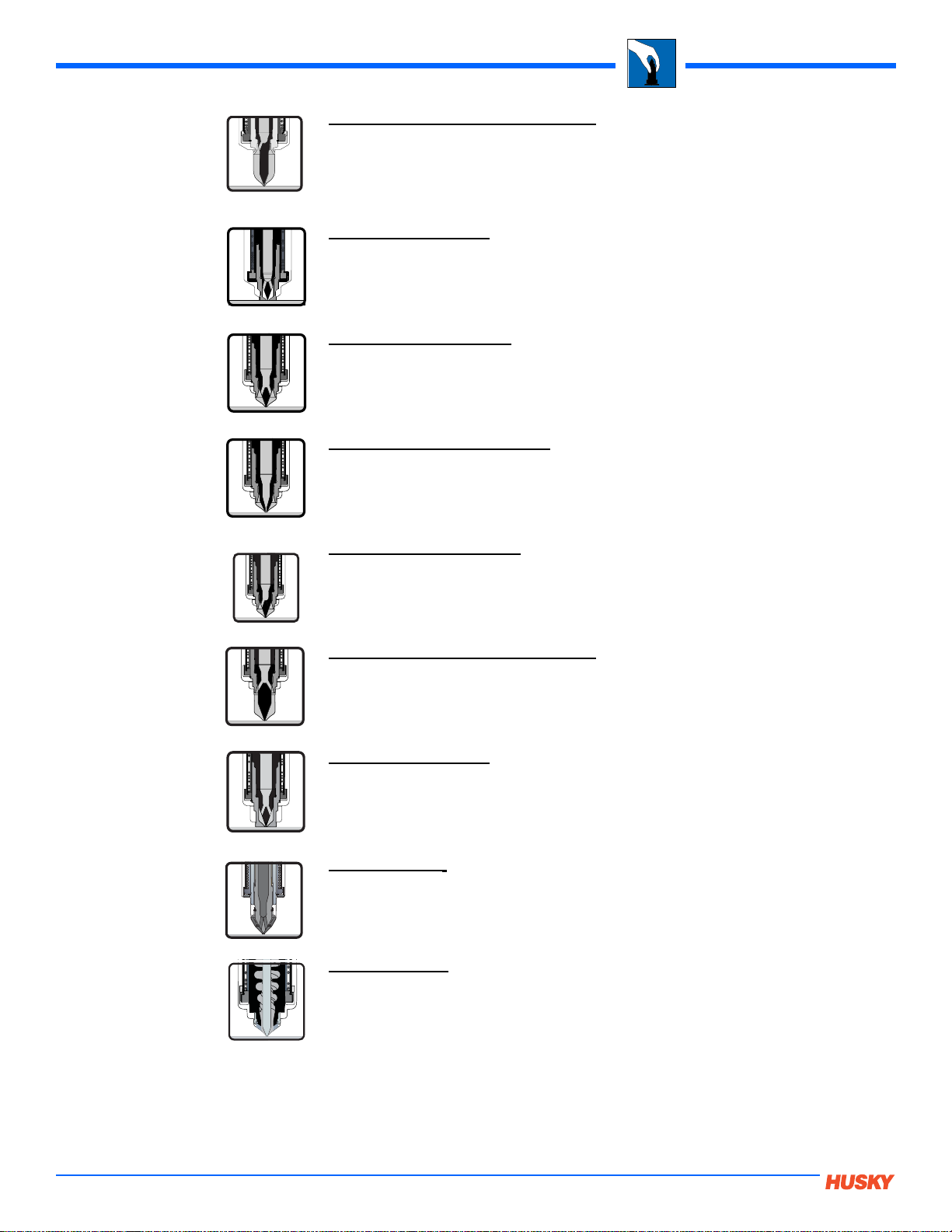
HOT TIP GATING
Hot tip gating is used when a small gate mark on the molded part is acceptable. The size of the vestige is affected by
the gate size, gate cooling, material, and processing conditions. Gate solidifica tion is achieved b y the r emoval of he at from
the gate area following the injection cycle.
Ultra 250 HT-D (Diverted)
• Suited for general purpose applications
• Fast color changes
Ultra 250 HT-T (Through Flow)
• No flow lines
• Fast color changes
Ultra 250 HT-DX (Diverted Extended)
• Extended tip enables inside/difficult to access gating
Ultra 250 HT-DX (Through Flow Extended)
• Extended tip enables inside/difficult to access gating
• No flow lines
Ultra 250 HT-U (Univerted)
• Wear resistant tip material for abrasive resins
Ultra 500 HT-D (Diverted)
• Small bubble facilitates fast color change
• Minimized gate vestige
Ultra 500 HT-T (Through Flow)
• No flow lines
• Slightly higher vestige than HT-D
Ultra 500 HT-U (Univerted)
• Wear resistant tip material for abrasive resins
• Slightly higher vestige than HT-D
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
12
2006.08
Nozzle Selection
Ultra 500 HT-DX (Diverted Extended)
• Extended tip enables inside/difficult to access gating
Ultra 500 HT-DC (Cap)
• Identical to HT-D, except screw-on cap simplifies gate
geometry machining
• Wear resistant (WR) tip insert available
• HT-UC, HT-TC also available.
Ultra 750 HT-D (Diverted)
• Wear resistant (WR) tip insert available
• Minimal gate vestige
• No tip insulator required for color change/heat sensitive
resins
Ultra 750 HT-T (Through Flow)
• No flow lines
• Wear resistant (WR) tip insert available
Ultra 750 HT-U (Univerted)
• Slightly higher vestige than HT-D
• Wear resistant (WR) tip insert available
• Well suited for filled resins with large filler particle size
• One flowline
Ultra 750 HT-DX (Diverted Extended)
• Extended tip enables inside/difficult to access gating
• Wear resistant (WR) tip insert available
Ultra 750 HT-DC (Cap)
• Identical to HT-D, except screw-on cap simplifies gate
geometry machining
• Wear resistant (WR) tip insert available
• HT-UC, HT-TC also available.
Ultra 750 HT-S6
• Ideal when closer gate cooling access is required
• Excellent for fast cycle times
Ultra 750 HT-UF
• Fastest color change
• No flow lines
• High pressure option available
2006.08
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
13
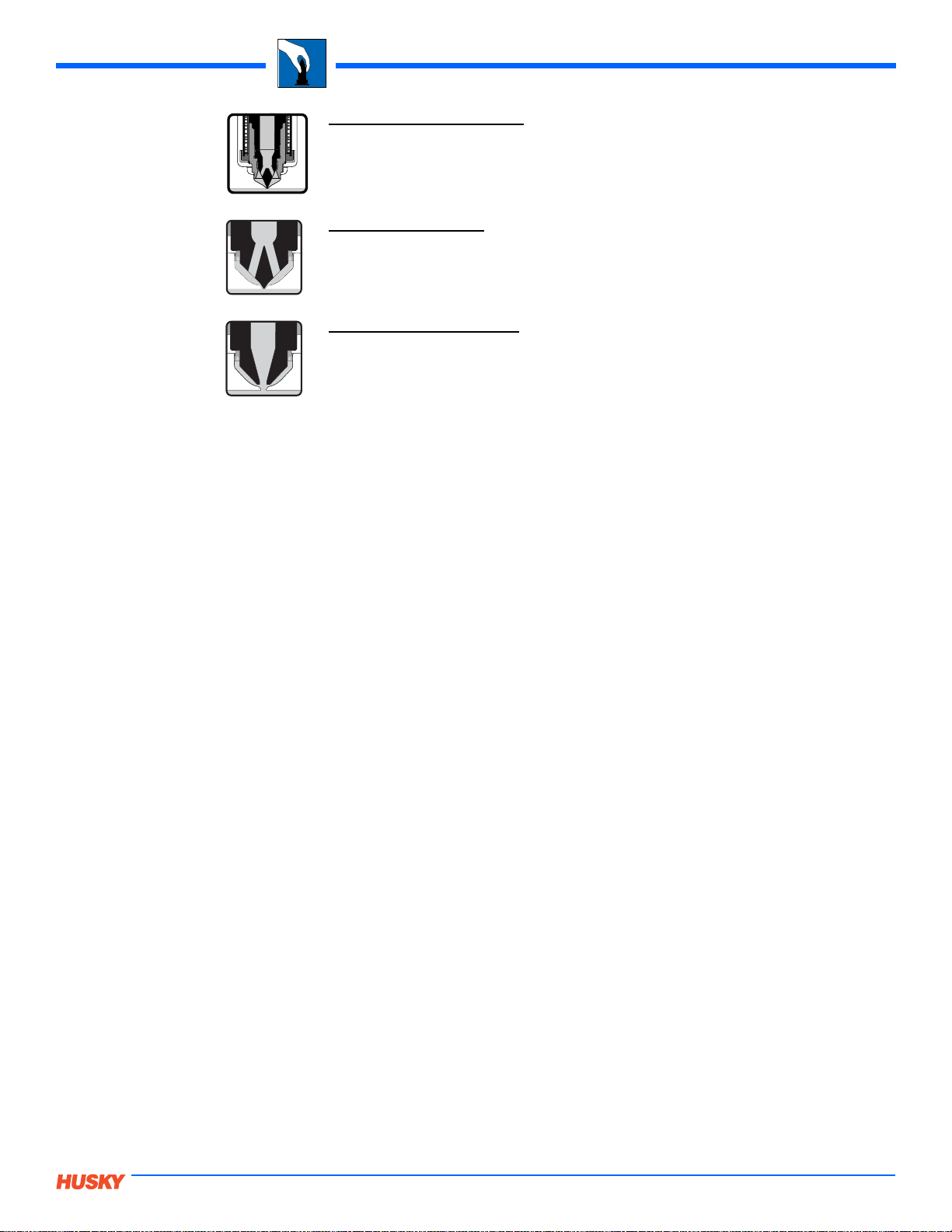
Ultra 1000 HT-D (Triverted)
• Wear resistant carbide insert tip
• Tip insulator facilitates fast color change
• Minimized gate vestige
1250 HT-D (Triverted)
• Small gate vestige
• High throughput
1250 HT-T (Through Flow)
• No flow lines
• Small gate vestige
Nozzle Selection
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
14
2006.08
 Loading...
Loading...